AGITATORS IN MILK PROCESSING PLANTS
1
A A¯atoxins
see Mycotoxins: A¯atoxins and Related Compounds.
AGITATORS IN MILK...
264 downloads
3417 Views
46MB Size
Report
This content was uploaded by our users and we assume good faith they have the permission to share this book. If you own the copyright to this book and it is wrongfully on our website, we offer a simple DMCA procedure to remove your content from our site. Start by pressing the button below!
Report copyright / DMCA form
AGITATORS IN MILK PROCESSING PLANTS
1
A A¯atoxins
see Mycotoxins: A¯atoxins and Related Compounds.
AGITATORS IN MILK PROCESSING PLANTS D A MacCarthy, J J Fitzpatrick and K Cronin, University College, Cork, Republic of Ireland
(A)
(B)
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction There are many reasons for the agitation of milk and milk products, including: (1) to maintain product uniformity; (2) to promote heat transfer; and (3) to disperse and dissolve solids in water. However, excess agitation is to be avoided, as it can cause product damage by disrupting the fat globule membrane and exposing the fat to lipase. Overagitation can also cause the formation of butter granules and nonglobular fat. The types of agitators that are commonly used in the dairy industry are described below. The mechanical and hygienic design of such systems is outlined and the issues involved in the selection and sizing of a particular agitation system are presented. Heat transfer in agitated vessels is explained and an overview of the applications of agitation in milk processing is described.
Types of Agitators Several types of agitators are used in dairy processing and these can be broadly classi®ed based on the viscosity of the product. Propeller Agitators
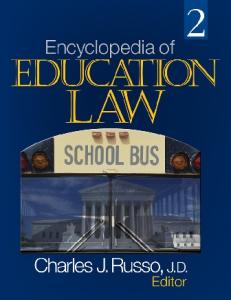
The three-bladed marine impeller (Figure 1A) is a high-speed agitator (400±1750 rpm) with a small impeller-to-tank diameter ratio (0.2±0.3). It is used
Figure 1 (A) Three-bladed marine propeller, showing typical ¯ow pattern for side entry; (B) the axial ¯ow pattern it produces.
to agitate low viscosity liquids (usually < 1 Pa s) wherein the momentum generated by the impeller is easily transferred throughout the liquid. It produces an axial ¯ow pattern (Figure 1B), which gives reasonable mixing and good suspension of particles. Turbine Agitators
These agitators have an impeller to tank diameter ratio in the range of 0.2±0.5, and can be operated at a high speed if required. They are used to agitate low viscosity liquids (usually < 1 Pa s), but they have also been used to agitate liquids with a viscosity as high as 50 Pa s. The basic turbine is a ¯at-blade design and one of the most common turbines is the six ¯atbladed disc-mounted impeller (Figure 2), which is often used in fermentors. Turbine impellers can
2
AGITATORS IN MILK PROCESSING PLANTS (A)
(B)
(C)
(D)
Figure 4 Paddle impellers: (A) basic paddle; (B) anchor; (C) gate and (D) anchor-gate.
impellers with greater contact area. There are many variants of the basic paddle (as illustrated in Figure 4) which give greater contact area. Some of these, such as the gate-anchor agitator, can be used with high viscosity liquids up to around 100 Pa s. High-Shear Agitators Figure 2 Six-bladed disc turbine impeller showing typical ¯ow pattern for centre axial entry.
induce strong radial ¯ow in addition to axial ¯ow, which imparts a much greater mixing capability than propeller agitators. Pitch-bladed turbines have their blades set at an angle of less than 90� from the horizontal (Figure 3) and are used in the dairy industry, for example, in lactose crystallization and yoghurt manufacture. The smaller the angle, the milder the agitation as less shear forces are exerted on the liquid and on any particles or droplets within the liquid. Paddle Agitators
High-shear mixers are used to break up particles such as in powder reconstitution or emulsion droplet formation. Rotor±stator agitators (Figure 5) are commonly used; the product is drawn into a highspeed rotor, typical speed 3000 rpm, in a closely machined stator, in which the solids are subject to milling and intensive hydraulic shear. This may be done batchwise in a mixing vessel, or in-line for continuous blending. Powder mixing systems are commercially available, incorporating powder hopper, venturi feeder and in-line mixer. High-Viscosity Agitators
Helical and ribbon-type agitators are used to agitate very high viscosity liquids (up to 1000 Pa s).
The basic paddle agitator resembles the basic turbine agitator except that it has a larger impeller to tank diameter ratio ( > 0.5 to < 1) and rotates at a low speed, typically 10±150 rpm. Paddle agitators are used in the dairy industry to agitate medium viscosity liquids (0.5±10 Pa s). Increasing the viscosity will dampen the momentum transfer through the liquid and thus greater contact between the impeller and the liquid is required, which results in larger diameter
Milk kept in large storage tanks may be agitated by supplying compressed air near the base of the tank. The air bubbles rise, expand and set up circulation currents in the milk. The air supply is regulated using a level detector, which matches the air ¯ow-rate to the quantity of milk in the tank.
Figure 3 Pitched three-bladed impeller.
Figure 5 High-shear rotor±stator impeller.
Air Agitation
AGITATORS IN MILK PROCESSING PLANTS
Mechanical Design The agitation system consists of an electric motor which transmits power through a mechanical drive system. The drive system consists of a power transfer unit (gearbox or belt drive), shaft and impeller, bearings and seals. Figure 6 illustrates in schematic form the basic system con®guration. Electric Motor and Gearbox/Belt Drive
Electric motors will rotate at an angular velocity (normally 1500 or 3000 rpm) that is too high for the agitator impeller. Thus, a power transfer unit that allows a reduction in rotational velocity will be needed in the system, as in many cases impeller angular velocity will be less than 100 rpm. In the special case where a power transfer unit is not required, the system is referred to as direct drive. Two of the most common types of power transfer unit are the gearbox and belt drive. Gearboxes have the advantage of high torque transmission capability, high dimensional accuracy and low friction losses, and they predominate in dairy processing. In many cases, the electric motor and gearbox is supplied as a unit. Belt drives are a ¯exible power transfer unit with the features of quiet running and good vibration damping properties. They are limited by (relatively low) operating temperatures and speeds and are not very common in dairy agitation systems. Drive Shaft
The drive shaft transmits mechanical power from the electric motor to the impeller. In tall tanks, it may be necessary to ®t more than one impeller at different levels on the stirring shaft in order to obtain the
required effect. The number of impellers required is approximately equal to the ratio of tank height to tank diameter. It will be necessary to support this shaft with bearings in order to minimize friction, wear, noise, de¯ection and vibration. Bearings can be classi®ed as being journal (plain) bearings or rolling bearings; the latter are generally used. A variety of arrangements to introduce the impeller shaft into the process vessel are possible. The shaft can enter the vessel from the top (top mounted), from the bottom or from the side. The shaft can be parallel, perpendicular or inclined to the vessel longitudinal axis. Top-mounted vertical agitator drives are most common, with the shaft either coaxial or eccentric (off-centre) with respect to the vessel axis. Bottom or side entry may be advantageous if more space is needed at the top for entry ports and manifolds or if headspace is limited. The shaft can run the full length of the vessel and be supported by bearings at either end (top and bottom) or can terminate at the impeller and be supported by a bearing at the point of entry into the vessel. Sealing
Satisfactory sealing of the rotating agitator shaft is essential for hygienic operation and yet dif®cult to achieve. As an example, for top-mounted systems, the dripping of lubricant oil from the gearbox into the tank contents is not acceptable even if a food-grade lubricant oil is speci®ed. Any sealing arrangement must be able to resist the appropriate sterilizing temperature. The most common type of dynamic seal is the axially loaded face seal (mechanical seal). Note that O rings should, generally, be avoided in food contact equipment.
Steam shroud Reduction gearbox
Rotating driveshaft
Electric motor
Steam in
Spring Rotating collar fixed to shaft
Fixed vessel top plate
Impeller
Figure 6 Drive system for top-mounted agitator.
3
Ball bearing Steam out
Seal faces
4
AGITATORS IN MILK PROCESSING PLANTS
A mechanical seal consists of a pair of rings, one stationary and the other rotating with the shaft. They are spring-loaded together and dynamic sealing takes place between their ¯at annular surfaces. Mechanical seals may be carbon rings (graphite) rubbing on carbon rings or silicon carbide on silicon carbide. Silicon carbide is a ceramic material, which is harder than graphite and thus gives a longer seal life. High temperature, low friction plastics, such as Te¯on (PTFE), are also used. Mechanical seals with silicon carbide/carbon running surfaces are inert under operating conditions normally encountered and are considered to be safe in food processing. Steam barriers may also be used to further guarantee containment. Hygienic Design
Hygienic design of the agitator system involves the consideration of issues that include materials of construction, cleanability and surface ®nish. As food contact surfaces, which must remain inert, impervious and durable, the shaft and impeller will in all likelihood be built from stainless steel. There are many grades of stainless steel, but the austenitic grades AISI 304 or AISI 316 are the most common in dairy applications. Misuse of sterilizing agents (chlorite bleaches) can cause corrosion of stainless steel (see Corrosion). It is for this reason that grade 316 may be preferred with its higher resistance to corrosion attack from chloride ions. This also highlights the need for careful water rinsing in the cleaning cycle to ensure that the concentration of chloride ions in inaccessible places, such as any machine crevices, is not allowed to reach dangerous levels. The surface ®nish of the agitator affects the ability to clean, sanitize and sterilize the shaft and impeller. Surface ®nish can be quantitatively measured by the arithmetic mean roughness (Ra) number. Generally, dairy contact surfaces should have an Ra of less than 0.8 mm and such a ®nish is obtainable by mechanical and electropolishing.
i.e. viscosity decreases with increasing shear rate. This results in higher viscosities in regions of the liquid that are more remote from the impeller, which may lead to poor mixing in these regions. Typical values for the viscosity of some dairy liquids are presented in Table 1 at speci®ed temperatures, as viscosity is usually a strong function of temperature. Agitator Selection
Selection of agitator type is determined by the viscosity of the liquid and the agitation job to be performed, whether it be mixing, heat transfer, particle dispersion, oxygen transfer or a combination of these. Each agitator type has a range of viscosities at which it performs best and agitation duty for which it is best suited, as mentioned above. Equipment suppliers and process design companies have the experience and practical knowledge for selecting an appropriate agitator to perform a speci®ed job. Agitator Dimensions and Speed
Once an agitator type is selected, it has to be sized in terms of its dimensions. This will depend on the size of the tank and the volume to be processed. For a given impeller type, there are standard geometrical con®gurations for the impeller and tank, which give guidance to sizing the impeller. For most agitation applications, with the exception of heat transfer, there is no well-developed mathematical analysis supported by property data that can be used to evaluate the effect of impeller speed and diameter on agitation performance. In these cases, it is necessary to evaluate on a small/pilot scale how impeller speed and diameter affect agitator performance and then scale up these results. Impeller tip speed is usually constrained in dairy processing because of its effect on product quality. Table 1 Typical viscosity of dairy liquids Liquid
Agitator Selection and Sizing Viscosity
Viscosity is the resistance of a liquid to ¯ow. Low viscosity liquids show little resistance to ¯ow and thus liquid momentum is easily transferred throughout the liquid and low power is required to agitate the liquid. On the other hand, high viscosity liquids have a high resistance to ¯ow whereby viscous forces dampen liquid momentum transfer and require higher power to agitate the liquid. In addition, many dairy liquids are non-Newtonian, and are mainly pseudoplastic,
Low viscosity Water Whole milk Skim milk concentrate (33% solids) Medium viscosity Yoghurt Milk concentrate (48% solids) Whey concentrate (65% solids)
Temperature ( �C)
Viscosity (Pa s)
20 20 25
1(10ÿ3) 2(10ÿ3) 13(10ÿ3)
10 20
1±4 1
10
5
AGITATORS IN MILK PROCESSING PLANTS Agitator Power Requirement
There are many power curve correlations available in the literature for estimating the power requirement for speci®c impeller tank con®gurations, and these are usually presented in the form of power number or function versus Reynolds number, as illustrated in Figure 7. Once the impeller speed and diameter, liquid density and viscosity are known, the Reynolds number can be calculated. The power number can be read from the power curve for the speci®c impeller tank con®guration, and the power requirement can be calculated from the Power number or function. Separate curves are required for baf¯ed and unbaf¯ed systems due to possible vortex formation in unbaf¯ed systems. As a general guide, typical mixing power consumption varies from 0.2 kW m ÿ3 for low viscosity liquids up to 4 kW mÿ3 for blending materials with the consistency of pastes and doughs. Vortexing
Tangential ¯ow in the direction of rotation of the impeller can lead to vortex formation when agitating low viscosity liquids by centrally mounted impellers in unbaf¯ed tanks. Vortexing due to increasing rotational speed may lead to air entrainment by exposing the impeller to air. This can also produce large oscillating forces acting on the impeller shaft. Vortexing can be prevented by mounting the impeller off-centre or using a horizontal side-entering
Laminar
impeller. There are cases where vortexing is advantageous, for example, in powder reconstitution. When powder is added to the surface of water, the vortex can greatly improve powder sinkability by centrifugally spinning the powder into the water, and this becomes even more important as the solids content of the reconstituted mixture increases.
Heat Transfer in Agitated Vessels Heat transfer coef®cients for the heating or cooling of a liquid in a jacketed vessel may be calculated using the correlation: Nu aReb Prc
�=�W d where Nu hDT/k Re DA2N�/m Pr Cp m/k h heat transfer coef®cient (product) (W mÿ2 K) k thermal conductivity (W mÿ1 K) DT tank diameter (m) DA agitator diameter (m) N rotational speed (sÿ1) � density (kg mÿ3) Cp speci®c heat (J kgÿ1 K) � viscosity (Pa s) �W viscosity at wall temperature (Pa s) Values of a, b, c and d depend on system geometry.
Transition
Turbulent
Power number N P =
P qN 3D 5
102
101
100 100
101
102
5
103
Reynolds number N Re = Figure 7 Power curve correlation for estimating agitator power requirement.
104 qND 2 l
105
6
AGITATORS IN MILK PROCESSING PLANTS
Heat transfer in a jacketed vessel may sometimes be problematic when dealing with medium and high viscosity liquids because of low heat transfer rates and the formation of deposits on the tank wall. This is overcome by using paddles with a small clearance between the impeller and the tank wall so that the blade surfaces sweep the wall of the tank clearing away any deposits and preventing a stagnant layer at the wall surface.
Applications On-Farm
Following milking, milk is stored in refrigerated tanks pending milk collection and delivery to the dairy. Agitation is required for two purposes: to improve heat transfer while the milk is being cooled, and to avoid fat separation and facilitate milk sampling for analysis and payment. Typical agitation system: paddle agitator, motor about 100 W, geared down to about 30 rpm. The agitator will operate continuously during cooling, and intermittently (e.g. 30 s every 15 min) during storage. Milk Intake
When milk is received at the dairy, it is stored as raw or pasteurized milk. Agitation is required at this stage to maintain uniform composition for downstream processing and inventory control. Typical agitation systems include: (1) top-entry agitator with more than one pitch-bladed impeller; (2) side-entry agitator, marine propeller, angled down from the horizontal; and (3) air agitation, which is less commonly used because incorporation of air in milk can lead to problems in heat exchangers and centrifuges. In modern installations, provision is made to inactivate the agitator when the product surface is at the height of the agitator. Cream Storage
Agitation of cream should be more gentle than agitation of milk because of the greater possibility of product damage. Typical agitation: pitch-bladed or paddle impeller, speed 30±60 rpm. Milk and Whey Concentrates
Milk concentrates are produced by evaporation for dehydration, or by the addition of solids for yoghurt or ice cream manufacture. These products can be effectively agitated using marine propeller or pitchbladed agitators at 200±400 rpm. Powder Dispersion
The dispersion of powders in water is required for the manufacture of many dairy products including ice
cream, yoghurt, dairy spreads and dairy desserts. Complete dispersion of the solids in the aqueous phase is required, with no residual lumps and without air incorporation. Particular dif®culty is encountered in dispersing stabilizers, e.g. guar gum and locust bean gum, and emulsi®ers, e.g. mono or diglycerides. This is usually achieved using high-shear mixers. Yoghurt
Yoghurt is characterized by a high solids content (about 20%) and medium to high viscosity depending on whether the yoghurt is stirred or set. Gentle agitation is required to avoid damage to product texture. This can be achieved by using a topmounted agitator with large paddles and a speed of 20±60 rpm. Processed Cheese
Processed cheese manufacture is characterized by high viscosity, dispersal of solids and high heating rates. Agitation is achieved by an anchor-type scrapedsurface agitator, at a speed approximating 100 rpm. See also: Hygiene in Dairy Production and Processing. Milking and Handling of Raw Milk: Milking Hygiene; Effects of Storage and Transport on Milk Quality. Process and Plant Design.
Further Reading Cowan CT and Thomas CR (1988) Materials of construction in the biological process industries. Process Biochemistry 23(1): 5±11. Hall CW, Farrall AW and Rippen AL (1986) Encyclopedia of Food Engineering. Westport: AVI. Hauser G (1992) Hygienic design of moving parts of machines in the food industry. Transactions of the Institute of Chemical Engineering 70(part C): 138±142. Holland FA and Chapman FS (1966) Liquid Mixing and Processing in Stirred Tanks. New York: Reinhold. Kessler HG (1981) Food Engineering and Dairy Technology. Freising, Germany: Verlag A. Kessler. Oldshue JY (1985) Mixing processes. In: Bisio A and Kabel RL (eds.) Scaleup of Chemical Processes. New York: John Wiley. Perry RH and Green DW (1997) Chemical Engineers' Handbook, 7th edn. New York: McGraw-Hill. Stanbury PF, Whitaker A and Hall SJ (1995) Principles of Fermentation Technology. Oxford: ButterworthHeinemann. Tetra Pak (1995) Dairy Processing Handbook. Lund, Sweden: Tetra Pak. Uhl VW and Gray JB (1966) Mixing: Theory and Practice. New York: Academic Press.
AGRICULTURAL SUBSIDY SCHEMES/Price and Support Systems in the Agricultural Policy
7
AGRICULTURAL SUBSIDY SCHEMES Contents
Price and Support Systems in the Agricultural Policy European Union's Common Agricultural Policy United States' Agricultural System Other Systems
Price and Support Systems in the Agricultural Policy H O Hansen, Danish Agricultural Council, Copenhagen, Denmark Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Agricultural support is a very important element of agricultural policy in many countries. Basically, agricultural support is an instrument to achieve the overall objectives of the agricultural policy ± objectives set by society. There are a great number of instruments and measures in the agricultural policy with different functions and consequences. Price mechanisms are often used as support instruments, while direct income support is used in other cases. The choice of support system is vital and may have far-reaching consequences.
Objectives and Instruments in Agricultural Policy In many countries, intervention through agricultural policy is a very important mechanism in the agricultural sector. The intervention often takes place through the market, and its aim is to improve or stabilize economic conditions. Intervention is not an objective in itself, but it is an instrument to achieve the overall objectives and aims set by society. Before examining the different instruments, it is useful to highlight the factors that underlie and give legitimacy to those instruments, including the support and price policy of the agricultural policy. There is a close correlation between the objectives and the instruments in agricultural policy. Basically, society has formulated a number of objectives, which lay down guidelines and directions for the development of agricultural policy. These
objectives, which to a large degree are similar from country to country, explain and motivate the instruments in the agricultural policy. In the developed countries, the objectives of the agricultural policy share a number of common features. In general, the agricultural policy in the developed countries aims at improving:
� � � � � � � �
income in agriculture income distribution among farmers productivity in agriculture ef®ciency in the processing and marketing chains supply and price stability demographic situation environmental status export, employment and production.
Many different types of instruments can be used to achieve the given objectives, and it is a very complicated relationship: some instruments can be used to achieve several different objectives. Other instruments bene®t some and limit the achievement of other objectives. Finally, important differences regarding ®nancing, effect on production and trade and transparency are observed. The instruments in the agricultural policy can be categorized as follows. Price Support
This includes support in the form of higher market prices than, for example, in the world market. Deficiency Payments
De®ciency payments are transfers from taxpayers to farmers corresponding to production multiplied by the difference between the world market price and a given target price on the domestic market. Support Coupled to Input Factors
� area premiums � headage premiums
8
AGRICULTURAL SUBSIDY SCHEMES/Price and Support Systems in the Agricultural Policy
� ®nancial support � other support to reduce costs. Direct Support Coupled to other Factors
� � � �
extensi®cation protection of landscape support to enhance structural change economic development in rural areas.
Support Fully Decoupled from Production
� compensation for losses caused by drought � income support, lump-sum payments � early retirement schemes. In addition, there are a number of other instruments, which should not directly be used to achieve the objectives, but should be used to reduce supply and/or costs related to the agricultural policy. Quotas and `set-aside' are examples of such instruments. Price support and de®ciency payments are the most important instruments in the agricultural policy of industrialized countries and account for about 75% of the total agricultural support. Price support alone accounts for more than 50% of total agricultural support and is therefore the most important instrument.
High- and Low-Price Systems Market price support and de®ciency payments are two signi®cant instruments in agricultural policy, but
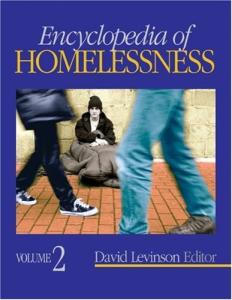
they belong to two different support regimes or support systems. Market price support operates in the so-called high-price system, and de®ciency payments operate in the low-price system. In the high-price system, support is mainly given by means of import regulations, and this ensures a relatively high domestic price. In the low-price system, support is given by means of direct support without distorting market prices at, or close to, world market level. The two different support systems have a very different impact on agricultural production, ®nancing and markets; however, there is an income transfer to agriculture in both systems in the short run. The balance between market price support and direct payments varies substantially from country to country (Figure 1). In the United States, Hungary and Australia, agricultural support is mainly given by direct payments ®nanced by taxpayers, while market price policy, mainly ®nanced by consumers, is predominant in Japan and Korea, among others. Structure and Function
Until now countries like those in the European Union (EU) and Japan have used the high-price system in their agricultural policy. In this system farmers are supported through high market prices maintained by different instruments such as import tariffs (variable or ®xed) or other import restrictions and export
Australia Canada Czech Republic European Union Hungary Iceland Japan Korea Mexico New Zealand Norway Poland Switzerland Turkey USA OECD 0%
20%
40%
60%
80%
100%
Figure 1 Composition of agricultural support (2000). Filled columns, market price support; open columns, payment. (Reproduced with permission from OECD, 2001.)
AGRICULTURAL SUBSIDY SCHEMES/Price and Support Systems in the Agricultural Policy
subsidies. These instruments ensure an arti®cially high price level compared to the price level of an unregulated market. In high-price systems, consumers ®nance support through high consumer prices. Depending on the self-suf®ciency rate, public costs and incomes are also affected. If the country is a net importer, it will receive revenues from import tariffs. In contrast, a net exporting country will have to pay export subsidies to maintain the price level in the domestic market. For decades, the low-price system has been the predominant support system in the agricultural policy in the United States. As a result of the recent Common Agricultural Policy reforms and as a result of more focus on decoupled support in World Trade Organization (WTO) negotiations, the EU is moving towards low-price support while reducing the highprice support. In low-price systems, market prices are more or less unaffected, and farm prices correspond to world market prices in principle. Instead of market support, payments are given directly to the farmers. These payments can be coupled to production or they can be fully decoupled. Coupled support means that a farmer will receive a payment corresponding to production multiplied by the difference between the world market price and a given target price on the domestic market. In this case, there is no major difference between a high- and a low-price system from a farmer's point of view. If the support is more or less decoupled from production, the economic transfer to farmers may have an element of income or social aid. Support can be coupled to the farm land or the number of animals belonging to the farm. In this case, support is still decoupled from production. Low-price systems are ®nanced by the state budget, indicating that in the end taxpayers ®nance this type of agricultural support. High- and low-price systems may have different modi®cations and individual structures. Income transfers can take place in various forms, giving different consequences in each case. The general structure of high- and low-price systems is shown in Figure 2. It is dif®cult to determine a priori whether one system is superior to the other. The support level is independent of the choice of support system, and both systems have advantages and disadvantages. Therefore, it is necessary to compare these advantages and disadvantages with the objectives of the agricultural policy. It is evident that the choice of a high- and low-price system may have profound consequences within and outside the agricultural sector.
High-price system
Low-price system
Market price
Price support
9
Target price World market
Direct payments
World market
Figure 2 General structure of high- and low-price systems.
Consequences of High- and Low-Price Systems Conditions and Competition in the Food-Processing Industry
High-price systems necessitate border protection of commodities traded internationally. This means that border protection must comprise processed commodities and not the basic agricultural raw materials. This is the case for sugar beet and milk, where border protection must cover processed and traded goods like sugar, butter, cheese and condensed milk. In this way, the high-price system will in¯uence a major part of the food industry and not only the primary agricultural sector. This must be compared to the fact that normally it is only the conditions in the agricultural primary sector that should be improved through the agricultural policy. In particular, if the food industry is highly concentrated and has great market power, farmers may not achieve the intended advantages of the high-price system. In the EU agricultural policy on one hand, the problem regarding milk has been more or less solved by determining intervention prices of butter and skim milk powder. On the other hand, turning to the farmers' side, an indicative price of milk has been determined. The dairy processors must respect this indicative price when settling with the producers, and in that way the farmers can obtain the desired advantage. Still, a dairy processor can demand a lower producer price, if its production costs are high. In other ®elds, a high-price policy can be negative for the food industry. At ®rst, the price of raw materials for the food industry will increase, and unless the additional costs are fully compensated through other systems, its competitive power will weaken. Such distortions in the food industry's competition conditions will not occur in a low-price system. Here the world market price exists and determines supply
10
AGRICULTURAL SUBSIDY SCHEMES/Price and Support Systems in the Agricultural Policy
and demand. The production of the food industry will automatically correspond to the sector's international comparative advantage. Competition Conditions in the Agricultural Sector
Another problem with the high-price system is that it is often dif®cult to guarantee the same subsidies to all products. It is especially dif®cult to implement a uniform subsidy if there are high and low processed products and import protection, quotas and other supply restrictions. Further, a general price increase of, for instance, 10% on all agricultural products will particularly bene®t crop production, whereas the gains for animal production will be lower. The reason for this is that a major part of the production costs in animal husbandry consists of crop production and consequently a general price increase will not have a full impact on these production sectors. For industrial countries in general, there is a clear negative correlation between the level of self-suf®ciency and the agricultural subsidies. This means that the higher the level of self-suf®ciency, the lower the agricultural subsidy. It is characteristic that some countries often reduce the subsidy level for products where the level of self-suf®ciency increases considerably to over 100% (e.g. if self-suf®ciency is 120%, export will be 20% of production). With increasing net exports, the publicly ®nanced agricultural subsidy increases, and therefore there will be a distinct incentive to decrease the subsidy. In addition, the self-suf®ciency objective itself determines that one should primarily protect products with a low level of self-suf®ciency. In both cases, the result is that one particularly protects products with small comparative advantages, and also where farmers have limited opportunities to produce. On the other hand, subsidies for products with the best natural conditions will be relatively low. It is assumed here that a relatively high level of self-suf®ciency is a result of a comparative advantage, as favourable basic conditions will result in a relatively large production and therefore in exports as well. In a global perspective, the subsidies are highest in countries with a low level of self-suf®ciency. In a national perspective, the subsidies are relatively high on products with relatively low levels of self-suf®ciency. Both cases show that the comparative advantages are not utilized, and the result is loss of economic welfare. In addition, in the low-price system it may be dif®cult to guarantee the same subsidy to all products, but it is less complicated than in the high-price
system. One explanation is that the subsidy is given directly to the farmers and not through the processing sector. In this way, the agricultural subsidy is more transparent and easier to estimate. Apart from that, it is not apparent that a price subsidy for one product will affect the cost of another product in a low-price system. On the other hand, in a low-price system it can be very dif®cult to give farmers a `fair' subsidy decoupled from production level. Historically, structural or social criteria will often be necessary, but they are rarely logical and can be very static and particularly dif®cult to control. The Composition of Consumption
The choice between the high- and low-price system also affects the composition of consumption. In the high-price system, consumers ®nance the agricultural policy through higher food prices. This means that the food prices will increase compared to other products, and in this way the consumption of food will decrease compared to the consumption of other products. The result will be that the consumer's purchasing power decreases. At ®rst consumers' loss as a result of the high-price policy may seem large, as subsidies amount to about half of the agricultural production value, and in the EU, 55% of subsidies are consumer-®nanced. The Organization for Economic Cooperation and Development (OECD) has calculated that total transfers from consumers in OECD are US$215 billion as a result of the agricultural policy (Table 1).
Table 1 Consumer costs as a result of the agricultural policy (2000)
Australia Canada Czech Republic European Union Hungary Iceland Japan Korea Mexico New Zealand Norway Poland Switzerland Turkey USA OECD
US$ million total
US$ per inhabitant
US$ per farmer
108 2 249 227 48 347 402 72 68 237 22 344 5 524 24 957 2 008 3 197 3 467 17 050 174 189
6 73 22 129 40 259 539 481 57 6 215 52 435 53 62 157
243 5 553 469 6 136 756 5 569 23 409 8 995 632 136 8 859 454 18 804 237 5 609 3 751
Data from OECD (2001), and own calculations.
AGRICULTURAL SUBSIDY SCHEMES/Price and Support Systems in the Agricultural Policy 11
Converted into costs per inhabitant, these costs seem relatively modest. It should also be considered that the above-mentioned costs are calculated with the present world market prices as reference basis. After a partial or general liberalization, these prices will increase and consumers' gains will be smaller than the current calculations show. Although the prices of agricultural products in a high-price system are arti®cially high, this does not have a full impact on the food prices. This is due to the fact that, in a highly developed country, only about 25±30% of the consumer price of food goes back to agricultural production. The rest of the costs are wages in the processing industry and transport and these costs are more or less independent of the subsidy level in the primary production.
Table 2 Tax-®nanced costs of the agricultural policy (2000)
Australia Canada Czech Republic European Union Hungary Iceland Japan Korea Mexico New Zealand Norway Poland Switzerland Turkey USA OECD
US$ million total
US$ per inhabitant
US$ per farmer
1 346 3 306 417 55 159 681 88 5 028 1 907 1 992 103 1 456 381 1 749 3 501 75 246 152 451
72 107 41 147 68 317 40 41 20 27 328 10 238 53 272 137
3 039 8 164 861 7 001 1 279 6 803 1 725 768 228 592 13 480 86 10 287 239 24 752 3 283
Data from OECD (2001), and own calculations.
Income Distribution in Society
The choice between the high- and low-price system also in¯uences income distribution in society. A high-price system, causing food prices to rise, will be the largest burden to the lowest income groups in the society. People with low incomes use a relatively large share of their earnings on food, meaning that an increase on these products will quite considerably limit their purchasing power. Higher prices on food and other basic products as a result of political or economical measures will in this way have the same effect as a regressive tax. On the other hand, the low-price system builds on low prices to producers as well as to consumers and that is why this kind of protection is the cheapest instrument for people with low incomes. The ®nancing of the public expenses for income support and de®ciency payments is normally based on income tax, which in most cases is progressive. In contrast to the high-price system, in this case the costs of the agricultural policy will be placed on relatively high-income groups.
Direct or Indirect Subsidy
The choice between the high- and low-price system also affects how direct and transparent the subsidy systems are. In a high-price system the agricultural subsidy is given `through the market', and therefore the subsidy is more indirect and invisible. In a lowprice system, where funds are transferred directly to the agricultural sector from the public budget, the transfer is much more obvious. Consequently, the low-price system contains a very direct subsidy to the farmer, but the effect on the international trade is more indirect and invisible. In most cases, the low-price system has the same, more indirect, effect on agricultural trade. It is obvious that a low-price subsidy is so visible and transparent that a natural pressure from the taxpayers to reduce the subsidy will occur. Seen from an international trade perspective, low-price systems based on decoupled support are much more acceptable, as the trade distortions are thought to be low.
Public Expenditure
Production and Productivity
By imposing a high-price system based on import tax, the public revenue will increase in the short run for a net importing country. The state collects the import tariffs and, on the domestic market, the consumers ®nance the price subsidy to the agricultural sector. However, a low-price system implies that the state will have expenses such as de®ciency payments. The subsidy ®nanced by taxpayers is relatively large in the United States, which to a great extent uses the low-price system (Table 2).
The choice between the high- and low-price system can also be of great importance to agricultural production and productivity. First of all, the high-price system gives farmers higher producer prices, better terms of trade and will undoubtedly stimulate production. The size of the production increase will depend on the elasticity of supply. In general, agricultural production responds rather weakly to price changes. In the long term, and
12
AGRICULTURAL SUBSIDY SCHEMES/Price and Support Systems in the Agricultural Policy
especially where there are price increases, it is characteristic that agricultural production largely adjusts to the changed price relations. Normally, productivity will improve through structural policy, where farmers can make production more ef®cient through research, development, education and extended service. However, the high-price policy will also affect productivity. On the one hand, there will be an incentive to increase output in relation to input. In this way, the yield will increase and the yield of the livestock production will increase as well. This will lead to increased productivity. On the other hand, the agricultural policy will also attract resources and inputs, which under normal conditions would be used in other sectors or which would not be used at all. For instance, poor soil will be cultivated and this will reduce average yield. In principle, the low-price system has the same effect on production and productivity, if the lowprice support is a fully production-coupled subsidy. If, on the other hand, the payments to the farmers are partly or fully decoupled from production, the consequences are very different. A completely decoupled income subsidy means that the farmers get a relatively low price for their products, and that they have no incentives to increase production. It is only economically optimal to increase production as long as the marginal earnings exceed the marginal costs, and this point is reached at a relatively low production level with low market prices. At the same time, income support is given to the farmer regardless of the size of production, which means that production does not increase considerably as a result of increasing support. However, it must be expected that even income support in a low-price system might more or less stimulate production. Any instrument in the agricultural policy might affect the resource allocation in society and in this way an income subsidy will maintain resources in the agricultural sector. In addition, production will be affected to a greater or lesser extent. Production-decoupled income support will limit or reduce production in the agricultural sector. The farmers will not be stimulated (or forced) to introduce new technology or new production methods. At the same time, the more ef®cient farmers do not bene®t enough from making an extra effort or taking a risk. Therefore, the high- and low-price system can have different consequences for the development of production and productivity in the agricultural sector.
Market Price Support Obviously, market price support, where market prices are kept higher than world market prices, is the most common support instrument in the agricultural policy in the Western hemisphere (Figure 1). For decades, the EU (among others) has used market price support as an important instrument in the agricultural policy. The use of the market price support in a high-price system demands a considerable regulation of the markets. To guarantee the high-price level, the markets are more or less isolated from the surrounding world, as free imports or exports will make the system collapse. Further, a need for public intervention or export support may arise, depending on the level of self-suf®ciency. There are different types of market price support, but the most important one is a price system, building on the idea that the government uses market intervention to ensure that the farmers on the market are automatically able to get the target prices. This type of market system is illustrated in Figure 3. The target price is the price the producers should obtain on the market. The intervention price forms a safety net for price formation on the market. The actual market price will often be between the target price and the intervention price. If the market price levels with or drops under the intervention price, some of the suppliers begin to sell to intervention stocks. This will reduce the supply to the market, and will normally cause the market price to recover. In other words, the intervention price and the intervention system are a central part of the internal regulation of a high-price market. However, intervention alone is not suf®cient to secure the price. In addition, imports and exports should be regulated. Consequently, an import duty is introduced, which in principle is the difference between the price on the world market and the target price. It can either be a variable or a ®xed import duty. If the import duty varies, it can be changed continuously according to the world market price, that is, it increases when the world market price is low, and vice versa. In this way, the variable import duty can be a part of ensuring a constant price level on the internal market. Previously, the variable import duty was often used, but as a result of WTO agreements a gradual change in the tariffs is needed. This means that the import barriers must be changed to ®xed tariff rates. Without the import duty the market price system could not ensure a relatively high price level, independent of the world market.
AGRICULTURAL SUBSIDY SCHEMES/Price and Support Systems in the Agricultural Policy 13
Target price Market price Import duty
Intervention price
Export subsidy Expenditure
Intervention World market price
Revenue
World market price
Domestic market
Figure 3 Instruments in a market price system (high-price system).
With exports, an export subsidy is paid, which in principle is the difference between the price on the world market and the domestic market price. In the EU, the market price support implies that EU farmers are guaranteed higher prices than on the world market, and this applies to most products. This is the case for products where the market price subsidy is the most important measure and where the subsidy level is high, for example, milk and sugar, whereas the market price support for cereals has decreased considerably as a result of the latest reforms in EU agricultural policy (Figure 4).
The Future Several factors will in¯uence the future of the support systems in the agricultural policy. The choice between the high- and low-price system must not only be seen from an economic and social point of view. The international negotiations within the WTO are also of great importance. The reason is that the high- and low-price policies in¯uence international trade in different ways. First of all, it is important that the consequences for production are different in the high- and low-price systems. Support systems, affecting the production level, will also in¯uence foreign trade. If domestic production is increasing as a result of agricultural support, imports will decrease or exports will increase. In any case, international trade is affected. In this way, these trade-distorting instruments are made objects of negotiations, e.g. within the WTO. As all instruments of the agricultural policy may in¯uence resource allocation and production,
international trade will also be affected to a greater or lesser extent. Avoiding trade distortions is an important objective of international trade negotiations, i.e. using instruments that do not in¯uence trade. It is implied that some instruments in the agricultural policy have less in¯uence on international trade, and as such they are more legitimate to use. Secondly, it is of great importance that in a highprice system one is forced to introduce trade barriers, which in a very obvious way illustrates protection. The trade barriers can, of course, be of the same magnitude in a low-price system, but here trade protection is less transparent. From the political point of view the low-price system can promote relationships with trading partners. The use of import duties, import tax and export subsidies in particular is usually necessary in a highprice system; they directly re¯ect an intention to protect the domestic producers against the in¯ux of imported goods at competitive prices. This is probably also one of the reasons why the EU agricultural policy was so heavily attacked during the Uruguay Round. It is evident that the Uruguay Round was a defeat for the high-price system and a victory for the lowprice system. However, the low-price system does not necessarily create more free trade, more economical welfare or less trade distortion than the high-price system. On the other hand, the result of the Uruguay Round means that in future more countries will be prompted to base their agricultural policy on the lowprice system. Another argument for low-price systems is that the subsidy rates will be more transparent and sometimes
AGRICULTURAL SUBSIDY SCHEMES/Price and Support Systems in the Agricultural Policy (A)
25
Euro (ecu) 100 kg–1
20
10 World market price
1985
1990
1995
(D) EU intervention price
30 25 20 15 World market price (soya beans)
1985
1990
1995
2000
1985
1990
1995
EU intervention price
60 50 40 30 20 World market price
10
5
0 1980
2000
(E) 3,000
1985
1990
1995
2000
(F) 4.000 3.500
EU price 2,000 1,500
Euro (ecu) t–1
2,500
Euro (ecu) t–1
World market price
80 70
Euro (ecu) 100 kg–1
Euro (ecu) 100 kg–1
35
1,000
10
Figure 4. EU market prices and
40
0 1980
15
0 1980
2000
50
10
20
5
5
45
25 EU intervention price
EU intervention price
15
0 1980
(C)
(B)
Euro (ecu) 100 kg–1
14
EU price
3.000 2.500 2.000 1.500
World market price 1.000
500 0 1984 1986 1988 1990 1992 1994 1996 1998 2000 2002
World market price
500 0 1984 1986 19881990 1992 1994 1996 1998 2000 2002
Figure 4 European Union market prices and world market prices for agricultural products. (A) wheat; (B) coarse grain (maize); (C) rapeseed; (D) sugar; (E) skim milk powder; (F) butter.
more trade-neutral as well. Finally, the instruments and support of a low-price system can be removed more easily and completely replaced by pure social support arrangements. See also: Agricultural Subsidy Schemes: European Union's Common Agricultural Policy; United States' Agricultural System; Other Systems. Trade in Milk and Dairy Products, International Standards: Subsidy Measures. World Trade Organization.
Further Reading EU Commission (1997) Towards a Common Agricultural and Rural Policy for Europe. European Economy no. 5. Brussels: EU Commission. EU Commission (2001) The Agricultural Situation in the European Union: 1999 Report. http://europa.eu.int/ comm/agriculture/publi/agrep/index_en.htm. Hansen HO (1993) Will the agricultural policy succeed? Especially concerning agriculture of the EC. 9th International Farm Management Congress, pp. 74±83.
AGRICULTURAL SUBSIDY SCHEMES/European Union's Common Agricultural Policy 15 Budapest: Hungarian Farm Management Development Foundation. Hansen HO (2001) Landbrug i et Moderne Samfund. Copenhagen: Copenhagen Business School Press. Knutson RD, Penn JB and Boehm WT (1990) Agricultural and Food Policy, 2nd edn. Englewood Cliffs: PrenticeHall. Nedergaard P, Hansen HO and Mikkelsen P (1993) EF's Landbrugspolitik og Danmark: Udviklingen frem til aÊr 2000. Copenhagen: Copenhagen Business School Press. Organization for Economic Cooperation and Development (1998) Adjustment in OECD Agriculture: Reforming Farmland Policies. Paris: OECD. Organization for Economic Cooperation and Development (1999) The Future of Food: Long-term Prospects for the Agro-food Sector. Paris: OECD. Organization for Economic Cooperation and Development (2001) Agricultural Policies in OECD Countries: Monitoring and Evaluation. Paris: OECD. Ritson C (1977) Agricultural Economics. Principles and Policy. London: Granada. Shane M, Roe T and Gopinath M (1998) US Agricultural Growth and Productivity: An Economy Wide Perspective. Agricultural Economic Report no. 758. Washington, DC: US Department of Agriculture. Tracy M (1993) Food and Agriculture in a Market Economy. Brussels: Agricultural Policy Studies.
Background The Common Agricultural Policy (CAP) was established on the basis of the Treaty of Rome, with effect from 1 January 1958. Article 39 stipulates the ®ve fundamental objectives: 1. To increase agricultural productivity by stimulating technical progress and ensuring the rational development of agricultural production and the optimum utilization of factors of production, in particular labour. 2. Thus to ensure a fair standard of living for the farming population, in particular by increasing the earnings of the persons engaged in agriculture. 3. To stabilize markets. 4. To assure the availability of food supplies. 5. To ensure that supplies reach consumers at reasonable prices. In the following years the CAP gradually ®rmed up. It was initially based on the idea of a dual agricultural policy, on one hand consisting of structural measures and on the other on price and market-related measures. Eventually, the price and market policy became the overall dominating element of the CAP. The price and market system comprises all the major agricultural products, including milk. In the original form the policy was based on the following principles:
� free movement of goods within the EU and common prices for the same good
European Union's Common Agricultural Policy
Ê rhus, K W Rasmussen, Danish Dairy Board, A Denmark
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Milk production accounts for 18% of the total value of agricultural production within the European Union (EU) and as such it is the single most important sector. In 1999, milk production totalled 121.9 Mt. Out of this, 115.2 Mt was processed. In 1999, production reached 1.7 Mt butter, 7.1 Mt cheese and 2.9 Mt milk powder and condensed milk. The same year exports equalled 14 Mt milk equivalents and 4.3 Mt was imported. Worldwide, the EU is both the largest exporter and importer of dairy produce, even though the market share for exports has been declining in past years.
� common preferences in relation to third countries (common import duty system)
� common ®nancial responsibility for market and
price policies of the European Community Fund via the European Agricultural Guidance and Guarantee Fund (EAGGF).
These principles were adopted at the Stresa Conference in 1958. These principles meant that the politically ®xed prices became the central element of the common agricultural policy and the annual price negotiations of the EU Council of Ministers, which took (and still takes) place in April, started attracting great interest. Up to the implementation of the General Agreement on Tariffs and Trade (GATT) agreement in 1995, three prices of the principal products were ®xed at the price negotiations: target prices, intervention prices and threshold prices. The target price is the price aimed at in the market, but with no guarantee for the producers. The intervention prices for butter and skim milk powder, however, form the safety net of the price formation in the market, as at worst the products ± with various modi®cations ± can be sold to the EU Commission
AGRICULTURAL SUBSIDY SCHEMES/European Union's Common Agricultural Policy 15 Budapest: Hungarian Farm Management Development Foundation. Hansen HO (2001) Landbrug i et Moderne Samfund. Copenhagen: Copenhagen Business School Press. Knutson RD, Penn JB and Boehm WT (1990) Agricultural and Food Policy, 2nd edn. Englewood Cliffs: PrenticeHall. Nedergaard P, Hansen HO and Mikkelsen P (1993) EF's Landbrugspolitik og Danmark: Udviklingen frem til aÊr 2000. Copenhagen: Copenhagen Business School Press. Organization for Economic Cooperation and Development (1998) Adjustment in OECD Agriculture: Reforming Farmland Policies. Paris: OECD. Organization for Economic Cooperation and Development (1999) The Future of Food: Long-term Prospects for the Agro-food Sector. Paris: OECD. Organization for Economic Cooperation and Development (2001) Agricultural Policies in OECD Countries: Monitoring and Evaluation. Paris: OECD. Ritson C (1977) Agricultural Economics. Principles and Policy. London: Granada. Shane M, Roe T and Gopinath M (1998) US Agricultural Growth and Productivity: An Economy Wide Perspective. Agricultural Economic Report no. 758. Washington, DC: US Department of Agriculture. Tracy M (1993) Food and Agriculture in a Market Economy. Brussels: Agricultural Policy Studies.
Background The Common Agricultural Policy (CAP) was established on the basis of the Treaty of Rome, with effect from 1 January 1958. Article 39 stipulates the ®ve fundamental objectives: 1. To increase agricultural productivity by stimulating technical progress and ensuring the rational development of agricultural production and the optimum utilization of factors of production, in particular labour. 2. Thus to ensure a fair standard of living for the farming population, in particular by increasing the earnings of the persons engaged in agriculture. 3. To stabilize markets. 4. To assure the availability of food supplies. 5. To ensure that supplies reach consumers at reasonable prices. In the following years the CAP gradually ®rmed up. It was initially based on the idea of a dual agricultural policy, on one hand consisting of structural measures and on the other on price and market-related measures. Eventually, the price and market policy became the overall dominating element of the CAP. The price and market system comprises all the major agricultural products, including milk. In the original form the policy was based on the following principles:
� free movement of goods within the EU and common prices for the same good
European Union's Common Agricultural Policy
Ê rhus, K W Rasmussen, Danish Dairy Board, A Denmark
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Milk production accounts for 18% of the total value of agricultural production within the European Union (EU) and as such it is the single most important sector. In 1999, milk production totalled 121.9 Mt. Out of this, 115.2 Mt was processed. In 1999, production reached 1.7 Mt butter, 7.1 Mt cheese and 2.9 Mt milk powder and condensed milk. The same year exports equalled 14 Mt milk equivalents and 4.3 Mt was imported. Worldwide, the EU is both the largest exporter and importer of dairy produce, even though the market share for exports has been declining in past years.
� common preferences in relation to third countries (common import duty system)
� common ®nancial responsibility for market and
price policies of the European Community Fund via the European Agricultural Guidance and Guarantee Fund (EAGGF).
These principles were adopted at the Stresa Conference in 1958. These principles meant that the politically ®xed prices became the central element of the common agricultural policy and the annual price negotiations of the EU Council of Ministers, which took (and still takes) place in April, started attracting great interest. Up to the implementation of the General Agreement on Tariffs and Trade (GATT) agreement in 1995, three prices of the principal products were ®xed at the price negotiations: target prices, intervention prices and threshold prices. The target price is the price aimed at in the market, but with no guarantee for the producers. The intervention prices for butter and skim milk powder, however, form the safety net of the price formation in the market, as at worst the products ± with various modi®cations ± can be sold to the EU Commission
16
AGRICULTURAL SUBSIDY SCHEMES/European Union's Common Agricultural Policy
speaking, the expenses for the agricultural policies have been gradually declining since the 1970s, but in 1999 they still totalled 44% of the total EU budget. This decline must be seen in the context of other EU policies and a growing request to stabilize farm expenses. Concurrently with restrictions on farm expenditure, larger funds have gradually been transferred to ®nance the development of farm areas and various structural funds. The EU revenues are based on:
at this price. As dairy produce mainly consists of fat and protein, the safety net really covers all products. Originally, the threshold price was the lowest acceptable import price for third-country products. The threshold price was used to calculate the variable import taxes, which in principle formed the difference between the world market price and the threshold price. However, the GATT agreement signed in 1994 meant that import taxes were frozen on 30 June 1995, which is why threshold prices are no longer ®xed. The fourth fundamental principle of the EU price and market system is export refunds. Refunds are paid on exports and in principle they form the difference between world market prices and the EU market price. The size of the ®xed refunds is the same for all EU member states, but may be differentiated by destination, if special conditions apply. In connection with the reform of the EU CAP in 1992 (the McSharry reform), far-reaching changes in price and market policies were introduced, particularly regarding cereals and beef. However, in the milk sector, the old system still applies (Figure 1) as the proposed reform was unacceptable to the EU Council of Ministers. Thus, there will be no major changes in the milk regime until the implementation of the Agenda 2000 agreement in 2005.
� contributions based on gross national income (approximately 48%)
� contributions from all member states on valueadded tax (VAT) basis (approximately 35%)
� customs receipts (approximately 15%) � various production levies (approximately 2%). The Price and Intervention Scheme for Milk and Dairy Products The EU basic regulation on milk and dairy products was ®nally adopted in 1968 (EEC 804/68). Today the intervention scheme is integrated in Council Regulation (EC) 1255/99. The institutional prices on milk and dairy products are ®xed for a whole dairy year, running from 1 July to 30 June. The target price is ®xed for milk, with 3.7% fat carriage paid at any processing factory and at the moment is e30.98 100 kgÿ1. The intervention prices are ®xed for skim milk powder and butter and form a safety net under the milk prices. In this way, the main ingredients, protein and fat, are safeguarded and stored in a form which can be controlled by intervention buying.
Financing of the CAP
The CAP system is ®nanced by the EAGGF, which is divided into a guarantee section, ®nancing the price and market policies, and a development section, ®nancing the structural policies. From the start of the EU, the CAP consumed by far the largest share of the total EU budget. Relatively
Target price
Threshold price EU market price
Import tariff Intervention price Income World market price
Refund Expenses
EAGGF (European Agricultural Guidance and Guarantee Fund)
Expenses
World market price
Own income Import from world market Figure 1 The European Union (EU) market scheme.
EU market
Export to world market
AGRICULTURAL SUBSIDY SCHEMES/European Union's Common Agricultural Policy 17
Up to 1987, the intervention boards of the individual member states were obliged to purchase any product for sale at the ®xed intervention price. Subsequently, various modi®cations have been made. The Intervention System for Skim Milk Powder and Skim Milk (EC 1255/99 art. 7, 11 and 12)
During the winter season, from 1 September to 28 February, intervention with regard to skim milk powder is suspended. From 1 March to 31 August, intervention may be suspended, as maximum storage capacity is 109 000 t. The top limit is ®xed a year at a time. If the 109 000 t is exceeded, private storage of skim milk powder may be subsidized. Only ®rst-class produce meeting the set requirements on age and packaging may be the subject of intervention. As of the market year 1995±96, a minimum protein content of 30% in skim milk powder for intervention was introduced. At a protein content of 34% and above, maximum subsidy is paid, whereas contents between 30% and 34% have 1.75% deducted from the intervention price for each percentage point below 34%. Products subject to intervention, which cannot be sold on normal market terms, may be subject to special stock disposal measures and sold at reduced prices. As for skim milk powder, its use in mixed feedstuffs for calves is subsidized (the most important scheme) as well as its use in mixed feedstuffs for pigs and poultry. Skim milk for processing into casein and caseinates is also subsidized. These products are used as the primary material for processing of various industrial products and foodstuffs, such as processed cheese. Subsidies for casein and caseinates are a production subsidy, as distinct from the price subsidy schemes. The Intervention System for Butter (EC 1255 art. 6 and 13)
From 1987, the intervention system for butter has been a tender procedure. Tenders are submitted every 2 weeks, as the EU Commission ®xes a maximum buying-in price. All bids below this price are purchased. Since 1987, the buying-in price has been steady at 90% of the formally ®xed intervention price. Like skim milk, butter for intervention must meet certain requirements on quality, age and packaging. When the market situation allows, subsidized butter pursuant to regulations is remarketed on terms that do not damage the competitive position of butter
in the market. Butter subject to intervention is remarketed within the EU under the special scheme for sale of butter at reduced prices, for use in the food industry and for the manufacture of pastry products, ice cream and other foodstuffs. Analogous to the sale of subsidized butter for food manufacturers, similar subsidies are paid for the use of fresh butter and cream in the food industry. Butter for social institutions and hospitals is also subsidized, as well as for the armed forces. To safeguard the normal market supply and price of butter during winter months, private storage of butter and cream is ®nancially supported. The storage period, ®xed by the EU Commission, usually starts on 1 April and ends on 15 August. The stock disposal period is from 16 August to 28 February the following year. The storage period must be a minimum of 4 months. The Intervention System for Cheese (EC 1255/99 art. 8)
In addition to the general intervention schemes for butter and skim milk powder, private storage of the cheese types Grana Padano, Parmigiano Reggiano and Provolone may be subsidized in Italy. The special scheme was established as production of these particular cheese types is a staple element of the Italian dairy industry. Subsidies for Sale of Liquid Milk (EC 1255 art. 14)
To stimulate liquid milk consumption, the EU contributes to the implementation of the member states' special aid schemes to supply milk and selected dairy products for schoolchildren at reduced prices.
The Import System for Milk and Dairy Products Before the introduction of the GATT/World Trade Organization (WTO) agreement on 1 July 1995, third-country imports were subject to variable import levies. Now these levies are tarif®ed, i.e. converted into a ®xed tariff rate, payable in Euro per tons or as a percentage of the import price. Pursuant to the agreement, the rates have been reduced by an average of 36% compared to the basic period from 1986 to 1988. Moreover, the GATT/WTO agreement imposes minimum import access quotas at reduced tariff rates, equal to 5% of consumption in the basic period. In addition, the EU is obliged to give access to 76 667 t of butter from New Zealand at a special low
18
AGRICULTURAL SUBSIDY SCHEMES/European Union's Common Agricultural Policy
rate. This amount represents the average amount exported annually to the United Kingdom by New Zealand under bilateral agreements during the GATT/WTO basic period from 1986 to 1988. Further to GATT/WTO obligations, the EU has entered a number of bilateral agreements aimed at facilitating market access on a mutual basis. For instance, there are special quotas for trade with Central and East European countries (which have applied for membership of the EU), the United States, Canada, Norway, Switzerland and South Africa, and others. According to the EU regulations on public health, any product imported for human consumption must meet the same requirements as products produced within the Community. For this purpose, the EU is currently (2001) readjusting the list, stipulating the degree of processing required for products from individual countries to enter the EU market. Raw milk, for instance, may only be imported from a few selected countries. In addition, the speci®c dairy plants of the exporting country must be approved by the EU in order to allow imports into the EU.
Export Schemes for Milk and Dairy Products As a matter of principle, EU subsidizes most dairy products under CN code 04.01±04.06 to balance the price gap between the EU and the world market. Non-Annex I products are subsidized as well; these are processed products containing agricultural produce, such as cereals, sugar, eggs and milk. As a rule, every 2 weeks, the EU Commission ®xes the level of refunds on the recommendation of the Management Committee for Milk and Dairy Products. At present, refunds are ®xed for 350 products or product groups in the milk sector. After the implementation of the GATT/WTO agreement, the refund system has been somewhat restricted. Compared to the basic period of 1986±90, subsidized exports were reduced by 21%, in parallel with a 36% reduction of the refund budgets. The budget restrictions only apply to non-Annex I products. In order to ensure that the restrictions are met, all exports qualifying for refunds are subject to presentation of an export licence, pre-®xing the refund (Table 1). Export licences are limited to the permitted quantity, which implies that it is a scarce commodity in times of strong demand. The limited opportunity to use refunds means that export refunds for cheese no longer exist for a number of destinations. This applies to the United States, Canada, Australia, Switzerland,
Table 1 Maximum approved including refunds, valid until 2003
Cheese Butter Skim milk powder Other products Non-Annex I
European
Union
exports,
Quantities (1000 t)
Expenses (million e)
321 400 273 958 Ð
342 948 276 698 415
Norway, and Central and East European countries. In other areas, only refunds for selected products have been abolished.
The Milk Quota Scheme As a result of the increasing imbalance between production and demand, the milk quota scheme was introduced in 1984. The purpose of Article 39 of the Treaty of Rome had long been accomplished and the choice was between a reduction of prices or limiting production. Production was chosen and the measures proved effective to limit surplus production. Each Member State was allocated a national quota (reference quantity) for the quota year 1984±85, which as a rule equalled the total national milk production in 1981 plus 1%. Ireland, Italy and Northern Ireland got a somewhat larger quantity. The Member States were allowed certain latitude to implement the quota scheme in one of two ways, either as direct sales quotas or as dairy quotas. Under the direct sales quota scheme, the national reference quantity was reallocated to individual milk producers. Under the dairy quota scheme, the quota was reallocated to the dairies, which subsequently had to ®x quotas for individual producers. In the event of quota excess, a superlevy will be collected, totalling 115% of the target price. Regardless of the choice of management scheme, the producers who have caused the excess must pay the superlevy. The dairy quota scheme provides the option to use a net principle, allowing the underuse of quota by some producers to be converted into a deduction for producers who have exceeded their quota. In this way, the quota is fully utilized and the payment of a superlevy reduced.
Agenda 2000 Following nearly 2 years of discussion, the EU heads of state ®nally made the decision to reform the EU CAP, entitled Agenda 2000, at the summit meeting in
AGRICULTURAL SUBSIDY SCHEMES/European Union's Common Agricultural Policy 19
Berlin in March 1999. Agenda 2000 also embraces the budgetary framework of the EU for the period 2000±06 and the plans for enlargement by the inclusion of Central and East European countries as well as a reform of the structural policy. The fundamental element of the agricultural reform is a reduction of refunds for the most essential agricultural products, as opposed to extended ®nancial aid to producers by premium schemes, only partly related to production. For agricultural produce and beef the 1992 reform has been further expanded, whereas in the case of the milk and dairy sector it is a profound breach of previous policies. The purpose of the reform is to:
Table 2 Three-stage reduction of refunds by 15%
� improve the competitiveness of EU agriculture on
Belgium Denmark Germany Greece France Ireland Italy Luxemburg The Netherlands UK Spain Portugal Austria Finland Sweden
3 163 4 932 23 487 472 25 585 5 525 8 323 293 12 052 15 552 (Joined (Joined (Joined (Joined (Joined
Total
99 384
both domestic and external markets
� facilitate the progressive integration of new Member States
� prepare the EU for the next WTO round � ensure continuously stable farm incomes � integrate environmental goals into the CAP. The original intention was to implement the reform of the dairy sector in the period 2000±03. However, the ®nal agreement between the heads of state in Berlin postponed the implementation to 2005±08. The principal elements of the reform are as follows (EC reg. 1256/99 art. 16±22): 1. A total 15% reduction in refunds for butter and skim milk powder, in three stages from 2005±06 to 2007±08 (Table 2). 2. To compensate for the price cut, milk producers are allocated a direct payment per tonne milk quota, ®xed at e5.75 in 2005, e11.49 in 2006 and e17.24 in 2007. 3. In addition, each Member State will receive ®nancial support by so-called `national envelopes', which may be allocated according to nationally determined criteria. 4. The total quantity eligible for direct payments in each Member State shall be equal to the sum of all individual reference quantities for the 12-month period 1999±2000. 5. A total increase of milk quotas of 2.8 Mt (2.4%): in the years 2000±01 to 2001±02 the national quotas were increased for Spain (10%), Italy (6%), Northern Ireland and Ireland (3%) as well as Greece (11%). The increase for the remaining countries will be 1.5% in the years 2005±06 to 2007±08 (Table 3). 6. The milk quota scheme will continue up to 2008. In 2003, a so-called `midterm review' of the quota scheme will be initiated.
±30.06 2005 01.07 2005±30.06 2006 01.07 2006±30.06 2007 01.07 2007±
Butter (e 100 kgÿ1)
Skim milk powder (e 100 kgÿ1)
328.20 311.79 295.38 278.97
205.52 195.24 184.97 174.69
Reproduced from EC regulations 1255/99, article 4.
Table 3 The development of milk quotas Basic reference Quota until Quota as from quantity 31 March 1 April 2007 (1000 t) 2001 (1000 t) (1000 t)
in in in in in
1986) 1986) 1995) 1995) 1995)
3 152 4 454 27 768 630 23 816 5 236 9 698 268 10 991 14 414 5 438 1 835 2 563 2 397 3 300
3 202 4 521 28 186 700 24 180 5 387 10 304 272 11 157 14 633 6 020 1 891 2 605 2 433 3 350
115 961
118 839
Reproduced from EC regulations 1256/99, annex II.
The Monetary System The EU CAP is based on the principle of common prices, so to avoid trade distortion, it was essential to make allowances for ¯uctuations in exchange rates. Previously, a system of special exchange rates for the agricultural sector had solved the problem ± colloquially the `green rates' ± and these were used to convert the common prices into national currency. Following the establishment of the Economic Monetary Union (EMU) on 1 January 1999, the green rates were abolished, as the 11 countries of the EMU, having ®xed exchange rates, no longer needed a conversion system. The countries outside the EMU ± the United Kingdom, Greece, Sweden and Denmark ± are facing an entirely different situation. The United Kingdom and Sweden have ¯oating exchange rates, whereas Greece and Denmark have ¯uctuation margins of 15% and 2.25%, respectively, in relation to the ®xed central rate. According to this, a number of special regulations determine exactly which rate is valid in a trade transaction at a given time.
20
AGRICULTURAL SUBSIDY SCHEMES/United States' Agricultural System
Conclusion The EU CAP is and will remain the basis of EU cooperation. Financial problems, disputes about GATT/WTO principles as well as problems regarding the enlargement of the EU have permanently placed reforms of the agricultural system on the EU political agenda. For the ®rst time, the market scheme for milk and dairy products is included in the reforms to implement Agenda 2000, and further measures to change the system must be anticipated during the next 10 years. See also: Agricultural Subsidy Schemes: Price and Support Systems in the Agricultural Policy; United States' Agricultural System; Other Systems. Trade in Milk and Dairy Products, International Standards: Subsidy Measures. World Trade Organization.
Further Reading European Economic Community (1958) Treaty of Rome (1958). Brussels: EEC. EU Commission (1997) Agenda 2000, vol. 1, For a Stronger and Wider Union. Brussels: EU Commission. EU Commission: (1997) Agenda 2000, vol. 2, The Challenge of Enlargement. Brussels: EU Commission. European Council Regulations (1999) EEC 804/1968. EC 1255/1999. EC 1256/1999. Brussels: EU Council. Nedergaard P (1988) EF's Landbrugspolitik under Omstilling. Copenhagen: DJéF. Organization for Economic Cooperation and Development (2000) Agricultural Policies in OECD Countries: Monitoring and Evaluation 2000. Paris: OECD. Williams RE (1997) The Political Economy of the Common Market in Milk and Dairy Products in the European Union. Rome: FAO. ZMP (2000) Marktbilanz Milch. Bonn, Germany: ZMP.
United States' Agricultural System D A Sumner and J V Balagtas, University of California, Davis, CA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction An active agricultural commodity policy was developed in the United States in the 1930s in response to economic conditions of the Great Depression.
Major commodity programmes for grains, cotton, peanuts, sugar, tobacco and dairy that are in place today have their origins in those programmes begun more than 60 years ago. Dairy policy in the United States has been and is comprised of the following major components: 1. Border measures that create import barriers for most dairy products and export subsidies for a few manufactured dairy products. 2. Federal and state marketing orders that regulate raw milk prices. 3. Government purchases of manufactured dairy products to support the farm price of milk. Federal and state governments also have longstanding food safety and sanitation regulations for milk and dairy products. In addition, there are myriads of more recent environmental, land use zoning, labour and other regulations or incentives that in¯uence the dairy industry. This article provides an overview of the key elements of US dairy policy, and provides some statistics to illustrate the economic effects of these programmes.
Border Measures for Dairy Products Trade barriers are arguably the most important feature of US dairy policy. Trade barriers for many dairy products have limited US imports of these products to less than 6% of US consumption (Table 1). Imports comprise signi®cantly less than 6% of consumption of all products including ¯uid milk, frozen products and soft products such as sour cream and yoghurt. Import barriers allow the domestic price of milk and dairy products often to remain well above the price for traded products in world markets (Figure 1). By insulating the domestic dairy economy from foreign supplies of dairy products, the import barriers also make possible the key domestic elements of the dairy programme ± milk marketing order pricing rules and the price support programme (described in the following sections). As a part of the Uruguay Round trade agreement that took effect on 1 July 1995, a system of absolute import quotas gave way to a system of Tariff Rate Quotas (TRQs) that set a relatively low tariff on imports up to a determined quantity (the quota), and a relatively high tariff on over-quota quantities. Although quantity of access expanded with the Uruguay Round agreement, the second-tier tariffs applied to over-quota imports remain prohibitively high; therefore, for the present, the effects of the TRQs remain the same as the absolute quotas that
20
AGRICULTURAL SUBSIDY SCHEMES/United States' Agricultural System
Conclusion The EU CAP is and will remain the basis of EU cooperation. Financial problems, disputes about GATT/WTO principles as well as problems regarding the enlargement of the EU have permanently placed reforms of the agricultural system on the EU political agenda. For the ®rst time, the market scheme for milk and dairy products is included in the reforms to implement Agenda 2000, and further measures to change the system must be anticipated during the next 10 years. See also: Agricultural Subsidy Schemes: Price and Support Systems in the Agricultural Policy; United States' Agricultural System; Other Systems. Trade in Milk and Dairy Products, International Standards: Subsidy Measures. World Trade Organization.
Further Reading European Economic Community (1958) Treaty of Rome (1958). Brussels: EEC. EU Commission (1997) Agenda 2000, vol. 1, For a Stronger and Wider Union. Brussels: EU Commission. EU Commission: (1997) Agenda 2000, vol. 2, The Challenge of Enlargement. Brussels: EU Commission. European Council Regulations (1999) EEC 804/1968. EC 1255/1999. EC 1256/1999. Brussels: EU Council. Nedergaard P (1988) EF's Landbrugspolitik under Omstilling. Copenhagen: DJéF. Organization for Economic Cooperation and Development (2000) Agricultural Policies in OECD Countries: Monitoring and Evaluation 2000. Paris: OECD. Williams RE (1997) The Political Economy of the Common Market in Milk and Dairy Products in the European Union. Rome: FAO. ZMP (2000) Marktbilanz Milch. Bonn, Germany: ZMP.
United States' Agricultural System D A Sumner and J V Balagtas, University of California, Davis, CA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction An active agricultural commodity policy was developed in the United States in the 1930s in response to economic conditions of the Great Depression.
Major commodity programmes for grains, cotton, peanuts, sugar, tobacco and dairy that are in place today have their origins in those programmes begun more than 60 years ago. Dairy policy in the United States has been and is comprised of the following major components: 1. Border measures that create import barriers for most dairy products and export subsidies for a few manufactured dairy products. 2. Federal and state marketing orders that regulate raw milk prices. 3. Government purchases of manufactured dairy products to support the farm price of milk. Federal and state governments also have longstanding food safety and sanitation regulations for milk and dairy products. In addition, there are myriads of more recent environmental, land use zoning, labour and other regulations or incentives that in¯uence the dairy industry. This article provides an overview of the key elements of US dairy policy, and provides some statistics to illustrate the economic effects of these programmes.
Border Measures for Dairy Products Trade barriers are arguably the most important feature of US dairy policy. Trade barriers for many dairy products have limited US imports of these products to less than 6% of US consumption (Table 1). Imports comprise signi®cantly less than 6% of consumption of all products including ¯uid milk, frozen products and soft products such as sour cream and yoghurt. Import barriers allow the domestic price of milk and dairy products often to remain well above the price for traded products in world markets (Figure 1). By insulating the domestic dairy economy from foreign supplies of dairy products, the import barriers also make possible the key domestic elements of the dairy programme ± milk marketing order pricing rules and the price support programme (described in the following sections). As a part of the Uruguay Round trade agreement that took effect on 1 July 1995, a system of absolute import quotas gave way to a system of Tariff Rate Quotas (TRQs) that set a relatively low tariff on imports up to a determined quantity (the quota), and a relatively high tariff on over-quota quantities. Although quantity of access expanded with the Uruguay Round agreement, the second-tier tariffs applied to over-quota imports remain prohibitively high; therefore, for the present, the effects of the TRQs remain the same as the absolute quotas that
AGRICULTURAL SUBSIDY SCHEMES/United States' Agricultural System 21 Table 1 US production, trade and consumption of select dairy products, 1997±2000
All cheese US production (t) US exports (t) US imports (t) Consumptiona (t) Imports/consumption (%) Butter US production (t) US exports (t) US imports (t) Consumptiona (t) Imports/consumption (%) Dried milkb US production (t) US exports (t) US imports (t) Consumptiona (t) Imports/consumption (%)
1997
1998
1999
2000
3 325 054 38 000 141 485 3 406 967
3 398 403 37 000 168 430 3 475 460
3 602 126 38 000 197 537 3 688 197
3 744 224 47 000 189 800 3 843 000
4
5
5
5
522 204 18 000 10 956 505 761
529 794 3 000 31 919 547 945
579 284 3 000 18 059 591 944
577 713 8 000 13 700 593 000
2
6
3
2
607 663 127 000 6 080 458 133
579 532 116 000 8 223 454 504
670 258 159 000 10 557 418 670
708 960 110 000 8 400 384 000
1
2
3
2
a
Due to storage, consumption does not equal production plus imports minus exports. Includes whole and non-fat dry milk. Data compiled from USDA Agricultural Statistics, 2001, and US Bureau of the Census.
b
3.5 3
Ratio
2.5 2 1.5 1 0.5
Ja
n9 Ap 7 r9 Ju 7 l9 O 7 ct 9 Ja 7 n9 Ap 8 r9 Ju 8 l9 O 8 ct 9 Ja 8 n9 Ap 9 r9 Ju 9 l9 O 9 ct 9 Ja 9 n0 Ap 0 r0 Ju 0 l0 O 0 ct 0 Ja 0 n0 Ap 1 r0 1
0
Figure 1 Ratio of US market price to Northern European export price for various dairy products, 1997±2001. Continous line, non-fat dry milk; dashed line, butter; dotted line, cheese. Data from US Department of Agriculture, FAS (2002).
were replaced, though at expanded import quantities. Imports of ¯uid milk and cream, butter, cheese and milk powders and many other dairy products are subject to TRQs. For those products subject to TRQs, imports accounted for 6% or less of domestic
consumption, but for other products, including some cheeses, imports are not restricted. Overall, the United States imports more than US$1 billion worth of dairy product each year, and is a substantial importer in the world market.
22
AGRICULTURAL SUBSIDY SCHEMES/United States' Agricultural System
In addition to limiting import access to the domestic market for dairy products, the US government continues to provide small amounts of direct ®nancial subsidy for US exporters of dairy products. Subsidized exports, along with donations to domestic food programmes and international food aid, have long been used to dispose of stocks of dairy products acquired under the price support programme. Subsidized exports have been considered a market for US dairy products that does not disrupt domestic commercial sales. In addition to the disposal of government stocks, the Dairy Export Incentive Program (DEIP) has provided explicit price subsidies for commercial dairy product exports since the 1980s. Commodities eligible for DEIP are milk powder, butterfat, Cheddar, Mozzarella, Gouda, Feta, cream and processed American cheeses. The US Department of Agriculture (USDA) paid US exporters of dairy products about $145 million in ®scal year (FY) 1999, and another $77 million in FY 2000. Subsidized exports have signi®cant market effects for non-fat dry milk; in some years, DEIP accounts for nearly all nonfat dry milk exports. However, non-fat dry milk exports account for less than one-half of 1% of all non-fat milk solids produced in the country. DEIP has relatively small effects on the markets for butter and cheese. The USDA DEIP was scaled back signi®cantly from 1995 to 2000 as part of the Uruguay Round trade agreement.
Regional Milk Marketing Orders The pricing of nearly all of the milk produced in the United States is regulated by milk marketing orders. Since January 2000, 11 federal marketing orders regulate the sale of 70% of all milk produced in the country. California, which operates its own marketing order, regulates the sale of another 19% of the country's milk. Most of the remainder is regulated by other state marketing orders (Maine, Montana, Nevada, Virginia) and a small portion is not regulated by any marketing order. States set separate sanitary standards for milk that may be used in ¯uid products and milk that may be used only in manufactured dairy products. Grade A milk is milk that meets sanitary standards for use in ¯uid products. Of all milk produced in the United States, 97% was grade A in 1999. Grade B milk is eligible only for use in manufactured dairy products and is not regulated by milk marketing orders. Both federal and California milk marketing orders use price discrimination to raise the average price received by producers, setting minimum prices that processors must pay for grade A milk according to its end use (classi®ed pricing). Federal orders distinguish
between four end-use `classes', one for ¯uid products, one for soft and frozen products, one for cheese and one for butter and dry milk powder. Each month, federal orders set the minimum prices for milk used in cheese and milk used in butter and dry milk according to formulae that take into account the wholesale prices of these products. The minimum price for milk used in ¯uid products (class I) in each order is set as a ®xed differential over the manufacturing-use minimum prices. Although the details of the Federal Milk Marketing Order (FMMO) pricing rules have changed over time, the key element of price discrimination remains; the minimum price for milk used in ¯uid products is set at a premium over the minimum price set for milk used in manufactured dairy products. California distinguishes between ®ve end-use classes, and uses similar formulae to set minimum prices for each class. In addition, each federal marketing order administers a revenue-sharing or `pooling' scheme that distributes revenues from relatively high-priced class I milk across all grade A milk. Each month, each federal order pools revenues from all end-use classes and pays a uniform, order-wide average price to individual farmers delivering milk to that order, regardless of how any individual producer's milk was actually used. The weighted average or pool price in any order depends not only on the classi®ed prices but also on the utilization rates of milk in the various enduse classes, which also vary from order to order. California's revenue-sharing scheme differs from that used in the federal system. In California, a quota programme determines how milk revenues from the various end-use classes are distributed among producers. The milk quota programme in California does not restrict production or marketing. Rather, for each 100 kg of milk quota owned by an individual producer, the producer is paid $3.75 from the statewide pool of total milk revenues in a month. The remainder of total regulated milk revenues (that is, total revenues ÿ$3.75 times quota) is distributed uniformly among all producers. Overall, quotas cover about 30% of all the milk produced in the state, and quota revenue accounts for about 4% of total milk revenue. By raising the average price of milk, both federal and state milk marketing orders encourage milk production. By setting relatively high prices for milk used in ¯uid products, marketing orders reduce sales of ¯uid milk. As a result, marketing orders encourage production of manufactured dairy products such as cheese, butter and non-fat dry milk. Each marketing order regulates milk within a geographically de®ned marketing area. Figure 2 is a map of the 11 federal marketing areas. The
AGRICULTURAL SUBSIDY SCHEMES/United States' Agricultural System 23
Pacific Northwest Upper Midwest
Northeast
Western
Mideast Central
Appalachian ArizonaLas Vegas Southeast Southwest Florida
Figure 2 Map of the Federal Milk Marketing Order Areas at 1 January 2000. Reproduced from US Department of Agriculture, Agricultural Marketing Service Dairy Programs.
relationship of prices among federal orders is determined, in part, by the formulae used to set minimum prices in each order. By formula, the minimum prices for milk used in manufactured dairy products are the same across orders. However, the ¯uid differentials, and thus the minimum price for milk in ¯uid uses, can vary signi®cantly across orders. Differentials range from a high of $9.48 100 kg ÿ1 in parts of Florida, to a low of $3.53 100 kgÿ1 in parts of the Upper Midwest and West. Table 2 lists representative ¯uid differentials, class I prices and pool prices for the 11 federal orders in December 2000. In order to maintain different minimum prices in each marketing order, regulations are in place to discourage the transport of milk across regions. Milk transported freely across marketing order borders would undermine the maintenance of separate ¯uid milk markets in different orders. Regulations on interorder milk shipments ensure that there is little economic advantage to arbitrage across prices in different orders. Because marketing orders create separate ¯uid milk markets in different regions, the bene®ts and costs of milk marketing orders vary regionally. The Northeast Dairy Compact was a regional modi®cation to the FMMO system. The Northeast Compact deviated from the pricing rules of the FMMO system for milk sold in New England by
Table 2 Federal Milk Marketing Order pricesa, December 2000 Marketing area a
Class I differential ($ kgÿ1)
Class I milk price ($ kgÿ1)
Pool price b ($ kgÿ1)
Northeast (Boston) Appalachian (Charlotte) Southeast (Atlanta) Florida (Tampa) Mideast (Cleveland) Upper Midwest (Chicago) Central (Kansas City) Southwest (Dallas) Arizona±Las Vegas (Phoenix) Western (Salt Lake City) Paci®c Northwest (Seattle)
7.16 6.83 6.83 8.82 4.41 3.97
33.91 33.58 33.58 35.56 31.15 30.71
30.25 32.69 31.99 35.49 26.81 23.37
4.41 6.61 5.18
31.15 33.36 31.92
25.09 28.46 27.34
4.19 4.19
30.93 30.93
24.69 27.05
5.93
32.67
27.67
Weighted average a
Prices quoted at `principal pricing points' (in parentheses) within each marketing area. Pool price is the market-wide weighted average of all minimum end-use class prices. Data from USDA AMS (2002b). b
administering a minimum class I milk price independently of the FMMO pricing system, thereby raising the average producer price for dairy farms delivering milk to New England processors. The Compact lasted from July 1997 to September 2001.
24
AGRICULTURAL SUBSIDY SCHEMES/United States' Agricultural System
The Farm Security and Rural Investment (FSRI) Act of 2002 replaced the Compact with a national programme of direct payments to small and mid-sized dairy farms, under which the magnitude of the payment is inversely related to the price of ¯uid milk in Boston.
Federal Price Supports for Dairy Industry As early as 1935, the federal government was purchasing manufactured dairy products in order to support the farm price of milk. The Agricultural Act of 1949 required the USDA to continue to support the farm price of milk. Since that time, the USDA has purchased butter, non-fat dry milk and cheese from processors at administratively determined prices calculated to ensure that the farm prices of manufacturing milk remain above the legislated support price. Table 3 lists the support price for milk and the corresponding government purchase prices for the various dairy products from January to September 2001. In the 1990s dairy price supports played a minor role and relatively little milk (in the form of manufactured products) was taken by the government. The 1996 FAIR Act lowered dairy price supports by 33 cents 100 kg ÿ1 yearÿ1 to $21.83 100 kgÿ1 through 1999, at which time the programme was scheduled to be completely eliminated. However, the price support programme was extended to the end of 2000, and then extended again to the end of 2001. The FSRI Act has extended the price support to the end of 2007.
The support price programme plays a potentially important role in maintaining manufacturing milk prices above the support price and, in recent years, the government has occasionally bought a signi®cant amount of cheese or non-fat dry milk for a month or two. However, in general, with the support price at $21.83, the price support system provides only the lowest of safety nets under the market price of milk. Recent US farm bills have represented incremental movements towards a less regulated, more marketoriented US agricultural sector. In the case of dairy, this meant federal marketing order reform and gradual elimination of dairy price supports. However, low prices for many commodities in recent years have prompted Congress to postpone the elimination of the price support programme and to provide ad hoc emergency assistance for farmers. US dairy farmers received `market loss' payments of $200 million in FY 1999, and $125 million in FY 2000. Payments for FY 2001 are estimated to be $675 million. The new national payment programme discussed above is expected to reduce the likelihood of these annual ad hoc payment programmes.
Final Remarks In the United States, the federal government and several state governments subsidize milk production and regulate dairy prices. These programmes stimulate additional milk output, raise the price of beverage milk and shift income from taxpayers and consumers to the dairy industry. Economic research has documented that costs to taxpayers and
Table 3 US market prices and US Department of Agriculture price support and purchase prices for various dairy products, 2001 Month
January February March April May June July August September October November December a
Milk
Butter
Cheddar b
Support price ($ 100 kgÿ1)
Class III pricea ($ 100 kgÿ1)
Purchase price ($ kgÿ1)
CME cash AA ($ kgÿ1)
Purchase price ($ kgÿ1)
CME cash 40 lb blocks ($ kgÿ1)
Purchase price ($ kgÿ1)
CMEb cash extra grade ($ kgÿ1)
21.83 21.83 21.83 21.83 21.83 21.83 21.83 21.83 21.83 21.83 21.83 21.83
22.02 22.64 25.18 26.59 30.49 33.11 34.08 34.28 35.05 32.19 24.93 26.01
1.47 1.47 1.47 1.47 1.47 1.88 1.88 1.88 1.88 1.88 1.88 1.88
2.76 3.05 3.46 4.02 4.13 4.36 4.18 4.60 4.53 3.10 2.97 2.82
2.49 2.49 2.49 2.49 2.49 2.49 2.49 2.49 2.49 2.49 2.49 2.49
2.41 2.69 2.90 3.13 3.53 3.66 3.68 3.78 3.79 2.94 2.79 2.48
2.21 2.21 2.21 2.21 2.21 1.98 1.98 1.98 1.98 1.98 1.98 1.98
2.27 2.27 2.27 2.27 2.27 2.27 2.22 2.18 2.18 2.18 2.18 2.18
Announced federal milk marketing order (FMMO) class III (used in cheese) milk price. Chicago Mercantile Exchange (CME) cash contract. Data from USDA AMS Dairy Market News, various issues. b
Non-fat dry milk b
AGRICULTURAL SUBSIDY SCHEMES/Other Systems 25
consumers are signi®cantly larger than gains to producers as a group, but of course, any individual producer gains much more than the system costs a typical dairy consumer or taxpayer. The largest effects are through import barriers that keep US dairy prices higher than they would otherwise be.
US Department of Agriculture, FAS (2002) Agricultural Export Assistance Quarterly Report. http://www.fas. usda.gov/excredits/deip.html. US Department of Agriculture, NASS (2002) Agricultural Statistics, Washington, DC: USDA. US General Accounting Of®ce (2001) Dairy Industry: Estimated Economic Impacts of Dairy Compacts. GAO01-A66. Washington, DC: US General Accounting Of®ce.
See also: Agricultural Subsidy Schemes: Price and Support Systems in the Agricultural Policy; European Union's Common Agricultural Policy; Other Systems. Trade in Milk and Dairy Products, International Standards: Subsidy Measures.
Other Systems Further Reading Bailey KW (1997) Marketing and Pricing of Milk and Dairy Products in the United States. Ames: Iowa State University Press. Benedict MR (1953) The Farm Policies of the United States 1790±1950. New York: Twentieth Century Fund. California Department of Food and Agriculture (2002) Dairy Programs web page. http://www.cdfa.ca.gov/ dairy. Chite RM (2001) Dairy Policy Issues. Congressional Research Service, issue brief no. 97011, 2 April 2001. Washington, DC: Library of Congress. Cox TL and Chavas J-P (2001) An interregional analysis of price discrimination and domestic policy reform in the US dairy sector. American Journal of Agricultural Economy 83: 89±106. Ippolito RA and Masson RT (1978) The social cost of government regulation of milk. Journal of Law Economy 21: 33±65. Manchester AC (1983) The Public Role in the Dairy Economy: Why and How Governments Intervene in the Milk Business. Boulder: Westview Press. Manchester AC and Blaney DP (2001) Milk Pricing in the United States. ERS Agriculture Information Bulletin no. 761. Washington, DC: US Department of Agriculture. Northeast Dairy Compact Commission (2002) Northeast Dairy Compact Commission web page. http:// www.dairycompact.org. Sumner DA and Cox T (1998) FAIR dairy policy. Contemporary Economic Policy 16: 58±68. Sumner DA and Wilson N (2000) Creation and distribution of economic rents by regulation: development and evolution of milk marketing orders in California. Agricultural History 74: 198±210. Sumner DA and Wolf C (2000) Quotas without supply control: effects of dairy quota policy in California. American Journal of Agricultural Economy 78: 354± 366. US Department of Agriculture, AMS (2002a) Federal Milk Marketing Orders web page. http://www.ams.usda.gov/ dairy/orders.htm. US Department of Agriculture, AMS (2002b) Federal Milk Order Market Statistics. Washington, DC: USDA.
L Boonekamp, OECD, Directorate for Food, Agriculture and Fisheries, Paris, France Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction1 A review of the current dairy policies in Canada, Japan, Australia and New Zealand is given below. The pressures for further changes in these policies and the direction of ongoing policy reform are discussed.
Canada Background
The essence of Canada's dairy policy is a milk supply management system which has been in place since the early 1970s. Under this system, imports are restricted through Tariff Rate Quotas (TRQs) which allow imports of up to 5% of domestic consumption, while excluding any further imports through prohibitively high over-quota tariffs. Import restrictions at the border and milk production quotas are the main instruments allowing for a high level of support to the dairy sector, which continues to be the most heavily supported sector within Canada's agriculture. In 2000, around 40% of all support to Canadian agriculture went to the dairy sector. According to Organization for Economic Cooperation and Development (OECD) statistics for that year, the Producer Support Estimate (PSE) in Canada for dairy was 59%, compared to 17% for wheat, 9% for beef and veal and an average for all commodities of 19%. 1 The opinions expressed in this article are the responsibility of the author and do not necessarily re¯ect opinions held by the Members of the Organization he works for.
AGRICULTURAL SUBSIDY SCHEMES/Other Systems 25
consumers are signi®cantly larger than gains to producers as a group, but of course, any individual producer gains much more than the system costs a typical dairy consumer or taxpayer. The largest effects are through import barriers that keep US dairy prices higher than they would otherwise be.
US Department of Agriculture, FAS (2002) Agricultural Export Assistance Quarterly Report. http://www.fas. usda.gov/excredits/deip.html. US Department of Agriculture, NASS (2002) Agricultural Statistics, Washington, DC: USDA. US General Accounting Of®ce (2001) Dairy Industry: Estimated Economic Impacts of Dairy Compacts. GAO01-A66. Washington, DC: US General Accounting Of®ce.
See also: Agricultural Subsidy Schemes: Price and Support Systems in the Agricultural Policy; European Union's Common Agricultural Policy; Other Systems. Trade in Milk and Dairy Products, International Standards: Subsidy Measures.
Other Systems Further Reading Bailey KW (1997) Marketing and Pricing of Milk and Dairy Products in the United States. Ames: Iowa State University Press. Benedict MR (1953) The Farm Policies of the United States 1790±1950. New York: Twentieth Century Fund. California Department of Food and Agriculture (2002) Dairy Programs web page. http://www.cdfa.ca.gov/ dairy. Chite RM (2001) Dairy Policy Issues. Congressional Research Service, issue brief no. 97011, 2 April 2001. Washington, DC: Library of Congress. Cox TL and Chavas J-P (2001) An interregional analysis of price discrimination and domestic policy reform in the US dairy sector. American Journal of Agricultural Economy 83: 89±106. Ippolito RA and Masson RT (1978) The social cost of government regulation of milk. Journal of Law Economy 21: 33±65. Manchester AC (1983) The Public Role in the Dairy Economy: Why and How Governments Intervene in the Milk Business. Boulder: Westview Press. Manchester AC and Blaney DP (2001) Milk Pricing in the United States. ERS Agriculture Information Bulletin no. 761. Washington, DC: US Department of Agriculture. Northeast Dairy Compact Commission (2002) Northeast Dairy Compact Commission web page. http:// www.dairycompact.org. Sumner DA and Cox T (1998) FAIR dairy policy. Contemporary Economic Policy 16: 58±68. Sumner DA and Wilson N (2000) Creation and distribution of economic rents by regulation: development and evolution of milk marketing orders in California. Agricultural History 74: 198±210. Sumner DA and Wolf C (2000) Quotas without supply control: effects of dairy quota policy in California. American Journal of Agricultural Economy 78: 354± 366. US Department of Agriculture, AMS (2002a) Federal Milk Marketing Orders web page. http://www.ams.usda.gov/ dairy/orders.htm. US Department of Agriculture, AMS (2002b) Federal Milk Order Market Statistics. Washington, DC: USDA.
L Boonekamp, OECD, Directorate for Food, Agriculture and Fisheries, Paris, France Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction1 A review of the current dairy policies in Canada, Japan, Australia and New Zealand is given below. The pressures for further changes in these policies and the direction of ongoing policy reform are discussed.
Canada Background
The essence of Canada's dairy policy is a milk supply management system which has been in place since the early 1970s. Under this system, imports are restricted through Tariff Rate Quotas (TRQs) which allow imports of up to 5% of domestic consumption, while excluding any further imports through prohibitively high over-quota tariffs. Import restrictions at the border and milk production quotas are the main instruments allowing for a high level of support to the dairy sector, which continues to be the most heavily supported sector within Canada's agriculture. In 2000, around 40% of all support to Canadian agriculture went to the dairy sector. According to Organization for Economic Cooperation and Development (OECD) statistics for that year, the Producer Support Estimate (PSE) in Canada for dairy was 59%, compared to 17% for wheat, 9% for beef and veal and an average for all commodities of 19%. 1 The opinions expressed in this article are the responsibility of the author and do not necessarily re¯ect opinions held by the Members of the Organization he works for.
26
AGRICULTURAL SUBSIDY SCHEMES/Other Systems
The evolution of producer support estimates between 1986 and 2000, as well as the composition of support for milk in 2000 for Canada, Japan, Australia and New Zealand are shown in Figures 1 and 2, respectively. Canada's Dairy Policy Under Scrutiny
Since the ®rst Dominion Dairy Commissioner was appointed in 1890, the Canadian federal government
has played an active role in policy-making for the dairy sector. In the early 1970s, a milk supply management system was introduced, and this remains the cornerstone of Canada's current dairy policy. Under this system, the Canadian Milk Supply Management Committee annually sets a national production target, the Market Sharing Quota (MSQ), for industrial milk. The MSQ is set with the goal to achieve a domestic market balance in terms of butterfat, and is assigned to provinces largely on the basis of
100 90 80 70
%
60 50 40 30 20 10 0 1986 1987 1988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 Figure 1 Producer support estimates for Canada, Japan, Australia and New Zealand, between 1986 and 2000. ^, Australia; ~, Canada; *, New Zealand; �, Japan. (Data from OECD.)
100.0 90.0
% of total PSE
80.0 70.0 60.0 50.0 40.0 30.0 20.0 10.0 0.0 Canada
Japan
Market price support Payments based on input use Payments based on overall farming income
Australia
New Zealand
Payments based on output Payments based on historical entitlements Miscellaneous payments
Figure 2 Composition of support for milk in Canada, Japan, Australia and New Zealand, in 2000. (Data from OECD.)
AGRICULTURAL SUBSIDY SCHEMES/Other Systems 27
historical shares. In addition to the MSQ, each province sets its own production target for ¯uid milk, and the entire milk quota ± industrial and ¯uid together ± is then allocated to producers. In addition to the production quota, border measures are a second essential element in Canada's dairy policy. Under the 1994 Uruguay Round Agreement on Agriculture, TRQs were introduced. Under these TRQs, exporting countries have access to the Canadian dairy market to the tune of 5% of domestic consumption. For most products, the ®nal quota quantities remain below 1 kt, but are 3.2 kt for butter and dry whey, 20.4 kt for cheese and 64.5 kt for ¯uid milk. While the in-quota duties are generally low, tariff rates applying to over-quota imports are prohibitively high, ranging from 202% for skim milk powder to 246% for cheese and 299% for butter. Strict control of supplies from domestic production and imports allows prices paid to producers to be supported at levels above marginal costs of production. The Canadian Dairy Commission annually reviews and establishes a target price for industrial milk. This target price is supported by market intervention for butter and skim milk powder at support prices which are equally set on an annual basis. For the 1999/2000 dairy year, the target price for industrial milk was increased by 1.5% to Can$582.93 tÿ1, and the support prices for butter and skim milk powder were raised to Can$5540 and Can$4680 tÿ1 respectively. In addition to these price support measures, producers were paid a federal dairy subsidy of Can$15.64 tÿ1 in 2000. As a result of federal budgetary restraint, this subsidy was phased out and was eliminated on 31 January 2002. In 1995, a change in Canada's dairy policy was introduced, by virtue of a new permit system that provided for pricing of ®ve classes of milk. Classes 1 to 4 covered milk for exclusive use in the domestic market. Class 5 was subdivided into another ®ve subcategories: (a) to (c) predominantly used for the domestic market and (d) and (e) primarily for use in export markets. The change allowed dairy processors to purchase surplus milk at a discount rate, determined by the government, for the production of dairy products for exports. The United States, joined by New Zealand, claimed that this in fact constituted an export subsidy, that it was in violation with Canada's commitments under the Uruguay Round and requested investigation by a World Trade Organization (WTO) Compliance Panel. In consecutive decisions in 1999 by the Compliance Panel, an Appellate Body and a Dispute Settlement Body, classes 5(d) and 5(e) were ruled to be ®nanced through government intervention and therefore were judged to be export subsidies. Canada was thus
requested to bring its export subsidy practices into compliance with its WTO commitments. A revised milk pricing system was introduced subsequently by Canada in which exports of dairy products through class 5(d) was maintained, while 5(e) was replaced with a system encouraging processors to contract directly with producers. This was initiated to remove direct government intervention in the pricing of 5(e), and thus the case for export subsidy would no longer exist. Nevertheless, following further complaints by the United States and New Zealand, a new WTO Compliance Panel found in July 2001 that Canada is still subsidizing its dairy exports beyond the levels it committed to under the Uruguay Round. Canada appealed the panel's decision on 4 September 2001 and 3 December the WTO Apellate Body overruled a previous Compliance Panel decision. However, on 18 December 2001 the WTO Dispute Settlement Body then decided the case should be referred back to the Compliance Panel for re-examination.
Japan Background
The dairy sector in Japan is heavily supported. As measured by the PSE total transfers to dairy farmers relative to total gross receipts amounted to 81% in 2000. Up until 2001 most government support was provided through a system of de®ciency payments on manufacturing milk introduced in 1966. The de®ciency payments, de®ned as the difference between a guaranteed price and the price paid by dairy plants for milk used in processing (standard transaction price) were limited to an annually ®xed quota volume and to `designated products' such as butter, skim milk powder and condensed milk. A voluntary production quota for liquid milk was initiated in 1979 in an effort to regulate shipments from Hokkaido ± the low-cost production region with over 80% of milk used for manufacturing ± to higher cost production regions. This quota is determined by the Central Council of Dairy Cooperatives and allocated between prefectural cooperatives, who in turn allocate a quota to each farmer. The allocation between prefectures takes into account production of the previous year and planned production for the coming year. Since the voluntary production planning system has no legal binding power, some 5% of dairy farmers choose to operate outside the production guidelines. New Dairy Subsidy Programme Initiated in April 2001
In March 1999, the Ministry for Agriculture, Forestry and Fisheries (MAFF) released the `Fundamental
28
AGRICULTURAL SUBSIDY SCHEMES/Other Systems
Principles of a New Policy for Dairy Farming and the Dairy Industry'. This policy change was introduced to deal with the rigidity of the guaranteed price system, increased budgetary cost and additional pressures to reduce domestic support resulting from Japan's commitments under the Uruguay Round. The `New Policy', which came into effect in April 2001, abolished the Guaranteed Price and the Standard Transaction Price along with the De®ciency Payment Scheme; but the annually determined manufacturing grade milk quotas are kept in place. A new direct payments programme was introduced instead. Producers' direct payments are to be set annually in light of the unit rate paid in the previous year and changes in cost of raw milk production. In 2001, in order to ensure a smooth adjustment to the new policy, the direct payments were set equal to de®ciency payments of 2000 at ¥10.3 kg ÿ1. In addition to direct income payments, emergency measures to protect farmers from unforeseen ¯uctuations in manufacturing milk prices were introduced. If the average market price falls, then 80% of the difference between the average market price and the base price (the average transaction price during the past 3 years) is to be compensated from an income stabilization fund to which producers and the state contribute at the rate of 1 : 3. The producers' ®nancial contribution is set at ¥0.4 kg ÿ1 while government contribution is set at ¥1.2 kgÿ1. An additional system of direct payments was introduced to provide incentives for environmental conservation under The Land-Using-Type Dairy Farming Promotion Project and The Direct Payment System in Hilly and Mountainous Districts. A regulated milk market through a quota system requires measures at the border to keep out competitively priced products from world markets. Japan manages the dairy products imports under TRQs by import licensing and state trading. Quantities under import license are allocated by the MAFF to private importers based on historical records. The quota access at preferential tariff for skim milk powder and butter were set at 110 and 21 kt, respectively, in 1999, which represents about 41% and 26% of domestic skim milk powder and butter disappearance. While imports of butter slightly exceeded the quota, the quota for skim milk powder remained signi®cantly under®lled with actual imports amounting to only 56 thousand tons. The in-quota ad valorem tariffs in 2000 were at 19, 24 and 35% levels for skim milk powder, whole milk powder and butter, respectively. In addition to in-quota tariffs, the government of Japan or its sale agents are able to charge a so called mark-up which can amount to 392,
413 and 594% for skim milk powder, whole milk powder and butter, respectively. The tariffs for out-of-quota imports are set prohibitively high at 275, 376 and 679% levels for skim milk powder, whole milk powder and butter, respectively (in some cases speci®c tariffs were converted to ad valorem tariffs using the world reference price). Cheese imports to Japan are not subject to quota. There are various import tariffs for cheese depending on the use of the product, but the average rate in 2000 was 31.2%. The imports of cheese have been steadily growing in recent years. For example, from 1999 to 2000 cheese imports grew from 187 to 221 kt, which is more than 15%. According to the US Department of Agriculture, cheese consumption is expected to increase in 2001, which will probably result in a further rise in imports.
Australia Background
With the Kerin Plan in 1986 and the Crean Plan in 1992, Australia began a reform process of dairy policies including a gradual phase down in support and a planned elimination of support for manufacturing milk by 1 July 2000. In 1995, a redesigned plan was introduced to ensure that Australia complied with its WTO commitments on export subsidies under the Uruguay Round. The Domestic Market Support (DMS) scheme was restructured so as to ensure that support was provided independently of export sales. In addition to this reform of support policies for manufacturing milk, a regulatory reform process for market milk was initiated in 1995, stipulating that in each state only farm-gate price controls would remain in place by January 1999. In July 1999, the review of market milk regulations in Victoria concluded that there was no net public bene®t from retaining farm-gate price controls, and the Victorian government announced that state milk marketing regulations would end on 1 July 2000. This opened the door to increased liquid milk exports from Victoria ± a low-cost producer with a share of more than 60% of national milk supplies ± to other states, rendering market milk regulations in these other states unsustainable. Thus, other state dairy industries and governments recognized that national deregulation of the dairy industry was inevitable. Following these various policy reforms, support to the Australian dairy sector has declined over the years and measured by the PSE, the value of transfers to the dairy industry relative to gross farm receipts was down to 16% in 2000.
AGRICULTURAL SUBSIDY SCHEMES/Other Systems 29 Policy Reform of the Dairy Industry in 2000
A new policy reform package was introduced in 2000 which removed simultaneously the DMS scheme and fresh milk regulations on 1 July 2000 and allowed the market to determine milk prices. At the same time, a structural adjustment package was introduced through the Dairy Industry Adjustment Act 2000 to help producers cope with the adjustment to lower prices or to choose to leave the industry. The adjustment package is funded by a levy of 11 cents (A$) per litre on all domestic sales of fresh milk. The levy partially replaced the implicit consumer tax inherent in the fresh milk regulations and was set at a level to ensure consumer prices would not rise after deregulation. It will remain in place for approximately 8 years until the package is fully funded. The individual adjustment programmes are called: the Dairy Industry Adjustment Package, the Dairy Structural Adjustment Program, the Dairy Exit Program and the Dairy Regional Assistance Program. Dairy farmers eligible for Dairy Structural Adjustment Program assistance receive a ®xed quarterly pay ment over 8 years, with payments based on milk production in 1998±99, and subject to income tax. Producers can also opt to leave the dairy industry altogether, and receive an exit payment of up to A$45 000 tax-free under the Dairy Exit Program. The payments are subject to an asset test and the conditions attached to the programme prevent farmers from re-entering the industry at a later date. Finally, the Dairy Regional Assistance Program is intended to assist dairy-dependent communities in generating alternative employment opportunities and to deal with any social dislocation from deregulation. Dairy farmers also continue to be eligible for a subsidy on water used for irrigation, which is important to the dairy industry, especially in New South Wales and Victoria. While this input subsidy for the Australian dairy industry is not often discussed, it may face increasing environmental pressures as the excessive use of water for pasture irrigation contributes to soil salinity and river pollution. After the recent deregulation, the dairy industry has become fully exposed to world market conditions. Australia does not use export subsidies to increase its market share of dairy products. However, it has introduced TRQs on cheese imports, which is the only dairy product protected. The method of administration of the TRQ on cheese is based on historical imports with licences tradable among holders. The minimum access commitment provided in the WTO schedule was 11.5 thousand tonnes for 1995 and 2000. The ad valorem equivalent of the speci®c tariff rates for in-quota and
out-of-quota imports were 3% and 41%, respectively. The ®ll rates for the Australian cheese TRQ were 98% in 1995, 95% in 1996 and 79% in 1997. On the export side, the most important products are cheese, skim milk powder, whole milk powder and butter, in that order. The Australian dairy industry is heavily dependent on exports, which currently utilize over half of Australia's milk supplies and more than 60% of all manufactured dairy production is exported on world markets. Overall, the impact of deregulation on Australian milk production is expected to be limited. Favourable milk prices relative to other farm enterprise activities continue to give producers the incentive to expand production. Milk output is projected to continue rising over the medium term as both cow numbers and milk yields increase, mostly in response to higher world prices.
New Zealand Background
The main dairy policy issue in New Zealand of recent years relates to the export monopoly of the New Zealand Dairy Board (NZDB) and the potential for indirect subsidization of dairy exports. This potential exists as Section 27 of the Dairy Board Act allows for pooling of revenues from domestic and export markets and thus cross-subsidization of lower revenue from export sales by higher revenue from domestic sales. This section was abolished in 1998. Domestic support to the dairy sector was already scaled down dramatically during the 1980s with input subsidies eliminated in 1984 and government involvement in calculation of product prices withdrawn in 1988. Since then, there have not been any major changes to domestic dairy support policies. Measured by the PSE, total transfers to dairy farmers relative to gross farm receipts were down to zero in 2000. Changes in the New Zealand Dairy Board
The NZDB established through the Dairy Board Act in 1961 controls the marketing of all export dairy products and is the largest exporter in New Zealand, with total annual sales in excess of NZ$6 billion. An amendment to the Dairy Board Act in 1996 brought the status of NZDB closer to that of a company in which milk processing cooperatives own shares in proportion to their milk deliveries. Nevertheless, the NZDB remained subject to criticism for its export monopoly power. Given the current trade agreements and its export power, the NZDB is able to extract quota rents from dairy exports (for example to the
30
AGRICULTURAL SUBSIDY SCHEMES/Other Systems
EU), which are then passed back to individual producers thus increasing farmers' marginal returns. Pressures for change in the status of the NZDB also result from the ongoing concentration in New Zealand's dairy sector, with currently two cooperatives ± KIWI and the New Zealand Dairy Group ± collecting 95% of all milk produced. In May 1999, the dairy industry proposed the formation of a mega cooperative (`MergeCo') through the merger of most of New Zealand's cooperative dairy processing companies. Under the proposal, the NZDB would have become a subsidiary of MergeCo and the Board's statutory export monopoly would have been removed. In March 2000, the dairy industry announced that it had failed to agree to merger terms. However, in December 2000, Kiwi and the New Zealand Dairy Group agreed to merge to form a new cooperative called Fonterra, originally called GlobalCo. Following the merger, the new company will absorb the activities of the NZDB while the Board's monopoly export status will be eliminated 12 months after the merger is fully complete. The new cooperative will become the largest company in New Zealand and the ninth largest dairy producer in the world. On 9 April 2001, the New Zealand Government passed the Dairy Industry Restructuring Act which agreed to the merger and allowed to forego approval for the merger of the Commerce Commission. The reforms envisaged under the Dairy Industry Restructuring Act 2001 intend to increase the dairy industry's responsiveness to international markets by allowing the integration of domestic production and international marketing. In the meantime, the NZDB continues to seek alliances and partnerships with international dairy companies. The Trans-Tasman alliance between Australia's second largest dairy company Bonlac and the NZDB took place in April 2001. The NZDB has also told European dairy industry leaders that the Board is investigating new partnerships, joint ventures, and acquisitions with Europeans. Further, the NZDB has announced it is forming a joint venture with the largest US dairy cooperative (Dairy Farmers of America) to develop and market new types of cheese. New Zealand is the largest exporter of butter and the second largest exporter of skim milk powder, cheese and whole milk powder in the world. New Zealand achieves this position without relying on production or market subsidies and without protecting the domestic market from overseas competition. On the export side, the trade barriers between Australia and New Zealand were fully removed in 1990 through the Closer Economic Relations agreement. But given continuing trade barriers elsewhere, only 5% of the total world market is freely accessible
to New Zealand dairy exports. The main destinations for New Zealand's dairy exports are the United Kingdom, other EU countries, Asia and Latin America. Exports of butter have risen by 16% from 297.7 Mt in 1998 to 345.1 Mt in 2000. In the case of cheese, the exports have risen more modestly, from 236.4 Mt in 1998 to 246.2 Mt in 2000, an increase of 4%.
Acknowledgements Much of the original research work for this article was carried out by Pavel Vavra, economist in the Trade and Markets Division of the OECD Directorate for Food, Agriculture and Fisheries. See also: Agricultural Subsidy Schemes: Price and Support Systems in the Agricultural Policy; European Union's Common Agricultural Policy; United States' Agricultural System. Trade in Milk and Dairy Products, International Standards: Harmonized System; Subsidy Measures. World Trade Organization.
Further Reading Agricultural Market Access Database. http://www.amad.org Australian Bureau of Agricultural and Resource Economics (1988) Japanese Agricultural Policies. Canberra: ABARE. Australian Bureau of Agricultural and Resource Economics (1999) WTO Agricultural Negotiations: Important Markets Access Issues. Research Report no. 99.3. Canberra: ABARE. Australian Bureau of Agricultural and Resource Economics (2001) Impacts of Liberalizing World Trade in Dairy Products, Research Report no. 01.4. Canberra: ABARE. Australian Competition and Consumer Commission (2001). Impact of Farmgate Deregulation on the Australian Milk Industry: Study of Prices, Costs and Pro®ts. Dickson: ACCC. Canadian Dairy Commission. http://www.cdc.ca Dobson WD (2001) Policy and Management Lessons for Dairy Exporters and Investors in Foreign Dairy-Food Business: What Did We Learn in the Past Decade? Annual meeting of the International Agricultural Trade Research Consortium, Auckland, New Zealand. International Agricultural Trade Research Consortium (2001) Issues in Reforming Tariff-Rate Import Quotas in the Agreement on Agriculture in the WTO. Commissioned Paper no. 13. IATRC. Japan Dairy Council (2001) Japan Dairy Farming for Yesterday, Today and Tomorrow: Supporting a Healthy Japanese Diet. Tokyo: Japan Dairy Council. Organization for Economic Cooperation and Development (2000) (and earlier issues) OECD Agricultural Outlook 2001±2006. Paris: OECD. Organization for Economic Cooperation and Development (2001) (and earlier issues) Agricultural Policies in OECD Countries: Monitoring and Evaluation. Paris: OECD.
ANALYSIS/Sampling Suzuki J (1990) An Assessment of De®ciency Payments to Milk Producers in Japan. Tokyo: National Research Institute of Agricultural Economics, MAFF. US Department of Agriculture (2001) Canada's subsidised dairy exports: the issue of WTO compliance. Agricultural Outlook, August: 19±23.
Alkaline Phosphatase Alpha-Lactalbumin Amino Acids
31
World Trade Organization (2002) Panel reports. http:// www.wto.org/english/tratop_e/dispu_e/distab_e.htm Yasaka M (2001) Dairy farming and the dairy industry. In: Japan's Livestock Industry: Now and in the Future. Tokyo: Food and Agriculture Policy Research Center.
see Enzymes Indigenous to Milk: Phosphatases.
see Milk Proteins: Alpha-Lactalbumin.
see Feed Supplements: Ruminally Protected Amino Acids.
ANALYSIS
Contents
Sampling Chemical Analysis Spectroscopy, Overview Spectrophotometric Techniques ± Infrared Spectroscopy Atomic Spectrometric Techniques Chromatographic Methods Immunochemical Electrophoresis Microbiological Analyses DNA-Based Assays Biosensors Physical Methods Electrochemical Analysis Sensory Evaluation
Sampling R L Bradley, Jr, University of Wisconsin, Madison, WI, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The importance of correctly taking and caring for a sample from a lot of product cannot be overstressed. The sample will represent the entire lot of product
ANALYSIS/Sampling Suzuki J (1990) An Assessment of De®ciency Payments to Milk Producers in Japan. Tokyo: National Research Institute of Agricultural Economics, MAFF. US Department of Agriculture (2001) Canada's subsidised dairy exports: the issue of WTO compliance. Agricultural Outlook, August: 19±23.
Alkaline Phosphatase Alpha-Lactalbumin Amino Acids
31
World Trade Organization (2002) Panel reports. http:// www.wto.org/english/tratop_e/dispu_e/distab_e.htm Yasaka M (2001) Dairy farming and the dairy industry. In: Japan's Livestock Industry: Now and in the Future. Tokyo: Food and Agriculture Policy Research Center.
see Enzymes Indigenous to Milk: Phosphatases.
see Milk Proteins: Alpha-Lactalbumin.
see Feed Supplements: Ruminally Protected Amino Acids.
ANALYSIS
Contents
Sampling Chemical Analysis Spectroscopy, Overview Spectrophotometric Techniques ± Infrared Spectroscopy Atomic Spectrometric Techniques Chromatographic Methods Immunochemical Electrophoresis Microbiological Analyses DNA-Based Assays Biosensors Physical Methods Electrochemical Analysis Sensory Evaluation
Sampling R L Bradley, Jr, University of Wisconsin, Madison, WI, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The importance of correctly taking and caring for a sample from a lot of product cannot be overstressed. The sample will represent the entire lot of product
32
ANALYSIS/Sampling
only if correctly collected. Beyond collection, a sample must be handled and stored in such a way that its composition is not altered. If these basic tenets are not followed, the results from subsequent analysis will be erroneous and misleading.
Background Before sampling any dairy food, the technician must be quali®ed and trained. All necessary paperwork must be completed correctly, dated and signed so that one copy can travel with the sample. In most situations, duplicate or replicate samples are collected. The extra samples are stored correctly in a locked library within the plant in the event of legal or disputed results. Whatever container is used to store a sample of dairy food, it must be inert relative to potential interaction with product. Glass, plastic or stainless steel make suitable sample containers if the closure can be tightly sealed. If there is any possibility that samples may be the subject of litigation, then paperwork and validated traceability and security for samples are legally mandated. Sample size is also important. Generally, unless requested to take an additional portion of a particular dairy food, the sample size should be 10±20 times that needed for analysis.
Liquid Dairy Foods Liquid dairy foods are all varieties of milk, cream, whey, fermented and condensed milks. Similarly, liquid dairy foods are held in a wide variety of containers from farm tanks to individual milk cans to tank trucks. Moreover, it may not be possible to agitate the contents of the milk tank to achieve an acceptable degree of analytical accuracy between the contents and the sample. Some samples collected, for example, from farm tanks must be taken by a certi®ed sampler because this sample will be used to pay for the raw milk. Other samples, for example cream for butter manufacture, often involve only the shipper and receiver. Liquid dairy foods can be sampled using one of several devices. Following suf®cient agitation of the tank contents, a sanitary dipper is adequate to remove product. For tank trucks, where no agitation is available, a proportional sampler is used to take a small sample at set time intervals during pump-out. This device is particularly necessary where the tank truck has not been moving and strati®cation has occurred. The size of the sample cannot vary with head pressure on the sampler. Agitators mounted in the central manhole of tank trucks are insuf®cient to ensure adequate mixing and
samples taken from such tanks should not be relied on for uniform composition. The third type of sampler is a straight stainless-steel tube that reaches to the bottom of the container. This core sample is often taken from tank trucks where no automatic sampler is available or where agitation is incomplete or nonexistent. Pasteurized dairy foods in retail containers should not be opened prior to sampling. Containers selected at the start, middle and end of processing of a single lot of product represent the sample. Sample quantity can be reduced for short process runs; however, the ®rst container off the line is usually indicative of the remainder of the product. Samples should be stored and refrigerated in the dark. For storage of more than a few days, the addition of a preservative is necessary, and this must not interfere with subsequent analysis. When a preservative is used, it must be indicated on paperwork or a label associated with the sample.
Canned Dairy Foods Retail containers can be randomly selected and are a sample when unopened. Larger containers and drums can be sampled using a dipper following manual agitation to create uniform composition. A stainless-steel tube going to the bottom of the container can be used if there is minimal adhesion of product to the exterior of the tube. This core sample will be representative of the container and the entire core sample must be placed in the sample container. In the case of high-viscosity products such as sweetened condensed milk, manual or mechanical agitation, followed by collection of a sample with a dipper, is practised. Before sampling it is important to ascertain that no product has adhered to container walls by scraping the walls during mixing.
Frozen Dairy Foods Small containers of frozen dairy foods up to 2 litres may be taken as a sample. More than one container may be taken if long process runs are the practice at the plant. Stop, start and ¯avour changeover are points where cautious sampling should be practised. The samples taken must be representative of the whole production lot. For larger containers, a frozen core is taken using a cylindrical device with a sawtooth edge powered by an electric drill. The sample container must encompass the entire sample. Depending on the weight of the cylinder of product, more than one core may be needed to constitute a representative sample. Such
ANALYSIS/Sampling
frozen dairy foods contain air, if labelled frozen desserts, thus more than one core may be needed. Sample should be stored frozen until preparing for analysis.
Butter and Similar Products When collecting samples of butter and similar products for subsequent analysis, the sample must represent the churning; often it is dif®cult on a time basis to separate churnings, particularly during the changeover from one silo of cream to another or from unsalted to salted butter using a continuous churn. In this case it is important to collect before, during and after the changeover so that the analyst has a true picture of all product. With batch churns, one churning is a lot, regardless of the amount of cream in a silo. In butter production plants, at least 0.5 kg from each lot of cream churned should be collected. If a continuous churn is used, it is necessary to collect a sample during changeover of silos on a time basis. If 25-kg boxes are being ®lled, then one sample should be collected using a trier with a blade length of 30.5 cm. The entire sample less the outer 2.5 cm of butter is the sample and must ®t into a sample container. In sampling from larger amounts of butter and similar products, one sample should be collected from each churning up to 25 000 kg, two samples from each churning of 25 000±50 000 kg, and four samples from each churning of 50 000±150 000 kg. All samples must be clearly marked showing the amount of product represented by the sample and its lot number. All samples should be refrigerated until preparing for analyisis.
Milk and Whey Powders Samples collected from bags or totes (portable bins) of milk or whey powders are taken using a `powder thief'. This is a tube within a tube, close-®tting, with numerous side openings on the inner and outer tubes to allow for in¯ow of product. The thief must reach near the bottom of the bag or tote. The thief is inserted in the closed position, the tubes opened, gently shaken, closed and withdrawn. This core sample will represent the product from top to bottom of the bag or tote. The entire sample is placed into a container and stored refrigerated. To collect samples from large lots of dried products, the sampling plan given for large lots of butter should be used: one sample from one lot up to 25 000 kg, two samples from one lot 25 000± 50 000 kg, and four samples from one lot 50 000± 150 000 kg. All samples must be clearly marked, showing the volume represented by the sample.
33
Cheese and Cheeselike Products In sampling cheese and cheeselike products, the sample taken often depends on the size and shape of the cheese. Sharp knives or triers with blades 14.6 or 30.5 cm in length are used to take samples. Wheels or balls of cheese are either cut to isolate a wedge representing product from the outside to the centre or it may be sampled using a trier of suitable length to produce a core from the outside to the centre. The trier is inserted either perpendicularly to one face and passing through the centre to the other face or obliquely towards the center or horizontally in the middle of the block. The outer 2 cm of the plug is returned to ®ll the hole left by the sample removal. Sampling from random weights or uniform weights of cheese cut from larger blocks involves selecting one piece of 0.5 kg maximum weight at random. However, the sample-taker must be aware that cheese classically lacks analytical uniformity from outside to the centre, e.g. due to rind formation or brine salting. Temperature is a factor in moisture migration during storage. Moisture always migrates to a colder temperature until temperature equilibrium is reached, then the migration stops and reverses until steadystate conditions are reached. This is true even in saltbrined cheeses as long as salt is at equilibrium across the cheese. Plugs or wedges of cheese can be held in individual storage containers or wrapped in aluminium foil before placing in a container. The foil reduces migration of moisture from the sample to the environment of the container. Small pieces of cheese weighing 0.5 kg or less constitute a sample. If wrapped or waxed, the necessary paperwork should be attached to this piece as a sample. Cottage cheese is sampled by taking one or two containers representing each lot or vat. Cheese in salt brine is sampled in a similar fashion; one or two containers or one or two small cheeses per lot or vat of cheese are retained as a sample.
Sampling Dairy Foods for Microbiological Analysis Some precautions must be followed when a sample is to be evaluated for its microbiology. The ®rst sample collected should be used for microbiological evaluation. All equipment and the container must be sterile. With some products, the sample must be collected subsurface. For example, powders, cheese and butter may require a subsurface sample. Using a sterile scoop, the sampler should move powder from the surface and then collect the sample using a `thief
34
ANALYSIS/Chemical Analysis
scoop' or tubular sampler. With butter and cheese, the sampler should remove a core using a sterile trier, then with a sterile spatula or knife remove the upper 1±2 cm and return it to the hole in the block of product. Wedges of cheese can be trimmed from the surface using a sterile knife. In this instance, the amount removed is a piece 1±2 cm thick. However, in the event that the surface of any product may harbour microbes of interest, no such surface removal is practised. A rule to follow is that when sampling any product for subsequent microbiological analysis, the sampling procedure must not in¯uence the result. Samples collected for microbiological analysis must be appropriately labelled and stored in an environment that will not alter the sample or its micro¯ora. Subsequent analysis must be performed as soon after sampling as possible. Sampling date, storage and shipping conditions and analysis date must be indicated on the ®nal report form.
Samples for Sensory Evaluation When a sample is needed for sensory consideration, it should be as fresh as possible. Even core samples of cheese or butter when wrapped in aluminium foil lose ¯avour intensity and quality over time. The sample collected should be large enough to minimize changes in ¯avour, body and texture and appearance. Further, the sample must be stored to minimize changes in ¯avour, body and texture and appearance. Samples for sensory analysis are collected when needed. Generally, when a sample is collected for analytical assay, a duplicate sample could be used for sensory evaluation. Thus, dairy liquids, frozen desserts, high-moisture cheeses and powders present little dif®culty in that consumer-sized packages can be used or products placed in a sterile container. Cheese and butter are the potential problems in that the attributes of small pieces will change over time and will not represent the original lot of product. Samples should be evaluated immediately for the best results.
Further Reading IDF (1985) Milk and Milk Products: Methods of Sampling. International Dairy Federation Standard no. 50B. Brussels: IDF. Anonymous (1998) Dairy Instructor 918-I. Washington, DC: US Department of Agriculture. Horwitz W (ed.) (2001) Of®cial Methods of Analysis of the Association of Of®cial Analytical Chemists International, 17th edn. Gaithersburg: Aspen Publishers.
Marshall RT (1992) Standard Methods for the Examination of Dairy Products, 16th edn. Washington, DC: American Public Health Association. Nollet LM (ed.) (1996) Handbook of Food Analysis, vols. 1 and 2. New York: Marcel Dekker. Proctor A and Meullenet J-F (1998) Sampling and sample preparation. In: Nielsen SS (ed.) Food Analysis, 2nd edn, pp. 71±88. Gaithersburg: Aspen Publishers.
Chemical Analysis J M Evers and C G Hughes, Fonterra Research Centre, Palmerston North, New Zealand Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Any dairy product is a variable mixture of a large number of different chemical species. For compositional analysis, these chemical species are usually grouped together into broad classes such as water, fat, protein, lactose and minerals. If all the chemical species present in their native states are assigned to a particular class, it could be expected that the total of the individual classes would equal 100%. However, in practice, these classes seldom add up to exactly 100%. This occurs because of random and systematic errors in carrying out the tests, but also because sometimes speci®c assumptions about the chemical properties of a class have been made (for example, the nitrogen content of dairy proteins is assumed to be 15.67%). Chemical analyses are performed for several reasons: (1) truth of labelling; (2) food safety (i.e. certain compounds are required to be at less than certain tolerable levels, e.g. nitrates and nitrites); (3) compliance with food regulations (e.g. the Codex Alimentarius criterion requires butter to have less than 16% water); (4) farmer payment; (5) to provide compositional information to manufacturing personnel for adjustment of process parameters; and (6) herd improvement. The chemical methodology used in the dairy industry ranges from the traditional wet chemistry to the modern instrumental techniques and from the simple to the complex. This article focuses mainly on traditional wet-chemistry techniques, which play a pivotal role in dairy chemistry as many existing internationally accepted routine and reference methods are based on wet-chemistry methodology.
34
ANALYSIS/Chemical Analysis
scoop' or tubular sampler. With butter and cheese, the sampler should remove a core using a sterile trier, then with a sterile spatula or knife remove the upper 1±2 cm and return it to the hole in the block of product. Wedges of cheese can be trimmed from the surface using a sterile knife. In this instance, the amount removed is a piece 1±2 cm thick. However, in the event that the surface of any product may harbour microbes of interest, no such surface removal is practised. A rule to follow is that when sampling any product for subsequent microbiological analysis, the sampling procedure must not in¯uence the result. Samples collected for microbiological analysis must be appropriately labelled and stored in an environment that will not alter the sample or its micro¯ora. Subsequent analysis must be performed as soon after sampling as possible. Sampling date, storage and shipping conditions and analysis date must be indicated on the ®nal report form.
Samples for Sensory Evaluation When a sample is needed for sensory consideration, it should be as fresh as possible. Even core samples of cheese or butter when wrapped in aluminium foil lose ¯avour intensity and quality over time. The sample collected should be large enough to minimize changes in ¯avour, body and texture and appearance. Further, the sample must be stored to minimize changes in ¯avour, body and texture and appearance. Samples for sensory analysis are collected when needed. Generally, when a sample is collected for analytical assay, a duplicate sample could be used for sensory evaluation. Thus, dairy liquids, frozen desserts, high-moisture cheeses and powders present little dif®culty in that consumer-sized packages can be used or products placed in a sterile container. Cheese and butter are the potential problems in that the attributes of small pieces will change over time and will not represent the original lot of product. Samples should be evaluated immediately for the best results.
Further Reading IDF (1985) Milk and Milk Products: Methods of Sampling. International Dairy Federation Standard no. 50B. Brussels: IDF. Anonymous (1998) Dairy Instructor 918-I. Washington, DC: US Department of Agriculture. Horwitz W (ed.) (2001) Of®cial Methods of Analysis of the Association of Of®cial Analytical Chemists International, 17th edn. Gaithersburg: Aspen Publishers.
Marshall RT (1992) Standard Methods for the Examination of Dairy Products, 16th edn. Washington, DC: American Public Health Association. Nollet LM (ed.) (1996) Handbook of Food Analysis, vols. 1 and 2. New York: Marcel Dekker. Proctor A and Meullenet J-F (1998) Sampling and sample preparation. In: Nielsen SS (ed.) Food Analysis, 2nd edn, pp. 71±88. Gaithersburg: Aspen Publishers.
Chemical Analysis J M Evers and C G Hughes, Fonterra Research Centre, Palmerston North, New Zealand Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Any dairy product is a variable mixture of a large number of different chemical species. For compositional analysis, these chemical species are usually grouped together into broad classes such as water, fat, protein, lactose and minerals. If all the chemical species present in their native states are assigned to a particular class, it could be expected that the total of the individual classes would equal 100%. However, in practice, these classes seldom add up to exactly 100%. This occurs because of random and systematic errors in carrying out the tests, but also because sometimes speci®c assumptions about the chemical properties of a class have been made (for example, the nitrogen content of dairy proteins is assumed to be 15.67%). Chemical analyses are performed for several reasons: (1) truth of labelling; (2) food safety (i.e. certain compounds are required to be at less than certain tolerable levels, e.g. nitrates and nitrites); (3) compliance with food regulations (e.g. the Codex Alimentarius criterion requires butter to have less than 16% water); (4) farmer payment; (5) to provide compositional information to manufacturing personnel for adjustment of process parameters; and (6) herd improvement. The chemical methodology used in the dairy industry ranges from the traditional wet chemistry to the modern instrumental techniques and from the simple to the complex. This article focuses mainly on traditional wet-chemistry techniques, which play a pivotal role in dairy chemistry as many existing internationally accepted routine and reference methods are based on wet-chemistry methodology.
ANALYSIS/Chemical Analysis 35
The discussion of the methodology is divided into two broad categories: (1) major components (i.e. fat, protein, water, lactose), and (2) minor components (i.e. minerals).
Major Components Fat (Gravimetric)
Introduction Various de®nitions of fat have been introduced over the course of time. Triacylglycerols, which constitute about 99% of milk fat, are included in all de®nitions. However, differences of opinion about whether phospholipids, free fatty acids, etc. should be included as part of the fat content are evident from the literature. To date, there is no satisfactory de®nition that is applicable to all scenarios. Indeed, it is questionable whether a single de®nition will ever be able to do this as the wording of the de®nition will depend on the ®eld of application, e.g. chemical or nutritional. Therefore, most fat methods are empirical in character and will recover different components to different degrees. RoÈse±Gottlieb method The RoÈse±Gottlieb method is globally accepted as the reference method for such products as liquid and dried milks (all types), cream, dried whey and ice cream. The sample is weighed into a special extraction tube, such as the so-called `Mojonnier tube'. Ammonia solution is used to dissolve the protein and to destabilize the fat globule membrane, thereby releasing the fatty components for extraction. Ethanol is added to dehydrate the protein and to adjust the polarity of the aqueous phase to promote a clear interface between the organic phase and the aqueous phase. The fat is extracted using diethyl ether and petroleum ether. The combined ether phase is poured off into a predried, preweighed ¯ask. For high-fat products (e.g. cream, condensed milk), three extractions are required. For other products, two extractions suf®ce. The solvent is evaporated by distillation and the ¯ask is dried in an oven to remove solvent residues, cooled and weighed. The fat content is calculated from the weight increase of the ¯ask corrected for a blank. Schmid±Bondzynski±Ratzlaff method Many types of cheese and caseins and caseinates do not readily dissolve in ammonia and therefore cannot be analysed by the RoÈse±Gottlieb method. Furthermore, many cheeses contain relatively high levels of free fatty acids, which are only partially extracted by the RoÈse±Gottlieb method. For these reasons, the fat content is determined by the Schmid±Bondzynski±
Ratzlaff (SBR) method, which is an internationally accepted reference method for these products. The sample is digested at an elevated temperature using hydrochloric acid until all the particles are entirely dissolved. After cooling of the tube, the remaining procedure is similar to that of the RoÈse± Gottlieb method. One disadvantage of the SBR method is that it destroys any phospholipid present. This could lead to an underestimation of the fat content. Weibull±Berntrop method Some dairy products contain relatively high levels of thickeners, stabilizers, emulsi®ers, vegetable, fruit, meat, etc. The RoÈse± Gottlieb method does not fully recover the fat from such products and is thus not suitable. Furthermore, such products may contain relatively high contents of sucrose and/or other carbohydrates, and acid digestion of these products yields ether-extractable compounds which in¯ate the fat result. Hence, the SBR method is not suitable either. These products should be analysed using the Weibull±Berntrop method. Although the Weibull±Berntrop method also uses an acid digestion, interference of ether-extractable compounds is prevented by using a ®ltering and washing step of the acid digest. If necessary, the sample is ®rst blended to obtain a homogeneous test mixture. It is then digested by re¯uxing with acid. The digest is ®ltered through a ®lter paper wetted with hot water and washed with hot water. The remaining solid matter and the ®lter paper are then inserted into an extraction thimble and heated at 102 � C for a de®ned period of time. The content of the thimble is extracted in an extraction apparatus (e.g. Soxhlet extractor) using a suitable solvent (e.g. hexane). After extraction, the solvent is distilled from the predried and preweighed extraction ¯ask, and the ¯ask is heated in an oven to remove solvent residues, cooled and weighed. Oven-drying, cooling and weighing are repeated until constant mass is obtained. Calculation of the fat content follows the same principle as that of the RoÈse±Gottlieb method. Evers method Fat in butter has traditionally been determined by difference; i.e. the water and solidsnot-fat contents are measured and their percentages are subtracted from 100% to calculate the fat content. However, a direct method to determine the fat content in butter has recently been developed. This method is also applicable to a wide range of spreadable fats (margarine, low-fat spreads, blends, etc.). The sample is weighed into a plastic centrifuge tube and the fat is extracted using petroleum ether
36
ANALYSIS/Chemical Analysis
by vortexing the contents. The petroleum ether phase is allowed to separate from the aqueous phase and is transferred quantitatively to a predried and preweighed fat-collecting vessel. Repeated extractions are carried out to fully recover the fat. The petroleum ether is removed from the combined extracts, and the mass of substances extracted is determined following the same drying principle as that of the Weibull±Berntrop method. Babcock and Gerber methods In contrast to the above-mentioned gravimetric reference fat methods, some routine methods are based on the volumetric determination of the fat. The two most common methods are the Babcock method and the Gerber method. Both use a similar principle of fat separation and measurement, and various modi®cations to measure the fat content of milk, cream, butter, casein, whey and ice cream have been reported. In the Babcock method, a known weight of milk is placed into a specially constructed and graduated test bottle (so-called `Babcock' bottle) (Figure 1). Sulphuric acid is added and mixed with the sample in the bottle in order to (1) dissolve the protein and other milk solids, (2) create heat, which lique®es the fat, and (3) de-emulsify the fat. The fat is moved into the
(A)
(B)
(C)
(D)
Figure 1 Examples of ((A) and (B)) Gerber butyrometers and ((C) and (D)) Babcock bottles used to determine fat in dairy products. The examples shown are for cream ((A) and (C)) and skim milk ((B) and (D)) analysis respectively; slightly different bottles/butyrometers are used for other dairy products. The Babcock bottle for skim milk contains a separate ®lling tube because the graduated neck is too narrow for sample and reagent addition.
graduated neck by two cycles of addition of hot water and centrifugation in a heated centrifuge. The volume of fat is determined using dividers or callipers. The Gerber method differs from the Babcock method as follows: (1) the tubes (so-called `butyrometers' are of a different shape (Figure 1), (2) acid is added before the sample, (3) isoamyl alcohol is added in addition to the sulphuric acid to aid the separation of the fat, (4) centrifugation occurs only once, and (5) the fat column is moved into the graduated neck by moving a rubber stopper in or out as required, instead of adding hot water. The concentration of the sulphuric acid, the digestion time and temperature, the density of the milk fat, and particularly the temperature at which the scale on the graduated neck is read, may all affect the results. Thus, these routine methods must be standardized and calibrated empirically against a reference method. Protein Nitrogen
Kjeldahl method The Kjeldahl method, published in 1883, has traditionally been the accepted reference method for the determination of protein in dairy products. However, the Dumas method (see below) is rapidly gaining acceptance and may assume this status in the future. The Kjeldahl method involves the determination of the total nitrogen in the products (i.e. it does not directly measure protein). The percentage of protein present is calculated from the nitrogen content using a factor of 6.38 for dairy products (calculated assuming that dairy protein contains 15.67% nitrogen, i.e. 100 � 15.67 6.38) and assumes that all the nitrogen in the product is present as protein. (The correct factor would depend on the amino acid composition and the concentration of the different proteins present in the product as well as the nonprotein nitrogen content: urea, free amino acids, small peptides, nitrates and nitrites, etc.) It should be noted that different foodstuffs require the use of different conversion factors. The method slightly overestimates the true protein content because nonprotein nitrogen is included in the total nitrogen result. The sample is digested at approximately 420 � C with concentrated sulphuric acid in the presence of potassium sulphate (to raise the boiling point) and a catalyst (e.g. copper, mercury, selenium) to speed up the digestion. The nitrogen in the sample is thus converted to nonvolatile ammonium sulphate. After cooling and dilution of the digest, the ammonium sulphate is converted to volatile ammonia gas by heating with sodium hydroxide. The ammonia is
ANALYSIS/Chemical Analysis 37
steam-distilled into an excess of boric acid solution, where it is trapped by forming ammonium borate. The amount of borate formed is determined by titration using standard acid. The titration endpoint is determined using a colour indicator or potentiometrically. The method is precise but slow and generates chemical waste that cannot be disposed of in the normal sewer systems, especially when mercury is used as a catalyst. Dumas method In the Dumas method, a preweighed sample is combusted in the presence of oxygen, converting any organic and inorganic nitrogen to nitrogen gas (N2) and nitrous oxides (NOx). The combustion gases are swept through particle ®lters and a thermoelectric cooler and are collected in a ballast tank. After collection, an aliquot of gas is swept by a carrier gas (helium) through a coppercatalyst heater where the NOx gases are reduced to N2. Carbon dioxide and water are then removed from the gases and the N2 and helium are passed through a thermal conductivity detector. The output voltage of the detector is proportional to the N2 present. The method is more environmentally friendly than the Kjeldahl method and is mainly used for powder analysis, although liquid products can also be analysed. Amido black method Dye-binding methods can be used as routine methods to determine total protein in milk. The amido black method involves the addition of amido black solution (buffered at pH 2.4) to the sample. This results in the formation of an insoluble dye±protein complex, which is removed by centrifugation or ®ltration. The absorbance of the resulting solution containing the excess dye is measured at a wavelength in the range 550±620 nm to determine the protein content. The absorbance of the supernatant is inversely proportional to the protein content. Water (or Total Solids)
By determining the water content of a product, the total solids content can be calculated by subtracting the percentage of water from 100%. Gravimetric determination using loss of mass on drying For most dairy products, the water content is estimated by drying a prescribed mass of the sample in an oven (usually at 102 � C at atmospheric pressure, but sometimes at lower temperatures under vacuum) for a speci®ed period of time. The water content is calculated from the weight loss upon drying. Methods based on this gravimetric approach have been accepted as reference methods for liquid and
dried milks, cream, butter, caseins, caseinates and cheese. Complete removal of bound water is probably not possible in most oven-drying methods. Factors affecting the results include such parameters as the oven temperature, the atmospheric pressure within the oven, the humidity of the laboratory air, the degree of chemical reactions producing volatile matter (e.g. Maillard browning), the lactose content (lactose contains strongly bound water of crystallization). Thus, from a chemical point of view, ovendrying methods have one major drawback: they do not determine the true water content, but rather the fraction of volatile matter at conditions prevailing at the time the test was performed. Karl Fischer titration In contrast to the ovendrying methods, the Karl Fischer titration method determines the true (i.e. total) water content through a chemical reaction. The sample is added to a nonaqueous solvent system and the water from the sample is titrated until a brown endpoint that is persistent for longer than 10±20 s is reached. For methanolic solutions, the reaction involves the formation of a sulphite ester from methanol and sulphur dioxide which reacts with an organic base, RN, to form (RNH)SO3CH3 (eqn [1]). The reaction then proceeds as shown in (eqn [2]). CH3 OH SO2 RN !
RNHSO3 CH3 H2 O I2
RNHSO3 CH3 2RN !
RNHSO4 CH3 2
RNHI
1
2
The water content of the sample is calculated from the volume of Karl Fischer solution consumed and the titre of the solution. Automatic titrators speci®cally designed for the Karl Fischer method are now predominantly used to perform the analysis. The method is applicable to products with any water content between 0% and 100%, although the method is mainly employed in products having a fairly low water content, such as milk powders and anhydrous milk fat. Lactose
Lactose (milk sugar) is a reducing disaccharide consisting of glucose and galactose and is important for its nutritional value, its effect on the colour and ¯avour of heated dairy products and its use in fermented products to produce, for example, lactic acid or ethanol. Phenol±sulphuric acid method The phenol±sulphuric acid method actually measures the total
38
ANALYSIS/Chemical Analysis
content of carbohydrates expressed as lactose monohydrate and is used for caseins and caseinates. The sample is dissolved in hot water alone or in hot water to which is added sodium hydrogen carbonate or pentasodium tripolyphosphate (depending on the product to be analysed). The casein is precipitated using an acetic acid±sodium acetate buffer at pH 4.6 and ®ltered. A phenol solution is added to a small volume of the ®ltrate and concentrated sulphuric acid is added. The colour of the solution, which is related to the amount of carbohydrate in the solution, is measured spectrometrically at 490 nm. Chloramine-T test Tungstic acid reagent is used to precipitate the protein and fat in the milk, and the solution is ®ltered to give a clear ®ltrate containing lactose. Chloramine-T (Chl-T, an oxidant) is added, and is quantitatively reduced by the lactose (eqn [3]). Excess Chl-T is reacted with acidi®ed potassium iodide (KI), which is oxidized to iodine (eqn [4]). The iodine released is determined by titration with sodium thiosulphate (eqn [5]). Chl-T lactose ! oxidised lactose reduced Chl-T 3 Chl-T KI ! reduced Chl-T I2
4
I2 2Na2 S2 O3 ! 2 NaI Na2 S4 O6
5
The difference between a blank titration and a sample titration is proportional to the amount of Chl-T used by the lactose (or any other reducing sugar present).
Minerals A selected number of methods for the determination of various minerals are described. It should be noted that, for some minerals, other, equally suitable, methods can be used (see Analysis: Atomic Spectrometric Techniques). Ash
The ash content is de®ned as the inorganic residue remaining after the sample has been charred by heating and the organic matter has been removed by oxidation and volatilization at elevated temperatures (e.g. 525 � C, 825 � C) using a muf¯e furnace. The ash content is not necessarily synonymous with the mineral content because some components may be volatilized in the process (e.g. losses of potassium can occur at 525 � C). The sample is placed in a crucible and charred over a ¯ame while ensuring that the sample does not
combust. Some samples may need predrying in an oven (e.g. 101 � C) prior to charring. The charred samples are then placed in the muf¯e furnace for a de®ned period of time. The ash content is determined from the increase in the weight of the crucible. Some products (caseins and caseinates) are oxidized in the presence of magnesium acetate to retain all organic phosphorus, which would otherwise be lost during the ashing process. Calcium and Magnesium
Oxalate method for calcium This method has been applied to milk. Some modi®cation in methodology can be made to make the method applicable to a range of dairy products. The protein is precipitated by the addition of trichloroacetic acid and removed by ®ltration. The calcium is then precipitated as the oxalate by addition of ammonium oxalate solution to the clear ®ltrate (eqn [6]). Ca2 C2 O2ÿ 4 H2 O ! CaC2 O4 � H2 O
6
The calcium oxalate precipitate is isolated from the mixture by centrifugation and removal of the supernatant. Sulphuric acid is added and the contents of the tube are heated at 100 � C using a water bath to dissolve the precipitate (eqn [7]). CaC2 O4 H2 SO4 ! CaSO4 H2 C2 O4
7
The solution is then titrated with potassium permanganate to a pink endpoint that persists for at least 30 s (eqn [8]). 2 2 MnOÿ 4 5 H2 C2 O4 6 H ! 2 Mn 10 CO2 8 H2 O
8 EDTA method The complexometric titration using ethylene diamine tetraacetic acid (EDTA) can be applied to a wide range of dairy products, including liquid and dried milks, buttermilk and buttermilk powders, cheese and protein powders. The sample is acidi®ed using hydrochloric acid to ensure that all the calcium is in solution as Ca2 and diluted with water. An initial volume of a standard solution of the disodium salt of EDTA (Na2H2Y) is added to about 2±3 ml before the endpoint (the approximate endpoint is determined by performing a `dummy' titration on another solution of the same sample). The pH of the solution is raised to pH 12±14 using sodium hydroxide solution and a few drops of an indicator solution (Patton and Reeder's
ANALYSIS/Chemical Analysis 39
reagent is recommended because it avoids interference from magnesium), which imparts a certain colour to the solution. The solution is further titrated using EDTA until the endpoint colour is obtained (using Patton and Reeder's reagent, the colour changes from pink, through purple, to the ®rst traces of pure blue). The overall reaction is:
determined using a spectrometer at 820 nm. The intensity of the colour is proportional to the concentration of phosphate. The overall reaction is:
Ca2 H2 Y2ÿ ! CaY2ÿ 2H
Wet digestion involves the hot digestion of the sample using strong oxidizing agents, such as a mixture of concentrated sulphuric acid and hydrogen peroxide or a mixture of perchloric acid and nitric acid. The phosphorus is thus oxidized to phosphate and determined colorimetrically as molybdenum blue, as for the dry-ashing technique.
9
If a different indicator, such as Eriochrome Black T, is chosen, the EDTA also complexes with the magnesium ions. In this case, the titration yields the total calcium and magnesium content of the sample. The magnesium content can then be determined from the difference between a titration using Patton and Reeder's reagent and a titration using Eriochrome Black T. For calcium-forti®ed products, it has been found that a better endpoint is obtained by a back-titration procedure where an excess of EDTA is added to the acidi®ed sample solution. After pH adjustment, the excess EDTA is determined by titration using a standard calcium solution. Atomic absorption spectrometry This method is applicable to most liquid and dried dairy products. The sample is ®rst ashed or wet-digested using a mixture of nitric acid and perchloric acid. The residue is dissolved in nitric acid and diluted to a known volume. An aliquot is diluted with lanthanum chloride solution and water to a known volume and the absorption is measured using an atomic absorption spectrometer at 422.7 nm for calcium and 285.2 nm for magnesium. Phosphorus
Phosphorus may be liberated from the protein, phospholipids and other organic esters by either dry ashing or wet digestion. The dry-ashing procedure can be used for cheese, liquid and dried milks, and wheys. The wet-digestion technique applies to these and most other dairy products. Dry ashing involves evaporation of the water from the sample at 100 � C and ashing at about 500± 550 � C until a white ash is obtained (in the case of high levels of iron, the ashed sample will be orange± brown). Hydrochloric acid solution is added, and the sample is made up to a known volume with water and ®ltered. Appropriate dilutions with water are performed and molybdate±ascorbic acid solution is added. The diluted solution is heated on a boiling water bath for a speci®ed time and cooled (some methods allow the colour to develop at room temperature). The net absorbance of the solution is
PO3ÿ 4 12 H2 MoO4 H ! molybdophosphoric acid ! reduced by ascorbic acid ! molybdenum blue 10
Sodium and Potassium
To determine sodium and potassium in dairy products, the samples are dissolved or diluted in water in the presence of lithium, which acts as an internal standard. The solution is atomized in a ¯ame emission spectrometer, where sodium is measured at 589 nm and potassium is measured at 768 nm. Chloride
Salt (NaCl) is added to various dairy products, such as butter and cheese. The actual salt level of the product is important for reasons of taste, inhibition of bacterial growth, product yield, legislative speci®cations, etc. The salt content is commonly determined by measuring the chloride anion. Mohr method This method, published by Mohr in 1856, is used mainly for butter. The sample is melted by adding boiling water. After cooling to a standardized temperature, potassium chromate indicator is added. The solution is titrated (eqn [11]) using a standard silver nitrate solution until an orange tint persisting for at least 30 s is obtained (eqn [12]). Ag Clÿ ! AgCl
white solid 2Ag CrO2ÿ 4 ! Ag2 CrO4
red solid
11 12
Volhard method This method, published by Volhard in 1878, is applicable to a wide range of dairy products, including cheese, cheese powders, butter, buttermilk powders, milk powders and certain protein products. The method involves a so-called `back-titration'. The sample is digested using nitric acid in the presence of a known amount of standard silver nitrate to give a clear solution. All chloride anions present
40
ANALYSIS/Spectroscopy, Overview
are thus precipitated as silver chloride (eqn [13]). Ammonium iron (III) sulphate indicator and water are added. The excess silver nitrate is titrated with standard potassium thiocyanate solution (eqn [14]) to a faint reddish-brown endpoint persisting for at least 15 s (eqn [15]). Ag
excess Clÿ ! AgCl
solid
13
Ag SCNÿ ! AgSCN
solid
14
Fe3 SCNÿ ! FeSCN2
reddish-brown
15
Sulphate
After dilution or reconstitution of the sample, the protein is precipitated using trichloroacetic acid. A small quantity of barium chloride is added to a known aliquot of the clear ®ltrate which is then diluted to a speci®ed volume with water. The barium sulphate precipitate is allowed to form for 10±15 min and the turbidity of the solution is determined using a spectrometer at 400 nm. The concentration of barium sulphate in the solution is determined using a standard curve. This method is applicable to liquid and dried milks, protein powders and cheese. Citrate
The sample is dissolved or dispersed in water and trichloroacetic acid is added to precipitate the protein. Pyridine and acetic anhydride are added to an aliquot of the clear ®ltrate, the ¯ask plus contents are incubated at 32 � C and the absorbance is measured at 428 nm. The concentration of citric acid is determined using a standard curve. The method is applicable to cheese. Lactate
Lactic acid is extracted from a prepared sample using ether in a liquid extractor. The lactic acid is taken up in water after evaporation of the ether. After cleanup of the extract, iron (III) chloride is added and the absorbance is measured using a spectrometer at a wavelength of maximum absorbance. The concentration of lactic acid is determined from a standard curve. The method is applicable to liquid and dried milks, cream, ice cream and butter. Both citric acid and lactic acid can also be determined enzymatically. See also: Analysis: Sampling; Spectrophotometric Techniques ± Infrared Spectroscopy; Atomic Spectrometric Techniques; Chromatographic Methods; Immunochemical; Electrophoresis.
Further Reading Association of Of®cial Analytical Chemists International (2000) Dairy products. In: Horwitz W (ed.) Of®cial Methods of Analysis of AOAC International, 17th edn, ch. 33. Gaithersburg: AOAC International. Carpenter DE, Ngeh-Ngwainbi J and Lee S (1993) Lipid analysis. In: Sullivan DM and Carpenter DE (eds.) Methods of Analysis for Nutrition Labeling, pp. 85± 104. Arlington: AOAC International. Evers JM, Wightman LM, Crawford RA et al. (2000) A precise method to measure the total fat content of spreadable fats. International Dairy Journal 10 (12): 815±827. Scholz E (1984) Karl Fischer Titration. Berlin: SpringerVerlag. Vogel AI (1961) A Textbook of Quantitative Inorganic Analysis, 3rd edn. London: Lowe & Brydone. Webber H, Lauwaars M and van Schaik M (2000) Inventory of IDF/ISO/AOAC International Adopted Methods of Analysis and Sampling for Milk and Milk Products. International Dairy Federation Bulletin no. 350. Brussels: IDF.
Spectroscopy, Overview R H Wilson, Institute of Food Research, Norwich, UK This article is reproduced from Encyclopedia of Food Science, Food Technology and Nutrition, Macrae R, Robinson RK and Sadler MJ (eds), 1993, Academic Press.
Background The term `spectroscopy' encompasses a range of techniques for acquiring information on atomic and molecular structure. In all cases, there is absorption or emission of electromagnetic radiation, but the basic processes by which this occurs vary considerably, as does the nature of the information that can be obtained. This article provides a broad overview of the important processes that give rise to the most important of the chemical analytical spectroscopies in food and nutrition.
The Electromagnetic Spectrum When light interacts with matter it may stimulate transitions between quantized energy levels. Light is considered to travel in discrete packets (quanta) of energy called photons. The exact type of transition stimulated depends upon the energy (E) of the photon which in turn is related to the frequency (�) by: E h� where h is Planck's constant.
1
40
ANALYSIS/Spectroscopy, Overview
are thus precipitated as silver chloride (eqn [13]). Ammonium iron (III) sulphate indicator and water are added. The excess silver nitrate is titrated with standard potassium thiocyanate solution (eqn [14]) to a faint reddish-brown endpoint persisting for at least 15 s (eqn [15]). Ag
excess Clÿ ! AgCl
solid
13
Ag SCNÿ ! AgSCN
solid
14
Fe3 SCNÿ ! FeSCN2
reddish-brown
15
Sulphate
After dilution or reconstitution of the sample, the protein is precipitated using trichloroacetic acid. A small quantity of barium chloride is added to a known aliquot of the clear ®ltrate which is then diluted to a speci®ed volume with water. The barium sulphate precipitate is allowed to form for 10±15 min and the turbidity of the solution is determined using a spectrometer at 400 nm. The concentration of barium sulphate in the solution is determined using a standard curve. This method is applicable to liquid and dried milks, protein powders and cheese. Citrate
The sample is dissolved or dispersed in water and trichloroacetic acid is added to precipitate the protein. Pyridine and acetic anhydride are added to an aliquot of the clear ®ltrate, the ¯ask plus contents are incubated at 32 � C and the absorbance is measured at 428 nm. The concentration of citric acid is determined using a standard curve. The method is applicable to cheese. Lactate
Lactic acid is extracted from a prepared sample using ether in a liquid extractor. The lactic acid is taken up in water after evaporation of the ether. After cleanup of the extract, iron (III) chloride is added and the absorbance is measured using a spectrometer at a wavelength of maximum absorbance. The concentration of lactic acid is determined from a standard curve. The method is applicable to liquid and dried milks, cream, ice cream and butter. Both citric acid and lactic acid can also be determined enzymatically. See also: Analysis: Sampling; Spectrophotometric Techniques ± Infrared Spectroscopy; Atomic Spectrometric Techniques; Chromatographic Methods; Immunochemical; Electrophoresis.
Further Reading Association of Of®cial Analytical Chemists International (2000) Dairy products. In: Horwitz W (ed.) Of®cial Methods of Analysis of AOAC International, 17th edn, ch. 33. Gaithersburg: AOAC International. Carpenter DE, Ngeh-Ngwainbi J and Lee S (1993) Lipid analysis. In: Sullivan DM and Carpenter DE (eds.) Methods of Analysis for Nutrition Labeling, pp. 85± 104. Arlington: AOAC International. Evers JM, Wightman LM, Crawford RA et al. (2000) A precise method to measure the total fat content of spreadable fats. International Dairy Journal 10 (12): 815±827. Scholz E (1984) Karl Fischer Titration. Berlin: SpringerVerlag. Vogel AI (1961) A Textbook of Quantitative Inorganic Analysis, 3rd edn. London: Lowe & Brydone. Webber H, Lauwaars M and van Schaik M (2000) Inventory of IDF/ISO/AOAC International Adopted Methods of Analysis and Sampling for Milk and Milk Products. International Dairy Federation Bulletin no. 350. Brussels: IDF.
Spectroscopy, Overview R H Wilson, Institute of Food Research, Norwich, UK This article is reproduced from Encyclopedia of Food Science, Food Technology and Nutrition, Macrae R, Robinson RK and Sadler MJ (eds), 1993, Academic Press.
Background The term `spectroscopy' encompasses a range of techniques for acquiring information on atomic and molecular structure. In all cases, there is absorption or emission of electromagnetic radiation, but the basic processes by which this occurs vary considerably, as does the nature of the information that can be obtained. This article provides a broad overview of the important processes that give rise to the most important of the chemical analytical spectroscopies in food and nutrition.
The Electromagnetic Spectrum When light interacts with matter it may stimulate transitions between quantized energy levels. Light is considered to travel in discrete packets (quanta) of energy called photons. The exact type of transition stimulated depends upon the energy (E) of the photon which in turn is related to the frequency (�) by: E h� where h is Planck's constant.
1
ANALYSIS/Spectroscopy, Overview 41
The energy of the quanta is highest at the gammaray end (106 eV) and lowest at the radiofrequency end (10ÿ8 eV) of the electromagnetic spectrum. The full electromagnetic spectrum is shown in Figure 1. In this discussion a more detailed examination will concentrate on the region between the ultraviolet and the radiofrequency end of the spectrum, as this is where most routine chemical spectroscopy is carried out. Spectroscopy is usually concerned with the measurement of a speci®c spectrum, which is a measure of energy absorbed or emitted as a function of wavelength (or frequency) across a limited region. The objective is to use the spectrum to obtain information on molecular structure or for quantitative analysis. The types of transition that are normally stimulated range from electronic to vibrational through rotational to the low-energy nuclear transitions that are examined in nuclear magnetic resonance (NMR). There are also highenergy nuclear transitions that can be stimulated by gamma-radiation and are used for MoÈssbauer spectroscopy, but this will not be considered in this article. Since the energy required to stimulate an electronic transition is greater than that for a vibrational transition, which in turn is greater than for rotational transition, it is found that more than one transition is usually stimulated so that, for example, pure vibrational spectra are not seen and are nearly always complicated by rotational transitions. The normal way for interaction of the radiation to occur is through one of four processes: (1) absorption, (2) emission, (3) elastic scattering, although there is not net energy absorption, and (4) inelastic scattering. These mechanisms are described in more detail under the appropriate headings as the spectroscopies are discussed in more detail. The ®rst to be discussed are ultraviolet and visible (UV/VIS) spectroscopies, both of which involve electronic transitions.
Electronic Transitions In UV/VIS spectroscopies, absorption of radiation is the result of the excitation of bonding electrons. The types of bonds that give rise to absorption are known as chromophores and in the UV the electrons of the chromophore are either directly used in bond formation or are nonbonding or unshared outer electrons of an electronegative atom such as oxygen, nitrogen or sulphur. The general mechanism in a chromophore such as CC, in which orbitals are used for bonding, involves the promotion of an electron in a bonding � orbital into a nonbonding, �* orbital (a so-called �± �* transition), which typically requires about 7 eV, corresponding to a wavelength of 180 nm. It is also possible for a nonbonding electron to be promoted to a �* (an n±�* transition). These two are the most common transitions, although similar ones exist for single (�) bonds (n±�* or �±�*). However, because the latter required much higher energies, they are seen in the vacuum-UV and are harder to observe. The frequencies of the absorption can be in¯uenced by solvents and by delocalization in conjugated systems. Transition-metal ions absorb in the UV/VIS region and the transitions responsible involve 4f and 5d electrons. Alternatively, in some inorganic complexes, the process of charge-transfer absorption occurs. Most UV/VIS spectroscopy involves absorption processes and normally a spectrophotometer is used to measure a spectrum. The major components are a source, a dispersing system and a detector. Normally, light from a suitable source is passed to a prism or grating where it is dispersed into its component frequencies. The dispersing element may be rotated so that each frequency is passed in turn through a narrow slit. This light may be divided so that half passes through a channel containing the sample and half through a reference channel. The emerging beams can be directed in ratios at a detector and the absorbance
Radio frequency
NMR
ESR
Microwave
10–8 eV 10 m 100 cm
Infrared
VIS/UV
X-ray
Gamma-ray
106 eV
Increasing energy 1 cm
100 µm
1 µm
10 nm
10 pm
Increasing wavelength Figure 1 The electromagnetic spectrum. NMR, nuclear magnetic resonance; ESR, electron spin resonance; VIS/UV, ultraviolet and visible. (Reproduced with permission from Wilson RH (1993) Spectroscopy: Overview. In: Macrae R, Robinson RK and Sadler MJ (eds.) Encyclopedia of Food Science, Food Technology and Nutrition. London: Academic Press.)
42
ANALYSIS/Spectroscopy, Overview V1,1
v1,0 E1 Energy v0,1
v0,0 E0 Electronic absorption with simultaneous vibrational transition Emitted radiation equal to absorbed
Origin of fluorescence Emitted energy different from absorbed
Figure 2 Energy levels for a chromophore, showing electronic and vibrational levels. (Reproduced with permission from Wilson RH (1993) Spectroscopy: Overview. In: Macrae R, Robinson RK and Sadler (eds.) Encyclopedia of Food Science, Food Technology and Nutrition. London: Academic Press.)
of the sample as a function of frequency (or wavelength), i.e. the spectrum, can be plotted. It should be noted that UV/VIS spectra do not consist of discrete lines. The reason is that the high energy of the UV/VIS region can be transferred into the vibrational and rotational substates so that both types of transition are simultaneously stimulated. In Figure 2 the energy level diagram for a chromophore is shown. E0 and E1 represent the ground and excited electronic energy levels of a molecule. Each electronic level has associated with it various vibrational sublevels � 0,1, � 0,2, etc., which in turn have rotational sublevels. An electron may be promoted from the E0 to E1 electronic state but may go from the � 0,0 to � 1,0 or � 1,1 state, i.e. there is a simultaneous vibrational transition. The range of vibration subtransitions possible, combined with rotational transitions, means that there is no discrete frequency at which transition occurs. Furthermore, if an electron is promoted from the � 0,0 state of E0 to the � 1,1 state of E1 it may lose energy by collision, for example, and may become lowered into the � 1,0 state. During relaxation to the ground electronic state a photon is emitted of different energy from that absorbed, and this process is called ¯uorescence.
Vibrational Spectroscopy The transitions between the vibrational energy levels are the basis of infrared and Raman spectroscopies. The infrared region is divided into the near, middle (or mid) and far infrared. This division is on the basis
of instrumental factors as well as the types of vibration that occur in each region. It is easiest to consider ®rst the middle infrared, which is usually considered to lie between 2.5 and 25 mm in wavelength. It is common practice, however, for vibrational spectroscopists to use the unit wavenumber (reciprocal of the wavelength in centimetres) rather than wavelength; this has the units of cmÿ1 which is a frequency term. The middle infrared then stretches from 4000 to 400 cmÿ1. The bond between two atoms can be considered to be rather like a spring that has a certain strength of force constant (k). The bond, or spring, can be stretched and caused to oscillate. It will do so at some natural frequency, f, that depends upon k and the masses of the atoms according to Hooke's law: p f
1=2� k=�
2
where � is the reduced mass de®ned as: �
m1 m2 =
m1 m2
3
m1 and m2 being the masses of the individual atoms constituting the bond. Equation [2] shows that a particular bond will give rise to characteristic frequency that depends upon the masses of the atoms and the strength of the bond. Therefore, a CO bond, which has a greater force constant than a C±O bond, will have a vibrational frequency which is larger. In practice, different functional groups give rise to characteristic vibrational frequencies. This is the major use for vibrational spectroscopy; it is a highly useful probe for the identi®cation of functional groups and for structural determination. It has greater selectivity than UV/VIS in this respect. Equation [2] is derived from classical physics, but of course the actual process is quantized and eqn [2] should be written as: p f
h=2� k=�
4
In the main, an infrared spectrum is generated by absorption using a similar arrangement to that used for UV/VIS but with different source, detector and dispersing optics. The process is illustrated in Figure 3. The energy level diagram shows the ground (� 0,0) and excited (� 1,0) vibrational states. Also shown are the various rotational substates ( J 0 and J 00 ). Excitation can occur from � 0,0 ( J 00 0) to � 1,0 ( J 0 0), corresponding to the band centre of the absorption band. However, excitation from the J 00 1 to J 0 1 rotational substates (i.e. �J 0) will produce a slightly different frequency as the rotational sublevels are not
ANALYSIS/Spectroscopy, Overview 43 J9 = 2 J9 = 1 J9 = 0 v1,0
Energy
J9 = 2 J9 = 1 J9 = 0 v0,0 ∆J = 0 ∆J = + 1 ∆J = –1 Q branch R branch P branch nb: For all absorptions ∆v = 1
P ∆J = –1
Q
R ∆J = + 1
Figure 3 Energy levels for infrared transitions, showing vibrational and rotational levels. (Reproduced with permission from Wilson RH (1993) Spectroscopy: Overview. In: Macrae R, Robinson RK and Sadler MJ (eds.) Encyclopedia of Food Science, Food Technology and Nutrition. London: Academic Press.)
equally spaced. It is also possible for �J to be �1, giving rise now to a complicated absorption band comprising of a central absorption (Q branch) with equally spaced lines in either side called the P branch (�J ÿ1), and the R branch (�J 1). This structure is only seen as such in the gas phase. In solid or solution state, the result is that a broad absorption rather than a sharp line is seen. However, no absorption will be seen at all unless the selection rule is applied. This states that, for absorption to occur, there must be change in dipole moment during the vibration. Consequently, homonuclear bonds do not absorb. At normal room temperature, most molecules will be in the ground vibrational state. However, as the temperature is increased, a more signi®cant population will develop in the excited state. As a result, transitions from the �1 to � 0 state can occur with the emission of a photon. This is the process of infrared emission which is, albeit rare, alternative to absorption spectroscopy. In this case, the (heated) sample acts as the infrared source. Infrared spectroscopy has, until recently, been of little use for industrial, biological and food purposes owing to the dif®culties of sample handling and the time of data acquisition. However, the recent development of Fourier transform methods involving the replacement of the dispersing element with an interferometer has bene®ts of increased speed, throughput and frequency reproducibility. Coupled with new
methods of sample presentation, this has led to a reawakening of interest in the middle infrared. The absorptions in the middle infrared are known as the fundamentals. However, various overtones and combinations of the fundamentals can arise. For example, a molecule with two fundamentals at frequencies � 1 and � 2 may give overtones at 2� 1, 3� 1, 4� 1 or 2� 2, etc., or combinations at, say, � 1 � 2 or 2� 1 � 2. In practice, not all fundamentals give rise to overtones, usually only bonds in which a heavy atom such as N or O is coupled to hydrogen. The overtone and combinations constitute the near infrared (2.5±0.7 mm) which, despite the apparent complexity of the spectra, has found considerable application to food problems.
Raman Spectroscopy If a sample is illuminated with monochromatic visible light, it is found that much of the light is scattered and that the scattered light is of the same frequency as the illuminating light. This is elastic or Raleigh scattering. However, analysis shows that a small amount ( < 10ÿ6) of the incident radiation is scattered with a different frequency. A series of lines is found with frequencies less than the incident light. A weaker series is found with higher frequencies. When the former set of lines are presented as a spectrum of intensity versus frequency shift, the result is something similar to an infrared spectrum with the shift scale from about 4000 to 20 cmÿ1. This effect is the Raman effect and the spectrum is called the Raman spectrum. The lines comprising the spectrum are called Stokes's lines. Those of higher frequency than the exciting line are called anti-Stokes's lines and consist of the same peaks with the same shift, but there may be different intensity ratios. The electrical ®eld of the incident radiation interacts with the electrons in the sample and causes periodic polarization and depolarization so that energy is momentarily absorbed in a distorted, polarized state or virtual state. Most molecules relax by the emission of energy of the same frequency to that absorbed. In a few cases some of the energy will be dissipated amongst the vibrational energy levels, causing vibrational excitation and giving rise to the Raman spectrum. Even fewer molecules will not be in the ground vibrational state before excitation but in the virtual state may relax and the emitted photon will be of higher energy than that incident, leading to the anti-Stokes's lines. In contrast to infrared spectroscopy, the selection rule for absorption is that, during vibration of the bond, there must be a change in the electronic polarizability. There is thus a distinct difference in the two spectra and vibrations that may
44
ANALYSIS/Spectroscopy, Overview
be weak or absent from infrared spectra, e.g. C±C are present and perhaps strong in the Raman. The two spectroscopies are thus complementary and together provide a complete picture of the vibrational states of a molecule.
A ÿ log
I=I0 �cl
Far Infrared/Microwave To complete the picture, at lower energy there is the far infrared (400±10 cmÿ1), which has major applications in inorganic chemistry because bonds between metals and organic ligands appear here as well as skeletal vibrations of molecular backbones. This region is of limited application in food and nutritional studies. In the microwave region, at even lower energy, pure rotational spectra can be produced. However, they will not be addressed here as this is also of limited application. At the radiofrequency end of the spectrum is NMR spectroscopy, which involves transitions between magnetic quantum levels of atomic nuclei. Nuclei have properties of spin and magnetic moment. Splitting of the energy levels can be induced by placement in a magnetic ®eld and transitions can be induced by the application of radiofrequency radiation. Today, this is usually achieved by irradiating the sample exposed to a high magnetic ®eld with a pulse of broadband radiation. After excitation the nuclei re-emit energy at their resonance frequencies and the observed signal is a combination of these frequencies and this decays with time. A spectrum can be produced by Fourier transformation of this decaying signal. The usefulness of the technique lies in the fact that the resonance frequency of a given nucleus depends upon its chemical environment. However, the range of NMR experiments possible is very large indeed and it is a very powerful method for structural analysis. In the food industry, the use of NMR spectra as such is limited. Instead, relaxation time measurements are more important, particularly in the determination of solid/liquid ratios. The relaxation rate from the excited state depends on environmental factors and molecular mobility.
Absorption Laws In UV, near infrared and mid infrared adsorption spectroscopy, the fundamental law governing adsorption is the Beer±Lambert relationship. For a sample illuminated by radiation of intensity I0, the amount transmitted, I, is given by: I I0 eÿ�cl
where c is the concentration of absorbing species, l is the pathlength through which the light passes and � is the molar absorptivity. For quantitative analysis, spectra are usually presented in absorbance units, where absorbance, A, is de®ned as:
5
6
so that A is directly proportional to the concentration at constant pathlength. Practically, optical spectroscopy requires that � be determined for any absorbing species. This is achieved by calibration and their absorbance is measured. Solutions of the sample to be determined are prepared at known concentration and their absorbances are measured. When the latter are plotted against the concentration, a linear plot results of slope �. Unknown concentrations can be calculated by measuring absorbance and interpolating from the calibration curve. Deviations from the Beer±Lambert relationship can occur if too wide a range of concentration is chosen, so that solute±solute interactions occur, or where there is chemical interaction between components. A particular problem that exists in the near and mid infrared is where signi®cant overlap of absorbance peaks occurs. Clearly, the absorbance at a given wavelength may then depend upon more than one concentration, so that: A �1 c1 �2 c2 �3 c3 � � �
7
Hence, more complicated solutions to the Beer± Lambert relationship may be required for multicomponent analysis. Such methods include p and k matrix, partial least-squares or principal components regression. In NMR single-pulse experiments the signal observed is directly proportional to the number of nuclei, provided suf®cient time is allowed between pulses for the reestablishment of equilibrium. Under such circumstances the NMR experiment is quantitative and requires no calibration. Double-resonance experiments can, however, lead to enhanced signals for certain nuclei (nuclear Overhauser effect) so that some form of calibration is necessary. In relaxation measurements the magnetization decay can be broken down into components from fast (solid) and slow (liquid) components, the relative magnitude of each re¯ecting the relative concentrations. See also: Analysis: Spectrophotometric Techniques ± Infrared Spectroscopy; Atomic Spectrometric Techniques.
ANALYSIS/Spectrophotometric Techniques ± Infrared Spectroscopy
Further Reading Andrews DL (ed.) (1990) Perspectives in Modern Chemical Spectroscopy. Berlin: Springer-Verlag. Banwell CN and McCash H (1994) Fundamentals of Molecular Spectroscopy, 4th edn. London: McGraw-Hill. Horman I (1984) NMR spectroscopy. In: Charalambous G (ed.) NMR Spectroscopy in Analysis of Food and Beverages, pp. 205±264. London: Academic Press. Wilson RH (ed.) (1994) Spectroscopic Techniques for Food Analysis. New York: VCH.
Spectrophotometric Techniques ± Infrared Spectroscopy L Rudzik, Ahlemer Institut der Landwirtschaftskammer, Hannover, Germany E WuÈst, University of Applied Sciences, Hannover, Germany Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Nowadays, different spectroscopic techniques are used in dairy laboratories. UV±VIS-spectroscopy (spectroscopy in the ultraviolet and visible region of the electromagnetic spectrum) plays an important role in enzymatic analyses and the analysis of enzyme-linked immunosorbent assay (ELISA) plates. Microwave spectroscopy is mainly used for the determination of the water content of powders, which can also be used within the process line (in-line measurement). Lowresolution nuclear magnetic resonance spectroscopy can be applied to determine the fat and water content of low-moisture products. The most important spectroscopic method in the dairy industry is infrared spectroscopy in the mid and near infrared region of the electromagnetic radiation. The reasons for its importance include:
45
The theoretical basis of infrared spectroscopy followed by many applications within the laboratory as well as in the process line will be described brie¯y in this article.
Theory of Infrared Spectroscopy Electromagnetic waves can interact with materials in different ways. The wave can pass through the material without interaction (transmission), the radiation can be re¯ected at the surface (re¯ection) or some part of the energy of the wave can be absorbed by the material. The absorption of energy by a molecule can cause the molecule to move translationally or to rotate, or it can cause speci®c groups within the molecule to vibrate or some electrons of the molecule to get excited. In the range from 2500 to 25 000 nm (mid infrared region), transitions from the ground state to the ®rst excited state of different speci®c groups occur. In the near infrared range, 800 to 2500 nm, transitions from the ground state to higher excited states (mainly second excited vibrational state) and combinations of two vibrations (each one from the ground state to the ®rst excited state) can be found. In the water molecule, a symmetric and asymmetric excitation of the bonds between the oxygen and hydrogen atoms occurs at approximately 2700 nm (Figure 1). Around 6250 nm, the bond angle between the oxygen and hydrogen atoms will change with time; this is called the deformation vibration. To induce vibrations, the energy of the radiation must exactly match the energy difference between the states. Furthermore, the dipole moment of the molecule must change. Otherwise, this vibrational state cannot be induced by infrared radiation. These two conditions are called resonance conditions for unpolarized light. To measure the excitations, one needs an instrument that allows continuous change in the wavelength (spectrometer). The ratio of the transmitted radiation intensity in the presence of a sample to the radiation intensity without sample is called transmittance. Measuring this ratio at all wavelengths as a function of the wavelength, one obtains a so-called
� the method is fast and reliable and gives accurate results
� the analysis can be done with nearly no sample � � � �
preparation it is possible to determine the concentrations of various constituents simultaneously the method is inexpensive the analysis can be performed in the process line the method is environmentally friendly.
(A) y
(B) y
(C) y
O H
O H
H x
O H
H x
H x
Figure 1 Vibrational modes of the water molecule: (A) symmetric valence vibration, (B) asymmetric valence vibration and (C) deformation vibration.
ANALYSIS/Spectrophotometric Techniques ± Infrared Spectroscopy
Further Reading Andrews DL (ed.) (1990) Perspectives in Modern Chemical Spectroscopy. Berlin: Springer-Verlag. Banwell CN and McCash H (1994) Fundamentals of Molecular Spectroscopy, 4th edn. London: McGraw-Hill. Horman I (1984) NMR spectroscopy. In: Charalambous G (ed.) NMR Spectroscopy in Analysis of Food and Beverages, pp. 205±264. London: Academic Press. Wilson RH (ed.) (1994) Spectroscopic Techniques for Food Analysis. New York: VCH.
Spectrophotometric Techniques ± Infrared Spectroscopy L Rudzik, Ahlemer Institut der Landwirtschaftskammer, Hannover, Germany E WuÈst, University of Applied Sciences, Hannover, Germany Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Nowadays, different spectroscopic techniques are used in dairy laboratories. UV±VIS-spectroscopy (spectroscopy in the ultraviolet and visible region of the electromagnetic spectrum) plays an important role in enzymatic analyses and the analysis of enzyme-linked immunosorbent assay (ELISA) plates. Microwave spectroscopy is mainly used for the determination of the water content of powders, which can also be used within the process line (in-line measurement). Lowresolution nuclear magnetic resonance spectroscopy can be applied to determine the fat and water content of low-moisture products. The most important spectroscopic method in the dairy industry is infrared spectroscopy in the mid and near infrared region of the electromagnetic radiation. The reasons for its importance include:
45
The theoretical basis of infrared spectroscopy followed by many applications within the laboratory as well as in the process line will be described brie¯y in this article.
Theory of Infrared Spectroscopy Electromagnetic waves can interact with materials in different ways. The wave can pass through the material without interaction (transmission), the radiation can be re¯ected at the surface (re¯ection) or some part of the energy of the wave can be absorbed by the material. The absorption of energy by a molecule can cause the molecule to move translationally or to rotate, or it can cause speci®c groups within the molecule to vibrate or some electrons of the molecule to get excited. In the range from 2500 to 25 000 nm (mid infrared region), transitions from the ground state to the ®rst excited state of different speci®c groups occur. In the near infrared range, 800 to 2500 nm, transitions from the ground state to higher excited states (mainly second excited vibrational state) and combinations of two vibrations (each one from the ground state to the ®rst excited state) can be found. In the water molecule, a symmetric and asymmetric excitation of the bonds between the oxygen and hydrogen atoms occurs at approximately 2700 nm (Figure 1). Around 6250 nm, the bond angle between the oxygen and hydrogen atoms will change with time; this is called the deformation vibration. To induce vibrations, the energy of the radiation must exactly match the energy difference between the states. Furthermore, the dipole moment of the molecule must change. Otherwise, this vibrational state cannot be induced by infrared radiation. These two conditions are called resonance conditions for unpolarized light. To measure the excitations, one needs an instrument that allows continuous change in the wavelength (spectrometer). The ratio of the transmitted radiation intensity in the presence of a sample to the radiation intensity without sample is called transmittance. Measuring this ratio at all wavelengths as a function of the wavelength, one obtains a so-called
� the method is fast and reliable and gives accurate results
� the analysis can be done with nearly no sample � � � �
preparation it is possible to determine the concentrations of various constituents simultaneously the method is inexpensive the analysis can be performed in the process line the method is environmentally friendly.
(A) y
(B) y
(C) y
O H
O H
H x
O H
H x
H x
Figure 1 Vibrational modes of the water molecule: (A) symmetric valence vibration, (B) asymmetric valence vibration and (C) deformation vibration.
46
ANALYSIS/Spectrophotometric Techniques ± Infrared Spectroscopy
`spectrum'. The `valleys' in the spectrum represent wavelengths where transitions occur. The spectrum pro®le depends on functional groups that have been excited. Therefore, the spectrum has been used to explain molecular structure. Two kinds of analysis are possible with respect to the spectra: (1) qualitative analysis, and (2) quantitative analysis. Qualitative Analysis
A qualitative analysis compares spectra and looks for similarities or differences. First, one creates a library of spectra of known substances. Having the spectrum of an unknown substance, one computes spectral distances to ®gure out if the spectrum of the unknown substance is the same as a spectrum in a library or not. If the distance is close to zero, both substances are identical. If the distance is large, it is not possible to identify the substance. Computing the distances to all library spectra, one obtains a so-called `hit-list'. This list gives the best matching library spectra, so that the user can get information useful for identi®cation. Another possibility is to perform a cluster analysis and to show the result as a dendrogram, which shows spectral similarities in a visual form. Instead of using the whole spectral information, one can perform similar kind of identi®cation based on reduced, compressed spectral information (principal component analysis, Fourier analysis, wavelets, etc.). Quantitative Analysis
The intensity of radiation which is absorbed by the molecules is directly related to the number of the appropriate molecules and is described by the law of Lambert and Beer: I
x I01 0ÿ�xc
1
where I0 is the intensity of the source, x is the optical path length (i.e. x describes the distance which the wave has travelled in the absorbing medium with absorption coef®cient �), and c is the concentration of the absorbing medium. Therefore, I(x) is the intensity of the wave after the distance x. Usually, the relation is transformed to the equation � � I0 �xc 2 A log10 I
x The term A is called the absorbance. Having one kind of absorbing molecules only, the absorbance is directly related to the concentration of the molecule, A. Due to the fact that this relationship is only valid for highly diluted samples, the general equation for
the low concentration range is c F0 FA
3
where the factor F represents the slope of the regression line and F0 the intercept. In addition, eqn [2] can be inverted so that one can directly predict the concentration of the molecule(s) of interest. To determine the values F0 and F, one must use standards, i.e. samples with known concentration (for example determined by reference analysis) and absorbance values. These samples are called calibration samples or calibration standards. With this information, linear regression determines F0 and F. To predict the concentration of an `unknown' sample, one has to measure the absorbance value, A, and then compute the concentration c according to eqn [3]. Having a mixture of different compounds that absorb radiation, the absorbance value, A, at one wavelength is not suf®cient to determine the concentration. One must use the absorption information at more wavelengths: c F0 F1 A1 � � � Fn An
4
The index (1, . . . , n) re¯ects the number of the used wavelengths. Ai is the absorbance value at the ith wavelength. With calibration samples, partial least square regression is the most common way of determining of F-values. Other strategies for the relation between absorbance values and concentration, like neural networks, fuzzy regression and so on, can be found in the literature. Such an approach (prediction of concentrations) will not lead to as accurate results as those obtained with calibration samples. However, the advantage is that the prediction is nearly independent of the person performing the analysis. Qualitative and quantitative analysis both require a high quality of spectral information. Standardization of sample preparation as well as spectral data pretreatment are necessary in some cases. Standardization and Spectral Data Processing
The spectrum of any sample must have a high reproducibility. This can be reached by a standardization of the sample preparation. In some cases, the temperature must be constant, because the infrared spectra are very sensitive with respect to temperature variations (since heat is a form of infrared radiation). In other cases, grinding the sample is necessary due to variations in the particle size distribution. Pressure can also be of importance. Furthermore, the measuring device must allow a standardized intake of the sample into the infrared instrument.
ANALYSIS/Spectrophotometric Techniques ± Infrared Spectroscopy
Having optimized the sample preparation, some minor deviations still occur. These can partly be removed by mathematical processing of spectral data.
Applications in the Dairy Industry Incoming Product Control
Considering a medium-size dairy supplied by 10 000 farmers, 10 000 samples have to be analysed nearly every or every second day depending on the collection of the raw milk. The fat, protein and lactose contents are determined for each sample with mid infrared instruments. These parameters are used for the payment of the farmers. The average fat content is around 4.3%, the protein around 3.3% and the lactose around 4.7%. The accuracy of determination is approximately �0.03% for these constituents. Nowadays, it is also possible to separate the total protein content into casein and whey protein using infrared spectroscopy. At the moment, suitability of this technique to measure urea and citrate concentrations is being discussed. Some dairy products need additives (e.g. stabilizers in yoghurt or dessert products). The routine check of a truck load is often performed by inspection of the delivery document and a sensory test, because everything else is very time consuming. In some cases the additives are brought into the store and used in production after further investigation. Both situations have drawbacks: in the ®rst case, the sensory test is not suf®cient to detect speci®c problems with the additive. In the second situation, if the load does not meet the requirements, it must be returned. A robust analytical method is necessary which is fast enough so that it can be used while the truck is waiting at the manufacturing site, and gives more information than a sensory assessment. A near infrared instrument with ®bre optics, for instance, can be used for this purpose at the entrance to the plant. Having a spectral library of correct additives, one can compare the spectrum of the delivered additive with the spectra in the library. A hit-list or dendrogram will show the classi®cation result. However, one should be aware that infrared spectroscopy is not a method which can solve everything. One has to know the limitations of the method. Process Control
To control a process, it is necessary to have the essential information just in time. Traditional chemical analysis of constituent concentrations is too time consuming, because the process could have changed in the meantime. Infrared spectroscopy
47
offers the possibility of ful®lling the task nearly simultaneously with the production process (on-line). To go a step further, infrared spectroscopy allows measurement of the compound of interest directly in the process line (in-line measurement). The following applications are used in the dairy industry: 1. The water content of milk powder may be determined directly after the drying chamber with a near infrared spectrometer. Having this information, one can regulate the concentrate feed to the chamber. 2. The water content of butter may be measured at the end of the buttermaking machine with a near infrared spectrometer. This can be used to control the separation by pressing which in¯uences the water content. 3. To standardize fat and protein for cheesemilk or fat for market milk, a mid infrared spectrometer may be used to measure these compounds for process control. 4. The formation of the coagulum during the cheesemaking process may be monitored with near infrared diffuse re¯ectance spectroscopy with ®bre optics. 5. The dry matter content of quark may be determined by a near infrared spectrometer in transmission mode with ®bre optics. Figure 2 shows the technical set-up of this last example for the production line of quark and Figure 3 the in-line device in the process line. Figure 4 shows
3
2 7 4 8
1 6 5
Figure 2 Schematic representation of a quark production line. The milk is coagulated in the tank (1), pumped through a heater (2) and feeding pipe (3) to the separator (4), where the milk is separated into whey and quark. A pump (5) brings the quark through the in-line device (6) and a cooler (8) to the packaging unit. The near infrared spectrometer (7) is equipped with a pair of ®bres and works in transmission mode.
48
ANALYSIS/Spectrophotometric Techniques ± Infrared Spectroscopy
the dry matter distribution in quark in response to different means of process control: the solid curve shows the dry matter distribution after 4 weeks of controlling the separation process in the traditional manner. Using the infrared prediction of the dry matter content to control the separator, the distribution is reduced by a factor of 2 (long dashed curve). To reconcile economic considerations with the legislative requirements with respect to the dry matter content, one can reduce the internal value of the desired dry matter content (short dashed curve). Economical considerations can be found in the literature. Apart from these quantitative measurements, qualitative in-line analysis is possible to control or improve the process. End Product Control
Nearly all major constituents in all dairy products can be analysed by infrared spectroscopy. Some important parameters measured by infrared spectroscopy are listed in Table 1. The accuracy of the near infrared prediction, i.e. the difference between
the results obtained by the reference method and the infrared prediction, is close to the repeatability of the reference method. The absolute difference of two analytical results (same person, same instruments and chemicals, short time between the analyses) with the reference method, on identical material, should be within the repeatability value of the reference method, at 95% probability. In principle, infrared spectroscopy cannot do better, because results obtained with the reference method are used for calibration. There is a tendency to move this type of analysis out of the laboratory towards the production line, as well as to adapt infrared spectroscopy to the process line. Another use for infrared spectroscopy is in the routine identi®cation of microorganisms, based on mid infrared spectroscopy. After a cultivation (multiplication), the spectrum of the unknown species is compared with the spectra of a library. A hitlist or a dendrogram helps to identify the unknown species. The advantage of the method is that 2 to 3 days can be saved. This technique has also been developed as a routine method within larger Table 1 Constituents of dairy products determined by infrared spectroscopy Product Liquid Raw milk Skim milk Market milk Coffee cream Evaporated milk Whipped cream UHT cream Cocoa concentrate
Part of the batch
Figure 3 The in-line measuring device in a quark production line.
0.25 0.20 0.15 0.10 0.05 0.00 17
17.5 18 18.5 19 Dry matter content (%)
Traditional
Using NIR
19.5
Possible
Figure 4 Dry matter distribution by using different ways of process control.
Constituents Fat, protein, casein, whey protein, lactose Dry matter, protein, casein Fat, protein, dry matter Dry matter, fat Dry matter, fat Dry matter, fat Dry matter, fat Dry matter
Viscous Low-fat quark Modi®ed quark Quark Fruit quark
Dry Dry Dry Dry
Powder Skim milk powder Milk powder Coffee creamer Cappuccino Yeast autolysate Creamer
Water, Water, Water, Water, Water, Water,
Others Feeding stuffs Ice cream mix Lecithin
Various constituents Dry matter, fat Various constituents
matter, protein matter matter, fat, protein matter, fat fat fat, protein, lactose fat, protein fat salt fat
ANALYSIS/Spectrophotometric Techniques ± Infrared Spectroscopy
hospitals and in other industrial areas (e.g. the pharmaceutical industry and breweries). To ensure proper calibrations, one must arrange a monitoring system, which is called good laboratory practice (GLP) for infrared calibrations. Good Laboratory Practice for Infrared Calibrations
As with all methods of chemical analysis, one must check the performance of the method regularly. Due to the fact that the infrared method is an indirect method (requiring a calibration step) for the determination of the constituent concentrations, one must set up a more complex checking routine testing three kinds of potential problems. 1. One must ensure that the instrument operates within an acceptable error. This can be done by taking the infrared spectra of inert standards over time (a certi®ed material of known concentration is used to check whether the method is reliable). If the difference between the standard spectrum and the spectrum obtained with the instrument is unacceptable, the instrument must be readjusted. 2. If sample preparation is a necessary step for the technique, it must be tested to determine if the operators satisfy the demands of the standard operating procedure. This can be evaluated by preparation of the same material several times and predicting the constituent concentration. Limits will help to clarify this step. This is also done with other chemical analysis methods. 3. The performance of the calibration must be monitored. This is not always possible with certi®ed material in the case of a calibration because certi®ed materials sometimes do not exist (e.g. for a calibration for fat in yoghurt; no yoghurt exists which can be used as certi®ed material). The only way is to analyse the corresponding sample by the reference method and compare the difference between reference value and infrared prediction over time. Preset limits of the difference can help to de®ne warning and action levels. The last point is very important, because changes in the recipe can in¯uence the infrared spectrum. The difference between the results obtained by the reference method and the infrared predictions needs to be constantly monitored; sometimes a new calibration is necessary. Usually, the difference between the results obtained by the reference method and the infrared prediction is plotted versus time. This task can be accomplished by a control chart that also shows the warning and action levels.
49
Having arranged such a system, one can show that the infrared method gives more accurate values than the reference method when performing a multiple analyses of the same, inert material. The infrared predictions are more constant and have smaller variations than the reference values. To set up such a GLP system, much experience is necessary. The fast way is to operate a network so that the performance of many instruments can be monitored simultaneously.
Networks There are three kinds of networks, illustrated by an example from Lower Saxony. Service Network
Since 1988 the Ahlemer Institut of the Landwirtschaftskammer Hannover has operated a service network, which has been accredited by the German Accreditation Council (DAP). There are nine dairies with 12 near infrared instruments connected by telephone and modem to the Ahlemer Institut (Figure 5). The Institute conducts feasibility studies, validates new applications and performs the GLP procedure. The advantage is that the individual dairies do not need to employ trained and expensive personnel to
Sittensen Zeven Uelzen
Moers Rehburg Hannover
Georgsmarienhütte Weissenfels
Freiburg
Leppersdorf
Figure 5 Map of the Milchwirtschaftliches Infrarot Netzwerk (MIRN: Infrared Instrument Network for Dairies) including Lower Saxony (a state in Germany) and the dairies connected.
50
ANALYSIS/Spectrophotometric Techniques ± Infrared Spectroscopy
perform the infrared analysis. Furthermore, persons with different scienti®c backgrounds work together in the Institute, so that any problems can be solved in less time. Nowadays, businesses generally focus on their key activity and therefore are outsourcing their other activities. Surveillance Network
The Ahlemer Institut has been given responsibility by the Lower Saxony government to check the mid infrared instruments which are used for computing the payment to the farmers according to the constituent concentrations in raw milk. This is done in the following manner: 1. On a weekly basis calibration standards are sent to the laboratories to test the performance of instrument and calibration. After approximately 200 raw milk samples, one of the standards has to be reanalysed. Analysis is repeated after each 200 raw milk samples. The results of tests on standards can be transferred by modem to the Institute for further evaluation. 2. Each month, a series of standards is prepared to check the calibration over a wider concentration range. These results are transferred to the Institute. The advantages of this network are that the calibration is monitored more often, the checking is done without the necessity for travelling and is thus less time consuming and the Institute staff can help with their expertise. The network serves as a con®dence-building measure between farmers and laboratories. Harmonization Network
Harmonization of analytical results is a big issue in two ways: 1. Large dairies with more production sites, which transport milk or products from one site to another, would like to ensure that all measurements, performed on the same product at different locations, are the same or at least in good agreement. Otherwise the mass balance creates problems. 2. Results of tests on exported products, obtained at different laboratories, should be in good agreement. With respect to the chemical methods, standard operating procedures are de®ned as well as precision parameters (used for checking the results). However, the results are strongly dependent upon individual operators. Within a research and development project
funded by the European Union, it has been demonstrated how one can achieve this harmonization goal for infrared spectroscopy. The method is based on the concept of `matching instruments', where one instrument is used as the `master' (reference) instrument. Having compared the characteristics of the master and the other instruments, the spectra of the other instruments are transformed so that they match those of the master instrument. Spectra obtained in this way look as if they were obtained with the master instrument. Using the calibration of the master instrument, the correct sample composition can be predicted. This ensures that all predictions include the same information, and therefore all instruments behave in the same manner.
Summary and Future Trends Infrared spectroscopy is a powerful tool for determining constituent concentrations and qualitative characteristics of dairy products. Many examples and applications show that the technique is accurate and fast and is therefore used for process control. To ensure the proper performance of instruments, it is necessary to establish GLP guidelines. Within these guidelines, the main point is the monitoring of calibration. The results suggest what one must do: to adjust the existing calibration or to conduct a new calibration. To obtain optimal results, much experience is necessary. Some dairies use the service of a network, thus outsourcing the calibration and application work. Infrared spectra are dominated by the water content of the product and nearly all dairy products have high moisture levels (except powder products). Spectra of water and milk, for example, look very similar. Reliable information can only be obtained by applying statistical methods. In another excitation technique, Raman spectroscopy, water does not disturb the spectra in such an extreme manner. This method has the potential for further applications. See also: Analysis: Atomic Spectrometric Techniques; Biosensors; Spectroscopy, Overview.
Further Reading Barnes RJ, Dhanoa MS and Lister SJ (1989) Standard Normal Variate Transformation and de-trending of near-infrared diffuse re¯ectance spectra. Applied Spectroscopy 43: 772±778. Helm D, Labischinski H, Schallehn G and Naumann D (1991) Classi®cation and identi®cation of bacteria by Fourier transform infrared spectroscopy. Journal of General Microbiology 137: 69±94.
ANALYSIS/Atomic Spectrometric Techniques Martens H and Naes T (1989) Multivariate Calibration. New York: John Wiley. Naumann D, Fijala V and Labischinski H (1988) The differentiation and identi®cation of pathogenic bacteria using FT-IR and multivariate statistical analysis. Mikrochimica Acta 1: 373±397. Osborne BG and Fearn T (1986) Near Infrared Spectroscopy in Food Analysis. Harlow: Longman. Savitzky A and Golay MJE (1964) Smoothing and differentiation of data by simpli®ed least squares procedures. Analytical Chemistry 36: 1627±1633. Wang Y, Veltkamp DJ and Kowalski BR (1991) Multivariate instrument standardization. Analytical Chemistry 63: 2750±2758. Wietbrauk H, HuÈlsen U and WuÈst E (1998) Ressourcen bei der FrischkaÈseproduktion. Deutsche Milchwirtschaft 23: 993±996. Wuest E, Neemann H and Rudzik L (1992) NIR-calibration methods and their tolerance with respect to random errors of the reference values. In: Hildrum KI, Issakson T, Naes T and Tendberg A (eds.) Proceedings of the 5th International Conference of Near Infrared Spectroscopy, pp. 67±72. London: Ellis Horwood.
51
Atomic Spectrometric Analysis In atomic spectroscopy, the sample is placed in an environment that is hot enough to break molecular bonds and produce atoms. The atoms can be identi®ed and their concentration measured by the emission or absorption of characteristic radiation. In atomic absorption spectrometry (AAS), a light source emitting radiation characteristic of a speci®c element (usually a hollow cathode lamp) is passed through the atomized sample and the transmitted radiation is measured. In atomic emission spectrometry (AES), the sample is heated to suf®ciently high temperatures that the electrons of the atoms are excited from their ground electronic state to an excited state. As the electrons return to ground state, they emit radiation characteristic of the element present. In conventional AAS and AES, photon detectors are used to detect the radiation transmitted through the atomizer. Increasingly, however, mass spectrometry is used as a detector and very high sensitivity is achieved.
Minerals Analysed in Dairy Products Using Atomic Spectrometry
Atomic Spectrometric Techniques C M M Smith, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Atomic spectrometric techniques are used for the qualitative and quantitative determination of approximately 70 elements. Element concentrations down to the part per billion level (ng mlÿ1) are detectable using these techniques. Atomic spectroscopy is used routinely in many laboratories because of this high sensitivity. Other advantages of the techniques include high selectivity, reasonable cost, speed and ease of use. In fully automated mode, hundreds of analyses per day can be carried out with little operator input. The commercially available systems for atomic spectrometry vary signi®cantly in terms of cost, ease of operation and analytical performance. In this overview, the techniques will be discussed with relation to their relevance to the analysis of the minerals found in milk and dairy products. Sampling and sample preparation (often the most critical part of an analysis) will also be considered.
All the 15 elements for which United States Recommended Dietary Allowance (RDA) and Adequate Daily Dietary Intake values exist (Ca, P, I, Fe, Mg, Cu, Zn, Se, Cr, Mo, Mn, F, Na, Cl and K) can be determined using some type of atomic spectrometric technique. In addition, many of the elements that are considered essential, but have no de®ned requirement levels for humans, can also be determined using atomic spectrometry. This latter group includes As, Ni, Si, B, Cd, Pb, Li, Sn, V and Co. A number of elements in both of these categories can be toxic at high levels and so their analysis in food products is also important. The atomic spectrometric method of choice for the determination of minerals in dairy products depends, of course, on the element to be determined, but also on the type of product to be analysed.
Sample Preparation Atomic spectrometric techniques are conventionally optimized for handling liquid samples. Some notable exceptions to this rule (arc and spark emission and laser ablation techniques, for example) are not utilized traditionally for the analysis of foods. As a result, the ®rst step in most analyses is the digestion or decomposition of the sample to facilitate liquid sample handling. It is important that the entire sample is digested to ensure that the elements(s) of
ANALYSIS/Atomic Spectrometric Techniques Martens H and Naes T (1989) Multivariate Calibration. New York: John Wiley. Naumann D, Fijala V and Labischinski H (1988) The differentiation and identi®cation of pathogenic bacteria using FT-IR and multivariate statistical analysis. Mikrochimica Acta 1: 373±397. Osborne BG and Fearn T (1986) Near Infrared Spectroscopy in Food Analysis. Harlow: Longman. Savitzky A and Golay MJE (1964) Smoothing and differentiation of data by simpli®ed least squares procedures. Analytical Chemistry 36: 1627±1633. Wang Y, Veltkamp DJ and Kowalski BR (1991) Multivariate instrument standardization. Analytical Chemistry 63: 2750±2758. Wietbrauk H, HuÈlsen U and WuÈst E (1998) Ressourcen bei der FrischkaÈseproduktion. Deutsche Milchwirtschaft 23: 993±996. Wuest E, Neemann H and Rudzik L (1992) NIR-calibration methods and their tolerance with respect to random errors of the reference values. In: Hildrum KI, Issakson T, Naes T and Tendberg A (eds.) Proceedings of the 5th International Conference of Near Infrared Spectroscopy, pp. 67±72. London: Ellis Horwood.
51
Atomic Spectrometric Analysis In atomic spectroscopy, the sample is placed in an environment that is hot enough to break molecular bonds and produce atoms. The atoms can be identi®ed and their concentration measured by the emission or absorption of characteristic radiation. In atomic absorption spectrometry (AAS), a light source emitting radiation characteristic of a speci®c element (usually a hollow cathode lamp) is passed through the atomized sample and the transmitted radiation is measured. In atomic emission spectrometry (AES), the sample is heated to suf®ciently high temperatures that the electrons of the atoms are excited from their ground electronic state to an excited state. As the electrons return to ground state, they emit radiation characteristic of the element present. In conventional AAS and AES, photon detectors are used to detect the radiation transmitted through the atomizer. Increasingly, however, mass spectrometry is used as a detector and very high sensitivity is achieved.
Minerals Analysed in Dairy Products Using Atomic Spectrometry
Atomic Spectrometric Techniques C M M Smith, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Atomic spectrometric techniques are used for the qualitative and quantitative determination of approximately 70 elements. Element concentrations down to the part per billion level (ng mlÿ1) are detectable using these techniques. Atomic spectroscopy is used routinely in many laboratories because of this high sensitivity. Other advantages of the techniques include high selectivity, reasonable cost, speed and ease of use. In fully automated mode, hundreds of analyses per day can be carried out with little operator input. The commercially available systems for atomic spectrometry vary signi®cantly in terms of cost, ease of operation and analytical performance. In this overview, the techniques will be discussed with relation to their relevance to the analysis of the minerals found in milk and dairy products. Sampling and sample preparation (often the most critical part of an analysis) will also be considered.
All the 15 elements for which United States Recommended Dietary Allowance (RDA) and Adequate Daily Dietary Intake values exist (Ca, P, I, Fe, Mg, Cu, Zn, Se, Cr, Mo, Mn, F, Na, Cl and K) can be determined using some type of atomic spectrometric technique. In addition, many of the elements that are considered essential, but have no de®ned requirement levels for humans, can also be determined using atomic spectrometry. This latter group includes As, Ni, Si, B, Cd, Pb, Li, Sn, V and Co. A number of elements in both of these categories can be toxic at high levels and so their analysis in food products is also important. The atomic spectrometric method of choice for the determination of minerals in dairy products depends, of course, on the element to be determined, but also on the type of product to be analysed.
Sample Preparation Atomic spectrometric techniques are conventionally optimized for handling liquid samples. Some notable exceptions to this rule (arc and spark emission and laser ablation techniques, for example) are not utilized traditionally for the analysis of foods. As a result, the ®rst step in most analyses is the digestion or decomposition of the sample to facilitate liquid sample handling. It is important that the entire sample is digested to ensure that the elements(s) of
52
ANALYSIS/Atomic Spectrometric Techniques
interest are dissolved. A sample such as milk can be analysed after simple dilution with dilute nitric acid, but for solid samples, acid digestion or fusion may be used. Milk and dairy products are normally acid digested using either wet ashing or dry ashing procedures. These procedures destroy organic material and release minerals into solution in a suitable form for analysis. Dry ashing involves combustion of the sample in a furnace followed by dissolution of the ash in dilute acid. Wet ashing can be achieved on a hot plate or heating block or it may be carried out in a sealed Te¯on vessel in a microwave. The increased pressure provided in sealed microwave digestion can signi®cantly reduce digestion times. For example, 0.25 g of animal tissue can be digested in a Te¯on vessel containing 1.5 ml 70% nitric acid and 1.5 ml 96% sulphuric acid at a microwave power of 700 W in around 1 min. Commercially available microwave digestion systems are under temperature and pressure control and a variety of digestion methods are available in the literature. Microwave technology has greatly improved in recent years and fully automated systems are available. It is possible to analyse solid samples directly using the common forms of atomic spectrometry. The strategies used for this application are unique to each technique and are discussed below (see `Techniques and Applications'). An important consideration in the determination of trace elements is the choice of reagents used in sample preparation. Acids used should be of high purity to ensure that low levels of contaminants are present. Sub-boiling distilled or double-distilled acids are the preferred choice. The laboratory environment in which samples are prepared is equally important. In an ideal situation, samples should be prepared under clean room conditions under laminar ¯ow to reduce contamination. Sources of contamination are many and include the analyst, vessels and containers used, ovens and the air in the laboratory.
Choice of Instrumentation The most commonly used instruments for the analysis of trace elements in milk and dairy products are:
� ¯ame atomic emission spectrometry (FAES) � ¯ame atomic absorption spectrometry (FAAS) � electrothermal atomic absorption spectrometry (ETAAS)
� inductively coupled plasma atomic emission spectrometry (ICPAES)
� inductively coupled plasma mass spectrometry (ICPMS).
A summary of the analytical performance and the characteristics of the above instruments are given in Table 1. Analytical performance involves the limit of detection (LOD) in solution (ng mlÿ1), robustness of the method (freedom from matrix interferences), selectivity (degree of spectral interferences), and precision. The analytical ®gures of merit are indicative as developments and improvements in commercial instrumentation are continual. In all analysis, several factors affect the choice of instrumental detection method. The method selected depends on: (1) the substances present in the sample, (2) the expected concentration of analyte, (3) the accuracy required, (4) the number of samples, (5) the cost, and (6) the time, equipment and expertise available. For each application, all factors should be considered, but often detection capability is the top priority. A general rule is to use the simplest method available that provides the detection required. The vast body of literature in analytical chemistry provides the most important and useful source of information on sample preparation and choice of detection method.
Techniques and Applications The ®ve techniques listed earlier are used for the vast majority of analyses involving milk and dairy
Table 1 Summary of analytical performance of the atomic spectrometric techniques most commonly used in analysis of milk and dairy products Technique
Sample volume (ml)
LOD (ng ml ÿ1)
Multi-element
Matrix effects
Spectral interferences
Precision (% relative standard deviation)
FAES FAAS ETAAS ICPAES ICPMS
5±10 5±10 0.01±0.1 1±10 1±10
1±100 1±103 10ÿ2±0.1 0.05±10 10ÿ3±10ÿ2
Yes Possible Possible Yes Yes
Large Large Moderate Small Moderate
Signi®cant Few Few Large Signi®cant
0.5±1 0.5±1 3±5 0.5±1 1±3
ANALYSIS/Atomic Spectrometric Techniques
products. A brief description of each technique follows together, with mention of applications of their use in dairy product analysis. To keep informed, the reader is directed to the annual Atomic Spectrometry Updates in Clinical and Biological Materials, Foods and Beverages in the Journal of Analytical Atomic Spectrometry. Flame Atomic Emission Spectrometry (FAES)
This method is also known as ¯ame photometry and is a robust, low-cost technique used for the determination of Na, K, Li, Ca and Ba. Simple instruments with digital readout use air and methane ¯ames to atomize and excite the elements listed in a liquid sample. The strong emission lines of Na, K, Li, Ca and Ba are isolated using optical ®lters. Flame photometers are routinely used in clinical laboratories and are very useful for the determination of the relatively high concentrations of Na and K that are present in dairy products. Flame Atomic Absorption Spectrometry (FAAS)
Like FAES, FAAS is a simple, robust and easy-to-use tool for the analysis of liquid samples. Common ¯ame types are air±acetylene, which can reach temperatures of around 2500 K and nitrous oxide±acetylene, which can reach temperatures of around 3000 K. The sample is passed in a continuous ¯ow through the ¯ame, where atomization takes place. Calibration can normally be achieved using aqueous standard solutions. LODs are in the low mg mlÿ1 range and so the method is useful for the detection of a number of elements in dairy products, including Ca, Cu, Fe, Mg, Mn and Zn. Direct analysis of milk can be achieved using FAAS, eliminating the need for sample preparation. Although the sample introduction system is optimized for liquid samples, the interface in FAAS is quite forgiving to high levels of dissolved solids, and to suspended solids. Several groups of workers have reported excellent sensitivities and LODs through the use of direct introduction of suspensions of milk powder and milk-based infant formulae into FAAS. Milk fat can be emulsi®ed with sodium dodecylbenzosulphate and directly analysed by FAAS. Of paramount importance in the use of direct analysis, particularly of suspensions and emulsions, is the homogenization of the sample prior to and often during introduction into the ¯ame. This can be achieved by placing the sample vessel in an ultrasonic bath or on a vortex mixer immediately before analysis.
53
Electrothermal Atomic Aborption Spectrometry (ETAAS)
ETAAS provides low and sub ng mlÿ1 detection limits using ml-sized sample volumes. The sample is placed onto a small graphite platform situated inside a resistively heated graphite tube. The furnace is heated to temperatures greater than 3000 K. Over the past two decades, stabilized temperature platform furnace (STPF) conditions established by Slavin have become adopted widely. Methods developed according to the STPF conditions have allowed direct quantitation using aqueous standards. In addition to the higher temperatures obtained in ETAAS compared with FAAS, the temperature is controlled and so various steps are incorporated into a programme to facilitate drying, charring or ashing and atomization of the sample. Judicious choice of temperature programme can allow in situ sample preparation to be achieved and so solid samples can be analysed directly. The most successful solid sampling ETAAS analyses have been achieved through the use of slurries or suspensions of powdered sample in aqueous media. Preparation of a slurry means that conventional liquid sample handling equipment can be used. Much of the work in the area of slurry analysis, particularly for food analysis, has been carried out by Miller-Ihli. Inductively Coupled Plasma Atomic Emission Spectrometry (ICPAES)
Inductively coupled plasma (ICP) reaches much higher temperatures than a combustion ¯ame. Argon plasmas are conventionally used to provide a high-temperature, high-stability excitation source in ICPAES. The inert atmosphere of the argon plasma eliminates much of the interference encountered in combustion ¯ames. Photon detectors used in ICPAES have become increasingly sophisticated; charge-coupled devices and charge injection devices are now commonplace. These detection systems allow both fast sequential and simultaneous multi-element analyses with ever decreasing LODs. A very desirable feature of ICPAES for the analysis of milk and dairy products is the wide linear dynamic range of calibration achievable. ICPAES allows both trace and macro elements to be determined simultaneously. Because of these features, ICPAES is replacing AAS as the elemental analytical technique of choice in many laboratories. However, it should be remembered that capital and running costs of ICPAES are far greater than FAAS or ETAAS and the detection capabilities are similar. The number of elements to be determined routinely or otherwise must be borne in mind when investment in ICPAES is considered.
54
ANALYSIS/Atomic Spectrometric Techniques
Table 2 Commercially available reference materials for milk and dairy product analysis Supplier
Reference material
Certi®ed constituents
Agricultural Research Centre, Finland BCR, European Commission
ARC/CL-1 Skim milk powder CRM063R Skim milk powder (natural) CRM150 Skim milk powder (spiked) CRM151 Skim milk powder (spiked) SRM1549 Non-fat milk powder
Cd, Ca, Cu, Fe, Pb, Mg, Mn, Hg, Mo, Se, Zn Ca, Cl, Cu, I, Fe, Pb, Mg, N, P, K, Na, Zn
National Institute of Standards and Technology (NIST), USA
SRM8435 Whole milk powdera SRM1846 Milk-based infant formulaa
a
Cd, Cu, I, Fe, Pb, Hg Cd, Cu, I, Fe, Pb, Hg Cd, Ca, Cl, Cr, Cu, I, Fe, Mg, Mn, Hg, P, K, Se, Na, S, Zn Al, As, Ba, B, Br, Cd, Ca, Cl, Cr, Co, Cu, F, I, Fe, Pb, Mg, Mn, Mo, Ni, N, P, K, Rb, Se, Na, Sr, S, Ti, W, Zn Ca, Cu, I, Fe, Mg, Mn, P, K, Se, Na, Zn, Cl
Values for these reference material are noncerti®ed but indicative.
Inductively Coupled Plasma Mass Spectrometry (ICPMS)
The high temperature and relative freedom from interference offered by the ICP renders it an excellent source not only for atomic emission spectrometry, but also for mass spectrometry. Ion detection by a mass spectrometer provides both enhanced sensitivity over ICPAES and the availability of isotopic analysis. ICPMS provides multi-element, isotopic data with detection at the sub ng mlÿ1 level, also permitting the detection of nonmetals that are of interest in milk and dairy products such as phosphorus and iodine. ICPMS permits the use of isotope dilution in trace and major element analysis. Isotope dilution uses isotopes as internal standards for quantitative analysis and so no external calibration is required. The costs involved in purchasing and operating ICPMS are signi®cant and commensurate with the analytical performance, and the use of the technique will, undoubtedly, increase.
standard reference materials are available for validation of mineral analysis of milk and dairy products. Some examples are given in Table 2. Use of standard reference materials is essential for quality control in method development. However, as these materials are expensive, analysts should consider production of in-house quality-control materials. These materials can be characterized using the approaches listed above.
Conclusions The various techniques of atomic spectrometry have been used for decades for the analysis of trace and major elements in milk and dairy products. Advances in both sample preparation and instrumental detection techniques have resulted in improved sensitivity and ease of use in many routine analyses. See also: Analysis: Spectroscopy, Overview; Spectrophotometric Techniques ± Infrared Spectroscopy.
Method Validation Analytical methods are be validated by demonstrating that accurate results have been obtained. This can be achieved by a number of approaches:
� analysis of standard reference materials � comparison of results obtained using a second analytical method
� comparison of results obtained from another analytical laboratory.
One or more of the above should be carried out when a new method has been developed. A number of
Further Reading Baker SA, Bradshaw DK and Miller-Ihli NJ (1999) Trace element determinations in food and biological samples using ICPMS. Atomic Spectroscopy 20: 167±173. Crews HM and Gilbert J (eds.) (1996) Inductively coupled plasma mass spectrometry for the analysis of trace element contaminants in foods. In: Progress in Food Contamination Analysis, pp. 147±186. London: Blackie Academic and Professional. Harris DC (1999) Quantitative Chemical Analysis. New York: WH Freeman.
ANALYSIS/Chromatographic Methods Kellner R, Mermet J-M, Otto M and Widmer HM (eds.) (1997) Analytical Chemistry. Weinheim, Germany: Wiley-VCH. Miller-Ihli NJ (1992) Solids analysis by GFAAS. Analytical Chemistry 64: 964A±968A. Slavin W, Manning DC and Carnrick GR (1989) Fast analysis with Zeeman graphite furnace AAS. Spectrochimica Acta 44B: 1237±1243. Taylor A, Branch S, Fisher A, Halls D and White M (2001) Atomic spectrometry update: clinical and biological materials, foods and beverages. Journal of Analytical Atomic Spectrometry 16: 421±446 (updated each year).
Chromatographic Methods Y ArdoÈ and K R Kristiansen, Royal Veterinary and Agricultural University, Frederiksberg C, Denmark Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Chromatographic methods of analysis, which combine separation and analysis steps, are very useful for the analysis of complex foods such as milk and dairy products and several techniques have been developed and standardized (Table 1). In general, chromatography comprises separation techniques in which the analytes partition between different phases that move with different velocities relative to each
other. In principle, anything that can be dissolved can be analysed by high-performance liquid chromatography (HPLC) using different techniques to separate the analytes by size, charge, solubility or biological activity (Table 2). Components that are volatile, or could be made volatile by heating or derivatization, can be analysed by gas chromatography (GC). In cases where both techniques are applicable, HPLC is often preferred, but a lower detection limit can be achieved using GC. Thin-layer chromatography (TLC) was developed long before HPLC and GC and it is still used for speci®c analyses, e.g. of radioactive compounds. Only the highly automated techniques, HPLC and GC, will be discussed further here. Because of the complex structure of milk and dairy products, some sample preparation is needed before chromatographic analysis can be performed. Fat is separated ef®ciently from the protein and water phase by centrifugation at high speed and low temperature. Deproteination is performed by acid precipitation followed by centrifugation or ®ltration. The components of the water phase may be fractionated speci®cally using ultra®ltration, further precipitation, extraction with organic solvents, distillation or initial chromatography on solid phase cartridges. Solid products like cheese must be dissolved or dispersed in solvent as a ®rst step of sample preparation and are then treated similarly to liquid dairy products. Speci®c preparation methods for volatile compounds are described below in `Gas Chromatography'. HPLC and GC techniques that are commonly used, to analyse milk and dairy products are described brie¯y below. The separation techniques, detection
Table 1 Components in milk and dairy products analysed by chromatographic methods by IDF standards Component
Method
IDF standard
Chymosin, bovine pepsin Vitamin A Vitamin D
110B: 1997 142: 1990 177: 1996
Benzoic acid, sorbic acid Natamycin Heat treatment intensity Lactulose
Ion exchange chromatography HPLC Normal-phase HPLC Reversed-phase HPLC LC TLC, GLC LC GLC with temperature programming GC TLC, reversed-phase HPLC Immunoaf®nity, HPLC Isocratic HPLC HPLC HPLC Cation exchange HPLC
Acid soluble b-lactoglobulin
Reversed-phase HPLC
Iodide in milk Cholesterol Antioxidants in butteroil Organophosphorus compounds Pesticides, organochlorine compounds A¯atoxin M1
55
167: 1994 159: 1992 165: 1993 144: 1990 75C: 1991 111A: 1990 171: 1995 139: 1987 140A: 1992 162: 1992 147A: 1994 147B: 1998 178: 1996 178B: 1999
ANALYSIS/Chromatographic Methods Kellner R, Mermet J-M, Otto M and Widmer HM (eds.) (1997) Analytical Chemistry. Weinheim, Germany: Wiley-VCH. Miller-Ihli NJ (1992) Solids analysis by GFAAS. Analytical Chemistry 64: 964A±968A. Slavin W, Manning DC and Carnrick GR (1989) Fast analysis with Zeeman graphite furnace AAS. Spectrochimica Acta 44B: 1237±1243. Taylor A, Branch S, Fisher A, Halls D and White M (2001) Atomic spectrometry update: clinical and biological materials, foods and beverages. Journal of Analytical Atomic Spectrometry 16: 421±446 (updated each year).
Chromatographic Methods Y ArdoÈ and K R Kristiansen, Royal Veterinary and Agricultural University, Frederiksberg C, Denmark Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Chromatographic methods of analysis, which combine separation and analysis steps, are very useful for the analysis of complex foods such as milk and dairy products and several techniques have been developed and standardized (Table 1). In general, chromatography comprises separation techniques in which the analytes partition between different phases that move with different velocities relative to each
other. In principle, anything that can be dissolved can be analysed by high-performance liquid chromatography (HPLC) using different techniques to separate the analytes by size, charge, solubility or biological activity (Table 2). Components that are volatile, or could be made volatile by heating or derivatization, can be analysed by gas chromatography (GC). In cases where both techniques are applicable, HPLC is often preferred, but a lower detection limit can be achieved using GC. Thin-layer chromatography (TLC) was developed long before HPLC and GC and it is still used for speci®c analyses, e.g. of radioactive compounds. Only the highly automated techniques, HPLC and GC, will be discussed further here. Because of the complex structure of milk and dairy products, some sample preparation is needed before chromatographic analysis can be performed. Fat is separated ef®ciently from the protein and water phase by centrifugation at high speed and low temperature. Deproteination is performed by acid precipitation followed by centrifugation or ®ltration. The components of the water phase may be fractionated speci®cally using ultra®ltration, further precipitation, extraction with organic solvents, distillation or initial chromatography on solid phase cartridges. Solid products like cheese must be dissolved or dispersed in solvent as a ®rst step of sample preparation and are then treated similarly to liquid dairy products. Speci®c preparation methods for volatile compounds are described below in `Gas Chromatography'. HPLC and GC techniques that are commonly used, to analyse milk and dairy products are described brie¯y below. The separation techniques, detection
Table 1 Components in milk and dairy products analysed by chromatographic methods by IDF standards Component
Method
IDF standard
Chymosin, bovine pepsin Vitamin A Vitamin D
110B: 1997 142: 1990 177: 1996
Benzoic acid, sorbic acid Natamycin Heat treatment intensity Lactulose
Ion exchange chromatography HPLC Normal-phase HPLC Reversed-phase HPLC LC TLC, GLC LC GLC with temperature programming GC TLC, reversed-phase HPLC Immunoaf®nity, HPLC Isocratic HPLC HPLC HPLC Cation exchange HPLC
Acid soluble b-lactoglobulin
Reversed-phase HPLC
Iodide in milk Cholesterol Antioxidants in butteroil Organophosphorus compounds Pesticides, organochlorine compounds A¯atoxin M1
55
167: 1994 159: 1992 165: 1993 144: 1990 75C: 1991 111A: 1990 171: 1995 139: 1987 140A: 1992 162: 1992 147A: 1994 147B: 1998 178: 1996 178B: 1999
56
ANALYSIS/Chromatographic Methods
Table 2 Separation principles in HPLC Molecular property
HPLC technique
Size Charge Hydrophobicity
Gel permeation chromatography Ion exchange chromatography Hydrophilic interaction chromatography Reverse phase chromatography Hydrophobic interaction chromatography Af®nity chromatography
Biological activity
4 1. Macromolecules and aggregates 2. Immunoglobulins 3. Bovine serum albumin 4. β-Lactoglobulin 5. α-Lactalbumin 6. Small peptides, amino acids, riboflavin, etc.
0.35
0.30
5
methods and some sample preparation procedures are described and methods of analysis currently used for different components of milk and dairy products are given as examples.
Absorbance at 220 nm
0.25
0.20
0.15
Gel Permeation Chromatography The separation principle of gel permeation chromatography (GPC) or size exclusion chromatography (SEC) is, in general, very simple. The analytes should not interact with the stationary phase and are separated only by their ability to penetrate the pores of the matrix. Smaller molecules penetrate more easily than larger molecules into smaller pores of the porous stationary phase. Consequently, the movement of the smaller molecules down the column is retarded, while the larger molecules that move in the space between gel particles are not slowed down and are eluted ®rst from the column. Buffers should be chosen based on their ability to dissolve the sample and keep the analytes separated. Attention must be paid to possible aggregation, especially when analysing proteins, and large amounts may be needed of buffers containing dissociating agents like urea (typically 6 mol lÿ1), sodium dodecyl sulphate, EDTA, mercaptoethanol and dithiothreitol. Choice of column packing material is crucial and the pore size decides which molecular range can be separated. The technique was ®rst developed on crosslinked dextran (Sephadex) with different pore size for separation of different groups of components. Silica withstands the high pressures of HPLC better than polymeric materials and is used commonly, derivatized with glycidylpropylsilane at neutral and acidic pH. The resolution power of GPC is generally poor and the technique is mainly used for puri®cation procedures and sample preparation. In the case of dairy products, whey proteins are analysed successfully by GPC (Figure 1). Several GPC methods have been tested for describing the extent of proteolysis in cheese. This is because GPC can be used to measure the amount of
0.10 6 0.05
2
3
1 0.00 5
10
15
20
Retention time (min)
Figure 1 Gel permeation chromatogram of whey proteins on a TSK gel G2000SWXL 7.8�300 mm column with 6�40 mm TSK guard column with a ¯ow rate of 0.8 ml minÿ1 and a buffer of 0.01 M KH2PO4, 0.09 M K2HPO4 and 0.15 M Na2SO4, pH 5.75. (Unpublished data, Kristian Rotvig Kristiansen, Department of Dairy and Food Science, The Royal Veterinary and Agricultural University, Frederiksberg, Denmark.)
peptides grouped according to molecular size that changes signi®cantly in cheese during maturation. However, the resolution power has so far been poor and problems with association between protein molecules in the samples, as well as interaction between peptides and the stationary phase, are not easily overcome.
Ion Exchange Chromatography Ion exchange chromatography (IEC) separates molecules on the basis of their molecular charge or, in the case of large polymers and biomolecules, mainly on the basis of their surface charge. Analytes with opposite charge to the ion exchange resin are retained to different extents. Compounds are eluted from the column by pH and salt gradients of the element. The resolution is in¯uenced by the pH of the eluent which affects the selectivity and the ionic strength of
ANALYSIS/Chromatographic Methods
6
1. Deoxy-D-ribose 2. D-Galactose 3. D-Glucose 4. N-Acetyl-D-glucosamine 5. D-Ribose 6. Lactose 7. D-Ribose-6P
160
140
120
100 Current (nC)
the buffer which in turn mainly affects the retention. The combined effects of ionic strength and pH are used to optimize a separation. Principally four groups of ion exchange resins exist; they may exchange anions or cations and they may be weak or strong. Anion exchange resins are prepared by attaching cations to the matrix. The attached ions are associated with negatively charged counterions, which are mobile and can be exchanged by ions in the sample. Analytes with higher af®nity for the matrix than the counterions will be exchanged. The ionic charge of the analytes depends greatly on pH. An early application of ion exchange separation is the amino acid analyser. Amino acids are separated on a cation exchange column using a complicated pH gradient from acidic to basic to elute the amino acids as a function of their isoelectric pH. Postcolumn derivatization with ninhydrin is made online and the amino acids are detected spectrophotometrically. The drawbacks for this technique are the high cost of the equipment and the fact that it can only be used for amino acid analysis. Milk proteins are separated and analysed by IEC. Typically, the proteins are loaded onto the ion exchanger in a buffer at the chosen pH and of low ionic strength. The proteins are commonly eluted using a linear gradient of ionic strength, over 10±20 column volumes to an NaCl concentration of about 0.25±0.50 mol lÿ1 in the elution buffer. Caseins are separated by high-performance anion exchange chromatography; this technique is commonly used for the preparation of individual caseins. The sample solution and the elution buffers contain large amounts of dissociating agents such as urea; an NaCl gradient is used for elution. The g-, b-, k-, and aS-caseins are well separated but aS1- and aS2-caseins are not. For analytical purposes, capillary electrophoresis offers better possibilities of separating all casein components as well as their primary breakdown products in cheese. The isoelectric pH of lactoferrin and lactoperoxidase are higher than for any other milk protein and it is possible to choose a pH where they are the only two protein that are positively charged. Cation exchange chromatography with a polymeric resin is an excellent technique both to analyse and purify these proteins. Anion exchange at a high pH is very useful for analysis of carbohydrates. These analytes are at least partly ionized at high pH and can be separated using a strong anion exchange resin (Figure 2). This approach cannot be used with silica-based columns, which will deteriorate at the high pH, and a polymer anion exchange matrix stable at alkaline pH is needed. Polystyrene and divinylbenzene agglomerated
57
1 80 2 3 60
7 40
4
5
20
0 0
5
10
15
20
25
30
Retention time (min)
Figure 2 Anion exchange chromatogram of carbohydrates on a Dionex Carbopac PA1 9 � 250 mm column with a ¯ow rate of 1 ml minÿ1. Elution gradient was 0±10 min at 5 mM NaOH, 10± 20 min; linearly from 5 to 100 mM NaOH and 0 to 200 mM HAc, 20±25 min; 100 mM NaOH and from 200 to 500 mM HAc, 25± 30 min from 100 to 25 mM NaOH and 500 to 1000 mM HAc. Detection was made using a Dionex ED 40 electrochemical detector. (Unpublished data, Dorte Fris Jensen and Ylva ArdoÈ, Department of Dairy and Food Science, The Royal Veterinary and Agricultural University, Frederiksberg, Denmark.)
with quaternary amine-activated latex is used for analysing mono- and disaccharides. Attention must be paid to the instabilities of several carbohydrates at basic pH, such as epimerization or deacetylation of N-acetyl glucosamine. Usually the analysis is completed within a suf®ciently short time, but whenever a longer time is needed the stability must be investigated. High precision detection of carbohydrates is successfully made using pulsed amperometric detection (PAD).
Reversed-Phase High-Performance Liquid Chromatography The chromatographic method most commonly used for analytical purposes is reversed-phase
ANALYSIS/Chromatographic Methods
high-performance liquid chromatography (RP± HPLC). The stationary phase of RP±HPLC columns is nonpolar and typically made by silanized silica with C8 or C18 groups coupled to the silanol groups. A large variety of organic molecules may then be chromatographically separated using polar, largely aqueous, mobile phases. The surface of silica always contains a number of free silanol groups, which act as weak cation-exchangers at neutral pH. At or below pH 3, the silanol groups are protonated and do not interfere with the chromatography, which could be a reason for choosing a low pH. Casein that has been precipitated from milk or dairy products and resolved in a buffer may be analysed by RP±HPLC, but b- and g-caseins are only partly separated. Casein solutions are preferably analysed by capillary electrophoresis. A standard protocol for gradient elution at low pH has been developed for proteins and peptides. Water with 0.1% tri¯uoroacetic acid (TFA) is used as the hydrophilic part of the mobile phase and acetonitrile (also containing 0.1% TFA) is used as the hydrophobic modi®er. This method is widely used for analysis of casein hydrolysates and water-soluble peptides in cheese. The peptides are detected online by measuring UV absorbance at 210±220 nm. The lower part of the interval is preferred because of a higher sensitivity. The method is used to study changes in peptide pro®les during cheese ripening or to compare typical pro®les for speci®c cheese varieties (Figure 3). Chemometric methods are successfully used for evaluation of differences between the peptide pro®les. However, because of variations in both retention time and light absorbance, quite an amount of data manipulation is needed to achieve the correct results. The chromatograms represent a much higher number of peptides than there are peaks but it is possible to identify peptides of some of the most dominant peaks using online mass spectrometry (MS). By collecting samples of peaks as they elute from the chromatograph, more peptides may be analysed by MS or identi®ed by sequencing. UV spectra of the peaks measured online can be used as a step in the identi®cation procedure because some amino acids differ markedly from the others, especially in absorbing light at 280 nm (only Tyr and Trp). RP±HPLC of small organic molecules such as amino acids, amines, small carboxylic acids and aketoacids is commonly performed after derivatization and at a pH where the silanol groups of the silica surfaces contribute to the separation. This type of analysis is exempli®ed by HPLC of amino acids, which are typically derivatized at the primary amino group with o-phthalaldehyde (OPA) and 3-mercaptopropionic acid (MPA). The imino acid Pro has no
phe
3.0
trp tyr Parmigiano Reggiano (24 months)
2.5
trp
2.0 Absorbance at 210 nm
58
Comté (8 months)
trp
Cheddar (7 months)
trp
Herrgård (7 months)
1.5
1.0
phe SamsØ (4 months) trp
0.5 phe tyr
Danbo (2 months) trp
0.0 15
35 55 Retention time (min)
75
Figure 3 Reversed-phase HPLC pro®ling of peptides and aromatic amino acids in different cheese varieties at age of consumption. A silica column (Nucleosil 5 mm C18, 250�4.6 mm) was used with an elution scheme in three steps at a ¯ow rate of 1 ml minÿ1. The gradient started for 10 min with 0.1% TFA and then increased linearly from 0 to 48% acetonitrile for 80 min and ®nally 10 min with 60% acetonitrile with constant TFA concentration. Three amino acids and several peptide peaks can be found on the chromatograms. Speci®c pro®les for different cheese varieties are obvious. (Unpublished data, Ylva ArdoÈ and Jesper Spinner Madsen, Department of Dairy and Food Science, The Royal Veterinary and Agricultural University, Frederiksberg, Denmark.)
primary amino group and is not derivatized by OPA and a second derivatization step is needed if all amino acids are to be analysed. The separation is then made according to different properties of the amino acid side chains, usually at around neutral pH. By including an internal standard, at least 23 amino acids can be analysed quantitatively this way (Figure 4). The coef®cient of variation can be kept well below 5% for most amino acids, but sometimes up to 10% occurs because of variations in interactions between amino acids and the negatively charged column material that change during ageing. Another drawback is that the derivatives of some amino acids are not stable for very long, making an automatic derivatization and injection system highly
ANALYSIS/Chromatographic Methods
lys1
0.06 asp glu
orn1
0.05 Absorbance at 340 nm
59
0.04
gly cit argala GABA1
ser asn
0.03
AABA tyr
NVA met val
ile
gln
leu trp phe
cys
thr 0.02
lys2 0.01
his
orn2
GABA2
0.00 0
5
10 15 Retention time (min)
20
25
Figure 4 Reversed-phase HPLC used for quantitative analysis of amino acids on a Waters XTerraTM RP18 3.5 mm column as described in ArdoÈ and Polychroniadou (1999). OPA derivatives were analysed at 340 nm. The elution buffers contained tetrahydrofuran and titriplexIII. A linear gradient was used from retention time 0 to 28 min with an increase in acetonitrile from 0 to 32% and a slight increase in NaOAc from 30 to 34 mM. Using internal standard (NVA) and reference standard curves, it was possible to obtain quantitative results. Three of the amino acids gave two peaks each, but it was possible to handle data quantitatively. Amino acids catabolized from the original amino acids of casein are citrulline (cit), g-aminobutyric acid (GABA), a-aminobutyric acid (AABA) and ornithine (orn). (Unpublished data, Ylva ArdoÈ, Department of Dairy and Food Science, The Royal Veterinary and Agricultural University, Frederiksberg, Denmark.)
useful. OPA/MPA derivatization has advantages over several other methods that use water-sensitive components. Several other derivatization methods that solve the problem of unstable derivatives have been developed for amino acids, but all have some drawbacks and none of them is the ®nal solution. Hydrophobic anions or cations may be added to the eluents to prolong retention of molecules with opposite charge and speed up the elution of those with the same charge without affecting the neutral analytes at the chosen pH. This technique is named paired ion chromatography and is used, for example, to improve resolution for analysis of water-soluble vitamins.
Other HPLC Techniques Adsorption chromatography or normal-phase chromatography (NPC) uses a polar adsorbent (silica) and a nonpolar mobile phase such as petroleum ether or chloroform. It is not used very much today. Hydrophilic interaction chromatography (HIIC) can be considered as a modern version of NPC; it uses an aqueous mobile phase for the separation of very polar analytes, such as sugars, oligosaccharides and complex carbohydrates.
The same separation mechanisms are used for hydrophobic interaction chromatography (HIC) as for RP±HPLC, but denaturation of analytes occurs less frequently because the column material has a smaller population of hydrophobic groups, while those used for RP±HPLC have the entire surface covered with these groups. Proteins are injected into the column in a salt solution and then water and dilute buffers with low ionic strength are used to elute them using an inverse salt gradient. HIC is important as a preparation step for biologically active molecules with a complex structure, which is sensitive to denaturation and is crucial for biological activity. Enzymes and other biologically active molecules may be isolated and analysed by high-performance liquid af®nity chromatography. Columns are available, e.g. with tresyl chloride-activated silica, which couples with amino groups of different molecules, for example, proteins or peptides. Components with a speci®c af®nity for those groups may then be separated.
Detection Techniques for HPLC Spectrophotometry is the technique used most for online detection in HPLC. Analytes with UV
60
ANALYSIS/Chromatographic Methods
absorption are very well detected without derivatization. Proteins, for example, are detected at 280 nm; the two amino acid residues Tyr and Trp absorb light at this wavelength. UV/VIS spectrophotometry is used for detecting small derivatized analytes where it is the derivative that absorbs light at a speci®c wavelength. Diode array detectors may register the spectra for a de®ned interval of wavelengths and can be used for online identi®cation of speci®c compounds by comparing the spectrum with those in a database. Fluorimetry measures the ¯uorescence at a speci®c emission wavelength after induction with a light pulse of a speci®c excitation wavelength. Combining these two wavelengths in different ways makes it possible to carry out speci®c analysis of components or groups of components. The detection limits for ¯uorometric methods are typically 10 times lower than for light absorbance detection methods. However, only a few compounds ¯uoresce and can be analysed without derivatization. Potentiometry measures the current produced in a sample when a de®ned voltage is applied to the sample. Pulsed amperometric detection (PAD) methods have been developed specially for analysing carbohydrates in an ef¯uent stream; they measure the current generated by electrolytically oxidized analytes on the surface of a gold electrode, after application of speci®c patterns of positive potential pulses over the sample. Refractometry is the classical technique used to detect sugars that change the refractive index of the eluent. The method is, however, only applied to neutral carbohydrates and the sensitivity is low compared to other techniques. It is used successfully for the identi®cation of sugar peaks that may interfere with the results when analysing other compounds in complex samples of foods such as milk and dairy products. Radioimmunoassay can be used online to detect radioactivity from labelled molecules coupled to the analytes. It is also very useful for studying biological activity of an added radioactively labelled component. The expense of using this technique is a problem for many laboratories, because all the equipment needs to be kept in rooms that have been approved for work with radioactive materials and must be handled with special care. Mass spectrometry (MS) determines the molecular weight of the analytes online in a small amount of sample from the chromatographic column. The analytes are ionized by collision with rapidly moving electrons. The mainly positively charged ions are then separated according to their relative masses.
Large molecules may be ionized by one or more charges, and may give complicated spectra that can be used for their identi®cation. Depending on the technique used, the molecules may be analysed intact or after fragmentation, which can be produced during ionization. Measurement of the molecular weights of the breakdown products is useful in identi®cation work. The mass spectra can be compared to those in a database and used for identi®cation of the analytes. MS detectors are used online in both GC and HPLC.
Gas Chromatography Compounds that are volatile, or are volatile after derivatization at moderately high temperatures without being broken down or reacting with other components, may be analysed by GC. The choice of column is very important. Volatile compounds can be dif®cult to handle during sample preparation. A rather simple method is to analyse the headspace of a sample that has been kept in a closed container at a de®ned temperature for a couple of hours until equilibrium between sample and headspace is reached. The sample in the container may be a liquid or a solid. The technique, called static headspace GC, analyses the saturated air over the product and the results may re¯ect the composition of the volatiles in the product. However, the concentration of several components is often under the detection limit and trapping the volatiles is used preferentially in several cases. The purge-and-trap method was developed to collect as much as possible of all volatile components comprising also those that are less volatile and are trapped in the product. This technique is called dynamic headspace GC and may concentrate components up to 1000-fold by ¯ushing an inert gas (N 2) over or through the sample for several minutes. Solid phase microextraction is a technique using adsorbents that are kept (sometimes rotating) in the headspace to collect and concentrate components. The composition of the adsorbents varies and it is possible to select an adsorbent for a chosen group of components. Samples for GC are also commonly prepared by simultaneous distillation and extraction using low pressure and temperatures around 30±40 � C to avoid artifacts from chemical reactions at high temperatures. Acid, neutral and basic volatiles are extracted with high precision, but highly volatile compounds like acetaldehyde and several sulphur compounds may be lost. Derivatization can be used to make compounds more volatile and this procedure is ef®cient for
ANALYSIS/Chromatographic Methods
analysis of short-chain carboxylic acids (C2±C5) in cheese. The acids are analysed using GC after vapour distillation and benzyl esteri®cation, with a capillary column and a detection limit of, for example, butyric acid (C4) 10 mg kgÿ1. GC methods are widely used for analysis of free fatty acids in butter and cheese as well as for determination of fatty acid composition of milk fat. Flame ionization detectors (FID) are commonly used in GC. The organic compounds are readily pyrolized when introduced into a hydrogen±oxygen ¯ame and ions are produced in the process. These ions are collected at charged electrodes and the resulting current is measured by means of an electrometer ampli®er. Compounds are identi®ed by their retention time and the identity of peaks is con®rmed by adding known reference substances to the sample (spiking). Better identi®cation is obtained by using a FID detector in parallel with an MS detector. The FID results are successfully used for quanti®cation, which has its problem in the sampling techniques rather than in the detector. The odour of different compounds when they come out from a GC column can be determined by olfactometry where a human nose is used as a detector. Several people may be used to smell the eluent to obtain more objective mean values. Some substances can be detected at lower concentrations using olfactometry than with FID or MS (Table 3).
Future Trends The column materials used in chromatographic techniques have been extensively developed during the last 20 years and their development has reached a high level of sophistication. The development of columns continues but for more speci®c applications. The improving quality of the instruments available considerably facilitates chromatography. It is possible today to have stable pressure from the pumps, degassing systems giving constant composition of the buffers for each run and ef®cient ¯ow through the detectors, and these technical improvements will continue. Several new analytical applications for the very high standard equipment available today will be seen in the near future. Online detection of UV/VIS spectra and mass spectra is becoming available in many laboratories, and it makes identi®cation of compounds in the eluent much easier. The development of several new online detection techniques is likely. Multivariate statistical analysis is increasingly adapted to analysis of chromatographic data and programs for calculations and data evaluations, as
61
Table 3 Gas chromatography results from a 4-week-old Danbo cheese that was sampled by dynamic headspace and analysed online with olfactometry and MS detectors (the results are given in the order they eluted from the column) Olfactory response
Peak
Compounds identi®ed by MS
Burnt Ð
Ð 1
Caramel Ð
2 Ð
Ð Ð Acid, fruity Ð Flower, organic Ð Paper, burnt Ð Mouldy Savoury Buttery Ð Fruit Ð Green Ð Cheese Blue cheese Ð Nut, popcorn Ð Ð Ð Ð Ð Caramel, sweet Ð Coconut Burnt rubber Ð Wine gum
3 4 Ð 5 Ð 6 Ð 7 Ð Ð Ð 8 9 10 Ð 11 12 13 14 Ð 15 16 17 18 19 Ð 20 Ð 21 22 23
Ð
24
Ð Ethyl acetate, 2-butanone, 3-methylbutanal, 2-propanol, ethanol 2-Pentanone, diacetyl 3-Methyl-2-pentanone, 2-butanol Toluene 1-Propanol Ð 2-Heptanone Ð 3-Methyl-1-butanol Ð Acetoin Ð Ð Ð 2-Nonanone Nonanal Acetic acid Ð 2-Methyl-propanoic acid 2-Undecanone Butanoic acid 3-Methyl-butanoic acid Ð 2-Tridecanone Hexanoic acid Phenylethanol 2-Pentadodecanone Octanoic acid Ð d-Nonalactone Ð Decanoic acid g-Dodecanoic acid 6-Heptyltetrahydro2H-pyran-2-one Dodecanoic acid
Unpublished data, Birgitte Vedel Hansen and Ylva ArdoÈ, Department of Dairy and Food Science, The Royal Veterinary and Agricultural University, Frederiksberg, Denmark.
well as running the equipment, are being developed continuously. See also: Analysis: Sampling; Electrophoresis. Cheese: Overview; Biochemistry of Cheese Ripening. Flavours and Off-Flavours in Dairy Foods. Lipids: Fatty Acids. Milk Proteins: Casein Nomenclature, Structure and Association Properties; Analytical Methods.
62
ANALYSIS/Immunochemical
Further Reading ArdoÈ Y and Gripon J-C (1991) Chromatographic methods used to measure proteolysis in cheese. Bulletin of the International Dairy Federation 261: 29±34. ArdoÈ Y and Polychroniadou A (1999) Laboratory Manual for Chemical Analysis of Cheese. Luxembourg: Of®ce for Of®cal Publications of the European Communities. BuÈtikofer U and ArdoÈ Y (1999) Quantitative determination of free amino acids in cheese. Bulletin of the International Dairy Federation 337: 24±32. IDF (various years) Standards. Brussels: IDF. Neue UD (1997) HPLC Columns, Theory, Technology and Practice. New York: Wiley-VCH. Singh TK, Gripon J-C and Fox PF (1999) Chromatographic analysis and identi®cation of peptides in cheese. Bulletin of the International Dairy Federation 337: 17±23. Urbach G (1997) The chemical and biochemical basis of cheese and milk aroma. In: Law BA (ed.) Microbiology and Biochemistry of Cheese and Fermented Milk, 2nd edn. London: Blackie Academic and Professional.
Immunochemical L Stepaniak and T Sùrhaug, Agricultural University of Ê s, Norway Norway, A L Jedrychowski, Institute of Animal Reproduction and Food Research, Olsztyn, Poland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Principles and Development Immunoassays can be de®ned as quantitative binding reactions between antibodies and target antigens. Since 1980 there has been a tremendous expansion in the application of immunoanalytical techniques for food components, chemical contaminants and foodborne bacteria and viruses. Recent advances in both biotechnology and electronics have accelerated the supply of commercial immunochemical kits, and their automation and use, as well as the development of immunosensors. The database of Institute for Scienti®c Information responded with a list of 407 works published from 1991 to 2001 for the wordstring `milk immunoassay'. Basic Terminology
Antibody Antibodies are proteins which are formed by the immune system in response to administration of an antigen and which react speci®cally with
that antigen. Polyclonal antibodies which are raised in animals and are utilized in immunochemical assays are usually immunoglobulins of class G (IgG). A polyclonal antibody preparation raised against a speci®c antigen contains many different antibodies that, to a variable extent, react with the antigen and with substances of a similar structure. Monoclonal antibodies are produced in tissue culture from a clone of a single hybrid of B lymphocyte cells and therefore have identical speci®city. Light chains (Fab fragments) of IgG react with antigen and are used in immunochemical assays. Reactive fragments of antibodies can be cloned into Escherichia coli and expressed by genetic engineering techniques. Antigen Antigens are substances which are capable, under appropriate conditions, of inducing formation of antibodies and of reacting speci®cally in some detectable manner with the antibodies so induced. Hapten Haptens are chemical moieties which will react speci®cally with the appropriate antibody but are not immunogenic. Speci®c antibodies are raised to the puri®ed hapten coupled to a carrier protein; the conjugate becomes immunogenic and produces antibodies speci®c to the hapten. Bovine serum albumin or haemocyanin from keyhole limpets are commonly used as the carrier proteins. Techniques of Immunochemical Assays
Procedures for quantitative immunochemical assays utilize conjugates with enzyme label, or chemiluminescent or radioactive tracers coupled to an antibody or antigen. Reaction with conjugated enzymes (most often alkaline phosphatase or peroxidase) uses chromogenic substrates. However, ¯uorogenic substrates may be used to increase sensitivity. The ®rst immunochemical assay used radioisotopes and was reported in 1959. Historically, immune reactions were observed for the ®rst time in 1895. Immunochemical assays which used enzymes were ®rst reported in 1971. In the microbiological area, the ®rst reports on detection of toxins in food by immunochemical assay are from the late 1970s. The principles of the most popular solid-phase enzyme-linked immunosorbent assays (ELISA) are outlined in Figures 1 and 2. Enzyme immunoassay (EIA) is a somewhat more general term describing techniques such as dot EIA, dipstick EIA and capture EIA. Sandwich ELISA (Figure 1) is most often used to quantify concentrations of large proteinaceous analytes, e.g. some bacterial toxins, enzymes and various proteins. Competitive ELISAs and other EIAs are regularly used for nonimmunogenic or
62
ANALYSIS/Immunochemical
Further Reading ArdoÈ Y and Gripon J-C (1991) Chromatographic methods used to measure proteolysis in cheese. Bulletin of the International Dairy Federation 261: 29±34. ArdoÈ Y and Polychroniadou A (1999) Laboratory Manual for Chemical Analysis of Cheese. Luxembourg: Of®ce for Of®cal Publications of the European Communities. BuÈtikofer U and ArdoÈ Y (1999) Quantitative determination of free amino acids in cheese. Bulletin of the International Dairy Federation 337: 24±32. IDF (various years) Standards. Brussels: IDF. Neue UD (1997) HPLC Columns, Theory, Technology and Practice. New York: Wiley-VCH. Singh TK, Gripon J-C and Fox PF (1999) Chromatographic analysis and identi®cation of peptides in cheese. Bulletin of the International Dairy Federation 337: 17±23. Urbach G (1997) The chemical and biochemical basis of cheese and milk aroma. In: Law BA (ed.) Microbiology and Biochemistry of Cheese and Fermented Milk, 2nd edn. London: Blackie Academic and Professional.
Immunochemical L Stepaniak and T Sùrhaug, Agricultural University of Ê s, Norway Norway, A L Jedrychowski, Institute of Animal Reproduction and Food Research, Olsztyn, Poland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Principles and Development Immunoassays can be de®ned as quantitative binding reactions between antibodies and target antigens. Since 1980 there has been a tremendous expansion in the application of immunoanalytical techniques for food components, chemical contaminants and foodborne bacteria and viruses. Recent advances in both biotechnology and electronics have accelerated the supply of commercial immunochemical kits, and their automation and use, as well as the development of immunosensors. The database of Institute for Scienti®c Information responded with a list of 407 works published from 1991 to 2001 for the wordstring `milk immunoassay'. Basic Terminology
Antibody Antibodies are proteins which are formed by the immune system in response to administration of an antigen and which react speci®cally with
that antigen. Polyclonal antibodies which are raised in animals and are utilized in immunochemical assays are usually immunoglobulins of class G (IgG). A polyclonal antibody preparation raised against a speci®c antigen contains many different antibodies that, to a variable extent, react with the antigen and with substances of a similar structure. Monoclonal antibodies are produced in tissue culture from a clone of a single hybrid of B lymphocyte cells and therefore have identical speci®city. Light chains (Fab fragments) of IgG react with antigen and are used in immunochemical assays. Reactive fragments of antibodies can be cloned into Escherichia coli and expressed by genetic engineering techniques. Antigen Antigens are substances which are capable, under appropriate conditions, of inducing formation of antibodies and of reacting speci®cally in some detectable manner with the antibodies so induced. Hapten Haptens are chemical moieties which will react speci®cally with the appropriate antibody but are not immunogenic. Speci®c antibodies are raised to the puri®ed hapten coupled to a carrier protein; the conjugate becomes immunogenic and produces antibodies speci®c to the hapten. Bovine serum albumin or haemocyanin from keyhole limpets are commonly used as the carrier proteins. Techniques of Immunochemical Assays
Procedures for quantitative immunochemical assays utilize conjugates with enzyme label, or chemiluminescent or radioactive tracers coupled to an antibody or antigen. Reaction with conjugated enzymes (most often alkaline phosphatase or peroxidase) uses chromogenic substrates. However, ¯uorogenic substrates may be used to increase sensitivity. The ®rst immunochemical assay used radioisotopes and was reported in 1959. Historically, immune reactions were observed for the ®rst time in 1895. Immunochemical assays which used enzymes were ®rst reported in 1971. In the microbiological area, the ®rst reports on detection of toxins in food by immunochemical assay are from the late 1970s. The principles of the most popular solid-phase enzyme-linked immunosorbent assays (ELISA) are outlined in Figures 1 and 2. Enzyme immunoassay (EIA) is a somewhat more general term describing techniques such as dot EIA, dipstick EIA and capture EIA. Sandwich ELISA (Figure 1) is most often used to quantify concentrations of large proteinaceous analytes, e.g. some bacterial toxins, enzymes and various proteins. Competitive ELISAs and other EIAs are regularly used for nonimmunogenic or
ANALYSIS/Immunochemical
63
(A)
Ag
Ag
E
Ag (B)
Ag
weakly immunogenic molecules ( < 1 kDa) such as drugs, antibiotics, mycotoxins, pesticides and short peptides which become immunogenic after coupling as haptens to a carrier protein. Commercial enzyme conjugates with secondary antibodies (e.g. antirabbit IgG raised in goat if primary antibodies were raised in rabbit) are available. Antibodies for sandwich ELISA may be used to determine soluble or insoluble (e.g. surface proteins on bacteria or viruses) antigens. In case of competitive ELISA, antigens are attached to different solid phases. The surface of polystyrene wells of standard 96-well ELISA plates, tubes and monodisperse magnetic particles are utilized as solid phases. Use of magnetic beads allows automation and increases sensitivity. In the case of dot ELISA, the peptide antigen, eventually coupled to carrier protein, is immobilized on nitrocellulose membrane. Proteins, peptides and nucleic acids can be detected by immunoblot techniques. After electrophoresis in gels, they are electrotransferred and blotted on to nitrocellulose membranes which are subsequently treated with speci®c antibodies, secondary antibody conjugates and staining substrates. Washing is applied between each subsequent step. Antibodies or antigens covalently linked to the surfaces of immunobiosensors are released from immunoreactants at low or high pH, allowing multiple use of the biosensors. The detection time for a classical sandwich ELISA is about 6 h. Depending on the sensitivity required, the detection time for commercial kits which use
Ag
Ag
Figure 1 Final stage of sandwich enzyme-linked immunosorbent assay (ELISA). At step 1, antibody (Y-shaped) is ®rmly attached to the solid phase. At step 2 an analysed sample solution containing substance that was used as an antigen (Ag) to raise the antibody is added and incubation follows. At step 3 an enzyme-labelled (E) antibody is added and further incubated. Washing, usually with phosphate buffered saline containing 0.05% Tween 20, is applied between each step. At step 4, the enzyme substrate (S) is added and incubated; the rate of chromogenic or ¯uorogenic product (*) released from the substrate is proportional to the amount of antigen present. Antibody has two speci®c binding regions, each at the end of the short chain, and may theoretically bind two or one antigen molecule. Large antigens have more than one speci®c binding region (epitope), therefore they can bind labelled antibody, making a `sandwich'.
Ag
Ag
Ag
Ag
Ag
(C) E
Ag
E
Ag
Ag
(D) E
Ag
E
Ag
Ag
Figure 2 Indirect competitive inhibition enzyme-linked immunosorbent assay (ELISA) with secondary antibodies. (A) Binding of the antigen (Ag) to the surface of solid phase (e.g. wells of microtitreplate). (B) The mixture of the predetermined amount of primary antibodies and sample containing speci®c antigen for the antibody is added (control contains primary antibodies only). (C) Secondary, enzymelabelled antibody is added. (D) Substrate is added. The more antigen in the sample (step 2), the slower the rate of increase in absorbance or ¯uorescence. Between each step, wells are washed as described in Figure 1. Ag, antigen; E, enzymelabelled antibody; S, enzyme substrate; �, chromogenic or ¯uorogenic product released from substrate.
EIA with magnetic beads or cartridges or which use ¯ow-through immunoanalysis or immunobiosensors is 3±20 min. A common procedure to enhance the sensitivity of ELISA uses the interaction of biotin and avidin (Figure 3). Other ampli®cation systems have also been developed.
64
ANALYSIS/Immunochemical
Applications The sensitivity, accuracy and recovery of EIA for bacterial and fungal toxins, drugs and pesticides is comparable to or better than that for chromatographic
B
B
E
A
B
E B
A
E
B
B
B
E
B B
Ag Figure 3 Ampli®cation of enzyme-linked immunosorbent assay (ELISA) signal using the avidin±biotin system. (Primary antibody reacts with bound antigen.) The ®nal stage shows the matrix of the biotin±avidin±enzyme conjugate attached to biotinylated secondary antibody. A, avidin; B, biotin; Ag, antigen; E, enzyme-labelled antibody; S, enzyme substrate; �, chromogenic or ¯uorogenic product released from substrate.
methods, and EIAs are simpler than these techniques. Detection limits for selected applications of different immunochemical assays and immunobiosensors in the dairy ®eld are shown in Table 1. Antibiotics, Toxins and Other Undesirable Compounds
Different EIAs can detect residues in milk of the antibiotics most frequently used in veterinary medicine. Methods for the detection of penicillin and other blactam antibiotics, chloramphenicol, streptomycin, cephalosporin and tetracyclines, as well as sulphonamides have been developed. In most cases, the sensitivity is markedly better than for tests based on the inhibition of sensitive microorganisms. EIAs or radioimunoassays of variable selectivity have been developed for Clostridium botulinum toxins A, B, E, F and G, Cl. perfringens toxins A and E, staphylococcal enterotoxins A, B, C, D and E. coli enterotoxin. A very sensitive technique, called enzyme-linked coagulation assay (ELCA), has been developed to detect toxins from Cl. botulinum
Table 1 Detection limit by immunochemical assays and immunobiosensors of selected toxins, drugs, pesticides, enzyme inhibitors, pathogenic bacteria, proteins and peptides in milk Analyte
Method
Detection limit per ml
Staphylococcal enterotoxins A, B, C, D, E Clostridium botulinum toxins A, B, E Clostridium perfringens enterotoxin A A¯atoxin M1 Ochratoxin A b-Lactam antibioticsa Chloramphenicol Sulphamethazine
EIA or RIA ELCA ELISA EIA EIA EIA EIA EIA IS EIA or RIA Dot IA ELISA ELISA ELISAS IEA using paper strip M-ELISA ISA ISC ELISA EIA
0.1±1 ng 0.01 ng 5 ng 0.25 ng Ð 0.05±1 ng 0.5±2 ng 2±10 ng 0.9 ng 0.2±1 ng 3 ng 0.25 ng 0.08 ng 18 ngb 1 ng 104±105 cells 2�102 cells 2.5�105 cells 3 ng 100 ng
Pesticides and herbicides (different) Nisin Z Chymosin Heat-stable proteinase from Pseudomonas Indigenous cysteine proteinase inhibitor Progesterone Staphylococcus spp. Listeria monocytogenes Listeria monocytogenes Bovine b-lactoglobulin in human milk Fragment of k-casein macropeptide to detect proteolysis
EIA, enzyme immunoassay: competitive or other enzyme-linked immunosorbent assays (ELISAs); RIA, radioimmunoassays; ELCA, enzyme-linked coagulation assay; ELISA, sandwich ELISA with chromogenic or ¯uorogenic substrates; IS, commercial immunobiosensor BIAcoreTM, optical detection (surface plasmon resonance); Dot IA, dot immunoassay using chemiluminescence; ELISAS, ELISA sensitized with the biotin±avidin system; M-ELISA, ELISA with monodisperse magnetic particles; ISA, immunosensor with multiple amperometric detection; ISC, immunosensor based on antibodies attached to quartz crystal. a Increased sensitivity and speci®city were obtained by using immunization for an antibiotic which had the b-lactam ring coupled with the amino group of the carrier protein. b Concentration found in milk.
ANALYSIS/Immunochemical
(Table 1). Conjugates of coagulating enzyme isolated from venom toxin are made with antibodies speci®c to Cl. botulinum toxins A, B and E. Coagulation is induced and detected by adding plasma substrates containing coagulation factor and alkaline phosphatase-labelled ®brinogen. Conventional analyses of mycotoxins are tedious; they include extraction and chromatographic separation of these compounds. Several different chromatographic and immunochemical procedures have been developed to detect and quantify major mycotoxins in foods. A¯atoxin M1 and ochratoxin were extensively studied in milk. ELISA detects a¯atoxins six times faster than analysis by high-performance liquid chromatography (HPLC). Extensive work on EIA for mycotoxins has led to the acceptance by the Association of Of®cial Analytical Chemists of ELISA as an of®cial method of analysis of mycotoxins in foods. The use of commercial test kits in the of®cial methods for detection of mycotoxin has also been accepted. Several methods have been developed for herbicides; most are aimed atrazine and alachlor. The methods for atrazine were evaluated in several foods, including milk. Detection of Bacteria and Moulds
ELISA combined with an enrichment step substantially reduces detection time as compared with conventional microbiological methods. Commercial EIAs have been developed for the major pathogens. Milk and cheese have been tested with ELISA for the presence of Listeria monocytogenes, E. coli O157:H7 and Salmonella spp. ELISAs have also been developed for the detection of Pseudomonas cells and spores of Cl. tyrobutyricum. ELISA can detect moulds before their growth can be seen on dairy products. Sensitivity of immunobiosensors (Table 1) may challenge classical EIAs as the alternative for the detection of pathogens. Adulteration of Goats' and Ewes' Milk with Cows' Milk
Due to the high sequence homology of bovine, ovine and caprine caseins and b-lactoglobulins, the problem of cross-reactivity must be overcome for sensitive immunological identi®cation of added cows' milk in goats' or ewes' milk. Speci®c and sensitive ELISAs, which can detect adulteration of goat milk with 0.05% bovine milk or can detect 0.25% of bovine milk in cheese produced from caprine or ovine milk have been developed. The procedures rely on monoclonal antibodies or polyclonal antibodies raised to synthetic peptides with the sequence of speci®c regions of bovine aS1- or k-caseins.
65
Milk Proteins, Enzymes and Enzyme Inhibitors
ELISA, using antibodies speci®c to whole casein, can easily differentiate meat sausages containing 1±2% of milk protein from sausages containing no added caseins. ELISA with antibodies speci®c for native a-lactalbumin and b-lactoglobulin may be used to differentiate between raw, pasteurized and ultrahigh temperature (UHT) milk. ELISAs have suf®cient sensitivity to detect residual chymosin and pepsin in cheese. Recombinant chymosin is immunologically indistinguishable from calf chymosin. The chymosin gene has been cloned in E. coli, Kluyveromyces lactis and Aspergillus niger and calf chymosin has been produced by fermentation and should be acceptable for the manufacture of `vegetarian cheeses'. An ELISA procedure has been developed for indirect identi®cation of recombinant chymosin from three different microorganisms. Polyclonal antibodies were produced to proteinaceous components of the media or cell components which are always present in commercial preparations of recombinant chymosins. Methods reported for the detection of heat-stable proteinases, lipases and phospholipase C from pseudomonads have sensitivity between 0.08 and 80 ng enzyme mlÿ1. The enzymes were detectable when the population of Pseudomonas reached 106±107 cfu mlÿ1 milk. Concentrations of seven indigenous enzyme inhibitors in milk and colostrum have been determined by sandwich ELISA. Diagnostic
EIAs have been used to detect Brucella in cattle and thermostable nuclease from Staphylococcus spp. in milk. Staphylococcus spp. are the most frequent cause of mastitis. A convenient and sensitive dipstick assay for the rapid detection of progesterone by EIA in milk on farms is also available.
Applications in Dairy Technology and Research Production of Hypoallergenic Dairy Foods
Speci®c human IgE from allergic individuals (e.g. from humans allergic to milk proteins; see Milk Allergy) are used to detect allergenic components in foods, especially in infant formulae. During the preparation of hypoallergenic dairy foods, IgG speci®c for whey proteins, casein fractions or whole casein is used to study the effect of hydrolysis of milk proteins by various enzymes or the effect of milk fermentation by lactic acid bacteria on the reduction of immunoreactivity which corresponds well with the reduction of allergenicity. EIA with IgG was used to
66
ANALYSIS/Immunochemical
study the effect of ultrahigh pressure followed by enzymatic hydrolysis on the reduction of allergenicity of b-lactoglobulin. ELISA showed that traces of ingested bovine b-lactoglobulin are present in human milk (Table 1). Proteolysis in Milk and Cheese
A synthetic dodecapeptide peptide having a sequence of 11 amino acids from the N-terminal of bovine kcasein macropeptide and an additional cysteine at the C-terminal was coupled through its C-terminus with ovalbumin as a carrier protein and used to produce polyclonal antibodies. ELISA could measure proteolysis of k-casein during cold storage of milk. The ELISA could detect macropeptide released by proteinases of psychrotrophs (Table 1) and determine that, after 6 days of storage of milk at 4 � C, approximately 4% of k-casein was hydrolysed. Immunoblotting of peptides separated from cheese and plasmin or chymosin hydrolysates of aS1- and bcaseins has been performed using antibodies raised against puri®ed aS1- and b-caseins. The antibodies reacted with many protein fragments from each corresponding casein. Immunoblots were more sensitive than electrophoretograms stained with Coomassie blue, allowing identi®cation of the origin of some peptides by comparing their localization after separation from cheeses and casein hydrolysates. Polyclonal antibodies have been obtained by immunization of rabbits with b-casomorphins-4, -5 or -7 coupled to thyroglobulin. Radioimmunoassay and ELISA found b-casomorphins or peptides containing b-casomorphin sequences at various concentrations in milk hydrolysed by cultures of Pseudomonas spp., Streptococcus faecalis and Bacillus cereus and in cheese. ELISA has been used to study the distribution of chymosin and plasmin plus plasminogen between cheese curd and whey and to demonstrate that proteinases from Pseudomonas, which are extremely heat-stable at ultra-high temperatures, are nevertheless inactivated at 55 � C by autolysis and by aggregation of the enzyme with casein micelles. ELISA or immunoblotting with polyclonal antibodies can detect intracellular proteinase or intracellular aminopeptidases from lactic acid bacteria in cheese, therefore the methods can be used to study autolysis of starter micro¯ora during cheese ripening. Monoclonal antibodies were developed to study relatedness of aminopeptidases from lactic acid bacteria. Immunoblotting using speci®c antibodies demonstrated the occurrence of some indigenous enzyme inhibitors in milk as native, single-protein molecules,
as complexes with enzyme protein or as degradation products resulting from proteolysis of the native inhibitor.
Immunoassays Other than EIA Simple immunoassay or immunoelectrophoresis techniques also have applications in dairy microbiology and chemistry. The agglutination test is used for serotyping of different dairy microorganisms. Ouchterlony double immunodiffusion is about 1000 times less sensitive than EIAs, but the sensitivity is suf®cient to determine the identity of milk coagulants (see International Dairy Federation Standard 110 B, 1997) or to detect toxins in bacterial cultures. Rocket immunoelectrophoresis can be used to detect denaturation of whey proteins, to detect milk coagulants or to detect adulteration of goats' milk with cows' milk. Agglutination methods with antibodies coated on latex particles for the detection of residues of penicillin in milk have sensitivities comparable to those of microbial methods. See also: Analysis: Biosensors. Milk Allergy. Milk Proteins: Immunoglobulins; Bioactive Peptides. Moulds in Dairy Products. Mycotoxins: Classification, Occurrence and Determination; Aflatoxins and Related Compounds.
Further Reading Bushway RJ and Fan TS (1995) Detection of pesticide and drug residues in food by immunoassay. Food Technology 49: 108±115. Grubelnik A, Padeste C and Tiefenauer L (2001) Highly sensitive immunoassays for the detection of b-lactam antibiotics. Food and Agricultural Immunology 13: 161±169. IDF (1977) Standard 110B: Milk Coagulants. Brussels: IDF. Ê , Hammer A Ê et al. (1996) Mellgren C, SternesjoÈ A Comparison of biosensor, microbiological, immunochemical and physical methods for detection of sulfamethazine residue in raw milk. Journal of Food Protection 59: 1223±1226. Minunni M, Mascini M, Carter RM et al. (1996) A quartz crystal microbalance displacement assay for Listeria monocytogenes. Analytica Chimica Acta 325: 169±174. Morris BA, Clifford NJ and Jackman R (eds.) (1988) Immunoassays for Veterinary and Food Analysis, vol. 1. London: Elsevier Applied Science. Rittenburg JH (1990) Development and Application of Immunoassay for Food Analysis. London: Elsevier Applied Science. Samarajeewa U, Wei CI, Huang TS and Marshall MR (1991) Application of immunoassays in the food industry. Critical Reviews in Food Science and Nutrition 29: 403±434. Stepaniak L, Jedrychowski L, Grabska J, WroÂblewska B and Sùrhaug T (1997) Application of immunoassays for
ANALYSIS/Electrophoresis proteins and peptides in milk and dairy products. In: Pandalai SG (ed.) Recent Research Developments in Agricultural and Food Chemistry, vol. 2, pp. 673±687. Trivandrum, India: Research Signpost. Wyatt GM (1995) Antibody-based detection of microbiological agents in food: aspect of development. Food and Agricultural Immunology 7: 55±65. Yazdankhah SP, Sùlverùd L, Simonsen S and Olsen E (2001) Development and evaluation of an immunomagnetic separation-ELISA for the detection of Staphylococcus aureus thermostable nuclease in composite milk. Veterinary Microbiology 67: 113±125. Yong RK and Cousin MA (1995) Nonspeci®c enzyme linked immunosorbent assay for moulds in foods. Journal of Food Science 60: 1357±1363. Zhi ZL, Meyer UJ, Van den Bedem JW and Meusel M (2001) Evaluation of an automated and integrated ¯owthrough immunoanalysis system for the rapid determination of cephalexin in raw milk. Analytica Chimica Acta 442: 207±219.
has a net negative charge and migrates as an anion, while at pH 6.02 alanine has no net charge, although it has one negative and one positive charge, and does not migrate in an electric ®eld. The rate of migration is dependent, among other factors, on the degree of ionization. Particles are identi®ed by their rate of migration in an electric ®eld, often termed electrophoretic mobilty (m), which is the vector sum of the driving force and a number of resisting forces. Electrophoretic mobility is directly proportional to the potential applied and to the distance between the two electrodes. The distance of migration is directly proportional to the duration of electrophoresis, under a particular set of conditions. It follows that the driving force (FD) exerted on an ion is the product of ®eld strength (E) and the net charge (Q) on the ion, where ®eld strength is equal to voltage (V) applied per unit distance (D) between the two electrodes. FD EQ
Electrophoresis J A O'Mahony, University College, Cork, Ireland Y ArdoÈ, Royal Veterinary and Agricultural University, Frederiksberg, Denmark P L H McSweeney, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Electrophoresis is de®ned as the migration of charged particles under the in¯uence of an electric ®eld. Since only charged particles migrate in an electric ®eld, experimental conditions are made conducive to enable the resolution of particles based on differences in their charge or charge density (i.e. by adjusting pH or ionic strength of the solvent buffer to in¯uence the charge on solute particles). In a solution, if a solute has a positive charge (cation), it will migrate towards the negative electrode (cathode) while a negatively charged ion (anion) will migrate towards the positive electrode (anode). A solute may be charged due to ionization of groups on the molecule or a charge may be induced by the electrolyte, e.g. by adsorption. The ionization status of an ionizable group is determined by its pK and the pH of the medium. At their isoelectric point, ionized molecules have no net charge and do not migrate in an electric ®eld. For example, the isoelectric point of the amino acid, alanine, is at pH 6.02; at a pH < 6.02, alanine has a net positive charge and migrates as a cation; at pH > 6.02 alanine
67
E
V D
FD
VQ D
Several forces act to oppose the driving force, the sum of which is termed the resisting force (FR). One of the more prominent of these forces is frictional force (f). Stokes's law relates the velocity of a particle moving though a medium to its radius, the viscosity of the medium in which the particle is suspended and the difference in density between the particle and the medium. According to Stokes's law, in free solution several factors contribute to the frictional force (f) on solute molecules, including ionic strength of the solvent buffer, radius (r) of solute particles and viscosity (�) of the buffer: f 6��rv where v is the velocity of a particle moving through a medium of viscosity �. In a gel medium, Stokes's law is not obeyed strictly, as f is dependent on a number of other factors, including particle size, pore size and surface net charge density of the gel matrix. Electrophoretic mobility is inversely related to the square root of the ionic strength of the buffer. Buffers are essential to carry current and maintain the pH in electrophoresis systems. However, buffer ions may be attracted electrostatically to solute ions and form a cloud of counterions around them. This cloud acts to reduce the effective charge on the solute ions and the cloud of counterions is attracted electrostatically to the opposite electrode compared to the solute molecules. This phenomenon is referred to as the electrophoretic effect. The ion cloud is in a continuous state of ¯ux, i.e. buffer ions
ANALYSIS/Electrophoresis proteins and peptides in milk and dairy products. In: Pandalai SG (ed.) Recent Research Developments in Agricultural and Food Chemistry, vol. 2, pp. 673±687. Trivandrum, India: Research Signpost. Wyatt GM (1995) Antibody-based detection of microbiological agents in food: aspect of development. Food and Agricultural Immunology 7: 55±65. Yazdankhah SP, Sùlverùd L, Simonsen S and Olsen E (2001) Development and evaluation of an immunomagnetic separation-ELISA for the detection of Staphylococcus aureus thermostable nuclease in composite milk. Veterinary Microbiology 67: 113±125. Yong RK and Cousin MA (1995) Nonspeci®c enzyme linked immunosorbent assay for moulds in foods. Journal of Food Science 60: 1357±1363. Zhi ZL, Meyer UJ, Van den Bedem JW and Meusel M (2001) Evaluation of an automated and integrated ¯owthrough immunoanalysis system for the rapid determination of cephalexin in raw milk. Analytica Chimica Acta 442: 207±219.
has a net negative charge and migrates as an anion, while at pH 6.02 alanine has no net charge, although it has one negative and one positive charge, and does not migrate in an electric ®eld. The rate of migration is dependent, among other factors, on the degree of ionization. Particles are identi®ed by their rate of migration in an electric ®eld, often termed electrophoretic mobilty (m), which is the vector sum of the driving force and a number of resisting forces. Electrophoretic mobility is directly proportional to the potential applied and to the distance between the two electrodes. The distance of migration is directly proportional to the duration of electrophoresis, under a particular set of conditions. It follows that the driving force (FD) exerted on an ion is the product of ®eld strength (E) and the net charge (Q) on the ion, where ®eld strength is equal to voltage (V) applied per unit distance (D) between the two electrodes. FD EQ
Electrophoresis J A O'Mahony, University College, Cork, Ireland Y ArdoÈ, Royal Veterinary and Agricultural University, Frederiksberg, Denmark P L H McSweeney, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Electrophoresis is de®ned as the migration of charged particles under the in¯uence of an electric ®eld. Since only charged particles migrate in an electric ®eld, experimental conditions are made conducive to enable the resolution of particles based on differences in their charge or charge density (i.e. by adjusting pH or ionic strength of the solvent buffer to in¯uence the charge on solute particles). In a solution, if a solute has a positive charge (cation), it will migrate towards the negative electrode (cathode) while a negatively charged ion (anion) will migrate towards the positive electrode (anode). A solute may be charged due to ionization of groups on the molecule or a charge may be induced by the electrolyte, e.g. by adsorption. The ionization status of an ionizable group is determined by its pK and the pH of the medium. At their isoelectric point, ionized molecules have no net charge and do not migrate in an electric ®eld. For example, the isoelectric point of the amino acid, alanine, is at pH 6.02; at a pH < 6.02, alanine has a net positive charge and migrates as a cation; at pH > 6.02 alanine
67
E
V D
FD
VQ D
Several forces act to oppose the driving force, the sum of which is termed the resisting force (FR). One of the more prominent of these forces is frictional force (f). Stokes's law relates the velocity of a particle moving though a medium to its radius, the viscosity of the medium in which the particle is suspended and the difference in density between the particle and the medium. According to Stokes's law, in free solution several factors contribute to the frictional force (f) on solute molecules, including ionic strength of the solvent buffer, radius (r) of solute particles and viscosity (�) of the buffer: f 6��rv where v is the velocity of a particle moving through a medium of viscosity �. In a gel medium, Stokes's law is not obeyed strictly, as f is dependent on a number of other factors, including particle size, pore size and surface net charge density of the gel matrix. Electrophoretic mobility is inversely related to the square root of the ionic strength of the buffer. Buffers are essential to carry current and maintain the pH in electrophoresis systems. However, buffer ions may be attracted electrostatically to solute ions and form a cloud of counterions around them. This cloud acts to reduce the effective charge on the solute ions and the cloud of counterions is attracted electrostatically to the opposite electrode compared to the solute molecules. This phenomenon is referred to as the electrophoretic effect. The ion cloud is in a continuous state of ¯ux, i.e. buffer ions
68
ANALYSIS/Electrophoresis
are continually entering and leaving the region immediately surrounding the solute ions. The continuous streaming of buffer ions in the opposite direction to that of solute ions gives rise to what is termed the relaxation effect. Certain supporting media used in electrophoresis contain groups that are ionizable at the pH used in analysis. These groups often acquire a net negative charge during electrophoresis and are attracted electrostatically towards the anode, but because they are stationary (®xed) and cannot migrate, hydronium ions (H3O) migrate instead towards the cathode as a countereffect. This causes electrically neutral molecules in the sample to be carried towards the cathode in an osmosis-like manner. This effect is known as electroosmosis or electroendosmosis. The temperature of an electrophoresis system tends to increase during a run, as the ¯ow of electricity through a conductor generates heat. An increase in temperature may cause increased adsorption of analytes, increased ionic strength of the buffer solution (due to evaporation of buffer solvent) and an increase in electrolyte drag ± all of which have undesirable consequences. An effective cooling system coupled with the use of low current is normally suf®cient to prevent an increase in temperature during a run. The ®rst electrophoresis system was developed by Tiselius in 1937 and is known as the Tiselius free boundary electrophoresis cell. The apparatus allows solutes to migrate freely through a buffer solution, thus permitting measurement of electrophoretic mobility. Such systems are now used to a limited extent for determination of isoelectric point (i.e. the pH at which the analyte has no net electrophoretic mobility) and studying association±dissociation phenomena. However, classical free-boundary techniques have largely been superseded, with the overwhelming majority of electrophoresis of the proteins in milk, cheese and other dairy products involving zonal electrophoretic techniques. With such techniques, the electrophoresis buffer is stabilized in one of various media and the proteins/peptides migrate as discrete bands under the in¯uence of an electric ®eld. Zonal electrophoresis has been widely used to resolve caseins and whey proteins and to monitor the primary proteolysis of caseins in cheese and casein hydrolysates. More recently, capillary electrophoresis (CE) has shown considerable potential for resolving a wide range of analytes.
Early Zonal Electrophoretic Techniques Early zonal electrophoretic techniques used media such as paper, porous cellulose acetate, agar or agarose gels to stabilize the electrophoresis buffer.
These techniques were used for analysis in dairy chemistry, e.g. the use of paper electrophoresis to separate free amino acids in cheese and detection of genetic polymorphism in milk proteins, but have now been largely superseded. Electrophoresis in starch gels was used successfully by several workers to separate the caseins or their degradation products in cheese or casein hydrolysates. Starch gel electrophoresis gives far better results than earlier zonal techniques and some authors have considered starch gels to give superior resolution of lowermobility and cationic peptides than that obtained using other zonal electrophoretic techniques. Unlike polyacrylamide gels, starch gels polymerize readily under aerobic conditions permitting casting of sample slots in the middle of the gel, thus allowing the simultaneous resolution of cationic and anionic peptides. However, starch gels are brittle and opaque after staining and the technique is time-consuming; starch gel electrophoresis is now rarely used and has been replaced by polyacrylamide gel electrophoresis (PAGE). Early PAGE was performed in disc gels (i.e. cylindrical columns of gel through which the proteins migrate as a series of `discs'), but slab gels are now more common. In the latter technique, the gel is cast as a thin (�1 mm thick) slab with wells formed in one end to accommodate samples.
Electrophoresis in Polyacrylamide Gels Slab gel PAGE systems have found widespread application for the analysis of proteins. Continuous buffer systems have been used to resolve caseins and whey proteins; however, nearly all one-dimensional PAGE techniques that have been used recently for analysis of caseins and whey proteins have used discontinuous buffer systems. Gel buffers normally contain urea or sodium dodecyl sulphate (SDS) as a dissociating agent. Nondenaturing buffers are not useful for caseins, although they are effective for the analysis of whey proteins. Sample preparation normally involves dissolving the sample in a buffer (which usually contains a reducing agent, e.g. 2-mercaptoethanol) prior to electrophoresis. The sample may be defatted centrifugally and a solute (e.g. sucrose or glycerol) added to increase the density of the sample and facilitate loading into the gel slots. Following an electrophoresis run, the resolved proteins/peptides are ®xed in position within the gel by denaturation and/or precipitation to prevent diffusion, which would result in reduced resolution. Fixing solutions containing trichloroacetic acid (TCA, e.g. 12% w/v), acetic acid, organic solvents or a shift in pH are used commonly. Direct or indirect
ANALYSIS/Electrophoresis
staining using Coomassie blue or amido black, followed by destaining using several changes of distilled water until the background becomes clear is the technique used most widely to visualize protein bands. However, since only relatively large peptides stain under these conditions, it is limited to the detection of the whey proteins, caseins and their primary proteolytic degradation products. For example, peptides in the 10-kDa ultra®ltration permeate or in the 70% ethanol-soluble fraction of water-soluble extracts of cheese do not stain with Coomassie blue on urea±PAGE, but the retentate of the water-soluble extract contains several detectable peptides, as do the 2% TCA-soluble and insoluble fractions of the retentate. Proteins and peptides can also be visualized using a silver staining technique, incorporating glutaraldehyde ®xing, which is a very sensitive staining technique. After staining, gel electrophoretograms are usually recorded photographically or by scanning the gels into a computer, although densitometry or excision and elution of the stained bands, followed by spectrophotometric quantitation, have been used also. The dif®culty in obtaining quantitative data is a serious
69
limitation of electrophoresis. It is recommended that several reference samples should be included in each gel and that comparisons should only be made between samples on the same gel. Band dimensions are critical for densitometry and dye uptake is a function of the protein as well as the staining and destaining protocol. Thus, PAGE should only be considered as a semi-quantitative analytical technique. The location of all the caseins, whey proteins and most major degradation products of the caseins (e.g. g-caseins, proteose peptones and aS1-casein (f24-199)) on most PAGE systems is known. Urea±PAGE
A number of urea-containing buffer systems have been used, including tris-hydrochloric acid/glycine and tris-ethylenediaminetetraacetic acid (EDTA)-borate buffers at acid pH, but the most common technique uses urea-containing buffers at alkaline pH, e.g. in trisglycine (pH 8.9) containing 6 mol lÿ1 urea. Electrophoresis in alkaline urea-containing gels with direct staining using Coomassie blue has been widely used to monitor proteolysis in various cheeses (Figure 1). 2 month
1 month β-CN(f106–209) β-CN(f29–209)
CN
1
2
3
4
5
6
7
8
CN
β-CN(f108–209) β-CN(f1–189/192) β-CN αS1-CN αS1-CN (f102–199) αS1-CN (f24–199)
αS1-CN degradation products
Figure 1 Urea±polyacrylamide gel electrophoretograms of bovine sodium caseinate (CN) and the pH 4.6-insoluble fractions of Cheddar-type cheeses manufactured using chymosin (lanes 1 and 5), Cynara cardunculus proteinase (lanes 2 and 6), 50% C. cardunculus proteinase and 50% chymosin (lanes 3 and 7) or 75% C. cardunculus proteinase and 25% chymosin (lanes 4 and 8) as coagulant at 1 and 2 months of ripening. (JA O'Mahony, MJ Sousa and PLH McSweeney, unpublished data.)
70
ANALYSIS/Electrophoresis
SDS±PAGE
SDS is a small surfactant molecule with a negative charge. It has a strong capacity to adsorb on to the surface of proteins and other macromolecules, causing all solute±SDS complexes in a treated sample to have a similar negative charge; typically, 1.4 g SDS is bound per gram of protein. Separation of solutes is then based on size only. Electrophoretic mobility in the presence of SDS is inversely proportional to the logarithm of the molecular mass of the protein and thus electrophoresis in SDS-containing buffers is a standard technique for protein analysis in general biochemistry. SDS±PAGE is frequently used to determine the molecular mass of and the number of subunits in enzymes and to check the homogeneity of fractions obtained during enzyme puri®cation procedures. SDS±PAGE is not widely used for analysis of the caseins since they have similar molecular masses (20± 25 kDa) and thus they are not as well resolved by SDS±PAGE as by alkaline urea±PAGE (Figure 2). M
S
kDa
66
Serum albumin
45
36 α-Casein 29
β-Casein γ-Casein κ-Casein
24
20.1 β-Lactoglobulin
14.2
α-Lactalbumin
Figure 2 Sodium dodecyl sulphate polyacrylamide gel electrophoretograms of molecular-weight markers (M) and skim milk (S), showing the locations of the caseins and whey proteins. (Courtesy of J Eriksen, PF Fox and AL Kelly.)
Beta-casein has a higher molecular mass than aS1casein, and therefore would be expected to have a lower mobility; however, in SDS±PAGE electrophoretograms of the caseins, b-casein has a higher mobility than aS1-casein, as it binds more SDS and therefore acquires a higher net negative charge. SDS±PAGE is widely used for the analysis of whey proteins as they have a much broader molecular weight range (Figure 2). The major whey proteins, alactalbumin, b-lactoglobulin and bovine serum albumin, with a molecular mass of �14.2, 18.3 and 66.3 kDa, respectively, are resolved well using SDS±PAGE. As with urea±PAGE, the use of a discontinuous buffer system in SDS±PAGE improves the resolution of solutes. There are various alternatives for staining SDS±PAGE gels, including the use of Coomassie blue, amido black, xylene cyanine brilliant G and acid-fast green FCF.
Preparative Electrophoresis Peptides can be isolated from PAGE gels by excising the region of the gel presumed to contain the protein of interest or by electroblotting. The latter technique is preferable because of higher recoveries of protein and because the size of PAGE gels can change on staining, which makes accurate excision of unstained regions dif®cult. Proteins in the sample are ®rst separated by a PAGE technique (e.g. SDS± PAGE). After electrophoresis, the unstained gel is transferred to a blotting unit where a membrane (often polyvinylidene di¯uoride) is placed in contact with the gel and an electric ®eld is applied perpendicular to the gel. Proteins or peptides migrate from the gel and are trapped in the blotting membrane, which is later stained (e.g. using Coomassie blue or Ponceau red) to visualize the bands, which are then simply cut from the membrane. N-terminal amino acid sequencing may be used to identify electroblotted proteins and peptides. Alternatively, mass spectrometry (MS) may be used for identi®cation, but the procedure is dif®cult, as the electroblotted proteins and peptides must be eluted from the blotting matrix without staining. A number of preparative electrophoresis units are now commercially available. These units are often based on traditional disc gel systems, in which a sample is applied to the top of the disc gel (e.g. SDS± PAGE or urea±PAGE). The analytes (usually proteins or large peptides) are separated by electrophoresis. On exiting the gel, the separated proteins are swept by a ¯ow of buffer through a UV spectrophotometric detector, which is interfaced though a data acquisition system to a fraction collector (Figure 3). Preparative electrophoresis has been used to isolate
ANALYSIS/Electrophoresis
71
Upper electrode Lid Buffer level Sample Stacking gel Power supply System control
Upper chamber Lower chamber
Lower electrode Separating gel Flow of buffer UV spectrophotometric detector
Buffer-filled channel
Fraction collector Figure 3 Schematic representation of a preparative electrophoresis unit.
large peptides produced from the caseins during cheese ripening or as a step in the puri®cation of enzymes and other proteins.
Computer
Capillary Electrophoresis Capillary electrophoresis is performed in buffer-®lled capillaries (inner diameter typically 25±75 mm). A line diagram of a CE unit is shown in Figure 4. The capillaries are highly resistant to high voltages (10±30 kV) and to high electrical ®elds (100±500 V cmÿ1), making them suitable for use without generation of too much heat, which is a problem in slab gel electrophoresis. CE resolves analytes based on net charge, their mass and Stokes's radius and sometimes on some other property of the analyte. It is important for precision and reproducibility to maintain a constant temperature in the capillary column during the migration of the sample. A high electrical ®eld reduces analysis time considerably, without compromising ef®ciency and resolution. CE is a relatively new technique; the ®rst applications were in the early 1980s. The instrumentation has been substantially improved since then, but still more technical development is needed, including higher precision in sample injection and new and more stable coatings for the inner capillary walls. There are, however, several useful analytical methods
Capillary UV detector
Power supply Sample
Anode (+)
Cathode (–)
Figure 4 Schematic representation of a capillary electrophoresis unit.
for milk and dairy products; for example, CE is, today, the best method for obtaining quantitative results for casein components in milk with several genetic variants and also their ®rst products produced by chymosin or plasmin activity in cheese. The capillary columns used for CE of milk and many dairy products are most commonly uncoated silica, while resolution of the caseins is often improved by hydrophilic coating of the silica walls, e.g. with polyvinyl alcohol. Silica surfaces always contain silanol groups that are negatively charged at pH values above �3.5, resulting in electroosmosis.
72
ANALYSIS/Electrophoresis
Electroosmosis is suppressed by analysis at low pH, by reducing the negative charge on the silanol groups, or could be exploited as a parameter in the analytical method, since the ¯ow of buffer causes charged molecules to migrate faster and uncharged molecules to migrate also. During electrophoresis, one end of the capillary is placed in a buffer reservoir containing the anode and the other in a reservoir containing the cathode. To load the column, the positive end of the capillary is moved to a sample reservoir for the seconds needed to inject the sample and then returned to the positively charged reservoir before the electric ®eld is applied across the column. A window is made at the end of the capillary by burning the outer protective coating of the capillary to allow optical detection directly through the capillary wall. The detection technique used most commonly is UV absorption for proteins and peptides; absorption of visible light as well as ¯uorescence detection may also be used for other applications. Online MS detectors have recently become available for CE and methods for qualitative analysis of several compounds that should or should not be present in milk and dairy products are to be expected. Promising examples are control methods to
140
reveal use of genetically modi®ed organisms, false labelling and environmental contaminants. CE may be carried out in several forms, i.e. capillary zone electrophoresis, micellar electrokinetic chromatography (where electrophoresis is performed in the presence of micelles of SDS and peptides partition between the micelles and buffer), capillary gel electrophoresis (which involves a molecular sieving effect), capillary isotachophoresis (where the analyte is `sandwiched' between a leading and terminating electrolyte) and capillary isoelectric focusing (in which analytes may be eluted from the capillary by a pump after they have ceased to migrate at their pI). There are also CE techniques for resolving racemic mixtures by diasteriomeric interaction of analytes with a chiral mobile or stationary phase. An example of the separation of caseins and whey proteins by CE (hydrophilic-coated fused silica capillary column and a running buffer containing trisodium citrate, citric acid, hydroxypropylmethylcellulose and urea) is shown in Figure 5. Prior to analysis, the sample was defatted by centrifugation at 1000 g for 15 min at 4 � C. A sample of the skim milk (typically 300 ml) or a corresponding amount of casein was mixed with sample buffer (double the
β-CN(A2)
αS1-CN(8P)
120 β-CN(A1) Absorbance at 214 nm
100
αS1-CN(9P) β-CN(B) κ-CN
80 αS2(xP) α (xP) γ2 S2 γ1(A1)
60
γ1(A2) γ 3
Casein
40 β-LG 20
α-LA
Milk protein
0 20
25
30
35
40
45
Migration time (min) Figure 5 Capillary electrophoresis of caseins in bovine milk or acid casein. The whey proteins migrate faster than the caseins and do not interfere with the casein peaks. Analysis was performed at 45 � C using a hydrophilic-coated fused silica capillary column (50 mm, Supelco Celect P1, Bellafonte, PA, USA) with an effective length of 56 cm and run buffer at pH 3.0 containing 4.2 g trisodium citrate, 28.6 g citric acid, 0.5 g hydroxypropylmethylcellulose and 360 g urea per litre. The Capillary Electrophoresis System (g1600AHP3D, Hewlet Packard A/S, Birkerùd, Denmark) was used with HP Chem Stations software. a-LA, a-lactalbumin; b-LG, b-lactoglobulin; CN, caseinate. (Courtesy of Y. Ardo.)
ANALYSIS/Electrophoresis
sample volume) to dissolve all proteins thoroughly and split the -S-S- and Ca bridges. Sample buffer contained 360 g urea, 15 g tetrasodium-EDTA, and 1.5 g DL-dithiothreitol per litre, pH 8.6. The whey proteins migrate faster to the anode than the caseins. The only whey proteins evident are a-lactalbumin and b-lactoglobulin; bovine serum albumin and the immunoglobulins migrate rapidly and elute earlier. The caseins elute from the CE column after the whey proteins. CE has great potential for the resolution of complex mixtures of peptides. It has a number of advantages over traditional electrophoretic techniques, including the choice of running buffer and the use of automated, high-performance instrumentation. The composition of running buffers can be changed easily and separation times are relatively short, although only one sample at a time can be analysed. CE has been used successfully to study the hydrolysis of caseins by chymosin or plasmin, e.g. in cheese during ripening. Plasmin activity is seen as an increase in the g-caseins (present at low levels in fresh cheese), with a simultaneous decrease in the amount of b-casein. New peaks are formed representing aS1-CN (f24-199) with eight- and nine-phosphate groups, from chymosin activity on aS1-casein. CE of caseins in cheese is a useful tool in the characterization of cheese varieties and assessment of quality. Quantitative analysis of the major whey proteins has led to the development of different strategies to improve separation and reproducibility and to overcome interactions between the proteins and the capillary wall. Electrostatic adsorption (attraction of analytes by oppositely charged capillary wall components) is suppressed by using low pH (below 3), at which the capillary wall is protonated and the whey proteins are positively charged. The effectiveness of reducing pH is limited by the insolubility of the whey proteins, especially of some genetic variants of blactoglobulin. CE may also be used to estimate the amount of whey proteins in heated milk that are heat denatured and coprecipitate with the caseins at pH 4.6. Other applications include determination of the effect of high-pressure treatment of milk, and enzymatic modi®cation of whey proteins to improve functionality. CE has been used to monitor the lactosylation of b-lactoglobulin that occurs by condensation of lactose with protein-bound amino groups through the Maillard reaction during heating. Maillard reaction products of b-lactoglobulin have also been analysed by CE to evaluate the quality of skim milk powder. Other analytical applications in dairy chemistry have included ion analysis in milk, milk powders and cheese, measurement of hippuric and orotic acids in
73
whey, fractionation of whey proteins, measurement of sorbate and benzoate in cheese slices and dips, determination of adulteration of ovine and caprine milk with cow's milk, detection of biogenic amines in dairy products, quanti®cation of cholesterol in foods, determination of free amino acids in infant formulae, examination of peptide uptake by dairy starter bacteria and detection of chloramphenicol in milk. The capital cost of CE instrumentation at present is higher than that of equivalent high-performance liquid chromatography equipment, although costs are likely to decrease in the future. The running costs of a CE unit are low because very small volumes of samples as well as running buffer are needed. Since sample size in CE is extremely small, the technique is not suitable for preparative-scale work. It is unlikely that CE will replace other chromatographic and electrophoretic methods and is viewed as complementing these separation techniques.
Other Electrophoretic Techniques Two-dimensional electrophoresis, e.g. using SDS± PAGE in one dimension and isoelectric focusing in the other, has been used by some authors to separate products of proteolysis in cheese. The result of a twodimensional electrophoresis procedure is termed a map and may be obtained using virtually any combination of the various one-dimensional techniques already mentioned. One of the more common con®gurations uses a cylindrical disc gel in the ®rst dimension, placed directly on top of a slab gel which then is run as the second dimension. Twodimensional maps for proteins of various foodderived microorganisms have been obtained using isoelectric focusing in the ®rst dimension and SDS±PAGE in the second. Two-dimensional electrophoresis is widely used in biochemistry for the examination and identi®cation of proteins, nucleic acids, polysaccharides, biological ¯uids and tissue/ organ extracts and for peptide mapping. However, it is time-consuming and there are dif®culties with reproducibility and in obtaining quantitative data. Isoelectric focusing (IEF) is a powerful electrophoretic technique for resolving proteins and peptides. Analytes migrate through a gel containing a pH gradient and cease to migrate through the gel at a pH value corresponding to their isoelectric point (since they have no net electrophoretic mobility at this pH; Figure 6). Thus, IEF separates on differences in isoelectric point and it has been particularly valuable in separating genetic variants of milk proteins. Other applications of IEF in dairy chemistry include the detection of adulteration of ovine milk cheeses with bovine or caprine milks or
74
ANALYSIS/Microbiological Analyses
+
–
+ +
+ – –
+ – –
2
3
4
5
6
7
8
9
10
Figure 6 Schematic representation of the principle of separation of analytes by isoelectric focusing. When analytes are at a pH above or below their isoelectric point, they migrate through a gel with a pH gradient until they reach their isoelectric point, since at this pH they have no net charge and do not migrate. Analytes are thus separated based on differences in their isoelectric points. Analytes are said to be focused since, if they move from the region of the gel with the same pH as their isoelectric point, they will gain a net charge and thus will be attracted back to the region of the gel from which they came.
to study nonbovine caseins. Electrophoresis in agarose gels is widely used for the separation of DNA fragments during genetic studies. Immunoblotting (e.g. using rabbit polyclonal antibodies raised against the caseins and peroxidaselabelled immunoglobulins as secondary antibodies) has been used to detect bands in electrophoretograms of a number of cheese varieties. This technique permitted the identi®cation of the casein from which a number of peptides originated. Other forms of immunoelectrophoresis include the use of antibodies to stain speci®c analytes and rocket immunoelectrophoresis. See also: Analysis: Spectroscopy, Immunochemical; Electrochemical Analysis.
zone electrophoresis. Netherlands Milk and Dairy Journal 48: 81±97. Otte J, ArdoÈ Y, Weimer B and Sùrensen J (1999) Capillary electrophoresis used to measure proteolysis in cheese. International Dairy Federation Bulletin 337: 10±16. Righetti PG, Gel® C, Bossi A et al. (2000) Capillary electrophoresis of peptides and proteins in isoelectric buffers: an update. Electrophoresis 21: 4046±4053. Shalabi SI and Fox PF (1988) Electrophoretic analysis of cheese, comparison of methods. Irish Journal of Food Science and Technology 11: 135±151. Smith JT (1999) Recent advancements in amino acid analysis using capillary electrophoresis. Electrophoresis 20: 3078±3083. Strange ED, Malin EL, Van Heken DL and Basch JJ (1992) Chromatographic and electrophoretic methods used for analysis of milk proteins. Journal of Chromatography 624: 81±102. Strickland M, Johnson ME and Broadbent JR (2001) Qualitative and quantitative analysis of proteins and peptides in milk products by capillary electrophoresis. Electrophoresis 22: 1510±1517. Swaisgood HE (1975) Methods of Gel Electrophoresis of Milk Proteins. Champaign: American Dairy Science Association. Trieu-Cuot P and Gripon JC (1982) A study of proteolysis during Camembert cheese ripening using isoelectric focusing and two-dimensional electrophoresis. Journal of Dairy Research 49: 501±510. Vallejo-Cordoba B (1997) Rapid separation and quanti®cation of major caseins and whey proteins of bovine milk by capillary electrophoresis. Journal of Capillary Electrophoresis 4: 219±224. Zeece M (1992) Capillary electrophoresis, a new analytical tool for food science. Trends in Food Science and Technology 3: 6±10.
Overview;
Further Reading Andrews AT (1986) Electrophoresis: Theory, Techniques, and Biochemical and Clinical Applications, 2nd edn. Oxford: Clarendon Press. Banks JF (1997) Recent advances in capillary electrophoresis/electrospray/mass spectrometry. Electrophoresis 18: 2255±2266. Creamer LK (1991) Electrophoresis of cheese. International Dairy Federation Bulletin 261: 14±28. Frazier RA (1999) The development and application of capillary electrophoresis methods for food analysis. Electrophoresis 20: 3156±3180. McSweeney PLH and Fox PF (1997) Chemical methods for the characterization of proteolysis in cheese during ripening. Lait 77: 41±76. Otte J, Kristiansen KR, Zakora M and Qvist KB (1994) Separation of individual whey proteins and measurement of a-lactalbumin and b-lactoglobulin by capillary
Microbiological Analyses S R Tatini and K L Kauppi, University of Minnesota, St Paul, MN, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Milk secreted by healthy cows is basically sterile. Microorganisms can be introduced into raw milk from a variety of sources, including the interior and exterior of the udder, soil, bedding, manure, milking equipment and storage tanks. Depending on the degree of hygiene practised during milking, levels of microorganisms can vary from less than 5000 mlÿ1 to greater than 1 000 000 mlÿ1. Milk supplies nutrients
74
ANALYSIS/Microbiological Analyses
+
–
+ +
+ – –
+ – –
2
3
4
5
6
7
8
9
10
Figure 6 Schematic representation of the principle of separation of analytes by isoelectric focusing. When analytes are at a pH above or below their isoelectric point, they migrate through a gel with a pH gradient until they reach their isoelectric point, since at this pH they have no net charge and do not migrate. Analytes are thus separated based on differences in their isoelectric points. Analytes are said to be focused since, if they move from the region of the gel with the same pH as their isoelectric point, they will gain a net charge and thus will be attracted back to the region of the gel from which they came.
to study nonbovine caseins. Electrophoresis in agarose gels is widely used for the separation of DNA fragments during genetic studies. Immunoblotting (e.g. using rabbit polyclonal antibodies raised against the caseins and peroxidaselabelled immunoglobulins as secondary antibodies) has been used to detect bands in electrophoretograms of a number of cheese varieties. This technique permitted the identi®cation of the casein from which a number of peptides originated. Other forms of immunoelectrophoresis include the use of antibodies to stain speci®c analytes and rocket immunoelectrophoresis. See also: Analysis: Spectroscopy, Immunochemical; Electrochemical Analysis.
zone electrophoresis. Netherlands Milk and Dairy Journal 48: 81±97. Otte J, ArdoÈ Y, Weimer B and Sùrensen J (1999) Capillary electrophoresis used to measure proteolysis in cheese. International Dairy Federation Bulletin 337: 10±16. Righetti PG, Gel® C, Bossi A et al. (2000) Capillary electrophoresis of peptides and proteins in isoelectric buffers: an update. Electrophoresis 21: 4046±4053. Shalabi SI and Fox PF (1988) Electrophoretic analysis of cheese, comparison of methods. Irish Journal of Food Science and Technology 11: 135±151. Smith JT (1999) Recent advancements in amino acid analysis using capillary electrophoresis. Electrophoresis 20: 3078±3083. Strange ED, Malin EL, Van Heken DL and Basch JJ (1992) Chromatographic and electrophoretic methods used for analysis of milk proteins. Journal of Chromatography 624: 81±102. Strickland M, Johnson ME and Broadbent JR (2001) Qualitative and quantitative analysis of proteins and peptides in milk products by capillary electrophoresis. Electrophoresis 22: 1510±1517. Swaisgood HE (1975) Methods of Gel Electrophoresis of Milk Proteins. Champaign: American Dairy Science Association. Trieu-Cuot P and Gripon JC (1982) A study of proteolysis during Camembert cheese ripening using isoelectric focusing and two-dimensional electrophoresis. Journal of Dairy Research 49: 501±510. Vallejo-Cordoba B (1997) Rapid separation and quanti®cation of major caseins and whey proteins of bovine milk by capillary electrophoresis. Journal of Capillary Electrophoresis 4: 219±224. Zeece M (1992) Capillary electrophoresis, a new analytical tool for food science. Trends in Food Science and Technology 3: 6±10.
Overview;
Further Reading Andrews AT (1986) Electrophoresis: Theory, Techniques, and Biochemical and Clinical Applications, 2nd edn. Oxford: Clarendon Press. Banks JF (1997) Recent advances in capillary electrophoresis/electrospray/mass spectrometry. Electrophoresis 18: 2255±2266. Creamer LK (1991) Electrophoresis of cheese. International Dairy Federation Bulletin 261: 14±28. Frazier RA (1999) The development and application of capillary electrophoresis methods for food analysis. Electrophoresis 20: 3156±3180. McSweeney PLH and Fox PF (1997) Chemical methods for the characterization of proteolysis in cheese during ripening. Lait 77: 41±76. Otte J, Kristiansen KR, Zakora M and Qvist KB (1994) Separation of individual whey proteins and measurement of a-lactalbumin and b-lactoglobulin by capillary
Microbiological Analyses S R Tatini and K L Kauppi, University of Minnesota, St Paul, MN, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Milk secreted by healthy cows is basically sterile. Microorganisms can be introduced into raw milk from a variety of sources, including the interior and exterior of the udder, soil, bedding, manure, milking equipment and storage tanks. Depending on the degree of hygiene practised during milking, levels of microorganisms can vary from less than 5000 mlÿ1 to greater than 1 000 000 mlÿ1. Milk supplies nutrients
ANALYSIS/Microbiological Analyses 75
for humans as well as microorganisms. If present in milk, microorganisms can utilize the nutrients and increase in number. The growth of microorganisms in milk depends upon temperature conditions during transportation and storage. Presence of speci®c groups of microorganisms is important in dairy products, and their numbers can be used as indicators of milk quality, postprocessing handling, safety, product desirability and public health. To minimize the presence of these organisms, raw milk can be processed by pasteurization, heat sterilization, fermentation, dehydration, refrigeration and freezing. Even with effective treatments some microorganisms are able to survive while others are introduced after processing. While pathogens are destroyed by pasteurization, postprocessing recontamination can occur. Raw milk produced under the most stringent hygienic conditions may still contain pathogens such as those from genera Salmonella and Campylobacter. Gram-negative psychrotrophic microorganisms, coliforms, lactic acid bacteria, sporeforming bacteria and yeasts and moulds can spoil milk and dairy products. Accumulation of heat-stable enzymes such as proteases and lipases can occur as a result of psychrotrophic growth. Some microorganisms such as the lactic acid bacteria (LAB) are bene®cial in dairy systems as they are used in the production of fermented products. Because of the signi®cant role of microorganisms in dairy products, whether it be public health, spoilage or fermentations, it is important to be able to detect and enumerate them. Dairy products can be analysed for the presence and number of microorganisms using microscopic and plating techniques. Qualitative tests for the presence or absence of pathogens are used. This article will concentrate on the enumeration of important microbiological groups found in milk and dairy products because quality and safety are judged on the basis of the numbers of speci®c microorganisms by regulatory agencies.
Microscopic Analysis The direct microscopic clump count (DMCC) is a technique that can be used to detect the presence of bacterial clumps or somatic cells, to enumerate the number of cells and to determine the shape (rod or cocci) and arrangement of cells. This method is useful in determining microbial contamination by monitoring the quality of raw milk entering a processing plant and in understanding the quality history of pasteurized or dried milk. For this method, a 0.01-ml volume of sample is placed on a microscope slide with a 1-cm2 circular etched surface, dried at 40±45 � C on a level surface to form a ®lm, defatted with xylene
(whole milk) if necessary, ®xed to the slide with 95% ethanol and stained with methylene blue. A single-step staining can also be performed with the Levowitz±Weber stain. Prior to counting the cells, the microscopic factor (MF) must be determined. This is a number by which the average number of bacterial clumps or somatic cells per ®eld should be multiplied to determine the number of cells per millilitre. This factor can be calculated by MF 40 000/�d 2 where � 3.1416 and d diameter. To determine the diameter, the ®eld area is measured with a micrometer (0.01-mm divisions) using the oil immersion objective. The diameter should be read to the third decimal place. Using the oil immersion objective, a statistically appropriate number of ®elds needs to be examined (Table 1). The greater the ®eld diameter, the fewer the number of ®elds that need to be counted. When counting bacteria, count as separate clumps any cell or group of cells (appearing to be of the same type) separated by a distance equal to or greater than twice the diameter of the smallest cell. The DMCC per millilitre or gram can be calculated by multiplying the average count per ®eld by the microscopic factor and the reciprocal of the sample dilution if necessary. The DMCC value is reported as DMCC per millilitre or gram of sample.
Standard Plate Count In addition to microscopic techniques, agar plate counts are used to enumerate viable microorganisms in products. The standard plate count (SPC) is used to estimate aerobic and facultatively anaerobic bacterial populations in most raw and pasteurized milk and milk products. Usually, cultured dairy products are not tested by the SPC method. The SPC procedure consists of sampling the product, diluting, plating (mixing the sample with agar in the plates), incubating plates, counting colonies and calculating the Table 1 Examination of microscopic ®elds in the direct microscopic clump count (DMCC) method Range of microscopic counts
Under 30 000 30 000±300 000 300 000±3 000 000 Over 3 000 000
Number of ®elds to be examined if the ®eld diameter measures 0.206 mm
0.146 mm
60 30 20 10
120 60 30 20
Reproduced with permission from Tatini SR and Kauppi KL (2000) Total counts: microscopy. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2149±2153. New York: Academic Press.
76
ANALYSIS/Microbiological Analyses
colony-forming units (cfu) per millilitre or gram of sample. By modifying the incubation time, incubation temperature or the plating medium, this method can be used to screen for groups of microorganisms such as coliforms, thermodurics, mesophiles, psychrotrophs, thermophiles and proteolytic or lipolytic microorganisms. The SPC of refrigerated perishable foods such as milk and milk products may be used to indicate the overall sanitary condition of equipment and utensils.
diluted sample. Each plate is mixed by a slight rotation using a back-and-forth movement on a level surface. When the agar solidi®es, the plates are inverted and incubated at 32 � 1 � C for 48 � 3 h. Counting Colonies
The number of samples or sampling units from a production batch or lot for microbiological analysis must be based on statistical sampling plans for speci®c products. Samples representative of the lot must be thoroughly mixed, collected aseptically into clean, sterile containers and cooled. Samples must be transported in ice chests containing ice or dry ice (frozen products). Dry products can be transported at room temperature. Samples must be analysed within 36 h from the time of sampling and 24 h for fermented products. Samples are measured out in 11-ml or 11-g portions and diluted in 99 ml of diluent. For ¯uid milk/ products in containers which have air/headspace, the sample is inverted 25 times before collecting samples. For containers without air space, samples are aseptically poured back and forth into a sterile container. Solid test samples are blended for 2 min at 10 000± 12 000 rpm. Dilutions are prepared so that total colony counts on the plate are between 25 and 250.
After incubation, plates with 25±250 colonies are counted. Troublesome colonies might include pinpoint and spreader colonies. Pinpoint colonies should be counted and recorded. Spreader colonies are those that appear as a chain of unseparated colonies, that develop in a ®lm of water between the agar and the bottom of the Petri dish or that form in a ®lm of water at the edge or surface of that agar. Count and record spreader colonies and normal colonies under each dilution unless spreader growth plus area of repressed growth due to spreader growth exceeds 25% of the plate area. Record these counts as `spreaders'. For plates with no colonies, record the information as less than 1. For plates with greater than 250 colonies, where the number of colonies per square centimetre is less than 10, estimate and record total colonies per plate by counting 12 representative square centimetre areas. Where the number of colonies per square centimetre is over 10, count four representative areas. In both instances, compute the average number of colonies per square centimetre and multiply the average number of colonies per square centimetre by the area of the plate. Record as estimated counts. When the colony count is much greater than 250 colonies, record as `too numerous to count' (TNTC).
Dilutions
Reporting Results
Milk and products with similar viscosities are diluted by transferring 1 or 11 ml of product to 99 ml of sterile phosphate-buffered dilution water (Table 1). For products with a greater solids content or viscosity as compared to milk, such as cream, ice cream, buttermilk and concentrated or cultured dairy products, an initial 1 : 10 or 1 : 100 dilution into warmed (40±45 � C) diluent is made. Transferring 11 ml or 11 g into 99 ml of diluent gives a 1 : 10 dilution whereas transferring 1 ml or 1 g into 99 ml of diluent produces a 1 : 100 dilution. For products with anticipated higher numbers of microorganisms further serial dilutions must be prepared in order to obtain a count of between 25 and 250 colonies per plate. All product samples and dilutions need to be mixed. This can be achieved by shaking the container/ dilution bottle 25 complete up-and-down or backand-forth movements of about 30 cm in 7 s. Prior to pouring plates, the plate count (standard methods) agar must be prepared, melted if necessary and tempered to 45 � C. Agar (10±12 ml) is added to each Petri plate containing 1.0 ml or 0.1 ml of the undiluted or
Dilutions are plated in duplicate and colonies on duplicate plates are counted. The arithmetic average of counts on duplicate plates is calculated. If two consecutive dilutions resulted in countable plates (25±250), compute the cfu mlÿ1 for each dilution. If the higher computed count is more than twice the lower, then report the lower count. If the ratio is less than two, then report the average of the two. Counts are rounded off to two signi®cant digits, e.g. 196 000 mlÿ1 is reported as 200 000 mlÿ1.
Product Sampling
Coliforms
Coliform bacteria such as those from the genera Enterobacter, Escherichia and Klebsiella are used as indicators of sanitation conditions during the processing of foods. Coliform tests are conducted following pasteurization to detect recontamination. Dairy samples are diluted (an initial 1 : 2 or 1 : 10 dilution is made for products with a greater viscosity as compared to milk) and 1.0 ml or a decimal dilution is transferred to a sterile Petri plate. To each plate, 10±15 ml of violet red bile agar (VRBA) (tempered
ANALYSIS/Microbiological Analyses
to 44±46 � C) is added. The plates are swirled and incubated as in the SPC method and allowed to solidify on a level surface. The plates are covered with an additional 3±4 ml of VRBA, inverted and incubated for 24 � 2 h at 32 � 1 � C. Colonies that are dark red, measuring 0.5 mm or more in diameter, are counted. The countable range for coliforms is 15±150 colonies. To con®rm the presence of coliforms, colonies are transferred to brilliant green lactose bile broth and incubated at 32 � 1 � C for 48 � 3 h. Tubes are analysed for gas production. This is considered positive for coliforms. In addition to the SPC alternative methods have gained approval for the enumeration of bacteria and coliforms in dairy products. These methods include the use of rehydratable ®lms, pectin gel plate count and the hydrophobic grid membrane ®lter method. Rehydratable Film (PetrifilmTM) Method for Bacterial Counts and Coliforms in Milk TM
The use of Petri®lm for the enumeration of aerobic bacteria and coliforms in raw and pasteurized milk has received approval for use by a variety of organizations. For this method, the sample is prepared and diluted as in the SPC. The dry ®lm is placed on a ¯at surface of the solid growth medium and the top ®lm is lifted. A 1-ml aliquot of the sample or dilution is pipetted on to the centre of the bottom ®lm. The top is carefully released and allowed to drop on to the inoculum. A plastic spreader is placed over the inoculum, and light pressure is applied over the centre of the spreader. The spreader is removed and the plate is allowed to set for 1 min before it is moved. Plates are incubated in a horizontal position in stacks not exceeding 10 plates at 32 � 1 � C for 48 � 3 h if using the aerobic count and 24 � 2 h at 32 � 1 � C for coliform plates. For aerobic count plates, the ®lm contains standard method media nutrients. For coliform count plates, the media contain violet red bile nutrients. When coliforms ferment lactose, gas is produced and is trapped around the colonies. This differentiates coliforms from other Gram-negative organisms. Pectin Gel Plate Count for Total Bacteria and Coliforms
The pectin gel plate count (PGPC) for raw milk, homogenized milk, cream and cultured products. This method requires the use of pretreated Petri dishes containing a `hardener' layer onto which a liquid medium containing pectin as the gelling agent is added with the sample. Dilutions of the sample can be made. The plate is swirled to mix the contents and allowed to solidify. Plates are incubated and counted as in the SPC method. When using this method for the enumeration of coliforms, VRBA pectin gel liquid is used.
77
Hydrophobic Grid Membrane Filter
The hydrophobic grid membrane ®lter (HGMF) method can be used for milk and milk products. A hydrophobic membrane ®lter is divided into a grid pattern which separates the ®lter into compartments of equal and known size. This prevents the spread of colonies. Plates are incubated at 32 � C for 48 � 3 h. Squares containing one or more colonies (positive squares) are counted and converted to a most probable number (MPN) estimate of the number of organisms. The MPN can be calculated by: MPN n ln
n=
n ÿ p1=dilution factor where n total number of squares, ln natural logarithm and p number of positive squares. The Spiral Plate Count Method
The spiral plate count (SPLC) is an enumeration method which has been effective for milk samples. The sample is applied to a stylus which dispenses the sample at a constant rate on to a rotating agar plate. The sample is inoculated into the middle of the plate. As the plate rotates the sample is distributed and diluted over the entire plate. The plates are incubated at 32 � 1 � C for 48 � 3 h. After incubation, the colonies are counted. To determine the cfu mlÿ1, the number of colonies is divided by the volume of liquid dispensed in the area. Plate Loop Count
The plate loop count (PLC) method is used for raw milk samples. This method combines the use of a calibrated inoculating loop (0.001 ml) with a continuous pipetting syringe to facilitate the distribution of a small volume of sample on to a Petri dish. The sample is combined with molten agar and colonies enumerated after incubation, as in the SPC. Counts from plates having 25±250 colonies are multiplied by 1000 and reported as plate loop count per millilitre (PLC mlÿ1).
Spoilage Microorganisms that can cause spoilage of dairy products include Gram-negative psychrotrophic microorganisms (genera Pseudomonas, Aeromonas, Alcaligenes and Flavobacterium), coliforms, LAB, sporeforming bacteria and yeasts and moulds. Growth of psychrotrophic microorganisms in raw milk can lead to the production of degradative enzymes (some of which are heat stable) and result in spoilage of pasteurized milk and milk products.
78
ANALYSIS/Microbiological Analyses
Psychrotrophic Bacteria
Lipolytic Microorganisms
Psychrotrophic bacteria are those that can grow at refrigeration temperatures and lead to the spoilage of product. To enumerate these organisms, the sample is diluted and plated as in the SPC. The difference is that the plates are incubated at 7 � 1 � C for 10 days. At temperatures above 7 � C, other organisms may grow, yielding misleading results. After determining the colony count, the counts are reported as psychrotrophic bacteria per millilitre or gram (PBC mlÿ1 or gÿ1).
Lipase-producing microorganisms can contribute to ¯avour defects, especially in high-fat dairy products. Lipolytic microorganisms are enumerated on spirit blue agar containing lipase reagent. Spirit blue is one of the dyes that have been used as indicators of fat hydrolysis. Lipase reagent is a mixture of tributyrin as a substrate for lipases (cottonseed oil, olive oil or other oils can also be used) and polysorbate 80 as an emulsi®er. Prepoured spirit blue agar is prepared and 0.1 ml of the desired sample is spread-plated. Plates are incubated at 32 � 1 � C for 48 � 3 h or at 21 � 1 � C for 72 h. Lipolytic microorganisms develop a clear zone and/or a deep blue colour around and under each colony. Results are reported as lipolytic count per gram or millilitre.
Thermoduric Bacteria
Thermoduric bacteria can survive exposure to pasteurization temperatures, and thermoduric psychrotrophic organisms can cause spoilage when pasteurized milk is stored at low temperatures. To enumerate these organisms, 5 ml of milk sample is aseptically transferred to a sterile test tube and placed in a rack along with a control tube containing a thermometer and 5 ml of milk. All samples should be kept in ice water at 0±4.4 � C prior to heat treatment. All watertight test tubes are immersed to approximately 4 cm above the level of milk in a pasteurizing bath at 62.8 � C. The temperature should reach 62.8 � C within 5 min. Once reached, this temperature is maintained at 30 min and then samples are cooled to 10 � C. The laboratory pasteurization count per millilitre (LPC mlÿ1) can be determined by the SPC method. Thermophilic Bacteria
Thermophilic bacteria are those that can grow in milk at elevated temperatures such as that used for lowtemperature, long-time pasteurization. The enumeration of these organisms is similar to the SPC except that 15±18 ml of agar is used per plate. Because of the elevated growth temperature of thermophilic organisms, the plates are incubated at 55 � 1 � C for 48 h. The colony count is reported as thermophilic bacteria count per millilitre or per gram (TBC mlÿ1 or gÿ1). Proteolytic Microorganisms
Enzymes produced by proteolytic organisms can remain active after pasteurization and result in ¯avour defects. Proteolytic microorganisms can be enumerated using the skim milk agar (SMA) method. For the SMA analysis, 100 ml of sterile skim milk (10% w/w) is added to plate count agar. The plates are poured and incubated at 32 � 1 � C for 48±72 h or for 72 h at 21 � 1 � C. After incubation, the plates are ¯ooded with 1% hydrochloric acid or 10% acetic acid for 1 min. Excess acid is poured off and colonies surrounded by a clear zone are counted.
Yeasts and Moulds
For yeast and mould counts, standard methods agar supplemented with antibiotics (chlortetracycline hydrochloride and chloramphenicol), potato dextrose agar and dichloran±rose bengal±chloramphenicol (DRBC) agar can be used. Samples are spread-plated, incubated at 25 � C for 5 days and counted. Plates with 15±150 colonies are used. Results are reported as yeast and mould per gram or millilitre. Variations of the HGMF and dry rehydratable ®lm methods can be used to enumerate yeasts and moulds. Total Lactic Acid Bacteria
Enumeration of LAB can be useful in determining the cause of acid defects or evaluating lactic starter cultures. Samples must be handled with care as LAB are easily injured by adverse environments. Peptone water (0.1%) is used as a diluent, as phosphate may reduce cell recovery. Elliker agar is prepared prior to pour-plating. Colony development is facilitated by using an agar overlay or incubating plates in a reduced-oxygen atmosphere. Plates may be incubated for 48 h at either 32 � C or 37 � C depending on whether mesophilic or thermophilic organisms are to be enumerated. Because Elliker agar is not highly selective, individual colonies should be tested for the catalase reaction, gram reaction and cell morphology. Results are reported as acid producers per millilitre or gram. M17 agar is used for isolating and enumerating lactococci from cheese starters, yoghurt and other dairy products. The International Dairy Federation recommends M17 agar for enumeration of Streptococcus thermophilus from yoghurt. When selecting for lactobacilli, Lactobacillus selection agar and MRS (deMan, Rogosa, Sharpe) agar can be used. Gram-positive, catalase-negative cocci or rods that produce acid are tentatively considered to be LAB.
ANALYSIS/DNA-Based Assays 79
Microorganisms of Public Health Concern Several microorganisms of public health concern have been found in milk and dairy products. Usually the presence there of these organisms warrants concern and enumeration procedures are not necessary. Such organisms include Salmonella spp., Listeria monocytogenes, Campylobacter spp., Yersinia enterocolitica, pathogenic strains of Escherichia coli (including enterohaemorrhagic E. coli, EHEC), Staphylococcus aureus and Bacillus cereus. It should be recognized that the extensive sampling and testing required to ensure that pathogens are absent in ®nished dairy products are usually not practical. Because of low numbers found in products, an enrichment step precedes detection. Staphylococcus aureus
The method used to enumerate St. aureus in dairy products is the Baird±Parker plate count method. This method provides for isolation and enumeration of injured organisms without the use of an enrichment step. The sample is serially diluted, and 1 ml of each dilution is distributed to three plates of Baird± Parker agar medium (e.g. 0.4, 0.3 and 0.3 ml). The inoculum is spread over the surface of the agar plate using a sterile, bent-glass rod (`hockey stick'). When the inoculum has absorbed into the medium, the plates are placed upright in an incubator for 1 h and then inverted and incubated for 45±48 h at 35 � C. Colonies of St. aureus appear jet black with an offwhite margin surrounded by an opaque zone and an outer clear zone. Plates with between 20 and 200 colonies should be counted. Colonies are con®rmed as St. aureus with a tube coagulase test. Coagulasepositive colony count is reported as St. aureus per gram or millilitre. See also: Analysis: Sampling; Immunochemical; DNABased Assays; Biosensors. Bacillus cereus. Cheese: Microbiology of Cheese. Fermented Milks: Starter Cultures. Microorganisms Associated with Milk.
Further Reading American Public Health Association (1992a) Compendium of Methods for the Microbiological Examination of Foods, 3rd edn. Washington, DC: APHA. American Public Health Association (1992b) Standard Methods for the Examination of Dairy Products, 16th edn. Washington, DC: APHA. Association of Of®cial Analytical Chemists International (2000) Compendium of Microbiological Methods for the Analysis of Food and Agricultural Products, 17th edn. Gaithersburg: AOAC International.
Mendonca AF and Juneja VK (2000) Total viable counts: metabolic activity tests. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2168±2176. New York: Academic Press. Messer JW, Rice EW and Johnson CH (2000a) Total viable counts: pour plate technique. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2154±2158. New York: Academic Press. Messer JW, Rice EW and Johnson CH (2000b) Total viable counts: spread plate technique. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2159±2160. New York: Academic Press. US Food and Drug Administration (1998) Bacteriological Analytical Manual, 8th edn. Gaithersburg: AOAC International. Williams MG and Busta FF (2000a) Total viable counts: speci®c techniques. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2160±2166. New York: Academic Press. Williams MG and Busta FF (2000b) Total viable counts: most probable number (MPN). In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2166±2168. New York: Academic Press. Zook CD and Busta FF (2000) Total viable counts: microscopy. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2176±2180. New York: Academic Press.
DNA-Based Assays K A Lampel and D D Levy, Food and Drug Administration, Center for Food Safety and Applied Nutrition, Laurel, MD, USA
Introduction Species are characterized by common traits that can often be traced to the composition or expression of speci®c proteins or other cell components. The composition and expression of these components are encoded in the genetic blueprint of each organism. A survey of these constituents can be used as a ®ngerprint, identifying an organism as a member of a group down to the species or even the strain level. Until recently, methods for identifying microorganisms relied on a limited repertoire of tests of metabolic functions or the reaction of antibody reagents to few components found on the outer cell membrane. Frequently, these test endpoints were surrogate markers, easily detected, that happened to be present in pathogens or other microorganisms of interest but not directly related to any trait of concern. DNA-based
ANALYSIS/DNA-Based Assays 79
Microorganisms of Public Health Concern Several microorganisms of public health concern have been found in milk and dairy products. Usually the presence there of these organisms warrants concern and enumeration procedures are not necessary. Such organisms include Salmonella spp., Listeria monocytogenes, Campylobacter spp., Yersinia enterocolitica, pathogenic strains of Escherichia coli (including enterohaemorrhagic E. coli, EHEC), Staphylococcus aureus and Bacillus cereus. It should be recognized that the extensive sampling and testing required to ensure that pathogens are absent in ®nished dairy products are usually not practical. Because of low numbers found in products, an enrichment step precedes detection. Staphylococcus aureus
The method used to enumerate St. aureus in dairy products is the Baird±Parker plate count method. This method provides for isolation and enumeration of injured organisms without the use of an enrichment step. The sample is serially diluted, and 1 ml of each dilution is distributed to three plates of Baird± Parker agar medium (e.g. 0.4, 0.3 and 0.3 ml). The inoculum is spread over the surface of the agar plate using a sterile, bent-glass rod (`hockey stick'). When the inoculum has absorbed into the medium, the plates are placed upright in an incubator for 1 h and then inverted and incubated for 45±48 h at 35 � C. Colonies of St. aureus appear jet black with an offwhite margin surrounded by an opaque zone and an outer clear zone. Plates with between 20 and 200 colonies should be counted. Colonies are con®rmed as St. aureus with a tube coagulase test. Coagulasepositive colony count is reported as St. aureus per gram or millilitre. See also: Analysis: Sampling; Immunochemical; DNABased Assays; Biosensors. Bacillus cereus. Cheese: Microbiology of Cheese. Fermented Milks: Starter Cultures. Microorganisms Associated with Milk.
Further Reading American Public Health Association (1992a) Compendium of Methods for the Microbiological Examination of Foods, 3rd edn. Washington, DC: APHA. American Public Health Association (1992b) Standard Methods for the Examination of Dairy Products, 16th edn. Washington, DC: APHA. Association of Of®cial Analytical Chemists International (2000) Compendium of Microbiological Methods for the Analysis of Food and Agricultural Products, 17th edn. Gaithersburg: AOAC International.
Mendonca AF and Juneja VK (2000) Total viable counts: metabolic activity tests. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2168±2176. New York: Academic Press. Messer JW, Rice EW and Johnson CH (2000a) Total viable counts: pour plate technique. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2154±2158. New York: Academic Press. Messer JW, Rice EW and Johnson CH (2000b) Total viable counts: spread plate technique. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2159±2160. New York: Academic Press. US Food and Drug Administration (1998) Bacteriological Analytical Manual, 8th edn. Gaithersburg: AOAC International. Williams MG and Busta FF (2000a) Total viable counts: speci®c techniques. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2160±2166. New York: Academic Press. Williams MG and Busta FF (2000b) Total viable counts: most probable number (MPN). In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2166±2168. New York: Academic Press. Zook CD and Busta FF (2000) Total viable counts: microscopy. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2176±2180. New York: Academic Press.
DNA-Based Assays K A Lampel and D D Levy, Food and Drug Administration, Center for Food Safety and Applied Nutrition, Laurel, MD, USA
Introduction Species are characterized by common traits that can often be traced to the composition or expression of speci®c proteins or other cell components. The composition and expression of these components are encoded in the genetic blueprint of each organism. A survey of these constituents can be used as a ®ngerprint, identifying an organism as a member of a group down to the species or even the strain level. Until recently, methods for identifying microorganisms relied on a limited repertoire of tests of metabolic functions or the reaction of antibody reagents to few components found on the outer cell membrane. Frequently, these test endpoints were surrogate markers, easily detected, that happened to be present in pathogens or other microorganisms of interest but not directly related to any trait of concern. DNA-based
80
ANALYSIS/DNA-Based Assays
technologies have been developed which directly examine the genetic code, expanding the number of traits that can be tested for by speci®cally identifying the genetic material coding for a wide variety of cell functions and components. These endpoints include genetic loci associated with toxins, virulence, antibiotic resistance and other traits directly related to the reason for conducting the test. For example, molecular biological techniques were used to de®ne evolutionary relationships among microbes used in food processing to ensure that closely related pathogenic strains were excluded from the starter cultures. Genetic tests require prior knowledge of the DNA sequence associated with a trait. Once that information is available, reagents can be generated which speci®cally identify that sequence. This speci®city is based on the formation of adenosine±thymine and cytosine± guanine base pairing, allowing creation of probes or primers exactly matching the target sequence. Not only is it not necessary to isolate the gene of interest prior to the test, but the sensitivity of these reactions allows the tests to be conducted without isolating the organism, considerably speeding the process. This article will describe and compare probe hybridization and PCR, the basic technologies used for contemporary genetic evaluation of microorganisms.
Nucleic Acid Hybridization In probe hybridization, a probe containing complementary sequences of DNA anneals or hybridizes to a target DNA or RNA sequence being analysed to form a double helix. This speci®c complementarity is the fundamental property of DNA that enables accurate replication of DNA in vivo. The speci®city of the test is determined by the uniqueness of the sequence among all those present in the sample. In general, 18±30 base pairs are required to identify a unique sequence. Based on the length and composition of the sequence, the probe/target hybrid will melt at a temperature between 50 and 75 � C. This melting temperature is characteristic of a particular sequence although it is reproducibly affected by salt concentration. Hybridization is usually conducted at or just below the melting temperature to prevent false hybridization to sequences that are not exact matches, thus increasing the speci®city of the test. Use of proper test conditions enables discrimination of sequences that differ by as little as single base pair, known as stringent conditions. By relaxing these conditions, e.g. by lowering the temperature or increasing salt concentration, hybridization can occur in spite of one or a small number of mismatches. Relaxed conditions are sometimes used to allow detection of related DNA sequences.
DNA probes are either single-stranded synthetic oligonucleotide molecules or double-stranded DNA (dsDNA) isolated from a biological source. Synthetic oligonucleotides offer many advantages over doublestranded probes. They can be produced quickly and inexpensively in large quantity and are chemically stable, making them ideal reagents. DNA probes derived from biological sources are typically maintained as DNA clones in plasmids or bacteriophages. These DNAs are propagated in multiple copies within a bacterial culture. The probe used for hybridization can be the entire molecule consisting of cloned sequence and surrounding plasmid or phage DNA. In this case a portion of the probe speci®cally hybridizes with the target sequence while the surrounding noncomplementary sequences remain unbound. Alternatively, the cloned nucleotide sequence can be excised from the vector prior to use. The cloned nucleotide sequences, from hundreds to thousands of double-stranded base pairs, must be denatured to yield single-stranded fragments, which are capable of binding to the complementary strand of the target. Because longer DNA±DNA hybrids all melt at nearly the same temperature, these probes are insensitive to minor variations in DNA sequence. Thus, they are more appropriate for detecting families of sequences than the speci®c detection available with oligonucleotide probes. Probes must be labelled in order to detect the hybridization event. Labelling techniques are generally divided into radioactive and nonisotopic methods. The most common isotopes for labelling DNA are 32P, 33 P and 35S. Biologically derived probes are typically labelled enzymatically with a nucleotide prelabelled with one of these isotopes (e.g. 32P-dCTP). Nick translation, random primed synthesis and polymerase chain reaction are used to generate highly radioactive probes. Synthetic probes are labelled by addition of a single 32P or 33P moiety at the 5 0 end, making them somewhat less sensitive than dsDNA probes. The use of radioactivity has been decreasing for several reasons. While the reagents themselves are inexpensive, the use of radioactivity requires additional considerations, such as special equipment, training personnel, compliance with increasingly stringent regulatory requirements, and high wastedisposal costs. The inherent instability of radioactive compounds also results in short shelf-life and other quality control problems. Because of these liabilities, nonisotopic labelling methods are increasingly popular. These methods rely on labelling the probe with a moiety that can be used to separate the probe/target hybrid and/or generate a detectable colour change or chemiluminescence under appropriate reaction conditions. The application
ANALYSIS/DNA-Based Assays 81
of nonradioactive probe methods allows either direct or indirect detection. Fluorescent probes, as well as radioactive probes, give direct detection of the probe to its target. Indirect probe methods use covalently linked molecules such as biotin±streptavidin and digoxigenin±antidigoxigenin. For example, if a biotinylated probe hybridizes to target sequences, the addition of a streptavidin-reporter conjugate allows binding via the high af®nity of streptavidin to biotin. If the reporter is an enzyme, such as horseradish peroxidase or alkaline phosphatase, the addition of the appropriate chromogenic or chemiluminescent substrate produces a colour or light reaction, respectively. After unbound probe has been washed away, only those complexes that bind to the target DNA via the ligand react to the addition of the substrate. Most hybridization reactions can be divided into one of two hybridization formats, solid phase and liquid phase. These designations re¯ect the location of the target DNA at the time of hybridization. In solidphase hybridization, the target DNA is ®xed to a solid support, such as a nitrocellulose or nylon ®lter. After hybridization of the labelled probe, unbound reagents can be washed away. Alternatively, the target DNA molecules are suspended in a liquid solution. After hybridization occurs, the combined probe±target hybrids are removed from the liquid environment and captured onto a solid support medium. Two common applications of solid-phase hybridization format are colony blots and dot blots. In the former, a ®lter membrane is placed on top of the agar plates and the bacterial colonies are lifted onto the membrane (Figure 1). For dot blots, liquid cultures or suspended colonies from agar plates are blotted onto a ®lter membrane in a small, well-de®ned area. In
Colonies transferred to filter Enrichment in broth
Colonies grown on selective agar medium
Cells lysed and DNA fixed to filter Hybridization with labelled gene probe
Identification of target organism
Figure 1 Colony hybridization. Typically, cells are grown in broth medium and then plated onto selective agar medium. A membrane ®lter is placed over the colonies grown on the agar plates and the colonies are lifted onto the ®lter. Cells are lysed, cellular debris removed and the DNA is denatured and ®xed onto the ®lter. Hybridization of labelled gene probe indicates presence of target organism.
either blot format, cells are lysed, and the bacterial DNA is denatured and ®xed onto the ®lter membrane. The ®lters are placed into a hybridization reaction solution containing labelled probes. Nonbinding probes are washed off the ®lter, so that the labelled probes can be detected (see below). The number of target organisms present in the analysed sample can be determined when the colony hybridization format is used. If each colony growing on the agar plate used to generate the ®lter membrane represents a colony forming unit in an extract from the original food sample, enumeration of the number of colonies detected on the plate can be related to the microbial load in the original sample. In other solid-phase hybridization formats, gene probes are attached to a solid support system such as a `dipstick' or to the bottom of a microtitre plate. Denatured target DNA anneals to the immobilized, complementary DNA of the gene probes. In this dual probe format, a second gene probe, labelled with a ¯uorescein reporter dye, binds to the immobilized target DNA±gene probe complex. This binding reaction is detected by chromogenic means. Several commercial kits utilize this technology. Hybridization in liquid-phase format occurs with the binding of the probe and target DNA in solution. The probe±target hybrid molecules are then exposed to a solid support medium coated with a molecule able to bind or capture the label moiety. Two such strategies use streptavidin, which will bind to a gene probe that is labelled with biotin or polydeoxythymidylic acid (poly-dT), which will bind to a gene probe labelled with the polydeoxyadenylic acid (poly-dA), the complementary DNA sequence. Following binding, unbound reagents can be washed away from the solid support. Once the probe±target complex has been isolated, there are many techniques for detection. If the gene probe has been labelled with a ¯uorescein dye, an enzyme-conjugated anti¯uorescein antibody can be added and this complex detected colorimetrically. Similarly, reagents that generate coloured or ¯uorescent products can be bound to the complex. Another strategy employs a dual probe system in which both probes are labelled. These probes are designed so that when they are in close proximity to each other, which occurs only when they are brought together on the target DNA by hybridization, they emit a detectable signal. Hybridization techniques generally require 104± 106 copies of the target DNA for detection. This usually means growth for at least 6 h, if not overnight, prior to initiating the test. The techniques are thus most appropriate for organisms that are easily grown in laboratory culture.
82
ANALYSIS/DNA-Based Assays
Polymerase Chain Reaction The polymerase chain reaction (PCR) is a process by which a speci®c region of a target nucleic acid molecule is ampli®ed. This ampli®cation is based on the annealing of short oligonucleotide primers to complementary sequence on the target DNA molecule. This annealing process is similar to the hybridization reactions just discussed. Detection of PCR ampli®cation products traditionally requires an additional step, such as gel electrophoresis. With the advent of rapid cycle or real-time PCR, ampli®cation and monitoring of PCR products are combined. There are three steps required for PCR: denaturation, annealing, and extension (Figure 2). In the ®rst step, the two strands of the DNA molecule are separated by heat (usually 90±96 � C) to prepare them for subsequent manipulation. In the annealing step, the reaction temperature is lowered to allow the PCR primers to hybridize to complementary sequences on the target molecule. The stringency of this binding is in¯uenced by the nucleotide sequence of the PCR primers and the reaction conditions, particularly temperature and salt concentrations. Varying these conditions can alter the speci®city of the binding, permitting nonspeci®c ampli®cation. Primer extension by a heat-stable DNA polymerase occurs during the third step, typically at 68±75 � C. The polymerase incorporates dNTPs, producing a DNA strand that is Double-stranded DNA
Factors Affecting PCR
Denaturation 94–95 °C
While PCR is a sensitive and speci®c test for the presence of a DNA sequence, it is a fairly delicate test, sensitive to interference from a variety of factors. The polymerase is very sensitive to contaminants in the reaction mixture. Salts, particularly divalent cations (Mg2, Ca2, Mn2), have a profound effect as can lipids, proteins and a many other components of an extract from an environmental sample. Spiking samples with a positive control is frequently necessary to ensure that inhibitors in the sample matrix do not prevent the reaction. The extraction protocol must remove interfering contaminants yet produce DNA of suf®cient purity and integrity to act as a template for the polymerase. While there are numerous protocols and commercial kits for sample preparation, this is still the most problematic step in the analysis. Because the reaction takes place in small volume (10±100 ml) sampling can be an issue when trying to detect small quantities of a target organism without enrichment. While PCR can theoretically amplify a single target to a detectable product, in practical terms several dozen to several thousand copies must be present for reliable detection. Another practical issue in PCR is cross-contamination of samples. While the actual sample may have
Single-stranded DNA 5'
3' 3'
5' 3'
A A T C GT T T A GC A
Anneal – temperature varies for binding of primers
3' C GC T A T GC GA T A
5'
5'
3' 3'
5' 3'
5'
5'
complementary to the target molecule. Since both strands are being copied simultaneously, this results in doubling the number of copies the target sequence. These three steps comprise one cycle. After 25±40 cycles, the original sequence has been copied over 1 million-fold, usually in a period of 1.5±3 h. PCR products are analysed by separation by size on agarose gels. The result is considered positive on ®nding a band of the expected size compared to a size standard or positive control. However, false positive bands are sometimes encountered, due to the presence of DNA with similar sequence and insuf®ciently stringent reaction conditions. Because the resolution of agarose gels is generally poor, con®rmatory tests are frequently used. DNA sequencing or Southern blotting can be used to con®rm the sequence of the PCR amplicon, although these techniques are fairly time-consuming and expensive. An alternative procedure is nested PCR. In this assay, PCR primers are designed to anneal on the ampli®ed PCR product internally from the original primers. If the initial amplicon was derived from the target sequence, the ampli®cation of a smaller PCR product from the nested PCR assay con®rms the identity of the ®rst product. Because the initial amplicon is a high-quality template, very stringent PCR conditions can be used to exclude products that are similar but not exact matches to the desired sequence.
Extension – 72 °C
3' 5'
Double-stranded DNA
Figure 2 Ampli®cation of DNA using the polymerase chain reaction. One double-stranded DNA molecule is duplicated by PCR in three steps. First, DNA is rendered single-stranded by denaturation at 94±95 � C. Second step requires the annealing of primers to speci®c DNA sequences on both separated strands. In the third step, a heat-stable DNA polymerase extends the DNA in both strands from the site of primer binding. The end result is two double-stranded DNA copies of target sequence.
ANALYSIS/DNA-Based Assays 83
small amounts of degraded DNA, amplicons from previous samples are templates of high quality and can contaminate samples from aerosols carried from pipettes and other laboratory ware. Sample preparation and amplicon analysis are frequently carried out in separate rooms and reagent blank and other negative controls are necessary to detect any cross-contamination that occurs. Well-designed primers are the key to successful PCR. The primers must be long enough to have a sequence unique to the desired target. Primers cannot be too long, however, for fear that they will exclude natural sequence variations or have an annealing temperature so high that small sequence variations will not be excluded. While computer programs are available to aid in choosing primer sequences, a substantial effort is usually necessary to validate a particular design. Real-Time PCR
A recent modi®cation of PCR instrumentation allows monitoring the formation of reaction product during each cycle, often called `real-time PCR'. The TaqMan system (Applied Biosystems) and the LightCycler (Roche Diagnostics) are the two best-known systems, although several competing systems are available. The advantage of these systems is that they permit speci®c detection of the PCR reaction products without extra sample handling as well as quantitative analysis of the template in the sample extract. These instruments function by ¯uorescent detection of reaction product formation in each of 32±96 samples during thermal cycling. The simplest detection method relies on nonspeci®c intercalating agents to evaluate total product formation. More sophisticated methods use DNA probes labelled with ¯uorescent dyes. The DNA sequence of the probes acts as a con®rmatory test, similar in principle to the nested PCR test described above. Fluorescence increases with each cycle as target DNA is ampli®ed, con®rming the presence of the target without the need for a second analytical step. Systems used include those in which a ¯uorescent signal is created when probe binding to the target unfolds a DNA hairpin structure on the probe, forcing an emitting dye molecule away from a quenching dye (molecular beacons), or permits a nuclease to remove a quenching molecule (TaqMan). In the LightCycler two probes bind on adjacent DNA sequence, allowing two dye molecules to interact, generating a signal via ¯uorescence resonance energy transfer (FRET). Real-time PCR brings quantitation to PCR because product formation is evaluated in each cycle. In traditional PCR, the amount of product formed
is not related to the amount of initial template. The limiting factor is usually dNTP concentration or enzyme deterioration. Monitoring product formation during the each cycle permits an accurate evaluation of the amount of template in the original sample. Variations of the PCR procedure for detection of microorganisms include multiplex PCR to amplify several targets in the same reaction, reverse transcriptase (RT) PCR to selectively amplify only genes that are transcribed and mismatch ampli®cation mutation assay-PCR to target particular variants of a gene. Non-PCR based protocols are also used. These include ligase ampli®cation, in which T4 DNA ligase and two pairs of oligonucleotides are used to differentially amplify DNA from closely related strains (e.g. Listeria monocytogenes and other Listeria species) that differ by one base pair, Qb replicase, in which the presence of a target organism is determined by probe detection of RNA synthesized in vitro by the bacteriophage RNA polymerase and nucleic acid sequence based ampli®cation (NABSA). In NABSA, ampli®cation of mRNA targets using three enzymes, RT, RNaseH and T7 RNA polymerase, occurs without interference from genomic DNA and isothermally in a single tube, eliminating the need for an expensive, dedicated instrument. RT is used to make a complementary strand of DNA (cDNA) from RNA, followed by RNaseH degradation of the RNA, leaving the cDNA strand that acts as a template for RT synthesis of a dsDNA product. T7 polymerase produces thousands of RNA copies of this dsDNA product, each of which acts as starting material for the next cycle. Microarrays
DNA arrays have been developed in the past several years as a method for rapidly screening large numbers of samples. This technology relies on the same principles as the probe hybridization techniques discussed earlier. There are three important improvements over previous technology. The ®rst two, miniaturization and quantitation, are the most widely discussed features of DNA arrays. They have opened new avenues of research into biological mechanisms. DNA arrays containing up to hundreds of `spots' are considered `macro' arrays. DNA is transferred to a glass slide or nylon membrane using a standard micropipette or a metal quill on a robotically operated arm. Microarrays can have tens of thousands or even hundreds of thousands of spots. Chips containing virtually every gene and open reading frame are now available for organisms for which the entire sequence is known, such as Escherichia coli K-12 and Salmonella enterica serovar
84
ANALYSIS/DNA-Based Assays
Typhimurium. These chips are used for studies of comparative genomics. For instance, an E. coli strain of interest can be studied by amplifying all of its DNA and hybridizing the ampli®ed DNA to the set of chips containing all of the known genes from the E. coli K12 or E. coli O157:H7. This technique might be used to screen strains for genes associated with virulence, heat resistance, or other phenotypes of interest. Quantitation is another important feature of DNA array technology. The level of transcription of a set of genes can be determined by using RT to produce cDNA from messenger RNA, followed by PCR ampli®cation of the cDNA. Thus one can examine arrays representing either an infecting organism or a target host tissue and look for groups of genes for which transcription is up- or downregulated during a particular stage of infection or immune response. Another application is the use of DNA arrays to reveal previously unsuspected links among the genes that respond to a particular stimulus. The exciting prospects of this technique must be tempered by understanding its limitations, however. The quantitation relies on the exponential PCR ampli®cation of the target cDNA and is thus not very precise, being insensitive to small but physiologically signi®cant shifts. Furthermore, protein activity is frequently modulated by posttranscriptional mechanisms which cannot be detected using this technique. The most important characteristic of the new DNA arrays from the perspective of the analytical laboratory is the standardization and improvement of techniques for manufacturing the matrix. This allows carefully controlled quantities of DNA to be placed on a glass `chip' or nylon membrane at a precise location. The techniques are highly reproducible so that a large number of identical membranes can be made and a rigorous quality control programme established to evaluate the performance of the test. Furthermore, the ability to place many spots on the same chip allows for many repeated or overlapping targets, improving options for quality control. Finally, the automation of the process allows for relatively inexpensive production of large numbers of equivalent arrays, paving the way for commercial distribution of array-based assays in kit form. While DNA array technology is still in its infancy, early experiments have already demonstrated its applicability to pathogen detection and characterization. In this application, the chip becomes an alternative detection technology to gel electrophoresis or real-time PCR. The advantages of the chips are that they can simultaneously evaluate hybridization of DNA from the sample to a large number of very speci®c probes. This allows testing for many variants
simultaneously such as each of the Salmonella subtypes, a large number of different species, or a huge library of known virulence determinants from one or many species. The advantage to this approach is that one tests directly for the genotypes associated with phenotypes of concern, rather than relying on surrogate markers such as sugar metabolism or gross genomic organization (see below) to identify a microorganism. When used as a qualitative technique, PCR artifacts such as poor yield due to reaction inhibition or the presence of interfering bands on an agarose gel are less likely to obscure results, making for a more robust analysis. While there has been much discussion of these possibilities, there are as yet few reports in the literature or commercial applications.
Pulsed-Field Gel Electrophoresis and Ribotyping Several techniques have been proposed for creating DNA `®ngerprints' of bacterial strains. Two that remain in general use are ribotyping and pulsed-®eld gel electrophoresis (PFGE). Both techniques rely on minor variations in DNA sequences that arise randomly and on an evolutionary time-scale to discriminate among bacterial species or strains. PFGE relies on the use of patterns generated by cutting genomic DNA of the organisms being studied with restriction endonucleases. These enzymes recognize 6±10 base pair sequences and cut DNA every time these sequences appear. Using these `rare cutters', the typical bacterial genome is cut into a few dozen pieces and the distinctive pattern of these fragments when examined on an agarose gel can be used to identify the organism. Because the fragments are so large (tens to hundreds of thousands of base pairs) a special electrophoresis system, called pulsed ®eld, is needed to separate them. Unlike PCR, the variations detected by PFGE are not genotypes, but instead serve as surrogate markers. Particular PFGE patterns are associated with a particular strain, but the molecular change that causes a restriction site to appear or disappear during strain evolution does not necessarily correlate with a change in phenotype. Thus, there is no guarantee that strains with different phenotypes will have unique PFGE patterns or that two strains with identical PFGE pro®les will have the same phenotype. The US Centers for Disease Control and Prevention, in coordination with the Food and Drug Administration and state health departments across the country, are creating databases of pulsed-®eld patterns for a variety of foodborne pathogens. To date, databases have been created for E. coli
ANALYSIS/Biosensors 85
O157:H7, Salmonella, Shigella and Listeria, with plans to include other bacteria. Like traditional microbiological tests and unlike PCR, pulsed ®eld techniques require puri®cation of the strain prior to analysis followed by enrichment. It is thus a poor choice for organisms, like shigellae or viruses, which are dif®cult to recover from foods or cannot be grown easily. However, in laboratory culture there are attempts to use PCR techniques to create a similar typing system. Ribotyping is similar to pulsed ®eld gel electrophoresis in that it relies on random genetic variations in the target organism as a surrogate marker for identi®cation. In this case, the test targets DNA coding for ribosomal components. The technique is based on the principle that ribosomal RNA (rRNA) genes are genetically stable but can be separated from one another by less stable DNA sequence. The most common version of the test is similar to PFGE in that genomic DNA is cut with restriction endonucleases. Following separation on an electrophoresis gel, the probes speci®c for 16S rRNA genes are hybridized to the DNA containing both ribosomal and nonribosomal genes that have been separated by electrophoresis. Because of the extreme stability of 16S rRNA, these probes will hybridize to DNA from a wide variety of species. Because the DNA between ribosomal genes is so variable, distinct patterns emerge for each species. Other variations of the technique rely on RNA gene stability for PCR ampli®cation, with the variable size of the resulting PCR products (which span regions between the rRNA genes) used to characterize the strain. Commercialized variations of this system are available for strain identi®cation. While molecular methods such as ribotyping and PFGE are useful for gross sorting of organisms with similar strains, comparative studies indicate that discrimination varies widely, which has prevented the adoption of any one technique over the others. Furthermore, there is now great debate over the extent to which horizontal transfer is responsible for the movement of important phenotypes such as virulence and antibiotic resistance among related strains. Until recently, most organisms were assumed to evolve clonally. Tests that rely on surrogate markers such as PFGE, ribotyping, or even traditional tests such as biochemical or antigenic markers rely on this assumption. If the phenotypes in which one is really interested are more likely to move on mobile genetic elements (plasmids, phage, transposons, etc.), then there may be poor correlation between the phenotype of interest and the overall organization of the genome as measured by PFGE or ribotyping. Thus more speci®c information about the phenotype will be
available only using PCR, hybridization, or other techniques that can speci®cally target these genes. See also: Analysis: Microbiological Analyses. Pasteurization of Liquid Milk Products: Principles, Public Health Aspects.
Further Reading Grif®n HG and Grif®n AM (1994) PCR Technology: Current Innovations. Boca Raton: CRC Press. Gurtler V and Mayall BC (2001) Genomic approaches to typing, taxonomy and evolution of bacterial isolates. International Journal of Systematic and Evolutionary Microbiology 51: 3±16. Hamadeh H and Afsahri CA (2000) Gene chips and functional genomics. American Scientist 88: 508±515. Hill WE (1996) The polymerase chain reaction: application for detection of foodborne pathogens. Critical Reviews of Food Science and Nutrition 36: 123±173. Keller GH and Manak MM (1993) DNA Probes, 2nd edn. New York: Stockton Press. Luccini S, Thompson A and Hinto JCD (2001) Microarrays for microbiologists. Microbiology 147: 1403± 1414. Olsen JE, Aabo S, Hill W et al. (1995) Probes and polymerase chain reaction for detection of foodborne bacterial pathogens. Journal of Food Microbiology 28: 1±78. Scheu PM, Berghof K and Stahl U (1998) Detection of pathogenic microorganisms in food with the polymerase chain reaction. Food Microbiology 15: 13±31. Swaminathan B, Barrett TJ, Hunter SB et al. (2001) PulseNet: the molecular subtyping network for foodborne bacterial disease surveillance, United States, and the CDC PulseNet. Emerging Infection Diseases 7: 382±389. Wolcott MJ (1991) DNA-based rapid methods for detection of foodborne pathogens. Journal of Food Protection 54: 387±401.
Biosensors A Rasooly, US Food and Drug Administration, Washington, DC, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Biosensors are sensors that use biological material to make measurements. There are various types of biosensors, including electrochemical, acoustical and optical sensors. Biosensors are a potentially powerful tool for quality control testing of milk and milk products, analysis of milk and dairy product
ANALYSIS/Biosensors 85
O157:H7, Salmonella, Shigella and Listeria, with plans to include other bacteria. Like traditional microbiological tests and unlike PCR, pulsed ®eld techniques require puri®cation of the strain prior to analysis followed by enrichment. It is thus a poor choice for organisms, like shigellae or viruses, which are dif®cult to recover from foods or cannot be grown easily. However, in laboratory culture there are attempts to use PCR techniques to create a similar typing system. Ribotyping is similar to pulsed ®eld gel electrophoresis in that it relies on random genetic variations in the target organism as a surrogate marker for identi®cation. In this case, the test targets DNA coding for ribosomal components. The technique is based on the principle that ribosomal RNA (rRNA) genes are genetically stable but can be separated from one another by less stable DNA sequence. The most common version of the test is similar to PFGE in that genomic DNA is cut with restriction endonucleases. Following separation on an electrophoresis gel, the probes speci®c for 16S rRNA genes are hybridized to the DNA containing both ribosomal and nonribosomal genes that have been separated by electrophoresis. Because of the extreme stability of 16S rRNA, these probes will hybridize to DNA from a wide variety of species. Because the DNA between ribosomal genes is so variable, distinct patterns emerge for each species. Other variations of the technique rely on RNA gene stability for PCR ampli®cation, with the variable size of the resulting PCR products (which span regions between the rRNA genes) used to characterize the strain. Commercialized variations of this system are available for strain identi®cation. While molecular methods such as ribotyping and PFGE are useful for gross sorting of organisms with similar strains, comparative studies indicate that discrimination varies widely, which has prevented the adoption of any one technique over the others. Furthermore, there is now great debate over the extent to which horizontal transfer is responsible for the movement of important phenotypes such as virulence and antibiotic resistance among related strains. Until recently, most organisms were assumed to evolve clonally. Tests that rely on surrogate markers such as PFGE, ribotyping, or even traditional tests such as biochemical or antigenic markers rely on this assumption. If the phenotypes in which one is really interested are more likely to move on mobile genetic elements (plasmids, phage, transposons, etc.), then there may be poor correlation between the phenotype of interest and the overall organization of the genome as measured by PFGE or ribotyping. Thus more speci®c information about the phenotype will be
available only using PCR, hybridization, or other techniques that can speci®cally target these genes. See also: Analysis: Microbiological Analyses. Pasteurization of Liquid Milk Products: Principles, Public Health Aspects.
Further Reading Grif®n HG and Grif®n AM (1994) PCR Technology: Current Innovations. Boca Raton: CRC Press. Gurtler V and Mayall BC (2001) Genomic approaches to typing, taxonomy and evolution of bacterial isolates. International Journal of Systematic and Evolutionary Microbiology 51: 3±16. Hamadeh H and Afsahri CA (2000) Gene chips and functional genomics. American Scientist 88: 508±515. Hill WE (1996) The polymerase chain reaction: application for detection of foodborne pathogens. Critical Reviews of Food Science and Nutrition 36: 123±173. Keller GH and Manak MM (1993) DNA Probes, 2nd edn. New York: Stockton Press. Luccini S, Thompson A and Hinto JCD (2001) Microarrays for microbiologists. Microbiology 147: 1403± 1414. Olsen JE, Aabo S, Hill W et al. (1995) Probes and polymerase chain reaction for detection of foodborne bacterial pathogens. Journal of Food Microbiology 28: 1±78. Scheu PM, Berghof K and Stahl U (1998) Detection of pathogenic microorganisms in food with the polymerase chain reaction. Food Microbiology 15: 13±31. Swaminathan B, Barrett TJ, Hunter SB et al. (2001) PulseNet: the molecular subtyping network for foodborne bacterial disease surveillance, United States, and the CDC PulseNet. Emerging Infection Diseases 7: 382±389. Wolcott MJ (1991) DNA-based rapid methods for detection of foodborne pathogens. Journal of Food Protection 54: 387±401.
Biosensors A Rasooly, US Food and Drug Administration, Washington, DC, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Biosensors are sensors that use biological material to make measurements. There are various types of biosensors, including electrochemical, acoustical and optical sensors. Biosensors are a potentially powerful tool for quality control testing of milk and milk products, analysis of milk and dairy product
86
ANALYSIS/Biosensors
composition, the control of dairy production processing and the management of dairy animals. They might also be used to analyse milk and dairy products for the presence of toxins and pathogens, antibiotics, pesticides and chemicals.
(A)
(B) Recognition element
Recognition element
Transducer
Potential Advantages of Biosensors
Biosensors have the following potential advantages over other methods of analysis: Fast or real-time analysis Fast or real-time detection provides almost immediate interactive information about the sample tested, enabling producers to take corrective measures before a product is further processed or released for consumption. Continuous flow analysis Because of their design, many biosensors allow the analysis of larger volumes of liquid. In such biosensors, the target analyte is injected using a continuous ¯ow system onto the sensor immobilized in a ¯ow-cell or column, thereby enhancing the ef®ciency of analyte binding to the sensor and enabling continuous monitoring. Miniaturization Biosensors can be miniaturized so that they can be integrated into various pieces of equipment such as milking systems, dairy tanks, centrifuges and other dairy machinery. Control and automation Biosensors can be integrated with on-line process monitoring schemes to provide real-time information about multiple parameters at each production step or at multiple time points during a process, enabling better control and automation of milk and dairy facilities. Biosensors can also be integrated into Hazard Analysis and Critical Control Points (HACCP) programmes, enabling critical examination of the entire food manufacturing process.
Biosensor Instrumentation Biosensor Components
Biosensors consist of a recognition element (receptor), a signal conversion unit (transducer) and an output interface (the electronic component for interacting with the instrument). This general design (Figure 1) is common to all biosensors. Recognition elements The recognition element is the biological component of the biosensor that produces the signal. There are various types of recognition elements, ranging from whole cells to speci®c
Output interface Figure 1 Schematic general design of biosensors. Biosensors consist of a recognition element (receptor), a signal conversion unit (transducer) and an output interface. The recognition elements can be divided into two general types: (A) noncatalytic (label-free) used for direct detection and (B) catalytic used binds for indirect detection. In both cases, the analyte speci®cally to the recognition element. In the indirect detection biosensors, a secondary, labelled molecule then binds to the target analyte and the sensor detects the catalytic reaction of the . labelled molecule
molecules. Recognition elements can be divided into two general categories: noncatalytic elements (Figure 1A) and catalytic elements (Figure 1B). Noncatalytic recognition elements, such as cell receptors or antibodies, are often used for direct detection (or labelfree) biosensors in which the interaction is directly measured in real time. The most common direct detection biosensors are resonant mirror detectors, piezoelectric acoustic wave biosensors and optical biosensors, such as surface plasmon resonance. Catalytic elements, such as enzymes, microorganisms and plant or mammalian tissue, measure secondary biological or chemical activity. Catalytic recognition elements are used primarily in indirect detection biosensors, in which detection relies on the binding of a second, labelled molecule. The most common indirect detection biosensors are optical ¯uorescence biosensors, electrochemical biosensors and lightaddressable potentiometric sensors (LAPS) that combine electrooptics and electrochemistry. Antibodies are widely used noncatalytic recognition elements because of their speci®city, versatility, and strong and stable binding to the antigen. In addition, antibodies are relatively easy to generate. Biosensors that use antibodies in the measured reaction are called immunosensors. Immunosensors can measure the antibody±antigen interaction directly or indirectly. There are several types of indirect measurements. Sandwich format assays utilize a labelled secondary antibody. Displacement assays use a labelled antigen to saturate the antibody-bound surface and the biosensor then measures the amount of labelled bound antigen displaced by unlabelled antigen or target. Competitive assays use an indirect measurement in which the
ANALYSIS/Biosensors 87
target compound is immobilized on the sensor surface. The sample is mixed with a ®xed, excess amount of antibody and the mixture is injected onto the surface of the biosensor. The assay measures how much `free' antibody, not bound to the antigen in the sample, is available to bind to the immobilized target molecule on the sensor. Transducers Transducers are the physical components of the sensor that respond to the signal of the biosensing process and output the response in a form that can be ampli®ed, stored, displayed and analysed. Transducers are based on many different physical principles, including electrochemistry, ¯uorescence, optics, mass detection and calorimetry. The general principles of these transducers are described below. Types of Biosensors
Biosensors can be classi®ed in a variety of ways. In this case, groups biosensors are classi®ed as either direct or indirect; some examples of the various types of biosensors within each of these groups are described below. Direct detection biosensors There are several types of direct biosensor in which the primary biospeci®c reaction is directly measured in real time. Optical transducer biosensors There are many types of direct optical biosensors. Some direct optical biosensors that have been used in food and dairy analysis are based on evanescent wave technology and measure changes in light on the surface of the biosensor prism (Figure 2). Molecular interactions in the immediate vicinity of the recognition elements, such as binding of the antibody and antigen, result in refractive index changes. Evanescent wave biosensors are used for measuring proteins, such as microbial toxins in milk and dairy products, or bacteria. They allow rapid real-time
detection and direct label-free measurements. Typical sensitivity is �1±10 ng mlÿ1 for 30 kDa proteins, with the precise value depending on the antibody af®nity. Although direct measurement of low molecular weight molecules is impractical, indirect methods such as sandwich format or competitive assays can be used. There are several types of evanescent wave biosensors, two important types being surface plasmon resonance (SPR) and resonant mirror biosensors. surface plasmon (SP) is an oscillation of electrons on the surface of a metal (e.g. gold). SPR biosensors use a prism to couple evanescent waves to the surface plasmon ®lm. When such coupling occurs (at a certain light angle), the amount of light re¯ected at this angle to the optical photodetector is decreased. In SPR biosensors, the capturing molecule (often an antibody) is immobilized on the prism surface. Changes within the range of the plasmon ®eld (such as antibody±antigen binding) cause changes in plasmon resonance. Resonant mirror biosensors also measure changes in the refractive index on the biosensor prism surface using a layer of high refractive index instead of a gold ®lm sensing layer. Thus, light entering the resonant layer by travelling through the prism is coupled in the low index layer with the evanescent ®eld. As in SPR biosensors, changes on the surface of the high refractive index sensing layer can be measured. Piezoelectric biosensors Piezoelectric (PZ) biosensors are based on a quartz crystal resonator (Figure 3), a disc of quartz crystal with electrodes plated on it. The application of an external oscillating electric potential across the device induces an acoustic wave
Frequency counter
Acoustic wave Y
Y Y
Y YY Y
Sensor surface
Y Y Quartz disc
Evanescent wave Y
Prism
Light source
Photodetector
Figure 2 Evanescent wave biosensor. Evanescent wave biosensors measure changes in light on the surface of the biosensor prism. Molecular interactions in the immediate vicinity of the recognition elements result in refractive index changes measured by the photodetector.
Electrodes
Oscillating electrical potential Figure 3 Piezoelectric (PZ) biosensor. Piezoelectric biosensors are based on an electrode-plated quartz crystal resonator. External oscillating electric potential across the device induces an acoustic wave that propagates through the crystal, and is measured by the frequency counter.
88
ANALYSIS/Biosensors
that propagates through the crystal. The resonance frequency of the crystal can be determined by a frequency counter. Oscillation frequency is affected by minor changes at the surface such as antigen binding to the surface-immobilized antibody. Such binding increases the mass of the crystal, decreasing the resonance frequency of the crystal oscillation proportionally. As with evanescent wave biosensors, PZ biosensors allow real-time, direct, label-free measurements of larger antigens and indirect measurement of lower molecular weight compounds. In addition, they are relatively simple to use and cost effective. Indirect detection biosensors In biosensors that rely on indirect detection, the target analyte is bound by a labelled secondary molecule. The secondary molecule is often an antibody conjugated to an enzyme such as alkaline phosphatase. The sensor detects the catalytic reaction carried out by the enzyme. Indirect detection biosensors are very sensitive, relatively simple and generally less expensive than direct detection sensors; however, they use a labelled secondary molecule and do not provide real-time measurements. There are several types of indirect detection biosensors, including ¯uorescence-label, chemiluminometric, electrochemical and lightaddressable potentiometric sensors. Fluorescence label biosensors In ¯uorescent immunoassays, ¯uorochrome molecules are used to label the secondary antibodies (Figure 4). The ¯uorochrome absorbs light of a short wavelength and then emits light at a higher wavelength, which can be detected by the biosensor transducer. Generally, ¯uoresence label biosensors can detect analytes at concentrations as low as 1±10 ng mlÿ1. Several multichannel ¯uorescence label biosensors have been developed to test for the presence of multiple pathogens and toxins simultaneously. This is a versatile type of instrument suitable for antibodybased detection of microbes and toxins.
Chemiluminometric biosensors Chemiluminometric biosensors utilize bioluminescence or enzymatic light emission. The bioluminescence reaction (ATP luciferin O2 ! oxyluciferin AMP Ppi CO2 light) is catalysed by the ®re¯y (Photinus pyralis) enzyme luciferase. The luciferase reaction is very rapid, occurring within seconds of the addition of the luciferin/luciferase mixture. The amount of light emitted at 562 nm is proportional to the level of adenosine triphosphate (ATP) present in a sample, with approximately 1 photon of light produced for each ATP molecule. Thus, this reaction is useful in the detection of microbes since, like all living organisms, microbes contain ATP as the principal donor of free energy between catabolic and anabolic reactions. This type of biosensor is more limited and can be used for one measurement only. One potential application for bioluminescence methods in the dairy industry is as a tool for the rapid evaluation of cleaning effectiveness as part of good manufacturing practices (GMP) and HACCP programmes. However, bioluminescence-based sensors have some limitations: it is dif®cult to eliminate interfering substances that may alter the results and these biosensors cannot distinguish among the various types of bacteria. Electrochemical biosensors Electrochemical detectors measure changes in electron transfer as an oxidation/reduction reaction of the analyte at a suitable electrode (Figure 5). The common electrochemical transducers are: amperometric devices that detect changes in current at constant potential, conductimetric devices that detect changes in conductivity between two electrodes (at constant voltage), impedimetric devices that measure the ratio of voltage
Antibody–antigen complex Electrooxidation/ Y electroreduction Potentiostat
Antibody–antigen complex Y Excited light
Light source
Y
Y Photodetector Fibre optics
Figure 4 Fluorescence-labelled biosensor. Fluorochrome molecules are used to label secondary antibodies that bind to the antigen in a sandwich format. The ¯uorochrome is excited by absorbing short-wavelength light and then emits light at a higher wavelength, which can be detected by the biosensor transducer.
Y
Y –– – – Working electrode Reference electrode Counter electrode
Figure 5 Electrochemical biosensor. Electrochemical detectors measure electrochemical reactions, such as oxidation/reduction reactions (ÿ) of an analyte at close proximity to the working electrode in a sandwich format. The potential applied to the working electrode is measured relative to known potential obtained from the reference electrode. In a three-electrode electrochemical biosensor con®guration, a working electrode is used to perform the electrochemical analysis, a reference electrode serves as a reference point against which the potential of working electrode is measured, and a counter electrode is used to apply current to the working electrode.
ANALYSIS/Biosensors 89
to alternating current, and potentiometric devices that detect changes in potential at constant current. Some electrochemical biosensors measure directly. However, most are indirect biosensors that use a sandwich detection system. The primary antibody is immobilized to the surface of a working electrode or to a membrane. The biosensor measures the electrooxidation/electroreduction activity catalysed by an enzyme such as peroxidase or urease which is conjugated to the secondary antibody. The immunointeraction and electrochemical reaction both occur directly on the surface of the electrode. Light-addressable potentiometric sensor (LAPS) LAPSs combine both electrochemical and electrooptical detection (Figure 6), measuring small pH differences (�0.01 pH units) on a semiconductor. The pH-sensing region of the instrument consists of a silicon layer wired into an electrical circuit. An LAPS measures the alternating photocurrent generated when a light source, such as a light emitting diode (LED), ¯ashes rapidly. The current magnitude depends on the surface potential, which in turn depends on the surface pH. In a LAPS, the immobilized antibody captures the target antigen± antibody complex. The secondary antibody is labelled with an enzyme such as urease that catalyses electrooxidation/electroreduction. Inside the transducer, the hydrolysis of urea by urease produces a pH change in the microvolume, thereby changing the surface potential. The sensor can analyse multiple samples simultaneously during a 90 s
(A)
(B) Antibody–antigen complex
+
Y pH Photocurrent
–– –– –– –– –––
Y
++ +
Y
++ +
Electrooxidation/ electroreduction Silicon
Light source Figure 6 Light-addressable potentiometric sensor (LAPS). An LAPS combines both electrochemical and electrooptical detection, measuring small pH differences on a semiconductor. The pH-sensing region of the LAPS consists of a silicon layer wired into an electrical circuit. An alternating photocurrent is generated by the light source. The magnitude of the current depends on the surface potential, which in turn depends on the surface pH. (A) No antigen bound to the primary antibody; the potential (ÿ) is the potential generated by the light source. (B) Antigen-labelled secondary antibody complex bound to the primary antibody catalyses electrooxidation/electroreduction, thereby producing a pH change that affects the surface potential ().
measurement. LAPS systems are extremely sensitive due to the combination of the small sample volume with the low-noise sensor.
Biosensor Analysis of Milk and Dairy Products Biosensors are suitable for three important types of analysis of milk and dairy products: product safety assurance, the control of milk and dairy products processing, and the improvement of dairy animal management. Milk and Dairy Product Safety Assurance
Biosensor antibiotics analysis Antibiotics (mainly sulphonamides, b-lactams, tetracyclines and aminoglycosides) are frequently used in dairy husbandry. However, the presence of antibiotic residues in milk is problematic because in the production of fermented milks, antibiotic residues can slow or inhibit the growth of the fermenting bacteria. In addition, some people are allergic to certain antibiotics, and the consumption of food containing them can have severe health consequences. In terms of public health, frequent exposure to low level antibiotics can lead to the emergence of resistant microorganisms. For these reasons, it is extremely important that the milk from cows being treated with antibiotics is withheld from the milk supply. Biosensors can be used to evaluate milk both during milking and milk processing. Various biosensors have been developed to detect antibiotics. For example, there is an SPR immunosensor device that analyses milk for sulphamethazine (SMZ), using a competition assay for this low molecular weight compound. The sample is mixed with anti-SMZ antibodies and then applied to a chip containing immobilized SMZ. The limit of detection of this assay is less than 1 mg kgÿ1 and analysis time is 8±30 min per sample. When milk samples from the individual cow, herd and tanker levels were analysed, little interference from factors such as high levels of somatic cells, bacterial contamination and preservatives was found. Other biosensor-based antibiotic detection methods have also been developed, including an optical immunobiosensor assay for determining enro¯oxacin and cipro¯oxacin in milk. Biosensor bacterial analysis Pasteurization, proper handling and storage, and other hygienic milk production practices have decreased the threat of milk-borne diseases such as tuberculosis, brucellosis and typhoid fever. Today, milk-borne illnesses are generally associated with ingestion of raw milk,
90
ANALYSIS/Biosensors
inadequately pasteurized milk or improperly handled milk. The major milk-borne bacterial pathogens are Bacillus cereus, Listeria monocytogenes, Yersinia enterocolitica, Salmonella spp., Escherichia coli O157:H7 and Campylobacter jejuni. Rapid or real-time biosensor-based microbial analysis may allow early detection and subsequent prompt treatment, potentially reducing the health concerns and economic losses associated with bacterial contamination. While conventional bacterial identi®cation methods are very sensitive, these methods are relatively time-consuming. Current methods require up to 72 h to produce con®rmed results. Various biosensors have been developed for the microbial analysis of milk. An amperometric immunosensor was used to detect Li. monocytogenes in milk. The working range of the immunosensor was 103±106 cells mlÿ1. An optical resonant mirror biosensor sandwich assay detects Staphylococcus aureus in milk samples at similar concentrations. A list of biosensors developed to date for the analysis of microbial contaminants in milk and dairy products is presented in Table 1. In addition, biosensors have been developed for the analysis of microbial pathogens in chicken carcasses, washwater, ground beef and other foods that may be adaptable for milk analysis. Biosensor mastitis detection Infection of the udder (mastitis) by bacteria such as St. aureus, E. coli and Streptococcus spp. is accompanied by increases in bacterial and somatic cell populations in the milk. Mastitis is a health concern, reduces milk quality and causes economic losses. An electric conductivity biosensor has been developed as a mastitis detection
tool. Biosensors are also being developed for the assay of acute phase proteins, i.e. proteins that are found in the serum (or milk) of animals with acute in¯ammation. Microbial toxins analysis Microbial toxins such as staphylococcal enterotoxins (SEs), mycotoxins and botulinum toxin are threats to the health of consumers. Milk contaminated with these toxins can cause signi®cant health problems and economic losses. Staphylococcus aureus is often found in milk and dairy products. Although it generally dies off rapidly during pasteurization and cheese ripening, the nine major serological types of staphylococcal enterotoxins (SE A to J) are heat stable and survive pasteurization. Optical biosensors have been used for direct realtime analysis of SEs in milk. For example, a resonant mirror biosensor was able to detect SE A in milk at levels of �10 ng mlÿ1 in less than 5 min. A ¯owthrough SPR biosensor detected SE B in milk at levels of 5 ng mlÿ1 in less than 2 min. Among the many indirect biosensors developed for SE B analysis are a LAPS that utilizes immuno®ltration to detect toxin at concentrations as low as 5 pg mlÿ1, a portable ®bre optic biosensor able to detect 5 ng mlÿ1 toxin in biological samples and food in 15±20 min, and an electrochemical immunobiosensor with a sensitivity of 0.4 ng mlÿ1. A¯atoxins are highly toxic mycotoxins that can be found in milk when dairy cattle consume contaminated feed. The a¯atoxins are a series of related compounds (e.g. AFB1, AFB2, AFG1, AFG2) that are produced by some members of the Aspergillus mould genus. They are of particular concern because some of these toxins and their metabolic
Table 1 Biosensors developed for detection of microbial contamination affecting milk and dairy products Biosensor
Organism
Detection range cells mlÿ1
Electrochemical
Listeria monocytogenes Salmonella typhimurium Escherichiacoli O157:H7 Staphylococcus aureus St. aureus Salmonella spp. E. coli S. typhimurium E. coli O157:H7 E. coli O157:H7 S. typhimurium Salmonella spp. E. coli Vibrio cholerae
103±106
Resonant mirror Light-addressable potentiometric sensor Fluorescent ®bre optic Piezoelectric
105±107 102±104 102±105 105±108
ANALYSIS/Biosensors 91
byproducts (AFM1 and AFM2) are potent carcinogens. If milk containing a¯atoxins is used for cheesemaking, the toxin will persist during ripening and storage. Like SEs, most a¯atoxins will survive pasteurization. Various biosensors have been developed for analysis of these and other microbial toxins. There are many biosensors that have been designed to analyse milk for a¯atoxin M1. One such biosensor uses a membrane-based ¯ow-through system with an antibody against AFM1 that is conjugated to horseradish peroxidase. This indirect visual detection mobile biosensor can detect concentrations as low as 0.05 ng mlÿ1 AFM1 in milk within 18 min. A second type of instrument carries out automatic immunoaf®nity ¯uorometric assays for AFM1 present at a level of 0.1 ng mlÿ1 in less than 2 min (see Mycotoxins: A¯atoxins and Related Compounds). Botulinum toxin Botulinum toxin at levels of 8 ng mlÿ1 and above has been detected using a multianalyte ¯uorescence biosensor. This instrument was able to detect other bacterial toxins (cholera toxin and ricin toxin) simultaneously, using an antibody array (a set of antibodies on the biosensor surface). Incorporation of biosensors into HACCP programmes HACCP programmes focus on critical food safety areas as part of total quality assurance programmes. On-farm and dairy plant HACCP monitoring requires accurate and reproducible tests that can determine the status of cows, milk and the dairy environment. There are several possible uses for biosensors in HACCP monitoring, including screening for antibiotic residues at the level of individual cows, assaying for pathogenic organisms or toxins and assessing the effectiveness of milk heat treatment in dairy plants.
Biosensors for the Control of Milk and Dairy Product Quality and Processing Freshness
Depending on the type of processing and the duration and conditions of storage, the amount of both L- and D-amino acids in milk may decline. This reduction can be used to monitor milk ageing effects. An amperometric sensor was developed that uses L- and/or D-amino acid oxidase to measure L- or D-amino acids present at concentrations of 150±470 mmol lÿ1. A similar sensor tests for Ltryptophan using immobilized tryptophan-2monooxygenase. This instrument rapidly detects ÿ1 L-tryptophan at concentrations of 25±1000 mmol l
in a batch mode system and of 100±50 000 mmol lÿ1 in a ¯ow-injection mode. The response time was 30 s and the total analysis time was less than 3 min. Process Control: Effectiveness of Milk Heat Treatment
Lactulose is a disaccharide of D-galactose and Dfructose formed from the lactose in milk during heat treatment at ultra-high temperature (UHT). Very little lactulose is formed during the normal pasteurization process, which makes it a useful indicator of the intensity of thermal processing. UHT milk generally has a lactulose content of over 500 mg lÿ1, while pasteurized milk usually has < 100 mg lÿ1 lactulose. A rapid ¯ow electrochemical biosensor was developed to assay lactulose in milk samples based on the hydrolysis of lactulose to galactose and fructose by the enzyme b-galactosidase immobilized in a reactor. The amount of fructose was monitored with an electrochemical biosensor using the fructose dehydrogenase (FDH) enzyme as mediator. Fructose was detectable at a concentration of 0.5 mmol lÿ1. This sensor was suf®ciently sensitive to distinguish between pasteurized, UHT and in-container sterilized milk. Another biosensor for lactulose in milk uses an electrode with immobilized FDH and b-galactosidase on the electrode surface. The lactulose hydrolysis product, D-fructose, is oxidized by FDH, which is simultaneously reduced and then directly reoxidized on the electrode. The detection limit of this sensor is 1.0 mmol lÿ1 and the selectivity for lactulose is at least 1000 times higher than that for lactose. Electrochemical biosensors are also used to evaluate the effectiveness of milk heat treatment by measuring reactive sulphydryl groups exposed by heat treatment of proteins. While these groups are normally buried inside whey proteins, they become free and highly reactive after heat treatment. On-Line Measurement of Milk Composition
It is important to evaluate milk composition to assess its nutritional and economic value. The three major components of milk total solids are fat, protein and lactose. On-line measurements with biosensors allow analysis of each component at the level of individual cow, herd and tanker. The availability of such data might improve management at all levels. Lactose The disaccharide lactose comprises 4.8± 5.2% of milk. An amperometric lactose biosensor was constructed based on sequential reactions of three enzymes immobilized on a glassy carbon electrode. The ®rst enzyme, b-galactosidase, cleaves lactose to glucose and galactose. The second enzyme,
92
ANALYSIS/Biosensors
glucose oxidase, catalyses a reaction that converts glucose to H2O2 and D-glucono-1,5-lactone. Finally, horseradish peroxidase oxidizes H2O2. Using a series of enzymatic reactions increases the selectivity and sensitivity of the sensor. The response of this sensor was linear at lactose concentrations between 0.027 and 1.00 mmolÿ1 l. A similar instrument detects lactose using only the glucose oxidase and bgalactosidase enzymes. The response of this bienzyme probe was linear at lactose concentrations between 0.02 and 3.00 mmol lÿ1. Fat The fat content of milk is of economic importance because payment formulae for milk include fat. Milk fat comprises 2.4±5.5% of milk. A microbial biosensor using the microorganism Arthrobacter nicotianae was developed to determine the concentration of free fatty acids in milk. The sensor monitored the respiratory activity of the bacteria, which were immobilized in Ca-alginate on the electrode surface. This instrument showed linearity over the concentration range 9.5±165.5 mmol lÿ1 of fatty acids, and its response time was approximately 3 min. Another approach to measuring fat is analysis of the milk fat globule membrane (MFGM), since more than 99% of total milk lipid is in the form of globules. These liquid fat droplets are covered by a thin membrane comprised of apical plasma membrane of the secretory cell, which continually envelops the lipid droplets as they pass into the lumen. The major components of the native MFGM are protein and phospholipids. There is an SPR biosensor to analyse human milk that uses monoclonal antibodies against deoxycholine-solubilized human MFGM; it is likely that a similar instrument could be used to analyse milk of dairy animals. Casein Proteins make up 3.25±3.8% of milk and 80% of the protein is casein. Hydrolysed casein and whey protein formulae have been developed to prevent sensitization in infants at high risk of cows' milk allergy and for treatment of children with cows' milk allergy. Nevertheless, severe reactions have occurred in some allergic infants fed with these formulae. Therefore, it is important to develop in vitro techniques to detect residual allergenic activity in infant formulae. Enzyme-linked immunosorbent assay (ELISA) with antibodies against casein components (a, b and k casein) detected residual antigenic activity in partial hydrolysates and in extensive whey protein hydrolysates at levels of 0.05±0.67% of total protein. Although no biosensor has been developed to date for casein, these same antibodies might be used in a biosensor as part of on-line quality control of hydrolysed casein and whey protein formulae.
Calcium Calcium is a signi®cant component of milk (0.65%) and dairy products. A biosensor for calcium analysis was developed based on aequorin, the bioluminescent protein found in the jelly®sh Aequorea spp. The presence of calcium speci®cally triggers luminescence of aequorin immobilized in a porous sol-gel. This biosensor was used to test the calcium in milk samples. L-Lactic
acid The quality of Mozzarella cheese is strongly dependent on careful control of the acidity in the curd. L-Lactic acid is the major product of lactose fermentation. An electrochemical L-lactic acid biosensor with immobilized lactate oxidase was developed to control the acidi®cation process. This assay was shown to be more sensitive than pH measurement procedures. Folic acid in fortified infant formulae The addition of folic acid to infant formulae for the prevention of prenatal neural tube defects resulting in spina bi®da or anencephaly is required in several countries. An antibody-based SPR biosensor was developed to measure folic acid in milk-based infant formulae using a competitive assay.
Biosensors for Management of Dairy Animals Biosensors for Feed Management
Feed costs are one of the largest expenses in dairy production and protein supplements are the single most costly ingredient. Excessive levels of nitrogen derived from feed proteins cause elevated systemic urea nitrogen levels without increasing milk production. In addition, excessive nitrogen can impair reproductive performance and excessive nitrogen in dairy waste is an environmental concern. Milk urea nitrogen analysis can be used to adjust the nutritional programme of the dairy herd. For example, an electrochemical biosensor has been used to measure the concentration of urea in milk using immobilized urease. Biosensor Application for Reproductive Management
Reproductive management is a major ®nancial concern of the dairy industry, with missed oestrus detection being a major cause of lost income. On-line biosensors for monitoring reproductive hormones are a powerful tool. Most of these biosensors measure progesterone in bovine milk to detect oestrus. For example, an on-line ®bre optics immunosensor detected concentrations of 0.1±5 ng mlÿ1 progesterone
ANALYSIS/Physical Methods
in milk, and was reusable for 15±20 cycles. Also in use is an amperometric biosensor to detect progesterone using progesterone-conjugated alkaline phosphatase in a competitive immunoassay format.
Future Trends Integrated Multichannel Biosensors for Milk and Dairy Products
Biosensors provide miniaturized systems that can be integrated with on-line process monitoring schemes to analyse samples. Because of their small size, the sensors can be incorporated into various dairy equipment including milking systems, dairy tanks, centrifuges and fermentors. The majority of biosensors developed to date detect a single analyte, but a future trend in biosensing is the development of multiple-sensing element instruments. One example of this emerging technology is antibody arrays, in which antibodies are placed in an orderly arrangement in the two-dimensional format of the chip. Using antibody arrays, various antigens can be identi®ed by their binding to speci®c antibodies at known positions. The use of such integrated biosensor chips may allow a complete analysis of the milk or dairy product for toxins and pathogens, antibiotics, pesticides and chemicals, quality control of milk processing, analysis of milk and dairy product composition, dairy animal reproductive hormones and feed management. On-line integrated multichannel biosensors may provide quality control of milk and dairy product production, which will not only reduce the cost of food production but will also provide greater food safety and increased food quality. See also: Analysis: Immunochemical; Microbiological Analyses. Hazard Analysis and Critical Control Points: Processing Plants. Microorganisms Associated with Milk. Mycotoxins: Aflatoxins and Related Compounds.
Further Reading Abdel-Hamid I, Ivnitski D, Atanasov P and Wilkins E (1999) Flow-through immuno®ltration assay system for rapid detection of E. coli O157 : H7. Biosensors and Bioelectronics 14: 309±316. Claycomb RW and Delwiche MJ (1998) Biosensor for online measurement of bovine progesterone during milking. Biosensors and Bioelectronics 13: 1173±1180. Cosio MS, Mannino S and Buratti S (2000) Electrochemical sensor detecting free sulfhydryl groups: evaluation of milk heat treatment. Journal of Dairy Sciences 83: 1933±1938.
93
Cunningham AJ (1988) Introduction to Bioanalytical Sensors. New York: Wiley Interscience. Gehring AG, Patterson DL and Tu SI (1998) Use of a lightaddressable potentiometric sensor for the detection of Escherichia coli O157 : H7. Analytical Biochemistry 258: 293±298. Hobson NS, Tothill I and Turner AP (1996) Microbial detection. Biosensors and Bioelectronics 11: 455±477. Ivnitski D, Abdel-Hamid I, Atanasov P and Wilkins E (1999) Biosensors for detection of pathogenic bacteria. Biosensors and Bioelectronics 14: 599±624. Mellgren C and Sternesjo A (1998) Optical immunobiosensor assay for determining enro¯oxacin and cipro¯oxacin in bovine milk. Journal of the Association of Of®cial Analytical Chemists International 81: 394±397. Morgan CL, Newman DJ and Price CP (1996) Immunosensors: technology and opportunities in laboratory medicine. Clinical Chemistry 42: 193±209. Moscone D, Bernardo RA, Marconi E, Amine A and Palleschi G (1999) Rapid determination of lactulose in milk by microdialysis and biosensors. Analyst 124: 325±329. Pfeiffer D, Ralis EV, Makower A and Scheller FW (1990) Amperometric bi-enzyme based biosensor for the detection of lactose: characterization and application. Journal of Chemical Technology and Biotechnology 49: 255±265. Rabbany SY, Donner BL and Ligler, FS (1994) Optical immunosensors. Critical Reviews in Biomedical Engineering 22: 307±346. Rowe-Taitt CA, Golden JP, Feldstein MJ et al. (2000) Array biosensor for detection of biohazards. Biosensitivity 14: 785±794. Sarkar P, Tothill IE, Setford SJ and Turner AP (1999) Screen-printed amperometric biosensors for the rapid measurement of L- and D-amino acids. Analyst 124: 865±870. Sternesjo A, Mellgren C and Bjorck L (1995) Determination of sulfamethazine residues in milk by a surface plasmon resonance-based biosensor assay. Analytical Biochemistry 226: 175±181.
Physical Methods V Bhandari and H Singh, Massey University, Palmerston North, New Zealand Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Milk is composed of a mixture of lipids, proteins, carbohydrates, vitamins, minerals and water. A multitude of chemical and physical methods have
ANALYSIS/Physical Methods
in milk, and was reusable for 15±20 cycles. Also in use is an amperometric biosensor to detect progesterone using progesterone-conjugated alkaline phosphatase in a competitive immunoassay format.
Future Trends Integrated Multichannel Biosensors for Milk and Dairy Products
Biosensors provide miniaturized systems that can be integrated with on-line process monitoring schemes to analyse samples. Because of their small size, the sensors can be incorporated into various dairy equipment including milking systems, dairy tanks, centrifuges and fermentors. The majority of biosensors developed to date detect a single analyte, but a future trend in biosensing is the development of multiple-sensing element instruments. One example of this emerging technology is antibody arrays, in which antibodies are placed in an orderly arrangement in the two-dimensional format of the chip. Using antibody arrays, various antigens can be identi®ed by their binding to speci®c antibodies at known positions. The use of such integrated biosensor chips may allow a complete analysis of the milk or dairy product for toxins and pathogens, antibiotics, pesticides and chemicals, quality control of milk processing, analysis of milk and dairy product composition, dairy animal reproductive hormones and feed management. On-line integrated multichannel biosensors may provide quality control of milk and dairy product production, which will not only reduce the cost of food production but will also provide greater food safety and increased food quality. See also: Analysis: Immunochemical; Microbiological Analyses. Hazard Analysis and Critical Control Points: Processing Plants. Microorganisms Associated with Milk. Mycotoxins: Aflatoxins and Related Compounds.
Further Reading Abdel-Hamid I, Ivnitski D, Atanasov P and Wilkins E (1999) Flow-through immuno®ltration assay system for rapid detection of E. coli O157 : H7. Biosensors and Bioelectronics 14: 309±316. Claycomb RW and Delwiche MJ (1998) Biosensor for online measurement of bovine progesterone during milking. Biosensors and Bioelectronics 13: 1173±1180. Cosio MS, Mannino S and Buratti S (2000) Electrochemical sensor detecting free sulfhydryl groups: evaluation of milk heat treatment. Journal of Dairy Sciences 83: 1933±1938.
93
Cunningham AJ (1988) Introduction to Bioanalytical Sensors. New York: Wiley Interscience. Gehring AG, Patterson DL and Tu SI (1998) Use of a lightaddressable potentiometric sensor for the detection of Escherichia coli O157 : H7. Analytical Biochemistry 258: 293±298. Hobson NS, Tothill I and Turner AP (1996) Microbial detection. Biosensors and Bioelectronics 11: 455±477. Ivnitski D, Abdel-Hamid I, Atanasov P and Wilkins E (1999) Biosensors for detection of pathogenic bacteria. Biosensors and Bioelectronics 14: 599±624. Mellgren C and Sternesjo A (1998) Optical immunobiosensor assay for determining enro¯oxacin and cipro¯oxacin in bovine milk. Journal of the Association of Of®cial Analytical Chemists International 81: 394±397. Morgan CL, Newman DJ and Price CP (1996) Immunosensors: technology and opportunities in laboratory medicine. Clinical Chemistry 42: 193±209. Moscone D, Bernardo RA, Marconi E, Amine A and Palleschi G (1999) Rapid determination of lactulose in milk by microdialysis and biosensors. Analyst 124: 325±329. Pfeiffer D, Ralis EV, Makower A and Scheller FW (1990) Amperometric bi-enzyme based biosensor for the detection of lactose: characterization and application. Journal of Chemical Technology and Biotechnology 49: 255±265. Rabbany SY, Donner BL and Ligler, FS (1994) Optical immunosensors. Critical Reviews in Biomedical Engineering 22: 307±346. Rowe-Taitt CA, Golden JP, Feldstein MJ et al. (2000) Array biosensor for detection of biohazards. Biosensitivity 14: 785±794. Sarkar P, Tothill IE, Setford SJ and Turner AP (1999) Screen-printed amperometric biosensors for the rapid measurement of L- and D-amino acids. Analyst 124: 865±870. Sternesjo A, Mellgren C and Bjorck L (1995) Determination of sulfamethazine residues in milk by a surface plasmon resonance-based biosensor assay. Analytical Biochemistry 226: 175±181.
Physical Methods V Bhandari and H Singh, Massey University, Palmerston North, New Zealand Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Milk is composed of a mixture of lipids, proteins, carbohydrates, vitamins, minerals and water. A multitude of chemical and physical methods have
94
ANALYSIS/Physical Methods
been developed for the analyses of these constituents and for monitoring quality and processing operations employed in the manufacture of milk and dairy products. Modern chemical and physical methods, which include spectrophotometric techniques, atomic absorption spectrometry, chromatography and rheological techniques, are discussed elsewhere (see Analysis: Spectrophotometric Techniques ± Infrared Spectroscopy; Atomic Spectrometric Techniques; Chromatographic Methods. Rheology of Milk and Dairy Products: Principles and Signi®cance in Assessing Rheological and Texture Properties). In the dairy industry, measurements of the physical properties of milk and dairy products are made to obtain data necessary for the design of dairy equipment, to determine the concentration of a constituent or group of constituents (e.g. speci®c gravity to estimate total solids or freezing point to determine added water) or to assess the extent of a chemical or physical change (e.g. titratable acidity to follow bacterial action). Some important physical properties of milk are summarized in Table 1. The great advantages of physical measurements for such purposes are their speed and simplicity as well as their potential for automation. In this article, some of the important physical methods are discussed in terms of general physical principles and methods of measurement.
Table 1 Some physical properties of milk Osmotic pressure aw Boiling point Freezing point Refractive index, n20 D Speci®c refractive index � Density (20 C) Speci®c gravity (20 � C) Speci®c conductance Ionic strength Surface tension (20 � C) Coef®cient of viscosity Thermal conductivity (2.9% fat) Thermal diffusivity (15±20 � C) Speci®c heat pH (at 25 � C) Titratable acidity Coef®cient of cubic expansion (273±333 K) Redox potential (25 � C, pH 6.6, in equilibrium with air)
�700 kPa �0.993 �100.15 � C ÿ 0.522 � C (approx.) 1.3440±1.3485 �0.2075 �1030 kg mÿ3 �1.0321 �0.0050 cmÿ1 �0.08 mol lÿ1 �52 N mÿ1 2.127 mPa sÿ1 �0.559 W mÿ1 Kÿ1 �1.25�10ÿ7 m2 sÿ1 �3.931 kJ kgÿ1 Kÿ1 �6.6 1.3±2.0 mmol OH ÿ 100 mlÿ1 (0.14±0.16% as lactic acid) 0.0008 m3 mÿ3 Kÿ1 0.25 to 0.35 V
Reproduced with permission from Fox PF and McSweeney PLH (1998) Dairy Chemistry and Biochemistry. London: Chapman & Hall.
Titratable Acidity and pH One of the most important physical properties of milk is its acid±base equilibrium. The pH of fresh milk varies between 6.5 and 6.7 at 25 � C. Differences in pH among individual lots of fresh milk re¯ect compositional variations. In general, the pH is lower (down to pH 6.0) in colostrum and higher (up to pH 7.5) in cases of mastitis than in normal milk of midterm lactation. Bacterial deterioration of milk lowers the pH. Titration methods rather than pH measurements are used to check the acid±base equilibrium, which is usually referred to as the titratable acidity of milk. The procedure involves the following steps. A 9- or 18-g sample is pipetted into a beaker or a white dish. Water (twice the weight of the sample) is used to rinse the pipette completely into the container. Dry samples can be analysed by weighing accurately the prescribed amount of sample and dispersing it in water. For most samples, 1% phenolphthalein is added (0.5 ml) and the sample is titrated with N9 sodium hydroxide to the ®rst permanent (30 s) colour change to pink. The concentration and the amount of indicator used must be kept constant in all titrations, as any variation is likely to in¯uence the results. Also, the results are affected by the diluent used, by the speed of titration and by the temperature of the sample. Therefore, these conditions must be standardized in all titrations. The results are expressed in terms of per cent lactic acid. One millilitre of N9 sodium hydroxide used in the titration is equivalent to 0.01 g lactic acid. The normality of the ÿ �sodium hydroxide must be determined exactly N9 using standard acid titration. Samples that are dark or coloured should be titrated to a pH of 8.3 using a standardized pH meter and probe. Freshly drawn milk contains practically no lactic acid. However, the titration of such milks from their initial pH value of about pH 6.6 to the phenolphthalein endpoint (pH 8.3 or above) requires 13± 20 ml of 0.1 N sodium hydroxide 100 mlÿ1 of milk. This titration is a measure of the buffering capacity of the milk and is termed the `initial acidity'. The buffering capacity is the molar quantity of acid or base (`strong' meaning completely dissociated in the experimental pH range) required per unit change in pH. The most important buffering components of milk are caseins, phosphates and citrates, although quantitative assignment of the buffering capacity to these constituents is rather dif®cult. This problem is primarily attributed to the presence of calcium and magnesium in the system, which are present as free ions, as soluble undissociated complexes with
ANALYSIS/Physical Methods
phosphate and citrate, and as colloidal phosphate associated with the casein micelles. Traditionally, titratable acidity has been used as an indicator of milk quality, because there is no lactic acid in fresh milk. Under current methods of handling and distributing milk, temperatures are rarely such that lactic acid-producing bacteria can grow. If titratable acidity is used as a test to determine the acceptance of milk, factors such as temperature, odour and taste should also be noted. Measurement of acidity is in¯uenced by any condition that causes a change in the distribution of calcium phosphate in the sample. Milk which is high in protein may also have an apparently high acidity because charged groups on the protein molecule react with alkali. The normal acidity of fresh milk is usually 0.15±0.16% (expressed as percentage lactic acid). If values signi®cantly above normal are obtained, the milk is suspect, but other quality tests (especially taste and odour) should be performed prior to rejection. Several million lactic acid bacteria per millilitre are necessary to produce detectable developed acidity. As some common spoilage organisms in the milk supply (psychrotrophic bacteria) do not produce lactic acid, their action will not be detected by this method. Titratable acidity is useful in the manufacture of cultured products, where acid development is encouraged, yet controlled. Speci®cations for the titratable acidity values expected during various stages of the cheesemaking process exist. Although lactic acid is not the only acid present in fermented milks, it predominates and is used as the basis of the calculation of acidity. Titratable acidity is obviously related to the pH of the product. Frequently, pH measurements are made because the method is nondestructive and rapid. The condition of the electrode is most crucial to the accurate determination of pH. Milk products contain fat and protein, which clog the electrode. Care must be taken to clean the electrode according to the manufacturer's instructions. The pH meter should be standardized using both buffer solution at pH 7.0 and a buffer solution as close as possible to the pH of the sample being tested (see Analysis: Electrochemical Analysis). Liquid samples do not require further preparation before measurement of pH. For skim milk powder, 100 ml of water is added to a 10-g sample, which is blended in an electric mixer for not more than 1 min (to avoid the formation of excessive foam) and allowed to stand for 1 h at room temperature. For cheese, the product is grated to provide a uniform sample and the sample is packed in a small container to ensure good electrode contact. In the case of butter, the pH is determined in the serum phase.
95
Oxidation±Reduction Potential Oxidation is the loss of electrons, whereas reduction is synonymous with the gain of electrons. The loss or gain of electrons may or may not include the transfer of oxygen or hydrogen. The oxidation±reduction (redox) potential is expressed in volts and is designated as Eh. The standard potential when the oxidized [Ox] and reduced [Red] forms are at equal activity is designated as Eo. The redox potential is measured relative to the potential of the standard hydrogen electrode, which is assigned a value of 0 V at pH 0. At 25 � C and one electron transfer, Eh is de®ned as: � � Ox 1 Eh Eo 0:059 log Red By convention, a large ratio of Ox=Red indicates a positive potential. The redox capacity of the system is determined by the total amount of reactants [Ox] [Red]. Eo is an index of the potential of the system relative to other systems. When the value of Eh is near Eo, the system exhibits poising or a resistance to a change in potential similar to the buffering that occurs in an acid±base system near its pK value. Fresh milk, produced in the normal way, exhibits a potential at a gold or platinum electrode of between 0.20 and 0.30 V, which is largely attributed to dissolved oxygen. Milk is essentially oxygen-free when secreted, but about 0.3 mmol lÿ1 O2 is present after equilibrium with air is established. The removal of oxygen by nitrogen sweeping lowers the redox potential to about ÿ0.12 V. When bacteria grow in milk, the redox potential of the milk changes with time and the tendency, in general, is for the potential to change in a negative direction. A rapid change in potential occurs only after the dissolved oxygen has been consumed by aerobic bacteria, and may be identi®ed by a change in colour of certain dyes added to the milk. These dyes are oxidants of redox systems. This forms the basis of methylene blue and resazurin reduction tests for bacterial quality of milk. As the time that elapses before these dyes are reduced to the colourless reductant form is roughly proportional to the number of bacteria present, this reduction time is an index of the degree of bacterial contamination. The major components of milk other than water, i.e. milk fat, sugar and protein, have been shown to have no in¯uence on its redox potential. The redox systems in milk involve lactate-pyruvate, ascorbate and ribo¯avin. The method for determining the redox potential varies, to some extent, with the pH potentiometer
96
ANALYSIS/Physical Methods
used. Generally, a platinum electrode is connected to the pH meter in place of the usual glass pH electrode and readings are obtained in millivolts. Initially, the instrument is standardized against (1) pH 4.0 phthalate buffer (0.05 mol lÿ1 potassium hydrogen phthalate) into which a little quinhydrone has been stirred (reading A) and (2) 0.1 N hydrochloric acid also with quinhydrone added (reading B). The standard potential of a calomel electrode containing saturated KCl is 0.248 V at 20 � C (0.2441 V at 25 � C). Assuming that the readings are converted to volts at 20 � C, the following values should be obtained: A 0:248 0:471 V
2
B 0:248 0:642 V
3
The redox potential of the test solution (Eh) is then determined in the same way as for (1) and (2) (reading X V), so that: Eh X 0:248V
4
If X is negative, the electrode is reversed. If a 0.1 mol lÿ1 KCl calomel electrode is used, the standard potential is 0.336 V at both 20 � C and 25 � C. As well as being the basis of redox titrations, measurements of Eh are useful for correlating bacterial systems with the corresponding chemical reactions. The most common applications are therefore in the dairy, fermentation, baking and meat industries.
Density Density (�) is de®ned as mass per unit volume and is usually expressed as kg mÿ3 or g cmÿ3. Speci®c gravity (SG) is the ratio of density of product to that of water, i.e. �product =�water . The density of milk and milk products is used to convert volumetric measurements to gravimetric and vice versa, and to calculate other physical properties, such as kinematic viscosity and thermal diffusibility. Measurement of the density is also an indirect way of measuring the total solids concentration and hence checking for the adulteration of milk with water. The in-line measurement of density is commonly used for process control purposes, e.g. measurement and control of the total solids in milk concentrates from evaporators or standardization of milk for cheesemaking. The density of milk depends on its composition and can be calculated from the density and mass fraction of individual components. Equation [5] can be used to estimate the density of the product when the
apparent density and the mass fraction of each component are given: � � 1 X Mx 5 �x � where � is the density of the product, �x is the apparent density of each component and Mx is the mass fraction of each component. The density of concentrated products is obtained using the following expression: 1 R 1ÿR �c �o �w
6
where �c is the density of the concentrated product, �o is the density of the initial unconcentrated milk, �w is the density of water and R is the concentration ratio, i.e. the ratio of the total solids of the concentrated milk to the total solids of the initial milk. The densities of dairy products (milk, whey, evaporated milk, sweetened condensed milk and freshly frozen ice cream) are generally measured by: (1) weighing a known volume by pycnometer or hydrostatic balance; (2) determining the extent to which an object sinks, using hydrometers or lactometers; (3) hydrostatic weighing of an immersed bulb with a Westphal or analytical balance; or (4) measuring the volume of a given weight of product, using a dilatometer. The choice of method depends on the precision required on the one hand and speed and convenience on the other. A dilatometer would seem to be the instrument of choice for determining the density at various temperatures, with a precision of 1�10ÿ5 or 1�10ÿ6 g mlÿ1. Pycnometers offer a precision of up to 5�10ÿ6 g mlÿ1 but disadvantages are the long time required to reach temperature equilibrium and the possibility of loss of fat (with fat-containing products) at the capillary. However, the error arising due to evaporation at high temperatures, which constitutes a problem with lactometers or hydrostatic balances, can be avoided with pycnometers. The density of milk depends on composition, temperature and temperature history. The density of ¯uid milk products decreases with increasing temperature because of thermal expansion. The fat content and the proportions of liquid fat (lower density) and solid fat (higher density) have the greatest in¯uence on the density of milk. The ratio of liquid fat to solid fat depends on the temperature and temperature history of the milk, as considerable supercooling of milk fat can occur and fat crystallization can be slow. Therefore, the best approach is to prewarm the milk to 40±45 � C, hold for a few
ANALYSIS/Physical Methods
minutes to melt the fat completely and cool the milk to 20 � C before measuring the density. The determination of total solids from density measurements is based on the following expression: TS
SGSNF ÿ SGfat F SGSNF
100SGmilk ÿ 100 SGfat
SGSNF ÿ 1 SGmilk
SGSNF ÿ 1 7
where F is the % fat (w/w), SNF is the % solids-notfat (w/w) and TS is the percentage total solids. At a given temperature, SG and � are related by the equation: � SG � �water
8
Lactometers are special hydrometers intended for determining the milk solids-not-fat (MSNF) and total solids contents of milk. Their simplicity and rapidity have made them popular with dairy factories that do not have to analyse a large number of samples and do not have to invest in sophisticated methods of analyses of fat and total solids. The Quevenne lactometer is most commonly used for determining the MSNF or total solids of milk. Its stem is calibrated in units from 15 to 40; these units represent the last two signi®cant digits of SG values from 1.015 to 1.040. The formula, as originally proposed by Richmond for calculating the MSNF and total solids from SG measurements, did not take into account the increase in the SG of milk that occurs when milk fat solidi®es; this is known as the Recknagel phenomenon. Errors due to the Recknagel phenomenon can be avoided by determining the SG after the milk samples have been heated to 45 � C for 30 s and cooled to 30 � C so that the fat remains in a ¯uid state. The MSNF and total solids are calculated using the following formulae: %MSNF 0:2537F and %TS 1:2537F
268
L 3 L 1000
268
L 3 L 1000
9
10
where F is percentage fat and L is the Quevenne lactometer reading. For a lactometer calibrated at 102 � F (39 � C), the equation proposed for percentage total solids is: %TS 1:33F
273L ÿ 0:40 L 1000
11
Dispersed gas can considerably lower the density, which then becomes dependent on pressure.
97
Density measurement at controlled pressure is one way of determining the gas content of ¯uid milk products.
Freezing Point Milk may be adulterated by the addition of water or standardized by the addition of skim milk or partially skimmed milk. Generally, when solutes are dissolved in an aqueous solvent, the freezing point of the solvent is lowered. Such lowering is usually proportional to the concentration of solutes in the solvent. The relationship between the depression of the freezing point (Tf) and the molality of an aqueous solution (M) is given by Raoult's equation: Tf K f M
12
where Kf is the molar depression constant (1.86 � C for an ideal aqueous solution). When water is added to milk, the concentration of fat, proteins, salts and lactose dissolved in the serum is reduced. As the freezing point of milk is lower than that of water, progressive dilution of milk with water gives a freezing point approaching that of water. Therefore, the adulteration of milk with water may be detected using the freezing point test. In the dairy industry, freezing point is mainly used to determine added water but it can also be used to determine the lactose content of milk, to estimate the whey powder content in skim milk powder and to determine the water activity of cheese. The use of the freezing point test demands caution and understanding of the factors that cause variations in the freezing point values. Lactose and chloride account for approximately 75% of the freezing point depression of milk. Fat globules, casein micelles and whey proteins make negligible contributions to the freezing point depression. Most of the variations among normal milk samples have been attributed to changes in the nonchloride ash fraction of the milk. However, freezing point of bulk milk is relatively constant. There are small differences in freezing points between breeds (of the order of 0.002±0.007 � C), with Holstein milks generally having the lowest freezing points. There is a slight tendency towards lower freezing points in late lactation but it is not clear whether this effect is independent of feed effects. Similarly, seasonal differences in freezing points are probably due to feed effects. The freezing point of morning milk tends to be 0.003±0.007 � C lower than that of evening milk. Larger differences may be observed if the cattle do not have free access to water at all times. Variations in the proportion of grains to roughage and fresh forage versus dry forage have
98
ANALYSIS/Physical Methods
signi®cant but small effects on the freezing point. With respect to the interpretation of freezing points for added water determinations, the most signi®cant variables are the nutritional status of the herd and the access to water. Underfeeding causes an increase in the freezing point. Large temporary increases in freezing point occur after the consumption of large amounts of water. The primary sources of nonintentional added water are rinse water and condensation in the milking system. Leaky coolers used to cool the milk before it enters the bulk tank may also be a problem. Recommended procedures to avoid added water, to determine the residual water in milking systems and to obtain authentic milk samples for interpreting freezing points have been reported. Soured or fermented milk is unsuitable for added water testing, because the freezing point is lowered by lactic acid and increased concentrations of soluble minerals. Heat treatment, provided it does not involve vacuum treatment, is unlikely to affect the freezing point of milk. The Hortvet cryoscope has been used for a number of years to measure the freezing point of milk. The apparatus and the technique for determining freezing points are outlined in detail in British Standard 3059 (1959) and Of®cial Methods of Analysis of the Association of Of®cial Analytical Chemists (1970). The freezing points of sucrose solutions at 7% w/v (ÿ0.422� C) and 10% w/v (ÿ0.621 � C) were prescribed by the US Bureau of Standards as reference points for calibration of Hortvet and other cryoscope thermometers. Temperatures reported on the Hortvet (H) scale were initially thought to be equivalent to Celsius (C) values. However, the freezing point of a standard 7% sucrose solution at ÿ0.422 � H is actually ÿ0.408 � C and that of a 10% sucrose solution at ÿ0.621 � H is ÿ0.600 � C. Some cryoscopes are calibrated in terms of degrees Hortvet but the results are often reported in degrees Celsius. The results obtained from cryoscopes employed using Hortvet's principle are not true freezing points. However, it is possible to correct the results from one method of calibration to the other: �
C 0:96231 � H ÿ 0:00240
13
�
H 1:03916 � C 0:00250
14
and
where H Hortvet reading (negative value) and C Celsius reading (negative value). The general procedure used to determine the freezing point of milk is as follows. The Hortvet thermometer is ®rst standardized with water and
calibrated against pure sucrose solutions. A 7% sucrose solution or salt equivalent freezes at ÿ0.408 � C; a 10% sucrose solution or salt equivalent freezes at ÿ0.600 � C. Calibration should be checked at least daily. The freezing point of the standard solution is determined using the same test procedures as for the milk sample. The percentage of added water in milk is given by: BÿT � 100 B
15
where B is the base freezing point of the authenticated sample and T is the true freezing point of the test sample. For example, if the authenticated sample freezes at ÿ0.510 � C and the unknown milk freezes at ÿ0.485 � C, then: % Added water
ÿ0:510 ÿ
ÿ0:485 � 100
ÿ0:510
4:9%
16
Samples with large amounts of added water should also be tested for fat, solids, lactose or protein to con®rm a problem. Samples that will not freeze may have a high dissolved solids content, caused by high acidity or by a contaminant, such as cleaners or chlorine. Samples that continue to prefreeze may have high bacterial counts or high somatic cell counts. If the titratable acidity of milk exceeds 0.3% lactic acid, the freezing point test should not be applied. When the titratable acidity exceeds 0.18% lactic acid but does not exceed 0.3% lactic acid, a correction of 0.0034 � C for each 0.01% lactic acid above 0.18% shall be applied according to the formula: Freezing point depression (corrected) freezing point depression ÿ 0:34 �
% lactic acid ÿ 0:18
17
For routine determinations of added water, it is important to have a reliable reference point. Based on a UK study, it was concluded that fewer than 1 in 1000 samples of genuine or authentic milk (i.e. milk produced under supervised conditions and certi®ed free of added water) will have a freezing point higher than ÿ0.508 � C. The reference point recommended in 1970 by the Association of Of®cial Analytical Chemists (AOAC) is ÿ0.505 � C (ÿ0.525 � H). This value is based on a North American study of genuine milk and is still used by most testing laboratories in North America. Milk samples with freezing points higher than this reference point are considered to contain added water. In a study of the freezing point of milk
ANALYSIS/Physical Methods
in The Netherlands, it was suggested that the reference point should not be ®xed but should vary with season and region. Correct interpretation of freezing point data with respect to added water depends on a good understanding of the factors affecting freezing point depression. It is often necessary to conduct repeat sampling and obtain genuine samples from herds showing freezing points near the reference point in order to eliminate natural causes of abnormally high freezing points. Added water may also be estimated from changes in osmotic pressure, as measured by vapour pressure osmometry. Vapour pressure is measured as a function of dew point depression. A thermocouple detector senses the temperature of a milk sample at vapour pressure equilibrium in the headspace of a sample chamber. The results, expressed as milliosmoles per kilogram of water, are highly correlated to freezing points and the procedure has been approved by the AOAC for the determination of added water in milk.
Polarimetry A number of chemical compounds, with an asymmetric carbon atom, are `optically active', as they have the ability to rotate the plane of polarized light. An optically active compound can exist in two mirror images, one of which is dextrorotatory and the other of which is laevorotatory. The angular rotation of an optically active compound in solution is directly proportional to the concentration of the compound, the length of the column of solution through which the light passes and the speci®c rotatory power of the substance. Speci®c rotation (�) is de®ned as the angular rotation (in degrees) of the plane of polarized monochromatic light produced by a solution containing 1 g mlÿ1 of optically active compound and with a light path of 1 dm. The basic relationship is expressed as:
�
100 A lC
18
where A is the observed rotation (plus or minus), l is the length of the tube in decimetres and C is the concentration in grams per 100 ml of solution. Speci®c rotation is a function of temperature as well as the wavelength of light. Therefore, to standardize data, speci®c rotation is indicated as
�20 D , which refers to the speci®c rotation at 20 � C with light from the D-line of the sodium spectrum. The optical rotatory power of many compounds is a characteristic and readily determined property, and hence can be used in both qualitative and quantitative
99
analysis. In this section, we focus on the measurement of optical rotatory powers for the quantitative determination of sugars in milk and milk products. The instrument for measuring optical rotation is called a polarimeter. The polarimeter employs monochromatic light from a sodium source and in its simplest form has two Nicol prisms. The prism nearest the light source is in a ®xed position and is known as the polarizing prism; the prism nearer to the eye of the observer is movable and is called the analyser. If the optical axis of the analyser is at right angles to that of the polarizing prism, the radiation will be totally absorbed. This is termed total extinction. The instrument is also equipped with a scale to indicate the number of degrees through which the analyser is rotated. The zero point may be set at the point where the two Nicol prisms are crossed without the sample in the polarized beam. If an optically active compound is placed between the prisms, the plane of polarized light is rotated either to the right (dextrorotatory) or to the left (laevorotatory). The operator rotates the analyser until the prisms are again crossed, and the angle by which the analyser is turned is equal to the angular rotation of the optically active compound. If it is necessary to rotate the analyser to the right to accomplish total extinction, the optically active compound is dextrorotatory (). In contrast, if the analyser is rotated to the left, the compound is laevorotatory (ÿ). Although a polarimeter may be used for the quantitative determination of sugars, in practice a saccharimeter is more commonly employed. The essential differences between these two instruments are that a polarimeter employs monochromatic light and reads in angular degrees, whereas a saccharimeter employs white light and reads the sugar concentration directly, provided a single sugar is present and a normal weight of sugar is used for the reading. A normal weight of sugar is de®ned as the weight that, when made to a volume of 100 ml and viewed in a 200-mm tube at 20 � C, will give a reading of 100� . The general procedure for determining lactose in milk is based on the method of double dilution. A portion of milk equal in weight to twice the normal weight of lactose (normal weight, 32.9 g 100 mlÿ1 of solution), i.e. 65.8 g, is transferred to each of two volumetric ¯asks, 100 and 200 ml. Both ¯asks are treated with a clarifying agent consisting of mercuric iodide solution and 5% phosphotungstic acid solution (5 ml is added to the 100-ml volumetric ¯ask and 15 ml to the 200-ml volumetric ¯ask) and diluted to volume with distilled water. This step results in the precipitation of the protein and fat in the milk. The ¯asks are shaken frequently during a 15-min period,
100
ANALYSIS/Physical Methods
the contents are ®ltered through dry ®lter paper and the percentage lactose is determined on the ®ltrate using a polarimeter. To determine true polarization and hence the actual percentage of lactose, it is necessary to allow proper correction for the volume of the precipitate. It is preferable to read the solution from the 200-ml volumetric ¯ask in a 400-mm tube and the solution from the 100-ml volumetric ¯ask in a 200-mm tube. %Lactose
R100 ÿ 2
R100 ÿ R200 2
19
where R is the polarimeter reading. The polarimetric method is very easy to use and is suitable for routine analysis. The instrument cost and the cost per run are low and multiple samples can be prepared. However, the method is not suitable for use when the concentration of lactose is low or for the determination of lactose in the presence of other optically active substances.
Total Solids Determination The total solids represent the components that remain after the complete removal of water. A known amount of sample is weighed into a preweighed, clean and dry sample container. For greatest accuracy, samples are weighed to the nearest 0.0001 g. Heat is applied to the sample until a constant weight is attained, the sample is cooled and the weight is again determined. The total solids (%) are calculated as the weight of the sample after drying divided by the weight of the sample before drying multiplied by 100. Any variation in procedures is in the method of applying heat. The of®cial procedure accepted by the AOAC, International Standards Organization and International Dairy Federation speci®es dehydration under atmospheric pressure. The basic procedure is to preweigh 2.5±3.0 g of prepared sample into a weighed ¯at-bottomed dish of diameter 5 cm or greater. The sample is preheated on a steam bath for 10±15 min, and then transferred to an air oven at 98± 100 � C for 3 h. The AOAC Of®cial Method (1996) for moisture in cheese recommends heating in a vacuum oven (13.3 kPa) at 100� C for approximately 4 h after partial drying on a steam bath. The dish and sample are cooled in a desiccator and quickly weighed, and the results are calculated. Speci®c precautions apply to all weight determinations. Once the dishes are predried, they should be exposed to the atmosphere for a minimum length of time and should be handled only with forceps and tongs. All cooling should be done in a clean desiccator.
There are several other procedures that are applicable to milk for rapid screening but do not serve as of®cial test methods. In the Mojonnier method, moisture is removed by predrying the sample on a hot plate at 180 � C until slight browning occurs. The sample is completely dried in a vacuum oven (not less than 6.7 kPa) for 10 min at 100 � C. When high precision and accuracy are not required, moisture may be determined using a moisture balance with an infrared heating device. The time required for heating in the moisture balance will vary depending on the amount of moisture in different types of samples. Once the correct drying time has been established for a product type, it is desirable to have the same drying time for all similar samples to be tested. Microwave energy has also been used to remove moisture. Factors that affect drying are time, sample size, position of the sample in the oven and energy of the microwaves. As microwave ovens vary from unit to unit, each must be evaluated individually. The power setting and time may vary between units and with the age of the unit. The exact power setting and time should be determined using samples of various total solids content and comparing the results with the results of the same set of samples tested using a vacuum oven. Both infrared heating and microwave determinations are useful for the in-process determination of moisture because the results may be obtained in minutes rather than hours. The total solids content of products with a high amount of soluble solids may be determined using a refractometer. This is especially useful for the inprocess control of moisture in whey and whey products. However, if air is incorporated in the sample, erroneous results are generally obtained. Therefore, the samples must be thoroughly but carefully mixed. The accuracy of the test is about �0.5±0.6%. The results should be compared with those from a reference method, and a correction should be made based on multiple tests. See also: Analysis: Spectrophotometric Techniques ± Infrared Spectroscopy; Atomic Spectrometric Techniques; Chromatographic Methods. Rheology of Milk and Dairy Products: Principles and Significance in Assessing Rheological and Texture Properties.
Further Reading Atherton HV and Newlander JA (1977) Chemistry and Testing of Dairy Products, 4th edn. Westport: AVI. Aurand LW, Woods EA and Wells MR (1987) Milk and milk products. In: Food Composition and Analysis, pp. 543±595. Westport: AVI.
ANALYSIS/Electrochemical Analysis 101 Bradley RL Jr, Arnold E Jr, Barbano DM et al. (1992) Chemical and physical methods. In: Marshall RT (ed.) Standard Methods for the Examination of Dairy Products, 16th edn, chapter 15. Washington, DC: American Public Health Association. Brathen G (1983) Milk constituents and freezing point depressing. In: Harding F (ed.) Measurement of Extraneous Water by the Freezing Point Test. International Dairy Federation Document no. 154. Brussels: IDF. Christen GL (1993) Analysis. In: Hui YH (ed.) Dairy Science and Technology Handbook, vol. 1, Principles and Properties, pp. 83±155. New York: VCH. Cunniff P (ed.) (1996) Of®cial Methods of Analysis of AOAC International, 16th edn. Gaithersburg: Association of Of®cial Analytical Chemists International. Goff HD and Hill AR (1993) Chemistry and physics. In: Hui YH (ed.) Dairy Science and Technology Handbook, vol. 1, Principles and Properties, pp. 1±81. New York: VCH. Helrich K (ed.) (1990) Of®cial Methods of Analysis, 15th edn. Washington, DC: Association of Of®cial Analytical Chemists. Jenness R, Shipe WF Jr and Whitnah CH (1965) Physical properties of milk. In: Webb BH and Johnson AH (eds.) Fundamentals of Dairy Chemistry, pp. 339±373. Westport: AVI. Pearson D (1973) Laboratory Techniques in Food Analysis. London: Butterworth. Pomeranz Y and Meloan CE (1978) Polarimetry. In: Food Analysis Theory and Practice, pp. 392±401. Westport: AVI. Sherbon JW (1988) Physical properties of milk. In: Wong NP, Jenness R, Keeney M and Marth EH (eds.) Fundamentals of Dairy Chemistry, 3rd edn, pp. 409± 460. New York: Van Nostrand Reinhold. Shipe WF (1986) Stage-by stage monitoring of addition of water to milk: a review. Journal of Dairy Science 42: 1745±1762. Walstra P and Jenness R (1984) Dairy Chemistry and Physics. New York: John Wiley.
Electrochemical Analysis P O'Connell, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Electrochemical analysis can be subdivided into several categories: potentiometric, voltammetric, coulometric, conductimetric and capacitance. For
dairy analysis, some of these techniques are more important than others. Given the complexity of dairy products, direct electrochemical analysis is rarely possible. Many of the techniques employed, therefore, have been combined with instrumental separation systems or rely on rigorous pretreatment prior to analysis. Despite these drawbacks, electrochemical analysis is still widely practised in the analysis of food products.
Basic Electrochemistry Potentiometric Analysis
Potentiometric measurements involve zero applied current. The analyte is detected by the accumulation of charge density at the electrode surface. The Nernst equation relates the potential to analyte concentration: � � RT Ox ln 1 E Eo
Ox ÿ Red ÿ nF Red where E is the potential measured, Eo is the formal reduction potential of the system (characteristic of each redox couple), R is the gas constant, T is the absolute temperature, F is Faraday's constant, n is the number of moles of electrons transferred in the reaction and [Red] and [Ox] represent the reduced and oxidized species, respectively. The interaction between the analyte and the detector produces a potential difference relative to the reference electrode. Potentiometric analysis is an attractive method, as the analyte is not consumed. Ion selective electrodes, such as the pH meter, are potentiometric. Voltammetric Analysis
Voltammetry comprises a group of widely used electrochemical techniques, where the current ¯owing through an electrochemical cell is measured as a function of the applied potential. The voltammetric cell is composed of two or three electrodes immersed in an analyte solution. The solution usually contains inert ionic species to ensure electrical contact between the electrodes and decrease the effects of migration of other ions to the electrodes. Polarography One technique, polarography, is the measurement of the diffusion-controlled current ¯owing in an electrolysis cell in which one electrode is polarizable. The current is directly proportional to the concentration of the electroactive species and the potential of reduction (E12) is characteristic of the species. The term polarography is used when
ANALYSIS/Electrochemical Analysis 101 Bradley RL Jr, Arnold E Jr, Barbano DM et al. (1992) Chemical and physical methods. In: Marshall RT (ed.) Standard Methods for the Examination of Dairy Products, 16th edn, chapter 15. Washington, DC: American Public Health Association. Brathen G (1983) Milk constituents and freezing point depressing. In: Harding F (ed.) Measurement of Extraneous Water by the Freezing Point Test. International Dairy Federation Document no. 154. Brussels: IDF. Christen GL (1993) Analysis. In: Hui YH (ed.) Dairy Science and Technology Handbook, vol. 1, Principles and Properties, pp. 83±155. New York: VCH. Cunniff P (ed.) (1996) Of®cial Methods of Analysis of AOAC International, 16th edn. Gaithersburg: Association of Of®cial Analytical Chemists International. Goff HD and Hill AR (1993) Chemistry and physics. In: Hui YH (ed.) Dairy Science and Technology Handbook, vol. 1, Principles and Properties, pp. 1±81. New York: VCH. Helrich K (ed.) (1990) Of®cial Methods of Analysis, 15th edn. Washington, DC: Association of Of®cial Analytical Chemists. Jenness R, Shipe WF Jr and Whitnah CH (1965) Physical properties of milk. In: Webb BH and Johnson AH (eds.) Fundamentals of Dairy Chemistry, pp. 339±373. Westport: AVI. Pearson D (1973) Laboratory Techniques in Food Analysis. London: Butterworth. Pomeranz Y and Meloan CE (1978) Polarimetry. In: Food Analysis Theory and Practice, pp. 392±401. Westport: AVI. Sherbon JW (1988) Physical properties of milk. In: Wong NP, Jenness R, Keeney M and Marth EH (eds.) Fundamentals of Dairy Chemistry, 3rd edn, pp. 409± 460. New York: Van Nostrand Reinhold. Shipe WF (1986) Stage-by stage monitoring of addition of water to milk: a review. Journal of Dairy Science 42: 1745±1762. Walstra P and Jenness R (1984) Dairy Chemistry and Physics. New York: John Wiley.
Electrochemical Analysis P O'Connell, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Electrochemical analysis can be subdivided into several categories: potentiometric, voltammetric, coulometric, conductimetric and capacitance. For
dairy analysis, some of these techniques are more important than others. Given the complexity of dairy products, direct electrochemical analysis is rarely possible. Many of the techniques employed, therefore, have been combined with instrumental separation systems or rely on rigorous pretreatment prior to analysis. Despite these drawbacks, electrochemical analysis is still widely practised in the analysis of food products.
Basic Electrochemistry Potentiometric Analysis
Potentiometric measurements involve zero applied current. The analyte is detected by the accumulation of charge density at the electrode surface. The Nernst equation relates the potential to analyte concentration: � � RT Ox ln 1 E Eo
Ox ÿ Red ÿ nF Red where E is the potential measured, Eo is the formal reduction potential of the system (characteristic of each redox couple), R is the gas constant, T is the absolute temperature, F is Faraday's constant, n is the number of moles of electrons transferred in the reaction and [Red] and [Ox] represent the reduced and oxidized species, respectively. The interaction between the analyte and the detector produces a potential difference relative to the reference electrode. Potentiometric analysis is an attractive method, as the analyte is not consumed. Ion selective electrodes, such as the pH meter, are potentiometric. Voltammetric Analysis
Voltammetry comprises a group of widely used electrochemical techniques, where the current ¯owing through an electrochemical cell is measured as a function of the applied potential. The voltammetric cell is composed of two or three electrodes immersed in an analyte solution. The solution usually contains inert ionic species to ensure electrical contact between the electrodes and decrease the effects of migration of other ions to the electrodes. Polarography One technique, polarography, is the measurement of the diffusion-controlled current ¯owing in an electrolysis cell in which one electrode is polarizable. The current is directly proportional to the concentration of the electroactive species and the potential of reduction (E12) is characteristic of the species. The term polarography is used when
102
ANALYSIS/Electrochemical Analysis
a dropping mercury electrode is the working electrode, generally for reduction. Since many foods have electroactive components, this technique is widely applicable. Metals such as copper, lead, tin and zinc and antioxidants such as vitamin C can be measured using polarography in foodstuffs. However, the use of mercury in this method has limited its development within the food industry. Pulsed polarography is more sensitive than direct current (DC) polarography, where a series of pulses of increasing amplitude is applied to successive drops. The current is then sampled near the end of the drop's lifetime. Amperometric analysis In amperometric analysis, a constant potential is applied and the current generated due to an oxidation or reduction reaction is measured. This current is proportional to the concentration of the analyte of interest. This process consumes the analyte. Amperometric detectors are commonly used because of their high reliability and sensitivity. However, their dependence on mass transport is an intrinsic problem. If greater mass transport is available to the electrode, then a larger response is observed. Increased mass transport can be achieved by increasing the stirring rate. Hence, this parameter should be controlled. Since this is dif®cult to achieve, an alternative is to place a diffusional barrier between the electrode and the analyte solution, thus causing the response to be dependent on diffusion rather than mass transport. Figure 1 is an example of a typical cell. Cyclic voltammetry Cyclic voltammetry (CV) is a powerful qualitative technique, but has long been superseded for quantitation by more sensitive methods. The initial applied voltage (potential) is low and is then increased; once the potential reaches a certain value it is decreased to its initial potential. As the voltage approaches the oxidation/reduction potential of the electroactive species, the anodic/ cathodic current increases until a plateau is reached.
Potentiostat
Counter electrode Reference electrode
The plateau is caused by concentration polarization at the electrode. This means that the concentration of the analyte is depleted near the surface of the working electrode and diffusion can only replace it at a certain rate. Cyclic voltammetry can only be performed without stirring for this reason. The ratio of the anodic and cathodic peak heights gives information as to whether the species is chemically reversible, that is whether all the oxidized species is reduced and then oxidized again. If the peaks are equal in height, then all the oxidized species have been reduced and vice versa. To check the system, Eo can be calculated from the equation: Eo
Epa Epc 2
2
The peak height of the couple is described by the Randles±SevcÏik equation: ip
2:69 � 105 n3=2 AD1=2 Cv1=2
3
where ip is the peak current, A is the area of the electrode, D is the diffusion coef®cient of the analyte, C is its concentration and v is the scan rate. Conductimetric Analysis
Conductimetric detectors measure the overall conductance of a sample. Conductance is the movement of ions in solution under an electric ®eld and is the inverse of resistance. Many reactions produce or consume ionic species, which then changes the resistance of the solution. This is not a very speci®c method, as it will detect conductance changes from any source. Immobilized salt sensors can be used to determine the water activity of canned foods, though the method is sensitive to polyols and volatile amines. Water activity, aw, can be de®ned as the ratio of the vapour pressure of water in the product to that of pure water. Conductivity can also be determined for maple syrup, a key factor in its purity, as it naturally contains minerals. Since no reagents are required for conductivity measurements, and the cell can be made of platinum electrodes and glass, probes for conductivity measurement can be dipped directly into the sample or used as an inline analyser.
Applications of Electrochemistry in Dairy Analysis Karl Fischer Titrations
Working electrode Figure 1 Example of a typical three-electrode voltammetric cell.
Karl Fischer titration is the classical method for the determination of water in low water foods, such as
ANALYSIS/Electrochemical Analysis 103
dried milk, where evaporation techniques give inaccurate or inconsistent results. This method is unsuitable for foods containing a large percentage of water. The reactions occurring within the cell can be summarized as follows:
a solution of the ion to be measured and electrical contact is made via a calomel or silver/silver chloride reference electrode. Thus, an ISE probe consists of an indicator electrode and a reference electrode. The indicator electrode then develops an electrical potential in response to the activity of the analyte H2 O I2 2RN RNHSO3 CH3 ions in solution. The ionic activity of the analyte is ! 2RNHI RNHSO4 CH3 4 related to this potential by the Nernst equation (eqn [1]). ISEs must be standardized with solutions A modi®cation of this method introduces electro- of known activity (Figure 2). chemically generated I2 in the reaction vessel. Based on reaction scheme (eqn [4]), there is a stoichiometric Glass Electrodes relationship between the amount of iodine used and This is the standard pH electrode. Acidity of samples the amount of water in the sample. The endpoint is can be measured in a variety of ways, but for most then detected potentiometrically. The electromotive cases the pH electrode is the quickest and simplest force (EMF) of the cell rises dramatically as unreacted method. It can be described as a potentiometric probe iodine appears, i.e. when all of the water has been coated with a proton permeable layer. In the most reacted. The quantity of water in the sample is then common form, the membrane is made of permeable determined by calculating the charge passed to soda glass and the internal solution is dilute HCl. The produce the I2, and thus how much I2 was used. glass electrode then develops an electrical potential in Examples of other foods whose water contents response to the activity of the H ions in the sample are regularly analysed by the Karl Fischer method solution. The ionic activity of the analyte is related to include oils, roasted coffee and dried fruit and this potential by the Nernst equation (eqn [1]). The vegetables. pH electrode must be standardized with solutions of known activity. The frequent calibrations necessary Coulometric Titration for Salt for this type of electrode are a result of changes in the This method is similar in theory to the Karl Fischer glass membrane with use or contamination. The glass titration, where a reactive species is coulometrically electrode is one of the most commonly used electrogenerated (silver ions), which proceed to react with chemical analysers. Owing to its ease of use, it has any available chloride to form insoluble silver chlor- superseded titrimetry in most non-dairy analyses, ide. When all the available chloride ions are reacted, though both methods are used in concert within the the conductance of the solution rapidly rises, thus dairy industry. The pH electrode can also be used as providing an endpoint. The charge passed, in pro- the detector for the titratable acidity, when the traducing suf®cient silver ions to react with chloride ditional colorimetric endpoint determination is ions, is stoichiometrically related to the concentration unsuitable. While the pH measurements of milk are relatively easy, analysis of solid dairy products such of salt in the test material. Ion-Selective Electrodes
Ion-selective electrodes (ISEs) are potentiometric analysers that measure the activities of ions in solution. Activity (a) differs from concentration (Cf) by the activity coef®cient ( ). The coef®cient is variable and depends on the overall ionic strength of the analyte solution as seen in eqn [5]. a Cf
Potentiometer
Ag/AgCl electrode
5
ISEs can be split into several subgroups: (1) glass electrodes, (2) solid-state electrodes, (3) liquid membrane electrodes and (4) gas-sensing electrodes, which all share common features of construction. A potentiometer is connected to a probe; the body of the probe is an insulated glass or plastic tube sealed with an ion-speci®c membrane. The tube contains
Internal salt solution Selective membrane Figure 2 Example of the typical construction features of an ionselective electrode.
104
ANALYSIS/Electrochemical Analysis
as cheese can be more dif®cult, as a small amount of pretreatment is necessary. Usually, the cheese is ®nely minced for analysis, as dilution with water can alter the pH. For very soft cheeses, it may not be necessary to pretreat. Another key application of the pH electrode in the dairy industry is in analysis of waste water. Cleaning frequently involves both acid and alkali detergents, which must be neutralized prior to disposal of waste water. The sodium ISE is another common glass electrode. Different cheeses have widely differing concentrations of salt, helping to give them their unique ¯avours. This requires that the salt content be monitored. The use of an ISE is easier than the Volhard test, though it still requires that the cheese be dissolved in buffer prior to analysis. Solid-State Electrodes
Solid-state electrodes contain an insoluble crystalline material permeable to the analyte of interest. The membrane potential is generated as the ions migrate across the membrane by ionic conduction. The lattice defects allow molecules with low formal charge to pass though the membrane. In the case of the ¯uoride ISE, the migrating ion is ¯uoride within a crystal of lanthanum ¯uoride. However, most others ISEs use silver sulphide as a membrane. In the case of ¯uoride, total ionic strength adjustment buffer (TISAB) can be used to minimize complexation of ¯uoride to polyvalent cations. Liquid Membrane Electrodes
Modern versions of liquid membrane electrodes behave very much like solid-state electrodes. A PVCgelled ion exchanger is used as the membrane and the extent of ion exchange determines the membrane potential. A good example of this is the calcium electrode which consists of the calcium salt of dialkyl phosphoric acid and a calcium chloride internal solution. Another is the iodide ISE, both of which can be used to analyse milk and other dairy products. Gas-Sensing Membranes
In the case of gas-sensing membranes a pH probe is sealed inside a microporous hydrophobic ®lm, through which only gases may permeate. The internal solution is an appropriate salt solution. The pH meter detects the change in pH, caused by the diffusion of the gas. The sulphur dioxide probe is a good example of this type of electrode. It is employed to determine the sulphur dioxide content in liquid foods. Normally, sulphur dioxide is not found in dairy products. However, it is used as a preservative in pulped fruits, and can thus be found in ¯avoured yoghurts. More
recent advances in semiconductor technology have resulted in the ion selective ®eld effect transistor (ISFET). The miniaturizability of this device and its low cost of manufacture makes it an attractive option in the commercial market. Electrophoresis
Electrophoresis is an electrochemical separation technique commonly used for dairy products to separate caseins and whey proteins. It is widely used in research laboratories throughout the whole food industry. It is based on the principle that ions are attracted to the electrode of opposite charge when within an electrical ®eld. Since different molecules may have different charges, a mixture will separate out according to the charge and mass of the molecules. Other factors affecting the separation are pH and ionic strength of the analyte. A modi®cation of this technique is sodium dodecyl sulphate ± polyacrylamide gel electrophoresis (SDS± PAGE). Sodium dodecyl sulphate is bound to the proteins, which results in the proteins having a large negative charge. Their movement is now limited only by their mass, which results in a mass separation of protein constituents. Urea±PAGE is also used to separate caseins. Another technique gaining wide appeal is capillary electrophoresis (CE). Small samples can be loaded onto the capillary and a very high voltage applied across it, resulting in very rapid separation (see Analysis: Electrophoresis). Biosensors
Biosensors have several advantages over traditional analytical techniques in the area of food analysis. Due to the complex nature of most food products, a separation technique is usually required before analysis by traditional techniques. Biosensors can frequently be used without pretreatment. As the biosensor systems can be small and of low cost relative to other automated analysers, they can easily be ®tted on-site. Biosensors are composed of a biorecognition agent and a transducer. This transducer is commonly either electrochemical, optical or piezoelectrical. The use of biosensors in foods can be subdivided into two groups: (1) enzyme sensors for food components and (2) immunosensors for pathogenic bacteria or pesticides in food. Within the ®rst group, glucose is the most common analyte. The main reasons for this is the high stability of glucose oxidase (EC 1.1.3.4) and applicability of these sensors in the commercially lucrative measurement of blood glucose. Despite the primary focus of this research on the blood glucose market, the large amount of
ANALYSIS/Electrochemical Analysis 105
knowledge gained in the area has led to the development of several glucose sensors for food. Other food analytes detected by amperometric biosensors include L-lysine, malate, ethanol, ascorbate and fructose. In the ®eld of biosensor analysis of dairy products, lactose and lactate are probably the analytes of greatest interest. Lactate is by far the most widely researched, probably due to the availability of lactate dehydrogenase (EC 1.1.1.27), and more recently lactate oxidase. Wide use of these biosensors was probably limited by the reversibility of the lactate dehydrogenase reaction, depending on pH. Lactate oxidase (EC 1.1.3.2) catalyses an irreversible reaction, so may prove to be a much more suitable biocomponent in future research. Lactose determination by biosensors usually involves an enzymecatalysed sequence of reactions with glucose oxidase and b-galactosidase (EC 3.2.1.23). Immunosensors, in the ®eld of dairy analysis, are less common than enzyme sensors, as many of the important analytes are too small to produce an immune response. Their main applications in foods are to detect pathogenic bacteria such as Listeria monocytogenes, staphylococcal enterotoxin A and pesticides. Owing to the small size of pesticides, the antibodies are raised against pesticides conjugated to immunogenic carriers. This increases the dif®culty in producing immunosensors as many of the antibodies are against the carrier, not the hapten, and conjugation itself may produce a structural change in the hapten making it immunologically different from the free species. In this area, electrochemical transducers are less popular than optical detection. Amperometry and chronoamperometry are the main electrochemical transduction techniques employed in biosensors. The potential is selected to cause either oxidation or reduction of the analyte. When the analyte is introduced to the system the current responds rapidly. In the case of amperometry the current reaches steady state, where the rate at which the analyte is diffusing to the electrode surface is the same as the rate at which it is being consumed at the electrode. In chronoamperometry, no steady state is reached as the analyte is consumed at the electrode, and no convection is employed to replenish it. An advantage of amperometry is that the current is effectively independent of time, thus the operator can wait until the response is independent of charging currents or matrix effects. The advantage of chronoamperometry is that it does not require a stirred solution, thus the entire analysis can be performed within a membrane on the electrode surface, making it small, cheap and highly portable (see Analysis: Biosensors).
Anodic Stripping Voltammetry
As the name suggests, anodic stripping voltammetry (ASV) is a voltammetric/polarographic method. Its primary use in foods is to determine trace metal concentrations. This method is used where atomic adsorption spectroscopy is not suitable, i.e. for cadmium and lead. Mercury drop working electrodes can be used though other, more environmentally friendly electrodes such as wax-impregnated graphite have also been used. The food sample must be digested in nitric acid prior to analysis. Differential pulse ASV is generally regarded as having lower limits of detection than linear methods. Thallium is known to interfere with this analysis; however, it is rare in foods. While it is also not applicable to oils and fats, it can be used for fat-containing foods, such as evaporated milk. Polarography
Polarography, as described under `Voltammetric Analysis', can be used to determine the concentration of fumaric acid in foods. It is an additive used to control pH in fruit juices, though it is produced to a small extent in fermentation processes. Organophosphorus pesticide residues including malathion, diazinon, methyl parathion and parathion can be determined using single-sweep oscillographic polarography. Peroxides can strongly interfere with this analysis, and thus may have to be tested for separately. As with ASV, polarography can also be used to determine the lead content of foods, most commonly ®sh. Tin can interfere with this analysis; however, with the addition of chelators to the analyte, this can be overcome. High-Performance Liquid Chromatography
High-performance liquid chromatography (HPLC) is a widely used, highly developed analytical technique for separation of analytes from excipients in a complex mixture. The basic theory is the partitioning of the analyte across two different phases, one mobile and the other stationary. This will result in different chemicals being retained on the column for different lengths of time. This, however, is only half of the analysis; the separated materials must still be detected. Over the 40 years since its development, it has been coupled with a wide variety of detectors, the most common ones being UV, ¯uorescent and electrochemical. The electrochemical HPLC detectors fall into two categories, conductance and amperometric. Conductivity detectors are used for ionic materials, while amperometric detectors can be used for oxidizable or reducible substances. Amperometric
106
ANALYSIS/Sensory Evaluation
detectors are used as they can have much lower detection limits than UV detectors, and the cells can be produced to have a very small volume, some down to submicrolitre. In milk analysis, capacitance detectors have been used to detect ammonium ions, while amperometric detectors have been used for a variety of electroactive vitamins such as A and D. See also: Analysis: Electrophoresis; Biosensors. Milk Proteins: Analytical Methods.
Further Reading Bard AJ and Faulkner LR (1980) Electrochemical Methods. New York: John Wiley. Bradley RL, Arnold E, Barbano DM, Semerad RG, Smith DE and Vines BK (1993) Chemical and physical methods. In: Marshall RT (ed.) Standard Methods for the Examination of Dairy Products, pp. 433±532. Washington, DC: American Public Health Association. Cunniff P (ed.) (1996) Of®cial Methods of Analysis of AOAC International, 16th edn. Gaithersburg: Association of Of®cial Analytical Chemists International. Fi®eld FW and Kealey D (2000) Principles and Practice of Analytical Chemistry. Oxford: Blackwell Scienti®c Publications. James CS (1995) Analytical Chemistry of Foods. London: Blackie Academic and Professional. Kosikowski FV and Mistry VV (1997) Cheese and Fermented Milk Foods, vol. 2, Procedures and Analysis. Westport: FV Kosikowski LLC. Lindsay S (1998) Detectors. In: Barnes J (ed.) High Performance Liquid Chromatography, pp. 69±117. Chichester: John Wiley. O'Connell PJ and Guilbault GG (2001) Sensors and food quality. In: Sensors Update, vol. 9, pp. 255±282. Weinheim, Germany: Wiley VCH. Woodward JR, Brunsman A, Gibson TD and Parker S (1998) Practical construction and function of biosensor systems for quality control in the food and beverage industry. In: Scott A (ed.) Biosensors for Food Analysis, pp. 71±90. Cambridge: Royal Society of Chemistry.
determine consumer acceptability and willingness to repeat purchase of a product, with some additional contribution from their nutritional value and wholesomeness. A majority of sensory properties are complex by de®nition as they are stimulated by the integrated involvement of many different compositional and structural properties of the product and, for this reason, they cannot be adequately detected or represented by instrumental or chemical techniques. However, due to the sophisticated functioning of the human sensory systems, even a slight change in composition can be detected as a change in sensory character and, therefore, sensory evaluation, in one form or another, has become routinely applied in the dairy industry, in particular for quality control. The American Society for Testing and Materials (ASTM) Committee E-18 on Sensory Evaluation of Materials and Products has de®ned sensory evaluation as: a scienti®c discipline used to evoke, measure, analyse and interpret reactions to the characteristics of foods and materials as they are perceived by the senses of sight, taste, touch and hearing. This de®nition has general meaning, but in fact different techniques can be used to evoke, measure and interpret sensory characteristics that have very different objectives and outcomes, creating a key distinction between sensory evaluation and other chemical and instrumental analytical techniques that has caused some confusion and debate. Sensory evaluation can be carried out to determine whether milk or dairy products have undesirable characteristics or defects, whether there is any perceptible difference in sensory characteristics between two or more products, how differences in sensory characteristics can be described and quanti®ed, and whether consumers ®nd products to be acceptable or not. These distinctions in the objectives of sensory evaluation can be classi®ed broadly under methodologies that are used for quality-scoring and judging, discrimination, quantitative descriptive evaluation, and consumer acceptability evaluation.
Sensory Evaluation
Quality Scoring
C M Delahunty, University College, Cork, Ireland
Sensory quality has been de®ned as:
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The sensory properties of dairy products, categorized as ¯avour, texture and appearance attributes,
that complex set of sensory characteristics, including appearance, aroma, taste and texture, that are maximally acceptable to a speci®c audience [sic] of consumers. Quality control is extremely important for maintaining consumer con®dence and loyalty towards a product. Dairy products are susceptible to a wide
106
ANALYSIS/Sensory Evaluation
detectors are used as they can have much lower detection limits than UV detectors, and the cells can be produced to have a very small volume, some down to submicrolitre. In milk analysis, capacitance detectors have been used to detect ammonium ions, while amperometric detectors have been used for a variety of electroactive vitamins such as A and D. See also: Analysis: Electrophoresis; Biosensors. Milk Proteins: Analytical Methods.
Further Reading Bard AJ and Faulkner LR (1980) Electrochemical Methods. New York: John Wiley. Bradley RL, Arnold E, Barbano DM, Semerad RG, Smith DE and Vines BK (1993) Chemical and physical methods. In: Marshall RT (ed.) Standard Methods for the Examination of Dairy Products, pp. 433±532. Washington, DC: American Public Health Association. Cunniff P (ed.) (1996) Of®cial Methods of Analysis of AOAC International, 16th edn. Gaithersburg: Association of Of®cial Analytical Chemists International. Fi®eld FW and Kealey D (2000) Principles and Practice of Analytical Chemistry. Oxford: Blackwell Scienti®c Publications. James CS (1995) Analytical Chemistry of Foods. London: Blackie Academic and Professional. Kosikowski FV and Mistry VV (1997) Cheese and Fermented Milk Foods, vol. 2, Procedures and Analysis. Westport: FV Kosikowski LLC. Lindsay S (1998) Detectors. In: Barnes J (ed.) High Performance Liquid Chromatography, pp. 69±117. Chichester: John Wiley. O'Connell PJ and Guilbault GG (2001) Sensors and food quality. In: Sensors Update, vol. 9, pp. 255±282. Weinheim, Germany: Wiley VCH. Woodward JR, Brunsman A, Gibson TD and Parker S (1998) Practical construction and function of biosensor systems for quality control in the food and beverage industry. In: Scott A (ed.) Biosensors for Food Analysis, pp. 71±90. Cambridge: Royal Society of Chemistry.
determine consumer acceptability and willingness to repeat purchase of a product, with some additional contribution from their nutritional value and wholesomeness. A majority of sensory properties are complex by de®nition as they are stimulated by the integrated involvement of many different compositional and structural properties of the product and, for this reason, they cannot be adequately detected or represented by instrumental or chemical techniques. However, due to the sophisticated functioning of the human sensory systems, even a slight change in composition can be detected as a change in sensory character and, therefore, sensory evaluation, in one form or another, has become routinely applied in the dairy industry, in particular for quality control. The American Society for Testing and Materials (ASTM) Committee E-18 on Sensory Evaluation of Materials and Products has de®ned sensory evaluation as: a scienti®c discipline used to evoke, measure, analyse and interpret reactions to the characteristics of foods and materials as they are perceived by the senses of sight, taste, touch and hearing. This de®nition has general meaning, but in fact different techniques can be used to evoke, measure and interpret sensory characteristics that have very different objectives and outcomes, creating a key distinction between sensory evaluation and other chemical and instrumental analytical techniques that has caused some confusion and debate. Sensory evaluation can be carried out to determine whether milk or dairy products have undesirable characteristics or defects, whether there is any perceptible difference in sensory characteristics between two or more products, how differences in sensory characteristics can be described and quanti®ed, and whether consumers ®nd products to be acceptable or not. These distinctions in the objectives of sensory evaluation can be classi®ed broadly under methodologies that are used for quality-scoring and judging, discrimination, quantitative descriptive evaluation, and consumer acceptability evaluation.
Sensory Evaluation
Quality Scoring
C M Delahunty, University College, Cork, Ireland
Sensory quality has been de®ned as:
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The sensory properties of dairy products, categorized as ¯avour, texture and appearance attributes,
that complex set of sensory characteristics, including appearance, aroma, taste and texture, that are maximally acceptable to a speci®c audience [sic] of consumers. Quality control is extremely important for maintaining consumer con®dence and loyalty towards a product. Dairy products are susceptible to a wide
ANALYSIS/Sensory Evaluation
range of quality defects that can originate in the feed of the milk-producing cow or arise from contamination of the milk or product during processing and storage. To test for all possible defects, including offappearance, off-texture and off-¯avours, would be an extremely laborious task instrumentally, and may not achieve success. For example, the compounds responsible for many off-¯avours are present in concentrations below the detection limit of even the most sophisticated instruments. Applications of formal sensory evaluation for quality control and quality judging in the dairy industry have a history of more than 50 years. The traditional, and still most widely used approach, is that of quality-scoring for speci®ed defects on standardized scorecards. The International Dairy Federation (IDF) has developed standard scorecards for milk and the major dairy product categories (e.g. butter, milk powder, cheese, cream, fermented milk products and ice cream) and speci®es a scale that ranges from 5, representing very high quality, to 1, representing very low quality. For each product, each point deducted from the scale is supported by a list of the defects, and the degree of some defects, that merit the deduction. These standards aim to provide objectivity to the evaluation. However, some studies have shown that such standards are used differently in different locations because of differences in the interpretation of standard defects. The potential sensory defects in milk and dairy products are numerous and those documented include some transmitted from the feed of the cows and the environment in which the cows are housed (e.g. `feed', `barny', `garlic/onion'), those that result from the stage of lactation of the cows (e.g. `bitterness' may be present in late lactation milk, increased lipolysis in late-lactation milk may accelerate the development of `rancidity'), and subsequently from any number of possible manufacturing processes and storage conditions, such as agitation (agitation can cause rapid `lipolysis' and `rancidity'), contact with cleaning agents (e.g. `foreign') or unsuitable equipment (e.g. `metallic'), or exposure to sunlight (e.g. `oxidized'), or to high temperatures (e.g. `cooked'). Unhygienic, or lengthy storage can also result in ¯avour defects due to the activity of microorganisms (e.g. `putrid', `malty', `unclean'). In products such as cheese or ice cream, defects to the physical properties of `body', or consistency (e.g. `corky', `crumbly') and texture (e.g. `gassy', `open'), are also widely documented. One or more expert evaluators (assessors), who have detailed product knowledge built up over many years and who maintain a mental standard of what the ideal product is in terms of sensory characteristics, carry out
107
this quality evaluation. These experts have the ability to relate their recognition of speci®c defects to the cause of that defect, to weight the in¯uence of each defect at different levels of severity and to judge how a defect or combination of defects detracts from overall product quality. This technique provides a rapid and simple way to assess quickly overall sensory quality, but does not adequately take into account so-called `nonquality'-related differences in sensory properties that give the products of individual producers, or regions of production, a distinctive taste that is now sought by discerning consumers. This technique does not determine accurately the degree of difference for a given defect; therefore, further statistical analyses that determine the extent to which products differ are not appropriate and data cannot be related to those provided by other chemical and instrumental analyses. In addition, when compared with product quality of 50 years ago, today's products are no longer viewed as commodities and the number of defects found in products manufactured in automated facilities is extremely low. Traditional `quality criteria' are changing as product ranges expand and differentiation is increasingly made by developing distinctive sensory characteristics that will appeal to consumers, such as those now given to cheeses by the use of adjunct cultures. It is also now well documented that consumers' opinion of quality often differ from that held by experts. However, quality-scoring evaluation is still widely used for dairy products because of activities such as the collegiate dairy-judging competition sponsored by the American Dairy Science Association.
Discrimination Testing Sensory discrimination tests involve direct comparisons of products to determine whether there is a perceptible difference between them for a designated sensory characteristic. The most commonly used discrimination tests include the Paired Comparison (ISO 5495: 1983), Duo±Trio (ISO 10399: 1991), Triangular tests (ISO 4120: 1983) and Ranking test (ISO 8587: 1988). In the Paired Comparison test, two products are compared against one another, generally by one characteristic at a time, and assessors are asked to indicate which product has more of the designated characteristic, such as `rancid' or `metallic'. In the Duo± Trio test, assessors are asked which of two products is most similar to a third reference product, allowing a common reference to be used repeatedly as a control. In the Triangular test, assessors are asked to choose which two of three products are alike, or which product is most different from the other two. In the Ranking test, a number of products are compared with
108
ANALYSIS/Sensory Evaluation
each other for a single designated attribute and the assessor is asked to rank them in order of increasing intensity of that attribute. For each of these tests, if the assessors are forced to make a choice each time, there will be no response bias. Therefore, discrimination tests are the most objective and most sensitive of all sensory tests. An additional advantage of discrimination tests is that they do not require well-trained assessors; only people who have average sensory acuity and who recognize and agree on the meaning of the designated attribute under test are required. When compared with the traditional quality-scoring methods, these discrimination procedures are far better suited for application to research problems because they follow good sensory evaluation principles and do not encounter problems in scaling and statistical analyses. For this reason, the best aspects of discrimination methods are now being applied for quality control of dairy products in an attempt to eliminate the subjectivity associated with expert evaluators. In addition, it is common practice to undertake sensory discrimination tests on products prior to further analyses in order to determine whether a difference exists that merits further examination.
Descriptive Sensory Evaluation Descriptive sensory evaluation refers to a collection of techniques that seek to discriminate between a range of products based on all of their sensory characteristics and to determine a quantitative description of all the sensory differences that can be identi®ed, not just the defects. Unlike traditional quality-judging methods that use scorecards, no judgement of `good' or `bad' is made because this is not the purpose of the evaluation. Using traditional methods, products that have very different sensory characteristics, but have no defects, will obtain the same quality score when standard methods are followed. Therefore, such an evaluation does not record differences in sensory characteristics that may be very important for consumer acceptance, and it does not provide suf®cient information to enable a full understanding of the physical and chemical causes of sensory characteristics. Therefore, descriptive sensory evaluation methods give an additional tool for applications in research, product development and marketing. In addition, descriptive sensory evaluation methods use a panel of assessors, rather than one expert, and therefore the result obtained represents a consensus that is less subjective, and less susceptible to bias, than the result obtained when one expert performs the evaluation. The sensory characteristics of a dairy product that can be quanti®ed include all the aroma, appearance,
¯avour, texture, aftertaste and even sound properties of the product that distinguish it from other products. There are several different methods of descriptive analysis, including the Flavour Pro®le Method, Texture Pro®le Method, Quantitative Descriptive AnalysisTM (QDA), SpectrumTM method, Quantitative Flavour Pro®ling and Free-Choice Pro®ling. Implementation of each descriptive method has three stages. The ®rst involves selecting a panel of assessors to conduct the sensory evaluation; the second involves agreeing terminology, or a vocabulary, by which to describe the sensory characteristics of the product(s); and the third involves quantifying these sensory characteristics. However, all methods referred to above re¯ect different sensory philosophies and approaches and it is therefore crucial to ensure that the objectives of the sensory project are compatible with the method selected. Given that the dairy industry has a strong tradition of sensory quality judging that is linked to an extensive knowledge of dairy product characteristics and their causes, then a wise approach will seek to build on this knowledge rather than to reinvent the wheel. The ultimate choice of descriptive method to be used will be determined by the product category to be tested and the potential time and ®nancial investment allocated to the product-testing programme. The options available, considering the extremes of time and ®nancial factors, range from QDA, which provides a rapid protocol for the selection of assessors, panel training and descriptive sensory evaluation, and does not require precise de®nition and reference of product sensory characteristics, to the SpectrumTM method, which builds on existing experience and, over many meetings with assessors, aims to precisely de®ne and reference each sensory characteristic so that the descriptive evaluation procedure is ultimately standardized. This approach also allows for comparison of results between panels, between laboratories and from one time to another. In general, when using descriptive sensory evaluation, the panel of assessors must be capable of recognizing many different sensory characteristics of a product, they must reach agreement on how these are perceived and how they should be labelled, and they must be capable of individually scoring the intensity of each characteristic on line scales in a consistent way. Therefore, descriptive sensory evaluation assessors must receive much training before the panel attains the level of objectivity and reproducibility required.
Consumer Acceptability Testing There is little point in producing a product unless a suf®cient quantity of it can be sold to make a pro®t.
ANALYSIS/Sensory Evaluation
Existing products may not be competing effectively in the market ± perhaps a drop in sales has resulted from new competition ± and it may therefore be necessary to reformulate the existing product to improve its consumer appeal. In addition, any company should be innovative and proactive in new product development. Sensory appeal, or getting the sensory properties right for consumers, is a very important part of product development and is the ®rst step to pro®tability. Sensory consumer-acceptance testing makes use of rating scales that measure relative dislike and like, discrimination tests that are based on preference rather than on difference (e.g. paired preference, ranked preference), and `just-right scales' that ask a consumer how they feel about a designated sensory characteristic. The sensory methods referred to previously require trained assessors, but consumeracceptance testing must be carried out with subjective assessors or with untrained consumers. In addition, these assessors should be regular consumers of the product type under test or represent the target market for the product. It is important that such consumers apply their subjective experience to this test because, although their preferences will be based on the sensory characteristics tested, they will also be based in past eating experience. In addition, when one considers that the target markets may be children, elderly consumers, consumers in another country, or consumers from a culture virtually unknown to the producer, then it becomes clear that the internal expertise in a company or organization cannot hope to predict adequately acceptance by all.
Sensory Laboratory and Requirements for Sensory Analysis The aim of all sensory evaluation, whether it be for quality control using experts or for acceptance using consumers, is to interpret human perceptions of foods. However, perceptions of a food may be in¯uenced by factors other than those intrinsic to the food. Therefore, it is almost always necessary to use scienti®cally controlled environmental conditions and test procedures for all analyses. The minimum requirements for testing are an area in which products can be prepared for analysis under hygienic and standardized conditions and group or individual tasting areas, or booths, which are free of extraneous odours, bright, evenly illuminated and temperature controlled. In addition, for tests other than consumer acceptance, the most important consideration for selection of potential assessors is that they possess sensory acuity at least as good as, but preferable better than,
109
a typical population of consumers. As a panel, they must be capable of detecting sensory properties that consumers of the product will detect. In addition they should be motivated, have the ability to work with a team and be prepared to offer opinions. Assessor performance should be tested and monitored as part of the training procedure, under real testing conditions, and constructive feedback given at an individual and group level, if needed.
Relationships between Sensory Evaluation and Other Analyses The manufacturer of products with the most acceptable sensory characteristics, if aware of this, will have an advantage in the market. In addition, in order to maintain this position, they must understand the reasons why their product has particular sensory characteristics and have the knowledge needed to ensure the sensory quality of their products, or to change the sensory characteristics as dictated by consumer demand. Therefore, sensory evaluation will be most effective when validated relationships are determined between the sensory evaluation measures and appropriate chemical, instrumental or consumer choice data. There are direct relationships between sensory properties and product composition which can be measured by instruments. The determination of such relationships is one of the most important applications of sensory evaluation, because this knowledge can be used to considerable advantage by scientists who have knowledge of the technology, microbiology and chemistry of the product. For example, with knowledge of a `desired composition' for consumers, these scientists can set about optimizing the manufacturing procedure to achieve this composition. The dif®culty encountered in obtaining good relationships between product composition and sensory characteristics is usually that of obtaining relevant physical and chemical data. For example, in the study of ¯avour, or more speci®cally the study of the stimulus of aroma quality, extraction techniques that seek to replicate in-mouth conditions, including mastication and saliva addition, have been developed recently with this goal in mind. In addition, the technique of gas chromatography±olfactometry (GC± O) can be used to carry out sensory evaluation of the GC-separated eluate of a product extract and to distinguish the compounds in the extract with high odour activity from those with low odour activity based on sensory threshold. In fact, it is often the same compounds, but in different concentrations, that give ¯avour to a wide variety of dairy products. Examples of commonly occurring compounds that
110
ANALYSIS/Sensory Evaluation
are important in dairy ¯avours are the fatty acids, butyric and isovaleric acids (which have `rancid' and `sweaty' character), the fatty acid esters, ethyl butanoate and ethyl hexanoate (which have `fruity' character), the methyl ketones, 2-heptanone, 2-undecanone and 2-nonanone (which have `spicy' and `green' character), the compounds, 1-octen-3-ol and 1-octen-3-one (which have `mushroom' character), and the sulphur-containing compounds, methional and dimethyl sulphide (which smell like `boiled potato' and `boiled cabbage', respectively). `Preference mapping' is a generic term given to a collection of techniques that have emerged in recent years to quantify, analyse and interpret consumer preferences for products. A premise can be made that the preferences of a suf®ciently large group of consumers will discriminate between comparable products on the basis of their intrinsic sensory differences, and that the degree and direction of discrimination will re¯ect the size and type of sensory differences that can be found. Therefore, by simply quantifying and analysing preference or acceptance for the range, a preference map re¯ecting sensory differences can be drawn. The preferences of individual consumers can be represented as a maploading, and areas of minimum and maximum preference can be identi®ed. In addition, segmentation techniques, when used in tandem, can illustrate opportunities for a selection of optimized products within the same range (or sensory space). Descriptive sensory evaluation is used most often to facilitate interpretation of the preference map. These techniques provide a powerful research tool for market analysis and new product development. The preference map can be enhanced by seeking technical extensions or by relationships between preferences, sensory characteristics and physical and chemical properties of products. It can also be enhanced by seeking behavioural extensions, or by determining characteristics of the consumers and how they have developed their preferences and make their choice decisions.
Conclusions The objective of sensory evaluation methods is to measure the human response to product characteristics that can be perceived by the senses. However, sensory evaluation encompasses a collection of techniques that achieve different results for different applications. In the dairy industry, there is a strong tradition of quality-judging that has provided a body of knowledge on sensory defects and their causes. These methods are valuable for quality control but are not useful for research applications
and for product innovation to meet consumer acceptance. Sensory discrimination methods, descriptive evaluation and consumer-acceptance tests have been developed which can meet these objectives and these are now being applied increasingly in the dairy industry. The true value of sensory evaluation is realized when sensory data are used as the means of translating consumer preferences into a product composition speci®cation that enables consistent quality product production and innovative new product development. See also: Analysis: Sampling. Butter: Properties and Analysis. Cheese: Cheese Flavour; Cheese Rheology. Flavours and Off-Flavours in Dairy Foods. Organic Dairy Production.
Further Reading Bodyfelt FW, Tobias J and Trout GM (1988) The Sensory Evaluation of Dairy Products. New York: Van Nostrand/AVI Publishing. Delahunty CM and Piggott JR (1995) Current methods to evaluate contribution and interactions of components to ¯avour of solid foods using hard cheese as an example. International Journal of Food Science and Technology 30: 555±570. IDF (1997) Sensory Evaluation of Dairy Products by Scoring. International Dairy Federation Standard no. 99C. Brussels: IDF. ISO (1983) Sensory Analysis, Methodology, Triangular Test. ISO Standard no. 4120. Paris: International Organization for Standardization. ISO (1983) Sensory Analysis, Methodology, Paired Comparison Test. ISO Standard no. 5495. Paris: International Organization for Standardization. ISO (1988) Sensory Analysis, Methodology, Ranking. ISO Standard no. 8587. Paris: International Organization for Standardization. ISO (1991) Sensory Analysis, Methodology, Duo±Trio Test. ISO Standard no. 10399. Paris: International Organization for Standardization. Issanchou S, Schlich P and Lesschaeve I (1997) Sensory analysis: methodological aspects relevant to the study of cheese. Lait 77: 5±12. Lawless HT and Heymann H (1998) Sensory Evaluation of Food: Principles and Practice. London: Chapman & Hall. Murray JM, Delahunty CM and Baxter I (2001) Descriptive sensory analysis: a review. Food Research International 34: 461±471. Pagliarini E, Lembo P and Bertuccioli M (1991) Recent advances in the sensory analysis of cheese. Italian Journal of Food Science 2: 85±99. Piggott JR, Simpson SJ and Williams SAR (1998) Sensory analysis. International Journal of Food Science and Technology 33: 7±18.
ARTHROBACTER
Anhydrous Milk Fat
SPP.
111
see Milk Fat Products: Anhydrous Milk Fat ± Butteroil, Ghee.
Animal Health, International Control and Agreements
see Of®ce International des
Epizooties: Mission and Organization; Animal Health Code.
Animal Husbandry
see Buffalo Husbandry: Asia; Mediterranean Region. Dairy Farm Management
Systems: Seasonal, Pasture-Based ± Dairy Cow Breeds; Non-Seasonal, Pasture-Optimized ± Dairy Cow Breeds in the United States; Non-Seasonal, Pasture-Based Milk Production Systems in Western Europe; Dry Lot ± Dairy Cow Breeds; Goats; Sheep. Goat Husbandry: Feeding Management; Milking Management; Reproductive Management; Multipurpose Management. Sheep Husbandry: Feeding Management; Milking Management; Health Management; Reproductive Management; Multipurpose Management.
Animal Welfare
see Of®ce International des Epizooties: Animal Health Code. Welfare of Animals,
Political and Management Issues.
Antimicrobial Agents in Milk, Indigenous
see Enzymes Indigenous to Milk: Lactoperoxidase;
Other Enzymes. Milk Proteins: Lactoferrin; Immunoglobulins.
Antioxidants
see Food Additives: Safety; Adverse Reactions to Additives.
ARTHROBACTER
SPP.
G Comi, University of Udine, Udine, Italy C Cantoni, University of Milan, Milano, Italy L Cocolin, University of Udine, Udine, Italy Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The genus Arthrobacter belongs to the ecologically and industrially important coryneform group, which includes microorganisms that live in soil, sea, glacier silts, sewage, water sludge, ®sh and various animal species. Arthrobacters are widespread in nature and readily contaminate raw food, milk and milk products, and meat and meat products. In food, arthrobacters may be recognized as indicators of sanitation or hygiene quality, or as contaminants of no particular importance. However, they may also grow and produce spoilage or ripening of food products.
Some Arthrobacter strains have been isolated from human sources and are consequently considered opportunistic pathogenic microorganisms. The taxonomy of the genus Arthrobacter has been rede®ned many times. Great dif®culty has been encountered in identifying and classifying Arthrobacter and related coryneforms. Strains of Arthrobacter can be readily recognized in different environmental samples by their morphological properties, although they cannot easily be distinguished from closely related coryneform genera.
Taxonomy The genus Arthrobacter is closely related to Brevibacterium, Caseobacter, Cellulomonas, Corynebacterium, Curtobacterium and Microbacterium. Phylogenetically, it is a member of the Actinomycetes. It is Gram-positive. Only minor differences
112
ARTHROBACTER
SPP.
enable the genus to be distinguished from other coryneform bacteria. Several tests must be employed simultaneously to classify and identify Arthrobacter spp. and avoid confusion with closely related genera. Molecular and chemotaxonomic techniques are important for the characterization of coryneforms and Arthrobacter spp. because traditional methods, based only on morphological and physiological features, are insuf®cient to describe their diversity. In recent years, many methods have been developed to classify and identify arthrobacters. Traditional approaches are still used, but must be applied in conjunction with chemotaxonomic and molecular techniques, as the modern taxonomy of bacteria requires a multiphase classi®cation strategy. The following approaches are the most recent and widely used in arthrobacter taxonomy: 1. Deoxyribonucleic acid (DNA) base composition and DNA±DNA homologies. 2. Analysis of particular cell constituents such as peptidoglycans, fatty acids and phospholipids. Numerous studies of the cellular fatty acid composition of coryneform bacteria have been used for their classi®cation. In many cases, types of fatty acids can give a more precise characterization. Recently, the identi®cation of cellular fatty acids has enabled the classi®cation into four groups of coryneform bacteria belonging to the genera Arthrobacter, Brevibacterium, Caseobacter, Cellulomonas, Corynebacterium and Curtobacterium. 3. Isoprenoid quinone analysis. This is another new method, but its application has given rise to numerous problems in distinguishing species and genera. 4. PCR analysis. This is a new method of identifying and classifying Arthrobacter based on the analysis of 16S rRNA by polymerase chain reaction (PCR) and various electrophoretic techniques such as temperature-gradient gel electrophoresis (TGGE) or denaturing-gradient gel electrophoresis (DGGE). Comparative TGGE is considered more useful in taxonomic studies of coryneform soil bacteria because a high number of strains from the principal species of the genera Aeromicrobium, Agromyces, Arthrobacter, Aureobacterium, Cellulomonas, Curtobacterium, Nocardioides and Terrabacter can be tested and characterized. In addition, the results obtained by comparative TGGE can be con®rmed by whole-cell fatty acid methyl ester analysis. Finally, PCR ampli®cation of 16S rRNA, followed by sequencing, can identify new species of Arthrobacter. The multiphase approach has led to the discovery of new species such as Arthrobacter rhombi sp. nov.
(see Figure 1 for its location within the genus Arthrobacter), isolated from the Greenland halibut (Reinhardtius hippoglossoides), in addition to Arthrobacter albus sp. nov. and Arthrobacter luteolus sp. nov., both isolated from human clinical specimens. It is only by the simultaneous employment of several methods (biochemical characteristics, DNA GC content, wall murein composition and structure, 16S rRNA gene sequence) that old and new species of Arthrobacter can be identi®ed and classi®ed with certainty, and distinguished from closely related genera (see Analysis: DNA-Based Assays).
Morphological and Physiological Characteristics The genus Arthrobacter includes a group of microorganisms with a rod±coccus growth cycle (Figure 2). Initially, the microorganisms grow as rods in a simple medium during the log phase, subsequently becoming shorter in the stationary phase and taking on the appearance of large cocci. In aged cultures, cells may have entirely coccoid conformations, but mixed rod± coccus types are often seen. When aged cells are transferred into fresh broths, they become irregular rods, sometimes branched and arranged in V-shaped formations. Cell size is variable and the diameter can be anywhere between 0.6 and 1.2 mm. This life cycle is observed in nonselective media, especially if seeded with food. Many studies have demonstrated that the life cycle is completed within 24 h when the cells are isolated from mixed broth food and grown at 25 � C. Both rod and coccus forms are Gram-positive, but on ageing, they may be rapidly decolourized and appear Gram-negative. The cell wall mureins contain L-lysine as the main dibasic amino acid. All Arthrobacter strains are non-acid-fast and non-sporeforming. The rods are nonmotile or occasionally motile. They are catalase-positive and oxidase-negative, but a few soil and sea strains have been recognized as oxidase-positive. A large number of Arthrobacter are mesophilic, with an optimum temperature of 20±30 � C. However, some strains are psychrophilic or psychrotrophic and may grow at 4±6 � C, or even at close to 0 � C, in some cases. Facultatively psychrophilic strains, usually isolated from soil or sea, are characterized by an optimum temperature of 20 � C. Mesophilic strains can be adapted to grow at 6 � C. Finally, a few strains can grow at 37 � C. Temperature seems to have a signi®cant in¯uence on the life cycle. At 25 � C, rod± coccus transformation takes place faster than at 15 � C. In contrast, pigment production appears to be unaffected by temperature. Orange, yellow and pale
ARTHROBACTER
SPP.
113
Arthrobacter uratoxydans DSM 20647T (×83410) Arthrobacter nicotianae DSM 20123T (×80739) Arthrobacter protophormiae DSM 20168T (×80745) T 100 Arthrobacter rhombi sp.nov. CCUG 38813 (Y15884) 93 Arthrobacter rhombi sp.nov. CCUG 38812 (Y15885) Arthrobacter sulfureus DSM 20167T (×83409) 100 Arthrobacter ramosus DSM 20546T (×80742) 99 Arthrobacter pascens DSM 20545T (×80740) Arthrobacter globiformis DSM 20124T (×80736) Arthrobacter woluwensis CUL 1808T (×93353) 100 Arthrobacter nicotinovorans DSM 420T (×80743) Arthrobacter histidinolovorans DSM 20115T (×83406) 98 Arthrobacter ureafaciens DSM 20126T (×80744) Arthrobacter ilicis DSM 20138T (×83407) 95 100 Arthrobacter aurescens DSM 20116T (×83405) 100 Arthrobacter polychromogenes DSM 20136T (×80741) Arthrobacter oxydans DSM 20119T (×83408) Arthrobacter citreus DSM 20133T (×80737) Arthrobacter agilis DSM 20550T (×80748) Arthrobacter crystallopoietes DSM 20117T (×80738) Renibacterium salmoninarum ATCC 33209T (×51601) 100 Micrococcus lylae DSM 20315T (×80750) Micrococcus luteus strain unknown (M38242) Arthrobacter atrocyaneus DSM 20127T (×80746) 90 Arthrobacter cumminsii DMMZ 445T (×93354) 90
100
Figure 1 Unrooted tree showing the phylogenetic relationship of Arthrobacter rhombi sp. nov. within the genus Arthrobacter. The tree constructed using the neighbour-joining method was based on a comparison of approx. 1320 nucleotides. Bootstrap values, expressed as a percentage of 200 replications, are given at branching points. Bar, 1% sequence divergence. With the exception of Ab. rhombi CCGU 38812, all other strains are type strains; accession numbers are given in parentheses. (Reproduced with permission from Osorio et al., 1999.)
red pigment can occur in Arthrobacter. Pigment development seems to depend on various factors such as the strains involved, exposure to light or dark, the growth medium and the presence or absence of salt in the medium. Nevertheless, many Arthrobacter strains are not pigmented. The cells are rapidly killed by heating at 63 � C for 30 min in skimmed milk or in some other nonselective broths. All Arthrobacter strains are chemoorganotrophic and strictly aerobic. Metabolism of carbohydrates and other carbon sources is exclusively respiratory and never fermentative. The most widespread strains of Arthrobacter, especially those from soil, can utilize glucose, saccharose, glycerol, acetate and citrate. Numerous studies have demonstrated that Arthrobacter strains may utilize more than 90 different carbon sources. They do not seem to have any particular nutritional requirements, and only a few species require biotin, B vitamins, amino acids and a siderophore. Many arthrobacters are able to utilize as nitrogen sources either ammonium nitrogen salts or a mix of ammonium nitrogen salts and a single amino acid. In general, it seems that only strains isolated from cheese, sea ®sh or food require organic nitrogen. Arthrobacter strains are not inhibited by 3±5% NaCl at pH > 6. In contrast, growth slows
down at pH < 6. Acidic substrates inhibit growth, since pH is a selective factor. The salt tolerance of Arthrobacter strains enables them to grow in salty food such as cheeses and meat products, a parameter that may be used as a selective factor in isolation media. Because of their great nutritional versatility, arthrobacters are frequently isolated from substrates with common and unusual organic compounds and have become important in the bioremediation and environmental protection ®elds. It is known that some arthrobacters are able to dehalogenate 4chloro, 4-¯uoro and 4-bromobenzoate, and to desulphurize heterocyclic organosulphur compounds. These properties mean they can be utilized as starters for the microbial degradation of halogenated aromatic compounds (haloaromatics) or other carbon sources present in the environment. Arthrobacter strains may also hydrolyse gelatin, casein and lipids, but not starch. In particular, hydrolytic activities are marked in strains isolated from soil and from cheeses, where arthrobacters are the major component of smear micro¯ora. Extracellular esterases, proteases and proline iminopeptidases from Arthrobacter nicotianae strains isolated from smear cheeses have been puri®ed and characterized. The
114
ARTHROBACTER
1
0
3
12
SPP.
2
4
6
24
thought to be arthrobacters, have now been identi®ed as Brevibacterium or coryneforms, and vice versa. Almost all species have been isolated from soil, sea, vegetation, pure or sewage water, water sludge, glacier silts and other natural environments where they play an active part in the degradation of various carbon sources. Arthrobacter cumminsii, Ab. woluwensis, Ab. creatinolyticus, Ab. luteolus nov. sp. and Ab. albus nov. sp. are considered to be opportunistic pathogenic microorganisms, because they have been isolated only from human clinical specimens such as skin, urine and blood culture. Their role in diseases is not proven and their pathological signi®cance has not yet been assessed. Finally, some Arthrobacter strains such as Ab. aurescens, Ab. globiformis, Ab. variabilis, Ab. citreus, Ab. uratoxydans, Ab. protophormiae and Ab. nicotianae are also found in food, especially cheeses.
Arthrobacter in Milk and Dairy Products 5
96
Figure 2 Growth cycles of Arthrobacter globiformis AC 166 starting from coccoid stage, on a rich medium at 25 � C. (Reproduced from Crombach (1974) with kind permission from Kluwer Academic Publishers.)
properties of these enzymes demonstrate that arthrobacters may play an important role in casein hydrolysis of smear-ripened cheese. The characteristics of a chitinase enzyme of arthrobacters have also been studied. The aim was to propose an industrial application in the degradation of chitin, an insoluble linear B-1,4-linked polymer of N-acetylglucosamine (GlcNAc), which is one of the most commonly found polysaccharides in nature.
Arthrobacter Species Arthrobacter agilis, Ab. albus, Ab. atrocyaneus, Ab. aurescens, Ab. citreus, Ab. creatinolyticus, Ab. crystallopoietes, Ab. cumminsii, Ab. globiformis, Ab. histidinolovorans, Ab. ilicis, Ab. luteolus, Ab. nicotianae, Ab. nicotinovorans, Ab. oxydans, Ab. pascens, Ab. polychromogenes, Ab. protophormiae, Ab. ramosus, Ab. rhombi, Ab. sulfureus, Ab. ureafaciens and Ab. woluwensis are all included in the genus. The number of species identi®ed as belonging to Arthrobacter may go up or down in the future. The taxonomy of the genus Arthrobacter and related genera has been rede®ned many times. It is well known that some strains isolated from cheese, and originally
Arthrobacters contaminate meat and meat products, fruit, vegetables, milk and dairy products. Since they are obligate aerobes, arthrobacters grow mainly on the surface of food and may produce spoilage, ripening, and coloured smear or slime. Growth occurs when the storage temperature is between 4 and 30 � C, the pH is over 5.5 and the redox potential is positive. The organic nature of food does not constitute a limiting factor for these bacteria, which display great nutritional versatility. Antagonistic ¯ora, such as lactic acid bacteria, Enterobacteria, Pseudomonas, Micrococcaceae, etc., may represent a potential limit on growth. The competition from other microorganisms and the change in pH brought about by the production of lactic acid or other organic acids can inhibit or reduce the growth of arthrobacters. In addition, arthrobacters are rarely present in high concentration in food and never constitute the predominant ¯ora. Where they can rapidly develop on the food surfaces, arthrobacters produce coloured smears, but they are always present in co-culture with coryneforms, micrococci, staphylococci and yeasts. Arthrobacters are always present in co-cultures with strains of lactic acid bacteria, coryneforms, Micrococcaceae, Pseudomonas spp., Brochotrix termosphacta, Microbacterium, Moraxella, Acinetobacter and other psychrotrophic bacteria. Arthrobacters may occasionally be isolated on the surfaces of refrigerated fruits, vegetables, meats, and meat products such as sausages, cooked hams and air-dried hams. The signi®cance of their presence in these foods has not yet been clearly de®ned and, in some cases, more detailed investigations are
ARTHROBACTER
required. However, they constitute an insigni®cant contamination as their growth depends on antagonistic micro¯ora and the presence of oxygen. Arthrobacters are more frequently isolated from milk and cheese. Various studies have demonstrated that soil or environment-derived arthrobacters readily contaminate raw milk, where they may survive even if heated at 72 � C for 15 s. In milk, Corynebacterium and Arthrobacter strains are recognized as indicators of sanitation or hygiene quality. High numbers of both groups in pasteurized milk are never associated with spoilage, but indicate bad sanitation. In fact, Arthrobacter strains are usually considered to be contaminants of no particular signi®cance. In cheese, they are responsible for either spoilage or ripening. Arthrobacter aurescens, co-growing with Zymomonas mobilis, produces an abnormal yellow discoloration in yoghurts and red-orange streaks on the surface of sliced Gorgonzola cheese. Other species, together with strains of Brevibacterium, Rhodococcus, Micrococcus, Staphylococcus and Corynebacterium and some yeasts such as Debaryomyces hansenii, Galactomyces geotrichum, Kluyveromyces marxianus and Pichia membranaefaciens, play an important role in determining the characteristics and ¯avour of smear surface-ripened cheeses. Brie de Meaux, EÂpoisses, Germain, Pont l'EÂveÃque, Reblochon, Saint-Nectaire, Tomme de Savoie, Fourme d'Ambert, Pur Brebis, Morbier, Cantal, ComteÂ, fromage fermier, fromage montagne, Domiati, Ras, Edam, Gouda, GruyeÁre, Taleggio, Quartirolo, Limburger, Romadour, WeinkaÈse, Harzer, MuÈnster, Saint-Paulin, Appenzeller, Trappist and Tilsiter are the best-known and most popular smear surfaceripened cheeses. The ripening begins with the growth of yeasts, which metabolize lactic acid previously produced by lactic acid bacteria, causing an increase in pH to 7.0±7.4 on the surface of the cheese. The alteration of the pH and the presence of growth factors from yeast autolysis stimulate the growth of a mixed population comprising Arthrobacter globiformis, Ab. variabilis, Ab. citreus, Brevibacterium linens and Brev. ammoniagenes. This remarkable micro¯ora co-grows mainly on the surface of the cheese, since it is strictly aerobic, producing coloured smears and the low-molecular-weight compounds that are responsible for the product's typical aroma. The co-growth occurs within the ®rst 2 weeks of ripening and then stops. Thereafter, the aromatic compounds diffuse from the surface into the interior of the cheese, a process that is necessary for the development of the product's characteristic ¯avour and taste. In particular, Arthrobacter and Brevibacterium strains produce casein and lactate breakdown, changes in pH, the production of ammonia,
SPP.
115
methanethiol and dimethyl disulphide, and other volatile sulphur compounds and low molecular weight nitrogen compounds. The microorganisms produce orange and red-brown pigments, owing to their enzymatic action on casein and amino acids. Some Arthrobacter strains and related genera may also produce antilisterial compounds, an activity which has been demonstrated on solid media. The presence and growth of undesirable microorganisms such as Listeria monocytogenes on the surface of smear cheeses is a severe problem for the dairy industry. Various studies are under way to select species capable of inhibiting pathogenic microorganisms on cheese surfaces. No starter culture with both antilisterial activity and desirable ripening characteristics has been produced as yet. In view of the high consumer demand for innovative, well-aged, territory-speci®c tastes, there is likely to be an increasingly widespread use of ¯avourenhancing bacteria and yeast strains with proteolytic activity. Arthrobacters are increasingly used in cocultures, as well as starters, for cheese production. Starters including Staphylococcus and Arthrobacter strains, Brev. linens and Deb. hansenii have been shown to improve the quality of experimental Tilsit cheeses. The results showed that the starters rapidly became predominant on the cheese surfaces and were able to reproduce the characteristic taste, ¯avour, and colour of red smear cheeses (see Brevibacterium linens and Other Smear Organisms. Cheese: Secondary Cultures; Smear-Ripened Cheeses).
Conclusions The Arthrobacter genus is extensive and includes a large number of species that are widely distributed in nature. Because of their nutritional versatility, arthrobacters are commonly isolated from soil, sewage, food, and various other environmental samples by the use of nonselective and simple media such as Plate Count Agar. Selective media and broths are also used to isolate arthrobacters. Strains with a rod±coccus growth cycle, which are strictly aerobic, and have lysine in the cell wall mureins, may be presumptively identi®ed as arthrobacters. The genus has great importance in environmental and industrial applications, different strains often being used in bioremediation and in the degradation of heterocyclic organosulphur compounds, haloaromatics, and other carbon sources in the environment. Arthrobacters also contaminate food, where they may have no signi®cant role or produce spoilage. Some Arthrobacter strains make an important contribution to the production of the typical taste, ¯avour, and colour of smear cheeses.
116
ASPERGILLUS FLAVUS
See also: Analysis: DNA-Based Assays. Brevibacterium linens and Other Smear Organisms. Cheese: Secondary Cultures; Smear-Ripened Cheeses. Microorganisms Associated with Milk.
Further Reading Bockelmann W, Hoppe-Seyler T, Krusch U, Hoffmann W and Heller KJ (1997) The micro¯ora of Tilsit cheese. 2. Development of a surface smear starter culture. Nahrung 41(4): 213±218. Cantoni C, Vallone L, Modolo A and D'Aubert S (1996) Colorazioni anomale di prodotti lattiero-caseari. Industrie Alimentari 35(347): 382±385. Carnio MC, Eppert I and Scherer S (1999) Analysis of the bacterial surface ripening ¯ora of German and French smeared cheeses with respect to their anti-listerial potential. International Journal of Food Microbiology 47(1/2): 89±97. Crombach WHJ (1974) Morphology and physiology of coryneform bacteria. Antonie van Leeuwenhoek 40: 361±376. Eliskases-Lechner F and Ginzinger W (1995) The bacterial ¯ora of surface-ripened cheeses with special regard to coryneforms. Lait 75: 571±594. Felske A, Vancanneyt M, Kersters K and Akkermans ADL (1999) Application of temperature-gradient gel electrophoresis in taxonomy of coryneform bacteria. International Journal of Systematic Bacteriology 49(1): 113±121. Obermayr H and Ginzinger W (1997) Metabolic activity of red smear bacteria. Deutsche-Milchwirtschaft 48(11): 396±398.
Arti®cial Insemination
Okazaki K, Kawabata T, Nakano M and Hayakawa S (1999) Puri®cation and properties of chitinase from Arthrobacter spp. NHB-10. Bioscience Biotechnology Biochemica 63(9): 1644±1646. Osorio CR, Barja JL, Hutson RA and Collins MD (1999) Arthrobacter rhombi sp. nov., isolated from Greenland halibut (Reinhardtius hippoglossoides). International Journal of Systematic Bacteriology 49(3): 1217±1220. Reineke W (1988) Microbial degradation of haloaromatics. Annales Revue Microbiology 42: 263±287. Smacchi E, Gobbetti M, Rossi J and Fox PF (2000) Puri®cation and characterization of an extracellular esterase from Arthrobacter nicotianae 9458. Lait 80: 255±265. Suzuki KI and Komagata K (1983) Taxonomic signi®cance of cellular fatty acid composition in some coryneform bacteria. International Journal of Systematic Bacteriology 33(2): 188±200. Valdes-Stauber N, Scherer S and Seiler H (1996) Identi®cation of yeasts and coryneform bacteria from the surface micro¯ora of brick cheeses. International Journal of Food Microbiology 34(2): 115±119. Washam CJ, Olson HC and Vedamuthu ER (1977) Heatresistant psychrotrophic bacteria isolated from pasteurized milk. Journal of Food Protection 40(2): 101±108. Wauters G, Charlier J, Janssens M and DelmeÂe M (2000) Identi®cation of Arthrobacter oxydans, Arthrobacter luteolus sp. nov., and Arthrobacter albus sp. nov., isolated from human clinical specimens. Journal of Clinical Microbiology 38(6): 2412±2415.
see Bull Management: Arti®cial Insemination Centres. Gamete and Embryo
Technology: Arti®cial Insemination. Mating Management: Arti®cial Insemination, Utilization.
Ascorbic Acid (Vitamin C)
see Vitamins: Vitamin C, Nutritional Signi®cance.
ASPERGILLUS FLAVUS
A D W Dobson, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Aspergillus ¯avus is a member of the Aspergillus genus which contains more than 100 recognized
116
ASPERGILLUS FLAVUS
See also: Analysis: DNA-Based Assays. Brevibacterium linens and Other Smear Organisms. Cheese: Secondary Cultures; Smear-Ripened Cheeses. Microorganisms Associated with Milk.
Further Reading Bockelmann W, Hoppe-Seyler T, Krusch U, Hoffmann W and Heller KJ (1997) The micro¯ora of Tilsit cheese. 2. Development of a surface smear starter culture. Nahrung 41(4): 213±218. Cantoni C, Vallone L, Modolo A and D'Aubert S (1996) Colorazioni anomale di prodotti lattiero-caseari. Industrie Alimentari 35(347): 382±385. Carnio MC, Eppert I and Scherer S (1999) Analysis of the bacterial surface ripening ¯ora of German and French smeared cheeses with respect to their anti-listerial potential. International Journal of Food Microbiology 47(1/2): 89±97. Crombach WHJ (1974) Morphology and physiology of coryneform bacteria. Antonie van Leeuwenhoek 40: 361±376. Eliskases-Lechner F and Ginzinger W (1995) The bacterial ¯ora of surface-ripened cheeses with special regard to coryneforms. Lait 75: 571±594. Felske A, Vancanneyt M, Kersters K and Akkermans ADL (1999) Application of temperature-gradient gel electrophoresis in taxonomy of coryneform bacteria. International Journal of Systematic Bacteriology 49(1): 113±121. Obermayr H and Ginzinger W (1997) Metabolic activity of red smear bacteria. Deutsche-Milchwirtschaft 48(11): 396±398.
Arti®cial Insemination
Okazaki K, Kawabata T, Nakano M and Hayakawa S (1999) Puri®cation and properties of chitinase from Arthrobacter spp. NHB-10. Bioscience Biotechnology Biochemica 63(9): 1644±1646. Osorio CR, Barja JL, Hutson RA and Collins MD (1999) Arthrobacter rhombi sp. nov., isolated from Greenland halibut (Reinhardtius hippoglossoides). International Journal of Systematic Bacteriology 49(3): 1217±1220. Reineke W (1988) Microbial degradation of haloaromatics. Annales Revue Microbiology 42: 263±287. Smacchi E, Gobbetti M, Rossi J and Fox PF (2000) Puri®cation and characterization of an extracellular esterase from Arthrobacter nicotianae 9458. Lait 80: 255±265. Suzuki KI and Komagata K (1983) Taxonomic signi®cance of cellular fatty acid composition in some coryneform bacteria. International Journal of Systematic Bacteriology 33(2): 188±200. Valdes-Stauber N, Scherer S and Seiler H (1996) Identi®cation of yeasts and coryneform bacteria from the surface micro¯ora of brick cheeses. International Journal of Food Microbiology 34(2): 115±119. Washam CJ, Olson HC and Vedamuthu ER (1977) Heatresistant psychrotrophic bacteria isolated from pasteurized milk. Journal of Food Protection 40(2): 101±108. Wauters G, Charlier J, Janssens M and DelmeÂe M (2000) Identi®cation of Arthrobacter oxydans, Arthrobacter luteolus sp. nov., and Arthrobacter albus sp. nov., isolated from human clinical specimens. Journal of Clinical Microbiology 38(6): 2412±2415.
see Bull Management: Arti®cial Insemination Centres. Gamete and Embryo
Technology: Arti®cial Insemination. Mating Management: Arti®cial Insemination, Utilization.
Ascorbic Acid (Vitamin C)
see Vitamins: Vitamin C, Nutritional Signi®cance.
ASPERGILLUS FLAVUS
A D W Dobson, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Aspergillus ¯avus is a member of the Aspergillus genus which contains more than 100 recognized
ASPERGILLUS FLAVUS 117
species, most of which grow well on common synthetic or semi-synthetic media and around 50 of which have been shown to produce toxic metabolites (see Mycotoxins: Classi®cation, Occurrence and Determination). Aspergillus ¯avus is a long-established and well-de®ned species dating from 1806 and can be classi®ed in Aspergillus sect. Flavi. It is closely related to A. parasiticus and to A. oryzae and A. sojae, the latter two species being particularly important in the manufacture of fermented foods in Asia. The taxonomy of Aspergillus has suffered for many decades by the incorrect application of the rules of the International Code of Botanical Nomenclature (ICBM) leading in many cases to the inaccurate identi®cation of many species as A. ¯avus, where in fact they were A. parasiticus or A. nomius species. Aspergillus ¯avus and A. parasiticus species while very similar can be differentiated on mycotoxin production pro®les with A. ¯avus isolates usually producing B a¯atoxins, with fewer than 50% of isolates being toxigenic; while A. parasiticus isolates produce G as well as B a¯atoxins and are all invariably toxigenic (see Mycotoxins: A¯atoxins and Related Compounds). Aspergillus nomius morphologically resembles A. ¯avus, but differs by producing smaller more elongated sclerotia than those of A. ¯avus which are more globose, and by the production of B and G mycotoxins, and in the production of a unique metabolite nominine, which exhibits activity against Helicoverpa zea (corn earworm) larvae in dietary assays at 100 mg gÿ1.
Few other colonies produce this coloration on AFPA medium. However, prolonged incubation on AFPA, beyond 4 days, is not recommended, because A. ochraceus and other closely related species may also produce yellow reverse colour after this time. This aside, AFPA is recommended for the detection and enumeration of A. ¯avus strains, in nuts, corn, spices and other commodities. Aspergillus ¯avus produces conidial heads which are typically radiate and very variable in both shape and size, usually possessing relatively thin, ®nely roughened or, rarely, smooth walls. Conidiophores are borne from either subsurface or surface hyphae (Figure 1). Stipes (hyphae supporting the fruiting structure, forming the conidiophore) can be 400 mm to 1 mm or more in length. The vesicles are spherical to subspheroidal in shape and are usually 20±45 mm in diameter, but can be up to 50 mm in diameter. They usually bear both metulae and phialides, but occasionally in some isolates a proportion or even a majority bear phialides alone. Various isolates of A. ¯avus appear to have a requirement for 0.2 ng gÿ1 molybdenum for growth and conidial formation. Molybdenum de®ciency appears to depress growth, conidial formation, dry
Morphology Aspergillus ¯avus can be readily distinguished from other Aspergillus species, by lack of growth at 5 � C and by rapid growth at both 25 and 37 � C and by the production of a bright yellow±green conidial colour, when cultured on malt extract agar (MEA) or Czapek yeast extract agar (CYA). Colony growth on CYA can vary, from rapid growth reaching around 60± 70 mm in diameter to more slow growth of 30± 40 mm in diameter at room temperature (24±26 � C) in 10 days. Colonies usually consist of a thin closetextured basal mycelium. Most strains produce abundant conidial structures directly from the mycelium. The sclerotia which are produced by many strains, particularly in fresh isolates, can dominate the colony appearance. They ®rstly appear as white mycelial tufts which are characteristically globose to subglobose, before gradually changing from white through dark reddish-brown to black in colour and appearing spherical, from 400±800 mm in diameter. Following 42±48 h growth on A. ¯avus and A. parasiticus agar (AFPA), colonies of A. ¯avus exhibit a brilliant orange±yellow reverse coloration.
Figure 1 Schematic depiction of Aspergillus ¯avus showing the stipe and the conidiophore and columella with the numerous relatively large conidia. Phialides arise directly from the entire surface of the vesicle in some heads and are produced on metulae in others.
118
ASPERGILLUS FLAVUS
weight, soluble protein and the speci®c activities of nitrate reductase, succinic dehydrogenase and aconitase in the fungus.
Ecology Members of the A. ¯avus group are distributed widely in nature and have been routinely isolated from soils, particularly in tropical and subtropical areas, and from forage and decaying vegetation. Some of them are pathogenic to insects, and much less commonly to higher animals including humans. They are commonly isolated from plant materials undergoing microbial decomposition, from grains and stored seeds and from a variety of different food products. They contribute to the decomposition processes at moisture levels above those tolerated by the A. candidus and A. glaucus groups. Aspergillus ¯avus can invade maize, peanuts and cottonseed in the ®eld; while in other types of agricultural crops it behaves as other storage fungi do, and does not invade seeds before harvest. Due to the potential a¯atoxin problems associated with A. ¯avus its presence has been sought in many different types of foodstuffs. This coupled to the relative ease of identi®cation, has led to A. ¯avus becoming the most widely reported foodborne fungus. It appears to be particularly prevalent in the tropics with many reports of its growth on oilseeds and nuts, in particular peanuts. In the United States and Europe, A. ¯avus has been reported to occur in a variety of other nuts besides peanuts from time to time. These include coconut, copra, hazelnuts, kola nuts, pecans, pistachios and walnuts. Aspergillus ¯avus is one of the dominant species found on stored products, particularly grains, as it is able to thrive in low-aw high-temperature environments. Cereals are also commonly spoiled by the fungus, with maize and maize-based products being particularly susceptible to spoilage. Contamination has also been reported in wheat, wheat ¯our and ¯our products including bread. Growth on wheat results in the production of methylfuran, 2-methylpropanol and 3-methylbutanol, and the presence of these compounds is often regarded as an indication of deterioration in grain due to fungal growth. In addition, growth on cotton ®bres for example results in the production of a bright greenish-yellow ¯uorescence, thought to be due to kojic acid which is produced by the fungus which is then converted to the ¯uorescent substance by plant tissue peroxidases. This ¯uorescence is also visible in maize and other grains in which the fungus has grown. Aspergillus ¯avus has also been found to contaminate pasta and bran, barley, paddy, milled and parboiled rice and rice bran, sorghum and pearl millet. Unlike in the case of crops high in oil, spoilage
in small-grain cereals is usually as a result of poor handling. Interestingly, A. ¯avus has been shown to produce anti-insectan metabolites. Following the initial observation that the sclerotia of A. ¯avus were avoided by the common detritivorous beetle Carpophilus hemipterus, an insect which feeds on the conidia and mycelium of the fungus, a number of secondary metabolites of the sclerotia were isolated and shown to have anti-insectan properties. The most potent of these metabolites is also nontoxic to vertebrates at 300 mg kgÿ1. Some of these compounds have also been shown to be active against Helicoverpa zea. Whether these metabolites are produced as a type of `defence mechanism' by the fungus is open to debate. Aspergillus ¯avus has also been reported to be present in many different kinds of spices together with green coffee beans and herbal drugs. Other reported sources of the fungus include chickpeas, pigeon peas, soya beans, olives and rapeseed, and other seeds such as mustard seeds, sesame seeds, amaranth seeds, sun¯ower seeds and betel seeds. Aspergillus ¯avus has been reported to be present in a variety of food products including processed and smoked meats, bacon, milk and cheese, particularly in countries where refrigerated storage facilities are not always available (see Microorganisms Associated with Milk). Processed cheese is a very good growth substrate for A. ¯avus. It has also been isolated from smoked and dried ®sh, dry-cured hams and Italiantype salami. Finally, the fungus is also capable of spoiling fruit and vegetables such as citrus, peppers, pineapples and tomatoes; but spoilage of these particular types of materials is not usually of great economic importance. Interestingly, a green ¯uorescent protein reporter system has recently been developed which could facilitate the monitoring of food colonization by A. ¯avus.
Physiological Factors Affecting Growth of the Fungus Water Activity (aw)
Aspergillus ¯avus is xerophilic, being capable of growth down to around aw 0.78, with an optimum aw of 0.99. Reported data for growth at various aw values show some variation: from a low of 0.78 aw at 33 � C to 0.84 at 25 � C, with other reports of a minimum of 0.82 at 25 � C, 0.81 at 30 � C and 0.80 at 37 � C. Conidia of A. ¯avus can germinate at 0.75 aw and 29 � C, but do not grow, while at less than 0.75 aw conidia remain dormant but viable. Lag times before germination increase with decreasing aw, where at
ASPERGILLUS FLAVUS 119
high water activities ( > 0.98 aw), lag times vary from a few hours to several days, they can extend to several months at lower aw. The salinity and osmotic pressure of the growth medium affect the production of conidia. The vegetative growth of A. ¯avus increases with an increase in the NaCl content up to 9% NaCl, but at higher salt concentrations inhibitory effects are observed on the production of conidia. However, A. ¯avus growth and a¯atoxin production on processed cheese have been shown to be reduced through the addition of 6% NaCl. The lower limit of moisture for growth of A. ¯avus on cereal grains such as maize, wheat, sorghum and rice is 18.0±18.5%, for soya beans it is 17±17.5% and for peanuts, sun¯ower seeds and copra it is 11.0±12.0%. Survival of conidia of A. ¯avus in a variety of dried foods (aw 0.32±0.78) at 21 � C is reduced at high aw and low pH. The effect of aw on colony growth rate for each species has been employed to quantify the `relatedness' of four species belonging to Aspergillus sect. Flavi (A. ¯avus, A. oryzae, A. parasiticus and A. nomius). A linear model was subsequently proposed where A. oryzae and A. parasiticus are very close to each other, placed between A. nomius and A. ¯avus and closer to the latter species. Temperature
Aspergillus ¯avus grows at temperatures as low as 10±12 � C and as high as 50±55 � C, with optimal growth occurring at temperatures near 33 � C. At optimal growth temperatures speci®c growth rates can reach 500 mm hÿ1 (or approximately 25 mm per day). While most storage fungi have a minimum temperature for growth of 0±5 � C, an optimum of 25±30 � C and a maximum of 40±45 � C, A. ¯avus has been reported to grow on cheddar cheese at 15 � C, 18 � C or 25 � C and to produce a¯atoxin on the cheese at 25 � C (see Mycotoxins: A¯atoxins and Related Compounds). Aspergillus ¯avus can grow vigorously at 50±55 � C and can raise the temperature of the materials in which it is growing to that level, maintaining it there for some weeks. The fungus is not very heat resistant, with a D45 value of more than 160 h, a D50 of 16 h, a D52 of 40±45 min and a D60 of 1 min, at neutral pH and high aw, with z values from 3.3 to 4.1 � C being reported. Water activity provides a degree of protection. At 52 � C, the D-values for conidia increase from 44 to 54 min with increased levels of sucrose from 0% to 60% (aw 0.99 ÿ 0.89). In addition, high sucrose concentrations reduce the effect of preservatives on D-values. Thus, in general, preservatives act synergistically with heat at low aw values to reduce heat resistance in A. ¯avus. The combined and independent effects of sucrose, sodium
chloride, potassium sorbate and sodium benzoate on heat inactivation of conidia of A. ¯avus have shown that increasing concentrations of sucrose results in increased tolerance to heat by the fungus, while low concentrations (3% and 6%) of sodium chloride also protect A. ¯avus. Potassium sorbate and sodium benzoate acted synergistically with heat to inactivate the fungus. Heated conidia of A. ¯avus have increased sensitivity to preservatives and reduced water activity, whether achieved by the presence of sucrose or sodium chloride, thus demonstrating heat-induced injury. At the same concentration, potassium sorbate is more inhibitory than sodium benzoate to colony formation by A. ¯avus, and the presence of sucrose and sodium chloride enhances this inhibition. Conidia of A. ¯avus have been reported to be resistant to freezing in water at ÿ73 � C. It is believed that this survival may be partially due to a very low water content such that little or no ice formation occurs, which can affect the integrity of the spore. Aspergillus ¯avus is also extremely tolerant to freezing injury, remaining viable for over 20 years in liquid nitrogen vapour. pH
Several reports have singled out the importance of pH on mould growth and indicated that the pH effect may vary with mould type, acid and levels of other variables. Growth of A. ¯avus is largely unaffected by pH; it can grow over the entire pH range from 2.1 to 11.2, although growth rates are slower at pH < 3.5. Some reports have shown complete inhibition at pH < 3 and a 50% reduction of mycelium production at pH < 4. In six strains of A. ¯avus that were tested, a pH change from 6.0 to 4.0 reduced the mycelium production by 13%. Preservatives, even at low concentrations, reduce the heat resistance of A. ¯avus conidia markedly, particularly at low pH with sodium benzoate being more effective in this regard than potassium sorbate. It has been reported that 1500 mg gÿ1 vanillin (4-hydroxy-3-methoxybenzaldehyde) is inhibitory at pH 3.5 for A. ¯avus. In addition, it has been shown that on potato dextrose agar at an aw of 0.98 mould germination times and radial growth rates are affected by vanillin and pH, with increases in lag time being observed with increasing vanillin concentration and reduced pH. Studies on the growth of A. ¯avus under modi®ed atmosphere packaging (MAP) conditions where the combined effect of aw, pH, storage temperature, headspace oxygen and CO2 concentration on the growth of A. ¯avus on synthethic media using response surface methodology (RSM) were analysed,
120
ASPERGILLUS FLAVUS
indicated that A. ¯avus can grow in a CO2-enriched atmosphere if headspace oxygen is present and that aw, pH, storage temperature and initial concentration of headspace oxygen in the gas mix are all highly signi®cant factors (p < 0.01) in controlling the growth of A. ¯avus on synthetic media.
Preservatives A large number of both naturally occurring metabolites and chemical preservatives affect the growth of A. ¯avus. Naturally Occurring Preservatives
Lactococcus lactis subsp. lactis CHD-28.3 has been shown to exert antifungal activity against different A. ¯avus species. This antifungal activity is due to a proteinaceous compound, and given the generally regarded as safe (GRAS) nature of lactococcal species, this compound may prove useful in the preservation of different milk-based foods. The antifungal properties of extracts from plants and plant parts used as ¯avouring agents in foods and beverages has been well documented. Citrus oils when added to grapefruit juice or glucose±yeast extract medium at a concentration of 3000±3500 mg kg ÿ1, suppress growth of A. ¯avus, while orange oil added to either medium at concentrations up to 7000 mg kgÿ1 also results in reduced growth rates. Volatile compounds derived from maize have been found to affect growth and a¯atoxin production in A. ¯avus. Five different concentrations of aqueous extracts of the plants Lupinus albus, Ammi visnaga and Xanthium pungens (2, 4, 6, 8 and 10 mg mlÿ1) inhibited the mycelial growth of A. ¯avus in a chemically de®ned medium. The inhibitory effect has been shown to be proportional to the applied concentration. Extracts from seven Allium plants (garlic, bakeri garlic, Chinese leek, Chinese chive, scallion, onion bulb and shallot bulb) exhibit antifungal activity against A. ¯avus. With the exception of scallion, the inhibitory effect decreased with increasing incubation and heating temperature (p < 0.05). Acetic acid treatment of the extracts increases the inhibitory effect for all plants against the fungus (p < 0.05). Acetic acid, at pH 4, plus heat treatment of the extracts results in a greater inhibitory effect for all Allium plants against the three fungi than heat treatment alone (p < 0.05). Treatment of the extracts with NaCl, at concentrations of 0.2 and 0.4 mol lÿ1, does not affect the inhibitory effect of the plant extracts. Thus, a combination of acetic acid plus Allium plants appears to be an effective way to inhibit growth of the fungus.
A number of reports have cited the inhibitory effects of onion extracts on A. ¯avus growth. Thiopropanal-S-oxide, an ether extract of onion, has been demonstrated to inhibit the growth of A. ¯avus. The activity is apparently lost however by heating, freezedrying, dehydration, aeration, agitation and storage. Ethanol extracts of Welsh onion also appear to have an inhibitory effect on A. ¯avus growth. The mycelial growth of A. ¯avus cultured on yeast extract±sucrose broth is completely inhibited in the presence of ethanol extracts of the Welsh onions at a concentration of 10 mg mlÿ1 during 30 days of incubation at 25 � C. These extracts showed a more pronounced inhibitory effects against A. ¯avus than did the same added levels of the preservatives sorbate and propionate at pH values near 6.5. The survival of spores of A. ¯avus depends on both the extract concentration and the exposure time of the spores to the onion extracts. Other reports indicate that natural nontoxic materials including extracts of eugenol and garlic can inhibit the mycelial growth of A. ¯avus, with garlic extract being particularly effective (approximately 62% growth inhibition). Base-soluble proteins (BSP) and methanol-soluble polysaccharides (PS) from A. ¯avus susceptible (Huffman) genotypes of maize have also been shown to possess antifungal activity with microgram quantities of the protein and polysaccharides being suf®cient to retard fungal growth. Aqueous extracts from three Egyptian plants, namely Ammi visnaga (Umbelliferae), Lupinus albus (Leguminosae) and Xanthium pungens (Compositae), at varying concentrations ranging from 2 to 10 mg ml ÿ 1 have been shown to inhibit A. ¯avus growth in a dose-dependent manner. The radial growth of A. ¯avus in solid culture was inhibited when exposed to atmospheres containing various cotton-leaf-derived volatiles. While 3-methyl-1butanol and 3-methyl-2-butanol inhibited A. ¯avus growth by 20%, the most bioactive compounds were the C6±C9 alkenals which completely inhibited fungal growth. Propolis ethanolic extract (PEE) at 3 and 4 g lÿ1 and ultragriseofulvin (UG) at 0.75 and 1 g lÿ1 have been shown to reduce the percentage of conidia germination in A. ¯avus isolates, with PEE at 1±4 g lÿ1 decreasing the mycelial dry mass of A. ¯avus isolates by 11±80% and UG concentrations of 0.25±1 g lÿ1 reducing the growth of the isolates by 16±88%. At equal concentration, UG is about four times more effective than PEE. Essential plant oils and their components have been shown to be effective in protecting maize kernels from infection by A. ¯avus. Essential oils of Cinnamomum zeylanicum (cinnamon), Mentha piperita (peppermint), Ocimum basilicum (basil), Origanum vulgare (origanum), Teloxys ambrosioides (the ¯avouring herb epazote),
ASPERGILLUS FLAVUS 121
Syzygium aromaticum (clove) and Thymus vulgaris (thyme) are known to cause a total inhibition of A. ¯avus fungal development on maize kernels. In addition, the plant components thymol and Omethoxycinnamaldehyde have been shown to signi®cantly reduce maize grain contamination. The optimal dosage for protection of maize varies from 3% to 8%, with residual effects in some cases being detected up to 4 weeks after kernel treatment. An essential oil from Cymbopogon citratus has also been shown to exhibit fungitoxicity towards A. ¯avus, with an MIC of 1000 mg lÿ1. The fungitoxic potency of the oil remains unaltered for 7 months of storage upon introduction of high doses of inoculum of the test fungus. It is thermostable in nature at temperatures ranging from 5 to 100 � C. Herbs and spices have been shown to inhibit the growth of A. ¯avus, with water-soluble extracts of garlic bulbs, green garlic and green onions showing an inhibitory effect. In some cases, increases in temperature from 60 to 100 � C signi®cantly decreased this inhibitory effect, while acid treatments at pH 2, 4 or 6, or salt by treatments at concentrations of 0.1, 0.2, 0.3 and 0.4 mol lÿ1 have no effect. Finally, volatile metabolites of Rhizopus arrhizus such as ethanol, isobutyl alcohol and 3-methyl butanol, or of their mixtures when present in the vapour phase at levels ranging between 3% and 6% (v/v of headspace), have been shown to competitively inhibit the growth of A. ¯avus. This growth retardation can be synergistically enhanced by decreases in the aw. The physical state of the alcohols, i.e. their partition between solid and gaseous phase, seems to be one of the determinants of their antifungal activity. The mycoparasite Humicola fuscoatra has recently been reported to produce natural antifungal metabolites, namely monorden (MIC > 28 mg mlÿ1 of growth medium) and monocillin IV (MIC > 56 mg mlÿ1), and a new monorden analogue which is active against of A. ¯avus has been developed. Chemical Preservatives
Sorbic acid (1000 mg lÿ1) and monolaurin (750 mg lÿ1) reduce the mycelial growth of A. ¯avus, with monolaurin being 2.4 times more active on a mole-permole basis than sorbic acid against the fungus. Formic acid at concentrations of 60 mmol lÿ1 has been shown to reduce the growth of A. ¯avus on barley. Polyunsaturated fatty acids have been reported to have sporogenic effects on the development of A. ¯avus, with the development of cleistothecia and sclerotia in the fungus affected by linoleic acid and light. Linoleic acid speci®cally induces precocious and increased asexual spore development and alters sclerotium
production in A. ¯avus strains in which sclerotium production decreases in the light but increases in the dark. These sporogenic effects suggest that these factors may be signi®cant environmental signals in the development of the fungus. Sodium diacetate has been shown to inhibit A. ¯avus at 0.1±0.5% in potato dextrose agar (pH 3.5 and 4.5) and in animal feeds and silage. Diethyl dicarbonate (DEDC), commonly called diethyl pyrocarbonate, has been shown to be fungicidal to A. ¯avus resulting in a 100% kill at concentrations of 1 g lÿ1. Phenolics act as antioxidants inhibiting the growth of A. ¯avus. A number of research groups have reported that butylated hydroxyanisole (BHA) at concentrations ranging from 100 mg lÿ1 through 200 to 750 mg lÿ1 result in inhibition of A. ¯avus growth. However, BHA is less effective in the presence of corn oil. BHA incorporated at 400 mg lÿ1 in processed cheese spread inhibits the growth of A. ¯avus, while lower concentrations of 150±200 ppm are effective when BHA is sprayed on the surface of the cheese. The pH of the product may also affect the activity of BHA, with reports that outgrowth of A. ¯avus conidia is inhibited to a greater extent at pH 3.5 than at pH 5.5. Phenolic compounds isolated from olive cake have also been shown to inhibit the growth of A. ¯avus. Vanillic and caffeic acids at concentrations of 0.2 mg mlÿ1 and hydroxy benzoic, protocatechuic, syringic, para-coumaric acids and quercetin at concentrations of 0.3 mg mlÿ1 completely inhibit the growth of A. ¯avus. In addition, four compounds, three of which were phenolic in nature, which were extracted with acetone from cotyledons of freshly harvested peanut seeds, have been reported to inhibit the growth of A. ¯avus. Benzoic acid derivatives also inhibit A. ¯avus growth. Benzoic acid (10 mg gÿ1), sodium benzoate (24 mg gÿ1) and salicylic acid (2 mg gÿ1) completely inhibit the mycelial growth of A. ¯avus in groundnut. In a separate study, methyl benzoate and ethyl benzoate, at concentrations of 2.5 and 5.0 mg per 25 ml of medium respectively, have also been shown to reduce the mycelial growth of A. ¯avus. A 96% formulation of gentian violet has been shown to be fungistatic to A. ¯avus, when incorporated into corn meal agar at 6.5, 12.8, 26.6, 39.0 and 156.0 mg kgÿ1 of gentian violet. Studies on the effect of chloroperoxidase (EC 1.1.1.10) and hydrogen peroxide on the viabilities of quiescent and germinating conidiospores of A. ¯avus have shown hydrogen peroxide to be moderately lethal and chloroperoxidase to produce a 30-fold increase in the lethality of hydrogen peroxide to germinating conidia, which were 75-fold more susceptible to chloroperoxidase than were quiescent
122
ASPERGILLUS FLAVUS
conidia. Mortality occurs due to oxidation rather than peroxidative chlorination. Fungicides are known to inhibit the growth of A. ¯avus. In yeast extract±sucrose media, dicloran, iprodione and vinclozolin fungicides signi®cantly inhibit mycelial growth of A. ¯avus at 250 mg kgÿ1. Sensitivity to fungicides increased approximately ®vefold in a yeast extract±starch medium with an appreciable reduction in sugar uptake and a-amylase activity. In a separate study, pyridazinone herbicides at concentrations of 20, 40 or 60 mg mlÿ1 herbicide have been shown not to affect mycelium production in A. ¯avus. Other agents such as phosphine (insecticide) when added to grain at 0.80 or 0.86 aw reduce growth of A. ¯avus without affecting survival of conidia. Finally, polyamines appear to play a role as modulators of microcycle conidiation in A. ¯avus, with putrescine being essential for vegetative growth of the fungus, while spermidine is involved in microcycle conidiation. A low putrescine/spermidine ratio is important for spore differentiation to microcycle conidiation.
Effects of Physical Agents Near-UV (NUV) irradiation (10 and 20 min) has been shown to stimulate protein synthesis in A. ¯avus, with concomitant decreases in DNA synthesis while Far-UV (FUV) irradiation induces protein synthesis in A. ¯avus with no effect on DNA synthesis, with RNA synthesis being reversed. UV irradiation produces no effect on the process of lipid synthesis. Total soluble carbohydrates increase markedly in A. ¯avus (240 min NUV), with FUV irradiation resulting in an increase in total soluble carbohydrates. Ozone treatments inactivate the fungus, with D-values for conidia of A. ¯avus exposed to 1.74 mg gÿ1 ozone in 1 mmol lÿ1 potassium phosphate buffer (pH 7.0 and
5.5) at 25 � C being 1.72 and 1.54 min at pH 5.5 and 7.0, respectively. Microwave energy also affects A. ¯avus, with germination of fungal spores on slides directly exposed to 6, 9 and 18 kJ for periods of 0± 7 min being signi®cantly reduced. Aspergillus ¯avus is also inactivated by doses of gamma-irradiation between 0.6 and 1.7 kGy, with, for example, reports of complete growth inhibition and toxin production in ground beef samples treated with 1.5 kGy. See also: Moulds in Dairy Products. Mycotoxins: Classification, Occurrence and Determination; Aflatoxins and Related Compounds.
Further Reading Corry JEL (1987) Relationships of water activity and fungal growth. In: Beuchat LR (ed.) Food and Beverage Mycology, 2nd edn, pp. 51±99. London: Van Nostrand Reinhold. Hocking AD (1997) Toxigenic Aspergillus species. In: Doyle MP, Beuchat LR and Montville TJ (eds.) Food Microbiology, Fundamentals and Frontiers, pp. 393± 405. Washington, DC: ASM Press. International Commission on Microbiological Speci®cations for Foods (1996) Toxigenic fungi: Aspergillus. In: Microorganisms in Foods, vol. 5, Characteristics of Food Pathogens, pp. 347±381. London: Academic Press. Payne GA (1998) Process of contamination by a¯atoxinproducing fungi and their impact on crops. In: Sinha KK and Bhatnagar D (eds.) Mycotoxins in Agriculture and Food Safety, pp. 279±306. New York: Marcel Dekker. Pitt JI and Hocking AD (1997) Aspergillus and related teleomorphs In: Pitt JI and Hocking AD (eds.) Fungi and Food Spoilage, 2nd edn, pp. 339±416. Sydney, Australia: Academic Press. Sweeney MJ and Dobson ADW (1998) Mycotoxin production by Aspergillus, Fusarium and Penicillium species. International Journal of Food Microbiology 43: 141±158.
BACILLUS CEREUS 123
B
BACILLUS CEREUS
A Christiansson, Swedish Dairy Association, Lund, Sweden Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Bacillus cereus is an aerobic sporeforming bacterium, whose spores are commonly present at low levels in raw milk. Until the 1960s, the presence of Bac. cereus in pasteurized milk and cream clearly affected the product quality, owing to coagulation (sweet curdling) of milk and formation of ¯akes in cream when added to coffee (`bitty cream'). These defects were caused by contamination of milk by Bac. cereus, as the result of poorly cleansed equipment (e.g. milk cans) at the farm and in dairy factories and a lack of adequate refrigeration. Nowadays, these problems are rarely seen in countries where milk is kept at temperatures below 6 � C. However, where pasteurized milk is stored at higher temperatures, Bac. cereus may still be a limiting factor for keeping quality. Bacillus cereus can produce several enterotoxins causing both diarrhoea and vomiting. There are few dairy-related cases, but milk and cream have been incriminated in both types of illnesses.
Characteristics Morphology and Cultivation
Bacillus cereus is a Gram-positive, rod-shaped bacterium, which is motile with peritrichous ¯agella. The cells tend to grow in chains but may occur singly as well. The length of the bacterium varies between 3 and 5 mm and the diameter is greater than 1 mm. Spores are oval or cylindrical, their location is central or paracentral/subterminal, and they do not distend the cell. A typical trait of the Bac. cereus group is the presence of storage granules, poly-b-hydroxybutyrate (PHB), in the cytoplasm, which are easily seen by
phase contrast microscopy. Bacillus thuringiensis, Bac. mycoides and Bac. anthracis have similar characteristics. Bacillus cereus forms colonies with typical appearance on agar media, generally with a dull or frosted, greyish/whitish surface. Bacillus mycoides forms rhizoid colonies. Widely used selective agar media for cultivation from food are MYP and PEMBA. The detection of Bac. cereus is based on the absence of mannitol fermentation and a positive eggyolk reaction (lecithinase). Bacillus cereus can also be counted on blood agar with polymyxin added, where the production of colonies with clear zones of haemolysis and a very sharp margin provides a useful diagnostic feature. Physiology
Bacillus cereus is a versatile microorganism with respect to growth substrates. Most strains produce proteases that can degrade casein and gelatin as well as enzymes for starch hydrolysis. Enzymes such as lecithinase and sphingomyelinase which degrade phospholipids and lipase which degrades triglycerides can also be produced. Sweet curdling of milk is due to a protease and `bitty cream' to phospholipase activity. Several carbohydrates are utilized by Bac. cereus, e.g. glucose, fructose, trehalose, N-acetylglucosamine and maltose; other carbohydrates are utilized only by certain strains, e.g. salicin, cellobiose, inositol and mannose. The majority of strains do not grow on lactose. Mannitol is generally not utilized. Bacillus cereus is in general VP positive (Voges± Proskauer test) and utilizes citrate, but not urea. Most strains can reduce nitrate. The minimum growth temperature differs among strains and is generally not lower than 5±6 � C, although a few strains have been shown to grow at 4 � C. An increase in temperature from 6 to 9 � C markedly affects the growth rate among psychrotrophic (psychrotolerant) isolates (Table 1). Some strains have temperature minima as high as 10±15 � C. The optimum growth temperature is 30±37 � C and upper limit of growth maximum between 37 � C and 48 � C.
124
BACILLUS CEREUS Table 1 Growth of Bacillus cereus (log cfu mlÿ1) in pasteurized milk at various storage temperatures Days of storage
Storage temperature �
1 2 3 4 5 6 7 8 9 10
6 C
7 �C
8 �C
9 �C
Ð Ð Ð Ð Ð Ð 0.2 0.6 1.0 1.4
Ð Ð Ð Ð Ð 0.5 1.3 2.0 2.8 3.5
Ð Ð Ð 0.0 1.0 2.0 3.0 4.0 5.0 nd
Ð Ð Ð 1.0 2.4 3.7 5.0 nd nd nd
Average data for pasteurized milk from 10 Swedish dairy plants in August. One milk package was collected from each plant and the milk from each package was divided aseptically into four aliquots that were incubated in glass bottles in water baths with accurate temperature regulation ( � 0.1 � C). A dash indicates a value of less than log 0. nd, not determined. Original data from A. Christiansson.
The minimum pH for growth is 4.3±4.9 and the upper limit is 9.3. However, in the presence of organic acids the minimum pH is higher, e.g. pH 5.6 in 0.1 mol lÿ1 lactate. Although Bac. cereus grows best under aerobic conditions, anaerobic growth by fermentation of, for example, glucose or by anaerobic respiration with nitrate is possible. Bacillus cereus is able to grow in media with up to 7% NaCl if other conditions are optimum. Minimum water activity for growth is 0.92±0.95. Spores
Spores are formed on a variety of growth media under aerobic conditions on starvation. The presence of manganese and magnesium ions stimulates sporulation. Sporulation is a fairly lengthy and complicated process, occurring in the late logarithmic and early stationary phase of growth. Even under favourable conditions sporulation may take up to 16±24 h to complete. Spores are never formed as a result of chilling if nutrients are available, i.e. refrigeration of milk does not induce sporulation. For example, high levels of spores are not found in refrigerated pasteurized milk although the Bac. cereus counts may reach 107 cfu mlÿ1. Milk diluted 1 : 50 with water is still a good growth medium, but nutrients will be depleted after growth and spores are formed abundantly, particularly if the milk is present in thin layers. This is relevant to the cleaning process in a dairy plant. The spores may germinate and grow out to vegetative cells again under favourable conditions. Germination is much faster than sporulation. The germination rate is highly temperature dependent and
may occur within much less than an hour at favourable temperatures. In milk, it is stimulated by hightemperature short-time (HTST) pasteurization, i.e. heat treatment. The spores become activated and substances that stimulate germination may be formed as a result of the heat treatment. Increased pasteurization temperature in the range of 72±85 � C will lead to activation and germination of more spores. However, initiation of growth in refrigerated milk will occur only after a lag phase of several days. The heat resistance of Bac. cereus spores is comparatively low. However, there is considerable variation in heat resistance among strains. Although Bac. cereus spores are not inactivated by HTST pasteurization, they are easily killed during UHT treatment. Typical D-values at 100 � C are in the range of 0.3 to 10 min. For comparison, D100 � C for Bac. stearothermophilus has been estimated at approximately 3000 min. Generally, psychrotrophic strains tend to be less heat resistant than mesophilic, e.g. with D-values of 2±9 min at 90 � C. Vegetative cells are easily killed by pasteurization.
Milk-Borne Illness Bacillus cereus is a common contaminant in many food types, including milk, and is a signi®cant cause of foodborne illness worldwide. It can cause diarrhoea and/or vomiting when food containing large numbers of the organism is consumed. The symptoms are generally mild and transient, lasting no more than 24 h, generally without sequelae. Two types of outbreak are known.
BACILLUS CEREUS 125 The Diarrhoeal-Type Outbreak
The illness is characterized by a fairly long incubation period of between 8 and 22 h. Watery diarrhoea is extremely common, together with abdominal cramps, rectal spasms, and moderate nausea. Vomiting is rare. The duration of illness is generally 12±24 h. The delayed onset of symptoms indicates that the illness is most likely due to growth of Bac. cereus in the small intestine, since the toxin(s) are very susceptible to inactivation by low pH and degradation by proteases. Preformed toxin in food will thus be inactivated to a large extent in the stomach and ileum. Foods associated with diarrhoeal outbreaks generally contain high numbers of Bac. cereus i.e. 105±108 gÿ1 food. Foods thought to be responsible for diarrhoeal outbreaks include meat products, soups, vegetables, puddings and milk products. The Emetic-Type Outbreak
This type of illness is characterized by a short incubation period of between 0.5 and 5 h. The rapid onset of nausea and vomiting is due to a preformed toxin in the food. Abdominal cramps and diarrhoea occur occasionally. Recovery is rapid, i.e. within 6±24 h. The levels of Bac. cereus in suspect food can vary from between a few thousand to more than 5 � 1010 gÿ1, although levels are generally high. Fried or cooked rice is typically involved in outbreaks, but milk-borne cases are also known. Toxins
The nature of the enterotoxins produced by Bac. cereus has remained elusive for decades. However, during the last 10 years the knowledge about these toxins has increased considerably. At least three types of enterotoxins capable of causing diarrhoea have been identi®ed. Two of these, haemolysin BL (HBL) and nonhaemolytic enterotoxin (NHE), are protein toxins consisting of three subunits each. All three subunits are needed for full activity. Both toxins have been isolated from Bac. cereus strains involved in food poisoning. The third toxin, enterotoxin T, is a single protein toxin. Additional toxins have been described but their involvement in foodborne illness is uncertain. Bacillus thuringiensis and Bac. mycoides are also able to produce similar enterotoxins. With regard to food safety, there is therefore no need to differentiate between these species in the Bac. cereus group as far as milk products are concerned. The toxins are heat labile and considered to be inactivated by heating above 60 � C for 5 min. The emetic toxin is a cyclic peptide, cereulide, which contains 12 modi®ed amino acids and
resembles the ionophore valinomycin. The molecular weight of the toxin is 1.2 kDa; it is quite heat resistant and cannot be destroyed even by heating at 121 � C for 1 h. The emetic toxin is a more serious health hazard than the diarrhoeal toxins and has been the cause of death in rare cases. In addition to enterotoxins several proteases, phospholipases and haemolysins may have a role in the pathogenesis of Bac. cereus. Outbreaks Related to Dairy Products
Outbreaks related to dairy products are few; some of the cases are presented in Table 2. Both diarrhoeal and emetic symptoms have been recorded. The data given in Table 2 indicate that young people and the elderly may be at a higher risk than the general population. Several factors may explain why milk-borne cases are uncommon. Milk is generally kept at refrigeration temperature and growth of Bac. cereus is slow, thus the risk of exposure to high levels of bacteria is limited, although signi®cant. Toxin production is limited at low temperature, however, temperature abuse will increase the risk of toxin production. Sweet curdling often occurs when the product contains 106±107 Bac. cereus mlÿ1 of milk, and there is a decreased probability of consumption. Toxin production ability varies strongly between strains. Some strains are able to produce several different toxins. It is possible that only a few strains with a greater ability to produce toxin and with additional, as yet unknown, pathogenicity factors, are able to cause illness. If so, illness would go unnoticed in most cases, since the number of strains with different properties in milk is very large, and illness could be due to growth of a strain in only a limited number of milk packages.
Incidence in Dairy Products Vegetative Bac. cereus are found in raw milk at levels of less than 10 mlÿ1 up to a few hundred. These cells are killed by pasteurization. Spores are found at levels of less than 10 lÿ1 to a few thousand, i.e. at much lower levels. There is a marked seasonal variation in psychrotrophic spores, with highest levels in the summer and early autumn. Milk and Cream
The number of Bac. cereus in pasteurized milk and cream depends on the quality of the raw milk, the hygiene at the dairy plant, the storage temperature of the product, and the age of the product at the sampling time. Bacillus cereus grows slowly at temperatures below 6 � C and if stored below this
126
BACILLUS CEREUS
Table 2 Outbreaks of milk-borne illness caused by Bac. cereus Product
Year Country
Patients
Symptoms
Analytical data
Unpasteurized milk 1972 Romania (heated and then kept at room temperature overnight) Cream, pasteurized 1975 England
221 school children Diarrhoea and abdominal 20 million Bac. cereus mlÿ1 in milk; Bac. cereus found in cramps after 8±11 h children's faeces
Milk, pasteurized
1981 Denmark
1-year-old boy
Milk powder, infant formula Human breast milk
1981 Chile 1981 India
35 neonate children Child, 6 months
Milk, pasteurized
1988 The Netherlands 42 elderly people
UHT milk (process failure)
1991 Japan
Two 15-year-old girls
201 people
Vomiting after 8±10 h. One girl had diarrhoea Vomiting after 1.5 h, no diarrhoea Diarrhoea Diarrhoea, occasional vomiting Nausea and vomiting after 2±14 h Vomiting in 95%, average after 5 h. Diarrhoea in 55%
5 million Bac. cereus gÿ1 in cream 2.6 million Bac. cereus mlÿ1 in milk. Remaining milk was sweet curdled 1 h after consumption Bac. cereus found in stool cultures Bac. cereus found in breast milk 0.4 million Bac. cereus mlÿ1 in milk Milk distributed at room temperature
Compiled from Shinagawa (1993), Cohen et al. (1984), Van Netten et al. (1990) and Christiansson (1992).
temperature there will not be a quality problem, unless the `sell by' date is set at several weeks. After storage for 7 days at 7 � C, the incidence of Bac. cereus can typically vary between 5% and 90% (winter and summer) at less than 10±105 cfu mlÿ1 (re¯ecting differences in dairy hygiene). When stored below 5 � C, Bac. cereus is rarely detected unless there is a hygiene problem in the dairy plant.
103 cfu gÿ1 have been found. These increased levels are due to hygiene problems in the factory or raw milk with a high degree of contamination. High levels of Bac. cereus in infant formulae may constitute a health risk. In general, 10±100 Bac. cereus gÿ1 is set as an acceptable level for these foods.
Fermented Milks and Cheese
At the Farm
Bacillus cereus is rapidly inactivated in traditional yoghurt manufacture as well as in the manufacture of fermented milk with lactococci. Some growth is possible within the ®rst few hours of fermentation. Multiplication in semi-hard cheese is likewise restricted to the ®rst hours in the cheesemaking process. Inhibition occurs as a result of the presence of lactic acid at pH 5.6, but other inhibitors are also active. As the pH is lowered, vegetative Bac. cereus will die, whereas spores that have not germinated may still be present. When present in fermented milk and cheese products, Bac. cereus seldom exceeds 100 gÿ1.
Bacillus cereus is a ubiquitous microorganism. The spores are present in soil from 102 cfu gÿ1 to more than 105 cfu gÿ1. Consequently, food products of plant origin frequently contain Bac. cereus spores. Soil is an important source of contamination of milk. There is a marked seasonal variation in the spore content of raw milk, with higher levels during the pasture period, when the teats of the cow may be contaminated with soil. Dirty teats that are not cleansed before milking are an important contamination source, particularly during wet weather. Bacillus cereus is able to grow and sporulate on insuf®ciently cleaned milking equipment, so equipment may be a secondary source of contamination. Used bedding material and feed may also contain spores of Bac. cereus.
Milk Powder
Bacillus cereus is frequently found in milk powder and infant formulae. The frequency of isolation varies between 30% and 100% of samples taken from all over the world. Under certain conditions, there may be some opportunity for growth of Bac. cereus in the evaporation process. Most samples contain less than 10 cfu gÿ1, but samples with more than
Source
In the Dairy Plant
There has been considerable disagreement as to whether the occurrence of Bac. cereus in dairy products is caused by recontamination of milk at the dairy plant or by contamination at the farm. To some
BACILLUS CEREUS 127
extent this is due to the impossibility of detecting the low levels of spores in raw milk, whereas Bac. cereus is easily detected in pasteurized milk after storage. It is now generally agreed that the original contamination occurs at the farm from soil. The seasonal variation in the occurrence of Bac. cereus in dairy products kept at temperatures above 6 � C can to a large extent be explained by the increased contamination rate of milk during the grazing period. However, additional contamination may occur from the dairy plant equipment. Since spores survive pasteurization, they will be present in the milk throughout the dairy process. Spores of Bac. cereus are very hydrophobic and will attach to the surfaces of equipment where they may germinate and form bio®lms at sites that are dif®cult to clean. Several strain-typing methods have recently become available and could be helpful in ®nding contamination sites in dairy plants. Contamination of milk by Bac. cereus has been demonstrated in silo tanks, pasteurizers, milk pipelines with bad welding, and packaging machines.
Control The Farm
At the farm, measures to control Bac. cereus include careful teat cleansing before milking and proper cleaning and disinfection of the milking equipment. Since the teats become dirty with soil when the cows are outdoors during the grazing period, it is essential that they are clean before attaching the teat-cups. During the indoor season, high levels of Bac. cereus spores may be found in used bedding material, if not replaced daily, and may contaminate the teats. It is likely that the best cleansing routine includes the use of one moistened cloth per cow, which has been found to be the most ef®cient method for removing clostridial spores. In addition, the milking equipment must be cleaned carefully after milking. Teat liners and other rubber material must be replaced regularly since aged rubber with cracks can harbour milk residues where Bac. cereus can propagate and sporulate. The Dairy Plant
At the dairy factory, cleaning and maintenance is essential. Attention must be given to the correct concentrations of cleaning agents, suf®ciently high cleaning temperature and ¯ow rates during cleaning, since spores are dif®cult to remove and kill. The spores are not killed by disinfection with hot water, but sodium hypochlorite at pH 6±7 is effective. Regular replacement of gaskets and other rubber parts is important.
In Dairy Products
The best way to control Bac. cereus levels in pasteurized milk and cream is to keep a low storage temperature throughout the chain from the dairy plant to the customer. Below 5±6 � C, growth of most strains of Bac. cereus is insigni®cant, but if the storage temperature is higher, the `sell by' date must be shortened accordingly. Suitable time/temperature combinations may be found by storage tests. Seasonal variation, occurrence of recontamination at the dairy plant, as well as possible moderate temperature abuse by the customer, must be taken into consideration when choosing the recommended last consumption date of the products. Milk powder is microbiologically stable and growth of Bac. cereus cannot occur, however, contamination of milk powder with Bac. cereus is frequent. Milk powder is frequently used in infant formulae and in infant foods and when they are reconstituted it is important that the product is consumed shortly after preparation unless it is cooled to below 8 � C. Spores of Bac. cereus are able to germinate rapidly at the reconstitution temperature and will grow rapidly if the product is kept at room temperature. Young children may be more susceptible to the toxins produced than adults. See also: Biofilm Formation. Hygiene in Dairy Production and Processing. Milking and Handling of Raw Milk: Milking Hygiene; Effects of Storage and Transport on Milk Quality. Milk Powders: Types and Manufacture. Pasteurization of Liquid Milk Products: Principles, Public Health Aspects. Sterilization of Milk and Other Products.
Further Reading Becker H, Schaller G, von Wiese W and Terplan G (1994) Bacillus cereus in infant foods and dried milk products. International Journal of Food Microbiology 23: 1±15. Christiansson A (1992) The toxicology of Bacillus cereus. International Dairy Federation Bulletin 275: 30±35. Cohen JV, Marmabio E, Lynch B and Moreno A (1984) Bacillus cereus in food poisoning amid newborns. Revista Chilena de Pediatrica 55: 20±25. Donovan KO (1959) The occurrence of Bacillus cereus in milk and on dairy equipment. Journal of Applied Bacteriology 22(1): 131±137. Granum PE and Lund T (1997) Bacillus cereus and its food poisoning toxins. FEMS Microbiology Letters 157: 223±228. IDF (1992) Bacillus cereus in Milk and Milk Products. International Dairy Federation Bulletin no. 275. Brussels: IDF. IDF (2000) New Developments in Detection and Identi®cation of Spore-Forming Bacteria in Milk and Milk
128
BACTERIOCINS
Products. International Dairy Federation Bulletin no. 357. Brussels: IDF. Kramer K and Gilbert J (1989) Bacillus cereus and other Bacillus species. In: Doyle MP (ed.) Foodborne Bacterial Pathogens, pp. 21±70. New York: Marcel Dekker. Langeveld LPM and Cuperus F (1980) The relation between temperature and growth rate in pasteurized milk of different types of bacteria which are important to the deterioration of that milk. Netherlands Milk and Dairy Journal 34: 106±125. Meer RR, Baker J, Bodyfelt FW and Grif®ths MW (1991) Psychrotrophic Bacillus spp. in ¯uid milk: a review. Journal of Food Protection 54(123): 969±979. Notermans S, Dufrenne J, Teunis P et al. (1997) A risk assessment study of Bacillus cereus
present in pasteurized milk. Food Microbiology 14: 143±151. Shinagawa K (1993) Serology and characterization of toxigenic Bacillus cereus. Netherlands Milk and Dairy Journal 47: 89±103. Stewart DB (1975) Factors in¯uencing the incidence of Bacillus cereus spores in milk. Journal of the Society for Dairy Technology 28(2): 80±85. Van Netten P, van de Moosdijk A, van Hoensel P, Mossel DA and Perales I (1990) Psychrotrophic strains of Bacillus cereus producing enterotoxin. Journal of Applied Bacteriology 69: 73±79. Van Netten P and Kramer JM (1992) Media for the detection and enumeration of Bacillus cereus in foods: a review. International Journal of Food Microbiology 17(2): 85±99.
BACTERIOCINS
C Hill and T O'Keeffe, University College, Cork, Ireland P Ross, Dairy Products Research Centre, Teagasc, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Antimicrobial Factors Produced by Lactic Acid Bacteria The lactic acid bacteria (LAB) ± including the genera Lactobacillus, Lactococcus, Leuconostoc and Pediococcus ± have long been used in fermentations to preserve the nutritive qualities of various foods. The primary function of a starter culture is the production of lactic acid at a suitable rate to ensure a consistent and successful fermentation. Other functions include the production of ¯avour compounds such as diacetyl and CO2 from citrate by mesophilic cultures, and acetaldehyde from lactose by thermophilic cultures; acting as a source of proteolytic enzymes during growth in milk and ripening of many cheeses; and ®nally, contributing to the preservation of the fermented product as a consequence of a number of inhibitory metabolites produced by the lactic cultures.
The major metabolite of lactic acid bacteria is lactic acid. The production of this organic acid is responsible for the associated drop in pH, which may be suf®cient to inhibit the growth of many undesirable microorganisms. In addition to a direct effect on the pH, the undissociated form of the molecule can cause the collapse of the electrochemical proton gradient of susceptible bacteria, leading to bacteriostasis and eventual death. Outside of its use in food fermentations, the main application of lactic acid in the food industry is in the decontamination of meat and poultry carcasses. Acetic and propionic acids are also produced in small amounts by lactic acid bacteria. They act in a similar manner to lactic acid and are widely used as food additives; however, they are not usually derived from LAB fermentations for this purpose. They do play an important antimicrobial role in some fermented foods, and it is known that acetic acid has a synergistic antimicrobial effect when present with lactic acid. Diacetyl and acetaldehyde, as well as imparting aroma and ¯avour to cultured dairy products, also have an antimicrobial effect. Acetaldehyde can inhibit cell division in Escherichia coli, and diacetyl inhibits yeasts, Gram-negative and Grampositive bacteria. However, the use of the latter as
128
BACTERIOCINS
Products. International Dairy Federation Bulletin no. 357. Brussels: IDF. Kramer K and Gilbert J (1989) Bacillus cereus and other Bacillus species. In: Doyle MP (ed.) Foodborne Bacterial Pathogens, pp. 21±70. New York: Marcel Dekker. Langeveld LPM and Cuperus F (1980) The relation between temperature and growth rate in pasteurized milk of different types of bacteria which are important to the deterioration of that milk. Netherlands Milk and Dairy Journal 34: 106±125. Meer RR, Baker J, Bodyfelt FW and Grif®ths MW (1991) Psychrotrophic Bacillus spp. in ¯uid milk: a review. Journal of Food Protection 54(123): 969±979. Notermans S, Dufrenne J, Teunis P et al. (1997) A risk assessment study of Bacillus cereus
present in pasteurized milk. Food Microbiology 14: 143±151. Shinagawa K (1993) Serology and characterization of toxigenic Bacillus cereus. Netherlands Milk and Dairy Journal 47: 89±103. Stewart DB (1975) Factors in¯uencing the incidence of Bacillus cereus spores in milk. Journal of the Society for Dairy Technology 28(2): 80±85. Van Netten P, van de Moosdijk A, van Hoensel P, Mossel DA and Perales I (1990) Psychrotrophic strains of Bacillus cereus producing enterotoxin. Journal of Applied Bacteriology 69: 73±79. Van Netten P and Kramer JM (1992) Media for the detection and enumeration of Bacillus cereus in foods: a review. International Journal of Food Microbiology 17(2): 85±99.
BACTERIOCINS
C Hill and T O'Keeffe, University College, Cork, Ireland P Ross, Dairy Products Research Centre, Teagasc, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Antimicrobial Factors Produced by Lactic Acid Bacteria The lactic acid bacteria (LAB) ± including the genera Lactobacillus, Lactococcus, Leuconostoc and Pediococcus ± have long been used in fermentations to preserve the nutritive qualities of various foods. The primary function of a starter culture is the production of lactic acid at a suitable rate to ensure a consistent and successful fermentation. Other functions include the production of ¯avour compounds such as diacetyl and CO2 from citrate by mesophilic cultures, and acetaldehyde from lactose by thermophilic cultures; acting as a source of proteolytic enzymes during growth in milk and ripening of many cheeses; and ®nally, contributing to the preservation of the fermented product as a consequence of a number of inhibitory metabolites produced by the lactic cultures.
The major metabolite of lactic acid bacteria is lactic acid. The production of this organic acid is responsible for the associated drop in pH, which may be suf®cient to inhibit the growth of many undesirable microorganisms. In addition to a direct effect on the pH, the undissociated form of the molecule can cause the collapse of the electrochemical proton gradient of susceptible bacteria, leading to bacteriostasis and eventual death. Outside of its use in food fermentations, the main application of lactic acid in the food industry is in the decontamination of meat and poultry carcasses. Acetic and propionic acids are also produced in small amounts by lactic acid bacteria. They act in a similar manner to lactic acid and are widely used as food additives; however, they are not usually derived from LAB fermentations for this purpose. They do play an important antimicrobial role in some fermented foods, and it is known that acetic acid has a synergistic antimicrobial effect when present with lactic acid. Diacetyl and acetaldehyde, as well as imparting aroma and ¯avour to cultured dairy products, also have an antimicrobial effect. Acetaldehyde can inhibit cell division in Escherichia coli, and diacetyl inhibits yeasts, Gram-negative and Grampositive bacteria. However, the use of the latter as
BACTERIOCINS
a food preservative is precluded due to its intense aroma and the relatively large amounts required for preservation. Hydrogen peroxide is also produced by a large number of lactic acid bacteria lacking the enzyme catalase, but in particular by Lactobacillus spp. Hydrogen peroxide also inhibits other microorganisms such as Staphylococcus aureus and Pseudomonas spp. The lactoperoxidase system is a naturally occurring antimicrobial system in milk in which the antagonistic hypothiocyanite radical is generated by the action of lactoperoxidase on peroxide. This system has been successfully used to extend the shelf-life of raw milk and cottage cheese and to inhibit pathogens in raw and processed milk products. The potential of hydrogen peroxide produced by lactic acid bacteria for food preservation may be limited by the oxidizing nature of the molecule, and free radicals produced may have profound effects on the sensory quality, causing rancidity of fats and oils and discoloration reactions. Reuterin (b-hydroxypropanaldehyde) is an inhibitory compound produced by Lactobacillus reuterii under anaerobic conditions in the presence of glycerol. Reuterin has a very wide spectrum of activity including Gram-positive and Gram-negative bacteria, yeasts, fungi and protozoa. Organisms of public health signi®cance that are inhibited by reuterin include species of Salmonella, Shigella, Clostridium, Staphylococcus, Listeria, Candida and Trypanosoma. The focus of this article will be on another category of inhibitory molecules, the bacteriocins. These antimicrobial peptides are produced by many bacterial species, but of particular interest to the food industry are those produced by members of the lactic acid bacteria, since they enjoy `generally recognized as safe' (GRAS) status and thus have the potential to be used as preservatives in food.
Bacteriocins Bacteriocins are ribosomally synthesized, extracellularly released bioactive peptides or peptide complexes which have a bactericidal or bacteriostatic effect on other (usually closely related) species. In all cases, the producer cell exhibits speci®c resistance to the action of its own bacteriocin. Bacteriocinproducing strains can be readily identi®ed in a deferred antagonism assay, in which colonies of the putative producer are overlaid with a bacterial lawn of a sensitive strain. After further incubation, zones of inhibition are visible in the sensitive lawn (Figure 1). The term `bacteriocin' was originally coined in 1953 to speci®cally de®ne protein antibiotics of the colicin
Lawn of sensitive strain
Producing colony
129
Zone of inhibition
Figure 1 A lawn of sensitive bacteria, with zones of inhibition surrounding bacteriocin-producing colonies.
type (produced by E. coli), but is now accepted to include peptide inhibitors from any genus. They are generally considered to act at the cytoplasmic membrane and dissipate the proton motive force through the formation of pores in the phospholipid bilayer. A number of schemes for differentiating between different bacteriocin types have been proposed, but it is generally agreed that at least three de®nable classes exist, which are listed in Table 1, which comprises a nonexhaustive list of some of the bacteriocins characterized to date. Class I encompasses the small, posttranslationally modi®ed, broad host range lantibiotics of which nisin is the best-known example. Class II includes the small heat-stable unmodi®ed peptides, while class III contains larger, heat-labile molecules such as helveticin J. The increasing demand for high-quality `safe' foods that are not extensively processed has created a niche for natural food preservatives. The ideal natural food preservative should ful®ll the following criteria:
� � � � �
acceptably low toxicity economically viable stable to processing and storage no deleterious effect on the food ef®cient at low concentration.
While most bacteriocins ful®ll all these criteria, to date nisin is the only bacteriocin to be commercially exploited on a large scale, having gained Food and Drug Administration (FDA) approval in the United States in 1988, although it had been in use in Europe for some time (the World Health Organization approved the use of nisin in 1961). Its success has stimulated further research targeted towards identifying new bacteriocins from lactic acid bacteria which could be potentially used in a similar manner.
130
BACTERIOCINS
Table 1 Representative bacteriocins characterized from lactic acid bacteria Bacteriocin
Producer
Inhibitory spectrum a
Size (number of amino acids)
Food sourceb
Class I: Lantibiotics Nisin (A and Z) Lacticin 481 Lactocin S Carnocin U149 Variacin Lacticin 3147
Lactococcus lactis Lactococcus lactis Lactobacillus sake Carnobacterium piscicola Micrococcus varians Lactococcus lactis
Broad Broad Broad Broad Broad Broad
34 27 37 35±37 25 29 and 30
Milk Ð Fermented sausage Fish Meat fermentations Ke®r grain
Class II: Nonlantibiotic, small heat-stable Lactococcin A Lactococcus lactis Lactococcin B Lactococcus lactis Lactococcin M Lactococcus lactis Lactacin F Lactobacillus johnsonii Mesenterocin 52B Leuconostoc mesenteroides Curvaticin FS47 Lactobacillus curvatus
Narrow Narrow Narrow Narrow Narrow Medium
54 47 48 57 and 48 32 31
Cheese Cheese Cheese Ð Raw milk Ground beef
Pediocin-like bacteriocins Sakacin A Sakacin P Carnobacteriocin A and B Pediocin AcH/PA-1 Leucocin A-UAL-187 Enterocin 1146/A Piscicolin 126 Mesenterocin Y105
Lactobacillus sake Lactobacillus sake Carnobacterium piscicola Pediococcus acidilactici Leuconostoc gelidum Enterococcus faecium Carnobacterium piscicola Leuconostoc mesenteroides
Medium Medium Medium Medium Medium Medium Medium Medium
41 41 53 and 48 44 37 47 44 37
Meat Fermented sausage Meat Meat Meat Fermented meat/milk Ham Goats' milk
Class III: Large, heat-labile Helveticin J
Lactobacillus helveticus
Narrow
333
Ð
a Narrow spectrum indicates those bacteriocins which only affect the producer genus. Medium spectrum indicates those bacteriocins which affect the producer genus and members of one or two other genera. b Where known. Reproduced with permission from O'Keeffe T and Hill C (2000) Bacteriocins, potential in food preparation. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, pp. 183±191. London: Academic Press.
Many bacteriocins have now been characterized which exhibit antibacterial activity against a range of pathogenic and food spoilage bacteria. It is to be expected that bacteriocins and bacteriocin-producing lactic acid bacteria (used as starters or protective cultures) will ®nd many roles in both fermented and nonfermented foods as a means of improving food quality, naturalness and safety. The most well-studied bacteriocin is nisin, but this is only one of many different inhibitory peptides produced by members of the LAB. Nisin will be discussed in some detail as an example of what has been achieved with this molecule, and what possibilities may exist for the exploitation of other peptide inhibitors.
Nisin Nisin, a bacteriocin produced by certain strains of Lactococcus lactis subsp. lactis, is inhibitory to a wide range of Gram-positive bacteria, including
strains or species of streptococci, staphylococci, lactobacilli, micrococci, Listeria and most sporeforming species of Clostridium and Bacillus. Gramnegative bacteria, yeasts and fungi are not normally affected. Nisin is a lantibiotic (Class 1, Table 1), indicating that is has undergone signi®cant posttranslational modi®cation (the mature active nisin molecule is shown in Figure 2). Nisin has a bactericidal effect on sensitive cells, effecting a rapid death within a minute of addition. Nisin has recently been shown to have a dual mode of action in that it affects both cell wall synthesis and cell membrane integrity. Nisin interacts with lipid II (the `docking' molecule), a key intermediate in peptidoglycan assembly. The action of nisin then proceeds through insertion into the membrane and pore formation, leading to a rapid and aspeci®c ef¯ux of low molecular weight compounds and the depolarization of the membrane. Membrane insertion relies upon a charged membrane, and does not occur in nonenergized liposomes. It is currently mooted that the
BACTERIOCINS Uses of Nisin
Leu Dha Leu
Ala
Ala Aba
Met
Gly
Gly
Ala Lys Aba
Nisin has found many applications in the food industry, only a few of which are presented here.
Ala Asn Met
Pro Gly
Dhb Ile
Ala S
Ile
S
Lys
20 S
10
Aba
1
Ala
NH2
S
Aba Ala S
His Ala
COOH
Lys Dha Val His 34
131
Asn (Nisin Z)
Ile Ser 30
Figure 2 The mature nisin A molecule including posttranslational modi®cations. Dha, dehydroalanine; Dhb, dehydrobutyrine; Ala-S-Ala, lanthionine; Aba-S-Ala, b-methyl-lanthionine. (Reproduced with permission from O'Keeffe T and Hill C (2000) Bacteriocins, potential in food preparation. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, pp. 183±191. London: Academic Press.)
membrane-associated nisin molecules aggregate to form amphiphilic pores, through which the low molecular weight compounds can exit. The affected cell is unable to derive energy with which to synthesize macromolecules such as proteins or nucleic acids, and is rapidly killed. It has been observed that Gramnegative cells, normally insensitive to the action of nisin, can be sensitized by the addition of chelating agents which disrupt the integrity of the outer membrane and allow the bacteriocin access to the cytoplasmic membrane. Nisin was initially proposed for use as an antibiotic but its relatively narrow antibacterial spectrum, sensitivity to digestive proteases and instability at physiological pH rendered it unsuitable. However, nisin possesses many features which make it ideal for use as a food preservative. It is currently recognized as a safe food preservative in approximately 50 countries. The physicochemical properties of nisin dictate that stability, solubility and activity are greatest at low pH. It is used mainly to prevent the outgrowth of spores in a wide variety of foods, including processed cheese and canned vegetables (see below). Some species of sporeformers are more sensitive than others. Bacillus stearothermophilus is more sensitive than Bac. cereus, Bac. megaterium or Bac. polymyxa. It is effective in preventing the outgrowth of Clostridium botulinum Types A, B and E, but the more proteolytic types are more resistant. Sensitivity increases with lower pH, increased temperature, length of heat shocking and lower spore load. It is sporicidal rather than sporistatic.
Dairy products Nisin is used in pasteurized, processed cheese products to prevent outgrowth of spores such as those of Clostridium tyrobutyricum which may survive the heat treatments at temperatures as high as 85±105 � C. Use of nisin allows these products to be formulated with high moisture levels and low NaCl and phosphate contents and also allows them to be stored outside chill cabinets without risk of spoilage. The level of nisin used depends on food composition, likely spore load, required shelf-life and temperatures likely to be encountered during storage. Nisin is also used to extend the shelf-life of dairy desserts which cannot be fully sterilized without damaging their appearance, taste or texture. Nisin can signi®cantly increase the limited shelf-life of such pasteurized products. Nisin is added to milk in the Middle East where shelf-life problems occur due to the warm climate, the necessity to transport milk over long distances and poor refrigeration facilities. It can double the shelflife at chilled, ambient and elevated temperatures and prevent outgrowth of thermophilic heat-resistant spores which can survive pasteurization. It can also be used in canned evaporated milk. Canned foods Nisin may also be added to canned foods at levels of 100±200 IU gÿ1 to control thermophilic sporeformers such as Bac. stearothermophilus and Cl. thermosaccharolyticum which may survive and grow in canned foods stored at high temperature. It also allows a reduction in heat processing required without compromising food safety. It is used in canned potatoes, peas, mushrooms, soups and cereal puddings. Its increased activity at acid pHs makes it ideally suitable in low pH foods, e.g. canned tomatoes, to inhibit acid-tolerant spoilage ¯ora such as Bac. macerans and Cl. pasteurianum. Meat Concern over the toxicological safety of nitrite used in cured meat has lead to investigation into the use of nisin to allow a reduction in nitrite levels. However, uneconomically high levels are required to achieve good control of Cl. botulinum, perhaps as a consequence of nisin binding to meat particles, uneven distribution, poor solubility in meat systems, or possibly due to interference in activity by meat phospholipids. Wine The insensitivity of yeasts to nisin allows its use to control spoilage lactic acid bacteria in beer or wine. It can maintain its activity during fermentation without any effect on growth and
132
BACTERIOCINS
fermentative performance of brewing yeast strains and also no deleterious effect on taste. It can therefore be used to reduce pasteurization regimes and to increase shelf-life of beers. It has similar applications in wine except for those that require a desirable malolactic fermentation. However, nisin-resistant bacterial starter cultures such as resistant strains of Leuconostoc oenos, in conjunction with nisin, can be used to actually control the malo-lactic fermentation. Nisin may also be used to reduce the amount of sulphur dioxide that is used in winemaking to control bacterial spoilage. Other applications Another application of nisin is the control of bacterial contamination in the baking industry in high moisture, hot baked ¯our products and liquid egg. It is also used to control the growth of Gram-positive bacteria in those fermentations that depend on Gram-negative bacteria or fungi, e.g. single cell protein, organic acids, polysaccharide, amino acid or vitamin production.
Lacticin 3147 Another member of the lantibiotic family of bacteriocins which has received a lot of attention in recent years is lacticin 3147. The producing strain was originally isolated from an unusual source, a ke®r grain used in domestic buttermilk production in Ireland. Production and resistance are plasmid-encoded traits and the plasmid can be conjugally transferred to commercial starters to create nonGMO transconjugants for various applications. Lacticin 3147 is a twocomponent lantibiotic (Table 1) which has a broad host range, similar to that of nisin. Both components are necessary for full activity. It has been successfully used in trials both in the form of a lacticin 3147producing live starter culture (to control non-starter LAB during Cheddar cheese ripening, and to prevent safety problems in cottage and mould-ripened cheeses and in fermented meats), and in powdered form (to improve the safety of various food systems including infant formulae, soups and dairy products). A nonfood application involves the use of lacticin as a prophylactic agent to prevent bovine mastitis. To date no commercial applications of lacticin 3147 have been reported.
Pediocin-Like Bacteriocins The pediocin-like bacteriocins are members of the Class II bacteriocins (Table 1), a group of bacteriocins in which there is considerable commercial interest. They are small heat-resistant peptides that
are not posttranslationally modi®ed to the same extent as the Class I bacteriocins, apart from the cleavage of a leader sequence from a double glycine site upon export of the bacteriocin from the cell, and the presence of disulphide bridges in some molecules. All of the pediocins share certain features, including a 7-amino acid conserved region in the N-terminal of the active peptide ( . . . Tyr-Gly-AsnGly-Val-Xaa-Cys- . . . ). Perhaps the best known is pediocin PA-1, which is produced by Pediococcus acidilactici and is available in a commercial formulation. Pediococci are important in the fermentation of vegetables and meat for both acid production and ¯avour development. The pediocin-like bacterio-cins (which are also produced by genera other than the pediococci; see Table 1) are active against other lactic acid bacteria but are particularly effective against Listeria monocytogenes, a foodborne pathogen of signi®cant concern to the food industry. Listeria may be found in raw milk, dairy products, vegetables and meat products and can grow under conditions such as refrigeration temperatures (growth has been reported at temperatures as low as ÿ1 � C), high salt concentrations (up to 10%), low pH (pH 5.0), and high temperatures (44 � C). Pediocin PA-1 has been observed to inhibit Listeria in dairy products such as cottage cheese, ice cream and reconstituted dry milk. It has also been demonstrated as a biocontrol agent on meat systems. In situ production in dry fermented sausage inhibits Li. monocytogenes throughout fermentation and drying, possibly due to a combination of the reduction in pH and bacteriocin production. Pediococcus acidilactici may also be used as a low-level inoculum in reduced-nitrite bacon to prevent the outgrowth of Cl. botulinum spores and subsequent toxin production. Other `pediocin-like' bacteriocins include sakacin P (Lactobacillus sake), curvacin A (Lb. curvatus), leucocin A (Leuconostoc gelidum) and enterocin A (Enterococcus faecium). The relative insensitivity of starter LAB to some of the above suggests a potential role in food fermentations where normal starter activity is required. One example of this is a strain of Ec. faecalis producing enterocin A, isolated from natural whey cultures, which has been utilized as starter in the manufacture of Mozzarella cheese from water buffaloes' milk. It inhibits Li. monocytogenes but not other useful LAB. Others, such as leucocin A whose producer was isolated from meat, show promise in the preservation of vacuum-packed meat. Such meat is stored at low temperatures in anaerobic conditions, possibly with added organic acids. However, spoilage bacteria of meat are psychrotrophic, facultatively anaerobic and acid
BACTERIOCINS
tolerant. Therefore it is necessary to control them by other means such as bacteriocinogenic LAB which must be able to compete with the relatively high indigenous microbial loads present in raw meat. Leucocin A has the advantage over nisin in that it is stable in meat and can be produced during chilled storage without undesirable organoleptic changes under aerobic or anaerobic conditions. It prevents spoilage due to sulphide production by Lb. sake.
Potential Uses for Other Bacteriocins As more bacteriocin producers are being isolated and characterized, usually from food environments, the potential for their use increases. Lactobacillus plantarum produces plantaricins S and T in the Spanish-style green olive fermentation. They are active against a number of natural competitors and spoilage microorganisms such as propionibacteria and clostridia, resulting in a more reliable product without completely eliminating the indigenous micro¯ora and detracting from the quality of the ®nal product. A number of enterococci were isolated from Argentinian milk samples and milk products which produce proteinaceous compounds that inhibit Vibrio cholerae. This implies that they may already play an important role in natural preservation of foods, especially in those regions where cholera is epidemic or endemic. Similarly many traditional African foods are fermented by LAB before consumption. Naturally occurring bacteriocin-producing strains in such products may have potential to improve the quality and shelf-life of other African fermented foods which are often plagued by problems such as inconsistent quality, hygiene risks and premature spoilage. Other bacteriocins that have been isolated from food environments include plantaricin F, from chilled processed channel cat®sh; acidocin B, produced by Lb. acidophilus which inhibits Li. monocytogenes, Cl. sporogenes and Brochothrix thermosphacta; and salivaricin B, produced by Lb. salivarius with a very broad host range including Li. monocytogenes, Bac. cereus, Bt. thermosphacta, Ec. faecalis and many lactobacilli, which may have more widespread applications. An alternative application of bacteriocins other than the preservation and protection of food is bacteriocin-induced starter lysis to accelerate ripening of Cheddar, particularly where starters have low autolysis levels. A strain of Lc. lactis, producing lactococcins A, B and M, causes lysis of susceptible cells so it could be used as an adjunct culture to accelerate the lysis of starter lactococci whose slow autolysis might otherwise produce a bitter cheese.
133
Another delivery system is to use powdered skim milk previously fermented by a bacteriocinproducing strain as a food ingredient. This approach has been commercially developed with a strain of Propionibacterium shermanii resulting in a product with a very wide antimicrobial spectrum including some Gram-negative bacteria, yeasts and fungi. The resultant product is reportedly added to 30% of the cottage cheese produced in the United States as an inhibitor against psychrotrophic spoilage bacteria. It is available as a liquid concentrate, spray-dried or freeze-dried preparation. It is added to a variety of dairy products such as cottage cheese and yoghurt and a non-dairy version is also available for use in meat and bakery goods. The inhibitory activity almost certainly depends primarily on the presence of propionic acid, but there has also been a role proposed for a bacteriocin-like protein produced during the fermentation. This use of milk fermented by a bacteriocin producer as an ingredient in milk-based foods may be a useful approach for introducing bacteriocins into foods at little cost.
Advantages and Disadvantages of Bacteriocins as Food Additives One of the advantages associated with the use of bacteriocins in food is that these molecules can be said to be normal constituents of the human and animal diet, in that meat and dairy systems are particularly rich sources of bacteriocinogenic LAB. Bacteriocins are proteinaceous in nature and would therefore be expected to be inactivated by proteases of gastric or pancreatic origin during passage through the gastrointestinal tract. Therefore, such bacteriocins, if used in foods, should not alter the digestive tract ecology or result in risks related to the use of common antibiotics. In addition, most bacteriocins have good heat stability and so can survive the thermal processing of foods. Others can work at both low pH and low temperature and could therefore be useful in acid foods and cold-processed or cold-stored products. Bacteriocins may also have applications in minimally processed refrigerated foods, e.g. vacuum and modi®ed-atmosphere packaged refrigerated meats and ready-to-eat meals, which lack some of the barriers or hurdles to the growth of pathogenic and spoilage bacteria formerly conferred by traditional preservation techniques. In addition, the genetic determinants for production of, and resistance to, the more well-known bacteriocins are well characterized and thus it is possible that these could be transferred to nonproducing starter strains for in situ production. This is particularly true for those bacteriocins whose
134
BACTERIOCINS
genes are located on naturally transmissible elements, like nisin (conjugal transposon) and lacticin 3147 (conjugal plasmid). One possible drawback to the use of bacteriocins in foods is that they are hydrophobic molecules which may partition to the organic fat phase within a food matrix. It has been suggested by many researchers that the use of bacteriocins will be limited by this fact. However, while most bacteriocins are indeed very hydrophobic, they are relatively small molecules and so can easily diffuse into the water phase of food products. Nonetheless, binding to food surfaces and poor activity are often observed when bacteriocinproducing strains are added to food systems. The food speci®c environment may have other drawbacks such as poor solubility or uneven distribution of the bacteriocin molecules, sensitivity to food enzymes, and the negative impact of high salt or other added ingredients affecting production or activity of the bacteriocin. It should be noted that for most bacteriocins there is a natural variability in the sensitivity of individual target species and even strains within a species, with some displaying much higher minimum inhibitory concentrations (MICs) than others. In addition to this, spontaneously bacteriocin-resistant mutants of target strains may arise. For example, nisin-resistant mutants of Li. monocytogenes can appear at frequencies of 10ÿ6 to 10ÿ8. However, in properly processed food such high levels of pathogenic bacteria should not be encountered. While these disadvantages have been identi®ed by many scientists, in practice bacteriocins have been shown to be effective in a number of food systems, including full-fat cheeses and meats. Another problem to overcome is the reluctance of industry to incorporate new methodologies over old tried and tested ones, particularly if they have to embark on the substantial and expensive programmes of toxicological testing that can be necessary for the introduction of a new antimicrobial as a puri®ed additive. While it is unclear how many detailed toxicity trials have been performed to date, no evidence of bacteriocin-related toxicity has been reported. Toxicity studies for nisin were carried out using amounts far in excess of the amount that would be used in food with no ill-effects. It is rapidly inactivated in the intestine by digestive enzymes and is undetectable in human saliva 10 min after consumption. There was no evidence of sensitization and no evidence of any cross-resistance that might affect the therapeutic effect of antibiotics. The use of any new food ingredient has to undergo strict regulatory considerations. However, in the case of biologically derived macromolecules with well-understood
pathways of digestion and metabolism such as proteins, they may be determined to be safe for consumption by utilizing available knowledge of their structure, biological activity, digestibility, and biological and compositional factors. In the case of bacteriocins, safety assessment may require characterization of the substance as completely as possible, description of the preparation, proposed use and proportion in food, knowledge of the effect in the food and the metabolic fate in the gastrointestinal tract and also perhaps an environmental impact assessment. There was earlier concern that the use of bacteriocins such as nisin might hide the use of poor-quality materials or poor manufacturing practice but this is unfounded as they have a relatively low antimicrobial activity, and because ef®cacy is dependent on a low microbial load.
Production of Bacteriocins Economically reliable processes have to be developed for bacteriocin production. Optimizing production and enhancing stability and activity are necessary for such an economical breakthrough. In addition, bacteriocin-producing starter cultures may prevent the growth of spoilage and pathogenic microorganisms more ef®ciently in food and feed products if the in situ production and stability of active bacteriocin is increased. Fermentations should be based on cheap substrates and a suitable and low-cost downstream processing strategy devised to produce bacteriocins for direct use as food biopreservatives, or biomass for use as starter cultures for in situ bacteriocin production. Most bacteriocins are produced during the active growth phase but often there is a sharp decrease in activity at the end of log phase due to protein degradation, adsorption to cell surface, protein aggregation, complex formation, etc. Maximum bacteriocin amounts can be harvested immediately when activity peaks or by using conditions that minimize adsorption, e.g. low pH. Bacteriocins could be removed from the fermentation either batchwise or continuously by using adsorbants. Bacteriocin production seems, in some instances, to be stimulated by stress factors, e.g. low temperature, competing microorganisms, etc. A lower speci®c growth rate may lower acid production thus making for less successful competition and necessitating other factors such as bacteriocin production for competition. Production may be controlled by a two-component regulatory mechanism through signal transduction, a cell±cell communication system known as quorum sensing. Molecular techniques may allow one strain to produce a number of bacteriocins, thus increasing
BACTERIOCINS
the spectrum of bacteria sensitive to that strain. Protein engineering may increase activity, stability and host range. It is possible to make nisin synthetically and the sequence has been altered to examine the speci®c role of different amino acids. However, such engineering must overcome regulatory hurdles. An ideal protocol for bacteriocin production would be one which is applicable for large-scale puri®cation having low production and recovery costs, leading to a bacteriocin yield greater than 50% and purity greater than 90%.
Future Prospects for Bacteriocins in Food Bacteriocins should not be seen as a primary means of food preservation. Rather they can contribute to the `hurdle' approach to food preservation and safety whereby a number of barriers, both intrinsic and extrinsic, act as hurdles affecting microbial growth. Many bacteriocins have been observed to be more stable and effective at acid pH, higher temperatures (important in the case of temperature abuse) or lower temperatures (important for refrigerated foods). Bacteriocins serve as bactericidal barriers which can help to reduce the levels of contaminating bacteria while biostatic measures such as modi®edatmosphere packaging or water reduction can prevent the remaining population from growing. They can also be used in conjunction with other antibacterial factors. The animal-derived protein lysozyme lyses many Gram-positive cells and is used to prevent gas formation in some cheeses. Lysozyme and nisin can act synergistically to inactivate cells of Li. monocytogenes. Bacteriocin activity can also be enhanced by the effect of chelators. Plant-derived antimicrobials, some of which are already in use such as benzoic, sorbic, acetic and citric acid, and also phenolic compounds and essential oils such as those found in garlic, can be used in food preservation but have disadvantages in that the food may not be considered `natural' or the level required for inhibition may introduce too strong a ¯avour to the food. Bacteriocins may replace or permit a lower level of such inhibitors. The future for bacteriocins does not lie in discovering, or engineering, the perfect bacteriocin for all applications. Rather it is more practical to imagine speci®c bacteriocins for speci®c tasks. It is likely that the types of food and the application will be determined by practicalities such as the economics of bacteriocin production on an industrial scale. Fermented foods provide an obvious application. The bacteriocin could be introduced to the product at no
135
cost through the use of a bacteriocin-producing starter bacterium. This would ensure even distribution of the inhibitor through the food and the reduced pH of fermented foods allows maximal activity of most bacteriocins. Also LAB are recognized as GRAS for producing fermented foods and so regulatory considerations can be overcome. Addition of partially puri®ed bacteriocin preparations to foods may be less cost-effective, but has been accomplished with nisin. Perhaps a more readily acceptable means of addition of bacteriocins will be through powders derived from a milk fermentate ± these may be used as an ingredient in milk-based foods as a way of introducing bacteriocins at little cost. Genetic analysis of bacteriocin operons will continue to pave the way for bacteriocin applications since the ability to overproduce the inhibitor will certainly impact on the costeffectiveness. Further research into the prevalence of natural bacteriocinogenic strains in retail foodstuffs in conjunction with toxicological studies may provide an even stronger case for the safe use of bacteriocins in the food chain. See also: Food Additives: Legislation. Lactobacillus spp.: General Characteristics. Microorganisms Associated with Milk. Lactobacillus spp.: General Characteristics; Lactobacillus acidophilus; Lactobacillus delbrueckii Group; Lactobacillus helveticus; Lactobacillus plantarum; Lactococcus lactis. Leuconostoc spp. Pediococcus spp.
Further Reading Breukink E, Wiedemann I, van Kraij C, Kuipers OP and Sahl H-G (1999) Use of the cell wall precursor lipid II by a pore forming peptide antibiotic. Science 286: 2631±2634. De Vuyst L and Vandamme EJ (eds.) (1994) Bacteriocins of Lactic Acid Bacteria: Microbiology, Genetics and Applications. London: Blackie Academic and Professional. McAuliffe O, Ross RP and Hill C (2001) Lantibiotics: structure, biosynthesis and mode of action. FEMS Microbiology Reviews 25: 285±308. Ross RP, Galvin M, McAuliffe O et al. (1999) Developing applications for lactococcal bacteriocins. Antonie van Leeuwenhoek 76: 337±346. Ryan MP, Hill C and Ross RP (2001) Exploitation of lantibiotic peptides for food and medical uses. In: Dutton CJ, Haxell MA, Hamish A, McArthur I and Wax RG (eds.) Peptide Antibiotics: Discovery, Modes of Action and Properties. New York: Marcel Dekker. Twomey DP, Wheelock AI, Flynn J et al. (2000) Protection against mastitic Staphylococcus aureus in dairy cows using a bismuth-based teat seal containing the bacteriocin lacticin 3147. Journal of Dairy Science 83: 1981±1988.
136
BACTERIOPHAGE IN THE DAIRY INDUSTRY
BACTERIOPHAGE IN THE DAIRY INDUSTRY
H A Heap and J T Harnett, Fonterra Research Centre, Palmerston North, New Zealand Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The manufacture of fermented dairy products is dependent on the use of starter cultures selected primarily on the basis of their bacteriophage (phage) insensitivity. The most widely used dairy starters are mesophilic strains of Lactococcus lactis (subsp. lactis, subsp. cremoris, subsp. lactis biovar diacetylactis), Leuconostoc mesenteroides subsp. cremoris, or thermophilic strains of Lactobacillus (Lb. acidophilus, Lb. delbrueckii subsp. bulgaricus, Lb. casei, Lb. helveticus, Lb. lactis, and Lb. rhamnosus) and Streptococcus thermophilus. In addition, bi®dobacteria, propionibacteria, yeasts and moulds are used in combination with starter cultures in a range of fermented milk products. The number of different strains is not known, but it is believed that the starter cultures in industrial use are closely related. As a consequence, this limited pool of strains may contribute to the problems posed by phage in the dairy environment. Increases in the milk volume processed at the dairy plant place considerable pressure on culture management systems and on plant hygiene, and starter cultures can fail at any time because of phage infection. Consequently, there is a continuing need for phage-insensitive starter cultures, and a need to have protective systems in place to provide quality fermented products. Despite improvements in the selection of phageinsensitive cultures and plant hygiene, phage infection of starter cultures resulting in the loss of starter strains remains the greatest problem faced in the manufacture of fermented dairy products.
Problems with Phage The primary function of a starter culture is to produce lactic acid in milk at the required rate. For any speci®c fermented milk product, starter activity may be retarded by a number of factors. Inhibitory substances
in the milk, e.g. antibiotics, agglutinins, chemicals, detergents, disinfectants etc., may slow or stop acid production altogether (see Lactobacillus spp.: Bacteriophage and Non-Phage Inhibition Problems). However, by far the most important inhibitory factor is phage. The problems in the manufacture of fermented dairy products resulting from phage attack have become more signi®cant over recent years. This has been brought about by the concentration of much larger volumes of milk in a single plant, the re®lling of processing tanks during the day, which increases the chance of infection of later tanks from inadequately sterilized equipment and from airborne phage. This is particularly true for cheese manufacture where the cheese curd and whey contain high levels of active bacteria and provide ample opportunity for phage to be spread through the plant environment. Phage can reach the processing tanks from many sources, the most important being air-borne infection. Phage particles on dust or from ®ne droplets of whey can remain in the air of a plant for long periods and some of these particles are almost certain to gain access to the processing tanks. Starter culture systems used in the manufacture of fermented dairy products can generally be categorized as either de®ned single strain, mixed strain or multiple strain cultures. The effect of phage on single strain, mixed strain and multiple strain starters will vary depending on the composition of the particular starter culture and on the complexity of the mixture of phage types in the infection. The symptoms may range from outright failure of acid production through a pronounced decrease in activity to no discernible effect at all. The most common effect is probably the sharp drop in activity that corresponds to the loss of one or more of the more active strains in the starter culture. Appreciable variation in activity from one day to another is undesirable from the product quality point of view and strict precautions to minimize the likelihood of phage infection are worthwhile with any starter culture. The phages that cause most trouble in dairy plants are usually those that are associated with mesophilic strains used in cheese manufacture. The build-up of phage in cheesemaking is greater than in the manufacture of fermented milk products. This is primarily due to physical separation of curd and
BACTERIOPHAGE IN THE DAIRY INDUSTRY
whey, and subsequent processing of large volumes of whey (the starter continues to grow in the whey after it has been separated from the curd and phage levels can consequently be very high). It would appear that phages that attack thermophilic strains do not propagate rapidly. Phages speci®c for Sc. thermophilus and lactobacilli are readily isolated in plants using thermophilic lactic starters. Although phage may lead to irregular acid production during manufacture, total failure is fairly infrequent. Leuconostoc spp. and propionibacteria are less prone to phage attack because they grow very slowly in milk.
(A)
137
(B)
Figure 1 Main morphological types of lytic phage that attack mesophilic starter strains: (A) isometric-headed and (B) prolateheaded.
Phage Characteristics Starter phages are viruses that infect starter bacteria and destroy them. To multiply, these phages require living, growing cells to serve as a host. Starter phages are quite speci®c, i.e. they infect some (but not all) of the starter strains in the Lc. lactis subsp. lactis, subsp. cremoris and subsp. lactis biovar diacetylactis group. This is equally true for strains of Lactobacillus spp., Sc. thermophilus, Leuconostoc spp. and Propionibacterium spp. Starter phages are very resistant to destruction. They will survive in large numbers in liquid and dried product and can be present in the dairy plant many years after the host strain has been removed. Starter phages are not effectively killed by pasteurization but will be destroyed by UHT treatment at 135 � C for 2±5 s (milk and whey), steaming for 1±2 h (fermentation tanks) and exposure to solutions containing available chlorine at 50±200 mg lÿ1 (sanitizing equipment, etc.). There are various possible ways of differentiating phages. These include bacterial host range; growth characteristics, e.g. latent period; plaque morphology; and morphology visualized by electron microscopy. Electron microscope studies of starter phages have shown that head size and shape, tail length and the presence or absence of a collar are useful differentiation characteristics. The main morphological types of lytic phage isolated from cheese whey that attack mesophilic strains are isometric-headed and prolate-headed (Figure 1). More recently, studies of the DNA inside the phages have demonstrated good correlation with morphological appearance and provided a more de®nitive grouping of lactococcal phage types.
Phage Replication When a phage comes in contact with a susceptible bacterial cell, it attaches to speci®c receptor sites on the cell surface. The phage then injects its own DNA
0.0 hrs
0.5 hrs
1.0 hrs
1.5 hrs
2.0 hrs
2.5 hrs
5.0 hrs Figure 2 Lysis of Lactococcus spp. starter by bacteriophage; arrows indicate some of the cells where lysis is about to occur (light micrograph, magni®cation �1000).
into the cell. This foreign DNA takes control of cell metabolism to produce numerous copies of itself inside the cell. Finally, the cell will lyse releasing numbers of new phage particles. Figure 2 illustrates the progressive attack of phage on a chain of lactococci from a milk culture. The period of time from phage attachment to lysis varies according to the type of phage, but averages about 35 min for mesophilic lactococcal phages. The burst size, the number of progeny phage released
138
BACTERIOPHAGE IN THE DAIRY INDUSTRY
from each infected bacterial cell, usually ranges from 25 to 250 phage per cell. It is important to know the degree of virulence of the phages. This information helps to decide whether a particular phage has become so dangerous that the host strain should be replaced. The multiplication factor (MF) of a phage indicates the extent to which a phage will reproduce through the fermentation process. The more virulent a phage is, therefore, the higher the MF. The MF is determined by various factors, such as phage latent period, burst size, multiplication rate inside the host and host sensitivity, all of which may vary in response to changes in temperature during the fermentation process. A very high MF of 108 to 109 indicates that the phage is out of control in a modern multi®ll plant and the sensitive starter host should be replaced. However, it is possible to continue to use starter strains that have controllable phages with low MFs, e.g. 102 to 104, at the end of the fermentation period. This assumes that the phage has not contaminated the milk at the point of starter inoculation, particularly at the bulk starter stage, and that there is a good standard of plant hygiene.
Source of Phage There are several possible sources of any new phage attacking both mesophilic and thermophilic starter cultures in dairy plants. Starter Cultures
Many of the starter strains used in milk fermentations are lysogenic, that is, contain a prophage as part of the bacterial chromosome. Occasionally, in about one in 106 cells, the prophage may be released from the chromosome and develop into a phage. If this phage is intact and can ®nd a starter strain on which to grow, then it will become established in the dairy plant. Since starter strains can be a source of phage, if few strains are used at any one time there is less chance that a phage will be introduced into the dairy plant. In addition, the use of fewer strains means that potentially fewer lysogenic phage will be present and therefore there will be less opportunity for a phage from one strain to adapt so that it can attack another strain. Raw Milk
As a reservoir of wild strains of Lactococcus spp., raw milk provides an external source of phage infection. The cleaning of milking machines with sanitizers, chilling of milk in the vat on the farm, and collection of milk in clean and sanitized tankers will result in
a milk of very low bacterial count posing less of a phage risk to the starter cultures during the fermentation process. Existing Phage
Under normal conditions where a new starter culture is introduced into a dairy plant where a range of lytic phages is already present, `new' phages may be produced as a result of an alteration to an existing phage (mutation, modi®cation or recombination), enabling it to attack a new host. Once a phage is routinely detected in a dairy plant, e.g., a cheese plant, the most important reservoir of the phage appears to be the whey. The need to prevent the spillage and splashing of whey cannot be overestimated. In fact, consideration should be given to pasteurizing the cheese whey as a means of killing the starter cells, thus keeping phage levels low. This is particularly important if the whey is spread onto land surrounding the plant since the phage may be transferred directly to the raw milk via the cows feeding on the pasture.
Protective Measures against Phage Plant Layout
The layout of the plant with respect to the various process areas is critical to avoid phage build-up during manufacture. For example, the tanker bay/ milk reception, bulk starter room, production and whey processing areas must be physically separated from each other. The tanker bay/milk reception area is potentially a high-risk phage area as a result of raw milk spillage and aerosols created during tanker unloading and washing. The starter room must be sealed off from the manufacturing area and maintained under a positive pressure of ®ltered air. Access to the starter room must be via an airlock to facilitate an exchange of clothing and footwear. Footbaths, hand-wash and drying equipment must be available at the ®nal point of entry to the production area. In this area, wet ¯oors should be avoided and all spillage must be washed away immediately with sanitizer. There must not be any `pooling' of whey in ¯oor drains or sumps. The whey balance tank, separators and rotosieves should be located in a separate room that is held under a negative air pressure and situated as far as possible from the starter room and the cheese vats. Airflow and Ventilation
Air ®ltration plays a very important role in keeping phage levels in the plant under control provided that
BACTERIOPHAGE IN THE DAIRY INDUSTRY
the ®lter bank system is well designed, operated and maintained. The purpose of the ®lter medium in the system is to arrest dust particles of natural origin, soil, etc. that range from 2 to 10 mm (phages are usually attached to dust particles). The air intake should be on the (prevailing) windward side of the plant away from the milk and whey silos. The ventilating air should be ®ltered through coarse and ®ne ®lters before being ducted into the plant. The best air¯ow simply follows the product through the plant and prevents a back-up of airborne phage within the production area. There must be continuous total exchange of air in the production room of about 12 or more changes per hour. This ensures that aerosols are carried outside the plant ef®ciently. The starter room should have its own air supply (not mixed with other air¯ow ducts within the plant) which passes through a coarse ®lter to remove dust and other debris and, if possible, a ®ne ®lter. The ®nal ®lter should be a high-ef®ciency particulate aerosol (minimum ef®ciency 99.97%). Plant Equipment
All plant equipment used in the fermentation process should be manufactured from high-grade polished stainless steel and must allow for ef®cient cleaning and sanitizing prior to use. This includes silo tanks, storage tanks, mixing tanks, fermentation tanks (production of starter), processing tanks (for the manufacture of product), plate heat exchangers, pasteurizers, pipework, etc. The production of bulk starter in the dairy plant is a critical step in ensuring that the starter cultures perform consistently in the plant throughout the fermentation process. Fermentation tanks used to grow starter (starter tanks) should be situated in a separate room away from the production area. These tanks should be enclosed, readily sterilizable using heat or sanitizer and with ®ltered positive air to the headspace. It is important that these tanks are inspected regularly for cracks. The inoculation of the starter culture to the fermentation tank must be carried out aseptically via a `cloud' of steam or ¯ame. The aseptic propagation of starter cultures in the dairy plant is very important and cannot be overemphasized. An alternative to enclosed fermentation tanks under positive air pressure has been to grow the starter culture in a phage-inhibitory medium (medium designed to give protection against phage because calcium, essential for adsorption of phage to the bacterial cell, is either absent or bound). However, a disadvantage is that although the phage may not adsorb to the bacterial cell in this medium and
139
therefore increase in number, this situation will change once the tank contents have been added to the batch milk. In addition, the direct inoculation of milk with frozen or freeze-dried starter concentrates avoids the bulk starter stage and obviously decreases the risk of phage infection. Milk Supply
Since phages enter the dairy plant with the farm milk, the risk of infection is high. It is therefore essential that milk used in the manufacture of fermented milk products be treated properly at the dairy plant prior to processing. Milk held for extended periods of time at elevated temperatures will allow for the increase in bacterial numbers (and potential phage numbers since some of the raw milk ¯ora will include wild strains of Lactococcus). This will have an effect on starter culture activity. Methods that can be used at the plant to reduce bacterial loading include chilled storage, thermization, and ef®cient pasteurization of the milk. Water Supply
Phage can periodically contaminate the plant water supply and affect the performance of the starter in the milk. This can be important particularly if this water is used for dilution of ingredients that are added to the milk in the production vats, e.g. in the case of rennet added to the cheese vats. Starter Cultures
The selection of strains is most important in reducing the phage problem in the dairy plant. Strains used in the plant must have two important characteristics. First, all strains should be phage unrelated. Insensitivity to all phages is the desirable feature, but when a strain is sensitive to an existing phage, the replication rate of that phage should not be high. The majority of dairy plants manufacturing fermented milk products, e.g. cheese, use a rotational starter system to avoid the build-up of high phage levels in the plant environment. For this system to be successful, it is vital that the cultures being used in rotation must be different in their phage sensitivity. This means that the phage will not then be propagated on a sensitive host during the rotational cycle. Provided the phage relationships are distinctly different, the destruction of one strain by phage will not lead to complete failure of acid production. Second, none of the strains should act as an indicator (sensitive host) to phages released, spontaneously or arti®cially, by the other strains.
140
BACTERIOPHAGE IN THE DAIRY INDUSTRY
Priming of Milk
In some dairy plants, e.g. those producing cheese, the volume of milk supply has increased to the stage where more starter culture is required than can be made in the equipment available, if the normal percentage of culture is to be added to each cheese vat. The natural tendency then is to use a lower inoculum of culture to the vat and then to compensate for any de®ciency by `priming' the milk for a longer period. The longer priming period introduces additional danger of `slow vats', as the phage gets a chance to attack the starter culture and spread rapidly in the milk before a ®rm coagulum is formed. Thus, priming for too long a period before setting is often dangerous because it may cause vat failures. If there is not enough starter capacity, the remedy is to provide additional equipment, neutralize the bulk starter, or use direct vat inoculum (DVI) cultures. Cheese vats should never be primed for more than 5 to 10 min before the addition of rennet. Whey and Effluent Disposal
Whey and plant ef¯uent, byproducts of dairy fermentations, particularly cheese, can contribute to phage contamination in and around the dairy plant. All whey spills must be avoided. The whey should be removed from the plant in enclosed pipes and pasteurized or thermized (62±65 � C for 15±30 s) to kill off the starter cells so the phage cannot grow. Surplus bulk starter should also be pasteurized/ thermized, not ¯ushed down the drain to the ef¯uent silos as this may provide a high number of host cells for phage to grow. Plant Hygiene
It is essential that every dairy plant using starter cultures must carry out a strict cleaning programme to minimize the risk of phage infection. All processing equipment should be thoroughly cleaned and sanitized prior to use. The cleaning-in-place (CIP) programme should contain a chlorine rinse since chlorine solutions (e.g. sodium hypochlorite) are very effective in destroying phage. The chlorine rinse should contain 50±200 mg lÿ1 available chlorine, and the rinse should be carried out not more than 5 min before the milk is run into the vat. Afterwards, the solution should be allowed to drain away but not rinsed away with water. The chlorine rinse treatment also should be given to all batch processing equipment immediately prior to the manufacture of fresh product. Pipework and processing equipment should be on a separate CIP circuit from the starter lines and starter
tanks. There must be no build-up of product residues on process equipment and all valves, gaskets, etc. must be readily accessible for dismantling and cleaning. Spraying with a hypochlorite aerosol is a safe measure to inactivate and keep airborne phage under control. Recycling of Product
It is important not to mix product from previous manufacture with fresh product. For example, cheese trimmings from the day before should not be added back to cheese milk in the vats during the next day's manufacture. The return of even small quantities of `old' product can lead to the perpetuation of phage contamination for longer than necessary. In addition, the return of whey cream to the cheese milk for standardization should be avoided. Monitoring of Phage
Phages are monitored for two reasons: ®rst, to detect the appearance of a new phage and allow for culture substitution while phage levels are still low, and second, to check plant hygiene. There are two basic methods for the detection of the presence of phage in a sample in which phage may be present. The ®rst method depends on the failure of acid production by the appropriate host strain, and involves the addition of a small quantity of ®ltered sample to a number of tubes containing a pure culture of the host in a milk-based medium-containing indicator, e.g. bromocresol purple. Following inoculation, the tubes together with controls are incubated until the control tube has changed colour from purple to yellow. If one or more of the tubes containing sample fails to change colour within 18 h at 30 � C, a starter inhibition, which is most likely to be a phage±host interaction, may be inferred. The second method of phage detection is known as the plate overlay method. This simply involves centrifuging the sample, preparing a series of dilutions of the supernatant, and placing a small volume of each dilution on a `lawn' of possible host strains spread over the surface of an appropriate agar plate. Following incubation of the plates for 5 h at 30 � C, the presence of phage in the sample may be indicated by the appearance of completely lysed zones or by individual plaques. Each plaque normally represents the destruction of the host strain in the small areas surrounding the position where a single phage particle size settled on the media. Air-borne phage may be detected by this method using the seeded `lawns' as exposure plates. Alternatively, an air-sampling device may be used to bring air onto the surface of seeded lawns.
BIFIDOBACTERIUM
The Future The advent of DNA technology has led to advances in the understanding of phage-insensitivity systems in starter bacteria. Through this increased understanding it may be possible to produce starters for the manufacture of fermented milk products that have greater resistance to phage and hence a longer life as effective starters. See also: Cheese: Starter Cultures: General Aspects; Starter Cultures: Specific Properties. Fermented Milks: Starter Cultures. Lactobacillus spp.: Bacteriophage and Non-Phage Inhibition Problems. Process and Plant Design.
Further Reading Cogan T and Accolas J (1990) Starter cultures: types, metabolism and bacteriophage. In: Robinson PK (ed.) Dairy Microbiology, vol. 1, The Microbiology of Milk, 2nd edn, pp. 77±114. London: Elsevier.
Beta-Lactoglobulin
SPP./Morphology
and Physiology
141
Frank J and Hassan A (1998) Starter cultures and their use. In: Marth EH and Steele JL (eds.) Applied Dairy Microbiology, pp. 131±172. New York: Marcel Dekker. Heap H (1998) Optimizing starter culture performance in New Zealand cheese plants. Australian Journal of Dairy Technology 53: 74±78. Heap H and Lawrence R (1988) Culture systems for the dairy industry. In: Robinson PK (ed.) Developments in Food Microbiology, pp. 149±185. London: Elsevier. Jarvis A (1989) Bacteriophages of lactic acid bacteria. Journal of Dairy Science 72: 3406±3428. McIntyre K, Heap H, Davey G and Limsowtin G (1991) The distribution of a lactococcal bacteriophage in the environment of a cheese manufacturing plant. International Dairy Journal 1: 183±197. Neve H (1996) Bacteriophage. In: Cogan TM and Accolas JP (eds.) Dairy Starter Cultures, pp. 157±189. New York: VCH. Tamime A (1981) Microbiology of starter cultures. In: Robinson PK (ed.) Dairy Microbiology, vol. 2, The Microbiology of Milk Products, pp. 113±156. London: Elsevier.
see Milk Proteins: Beta-Lactoglobulin.
BIFIDOBACTERIUM
SPP.
Contents
Morphology and Physiology Applications in Fermented Milks
Morphology and Physiology
Introduction
N P Shah, Victoria University of Technology, Melbourne, Victoria, Australia W E V Lankaputhra, Burra Foods, Korumburra, Victoria, Australia
Fermentation with lactic acid bacteria is one of the oldest methods of food processing and preservation. Fermented foods containing selected strains of bi®dobacteria are claimed to provide several prophylactic, probiotic and therapeutic bene®ts. Fermented dairy foods containing Bi®dobacterium spp.
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
BIFIDOBACTERIUM
The Future The advent of DNA technology has led to advances in the understanding of phage-insensitivity systems in starter bacteria. Through this increased understanding it may be possible to produce starters for the manufacture of fermented milk products that have greater resistance to phage and hence a longer life as effective starters. See also: Cheese: Starter Cultures: General Aspects; Starter Cultures: Specific Properties. Fermented Milks: Starter Cultures. Lactobacillus spp.: Bacteriophage and Non-Phage Inhibition Problems. Process and Plant Design.
Further Reading Cogan T and Accolas J (1990) Starter cultures: types, metabolism and bacteriophage. In: Robinson PK (ed.) Dairy Microbiology, vol. 1, The Microbiology of Milk, 2nd edn, pp. 77±114. London: Elsevier.
Beta-Lactoglobulin
SPP./Morphology
and Physiology
141
Frank J and Hassan A (1998) Starter cultures and their use. In: Marth EH and Steele JL (eds.) Applied Dairy Microbiology, pp. 131±172. New York: Marcel Dekker. Heap H (1998) Optimizing starter culture performance in New Zealand cheese plants. Australian Journal of Dairy Technology 53: 74±78. Heap H and Lawrence R (1988) Culture systems for the dairy industry. In: Robinson PK (ed.) Developments in Food Microbiology, pp. 149±185. London: Elsevier. Jarvis A (1989) Bacteriophages of lactic acid bacteria. Journal of Dairy Science 72: 3406±3428. McIntyre K, Heap H, Davey G and Limsowtin G (1991) The distribution of a lactococcal bacteriophage in the environment of a cheese manufacturing plant. International Dairy Journal 1: 183±197. Neve H (1996) Bacteriophage. In: Cogan TM and Accolas JP (eds.) Dairy Starter Cultures, pp. 157±189. New York: VCH. Tamime A (1981) Microbiology of starter cultures. In: Robinson PK (ed.) Dairy Microbiology, vol. 2, The Microbiology of Milk Products, pp. 113±156. London: Elsevier.
see Milk Proteins: Beta-Lactoglobulin.
BIFIDOBACTERIUM
SPP.
Contents
Morphology and Physiology Applications in Fermented Milks
Morphology and Physiology
Introduction
N P Shah, Victoria University of Technology, Melbourne, Victoria, Australia W E V Lankaputhra, Burra Foods, Korumburra, Victoria, Australia
Fermentation with lactic acid bacteria is one of the oldest methods of food processing and preservation. Fermented foods containing selected strains of bi®dobacteria are claimed to provide several prophylactic, probiotic and therapeutic bene®ts. Fermented dairy foods containing Bi®dobacterium spp.
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
142
BIFIDOBACTERIUM
SPP./Morphology
and Physiology
are well established in a number of countries in Europe and also in Japan and the products are gaining popularity in North America and Australia. As a result, several brands of yoghurt now sold in these countries contain Bi®dobacterium spp. This review will consider the taxonomy and occurrence, gastrointestinal ecology, growth characteristics, and carbohydrate metabolism of Bi®dobacterium spp. (see Bi®dobacterium spp.: Applications in Fermented Milks).
Taxonomy and Occurrence Bi®dobacteria were ®rst isolated in 1899 from the faeces of breastfed infants by Tissier of the Pasteur Institute. When ®rst isolated, the organism was named Bacillus bi®dus, based on the morphology as the organism typically exists in a Y-shaped or `bi®d' form. An Italian scientist also discovered a bacterium in similar conditions as described by Tissier and classi®ed the organism as belonging to the genus Lactobacillus. Although differences existed between these two bacteria, a common name, Lactobacillus bi®dus was proposed. In 1924, Orla-Jensen was responsible for a decisive shift in the taxonomy of lactic acid bacteria. The classi®cation and identi®cation of microorganisms are now based on other criteria, such as physiology, metabolic and enzyme characteristics and nutritional requirements for energy metabolism. In 1967, De Vries and Stouthamer demonstrated the presence of fructose-6-phosphatephosphoketolase (EC 4.1.2.22) in bi®dus and the absence of two enzymes, aldolase and glucose6-phosphate dehydrogenase, which are found in lactobacilli. The presence of other enzymes, such as a-galactosidase (EC 3.2.1.22) and a-glucosidase (EC 3.2.1.20) present in bi®dobacteria, could be used for rapid differentiation and identi®cation. The taxonomy of bi®dobacteria has been revised since they were ®rst described; at different times, these organisms were assigned to genera Bacillus, Bacteroides, Nocardia, Lactobacillus and Corynebacterium. Recent techniques in strain identi®cation of bi®dobacteria include use of DNA probes and pulsed ®eld gel electrophoresis. The percentage of guanine and cytosine (GC) in the DNA of Bi®dobacterium differed from that of Lactobacillus, thus the classi®cation of bi®dobacteria in the genus Lactobacillus was not justi®ed. Lactobacilli contain 50 mol% GC. Based on the mol% GC contents, all lactic acid producers have been allocated into two subdivisions called Clostridium and Actinomycetes. The
Actinomycetaceae family consists of ®ve genera: Bi®dobacterium, Propionibacterium, Microbacterium, Corynebacterium and Brevibacterium. The mol% GC bases of the DNA of the genus Bi®dobacterium is 58 for the human type strains. The rest of the species have mol% GC ranging between 55 and 66, based on melting temperatures. Today, the Bi®dobacterium genus includes 29 described species grouped according to their ecological origin with 14 occurring in humans, 12 in animals, and 3 in honeybees (Table 1). Presently, 5 species of Bi®dobacterium have attracted attention in the dairy industry for manufacturing probiotic milk products: Bif. adolescentis, Bif. bi®dum, Bif. breve, Bif. infantis and Bif. longum. In the manufacture of fermented milks, Bif. bi®dum is the species most commonly used, followed by Bif. longum, and Bif. breve. Bi®dobacterium species are natural inhabitants of the gut of many animals including humans. The groupings of the species are heterogenous. There is no test that permits the determination of origin of a strain and thus classi®cation as `human' or `animal' origin is arbitrary. Bi®dobacterium species found in Table 1 Species of genus Bi®dobacterium and their mol% GC contents
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29
Species
mol% GC
Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif.
58.9 59.0 60.0 59.0 60.8 60.0 58.4 54.0 66.3 Ð 64.1 61.2 61.0 65.7 63.8 60.0 60.5 60.8 60.0 59.0 61.6 57.5 59.5 67.5 57.0 63.0 61.5 62.0 60.0
adolescentis angulatum animalis asteroides bi®dum boum breve catenulatum choerinum coryneformes cuniculi dentium gallicum gallinarum globosum indicum infantis longum magnum mericicum minimum pseudocatenulatum pseudolongum pullorum ruminatium saeculare subtile suis thermophilum
Adapted from Scardovi (1986) and Sgorbati et al. (1995).
BIFIDOBACTERIUM
humans are: Bif. adolescentis, Bif. angulatum, Bif. bi®dum, Bif. breve, Bif. catenulatum, Bif. dentium, Bif. infantis, Bif. longum and Bif. pseudocatenulatum. Bi®dobacterium breve, Bif. infantis and Bif. longum are found in human infants. Bi®dobacterium adolescentis and Bif. longum inhabit human adults. Bi®dobacterium pseudolongum type A, and Bif. thermophilum occur in cattle and pigs, whereas Bif. pseudolongum types A, B and C and Bif. thermophilum are found in chickens. Other species occur in the intestinal tract of various animals and insects including honeybees.
Bifidobacteria in Gastrointestinal Ecology A diverse and complex bacterial population is found in the intestinal micro¯ora. Approximately 400 types of bacteria have been isolated in the faeces of humans. Intestinal contents have a viable microbial count of about 1012 cfu gÿ1. In addition to Lactobacillus spp., Streptococcus spp., Enterococcus spp. and bi®dobacteria, there are other genera such as Bacteroides, Clostridium, Peptococcus and Fusobacterium, as well as eubacteria (Table 2). The stomach has the lowest population of microorganisms and its contents have counts in the range of 1 to 103 cfu mlÿ1. Bi®dobacterium spp. are present in the colon of the intestinal tract. Bi®dobacteria constitute a major part of natural micro¯ora of the human intestine and when present in suf®cient numbers, these organisms create a healthy equilibrium between bene®cial and potentially
SPP./Morphology
and Physiology
143
harmful microorganisms in the gut. Bi®dobacteria are predominant in the large intestine, especially in the proximal colon, while lactobacilli are found mainly in the distal end of the small intestine. The intestine of the foetus is sterile but immediately after birth, colonization by various organisms begins. In one or two days, coliform, enterococci and clostridia enter. Initially, a wide range of genera colonize the large intestine, and within 48 h of birth, the stool of infants may contain up to 1010 cfu gÿ1. Bi®dobacteria appear in the intestine and rapidly become the dominant ¯ora. Bi®dobacterium infantis is the predominant species in the stools of breastfed infants. Formula-fed babies normally have one log count fewer Bi®dobacterium present in faecal samples than breastfed babies. Formula-fed infants have higher numbers of Enterobacteriaceae, streptococci, Bacteroides and anaerobes other than bi®dobacteria. Bi®dobacteria grow better in human than in bovine milk; this may be the reason that breastfed infants have a higher bi®dobacteria population than that of formula-fed infants. The faecal micro¯ora of formula-fed infants is similar to that of adults. Breastfeeding should be promoted as such feeding practice encourages the establishment and maintenance of a high number of bi®dobacteria in the gut. The walls of the colon provide suitable ecological sites for the proliferation of bi®dobacteria. Lipoteichoic acids associated with walls of Gram-positive bacteria can initiate adhesion to the epithelial cells of the intestine. The most likely sites for interaction between epithelial cells and bi®dobacteria are proteins or glycoproteins, which can bind fatty acid
Table 2 Distribution of human gastrointestinal ¯ora in different segments of the gastrointestinal tract Number of organisms per gram of intestinal contents Stomach
Jejunum
Ileum
Colon
0±103
0±105
103±107
1010±1012
Aerobes or facultative anaerobes count Enterobacter 0±102 Streptococcus 0±103 Staphylococcus 0±102 Lactobacillus 0±103
0±103 0±104 0±103 0±104
102±105 102±106 102±105 102±105
104±1010 105±1010 104±107 106±1010
Anaerobes count Bacteroides Bi®dobacterium Peptococcus Clostridium Fusobacterium Eubacteria Veillonella
0±102 0±103 0±103 rare rare rare 0±102
103±106 103±107 103±104 102±104 rare 103±105 103±104
1010±1012 108±1012 108±1012 106±1011 109±1010 109±1012 103±104
Total microbial count
rare rare rare rare rare rare rare
Adapted with permission from Ballongue (1993).
144
BIFIDOBACTERIUM
SPP./Morphology
and Physiology
fractions of lipoteichoic acids. Some strains of bi®dobacteria, such as Bif. infantis, secrete polysaccharides, which can initiate adhesion to the epithelial cells of the intestine. The level of bi®dobacteria decreases with age and changes in diet. In adults, the microbial ¯ora of the intestine is present in the following order: Bacteroidaceae (up to 86% of the total ¯ora), eubacteria (6±19%), bi®dobacteria (6±36%), Peptococcaceae (2±14%), Enterobacteriaceae (trace±5.3%), streptococci and lactobacilli (trace). In the elderly, the populations of bi®dobacteria decrease, and an increase in the number of bacteria such as coliforms, enterobacteria and clostridia occurs. This is due to the diminished secretion of gastric juices in the elderly. As a result, the elderly often suffer from constipation. Studies have shown that bi®dobacteria have a bene®cial effect in reducing constipation in elderly by replacing the micro¯ora present in the gut with helpful bacteria. In children, bi®dus milk products are found to have more bene®cial effects than most other fermented milk products, as bi®dobacteria produce only L() lactic acid, which infants less than 1 year of age are able to metabolize easily.
Morphology All members of genus Bi®dobacterium show a bacillar form. Some strains develop rami®cations giving V, Y, X or other shapes. However, their polymorphism depends mainly on culture medium and the growth conditions. The levels of N-acetylglucosamine, which is involved in the synthesis of peptidoglycan (a component of the cell wall), affect the branching of bi®dobacteria. While lower levels of N-glucosamine and amino acids produce more highly branched shapes, rich and favourable growth conditions produce longer and bacillus-form morphology. Colonies formed by bi®dobacteria are smooth, convex, cream or white, glistening and of soft consistency. Cells of Bif. angulatum show the V or palisade arrangement, whereas Bif. animalis cells show enlarged middle portion. Bi®dobacterium asteroides exhibits unusual star-like arrangements. Most species of bi®dobacteria of human origin produce vitamins such as thiamine (B1), ribo¯avin (B2), pyridoxine (B6), folic acid (B9), cobalamin (B12), ascorbic acid (C), nicotinic acid (PP) and biotin (H). Ability to synthesize these vitamins could be important to the animal or human hosts; the vitamin supplies for the host may not be affected as the demand for the vitamins by these bacteria would be minimum or nil within the gastrointestinal system.
Growth Characteristics Bi®dobacteria are Gram-positive, nonmotile, nonsporeforming and anaerobic organisms. Bi®dobacterial cells often stain irregularly with methylene blue. Some species can tolerate oxygen, some are obligately anaerobic, while some species can tolerate oxygen in the presence of carbon dioxide. These organisms are catalase-negative; however, some species, such as Bif. indicum and Bif. asteroides, possess weak catalase activity when grown in the presence of air. Catalase can break down hydrogen peroxide produced by other lactic acid bacteria, including Lb. delbrueckii subsp. bulgaricus, one of the two yoghurt bacteria. Hydrogen peroxide is claimed to inactivate fructose-6-phosphate-phosphoketolase, a major enzyme in bi®dobacteria responsible for metabolism of sugar. Bi®dobacteria produce higher levels of acetic acid than lactic acid, usually in the ratio of 3 : 2. These bacteria also produce formic acid, ethanol and succinic acid. Some reports suggest that butyric acid and propionic acid are not produced. However, studies in the authors' laboratory have shown production of butyric acid and hippuric acid by these microorganisms. Bi®dobacteria can grow in the temperature range of 25±45 � C, with a maximum growth temperature of 43±45 � C, and a minimum growth temperature of 25±28 � C. The optimum temperature for growth of bi®dobacteria of human origin is 36±38 � C, whereas for those of animal origin this is 41±43 � C. Growth of bi®dobacteria does not occur below 20 � C and these organisms do not grow above 46 � C. The optimum pH for growth of bi®dobacteria is 6.5±7.0. No growth occurs below pH 4.5±5.0 or above 8.0±8.5. Below pH 4.1, most species die within less than 1 week even at 4 � C and below pH 2.5 most species die within less than 3 h. Carbonate or bicarbonate can be readily used by bi®dobacteria as carbon sources. Bi®dobacteria cannot utilize fatty acids or organic acids as carbon sources.
Growth Requirements After early observations that the growth of bi®dobacteria is stimulated by human milk, numerous nutritional studies have been designed to elucidate the properties of bi®dus factor/s present in human milk or to ®nd a substitute for it. The essential factor in human milk (i.e. bi®dus factor), which was lacking in cows' milk, was subsequently identi®ed as N-acetyl-D-glucosamine containing saccharides. Lactulose (4-O-b-D-galactopyranosyl-D-fructose) too
BIFIDOBACTERIUM
promotes growth of bi®dobacteria. Lactulose is not metabolized by humans and therefore can pass into the colon and be used selectively by bi®dobacteria. Lactulose has been isolated from human milk. This may be one of the reasons why breastfed infants have higher populations of bi®dobacteria. Various oligosaccharides known as `prebiotics' also stimulate the growth of Bi®dobacterium spp. Oligosaccharides including raf®nose, stachyose and inulin (poly-fructose) are used by bi®dobacteria, but not by other intestinal bacteria, including Escherichia coli and Streptococcus faecalis. Fructo-oligosaccharides are polymers of fructose containing 2 to 35 fructose units. Fructo-oligosaccharides are not degraded by human digestive enzymes nor by the colonic ¯ora. Thus, fructo-oligosaccharides are used as selective food for bi®dobacteria. Maximum growth and acid production occurred for several strains of bi®dobacteria cultured in each of bovine milk, bovine milk with 20% pepsin digested milk and bovine milk with 2% lactulose syrup. Increases in cell biomass of bi®dobacteria in whey digested with pepsin, whey plus whey proteins digested with pepsin, whey proteins digested with pepsin and skim milk digested with pepsin have been reported. Growth of Bif. bi®dum also occurs in skim milk supplemented with 1% dextrose and 0.1% yeast extract. Acid production can be increased by addition of 0.05% cysteine and/or 0.2% yeast extract or 0.2% tryptone. Cysteine appears to be essential for the growth of bi®dobacteria. In addition, cysteine and other compounds containing sulphydryl groups contribute to the lowering of redox potential and therefore can be expected to improve the viability of bi®dobacteria (although this may not be the case with all bi®dobacteria). The slow growth of this organism in milk is due to a lack of proteolytic activity. The additional nitrogen source in the form of peptides or amino acids will improve the viability. Enhanced acid production also occurs in whole milk on addition of peptides and amino acids obtained from culture-free ®ltrates of proteolytic organisms including Lb. delbrueckii subsp. bulgaricus or Lb. casei. Mucins (glycoproteins of mucus) are considered as growth factors for Bi®dobacterium spp. Mucins are secreted by the mucus cells of the salivary gland and gastrointestinal tract. Mucins are oligosaccharides of galactose, fucose, N-acetyl-galactosamine, N-acetyl-glucosamine and sialic acid linked to peptides such as proline, serine, and threonine. Glycoproteins isolated from colostrum appear to be effective in promoting the growth of bi®dobacteria (see Prebiotics: Types; Function).
SPP./Morphology
and Physiology
145
Carbohydrate Metabolism `Bi®dus pathway' is a major pathway of carbohydrate metabolism occurring in all bi®dobacteria. This pathway is also known as `fructose-6-phosphate shunt'. In the genus Bi®dobacterium, hexoses are metabolized exclusively and speci®cally by the fructose-6phosphate pathway. Many workers regard the bi®dus pathway as a marker for the genus Bi®dobacterium. The key enzyme in the bi®dus pathway is fructose6-phosphate phosphoketolase (F6PPK), which hydrolyses hexose phosphate to erythrose-4-phosphate and acetyl phosphate. From tetrose and hexose phosphates through subsequent action of transaldolase and transketolase, pentose phosphates are formed. The ®nal fermentation products are formed by the action of transaldolase (EC 2.2.1.2), transketolase (EC 2.2.1.1), xylulose-5-phosphate phosphoketolase (EC 4.1.2.9) and enzymes belonging to the Embden± Meyerhof pathway (glyceraldehyde-3-phosphate dehydrogenase, pyruvate kinase and lactate dehydrogenase), which act on glyceraldehyde-3-phosphate. In the bi®dus pathway, fermentation of two moles of glucose leads to three moles of acetate and two moles of lactate. Phosphoroclastic cleavage of pyruvate to formic and acetic acids and the reduction of acetate to ethanol can often alter the fermentation balance of end products to a great extent. Although F6PPK is found in bi®dobacteria, aldolase and glucose-6-phosphate dehydrogenase are not present in these organisms. Absence of F6PPK in other Gram-positive bacteria such as Lactobacillus, Arthrobacter, Propionibacterium, Corynebacterium and Actinomycetaceae, which could be morphologically confused with bi®dobacteria, is important for identi®cation of the members of the genus Bi®dobacterium. Bi®dobacterium adolescentis can utilize a wide range of carbohydrates, whereas Bif. breve, Bif. infantis and B. longum can utilize only a limited number of carbohydrates, including fructose, galactose and lactose. All human species of bi®dobacteria are able to utilize glucose, galactose, lactose, and generally fructose as the carbon source. Among these bacteria, utilization of carbohydrates varies from species to species (Table 3). Species such as Bif. bi®dum can ferment only four carbohydrates, whereas Bif. adolescentis can ferment 19 carbohydrates. Several species of bi®dobacteria can utilize lactose. Many strains of bi®dobacteria are able to use ammonium salts as a nitrogen source. Bi®dobacterium suis and Bif. cuniculi require some organic nitrogen. Bi®dobacteria of animal origin have high urease activity; for example, Bif. suis is strongly ureolytic, whereas Bif. bi®dum, of human origin, is weakly
146
BIFIDOBACTERIUM
SPP./Morphology
and Physiology
Table 3 Sugar fermentation patterns of Bi®dobacterium spp. Ribose Arabinose Cellobiose Sorbitol Xylose Mannose Fructose Sucrose Maltose Mellibiose Lactose Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif. Bif.
adolescentis angulatum animalis asteroides bi®dum boum breve catenulatum choerinum coryneformes cuniculi dentium gallicum gallinarum globosum indicum infantis longum magnum mericicum minimum pseudocatenulatum pseudolongum pullorum ruminatium saeculare subtile suis thermophilum
ÿ ÿ ÿ ÿ ÿ ÿ
ÿ ÿ ÿ ÿ � ÿ ÿ ÿ ÿ ÿ
ÿ � ÿ ÿ � ÿ ÿ ÿ � ÿ ÿ ÿ ÿ W ÿ � � ÿ ÿ ÿ ÿ ÿ �
� � ÿ ÿ ÿ ÿ � ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ � ÿ ÿ ÿ ÿ ÿ ÿ
ÿ ÿ ÿ ÿ � ÿ � � ÿ ÿ ÿ ÿ
ÿ � ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ � ÿ � � � ÿ ÿ ÿ ÿ � ÿ
ÿ ÿ � W �
�
ÿ
� N N N ÿ N N
ÿ � ÿ ÿ ÿ ÿ ÿ ÿ � ÿ W ÿ �
N, Not known; W, when positive, it is weakly fermented. Adapted from Scardovi (1986) and Sgorbati et al. (1995).
ureolytic. In addition, bi®dobacteria do not reduce nitrate, do not form indole, and tests for liquefaction of gelatine and fermentation of glycerol are also negative.
See also: Bifidobacterium spp.: Applications in Fermented Milks. Fermented Milks: Health Effects of Fermented Milks; Yoghurt Types and Manufacture. Prebiotics: Types; Function.
Further Reading Ballongue J (1993) Bi®dobacteria and probiotic action. In: Salminen S and von Wright A (eds.) Lactic Acid Bacteria, pp. 357±428. New York: Marcel Dekker. Biavati B, Sgorbati B and Scardovi V (1992) The genus Bi®dobacterium. In: Balows A (ed.) The Prokaryotes, 2nd edn, pp. 816±833, Berlin: Springer-Verlag.
Dave RI and Shah NP (1998) Ingredient supplementation effects on viability of probiotic bacteria in yogurt. Journal of Dairy Science 81: 2804±2816. Lankaputhra WEV and Shah NP (1998a) Antimutagenic properties of probiotic bacteria and of organic acids. Mutation Research 397: 169±182. Lankaputhra WEV and Shah NP (1998b) Adherence of probiotic bacteria to human colonic cells. Bioscience Micro¯ora 17(2): 105±113. Scardovi V (1986) Bi®dobacterium. In: Sneath PH, Nair NS, Sharpe ME, and Holt JG (eds.) Bergey's Manual of Systematic Bacteriology, vol. 2, 9th edn. Baltimore: Williams & Wilkins. Sgorbati B, Biavati B, and Palenzona D (1995) The genus Bi®dobacterium. In: Wood BJB and Holzapfel WH (eds.) The Genera of Lactic Acid Bacteria, pp. 279±303. London: Blackie Academic and Professional. Shah NP (1997) Bi®dobacteria: characteristics and potential for application in fermented milk products. Milchwissenschaft 52(1): 16±21. Shah NP (2000) Probiotic bacteria: selective enumeration and survival in dairy foods. Journal of Dairy Science 83: 894±907.
BIFIDOBACTERIUM
Applications in Fermented Milks N Shah, Victoria University of Technology, Melbourne, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Because of the potential health bene®ts, bi®dobacteria are increasingly incorporated into fermented dairy foods including yoghurt. Bi®dobacteria grow slowly in milk and the usual practice is to incorporate yoghurt cultures, Lactobacillus delbrueckii subsp. bulgaricus and Streptococcus thermophilus, along with bi®dobacteria for making yoghurt. In order to realize health bene®ts, the suggested level for bi®dobacteria is 106 viable cells per gram of a product. In general, bi®dobacteria used for therapeutic bene®ts should originate from human sources, be capable of surviving in fermented products, and be abundant in the product prior to consumption. Several factors affect the survival of bi®dobacteria in such products; however, proper strain selection and improvement in technology of production may improve their survival. Viability of probiotic bacteria is important in order to provide health bene®ts and can be improved by appropriate selection of acid and bile resistant strains, microencapsulation, and incorporation of micronutrients such as cysteine, peptides and amino acids. A number of health bene®ts have been claimed including antimicrobial, antimutagenic and anticarcinogenic properties, reduction in serum cholesterol, improvement in lactose tolerance in lactose-intolerant individuals and adherence to intestinal cells.
Bifidus Products A number of fermented foods employing bi®dobacteria are well established in the market. Among fermented foods, yoghurt is the most popular vehicle for incorporation of bi®dobacteria. Bi®dobacteriacontaining yoghurt is known by different names in various parts of the world. Products containing bi®dobacteria include Bio-garde, Bioghurt, Bi®dus milk, Bi®ghurt, Milmil and Progurt. The trend has shifted from incorporation of Lb. acidophilus, to Lb. acidophilus and bi®dobacteria. Yoghurts containing Lb. acidophilus and
SPP./Applications
in Fermented Milks
147
bi®dobacteria are referred as `AB' yoghurt. Recently, the trend has been to incorporate Lb. casei in addition to Lb. acidophilus and bi®dobacteria and such products are known as `ABC' yoghurt. Traditionally, yoghurt is manufactured using Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus as starter cultures. These yoghurt organisms have been claimed to offer some health bene®ts; however, they are not natural inhabitants of the intestine and cannot survive under the acidic conditions and bile concentrations usually encountered in the gastrointestinal tract. Therefore, for yoghurt to be considered a probiotic product, Lb. acidophilus and/or bi®dobacteria are incorporated as dietary adjuncts. Fermented milk with only Lb. acidophilus and bi®dobacteria could be manufactured; however, the longer incubation period and product quality are the two main factors that are sacri®ced when fermenting milk with only bi®dobacteria. Thus, the normal practice is to make yoghurt with both yoghurt bacteria and Lb. acidophilus, Lb. acidophilus and bi®dobacteria or Lb. acidophilus, bi®dobacteria and Lb. casei as adjunct starter culture. This work will focus on fermented milk foods containing bi®dobacteria as adjunct starter culture. In order to obtain the desired therapeutic effects, the bi®dobacteria must be available in suf®cient numbers. The organisms should be present in a food to minimum levels of 106 cfu gÿ1 or daily intake should be about 108 cfu gÿ1. Such high numbers might have been recommended to compensate for the possible reduction in the numbers of the probiotic organisms during passage through the stomach and the intestine. Several countries including the United States and Australia do not specify any requirements regarding the numbers of bi®dobacteria in yoghurt. However, in other countries standards have been developed regarding the requirement of the numbers of the probiotic bacteria in fermented products. In Japan, the Fermented Milks and Lactic Acid Bacteria Beverages Association has established a standard, which requires a minimum of 107 viable bi®dobacteria cells mlÿ1 to be present in fermented dairy foods. Several reports have shown that the viability of bi®dobacteria is often low in yoghurt. A number of brands of commercial yoghurts were analysed in Australia and in Europe for the presence of bi®dobacteria. Most of the products contained very low numbers of bi®dobacteria. A variety of factors have been claimed to affect the viability of bi®dobacteria in yoghurt including inhibitory substances such as lactic acid produced during fermentation and cold storage, strains used, interactions between species present, ®nal acidity, availability of nutrients, growth
148
BIFIDOBACTERIUM
SPP./Applications
in Fermented Milks
promoters and inhibitors, dissolved oxygen, and oxygen permeation through the package.
Growth Requirements of Bifidobacteria Cows' milk is considered less than an optimum medium for the growth of bi®dobacteria. However, the growth of bi®dobacteria is stimulated by human milk. The essential factor in human milk, known as bi®dus factor, which is lacking in cows' milk, has been identi®ed as N-acetyl-D-glucosamine containing saccharides. Bi®dus factor is reported to stimulate the growth of Bi®dobacterium spp. Lactulose (4-O-bD-galactopyranosyl-D-fructose) too has a growth promoting effect on bi®dobacteria. Bi®dus factors, which promote the growth of bi®dobacteria, belong to `prebiotics'. A number of bi®dus factors are incorporated in fermented foods including inulin, lactulose, lactitol, raf®nose, and fructooligosaccharides to maximize the effectiveness of bi®dus products (see Bi®dobacterium spp.: Morphology and Physiology). Since bi®dobacteria are anaerobic microorganisms, oxygen toxicity is an important and critical problem. During yoghurt production, oxygen can easily permeate and dissolve in the milk. To exclude oxygen during the production of bi®dus milk products, special equipment is required to provide an anaerobic environment. Oxygen can also enter the product through packaging materials during storage. Lack of nutrient appears to affect the population of bi®dobacteria. Satisfactory growth of a variety of Bi®dobacterium spp. without the use of anaerobic conditions in a medium containing L-cysteine and yeast extract has been reported (see Prebiotics: Types).
Improving Viability of Bifidobacteria Selection of Acid and Bile Resistant Strains
One of the most important characteristics of bi®dobacteria is their ability to survive in harsh acid conditions such as those encountered in yoghurts, through the acidic conditions in the human stomach as well as bile in the intestine in order to colonize the gut. Many strains of Bi®dobacterium spp. intrinsically lack ability to survive harsh conditions in yoghurt and in the gut and may not be suitable for use as dietary adjuncts in fermented foods. Bi®dobacterium longum survives best in acidic conditions, and tolerates bile concentrations of as high as 4.0%. Selection of appropriate strains on the basis of acid and bile tolerance would help improve viability of these probiotic bacterial strains.
Incorporation of Peptides as Micronutrients
During yoghurt making, Sc. thermophilus dominates the early stage of yoghurt fermentation. As redox potential of milk medium is reduced and the pH lowered from 6.5 to 5.5, growth of Lb. delbrueckii subsp. bulgaricus is stimulated during yoghurt fermentation and the organism produces acetaldehyde and lactic acid, yielding the characteristic yoghurt green apple ¯avour. Continued acid production lowers yoghurt pH to near 4.6, which induces clotting. Fermentation is terminated at pH 4.5. Bi®dobacteria grow slowly in milk because of a lack of proteolytic activity, and the usual practice is to add yoghurt bacteria to reduce the fermentation time. Lactobacillus delbrueckii subsp. bulgaricus produces essential amino acids owing to its proteolytic nature, and the symbiotic relationship of Lb. delbrueckii subsp. bulgaricus and Sc. thermophilus is well established; the former organism produces amino nitrogen for the latter. However, Lb. delbrueckii subsp. bulgaricus also produces lactic acid during refrigerated storage. This process is known in the industry as `postacidi®cation'. Acid produced during refrigerated storage (i.e. postacidi®cation) is found to cause loss of viability of bi®dobacteria. To overcome the problem of postacidi®cation, the present trend is to use starter cultures that are devoid of Lb. delbrueckii subsp. bulgaricus, such as ABT (Lb. acidophilus, bi®dobacteria and Sc. thermophilus). Such starter cultures may necessitate the incorporation of peptides and amino acids as micronutrients typically in the form of casein hydrolysate for reducing the fermentation time and improving the viability of bi®dobacteria. Streptococcus thermophilus, which is less proteolytic than Lb. delbrueckii subsp. bulgaricus, is the main organism responsible for fermentation in ABT cultures. ABT starter cultures increase fermentation time signi®cantly (up to 8 h vs. 4 h with both yoghurt bacteria) as there is no symbiosis without Lb. delbrueckii subsp. bulgaricus and the fermentation is carried out primarily by Sc. thermophilus. Longer incubation times are undesirable, given the rigid schedule in modern yoghurt manufacture. Addition of whey protein concentrate and acid casein hydrolysate improves the viability of bi®dobacteria particularly in yoghurt made from ABT starter cultures. A nitrogen source in the form of peptides and amino acids from whey protein concentrate and acid casein hydrolysate is responsible for improved viability of bi®dobacteria. Thus, it is important to provide adequate peptides and amino acids for improved viability of these bacteria.
BIFIDOBACTERIUM
Applications of Bifidobacteria in Fermented Foods One of the earliest probiotic products, developed in the 1940s was `bi®dus milk', which was used in the treatment of infants with nutritional de®ciencies. Later, it was established that the intestinal ¯ora could be positively modi®ed with cultures of bi®dobacteria, and by the 1970s products containing viable bi®dobacteria began to emerge on a commercial basis. The consumption of dairy products containing Bi®dobacterium spp. has increased tremendously. Japan is the world leader in the production of bi®dus products. A `bi®dus' product was ®rst commercialized in Japan in 1971. This product was a fermented milk containing Bif. longum and Sc. thermophilus. In 1977, Morinaga Milk Industry Company in Japan launched a home-delivered bi®dus milk which contained 107 mlÿ1 of Bif. longum and 107 mlÿ1 of Lb. acidophilus. In the following year the same company launched a ®rm set bi®dus yoghurt. Today, there are over 70 bi®dobacteria-containing products produced worldwide, including sour cream, buttermilk, yoghurt, powdered milk, biscuits and frozen desserts. More than 53 different types of milk products that contain Bi®dobacterium spp. are marketed in Japan. The species of Bi®dobacterium commonly found in fermented milk and yoghurt products include Bif. bi®dum, Bif. breve and Bif. longum. Two main factors have prevented rapid commercialization of bi®dobacteria in North America: suspicion about the bene®cial effects of these cultures in the intestine, and dif®culty in propagating the cultures on an industrial scale. Bi®dobacteria are dif®cult to propagate as they are not acid tolerant. The growth of most strains of Bi®dobacterium spp. is signi®cantly retarded below pH 5.0. In most cases, the pH of the yoghurt must be maintained below pH 4.6. This means that the population of bi®dobacteria will decline more rapidly in yoghurt. The pH of the product declines further during storage due to postacidi®cation. Bi®dobacterium longum and Bif. pseudolongum are more acid tolerant than other strains of bi®dobacteria. Bi®dobacterium pseudolongum is of animal rather than human origin and may not provide therapeutic bene®ts. Therefore, this organism could not be recommended for manufacture of fermented products. Bi®dobacterium bi®dum is commonly used by many yoghurt manufacturers, but this strain has been found to be poorly tolerant to levels of acid and bile that may be encountered in the gastrointestinal tract. Thus, use of Bif. longum for manufacturing of fermented products should be encouraged. It is
SPP./Applications
in Fermented Milks
149
important to select the strains of bi®dobacteria that may survive in yoghurts during the projected shelflife of the product. Bi®dobacterium bi®dum and Bif. longum are widely employed in combination with Lb. acidophilus and yoghurt culture organisms. A survey of fermented milk products containing bi®dobacteria in Germany, France and Japan found that Bif. longum was widely used in Germany. The recent trend towards products containing high viable counts of bi®dobacteria could possibly replace Bif. longum with Bif. animalis. A survey has found that four out of ®ve bi®dobacteria products sold in Europe contained Bif. animalis. However, Bif. animalis being of animal origin may not survive in and colonize the human intestine. The survival of bi®dobacteria in products may also depend on the improvement in technology of yoghurt production to provide anaerobic conditions or more suitable packaging materials.
Therapeutic Properties of Bifidobacteria Bi®dobacteria are considered probiotic organisms. Probiotic organisms are de®ned as ``live microorganisms, which can produce bene®cial effects to the host and contribute to the maintenance of a healthy equilibrium in the micro¯ora of the gut of the host humans or animals''. There is suf®cient experimental evidence to support the view that oral administration of bi®dobacteria is able to maintain the normal balance of microbial population in the intestine. In addition to their established role in gastrointestinal therapy, bi®dobacteria are also claimed to offer various other nutritional and therapeutic bene®ts. These bene®ts include antimicrobial and antimutagenic properties, anticarcinogenic activity, reduction in serum cholesterol, improvement in lactose tolerance and adherence properties. Antimicrobial Properties
One of the important properties of bi®dobacteria is their ability to produce antimicrobial substances such as organic acids (e.g. acetic and lactic acids), hydrogen peroxide and bacteriocins to suppress the multiplication of pathogenic and putrefying bacteria. Because of these characteristics, bi®dobacteria show stronger antimicrobial properties against Grampositive bacteria such as Staphylococcus aureus and Clostridium perfringens than against Gram-negative bacteria such as Salmonella typhimurium and Escherichia coli. Hydrogen peroxide in the presence of organic acids such as lactic acid is more inhibitory to bacteria.
150
BIFIDOBACTERIUM
SPP./Applications
in Fermented Milks
Two types of lactic acid, L(), and D(ÿ), are produced during fermentation by lactic acid bacteria in general. Some species of bacteria including Lb. delbrueckii subsp. bulgaricus and Lc. lactis produce only D(ÿ) lactic acid, whereas some lactic streptococci and Lb. casei produce L() lactic acid. Lactobacillus helveticus and Lb. acidophilus produce a racemic mixture of L() and D(ÿ) lactic acid. D(ÿ) lactic acid is metabolized only slowly to pyruvic acid in the body due to a lack of D-2-hydroxy acid dehydrogenase and this may result in acidosis in neonatal infants. The L() isomer is completely harmless. Bi®dobacteria produce L() lactic acid. Thus the lactic acid produced by bi®dobacteria is easily metabolized, while providing antimicrobial properties. Antimutagenic Properties
Antimutagenic activity of fermented milk has been demonstrated in vitro against a large spectrum of mutagens and promutagens in various test systems based on microbial and mammalian cells. Epidemiological evidence has indicated a negative correlation between the incidences of certain cancers and consumption of fermented milk products. Although there is no direct evidence regarding antimutagenic or anticarcinogenic properties of bi®dobacteria in human subjects, studies conducted using human cell lines have shown that certain strains have positive effects that could lead to prevention of cancer. As most of the probiotic organisms produce various short-chain fatty acids such as acetic and butyric acids, these acids may be responsible for the antimutagenic effects observed with bi®dobacteria. In general, live bi®dobacteria cells have shown higher antimutagenicity against mutagens. This suggests that live cells may metabolize or bind mutagens. Inhibition of mutagens and promutagens by bi®dobacteria appeared to be permanent for live cells and temporary for killed cells. Killed cells released mutagens and promutagens when extracted with dimethyl-sulphoxide, emphasizing the importance of consuming live bi®dobacteria and of maintaining their viability in the intestine in order to provide ef®cient inhibition of mutagens. Anticarcinogenic Activity
Fermented foods made using bi®dobacteria have potential anticarcinogenic activity. Oral supplementation of the diet with viable cells of bi®dobacteria decreased the levels of bacterial enzymes, b-glucuronidase, azoreductase and nitroreductase. These enzymes catalyse conversion of procarcinogens to carcinogens. Potential anticarcinogenic effects of bi®dobacteria may be due to direct or indirect
removal of procarcinogens or activation of the body's immune system. Direct removal of procarcinogens by bi®dobacteria may involve reduction in the rate at which nitrosamines are produced. Bi®dobacteria may remove the sources of procarcinogens or the enzymes that lead to the formation of carcinogens. It has been shown that bi®dobacteria can greatly reduce the mutagenicity of nitrosamines. This may be due to the fact that certain species of bi®dobacteria, such as Bif. breve, have a high ability to absorb carcinogens, such as those produced upon charring of meat products. A reduction in excreted carcinogens and in bacterial procarcinogenic enzymes has been observed in mice fed with Bif. breve and fructo-oligosaccharides. In the presence of bi®dobacteria, the proliferation of tumours is reported to decrease considerably. Tumour suppression via the body's immune response system has been reported. Injection of cell wall fractions into growing tumours caused regression of the tumours and activation of the immune response. Cell wall fractions of Bif. infantis are claimed to contain active antitumour constituents. Enhancement in the body's defences may be due to increased production of IgA antibody by bi®dobacteria. Presence of Bif. longum in the gut of gnotobiotic C3H/He male mice has been found to reduce incidence of liver tumours. The effect is claimed to be due to stimulation of immune response of the host or to decreasing the activity of some faecal bacterial enzymes by bi®dobacteria. However, further research is needed in this area and more evidence is required to verify these claims. Reduction in Serum Cholesterol
Cholesterol lowering effects of fermented milks and their culture organisms have been the subject of a number of studies. Feeding of fermented milks containing very large numbers of bi®dobacteria (109 bacteria gÿ1) to hypercholesterolaemic human subjects has resulted in a lowering of serum cholesterol levels from 3.0 to 1.5 g lÿ1. The role of bi®dobacteria in reducing the serum cholesterol is not completely understood. The effect may be due to the production of hydroxymethyl-glutarate, which inhibits hydroxymethylglutaryl-CoA reductases required for the synthesis of cholesterol. Uric acid inhibits cholesterol synthesis and orotic acid and hydroxymethylglutamic acid reduces serum cholesterol. Bi®dobacteria can actively assimilate cholesterol and organic acids. The organisms themselves may take up cholesterol during their growth in the small intestine and make it unavailable for absorption into the bloodstream.
BIFIDOBACTERIUM SPP./Application in Fermented Milks
151
Improvement in lactose tolerance
Adherence
Lactose intolerance is a condition in which lactose, the principal carbohydrate of milk, is not completely digested into its component monosaccharides, glucose and galactose. Since lactose is cleaved by the enzyme b-D-galactosidase, lactose intolerance results from a de®ciency of this enzyme. The traditional cultures used in making yoghurt, i.e. Lb. delbrueckii subsp. bulgaricus and Sc. thermophilus, contain substantial quantities of b-D-galactosidase, and it has been suggested that the consumption of yoghurt may assist in alleviating the symptoms of lactose intolerance. Bi®dobacteria are resistant to bile, which gives them an increased chance of colonizing the gut, and delivering the enzyme to its site of action. Many Asian and African people are lactose intolerant. This is due to the de®ciency of b-D-galactosidase in the small intestine. People who are unable to digest lactose often complain of `gastric distress' after consuming fresh, unfermented products, such as milk. The gastric distress is due to the formation of hydrogen gas from the unfermented lactose as a result of microbial action. It is well accepted that lactose digestion from yoghurt made with live Lb. delbrueckii subsp. bulgaricus and Sc. thermophilus is signi®cantly improved in lactase-de®cient individuals as compared with that from milk or heated yoghurt. Mechanisms for improved lactose digestion are not well understood, but at least three factors have been suggested. One possible reason for an improvement in the lactose tolerance level could be due to the fermentation of lactose by yoghurt bacteria. Another reason could be that the enzyme autodigests the lactose intracellularly before it can reach the intestines, and the third reason may be slower oral±caecal transit time, allowing more time for residual b-D-galactosidase in the intestine to hydrolyse lactose. Slower oral±caecal transit time has been observed for yoghurt as compared with milk. Although there are limited studies conducted on the ef®cacy of bi®dus products in management of lactose malabsorption, products containing Bi®dobacterium spp. were less effective in alleviation of lactose intolerance symptoms. The contribution of bi®dobacteria to the alleviation of lactose intolerance remains speculative.
Adherence is one of the most important criteria for selection of strains of probiotic bacteria. The desirable effects of these organisms will be produced only if they are able to adhere, multiply and colonize in the intestine. The ability of probiotic bacteria to adhere to the intestine will improve their chances in winning the competition against `unfriendly bacteria' in order to occupy the intestinal `niches'. Adherence to the intestinal cells is an important prerequisite for colonization of the gastrointestinal tract. However, thus far only a few bi®dobacteria, Bif. breve, Bif. longum, Bif. bi®dum and Bif. infantis have been studied for their adherence properties. In a study carried out in the author's laboratory on adherence properties of bi®dobacteria, Bif. infantis and Bif. longum showed the highest level of adherence.
Bioactive Peptides
See also: Bifidobacterium spp.: Morphology and Physiology. Fermented Milks: Types and Standards of Identity; Types and Standards of Identity; Health Effects of Fermented Milks. Lactose Intolerance. Probiotics, Applications in Dairy Products.
Further Reading Dave RI and Shah NP (1997a) Viability of yoghurt and probiotic bacteria in yoghurts made from commercial starter culture. International Dairy Journal 7: 31±41. Dave RI and Shah NP (1997b) Effect of cysteine on the viability of yoghurt and probiotic bacteria in yoghurts made with commercial starter cultures. International Dairy Journal 7: 537±545. Dave RI and Shah NP (1998) Ingredients supplementation effects on viability of probiotic bacteria in yogurt. Journal of Dairy Science 81: 2804±2816. Kurmann JA and Rasic JL (1991) The health potential of products containing bi®dobacteria. In: Robinson RK (ed.) Therapeutic Properties of Fermented Milks, pp. 117±157. London: Elsevier. Lankaputhra WEV and Shah NP (1995) Survival of Lactobacillus acidophilus and Bi®dobacterium spp. in the presence of acid and bile salts. Cultured Dairy Products Journal 30: 2±7. Lankaputhra WEV and Shah NP (1998) Antimutagenic properties of probiotic bacteria and of organic acids. Mutation Research 397: 169±182.
see Milk Proteins: Bioactive Peptides.
152
BIOFILM FORMATION
BIOFILM FORMATION
U Kulozik, Technische UniversitaÈt MuÈnchen, Freising-Weihenstephan, Germany Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Bio®lms are recognized as an important issue in a diverse variety of ®elds including hospital environments, water treatment and food processing. Microorganisms in bio®lms exhibit a different behaviour from freely suspended cells of the same type. There are numerous examples of bio®lm formation that are medically important. Up to 60% of hospital-acquired infections involve bio®lms; therefore, they have a profound in¯uence on medical treatment. Bio®lms can affect the well-being and health status in general of people, e.g. by an accelerated and enhanced tooth decay underneath bio®lms. In manufacture and technology, bio®lms can be employed in bioconversion processes, e.g. in wastewater treatment or in the traditional production of vinegar, which involve the controlled or random immobilization of microorganisms on solid or particulate surfaces. On the other hand, bio®lms are a constant cause of concern and source of risk in food processing, and are of considerable interest in the context of food hygiene. Bio®lms that adhere to surfaces in production plants contaminate or recontaminate the processed food in continuously operated processing lines especially at extended operating times. Thus, under favourable conditions, bio®lms can cause product spoilage and possibly threaten public health and safety of food products. In addition, mechanical blockages, impedance of heat transfer processes and deterioration (e.g. corrosion) of the components of metallic or polymeric equipment and systems result in signi®cant ®nancial implications, which may be made worse as a result of microbial conversions within bio®lms. Bio®lms can also act as a major source of contamination in dairy processing from milk production to packaging for ®nal consumption. The mechanisms and factors involved in the formation of bio®lms are quite complex. The effectiveness of cleaning needs to be assessed against the adhesive capabilities of bio®lmforming microorganisms.
Development of Biofilms Microbial Adhesion
Bacterial bio®lms are generally described as surface-associated bacterial communities containing glycocalyx, i.e. microcolonies surrounded by exopolysaccharides. Interspersed between these microcolonies are water-®lled channels that may serve as circulatory systems for the provision of nutrients. The microorganisms normally found in raw milk mostly originate from the surfaces of the milking equipment and only to a minor extent from the cow itself. Good-quality raw milk contains a population of microorganisms mostly comprising micrococci and streptococci, with other species being represented only to a minor extent. The further development of this population depends on the temperature and duration of storage prior to heat treatment. Thus, a signi®cant shift in the composition of the raw milk ¯ora, to the bene®t of their tendency to form bio®lms, can occur if these conditions vary to a greater extent. Extended storage of raw milk at refrigeration temperatures results in the proliferation of psychrotrophic bacteria such as Pseudomonas species, which can form both glycocalyx, commonly referred to as exopolysaccharides or exopolymers, and heat-stable proteases. Pseudomonas species as such are heatsensitive, but their enzymes destabilize milk proteins, thus increasing their capability to adhere to plant surfaces, thereby forming a ®rst layer facilitating the adhesion of microorganisms. Recent research shows that most species of bacteria, once established on a surface, adjust their biochemistry and behaviour by the activation of genes to form slimy microbial populations when conditions allow, i.e. they generate glycocalyx to create a complex, three-dimensional matrix, which constitutes the bulk part of bio®lms. The sticky character of these polymers may also be responsible for the adhesion of other microorganisms. Other genes seem to be involved in bio®lm growth and in the adaptation to a communal lifestyle, allowing for the interaction between microorganisms through communicative signals sent and received between neighbour cells. Escherichia coli cells in bio®lms were shown to have altered 38% of their expressed gene spectrum, meaning that a set of genes is activated that is involved in bio®lm formation, as compared to freely
suspended cells. With regard to the formation of bio®lms, the capability of microorganisms to adhere to surfaces and to generate glycocalyx or outer membrane proteins binding to surfaces are, therefore, decisive factors. Heat-resistant streptococci, for instance, can attach directly to the stainless steel surfaces at levels of 107 cells cmÿ2 when conditions are favourable for the formation of bio®lms. However, bio®lm formation is a dynamic process. In the course of time the environmental conditions are likely to change, thus inducing a change in the overall ecology of the bio®lm, with the organisms adapting to the new conditions, which are heterogeneous within a cross-section of the bio®lm. Hence, there is still great uncertainty about the true nature of the adhesion of microorganisms to surfaces and the factors promoting the growth of bio®lms. In the complex conditions of a system containing large numbers of different organisms and seasonal and regional differences of the micro¯ora and of the product composition, an exact mechanism is dif®cult to establish.
Deposit mass (quantity of cells)
BIOFILM FORMATION
153
Conditioning film, Primary adhesion
Time Induction phase
Growth phase
Plateau
Figure 1 Different phases in the formation of bio®lms.
Flow Diffusion O2 nutrients
Diffusion cells
Products
Laminar sublayer
Biofilms in Deposited Material
Often, bio®lm formation by microorganisms is the secondary stage in the deposition of other biological material such as proteins and sugars from milk or derivatives thereof, as mentioned above. However, microorganisms can form bio®lms independently by forming glycocalyx or adhering to the clean surfaces by means of extracellular proteins. In dairy technology, the formation of deposits as a result of heat treatment or the retention of solutes and colloidal material at membrane surfaces, commonly referred to as fouling, has been identi®ed as the main factor facilitating or even catalysing the formation of bio®lms. Such deposits condition the surface as the ®rst phase in the induction of bio®lm formation. Subsequently, a growth phase follows, whereby the thickness of the bio®lm and the biomass concentration increase, before the bio®lm reaches a ®nal plateau, the level of which is limited mainly through the effect of the ¯uid velocity, i.e. the wall shear stress imposed on the bio®lm (Figure 1). With such deposits formed on equipment and plant surfaces, the conditions for the formation of bio®lms are favourable even for nonadhesive microorganisms. Proteinaceous bio®lms may build spongy structures, which represent the ideal structural and nutritive environment for the settlement of microorganisms and the establishment of surprisingly dense microbial populations in processing units such as milking equipment, heat exchangers, evaporators, centrifuges, stainless steel tubes or membrane ®lters. The
Aerobic
Microbial film
Anaerobic Adsorbed layer
Metal surface
Figure 2 Transport mechanisms involved in the formation of bio®lms.
mechanism whereby the microorganisms or macromolecules move to the surface include diffusion due to turbulence in the system, sedimentation in regions of low velocity, thermophoresis, i.e. the effect of a temperature gradient across a particle, and motility or taxis following a chemical gradient. In any bio®lm formation, all these mechanisms are likely to play a role, although one or two may be dominant in each particular example. Convective turbulent transport of nutrients such as lactose and trace elements to the bio®lm surface, and the inclusion and diffusive transport of the nutrients within the bio®lm represent optimal growth conditions for both aerobic and anaerobic microorganisms. Various studies have revealed that oxygen is unequally distributed within a bio®lm, where bacteria close to the equipment surface live in almost completely anaerobic conditions. An idealized picture of the transport phenomena involved in bio®lm formation is shown in Figure 2.
BIOFILM FORMATION
Effect of Biofilms on the Performance of Pasteurizers and Membrane-Processing Units
Bio®lms on the surfaces of heat exchangers can be found in the cooling sections, i.e. after the heat treatment and, once established, they can act as sources of recontamination to products, especially by heat-resistant streptococci. The same applies to membrane units, which are frequently operated at temperatures favourable to the growth of microorganisms and to centrifuges operated at mid-range temperatures of 45±55 � C. Investigations of the microbial quality of milk powders have demonstrated that, despite low levels of microorganisms in the raw milk, the milk pretreatment step, including preheating by thermization and defatting in a dairy separator can, under speci®c circumstances, result in an increase of the thermophilic micro¯ora by a factor of 104 and in an increase in the content of thermophilic spores by a factor of 102. In a similar manner, ultra®ltration or micro®ltration units and intermediate storage or ®ller buffer tanks with temperatures comparable to those mentioned above have to be monitored carefully to prevent excessive bio®lm recontamination or, where necessary and possible, operated at lower temperatures. As an example, Figure 3 demonstrates the development of the numbers of cfu mlÿ1 in a milk pasteurizer as a function of processing times of up to 18 h. In this particular case, the cfu count in the incoming raw milk was around 105 mlÿ1, while in the pasteurized milk at ®rst (up to processing times of 8 h) the cfu count was reduced due to the heat treatment. Thereafter, the count increased, owing to bio®lm formation in the cooling section of the pasteurizer, to numbers far in excess of the raw milk count. It should be mentioned, however, that this example is an extreme case that cannot be generally anticipated in the operation of milk
� � � �
leading to a thermal selection of more heat-stable bacteria extended raw milk storage at refrigeration conditions (weakened protein molecules through activities of psychrotrophic bacteria proteases) recirculation of already processed milk through the pasteurizer (e.g. milk inoculated with rennet enzyme or preacidi®ed milk) elevated temperatures (45±55 � C) in extended sections of or after the pasteurizer insuf®cient cleaning.
It is these factors, together with some equipment construction and operational aspects described below, that combine to produce and favour physicochemical interactions between microorganisms, macromolecules and equipment surfaces. For instance, the formation of bio®lms in pasteurizers also depends on a number of factors related to the construction or operating conditions of the heating unit, mainly:
� surface condition (roughness, cracks, slits) � ¯ow velocity (depending on the geometry of the
system, target 0.4±1.0 m sÿ1) � maximum temperature difference between heating medium and product � size of the surface area in the heat recovery section (see Figure 4).
Milk output
105 Milk inlet 104
0
streptococci)
� heat pretreatment below pasteurization conditions
Temperature (°C)
Colony forming units (cfu ml–1)
Pasteurizer (72 °C, 40 s) Product: milk
103
� raw milk quality (presence of heat-resistant
Experience has shown that extended degrees of heat recovery of up to 97% under certain circumstances leads to an enhanced bio®lm formation,
107
106
pasteurizers, even at such long operating times without intermediate cleaning. Such an intense recontamination, however, is indicative of a number of typical factors working together, especially those relating to the quality of the incoming product treated in a pasteurizer, namely:
5
10 Operation time (h)
15
20
Figure 3 Bacterial population in incoming milk and in pasteurized milk as a function of processing time.
110
110
100
100
90
90
80
80
70
70
60
Temperature (°C)
154
Surface area A1
A2
Figure 4 Effect of increased heat exchanger surface areas on the area of maximum deposit formation. The shaded areas represent the zones of maximum deposit formation.
BIOFILM FORMATION
especially when the raw milk quality is compromised and below speci®cations. Figure 4 depicts the effect of two different temperature differences (and, thus, different degrees of heat recovery) on the required heat exchanger surface area. As can readily be seen for a pasteurizer operating at the high end of the pasteurization temperature range, reduced temperature differences between the heating medium and the product, i.e. higher degrees of heat recovery, result in larger heat exchanger surface areas, with the consequence of extended residence times at, for example, temperatures around 95 � C, where the proteinaceous material is deposited at a higher rate. The same effect logically applies to the temperature range between 45 and 60 � C, where the adhesion and growth of heat-stable, sporeforming microorganisms are favoured.
Implications of Biofilms on Cleaning and Sanitation Care has to be taken to remove bio®lms thoroughly from plant and equipment surfaces prior to the sanitizing procedure. Some experts de®ne bio®lms only as those parts of adhering microorganisms that survive a cleaning process. Hence, the removal of bio®lms is a great challenge. The necessity of a complete cleaning as the ®rst step after production can best be illustrated by model laboratory scale experiments that investigated the minimal concentrations of one sanitizer based on chlorine as the reactive agent and another one containing a quaternary ammonia agent required to completely inactivate freely suspended Listeria innocua and Li. monocytogenes compared to the inactivation of the same microorganisms adhering for 1 h to a glass surface through a bio®lm. It was found that the resistance of the Listeria spp. in the bio®lm increased by a factor of 10±20 in the case of the chlorine sanitizer and by a factor of 4 for the quaternary ammonia agent. Consequently, concentrations had to be increased by these factors in order to obtain the same level of inactivation as for freely suspended cells. Although not directly applicable to the food industry, similar studies in the medical area support and even highlight these ®ndings. Infections mediated by bio®lms are up to 1000 times more resistant to antibiotics than are freely ¯oating bacteria. The explanation in this case is that the physiological activity, i.e. the metabolic rate of cells, in bio®lms is lower. The membranes of bio®lm bacteria might be better equipped to pump antibiotics out before they can cause cell damage, or bio®lm inhabitants might produce fewer proteins that are targets for conventional antibiotics. In addition, bio®lm
155
bacteria are suspected to exchange DNA more readily than do dispersed cells and, therefore, potentially accelerate the transfer of antibiotic resistance genes. These examples highlight the importance of a complete removal of deposits and bio®lms. In food processing, a high degree of mechanical action, either through the ¯ow velocity or through a high pressure spray, is an important aid to the action of an alkaline and acidic cleaning step. Cleaning with enzyme-containing agents targeting glycocalyx materials or proteins mediating between adhering cells and surfaces can be considered to increase the reliability of cleaning procedures in particularly dif®cult situations. In regular situations, a ®nal sanitizing step following an alkaline/acidic cleaning procedure using hydrogen peroxide solutions and/or a hot water sterilization to inactivate potentially remaining bacteria adhering to plant surfaces is normally applied and suf®cient to re-establish hygienic conditions.
Conclusions and Future Outlook Bio®lms provide favourable ecological environments for microorganisms which can grow to high bio®lm cell densities and so increase the risk of contaminating or spoiling products. Microorganisms differ in their ability to adhere to surfaces. Moreover, beyond the adhesive capacity, more relevant seems to be the formation of deposits by proteins, whereby an ideal environment for bio®lms is created, even for nonadhesive cells. The physiological interactions of microorganisms involved in the formation of and within bio®lms are complex. However, much progress has recently been made due to the focus on analysing bio®lms using genetic and molecular biological approaches, thus providing an improved understanding of bio®lms. Speci®cally, researchers have begun to identify the genetic components required for the formation of single species bacterial bio®lms. The focus of current research is to study the heterogeneous conditions in bio®lms and the mechanisms by which microorganisms interact with each other. Recent studies of the bacterial bio®lm architecture have also been greatly facilitated by the application of confocal laser scanning microscopy, scanning or transmission electron microscopy, and Fouriertransform infrared spectroscopy. With regard to dairy processing, it should be emphasized that the focus should be continuously directed towards good hygiene practices along the entire line of milk production, milk storage prior to processing and milk processing in order to prevent hygiene problems through excessive bio®lm formation. In addition, preventive and control strategies such as hygienic
156
BIOGENIC AMINES
plant layout and design of equipment, choice of materials and correct use of detergents and disinfectants, coupled with physical methods can be suitably applied for controlling bio®lm formation on food-contact surfaces. Further, bacteriocins and enzymes are gaining importance and have a unique potential for the effective biocontrol and removal of bio®lms in the food industry. These newer biocontrol strategies are considered to be important for the maintenance of bio®lm-free manufacturing plants and systems.
See also: Hygiene in Dairy Production and Processing. Membrane Separation. asteurization of Liquid Milk Products: Pasteurizers, Design and Operation.
Further Reading Carpentier B and Cerf O (1993) Bio®lms and their consequences, with particular reference to hygiene in the food industry. Journal of Applied Bacteriology 75(6): 499±511. Chicurel M (2000) Slimebusters. Nature 208: 284±286. Daniels SL (1980) Mechanisms involved in sorption of microorganisms to solid surfaces. In: Bitton G and Marshall KL (eds.) Adsorption of Microorganisms to Surfaces, pp. 7±58. New York: John Wiley. Flint SH, Elzen H van den, Brooks JD and Bremer PJ (1999) Removal and inactivation of thermo-resistant streptococci colonising stainless steel. International Dairy Journal 9: 29±436. Gibson H, Taylor JH, Hall KE and Holah JT (1999) Effectiveness of cleaning techniques in the food industry
in terms of the removal of bacterial bio®lms. Journal of Applied Microbiology 87(1): 41±48. Kent CA (1988) Biological fouling: basic science and models. In: Melo FL, Bott TR and Bernardo CA (eds.) Fouling Science and Technology, pp. 207±221. Dordrecht: Kluwer Academic Publishing. Kessler HG and Lund DB (eds.) (1989) Fouling and Cleaning in Food Processing. Proceedings of the 3rd International Conference on Fouling and Cleaning, Prien, Germany. KraKumar CG and Anand SK (1998) Signi®cance of microbial bio®lms in food industry: a review. International Journal of Food Microbiology 42(1±2): 9±29. LeChevallier MW, Cawthon CD and Lee RG (1988) Inactivation of bio®lm bacteria. Applied and Environmental Microbiology 54: 2492±2499. Mattila-Sandholm T and Wirtanen G (1992) Bio®lm formation in the industry: a review. Food Reviews International 8: 573±603. Mittelman MW (1998) Structure and functional characteristics of bacterial bio®lms in ¯uid processing operations. Journal of Dairy Science 81(10): 2760±2764. Picioreanu C, Van Loosdrecht MC and Heijnen JJ (2000) Effect of diffusive and convective substrate transport on bio®lm structure formation: a two-dimensional modelling study. Biotechnology and Bioengineering 69(5): 504±514. Pratt LA and Kolter R (1999) Genetic analyses of bacterial bio®lm formation. Current Opinion in Microbiology 2(6): 598±603. Speers JGS and Gilmore A (1985) The in¯uence of milk and milk components on the attachment of bacteria to farm dairy equipment surfaces. Journal of Applied Bacteriology 59: 325±332. Stickler D (1999) Bio®lms. Current Opinion in Microbiology 2(3): 270±275. Wong AC (1998) Bio®lms in food processing environments. Journal of Dairy Science 81(10): 2765±2770.
BIOGENIC AMINES
R Maijala and S Eerola, National Veterinary and Food Research Institute, Helsinki, Finland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Fresh milk usually contains very low levels of biogenic amines. However, some microbes found in raw milk or used as starter cultures possess
156
BIOGENIC AMINES
plant layout and design of equipment, choice of materials and correct use of detergents and disinfectants, coupled with physical methods can be suitably applied for controlling bio®lm formation on food-contact surfaces. Further, bacteriocins and enzymes are gaining importance and have a unique potential for the effective biocontrol and removal of bio®lms in the food industry. These newer biocontrol strategies are considered to be important for the maintenance of bio®lm-free manufacturing plants and systems.
See also: Hygiene in Dairy Production and Processing. Membrane Separation. asteurization of Liquid Milk Products: Pasteurizers, Design and Operation.
Further Reading Carpentier B and Cerf O (1993) Bio®lms and their consequences, with particular reference to hygiene in the food industry. Journal of Applied Bacteriology 75(6): 499±511. Chicurel M (2000) Slimebusters. Nature 208: 284±286. Daniels SL (1980) Mechanisms involved in sorption of microorganisms to solid surfaces. In: Bitton G and Marshall KL (eds.) Adsorption of Microorganisms to Surfaces, pp. 7±58. New York: John Wiley. Flint SH, Elzen H van den, Brooks JD and Bremer PJ (1999) Removal and inactivation of thermo-resistant streptococci colonising stainless steel. International Dairy Journal 9: 29±436. Gibson H, Taylor JH, Hall KE and Holah JT (1999) Effectiveness of cleaning techniques in the food industry
in terms of the removal of bacterial bio®lms. Journal of Applied Microbiology 87(1): 41±48. Kent CA (1988) Biological fouling: basic science and models. In: Melo FL, Bott TR and Bernardo CA (eds.) Fouling Science and Technology, pp. 207±221. Dordrecht: Kluwer Academic Publishing. Kessler HG and Lund DB (eds.) (1989) Fouling and Cleaning in Food Processing. Proceedings of the 3rd International Conference on Fouling and Cleaning, Prien, Germany. KraKumar CG and Anand SK (1998) Signi®cance of microbial bio®lms in food industry: a review. International Journal of Food Microbiology 42(1±2): 9±29. LeChevallier MW, Cawthon CD and Lee RG (1988) Inactivation of bio®lm bacteria. Applied and Environmental Microbiology 54: 2492±2499. Mattila-Sandholm T and Wirtanen G (1992) Bio®lm formation in the industry: a review. Food Reviews International 8: 573±603. Mittelman MW (1998) Structure and functional characteristics of bacterial bio®lms in ¯uid processing operations. Journal of Dairy Science 81(10): 2760±2764. Picioreanu C, Van Loosdrecht MC and Heijnen JJ (2000) Effect of diffusive and convective substrate transport on bio®lm structure formation: a two-dimensional modelling study. Biotechnology and Bioengineering 69(5): 504±514. Pratt LA and Kolter R (1999) Genetic analyses of bacterial bio®lm formation. Current Opinion in Microbiology 2(6): 598±603. Speers JGS and Gilmore A (1985) The in¯uence of milk and milk components on the attachment of bacteria to farm dairy equipment surfaces. Journal of Applied Bacteriology 59: 325±332. Stickler D (1999) Bio®lms. Current Opinion in Microbiology 2(3): 270±275. Wong AC (1998) Bio®lms in food processing environments. Journal of Dairy Science 81(10): 2765±2770.
BIOGENIC AMINES
R Maijala and S Eerola, National Veterinary and Food Research Institute, Helsinki, Finland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Fresh milk usually contains very low levels of biogenic amines. However, some microbes found in raw milk or used as starter cultures possess
BIOGENIC AMINES 157
decarboxylating enzymes, which can convert free amino acids to potentially toxic biogenic amines. These amines, such as histamine, tyramine, tryptamine and phenylethylamine, have vasoactive properties making their presence in food a potential public health concern. Symptoms may occur especially in conjuction with potentiating factors such as amine oxidase-inhibiting drugs, alcohol, other food amines and gastrointestinal diseases. Some biogenic amines, especially polyamines putrescine, cadaverine, spermine and spermidine, have been used as indicators of food spoilage. Next to ®sh, cheese is the most commonly implicated food item associated with biogenic amine food poisonings. The matured cheeses are the typical dairy products that have caused biogenic amine intoxications. The production of biogenic amines in dairy products depends on the levels of free amino acids, the numbers of microorganisms with decarboxylase activity, the effect of microbial competition as well as on the environmental factors like pH, aw and temperature.
General Features Biogenic amines are organic bases naturally occurring in animals, plants and microorganisms. They are produced in foods mainly by the breakdown of amino acids due to the action of decarboxylases of microbial origin. Biogenic amines are low molecular weight alkyl- or aryl-substituted derivatives of ammonia. The substituents can have aliphatic, aromatic or heterocyclic structures. The number of alkyl or aryl groups attached to the nitrogen determines whether the amine is primary, secondary or tertiary. The most important ones from the food hygienic point of view are primary amines. According to the number of reactive amine groups biogenic amines are classi®ed as mono-, di- or polyamines (Table 1).
Toxicity of Biogenic Amines Although biogenic amines are needed for many critical functions in both humans and animals and there is evidence of some bene®cial effects of polyamines, consumption of food containing high amounts of biogenic amines can cause toxicological effects. The symptoms of histamine poisoning are best documented and can be various: respiratory distress, urticaria, hot ¯ush, sweating, oral burning, heart palpitations, hypotension, headache, nausea and diarrhoea. The symptoms of the presence of other toxic biogenic amines in food (tyramine, tryptamine and phenylethylamine) differ from these as they can cause hypertension and especially phenylethylamine is known to induce migraine in relatively low concentrations. The symptoms caused by these amines include severe headache, increased heart rate, fever, nausea, ¯ushing and vomiting, as well as forti®cation spectra and other vision disorders. Under normal circumstances (low amounts of biogenic amines ingested, by a healthy person) biogenic amines adsorbed from food are detoxi®ed via oxidative deamination, methylation, acetylation and/ or hydroxylation and the end metabolites are readily excreted in the urine. The enzymes monoamine oxidase (MAO) and diamine oxidase (DAO) metabolize normal dietary intakes of biogenic amines in the intestinal tracts of mammals. The histidine N-methyltransferase pathway dominates histamine metabolization in other human tissues. The toxic dose of biogenic amines is strongly dependent on the ef®ciency of detoxi®cation, which may vary considerably between individuals. The detoxi®cation enzymes can also be inhibited by exogenous factors. Diamines do not have similar adverse effects to those of vasoactive amines but they do interact with amine oxidases, thus overloading the detoxi®cation system leading to increased uptake of unmetabolized toxic biogenic amines. Certain pharmaceutical agents
Table 1 The most important biogenic amines in food Trivial name
Systematic name
Precursors
Classi®cation
Histamine Tyramine Phenylethylamine Tryptamine Serotonin Putrescine Cadaverine Spermidine Spermine
5-Imidazole-ethylamine 4-Hydroxyphenylethylamine 2-Phenylethylamine 2-(3-Indolyl)ethylamine 5-Hydroxy-3-(b-aminoethyl)indole 1,4-Butanediamine 1,5-Pentanediamine N-(3-Aminopropyl)-1,4-butanediamine N,N 0 -bis(3-Aminopropyl)-1,4butanediamine
Histidine Tyrosine Phenylalanine Tryptophan Tryptophan Ornithine, arginine, agmatine Lysine Putrescine, spermine Putrescine, spermidine
Heterocyclic, primary, monoamine Aromatic, primary, monoamine Aromatic, primary, monoamine Heterocyclic, primary, monoamine Heterocyclic, primary, monoamine Aliphatic, primary, diamine Aliphatic, primary, diamine Aliphatic, secondary, polyamine Aliphatic, secondary, polyamine
158
BIOGENIC AMINES
(MAO- and DAO-inhibiting drugs) also have an inhibitory effect on the detoxi®cation system. The additional potentiator of amine toxicity is alcohol. The increase of blood pressure due to tyramine can cause severe headache and may even induce brain haemorrhage or heart failure, known as `cheese reaction'. Several severe reactions occurred before the association with intake of food with tyramine together with MAO-inhibiting drugs was established. These drugs (e.g. isoniazid) eliminate the detoxi®cation mechanism of tyramine and other vasoactive monoamines and therefore even low levels of tyramine in food can cause adverse reactions. Nowadays, physicians are aware of the need to warn patients about foods that may contain tyramine and new drugs have been developed, which have resulted in a considerable decline in the number of reported cases. Due to the great variety of individual sensitivity and the effect of potentiating factors, it has not been easy to establish the acceptable levels of amines in foods. Furthermore, the effects of each biogenic amine vary and it is not clear whether the limit values should be set for individual amines, for the sum of the toxic biogenic amines or for the sum of all amines detected. Until now, there have been no of®cial limits for the concentrations of biogenic amines in dairy products; the limit value of 100 mg kgÿ1 histamine has been given only for certain ®sh and ®sh products. The threshold toxic dose for oral consumption of histamine in foods is not precisely known, and even less known for other biogenic amines. It has been estimated that slight histamine-induced poisoning can occur at the levels below 40±50 mg kgÿ1 whereas severe symptoms can occur when histamine levels exceed 100 mg kgÿ1. Based on exposure trials with normal individuals and toxicological studies with
animals, it can be estimated that the intake of 20± 100 mg tyramine can cause toxic effects in humans, whereas the outbreak information suggest that the levels of 100±800 mg kgÿ1 tyramine and 30 mg kgÿ1 phenylethylamine can be hazardous.
Levels of Biogenic Amines in Cheese Biogenic amines can be found in high concentrations in various types of cheeses, especially near the rind and in well-ripened cheese. However, amounts causing intoxication can be found only in cheese that has undergone excessive proteolysis such as Cheddar and Swiss cheese. High histamine and/or tyramine concentrations do often coincide with high concentrations of putrescine and cadaverine. The reported ranges of biogenic amines in cheeses have varied from not detected to 2500 mg kgÿ1 histamine, 2210 mg kgÿ1 tyramine, 300 mg kgÿ1 tryptamine, 1390 mg kgÿ1 cadaverine and 684 mg kgÿ1 putrescine (Table 2). Typically, a broad range of the biogenic amines concentration was reported in each study. However, most of the cheeses studied contain usually less than 10 mg kgÿ1amines, which can be seen for instance in Swedish and Danish cheeses (Figure 1). Thus, it could be speculated that increased amounts of biogenic amines in cheese are exceptions, and that it is possible to produce cheese with low levels of amines. Approximately 2±13% of cheeses contain levels of biogenic amines that have been implicated in cases of histamine intoxication (>200 mg histamine kgÿ1). No clear relationships have been found between the quality of cheeses and the amine content. In older cheese the amine content is generally higher than in younger cheese, regardless of quality. Whether
Table 2 The ranges of biogenic amines detected in different cheeses (mg kg ÿ 1) Cheese type
His
Tyr
Tryp
Phe
Cad
Put
Spd
Spr
Cheddar Edam Emmental Feta Mozzarella Gouda GruyeÁre Tilsit Brie Camembert Roquefort Parmigiano
7 Ð >7 14 16 �5 8±12 15 15 8±10 >10 >7 10 >11 Ð >5 Ð >7 10 >7 10±15 Ð 10 20 15
Data compiled from Bergey's Manual of Systematic Bacteriology (1986), Eliskases-Lechner and Ginzinger (1995), Valdes-Stauber et al. (1997), Irlinger et al. (1997) and Brennan et al. (2002).
to be a degenerate form of Arthrobacter, which also undergoes a rod/coccus transformation during growth. Some chemotaxonomic properties, which are useful in separating these genera, are shown in Table 2. The Staphylococcus species listed in Table 1 do not produce enterotoxins, are coagulase negative and are not pathogenic. Arthrobacter, Brachybacterium, Brevibacterium, Corynebacterium, Curtobacterium and Microbacterium are all considered to be coryneform bacteria. This is based primarily on their morphology under the microscope; they are all Gram-positive, irregularly shaped, nonsporeforming rods. All these genera have high GC contents and are found in the actinomycete branch of the Gram-positive bacteria. Many of them are only distantly related to each other and are very dif®cult to differentiate from each other on the basis of simple phenotypic tests. Instead, their cell walls must be analysed for the type of peptidoglycan, including diaminoacid and acyl type, and the different fatty acids, sugars, menaquinones and polar lipids, which are present. This type of identi®cation is called chemotaxonomy and is very tedious where large numbers of organisms must be analysed. Some
MK-8, MK-8(H2) MK-8 MK-7(H2), MK-8(H2) MK-8, MK-9 MK-8, MK-9, MK-10 MK-8(H2) b
Micrococci Micrococcus luteus Micrococcus lylae Kocuria Nesterenkonia Kytococcus Dermacoccus
a
70±76 69 66±75 70±72 68±69 66±71 A2 A4a A3a A4a A4a A4a Lys-peptide subunit Lys-DCA Lys-MCA Lys-MCA, DCA Lys-DCA Lys-MCA, DCA
Ð Ð Ðb Ðb
L-Lysine
Coryneforms Arthrobacter Brevibacterium Brachybacterium Coryebacterium Curtobacterium Microbacterium
S, straight-chain saturated; A, anteiso-methyl-branched; I, iso-methyl-branched; U, monounsaturated; T, 10-methyl-branched acids; ( ) may be present. Some coccoid forms may be present. Data from Bergey's Manual of Systematic Bacteriology (1986) and Stackebrandt et al. (1995).
S, A, I A, I S, A, I (S), A, I (S), A, I S, A, I
A, I A, I A, I U (T) A, I A, I S, S, S, S, S, S, Ð Ð Ð 22±36 Carbon atoms Ð Ð Ð Ð
A3a A1g A4g A1g B2b B1a or B1b meso-DAP meso-DAP meso-DAP D-Ornithine L-Lysine or D-ornithine
59±66 60±64 73 51±60 67±75 69±75
Fatty acid types a Mycolic acids Mol% GC N-glycolyl in glycan moiety of wall Peptidoglycan type Major peptidoglycan diamino acid Rod/coccus transformation Taxon
Table 2 Differential characteristics of some coryneform and micrococcal taxa involved in cheese ripening
MK-9(H2) MK-8(H2) MK-7; MK-8 MK-9(H2); MK-8(H2) MK-9 MK-11; MK-12
BREVIBACTERIUM LINENS AND OTHER SMEAR ORGANISMS Major menaquinones
176
chemotaxonomic characteristics that are used to distinguish between the various genera of coryneforms are shown in Table 2. These characteristics do not completely distinguish between all the genera and are tedious to carry out. Once the genus to which a particular isolate belongs has been identi®ed, the isolate can be subjected to different phenotypic tests to determine the species. Determination of the GC contents, DNA±DNA hybridizations and 16S rRNA sequencing are also very useful in de®ning the relationships among members of these genera. The latter is particularly useful and is becoming much more common with the availability of highly automated sequencers. Such studies have resulted in the reclassi®cation of Microbacterium ¯avum, which was isolated from a Danish cheese (type not stated), and Caseobacter polymorphus, which was isolated from the surface of the Dutch cheese, Meshanger, as Corynebacterium ¯avescens and C. variabile, respectively. Brevibacterium linens is the only component of the bacterial micro¯ora (Table 1) which is deliberately inoculated onto the surface of smear-cheese, but this is not done in every case. All the other bacteria are adventitious contaminants, which originate in the brine or the shelving used to ripen the cheese. Skin may also be a potent source of smear microorganisms since staphylococci, micrococci and brevibacteria are all commonly found on skin. Many of these cheeses are washed several times during early ripening with a dilute (2±3%) salt solution to spread the microcolonies of bacteria more evenly on the cheese surface. The salt tolerance of most of the bacteria found on the surface of cheese is summarized in Table 1; some of these organisms grow at very high levels of salt, e.g. Brachybacterium spp. The initial pH of the surface is low (�5.3) and there is very little information on how well these bacteria grow at low pH.
Enumeration Staphylococci can be enumerated on Mannitol Salts Agar. However, it is not clear how many of the other bacteria listed in Table 1 grow on this medium. There is no good selective medium for Brev. linens. In the past, the medium used to enumerate the surface bacteria on cheese was a nonselective medium containing 0.5% sodium lactate and 3% salt. The total number, and the number of yellow and orange colonies were enumerated separately; the orangecoloured colonies were assumed to be Brev. linens. More recently, spread-plating (all of the bacteria in Table 1 are obligate aerobes or facultative anaerobes) on Plate Count Agar containing 8% salt has been used. There is also some evidence that enumeration of the
BREVIBACTERIUM LINENS AND OTHER SMEAR ORGANISMS
bacteria in the smear by classical plating methods underestimates the numbers present and that in situ hybridization with suitable probes shows the presence of much greater numbers of organisms. The number of different species found in smear cheeses is greatly underestimated and, in several studies, organisms have been isolated that have not been identi®ed. DNA probes have been developed to separate the genera Brevibacterium, Micrococcus/Arthrobacter and Microbacterium and these work well in practice. Aureobacterium spp. also react with the Microbacteriumprobebutthesetwogenerahaverecentlybeen amalgamated into a rede®ned genus, Microbacterium.
Bacteriocins One of the commonest pathogens found on the surface of smear cheeses is Listeria monocytogenes. This is a salt-tolerant, psychrotrophic organism, which can grow at low pH. Consequently, the organism grows well on the surface of smear cheeses. Two outbreaks of listeriosis have been traced to soft cheeses, a Mexican-type cheese in the United States and Vacherin Mont d'Or in Switzerland. Several deaths occurred in both outbreaks. Because of this there is considerable interest in identifying `generally regarded as safe' (GRAS) organisms, which produce bacteriocins. Some strains of Brev. linens have been identi®ed that produce bacteriocins, which inhibit the growth of other bacteria, particularly Li. monocytogenes, that grow quite well on the surface of smear-ripened cheese. Two of these strains have been puri®ed and sequenced but their use in commercial cheese manufacture has not been reported. Very recently, a Staphylococcus species was isolated from a smear-ripened cheese that produced a potent polypeptide antibiotic, microccin P, which inhibits Li. monocytogenes.
Role in Cheese Ripening Apart from that of Brev. linens, the role of corynebacteria in cheese ripening is poorly understood. Brevibacterium linens produces several proteinases, peptidases and lipases, many of which have been puri®ed and characterized, which are also involved in ripening these cheeses. The proteinases have a serine catalytic mechanism with optimum pH values of 7 to 8.5, although one strain produced a proteinase with an optimum pH of 11. They are all active on various caseins and, in some cases, the speci®cities of these proteinases on the different caseins have been determined. The peptidases have optimum pH values of �9.5. The speci®city of three of them has been reported. They were all especially active on dipeptides
177
with leucine as the N-terminus amino acid and two of them were also active on dipeptides with proline as the N-terminus. In addition, the latter two peptidases hydrolysed tri- and tetrapeptides. Methanethiol is considered to be a major component of the `smelly sock' odour of smear-ripened cheeses and is produced directly or indirectly from methionine. The direct method involves L-methionineg-demethiolase activity, while the indirect method requires an aminotransferase and an amino acceptor, e.g. a-ketoglutarate. This reaction results in the production of a-keto-g-methyl-thiobutyrate, which is transformed to methanethiol, in a manner that has not been elucidated. Methanethiol inhibits the germination of mould spores and this is considered to be the major reason for the lack of mould growth on the surface of these cheeses. See also: Arthrobacter spp.. Bacteriocins. Cheese: Secondary Cultures; Smear-Ripened Cheeses.
Further Reading Bonnarme P, Psoni L and Spinnler HE (2000) Diversity of L-methionine catabolism pathways in cheese-ripening bacteria. Applied and Environmental Microbiology 66: 5514±5517. Brennan NN, Ward AC, Beresford TP et al. (2002) Biodiversity of the bacterial ¯ora on the surface of a smear cheese. Applied and Environmental Microbiology 68: 820±830. Carnio MC, HoÈttzel A, Rudolf M et al. (2000) The macrocylic peptide antibiotic microccin P1 is secreted by the food-borne bacterium, Staphylococcus equorum WS 2733 and inhibits Listeria monocytogenes on soft cheese. Applied and Environmental Microbiology 66: 2578±2584. Eliskases-Lechner F and Ginzinger W (1995) The bacterial ¯ora of surface-ripened cheeses with special regard to coryneforms. Lait 75: 571±584. Fox PF, Guinee TP, Cogan TM and McSweeney PLH (2000) Fundamentals of Cheese Science. Gaithersburg: Aspen Publishers. Irlinger F, Morvan A, El Solh N and Bergere JL (1997) Taxonomic characterization of coagulase-negative staphylococci in ripening ¯ora from traditional French cheeses. Systematic and Applied Microbiology 20: 319±328. KolloÈffel B, Burri S, Meile L and Teuber M (1997) Development of 16S rRNA oligonucleotide probes for Brevibacterium, Micrococcus/Arthrobacter and Microbacterium/Aureobacterium used in dairy starters. Systematic and Applied Microbiology 20: 409±417. Maisnier-Patin S and Richard J (1995) Activity and puri®cation of linenscin OC2, an antibacterial substance produced by Brevibacterium linens OC2, an orange cheese coryneform bacterium. Applied and Environmental Microbiology 61: 1852±1857.
178
BRUCELLA
SPP.
Rattray F and Fox PF (1999) Aspects of enzymology and biochemical properties of Brevibacterium linens relevant to cheese ripening: a review. Journal of Dairy Science 82: 8910±8919. Reps A (1993) Bacterial surface-ripened cheeses. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 2, 2nd edn, pp. 137±172. London: Chapman & Hall. Schubert K, Ludwig W, Springer-Verlag L et al. (1996) Two coryneform bacteria isolated from the surface of GruyeÁre and Beaufort cheese are new species of Brachybacterium: Brachybacterium alimentarium sp. nov. and Brachybacterium tyrofermentans sp. nov. International Journal of Systematic Bacteriology 46: 81±87.
BRUCELLA
Stackebrandt E, Koch C, Gvozdiak O and Schumann P (1995) Taxonomic dissection of the genus Micrococcus: Kocuria gen. nov., Nesterenkonia gen. nov., Kytococcus gen. nov., Dermacoccus gen. nov., and Micrococcus Cohn 1872 gen. emend. International Journal of Systematic Bacteriology 45: 682±692. Valdes-Stauber N and Scherer S (1994) Isolation and characterization of linocin M18, a bacteriocin produced by Brevibacterium linens. Applied and Environmental Microbiology 60: 3809±3814. Valdes-Stauber N, Scherer S and Seiler H (1997) Identi®cation of yeasts and coryneform bacteria from the surface micro¯ora of brick cheeses. International Journal of Food Microbiology 34: 115±129.
SPP.
B Garin-Bastuji, OIE/FAO Brucellosis Reference Laboratory, Maisons-Alfort, France Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Brucella spp. is the causative agent of brucellosis, a zoonosis of worldwide importance. Human brucellosis is usually characterized by an intermittent in¯uenza-like clinical pattern, which may be severe and may be followed by chronic, intermittent relapses. The main manifestations of animal brucellosis are reproductive failure, i.e. abortion and birth of unthrifty offspring in the female, orchitis and epididymitis in the male, and rarely arthritis. Persistent infection with shedding of Brucella in reproductive and mammary secretions is common. Considering their high degree of DNA homology, Brucella spp. have been proposed as a monospeci®c genus in which all types should be regarded as biovariants of Br. melitensis. Since this proposal has not yet met with complete agreement, the old classi®cation of the genus (and relevant nomenclature) into six nomen species, which vary in their ability to infect host animals, is the classi®cation used worldwide (Table 1).
Brucella abortus primarily infects cattle but is transmitted to buffaloes, camels, deer, dogs, goats, horses, pigs, sheep and humans. Brucella melitensis causes a highly contagious disease in sheep and goats although cattle and other species can be infected. It is the most important in human infection. Brucella suis covers a wider host range than most other Brucella species. Brucella canis causes epididymo-orchitis in the male dog and abortion and metritis in the bitch. It has not been reported in other animals except humans. Brucella ovis is responsible for epididymitis in rams and occasionally infects ewes, but does not infect other animals or humans. Brucella neotomae is only known to infect the desert wood rat under natural conditions, and no other cases have been reported. Recently, isolations of previously unidenti®ed species of Brucella have been reported from sea mammals. The characterization of these strains cannot be assigned to nomen species of the genus Brucella.
Characteristics Morphology
Bacteria included in the genus Brucella are Gramnegative coccobacilli or short rods (0.6±1.5 � 0.5±0.7 mm) arranged singly and rarely in pairs or small groups. The morphology of Brucella spp. is fairly constant except in old cultures, where pleomorphic
178
BRUCELLA
SPP.
Rattray F and Fox PF (1999) Aspects of enzymology and biochemical properties of Brevibacterium linens relevant to cheese ripening: a review. Journal of Dairy Science 82: 8910±8919. Reps A (1993) Bacterial surface-ripened cheeses. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 2, 2nd edn, pp. 137±172. London: Chapman & Hall. Schubert K, Ludwig W, Springer-Verlag L et al. (1996) Two coryneform bacteria isolated from the surface of GruyeÁre and Beaufort cheese are new species of Brachybacterium: Brachybacterium alimentarium sp. nov. and Brachybacterium tyrofermentans sp. nov. International Journal of Systematic Bacteriology 46: 81±87.
BRUCELLA
Stackebrandt E, Koch C, Gvozdiak O and Schumann P (1995) Taxonomic dissection of the genus Micrococcus: Kocuria gen. nov., Nesterenkonia gen. nov., Kytococcus gen. nov., Dermacoccus gen. nov., and Micrococcus Cohn 1872 gen. emend. International Journal of Systematic Bacteriology 45: 682±692. Valdes-Stauber N and Scherer S (1994) Isolation and characterization of linocin M18, a bacteriocin produced by Brevibacterium linens. Applied and Environmental Microbiology 60: 3809±3814. Valdes-Stauber N, Scherer S and Seiler H (1997) Identi®cation of yeasts and coryneform bacteria from the surface micro¯ora of brick cheeses. International Journal of Food Microbiology 34: 115±129.
SPP.
B Garin-Bastuji, OIE/FAO Brucellosis Reference Laboratory, Maisons-Alfort, France Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Brucella spp. is the causative agent of brucellosis, a zoonosis of worldwide importance. Human brucellosis is usually characterized by an intermittent in¯uenza-like clinical pattern, which may be severe and may be followed by chronic, intermittent relapses. The main manifestations of animal brucellosis are reproductive failure, i.e. abortion and birth of unthrifty offspring in the female, orchitis and epididymitis in the male, and rarely arthritis. Persistent infection with shedding of Brucella in reproductive and mammary secretions is common. Considering their high degree of DNA homology, Brucella spp. have been proposed as a monospeci®c genus in which all types should be regarded as biovariants of Br. melitensis. Since this proposal has not yet met with complete agreement, the old classi®cation of the genus (and relevant nomenclature) into six nomen species, which vary in their ability to infect host animals, is the classi®cation used worldwide (Table 1).
Brucella abortus primarily infects cattle but is transmitted to buffaloes, camels, deer, dogs, goats, horses, pigs, sheep and humans. Brucella melitensis causes a highly contagious disease in sheep and goats although cattle and other species can be infected. It is the most important in human infection. Brucella suis covers a wider host range than most other Brucella species. Brucella canis causes epididymo-orchitis in the male dog and abortion and metritis in the bitch. It has not been reported in other animals except humans. Brucella ovis is responsible for epididymitis in rams and occasionally infects ewes, but does not infect other animals or humans. Brucella neotomae is only known to infect the desert wood rat under natural conditions, and no other cases have been reported. Recently, isolations of previously unidenti®ed species of Brucella have been reported from sea mammals. The characterization of these strains cannot be assigned to nomen species of the genus Brucella.
Characteristics Morphology
Bacteria included in the genus Brucella are Gramnegative coccobacilli or short rods (0.6±1.5 � 0.5±0.7 mm) arranged singly and rarely in pairs or small groups. The morphology of Brucella spp. is fairly constant except in old cultures, where pleomorphic
S
S
S
S
R
R
Br. abortus
Br. suis
Br. melitensis
Br. neotomae
Br. ovis
Br. canis
ÿ
ÿ
ÿ
ÿ
ÿd
Serum requirement
c
b
Phages: Tbilisi (Tb), Weybridge (Wb), Izatnagar1(Iz1) and R/C. Normally occuring phase: S, smooth; R, rough. RTD: routine test dilution. d Br. abortus biovar 2 generally requires serum for growth on primary isolation. e Some African isolates of Br. abortus biovar 3 are negative. f Intermediate rate, except strain 544 and some ®eld strains which are negative. g Some isolates of Br. suis biovar 2 are not lysed by phage Wb or Iz1. h Rapid rate. i Some isolates are lysed by phage Wb. j Slow rate, except some strains which are rapid. k Minute plaques. l Neotoma lepida. From Alton et al. (1988).
a
Colonial morphology b
Species
Table 1 Differential characteristics of species of the genus Brucella
ÿ
ÿ
ÿ
k
ÿ
ÿ
RTD
c
4
ÿ
ÿ
ÿ
10 RTD
Tb
ÿi
ÿ
ÿ ÿ
ÿ
g
g
RTD
Iz1
RTD
Wb
Lysis by phagesa
ÿ
ÿ
ÿ
ÿ
RTD
R/C
ÿ
ÿ
e
Oxidase
h
ÿ
h
j
h
f
Urease activity
1: 2: 3: 4: 5:
swine swine, hare swine reindeer wild rodents
Dogs
Rams
Desert wood ratl
Sheep, goats
Biovar Biovar Biovar Biovar Biovar
Cattle and other Bovidae
Preferred host
180
BRUCELLA
SPP.
forms may occur. Brucellae are nonmotile, do not form spores, and ¯agellae, pili or true capsules are not produced. They usually do not show bipolar staining and resist decolorization by weak acids. Culture and Growth Characteristics
Brucella spp. are aerobic, but many strains require an atmosphere containing 5±10% added CO2 for growth (Table 2). The optimum pH for growth varies from 6.6 to 7.4, and culture media should be adequately buffered near pH 6.8 for optimal growth. The optimal growth temperature is 36±38 � C, but most strains can grow between 20 and 40 � C. Growth in liquid media favours dissociation of smooth-phase cultures to nonsmooth forms and is usually poor unless culture is vigorously agitated. On suitable solid media, colonies are visible after 2 days' incubation. After 4 days' incubation, the colonies are round, 1± 2 mm in diameter, with smooth margins, translucent and a pale honey colour when plates are viewed in the daylight through a transparent medium. When viewed from above, colonies appear convex and pearly white. Later, colonies become larger and slightly darker. Smooth Brucella spp. cultures have a tendency to undergo variation during growth, especially with subcultures, and dissociate to rough (R) forms, and sometimes mucoid (M) forms.
Biochemical Characteristics
The metabolism of Brucella spp. is oxidative and Brucella spp. cultures show no ability to acidify carbohydrate media in conventional tests. The Brucella species are catalase-positive and usually oxidase positive (except otherwise stated in Table 1), and reduce nitrates in nitrites (except Br. ovis and some Br. canis strains). Brucella suis biovar 1, Br. neotomae and biovars 1±4 and 9 of Br. abortus produce H2S from sulphur-containing amino acids (Table 2). Urease activity varies from fast to very slow. Indole is not produced from tryptophan and acetylmethycarbinol is not produced from glucose. Antigenic Characteristics
All smooth Brucella spp. strains show complete crossreaction with each other, but not with nonsmooth variants, in agglutination tests with unabsorbed polyclonal antisera. Cross-reactions between nonsmooth strains can be demonstrated as well with unabsorbed anti-R sera. Lipopolysaccharides (LPS) comprise the major surface antigens of the corresponding colonial phase involved in agglutination. The S-LPS molecules carry the A and M antigens, which show different quantitative distribution among the smooth Brucella spp. strains (Table 2).
Table 2 Differential characteristics of the biovars of Brucella species Species
Biovar
CO2 requirement
Growth on dyesa
H2S production
Agglutination with monospeci®c sera
Thionin
Basic fuchsin
A
M
R
Br. melitensis
1 2 3
ÿ ÿ ÿ
ÿ ÿ ÿ
ÿ
ÿ
ÿ ÿ ÿ
Br. abortus
1 2 3 4 5 6 9
b b b b ÿ ÿ or ÿ
ÿ ÿ
ÿ ÿ ÿ
ÿ c
ÿ ÿ ÿ
ÿ ÿ ÿ ÿ
ÿ ÿ ÿ ÿ ÿ ÿ ÿ
Br. suis
1 2 3 4 5
ÿ ÿ ÿ ÿ ÿ
ÿ ÿ ÿ ÿ
Ð
ÿd ÿ ÿe ÿ
ÿ
ÿ ÿ ÿ
ÿ ÿ ÿ ÿ ÿ
Br. neotomae
ÿ
ÿ
ÿf
ÿ
Br. ovis Br. cains a
ÿ ÿ
ÿ
ÿ ÿ
Dye concentration in serum dextrose medium: 20 mg mlÿ1. Usually positive on primary isolation. c Some strains are inhibited by dyes. d Some strains basic fuchsin resistant have been isolated. e Negative for most strains. f Growth at a concentration of 10 mg mlÿ1 thionin. A, smooth form; M, mucoid form; R, rough form. From Alton et al. (1988). b
ÿ
ÿ
e
ÿ
ÿ
e
ÿ
ÿ
ÿ
ÿ
BRUCELLA
Serological cross-reactions have been reported between smooth brucellae and various other Gramnegative bacteria, and especially Yersinia enterocolitica O:9 which can induce signi®cant levels of antibody cross-reacting with S-LPS Brucella spp. antigens in diagnostic tests. Susceptibility to Phages
Over 40 phages have been reported to be speci®cally lytic for Brucella spp. Thus, lysis by speci®c phages is a useful test to con®rm the identity of Brucella spp. and for speciation within the genus. The phages mainly used for Brucella spp. typing are: Tbilisi (Tb), Weybridge (Wb), Izatnagar1 (Iz1) and R/C (Table 1). Susceptibility to Dyes and Antibiotics
Susceptibility to the dyes, thionin and basic fuchsin, which varies between biovars, is one of the routine typing tests of Brucella spp. (Table 2). On primary isolation, brucellae are usually all susceptible in vitro to gentamicin, rifampin and tetracyclines. Most strains are also susceptible to ampicillin, chloramphenicol, cotrimoxazole, erythromycin, kanamycin, novobiocin, spectinomycin and streptomycin, but variation in susceptibility may occur. Most strains are resistant to amphotericin B, bacitracin, b-lactamins, cephalosporins, clindamycin, cycloheximide, lincomycin, nalidixic acid, nystatin, polymyxin and vancomycin at therapeutic concentrations.
SPP.
Resistance and Survival
Brucella spp. ability to resist outside its mammalian host is relatively high compared with most other nonsporeforming pathogenic bacteria, under suitable conditions. Thus, when conditions of pH, temperature and light are favourable, i.e. pH>4, cool temperature, high humidity and absence of direct sunlight, brucellae may retain infectivity during several months in aborted foetuses and foetal membranes, faeces and liquid manure, water, wool and hay, and on premises, equipment and clothes. Brucellae are able to withstand drying only in the presence of extraneous organic material and will remain viable in dust and soil. Survival is prolonged at low temperatures, especially when freezing. The susceptibility of brucellae in milk and dairy products relates to a variety of factors including the type and age of product, temperature, changes in pH, moisture content, biological action of other bacteria present and conditions of storage. The results of several studies are presented in Table 3. At low concentration in liquid media, brucellae are fairly heat-sensitive. Thus, dilute suspensions in milk are readily inactivated by pasteurization (high-temperature short-time or ¯ash methods) or prolonged boiling (10 min). Brucellae do not remain viable for a long time in ripened fermented cheese. The optimal fermentation time to ensure safety is not known but is estimated at 3 months. However, in normally acidi®ed soft
Table 3 Studies on Brucella survival time in dairy products Product
Species of Brucella
Survival time
Temperature (�C)
pH
Milk
Br. Br. Br. Br.
5±15 s 45%): Karish, Mish and Domiati in Egypt; Madhfor in Iraq; Mozzarella in Italy; Alghab in Syria; Vladeasa in Romania. 2. Semi-hard cheese (water content 40±45%): Beyaz peyneri in Turkey. 3. Hard cheese (water content 13 � C), but also not too high in the interest of a maximum butter yield. A compromise has proved practicable, i.e. to keep the ripening temperature rather high (14±15 � C) and lower it a few hours before churning to the churning temperature (10±14 � C). The resulting butter will contain a continuous oil phase, in which relatively few, large fat crystals are dispersed. Furthermore, as `purer' i.e. less mixed crystals have formed the oil phase is evidently enriched. Therefore, the number of `knotting points' in the crystal network as well as the total crystal surface area to which oil is adhered are reduced. As a result the butter will be softer.
225
60 50 40 30 20 10 0
19.8 23.4 27.6 29.2 31.8 35.7 Solid fat content (%)
39
45.7
Figure 4 Churning time (used as churning performance parameter) as in¯uenced by the solid fat content in cream. Compositionally identical cream samples have been churned (laboratory scale) at 13 � C. Their different solid fat contents (measured at 13 � C) are due to different temperature treatments. (Reproduced with permission from Frede E, Buchheim W and Stolyhwo A (1997) New developments in milk fats. In: Shukla VKS and Kochhar SP (eds.) Modern Developments in Food Lipids, pp. 171±191. Lystrup/DK: International Food Science Centre.)
226
BUTTER/The Product and its Manufacture
Fritz Process ± Continuous Buttermaking Equipment
same points. In this case, the previous remaining moisture content at these points (the so-called basal moisture content) must not be higher than 13.5%. Otherwise, the commonly maximum permitted water level of 16% could be exceeded when adding the culture concentrate. For this reason, the ®rst kneader operating at low shear rates presses as much of the residual buttermilk out as possible. Before entering the second working section (kneading 2) the butter mass is `evacuated', i.e. exposed to a reduced pressure of 25±60 kPa, whereby its air content falls from approximately 4±7% (v/v) to approximately 0.1±0.5%. This helps avoiding laminations in bulk butter and confers a smooth though ®rmer texture to it, which nonetheless is said to be appreciated by the consumers.
Though some minor differences may be found between the main types of machine available, i.e. the GEA Ahlborn (Germany), the Continab (Simon FreÁres, France), the Pasilac (Denmark) and the Westfalia (Germany), the basic features and functions are well illustrated by the schematic sketch in Figure 5, in which the compartments and points of the most important stages are indicated. The cream is fed into the churning cylinder (agglomeration 1). Due to the rapidly rotating beaters (about 1000 rpm) in the cylinder this process only lasts a few seconds. Buttermilk and granules drop into the subsequent separating section. It consists of a rotating cylinder (35±42 rpm) where after-churning takes place ®rst, i.e. the granules are built up in size (agglomeration 2). Most of the buttermilk (buttermilk 1) is drained off at that stage. Chilled water circulates in the jackets of the churning sections to minimize the temperature rise in the butter. The butter granules then drop through a slide into the ®rst working section (kneading 1). The granules are moved with parallel contrarotating augers and start to form a continuous mass, which is forced through a series of plates with ori®ces. On the downstream side of the plates cruciform beaters contribute to the working and ¯ow of the butter mass. Flutes are cut in the auger sections to assist draining of the buttermilk. The degree of working is controlled by the speed drive and the pitch angle of the beater. At the end of the ®rst working section salt is added if required as a slurry of 40±60% salt through 1±3 injection points closely to the ®nal ori®ce plate. If indirectly cultured butter is to be made, starter culture, acid and ¯avour concentrates are injected at the
Processing Variables
As has in part been pointed out earlier butter properties such as consistency, moisture content and oiling-off as well as parameters such as butter yield, are largely affected by numerous interrelating processing variables. These include: 1. Machine variables: beater speed, 1st kneader speed, 2nd kneader speed, reduced pressure at vacreation; 2. Cream variables: fat content, fat composition (hardness), cooling regime, salt content in cultured cream. There is an optimum beater speed, where the moisture content is minimum. Higher speeds result in `overchurning' and a speed below that of minimum butter moisture content gives `underchurning'. Both overchurning and underchurning, though on different
Destabilization Agglomeration 1
Evacuating
Dosing 2
Mixing 1 Dosing 1
Mixing 2
Kneading 2
Kneading 1
Heat Agglomeration 2 Buttermilk 1
Buttermilk 2
Buttermilk 3
Figure 5 Principle of the continuous buttermaking machine, i.e. Fritz±Eisenreich system (derived from a sketch of GEA Ahlborn). (Reproduced with permission from Frede and Buchheim, 1994.)
BUTTER/Properties and Analysis 227
levels, soften the butter mass, which in turn affects the working ef®ciency. As the speed of the kneaders is decreased, the time for draining the buttermilk from the butter mass is extended and the butter moisture falls. In order to have the option of cancelling this effect for the second kneader a drain cock at its bottom side can be closed. Since it is generally easier to achieve a low moisture content in a hard than in a soft fat the temperature of the ®rst kneader is reduced by injecting cooled water or buttermilk. The kneader con®guration in¯uences the amount of working given to the butter, which in turn affects the sizes of water droplets. A signi®cant fraction of too large moisture droplets (diameter >10 mm) allows microbial growth and affects the keeping quality of the butter. High cream fat contents are desirable because of higher butter yields (about 0.2% fat losses in the butter milk vs.. 0.05% in the skim milk) and the lower incidence of off-¯avours (see below). On the other hand, achieving correct moisture content (which also depends on the process variables) requires optimum fat content in the cream, often at about 40± 42%. At lower fat levels, the energy demand may exceed the motor capacity, and the butter tends to be underchurned. If the fat content is higher, it is dif®cult to reduce power to the level required, and the butter tends to be overchurned. Proper destabilization and agglomeration of the fat occur at an optimum solid to liquid fat ratio. At too high or too low values of this ratio higher beater speeds must be used (or at constant beater speed as in Figure 4, a longer time is needed) more moisture is beaten into the butter, and more fat is lost in the buttermilk. Hence, there is also an optimum cream temperature in the range 8±14 � C (see above) yielding both a minimum basal moisture content and minimum fat losses. However, oxidative (e.g. ®shy) ¯avours arising preferentially at higher temperatures have also to be considered. The optimum value of cream temperature in its turn is in¯uenced by the way on which it has been attained, i.e. by the previous temperature treatment (see above). Since the solid to liquid fat ratio at a given temperature depends on fat composition, numerous machine and cream parameters have to be adjusted according to the fat concerned. Vacreation tends to increase the range of globule sizes. Small fat globules are harder to disrupt than large ones, hence the fat losses in the buttermilk are higher. Very large fat globules on the other hand are easily damaged under vacreation. The presence of salt in cultured cream butter accelerates the autoxidation, the inverse effect occurring with salted sweet cream butter.
Overall, buttermaking depends on numerous interrelated factors, which have to be carefully adjusted against each other, in order to keep the process performance and quality parameters within their optimum ranges. See also: Butter: Properties and Analysis. Cream: Manufacture. Fermented Milks: Buttermilk. Flavours and Off-Flavours in Dairy Foods. Lactococcus spp.: Flavour Development. Lipids: Fat Globules in Milk. Milk Fat Products: Milk-Fat Based Spreads.
Further Reading Frede E and Buchheim W (1994) Buttermaking and the churning of blended oil emulsions. Journal of the Society of Dairy Technology 47: 17±27. IDF (1986) Continuous Butter Manufacture. International Dairy Federation Bulletin no. 204. Brussels: IDF. Jebsen RS (1993) Butter and allied products. In: Moran DPJ and Rajah KK (eds.) Fats in Food Products, pp. 69± 109. London: Blackie Academic and Professional. Lane R (1992) Butter and mixed fat spreads. In: Early R (ed.) The Technology of Dairy Products, pp. 158±177. London: Blackie Academic and Professional. Walstra P, Geurts TJ, Noomen A, Jellema A and van Boekel MAJS (eds.) (1999) Dairy Technology. New York: Marcel Dekker.
Properties and Analysis E Frede, Federal Dairy Research Centre, Kiel, Germany Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Butter is a high-energy concentrated natural dairy product consisting mainly of milk fat, water and nonfat solids (proteins, lactose, minerals, vitamins). It has a unique delicate ¯avour, which in combination with its characteristic and pleasant mouthfeel is an unparalleled selling point enabling butter to command premium prices in the market-place. On the other hand, its poor spreadability at refrigeration temperature makes butter less attractive to consumers. Butter suffers further from having been labelled as `saturated' and of a high cholesterol content; both of these properties have been associated with vascular and heart disease. At the same time,
BUTTER/Properties and Analysis 227
levels, soften the butter mass, which in turn affects the working ef®ciency. As the speed of the kneaders is decreased, the time for draining the buttermilk from the butter mass is extended and the butter moisture falls. In order to have the option of cancelling this effect for the second kneader a drain cock at its bottom side can be closed. Since it is generally easier to achieve a low moisture content in a hard than in a soft fat the temperature of the ®rst kneader is reduced by injecting cooled water or buttermilk. The kneader con®guration in¯uences the amount of working given to the butter, which in turn affects the sizes of water droplets. A signi®cant fraction of too large moisture droplets (diameter >10 mm) allows microbial growth and affects the keeping quality of the butter. High cream fat contents are desirable because of higher butter yields (about 0.2% fat losses in the butter milk vs.. 0.05% in the skim milk) and the lower incidence of off-¯avours (see below). On the other hand, achieving correct moisture content (which also depends on the process variables) requires optimum fat content in the cream, often at about 40± 42%. At lower fat levels, the energy demand may exceed the motor capacity, and the butter tends to be underchurned. If the fat content is higher, it is dif®cult to reduce power to the level required, and the butter tends to be overchurned. Proper destabilization and agglomeration of the fat occur at an optimum solid to liquid fat ratio. At too high or too low values of this ratio higher beater speeds must be used (or at constant beater speed as in Figure 4, a longer time is needed) more moisture is beaten into the butter, and more fat is lost in the buttermilk. Hence, there is also an optimum cream temperature in the range 8±14 � C (see above) yielding both a minimum basal moisture content and minimum fat losses. However, oxidative (e.g. ®shy) ¯avours arising preferentially at higher temperatures have also to be considered. The optimum value of cream temperature in its turn is in¯uenced by the way on which it has been attained, i.e. by the previous temperature treatment (see above). Since the solid to liquid fat ratio at a given temperature depends on fat composition, numerous machine and cream parameters have to be adjusted according to the fat concerned. Vacreation tends to increase the range of globule sizes. Small fat globules are harder to disrupt than large ones, hence the fat losses in the buttermilk are higher. Very large fat globules on the other hand are easily damaged under vacreation. The presence of salt in cultured cream butter accelerates the autoxidation, the inverse effect occurring with salted sweet cream butter.
Overall, buttermaking depends on numerous interrelated factors, which have to be carefully adjusted against each other, in order to keep the process performance and quality parameters within their optimum ranges. See also: Butter: Properties and Analysis. Cream: Manufacture. Fermented Milks: Buttermilk. Flavours and Off-Flavours in Dairy Foods. Lactococcus spp.: Flavour Development. Lipids: Fat Globules in Milk. Milk Fat Products: Milk-Fat Based Spreads.
Further Reading Frede E and Buchheim W (1994) Buttermaking and the churning of blended oil emulsions. Journal of the Society of Dairy Technology 47: 17±27. IDF (1986) Continuous Butter Manufacture. International Dairy Federation Bulletin no. 204. Brussels: IDF. Jebsen RS (1993) Butter and allied products. In: Moran DPJ and Rajah KK (eds.) Fats in Food Products, pp. 69± 109. London: Blackie Academic and Professional. Lane R (1992) Butter and mixed fat spreads. In: Early R (ed.) The Technology of Dairy Products, pp. 158±177. London: Blackie Academic and Professional. Walstra P, Geurts TJ, Noomen A, Jellema A and van Boekel MAJS (eds.) (1999) Dairy Technology. New York: Marcel Dekker.
Properties and Analysis E Frede, Federal Dairy Research Centre, Kiel, Germany Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Butter is a high-energy concentrated natural dairy product consisting mainly of milk fat, water and nonfat solids (proteins, lactose, minerals, vitamins). It has a unique delicate ¯avour, which in combination with its characteristic and pleasant mouthfeel is an unparalleled selling point enabling butter to command premium prices in the market-place. On the other hand, its poor spreadability at refrigeration temperature makes butter less attractive to consumers. Butter suffers further from having been labelled as `saturated' and of a high cholesterol content; both of these properties have been associated with vascular and heart disease. At the same time,
228
BUTTER/Properties and Analysis
margarine developed from a cheap substitute to a well-accepted health-promoting convenience product (`from plants only', `polyunsaturated', `spreadable from the fridge'). As a consequence, over the last decades butter consumption has fallen drastically worldwide. Despite a slight rebound since 1997, world butter consumption in 1999 was about 12% below its level in 1990. Recent new ®ndings, however, of the nutritional signi®cance of conjugated linoleic acid ± a rather speci®c milk constituent ± as well as of the potentially different impact on human health of milk-inherent versus processing-related positional trans fatty acid isomers may show butter in a new light and, therefore, might contribute to a stabilization of butter consumption close to its present level.
Overall Composition Standards pertaining to butter composition are similar in most countries. It contains about 80% fat and 16% water. The rest, referred to as solids-not-fat (SNF), primarily contains constituents such as proteins (0.6±0.7%), lactose (0.7±0.8%), salts (�0.2%) and traces of all other skim-milk substances. Water, b-carotene and salt may be added. Water, fat and SNF are determined according to International Dairy Federation (IDF) Standard 80 (1977). In principle, moisture is removed from the butter sample by oven drying. The weight loss of butter through a particular heating process is de®ned as moisture. The fat is then removed from the dried butter using a suitable solvent. The retained SNF portion is dried and weighed. An IDF standard of a direct determination of fat in butter is currently under preparation.
Chemical Composition of the Fat Phase The lipids in butter consist mainly of triacylglycerols (roughly estimated to be 98% w/w); the rest is diacylglycerols (�0.3%), monoacylglycerols (traces), phospholipids (�0.3%), sterols (�0.3%), free fatty acids (FA) and traces of waxes, squalenes and carotenoids. Free FAs occur in milk and amount to approximately 0.1% of milk lipids. Because of their polarity they are partitioned in the fat phase and in the plasma. The shorter the chain length and the higher the pH, the more the partition equilibrium is shifted towards the plasma. Therefore, the free FA level in butter is rather variable. The phospholipids originate from the milk fat globule membrane (�0.9% of the milk lipids). During churning they are partly retained in the moisture droplets of butter in the form of lipid±protein complexes or as integral
parts of membrane fragments. The latter may also ± possibly with absorbed water ± be suspended in the fat phase. The major part of the phospholipids is left in the buttermilk, where it constitutes some 20% of total lipids. Fatty Acid Composition
FA analysis is accomplished by chromatographic means, mainly by gas chromatography (GC) on capillary columns; in the case of minor FAs it is also achieved in combination with thin-layer or highperformance liquid chromatography (HPLC). Altogether, more than 400 different FA species have been found in milk fat. However, the class of major FA, which are present at 1% each of total mass of FA, comprises only 15 FA species ± eight even-numbered, unbranched, saturated FAs (C4:0±C18:0), three monoenic (C14:1, C16:1, C18:1), two polyenic (C18:2, C18:3) and two odd-numbered saturated ones (C15:0, C17:0). These amount to more than 85% weight of all fatty acids. The minor FA class of butterfat includes cis/trans isomers as well as keto and hydroxy FAs. The content of butterfat FAs is subjected to major seasonal and regional variations. For example, oleic (cis-9-C18:1) and palmitic acid (C16:0) may vary from approximately 20% to 28%, and from 22% to 37% mass of total FAs, respectively. Figure 1 shows the frequency distribution in butterfat of the FA which is currently most discussed, namely conjugated linoleic acid (CLA), cis-9-trans-11-C18:2, which occurs almost exclusively in ruminant fats like butterfat. Based on recent animal tests, CLA has been recognized as being highly bioactive. Conversely, adverse effects have so far been attributed to trans-C18:1 isomers in general. However, the difference in frequency of trans isomers in butter and margarine is striking (Figure 2): vaccenic acid (trans-11-C18:1) predominates in butter, whereas the main trans-C18:1 FA in margarine is elaidic acid (trans-9-C18:1). There have been some indications that the metabolism of elaidic acid is different from that of vaccenic in that the latter may be converted to CLA by �9 desaturase and thus the effects of trans FA on human health will have to be assessed in a more differentiated way. Another unique characteristic of butterfat is its high level of short-chain fatty acids, from butyric (C4:0) to capric acid (C10:0). Because of their particular metabolic pathway (directly to the liver via the portal vein), and several features, such as more rapid lipolysis and resorption, these FA are considered valuable nutrients. On average these FA total some 20±25 mol%. Approximately 50% of all butterfat triacylglycerols
BUTTER/Properties and Analysis 229 300
Frequency
250 200 150 100 50 0 0.1
0.3
0.5
0.7
0.9
1.1
1.3
1.5
1.7
1.9
g100 g–1
Figure 1 Frequency distribution of conjugated linoleic acid (CLA) contents derived from German milk fats (n 1756) subdivided into samples from the barn feeding (®lled columns), the pasture feeding (open columns) and the transition (spring or late autumn) period (cross-hatched columns). Dots show all milk fats. (Reproduced with permission from Wolf L, Precht D and Molkentin J (1999) Occurrence and distribution pro®les of trans C18:1 acids in edible fats of natural origin. In: Sebedio JL and Christie WW (eds.) Trans Fatty Acids in Human Nutrition, pp. 1±33. Dundee: Oily Press.)
considerably, as shown in Figure 3. The contents of the TAGs, classi®ed by their acyl carbon numbers, were determined by GC on packed columns. The TAG classes from C26 to C48 ¯uctuate synchronously, apart from one exception, C40, which varies along with C50±C54. The frequencies of the TAG groups C26±C54 in any milk fat are strongly related to each other. Mathematical relationships which characterize butterfat in general, and which show even small additions (down to 2%) of foreign fats, were established in 1980 in Australia. They were further developed in Germany and recently promoted to the reference method for all European Union (EU) member countries to determine precisely butterfat adulterations by GC analysis on packed columns.
50
% Weight of total trans-C18:1
40 30 20 10 0 10 20
5
6 ∆1
∆1
∆1 2 ∆1 3/ 14
1
0
∆1
∆9
∆1
∆5 ∆6 –8
∆4
30
Position of double bond Figure 2 Relative isomeric distribution of trans-C18 : 1 positional isomers in German milk fats (®lled columns: n 1756) and in German margarines and shortenings (open columns: n 62; % weight of total trans-C18 : 1 isomers). (Reproduced with permission from Precht D and Molkentin J (2000) Frequency distribution of conjugated linoleic acid and trans fatty acids contents in European bovine milk fats. Milchwissenschaft 55: 687±690.)
contain a short-chain fatty acid residue in the nutritionally signi®cant sn-3 position. Triacylglycerol Composition
Because of large ¯uctuations in FA composition, the contents of triacylglycerols (TAG) also vary
Melting Behaviour of Butterfat The compositional variations in butterfat are re¯ected by its thermophysical properties, which in turn have a strong effect on the quality and manufacturing process of butter. Figure 4 shows three sets of melting curves of three butterfats. They originate from pasture feeding, barn feeding and a transition period (in line with most regions of central/northern Europe). Three different measuring techniques were applied: 1. The Shukoff ¯ask method (Figure 4), where the minima in the curves indicate temperature ranges of maximum melting. This method has been developed for controlling the fat crystallization in cream for buttermaking. It is essential, for instance, when applying a cold±warm±cold
230
BUTTER/Properties and Analysis 14 Summer 3
Winter Range
12
% Weight
10 2
8 6 4
1
2 0 C26
C26
C34
C38
C42
C46
C50
C54
Acyl carbon number Figure 3 The triacylglycerol composition of German milk fats (n 45, average values and ranges). (Courtesy of Dr H Timmen, Kiel.)
(B)
(C) 70 SFC (%)
60 50 Winter 40
Summer
2 × 10–3 min–1
30
Summer
20 10
10 15 20 25 30 35 T (°C)
Winter
5 mJ K–1
α × 10–3 (min–1)
Winter
∆H/∆T (mJ K–1)
(A)
5
10
15
20
25 30 T (°C)
35
Summer
–60
–30
0
+30 T (°C)
+60
Figure 4 Melting curves of three different milk fats (pasture and barn feeding and transition period) (A) Obtained by the Shukoff ¯ask method, where the minima of the curves indicate maximum melting; (B) obtained by nuclear magnetic resonance; and (C) obtained by differential scanning calorimetry. SFC, solid fat content. The Shukoff ¯ask containing the cooled fat is immersed in a thermostatted heating bath. a is computed from the heating speed of the fat, dT/dt, and the bath temperature, TB, as well as a (dT/dt)/(T ÿ TB).
ripening for making a butter softer to set the temperature of the warm stage between the ®rst minimum and the following maximum of the melting curve. 2. Low-resolution nuclear magnetic resonance (Figure 4), yielding the solid fat contents (SFC) at temperatures ranging from 0 to 35 � C. The characteristic courses of the melting pro®les (SFC versus temperature) have an impact on the texture and mouthfeel of butter.
3. Differential scanning calorimetry (Figure 4) supplying the differential energy absorption by the fat during heating. The curves clearly display the wide melting range of butterfat (from ÿ40 to 37 � C). The high-energy absorption above 10 � C is responsible for the pleasant cooling sensation caused by butter in the mouth. The in¯uence of individual feedstuffs included in the barn ration on the hardness of the butterfat is shown in Figure 5.
BUTTER/Properties and Analysis 231
Hard
500 400 300 200 100
+ B –T PS G + H + D
B
G
+
G
M + G
M
+ G
G
+
M
+
W
–T G PS G + + P H + B + P G + H + B G G + + M H + M + B
H + G
+ H
H
0
B
Soft
PeU, penetrometer unit (centinewton)
600
Figure 5 The hardness of butterfat (measured by cone penetrometry at 15 � C) as in¯uenced by the cows' ration. Cone angle 40� , penetration speed 1 mm sÿ1. B, beet; D, dried pulp; G, grass silage; H, hay; M, maize silage; P, potato; TPS, total plant silage; W, wheat. (Courtesy of Dr K Pabst, Kiel.)
The Microstructure of Butter Figure 6 is a schematic drawings of the microstructures of butter (Figure 6A) and margarine (Figure 6B). As is common to most high-fat spreads, their overall structure is characterized by a continuous oil phase in which crystallized fat, water and (eventually) air are dispersed. The striking difference with margarine is the presence of many more or less damaged fat globules in butter (globular microstructure). They originate from the cream and are characterized by curved stacks of fat crystals at their periphery. These crystal shells consist primarily of high-melting TAG. They impart rigidity to the fat globules, thus enabling them to some extent to withstand the strong shear forces during churning and working. As a result, numerous cream fat globules have survived the churning process, whether damaged or not. Their number depends on the process conditions, being smaller under continuous than under batchwise churning. While globular fat structures are missing in margarine, which has a homogeneous microstructure, another population of globular structural elements is found in both products. These are water droplets which are masked by thin fat crystal plates densely arranged at the water± oil interface. Normally, the water droplets in margarine are smaller than in butter. The nonglobular crystalline fat phase in butter mainly consists of platelet-shaped aggregates. They are smaller in size
than the fat crystals present in margarine (0.1±5 versus 0.1±20 mm). Air cells are occasionally found in butter, varying in number and size depending on the manufacturing method (e.g. vacuum treatment). There is also an arrangement of fat crystals along the air±fat interface. Most of our former knowledge about the microstructure of butter came from light microscopic investigations undertaken in the ®rst half of the last century, but since about 1960 electron microscopic studies have allowed direct detailed visualization of the individual structural elements. Figure 7 shows freeze-fracture transmission electron micrographs of butter and margarine, respectively, corresponding to Figure 6. Incidentally, broken globules are easily identi®ed as either fat globules or as water droplets, by using a special preparation technique (freezeetching, Figure 7A). Fat globules with sizes ranging from about 2 to 8 mm were determined at 30±60% (v/v) in butter, depending on the manufacturing method. The ratio of crystalline to liquid fat inside the fat globules may be greater than that outside, because during churning the liquid fat will be partly squeezed out of the fat globules. A considerable part of the continuous oil phase is not free-¯owing, but instead adheres to the surface of the fat crystals. These in turn interact with each other, forming a continuous network in which water droplets and fat globules may participate. Since the number and sizes of the fat crystals (roughly estimated at
232
BUTTER/Properties and Analysis (A)
GF
W
LF
Air CF
LF
GF 1 µm (B) W
CF
LF 1 µm Figure 6 Schematic view of two microstructures at ambient temperature: (A) butter; (B) margarine. F, fat; W, aqueous phase; CF, crystallized fat; GF, globular fat; LF, liquid fat.
1013 mlÿ1 and up to 5 mm in length, respectively) greatly depend on the temperature treatment of the cream prior to churning, the same applies to the number of `knotting points' of the network as well as to the degree of immobilizing the oil phase. The fat crystals inside the fat globules are not involved in building up the network which, therefore, is (theoretically) assumed to be weaker than that of margarine (under equal conditions, i.e. the same
number and sizes of fat crystals, which is dif®cult to achieve).
Macroscopic Properties of Butter The main consumer-perceived properties may be divided into three categories ± colour and appearance, ¯avour (odour and taste) and consistency. Consistency may be subdivided into texture,
BUTTER/Properties and Analysis 233
b-carotene (E160) is permitted. Both the intensity and the spectrum of the butter colour differ from those of anhydrous butterfat. This results from the way light interacts with fat crystals, water droplets and air bubbles which contribute to the microstructure of the butter surface. For example, vacuum treatment leads to a signi®cantly more intense dark-yellow colour of the butter.
(A)
CF
CF
Flavour LF
CF
W 5 µm GF
(B) W CF
LF
W
W
2 µm µm
Figure 7 Electron micrographs of (A) butter and (B) margarine at 15 � C. W, aqueous phase; CF, crystallized fat; GF, globular fat; LF, liquid fat. (Courtesy of Dr W Buchheim, Kiel.)
mouthfeel, ®rmness (after storage and working) and spreadability. A further property, keeping quality, concerns both consumers and trade. Colour and Appearance
The natural yellow colour of butter, in combination with its smooth, slightly mat surface appearance, gives a particular impression of richness, which is rarely matched by margarine. A `faultless' butter cuts cleanly when sliced and does not appear greasy or shiny. The yellow colour mainly results from bcarotene (provitamin A) which, dissolved in butterfat, originates from green plant nutrients in fresh or silaged feed. When animals are fed with low-carotene feedstuffs, the butter has a pale and even whitish colour. Typically, the natural b-carotene level in summer butter may be 10 times higher than in winter butter (approximately 1000 versus 100 IU 100 gÿ1). Therefore, a limited enrichment of butter with
The unique ¯avour of butter in combination with its pleasant mouthfeel is the main reason for consumer acceptance despite its higher selling price compared to vegetable fat-based spreads. Hence in of®cial quality tests for butter, ¯avour is an important factor. A long list of identi®ed ¯avours and off-¯avours exists (IDF Standard 99C: 1997). Butter ¯avour is made up of a large number of chemical compounds; the total physiological response is a composite of these constituents. They are derived mainly from the butterfat itself and, in the case of cultured cream butter or soured/indirectly cultured sweet cream butter, also from a starter culture or from ¯avour/ culture concentrates, respectively. The ¯avour compounds of the lipid fraction comprise free volatile FA, lactones, methyl ketones, phenolic and sulphurous compounds, all in very low quantities (close to their sensorial thresholds). Partly, these are already present in raw milk; partly, they are formed and released from precursors (e.g. bketoacid or hydroxyacid triacylglycerols) by virtue of heat. Hydroxyacid triacylglycerols rearrange spontaneously to give the highly ¯avoursome g- and d-lactones. The conversion rate depends on temperature: half-lives at ÿ10, 60 and 150 � C are approximately 1 year, 1 week and 1 h, respectively. Another group of butter ¯avours originates from the oxidation of unsaturated fatty acids, the most important being arachidonic (C20:4), linolenic (C18:3), linoleic (C18:2) and oleic (C18:1) and their isomers. Oxidation of these acids can be initiated enzymically by xanthine oxidase (the main protein of the milk fat globule membrane) or chemically by OH radicals produced from ascorbic acid and copper. Because an appreciable part of the copper present in butter (by contamination) moves to the fat globules during souring, this metal is found to a larger extent in cultured cream butter than in sweet cream butter. Several ¯avour defects are related to oxidation, e.g. `metallic', `fatty', `trainy', `®shy' or `tallowy'. On the other hand, slight oxidation may contribute to the desirable ¯avour. Hept-cis-4-enal, for instance, is claimed to impart a creamy ¯avour to butter at a level of 1 mg kgÿ1. Oxidized butter may produce perfectly satisfactory baked goods.
234
BUTTER/Properties and Analysis
The ¯avour of cultured cream butter originates from a bacterial starter culture converting skim milk ingredients into a series of ¯avour compounds, e.g. lactose into lactic acid and citrate into diacetyl. In the case of soured/indirectly cultured butter, ¯avour concentrates and/or starter culture concentrates are injected into the working section of the buttermaker. As an example, the Netherlands Dairy Research Institute (NIZO) concentrate comprises 20 compounds, the dosages ranging from 2 mg kgÿ1 (ethyl butyrate) to 57 mg kgÿ1 (acetic acid). Lactic acid is dosed to pH 4.6. For an analytical distinction of the three butter types ± cultured cream butter, sweet cream butter and soured/indirectly cultured butter ± three suitable compositional parameters (e.g. lactic and citric acid and adenosine or uridine contents) must be determined. Despite many efforts it has so far not been possible to match the organoleptic qualities of butter by incorporating synthetic ¯avour compounds into margarine. This is particularly striking when considering butter as an ingredient for cooking and baking. In order to reach the optimum level of lactones in a cake the fresh margarine must contain an overpowering level of lactones, whereas butter contains the lactones in the form of ¯avourless precursors, which are slowly released on baking. Another dif®culty may be that the speci®c melting properties of butterfat affect the rate of release, and hence the pro®le of the ¯avour as well as the interaction between mouthfeel and ¯avour. Consistency
Texture and mouthfeel The texture of butter is rather speci®c. At temperatures above 12±14 � C (depending on the individual milk fat) butter exhibits plasiticity and body; both features are perceived as pleasant when the butter is cut or spread. Upon tasting, a particular characteristic haptic impression (a property related to the sense of touch) and mouthfeel are created, which is not really imitated by any non-dairy spread. When butter comes into contact and interacts with the gustatory system in the ®rst moment its ®rm consistency is felt by the tongue and the palate. Subsequently, the butter turns liquid, thereby being readily inverted to an oil-in-water emulsion and releasing its full potential of volatile and water-dissolved ¯avours. The heat which is required for melting the fat is drawn from the mouth, thereby causing a pleasant cooling sensation. Finally, the emulsion is cleanly swallowed without causing an unpleasant greasy (e.g. tallow-like) aftertaste. These features are all primarily derived from the composition, and thus the physical characteristics of
butter, which may be in¯uenced or determined by the method of manufacture. The ®rm plasticity and smooth appearance are due to the high SFC level at (sub)ambient temperatures as well as to the microstructure. The rapid meltdown in the mouth and the strong cooling effect are directly derived from the melting characteristics monitored by differential scanning calorimetry or nuclear magnetic resonance (Figure 4). Phospholipids present in butterfat at levels of approximately 0.1% as well as proteins aid in inverting the butter from a water-in-oil to an oilin-water emulsion in the palate. In most countries texture and mouthfeel are of®cially graded. Numerous texture or body defects have been identi®ed (e.g. IDF Standard 99C: 1997 or US Department of Agriculture 1989), including `crumbly' (lacks cohesion), `mealy or grainy' (a granular consistency when butter is melted on the tongue), `short' (lacks plasticity and tends toward brittleness), `sticky' (butter adheres as a smear) `soft' or `hard'. Setting and work softening Freshly produced butter, on keeping, increases in ®rmness, initially at a fast rate and after that slowly and asymptotically, following an exponential saturation function. This process, which may last several weeks, is called setting. It may be signi®cantly accelerated or retarded by elevating or lowering the temperature. Setting occurs even when the butter is raised permanently to a higher temperature than that at which it was manufactured. Therefore, a steady increase in crystallized fat cannot be the cause of setting. Instead, setting has been attributed to the reversible build-up of a network structure previously described, i.e. to the thixotropic properties of butter. Three main features can be directly related to thixotropy: (1) reduction in ®rmness on mechanical working and the subsequent recovery, though not up to the initial level; (2) the accelerating effect of temperature; and (3) the exponential course of setting. By working, the crystal network is broken down and the butter becomes soft (work softening). On keeping, the crystals are rearranged and attracted and reversibly bound to each other by weak Van der Waals forces, so that the network recovers and the ®rmness increases accordingly (step 1). The higher the temperature, the more liquid fat is available, the more mobile are the crystals and the faster they rearrange (step 2). Many more crystals can rearrange at the start of setting than at the end, when open places are scarce and the probability of occupying them is low (step 3). The well-known phenomenon that after work softening butter does not regain its initial ®rmness within a reasonable time has been attributed to strong irreversible bonds which
BUTTER/Properties and Analysis 235
are formed when fat crystals grow together locally, thus forming a strong network. This may occur immediately after churning when supercooled liquid fat is present or ± on a much larger time-scale ± together with recrystallization processes. Spreadability The texture and mouthfeel, two highly valued features of butter, are due to the speci®c melting properties of the butterfat. However, where spreadability is concerned, the same properties, i.e. mainly the high SFC (48±66% at 5 � C; Figure 4) and its steep fall with increasing temperature, have an adverse effect on this characteristic. Spreadability begins to be acceptable below solid fat levels of 45% (and down to about 13%). Because the poor spreadability at refrigerator temperatures has been one of the reasons for the steady decline in butter consumption over the last decades, by far the most research work worldwide invested in butter has concerned its spreadability. This property is mainly affected by three factors: 1. Seasonal diet and lactation stage: the periodically varying melting properties of milk fat (Figure 4) lead to corresponding changes in butter spreadability. In the northern hemisphere the terms `summer butter' (soft because of pasture feeding) and `winter butter' (hard because of high starch concentrates) are frequently used. The in¯uence of lactation (maximum oleic acid level, i.e. softest fat, about 8 weeks after calving) is normally masked by that of feeding. Several methods to compensate for these variations by modifying the fat composition are currently in use (e.g. rapeseed feeding). 2. Physical cream ripening: by special temperature± time treatments of the cream prior to churning, either alone (sweet cream) or together with microbial ripening (cultured cream), a physically unfavourable (regarding spreadability) fat composition can be ef®ciently counteracted. Changes in the ®rmness of the butter by 30% are possible in both directions, softer and harder. The basic approach of such temperature treatments is to control the microstructure of the butter in terms of the spatial arrangement of solid and liquid fat, the size, number and shape of the fat crystals and the overall ratio of solid to liquid fat. 3. Work softening: as outlined earlier, set butter after working will not regain its initial ®rmness. In some creameries, it has proved successful practice to let the freshly produced butter rest before packing and set for several hours and after subsequent cooling to about 12 � C to work it soft again in a butter homogenizer.
Butter spreadability is graded sensorially or instrumentally by using penetrometric, extruder or sectilometric methods (by which the force required to cut through a standard piece of butter, under standard conditions, is measured). Numerous variants of these methods are in use, partly de®ned by national standards. Common to all methods is that they yield physical quantities which are rather closely related to the sensorially evaluated spreadability of butter. For instance, the German standard DIN 10331 de®nes the `hardness' of butter by the force (measured in newtons) needed to cut a butter cube (edge length 25 mm) by a wire (diameter 0.3 mm) when cutting speed is 0.1 mm sÿ1. An IDF standard for measuring the ®rmness of butter on the basis of a modi®ed cutting-wire method is currently being developed. Keeping Quality
Well-made butter can be kept for at least 2 years, 20 days or 10 days and retain acceptable ¯avour if stored at ÿ20, 10 or 20 � C, respectively. In any case butter must be protected from moisture evaporation and light-induced photooxidation reducing nutritional value and spoiling ¯avour and appearance. Butter defects caused by lipases or bacteria present, though initially not perceptible, may cause deteriorations during storage and thus reduce the shelf-life. On cold storage, autoxidation is the main limiting factor which depends on the copper present, the level of which greatly depends on the conditions of manufacture. See also: Butter: The Product and its Manufacture. Lipids: General Characteristics; Fatty Acids; Triacylglycerols; Conjugated Linoleic Acid. Milk Fat Products: Anhydrous Milk Fat ± Butteroil, Ghee; MilkFat Based Spreads.
Further Reading Frede E and Buchheim W (1994) Buttermaking and the churning of blended oil emulsions. Journal of the Society of Dairy Technology 47: 17±27. Lane R (1992) Butter and mixed fat spreads. In: Early R (ed.) The Technology of Dairy Products, pp. 158±177. London: Blackie Academic and Professional. Precht D (1988) Fat crystal structure in cream and butter. In: Garti N and Sato K (eds.) Crystallization and Polymorphism of Fats and Fatty Acids, pp. 305±355. New York: Marcel Dekker. Precht D (1991) Detection of adulterated milkfat by fatty acid and triglyceride analysis. Fat Science and Technology 93: 538±544. Schlimme E, Lorenzen PC, Martin D and ThormaÈhlen K (1996) Analytical differentiation of butter types by
236
BUTTER/Properties and Analysis
speci®c compositional parameters of the aqueous butter phase. Milchwissenschaft 51: 139±143. Timms RE (1980) Detection and quanti®cation of nonmilkfat in mixtures of milk and non-milkfat. Journal of Dairy Research 47: 295±303. Urbach G and Gordon MH (1994) Flavours derived from fats. In: Moran DPJ and Rajah KK (eds.) Fats in Food Products, pp. 347±374. London: Blackie Academic and Professional.
Butteroil
Walstra P and Jenness J (1984) Dairy Chemistry and Physics. New York: Wiley. Walstra P, Geurts TJ, Noomen A, Jellema A and van Boekel MAJS (1999) Dairy Technology. New York: Marcel Dekker. Wilbey RA (1991) Yellow fats. In: Rossel JB and Pritchard JLR (eds.) Analysis of Oilseeds, Fats and Fatty Foods, pp. 395±440. London: Elsevier Applied Science.
see Milk Fat Products: Anhydrous Milk Fat ± Butteroil, Ghee.
Byproduct Feeds
see Concentrate Feeds: Byproduct Feeds.
CAMPYLOBACTER
SPP./Campylobacter
coli and Campylobacter jejuni 237
C Calf Feeding and Management
see Replacement Management, Cattle: Growth Standards and
Nutrient Requirements; Preruminant Diets and Weaning Practices; Growth Diets; Health Management.
Camel
see Dairy Animals: Camel.
CAMPYLOBACTER
SPP.
Campylobacter coli and Campylobacter jejuni P Teufel, Bundesanstalt fuÈr Milchforschung, Kiel, Germany Copyright 2002, Elsevier Science Ltd. All Rights Reserved
The developments in the taxonomy of the genus Campylobacter are as follows: 1909 1918 1931 1938
Introduction and History Campylobacter spp. have been known to cause diseases in animals for many years. It was not until the beginning of the 1980s that some thermophilic, microaerobic species, especially Cb. jejuni and Cb. coli, became recognized as a cause of enteritis in humans, in some countries more frequently than Salmonella spp. Nowadays, Cb. jejuni and, less frequently, Cb. coli are considered classical foodborne pathogens. Campylobacter jejuni infections in humans are correlated with raw poultry and raw milk, and also with untreated surface water. Despite considerable efforts there are still many gaps in our knowledge regarding optimal isolation and identi®cation techniques. The lack of reliable virulence factors complicates the epidemiology.
1944
Isolation from abortion material of sheep (called Vibrio because of its typical shape). Similar organisms detected as cause of abortion in cows (Vibrio fetus). Isolation from the gut of diseased calves (Vb. jejuni). Epidemic in 151 persons with severe symptoms, presumably infected by raw milk. Detection in the gut of pig (Vb. coli).
Classification The name Campylobacter was proposed in 1963 by Sebald and VeÂron. The current taxonomy is as follows: Family: none (formerly Spirillaceae) Genus: Campylobacter Type species: Campylobacter fetus (Smith and Taylor 1919, Sebald and VeÂron 1963) Species: Cb. fetus (subsp. fetus, venerealis) Cb. hyointestinalis (subsp. hyointestinalis, lawsonii) Cb. sputorum (biovar sputorum, faecalis, paraureolyticus)
238
Cb. Cb. Cb. Cb. Cb. Cb.
CAMPYLOBACTER
SPP./Campylobacter
coli and Campylobacter jejuni
mucosalis jejuni (subsp. jejuni, doylei), Cb. coli, Cb. lari upsdiensis, Cb. helveticus concisus, Cb. curvus rectus, Cb. gradlis, Cb. showoe lanienae
Campylobacter jejuni and, less frequently, Cb. coli are important as a cause of enteritis in man. Other Campylobacter spp. are seldom involved in human diseases.
Morphology and Growth Conditions Microscopic Morphology
Campylobacter bacteria are Gram-negative, slender, spirally curved and non-sporeforming rods (0.2± 0.5 mm wide and 1.5±5.0 mm long). Spherical or coccoid cells appear in old cultures. There is a single ¯agellum at one or both ends of the cell which is responsible for its characteristic corkscrew-like motion. Culture Morphology
Different, nonhaemolytic colonies form on solid media:
� ¯at, greyish colonies, up to 10 mm in diameter, with a tendency to con¯uent growth
� smooth, glossy colonies, 1±2 mm in diameter, with no con¯uent growth.
Viable, nonculturable forms appear under starvation conditions. Growth Conditions
Growth temperature for isolation is between 37 and 42 � C in a microaerobic atmosphere (10% O2, 85% N2), which may be attained by a commercial gasgenerating kit. Campylobacter jejuni grows between 30 and 45 � C. Optimal growth occurs between pH 6.5 and 7.5, the lower limit for growth is pH 4.9 and the upper limit is pH 9.0±9.5. Incubation time under these conditions is 48±72 h. The behaviour of Cb. jejuni under different environmental conditions cannot be generalized. The survival or growth activity of Campylobacter depends, like that of other bacteria, on the interplay of temperature, pH, atmosphere, nature of substrate, etc. Resistance
Thermal inactivation in milk Campylobacter jejuni is inactivated by exposure to temperatures above 48 � C. D-values at 48 � C and 55 � C are:
D48 7.2±12.8 min and D55 0.74±1.0 min. Inactivation of 106 mlÿ1 in raw milk is achieved by exposure to 60 � C for 80 s. There is no survival at commercial pasteurization temperatures. Survival is about ®vefold higher in refrigerated tissues than in frozen tissues. Sodium chloride Campylobacter jejuni is generally sensitive to sodium chloride; some strains may grow at concentrations of 1.5% but not at 2.0% NaCl. The optimal concentration for recovery is about 0.5% NaCl. At refrigeration temperatures Cb. jejuni may survive for weeks in a solution of 6.5% NaCl. Drying and storage Campylobacter jejuni shows considerable sensitivity to drying at room temperature. 107 cfu mlÿ1 could not be recovered after 24 h in an anhydrous environment. pH Campylobacter jejuni is inactivated between pH 3.0 and 4.5. The higher the temperature the more intense is the effect of the pH. Atmospheric conditions When comparing the effects of normal atmospheric conditions to atmospheres of 100% CO2 and 100% N2 at 4 � C, natural atmospheric conditions were the most toxic to Cb. jejuni. Disinfectants Campylobacter jejuni shows no special resistance to any of the usual disinfectants. Antibiotic susceptibility Campylobacter jejuni strains are normally susceptible to gentamycin, erythromycin, aminoglycosides, clindamycin and tetracyclines. They are also usually resistant to penicillin, cephalosporins and trimethoprim. Their natural resistance to certain antibiotics is used in the formulation of isolation media.
Biochemical properties Campylobacter spp. are unable to utilize carbohydrates. They are also oxidase positive, reduce nitrate to nitrite and usually are catalase positive. Methods for species differentiation are outlined in Table 1. For epidemiological studies, biotypes can be established by different groupings, using hippurate hydrolysis and hydrogen sulphide production from folate-binding protein (FBP) broth.
Serology The antigenic structure of Cb. jejuni is very complex and is not yet clear enough to enable a unique typing
CAMPYLOBACTER
SPP./Campylobacter
coli and Campylobacter jejuni
239
Table 1 Characteristics for the identi®cation of Campylobacter species
Genus Campylobacter Motility Oxidation/fermentation Oxidase NO3 reduction Methyl red Voges Proskauer Indole Lipase Gelatinase Urease Catalase NO2 reduction H2S productionc H2S productiond Hippurate hydrolysis Indoxylacetate hydrolysis (IAH test) Growth in/at glycine 1% NaCl 3.5% 25 � C 42 � C Resistance against nalidixic acid Cephalotin
Cb. fetus a
Cb. jejuni
Cb. coli
Cb. sputorum b
Cb. concisus
ÿ/ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ v ÿ ÿ v ÿ ÿ ÿ
ÿ/ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ
ÿ/ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ
ÿ/ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ v v (ÿ) v v ÿ
ÿ/ÿ ÿ ÿ ÿ ÿ ÿ ÿ ÿ ? ÿ ÿ ÿ ÿ ÿ ?
a
Including subspecies. Including subspecies. TSI/SIM, triple sugar iron/SIM medium. d Pb-acetate strip. Adapted from Hahn, G (1994). b c
scheme for epidemiological investigations to be made available. Several schemes are therefore proposed, based on differently extracted antigens. The most common systems are those devised by Penner and Hennessy, and by Lior and colleagues. Penner and Hennessy used heat-stable somatic antigens bound to sheep erythrocytes to titrate sera by a passive haemagglutination technique or by slide agglutination. This method permits the differentiation of about 60 serotypes. Lior and his colleagues used heat-stable antigens isolated from the ¯agella by which means about 90 serotypes may be differentiated also by slide agglutination. The complexity of serotyping schemes restricts their use to specialized laboratories.
Enrichment (Media and Methods) For the isolation of Cb. jejuni from contaminated sample material, e.g. food, water, faeces, etc., special enrichment procedures are necessary. Many effective ingredients and procedures are available, which vary in ef®ciency according to the type of material under investigation. At present there is no optimal recommended method for all requirements. The methods described seem to be useful for the isolation of Cb.
jejuni from foods, especially from milk and milk products. Generally, the broad primary resistance of Cb. jejuni to antibiotics is the basis for effective isolation. The different combinations of base media, supplements and incubation conditions are numerous. The following suggestions may be useful for speci®c problems. Thioglycolate broth, Brucella broth, sodium selenite broth and liver broth may be used as basic media. As supplements, FBP (iron sulphate, sodium metabisulphite, sodium pyruvate), lysed horse blood (7%) and different combinations of antibiotics, such as vancomycin, trimethoprim, polymixin B and cycloheximide, are recommended. For the detection of low counts of Cb. jejuni from milk, an enrichment procedure was developed by Doyle and Roman, which consists of Brucella broth, lysed horse blood (7%), sodium succinate (0.3%), cysteine hydrochloride (0.01%), vancomycin (15 mg lÿ1), trimethoprim (5 mg lÿ1), polymyxin B (20 000 U lÿ1) and cycloheximide (50 mg lÿ1). About 10±25 ml of the sample is inoculated into about 100 ml enrichment broth and incubated for 16±18 h at 42 � C under a microaerobic atmosphere. By subcultivation, e.g. on Campy-BAP-agar (for 48 h at 42 � C), between one and four Cb. jejuni cells in raw milk could be detected.
240
CAMPYLOBACTER
SPP./Campylobacter
coli and Campylobacter jejuni
Modi®cations to the preparation of the samples include centrifugation and inoculation of the sediment, additional ®ltration (0.65 mm) of the growth broth and subcultivation on selective media. For samples that need to be examined after storage, it is advisable to add sodium bisulphite (0.01%) and sodium thioglycolate (0.15%) to the enrichment broth and to incubate in 100% N2. The current internationally recommended growth broths are Preston broth, Doyle±Roman broth, Exeter broth, and Park and Saunders broth. The ISO standard 10272:1995 is an approach to standardizing the isolation of Campylobacter from milk. Enrichment of Cb. jejuni and Cb. coli from milk has to take into account the special characteristics of Campylobacter in milk ± low counts of bacteria, rapid inactivation in raw milk by the lactoperoxidase system and sublethal injury by primary technological processes. Therefore, the following procedure is recommended:
� immediate adjustment of the milk sample to a pH of >7.6 with sterile sodium hydroxide
� pre-enrichment for 3 h at 30 � C followed by 4 h at 37 � C
� further incubation 20±42 h at 42 � C � carrying out both incubation steps under microaerobic conditions.
The enrichment and the selective substances used in the media are mentioned above. For routine tests of raw milk samples a slightly changed procedure proved useful: add 1.0 ml of the sample to amounts of 9.0 ml of enrichment broth in a screw-capped 10.0-ml tube to prevent too much air in the headspace. Under these conditions, aerobic incubation is possible for 24 h at 42 � C.
Isolation (Media and Methods) For subculturing from enrichment broth and for direct plating from samples, different solid media and procedures are available. Of these, the following formulations are in use: Butzler agar, Skirrow agar, Campy BAP agar, Karmaly agar and Preston bloodfree medium. As a base, mostly blood agar or Brucellaagar is used to which supplements of antibiotics and other inhibitory substances (such as vancomycin, polymyxin, trimethroprim, amphotericin B, cephalotines, bacitracin, colistin sulphate, novobiocin and cycloheximide) are added in different combinations. Media and supplements are commercially available and most formulations contain horse blood. Inoculated plates are incubated under microaerobic conditions for 48±72 h at 42 � C. The
identi®cation of Campylobacter colonies can be particularly dif®cult if other bacteria are present on the plate.
Identification A presumptive identi®cation of Campylobacter can be made from the morphology of colonies and, more so than with other bacteria, from the typical microscopic morphology of the single bacterium and its corkscrew-like motility. Approximately 10% of strains of Cb. jejuni do not show the typical result for hippurate hydrolysis. Increasing resistance to nalidixic acid contributes to the dif®culties of traditional differentiation techniques. The chemical differentiation of Campylobacter spp. and the identi®cation of Cb. jejuni and Cb. coli are based on the characteristics shown in Table 1. In addition to these classical morphological and cultural characteristics, new techniques for the identi®cation of the genus Campylobacter and the differentiation of the species and its subtypes are used. Recent work includes noncultural phenotypic and genotypic methods. Phenotypic methods include biotyping, serotyping, phage typing, whole cell protein pattern (WCPP), and outer membrane proteins (OMP). Genotypic methods include multilocus enzyme electrophoresis (MEE), DNA ®ngerprinting, ribotyping, plasmid analysis, polymerase chain reaction/restriction fragment length polymorphism techniques (PCR/RFLP), pulsed-®eld gel electrophoresis (PFGE), and dot blot technique. PFGE is commonly used as an epidemiological tool. The bacterial chromosome is digested by restriction enzymes, immobilized in agarose and exposed to an electrical ®eld. The resulting macrorestriction pro®le can be analysed to provide a subtype strain pattern. Efforts are being made to standardize the technique so that results become comparable. PFGE is the main subtyping tool for PULSENET, a USbased epidemiological network for foodborne pathogens.
Prevalence and Distribution Environment
These enteric bacteria do not usually live in the wider environment shared by animals and humans but, as a result of faecal contamination, they may be present in rivers, coastal waters and drinking water. Peaks of up to 230 cells mlÿ1 in surface water have been reported for autumn and winter; Campylobacter may survive in water for up to 4 weeks. There is also
CAMPYLOBACTER
SPP./Campylobacter
evidence of contamination of water by wild birds and other animals. Outbreaks of human campylobacteriosis caused by drinking water were frequently reported. The presence of Campylobacter in food is a result of contamination during the milking, slaughtering and processing of infected animals. Animals Other than Cattle
Many reports are available on the prevalence of Cb. jejuni and Cb. coli in animals that are used by humans for food. The percentage of positive ®ndings varies widely. The prevalence of Campylobacter in food depends on the carrier rates and the numbers of these microorganisms in the respective slaughter animals. A high percentage of all kinds of poultry is colonized by Campylobacter. Ranges from 105 to >109 cfu gÿ1 can be expected in the small intestine and even more in the caecum. The feathers and skin of living animals are also contaminated. The numbers of Campylobacter may be considerably reduced by the slaughtering process. However, the numbers in fresh poultry products are still between 102 and 105 cfu per carcass and between 101 and 106 cfu 100 gÿ1 of meat. The percentage of poultry and poultry products colonized with Campylobacter at retail level ranges from 19% to 98% with an average of 46%. Although the eggs of colonized hens can become contaminated, no association with human infections has been reported. Pigs harbour mainly Cb. coli in concentrations up to 106 cfu gÿ1 faeces. Lambs with a carrier rate of more than 90% have been reported. During the slaughtering process the meat and offal of pigs and lambs may become contaminated, e.g. in sheep and pig offals Campylobacter was present in 30.6% and 6.0% respectively. Campylobacter coli was isolated in up to 100% of pork offals and up to 12.5% of carcasses of freshly slaughtered animals. Surface-dried carcasses are frequently negative. Cows
The detection of Campylobacter in cows' faeces seems to be very common but it is rarely found in the milk of the same animals. For example, in nine farms, the microorganisms were isolated from 64% of the faeces but from only 0.9% of the bulk milk samples. Corresponding data from 13 farms in The Netherlands showed isolations from 22% of 904 faecal samples and 4.5% in single cows' milk. On the other hand, in 12 English dairy farms, only 10 positives were detected in 668 rectal swabs. From two negative herds, 30 bulk milk-tank samples were negative. However, from ®ve positive farms, 8% of 111 milk samples were positive.
coli and Campylobacter jejuni
241
Campylobacter jejuni was identi®ed in up to 1.5% of bulk-milk tanks in the United States (early 1980s), in 4.5% of freshly drawn milk samples in The Netherlands (1988) and in 6.0% of unpasteurized retail milk in the United Kingdom (1988). Dairy cows may show a carrier rate of up to about 90% but with a most probable number (MPN) of about 102 gÿ1 faeces, much lower than in poultry. The average number of Campylobacter in milk ranged from 1 to 100 cfu 100 mlÿ1. According to various surveys in different countries, the percentage of positive bulk-milk samples (48±1720 samples) ranged from 0% to 12.3%, with an average of 3.1%. Reports show that natural infections of the mammary glands in cows are not associated with symptoms of mastitis but there are also reports of Campylobacter mastitis. Up to 104 cfu mlÿ1 were isolated from infected quarters. The same organisms (serotype PEN 2) were found in the milk ®lters and the bulk milk; 18 people suffered from enteritis after consumption of the contaminated milk. Experimental infection of udder quarters with a small number of bacteria (2.6 cfu) resulted in different grades of in¯ammation and multiplication. In the course of infection, up to 8.4�105 cfu mlÿ1 was isolated from the respective quarters. In another experiment 20 quarters were infected and it was shown that Cb. jejuni was able to multiply, cause infection and persist for at least 127 days. Six out of seven Cb. jejuni strains of different origin inoculated into the udders of 22 cows caused mastitis of different severity, ranging from subclinical to acute and severe infections. The organisms multiplied in the glands and could be isolated for 3±73 days in different quantities. Raw goats' and ewes' milk rarely seem to be contaminated. One explanation is that Cb. jejuni and Cb. coli are very rapidly inactivated by the lactoperoxidase system in the milk of these animals. One dif®culty, common to other foodborne pathogens, seems to be also characteristic of Cb. jejuni, i.e. the causative microorganism of a foodborne disease can very seldom be isolated from food and evidence is mostly based on epidemiological conclusions.
Incidence of Campylobacteriosis in Humans Campylobacter infections due to Cb. jejuni and, to a much lesser extent, Cb. coli, are among the most common enteric diseases throughout the world, although there are marked differences between industrialized and less-developed countries. In industrialized countries Campylobacter infections affect people of all ages. The most affected population
242
CAMPYLOBACTER
SPP./Campylobacter
coli and Campylobacter jejuni
subgroups are children younger than 4 years and adults aged between 15 and 45 years. In developing countries it is mostly children aged under 2 years who become clinically ill. In industrialized countries laboratory-based surveillance systems report between 25 and 100 cases per 100 000 inhabitants. However, because of underreporting (e.g. people who do not see a physician when suffering from diarrhoea), the actual number is estimated to be 30- to 100-fold higher. Taking into account the underreporting it is estimated that approximately 1% of the population of the United States suffers once a year from campylobacteriosis. The infections result in approximately 13 000 hospitalizations and 124 deaths yearÿ1. The statistical analysis of approximately 16 000 campylobacteriosis cases in Denmark estimated a case fatality rate of 4 per 1000. The highest rate was in patients aged over 65 years. These considerations take into account the aggravation of underlying diseases due to Campylobacter infection. The apparent increase of Campylobacter infections in many countries is probably due more to improved diagnostic procedures than to a true increase of infections. Seasonality surveys in industrialized countries show a repetitive summer peak which is more pronounced in countries with a temperate climate. This peak is also associated with foreign travel. In central Europe between 5% and 15% of all reported cases are acquired during international travelling. Northern European countries attribute approximately 50% of all cases to travel-acquired infections. In less industrialized countries, Campylobacter isolation rates range from 5% to 20%, according to the statistics of the World Health Organization. The incidence in children younger than 5 years is estimated at 4000 per 100 000 children. In the general population it may be 90 cases per 100 000 people or higher. Because the infrastructure of public health laboratories is not fully developed, incidence data are even less precise than in industrialized countries. It is generally assumed that there is no de®ned seasonality peak in tropical countries. In many cases Campylobacter isolations are associated with the detection of other enteric pathogens such as Salmonella typhi and Shigella.
Transmission to Humans According to disease surveillance data for industrialized countries the majority of Campylobacter infections are isolated cases and not outbreaks. Case control studies of major outbreaks have revealed the
signi®cance of raw food of animal origin and the drinking of untreated surface water. Handling raw poultry and edible offals, and eating undercooked or cross-contaminated poultry, are considered to be the major factors in the transmission of Campylobacter from raw food to humans. Raw milk has frequently been implicated as a carrier in major outbreaks. Analysis of the causes for the outbreaks has revealed the intentional or accidental drinking of raw milk, the addition of raw milk to milk desserts or the use of incompletely heat-treated milk. The last-mentioned may occur when raw milk is not properly cooked, either in the home or in catering establishments. There are no reports of commercially pasteurized milk kept in a sealed bottle or package causing campylobacteriosis. A particular connection with outbreaks was reported by the surveillance system of the United Kingdom. Jackdaws picking the caps from bottles of pasteurized milk delivered to, and left standing, outside the house door and drinking the milk, were contaminating the milk with Campylobacter which later caused infections in humans. It is not only cows' milk that may be responsible for human infections. There is also a report of children becoming ill from drinking raw goats' milk, with an identical strain of Campylobacter being isolated from the faeces of the animals and from the milk ®lters. In the United States, six cases during 6 weeks were associated with the consumption of raw goats' milk and the causative Cb. jejuni serotype was isolated from the faeces of the animals and from the patients. Drinking untreated water from ponds, creeks and rivers (e.g. contaminated by waterfowl, birds and other animals) may affect visitors and the local population. In addition, drinking unpuri®ed water from storage tanks, which became contaminated by bird droppings, has been responsible for outbreaks. Campylobacter infections of humans are also associated with pet animals, particularly young dogs and kittens but also with animals kept and raised for food. There is little evidence that the disease is frequently spread from person to person, although patients may excrete Campylobacter for days or weeks after the acute symptoms of the illness have vanished. In less industrialized countries the major transmission factors are lack of safe water supplies and, in rural areas, proximity to fowls, pigs and other animals kept in or around the home. It can be assumed that certain strains have a high infectivity because the microorganism does not multiply outside the body of the host, and dilution (in water or milk) and drying off (meat surfaces) may occur. Studies with volunteers have indicated
CAMPYLOBACTER
SPP./Campylobacter
that fewer than 1000 Campylobacter cells can cause an infection. In humans the individual's disposition is important in any consideration of risk. People who routinely drink raw milk may acquire a certain immunity. People who have a reduced immunity status due to an underlying disease, who are receiving medical treatment or who are aged over 65 or under 5 years appear to be at higher risk.
Clinical Disease in Humans The incubation period for campylobacteriosis is 2±7 days. The symptoms are similar to those of other infectious gastrointestinal diseases and, listed in decreasing order of frequency, include diarrhoea (98%), stomach ache (87%), tiredness (81%), fever (78%), indisposition (70%), headaches (51%) and severe abdominal cramps. Vomiting rarelyoccurs. Diarrhoea, on average, lasts 10 days and fever about 3 days. Diarrhoea may be profuse, watery and frequent, or it may be bloody. Dehydration resulting from intensive diarrhoea is usually a problem only in young children, infants and elderly people. The diarrhoea is usually self-limiting but abdominal cramps in particular may last longer than the acute disease. In most cases, antibiotic treatment should be avoided. Apart from acute diarrhoeal disease Campylobacter infections have also been associated with an acute in¯ammatory demyelinating polyradiculoneuropathy disease, Guillon±Barre syndrome (GBS), which is clinically apparent by severe paralytic symptoms. In countries where poliomyelitis was eradicated, GBS may be the most common cause of acute ¯accid paralysis. It is estimated that this complication occurs in 1 in 1000 Campylobacter infections. Another complication of Campylobacter infection is its association with reactive arthritis. Both syndromes are also linked to other Gram-negative gastrointestinal disease-causing bacteria.
Pathogenesis Chemotactic and ¯agellar adherence mechanisms were proven to be important factors in the colonization of the gut. Campylobacter jejuni is able to multiply in the gut and to colonize or penetrate the mucous layer because of its special shape and motility. A short bacteraemic phase can be observed during which Campylobacter can be isolated from the blood. Enterotoxic and/or invasive mechanisms, comparable to those of pathogenic Escherichia coli and
coli and Campylobacter jejuni
243
Vibrio cholerae or Shigella spp. and Salmonella spp., could be demonstrated. Multiplication and strainspeci®c virulence is strictly dependent on the availability of iron. During infection, high IgG and IgM serum antibodies are produced, demonstrating an extraintestinal contact of organisms with the humoral immune system. Protective antibodies may be found in diseased people as well as in exposed but healthy people. The distribution of IgA, IgG and IgM, however, differs according to the course of infection.
Prevention and Control Present prevention strategies concentrate on reducing the numbers of Campylobacter in poultry and poultry meat, the provision of safe water supplies, the appropriate heat treatment of milk, and providing consumer information about possible risks. Prevention and control of Cb. jejuni infections in dairy herds is not yet possible, particularly when animals are kept on pastures where they may be subjected to environmental contamination. The contamination of raw milk with faecal matter during milking may be reduced by good milking hygiene. Regarding the infection of humans by raw milk the most important measure is pasteurization of milk and the provision of sound information to consumers about the risks associated with drinking raw milk. This was also stated in a 1995 Report of a WHO Consultation on Public Health Implications of Consumption of Raw Milk and Meat and their Products. In the case of raw milk hazards can be eliminated by an appropriate heat treatment. Risk groups are strongly discouraged from consuming raw milk and raw milk products. See also: Contaminants of Milk and Dairy Products: Environmental Contaminants; Contaminants Resulting from Agricultural and Dairy Practices. Microorganisms Associated with Milk. Pasteurization of Liquid Milk Products: Principles, Public Health Aspects.
Further Reading Hahn G (1994) Campylobacter jejuni in the Signi®cance of Pathogenic Microorganisms in Raw Milk. Brussels: IDF. Nachamkin I and Blaser MJ (eds.) (2000) Campylobacter, 2nd edn, Washington, DC: American Society for Microbiology. WHO (2001) The Increasing Incidence of Human Campylobacteriosis, Report and Proceedings of a WHO Consultation of Experts, Copenhagen, Denmark, 21±25 November 2000. Geneva, Switzerland: WHO.
244
CENTRIFUGES
Caseins
see Milk Proteins: Casein Nomenclature, Structure and Association Properties; Caseins, Micellar
Structure; Caseins, Functional Properties and Food Uses; Caseins, Industrial Production and Compositional Standards.
CENTRIFUGES
W Wieking, Food Tec GmbH, Oelde, Germany Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Apart from thermal and extraction methods of separation, mechanical methods are most widely used for the separation of liquid suspensions and sludges into their different components. The basic processes of mechanically treating liquids are sedimentation, decantation, centrifugation, straining, ®ltering and pressing. These processes can be classi®ed according to the physical properties which they utilize and the forces arising from them.
Classification of Centrifuges Any attempt systematically to classify the different centrifuges, including gas centrifuges, arrives at the following main de®nition of the physical forces occurring in the centrifuge: gas separation, demulsi®cation, sedimentation and ®ltration (Figure 1). Demulsi®cation is the separation of a liquid mixture into two liquid phases with different densities, which also mutually emulsify. Classi®ed here must be liquid± liquid extraction and two-phase separation. Sedimentation processes take place during decantation, but also in combination with separation (i.e. solid± liquid±liquid separation) and ®ltration (liquid±solid separation). Filtration includes the ®ltration process and basket and ®lter centrifuges. Here, a combination with sedimentation is also possible.
Selection Criteria for Centrifuges Separators are centrifuges for liquid±liquid separation, for liquid±liquid solid separation or for liquid± solid separation. They have tubular discs or angular chamber bowls. Separators operate continuously in terms of discharges of the liquid phase. In respect of the solid discharge, they work either discontinuously (i.e. discontinuous disc-type centrifuges, which must be stopped, so that the collected solids can be removed by hand), semi-continuously (self-discharging disctype centrifuges or self-cleaning separators) or fully continuously (nozzle-type separators). Decanters usually have an unperforated bowl (with the exception of the screen centrifuge decanters, which are decanters with an added basket bowl) that operates continuously (see Figure 2).
General Field of Application Discontinuous separators are suitable for liquid± liquid extraction, separation of liquid mixes and clari®cation of liquids. In addition to this self-cleaning separators can be used for the concentration of slurries and for wet classi®cations. The ®elds of application of nozzle-type separators are similar. These also cover the ®eld of liquid±solid extraction. The decanter has the widest range of applications and, for this reason, is one of the most important centrifuges. As a three-phase decanter, it separates liquid mixes while simultaneously concentrating the solids and, as an extraction decanter, it is used for continuous solid±liquid extraction. Basket and pusher centrifuges are dewatering centrifuges in which washing can be carried out. A knife centrifuge, like the decanter, has a wide range of applications and is superior to all
CENTRIFUGES Gas separation
Demulsification
Sedimentation
245
Filtration
Separation
Isotope separation
Degasing
Extraction
Two-phase separation
Three-phase separation
Decantation
Combination sedimentation filtration
Basket centrifuge
Filter centrifuge
G/G
L/G
L/L
L/L
S/L/L
S/L
S/L
S/L
S/L
Gas centrifuge
Thin-layer centrifuge
Annular chamber extractor
Tube-type separator
Three-phase tube-type separator
Decanter
Screen centrifuge decanter
Basket screw centrifuge
Pusher centrifuge (single stage or multistage)
Spiral chamber extractor
Disc-type separator
Disc-type separator
Overflow centrifuge
Differential cone decanter
Slide centrifuge
Knife centrifuge
Selfcleaning separator
Doublecone centrifuge
Baffle-ring centrifuge
Oscillating screen centrifuge
Siphon knife centrifuge
Disc-type nozzle separator
Tube-type centrifuge
Tumbler centrifuge
Knife centrifuge (vertical)
Disc bowl extractor
Annular chamber centrifuge
Suspension pendulum centrifuge
Selfcleaning disc-type centrifuge
Three-column centrifuge
Disc-type nozzle centrifuge
Freeswinging centrifuge
Cup centrifuge (laboratory) Hydrocyclone
Figure 1 Systematic classi®cation of centrifuges. G, gas; L, liquid; S, solid.
other centrifuges, particularly in respect to the attainable dry solids content. The selection criteria for the particular separation duty are of course dependent on the difference in speci®c weight when considering a liquid±liquid separation. One criterion for the solid part is particle size. Another important factor is the quantity of solids in the suspension. In Figure 3, separators, decanters, basket and ®lter centrifuges are listed in accordance with the size of suspended particles. In Figure 4, the criteria for selection based on solids content in the feed stock are illustrated. It is again
shown that separators are liquid-orientated, while decanter, basket, knife and pusher centrifuges are more suitable for solids.
Applications of Centrifuges in the Dairy Industry Skimming
The dairy industry introduced centrifugal separation technology in the late nineteenth century. Starting from hand-driven machines, the development of
246
CENTRIFUGES Liquid– liquid extraction
Separation of liquid mixtures
Clarification of liquids
Concentration of slurries
Solid– liquid extraction
Dehydration Dewatering of Wet of crystalline amorphous classification substances substances
Discontinuous separators Separators with self-cleaning bowl Nozzle-type separators Decanters Basket centrifuges Pusher-type centrifuges Knife-type centrifuges Figure 2 Functions of centrifuges according to technological applications.
Particle size in µm
0.1
1
10
100
1000
10 000
Separator with clarifier bowl Separator with self-cleaning bowl Separator with nozzle bowl Decanter Basket centrifuge Knife centrifuge Pusher centrifuge
Figure 3 Separating ability of centrifuges according to the size of suspended particles.
Solids, % by volume
0
10
20
30
40
50
60
Separator with clarifier bowl Separator with self-cleaning bowl Separator with nozzle bowl Decanter Basket centrifuge Knife centrifuge Pusher centrifuge
Figure 4 Selection of type of centrifuge based on the solids content of the feedstock.
70
80
90
100
100 000
CENTRIFUGES Feed
electrical drives and the overall ef®ciency and capacity was the main focus for decades. At the end of the 1970s automatic discharging separators were introduced into the dairy industry with the capability of operating much longer, without stopping for cleaning. Today, skimming centrifuges can handle throughputs of up to 60 000 l hÿ1 on a single machine. The applications for skimming centrifuges in the dairy industry are the separation of:
� � � � � �
warm milk cold milk whey buttermilk butteroil retentates.
247
Skim
Cream
Sediment r
r
Figure 5 Theoretical path of particle movement between two discs.
Fat constitutes about 30% of total milk solids. For the separation of fat from milk, the following criteria of milk variables are of great importance: 1. Nutritive value: breed of cow, lactation time, climate and feeding. 2. Physical properties: mechanical and heat treatment. 3. Chemical properties: enzyme reaction, bacterial in¯uences. The above-mentioned factors vary from country to country and must be considered on a local basis for the effective separation of milk. However, the effect of separation ef®ciency depends mainly on the fat globule size distribution in the whole milk, which is in¯uenced by the factors stated in point 1 above. Having covered the effects during the production of the milk within the udder of the cow, the biggest effects on the quality of the milk occurs during the process of milking and the transporting, storage and treatment of the milk prior to separation. Mechanical treatments, such as pumping, cooling, agitating, heating and the introduction of air, in¯uence separation ef®ciency by damaging the fat globules. Long cooling periods of, e.g. over 2±3 days, change the chemical properties of the fat globules because of the absorption of more water, which increases their density. This in¯uences the skimming ability. Separator design If the separation of fat globules from its carrier liquid (skim milk) in the separator bowl is considered as a physical process, then the sedimentation speed between the discs is subject to Stokes's law: vz
d2 � �� �g�� 18 � �
where vz setting speed in centrifugal ®eld (m sÿ1); d diameter of fat globule (m); �� �1 ÿ �2; �1 density of fat globule (kg mÿ3); �2 density of skim milk (kg mÿ3); � dynamic viscosity (kg m sÿ1); ÿ2 g acceleration due to � gravity (9.81 m � s ); � 2 centrifugation coef®cient �
r � ! =g ; r radius (m); ! angular velocity 1=S. As the equation shows, the speed of sedimentation depends on the following factors:
� difference in density between the particles to be � � � � �
separated (e.g. fat globules) particle size viscosity of the liquid bowl speed bowl radius settling area of the discs.
As the density and dynamic viscosity are functions of the temperature, warm milk separation is always more ef®cient than cold milk separation. The optimum temperature for the separation of milk is about 55 � C. At temperatures above 60 � C, there is some precipitation of proteins, which have a negative effect on separation ef®ciency. These proteins form a thin ®lm on the surface of the discs, and with disc interspaces of only 0.3±0.6 mm, these deposits have a detrimental effect on the conditions of ¯ow (Figure 5). A fat globule is considered to have been removed from the liquid when it reaches the upper surface of the disc below. Due to the negative value for �� in Stokes's equation for the sedimentation speed, the fat globules move inwards against the centrifugal ®eld in the disc interspace towards the centre of the separator bowl (Figure 6). Because fat globules are not pure fat (they are covered with a fat globule membrane which contains protein), fat globules smaller than 1 mm cannot be separated by centrifugal force because their
248
CENTRIFUGES
standardized milk is obtained by dosing part of the cream to the skimmed milk. Two ¯ow transmitters and one mass ¯ow meter are available for measuring the throughputs of:
1
� cream from the centrifuge � cream to be incorporated � raw milk.
2 3 4 5
With this information, the computer can calculate the throughputs of other systems, namely:
6 7 9 8
� standardized milk from the centrifuge � skim milk from the centrifuge � surplus standardized cream. The mass ¯ow meter measures the cream density and quantity. The computer transforms this density into fat content. Combining the information for fat content and throughput data, the computer regulates the system control valves for:
Figure 6 Cross-section of bowl of a cream concentrator. 1, Feed; 2, cream discharge; 3, skim milk discharge; 4, skim milk pump; 5, cream pump; 6, discs; 7, soft stream inlet; 8, sedimentholding space; 9, sediment ejection ports.
speci®c weight is not suf®ciently different from that of the carrier liquid. A reduction in temperature from the optimum reduces the separation ef®ciency due to the increase in viscosity until, at about 20±25 � C, a blockage of the cream ¯ow occurs. Therefore, cold-milk separators differ from warm-milk separators in two main respects; they have:
� a larger disc interspace � an open or hermetic cream discharge. Cold-milk separators usually operate at a temperature between 4 and 12 � C and, as a general rule, any long-term mechanical treatment of milk should be avoided at a temperature between 15 and 50 � C because increased lipase activity will result as an increased level of free fatty acids. Standardization
The direct automatic standardization systems are designed for on-line standardization of the fat content for standardized milk and cream. These systems usually have two control loops: one for the cream fat content and one for the standardized milk fat content. The fat content of the cream is obtained by adjusting its throughput via signals from the mass ¯ow meter installed in the cream line. The fat content of the
� achieving the fat content required for the standardized cream
� reincorporating the necessary amount of standardized cream in the skim milk, in order to obtain the required fat content of the standardized milk.
Clarification
In order to meet the requirements of national and international regulations, as well as customer expectations, milk and milk products should undergo adequate clari®cation. Raw milk contains undesired constituents such as particles of dirt and blood, somatic cells and, of course, bacteria. The clari®cation of milk can take place at a cold or warm temperature (3±12 � C or 52±58 � C). A temperature in the range 15±50 � C should not be used because fat damage occurs due to mechanical strain and the activity of enzymes. In respect to clari®cation ef®ciency of non-milk solids, temperature has very little in¯uence. However, if bacteria are to be removed at the same time, only warm-milk clari®cation is ef®cient. Clari®cation of whey prior to fat separation is more and more common in large whey treatment plants; it results in better skimming of the whey and also in improved quality of the skimmed whey and whey cream due to a reduced level of ®nes in these products. The advantage of proper clari®cation also applies to other dairy products. Separation of Whey
The separation of whey is a process that has been performed for decades. Today, in order to meet
CENTRIFUGES
the high quality standard of whey required for further processing, optimum separation is essential. Therefore, in view of today's large whey volumes, the treatment processes must be designed so that the whey obtained is processed ef®ciently as far as possible in contained process lines without long holding times. In the case of semi-hard and hard cheeses, the suspended cheese ®nes content of the raw whey is 0.05% to 0.2% and, in the case of soft cheese, the value is up to 1.0%. The large quantities of sediment can be handled by a skimming separator with only limited ef®ciency, even with large disc interspaces. Due to the greater distance between a smaller number of discs, the separation ef®ciency is effectively lower. The separation ef®ciency is further affected by the behaviour of cheese ®nes in the disc stack. Cheese ®nes normally have two unpleasant characteristics:
� most show a tendency to stick on metal surfaces � a large portion are often so ®ne that they can be
separated only under the action of high centrifugal force.
The remaining cheese ®nes in the whey cause a rapid build-up of deposit on the separator discs, resulting in a drastic reduction of separation ef®ciency. In the past, the majority of whey separation lines were equipped with only a screen to protect the separator. The screening technique, which is still used in some factories, is capable of removing only 30±60% of the cheese ®nes in the raw whey. In such an installation, it is quite often necessary to incorporate intermittent cleaning cycles during a production run. In modern whey separation installations, a clari®er replaces the whey screen. The raw whey silo must be equipped with a specially designed agitator, which helps to keep the cheese ®nes in suspension, to ensure that the ¯ow to the centrifuge is constant. The whey is fed to the clari®er by means of a centrifugal pump. The feed rate is indicated on a ¯ow meter and kept constant by means of a regulating device. The clari®er reduces the cheese ®nes to values smaller than 30±50 mg kgÿ1 in the ®nished whey. With such an installation, constant separation ef®ciency over the whole production run is guaranteed.
249
production of fresh cheese. Fresh cheese is the precipitated and concentrated curd from cheese milk, with seasoning and other additives. Fresh cheese is not subject to a ripening process after production. Typical products are quark (petit suisse, fromage frais), cream cheese and double cream cheese. Fresh cheese centrifuges are especially designed for these products. A very high g force, which can be accomplished with special nozzle-type centrifuges, also ensures that the denatured (thermoquark process) whey proteins are separated out ef®ciently with the cheese. A high-fat cheese, like double cream cheese, can be separated only with a specially designed centrifuge, which separates the cheese towards the centre of the bowl and the whey to the periphery. The cheese is lighter than the whey because of the high fat level and is discharged from the bowl by means of a centripetal pump. Quark separators Separators of types KDA, KDB and KDC are equipped with a disc-type bowl with nozzles on the outer rim for discharge of the concentrate (quark). The segment-holding insert, shown in Figure 7, is sealed against the cover and the bottom part of the bowl. The stainless-steel segments prevent the accumulation of protein particles inside the bowl (Figure 7). All protein particles separated out in the bowl are guided to the nozzles and discharged as quark. This design prevents quark losses from forming residues in
Fresh Cheese
Large-scale production of fresh cheese has been made possible only with the aid of centrifuges. Both separator design and process development are equally important for the ef®ciency and economical
Figure 7 Stainless-steel segment holding insert in bowl bottom to prevent formation of protein segments.
250
CENTRIFUGES
the bowl. It also allows longer processing times between clean-in-place (CIP) cleanings. The coagulated skim milk enters the centre of the bowl through the feed tube and ¯ows over the distributor into the rising channels of the disc stack, where it is separated into quark and whey. The whey ¯ows inwards through the disc interspaces, while at the same time residual protein particles are separated out. The whey is then discharged by a centripetal pump in the bowl top. A sight glass is ®tted in the whey discharge line so that separation can be monitored. If the whey becomes turbid, then all parameters important for separation, such as feed throughput, separation temperature, treatment of the cheese milk and the dry matter content of the quark must be checked. The separated quark is discharged continuously through nozzles into the concentrate catcher. Once the bowl has come to a standstill, the nozzles can be changed after removal of a locking piece on the hood. The quark ¯owing out of the nozzles runs down the chilled water cooled hood, over the chute into the quark hopper of the separator. Level sensors in the quark hopper control the operation of the quark pump. Separator type KSA For the production of double cream cheese, the coagulated, standardized milk is fed into the centre of the bowl through the feed tube. From there, the milk is guided through the distributor into the rising channels of the disc stack, where it is separated into cheese and whey. The whey ¯ows outwards through the disc interspaces, while the residual protein±fat particles are simultaneously separated out. The whey ¯ows through the separating disc into the upper pump chamber and is discharged foam-free under pressure by the centripetal pump. Because of its high fat content, the cheese forms the light phase and ¯ows inwards, where it is concentrated. It then ¯ows over a weir (regulating disc) into the lower pump chamber. The concentrate centripetal pump conveys the cheese to the outlet. The dry matter content of the cheese is adjusted by means of a valve in the whey discharge. If the discharge pressure is increased, more cheese is forced out of the bowl and the dry matter content is reduced. If the dry matter content of the cheese is to be increased, the discharge pressure of the whey must be reduced. During production, a small amount of free protein (inadequately weighted by fat) is separated out into
the sediment-holding space. This protein is ejected from the bowl in partial desludgings at intervals of approximately 2 h. A sight glass is ®tted in the whey discharge line for monitoring separation. If the whey becomes cloudy, then a partial desludging should be carried out. If this does not improve the situation, then parameters such as separation temperature, cheese milk treatment and the dry matter content of the cheese should be checked.
Removal of Bacteria
The ®rst steps towards centrifugal removal of bacteria can be traced back to the 1950s but successful industrial use of this technology was perfected only in the 1970s. The great technological breakthrough made in the 1980s increased ef®ciency due to advanced design and high throughput capacities, which were the factors of integrating this technology in more and more cheese process lines. A further development of this technology in the 1990s, involving a reduction in the volume of concentrate, made it suitable for many dairy process lines and product technologies. The bacteria concentrate being discharged has been reduced to a very low level. The well-known pasteurization process (heating at 72±75 � C for 15±30 s) to kill pathogens has been used for many decades in dairy plants. Unfortunately, the higher temperature needed to kill thermophiles adversely affects the ¯avour of milk and the functionality of the milk components. Even with the use of higher temperatures, as described above, the heating process does not eliminate all undesirable bacteria. The removal of bacteria from milk and milk products can be seen as an important processing stage in today's dairy plants, especially when taking into account that milk collection, processing and distribution procedures have changed markedly during the last decade as a result of the amalgamation of large dairy companies with 24-h operations. Nowadays, milk is collected only every second or third day and is stored for up to 24 h in the dairy prior to processing. Also, consumers are more demanding and expect milk and milk products to last longer without deterioration of ¯avour and colour. A further example is the liquid milk industry where without clari®cation to remove bacteria, it is necessary to process milk every day in order to achieve a shelf-life of up to 2 weeks. With clari®cation, an extension of the shelf-life by 25% can be achieved, which can simplify processing and distribution of the
CENTRIFUGES
product considerably. This is very important for the consumer. For some processes, such as cheesemaking, it is very valuable to be able to process milk in which the bacterial count is very low or has been greatly reduced. In some cases, it is necessary to reduce the numbers of bacteria or spores by as much as 99% to ensure a cheese with good quality. It is normally not possible to heat milk to such a degree that spores can be killed because such heat treatment may give a lower yield of cheese and can also adversely in¯uence the rennet coagulation time. Conventionally, additives have been used to reduce this problem. However, in most cases today, it is desirable to avoid the use of such additives. Summarizing, it can be stated that the conventional systems (pasteurization, cooling, additives, steam injection, etc.) do not completely kill the spores of Clostridium and Bacillus species and, in addition, most treatments have side effects. It should also be mentioned that, generally, milk has higher contents of spores during the winter months when cows are fed on silage. Bacillus cereus is often the predominant bacterial species in conventionally processed milk of advanced age, as it survives the pasteurization process and grows at low temperature, causing spoilage of the milk. The damage that spores can cause to the industry can be considerable and the following examples are affected:
� ¯uid milk: reduction of shelf-life due to sweet (nonacid) precipitation
� milk powder: aerobic and anaerobic spores (Bac.
cereus, Clostridium perfringens) can cause damage, especially to low-heat milk powder � cheese: lactate-fermenting bacteria (anaerobic spores) can cause late blowing of cheese. The process with integrated bacterial centrifuge (bactofuge) Before the end of the 1980s, approximately 3% by volume of feed was ejected as bacterial concentrate. In order to reduce the loss of product this secondary stream was sterilized and added back to the main stream. In some applications, and depending on the request, this process is still used today. At the end of the 1980s, the method of recycling a large part of the bacterial concentrate was introduced and widely accepted by the dairy industry. Design changes in the bowl resulted in the ¯ow of a second liquid stream, the so-called `carrier liquid', via the separation disc, through nozzles, into the upper centripetal pump chamber where it is discharged foam-free under pressure from the separator.
251
By means of the latest technology, a large continuous ¯ow of carrier liquid conveys the bacteria into a high g force area in the clari®er. This process was developed and patented by Westfalia Separator. The amount of carrier liquid to be recirculated must be regulated according to the composition of the raw milk. Our experience has shown that 3±5% of the feed to the centrifuge should be recycled. The above-mentioned system has the following advantages:
� gentle handling of the product via the so-called
� � �
�
soft stream feed system means that disruption of the bacterial colonies does not occur in the inlet stagnation points are avoided and at the same time ¯ow velocities greater than 1.5 msÿ1 are assured the separating disc is designed to be positioned in the sediment-holding space of the bowl the adjustable volume of the carrier liquid can be set so that the bacterial count is roughly the same as in the untreated milk or, at maximum, twice as high a precise ejection system is provided by an optimized hydraulic system for fast opening and closing of the bowl (moving of the sliding piston).
With the above-mentioned system, only the ejected concentrate (by partial discharges) needs to be separately treated. This volume is only 0.1±0.3% of the feed to the centrifuge, which in most cases is disregarded. The small volume does not economically justify the recovery of this secondary stream.
See also: Liquid Milk Products: Pasteurized Milk. Membrane Separation. Process and Plant Design. Whey Processing: Utilization and Products.
Further Reading Renner E (1988) Lexikon der Milch. Munich, Germany: VV-GmbH Volkwirtschaftlicher Verlag. Sienkiewicz T and Riedel C-L (1990) Whey and Whey Utilization, 2nd rev. edn. Gelsenkivoken, Germany: Verlag Th. Mann. Westfalia Separator (1991) Processing Lines for the Production of Soft Cheese, 3rd edn. Oelde, Germany: Westfalia Separator Co. Westfalia Separator (2000) Separators for the Dairy Industry, 5th rev. edn. Oelde, Germany: Westfalia Separator Co.
252
CHEESE/Overview
CHEESE Contents
Overview Starter Cultures: General Aspects Starter Cultures: Speci®c Properties Secondary Cultures Rennets and Coagulants Rennet Coagulation of Milk Salting of Cheese Membrane Processing in Cheese Manufacture Microbiology of Cheese Public Health Aspects Biochemistry of Cheese Ripening Accelerated Cheese Ripening Cheese Flavour Cheese Rheology Acid and Acid/Heat Coagulated Cheese Cheddar-Type Cheeses Swiss-Type Cheeses Dutch-Type Cheeses Hard Italian Cheeses Pasta-Filata Cheeses Smear-Ripened Cheeses Mould-Ripened Cheeses Cheeses Matured in Brine Pasturized Processed Cheese Products Cheese as a Food Ingredient Cheese Analogues Enzyme-Modi®ed Cheese Low-Fat Cheese
Overview P F Fox, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Cheese is the generic name for a group of fermented dairy products, produced throughout the world in a great diversity of ¯avours, textures and forms;
there are more than 1000 varieties of cheese. It is commonly believed that cheese evolved in the `Fertile Crescent' between the Tigris and Euphrates rivers, in what is now Iraq, about 8000 years ago during the so-called `Agricultural Revolution', when certain plants and animals were domesticated as sources of food. Milk is a rich source of nutrients for neonatal mammals and humans soon exploited it as a valuable component of their diet. However, it is also a rich source of nutrients for bacteria which contaminate milk and grow well under ambient conditions. Some contaminating bacteria (lactic acid bacteria
CHEESE/Overview
(LAB), including the genera Lactococcus, Lactobacillus, Streptococcus, Enterococcus, Leuconostoc and Pediococcus) utilize milk sugar, lactose, as a source of energy, producing lactic acid as a byproduct. When suf®cient acid is produced to reduce the pH to �4.6, the caseins, the principal proteins in milk, coagulate to form a gel which occludes the fat and aqueous phases of milk. An acid-induced milk gel is quite stable if left undisturbed and is consumed as such in a wide range of fermented milk products. However, if cut or broken, it separates into curds and whey. The shelf-life of the curds can be extended by dehydration and/or salting to yield acid-coagulated cheeses, e.g. cottage cheese, cream cheese and quark, which represent �25% of total production and in some countries are the principal varieties; they are consumed fresh and are used widely in other products, e.g. cheesecakes, cheese-based dips and sauces. An alternative mechanism for coagulating milk was also recognized in prehistoric times. Many proteinases from bacteria, moulds, plants or animal tissues (referred to as rennets) can modify the casein system, causing it to coagulate under certain circumstances. Rennet-coagulated curds have better syneretic properties (ability to exude whey) than acidcoagulated curds, which makes it possible to produce lower-moisture, more stable cheese. Therefore, rennet coagulation has become the principal mechanism for cheese manufacture; most modern cheese varieties and �75% of total world production of cheese are produced by this mechanism. During the storage of rennet-coagulated curds, various bacteria grow and the enzymes in rennet and from bacteria continue to act, resulting in changes in the ¯avour and texture of cheese. When controlled, this process is referred to as ripening (maturation), during which a great diversity of characteristic ¯avours and textures develop. The principal traditional rennets used for the manufacture of long-ripened cheeses are extracts from the stomachs of young animals in which the principal enzyme is chymosin. However, increased production of cheese led to a shortage of such rennets, necessitating the introduction of rennet substitutes.
History of Cheesemaking The advantages accruing from the conversion of milk to cheese are apparent from the viewpoints of storage stability, ease of transport and diversi®cation of the human diet. Cheese manufacture accompanied the spread of civilization through Egypt, Greece and Rome. There are several references to cheese in the Old Testament, in the tombs of Ancient Egypt and in classical Greek literature. Cheese manufacture was
253
well established during the Roman Empire and was described by many Roman writers, e.g. Cato (about 150 BC), Varro (about 40 BC), Pliny (AD 23± 89) and especially Columella (about AD 50). Movements of Roman armies and administrators contributed to the spread of cheese throughout the Roman world. The great migrations of peoples throughout Europe after the fall of the Roman Empire probably promoted the spread of cheese manufacture, as did the Crusaders and pilgrims of the Middle Ages. However, the most important contributors to the development of cheese `technology' and to the evolution of cheese varieties during the Middle Ages were the monasteries and feudal estates. Monasteries were major contributors to the advancement of agriculture in Europe and to the development and improvement of food commodities, including cheese; many current cheese varieties were developed in monasteries, e.g. Wensleydale, Port du Salut or Saint Paulin, fromage de Tamie, Maroilles and Trappist. The great feudal estates of the Middle Ages were self-contained communities which, in the absence of an effective transport system, relied on locally produced foods. Surplus food was produced in summer and preserved to meet the requirements of the community throughout the year. Fermentation and/or salting, two of the classical principles for food preservation, were used to preserve meat, ®sh, beer, wine, vegetables, fermented milks, butter and cheese. Cheese was traded when amounts surplus to local requirements were available. Within large estates, individuals acquired special skills which were passed on to succeeding generations. Because monasteries and feudal estates were essentially self-contained communities with limited inter-community travel, numerous varieties of cheese evolved. Traditionally, many cheese varieties were produced in limited geographical regions, especially in mountainous areas of France, Spain, Italy, the Balkans and Greece. The localized production of certain varieties is now protected and encouraged through the Appelation d'Origine ControÃleÂe programme which legally de®nes the region and manufacturing technology for certain cheese varieties. Almost certainly, most cheese varieties evolved by accident because of particular local circumstances, e.g. species or breed of dairy animal, a peculiarity in the chemical composition or micro¯ora of the milk or an `accident' during the manufacture or storage of the cheese, e.g. growth of moulds or other microorganisms. Presumably, those accidents that led to desirable changes in the quality of cheese were included in the manufacturing protocol, which underwent a series of evolutionary changes and re®nements.
254
CHEESE/Overview
The colonization of North and South America, Oceania and Africa by Europeans introduced cheesemaking to these regions and cheese, mainly European varieties, sometimes modi®ed to meet local conditions, has become of major economic importance in the United States, Canada, Argentina, Brazil, Australia and New Zealand. Cheesemaking remained a craft until relatively recently. With the gradual acquisition of knowledge on the chemistry and microbiology of milk and cheese, it became possible to control the changes involved in cheesemaking. Although relatively few new varieties have evolved as a result of this improved knowledge (notable examples are Jarlsberg and Maasdamer), existing varieties became better de®ned and their quality more consistent. The ®rst attempt to standardize Cheddar cheese was made by John Harding in the mid-nineteenth century. Prior to that, `Cheddar cheese' was that produced around the village of Cheddar, in Somerset, England, and probably varied considerably, depending on the cheesemaker and other factors. Cheese manufacture was a farmstead enterprise until the mid-nineteeth century ± the ®rst cheese factory in the United States was established near Rome, New York, in 1851 and the ®rst in Britain at Longford, Derbyshire, in 1870. There were thousands of farm-scale cheese-makers and there must have been great variation within any one general type; even today, there is very considerable inter- and intra-factory variation in quality and characteristics of well-de®ned varieties, in spite of the very considerable scienti®c and technological advances. There has been a marked resurgence of farmhouse cheesemaking in recent years; many of the cheeses being produced on farms might be regarded as new varieties.
Overview of Cheese Production The production of all varieties of cheese involves a generally similar protocol (Figure 1), various steps of which are modi®ed to give a product with the desired characteristics. The principal features of the manufacture and characteristics of the principal cheese varieties will be described in the following articles; the objective of this article is to present an overview of the cheesemaking process so that the operations described in later articles can be seen in an overall context. Selection of Milk
The composition of cheese is strongly in¯uenced by the composition of the milk, especially the content of fat, protein, calcium and pH. The constituents and
Milk Selection Pretreatment Standardization
Cheese milk Addition of: starter culture (acidification) colour (optional) CaCl2 (optional) Coagulation (rennet or acid (produced in situ or preformed) or heat/acid) Coagulum (gel) Cut coagulum Stir Heat Acidification (rennet-coagulated cheeses) Separation of curds from whey
Curds Acidification Special operations (e.g. cheddaring, stretching) Salting (some varieties) Moulding Pressing (some varieties)
Fresh cheese Salting (most varieties) Ripening (most rennet-coagulated cheeses)
Mature cheese Figure 1 General protocol for cheese manufacture. (Reproduced with permission from Fox et al., 2000.)
composition of milk, which are described in various articles throughout this Encyclopedia, are in¯uenced by several factors, including species, breed, individual variations, nutritional status, health and stage of lactation of the milk-producing animals. Owing to major compositional abnormalities, milk from cows in the very early or late stages of lactation and those suffering from mastitis should be excluded. Somatic cell (leucocyte) count is a useful index of quality. Some genetic polymorphs of the milk proteins have a signi®cant effect on cheese yield and quality and there is increasing interest in breeding for desirable polymorphs. The milk should be free of chemical taints and free fatty acids, which cause off-¯avours in the cheese, and antibiotics which inhibit bacterial cultures.
CHEESE/Overview
A major cause of variation in the characteristics of cheese is the species of dairy animal from which the milk is obtained. The principal dairying species are cattle, water buffalo, sheep and goats, which produce 85%, 11%, 2% and 2% of commercial milk, respectively. Goats and sheep are signi®cant producers of milk in certain regions, e.g. around the Mediterranean, where their milk is used mainly for the production of fermented milks and cheese. Many worldfamous cheeses are produced from sheep's milk, e.g. Roquefort, Feta, Pecorino Romano and Manchego; traditional Mozzarella (Mozzarella di buffalo) is made from buffalo milk. There are very signi®cant interspecies differences in the composition and physicochemical properties of milk which are re¯ected in the characteristics of cheese produced therefrom. There are also signi®cant differences in milk composition between breeds of cattle, which in¯uence cheese quality. The milk should be of good microbiological quality, as contaminating bacteria are concentrated in the curd and may cause defects or public health problems. However, cheese milk is normally pasteurized or subjected to one or more of the treatments described below (see `Heat Treatment of Milk'), to render it free of pathogenic or food poisoning and certain spoilage bacteria. Standardization of Milk Composition
The composition of cheese is prescribed in `Standards of Identity' with respect to moisture and fat in dry matter, which in effect de®nes a certain fat : protein ratio. The moisture content of cheese, and hence the level of fat and protein, is determined mainly by the manufacturing protocol but the fat : protein ratio in cheese is determined mainly by the fat : casein ratio in the milk. Depending on the ratio required, it can be modi®ed by:
� removing some fat by natural creaming or centrifugation
� adding skimmed milk � adding cream � adding milk powder, evaporated milk or ultra®l-
tration retentate; such additions also increase the total solids content of the milk and hence increase the yield of cheese curd per unit volume.
Calcium plays an essential role in the coagulation of milk by rennet and in the subsequent processing of the coagulum; hence, it is common practice to add CaCl2 (e.g. 0.01%) to cheese milk. The pH of milk is a critical factor in cheesemaking. The addition of 1.5±2% starter culture reduces the pH of milk by �0.1; starter concentrates (direct set,
255
DVS) have little or no direct acidifying effect. Previously, it was standard practice to add the starter to the milk 30±60 min before rennet addition. The objective of this operation, referred to as `ripening', was to allow the starter bacteria to enter the exponential growth phase and become highly active during cheesemaking; ripening is not necessary with modern high-quality starters. Some acid was produced during ripening which favoured rennet action and gel formation. However, ripening increases the risk of bacteriophage infection of the starter because phage become distributed throughout the liquid milk but are ®xed in position after it has coagulated and therefore their destructive effect is reduced. Although ripening is still practised for some cheese, it has been discontinued for most varieties. The pH of milk on reception at the dairy is higher today than previously owing to improved hygiene during milking and the widespread use of refrigeration at the farm and factory. In the absence of acid production by contaminating bacteria, the pH of milk increases slightly during storage due to the loss of CO2 to the atmosphere. The natural pH of milk is �6.7 but varies somewhat (e.g. it increases in late lactation and during mastitic infection). As an alternative to ripening, the preacidi®cation of milk by pH 0.1±0.2 either through the use of gluconic acid-d-lactone (GDL), or by limited growth of a lactic acid starter, followed by pasteurization (referred to as prematuration), is recommended and is claimed to result in better and more uniform rennet coagulation characteristics and cheese quality. Heat Treatment of Milk
Traditionally, cheese was made from raw milk, a practice which was almost universal until the 1940s. Although cheese made from raw milk develops a more intense ¯avour than that produced from pasteurized milk, the former is less consistent and poses a public health risk. When cheese was produced from fresh milk on farms or in small, local factories, the growth of contaminating microorganisms was minimal but as cheese factories became larger, storage of milk for longer periods became necessary and hence the microbiological quality of the milk deteriorated and varied. Thermization (see Thermization of Milk) of cheese milk is fairly widely practiced on receipt at the factory to reduce the microbial load and extend the storage period. For public health reasons, it became increasingly popular from the beginning of the twentieth century to pasteurize milk for liquid consumption (see Pasteurization of Liquid Milk Products: Principles, Public Health Aspects; Pasteurizers, Design and Operation). The
256
CHEESE/Overview
pasteurization of cheese milk became widespread about 1940, primarily for public health reasons, but also to provide a milk supply of more uniform bacteriological quality. Although a considerable amount of cheese is still produced from raw milk, on both an artisanal and factory scale, especially in southern Europe (including such famous varieties as Swiss Emmental, GruyeÁre Comte, Parmigiano Reggiano and Grana Padano), pasteurized milk is now generally used, especially in large factories. There are four alternatives to pasteurization for reducing the number of microorganisms in milk but it is important to realize that these methods do not produce pathogen-free milk: 1. Treatment with H2O2: not practised in developed dairying countries. 2. Activation of the lactoperoxidase±H2O2± thiocyanate system (see Enzymes Indigenous to Milk: Lactoperoxidase): very limited or no application in the cheese industry. 3. Bactofugation: frequently used to remove clostridial spores as an alternative to the use of nitrate to prevent late gas blowing in cheese. 4. Micro®ltration: very effective for removing bacteria and spores from milk but not yet widely practised in the cheese industry (see Cheese: Membrane Processing in Cheese Manufacture). Cheese Colour
The principal pigments in milk are carotenoids which are obtained from the animal's diet, especially from fresh grass and clover. Cattle transfer carotenoids to adipose tissue and milk but goats, sheep and buffalo do not. Therefore, bovine milk fat and high-fat products, including cheese, are yellow to an extent dependent on the carotenoid content of the animal's diet, whereas their counterparts made from sheep, goat or buffalo milk are very white in comparison. The yellowish colour of dairy products produced from cows' milk may make them less acceptable than products produced from sheep's, goats' or buffalo milk in regions where the latter are traditional. The carotenoids in bovine milk can be bleached by treatment with H2O2 or benzoyl peroxide or masked by chlorophyll or titanium oxide, if these additives are permitted. At the other end of the spectrum are individuals who prefer highly coloured cheese, which is usually achieved by adding annatto, extracted from the seeds of Bixa orellana, a native of Brasil, which contains two apocarotenoid pigments, bixin and norbixin. Alternatively, synthetic or natural carotenoids may be used.
Conversion of Milk to Cheese Curd
After the milk has been standardized and pasteurized or otherwise treated, it is transferred to vats (or kettles), which vary in shape (hemispherical, rectangular, vertical or horizontal cylindrical), may be open or closed and may range in size from a few hundred to 30 000 l, or more, where it is converted to cheese curd by a process which involves three basic operations: acidi®cation, coagulation and dehydration. Acidification Acidi®cation is usually achieved through the in situ production of lactic acid through the fermentation of lactose by lactic acid bacteria (LAB). Initially, the indigenous milk micro¯ora was relied upon to produce acid but since this was variable, the rate and extent of acidi®cation were variable, resulting in cheese of variable quality. Cultures of LAB (starters) for cheesemaking were introduced about 100 years ago and since then have been improved progressively and re®ned. The science and technology of LAB and starters will be described in several articles in this Encyclopedia (see Cheese: Starter Cultures: General Aspects. Lactobacillus spp.: General Characteristics). The acidi®cation of curd for some artisanal cheeses still relies on the indigenous micro¯ora. Direct acidi®cation using acid (usually lactic or HCl) or acidogen (GDL) is an alternative to biological acidi®cation and is used commercially to a signi®cant extent in the manufacture of cottage, quark, Feta-type cheese from ultra®ltration (UF)-concentrated milk and Mozzarella. Direct acidi®cation is more controllable than biological acidi®cation and, unlike starters, is not susceptible to bacteriophage infection. However, enzymes from starter bacteria are essential in cheese ripening and hence chemical acidi®cation is used mainly for cheese varieties for which texture is more important than ¯avour. The rate of acidi®cation depends on the amount and type of starter added and on the temperature pro®le of the curd and requires 5±6 h for Cheddar and cottage cheese or 10±12 h for Dutch and Swiss types. The ultimate pH of the curd for most rennetcoagulated cheeses is 5.0±5.3 but the pH of acidcoagulated varieties, e.g. cottage, quark and cream, and some soft rennet-coagulated varieties, e.g. Camembert and Brie, is �4.6. The production of acid at the appropriate rate and time affects several aspects of cheese manufacture and is critical for the production of good-quality cheese:
� coagulant activity during coagulation � denaturation and retention of the coagulant in the
curd, which in¯uences the rate of proteolysis during ripening and may affect cheese quality
CHEESE/Overview
� gel strength, which in¯uences cheese yield � gel syneresis, which controls the moisture content
of cheese and hence regulates the growth of bacteria and the activity of enzymes in the cheese; consequently, it strongly in¯uences the rate and pattern of ripening and the quality of cheese � colloidal calcium phosphate dissolves as the pH decreases, as a result of which, the susceptibility of the caseins to proteolysis during ripening and the rheological properties of the cheese are modi®ed � acidi®cation controls the growth of many nonstarter bacteria in cheese, including pathogenic, food poisoning and gas-producing microorganisms; properly made cheese is a very safe product from the public health viewpoint. Some cheese varieties, e.g. Cheddar, are salted by mixing dry salt with chips of curd at the end of manufacture; since the level of salt in the cheese moisture rapidly reaches a value (5±6%) which halts the growth of starter bacteria, the pH of curds for these varieties at salting must approximate the ultimate value (pH �5.1). However, most varieties are salted by immersion in brine or by surface application of dry salt; the diffusion of NaCl into the interior of the cheese is relatively slow and therefore there is ample time for the pH to decrease to �5.0 before the concentration of salt becomes inhibitory throughout the cheese. The pH of the curd for most cheese varieties is 6.2±6.5 at moulding and pressing but decreases to �5.0±5.2 during or shortly after pressing and before salting (see Cheese: Salting of Cheese). In a few cases, e.g. Domiati, a high level of NaCl is added to the milk, traditionally to control the growth of adventitious microorganisms. This NaCl has a major in¯uence on acid development, rennet coagulation, gel strength and curd syneresis. Coagulation The essential step in the manufacture of all cheese varieties involves coagulation of the casein of milk to form a gel which entraps the fat, if present. Coagulation may be achieved by:
� limited proteolysis by selected proteinases (rennets)
� acidi®cation to pH 4.6 � acidi®cation to pH �5.2 and heating to �90 � C. Most cheese varieties, and about 75% of total production, are produced by rennet coagulation but some acid-coagulated varieties, e.g. quark and cottage cheese, are of major importance (see Cheese: Rennet Coagulation of Milk; Acid and Acid/Heat Coagulated Cheese). The acid/heat coagulated cheeses are relatively minor varieties which are usually
257
produced from rennet cheese whey or a blend of whey and skim milk and evolved as a means for recovering the nutritionally valuable whey proteins; they are usually used as food ingredients. Important varieties are Ricotta (Italy), Anari (Cyprus) and Manouri (Greece). A fourth, minor, group of cheeses is produced, not by coagulation, but by thermal evaporation of water from a mixture of whey and skim milk, whole milk or cream and crystallization of lactose, e.g. Mysost and Gjetost. These cheeses, which are almost exclusive to Norway, bear little resemblance to rennet- or acid-coagulated cheese. Post-coagulation operations Rennetor acidcoagulated milk gels are quite stable under quiescent conditions but if cut or broken, they synerese extensively, expelling whey. Syneresis concentrates the fat and casein of milk by a factor of 6±12, depending on the variety. The rate and extent of syneresis are in¯uenced, inter alia, by milk composition, especially the concentrations of Ca2 and casein, pH, cooking temperature, rate of stirring of the curds±whey mixture and time. The composition of the ®nished cheese is determined mainly by the extent of syneresis which initiates the differentiation of cheese varieties, although the type and composition of the milk, the amount and type of starter and the amount and type of rennet are also signi®cant in this regard. The liquid expressed from the curds in the vat or in the moulds is called whey, which contains about 50% of the solids in milk (98% of the lactose, �25% of the protein and �10% of the fat). Until recently, whey was regarded as essentially worthless, to be disposed of as cheaply as possible. However, whey is now the source of valuable food products (see Whey Processing: Demineralization). A more or less unique protocol has been developed for the manufacture of each cheese variety. These protocols differ mainly with respect to postcoagulation operations. The manufacture of the principal families of cheese will be described in articles Cheese: Cheddar-Type Cheeses; Swiss-Type Cheeses; DutchType Cheeses; Hard Italian Cheeses; Pasta-Filata Cheeses; Smear-Ripened Cheeses; Mould-Ripened Cheeses; Cheeses Matured in Brine. Salting Most, probably all, cheeses are salted at the end of curd manufacture by:
� mixing dry salt with curd chips, e.g. Cheddar and related varieties
� submersion in NaCl brine, e.g. Gouda, Emmental, Camembert
258
CHEESE/Overview
� rubbing dry salt on the surface of pressed cheese,
� starter bacteria and their enzymes � secondary microorganisms and their enzymes.
Salt, which varies from about 2% to �10% in the moisture phase, has a major in¯uence on various aspects of cheese ripening, quality and safety (see Cheese: Salting of Cheese).
An overview of the biochemistry of cheese ripening is presented in article Cheese: Biochemistry of Cheese Ripening.
e.g. blue cheese.
Applications of ultrafiltration in cheesemaking Since cheese manufacture is essentially a dehydration process, it was obvious that ultra®ltration would have applications, not only for standardizing cheese milk with respect to fat and casein, but more importantly for the preparation of a concentrate with the composition of the ®nished cheese, referred to as `precheese'. Standardization of cheese milk by adding UF concentrate (retentate) is now common but the manufacture of precheese has to date been successful commercially for only certain cheese varieties, most notably UF Feta and quark (see Cheese: Membrane Processing in Cheese Manufacture).
Ripening Acid-coagulated cheeses, which constitute a major proportion of the cheese consumed in some countries, are ready for consumption at the end of curd manufacture. Although rennet-coagulated cheese may be consumed as fresh curd, and a little is, most of these varieties are ripened (matured) for a period ranging from about 3 weeks to over 2 years; generally, the duration of ripening is inversely related to the moisture content of the cheese. Many varieties may be consumed at any of several stages of maturity, depending on the ¯avour preferences of consumers and economic factors. Although curds for different cheese varieties are recognizably different at the end of manufacture (due mainly to compositional and textural differences), the unique characteristics of each variety develop during ripening as a result of a complex set of biochemical reactions. The changes that occur during ripening, and hence the ¯avour, aroma and texture of the mature cheese, are predetermined by the manufacturing process, especially by the levels of moisture and NaCl and pH, residual coagulant activity, the type of starter and in many cases, by the secondary micro¯ora (added or adventitious). The biochemical changes which occur during ripening are caused by one or more of the following agents:
� coagulant � indigenous milk enzymes, especially proteinase and perhaps lipase
Cheese as an Ingredient and Processed Cheese Products About 50% of cheese is consumed as such, referred to as `table cheese'. A considerable amount of natural cheese is used as a food ingredient, e.g. Parmigiano or Grana on pasta products, Mozzarella on pizza, quark in cheesecake, ricotta in ravioli (see Cheese: Cheese as a Food Ingredient). In addition, cheese is used in the production of a broad range of processed cheese products, which in turn have a range of applications, especially as spreads, sandwich ®llers or food ingredients. Other cheese-based products include cheese powders and enzyme-modi®ed cheese, both of which are becoming increasingly important as food ingredients (see Cheese: Pasteurized Processed Cheese Products; Cheese Analogues; Enzyme-Modi®ed Cheese).
Cheese Production and Consumption World production of cheese is �15 � 106 tonnes per annum (�35% of total milk production) and is increasing at a rate of �2±3% per annum. Europe, with an annual production of �8 � 106 tonnes, is the principal producing region, followed by North America (Table 1). Cheese consumption, which varies widely between countries (Table 2), has increased consistently in most countries for which data are available; along with fermented milks, cheese is the principal growth product within the dairy sector. There are many reasons for the increased consumption of cheese, including a positive dietary image, convenience and ¯exibility in use and a great diversity of ¯avours and textures. Cheese can be regarded as the quintessential convenience food: it can be used as a major component of a meal, as a dessert, as a component of other foods or as a food ingredient; it can be consumed without preparation or subjected to various cooking processes. The most rapid growth in cheese consumption in recent years has been as a food ingredient (see Cheese: Cheese as a Food Ingredient).
Classification of Cheese Approximately 500 varieties of cheese are recognized by the International Dairy Federation. For various reasons, a number of attempts have been made to
CHEESE/Overview Table 1 World production of cheese, 1998
Table 1 Continued
Country
Cheese production (1 000 tonnes)
Country
World
15 117
Tajikistan Turkey Turkmenistan Uzbekistan Yemen
Africa Algeria Angola Botswana Egypt Ethiopia Mauritania Morocco Niger Nigeria South Africa Sudan Tanzania Tunisia Zambia Zimbabwe North and Central America Canada Costa Rica Cuba Dominician Republic El Salvador Guatemala Honduras Mexico Nicaragua Panama USA
259
579 1 1 2 402 3 2 7 14 7 36 91 2 6 1 2 4 207 311 5 15 3 3 11 8 130 8 7 3 708
South America Argentina Bolivia Brasil Chile Colombia Ecuador Peru Uruguay Venezuela
677 420 7 39 53 51 7 6 25 70
Asia Afghanistan Armenia Azerbaijan Bangladesh China Cyprus Georgia Iran Iraq Israel Japan Jordan Kazakhstan Kyrgyzstan Lebanon Mongolia Myanmar Syria
982 18 9 1 1 133 6 3 203 30 93 114 4 5 2 21 1 30 86
Europe Albania Austria Belarus Belgium±Luxembourg Bosnia±Herzegovina Bulgaria Croatia Czech Republic Denmark Estonia Finland France Germany Greece Hungary Iceland Ireland Italy Latvia Lithuania Macedonia Moldova Republic Netherlands Norway Poland Portugal Romania Russian Federation Slovakia Slovenia Spain Sweden Switzerland UK Ukraine Yugoslavia Oceania Australia New Zealand
Cheese production (1 000 tonnes) 5 133 2 17 10 8 095 11 111 51 78 14 67 19 127 292 15 88 1 625 1 571 224 90 4 90 915 11 39 2 5 704 87 445 65 42 378 54 18 160 125 136 370 70 13 575 295 280
From FAO Production Yearbook (1998). The following countries are included in FAO (1998) but no data for cheese production are available: Burkina Faso, Madagascar, Somalia, Jamaica, Trinidad and Tobago, India, Indonesia, Republic of Korea, Malaysia, Eritrea, Kenya, Namibia, Bhutan, Oman, Malta, Nepal, Pakistan, Philippines, Saudi Arabia, Thailand, Sri Lanka, United Arab Emirates and Fiji.
classify cheeses into meaningful groups. Traditional classi®cation schemes have been based principally on moisture content, i.e. extra-hard, hard, semi-hard/ semi-soft or soft. Although used widely, this scheme suffers from serious limitations since it groups cheeses with widely different characteristics, e.g. Cheddar
260
CHEESE/Overview
Table 2 Consumption (per head per year) of cheese, 1999 Country
Consumption
Country
Consumption
France Greece Germany Italy Iceland Lithuaniaa Denmark Sweden Netherlands Finland Israel Luxembourga Belgium Austria Switzerland Norway USA Argentina Poland Canada
24.1 23.8 (1998) 20.9 20.1 18.8 18.4 (1995) 17.9 17.2 17.0 16.7 16.5 16.3 (1995) 16.3 16.0 15.2 14.9 13.3 11.4 11.0 10.9
Estoniaa Ireland UK Czech Republica Bulgaria Spain Portugal New Zealand Slovakia Slovenia Hungary Australia Chilea Latvia Russia Japan South Africaa Ukraine Zimbabwe India
10.0 10.0 9.8 9.3 8.6 8.4 8.3 8.0 8.0 7.2 7.1 5.9 4.0 3.7 3.1 1.7 1.6 1.1 0.5 0.2
(1995)
(1995) (1998) (1995)
a From Fox et al., 2000. All others from International Dairy Federation (2000) IDF Bulletin no. 355, Brussels: IDF.
ACID COAGULATED Cottage Cream Quark Queso Blanco
HEAT/ACID COAGULATION Ricotta
CHEESE
CONCENTRATION/CRYSTALLIZATION Mysost
RENNET COAGULATED
Internal bacterially ripened
Mould-ripened
Surface-ripened
Brick Havarti Surface mould Internal mould Limburger (usually Penicillium camemberti) (usually Penicillium roqueforti) Münster Brie Roquefort Port du Salut Camembert Danablu Trappist Carré de l'Est Gorgonzola Taleggio Stilton Tilsit
Extra-Hard Grana Padano Parmigiano Asiago Sbrinz
Hard Cheddar Cheshire Graviera Ras
High salt varieties Domiati Feta Swiss-type Dutch-type (Lactate metabolism Eyes caused by by Propionibacterium spp.) citrate metabolism Emmental Edam Gouda Gruyère Maasdam
Semi-hard Caerphilly Mahon Monterey Jack
Cheeses with eyes
Pasta-filata varieties Mozzarella Kashkaval Provolone
Figure 2 A scheme for the classi®cation of cheese. (Reproduced with permission from Fox et al., 2000.)
and Emmental are classi®ed as hard cheeses although they have quite different textures and ¯avours, are manufactured by very different technologies and the microbiology and biochemistry of their ripening
process are very different. In addition, cheeses traditionally developed a rind through which moisture evaporated; hence, the composition of cheese changes as it ages and there is a moisture gradient from the
CHEESE/Starter Cultures: General Aspects
surface to the centre; the moisture content of longripened cheese may decrease by 5±10% during ripening. The composition-based scheme is made more discriminating by including information on the source of the milk, coagulant, principal ripening microorganisms and cook temperature. Based on the method of milk coagulation, cheeses may be divided into four superfamilies:
261
Law BA (1999) The Technology of Cheesemaking. Boca Raton: CRC Press. Mair-Waldburg H (1974) Handbook of Cheese: Cheeses of the World A to Z. Kempten AllgaÈu, Germany: Volkwirtschaftlicher Verlag. Robinson RK (1995) A Colour Guide to Cheese and Fermented Milks. London: Chapman & Hall. Robinson RK and Wilbey RA (1998) Cheesemaking Practice, 3rd edn. Gaithersburg: Aspen Publishers.
� rennet-coagulated cheeses: most major cheese varieties
� acid-coagulated cheeses: e.g. cottage, quark, cream � heat/acid coagulated: e.g. Ricotta � concentration/crystallization: e.g. Mysost. Owing to the great diversity of rennet-coagulated cheeses, these can be classi®ed further based on the characteristic ripening agent(s), e.g. internal bacteria, internal mould, surface mould or surface smear (bacteria), or manufacturing technology; such a scheme is shown in Figure 2. See also: Cheese: Starter Cultures: General Aspects; Rennet Coagulation of Milk; Salting of Cheese; Membrane Processing in Cheese Manufacture; Biochemistry of Cheese Ripening; Acid and Acid/Heat Coagulated Cheese; Cheddar-Type Cheeses; SwissType Cheeses; Dutch-Type Cheeses; Hard Italian Cheeses; Pasta-Filata Cheeses; Smear-Ripened Cheeses; Mould-Ripened Cheeses; Cheeses Matured in Brine; Pasteurized Processed Cheese Products; Cheese as a Food Ingredient; Cheese Analogues; EnzymeModified Cheese. Enzymes Indigenous to Milk: Lactoperoxidase. Lactobacillus spp.: General Characteristics. Pasteurization of Liquid Milk Products: Principles, Public Health Aspects; Pasteurizers, Design and Operation. Thermization of Milk. Whey Processing: Demineralization.
Further Reading Davis JG (1965) Cheese, vol. 1, Basic Technology; vol. 2, Bibliography. London: Churchill Livingstone. Davis JG (1967) Cheese, vol. 3, Manufacturing Methods; vol. 4, Bibliography. London: Churchill Livingstone. Eck A and Gilles JC (2000) Cheesemaking: From Science to Quality Assurance. Paris: Technique et Documentation (Lavoisier). Fox PF (1993) Cheese: Chemistry, Physics and Microbiology, 2nd edn, vols. 1 and 2. London: Chapman & Hall. Fox PF, Guinee TP, Cogan TM and McSweeney PLH (2000) Fundamentals of Cheese Science. Gaithersburg: Aspen Publishers. Kosikowski FV and Mistry VV (1997) Cheese and Fermented Milk Foods, 3rd edn, vols. 1 and 2. Westport: FV Kosikowski LLC. Law BA (1997) Microbiology and Biochemistry of Cheese and Fermented Milks, 2nd edn. London: Chapman & Hall.
Starter Cultures: General Aspects I B Powell, M C Broome and G K Y Limsowtin, Australian Starter Culture Research Centre, Werribee, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Cheesemaking is an ancient process with procedures solidly embedded in rituals and traditions. It was not until 1873 that Lister isolated the ®rst pure starter cultures and thereby con®rmed the bacterial involvement in cheesemaking. The handling and manipulation of bacterial cultures as a starter technology emerged by the 1890s, through Conn in the United States, Storch in Denmark and Weigmann in Germany. The modern cheese industry has incorporated the handling of starter cultures as one of the core technologies enabling it to increase the size of the largest cheese factories to a production capacity of more than 300 tonnes dayÿ1. This feat of industrial technology has come about from major developments in both the basic understanding (biochemistry, physiology and genetics) of lactic acid bacteria and their routine application in cheese manufacture.
Starter Functions Production of Lactic Acid
In cheese manufacture, the primary role of starter cultures is the production of lactic acid from lactose at a consistent and controlled rate. It is the consequent decrease in pH that then affects a number of aspects of the cheese manufacturing process and ultimately cheese composition and quality.
CHEESE/Starter Cultures: General Aspects
surface to the centre; the moisture content of longripened cheese may decrease by 5±10% during ripening. The composition-based scheme is made more discriminating by including information on the source of the milk, coagulant, principal ripening microorganisms and cook temperature. Based on the method of milk coagulation, cheeses may be divided into four superfamilies:
261
Law BA (1999) The Technology of Cheesemaking. Boca Raton: CRC Press. Mair-Waldburg H (1974) Handbook of Cheese: Cheeses of the World A to Z. Kempten AllgaÈu, Germany: Volkwirtschaftlicher Verlag. Robinson RK (1995) A Colour Guide to Cheese and Fermented Milks. London: Chapman & Hall. Robinson RK and Wilbey RA (1998) Cheesemaking Practice, 3rd edn. Gaithersburg: Aspen Publishers.
� rennet-coagulated cheeses: most major cheese varieties
� acid-coagulated cheeses: e.g. cottage, quark, cream � heat/acid coagulated: e.g. Ricotta � concentration/crystallization: e.g. Mysost. Owing to the great diversity of rennet-coagulated cheeses, these can be classi®ed further based on the characteristic ripening agent(s), e.g. internal bacteria, internal mould, surface mould or surface smear (bacteria), or manufacturing technology; such a scheme is shown in Figure 2. See also: Cheese: Starter Cultures: General Aspects; Rennet Coagulation of Milk; Salting of Cheese; Membrane Processing in Cheese Manufacture; Biochemistry of Cheese Ripening; Acid and Acid/Heat Coagulated Cheese; Cheddar-Type Cheeses; SwissType Cheeses; Dutch-Type Cheeses; Hard Italian Cheeses; Pasta-Filata Cheeses; Smear-Ripened Cheeses; Mould-Ripened Cheeses; Cheeses Matured in Brine; Pasteurized Processed Cheese Products; Cheese as a Food Ingredient; Cheese Analogues; EnzymeModified Cheese. Enzymes Indigenous to Milk: Lactoperoxidase. Lactobacillus spp.: General Characteristics. Pasteurization of Liquid Milk Products: Principles, Public Health Aspects; Pasteurizers, Design and Operation. Thermization of Milk. Whey Processing: Demineralization.
Further Reading Davis JG (1965) Cheese, vol. 1, Basic Technology; vol. 2, Bibliography. London: Churchill Livingstone. Davis JG (1967) Cheese, vol. 3, Manufacturing Methods; vol. 4, Bibliography. London: Churchill Livingstone. Eck A and Gilles JC (2000) Cheesemaking: From Science to Quality Assurance. Paris: Technique et Documentation (Lavoisier). Fox PF (1993) Cheese: Chemistry, Physics and Microbiology, 2nd edn, vols. 1 and 2. London: Chapman & Hall. Fox PF, Guinee TP, Cogan TM and McSweeney PLH (2000) Fundamentals of Cheese Science. Gaithersburg: Aspen Publishers. Kosikowski FV and Mistry VV (1997) Cheese and Fermented Milk Foods, 3rd edn, vols. 1 and 2. Westport: FV Kosikowski LLC. Law BA (1997) Microbiology and Biochemistry of Cheese and Fermented Milks, 2nd edn. London: Chapman & Hall.
Starter Cultures: General Aspects I B Powell, M C Broome and G K Y Limsowtin, Australian Starter Culture Research Centre, Werribee, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Cheesemaking is an ancient process with procedures solidly embedded in rituals and traditions. It was not until 1873 that Lister isolated the ®rst pure starter cultures and thereby con®rmed the bacterial involvement in cheesemaking. The handling and manipulation of bacterial cultures as a starter technology emerged by the 1890s, through Conn in the United States, Storch in Denmark and Weigmann in Germany. The modern cheese industry has incorporated the handling of starter cultures as one of the core technologies enabling it to increase the size of the largest cheese factories to a production capacity of more than 300 tonnes dayÿ1. This feat of industrial technology has come about from major developments in both the basic understanding (biochemistry, physiology and genetics) of lactic acid bacteria and their routine application in cheese manufacture.
Starter Functions Production of Lactic Acid
In cheese manufacture, the primary role of starter cultures is the production of lactic acid from lactose at a consistent and controlled rate. It is the consequent decrease in pH that then affects a number of aspects of the cheese manufacturing process and ultimately cheese composition and quality.
262
CHEESE/Starter Cultures: General Aspects
Effect of pH on Cheese Flavour and Texture
During the vat stage of cheese manufacture, the decrease in pH indirectly affects ¯avour by controlling the proteolytic activity of both coagulant and natural milk proteinase. Calf rennet operates at an optimal pH of 2±4 which also coincides with the highest level of retention of chymosin in the curd. However, cheese milk is usually set at a pH of 6.5± 6.7 and the pH at which the whey is drained determines to a large extent the amount of chymosin retained in the curd. Consequently, cheeses with a high acid level, particularly those that are not highly cooked, may develop a bitter ¯avour due to speci®c peptides originating from caseins as a result of coagulant activity. Plasmin, an indigenous milk proteinase with an alkaline optimum pH, also plays a signi®cant role in cheese ripening but has little activity in low-pH cheeses. The rate of whey expulsion from the coagulated curd is enhanced as the pH decreases which directly affects the ®nal cheese moisture content and subsequently cheese texture and the rates of the various biochemical reactions involved in ¯avour compound formation. Cheese texture can also be in¯uenced by the level of dissolution of colloidal calcium phosphate present in the casein micelles. With falling pH, the colloidal calcium phosphate dissolves in such a way that Ca is lost to the whey more rapidly than PO4, thereby reducing the Ca : PO4 ratio as the overall mineral content of cheese decreases. It is this variability in mineral solubility with the rate of pH change and the ®nal pH at whey draining that determines the basic structure and texture of cheese. Generally in Cheddar cheese, curds with low pH tend to be crumbly while curds of a higher pH tend to be more elastic. Control of Growth of Adventitious Organisms
The growth of many acid-sensitive pathogenic organisms in cheese is inhibited to some extent by the reduced pH as well as by the undissociated lactic acid molecules. However, as many pathogens can still grow at the pH of cheese, pH acts as one part of a hurdle system that serves to inhibit the growth of pathogens, operating in cheese along with temperature, water activity, salt concentration, organic acids and available oxygen. Lactate Metabolism
In Cheddar cheese, lactose is converted principally to L-lactate by the starter bacteria but many adventitious non-starter lactic acid bacteria present in the
cheese can racemize L-lactate to D-lactate. The calcium salt of the racemic DL-lactate is less soluble than calcium L-lactate and can precipitate in cheese, causing undesirable white specks. L-Lactate can be oxidized to acetate, a contributor to cheese ¯avour, by non-starter lactic acid bacteria but this is dependent on the availability of O2. Lactate oxidation also contributes to the reduction in redox potential which in turn affects the growth of potential pathogens and possibly the rate of formation of various ¯avour compounds via nonenzymic pathways. In Swiss-type cheeses, the propionibacteria metabolize lactate to propionate and acetate, both ¯avour contributors, and CO2 which is responsible for eye development. Water Activity
Lactic acid production contributes to the depression of water activity in cheese through the formation of solutes either directly (e.g. lactic acid) or indirectly through the increased dissolution of colloidal calcium phosphate with decreasing pH. The in¯uence of lactic acid production on the moisture content of cheese also signi®cantly affects water activity. In Cheddar cheese, decreasing water activity has been shown to inhibit lactate formation and cell growth while there is an increase in the production of the ¯avour compound diacetyl. Redox Potential
Little information is available on the effect of redox potential on the various chemical and enzymic reactions within maturing cheese. However, in Cheddar cheese the Eh decreases (reported in one study to be ÿ104 mV initially, decreasing to ÿ217 mV after 5±6 months), and this appears to be necessary for the development of good ¯avour. The initial decrease in Eh has been attributed to starter bacteria as they remove oxygen during lactose metabolism but once cell numbers become limiting, the Eh rises again before slowly returning to a low Eh level, presumably due to the increasing numbers of non-starter lactic acid bacteria. Production of Aroma Compounds
Starter cultures can directly affect cheese ¯avour development by forming various aroma compounds from lactose, citrate and milk proteins while starter proteolytic enzymes contribute to changes in cheese texture as a result of protein degradation. One of the key branch point metabolites in lactose metabolism is pyruvate, the vast majority of which is
CHEESE/Starter Cultures: General Aspects
converted under normal growth conditions to lactic acid by the enzyme lactate dehydrogenase (EC 1.1.1.27). However, when starter bacteria are fermenting galactose or fermenting glucose or lactose at growth-limiting rates, products other than lactic acid can be formed from pyruvate. A number of strains of starter bacteria can also metabolize citrate, which is present at low concentrations in milk and Cheddar cheese, to form pyruvate and acetate. The pyruvate can then be converted to various ¯avour compounds. Flavour development in cheese is largely dependent on the combined proteolytic activity of a number of proteolytic agents, including natural milk proteinases, coagulant, starter bacteria, adventitious nonstarter bacteria and adjunct organisms. Starter cultures possess an array of predominantly intracellular peptidases that degrade peptides formed by the other proteolytic agents to amino acids which then act as precursors for a range of volatile ¯avour compounds. However, at present many of the pathways for converting amino acids to ¯avour compounds by starter bacteria are unclear. When starter culture cells lyse in cheese the intracellular peptidases are also available to act upon peptides in the cheese matrix itself.
Starter Types Starter cultures can be classi®ed in several ways. Historically, they have been described in terms of the procedures used to prepare them, the form in which they are delivered to the vat, the products made using them, the ¯avours, aromas or other product qualities generated by them (i.e. the biochemical properties of the starter), the incubation and manufacture temperatures under which they are used and, most recently, in terms of the species of microorganisms present or the number of strains used. These various overlapping classi®cations address different aspects of the traditional art and the modern science of cheese starters. Defined and Undefined Cultures
Traditionally, artisan cheese-makers prepared starter without any formal microbiological knowledge. Though there are many variations (some purely regional, others depending on the cheese being made) (see Table 1), there are essentially two approaches. One approach relies on incubating milk under selective incubation conditions (without the addition of any culture) to encourage the dominance of temperature- and acid-tolerant organisms already present
263
in the milk. The other approach involves using some of a successful product batch (or whey derived from it, often after a selective incubation) as starter for the next batch. Traditional starter preparation methods are still in use for some European regional cheeses, but large industrial-scale cheese production requires starters that give more reproducible performance and are free of undesirable organisms. These goals have been achieved in two different ways. In the approach broadly favoured in continental Europe, starters are produced by propagating carefully from preserved archive stocks of good artisanal cultures. In Englishspeaking nations, the use of starter cultures containing de®ned mixtures of puri®ed, characterized bacterial strains is more common. Mesophilic and Thermophilic Cultures
Traditional preparation of an unde®ned starter, using some of a successful product batch (or whey from it) as the starter source for the next batch, results in selective enrichment of microorganisms that survive and multiply under cheesemaking conditions. Thus, traditional starters for any particular cheese contain bacteria suited to the traditional manufacturing process (especially the manufacturing temperature pro®le) for that cheese. This interrelation also applies in industrial-scale cheesemaking. `Mesophilic' cheese cultures grow and produce lactic acid at a moderate temperature, whereas `thermophilic' cultures function at higher temperatures. There is no universally recognized exact definition of these terms, but the cultures are easy to distinguish in practice. Mesophilic unde®ned cultures, dominated by strains of Lactococcus lactis, have a typical optimum growth temperature of about 30 � C and are capable of acid production (though not necessarily growth) at a cheese cook temperature of 38±40 � C. Some strains (especially Lc. lactis subsp. cremoris) are more temperaturesensitive than others, and this has been exploited extensively when choosing strains for use in de®nedstrain cultures for Cheddar manufacture. Italian and Swiss cheeses manufactured using a high fermentation temperature (which may range from about 37 � C to over 50 � C) typically use unde®ned mixed starter cultures dominated by thermophilic bacteria with optimum growth temperatures of around 42 � C, mainly Streptococcus thermophilus and various Lactobacillus species. Other bacteria (e.g. Lc. lactis, Enterococcus faecium) may also be present at lower numbers. De®ned-strain starter cultures for making these cheeses usually contain Sc. thermophilus and Lb. helveticus.
264
CHEESE/Starter Cultures: General Aspects
Table 1 Traditional and de®ned culture types and their preparation Description `Natural' milk cultures
Comments
Artisanal. Milk is incubated under conditions that favour the growth of naturally occurring thermophilic lactic acid bacteria, then used as starter.
Low cost. Unde®ned composition. Highly variable composition and performance. Prone to undesirable contamination; microbiologically hazardous. Back-slopped starter Artisanal. Use some of a previous product batch Low cost. Unde®ned composition. as starter. Highly variable composition and performance. Microbiologically hazardous. Whey cultures Artisanal. Starter is produced by incubating Low cost. Unde®ned composition. cheese whey under conditions that favour Variable composition and performance. the growth of desirable (typically With careful handling and some quality thermophilic) lactic acid bacteria. control testing, whey cultures are used on an industrial scale for making some traditional Italian and Swiss cheese types. Unde®ned mixed cultures Cultures (typically descended from artisanal Unde®ned composition. Variable composition (propagated in cheese factory) cultures with desirable properties) are and performance, but less variable than sequentially subcultured at the whey cultures. With careful handling and cheese factory. some quality-control testing these are still in limited use, but have largely been replaced by laboratory-maintained cultures. Unde®ned mixed cultures Cultures (typically descended from artisanal Unde®ned composition. Variability greatly (maintained in laboratory) cultures with desirable properties) are preserved reduced through maintenance of stable and propagated under controlled laboratory stocks (usually frozen) and production of conditions. Supplied to the cheese factory each batch with minimal sequential in frozen or freeze-dried form. subculturing. Used as bulk starter or direct vat inoculum. De®ned-strain starters Laboratory-puri®ed selected strains, free of De®ned composition, usually of only a small microbiological contaminants, preserved and number of strains. This gives a high degree propagated under controlled laboratory of control over starter performance conditions, then blended to give a mixed culture parameters and product properties, with desired properties. Supplied to the cheese as long as strains are carefully selected factory in frozen or freeze-dried form. and managed. Used as bulk starter or direct vat inoculum.
Matching the Starter to the Product
The primary function of all cheese starter cultures is acidi®cation (metabolism by lactic acid bacteria of lactose to lactic acid). However, other starter properties have important effects on the characteristics of the cheese. For example, the dominant characteristics of GruyeÁre depend on the production of gas and propionic acid by strains of Propionibacterium. Gouda relies on gas and diacetyl production by citrate-utilizing Leuconostoc and Lc. lactis subsp. lactis biovar diacetylactis. The texture and stretch of Mozzarella are affected by the level of starter proteolytic activity. Proteolysis and amino acid metabolism are precursors of complex Cheddar ¯avour. For any cheese, the starter (in combination with any added `adjunct' secondary cultures or adventitious non-starter bacteria) must have the correct
microbiological components to bring about the biochemical conversions typical of that cheese. Traditional cultures (including industrial unde®ned mixed starters derived from artisanal precursors) typically contain many strains of many microbial species, including yeasts and moulds as well as bacteria. These all contribute biochemically to the complexity (and to the variability) of the ®nal product. Cheeses made using de®ned-strain starters containing only a few strains of one or two key species (the dominant species of the traditional product) usually have a `cleaner' ¯avour and aroma, i.e. they are less likely to suffer from ¯avour defects but may seem bland to consumers. In response to this issue, users of de®ned starter cultures are making increasing use of ¯avour-enhancing adjunct cultures. These cultures, which may themselves be de®ned or unde®ned, are
CHEESE/Starter Cultures: General Aspects
added at low levels to the starter or separately to the milk in the vat, leading to enhanced ¯avour development and increased control over the nature of that ¯avour. Choosing Starter Cultures
A starter culture must satisfy three basic criteria if it is to be suitable for use in industrial-scale cheese manufacture: reproducible rate of acid production under cheesemaking conditions, predictable characteristics of the cheese produced, and absence of pathogens or spoilage organisms. These criteria cannot reliably be met using artisanal starter preparation procedures. Even under circumstances where time and product speci®cations are not so important (e.g. farmhouse cheesemaking), artisanal techniques pose greater microbiological risks than the use of well-tested cultures propagated by specialist laboratories and culture suppliers. A general idealized scheme for choosing starter cultures is presented in Figure 1. Cheesemaking characteristics Despite recent advances in our knowledge of the genetics, biochemistry and physiology of starter bacteria and of the effect they have on cheese characteristics, starters are generally still chosen on a historical basis; that is, they are chosen for use in a particular factory or
265
for a particular application because they have been used successfully previously. This is especially true of unde®ned mixed cultures. De®ned-strain cultures allow greater control over the composition and properties of the culture. Examination of key properties of each strain (e.g. genetic or biochemical features, growth and acid production characteristics) can lead to rational mixing of strains to form a culture with a desirable set of properties. However, this requires a high level of specialist laboratory testing backed by fundamental research to de®ne the key properties. In the current state of the art, strain selection is guided by a mix of laboratory testing and historical cheesemaking data. Strains are usually subjected to cheesemaking trials before committing to large-scale production. Sensitivity to bacteriophages Viruses that multiply by infecting bacteria are known as bacteriophages (or phages). The most sophisticated modern cheese factories use air ®ltration systems to exclude airborne phages and thorough factory sanitation to inactivate any phage particles that might be present within the factory. However, the milk used in cheesemaking may contain phages (associated with their host bacteria) and these phages survive pasteurization. Phages can also enter the factory in lysogenic (carrying
Culture collection (pure strains)
Culture collection (mixed cultures)
Phage challenge
Phage challenge
Species confirmation Strain identification Performance testing Flavour assessment Phage sensitivity testing
Culture characterization Performance testing Flavour assessment Phage sensitivity testing
Design defined mixed cultures and culture rotations if desired
Design culture rotations if desired
Trial cheesemaking Production of bulk starter inocula Bulk starter growth in factory
Production of direct-vat-inoculation starter concentrate
Cheese production Figure 1 A general idealized scheme for choosing starter cultures. Dotted lines represent feedback from cheese factory to culture supplier.
266
CHEESE/Starter Cultures: General Aspects
temperate phages) starter strains or in phage-contaminated starter cultures. Low levels of phage can often be tolerated without disruption of cheese production, especially if good vat and pipeline cleaning systems are operated between vat ®lls and whey from previous vats is not permitted to contaminate a newly ®lled cheese vat. In the absence of effective precautions (or if a phage is especially virulent), repeated use of the same phagesensitive starter strain will allow phage numbers in the cheese factory to increase. Infection, resulting in the death of infected cells, leads to a reduced rate of lactic acid production by the starter culture which may necessitate an extended fermentation or make it dif®cult to achieve the desired cheese pH and moisture levels. Very severe infection will lead to `dead' vats in which very little acid is produced and cheese production may have to be abandoned. When a starter culture containing a mixture of bacterial strains (and/or a mixture of species) is used, it is unlikely that all strains and species will be infected by the phage present in the cheese factory environment and so completely dead vats are also unlikely. However, killing of one or more components of the culture will affect acid production, and could also alter the metabolic balance of the culture which might signi®cantly alter the characteristics of the cheese. Using the same culture continuously provides ideal conditions for phage numbers to increase (infecting one or more strains in the culture) to a potentially disruptive level. The most widely used strategy to prevent this is culture rotation. A set of cultures is used in which the cultures (i.e. the strains in the cultures) differ in their phage sensitivity. These cultures are used in rotation (i.e. one after the other). Each culture is used for only a short time (depending on the effectiveness of factory sanitation systems and the virulence of extant phages, this might be just a few cheese vats or it might be a day's production or more) so that phage levels remain relatively low. Regular cleaning procedures will reduce the phage numbers before the next use of each culture. Before a culture is used in a factory, it should be tested for sensitivity to phages that are already present in the factory environment and it should be ascertained whether strains in the culture are infected by phages that infect any other strains that are likely to be used in that factory. Ideally, no two strains used should share any phage sensitivity (i.e. they should not be `phage-related') but this is often dif®cult to achieve. Selection of phage-resistant variants A supplier of unde®ned mixed cultures might have many different cultures to choose from, each with different
performance, ¯avour or phage-sensitivity characteristics. Cultures with resistance to particular phages can be selected (this is `selection' in the Darwinian sense) by incubating a mixed culture in the presence of the phage. Only strains resistant to the phage will survive, but the composition and characteristics of the derived culture may be different from the original culture in ways that alter its suitability for cheesemaking. With de®ned-strain mixed cultures, it is possible to identify which of the component strains is infected by phage. As part of the culture management strategy, this one strain can be replaced by another with similar cheesemaking properties but different phage sensitivity (leaving the rest of the culture unchanged). Alternatively, a natural variant of that strain can be selected which is resistant to the phage. Variants must be checked to ensure that their cheesemaking properties are not impaired. Some starter strains carry naturally occurring genetic factors (usually genes carried on plasmids) that diminish their sensitivity to phage infection by `restriction' of phage DNA or by interfering with intracellular phage replication. The molecular mechanism of this interference (often referred to as abortive infection) is not known. Strains with these genetic factors are now well known in the species Lc. lactis, but relatively little research has been done on phage resistance in other starter species. In many examples, the genes can be transferred between strains by the natural mating process known as conjugation so that starter strains with enhanced (but not absolute) resistance to phage infection can be obtained. Genetically modified starter strains Extensive research on the genetics of starter bacteria has made it possible to use the techniques of in vitro genetic manipulation to construct strains with particular characteristics such as phage resistance, altered proteolytic properties or increased diacetyl production. These genetically modi®ed organisms have been used extensively in laboratory research and have contributed to much of our understanding of the details underlying starter characteristics. Whether and when they will be used in industrial cheesemaking will depend on their usefulness (they must satisfy a need) and cost-effectiveness (the research required to generate a strain can be very expensive) as much as on regulatory approval and market acceptance.
Starter Delivery Systems The conditions under which starter cultures are preserved, propagated and distributed for industrialscale cheesemaking must be chosen to maximize
CHEESE/Starter Cultures: General Aspects
consistency of starter composition and acid-producing activity, and to minimize the opportunities for phage infection or other microbial contamination. Primary stocks of mixed cultures and single strains are typically stored deep-frozen (expensive, but most strains survive well) or freeze-dried (cheap longterm storage, though some strains do not survive the process well) on a laboratory scale. Propagation is standardized (each culture producer will have their own method, but consistency is important) and the number of subcultures is kept to a minimum. This is particularly important for unde®ned cultures in which the relative cell numbers of different strains might change and some strains might be lost if conditions are not controlled carefully. The starter culture inoculum required to make cheese will depend on the manufacturing process (i.e. the cheese type), on milk quality (i.e. milk composition and inhibitory substances) and on the inherent acid-producing activity of the starter culture, but may be as high as 109±1010 cells for each litre of cheese milk. Stock cultures are used as the inoculum for larger cultures, with sequential growth of larger and larger cultures until a suf®cient inoculum for cheese manufacture is obtained. Two alternative systems are employed for delivering this inoculum to the vat: growth of a large volume of fresh culture (bulk starter) in the cheese factory or prior preparation of a culture concentrate (frozen or freezedried culture for direct inoculation of the cheese vat) by an external culture supplier.
numbers obtained. Greater cell numbers can be reached if the pH is held higher during at least part of the culture growth. This can be achieved using `internal' pH control (addition of buffering agents such as phosphate or carbonate to the medium) or `external' pH control (manual or automated addition of alkali such as sodium hydroxide, potassium hydroxide or ammonium hydroxide) to raise the pH of the medium during growth. Reliable preparation of consistent bulk starter is beyond the technical and economic reach of many small-scale cheesemakers. The main features of a modern bulk starter growth unit ± thorough cleaning and sterilization systems, air ®ltration, temperature control, pH control and rapid cooling ± are illustrated in Figure 2. Growth temperature and optimum pH will depend on the starter being used. Typically, after 16±20 h of growth, the culture is chilled rapidly to less than 10 � C. The culture will retain good activity for 24±48 h at 4 � C, as long as the pH is not too low (typically pH 5.0±5.2 for mesophilic cultures; thermophiles will generally tolerate more acidic conditions). The starter is delivered to vats via calibrated dosing pumps or through a weight-based dosing system.
Sterile airflow
CIP inlet
Stirrer motor Alkali inlet Inspection hatch
Bulk Starter
The inoculum for bulk starter production can be prepared in-house, but it is now much more common to use an inoculum (in frozen or freeze-dried form) prepared by an external specialist culture supplier. The size of the bulk starter growth vessel will depend on factory requirements, but 10 000-l vessels are not uncommon in large factories. Various growth media are used, including milk (full-fat or skimmed), reconstituted powdered milk and a range of wheybased media with supplements (e.g. yeast extract) to enhance growth. Media formulated to minimize opportunities for phage infection during bulk starter growth are typically whey-based and have added phosphate or citrate which sequester calcium (infection by most phages of lactic acid bacteria requires free calcium). The growth medium is sterilized by heat treatment, either in the vessel or through an external UHT heat exchanger. The lactic acid produced during growth of the bulk starter culture lowers the pH of the medium and is a major factor in limiting the bacterial cell
267
Inoculation port
pH and temperature monitor
pH probe
pH probe port Inlet and drain pipes and valves
Figure 2 Features of a modern bulk starter growth vessel. The vessel is water-jacketed to provide temperature control. CIP, cleaning-in-place.
268
CHEESE/Starter Cultures: General Aspects
Cultures for Direct Vat Inoculation
The essential features of direct vat inoculation (DVI) cultures are that they are grown in large volumes by the culture supplier, concentrated (typically by centrifugation) and then frozen or freeze-dried for storage and transportation to the cheese factory. The concentrated culture is added directly to the vat, with no need for on-site starter propagation. DVI starters have become more accessible in recent times as the technology for concentration and preservation has been improved. DVI can provide advantages, especially for factories that lack the specialized facilities and trained personnel necessary for reliable bulk starter preparation. Under ideal conditions of hygiene and milk composition stability, consistent cheese manufacture can be achieved because the starter inoculum can be pretested and standardized. Starter propagation and concentration by an external supplier reduces the probability of contamination of the starter by phages from the cheese factory environment. Commercial frozen and freeze-dried cultures Frozen DVI cultures suffer from two main drawbacks, i.e. bulkiness and a short shelf-life. They are therefore usually marketed within the country of production where cost-effective refrigerated transport is available. The short shelf-life is associated with a lack of large ultra-low temperature freezers on factory sites that can cope with the bulk of the product. Freeze-dried cultures are now available for all types of starter cultures in standard sachets or customized for individual requirements. The shelf life at room temperature is typically more than 6 months but can be extended for more than 1 year if refrigerated or kept at ÿ10 � C or less. The technology for freeze-drying has advanced empirically, giving high survival and activity rates upon resuscitation of the cells in milk. However, the freeze-drying process itself is not applicable with the same ef®ciency to all strains, even within the same species. For example, there are only a few strains of Lb. delbrueckii subsp. bulgaricus that can be freeze-dried with high levels of survival and activity in milk. Because the number of strains that can be freeze-dried economically is restricted, it can become dif®cult to maintain a proper bacteriophage control programme and to this extent the continuous use of DVI freezedried cultures can present some real risks to the cheese-maker if the same strains are used on consecutive days for extended periods. The bacterial physiology associated with the freeze-drying process is still poorly understood. At
present, there is great interest in the stress proteins produced by lactic acid bacteria and it is hoped that a deeper basic understanding of these proteins will bring about a marked improvement in the freeze-drying process. Uses of DVI cultures All types of cheese and fermented milk drinks can be made using DVI primary cultures. The extent of usage is limited by the scale of operation and types of cheese made. In general, cheeses that require rapid production of lactic acid during the ®rst 2±3 h (e.g. Cheddar) require a high inoculum level. In these cases, the use of DVI is very expensive. Typically, any plant producing more than 10 000 tonnes of cheese per annum would ®nd the use of DVI a major cost item. On the other hand, smaller plants would ®nd DVI more convenient and more economical than bulk starter. Secondary `adjunct' cultures which are used to control or enhance the secondary fermentations in cheese are ideally suited to be supplied in DVI form. These cultures are added at the set stage, do not grow during the manufacturing phase (2±5 h) but are entrapped within the curd and will grow to higher numbers during the ripening period. The inoculum size of the DVI adjunct culture can also be increased to provide the enzymes required for ¯avour compound formation. See also: Bacteriophage in the Dairy Industry. Cheese: Overview; Starter Cultures: Specific Properties. Lactic Acid Bacteria, Taxonomy.
Further Reading Cogan TM (1995) History and taxonomy of starter cultures. In: Cogan TM and Accolas JP (eds.) Dairy Starter Cultures, pp. 1±23. New York: VCH. Cogan TM and Hill C (1993) Cheese starter cultures. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, 2nd edn, vol. 1, General Aspects, pp. 193±255. London: Chapman & Hall. Forde A and Fitzgerald GF (1999) Bacteriophage defence systems in lactic acid bacteria. Antonie van Leeuwenhoek 76: 89±113. Limsowtin GKY, Powell IB and Parente E (1995) Types of starters. In: Cogan TM and Accolas JP (eds.) Dairy Starter Cultures, pp. 101±129. New York: VCH. McSweeney PLH and Sousa MJ (2000) Biochemical pathways for the production of ¯avour compounds in cheese during ripening: a review. Lait 80: 293±324. Monnet V, Condon S, Cogan TM and Gripon JC (1995) Metabolism of starter cultures. In: Cogan TM and Accolas JP (eds.) Dairy Starter Cultures, pp. 47±99. New York: VCH.
CHEESE/Starter Cultures: Speci®c Properties
Starter Cultures: Speci®c Properties M C Broome, I B Powell and G K Y Limsowtin, Australian Starter Culture Research Centre, Werribee, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The bacteria used in starter cultures perform one or more of the following functions in cheese: 1. Lactose metabolism, producing lactic acid, which minimizes the growth of spoilage and pathogenic organisms in the cheese. 2. Production of ¯avour compounds to enhance the organoleptic properties of the cheese. 3. Production of other antimicrobial substances which reduce the risk of survival and proliferation of pathogens. 4. Production of a wide range of proteolytic enzymes which play an active role in generating a ¯avour pro®le during maturation of the cheese. 5. There is now an increasing expectation that starter cultures can also enhance the healthpromoting properties of the cheese. These properties have a signi®cant impact on the ®nal product. For instance, the rate and amount of lactic acid produced will determine the amount of moisture lost, the ®nal pH and residual lactose in the curd, which in turn will have a strong in¯uence on the maturation rate and ®nal ¯avour pro®le of the cheese. The biochemistry, physiology and genetics of some of the major starter bacteria will be discussed in this article.
Starter Species Involved in Cheesemaking Taxonomy of bacteria involved in cheesemaking has made some steady but meaningful progress since the mid-1980s (see Lactic Acid Bacteria, Taxonomy). The transfer of Streptococcus lactis and Sc. cremoris to the new genus Lactococcus and the reorganization of lactobacilli are notable and signi®cant steps. The species commonly used in modern cheesemaking are now classi®ed in eight genera (Table 1). The bulk of all fermented dairy products are made using strains belonging to the genera Lactococcus, Streptococcus, Leuconostoc and Lactobacillus, which perform the primary acidi®cation of the milk and participate in
269
the maturation process. Enterococcus strains are normally found in raw milk cheese and are now increasingly used in de®ned starters. Pediococci and some lactobacilli are found in ripened cheese where they can contribute signi®cantly to ¯avour. Their use as adjunct cultures is increasing because they can offer some control in speci®c ¯avour pro®le development. Brevibacteria are important in many soft ripened cheeses, while propionibacteria are well known for their role in GruyeÁre and Emmental.
Starter Biochemistry Cheese ¯avour and texture development are dependent on the biochemical degradation of lactose, lactate, citrate, milk fat and caseins to a large range of chemical compounds. However, while many of these have been implicated in cheese ¯avour, no individual compound appears to be totally responsible. Instead, characteristic cheese ¯avour appears to be dependent on many compounds that are present in the correct ratios and concentrations, often referred to as the component balance theory. Carbohydrate Metabolism
A summary of the principal pathways in lactic acid bacteria for the metabolism of lactose (the major milk sugar) and citric acid is shown in Figure 1. The transport of lactose into the cell requires energy that in the lactococci is sourced via energy-rich phosphoenol pyruvate (PEP), an intermediate of the glycolytic pathway. This is part of a transport mechanism referred to as the phosphoenol pyruvate phosphotransferase system (PEP-PTS) in which the lactose is phosphorylated as it is transported across the cell membrane. Once inside the cell, phosphorylated lactose is hydrolysed by the enzyme phospho-bgalactosidase (EC 3.2.1.85) to glucose and galactose6-phosphate. In other dairy starter bacteria, including Streptococcus thermophilus, leuconostocs, lactobacilli and the bi®dobacteria, lactose transport appears to be via a speci®c protein (a permease) that translocates the lactose into the cell without modi®cation, although in many of these organisms the exact nature of the system used is still unclear. The lactose is then hydrolysed by the enzyme b-galactosidase (EC 3.2.1.23) to glucose and galactose. The energy required for this system is provided in the form of proton motive force (PMF) or other transmembrane potential. This usually involves the simultaneous transport of a biochemical moiety either into or out of the cell. In a number of organisms (Sc. thermophilus, Lactobacillus delbrueckii subsp. bulgaricus and Lb. delbrueckii subsp.
Table 1 Main bacteria associated with cheese-making Species / subspeciesa Lactococcus Lc. lactis subsp. lactis
Lc. lactis subsp. lactis biovar diacetylactis Lc. lactis subsp. cremoris Streptococcus Sc. thermophilus
Lactobacillus Lb. acidophilus Lb. delbrueckii subsp. bulgaricus Lb. delbrueckii subsp. lactis Lb. helveticus
Lb. casei Lb. plantarum Lb. rhamnosus Lb. buchneri Lb. fermentum Leuconostoc Ln. mesenteroides subsp. cremoris
Enterococcus Ec. faecium Ec. faecalis Pediococcus Pc. acidilactici Pc. pentosaceus Brevibacterium Brev. linens
Propionibacterium Prop. acidipropionici
Prop. freudenreichii subsp. shermanii a
Morphology, main uses and other comments b
Type strain c
Cocci (spherical or ovoid) in pairs and chains; 0.5±1.2 � 0.5±1.5 mm. Mesophilic starter for many cheese types. Cocci (spherical or ovoid) in pairs and chains. Gouda, Edam, sour cream, lactic butter. No longer regarded as a separate species or subspecies. Cocci (spherical or ovoid) in pairs and chains. Mesophilic starter for many cheese types.
ATCC 19435, DSM 20481, NCDO 604
Cocci (spherical, ovoid or elongated) in pairs and chains; 0.5±2.0 mm diameter. Thermophilic starter for yoghurt and many cheese types, especially hard and semihard high-cook cheeses.
ATCC 19258, DSM 20617, NCDO 573
Rods. `Probiotic' adjunct in cheese and yoghurt. Homofermentative. Rods; 0.6 � 4.5±10 mm. Thermophilic starter for yoghurt and many cheese types, especially hard and semihard high-cook cheeses. Homofermentative. Rods; 0.5 � 5 mm. Fermented milks, high-cook cheese. Homofermentative. Rods; 0.8±1.0 � 4.0±5.0 mm. Thermophilic starter for fermented milks and many cheese types, especially hard and semihard high-cook cheeses. Homofermentative. Rods; 0.4±0.6 � 1.0±1.5 mm. Cheese ripening adjunct culture. Facultatively heterofermentative. Rods; 0.6±0.8 � 1.0 mm. Cheese ripening adjunct culture. Facultatively heterofermentative. Rods; 0.6±0.8 � 1.0 mm. Cheese ripening adjunct culture. Facultatively heterofermentative. Rods. Often found in ripened cheese. Heterofermentative. Rods; 0.6 � 1.5 mm. Often found in ripened cheese. Heterofermentative.
ATCC 4356, DSM 20079, NCDO 1748
ATCC 19257, DSM 20069, NCDO 607
ATCC11842, DSM 20081, NCDO 1489
ATCC 12315, DSM 20072, NCDO 1438 ATCC 15009, DSM 20075, NCDO 2712
ATCC 393d, DSM 20011, NCDO 161 ATCC 14917, DSM 20174, NCDO 1752 ATCC 7469, DSM 20021, NCDO 243 ATCC 4005, DSM 20057, NCDO 110 ATCC 14931, DSM 20052, NCDO 1750
Cocci (spherical or ovoid) in pairs and chains; 0.5±0.7 � 0.7±1.2 mm. Mesophilic. Gouda, Edam, fresh cheese, lactic butter, sour cream.
ATCC 19254, DSM 20346, NCDO 543
Cocci (spherical or ovoid) in pairs and short chains; 0.6±2.0 � 0.6±2.5 mm. Raw milk cheese. Cocci (spherical or ovoid) in pairs and short chains. Raw milk cheese.
ATCC 19434, DSM 20477, NCDO 942
Spherical cocci in tetrads; 1.0±2.0 mm. Often found in ripened cheese. Spherical cocci in tetrads. Often found in ripened cheese.
ATCC 19433, DSM 20478, NCDO 581
DSM 20284, NCFB 2767 ATCC 33316, DSM 20336, NCDO 990
Irregular rods; single cells, pairs and in V shapes; 0.6±1.2 � 1.5±6.0 mm. Camembert, Stilton, Limburger.
ATCC 9172, DSM 20425, NCIB 9909
Pleomorphic rods, often club shaped or branched; 0.5±0.8 � 1.5 mm. GruyeÁre, Emmental. Pleomorphic rods. GruyeÁre, Emmental.
ATCC 25562, DSM 4900
ATCC 9614, DSM 4902, NCDO 853
Taxonomic information can be found in Lactic Acid Bacteria, Taxonomy. Sizes are indicative only, and may vary greatly depending on strain and growth conditions. Data from Holt JG, Krieg NR, Sneath PHA, Staley JT and Williams ST (1994) Bergey's Manual of Determinative Bacteriology, 9th edn. Baltimore: Williams & Wilkins, and from Dellaglio F, de Roissart H, Torriani S, Curk MC and Janssens D (1994) CaracteÂristiques geÂneÂrales des bacteÂries lactiques. In: de Roissart H and Luquet FM (eds.) BacteÂries Lactiques, Aspects Fondamentaux et Technologiques, vol. 1, pp. 25±116, Uriage: Lorica. c Common alternative type strain designations. d A proposal has been made to reclassify this strain as Lb. zeae and to designate a new type strain. b
CHEESE/Starter Cultures: Speci®c Properties
271
Thermophiles Lactococci
Leuconostoc
Lactose Lactose
Lactose PMF
PEP.PTS
PMF?
Lactose
Lactose
Lactose-P
Glucose
Galactose
Glucose Galactose-6-P
Glucose-6-P
Glucose-1-P
Glucose-6-P CO2
Tagatose-1,6-biP
Fructose-1,6-biP
Xylulose-5-P Acetaldehyde
Glyceraldehyde-3-P
Dihydroxyacetone-P
Ethanol Formate
CO2 Oxaloacetic acid Citric acid
AcetaldehydeTPP
Pyruvate
CO2
α-Acetolactate
Acetate
Acetyl-CoA
Acetate
Diacetyl CO2
Acetaldehyde
Acetoin Ethanol 2,3-Butanediol
Tagatose and glycolytic pathways Leloir pathway Lactate Phosphoketolase pathway Pyruvate formate lyase pathway Pyruvate dehydrogenase complex pathway Citrate metabolic pathway Pathway unclear
Figure 1 General pathways for carbohydrate catabolism by lactic acid bacteria. PEP.PTS, phosphoenol pyruvate phosphotransferase system; PMF, proton motive force.
lactis) that are noted for their inability to metabolize galactose, the molecule simultaneously exported from the cell is galactose. Under normal growth conditions in milk, lactococci metabolize galactose-6-phosphate and glucose via the tagatose and glycolytic pathways, respectively, to pyruvate, the vast majority of which is converted to lactic acid by the enzyme lactate dehydrogenase (EC 1.1.1.27). However, where lactococci are fermenting galactose or fermenting glucose or lactose at growth-limiting rates, products other than lactic acid can be formed from pyruvate. The enzyme pyruvate formate lyase (EC 2.3.1.54) is able to convert pyruvate to formate, acetate, acetaldehyde
and ethanol under anaerobic conditions and at high pH (>7.0). Under aerobic conditions and at pH 5.5 to 6.5, pyruvate can be converted to acetate, acetaldehyde, ethanol and the minor products acetoin, diacetyl and 2,3-butanediol via the multienzyme pyruvate dehydrogenase complex. Starter cultures that use a permease system to transport lactose into the cell also metabolize glucose via the glycolytic pathway to lactic acid. The galactose portion is either excreted, as in strains of Sc. thermophilus, Lb. delbrueckii subsp. bulgaricus and Lb. delbrueckii subsp. lactis, or metabolized via the Leloir pathway present in Lb. helveticus and a few strains of Lb. delbrueckii subsp. lactis to
272
CHEESE/Starter Cultures: Speci®c Properties
glucose-6-phosphate and, ultimately, lactic acid. In Leuconostoc, the glucose portion of lactose is metabolized to carbon dioxide, ethanol and lactic acid via the phosphoketolase pathway while the galactose appears to be converted to glucose-6-phosphate and, ®nally, lactic acid by the Leloir pathway. Citric acid metabolism occurs only in citratefermenting strains of Lc. lactis subsp. lactis and Leuconostoc. In lactococci, citrate is converted to acetate, carbon dioxide and pyruvate which is then converted to acetate, diacetyl, acetoin, 2,3-butanediol and carbon dioxide. In Leuconostoc, the pyruvate produced from citrate is converted to lactate although at low pH and in the absence of glucose (or lactose) Leuconostoc will produce diacetyl and acetoin. Acetate is also formed via the heterofermentative metabolism of lactose during cometabolism with citrate. Lipolysis
The limited enzymatic hydrolysis of milk fat triacylglycerides to free fatty acids and glycerol, monoacylglycerides or diacylglycerides is essential for the development of typical ¯avour in cheese. The enzymes involved, lipases (EC 3.1.1.3) and esterases (EC 3.1.1.1), originate from a number of sources, including the milk, starter bacteria, non-starter bacteria and, in certain cheeses, the coagulant. However, most starter cultures do not possess high lipolytic activity although should they grow to high numbers and survive in cheese for an extended period they can impact on the degradation of fats in cheese. Both esterases (EC 3.1.1.1), arbitrarily de®ned as enzymes that hydrolyse substrates (soluble esters of shortchain fatty acids) in solution, and lipases (EC 3.1.1.3), arbitrarily de®ned as enzymes that preferentially hydrolyse acylglycerol esters in emulsion, are present in starter bacteria and appear to be intracellular. Free fatty acids can contribute directly to cheese ¯avour, react with alcohols or free sulphydryl groups to form esters and thioesters, respectively, or act as precursors of a number of other ¯avour compounds, such as lactones. Protein Degradation
As approximately 90% of the growth of lactococci in milk is supported by casein-derived peptides, these organisms possess a complex proteolytic system. The system consists of one cell envelope-associated proteinase which hydrolyses casein to oligopeptides (4±8 amino acid residues), an ATP-dependent oligopeptide transport system, di/tripeptide transport systems for hydrophilic and hydrophobic substrates, and at least
Casein Cell wall Membrane Cytoplasm PrtP
Opp
Oligopeptides Peptidases
DtpT
Di- and tripeptides Peptidases
AAt System
Amino acids
Flavour compounds Cell protein
Figure 2 General pathway for casein catabolism by lactic acid bacteria. PrtP, cell wall-bound extracellular proteinase; Opp, oligopeptide transport system; DtpT, di/tripeptide transporter; AAt, amino acid transport system.
10 amino acid transport systems (Figure 2). Located within the cell is an array of peptidases with both broad and narrow speci®cities that degrade the peptides to amino acids, which are utilized for synthesis of the cell's own protein. In maturing cheese, starter bacteria slowly decrease in numbers, while many of their proteolytic enzymes are still active and can be released into the cheese medium as the cells lyse. It is these enzymes, particularly the peptidases, along with other proteinases and peptidases (originating from the milk, the coagulant and non-starter lactic acid bacteria) that play a signi®cant role in forming amino acids that are in turn the precursors for speci®c cheese ¯avour compounds. The pathways for the conversion of amino acids to ¯avour compounds are still not clear although the different enzymes involved have decarboxylase, deaminase or transaminase activity or they modify amino acid side chains. The principal compounds formed are amines, other amino acids, a-keto acids and sulphur compounds. In lactococci, transamination in which the a-amino group of the amino acid is transferred to a keto acid acceptor appears to be the ®rst step in the degradation of aromatic and branched chain amino acids. One of the key amino acids in the formation of ¯avour compounds is methionine. This amino acid is transaminated using a-ketoglutarate as the amino group acceptor to form 4-methylthio-2oxobutyrate which appears to be degraded either
CHEESE/Starter Cultures: Speci®c Properties
nonenzymically or enzymically to form methanethiol. Methanethiol in turn is the precursor to a number of potential ¯avour compounds such as dimethyl sulphide, dimethyl disulphide and S-methylthioesters.
Physiological Factors affecting Starter Activity during Cheesemaking The growth of starter bacteria in milk during cheesemaking and in other fermented milk products is dependent on physiological factors which must be well understood by the manufacturer in order to properly control the entire process, including maturation. Milk itself is not a uniform substrate, being a changeable metabolic product of the cow and depending on the breed of cow, the stage of lactation, the adequacy of the feed and the climate and environment. The bulking of large volumes of milk at the manufacturing site in large silos (often more than 300 000 l) has been a key factor in providing some uniformity in milk composition and hence consistency in cheese make and composition. The factors relating to the cheesemaking process that affect starters during growth in milk must be considered in this context to allow a thorough understanding of the concomitant physical changes occurring in the curd. Setting Temperature
The setting temperature of the cheesemilk and its gradual increase to reach the cooking temperature are very important parameters in the cheesemaking process. The setting temperature usually matches the optimum growth temperature of the culture used (about 32 � C for mesophiles and about 37 � C for thermophiles). This will allow the starter bacteria to reach their exponential growth phase in the shortest possible time and hence will determine the overall length of the cheesemaking process. The cooking temperature is usually reached over a 30±40 min period. Too rapid an increase can affect starter activity in the postdrain period, hence a gradual increase in temperature is normally adopted. Lactose Metabolism
Metabolism of milk lactose by the starter bacteria is another crucial factor that affects the syneresis of the curd, the level of moisture in the curd, and the level of residual lactose in the curd after pressing. During most cheesemaking processes, the initial stage is set at an optimum temperature for the starter bacteria so that lactose metabolism and lactic acid production rate are at a maximum. During this time, the coagulum is usually cut into small cubes and heat is gradually applied to just beyond the optimum when
273
sometimes growth is uncoupled but lactose metabolism is still proceeding. The bulk of the whey is usually removed at that stage while lactic acid production continues within the aqueous phase of the curd particles. This will lead to the accumulation of high levels of lactate, which in turn affects the growth of the starter bacteria. Different starter species have different optimal pH (e.g. pH 5.5±6.2 for lactobacilli and 6.3±6.5 for lactococci and leuconostocs). The basis for the different pH optima that can be tolerated by the starter stems from the internal cell pH sustainable by a particular strain or species. Lactobacilli can tolerate a signi®cantly more acidic cytoplasm pH of 4.4 (which they can maintain if the external pH falls to 3.4) than lactococci (minimum cytoplasmic pH of 5.7 at an external pH of 4.5). Effect of Salting
Addition of salt (NaCl) to the curd, a common practice in most cheeses, will also affect the growth of the starter bacteria. Most lactic acid bacteria are partially or fully inhibited by a level of NaCl higher than 5%. However, different strains have different salt tolerance, hence this criterion in starter selection is important to ensure that cheese pH can be controlled after the cheese has been made. Cheese salted by direct addition of salt to the curd (dry salting) will encounter a rapid inhibition of acid production by the starter bacteria. By contrast, cheese salted by immersion in brine will take a relatively longer time to control the acid development. Judicious selection of starter strains with different responses to pH and salt can therefore be used to control the type of cheese that will be obtained after maturation.
Starter Genetics Little was known about the genetics of starter bacteria until the emergence of techniques for DNA analysis. Examination of plasmid-encoded traits began in the 1970s, followed by studies (mostly using recombinant DNA techniques) on chromosomal genes. The current taxonomic scheme, modi®ed in recent years on the basis of DNA hybridization studies and comparative analysis of homologous gene sequences, is described elsewhere in this Encyclopedia (see Lactic Acid Bacteria, Taxonomy). The Chromosome
The starter species Lactococcus lactis is the most thoroughly studied lactic acid bacterium (LAB), and serves as a model for studies on other species. Complete genome sequencing of one strain of Lc. lactis
274
CHEESE/Starter Cultures: Speci®c Properties
indicates that its single circular chromosome is 2.35 Mb (2.35 � 106 base pairs) of double-stranded DNA, with genes encoding about 1500 proteins. The functions of about half of these genes have been hypothesized; a much smaller number of functions have been determined experimentally. Estimates of LAB chromosome sizes (derived from pulsed-®eld electrophoresis studies) range from about 1.7 Mb to about 3.4 Mb. Species examined in various studies include Lc. lactis (1.8±2.6 Mb), Sc. thermophilus (1.7±2.3 Mb), Leuconostoc mesenteroides (1.8± 2.0 Mb), Lb. acidophilus (� 1.9 Mb) and Lb. helveticus (1.9±2.0 Mb). It is not known to what extent the variation in size (within and between species) re¯ects inaccuracies in the estimations, differences in genetic complexity (a greater number of genes might signify a broader range of biochemical and physiological options available to the organism) or different numbers of prophages or repeated sequences (see below). Such information is likely to become available from whole-genome DNA sequences. The lactococcal chromosome carries six ribosomal RNA (rRNA) gene operons and 62 transfer RNA (tRNA) genes (corresponding to the 20 standard amino acids), most of them organized in four large operons. Two to six rRNA operons are known in other LAB, though for most species such details are not available. Many bacterial chromosomes carry identi®able elements such as integrated prophage DNA (functional temperate phage genomes or defective remnants of phage genomes), repeated sequences (e.g. insertion sequence (IS) elements) and transposable elements (transposons). The sequenced Lc. lactis genome carries at least 40 IS elements (®ve different types) and perhaps ®ve prophages. The lactococcal transposon Tn5276 carries genes for sucrose metabolism, reduced sensitivity to phage infection, nisin (production of and resistance to nisin, a lantibiotic bacteriocin) and conjugal transfer. Other species of LAB and other cheese-associated bacteria are less well studied, but both prophages and IS elements are known in Sc. thermophilus and several species of Lactobacillus.
Plasmid-associated characteristics Plasmids are remarkably common in strains of Lc. lactis. Most strains have several plasmids; sizes range from about 2 kb to over 100 kb (Figure 3). Some of these plasmids are important for the dairy exploitation of lactococcal starters, because they carry genes necessary for various properties, including lactose transport and metabolism, production of the major cell-surface proteinase, citrate transport, production of and resistance to bacteriocins, and enhanced resistance to bacteriophage infection through DNA restriction/ modi®cation systems and `abortive infection' systems of generally unknown mechanism. Though less well studied, it seems that a similar range of properties is encoded by plasmids in at least some strains of various species of Lactobacillus. Plasmid genes associated with lactose metabolism, citrate metabolism and bacteriocin production have been reported in strains of Leuconostoc. Bacteriocin production is plasmid-associated in some strains of Pediococcus and Carnobacterium. However, plasmids are rare in Lb. delbrueckii subsp. bulgaricus. Also, most strains of Sc. thermophilus have no plasmids, and most of the plasmids that have been studied are cryptic. Other bacteria associated with dairy products (e.g. Bi®dobacterium, Propionibacterium, Enterococcus) also have plasmids and most are cryptic.
Plasmids
Plasmids are relatively small, usually circular, DNA molecules. Most plasmids that have been found in lactic acid bacteria are cryptic, that is, their presence or absence has no apparent effect on growth, survival or other observed properties of the bacterium. Plasmids typically do not carry genes that are essential for bacterial survival, though many carry genes that confer advantages under particular conditions.
Figure 3 Agarose gel electrophoresis of lactococcal plasmids. Closely related strains show similar plasmid pro®les, but other strains do not.
CHEESE/Secondary Cultures
Plasmid transfer and plasmid instability Many plasmids carry genes that enable them to transfer copies from one bacterial cell to another by conjugation (mating). This usually occurs between cells of the same species, but transfer between species (at a very low frequency) has been observed. DNA rearrangements (deletion of part of a plasmid or recombination events between plasmid molecules or plasmid and chromosome) and base sequence mutations result in plasmid changes that can alter the genes carried or the way in which the genes are expressed. Rearrangements via DNA recombination between plasmids carrying related DNA sequences (replication regions, repeated sequences or other genes) are not uncommon. Plasmids, especially large plasmids that usually exist as only one or a few plasmid molecules per bacterial cell, are sometimes `lost' during bacterial cell division. This is usually a low-frequency event but with some plasmids in some strains (e.g. the proteinase plasmid in some lactococcal starters) causes an observable rate of plasmid loss that results in signi®cant changes in the properties of a culture.
275
Davidson BE, Kordias N, Dobos M and Hillier AJ (1996) Genomic organization of lactic acid bacteria. Antonie van Leeuwenhoek 70: 161±183. Forde A and Fitzgerald GF (1999) Bacteriophage defence systems in lactic acid bacteria. Antonie van Leeuwenhoek 76: 89±113. McSweeney PLH and Sousa MJ (2000) Biochemical pathways for the production of ¯avour compounds in cheese during ripening: a review. Lait 80: 293±324. Monnet V, Condon S, Cogan TM and Gripon JC (1995) Metabolism of starter cultures. In: Cogan TM and Accolas JP (eds.) Dairy Starter Cultures, pp. 47±99. New York: VCH. Stiles ME and Holzapfel WH (1997) Lactic acid bacteria of foods and their current taxonomy. International Journal of Food Microbiology 36: 1±29.
Secondary Cultures F P Rattray, Chr. Hansen, Hùrsholm, Denmark Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Genetic Improvement of Starter Strains
Conjugal transfer of plasmids and transposons (especially those carrying phage-resistance genes) via natural mating of strains has been used to enhance the industrial usefulness of many lactococcal strains. It is also possible to introduce plasmids into strains using membrane permeabilization techniques, such as electroporation. Development of in vitro genetic manipulation techniques has also made it possible to construct strains with particular modi®ed characteristics. These strains have been very useful in laboratory studies to de®ne desirable starter properties for cheesemaking. See also: Bacteriophage in the Dairy Industry. Cheese: Starter Cultures: General Aspects. Lactic Acid Bacteria, Taxonomy.
Further Reading Bolotin A, Mauger S, Malarme K, Ehrlich SD and Sorokin A (1999) Low-redundancy sequencing of the entire Lactococcus lactis IL1403 genome. Antonie van Leeuwenhoek 76: 27±76. Cocaign-Bousquet M, Garrigues C, Loubiere P and Lindley ND (1996) Physiology of pyruvate metabolism in Lactococcus lactis. Antonie van Leeuwenhoek 70: 253±267. Cogan TM and Hill C (1993) Cheese starter cultures. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, 2nd edn, pp. 193±255. London: Chapman & Hall.
Introduction Secondary cheese cultures may be de®ned as those cultures used for the manufacture of cheese, in which their principal function is to develop and control the ¯avour, colour or texture of the cheese. The growth and development of secondary cheese cultures are normally preceded by the fermentation of lactose to lactate by the primary cheese starter culture, which consists of mesophilic or thermophilic lactic acid bacteria. The contribution of secondary cheese cultures to milk acidi®cation is limited or nonexistent, due to their aerobic metabolism or inability to utilize lactose. The main secondary cheese cultures and their respective roles in cheese ripening are summarized in Table 1. For Camembert cheese, in addition to the primary cheese starter culture, a secondary culture consisting of Penicillium camemberti is used; the metabolic activities of P. camemberti have a signi®cant affect on the ®nal ¯avour, colour and textural properties of the ripened cheese. In contrast, for Cheddar cheese, no secondary cheese culture is employed, and ¯avour generation is dependent on the metabolic activity and enzyme complement of the primary cheese starter culture and on adventitious non-starter lactic acid bacteria (NSLAB). Cheese varieties such as Edam and Gouda are manufactured using a starter culture consisting of homofermentative
CHEESE/Secondary Cultures
Plasmid transfer and plasmid instability Many plasmids carry genes that enable them to transfer copies from one bacterial cell to another by conjugation (mating). This usually occurs between cells of the same species, but transfer between species (at a very low frequency) has been observed. DNA rearrangements (deletion of part of a plasmid or recombination events between plasmid molecules or plasmid and chromosome) and base sequence mutations result in plasmid changes that can alter the genes carried or the way in which the genes are expressed. Rearrangements via DNA recombination between plasmids carrying related DNA sequences (replication regions, repeated sequences or other genes) are not uncommon. Plasmids, especially large plasmids that usually exist as only one or a few plasmid molecules per bacterial cell, are sometimes `lost' during bacterial cell division. This is usually a low-frequency event but with some plasmids in some strains (e.g. the proteinase plasmid in some lactococcal starters) causes an observable rate of plasmid loss that results in signi®cant changes in the properties of a culture.
275
Davidson BE, Kordias N, Dobos M and Hillier AJ (1996) Genomic organization of lactic acid bacteria. Antonie van Leeuwenhoek 70: 161±183. Forde A and Fitzgerald GF (1999) Bacteriophage defence systems in lactic acid bacteria. Antonie van Leeuwenhoek 76: 89±113. McSweeney PLH and Sousa MJ (2000) Biochemical pathways for the production of ¯avour compounds in cheese during ripening: a review. Lait 80: 293±324. Monnet V, Condon S, Cogan TM and Gripon JC (1995) Metabolism of starter cultures. In: Cogan TM and Accolas JP (eds.) Dairy Starter Cultures, pp. 47±99. New York: VCH. Stiles ME and Holzapfel WH (1997) Lactic acid bacteria of foods and their current taxonomy. International Journal of Food Microbiology 36: 1±29.
Secondary Cultures F P Rattray, Chr. Hansen, Hùrsholm, Denmark Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Genetic Improvement of Starter Strains
Conjugal transfer of plasmids and transposons (especially those carrying phage-resistance genes) via natural mating of strains has been used to enhance the industrial usefulness of many lactococcal strains. It is also possible to introduce plasmids into strains using membrane permeabilization techniques, such as electroporation. Development of in vitro genetic manipulation techniques has also made it possible to construct strains with particular modi®ed characteristics. These strains have been very useful in laboratory studies to de®ne desirable starter properties for cheesemaking. See also: Bacteriophage in the Dairy Industry. Cheese: Starter Cultures: General Aspects. Lactic Acid Bacteria, Taxonomy.
Further Reading Bolotin A, Mauger S, Malarme K, Ehrlich SD and Sorokin A (1999) Low-redundancy sequencing of the entire Lactococcus lactis IL1403 genome. Antonie van Leeuwenhoek 76: 27±76. Cocaign-Bousquet M, Garrigues C, Loubiere P and Lindley ND (1996) Physiology of pyruvate metabolism in Lactococcus lactis. Antonie van Leeuwenhoek 70: 253±267. Cogan TM and Hill C (1993) Cheese starter cultures. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, 2nd edn, pp. 193±255. London: Chapman & Hall.
Introduction Secondary cheese cultures may be de®ned as those cultures used for the manufacture of cheese, in which their principal function is to develop and control the ¯avour, colour or texture of the cheese. The growth and development of secondary cheese cultures are normally preceded by the fermentation of lactose to lactate by the primary cheese starter culture, which consists of mesophilic or thermophilic lactic acid bacteria. The contribution of secondary cheese cultures to milk acidi®cation is limited or nonexistent, due to their aerobic metabolism or inability to utilize lactose. The main secondary cheese cultures and their respective roles in cheese ripening are summarized in Table 1. For Camembert cheese, in addition to the primary cheese starter culture, a secondary culture consisting of Penicillium camemberti is used; the metabolic activities of P. camemberti have a signi®cant affect on the ®nal ¯avour, colour and textural properties of the ripened cheese. In contrast, for Cheddar cheese, no secondary cheese culture is employed, and ¯avour generation is dependent on the metabolic activity and enzyme complement of the primary cheese starter culture and on adventitious non-starter lactic acid bacteria (NSLAB). Cheese varieties such as Edam and Gouda are manufactured using a starter culture consisting of homofermentative
276
CHEESE/Secondary Cultures
Table 1 Principal secondary cultures used for the ripening of various cheese varieties Cheese type
Variety
Principal secondary culture
Function of secondary culture
Major ¯avour compounds
Mould surface-ripened
Camembert, Brie
Penicillium camemberti
Bacterial surface-ripened
MuÈnster, Limburger, Tilsiter
Ammonia, phenylethanol, thioesters Methanethiol, hydrogen sulphide, ammonia
Blue-veined
Danablu, Roquefort, Gorgonzola Emmental, GruyeÁre, Appenzeller
Brevibacterium linens, Brevibacterium casei, Corynebacterium spp., Staphylococcus spp., Micrococcus spp., Arthrobacter spp. Penicillium roqueforti
Flavour, texture, colour Flavour, colour
Flavour, colour
Free fatty acids, methyl ketones, esters, lactones Propionate, acetate, proline
Swiss-type
Propionibacterium freudenreichii subspp.
lactococci, citrate-fermenting lactococci and Leuconostoc spp. Despite the fact that the citrate-fermenting lactococci and the Leuconostoc spp. produce signi®cant amounts of CO2, diacetyl, acetoin and butanediol, such cultures are considered as primary cheese starter cultures, rather than secondary cultures, due to the fact that they also ferment lactose to lactate, and contribute directly to milk acidi®cation. Secondary cultures are used in cheese manufacture due to their distinctly different and unique physiological and biochemical properties that are either absent or severely limited in the primary cheese starter culture. These properties may include, for example, halotolerance, growth at a low pH, lactate utilization, carbon dioxide formation, unique proteolytic/peptidolytic, lipolytic/esterolytic or amino acid-converting activities. Secondary cheese cultures consist of a variety of species of yeasts, moulds and bacteria. During the early stages of ripening, the surface micro¯ora of mould surface-ripened cheeses, such as Camembert or Brie, and bacterial surfaceripened cheeses, such as Limburger or Saint Paulin, may be very similar, but at the end of the ripening period, moulds, such as Penicillium camemberti, are the dominant ¯ora found on the surface of the mould surface-ripened cheeses, while bacteria, such as Brevibacterium spp., Arthrobacter spp., Micrococcus spp., Staphylococcus spp. and Corynebacterium spp., are the dominant microorganisms on the surface of bacterial surface-ripened cheeses.
Geotrichum candidum Geotrichum species are commonly found in nutritionally rich, semi-solid or liquid substrates, such as decaying plant material, industrial ef¯uents and in a wide variety of foods. Eleven species are currently accepted in the genus Geotrichum, which are
Flavour, eye formation
anamorphs (asexual stage of fungal growth) of Dipodascus or Galactomyces teleomorphs (sexual stage of fungal growth). Geotrichum candidum is commonly found on the surface of mould and bacterial surface-ripened cheeses. Its growth temperature range is 15±25 � C, with a pH growth range of 4.5±7.5. Geotrichum candidum strains are much more sensitive to high NaCl concentrations than either Penicillium or Brevibacterium spp. Growth rate is severely reduced at NaCl concentrations in excess of 5%. Based on morphological and biochemical characteristics, G. candidum can be divided into three distinct types of strains: type 1 consists of cream-coloured, yeast-like strains, with low proteolytic activity; type 3 consists of white-coloured strains with a true mycelium and high proteolytic activity; and type 2 consists of strains that cannot be clearly classi®ed as type 1 or type 3. Biochemical Activity of G. candidum and its Role in Cheese Ripening
Geotrichum candidum rapidly colonizes the surface of mould and bacterial surface-ripened cheeses; colonization normally occurs within 1±2 days after manufacture and numbers continue to increase up to 7±10 days after manufacture. During this colonization period, G. candidum metabolizes the lactate in the curd and deacidi®cation at the surface of the cheese occurs. Amino acid catabolism by G. candidum, in particular the deamination of glutamate and asparate, with the production of ammonia, contributes further to the deacidi®cation of the curd. Geotrichum candidum colonization of the cheese surface precedes colonization by Penicillium spp. The degree of colonization of the cheese surface by G. candidum requires careful control. Excessive growth of G. candidum inhibits the subsequent colonization by the other members of the surface micro¯ora; on
CHEESE/Secondary Cultures
the other hand, insuf®cient growth of G. candidum leads to lower ¯avour complexity in the ®nal cheese. The degree of growth of G. candidum on the surface of the cheese is controlled by exploiting the difference between the NaCl tolerance of G. candidum and the NaCl tolerance of the other surface micro¯ora; Penicillium spp. and Brev. linens are tolerant to much higher NaCl concentrations than G. candidum. Geotrichum candidum produces both intracellular and extracellular proteinases, which have pH optima at 5.5±6.0. The extracellular proteinase is active against casein, with b-casein preferentially hydrolysed. Geotrichum candidum also produces an extracellular aminopeptidase; the extracellular proteinase activity of G. candidum is somewhat lower than that of most P. camemberti strains; in contrast, its extracellular aminopeptidase activity is generally higher than P. camemberti. Geotrichum candidum produces two extracellular lipases, known as lipase A and lipase B; both enzymes have a pH optimum of 6.5. Lipase A is fairly nonspeci®c and releases medium-chain fatty acids, such as C8, C10, C12 and C14. Lipase B is highly speci®c for long-chain unsaturated fatty acids. The high level of free oleic acid found in Camembert cheese may be due to lipase B activity. The lipases of G. candidum have been studied extensively and characterized; crude lipase preparations of G. candidum are available commercially for various applications.
Penicillium camemberti and Penicillium roqueforti Penicillium is a very large genus, with over 200 different species recognized. Only a few of these ± in particular, P. camemberti and P. roqueforti ± are directly involved in cheese ripening. Penicillium camemberti produces grey±white colonies and is used as a secondary cheese culture for mould surfaceripened cheeses such as Brie, Camembert and Coulommier. Penicillium camemberti is also sometimes referred to as P. candidum, P. caseicolum, P. caseicola or P. album, but these species are now considered to be only mutants of P. camemberti. Penicillium roqueforti produces green±blue colonies and is used for the production of blue-veined cheeses such as Danablu, Gorgonzola, Stilton and Roquefort. Penicillium roqueforti has also been referred to as P. glaucum or P. gorgonzola. Penicillium camemberti grows at 5 � C, but not at 37 � C, and has a growth pH range of 3.5± 8.5; P. roqueforti grows over a similar temperature range, but has a wider pH growth range of 3.0±10.5. Penicillium roqueforti is characterized by its ability to grow normally at 2% O2, with slower growth at
277
0.5% O2; P. roqueforti can also tolerate high CO2 levels. These properties make it particularly suited for growth at the low O2 and high CO2 levels present in the internal cracks and holes of blue-veined cheeses. Penicillium camemberti and P. roqueforti can grow at high salt concentrations, with a concentration of about 20% NaCl the upper limit for growth. Biochemical Activity of P. camemberti and P. roqueforti and their Roles in Cheese Ripening
The pH of the fresh unripened curd 1 day after manufacture of mould surface-ripened and blueveined cheeses is typically in the range of pH 4.6±4.9; the pH may drop a little further over the next few days due to the continued activity of the primary starter culture. However, as the ripening period progresses, initially yeasts, followed by moulds, begin to colonize the surface and utilize the lactate, which results in deacidi®cation of the curd. The utilization of lactate by P. camemberti is well documented, but the situation with P. roqueforti is less clear. In the case of Camembert cheese, the surface and internal pH at the end of ripening are about pH 7.0 and 6.0, respectively. An additional effect of the deacidi®cation of the curd is a softening of the cheese texture. In addition to deacidi®cation of the cheese curd, the proteolytic, lipolytic and amino acid metabolic activities of P. camemberti and P. roqueforti result in signi®cant increases in the concentration of free amino acids, free fatty acids, amines, ammonia, methyl ketones, aldehydes, esters and lactones in the curd; all these compounds in¯uence the ®nal characteristic aroma and ¯avour of the ripened cheese. Penicillium camemberti produces two extracellular proteinases: a metalloproteinase with a pH optimum of 6.0, and an aspartyl proteinase with a pH optimum of 5.0. The pH optimum for the production of the metalloproteinase and the aspartyl proteinase is 6.5 and 4.0, respectively. Both proteinases are highly active towards casein, and contribute signi®cantly to the increase in total pH 4.6-soluble nitrogen observed over the ripening period; no free amino acids are released by these proteinases. Penicillium camemberti also produces an extracellular alkaline aminopeptidase and an extracellular carboxypeptidase, with a pH optimum at 8.0±8.5 and 3.5, respectively. These two peptidases are responsible for the release of signi®cant quantities of free amino acids from the casein and casein-derived peptides. Penicillium roqueforti has a similar proteolytic system to P. camemberti, and also produces a metalloproteinase, an aspartyl proteinase, an aminopeptidase and a carboxypeptidase. Penicillium camemberti and P. roqueforti have high lipolytic activities and, in the case of the latter
278
CHEESE/Secondary Cultures
organism, its lipolytic activity is critically important in determining the characteristic peppery or piquant ¯avour associated with blue-veined cheeses. Penicillium roqueforti synthesizes an extracellular alkaline lipase (pH optimum 7.5±9.0) and an extracellular acid lipase (pH optimum 6.0±6.5). Penicillium camemberti produces one extracellular lipase, with a pH optimum of 9.0. The lipases of P. roqueforti and their ready accessibility (in the cracks and holes in the curd) to their milk fat substrate results in the release of very high levels of free fatty acids. In the case of a well-ripened Roquefort or Danablu cheese, the concentration of free fatty acids can exceed 30 000 mg kgÿ1cheese, which is about 10-fold greater than the free fatty acid concentration of mould surface-ripened cheeses, such as Camembert or Brie. The piquant ¯avour associated with blue-veined cheeses has been correlated with the high concentration of free fatty acids and especially their oxidation products, the methyl ketones; 2-heptanone and 2-nonanone are the most abundant methyl ketones in blue-veined cheeses. Penicillium camemberti and P. roqueforti show considerable strain variation in terms of their proteolytic and lipolytic activities. Differences between strains in terms of colour, halotolerance, germination, growth characteristics and their response to external stresses are also common. Careful strain selection and application are therefore necessary to control the quality and to in¯uence the organoleptic properties of the ®nal cheese.
Brevibacterium linens Brevibacterium linens is a strictly aerobic microorganism with a rod±coccus growth cycle, and has temperature and pH growth optima at 20±30 � C and pH 6.5±8.5, respectively. It is a halotolerant microorganism, and can grow in the presence of 15% NaCl. The growth of Brev. linens on the surface of bacterial surface-ripened cheeses, such as Saint Paulin, Limburger and MuÈnster, is preceded by the growth of yeasts and moulds. The yeasts and mould utilize the lactate present in the curd, and deacidi®cation of the surface occurs; this pH increase enables the growth of Brev. linens and other bacteria, including Brev. casei, Arthrobacter spp., Corynebacterium spp., Micrococcus spp. and Staphylococcus spp. Biochemical Activity of Brev. linens and its Role in Cheese Ripening
Brevibacterium linens produces extracellular aminopeptidases and proteinases, the number and
properties of which depend to a very large extent on the strain. The extracellular aminopeptidases produced by the organism have a pH optimum in the range of 7.0±9.5 and have a strong preference for leucine at the N-terminal of peptides. The extracellular proteinases produced by Brev. linens are serine proteinases and are highly active on aS1 and b-casein. In addition to these extracellular enzymes, the presence of intracellular peptidases and proteinases has also been reported for Brev. linens; however, these intracellular activities are low compared to the extracellular activities. The production of extracellular lipolytic and esterolytic activities by Brev. linens has not been determined unambiguously, with a number of reports presenting con¯icting data. However, intracellular esterases have been detected and a number of them have been puri®ed and characterized. One of the most interesting and important properties from a cheese-ripening perspective is the production of various volatile sulphur compounds, in particular methanethiol, by Brev. linens. L-Methionine-g-demethiolase is the principal enzyme responsible for the production of methanethiol by Brev. linens. This enzyme catalyses the a,g-elimination of methionine to produce methanethiol, a-ketobutyrate and ammonia. Methanethiol is a very volatile compound with a low odour threshold, and has a characteristic `cabbage-' or `rotten egg-like' odour, which is a typical odour associated with the many cheese varieties in which Brev. linens is a component. Brevibacterium linens also synthesizes various S-methyl thioesters, which are also important cheese ¯avour compounds. The production of these various volatile sulphur compounds is highly strain-dependent. Penicillium camemberti and G. candidum also have the ability to produce methanethiol and various other sulphurcontaining compounds. Brevibacterium linens is also characterized by its ability to produce various bacteriocins and antimicrobial substances. The biochemical properties of the bacteriocins produced by Brev. linens appear to be strain-dependent, but at least some of them have been shown to be inhibitory towards foodborne pathogens such as Staphylococcus aureus and Listeria monocytogenes. Another important property of Brev. linens is its unique yellow±orange aromatic carotenoid pigmentation. The red±orange colour of the surface of cheese varieties such as St Paulin, MuÈnster and Limburger is due primarily to the pigments produced by Brevibacterium spp., Corynebacterium spp., Micrococcus spp. and Arthrobacter spp. The precise contribution that any one of these species has on determining the ®nal colour of the surface of the smear is dif®cult to establish due to the complexity of
CHEESE/Secondary Cultures
the surface ¯ora, but Brev. linens is recognized as a contributor. Pigment production by Brev. linens is related to its growth conditions, and is dependent on dissolved oxygen and methionine concentrations in the growth medium.
Yeasts There is a very high degree of diversity in terms of the species of yeasts associated with mould and bacterial surface-ripened cheeses. Even within the same cheese variety, considerable differences exist in terms of the yeast micro¯ora isolated from cheeses from different factories. In general terms, the most commonly found yeasts associated with mould and bacterial surfaceripened cheeses belong to the Kluyveromyces, Debaryomyces and Saccharomyces genera. A number of detailed studies on speci®c cheese varieties have been carried out and report the isolation of Debaryomyces hansenii, Kluyveromyces marxianus, Yarrowia lipolytica, Isstchenkia orientalis from Tilsiter cheese, Candida famata, Can. zeylanoides, Cryptococcus laurentii and Saccharomyces dairensis from Reblochon cheese, and Deb. hansenii, Torulopsis sphaerica, Torulopsis candida, K. lactis, Can. sake, Can. intermedia and Ya. lipolytica from St Nectaire cheese. The number of different yeast species involved in the ripening process makes the study of their contribution to ripening dif®cult. Most of the yeasts isolated from mould and bacterial surface-ripened cheeses are halotolerant and can grow in the presence of 10±15% NaCl. The most distinguishing feature of Deb. hansenii is its ability to tolerate a very high concentration of NaCl (up to 24% for some strains). The yeasts colonize the surface of the cheese 1±2 days after manufacture and reach a population of 107±109 cells gÿ1 cheese. Similarly to Penicillium spp. and G. candidum, the yeasts utilize residual lactate and deacidify the cheese surface. A rapid growth of yeast is desirable in order to eliminate any possible contamination on the surface of the cheese. In addition to this deacidi®action process, certain yeasts also produce vitamins and vitamin precursors (niacin, ribo¯avin, para-aminobenzoic acid and pantotheic acid), which stimulate the subsequent growth of Brev. linens on the cheese surface. The yeasts K. lactis and K. marxianus (formerly K. fragilis) are important components of the cheese ¯ora due to their ability to ferment residual lactose in the cheese curd. The fermentation of lactose by these yeasts results in the production of CO2, which may help to create the open structure required in Roquefort cheese.
279
Propionibacteria Propionibacteria are pleomophic rods, often diphtheroid or club-shaped, but they may also exist as single cells, as pairs or branched; they are anaerobic to aerotolerant and generally catalase-positive. The principal propionibacteria associated with cheese are Propionibacterium freudenreichii, Prop. thoenii, Prop. jensenii and Prop. acidipropionici, often referred to as the dairy propionic acid bacteria (PAB). Propionibacterium freudenreichii consists of two subspecies, Prop. freudenreichii subsp. freudenreichii and Prop. freudenreichii subsp. shermanii. The propionibacteria have temperature and pH growth optima at 25±32 � C and pH 6.5±7.0, respectively; they are generally more sensitive to conditions of high acidity than the lactic acid bacteria. Propionibacteria can grow in the presence of 6±7% NaCl under optimum conditions, but at the low pH found in cheese (pH 5.2±5.4) their growth rate in the presence of NaCl is further reduced. Biochemical Activity of Propionibacteria and their Role in Cheese Ripening
Propionibacteria are essential for the development of the characteristic ¯avour and eye formation in Swisstype cheeses such as Emmental, GruyeÁre and Appenzeller. Unlike P. camemberti, G. candidum or Brev. linens, which grow on the cheese surface, the propionibacteria grow internally in the cheese matrix. Propionibacteria are naturally present in the raw milk, but this natural source is lost or severely reduced if the cheese milk is micro®ltrated or bactofugated; therefore, the addition of propionibacteria to the cheese milk is often required. Propionibacteria grow in the cheese curd during warm-room ripening (18±24 � C) and can reach 109 cfu gÿ1 of cheese at 4±8 weeks. The lactate produced by the growth of the primary starter culture is utilized by the propionibacteria as a fermentable energy source for growth. Lactate is fermented principally to propionate, acetate and CO2, and is described by the Fitz equation: 3 lactate ! 2 propionate 1 acetate 1 CO2 1 H2 O However, in Swiss-type cheese, these theoretical proportions are rarely found; propionibacteria can also utilize free amino acids, in particular asparate, which may explain some of the variations in the relative concentrations of propionate, acetate and CO2. The proteolytic activity of the dairy PAB is generally low, with a clear species and strain variability.
280
CHEESE/Secondary Cultures
They grow poorly in milk, but the addition of casein hydrolysate to milk enables growth to signi®cantly higher cell numbers. This is in contrast to the situation for most lactic acid bacteria, which are capable of growing to high cell numbers in milk without the addition of casein hydrolysate. The propionibacteria are not as well characterized as the lactic acid bacteria in terms of their proteolytic activity. The proteinase activity of Prop. freudenreichii has been shown to have both cell wall and intracellular locations. A general aminopeptidase, an iminopeptidase (PepI), a X-prolyl dipeptidyl aminopeptidase (PepX), an endopeptidase and two different oligopeptidase activities have been puri®ed from dairy PAB and are located intracellularly. The dairy PAB are distinguished from the lactic acid bacteria (with the possible exception of Lactobacillus casei) by the presence of carboxypeptidase activity, which is believed to be located in the cell wall. The high proline concentration (1500± 6000 mg kgÿ1 cheese) in Swiss-type cheese contributes to the sweet ¯avour of these cheeses; furanones are also believed to contribute. The high level of proline is believed to be due to the peptidolytic activity of the propionibacteria peptidases on casein-derived peptides, rather than to de novo synthesis. PepI and PepX are the key enzymes involved in the release of proline and proline-containing dipeptides from casein and casein-derived peptides. The PepI activity of the dairy PAB is much higher than that of the lactic acid bacteria; Prop. freudenreichii has the highest PepI activity among the dairy PAB. The lipolytic and esterolytic activities of dairy PAB are less well studied than the proteolytic activity. Extracellular lipase and esterase activities have been detected for Prop. freudenreichii; a number of intracellular esterases have also been detected, and the gene of one of these esterases has recently been cloned and sequenced. The lipolytic activity of the dairy PAB is about 100-fold greater than the lipolytic activity of lactic acid bacteria and it has been shown that PAB signi®cantly in¯uence the degree of lipolysis and the free fatty acid pro®le of Swiss-type cheeses.
Commercial Secondary Starter Cultures Traditionally, the development of the secondary micro¯ora of mould surface-ripened, bacterial surfaceripened or Swiss-type cheeses has relied on the indigenous populations of yeasts, moulds and bacteria present in the cheese-ripening rooms, the cheese manufacturing equipment or in the cheese milk. However, the reliance on these sources for the successful development of the necessary micro¯ora may
not be practical for large-scale production; control of ripening may also be dif®cult with these indigenous sources of secondary micro¯ora. Additionally, if a spoilage or pathogenic outbreak occurs in the cheese plant, decontamination of the entire cheesemaking process is required, with the subsequent loss of the indigenous plant micro¯ora. The introduction of de®ned primary cheese starter cultures possessing desirable industrial traits, such as rapid acidi®cation, phage insensitivity or proteolytic activity, has resulted in a dramatic improvement in the reproducibility and reliability of cheesemaking. Similar developments, thought not to the same extent, have been seen for secondary cheese starter cultures. Well-characterized strains of yeasts, moulds, surfaceripening bacteria and propionibacteria with de®ned properties have been developed by various commercial culture producers. These de®ned secondary cheese cultures have been selected for various important traits, such as rapid growth rates, halotolerance, pigment production, lipolytic activity, proteolytic activity or amino acid catabolic activity. In common with the commercially available primary cheese starter cultures, these commercially available secondary cheese cultures have greatly increased the reproducibility and control of cheese ripening. Secondary cheese starter cultures are available as frozen cell concentrates, freeze-dried cell concentrates or as liquid concentrate cell suspensions, and can be applied to the cheese by brine washing, spraying or by direct addition to the cheesemilk. For surface-ripened cheeses, direct addition to the cheesemilk is somewhat less effective. The commercial production of secondary cheese starter cultures such as Brev. linens and propionibacteria are typically performed in a similar fashion to that used for the commercial production of lactic acid bacteria. The organisms are propagated in largescale fermentation vessels using optimized growth media (speci®c carbon and nitrogen sources, vitamins and other micronutrients) and growth conditions (O2 saturation, pH, stirring rates, etc.). On reaching maximum cell numbers, the cells are harvested by centrifugation; various preservatives or cryoprotectants are normally added prior to freezing or freezedrying. The commercial production of Penicillium spores may be carried out on either solid or liquid substrates. The traditional cultivation of Penicillium spores is on a solid medium, such as moistened bread, or on a nutrient agar-type medium. The solid substrate is ®rst sterilized in 1-l Roux ¯asks, inoculated and incubated at 20±25 � C for 10±20 days. The spores are harvested by either ¯ushing with a sterile liquid carrier (water or saline solution) or by direct vacuum
CHEESE/Rennets and Coagulants 281
collection; for bread-cultivated spores, the sporecovered bread is simply dried, pulverized and sieved. However, the production of spores on solid substrates is an extremely labour-intensive and expensive process; adequate containment of the spores within the production plant may also be problematic. The submerged cultivation of spores in liquid media using normal fermentation vessels presents some obvious advantages over cultivation on solid substrates. However, a dif®culty with moulds grown under submerged conditions is that the new cell material produced tends to consist primarily of vegetative mycelia, with relatively few spores present. In order to ensure adequate sporulation in submerged cultures, careful optimization of the growth medium and growth conditions is required. A high calcium ion concentration has been shown to be of particular importance in inducing moulds to sporulate under submerged culture conditions. The carbon-to-nitrogen ratio is also a major factor in¯uencing sporulation, with sporulation occurring mainly during nitrogen limitation. When maximum spore numbers have been reached, the spores are harvested by centrifugation, and separated from mycelial growth by ®ltration.
origins and properties. Journal of Dairy Science 79: 169±184. Rattray FP and Fox PF (1999) Aspects of enzymology and biochemical properties of Brevibacterium linens relevant to cheese ripening: a review. Journal of Dairy Science 82: 891±909. Reps A (1993) Bacterial surface-ripened cheeses. In: Fox FP (ed.) Cheese: Chemistry, Physics and Microbiology, 2nd edn, vol. 2, pp. 137±172. London: Chapman & Hall. È zer BH (2000) Moulds employed in food Uraz T and O processing. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2109±2116. London: Academic Press.
See also: Brevibacterium linens and Other Smear Organisms. Cheese: Biochemistry of Cheese Ripening; Cheese Flavour; Swiss-Type Cheeses; Smear-Ripened Cheeses; Mould-Ripened Cheeses. Kluyveromyces spp. Moulds in Dairy Products. Propionibacterium spp. Yeasts in Milk and Dairy Products.
Introduction
Further Reading Bockelmann W (1999) Secondary cheese cultures. In: Law BA (ed.) Technology of Cheesemaking, pp. 132±162. Shef®eld: Shef®eld University Press. Fleet GH (1990) Yeasts in dairy products. Journal of Applied Bacteriology 68: 199±211. Gagnaire V, Molle D, Sùrhaug T and LeÂonil J (1999) Peptidases of dairy propionic acid bacteria. Lait 79: 43±57. Gripon J-C (1997) Flavour and texture in soft cheese. In: Law BA (ed.) Microbiology and Biochemistry of Cheese and Fermented Milk, 2nd edn, pp. 193±206. London: Blackie Academic and Professional. Jollivet N, Chataud J, Vayssier Y, Bensoussan M and Belin J-M (1994) Production of volatile compounds in model milk and cheese media by eight strains of Geotrichum candidum Link. Journal of Dairy Research 61: 241±248. Lenoir J (1984) The surface ¯ora and its role in the ripening of cheese. International Dairy Federation Bulletin 171: 2±20. Molimard P and Spinnler HE (1996) Review: Compounds involved in the ¯avor of surface mold-ripened cheese:
Rennets and Coagulants A AndreÂn, Swedish University of Agricultural Sciences, Uppsala, Sweden Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Since ancient times, mankind has used extracts from the abomasum (the fourth `true' stomach) of young calves and sometimes that of lambs and kids in cheese manufacture. The abomasum contains milk-clotting enzymes, which are designed to clot the milk rapidly in the stomach of the young offspring and thereby slow down the ¯ow rate of the milk into the small intestine. The nutrients, casein and fat (the latter trapped in the casein network), of the milk are in this way delayed in the abomasum until enough pancreatic juice is secreted to achieve optimal digestibility. The easily absorbed water, lactose (carbohydrate) and minerals of the milk, on the other hand, continue almost immediately to the small intestine. Although the origin of cheese manufacture is not exactly known, it was discovered in about 8000 BC that the addition of abomasal extracts from newly slaughtered calves to milk rapidly clotted the milk to produce a ®rm gel. This ®nding might have arisen from the discovery of pieces of milk clots (curd) in the abomasa of young calves when they were slaughtered. Until the nineteenth century, all cheeses were produced on farms using fresh extracts from dried abomasa to coagulate the milk. In the 1850s, however, small cooperative dairies were set up, which required larger amounts of rennet (by de®nition, an extract of ruminant abomasa). From the name rennet was
CHEESE/Rennets and Coagulants 281
collection; for bread-cultivated spores, the sporecovered bread is simply dried, pulverized and sieved. However, the production of spores on solid substrates is an extremely labour-intensive and expensive process; adequate containment of the spores within the production plant may also be problematic. The submerged cultivation of spores in liquid media using normal fermentation vessels presents some obvious advantages over cultivation on solid substrates. However, a dif®culty with moulds grown under submerged conditions is that the new cell material produced tends to consist primarily of vegetative mycelia, with relatively few spores present. In order to ensure adequate sporulation in submerged cultures, careful optimization of the growth medium and growth conditions is required. A high calcium ion concentration has been shown to be of particular importance in inducing moulds to sporulate under submerged culture conditions. The carbon-to-nitrogen ratio is also a major factor in¯uencing sporulation, with sporulation occurring mainly during nitrogen limitation. When maximum spore numbers have been reached, the spores are harvested by centrifugation, and separated from mycelial growth by ®ltration.
origins and properties. Journal of Dairy Science 79: 169±184. Rattray FP and Fox PF (1999) Aspects of enzymology and biochemical properties of Brevibacterium linens relevant to cheese ripening: a review. Journal of Dairy Science 82: 891±909. Reps A (1993) Bacterial surface-ripened cheeses. In: Fox FP (ed.) Cheese: Chemistry, Physics and Microbiology, 2nd edn, vol. 2, pp. 137±172. London: Chapman & Hall. È zer BH (2000) Moulds employed in food Uraz T and O processing. In: Robinson RK, Batt CA and Patel PD (eds.) Encyclopedia of Food Microbiology, vol. 3, pp. 2109±2116. London: Academic Press.
See also: Brevibacterium linens and Other Smear Organisms. Cheese: Biochemistry of Cheese Ripening; Cheese Flavour; Swiss-Type Cheeses; Smear-Ripened Cheeses; Mould-Ripened Cheeses. Kluyveromyces spp. Moulds in Dairy Products. Propionibacterium spp. Yeasts in Milk and Dairy Products.
Introduction
Further Reading Bockelmann W (1999) Secondary cheese cultures. In: Law BA (ed.) Technology of Cheesemaking, pp. 132±162. Shef®eld: Shef®eld University Press. Fleet GH (1990) Yeasts in dairy products. Journal of Applied Bacteriology 68: 199±211. Gagnaire V, Molle D, Sùrhaug T and LeÂonil J (1999) Peptidases of dairy propionic acid bacteria. Lait 79: 43±57. Gripon J-C (1997) Flavour and texture in soft cheese. In: Law BA (ed.) Microbiology and Biochemistry of Cheese and Fermented Milk, 2nd edn, pp. 193±206. London: Blackie Academic and Professional. Jollivet N, Chataud J, Vayssier Y, Bensoussan M and Belin J-M (1994) Production of volatile compounds in model milk and cheese media by eight strains of Geotrichum candidum Link. Journal of Dairy Research 61: 241±248. Lenoir J (1984) The surface ¯ora and its role in the ripening of cheese. International Dairy Federation Bulletin 171: 2±20. Molimard P and Spinnler HE (1996) Review: Compounds involved in the ¯avor of surface mold-ripened cheese:
Rennets and Coagulants A AndreÂn, Swedish University of Agricultural Sciences, Uppsala, Sweden Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Since ancient times, mankind has used extracts from the abomasum (the fourth `true' stomach) of young calves and sometimes that of lambs and kids in cheese manufacture. The abomasum contains milk-clotting enzymes, which are designed to clot the milk rapidly in the stomach of the young offspring and thereby slow down the ¯ow rate of the milk into the small intestine. The nutrients, casein and fat (the latter trapped in the casein network), of the milk are in this way delayed in the abomasum until enough pancreatic juice is secreted to achieve optimal digestibility. The easily absorbed water, lactose (carbohydrate) and minerals of the milk, on the other hand, continue almost immediately to the small intestine. Although the origin of cheese manufacture is not exactly known, it was discovered in about 8000 BC that the addition of abomasal extracts from newly slaughtered calves to milk rapidly clotted the milk to produce a ®rm gel. This ®nding might have arisen from the discovery of pieces of milk clots (curd) in the abomasa of young calves when they were slaughtered. Until the nineteenth century, all cheeses were produced on farms using fresh extracts from dried abomasa to coagulate the milk. In the 1850s, however, small cooperative dairies were set up, which required larger amounts of rennet (by de®nition, an extract of ruminant abomasa). From the name rennet was
282
CHEESE/Rennets and Coagulants
derived the word rennin for the milk-clotting enzyme, which today is called chymosin (EC 3.4.23.4) in the recommended international enzyme nomenclature. In fact, the trivial name, chymosin, was used as early as 1840 by the French pharmacist Jean-Baptist Deschamps. The need for rennet by the small dairies led to the industrial production of calf rennet by the end of the nineteenth century. In fact, rennet was the ®rst industrial enzyme preparation produced and sold with a standardized enzyme activity; this preparation was developed by the Austrian pharmacist Franz Soxhlet. Since then, the Soxhlet unit has been widely used for the characterization of rennet strength (milk-clotting activity), although it has been somewhat modi®ed over time and today a new kind of unit is used (see `Analysis of Rennets and Rennet Substitutes' below). The annual and worldwide increase in cheese production during the twentieth century has resulted in a shortage of calf rennet, which is nowadays widely substituted by fermentation-produced chymosin, adult bovine rennet or different microbial coagulants (see below). In parallel with the use of calf rennet, the abomasa of lambs and kids have been used also to prepare milk-clotting preparations in the countries around the Mediterranean Sea. In the same region, rennet paste, which contains the lipase, pregastric esterase, is used to coagulate the milk for certain cheese varieties; the lipase gives these cheeses a special sharp and peppery ¯avour. In Portugal, an extract from the ¯owers of thistles from the genus Cynara (mainly Cynara cardunculus) has been used to coagulate cheese milk.
Bovine Rennets As discussed above, rennet was produced mainly from the abomasa of young calves, i.e. calf rennet, up until the end of the twentieth century. The reason for the secretion of the speci®c milk-clotting enzyme, chymosin, in the stomach of newborn ruminants is that they get their immunoglobulins from colostrum, i.e. the milk secreted during the ®rst 2 to 3 days of lactation. Chymosin has suf®cient proteolytic activity to coagulate the milk, but its general proteolytic activity is too weak to extensively damage the immunoglobulins. In contrast, in other species of mammal, immunoglobulins are transferred via the blood from the mother to the foetus in utero. In addition to chymosin, ruminants also secrete the milk-clotting enzymes pepsin (EC 3.4.23.1) and gastricsin (EC 3.4.23.3); the latter is a minor proteinase in ruminants and will not be discussed further. Pepsin has, in addition to its milk-clotting activity,
a strong general proteolytic activity under the acidic conditions of the abomasum/stomach. Both chymosin and pepsin are produced and secreted by chief cells, and to some extent also by the mucous neck cells, in glands of the fundic region of the abomasal mucosa. Actually, the granules from the Golgi apparatus of the cells contain both enzymes. They are produced as inactive zymogens, i.e. prochymosin and pepsinogen, and are activated to chymosin and pepsin by the low pH owing to the presence of HCl secreted by parietal cells in the fundic glands. These glands are protected against proteolytic degradation by mucins secreted by the mucous neck cells. The proportion of chymosin and pepsin in the abomasal mucosa depends on the feeding regime and the age of the ruminant. From birth, and even from the 10th to the 20th week of gestation, chymosin is the dominant proteinase in the abomasa of calves. As long as the calf is only suckled or milk-fed, the proportion of chymosin, assayed by milk-clotting activity at pH 6.5, is around 90% (Table 1). The proportion of chymosin remains at a high level (75%) even in a 6month-old pasture-fed calf if it is allowed to suckle its dam. However, if the calf is weaned and fed non-milk concentrates, the proportion of chymosin decreases to about 30% at the age of 6 months. The proportion of chymosin then decreases with age and in adult cattle only traces of chymosin are found. It could thus be concluded that milk feeding and the proportion of chymosin are highly related. Today, animal rennets are produced mainly from frozen abomasa (earlier, dried abomasa were used), which are cut up in special grinders and their milkclotting zymogens extracted in a 3±10% NaCl brine solution. The zymogens are activated to chymosin and pepsin by lowering the pH to about 2 for 1 h and then adjusted to about pH 5.5 before ®ltering and concentrating the extract. The extract is further ®ltered through a low cut-off ®lter to remove bacteria and the concentration of NaCl is then increased to about 20%. Since the proportions of chymosin and pepsin in the abomasal extract depend on the age and feeding regime of the animals from which the
Table 1 In¯uence of feeding regime and age on the proportion (%) of milk-clotting activity at pH 6.5 from chymosin or pepsin in bovine abomasal extracts Feed
Age (months)
Chymosin (%)
Pepsin (%)
Suckled or milk-fed calf Pasture-fed and suckled calf Concentrate-fed calf Concentrate- and hay-fed cow
24
90 75 30 Trace
10 25 70 100
CHEESE/Rennets and Coagulants 283
abomasa are obtained, different batches of rennet are mixed to give a desired proportion of chymosin and pepsin. Finally, the rennet is diluted to a certain strength (total milk-clotting activity), which varies between countries (see `Analysis of Rennets and Rennet Substitutes'). Rennets are usually distributed as liquids, but they may also be in powder form. It should be noted that the production of rennets from older cattle, i.e. adult bovine rennet, causes more dif®culties during the ®ltration steps owing to a high concentration of mucins in the extract. The manufacturers of rennets have solved this problem in many different ways. Extracts from ovine and caprine abomasa are also used as rennets, but to a much lesser extent than bovine rennet. The proportion of chymosin and pepsin in these rennets is expected to depend also on the age and feeding regime of the animals from which the abomasa are obtained.
Molecular and Catalytic Properties of Chymosin and Other Milk-Clotting Enzymes Chymosin and the other milk-clotting enzymes belong to the group of aspartic (acid) proteinases (EC 3.4.23), which are characterized by a high content of dicarboxylic and hydroxy amino acids and a low content of basic amino acids. The molecular mass of the different milk-clotting enzymes is between 30 000 and 40 000 Da. Calf chymosin has a molecular mass of 35 600 Da based on its primary structure (327 amino acid residues). Chymosins from different species cross-react immunochemically and show 75± 80% identity in the amino acid sequence of the Nterminal with calf chymosin, which in turn has a sequence identity of about 50% with pepsins. The tertiary structure of the aspartic proteinases shows a high homology. The structure contains an extended cleft, which contains the binding site, which can accommodate seven amino acid residues of the substrate (k-casein). Within the cleft, the side chains of Asp32 and Asp215 are extended from the N- and C-terminal domains and form the active site of chymosin. The isoelectric point and proteolytic pH optimum of all aspartic proteinases are acidic, although the milk-clotting enzymes have high activity at almost neutral pH (6.5). The general proteolytic pH optimum of chymosin is about 4, but it has high speci®c milkclotting activity at the pH of milk, i.e. 6.7. Compared with pepsin, which has its general proteolytic pH optimum at about 2, the milk-clotting activity of 1 mg chymosin corresponds to that of about 5 mg pepsin at
pH 6.7. There are two genetic variants of chymosin, A and B, which differ in only one amino acid residue. Chymosin A, with aspartic acid in position 244, has about 25% higher speci®c milk-clotting activity than chymosin B, which has glycine at position 244. Both genetic variants of chymosin have a frequency of about 50% in the bovine population and they are considered to have the same cheesemaking properties. The catalytic mechanism of the milk-clotting enzymes is to hydrolyse the Phe105±Met106 bond of k-casein on the casein micelle surface. Hydrolysis of k-casein destabilizes the casein micelles, which coagulate in the presence of Ca2 (see Cheese: Rennet Coagulation of Milk). Chymosin has a strong af®nity for this region of k-casein and has the highest speci®c milk-clotting activity of the aspartic proteinases. The other milk-clotting aspartic proteinases, i.e. pepsin, Rhizomucor miehei proteinase (EC 3.4.23.6), Rhizomucor pusillus proteinase (EC 3.4.23.6) and Cryphonectria (former Endothia) parasitica proteinase (EC 3.4.23.6), have a speci®c milk-clotting activity that is lower than chymosin and which varies among them. It must also be remembered that milk-clotting conditions, such as pH, calcium content and temperature, strongly in¯uence milk-clotting activity; the milk-clotting activity of pepsin is especially highly pH-dependent. Ovine and caprine chymosins have been shown to have a higher speci®city for ewes' and goats' milk, respectively, than for cows' milk. The opposite is, of course, the case with bovine chymosin.
Rennet Substitutes (Coagulants) Up to the 1950s, calf rennet was almost exclusively used for cheesemaking. At that time, however, a worldwide shortage of abomasa from young milk-fed calves started to become a serious problem. This was due to increased milk production from individual cows, which led to a decrease in the number of cows and hence the number of calves. In addition, the demand for beef increased, which led to the postponed slaughter of the calves until they were grown to adults. The resulting shortage of abomasa from young calves led to a search for other coagulants. Note that the word `rennet' by de®nition is an extract of the abomasa of ruminants and therefore rennet substitutes should be named coagulants according to the International Dairy Federation (IDF). Adult bovine rennet, i.e. an extract dominated by pepsin from the abomasa of adult cattle, could also be regarded as a `calf rennet substitute', as its production was started as a complement to calf rennet when the number of calf abomasa decreased. However, as it could also be classi®ed as a bovine rennet, it
284
CHEESE/Rennets and Coagulants
is described together with calf rennet (see `Bovine Rennets' above). In addition to a higher pH dependence, adult bovine rennets are considered to give a slightly lower yield of cheese. Many rennet substitutes have been developed and evaluated. Today, only a few survive on the market (mainly three different fungal coagulants) and they may become increasingly less important in the future as fermentation-produced chymosin (see below) becomes more popular. However, its future use is dependent on the acceptance of genetically modi®ed organisms (GMOs) by consumers. The rennet substitutes used most widely are Miehei coagulant (Rhizomucor miehei proteinase), Pusillus coagulant (Rhizomucor pusillus proteinase) and Parasitica coagulant (Cryphonectria parasitica proteinase). Miehei coagulant dominates the market for microbial coagulants and is produced in two different heat-labile forms, which are less proteolytic than the native form. Parasitica coagulant is very proteolytic and is normally used only for the manufacture of cheeses for which the curd is heat-treated to �55 � C and hence the coagulant is inactivated before the cheese ripens. One of the earliest rennet substitutes used was porcine pepsin, an extract of pig stomach. Porcine pepsin was either used alone or mixed 50 : 50 with calf rennet. A disadvantage of porcine pepsin coagulants is that their milk-clotting activity is very pHdependent, even more so than bovine pepsin, making them sensitive to inactivation. At the pH (�6.5) and temperature (�30 � C) used for cheesemaking, porcine pepsin starts to denature and after 1 h only 50% of its milk-clotting activity remains. Today, porcine pepsin coagulants are seldom used. Chicken pepsin has also been used as a rennet substitute, mainly for religious reasons, but it is too proteolytic to be suitable for most cheese varieties. Most milk-clotting enzymes of bacterial origin have been found to be unsuitable for cheese manufacture owing to their very high proteolytic activity. Generally speaking, the rennet substitutes give a lower yield of cheese and a different cheese ¯avour compared with calf rennet (i.e. chymosin). However, if they are used for short-ripening cheeses, the difference is not signi®cant.
Fermentation-Produced Chymosin During the 1980s, recombinant DNA technology was used to develop microorganisms capable of producing chymosin, using the DNA sequence of chymosin from a calf abomasum cell. Today, there are two preparations on the market that are produced by
a fermentation process involving either Aspergillus niger or Kluyveromyces lactis (both produce chymosin B). The IDF has proposed the name fermentation-produced chymosin (FPC) for this type of preparation. A third FPC, produced by Escherichia coli (chymosin A), which was allowed for use by the US Food and Drug Administration at the beginning of 1990, is no longer on the market after the patent was bought by a competitor FPC producer. Since FPC is identical to calf chymosin (the same amino acid sequence), its properties are, in principle, the same as those for calf chymosin. The only difference is that the producing organism could add some residues (usually carbohydrates by fungi) to the chymosin molecule. However, such modi®cations have not been observed to change the properties of FPC signi®cantly compared to calf chymosin. Therefore, the properties of FPC are almost identical to calf chymosin and the introduction of this `rennet substitute' on the market has been very successful (about 40% market share in the world 1998). FPC will probably take even more of the market share from the microbial coagulants (about 20% market share 1998). The only drawbacks are that consumers might consider cheese produced by FPCs to be genetically engineered and that FPCs do not contain a small proportion of pepsin as calf rennet does. Regarding the former drawback, it has to be remembered that only a small amount of rennet is added to the cheese milk (�30 ml to 100 kg of milk, i.e. 0.03%) and only about one-®fth of that amount remains in the cheese (i.e. 6 mg kgÿ1 of cheese). The lack of bovine pepsin in FPCs might not be a problem since bovine pepsin could easily be added and it is generally accepted that the higher the amount of chymosin in the rennet, the higher the yield of cheese. With regard to analysis, FPCs could be handled as a calf rennet containing 100% chymosin (see below).
Analysis of Rennets and Rennet Substitutes The characterization of rennets from around 1870, when they were ®rst produced on an industrial scale, up to the 1950s was based on the strength (total milkclotting activity), since the composition of the rennets were quite similar, i.e. calf rennet dominated by chymosin. The strength of the rennets was expressed as Soxhlet units, which originally were de®ned as the volume of fresh milk that can be clotted by one unit volume of a rennet in 40 min at 35 � C. Owing to variations in the clotting ability of raw milk, however, this is not a satisfactory de®nition. An improvement on milk-clotting analysis was published by the English scientist N. J. Berridge, in 1952, who proposed the
CHEESE/Rennets and Coagulants 285
use of standardized milk powder, reconstituted in 0.01 mol lÿ1 CaCl2, as the substrate in activity tests. The Berridge unit, or rennet unit (RU), is de®ned as the activity that is able to clot 10 ml of standardized milk (pH �6.3) in 100 s at 30 � C. Until now, the units of Soxhlet and Berridge have been used to a great extent for almost all national de®nitions of rennet strength and milk-clotting tests. However, the variations in the composition of rennets and rennet substitutes on the market today make the old de®nitions too uncertain and inaccurate. Rennets could be dominated by either chymosin (calf rennet) or pepsin (adult bovine rennet) and they could have all the different proportions of chymosin and pepsin between these extremes. Since the milk-clotting activity of pepsin increases much more than that of chymosin as the pH is reduced, the milk-clotting test must be performed at a de®ned pH close to that of cheesemilk (�6.5). Otherwise, the activity of pepsin will be overestimated, as is the case using the Berridge substrate containing 0.01 mol lÿ1 CaCl2, which has a pH of about 6.3 and a very high calcium content. Furthermore, the fungal rennet substitutes contain milkclotting enzymes of different origin and their characteristics regarding milk-clotting activity vary compared to both bovine rennets and between themselves. It is apparent that there is a need for international standard methods for determining the composition and strength of rennets and rennet substitutes. The IDF has had an expert group working on this and there are now three newly published international standards. One is for the composition of bovine rennets and the other two determine the strength of bovine rennets and the three most widely used microbial coagulants. It is hoped that their use will facilitate communication between producers and users regarding rennets and microbial coagulants, both within and between countries. Also, scienti®c papers would be improved if the composition and strength of rennets and microbial coagulants were characterized and referred to according to these international standard methods. Standard methods for ovine and caprine rennets are currently on the agenda of the IDF Working Group and hopefully will be published shortly. The composition of bovine rennets (calf and adult) can be determined with the IDF Standard 110B: 1997, which expresses the results as a percentage of chymosin and pepsin activity or milligrams of active chymosin and pepsin per litre. It is preferable to use the expression, percentage of activity, owing to a better repeatability and reproducibility of the analysis. The principle of the method is that chymosin and pepsin are chromatographically separated into
two fractions on a DEAE-resin column. The milkclotting activity of the chymosin and pepsin fractions is then determined relative to one of two international reference rennet powders (see below) on a standardized milk substrate (containing 0.05% CaCl2) at pH 6.5 and at 32 � C. The percentage of milk-clotting activity by chymosin and pepsin is calculated from the results of the activity tests. The total milk-clotting activity, however, should not be calculated by adding the activity of both fractions owing to some enzyme losses on the column and the dif®culty of knowing exactly the amount of rennet introduced to the column. The origin of microbial coagulants or any adulteration of bovine rennets (calf and adult) with microbial coagulants or porcine pepsin can be determined by an immunological method described in Annex A of IDF Standard 110B: 1997. If bovine rennets are found to be adulterated with nonbovine milk-clotting enzymes, the results of the chymosin and pepsin content of the rennet are not reliable, since other coagulants could have in¯uenced the composition of the fractions. The total milk-clotting activity of bovine rennets (calf and adult) can be analysed with IDF Standard 157A: 1997. The principle of the method is that the milk-clotting activity of the rennet is determined relative to the activity of two international reference rennet powders, i.e. one calf rennet (98% chymosin and 2% pepsin activity) and one adult bovine rennet (98% pepsin and 2% chymosin activity) (see below). Appointed by the IDF, the Association of Manufacturers of Animal-Derived Food Enzymes (AMAFE) have produced large batches of both the calf and the adult bovine reference standard powders. The milk-clotting activity of these batches has been adjusted to be exactly the same on a standardized milk substrate (0.05% CaCl2) at pH 6.5 and 32 � C: it is set at 1000 international milk-clotting units per gram (IMCU gÿ1). The reference powders can be bought directly from AMAFE at the address given in the IDF Standard 157A: 1997. When the stocks of the original large batches of reference powders are exhausted in the future, the total milk-clotting activity of the new batches will be denoted relative to the old batches. The total milk-clotting activity of a rennet sample is thus measured relative to both reference powders at pH 6.5 and 32 � C on a standardized milk substrate (0.05% CaCl2). The results obtained are interpolated with respect to the composition of the rennet sample, i.e. the higher the proportion of chymosin, the greater the relative milk-clotting activity against the calf rennet reference, is taken into account and vice versa. The results are given in international milk-clotting
286
CHEESE/Rennet Coagulation of Milk
units per ml or g (IMCU mlÿ1 or gÿ1). The total milkclotting activity of FPCs is measured relative to the calf rennet reference only, since FPCs contain 100% chymosin. There is also an International IDF Standard (176: 2002) for the total milk-clotting activity of the most widely used microbial coagulants (Miehei coagulant, Pusillus coagulant and Parasitica coagulant). The principle of this method is the same as for bovine rennets (157: 1997), but standard reference powders of the corresponding microbial proteinase are used. The milk-clotting activity of the microbial proteinase powders is de®ned according to the international calf rennet reference powder and their strength is close to 1000 IMCU gÿ1, i.e. set at a ®xed value for each of the reference powders. These reference powders can be obtained from producers given in the IDF Standard 176: 2002.
International Dairy Federation (1997) Calf Rennet and Adult Bovine Rennet: Determination of Chymosin and Bovine Pepsin Contents (Chromatographic Method). Standard 110B: 1997. Brussels: IDF. International Dairy Federation (1997) Bovine Rennets: Determination of Total Milk-Clotting Activity. Standard 157A: 1997. Brussels: IDF. International Dairy Federation (2002) Microbial coagulants: Determination of Total Milk-clotting Activity. Standard 176: 2002. Brussels: IDF. Yamada J, AndreÂn A, Kitamura N and Yamashita T (1988) Electron immunocytochemical co-localization of prochymosin and pepsinogen in chief cells, mucous-neck cells and transitional mucous-neck/chief cells of the calf fundic glands. Acta Anatomica 132: 246±252.
See also: Cheese: Overview; Rennet Coagulation of Milk; Cheese Rheology.
Rennet Coagulation of Milk
Further Reading
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
AndreÂn A (1992) Production of prochymosin, pepsinogen and progastricsin, and their cellular and intracellular localization in bovine abomasal mucosa. Scandinavian Journal of Clinical and Laboratory Investigation 52(supplement 210): 59±64. AndreÂn A (1998) Milk-clotting activity of various rennets and coagulants: background and information regarding IDF standards. International Dairy Federation Bulletin 332: 9±14. AndreÂn A, BjoÈrck L and Claesson O (1982) Immunohistochemical studies on the development of prochymosinand pepsinogen-containing cells in bovine abomasal mucosa. Journal of Physiology 327: 247±254. AndreÂn A, de Koning PJ and BjoÈrck L (1983) Changes in immunologically and catalytically active sites of chymosin, bovine pepsin and porcine pepsin. Netherlands Milk and Dairy Journal 37: 11±20. AndreÂn A and von Reedtz C (1990) The effects of chromatographically pure bovine chymosin and pepsin A on cheese curd ®rmness. Journal of Dairy Research 57: 109±117. Foltmann B (1987) General and molecular aspects of rennets. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, pp. 33±61. London: Elsevier Applied Science. Fox PF and McSweeney PLH (1998) Chemistry and biochemistry of cheese and fermented milks. In: Dairy Chemistry and Biochemistry, pp. 379±436. London: Blackie Academic and Professional. Harboe M and Budtz P (1999) The production, action and application of rennet and coagulants. In: Law BA (ed.) Technology of Cheesemaking, pp. 33±65. Shef®eld: Shef®eld University Press.
J A Lucey, University of Wisconsin±Madison, Madison, WI, USA
Introduction Coagulation of milk by rennet probably occurred initially by accident, as warm milk was stored in sacks made from the stomachs of ruminant animals which contained some residual proteinase. Crude extracts (called rennets) prepared from the fourth stomach of young calves have been used for cheesemaking for thousands of years. Today, the most popular rennet enzyme, chymosin, has been cloned into several genetically modi®ed organisms to produce recombinant chymosin, which is widely used in many countries around the world. Coagulation of milk by rennet is widely exploited as the ®rst step in the production of many different cheese varieties. Rennet coagulation has several important advantages over acid coagulation; these include faster coagulation (i.e. minutes) compared to the slower rate of acid development (i.e. hours) required by starter cultures to coagulate milk for cheeses such as cottage cheese (in contrast, milk coagulates very rapidly using the addition of acid directly). Renneted milk gels also undergo much greater syneresis than acid milk gels, which helps to produce cheeses with lower moisture levels. In most cheeses, starter cultures are added to reduce the pH, which helps to improve keeping quality (i.e. less perishable),
286
CHEESE/Rennet Coagulation of Milk
units per ml or g (IMCU mlÿ1 or gÿ1). The total milkclotting activity of FPCs is measured relative to the calf rennet reference only, since FPCs contain 100% chymosin. There is also an International IDF Standard (176: 2002) for the total milk-clotting activity of the most widely used microbial coagulants (Miehei coagulant, Pusillus coagulant and Parasitica coagulant). The principle of this method is the same as for bovine rennets (157: 1997), but standard reference powders of the corresponding microbial proteinase are used. The milk-clotting activity of the microbial proteinase powders is de®ned according to the international calf rennet reference powder and their strength is close to 1000 IMCU gÿ1, i.e. set at a ®xed value for each of the reference powders. These reference powders can be obtained from producers given in the IDF Standard 176: 2002.
International Dairy Federation (1997) Calf Rennet and Adult Bovine Rennet: Determination of Chymosin and Bovine Pepsin Contents (Chromatographic Method). Standard 110B: 1997. Brussels: IDF. International Dairy Federation (1997) Bovine Rennets: Determination of Total Milk-Clotting Activity. Standard 157A: 1997. Brussels: IDF. International Dairy Federation (2002) Microbial coagulants: Determination of Total Milk-clotting Activity. Standard 176: 2002. Brussels: IDF. Yamada J, AndreÂn A, Kitamura N and Yamashita T (1988) Electron immunocytochemical co-localization of prochymosin and pepsinogen in chief cells, mucous-neck cells and transitional mucous-neck/chief cells of the calf fundic glands. Acta Anatomica 132: 246±252.
See also: Cheese: Overview; Rennet Coagulation of Milk; Cheese Rheology.
Rennet Coagulation of Milk
Further Reading
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
AndreÂn A (1992) Production of prochymosin, pepsinogen and progastricsin, and their cellular and intracellular localization in bovine abomasal mucosa. Scandinavian Journal of Clinical and Laboratory Investigation 52(supplement 210): 59±64. AndreÂn A (1998) Milk-clotting activity of various rennets and coagulants: background and information regarding IDF standards. International Dairy Federation Bulletin 332: 9±14. AndreÂn A, BjoÈrck L and Claesson O (1982) Immunohistochemical studies on the development of prochymosinand pepsinogen-containing cells in bovine abomasal mucosa. Journal of Physiology 327: 247±254. AndreÂn A, de Koning PJ and BjoÈrck L (1983) Changes in immunologically and catalytically active sites of chymosin, bovine pepsin and porcine pepsin. Netherlands Milk and Dairy Journal 37: 11±20. AndreÂn A and von Reedtz C (1990) The effects of chromatographically pure bovine chymosin and pepsin A on cheese curd ®rmness. Journal of Dairy Research 57: 109±117. Foltmann B (1987) General and molecular aspects of rennets. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, pp. 33±61. London: Elsevier Applied Science. Fox PF and McSweeney PLH (1998) Chemistry and biochemistry of cheese and fermented milks. In: Dairy Chemistry and Biochemistry, pp. 379±436. London: Blackie Academic and Professional. Harboe M and Budtz P (1999) The production, action and application of rennet and coagulants. In: Law BA (ed.) Technology of Cheesemaking, pp. 33±65. Shef®eld: Shef®eld University Press.
J A Lucey, University of Wisconsin±Madison, Madison, WI, USA
Introduction Coagulation of milk by rennet probably occurred initially by accident, as warm milk was stored in sacks made from the stomachs of ruminant animals which contained some residual proteinase. Crude extracts (called rennets) prepared from the fourth stomach of young calves have been used for cheesemaking for thousands of years. Today, the most popular rennet enzyme, chymosin, has been cloned into several genetically modi®ed organisms to produce recombinant chymosin, which is widely used in many countries around the world. Coagulation of milk by rennet is widely exploited as the ®rst step in the production of many different cheese varieties. Rennet coagulation has several important advantages over acid coagulation; these include faster coagulation (i.e. minutes) compared to the slower rate of acid development (i.e. hours) required by starter cultures to coagulate milk for cheeses such as cottage cheese (in contrast, milk coagulates very rapidly using the addition of acid directly). Renneted milk gels also undergo much greater syneresis than acid milk gels, which helps to produce cheeses with lower moisture levels. In most cheeses, starter cultures are added to reduce the pH, which helps to improve keeping quality (i.e. less perishable),
CHEESE/Rennet Coagulation of Milk
types (aS1-, aS2-, b- and k-caseins) in combination with appreciable quantities of micellar or colloidal calcium phosphate (CCP) nanoclusters in the form of large aggregates called casein micelles. Both aS- and b-caseins are sensitive to precipitation by Ca2 in milk, as they have clusters of phosphoserine residues which have a high calcium-binding af®nity, and are protected by association with k-casein, which binds little calcium as it contains few phosphoserine residues. k-Casein molecules have a predominantly surface location on micelles where the hydrophilic Cterminal apparently acts as a `hairy' layer, providing steric stabilization and a barrier against association with other micelles. In the primary phase of rennet coagulation, the hydrophilic C-terminal part (residues 106±169) of the k-casein molecule is hydrolysed off and diffuses away from the micelle into the serum phase. This macropeptide is called caseinomacropeptide (CMP) or if it is highly glycosylated, i.e. contains carbohydrate residues, such as N-acetyl neuramic acid, it is called glycomacropeptide (GMP). There are several different levels of glycosylation of k-casein and these can be distinguished by their solubility in trichloroacetic acid (TCA). Apparently, all the principal rennet types hydrolyse the same Phe105±Met106 bond (with the exception of the coagulant from Cryphonectria parasitica, which hydrolyses the Ser104±Phe105 bond). The peptide sequence His98±Lys111 is the important section of the k-casein molecule affecting the ability of chymosin to hydrolyse the Phe105±Met106
as well as alter textural attributes and generate ¯avour compounds during ripening. Coagulation of milk by rennet may be divided into primary (enzymic hydrolysis) and secondary (aggregation) stages, although these stages normally overlap to some extent during cheesemaking (Figure 1). During the primary stage, k-casein is cleaved by rennet at the Phe105±Met106 bond (to form para-k-casein and macropeptide) resulting in a reduction in both the net negative charge and steric repulsion, such that rennetaltered micelles become susceptible to aggregation and after a lag phase, a three-dimensional gel network (called a `coagulum') is formed (Figure 2). There has been considerable interest in the study of rennet coagulation owing to the commercial importance of this process as the ®rst step in cheesemaking.
Primary (Enzymatic) Phase The basic building blocks of rennet-induced gels are the casein micelles. Caseins constitute approximately 80% of the protein in bovine milk, with four main Rennet Casein micelle para-casein + macropeptides (Primary, enzymatic phase) Ca2+, ≥20 °C (Secondary, non-enzymatic phase)
Coagulum (gel)
Figure 1 Summary of the two stages involved in the rennet coagulation of milk. • • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • •
• • • • • • • • • • • •
• • • • • •
Casein micelles
• • • • • •
Partial hydrolysis of κ-casein hairs by rennet
• • • • • •
• • • • • •
Aggregation of rennet-altered micelles
• • • • • •
• • • • • • • • • • • •
• • • • • •
287
• • • • • • • • • • • •
Formation of rennet coagulum
• • • • • •
Figure 2 Schematic drawing of the various processes occurring during the rennet coagulation of milk.
288
CHEESE/Rennet Coagulation of Milk
bond. The active site of chymosin is within a cleft, so the cleavage site of k-casein must be able to ®t into this cleft. The region between residues Leu103 to Ile108 of k-casein is strongly hydrophobic and this region probably associates with a hydrophobic region within the chymosin cleft. Negatively charged residues on chymosin probably line up with positively charged residues (His98 to His102 and Ile108 to Lys112) in k-casein. Evidence that electrostatic interactions seem to be involved comes from the ®ndings that the addition of NaCl prolongs the rennet coagulation time (RCT), although this may also be due to slower aggregation of rennet-altered particles. The enzymatic reaction in milk seems to obey ®rstorder kinetics. The proteolysis of k-casein is usually described by standard Michaelis±Menten kinetics, giving the velocity of proteolysis as: ÿdS Vmax S dt Km S
1
where [S] is the concentration of substrate, Vmax is the maximum rate of proteolysis at in®nite substrate concentration and Km is the dissociation constant of the enzyme±substrate complex. Values for Km in the range 1±5�10ÿ4 mol lÿ1 have been reported for intact casein micelles. Different kinetic results, i.e. reaction order and Km values, have been obtained with puri®ed k-casein, probably due to easier accessibility of the enzyme to a soluble k-casein substrate as presumably the (unhydrolysed) k-casein hairs on casein micelles may represent a barrier, e.g. physical or activation energy, to the enzyme gaining access to the cleavage site (i.e. Phe105±Met106 bond). The reactions leading up to aggregation of renneted micelles have also been studied using the adhesive hard sphere (AHS) theory. The AHS model views casein micelles as hard spheres (i.e. the internal structural features are not important) that are sterically stabilized by the k-casein `hairs', which are viewed as a charged `brush'. The theory has successfully predicted the (well-known) viscosity changes up to the point where aggregation occurs.
of the hairs also results in a decrease in the hydrodynamic diameter by �5 nm, a loss of steric stabilization and causes a slight minimum in viscosity during the initial lag phase. The nature of the attractive forces during the aggregation of casein micelles is still not completely clear, although Ca bridges, van der Waals forces and hydrophobic interactions may be involved. Destabilized micelles will aggregate only in the presence of free Ca2 and gelation occurs only if there is suf®cient CCP present, i.e. it needs the native casein micellar structure to be intact. The aggregation process is also highly temperature dependent and occurs only at temperatures �18 � C. When milk is clotted under normal conditions of pH and protein content, viscosity does not increase until the enzymatic phase is at least �87% complete and it is >60% of the (visual) RCT. Thus, there is some overlap between the hydrolysis and aggregation phases; the extent of overlap depends on the experimental conditions such as pH, temperature and protein content. The high degree of k-casein hydrolysis needed for aggregation may be due to the presence of other caseins on the micellar surface that contribute to the repulsive barrier to aggregation which can occur only when this barrier is lowered suf®ciently by the removal of the k-casein hairs. Small linear chains of micelles form initially and these continue to aggregate to form clumps, clusters and eventually a system-spanning network that has a fractal-like appearance (Figure 3).
Secondary Phase The stability of casein micelles in milk is attributed to their net negative charge and steric repulsion by the ¯exible macropeptide region of k-casein (the so-called hairs), Ca-induced interactions between protein molecules, hydrogen bonding, as well as electrostatic and hydrophobic interactions. The release of the CMP (or GMP) which diffuses away from the micelles leads to a decrease in the zeta potential, by �5±7 mV (�50%), which reduces electrostatic repulsion between rennet-altered micelles. Removal
10 µm
Figure 3 Confocal laser scanning micrograph of a rennetinduced milk gel. White (¯uorescent) areas are protein. Scale bar 10 mm.
CHEESE/Rennet Coagulation of Milk
� �
Rg aeff
�Dÿ3
3
Rearranging, gives the radius of the aggregates at the point of gelation, Rg: Rg aeff �
1=
Dÿ3
4
Rheological Properties of Renneted Milk Gels Rennet-induced gels are viscoelastic and their rheological properties can be characterized using dynamic low-amplitude oscillatory rheology, which determines both the viscous and elastic components. Parameters that can be determined include the elastic or storage modulus (G 0 ), which is a measure of the energy stored per oscillation cycle, the viscous or loss modulus (G00 ), which is a measure of the energy dissipated as heat per cycle, the complex modulus (G*), 1 G* [(G 0 )2 (G00 )2]2, and loss tangent (tan �), which is the ratio of the viscous to elastic properties (tan � G00 /G 0 ). Tan � is related to the relaxation of bonds in the gel during deformation and is a useful parameter for characterizing milk gels. Some important viscoelastic properties of rennetinduced gels are shown in Figure 4. During gelation, there is a lag period before a measurable G 0 value is obtained. Tan � decreases at the gelation point and then attains a relatively constant value. The 120
0.50
100
0.45
80
0.40
60
0.35
40
0.30
20
0.25
0 0
50
100
150 200 250 300 Time after rennet addition (min)
350
Loss tangent
where Np is the number of particles in an aggregate of radius R, No is the total number of primary particles that could form such a ¯oc, D is a constant called the fractal dimensionality (D < 3) and aeff is the radius of the effective building blocks forming the fractal cluster. The volume fraction of particles in an aggregate, �A, decreases as aggregation proceeds and R increases. At a certain radius, R, the average �A will equal the volume fraction of particles in the system, �, and all aggregates will touch, forming a continuous gel network:
Rg is a measure of the upper cut-off length, i.e. the largest interparticle distance (length scale) at which the fractal regime exists. The structure of a rennet gel can be characterized by the parameters a, �, Rg and D. For rennet-induced gels, D�2.3 has been observed. The possible aggregation mechanisms involved in particle gels, e.g. casein-based gels, is now being studied using Brownian dynamics computer simulations. With this type of approach, the aggregation behaviour of particles that have different types of bonds and repulsive barriers can be studied. This technique is very helpful in our understanding of how particle interactions in¯uence gelation properties.
Storage, complex and loss moduli (Pa)
Little aggregation occurs at low temperatures, e.g. 70 � C) impairs its rennet coagulation properties. When milk is heated, blactoglobulin and k-casein form a complex via sulphydryl±disulphide interchange and hydrophobic interactions. The RCT of milk increases with the severity of the heat treatment. The rate of enzymatic hydrolysis of k-casein is reduced, probably due to less accessibility of the Phe105±Met106 bond. In addition, it appears that some k-casein is no longer hydrolysed by rennet. Heating greatly reduced the rate of aggregation of renneted micelles. It is likely that denatured whey proteins on the surface of casein micelles sterically hinder the aggregation of renneted micelles. The renneting properties of heated milk deteriorate further during storage, i.e. rennet hysteresis, probably due to some continuing structural changes in the b-lactoglobulin±k-casein complex. Some of the effects of heating on the rennet coagulation properties of milk can be reversed, if the conditions of heating are not too severe, by addition of calcium, reducing the pH or pH-cycling (acidi®cation and neutralization of milk). Milks have been subjected to high heat treatment mainly to incorporate denatured whey proteins in cheese as a means of increasing cheese yield, although this is becoming less attractive as whey is becoming more important and a pro®table byproduct from cheesemaking. Total Solids
As the casein concentration is increased, the rate of aggregation increases. This is very obvious when the milk solids content for cheesemaking is increased by ultra®ltration. There are also increased dif®culties in cutting and curd handling operations when the protein content of cheesemilk exceeds � 4.5%. In milks with a higher solid content, coagulation occurs at a lower degree of hydrolysis of k-casein. Often, clotting time is only slightly reduced in concentrated milk but this depends on the concentration of rennet added (i.e. added on a milk volume or per casein basis) and the method used for detecting coagulation time. NaCl
Salt or ionic strength also affects rennet coagulation. Since addition of NaCl reduces milk pH, many of the effects depend on whether milk pH is kept constant. Addition of NaCl (>0.01 mol lÿ1) reduces
the hydrolysis reaction, presumably by inhibiting the electrostatic interactions that are involved in the formation of the chymosin±k-casein complex at the active site. Adding NaCl increases the RCT and reduces the initial rate of aggregation (even if the pH is kept constant). If higher rennet levels are used to give similar RCT times, then the addition of up to 100± 200 mmol lÿ1 NaCl (at a constant milk pH) gives higher storage moduli for rennet-induced gels. These results emphasize the importance of electrostatic interactions in the rennet coagulation process. Adding NaCl also results in some solubilization of CCP (probably due to substitution/exchange of Na for Ca2). Post-Coagulation Processing Operations
One of the main reasons for the great interest in studying rennet coagulation is to optimize the gel cutting time. When the cheesemaker (subjectively) decides that the gel (coagulum) is ®rm enough, it is cut by mechanical knives in both the horizontal and vertical directions to produce curd particles. In cheesemaking, the cutting time varies from about 20 to 50 min depending on: 1. Concentration of rennet used, e.g. � 20 ml of single strength rennet per 100 l milk, although this depends on the strength of the rennet used and the other coagulation conditions. 2. Whether CaCl2 was added as this accelerates clotting (the maximum legal level in many countries is 0.02%). 3. Coagulation temperature (coagulation occurs faster at higher temperature). 4. pH (the activity of chymosin decreases with an increase in pH). 5. Seasonal changes in milk composition; for example, late-lactation milk can be slow to clot due to its high pH and hydrolysis of caseins within the mammary gland by plasmin. Low levels of plasmin hydrolysis reduce RCT and increase the initial rate of aggregation of rennet-altered micelles although ®nal gel strength is reduced. Some of these problems can be minimized by maintaining cows on a high nutritional plane and drying-off before milk becomes abnormal. Standardization of the protein level in milk (e.g. using ultra®ltration retentates) also helps to minimize seasonal variations in milk composition and results in more uniform coagulation properties. 6. The quality of the dilution water used to make the rennet solution prior to addition to the cheese vat, as both excessive chlorine and a high level of water hardness can adversely affect activity.
CHEESE/Salting of Cheese See also: Cheese: Rennets and Coagulants; Cheese Rheology. Milk Proteins: Casein Nomenclature, Structure and Association Properties; Caseins, Micellar Structure; Caseins, Functional Properties and Food Uses; Caseins, Industrial Production and Compositional Standards.
Further Reading Dalgleish DG (1993) The enzymatic coagulation of milk. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, 2nd edn, pp. 69±100. London: Chapman & Hall. Fox PF, Guinee TP, Cogan TM and McSweeney PLH (2000) Fundamentals of Cheese Science. Gaithersburg: Aspen Publishers. Green ML and Grandison AS (1993) Secondary (nonenzymatic) phase of rennet coagulation and postcoagulation phenomena. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, 2nd edn, pp. 101±140. London: Chapman & Hall. Harboe M and Budtz P (1999) The production, action and application of rennet and coagulants. In: Law BA (ed.) Technology of Cheesemaking, pp. 33±65. Shef®eld: Shef®eld University Press. Horne DS (1998) Casein interactions: casting light on the Black Boxes, the structure in dairy products. International Dairy Journal 8: 171±177. Hyslop DB (2002) Enzymatic coagulation of milk. In: Fox PF and McSweeney PLH (eds.) Advanced Dairy Chemistry, vol. 2, Proteins, 3rd edn. New York: Kluwer. Lomholt SB and Qvist KB (1999) The formation of cheese curd. In: Law BA (ed.) Technology of Cheesemaking, pp. 66±98. Shef®eld: Shef®eld University Press. Lucey JA (2002) Formation and physical properties of milk protein gels. Journal of Dairy Science 85: 281±294. McMahon DJ and Brown RJ (1984) Enzymic coagulation of casein micelles: a review. Journal of Dairy Science 67: 919±929. Payens TA (1989) The enzyme-triggered coagulation of casein micelles. Advances in Colloid and Interface Science 30: 31±69. Walstra P (1993) The syneresis of curd. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, 2nd edn, pp. 141±191. London: Chapman & Hall. Zoon P, van Vliet T and Walstra P (1988) Rheological properties of rennet-induced skim milk gels. 1. Introduction. Netherlands Milk and Dairy Journal 42: 249±269.
Salting of Cheese B J Sutherland, Sutherland Dairy Consulting, Springvale South, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
293
Introduction Salting of perishable foods is among the most ancient and widely practised techniques of food preservation. Salt has achieved universal acceptance as a mineral of great importance in trade and industry, and, in view of its preservative qualities, it has become a peculiarly appropriate symbol of ®delity in many cultures. It is therefore no surprise that salting is a key element in that combination of techniques that has evolved for preserving the solids of milk in the form of cheese. Common salt (NaCl) is an ingredient of practically every variety of cheese. It may be added to subdivided cheese curds, as is the case with Cheddar and related types, or applied by immersion of the formed cheese in brine, as for Gouda, Swiss, Feta and related types. For some cheeses, the salt is rubbed onto the surface after moulding is complete and, for a few types (e.g. Domiati), some, or all, of the salt may be added to the cheesemilk before curd production commences. The presence of salt in the cheese and the manner of its incorporation has a signi®cant impact on the course of the cheese fermentation, and on the ®nal characteristics of the cheese as consumed. The salt in cheese:
� suppresses the proliferation of unwanted microorganisms, including pathogens
� regulates the growth of desirable organisms,
including the lactic acid bacteria (acidity, oxygen tension and temperature also regulate the growth of these organisms) � promotes physical and chemical changes in the maturing cheese � directly modi®es taste. The salt in cheese is held in solution in the aqueous phase and its concentration in solution is a strong determinant of much of the biological and biochemical changes that occur during cheese maturation. The actual level of salt in cheese varies with the type, ranging from 0.5% to about 3% (w/w) but this range is ampli®ed by the wide differences in water content between cheese varieties, such that the concentration of NaCl in the aqueous phase may range from less than 1% to about 8% (Table 1). The level of salt in cheese, the manner of its addition and the joint impact of these factors on the time needed for equilibration of the salt concentration in the aqueous phase are key determinants of varietal differences in cheese characteristics. Within any one cheese, the distribution of salt may vary considerably according to the method of application. Dry-salted cheeses, such as Cheddar, should have quite uniform salt levels throughout from just a few hours after salting, whereas for brine-salted
CHEESE/Salting of Cheese See also: Cheese: Rennets and Coagulants; Cheese Rheology. Milk Proteins: Casein Nomenclature, Structure and Association Properties; Caseins, Micellar Structure; Caseins, Functional Properties and Food Uses; Caseins, Industrial Production and Compositional Standards.
Further Reading Dalgleish DG (1993) The enzymatic coagulation of milk. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, 2nd edn, pp. 69±100. London: Chapman & Hall. Fox PF, Guinee TP, Cogan TM and McSweeney PLH (2000) Fundamentals of Cheese Science. Gaithersburg: Aspen Publishers. Green ML and Grandison AS (1993) Secondary (nonenzymatic) phase of rennet coagulation and postcoagulation phenomena. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, 2nd edn, pp. 101±140. London: Chapman & Hall. Harboe M and Budtz P (1999) The production, action and application of rennet and coagulants. In: Law BA (ed.) Technology of Cheesemaking, pp. 33±65. Shef®eld: Shef®eld University Press. Horne DS (1998) Casein interactions: casting light on the Black Boxes, the structure in dairy products. International Dairy Journal 8: 171±177. Hyslop DB (2002) Enzymatic coagulation of milk. In: Fox PF and McSweeney PLH (eds.) Advanced Dairy Chemistry, vol. 2, Proteins, 3rd edn. New York: Kluwer. Lomholt SB and Qvist KB (1999) The formation of cheese curd. In: Law BA (ed.) Technology of Cheesemaking, pp. 66±98. Shef®eld: Shef®eld University Press. Lucey JA (2002) Formation and physical properties of milk protein gels. Journal of Dairy Science 85: 281±294. McMahon DJ and Brown RJ (1984) Enzymic coagulation of casein micelles: a review. Journal of Dairy Science 67: 919±929. Payens TA (1989) The enzyme-triggered coagulation of casein micelles. Advances in Colloid and Interface Science 30: 31±69. Walstra P (1993) The syneresis of curd. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, 2nd edn, pp. 141±191. London: Chapman & Hall. Zoon P, van Vliet T and Walstra P (1988) Rheological properties of rennet-induced skim milk gels. 1. Introduction. Netherlands Milk and Dairy Journal 42: 249±269.
Salting of Cheese B J Sutherland, Sutherland Dairy Consulting, Springvale South, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
293
Introduction Salting of perishable foods is among the most ancient and widely practised techniques of food preservation. Salt has achieved universal acceptance as a mineral of great importance in trade and industry, and, in view of its preservative qualities, it has become a peculiarly appropriate symbol of ®delity in many cultures. It is therefore no surprise that salting is a key element in that combination of techniques that has evolved for preserving the solids of milk in the form of cheese. Common salt (NaCl) is an ingredient of practically every variety of cheese. It may be added to subdivided cheese curds, as is the case with Cheddar and related types, or applied by immersion of the formed cheese in brine, as for Gouda, Swiss, Feta and related types. For some cheeses, the salt is rubbed onto the surface after moulding is complete and, for a few types (e.g. Domiati), some, or all, of the salt may be added to the cheesemilk before curd production commences. The presence of salt in the cheese and the manner of its incorporation has a signi®cant impact on the course of the cheese fermentation, and on the ®nal characteristics of the cheese as consumed. The salt in cheese:
� suppresses the proliferation of unwanted microorganisms, including pathogens
� regulates the growth of desirable organisms,
including the lactic acid bacteria (acidity, oxygen tension and temperature also regulate the growth of these organisms) � promotes physical and chemical changes in the maturing cheese � directly modi®es taste. The salt in cheese is held in solution in the aqueous phase and its concentration in solution is a strong determinant of much of the biological and biochemical changes that occur during cheese maturation. The actual level of salt in cheese varies with the type, ranging from 0.5% to about 3% (w/w) but this range is ampli®ed by the wide differences in water content between cheese varieties, such that the concentration of NaCl in the aqueous phase may range from less than 1% to about 8% (Table 1). The level of salt in cheese, the manner of its addition and the joint impact of these factors on the time needed for equilibration of the salt concentration in the aqueous phase are key determinants of varietal differences in cheese characteristics. Within any one cheese, the distribution of salt may vary considerably according to the method of application. Dry-salted cheeses, such as Cheddar, should have quite uniform salt levels throughout from just a few hours after salting, whereas for brine-salted
Fresh Soft; white surface mould Large eyes
Semi-hard, internal mould
Semi-hard, small±medium eyes Hard, pressed White, acid Hard grating
Cottage Camembert
Blue vein
Edam/ Gouda Cheddar Feta Parmigiano Dry salted Immersion brined Immersion brined � dry surface application
Immersion brined (� dry surface application) Dry salting and/or surface application and/or immersion brined Immersion brined
Salt added with dressing Immersion brined
Salting method
35±39 52±58 32±34
38±42
38±50
38±42
70±80 50±55
Water content (g 100 gÿ1)
32±35 24±30 22±25
26±30
25±36
26±31
0.5±5.0 18±30
Fat content (g 100 gÿ1)
25±28 18±21 32±36
26±28
21±27
28±30
15±25 17±21
Protein content (g 100 gÿ1)
1.6±1.9 2.8±4.0 2.0±2.5
1.2±1.4
1.7±2.6
0.8±1.0
0.6±1.0 1.5±1.8
NaCl content (g 100 gÿ1)
4.1±5.5 4.8±7.7 5.9±7.8
2.8±3.7
3.4±6.8
2.0±2.6
0.7±1.4 2.7±3.6
Salt in water phase (g 100 gÿ1)
0.95 0.95±0.97 0.91±0.92
0.95±0.96
0.97
0.97
0.99 0.98
Indicative aw valuea
a Water activity in cheese is affected by many factors in addition to the content of NaCl in the water phase. Thus, the values provided here are indicative only, some being averages of values from various sources and some calculated.
Emmental
Type
Variety
Table 1 Proximate composition and typical values for water activity of cheese
CHEESE/Salting of Cheese
cheese, there is a marked difference between the salt content of the surface and the interior, which persists for many days or weeks, dependent on the dimensions of the cheese. Rapid attainment of salt uniformity within dry-salted cheese curds generally slows or stops fermentation of the residual lactose, leaving a pool of fermentable carbohydrate to support the growth of the more salt-tolerant strains of the starter bacteria and/or the growth of non-starter lactic acid bacteria (NSLAB), with a potentially profound impact on the course of maturation. A low internal salt level in brine-salted cheeses allows for continuation of the fermentation by the added starter organisms of practically all of the lactose to lactic acid and associated end products, thus leaving little fermentable carbohydrate to support the growth of NSLAB, resulting in a different course of maturation and different ¯avour pro®les. The preservative impact of salt derives from its effect on the water activity (aw) of the cheese: aw p=p0 where p is the vapour pressure of water in the cheese, and p0 is the vapour pressure of pure water. Practical measurement of the water activity of cheese can be made by estimating the equilibrium relative humidity (ERH) of a cheese when at equilibrium with its surrounding atmosphere; thus, aw ERH/100. The water activity of fresh cheese is determined principally by salt content in the free water (approx 10% of the water being bound to proteins), and may be calculated by the relationship: aw 1 ÿ 0:033NaClm or aw 1 ÿ 0:00565NaCl where [NaClm] is the number of moles of NaCl per litre of cheese water, and [NaCl] is the % (w/w) concentration of NaCl in cheese water. Solutes, other than NaCl, in the aqueous phase of fresh cheese do make a minor contribution to lowering of the vapour pressure. These include unfermented carbohydrate, lactic acid and other byproducts of the fermentation, solubilized minerals (mainly calcium and phosphate ions liberated from the casein as the pH falls) and nonprotein nitrogenous compounds from the cheesemilk. As cheese matures, water activity falls in most varieties due to increasing concentrations of low molecular weight solutes arising from degradation of macromolecules in the cleavage reactions of glycolytic, proteolytic and lipolytic enzymes. Dehydration during ripening may lead to further reduction in aw for those cheeses matured in their own rind.
295
Methods of Salting There are three main techniques for salting of cheese: 1. Immersion of the moulded cheese in a brine solution. 2. Mixing of dry salt crystals with subdivided cheese curds prior to the moulding/pressing stage of manufacture. 3. Application of dry salt or a salt slurry to the surface of the formed cheese. For a number of varieties, a combination of these techniques is used, and for a few cheese types, salt is added either to the milk or the whey. Brine-salted cheeses are formed into their ®nal size and shape prior to being immersed in a brine solution for a period ranging from a few hours to a few days in vats containing circulating or static brine. Static brine systems usually have undissolved salt on the bottom of the vats and stirring must be carried out frequently. Circulating systems have means for automatically maintaining the strength of the brine. Brine concentration typically ranges from 15% to 25% (w/w) NaCl in water and temperature may vary from about 8 to 20 � C. The salting time depends primarily on the desired salt content, and is further in¯uenced by:
� brine temperature (diffusion rate increases with temperature)
� salt concentration (higher concentration gives
faster salt uptake, but more extreme variations within the young cheese) � cheese dimensions (smaller and ¯atter cheeses take up salt more rapidly; a spherical cheese takes up salt more evenly) � cheese moisture and pH (higher moisture and higher pH both lead to more rapid salt uptake). The speci®c gravity of cheese is lower than that of brine, so, for even salt uptake through all surfaces, means must be provided either to keep the cheese beneath the brine surface, to spray the exposed upper surfaces with the brine, or to place dry salt on this surface. With repeated exposure to immersed cheeses, the brine becomes equilibrated to the aqueous phase of the cheese with respect to pH, and all soluble constituents apart from NaCl. However, whenever fresh brine is prepared, it is usual to adjust both the pH and the calcium content to that of the cheese serum, thus avoiding problems of softened surfaces and high surface pH caused by leaching of calcium and lactic acid, respectively. One or more of ®ltration, micro®ltration, heat treatment and chemical sanitation maintains the clarity and microbiological quality of brine.
CHEESE/Salting of Cheese
Salt Diffusion in Cheese When dry salt is distributed over the surfaces of milled curd, some of the salt dissolves in the surface moisture and diffuses a short distance into the curd. This initiates a counter¯ow of water (whey) from the curd, the ¯ow driven by osmotic pressure difference between the aqueous phase of the curd and the layer of brine forming on the surface. The departing whey dissolves the remaining salt crystals, some of the salt solution so formed being absorbed into the curd, while the remainder drains away or remains on the curd surface until physically expelled during pressing. Typically, the mass of water lost is about twice the mass of salt absorbed, leading to a net loss of cheese mass, a reduction in cheese volume, and the formation of a temporarily contracted surface layer on the salted curd particles. This shrinkage is sometimes referred to as salt-induced syneresis, but it must be distinguished from syneresis of curds in the whey stage of manufacture, since the essential driving force for contraction of the gel is different. In dry salting, the salt/surface area ratio is low, and the time of contact with concentrated salt solution is short, and thus the extent of permanent contraction of the curd is minimal. With time, the contracted protein layer becomes virtually indistinguishable from the cheese body. Salt loss increases with increases in curd moisture, curd pH and curd temperature, while absorption increases with increases in the surface area to volume ratio of the milled particles, and with increased time from salting to pressing. Salt uptake is proportionally greater for smaller curd particles because of their higher surface area to volume ratio. Equilibration of salt levels within the particles, or ®ngers, is essentially complete within 24 h, and the key requirements for uniformity of salt level within the pressed cheeses are accurate dosing of salt onto the milled curds, effective mixing of the salted curds to effectively
distribute the dry salt grains and to intimately blend the larger and smaller particles, and provision of suf®cient time for contact between the curds and the whey brine before pressing. In brine salting, salt uptake starts immediately. Release of whey from the curd surface occurs as for dry salting, but it is not a requirement for salt absorption. A comparatively long contact time is needed for salt uptake because the low surface area to volume ratio leads to formation of a much thicker layer of contracted protein than in dry salting. At the end of the brining period there exists a steep gradient of salt in the cheese moisture (Figure 1) that may take many weeks to become relatively even, the time required for relative uniformity being dependent largely upon cheese geometry and the moisture content. Typical times for achieving uniform salt distribution are: Camembert (0.25 kg ¯at disc, 55% water), 7±10 days; Edam (2.5 kg spherical, 46% water), 4±6 weeks; Gouda (10 kg wheel, 42% water), 7±9 weeks; and Emmental (60±130 kg wheel, 36% water), more than 4 months. After removal of the cheese from the brine, the contracted surface layer may dehydrate even further under the in¯uence of storage conditions (surface coating, relative humidity (rh) of store, air movement in the store) thus forming a protective rind. For salting by brine immersion, by surface rubbing or by dry salting, the movement of salt into, and within, the cheese occurs via an impeded mutual diffusion process driven by osmotic pressure differences. For movement of salt and water through the cheese surface, the driving force is the difference in concentration of NaCl in the brine (or the generated brine layer, in the case of dry salting) and the 20
44
16 40 12 36 8 32 4
Moisture content (g 100 g–1)
In dry-salted cheeses, the curd grains after whey drainage are fused into a cohesive mass and kept warm for some time before salting, to allow the pH to reach almost the ®nal value sought for the variety in question. This cohesive mass is then mechanically broken, or milled, into small fragments, typically about the size of a human ®nger. Dry salt grains are then added to the milled curd on a weight/weight basis and distributed over the surfaces by thorough mixing, which is generally performed in a tumbler or on a stirred belt. Following a period of time for salt absorption, the milled salted curds are formed into the shape of the ®nal cheese by application of pressure with, or without, an associated vacuum treatment.
Salt in moisture (g 100 g –1)
296
28
1 2 3 4 5 6 Distance from cheese surface (cm) Figure 1 Moisture (*) and salt-in-moisture (.) of a typical semi-hard cheese after brining vs. penetration depth after 8 days in 20% (w/w) brine at 13 � C.
CHEESE/Salting of Cheese
concentration of NaCl in the water of the cheese. This counter diffusion phenomenon has been found to obey laws of the general type that govern heat conduction. Derivations of Fick's law of diffusion to describe the diffusion process were originally developed from studies of unidimensional ¯ow of Gouda cheese placed in brine, and have since been shown to apply to most cheese types. An estimate of salt uptake by cheese in brine can be made via the relation: S 2C � A=V �
D� � t=�1=2 where S salt uptake (g 100 gÿ1 cheese water), C brine concentration (g salt 100 gÿ1 water), A cheese surface area (cm2), V cheese volume (cm3), t brining time (days) and D* pseudodiffusion coef®cient for salt in cheese water (cm2 dayÿ1). The value of D* has been found to lie between 0.1 and 0.2 cm2 dayÿ1 for most cheese types (Figure 2). This compares with a value of 1.0 cm2 dayÿ1 for the movement of salt in pure water, the lower rate for diffusion in cheese water being attributed to a number of properties of the cheese substrate that act in concert to retard movement of Na and Clÿ through the cheese water. These factors can be understood when viewing cheese as a spongelike matrix of interlocked para-casein strands. The aqueous phase is entrapped in this matrix along with a roughly equal mass of fat in the form of discrete globules with a mean diameter of 4±5 mm. Thus, migration of the ions is retarded by the narrowness of the pores of the protein matrix, the tortuosity of the path to be taken by ions and the higher viscosity of the cheese aqueous phase relative to that of pure water. It is also known that not all of the cheese water takes part in
297
the diffusion, since some of it is held in a `bound' form associated with the cheese proteins. It has also been found that the value of D* increases with both curd temperature and curd moisture (Figure 2). Some cheeses have an element of internal ordering of the protein matrix induced by actions such as the pasta®lata reaction in Mozzarella that produces aligned protein ®bres within the cheese body. In such cases, it is noted that salt diffuses more readily in the direction parallel with the ®brous structure, and the value of D* will depend on the direction of salt diffusion being considered. In salting of cheese, a greater mass of water is lost than the mass of salt taken up, with a generally linear relationship between the masses of salt and water counter diffusing at any point in a particular cheese, i.e.: ÿ�Wx � p�Sx where W and S are the percentages of water and salt, respectively, in the cheese solids-not-salt at any distance, x, from the cheese surface, and p is the proportionality factor. The proportionality factor, or ¯ux ratio, p, has a value always greater than 1, generally in the range 1.5±3.0. For many cheese varieties, a `rule of thumb' used is that 2 kg of water may be lost for each kilogram of salt taken up. Factors found to have a positive in¯uence on p include cheese pH, brining duration, temperature, surface area to volume ratio, and brine concentration.
Effect of Salt on the Properties of Cheese
Pseudodiffusion coefficient (D*, cm2 day –1)
Cheese Composition 0.24
The main factors that determine the composition of cheese are the relative proportions of fat, water, proteins and minerals in the cheesemilk, the nature and extent of the fermentation, and the syneresis of the curd formed by the action of rennet, acid or a combination of rennet and acid. The addition of salt does modify the gross composition of cheese, but to a lesser extent than these prime factors, through its direct contribution to the dry matter of the cheese and, more signi®cantly, through the salt-induced release of whey during the course of salt absorption.
r 2 = 0.8494 0.22 0.20 0.18 0.16 0.14 0.12 32
36
40
44
48
52
Cheese moisture (g 100 g–1) Figure 2 Relationship between the moisture content of unsalted cheese and the pseudodiffusion coef®cient (D*) for NaCl in cheese water.
Moisture content As a general rule, for any particular cheese, as salt content increases, the moisture content decreases for cheese made under the same conditions from the same milk. This is seen most clearly in the case of brine-salted cheese immediately at the end of the brining period (Figure 1). Here, there
298
CHEESE/Salting of Cheese
is a clearly de®ned compositional pattern, with a decreasing salt gradient from the surface to the centre being accompanied by an increasing moisture gradient in the same direction. For brine-salted cheese this is a transient situation as the levels of both moisture and salt tend to even out in the cheese during maturation, driven by the large and consistent concentration gradients. However, it remains true that if the total salt uptake is higher for any particular cheese within a similar batch, then the total moisture retained in that cheese will be lower than for the rest of the batch. Within dry-salted varieties, such as Cheddar, the impact of salt on cheese moisture is most signi®cant in the case of uneven salt levels. If salt distribution is poor there may be randomly located regions within a single pressed cheese in which the salt and moisture levels are signi®cantly different from the mean, with only a limited driving force towards equilibration of salt and moisture throughout the cheese. This may lead to the same cheese developing signi®cantly different sensory properties at maturity from region to region. Lactose For most cheese varieties, other than fresh cheese such as cottage cheese and quark, the lactose is fully metabolized during the early stages of ripening. But the level of salt in the cheese, and the method of its application, do have a signi®cant role in determining both the rate of lactose metabolism and the balance between the numbers of starter and nonstarter bacteria, which will grow in the maturing cheese to have later in¯uences on its sensory properties. Growth of the Lactococcus strains most commonly used in cheese fermentation is stimulated by salt in the water at 2±3% (w/w), but becomes inhibited at higher levels, with most strains exhibiting nil or only limited growth at salt concentrations above about 5%. For brine-salted cheeses, where the salt penetrates slowly, over days, there remains ample time for virtual complete fermentation of lactose by the starter before the salt-in-moisture (SM) level becomes inhibitory, although inhibition will occur in the surface layer. However, for dry-salted cheeses, such as Cheddar and related types, it is important that the fermentation proceeds nearly to completion prior to salting, otherwise the cheese may not ripen correctly. Cheddar curd at salting contains 0.5±0.8% lactose, which ferments slowly during early maturation via continued activity of the starter, but this depends on the actual SM levels and the salt tolerance of the added strains. This period of slow decline in residual lactose provides conditions suitable for the growth of salt- and acid-tolerant non-starter
strains, such as pediococci, and excessive populations of some non-starters can lead to defects such as crystallization of calcium lactate associated with the production of the less soluble DL-lactate and the racemization of the L-lactate produced by the starter organisms. pH Salting for the purposes of pH control is seen only in those types where the method of incorporation promotes rapid penetration of the salt throughout the aqueous phase. Lactic acid formation slows or stops as the SM level increases and the pH reaches its ®nal level. The most notable example is stirred curd cheese, a bulk cheese type used for processed cheese manufacture. Here, continuous agitation prevents the original curd particles from fusing after whey separation, and when the pH of the still warm curds has reached the desired value (in the pH range 5.0± 5.4) further pH change is prevented by application of dry salt directly onto the particles. The small size of these particles (approx. 2±4 mm in diameter) means that salt diffusion is complete within minutes and acid production stops directly. The larger the size of the curd particles at salting, the more gradual the slowing and cessation of pH change. For Cheddar, where the cross-sectional area of the milled curd ®ngers may be up to 15 � 15 mm, this time period may be about 24 h, whereas for the brine-salted cheese types, their low surface area to volume ratio means that salting has little in¯uence over the ®nal pH value. Cheese Microflora
Salting has a vital in¯uence over the bacterial ¯ora of cheese. It affects both the growth and activity of the starters and the desirable non-starter organisms such as surface ¯ora and internal moulds and, with pH, and it acts to limit the opportunity for proliferation of spoilage organisms and pathogens. The lactic acid bacteria of starters have varying salt tolerance for growth. Among the lactococci, Lactococcus lactis subsp. cremoris is generally more salt sensitive than Lc. lactis subsp. lactis, although there are strain-based variations on this. The propionic acid bacteria, of importance as the secondary ¯ora for Emmental and related cheese types, show a pH-related salt tolerance. Many strains of propionibacteria tolerate over 6% salt at pH 7, but are inhibited by 3% salt at pH 5.2; hence the use of low SM levels in Emmental (Table 1). Salt signi®cantly affects the growth of Penicillium roqueforti, a key organism for the production of the typical appearance and ¯avour of blue-veined cheese; 3±6% salt will prevent germination of the spores and associated generation of the blue colour.
CHEESE/Salting of Cheese
299
This explains the mould-free zone seen in the surface regions of brine-salted blue-veined cheese. Pathogenic organisms vary widely in salt tolerance, some growing best only at a salt level below 2%, some tolerating 2±6% salt and a few able to grow at over 5±6% salt. Thus, in cheese, salt generally does not act alone as a defence against pathogens, but must be considered as one of the `hurdles' protecting cheese from spoilage, along with limiting infection during milk production and harvesting, effective heat treatment of cheesemilk (pasteurization), active starter growth producing the desired pH drop, and plant hygiene.
bacteria, or unregulated enzyme activity. An example is bitterness in Cheddar cheese associated with a low SM level which leads to excessive primary proteolysis. At salt levels above the optimal range the defects are more likely to be due to inhibition of the primary fermentation and/or the subsequent maturation processes, or to the direct effect on gross composition, e.g. excessively ®rm texture caused by moisture loss. Additionally, there is the direct impact of salt on taste, with too high, or too low, salt levels becoming evident organoleptically.
Enzyme Activity
With the trend towards better regulation of dietary sodium intake has come a market demand for a reduced salt level in cheese. Even though cheese contributes only up to about 5% of dietary sodium in the highest consumption regions, there is a market demand for reduced-sodium cheese. Two approaches dominate this ®eld:
Enzymes that are signi®cant in cheese for modi®cation of texture and formation of ¯avouring compounds include indigenous milk proteinases (most notably plasmin), proteinases from coagulant, lipases and esterases from rennet paste and/or added moulds, plus proteinases and peptidases from the starters, secondary ¯ora and adventitious bacteria. Salting has an in¯uence on the activity of most of these enzymes, with water-soluble enzymes decreasing in activity with the decrease in water activity as salt level increases. Hydrophobic lipases remain active even at low aw. The proteolytic activity of residual coagulant is strongly in¯uenced by the salt concentration, with hydrolysis of the aS1-casein stimulated by increasing SM up to about 6%, while proteolytic breakdown of the b-casein is inhibited at 5% SM. For cheese such as Emmental, in which plasmin plays the dominant role in primary proteolysis of the major caseins, the salt effect is critical. This enzyme is stimulated at SM levels up to about 2%, but activity decreases at higher levels. The salt level in cheese also affects microbial proteinases. Intracellular enzymes of Streptococcus thermophilus and some strains of Micrococcus show up to 80% less activity in the presence of salt. The proteolysis in Camembert and in blue cheeses is markedly affected by elevated salt levels, with attendant effects on the sensory properties. Cheese Quality
Salting of cheese clearly has a major in¯uence on cheese quality through its effects on cheese composition, micro¯ora and enzyme activity. There is considerable direct evidence of correlations between salt level and sensory quality as judged by expert cheese graders. The general observation is that there is, for each cheese variety, an optimum range for salt content and SM level. At levels below this, it is usual to see defects due to either the growth of undesirable
Low and Reduced-Salt Cheese
1. Full or partial substitution of NaCl with KCl and/ or MgCl2 (leading to changes in taste, particularly a tendency towards bitterness 2. Adding less salt during manufacture (with attendant increased risk of the growth of undesirable bacteria and/or pathogens). See also: Cheese: Overview; Microbiology of Cheese; Biochemistry of Cheese Ripening.
Further Reading Choisy C, Desmazeaud M, Gripon JC, Lamberet G and Lenoir J (2000) The biochemistry of ripening. In: Eck A and Gillis J-C (eds.) Cheesemaking: From Science to Quality Assurance, pp. 82±151. Paris: Lavoisier. Fox PF, Guinee TP, Cogan TM and McSweeney PLH (2000) Fundamentals of Cheese Science. Gaithersburg: Aspen Publishers. Geurts TJ, Walstra P and Mulder H (1974) Transport of salt and water during salting of cheese. 1. Analysis of the processes involved. Netherlands Milk and Dairy Journal 28: 102±129. Geurts TJ, Walstra P and Mulder H (1980) Transport of salt and water during salting of cheese. 2. Quantities of salt taken up and water lost. Netherlands Milk and Dairy Journal 34: 229±254. Guinee TP and Fox PF (1993) Salt in cheese: physical, chemical and biological aspects. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, pp. 257±302. London: Chapman & Hall. Hardy J (2000) Water activity and cheese salting. In: Eck A and Gillis J-C (eds.) Cheesemaking: From Science to Quality Assurance, pp. 60±81. Paris: Lavoisier. Kindstedt PS, Rowney M and Roupas PR (1999) Technology, biochemistry and functionality of pasta
300
CHEESE/Membrane Processing in Cheese Manufacture
®lata/pizza cheese. In: Law BA (ed.) Technology of Cheesemaking, pp. 193±221. Shef®eld: Shef®eld University Press. Kristensen JMB (1999) Cheese Technology: A Northern European Approach. Aarhus, Denmark: Danish Dairy Board. Law BA (1999) Cheese ripening and cheese ¯avour technology. In: Law BA (ed.) Technology of Cheesemaking, pp. 163±192. Shef®eld: Shef®eld University Press. Marcos A (1993) Water activity in cheese in relation to composition, stability and safety. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, pp. 439±469. London: Chapman & Hall. Robinson RK and Wilbey RA (eds.) (1998) Cheesemaking Practice (R. Scott), 3rd edn. Gaithersburg: Aspen Publishers. Zottola EA and Smith LB (1993) Growth and survival of undesirable bacteria in cheese. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, pp. 471±492. London: Chapman & Hall.
Membrane Processing in Cheese Manufacture V V Mistry, South Dakota State University, Brookings, SD, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Cheesemaking is a process of controlled removal of moisture from milk by acid and temperature manipulation. Ultimately, most of the casein, fat and insoluble minerals along with some water are retained in the cheese. The ef®ciency with which these components are retained is of great interest to cheesemakers because of the impact on cheese yield and therefore on the cost of production. Membrane processing provides the potential for improving the ef®ciency of cheesemaking and therefore offers capabilities that are of value in terms of economics and quality, and also provides opportunities for the development of new cheeses. Membrane processing, including reverse osmosis (also known as hyper®ltration), nano®ltration, ultra®ltration and micro®ltration, are pressure-driven separation/concentration operations which employ
Table 1 Composition of milk concentrated approximately threefold by reverse osmosis and ultra®ltration Component
Milk
Reverse osmosis (%)
Ultra®ltration
Total solids Fat Total protein Lactose Ash
12.2 3.50 3.20 4.80 0.70
36.6 10.5 9.6 14.4 2.1
28.0 10.5 9.5 4.1 1.3
organic or inorganic membranes. Reverse osmosis of milk or whey will remove only water and is therefore similar to thermal evaporation (Table 1). Nano®ltration removes water and small monovalent ions, such as sodium, potassium and chloride. Ultra®ltration achieves greater separation; in addition to water and smaller minerals, it also removes lactose and most water-soluble minerals and vitamins. Micro®ltration, on the other hand, is able to separate larger components of milk such as proteins. It is therefore possible to separate caseins and whey proteins. Bacterial cells and spores can also be removed from milk with this process. This diverse range of separation capabilities is possible with the help of membranes of speci®c pore sizes and process parameters (pressure) (see Membrane Separation). Membrane-processed milk or whey possesses unique compositional and physical characteristics that enable applications in the manufacture of various products. Cheese manufacture using membrane processing has been practised commercially since the early 1970s but the manner in which it is used has evolved over time owing to experience gained by cheese-makers and the development of new membranes and applications. Membrane processes can be used in cheese manufacture to accomplish various speci®c tasks. The effects of reverse osmosis of milk are similar to those of thermal concentration of milk or forti®cation of milk with milk powder. The objective of such methods is to concentrate all milk components equally to a predetermined level. The later two methods (thermal concentration and forti®cation) are practised in commercial cheese manufacture to improve the ef®ciency of cheesemaking and increase cheese yield. Reverse osmosis is generally not used for such applications because current multiple-effect evaporators equipped with vapour recompression systems offer greater ef®ciencies of operation, although combinations of thermal evaporation and reverse osmosis have been suggested for process optimization (see Evaporators). Ultra®ltration and micro®ltration are the most common membrane processes used in the cheese
300
CHEESE/Membrane Processing in Cheese Manufacture
®lata/pizza cheese. In: Law BA (ed.) Technology of Cheesemaking, pp. 193±221. Shef®eld: Shef®eld University Press. Kristensen JMB (1999) Cheese Technology: A Northern European Approach. Aarhus, Denmark: Danish Dairy Board. Law BA (1999) Cheese ripening and cheese ¯avour technology. In: Law BA (ed.) Technology of Cheesemaking, pp. 163±192. Shef®eld: Shef®eld University Press. Marcos A (1993) Water activity in cheese in relation to composition, stability and safety. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, pp. 439±469. London: Chapman & Hall. Robinson RK and Wilbey RA (eds.) (1998) Cheesemaking Practice (R. Scott), 3rd edn. Gaithersburg: Aspen Publishers. Zottola EA and Smith LB (1993) Growth and survival of undesirable bacteria in cheese. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, General Aspects, pp. 471±492. London: Chapman & Hall.
Membrane Processing in Cheese Manufacture V V Mistry, South Dakota State University, Brookings, SD, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Cheesemaking is a process of controlled removal of moisture from milk by acid and temperature manipulation. Ultimately, most of the casein, fat and insoluble minerals along with some water are retained in the cheese. The ef®ciency with which these components are retained is of great interest to cheesemakers because of the impact on cheese yield and therefore on the cost of production. Membrane processing provides the potential for improving the ef®ciency of cheesemaking and therefore offers capabilities that are of value in terms of economics and quality, and also provides opportunities for the development of new cheeses. Membrane processing, including reverse osmosis (also known as hyper®ltration), nano®ltration, ultra®ltration and micro®ltration, are pressure-driven separation/concentration operations which employ
Table 1 Composition of milk concentrated approximately threefold by reverse osmosis and ultra®ltration Component
Milk
Reverse osmosis (%)
Ultra®ltration
Total solids Fat Total protein Lactose Ash
12.2 3.50 3.20 4.80 0.70
36.6 10.5 9.6 14.4 2.1
28.0 10.5 9.5 4.1 1.3
organic or inorganic membranes. Reverse osmosis of milk or whey will remove only water and is therefore similar to thermal evaporation (Table 1). Nano®ltration removes water and small monovalent ions, such as sodium, potassium and chloride. Ultra®ltration achieves greater separation; in addition to water and smaller minerals, it also removes lactose and most water-soluble minerals and vitamins. Micro®ltration, on the other hand, is able to separate larger components of milk such as proteins. It is therefore possible to separate caseins and whey proteins. Bacterial cells and spores can also be removed from milk with this process. This diverse range of separation capabilities is possible with the help of membranes of speci®c pore sizes and process parameters (pressure) (see Membrane Separation). Membrane-processed milk or whey possesses unique compositional and physical characteristics that enable applications in the manufacture of various products. Cheese manufacture using membrane processing has been practised commercially since the early 1970s but the manner in which it is used has evolved over time owing to experience gained by cheese-makers and the development of new membranes and applications. Membrane processes can be used in cheese manufacture to accomplish various speci®c tasks. The effects of reverse osmosis of milk are similar to those of thermal concentration of milk or forti®cation of milk with milk powder. The objective of such methods is to concentrate all milk components equally to a predetermined level. The later two methods (thermal concentration and forti®cation) are practised in commercial cheese manufacture to improve the ef®ciency of cheesemaking and increase cheese yield. Reverse osmosis is generally not used for such applications because current multiple-effect evaporators equipped with vapour recompression systems offer greater ef®ciencies of operation, although combinations of thermal evaporation and reverse osmosis have been suggested for process optimization (see Evaporators). Ultra®ltration and micro®ltration are the most common membrane processes used in the cheese
CHEESE/Membrane Processing in Cheese Manufacture
industry. Applications for nano®ltration, which is a relatively new membrane process in cheesemaking, are also being developed.
301
7.0 2 6.6
pH
1.2
5.8
Ultrafiltration
5.4
0.8
Ultra®ltration of milk is conducted at approximately 50 � C but a lower or slightly higher temperature may also be used. The feed runs under pressure tangentially across an ultra®ltration membrane with a molecular weight cut-off of 10 000 to 100 000 Da. Low molecular weight materials, i.e. water, lactose, soluble minerals and vitamins, pass through the membrane and form the permeate stream. The membrane retains the remaining components and this mass, called retentate (or concentrate), is used for cheesemaking. The concentration of the retentate is varied by continually recycling the feed across the membrane until the desired concentration of milk proteins is achieved or by using a very large surface area of membrane, as in large commercial operations. There are three major methods for using ultra®ltration for cheesemaking; low concentration (also known as protein standardization), medium concentration, and high concentration (precheese concept). The latter (precheese concept) paved the way for the application of ultra®ltration in cheesemaking. This process, commonly known as the MMV process after its inventors Maubois, Mocquot and Vassal of INRA, France, was originally developed for Camembert cheese in the late 1960s and has been adapted for other cheeses, such as Feta. Certain physicochemical properties of ultra®ltered milk are particularly critical in cheesemaking applications and should be understood. These include viscosity, buffering capacity and rennet coagulation properties. As the protein content of milk is increased by ultra®ltration, there is an increase in viscosity. This aspect is of particular importance in the pumping requirements of ultra®ltered milk at high protein levels. For example, in some cheesemaking procedures where fermented milk is concentrated to a high level in a multistage ultra®ltration unit, positive displacement pumps have to be used to transport ef®ciently the viscous retentate across the later stages of the membrane unit. Further, mixing of ingredients such as starter, rennet and salt requires attention to prevent localized coagulation. During ultra®ltration of milk, proteins and colloidal salts are concentrated simultaneously. This causes an increase in the buffering capacity, and hence directly in¯uences acid production characteristics of lactic acid bacteria, the pH of cheese, ripening characteristics and rennet coagulation. Under conditions
5.0
0.4
4.6
% TA
1.6
6.2
0 0
1
2
3
4
5 6 Hours
7
8
9 10 11
Figure 1 Relationship between lactic acid production (solid line) and pH (broken line) during lactic fermentation of unconcentrated milk (~) and 4.3� ultra®ltered milk (&).
of high buffering, it is dif®cult to obtain the desired pH even with the production of large amounts of lactic acid by the starter bacteria (Figure 1). Such a reduction in the rate at which the pH falls allows lactic acid bacteria to grow to large numbers but also offers the potential for growth of spoilage and pathogenic organisms. The large amount of lactic acid produced results in an acid-tasting product and an imbalance in calcium will cause poor cheese texture and functionality, such as stretching. It is possible to lower the buffering capacity of ultra®ltered milk by removing some of the colloidal salts by solubilization. This can be accomplished by reducing the pH of milk to 5.6±6 during ultra®ltration. Another property of concern is rennet coagulation. Generally, concentration reduces the rennet coagulation time and increases the ®rmness of the coagulum. The ®rmness of rennet curd from unconcentrated whole milk, as measured by a formagraph, is approximately 8 mm after 40 min while that of 6% protein ultra®ltered milk is 58 mm. This is in part because of increased protein and calcium in the retentate and also because in ultra®ltered milk (4�) hydrolysis of only 50% of the k-casein is required for curd formation compared to 97% for unconcentrated milk. This phenomenon is useful where high temperature treatment of milk, such as UHT, is used. It is well known that severely heated milk has poor rennet coagulation properties, i.e. the coagulum is very weak. French workers have demonstrated that if milk is ultra®ltered prior to UHT treatment, its rennet coagulation properties are restored.
Low-Concentration Retentates (Protein Standardization) At present, this is probably the most widely used application of ultra®ltration for cheesemaking because it is easily adaptable to most cheese varieties while
302
CHEESE/Membrane Processing in Cheese Manufacture
at the same time providing economical bene®ts. In this method, milk is ultra®ltered to a concentration of no more than 2� and conventional cheesemaking equipment is used. A common practice is to increase the milk protein concentration to 3.7±4.5% prior to cheesemaking. This enables uniformity in the composition of milk, hence the term `protein standardization' for this application of ultra®ltration. Other terms used include low-concentrated retentates (LCR). This method is used for various cheeses, including Camembert, Cheddar and Mozzarella. Advantages of using this procedure include uniformity in milk composition from day to day, a ®rm coagulum and therefore lower losses of casein to whey, increased cheese yield (approximately 6% on a protein basis), improved cheesemaking ef®ciency (more cheese per vat) and, importantly, there is no need for additional specialized cheesemaking equipment other than an ultra®ltration unit (Figure 2). The increase in cheese yield is attributed to better fat and protein recovery and the retention of some whey proteins. For cheeses such as Cheddar, concentration of up to 1.6 to 1.7� is used. At higher levels, the rennet coagulum is extremely ®rm and dif®cult to handle and fat losses in the whey may be high. The moisture content of Cheddar cheese made with this process tends to decrease with protein content in milk; suggested reasons for this effect include rapid syneresis because of the coarser network of the protein gel. Using standard procedures such as low-temperature cooking can increase moisture content. Researchers in the United States have demonstrated that homogenization of the cream can readily increase the level of cheese moisture. This method can also be used to further increase the yield of Cheddar cheese made from ultra®ltered milk. Recovery of fat in Cheddar cheese made from milk ultra®ltered to 4.6% protein and without cream homogenization was 94.7%, whereas that with cream homogenization was 96.8%. Maubois and colleagues in France developed the concept of ultra®ltration of milk on farms for cheesemaking in the late 1970s. This method used the LCR approach and involved the ultra®ltration of milk to less than 2� on the farm prior to transportation to the cheese factory. Permeate was fed to cows at the farm. The objective was to reduce the cost of transport of milk and to increase cheese yield. The economics of the process should also take into account the disposal of permeate that is produced on the farm. Subsequent studies in the United States suggested that this process would be economical for farms with 100 to 1000 cows. This method of ultra®ltering milk on the farm is now being used in the United States where milk is ultra®ltered cold to
3.5� at a collection centre and then transported long distances (>500 km) to cheese factories, at which the retentate is used to raise the total solids content of cheese milk to 13.5±15%.
Medium-Concentration Retentates In this method, milk is concentrated to 2 to 5� prior to cheesemaking. In some instances, dia®ltration may be adopted to adjust the mineral content and buffering capacity. Much higher quantities of whey proteins are retained in the cheese and the yield is also higher than with the LCR method. The changes in the physicochemical properties of milk are large enough to warrant the use of specially designed equipment. The rennet-induced coagulum, for example, is very ®rm and dif®cult to handle with conventional equipment. After various industrial trials, commercial application of this method for cheesemaking is currently limited; the most notable example includes the APVSiroCurd process for Cheddar cheese. This method was developed in Australia and involved continuous rennet coagulation of milk ultra®ltered to 40±45% solids. A small portion of the ultra®ltered milk was prefermented with lactic acid bacteria and used as bulk starter at the level of 10±12%. The continually forming coagulum was cut with specially designed wire knives and cubed curd pieces transferred into a rotating drum where syneresis took place during heating to 38 � C over a 30±40 min period. Automated cheddaring occurred at the optimum pH, followed by milling and salting. Yield increases of 6±8% were claimed with this process. After several years of operation, however, this process is no longer used because of technical dif®culties and poor economics.
Production of Liquid Precheese This method was the earliest of all ultra®ltration applications for cheesemaking. Milk is ultra®ltered to a concentration that is equal to the composition of the cheese being manufactured. It is then set with rennet, and acid development takes place, followed by additional treatments required for the speci®c cheese variety and there is very little whey separation. Thus, this process is unique in that practically no conventional cheesemaking equipment is required and of all the ultra®ltration methods, this method has the highest yield potential because of maximum whey protein retention in the cheese. While the protein standardization technique can be adapted to most cheese varieties, the liquid precheese
10
2
6
8
5
9
7
Figure 2 Typical plant layout for Cheddar cheese manufacture using ultra®ltration for protein standardization. 1, Pasteurization and fat standardization; 2, protein standardization using UF; 3, cheesemaking; 4, draining conveyer; 5, cheddaring conveyor; 6, salting/mellowing conveyor; 7, block former; 8, vacuum packaging; 9, cheese block packing; 10, main process control panel. (Courtesy APV Nordic, Aarhus, Denmark.)
1
3
4
304
CHEESE/Membrane Processing in Cheese Manufacture
concept is more limited in its applicability because it is not possible to achieve the composition of all cheeses by ultra®ltration. The process developed for this method was originally for Camembert cheese. It has also been applied to Feta cheese. New cheeses, such as Pave d'Af®nois, have also been developed using the liquid precheese concept. For Camembert cheesemaking using this method, pasteurized milk is ultra®ltered to 5� and at 20 � C a mesophilic lactic culture and salt are added at 2% and 0.75%, respectively. After a pH of 5.5 is reached, rennet is added and the mixture transferred to forms in which the coagulum is formed. At the proper ®rmness, the coagulum is removed from the moulds, brined for 30 min, sprayed with Penicillium camemberti spores and ripened at 11±12 � C for 12 days at high humidity for mould growth on the surface of the cheese wheels. This process results in a yield increase of 12% to 15%. A high level of success with the liquid precheese concept has also been achieved with Feta cheese. In this Danish procedure, 5� ultra®ltered whole milk is homogenized, blended with lactic starter, salt and a lipase±rennet mixture and poured into 18-kg tins where curd forms. The curd is then covered with salt or 6% brine and held for ripening. This process is an example in which the cheese is actually manufactured in its retail package. Recently, a process for the manufacture of blue cheese was commercialized in France in which standardized milk is ultra®ltered to 6�. Starter and rennet are added and continuous coagulation, cutting and moulding follow.
Application of Ultrafiltration for Fresh Cheeses The manufacture of fresh acid-type cheeses, such as cream cheese, quark and Ricotta, was particularly challenging until mineral and ceramic membranes became available. These membranes made it possible to ultra®lter acid curd to a high solids level with few fouling problems. The general principle is to ferment high-heat-treated milk to pH 4.6 to 4.8 and then ultra®lter the curd to the desired concentration. Traditionally, for quark, a centrifugal separator is used to separate curd and whey. The advantage of the ultra®ltration procedure is that whey proteins are retained and therefore cheese yield is increased. For cream cheese, the Cornell procedure involves the blending of heavy cream with 27.5% solids skim milk retentate to achieve the composition of cream cheese. This mixture is pasteurized and homogenized, then fermented, mixed with stabilizers and pasteurized.
Characteristics of Cheese from Ultrafiltered Milk While the retention of whey proteins is advantageous from the cheese yield perspective, its impact on cheese quality should also be taken into account. Whey proteins generally are inert ®ller materials and undergo very little proteolysis during ageing. Flavour development is therefore slow. Retarded proteolysis, along with the high water binding capacity of whey proteins, also in¯uences the texture of cheese. Furthermore, the high buffering capacity of such cheese retards autolysis of lactic starter cells and the breakdown of casein. These effects become more pronounced as the concentration of whey proteins in cheese is increased (LCR cheese versus liquid precheese concept). The impact of high mineral retention on cheese functionality and ¯avour is also of concern. Excessive retention of calcium makes it dif®cult to obtain optimal functionality in cheeses such as Mozzarella and may lead to bitterness in fresh acid-curd cheeses. Bitterness also arises because of increased buffering, which leads to high levels of starter cells. Pre-acidi®cation during ultra®ltration can control the mineral content of cheese.
Microfiltration Micro®ltration of milk for cheesemaking is a relatively new concept but is rapidly gaining commercial acceptance because of the potential to use a wide range of membrane pore sizes (0.05±10 mm). This ¯exibility makes it possible to achieve the desired speci®c separation, as well as fractionation, of milk constituents. Ceramic micro®ltration membranes are commonly used but polysulphone membranes are also available. The current direct applications of micro®ltration for cheesemaking include a process for the removal of bacteria and casein standardization of cheese milk. Both these approaches are commercialized.
Removal of Bacteria Reducing the microbial load of milk prior to cheesemaking by processes such as pasteurization is a common practice and in some cases even mandatory. On the other hand, high heat treatment of milk is believed to alter the cheesemaking characteristics of milk and ¯avour characteristics of cheese. High-speed centrifugation of milk (bactofugation) was developed to remove bacteria, particularly spores of Clostridium tyrobutyricum, from milk but the process is not as ef®cient as newly developed micro®ltration procedures.
CHEESE/Membrane Processing in Cheese Manufacture
Casein Standardization
Raw whole milk
Cream (10 parts)
Skim milk (90 parts) Microfilter (1.4 µm pore size)
Heat
305
Retentate (9 parts) (bacteria) Microfiltrate (81 parts) (protein)
Blend
Cheesemilk
Figure 3 Process for removal of bacteria from milk by micro®ltration.
The micro®ltration process of Alfa Laval (now Tetra Pak) for removing bacteria and spores is called the Bactocatchr process (Figure 3). Raw skim milk is micro®ltered using a membrane with a pore size of 1.4 mm at 35±50 � C. The retentate contains bacteria and the permeate is the bacteria-free milk. This bacteria-free milk can be blended with heated cream for standardization of fat. Bacteria removal ef®ciencies of 99.6±99.98% are reported, i.e. almost sterile milk is obtained. In the original Alfa Laval (Tetra Pak) procedure, the retentate (which contains bacteria and some milk components) was heated to a high temperature to kill the bacteria and blended with cream. In a modi®cation developed by APV, this bacterial concentrate is recycled through the self-desludging separator prior to micro®ltration. Hence, bacteria are removed as sludge and milk components are recovered. This process is particularly suitable for ¯uid milk production (see Membrane Separation) but is attractive for the manufacture of cheeses such as Swiss because of the possibility of removal of spores of Cl. tyrobutyricum without using nitrates or excessively high heat. On the other hand, French researchers have demonstrated that under normal circumstances, micro®ltered milk is not ideal for eye formation in Swiss cheese because of the removal of non-starter lactic acid bacteria by micro®ltration. This has been overcome by modifying the starter system. Speci®c heterolactic strains with mesophilic, thermophilic and propionic starters are recommended.
Separation of casein and whey proteins can be accomplished by using a micro®ltration membrane of 0.1 mm pore size. When skim milk is micro®ltered in this manner, casein is concentrated and whey proteins are in the permeate. The casein content of milk is increased from 2.5% to 3.5% and hence cheese yield is increased. Furthermore, the micro®ltrate (permeate) generated from this process contains whey proteins but no glycomacropeptide, which is normally found in whey from conventional cheesemaking procedures. With this method, it is therefore possible to standardize the casein content of cheese milk while producing an `ideal whey' that has better functional characteristics than whey containing glycomacropeptides. In recent work, French workers have used this approach in combination with ultra®ltration to improve the cheesemaking properties of dried milk. In this patented process, whey proteins are completely or partially removed from milk by micro®ltration, as above. The micro®ltration permeate, which contains the whey proteins, is ultra®ltered and the permeate from ultra®ltration, which contains lactose, minerals and water, is blended with the retentate of micro®ltration. The micro®ltration retentate contains casein, and when blended with ultra®ltration permeate yields milk with low or no whey protein. This milk is evaporated and spray-dried. The spray-dried product can be used for cheesemaking after reconstitution without the typical dif®culties encountered with conventional powder, which contains denatured whey proteins because of the heat treatments employed during manufacture.
Nanofiltration Dairy applications of nano®ltration are very recent and major use is currently in the area of whey processing. Such use includes demineralization and concentration of whey and reduction of salt from salt whey (see Whey Processing: Demineralization). Interesting applications for cheese are also emerging. High permeability of monovalent ions (40±90%) and low permeability of polyvalent ions (5±20%) typically characterize nano®ltration. Consequently, it is possible to concentrate milk by nano®ltration to obtain an altered mineral balance. Experimental work suggests that this would offer potential for soft cheese manufacture.
Future Potential Over the past 35 years, membrane processing of milk has allowed the introduction of many innovations for
306
CHEESE/Microbiology of Cheese
cheesemaking. Not only has cheesemaking ef®ciency improved but also new cheeses have been developed. The process that led the development of membrane applications in cheesemaking, MMV process for Camembert cheese, is no longer used for this cheese because of dif®culties in meeting consumer expectations for the appearance of the cheese. However, that process inspired the development of applications for other cheeses, namely, Feta, Pave d'Af®nois, Le Petit MouleÂ, La Roche (blue cheese) and others. Since the early days, signi®cant improvements have been made in membrane design and processes that have further enhanced cheesemaking applications. As new membrane processes and applications are developed, innovations in cheesemaking will continue. Unfortunately, not all countries have taken advantage of the applications of membranes for cheesemaking because the standards of identity pertaining to membrane-processed milk have not been fully resolved in individual countries but Codex Alimentarius regulations do permit the use of such milk and progress will continue.
Oommen BS, Mistry VV and Nair MG (2000) Effect of homogenization of cream on composition, yield, and functionality of Cheddar cheese made from milk supplemented with ultra®ltered milk. Lait 80: 77±92. Rattray W and Jelen P (1996) Protein standardization of milk and dairy products. Trends in Food Science and Technology 7: 227±234. Saboya LV and Maubois JL (2000) Current developments of micro®ltration technology in the dairy industry. Lait 80: 541±554.
See also: Evaporators. Membrane Separation. Whey Processing: Demineralization.
Cheese is essentially a microbial fermentation of milk by selected lactic acid bacteria, the major function of which is to produce lactic acid from lactose, which, in turn, causes the pH of the curd to decrease. It is a complex microbial ecosystem consisting of bacteria and, in the case of smear- and mould-ripened cheese, yeasts and moulds. The bacteria can be divided into those that are added deliberately, e.g. the starter bacteria, and those that are adventitious contaminants, e.g. the non-starter lactic acid bacteria. During ripening, the various microorganisms produce enzymes, particularly proteinases and lipases, which hydrolyse the protein and fat to amino acids, fatty acids and glycerol. Both the fatty acids and amino acids are the precursors of many of the ¯avour compounds in cheese. An overview of the different bacteria found in cheese and the factors controlling their growth is presented below.
Further Reading Bylund G (1995) Dairy Processing Handbook. Lund, Sweden: Tetra Pak Processing Systems AB. Garem A, Schuck P and Maubois JL (2000) Cheese-making properties of a new dairy based powder made by a combination of micro®ltration and ultra®ltration. Lait 80: 25±32. Guinee TP, O'Callaghan DJ, Mulholland EO and Harrington D (1996) Milk protein standardization by ultra®ltration for Cheddar cheese manufacture. Journal of Dairy Research 63: 281±293. IDF (1992) New Applications of Membrane Processes. Special Issue no. 9201. Brussels: IDF. Kosikowski FV and Mistry VV (1997) Cheese and Fermented Milk Foods, 3rd edn. Great Falls: FV Kosikowski LLC. Lawrence RC (1989) The Use of Ultra®ltration Technology in Cheesemaking. International Dairy Federation Bulletin no. 240. Brussels: IDF. Maubois JL (1998) Fractionation of milk proteins. Proceedings of the 25th International Dairy Congress, Aarhus, Denmark, pp. 74±86. Maubois JL, Mocquot G and Vassal L (1969) A Method for Processing Milk and Milk Products. French Patent no. 2 052 121. Mistry VV and Maubois JL (1993) Application of membrane separation technology to cheese production. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, pp. 493±522. New York: Chapman & Hall.
Microbiology of Cheese T M Cogan, National Dairy Products Research Centre, Fermoy, Co. Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction
Starter Microorganisms In most cheeses, selected strains of lactic acid bacteria are added deliberately to the milk at the beginning of cheese manufacture. These bacteria are called starters and comprise lactococci, and sometimes leuconostocs, in the case of cheeses made with mesophilic cultures, or Streptococcus thermophilus and thermophilic lactobacilli in the case of cheeses made with thermophilic cultures. These cultures are generally selected for their ability to produce lactic acid at the rate appropriate for the cheese being made, to resist
306
CHEESE/Microbiology of Cheese
cheesemaking. Not only has cheesemaking ef®ciency improved but also new cheeses have been developed. The process that led the development of membrane applications in cheesemaking, MMV process for Camembert cheese, is no longer used for this cheese because of dif®culties in meeting consumer expectations for the appearance of the cheese. However, that process inspired the development of applications for other cheeses, namely, Feta, Pave d'Af®nois, Le Petit MouleÂ, La Roche (blue cheese) and others. Since the early days, signi®cant improvements have been made in membrane design and processes that have further enhanced cheesemaking applications. As new membrane processes and applications are developed, innovations in cheesemaking will continue. Unfortunately, not all countries have taken advantage of the applications of membranes for cheesemaking because the standards of identity pertaining to membrane-processed milk have not been fully resolved in individual countries but Codex Alimentarius regulations do permit the use of such milk and progress will continue.
Oommen BS, Mistry VV and Nair MG (2000) Effect of homogenization of cream on composition, yield, and functionality of Cheddar cheese made from milk supplemented with ultra®ltered milk. Lait 80: 77±92. Rattray W and Jelen P (1996) Protein standardization of milk and dairy products. Trends in Food Science and Technology 7: 227±234. Saboya LV and Maubois JL (2000) Current developments of micro®ltration technology in the dairy industry. Lait 80: 541±554.
See also: Evaporators. Membrane Separation. Whey Processing: Demineralization.
Cheese is essentially a microbial fermentation of milk by selected lactic acid bacteria, the major function of which is to produce lactic acid from lactose, which, in turn, causes the pH of the curd to decrease. It is a complex microbial ecosystem consisting of bacteria and, in the case of smear- and mould-ripened cheese, yeasts and moulds. The bacteria can be divided into those that are added deliberately, e.g. the starter bacteria, and those that are adventitious contaminants, e.g. the non-starter lactic acid bacteria. During ripening, the various microorganisms produce enzymes, particularly proteinases and lipases, which hydrolyse the protein and fat to amino acids, fatty acids and glycerol. Both the fatty acids and amino acids are the precursors of many of the ¯avour compounds in cheese. An overview of the different bacteria found in cheese and the factors controlling their growth is presented below.
Further Reading Bylund G (1995) Dairy Processing Handbook. Lund, Sweden: Tetra Pak Processing Systems AB. Garem A, Schuck P and Maubois JL (2000) Cheese-making properties of a new dairy based powder made by a combination of micro®ltration and ultra®ltration. Lait 80: 25±32. Guinee TP, O'Callaghan DJ, Mulholland EO and Harrington D (1996) Milk protein standardization by ultra®ltration for Cheddar cheese manufacture. Journal of Dairy Research 63: 281±293. IDF (1992) New Applications of Membrane Processes. Special Issue no. 9201. Brussels: IDF. Kosikowski FV and Mistry VV (1997) Cheese and Fermented Milk Foods, 3rd edn. Great Falls: FV Kosikowski LLC. Lawrence RC (1989) The Use of Ultra®ltration Technology in Cheesemaking. International Dairy Federation Bulletin no. 240. Brussels: IDF. Maubois JL (1998) Fractionation of milk proteins. Proceedings of the 25th International Dairy Congress, Aarhus, Denmark, pp. 74±86. Maubois JL, Mocquot G and Vassal L (1969) A Method for Processing Milk and Milk Products. French Patent no. 2 052 121. Mistry VV and Maubois JL (1993) Application of membrane separation technology to cheese production. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 1, pp. 493±522. New York: Chapman & Hall.
Microbiology of Cheese T M Cogan, National Dairy Products Research Centre, Fermoy, Co. Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction
Starter Microorganisms In most cheeses, selected strains of lactic acid bacteria are added deliberately to the milk at the beginning of cheese manufacture. These bacteria are called starters and comprise lactococci, and sometimes leuconostocs, in the case of cheeses made with mesophilic cultures, or Streptococcus thermophilus and thermophilic lactobacilli in the case of cheeses made with thermophilic cultures. These cultures are generally selected for their ability to produce lactic acid at the rate appropriate for the cheese being made, to resist
CHEESE/Microbiology of Cheese
salt, g 100 gÿ1 � 100 moisture, g 100 gÿ1 This ®gure has no units.
1.6
Lactose (g 100 g–1)
attack by bacteriophage and produce a cheese with the desirable ¯avour. The initial number of starter bacteria added to the milk ranges from �105 to �107 cfu mlÿ1, depending on the starter. They grow relatively rapidly during manufacture, reaching numbers of �109 cfu gÿ1 in almost all cheeses within a few hours of addition to the milk; therefore, starter bacteria are the dominant organisms in the cheese at the beginning of ripening. As they grow, they produce lactic acid in direct proportion to the amount of lactose used by them. It is this action that causes the decrease in the pH of the curds and whey. Many artisanal cheeses, especially Spanish varieties, are made without the deliberate addition of a starter. In these cheeses, lactococci, which are present in the milk as natural contaminants, also comprise the major part of the micro¯ora at the beginning of ripening. Most of the starter bacteria lyse relatively rapidly during ripening but their ability to lyse varies; some strains lyse relatively quickly while others lyse slowly. Lysis is caused by an intracellular muraminidase which hydrolyses the bacterial cell wall. Generally, Lactococcus lactis subsp. cremoris strains lyse faster than Lc. lactis subsp. lactis strains, which partly explains why the former organism is thought to produce a better ¯avoured cheese than the latter. Lysis is in¯uenced by several factors, including the level of salt in the cheese and the presence of a prophage in the starter bacteria, which is induced by the high cooking temperature given to some cheeses during manufacture. The presence of a small number of lytic phage is also likely to play a role in lysis, though this aspect has not been studied extensively. Cheeses made with fast-lysing starters ripen more rapidly than those made with slow-lysing strains. During lysis, intracellular enzymes, particularly peptidases, are released, which, together with chymosin and the starter proteinase, hydrolyse the caseins to peptides and amino acids, which are the precursors of the ¯avour compounds in cheese. During the early days of ripening, the high numbers of starter bacteria continue to metabolize any residual lactose in the cheese to lactic acid (Figure 1), at a rate which is very much dependent on the percentage saltin-moisture (% SM) in the cheese. In cheese, all the salt is dissolved in the moisture component and, therefore, the salt is generally expressed as the % SM, which is de®ned as:
307
4.1%
1.2
4.9% 5.4%
0.8
6.3%
0.4
0.0 0
10
20 30 40 Ripening time (days)
50
60
Figure 1 Effect of % salt-in-moisture (% SM) on lactose metabolism in Cheddar cheese, made with Lactococcus lactis subsp. cremoris C13 and 266 and ripened at 12 � C. (Redrawn from Fox et al., 2000.)
Enterococci are also considered to be starter cultures as they are found in signi®cant numbers in many natural milk and whey starters used for traditional cheeses. They are also found in high numbers (>107 gÿ1) in many artisanal cheeses, particularly those produced in southern Europe. Most evidence suggests that they play a signi®cant role in ¯avour development in these cheeses. They are also used as probiotic cultures. Enterococci are considered to be emerging pathogens and in recent years they have been incriminated as the cause of several hospital-acquired infections. They are promiscuous, easily picking up plasmids encoding antibiotic resistance, especially resistance to vancomycin, which is usually the antibiotic of choice in treating these infections. Therefore, their safety in cheese is being questioned.
Non-starter Lactic Acid Bacteria Most, if not all, cheeses contain other lactic acid bacteria also. These are called the non-starter lactic acid bacteria (NSLAB) and are mainly facultatively heterofermentative lactobacilli (Group II), especially Lactobacillus casei and Lb. paracasei, but Pediococcus spp. and obligately heterofermentative Lactobacillus spp. (Group III), e.g. Lb. brevis and Lb. fermentum, are also found occasionally. Groups II and III lactobacilli found in cheese are also called mesophilic lactobacilli to distinguish them from the thermophilic lactobacilli used as starters. Raw milk and/or the factory environment are the major sources of NSLAB in cheese. Small numbers of lactobacilli survive pasteurization and the high cooking temperature (52 � C) used in making some hard cheeses,
308
CHEESE/Microbiology of Cheese
like Emmental, which is traditionally made from raw milk. Most NSLAB are salt-tolerant (able to grow in the presence of 8% NaCl) and acid-tolerant facultative anaerobes and therefore grow quite well in cheese. They need a fermentable carbohydrate for energy production but the energy source used by them in cheese is unclear since at the time of exponential growth of NSLAB, no lactose is present. A likely source is the sugars present in the glycoproteins of the milk fat globule membrane. Other suggested sources include citrate and amino acids, but these compounds are unlikely to be used as energy sources. In contrast to the starter, the initial number of NSLAB in cheese is relatively low (�100 cfu gÿ1) but they grow relatively quickly to high numbers (�108 cfu gÿ1) within the ®rst few weeks of ripening, at a rate which will depend primarily on the particular strains present, the ripening temperature and the moisture content of the cheese. Growth will be more rapid in a high-moisture than in a lowmoisture cheese. A comparison of the lysis of starters and growth of NSLAB in Cheddar cheese ripened at 6 � C is shown in Figure 2. The generation time of the NSLAB is �8.5 days at this temperature. Despite extensive study, the role of NSLAB in the development of cheese ¯avour is not clear. In contrast to starter cells, mesophilic lactobacilli die off very slowly in hard cheese and their intracellular enzymes are probably not released into the cheese matrix. Nevertheless, cells of NSLAB are viable and, at the high cell densities found in cheese, they have considerable metabolic activity, e.g. transforming Llactate to D-lactate. This does not involve a racemase; the L-lactate is ®rst oxidized to pyruvate, which is then reduced to D-lactate. However, a racemic mixture of both isomers is eventually formed. 1.0E + 10 1.0E + 09 1.0E + 08
cfu g–1
1.0E + 07 1.0E + 06 1.0E + 05 1.0E + 04 NSLAB
1.0E + 03
Starter
1.0E + 02 1.0E + 01 0
10
20
30
40
Ripening time (days) Figure 2 Growth of starters and NSLAB in Cheddar cheese during ripening at 6 � C.
Cheddar cheese is one of the few varieties that is made without deliberately adding a secondary micro¯ora, but there is considerable interest in inoculating milk for Cheddar with carefully selected mesophilic lactobacilli with the objective of accelerating ripening and/or intensifying its ¯avour.
Other Microorganisms in Ripening Cheese Many cheese varieties contain a secondary (non-lactic acid bacteria) micro¯ora of bacteria, yeasts and/or moulds, the function of which is to produce some speci®c characteristic change in the cheese. Examples include smear- and mould-ripened and Swiss-type cheeses. In these cheeses, ¯avour development is dominated by the metabolic activity of the secondary ¯ora and, except for Swiss- and blue (mould)-type cheeses, the activity is con®ned to the surface of the cheese. The secondary ¯ora also produce proteinases, peptidases and lipases; the latter are especially important in blue cheese. Yeasts
Yeasts form a large part of the surface ¯ora of smearand mould-ripened cheeses, including ComteÂ, blue, Camembert, Tilsit, Limburger, etc. They are very tolerant of the low pH and high salt concentration at the surface of the cheese and, during the early days of ripening, grow rapidly to perhaps 106 to 107 cfu gÿ1. Simultaneously, they oxidize lactate to CO2 and H2O and produce NH3 by deamination of amino acids, both of which result in an increase in pH from an initial value of �5.0 to >7.5. This process is called deacidi®cation and the increase in pH also promotes the growth of bacteria, which are much less tolerant of low pH values. A diverse group of yeast species are involved. The most common ones are Debaryomyces hansenii, Geotrichum candidum, Kluyveromyces lactis, K. marxianus, Saccharomyces cerevisiae and Yarrowia lipolytica. Generally, the yeasts are considered to be adventitious contaminants though some of them, particularly the ®rst two mentioned above, are often deliberately inoculated onto the surface of smear-cheese after brining. Geotrichum candidum has characteristics of both a yeast and a mould and, in the past, was often called a yeast-like fungus; it is commonly known as the dairy mould. Its natural habitat is soil where it is involved in the decay of organic matter. Geotrichum candidum can grow at pH values in the range 2.5±8.1 and, unusually for a mould, in environments with a low level of O2.
CHEESE/Microbiology of Cheese
Yeasts may also cause defects in cheese, particularly gas production, but nowadays this is very rare because of improved hygiene and better quality control in cheese manufacture. Moulds
The dominant moulds in cheese are Penicillium roqueforti in blue cheeses, e.g. Stilton, Roquefort and Gorganzola, and P. camemberti in surface mouldripened cheeses, e.g. Camembert and Brie. Penicillium roqueforti grows in the air spaces between the incompletely fused curd particles and is responsible for the blue veins that run throughout blue cheese, while P. camemberti grows as a compact, ¯uffy mass on the surface of Camembert and Brie cheese. Moulds are obligate aerobes and, therefore, require O2 for growth. However, P. roqueforti can grow well at much lower O2 levels than other moulds and, for this reason, blue cheeses are generally pierced after brining to allow a small amount of O2 to diffuse into the centre of the cheese to promote mould development. Hydrolysis of the fat to mono- and diglycerides and fatty acids and subsequent production of methyl ketones through b-oxidation of the fatty acids is the major biochemical activity of moulds in blue cheese. Butyric (C4) and caproic (C6) acids and 2-heptanone are the major compounds responsible for the strong, piquant ¯avour of blue cheeses. Starters containing high numbers of citrate-utilizing Lc. lactis and Leuconostoc spp. are normally used in the manufacture of blue cheese because they produce an open-textured curd through the production of CO2 from citrate, which helps the development of P. roqueforti. Penicillium roqueforti and P. camemberti also produce proteinases and proteolysis, especially by P. camemberti, is the dominant activity in Camembert and Brie cheese. These cheeses soften from the outside to the inside. Originally it was thought that this was due mainly to the proteolytic activity of P. camemberti, but it is now known that the softening of these cheeses is due principally to the increase in pH on the surface early in ripening, which causes the curd to solubilize and soften. Micrococcaceae
Micrococcus and Staphylococcus are found in large numbers (>106 cfu gÿ1) on the surface of hard, semihard and soft cheeses; their taxonomy is confusing. These genera are found in the same family, Micrococcaceae, but they are totally unrelated to each other. Staphylococcus have a low GC content (30± 39%) and occur in the clostridial branch of Grampositive bacteria while Micrococcus have a high
309
GC content (65±75% GC) and occur in the Actinomycete branch of the Gram-positive bacteria. They are easy to distinguish from each other, e.g. staphylococci produce acid aerobically and anaerobically from glucose while micrococci only produce it aerobically, if at all. Other differentiating tests are also used. Staphylococci are oxidase-negative and sensitive to lysostaphin, while micrococci are oxidasepositive and resistant to lysostaphin. These genera were probably confused with one another in the past and it is often unclear whether cheese isolates were genuinely staphylococci or micrococci. Where the correct discriminatory tests have been applied staphylococci from cheese have been identi®ed mainly as St. equorum, St. vitulus or St. xylosus, all of which are coagulase-negative. Recently, the genus Micrococcus has been split into ®ve genera, Kocuria, Nesterenkonia, Kytococcus, Dermacoccus and Micrococcus, and strains isolated from the surface of cheese include Kocuria rosea, Kocuria varians, Dermacoccus sedantarius, Micrococcus lylae and Micrococcus luteus. The exact role of staphylococci and micrococci in these cheeses is not very clear but many of them produce proteinases and lipases. Coryneform Bacteria
Brevibacterium linens is responsible for the red or orange colour on the surface of smear cheeses. It is a coryneform bacterium and, for a long time, was thought to be the most important coryneform growing on the surface of smear-ripened cheeses. For this reason it is often deliberately inoculated onto the surface of the cheese after brining. Recent evidence shows that other coryneform bacteria are also important including Arthrobacter, Brachybacterium, Corynebacterium and Microbacterium spp. (see Brevibacterium linens and Other Smear Organisms). It is generally believed that the cocci grow ®rst on the cheese, followed by the coryneforms. Possible sources of these bacteria include milk, in the case of raw milk cheeses, air, utensils, brine, shelving and manual handling. Coryneforms, micrococci and staphylococci are major components of the skin micro¯ora. The hands of personnel are, therefore, a source of bacteria as these cheeses receive considerable manual handling during the washing stages of ripening. Different combinations of Brev. linens, G. candidum, Deb. hansenii and P. roqueforti or P. camemberti are sometimes added deliberately either to the milk or the cheese after brining. They are not starters as they have no role in acid production. Several methods of inoculation are used. The milk for
310
CHEESE/Microbiology of Cheese
the mould-ripened varieties, blue, Camembert and Brie, is inoculated with pure cultures of the relevant species of Penicillium at the same time as the starter. The curd for blue cheese is subsequently pierced to allow limited entry of O2 to promote the growth of P. roqueforti. Surface-ripened cheeses, such as Tilsit, MuÈnster and Limburger, are dipped, sprayed or brushed with aqueous suspensions of different combinations of Brev. linens, Deb. hansenii and G. candidum soon after the cheeses are removed from the brine. Smear from ripened cheese, so-called `old' smear, may be used but this can be a source of pathogens, especially listeria. Both mould- and bacteria-ripened cheese are then ripened at 10±15 � C to promote microbial growth and activity and at a high relative humidity to prevent loss of moisture from the cheese surface. Yeasts and moulds grow much better than bacteria at the pH of cheese and this is the reason why they grow ®rst on the cheese surface. They grow quite well at pH values of 2±4, at which bacteria either do not grow or grow poorly. The low pH of freshly made cheese is therefore partially selective for the growth of yeasts and moulds. Brevibacterium linens does not grow at a pH below 6.0; whether this is true of the other bacteria found on the surface of cheese has not been determined. Yeast and moulds are generally heat-sensitive and are killed by pasteurization. The relationship between pH and the growth of yeasts and salt-tolerant bacteria on the surface of a semi-soft cheese are shown in Figure 3. Propionic Acid Bacteria
Propionic acid bacteria (PAB) are found in Swiss-type cheese, e.g. Emmental and ComteÂ. Their major function is to metabolize the lactate produced by the starter bacteria: 3 lactate ! 2 propionate 1 acetate 1 CO2 1 H2 O 100 000 000
6.5
10 000 000
6.0
100 000
pH
cfu cm–2
1 000 000
10 000 1 000
5.5 Bacteria
100
Yeast 10
pH
1
5.0 0
10
20 30 Ripening time (days)
40
50
Figure 3 Relationship between yeast, salt-tolerant bacteria and pH on the surface of a smear-ripened cheese.
The CO2 is responsible for the large holes or `eyes' in these cheeses. Propionibacterium shermanii is the most important species. PAB, although catalasepositive, are essentially anaerobes and grow only within the cheese. Traditionally, natural contamination of the milk was relied upon as the source of PAB in the case of Emmental and Comte cheeses but nowadays, they are generally deliberately added to the milk with the starter culture. Development of PAB in Italian cheeses, e.g. Parmigiano Reggiano and Grana, is considered to be a defect.
Factors Controlling Microbial Growth Factors controlling the growth of microorganisms in cheese include: water activity, concentration of salt, oxidation±reduction potential, pH, NO3ÿ, temperature and, perhaps, the production of bacteriocins by some starters. These factors are called `hurdles'. The effect of the individual hurdles may not be great, but all of them, acting together, are the real controlling factor. Other compounds produced during curd manufacture and ripening, e.g. H2O2 and fatty acids, also inhibit microbial growth but the concentrations of these produced by the starters in cheese are not suf®ciently high to have a signi®cant effect on the bacteria. Water Activity
All microorganisms require water for growth but it is the availability of the water, rather than the total amount present, that is the important factor. Water availability is measured by water activity (aw), which is de®ned as the ratio of the vapour pressure over the cheese to the vapour presence of pure water, at that temperature. The value of aw ranges from 0 to 1.0. Cheese, unless vacuum packed, loses moisture by evaporation during ripening. Proteins in cheese are hydrated and this `bound' water is not available for bacterial growth. Hydrolysis of proteins to amino acids and peptides and lipids to partial glycerides and fatty acids during ripening reduces the availability of water since one molecule of water is added at each bond hydrolysed. The salt and organic acids (lactate, acetate and propionate) are dissolved in the moisture of the cheese and reduce the vapour pressure. Each of these factors reduces the aw of cheese during ripening. In addition, the aw of cheese can vary throughout its mass. Variations in aw are much greater in large cheeses than in small ones. Salt
The use of NaCl as a food preservative is probably as old as food production itself. The concentration
CHEESE/Microbiology of Cheese
required depends on the nature of the food, its pH and moisture content but, generally, less than 10% is suf®cient. The action of salt is intimately connected with the reduction in aw which occurs when salt (or any solute) is dissolved in water. The relationship between salt concentration and the decrease in aw is almost linear. An aw value 0.92 for growth. The limit for most yeast is �0.83 while that for moulds is �0.75; osmophilic yeast grow at aw values 30 min. To obtain suf®cient toxin to cause food poisoning, it is generally believed that growth to a minimum of 106 cells gÿ1 is necessary. The exact number will depend on the particular toxin being produced and the amount produced by each cell. About 20% of the St. aureus strains that cause mastitis produce enterotoxin. The ID of Li. monocytogenes has not been determined, but it is generally thought to be low.
Growth of Pathogens during Cheese Manufacture The major factors involved in controlling the growth of bacteria during cheesemaking are:
� pasteurization of the milk � the rate of pH decrease in the curd � the time and temperature of cooking. All pathogens, with the possible exception of Mb. avium subsp. paratuberculosis, are inactivated by pasteurization. Therefore, pasteurization of the milk is the most signi®cant factor in ensuring that there are no pathogens in cheese. Despite this, signi®cant amounts of cheese are produced from raw milk, particularly in France, Germany, Switzerland and Italy, which command premium prices on the market. If growth of the starter is rapid (i.e. an active starter is being used), the pH of the curd decreases quickly and the growth of the pathogens is inhibited. The reverse also occurs, i.e. if growth of the starter is slow due to phage contamination and/or antibiotic
314
CHEESE/Public Health Aspects
Franz CMAP, Holzapfel WH and Stiles ME (1999) Enterococci at the cross roads of food safety? International Journal of Food Microbiology 47: 1±24. Prillinger H, Molnar O, Eliskases-Lechner T and Lopandic K (1999) Phenotypic and genotypic identi®cation of yeasts from cheese. Antonie van Leeuwenhoek 75: 267±283.
Public Health Aspects T M Cogan, National Dairy Products Research Centre, Fermoy, Co. Cork, Irish Republic Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction There have been only 30 con®rmed outbreaks of food poisoning due to the consumption of cheese in Western Europe, Canada and the United States in the period 1970±97, during which it is estimated that about 235 000 000 tonnes of cheese were consumed. These ®gures indicate one important fact: food poisoning due to the consumption of cheese is rare and consequently cheese is a very safe product. To my knowledge, no outbreaks of food poisoning due to cheese have been reported in Australia or New Zealand, the other major cheese-producing countries. A diverse group of Gram-positive and Gram-negative organisms was involved in the cheese-related foodpoisoning outbreaks, including Staphylococcus aureus, Bacillus spp., Clostridium botulinum, Listeria monocytogenes, enterotoxigenic Escherichia coli, and Shigella, Salmonella and Brucella spp. About one-third of the outbreaks were caused by soft cheese made from raw milk or cheese containing a low level of acid; Cheddar cheese was incriminated in six of the outbreaks.
Source of Pathogens The cow can shed some pathogens in her milk, e.g. Brucella abortus, the cause of brucellosis in cattle and undulant fever in humans, Mycobacterium bovis, which causes tuberculosis (TB) in cows and sometimes in humans, and salmonella. The ®rst two organisms were major causes of disease in the past but are very infrequent today in milk from developed countries where brucellosis and TB in dairy cows are controlled. An outbreak of food poisoning in Canada
in 1984 involving Cheddar cheese was traced to a farm where one cow in the herd was shedding �200 salmonella mlÿ1 of milk. Staphylococcus aureus is a common organism in raw milk and is an important cause of mastitis, the major disease of the mammary gland. It can colonize the udder and so milk itself is a primary source of the organism. Cows' faeces generally contain E. coli, salmonella and enterococci and can be a source of contamination of milk. Contamination may also occur from water and improperly cleaned milking equipment.
Infective Dose The infective dose (ID) of pathogens varies. Salmonella Heidelberg has an infective dose of 100±500 cells while that of E. coli O157:H7 is thought to be only 10 cells. In contrast, the ID of St. aureus is high because the actual cause of the food poisoning is not the organism itself but a number of closely related enterotoxins produced by it. These toxins are heatstable proteins which withstand 100 � C for >30 min. To obtain suf®cient toxin to cause food poisoning, it is generally believed that growth to a minimum of 106 cells gÿ1 is necessary. The exact number will depend on the particular toxin being produced and the amount produced by each cell. About 20% of the St. aureus strains that cause mastitis produce enterotoxin. The ID of Li. monocytogenes has not been determined, but it is generally thought to be low.
Growth of Pathogens during Cheese Manufacture The major factors involved in controlling the growth of bacteria during cheesemaking are:
� pasteurization of the milk � the rate of pH decrease in the curd � the time and temperature of cooking. All pathogens, with the possible exception of Mb. avium subsp. paratuberculosis, are inactivated by pasteurization. Therefore, pasteurization of the milk is the most signi®cant factor in ensuring that there are no pathogens in cheese. Despite this, signi®cant amounts of cheese are produced from raw milk, particularly in France, Germany, Switzerland and Italy, which command premium prices on the market. If growth of the starter is rapid (i.e. an active starter is being used), the pH of the curd decreases quickly and the growth of the pathogens is inhibited. The reverse also occurs, i.e. if growth of the starter is slow due to phage contamination and/or antibiotic
CHEESE/Public Health Aspects
residues in the milk, considerable growth of pathogens may occur during the ®rst hours of cheese manufacture. Therefore, the use of a fast acid-producing starter is a good way of controlling the growth of pathogens in cheese. This occurs in Cheddar cheese but the growth of pathogens in the curd of soft cheese would probably be greater than in Cheddar, because of slower acid production in soft cheese. Bacteriocins are proteins produced by many bacteria, including starter bacteria, which have the ability to inhibit other bacteria. Deliberate use of such cultures could be useful in inhibiting the growth of pathogens, but they often inhibit other starter bacteria also. The time/temperature combination used in cooking the cheese curd, including the rate of heating, the ®nal cooking temperature, the length of time it is held at the cooking temperature and the subsequent rate of cooling the curd are also important parameters in controlling the growth of pathogens during manufacture. Many cheeses are cooked at a temperature from 34 to 40 � C. Such temperatures will promote the growth of pathogens in the curd. However, the cooking temperature plays a major role in preventing the growth of pathogens in cheeses like Emmental and Parmigiano Reggiano, for which the curd is cooked to �54 � C for �1 h and where the temperature remains above 45 � C for several hours. Both of these cheeses are made from raw milk. Examples of the growth of E. coli O157, Li. monocytogenes and St. aureus in Cheddar cheese during manufacture are shown in Figure 1; E. coli and St. aureus multiplied but Li. monocytogenes did not. During cheesemaking, the moisture content of the curd decreases continuously, which results in an
315
apparent increase in bacterial numbers in the curd. Based on this argument, a small decrease in the number of Li. monocytogenes probably occurred during manufacture. Considerable growth of E. coli occurred between the beginning of manufacture and cutting the coagulum, when little acid production or change in curd moisture would have occurred.
Growth of Pathogens during Ripening In addition to the factors affecting growth during manufacture there are other factors controlling the growth of pathogens in cheese during ripening. These factors include salt, nitrate, pH, oxidation±reduction potential and temperature. None of them are effective against the growth of all pathogens. For example, in cheese the salt is dissolved in the moisture so a cheese containing 1.5% NaCl and 38% moisture has an actual salt concentration of 4% in the moisture of the cheese. This level of salt will prevent the growth of many pathogens but not St. aureus nor Li. monocytogenes, which can grow in the presence of 6.5% and 10% NaCl, respectively. The pH of most hard and semi-hard cheeses at the beginning of ripening is �5.3 and may increase very slowly to 5.5 during the long ripening time. In contrast, the pH of surface-ripened cheeses like Camembert, Brie, blue, Tilsit, MuÈnster, etc. increases during ripening. The increase in pH, which is much greater at the surface than in the core of the cheese, particularly in smear-ripened cheese, is due to oxidation of lactate to H2O and CO2 and the production of NH3 through deamination of amino acids by the yeasts on the surface of the cheese and is termed
10 000 000 E. coli 1 000 000
Li. monocytogenes St. aureus
Cfu ml–1 or g–1
100 000
10 000
1000
100
10 Beginning of manufacture
Curd after cutting
Curd after heating
Curd after cooking
Curd after salting
Curd at pressing
Figure 1 Growth of E. coli O157, Li. monocytogenes and St. aureus in Cheddar cheese during manufacture. (Reproduced with permission from Fox et al., 2000.)
316
CHEESE/Public Health Aspects
deacidi®cation. The effect of pH on the growth of salmonella during the ripening of Cheddar cheese is shown in Figure 2. At pH 5.03 and pH 5.23, the salmonella died off quickly, while at pH 5.7 they did not die. A pH of 5.23 is typical of well-made Cheddar, while a pH of 5.7 could indicate poor starter activity, either as a result of phage contamination or antibiotic residues in the milk. High pH values also occur at the surface of smear cheese. The temperature at which cheese is ripened is generally well below the optimum for the growth of microorganisms, e.g. 8 � C for Cheddar and 12 � C for some smear-ripened cheeses. Therefore, the growth of pathogens, if they are present, will be slow. However, Li. monocytogenes is a psychrotroph and can grow at 4 � C, which is well below the ripening temperature of most cheeses. Moreover, Swiss-type cheeses, e.g. Emmental and ComteÂ, are ripened at 22 � C for several weeks to promote the propionic acid fermentation. Despite this, little growth of pathogens occurs in Swiss-type cheese because of the high cooking temperature, the low pH and low moisture content of this cheese. All these factors acting together are much more restrictive on bacterial growth than each is individually. In recent years, there has been a major effort to develop models to predict the growth of pathogens in food based on their growth responses to different combinations of these inhibitory factors, particularly salt, temperature and pH. These predictive models have been developed mainly from experiments carried out in complex media and the results are thought to re¯ect the worst case scenario in foods since growth in foods at the same temperature, salt concentration and pH value is generally considered to
be less than in model systems. For example, soft cheeses often have a salt concentration of 1.5%, a pH of 6.5 and are stored at 5 � C. Using these ®gures, one of the models predicts that 10 Li. monocytogenes cells gÿ1 would multiply to 10 000 cfu gÿ1 in 10 days, which is equivalent to a generation time of �1.5 days. Whether a cheese is hard or soft is also relevant. A good rule of thumb is that the lower the moisture content of the cheese, the less chance there will be of any problems due to the growth of pathogenic or indeed spoilage bacteria. Hard and semi-hard cheeses, if made properly, are safe since almost all pathogens die off during the relatively long ripening period at a low temperature. In contrast, signi®cant growth of pathogens can occur in soft cheese. The oxidation±reduction potential of cheese is low (� ÿ250 mV) due to the growth of the starter lactic acid bacteria. However, this factor is of little importance in controlling the growth of pathogens since they are all facultative anaerobes. As a general rule, the primary reasons for cheeserelated food-poisoning outbreaks are poor starter activity (due to phage, antibiotic residues in the milk, etc.), poor hygiene in the plant, gross environmental contamination, faulty pasteurization or different combinations of these.
Hard and Semi-Hard Cheeses The fate of several potential pathogens in Cheddar cheese during ripening is shown in Figure 3. Enterococcus faecalis, St. aureus, E. coli and the Salmonella spp. all decreased during ripening and the Gram-negative bacteria decreased at a faster rate than 8
8
7 6
6 Log cfu g–1
Salmonella count (cfu g–1)
7
5 4
5 4 3
3 2 2 1 1 0 0
0 0
40
80 120 160 Ripening time (days)
200
240
Figure 2 Effect of pH on the survival of salmonella in Cheddar cheese during ripening. (^) pH 5.03; (&) pH 5.25; (~) pH 5.53; and (�) pH 5.70. (Reproduced with permission from Fox et al., 2000.)
30
60 90 Ripening time (days)
120
Figure 3 Decrease in numbers of St. aureus, Ec. faecalis, E. coli and a Salmonella species in Cheddar cheese during ripening. (^) St. aureus; (&) Ec. faecalis; (~) E. coli; (�) Salmonella species. (Reproduced with permission from Fox et al., 2000.)
CHEESE/Public Health Aspects
the Gram-positive organisms. Coliform bacteria die off at a rate of 0.3±0.7 log cycles per week in Cheddar and Gouda cheese, respectively. A note of caution is necessary in interpreting the St. aureus data. Even though their numbers decrease signi®cantly during ripening, suf®ciently high numbers may have been present during the early stages of ripening to produce enterotoxins, which may still be present in the cheese at the time of consumption. Whether the enterotoxins are hydrolysed by chymosin or starter proteineases during ripening is not clear. In the United States, storage of cheese at 2 � C for 60 days has been used as a safety measure instead of pasteurization.
Soft and Semi-Soft Cheeses The situation in soft and semi-soft, mould- and smear-ripened varieties like Camembert, Brie and Limburger, MuÈnster, etc., is quite different and many pathogens grow readily on the surface of these cheeses. These cheeses contain a high level of moisture and the pH at the surface increases during ripening, 8
(A)
due to the deacidi®cation activity of the yeasts, particularly Geotrichum candidium, Debaryomyces hansenii and Yarrowia lipolytica. The increase in pH during ripening is signi®cantly greater at the surface than in the interior of the cheese and will be conducive to the growth of many pathogens. In addition, many soft cheeses are made from raw milk, which may contain pathogens, and the surface of smear cheeses is frequently washed during ripening with dilute brine, which may spread any pathogens that may be present. Consequently, soft cheeses are more prone to the growth of pathogens than hard or semi-hard cheeses. Growth of Li. monocytogenes, an enterotoxigenic strain of E. coli, Enterobacter aerogenes and Hafnia alvei, which is closely related to coliforms, on the surface of Camembert cheese during ripening is shown in Figure 4. The number of Li. monocytogenes decreased initially during ripening but increased again once the pH increased above 6. The increase in number also occurred in the core but not to the same extent, probably because the pH increased more slowly. In contrast, numbers of E. coli and Eb. aerogenes increased during manufacture but began to decrease once the pH of the curd reached 8
(B)
6
6
2
0 0
2
4 6 Time (weeks)
8
4
5
2
4
0
10
6
5
4 0
2
4 6 Time (weeks)
8
10 8
(D) 5
(C)
pH
6
log cfu g–1
4
7 pH
8
8
4
7
log cfu g–1
pH
7
6
3 6
4
6
2
5
1
4
0
0 0
2
4 6 Time (weeks)
8
10
2
pH
log cfu g–1
7
log cfu g–1
317
5
4 0
2
4 6 Time (weeks)
8
10
Figure 4 Growth of (A) Li. monocytogenes Scott A, (B) Eb. aerogenes MF1, (C) Hafnia alvei 14±1 and (D) E. coli B2C and the increase in pH on the surface of Camembert cheese during ripening. (&) cfu gÿ1; (&) pH. (Reproduced with permission from Fox et al., 2000.)
318
CHEESE/Public Health Aspects
5.0 and continued to decrease during ripening. This is probably true for all coliforms but Haf. alvei is an exception to the rule. Numbers of Haf. alvei increased until the pH fell to �5, then remained constant and decreased to 10 cfu gÿ1 during the ®rst week of ripening. The numbers began to increase again as soon as the pH began to increase, reaching ®nal cell numbers of 108 cfu gÿ1. The rate of increase in the pH of the four Camembert cheeses in Figure 4 varied, probably due to differences in manufacturing procedure and differences in the rates of growth of the different strains of yeast and Penicillium camemberti used in manufacture.
Raw Milk Cheeses Cheese made from raw milk has a much better taste than the same cheese made from pasteurized milk and this is considered to be an important marketing advantage for raw milk cheeses. Nevertheless, it is clear that the growth of pathogens can be problematic in soft cheeses made from raw milk. Staphylococcus aureus is a common cause of mastitis in dairy cows and, therefore, is probably present in most raw milk supplies. About 20% of the St. aureus strains present in raw milk produce enterotoxin. E. coli O157:H7, the major source of which is bovine faeces, and Li. monocytogenes can also be present in raw milk and grow during cheese manufacture and ripening. In addition, many soft, mould- and smear-ripened cheeses have a high moisture content and this, together with the pH increase on the surface during ripening, is potentially hazardous, especially when the cheeses are made from raw milk. Despite this, relatively few food poisoning outbreaks (�10) have been traced to the consumption of raw milk cheese; those that did cause problems contained a variety of microorganisms, including E. coli O157, Li. monocytogenes, and the Salmonella serovars Typhimurium, Dublin and Paratyphi.
Control of Pathogens Prevention of contamination of the milk and cheese during production and meticulous attention to good hygiene during manufacture and ripening will reduce the numbers of pathogens. The use of a good acidproducing culture is also useful. Today, much commercial cheese is made in automated systems from pasteurized milk but signi®cant amounts of cheese are also made from raw milk in France, Switzerland and Italy. Small-scale farmhouse production involving raw milk and manual manipulation of the curd during manufacture, moulding and ripening is also practised.
Implementation of Hazard Analysis and Critical Control Points (HACCP) systems is also very effective in preventing the growth of pathogens in cheese. The use of an active, phage-free starter and pasteurization are major critical control points. The activity of the starter can be determined by measuring the pH of a sample of each batch of cheese a preset time after starter inoculation each day. Recording the temperature of the cheese at that point is also useful. Comparisons of the data on a continuing basis will allow one to determine if starter activity is normal on a particular day. Soft cheeses are small and cool quickly; therefore, it is necessary to keep the ambient temperature high to encourage starter growth when the cheese curd is in the moulds. Good hygiene is particularly important in smear-ripened cheeses, especially where old smear is used to inoculate the fresh cheeses since old smear is often contaminated with Li. monocytogenes and will thus infect the young cheeses. Such practices are traditional in the production of these cheeses, particularly in Germany, and efforts are being made to develop de®ned-strain smear starters to overcome the problem. For example, much attention is being focused on identifying smear bacteria that produce bacteriocins (see Bacteriocins) active against Li. monocytogenes; application of such cultures to the cheese surface should be very useful in helping to prevent the growth of listeria on cheese. The direct application of bacteriocins produced by lactic acid bacteria which inhibit listeria on the cheese surface is also being advocated as an effective method to control listerial growth on cheese.
Enterococci Enterococci are found at high numbers (>107 gÿ1) in many cheeses, particularly those made around the Mediterranean and they are considered to be important in the development of ¯avour in these cheeses. They also form part of the micro¯ora of natural whey and milk starters. Enterococci can metabolize lactose and grow in the presence of 6.5% salt and at 10 � C, so one would expect them to grow in cheese during ripening. There is considerable debate as to whether enterococci should be considered to be pathogens. During the past few decades, they have been incriminated as the cause of several diseases, including bacteraemia, urinary tract infections and endocarditis. The incidence of vancomycin-resistant enterococci (VRE) in hospitals has increased dramatically in recent years. Many enterococci are promiscuous and easily pick up plasmids, which encode antibiotic resistance, particularly to vancomycin. Many of these plasmids are
CHEESE/Public Health Aspects
also conjugative and can be transferred naturally from cell to cell by sexual combination. Vancomycin is a glycopeptide antibiotic which acts by inhibiting cell wall biosynthesis in bacteria. It is often the antibiotic of choice in controlling enterococcal infections. The use of avoparcin, which is also a glycopeptide antibiotic, as a growth promoter in animal feed has been incriminated in the increased occurrence of VREs in farm animals, including pigs and poultry. Because of this, the use of avoparcin has been banned recently in several European countries. Many VREs are dif®cult to deal with because they are also resistant to other therapeutic antibiotics; therefore, alternative antibiotic therapy may not be available. However, many bacteria, including many of those found in cheese, e.g. mesophilic Lactobacillus, Pediococcus and Leuconostoc spp., are intrinsically resistant to vancomycin; in fact, media containing vancomycin are used to selectively count these bacteria in cheese.
Listeriosis Listeriosis is caused by Li. monocytogenes and affects mainly pregnant women, the immunocompromised and the elderly. Two major outbreaks of listeriosis have been traced to cheese, one in the United States involving Mexican-style cheese and the other in Switzerland involving Vacherin Mont d'Or cheese, which is a soft cheese made from raw milk. Both outbreaks resulted in a number of deaths: 48 in the United States and 34 in Switzerland. Poor hygiene was the major factor in both outbreaks and improper pasteurization was also implicated in the case of the Mexican-style cheese. However, the fact that both cheeses also had a low salt level and that the Mexicanstyle product was a low-acid cheese, made without the deliberate addition of a starter culture, while Vacherin was a surface-ripened variety, in which the pH increases during ripening, also contributed to the outbreaks.
Pathogenic Escherichia coli The normal, habitat of E. coli (and indeed enterococci and salmonella) is animal faeces, which can contaminate raw milk, particularly if the animals have been lying in their own dung and the udders have not been properly washed before milking. Escherichia coli strains are differentiated from each other on the basis of their somatic (O), ¯agellar (H) and capsular (K) antigens. Todate, 174 O antigens, 56 H antigens and 80 K antigens have been detected. Most strains of E. coli are harmless, commensal organisms, but some of them are pathogenic.
319
These strains are generally subdivided into enteropathogenic (EPEC), enterotoxigenic (ETEC), enteroinvasive (EIEC) and enterohaemorrhagic (EHEC), depending on the infection they cause. Escherichia coli O157:H7 is an EHEC strain which has been implicated in several severe food-poisoning outbreaks involving meat products. The cytotoxin of E. coli O157:H7 can be produced in vero or African green monkey kidney cells, and hence this strain is also called a verotoxigenic strain. A major outbreak of food poisoning in cheese due to this organism has the potential to be very serious since E. coli O157:H7 can result in the death of affected victims. This organism does not survive in Cheddar cheese during ripening. Four outbreaks of foodborne disease due to pathogenic E. coli have been traced to the consumption of soft mould-ripened cheeses. These involved ETEC O27:H20, EIEC O124:B17 and EHEC O157. The outbreak due to E. coli O124:B17 occurred in the United States but involved French Cambembert, Brie and Coulommiers cheeses made by the same procedure in the same plant over a 2-day period; no deaths were reported. In the outbreak involving E. coli O27:H20, the cheese involved was from two different lots, made 46 days apart, suggesting that contamination was intermittent. It is not clear if the cheeses in these outbreaks were made from raw or pasteurized milk. Two outbreaks of food poisoning due to E. coli O157 have been traced to cheese. The ®rst occurred in France and involved fromage frais made from raw milk. Four children were involved and one died. The second outbreak occurred in Scotland and involved a raw milk Lancashire cheese. Twenty people were involved but no deaths occurred.
Biogenic Amines Cheese has been incriminated in several outbreaks of biogenic amine poisoning. These amines can cause a variety of responses in people, including rashes, diarrhoea, hot ¯ushes, sweating, heart palpitations, headaches and hyper- and hypotension. They are produced by organisms, particularly lactobacilli, that contain enzymes which decarboxylate the corresponding amino acids to amines. Enterococci and propionibacteria can also produce them. A variety of amines, cadaverine (from lysine), putrescine (from ornithine), tryptamine (from tryptophan), phenylelthylamine (from phenylalanine), histamine (from histidine) and tyramine (from tyrosine), have been implicated, histamine and tyramine being the most important. The levels required to cause problems are not known with any degree of accuracy, but 40 mg
320
CHEESE/Biochemistry of Cheese Ripening
histamine 100 gÿ1 was found in a Cheddar cheese involved in a food-poisoning incident in Canada and 85 mg 100 gÿ1 in a Gouda cheese involved in another incident in the Netherlands. See also: Bacillus cereus. Bacteriocins. Brucella spp. Clostridium spp. Escherichia coli. Listeria monocytogenes. Salmonella spp. Shigella spp.
Further Reading Anonymous (1998). Food safety and cheese. Food Science and Technology Today 12: 117±122. http: //www.ifst. org.hottop15.htm Bell C and Kyriakides A (1998a). Listeria: A Practical Approach to the Organism and its Control in Foods. London: Blackie Academic and Professional. Bell C and Kyriakides A (1998b). E. coli: A Practical Approach to the Organism and its Control in Foods. London: Blackie Academic and Professional. Doyle MP, Beauchat LR and Montville TJ (1997) Food Microbiology. Washington: ASM Press. Fox PF, Guinee TP, Cogan TM and MacSweeney PLH (2000) Fundamentals of Cheese Science. Gaithersburg: Aspen Publishers. Johnson EA, Nelson JH and Johnson M (1990). Microbiological safety of cheese made from heat-treated milk. 2. Microbiology. Journal of Milk and Food Technology 53: 519±540. Spahr U and Url B (1994). Behaviour of pathogenic bacteria in cheese: a synopsis of experimental data. Bulletin of the International Dairy Federation 298: 2±16. Stratton JE, Hutkins RW and Taylor SL (1991). Biogenic amines in cheese and other fermented foods: a review. Journal of Food Protection 54: 460±470. Zottola EA and Smith LB (1991). Pathogens in cheese. Food Microbiology 8: 171±182.
Biochemistry of Cheese Ripening P F Fox, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Acid- and acid/heat-coagulated cheeses are ready for consumption immediately after processing of the curds (see Cheese: Overview; Acid and Acid/Heat Coagulated Cheese) but the curds for rennet-coagulated
cheeses are ripened (matured) for a period ranging from 2 to 3 weeks to >2 years. The objective of cheese ripening is to convert the fresh curds, which differ only slightly, mainly in moisture content, between varieties, to one of many cheeses which differ characteristically in appearance, taste, aroma, texture and functionality. Conversion of curd to cheese involves three primary events, glycolysis, lipolysis and proteolysis, the products of which are modi®ed via various biochemical, and perhaps chemical, reactions. The primary reactions are principally responsible for changes in texture and functionality, while ¯avour is probably generated mainly through modi®cation of products of the primary reactions. Glycolysis and related events are caused by living microorganisms (starter and/or non-starter), while lipolysis and proteolysis are catalysed mainly by enzymes from the rennet, milk, starter bacteria, adventitious non-starter bacteria and, usually, secondary (adjunct) cultures. A general overview of the biochemistry of cheese ripening is given below.
Glycolysis The production of lactic acid from lactose by the starter bacteria is a major and essential event in the manufacture of cheese curd (see Cheese: Starter Cultures: General Aspects). Most (� 98%) of the lactose in milk is removed in the whey as lactose or lactic acid but fresh cheese curd contains 1±2% lactose. For most cheese varieties, the pH of the curd is 6.2±6.4 at moulding and since the curds are not salted at this point, the starter bacteria completely metabolize the residual lactose within about 12 h. If the curds are washed during manufacture, e.g. Dutch-type cheeses, the concentration of lactic acid in the cheese at the end of glycolysis is �1% but if the curd is not washed, e.g. Emmental or Parmigiano, the fresh cheese contains �1.5% lactic acid. The pH of curd for Cheddar-type cheese is �5.4 at milling and the curds are salted before moulding and pressing; the low pH and the rapid penetration of salt into the curd retard glycolysis and lactose is metabolized slowly, normally by residual starter activity, to L( ) lactic acid. However, if the salt concentration is too high, the starter bacteria are inhibited and residual lactose is metabolized by non-starter lactic acid bacteria (NSLAB) to DL-lactic acid; young Cheddar cheese contains �1.5% lactic acid. Modification of Lactic Acid
The fate of lactic acid in cheese is characteristic of the type. In Cheddar and Dutch-type cheeses, L() lactate is isomerized to a racemic mixture.
320
CHEESE/Biochemistry of Cheese Ripening
histamine 100 gÿ1 was found in a Cheddar cheese involved in a food-poisoning incident in Canada and 85 mg 100 gÿ1 in a Gouda cheese involved in another incident in the Netherlands. See also: Bacillus cereus. Bacteriocins. Brucella spp. Clostridium spp. Escherichia coli. Listeria monocytogenes. Salmonella spp. Shigella spp.
Further Reading Anonymous (1998). Food safety and cheese. Food Science and Technology Today 12: 117±122. http: //www.ifst. org.hottop15.htm Bell C and Kyriakides A (1998a). Listeria: A Practical Approach to the Organism and its Control in Foods. London: Blackie Academic and Professional. Bell C and Kyriakides A (1998b). E. coli: A Practical Approach to the Organism and its Control in Foods. London: Blackie Academic and Professional. Doyle MP, Beauchat LR and Montville TJ (1997) Food Microbiology. Washington: ASM Press. Fox PF, Guinee TP, Cogan TM and MacSweeney PLH (2000) Fundamentals of Cheese Science. Gaithersburg: Aspen Publishers. Johnson EA, Nelson JH and Johnson M (1990). Microbiological safety of cheese made from heat-treated milk. 2. Microbiology. Journal of Milk and Food Technology 53: 519±540. Spahr U and Url B (1994). Behaviour of pathogenic bacteria in cheese: a synopsis of experimental data. Bulletin of the International Dairy Federation 298: 2±16. Stratton JE, Hutkins RW and Taylor SL (1991). Biogenic amines in cheese and other fermented foods: a review. Journal of Food Protection 54: 460±470. Zottola EA and Smith LB (1991). Pathogens in cheese. Food Microbiology 8: 171±182.
Biochemistry of Cheese Ripening P F Fox, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Acid- and acid/heat-coagulated cheeses are ready for consumption immediately after processing of the curds (see Cheese: Overview; Acid and Acid/Heat Coagulated Cheese) but the curds for rennet-coagulated
cheeses are ripened (matured) for a period ranging from 2 to 3 weeks to >2 years. The objective of cheese ripening is to convert the fresh curds, which differ only slightly, mainly in moisture content, between varieties, to one of many cheeses which differ characteristically in appearance, taste, aroma, texture and functionality. Conversion of curd to cheese involves three primary events, glycolysis, lipolysis and proteolysis, the products of which are modi®ed via various biochemical, and perhaps chemical, reactions. The primary reactions are principally responsible for changes in texture and functionality, while ¯avour is probably generated mainly through modi®cation of products of the primary reactions. Glycolysis and related events are caused by living microorganisms (starter and/or non-starter), while lipolysis and proteolysis are catalysed mainly by enzymes from the rennet, milk, starter bacteria, adventitious non-starter bacteria and, usually, secondary (adjunct) cultures. A general overview of the biochemistry of cheese ripening is given below.
Glycolysis The production of lactic acid from lactose by the starter bacteria is a major and essential event in the manufacture of cheese curd (see Cheese: Starter Cultures: General Aspects). Most (� 98%) of the lactose in milk is removed in the whey as lactose or lactic acid but fresh cheese curd contains 1±2% lactose. For most cheese varieties, the pH of the curd is 6.2±6.4 at moulding and since the curds are not salted at this point, the starter bacteria completely metabolize the residual lactose within about 12 h. If the curds are washed during manufacture, e.g. Dutch-type cheeses, the concentration of lactic acid in the cheese at the end of glycolysis is �1% but if the curd is not washed, e.g. Emmental or Parmigiano, the fresh cheese contains �1.5% lactic acid. The pH of curd for Cheddar-type cheese is �5.4 at milling and the curds are salted before moulding and pressing; the low pH and the rapid penetration of salt into the curd retard glycolysis and lactose is metabolized slowly, normally by residual starter activity, to L( ) lactic acid. However, if the salt concentration is too high, the starter bacteria are inhibited and residual lactose is metabolized by non-starter lactic acid bacteria (NSLAB) to DL-lactic acid; young Cheddar cheese contains �1.5% lactic acid. Modification of Lactic Acid
The fate of lactic acid in cheese is characteristic of the type. In Cheddar and Dutch-type cheeses, L() lactate is isomerized to a racemic mixture.
CHEESE/Biochemistry of Cheese Ripening
Racemization has no effect on cheese ¯avour but if the concentration of D(ÿ)lactate is too high, it may form undesirable crystals on the cheese surface. Oxidation of lactic acid to acetic acid occurs to a limited extent, dependent on the concentration of O2 in the curd, which is strongly affected by the permeability of the packaging material to oxygen. In surface mould and smear-ripened cheeses, lactic acid in the surface layer is catabolized to CO2 and H2O by surface moulds or yeasts, causing an increase in pH and the diffusion of lactic acid from the interior to the surface. At maturity, a pH gradient exists from the surface (�pH 7.5) to the centre (�pH 6.5), with a concentration gradient of lactic acid in the opposite direction. The increase in pH is essential for softening of the texture of surface mould-ripened cheese and for the growth of coryneform bacteria on surface smear-ripened cheese. The pH of Dutch- and Swiss-type cheeses also increases during ripening, perhaps to as high as 5.8, but the pH of Cheddar changes little during ripening. Cheese has a strong buffering peak at �pH 5.2 and, consequently, a low initial pH is dif®cult to alter. The presence of lactose in Cheddar cheese during the early stages of ripening appears to be a factor: if the concentration of lactose is reduced by washing or whey replacement, residual lactose in the curd is metabolized rapidly and the pH increases when the supply of lactose has been exhausted. In contrast, the pH of high-lactose curd continues to decrease as long as lactose is present. Low-lactose cheese has a clean, mild ¯avour, whereas high-lactose cheese develops a strong, harsh ¯avour, probably due to the low pH. In Swiss-type cheeses, lactic acid is metabolized to propionic and acetic acids, CO2 and H2O:
321
Lactose Sc. thermophilus
Glu + Gal
Lc. lactis Lc. cremoris
Lactobacillus Sc. thermophilus DL-lactate
Swiss
L-lactate
Propionibacterium Mould and Surface smear CO2 , H2O
Propionate, acetate, CO2
Cheddar Dutch NSLAB
DL-lactate
Acetate Pediococcus (lactobacilli)
Figure 1 Summary of lactose metabolism in cheese.
is summarized in Figure 1. Acid production and, hence, lactose metabolism during curd manufacture is important for several reasons (see Cheese: Overview). It is also critical that lactose in the fresh curd is metabolized rapidly and completely by the starter; otherwise, catabolism by NSLAB may lead to off¯avours and gas, and lactose or its constituent monosaccharides may participate in Maillard browning, especially if the cheese is heated, e.g. Mozzarella, or stored in a semi-dry form (low water activity, aw), e.g. Parmigiano. Consequently, it is important to ensure that a galactose-positive strain of Lactobacillus is used in the manufacture of Mozzarella, Swiss or Parmigiano-type cheese.
3CH3 CH
OHCOOH ! 2CH3 CH2 COOH CH3 COOH CO2 H2 O The CO2 is responsible for the characteristic eyes in Swiss-type cheese, while propionic and acetic acids contribute to ¯avour. In many types of cheese, lactate may be metabolized by Clostridium spp. to butyric acid and hydrogen gas, which cause off-¯avours and late gas blowing, respectively. Contamination of cheese curd with clostridia is controlled by good hygiene, removal of the spores by bactofugation or micro®ltration or preventing their growth by the addition of KNO3 or lysozyme to the cheese milk (see Clostridium spp.). Thus, the metabolism of lactose and resulting lactic acid in cheese is understood at the molecular level and
Metabolism of Citrate Milk contains 1.8 g lÿ1 citrate, about 94% of which is soluble and is lost in the whey. In Dutch-type cheeses, the colloidal citrate, which is retained in the curd, is metabolized by citrate-positive strains of Lactococcus lactis subsp. lactis and Leuconostoc spp., which are included in the starter, to diacetyl and CO2. The diacetyl contributes to ¯avour while the CO2 is responsible for the small eyes characteristic of Dutchtype cheese. The metabolism of citrate is well characterized (see Citrate Fermentation). In Cheddar-type cheese, citrate is fermented slowly by mesophilic lactobacilli and pediococci, principally to formic acid and CO2; the latter may cause an undesirable open texture.
322
CHEESE/Biochemistry of Cheese Ripening
Lipolysis Lipolysis is limited in most cheese varieties. Exceptions are some Italian varieties, e.g. Pecorino varieties and Provolone, in which rennet paste containing pregastric esterase (PGE) is used, and Parmigiano, probably due to the use of raw milk and a long ripening period. Very extensive lipolysis occurs in blue-mould cheeses, in which Penicillium roqueforti secretes potent lipases. Although lactic acid bacteria (LAB) are weakly lipolytic, they do possess esterases/ lipases, which release a low level of fatty acids during a long ripening period. Lipases/esterases from a number of strains of Lactococcus and Lactobacillus have been isolated and characterized. Even slightly excessive lipolysis causes rancidity or unbalanced ¯avour in Cheddar, Dutch- and Swisstype cheeses, but low concentrations of volatile, short-chain fatty acids, which are strongly ¯avoured, are important, probably essential, for cheese ¯avour. Considerably more lipolysis occurs in raw milk cheese than in corresponding cheeses made from pasteurized milk, suggesting that the indigenous micro¯ora is signi®cant. PGE is well characterized at the molecular, biochemical and genetic levels. Lipases from Rhizomucor miehei and some Penicillium spp. have been reported to be satisfactory substitutes for PGE. Fungal lipases are used extensively in the production of enzyme-modi®ed cheese (see Cheese: EnzymeModi®ed Cheese). Penicillium roqueforti and P. camemberti secrete potent lipases, which have been isolated and characterized. Lipolysis is not of major signi®cance in the ripening of surface mould-ripened cheeses but is essential in blue-mould cheeses, the ¯avour of which is dominated by methyl ketones which are produced by b-oxidation of fatty acids by P. roqueforti (see Cheese: Mould-Ripened Cheeses). Lipolysis is rather limited in surface smear-ripened cheeses and probably makes little contribution to the ¯avour of these highly ¯avoured cheeses. The surface micro¯ora of these cheeses is very heterogeneous and develops in a sequence, i.e. yeasts (various species), which grow initially, increase the pH, permitting various coryneform bacteria (especially Brevibacterium spp. and Arthrobacter spp.) to grow. Many of the smear microorganisms secrete lipases/esterases, some of which have been isolated and characterized. Catabolism of Fatty Acids
Free fatty acids, especially volatile, short-chain acids, make at least some positive contribution to the ¯avour of most, probably all, cheeses. They may also
Triglycerides δ-Keto acid δ-Hydroxyacids
n-Fatty acids CH3SH Methyl ketones
Alcohols Lactones
Thioesters Esters
Figure 2 Summary of lipolysis in cheese.
be modi®ed in various ways to produce other sapid compounds, including methyl ketones, esters, thioesters, lactones, aldehydes and alcohols (Figure 2).
Proteolysis Proteolysis is the most complex and perhaps the most important of the three primary events that occur in most cheese varieties, especially internal bacterially ripened cheese. It is primarily responsible for changes in cheese texture and functionality and makes a signi®cant contribution to ¯avour, especially background ¯avour via the formation of amino acids and small peptides. Catabolism of amino acids leads to many sapid and aromatic compounds which are major contributors to cheese ¯avour, especially of surface smear-ripened varieties. Proteolytic Agents in Cheese
Cheese contains a broad range of proteinases and peptidases which originate from the coagulant, milk, starter lactic acid bacteria, non-starter (adventitious) lactic acid bacteria and secondary cultures (e.g. Propionibacterium, Brevibacterium, Arthrobacter, Penicillium spp.). The proteinases and many peptidases from these sources have been isolated and characterized and their contribution to cheese ripening established. Coagulant Most of the rennet added to cheese milk is either lost in the whey or denatured during cooking. Rennet is extensively or completely denatured in curds cooked to a high temperature (�55 � C), e.g. Emmental, Parmigiano and Mozzarella. Cheeses cooked to a lower temperature, e.g. 6 months) this hydrolysis is complete. During the early stages of ripening the concentration of aS1-CN (f24±199) increases initially, but as ripening progresses it is further hydrolysed by chymosin, predominantly at the Leu101±Lys102 and, to a lesser extent, at the Phe32±Gly33 and Leu109±Glu110. Peptides resulting from these activities, including aS1-CN (f24±199), aS1-CN (f33±199), aS1-CN (f102±199) and aS1-CN (f110±199), have been identi®ed in the water-insoluble fraction of Cheddar.
Further hydrolysis of the aS1-casein peptides is achieved by action of plasmin and the lactococcal cell envelope-associated proteinase. Plasmin
The indigenous milk proteinase, plasmin, is stable to pasteurization and is almost completely retained in curd during Cheddar manufacture to give a concentration of approximately 3±4.5 mg gÿ1 curd. The main role of plasmin in Cheddar ripening is in the degradation of b-casein. Beta-casein is more resistant to hydrolysis than aS1-casein and only 50% of b-casein is degraded in mature Cheddar. The primary cleavage sites of plasmin on b-casein are Lys28± Lys29, Lys105±Gln106 and Lys107±Glu108. Hydrolysis at these sites yields the peptides g1-CN (f29±209), g2-CN (f106±209) and g3-CN (f108±209), all of which have been identi®ed in the waterinsoluble fraction of Cheddar. Plasmin is also responsible for cleavage of the aS1-CN (f24±199) at Lys103±Tyr104 and Lys105±Val106 yielding aS1-CN (f104±199) and aS1-CN (f106±199). These peptides are also found in the water-insoluble fraction of Cheddar. Lactic Acid Bacteria
Lactic acid bacteria produce small water-soluble peptides and amino acids which are speci®c to the cheese variety and therefore have a greater impact on Cheddar ¯avour. Although lactic acid bacteria are weakly proteolytic, they possess a complex proteinase/peptidase system which is capable of hydrolysing oligopeptides, produced by chymosin or plasmin, to small peptides and amino acids. Proteolysis by lactic acid bacteria contributes to cheese ¯avour and aroma, mainly by producing free amino acids which act as precursor compounds for further catabolic reactions which result in the production of potent volatile compounds. Starter Lactic Acid Bacteria
The starter lactic acid bacteria make a signi®cant contribution to cheese proteolysis. The proteolytic system of Lc. lactis consists of a cell envelope-associated proteinase (CEP, lactocepin, Prt), a diverse range of intracellular peptidases in addition to peptide and amino acid transport systems. The speci®city of lactococcal CEP on caseins and casein-derived peptides shows characteristic strain-speci®c differences. The enzyme is plasmid-encoded and spontaneous proteinase-negative mutants occur through plasmid loss. Intracellular peptidases include oligoendopeptidases (PepO and PepF), at least three general aminopeptidases (PepN, PepC, PepG),
CHEESE/Cheddar-Type Cheeses 361
glutamyl aminopeptidase (PepA), pyrolidone carboxyl peptidase (PCP), leucylaminopeptidase (PepL), X-prolyldipeptidyl aminopeptidase (PepX), proline iminopeptidase (PepI), aminopeptidase P (PepP), prolinase (PepR), prolidase (PepQ), general dipeptidases (PepV, PepD, PepDA) and a general tripeptidase (PepT). Some water-insoluble peptides produced from aS1casein by chymosin or from b-casein by plasmin are further degraded by the lactoccal CEP. The peptide aS1-CN (f1±23) is rapidly hydrolysed by the lactococcal CEP at the bonds Gln9±Gln10, Gln13±Glu14, Glu14±Val15 and Leu16±Asn17. Many of the small peptides originating from this activity have been identi®ed in Cheddar and some have been shown to be partially hydrolysed by an aminopeptidase, releasing free amino acids. The lactococcal CEP also hydrolyses aS1-CN (f24±199) and the oligoendopeptidases (PepO) and (PepF) contribute to further degradation. The lactococcal CEP actively hydrolyses peptide bonds in the N-terminal half of b-casein. The bonds Gln56±Ser57 and Asn68±Ser69 are preferred cleavage sites. The absence of an intact plasmin cleavage site in these peptides suggests that the lactococcal CEP hydrolyses proteose peptones rather than intact b-casein. Most of the water-soluble peptides of Cheddar are derived from the N-terminal half of aS1-casein, especially from residues 53±91, with a smaller number from the N-terminal half of b-casein. Non-Starter Lactic Acid Bacteria
The proteolytic activity of the NSLAB supplements that of the starter, producing peptides with similar molecular weights to those produced by the starter culture and also amino acids. Amino Acid Catabolism
The free amino acids generated as a result of proteolysis may be catabolized by the starter lactic acid bacteria and NSLAB to ¯avourful compounds such as aldehydes, alcohols, esters and thiols. The catabolism of amino acids is mediated by aminotransferases (AT) (EC 2.6.1). AT enzymes are intracellular and activity has been demonstrated under Cheddar ripening conditions (pH 5.0, 10±13 � C, 4% NaCl). Amino acid degradation is a major process for aroma formation in Cheddar and the aromatic amino acids (phenylalanine, tyrosine and tryptophan) and branched-chain amino acids (leucine, isoleucine and valine) are major precursors of these aroma compounds. Potent aroma compounds originating from amino acid catabolism which have been isolated from
Cheddar include 3-methylbutanal and 3-methylbutanoic acid from leucine and phenylethylacetate from phenylalanine. Methional and methanethiol are produced by catabolism of methionine and may be oxidized subsequently to dimethyldisulphide and dimethyltrisulphide. As the ®nal ¯avour of cheese depends on the respective concentration of different key aroma compounds, the control of amino acid degradation during cheese ripening appears to be a potential means of manipulating the ¯avour pro®le of Cheddar.
Textural Characteristics Freshly pressed Cheddar cheese comprises a casein matrix interspersed with fat globules and water. The cheddaring process leads to the formation of a ®brous protein network that produces a very close-textured Cheddar cheese. The relative levels of fat, protein and moisture affect the rheological properties of the curd and the rate of texture development is associated with the degradation of the casein. Within the ®rst 7±14 days, residual coagulant enzymes are responsible for the rapid hydrolysis of the aS1-casein to soluble peptides and this causes mellowing of the rubbery elastic texture.
Taste and Aroma Cheddar ¯avour is not associated with one potent chemical compound but appears to result from the generation of a number of components during ripening. The production of these ¯avour compounds must be balanced and excessive production of individual components leads to generation of off-¯avours. The taste of Cheddar is associated with the watersoluble nonvolatile fraction. This is comprised of small and medium-sized peptides, free amino acids, organic acids and their salts. Peptides and amino acids contribute to the background savoury ¯avour of Cheddar, while speci®c peptides can impart undesirable bitter ¯avours. Volatile aroma compounds have the potential to add speci®c ¯avour notes to Cheddar. These are mainly derived from proteolysis but also from lipolysis. Methional is considered to have a boiled-potatolike aroma, while methanethiol, dimethyldisulphide and dimethyltrisulphide are considered to add garlic notes to the ¯avour of mature Cheddar. 3-Methylbutanal is associated with a green-malty odour which at high concentrations imparts unclean harsh ¯avours in Cheddar, but at low levels gives a pleasant fruity ¯avour. 3-Methylbutanoic acid, derived from leucine, has a rancid, cheesy, sweaty odour which may
362
CHEESE/Cheddar-Type Cheeses
contribute to mature Cheddar aroma. Butyric acid, derived through lipolysis, has a cheesy, sweaty odour and is considered to be an important component of Cheddar ¯avour. Ethylbutyrate, the ester derived from butyric acid, if present at excessively high levels, will cause a fruity ¯avour defect in Cheddar. Indole and skatole, products of the catabolism of phenylalanine and other aromatic amino acid metabolites, are associated with unclean ¯avours in Cheddar. Bitterness
Bitterness in Cheddar is associated with the accumulation of hydrophobic peptides which are formed by the action of the coagulant and starter proteinases. Bitter peptides are derived from both aS- and bcaseins. Bitter peptides from aS1-casein are predominantly from the region of residues 14±34, 91±101 and 143±151. Bitter peptides from b-casein are mostly from the sequence of residues 46±90, and particularly from the hydrophobic C-terminus. Chymosin is important in the production of bitter peptides, since residual coagulant in Cheddar releases extremely hydrophobic peptides from b-casein. Cutting the coagulum at a low pH in Cheddar manufacture results in the retention of excessive chymosin and the development of bitterness. A low salt content in the ®nal cheese will enhance chymosin activity and result in the accumulation of bitter peptides. The overall level of bitterness in Cheddar will depend on the relative rates at which bitter peptides are formed and degraded to nonbitter peptides. Certain Lc. lactis strains are associated with the development of bitterness in Cheddar cheese. These strains survive well at the scald temperature used in Cheddar manufacture and their presence at high numbers in the fresh curd results in high proteolytic activity during ripening. The total proteolytic activity of the starter strains can have a signi®cant effect on the development of bitterness. Strains for Cheddar production in New Zealand are carefully selected for the speci®city of lactococcal CEP, and mixed-strain starters normally include one proteinase-negative strain in order to limit total proteolytic activity and control bitterness.
Defects Defects in Cheddar cheese arise through contamination of milk with undesirable microorganisms, inadequate control of acidi®cation during manufacture and failure during manufacture to attain the optimum compositional factors of pH, salt and moisture. Additionally, physical damage to packaging of vacuum-packed Cheddar can allow the contamination and growth of undesirable microorganisms on the surface of the cheese.
Gas Production
Open texture and slits in Cheddar have been attributed to the growth of obligate and facultative heterofermentative lactobacilli. Fermenation of residual lactose and galactose, resulting in the production of CO2, is associated with this defect. Slow starter activity and a high level of residual lactose in the curd are the main causes. Late gas-blowing in Cheddar is associated with contamination of the cheese milk with Clostridium tyrobutyricum. Surface Deposits
Crystallization of calcium lactate on the surface of Cheddar causes a white deposit with an appearance similar to white mould. The crystals detract from the appearance of the cheese and reduce consumer acceptability. The deposit is calcium D-lactate, formed by the racemization of L() lactic acid to D(ÿ) lactic acid through the action of certain strains of NSLAB, particularly lactobacilli and pediococci. Accumulation of whey at the surface of vacuum-packaged aged cheese, coupled with increased growth and metabolism of NSLAB, facilitates rapid racemization of lactic acid and subsequent crystal formation. White crystalline deposits can appear in young and mature Cheddar, both on the surface and the interior. In addition to calcium lactate, white deposits have been associated with calcium phosphate and tyrosine. Colour Defects
Colour plays an important role in the consumer acceptability of Cheddar and can in¯uence grading. Bleaching of colour in Cheddar is sometimes observed shortly after manufacture. Localized areas of high acid production associated with whey entrapment between curd particles can cause bleaching during the early stages of maturation. This effect diminishes as the cheese matures and the pH increases. Colour defects ranging from pink to mud-brown have been observed sporadically in both annattocoloured and white mature Cheddar. Studies on mechanisms for the formation of these defects in Cheddar have not been conclusive. Oxidative browning may be associated with the activity of tyrosinase which catalyses the oxidation of monophenols, particularly the amino acid tyrosine, to quinones. The red-coloured dopaquinones and dopachromes formed from tyrosine via 3,4-dihydroxyphenylalanine (DOPA) are then converted through a series of chemical reactions to melanin. While evidence for this mechanism exists for the development of colour defects in mould-ripened cheeses, the sporadic nature of the defect in Cheddar has discouraged full investigation.
CHEESE/Swiss-Type Cheeses 363 Mould Growth
Most commercially produced Cheddar is vacuumpackaged and as moulds require oxygen to grow and sporulate, they are found where pockets of air exist between the cheese surface and packaging. Growth is limited by the amount of residual oxygen. Penicillium spp., especially Penicillium commune, a blue mould, and Cladosporium spp., especially Cladosporium cladosporoides, a black mould, are found most frequently in vacuum-packed Cheddar.
Water, Salts and Vitamins, 2nd edn, pp. 403±468. London: Chapman & Hall. Sousa MJ, Ardo Y and McSweeney PLH (2001) Advances in the study of proteolysis during cheese ripening. International Dairy Journal 11: 327±345.
See also: Cheese: Overview; Rennets and Coagulants; Biochemistry of Cheese Ripening; Cheese Flavour; Mould-Ripened Cheeses. Flavours and Off-Flavours in Dairy Foods. Lactobacillus spp.: General Characteristics; Lactococcus lactis.
Swiss-Type Cheese H-P Bachmann, U BuÈtikofer and D Isolini, Swiss Federal Dairy Research Station, Liebefeld, Berne, Switzerland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Further Reading Crow VL, Curry B and Hayes M (2001) The ecology of non-starter lactic acid bacteria (NSLAB) and their use as adjuncts in New Zealand Cheddar. International Dairy Journal 11: 275±283. Fox PF (1993) Proteolysis in cheese during ripening. In: Andrews AT and Varley J (eds.) Biochemistry of Milk Products, pp. 1±31. Cambridge: Royal Society of Chemistry. Fox PF and McSweeney PLH (1997) Rennets: their role in milk coagulation and cheese ripening. In: Law BA (ed.) Microbiology and Biochemistry of Cheese and Fermented Milk, 2nd edn, pp. 1±40. London: Blackie Academic and Professional. Fox PF and Wallace JM (1997) Formation of ¯avor compounds in cheese. Advances in Applied Microbiology 45: 17±85. Hoier E, Jansen T, Henriksen CM et al. (1999) The production, application and action of lactic cheese starter cultures. In: Law BA (ed.) Technology of Cheesemaking, pp. 99±131. Shef®eld: Shef®eld University Press. IDF (1994) Cheese Yield and Factors Affecting its Control. Proceedings of IDF Seminar, Cork, April 1993. Brussels: IDF. IDF (2001) The World Market for Cheese 1990±1999. International Dairy Federation Bulletin no. 359. Brussels: IDF. Johnson ME (1998) Cheese products, In: Marth EH and Steele JL (eds.) Applied Dairy Microbiology, pp. 213± 245. New York: Marcel Dekker. Lawrence RC, Gilles J and Creamer LK (1993) Cheddar cheese and related dry salted varieties. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 2, Major Cheese Groups, 2nd edn, pp. 1±39. London: Chapman & Hall. McSweeney PLH, Nursten HE and Urbach G (1997) Flavours and off-¯avours in milk and dairy products. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 3, Lactose,
Introduction Swiss-type cheeses were manufactured originally in the Emmental (Emmen valley) in Switzerland; their precursors were mountain cheeses. Emmental is probably the best-known Swiss-type cheese and is frequently referred to simply as `Swiss cheese'. There is no internationally recognized de®nition of Swisstype cheeses that differentiates them from other varieties. Swiss-type cheeses have round regular eyes which vary in size from medium to large (Figure 1). For the manufacture of Emmental and other Swisstype cheeses, propionibacteria are used to achieve the characteristic eyes and nutty ¯avour. The characteristics of Swiss-manufactured Emmental are:
� � � � �
cylindrical shape ®rm dry rind weight: 60±130 kg 1000±2000 round eyes, diameter 1±4 cm ¯avour: mild, nutty, slightly sweet, becoming more aromatic with increasing age � cheese body: ivory to light yellow, slightly elastic. Today, Emmental cheese is produced in many countries and a great variety of other Swiss-type cheeses is also available on the market, including Svenbo, Jarlsberg, Greve, Maasdamer, Leerdamer, ComteÂ, Beaufort and Swiss cheese. Their body and texture correspond to those of hard and semi-hard cheeses. Descriptions and analytical values presented in this article focus on Swiss Emmental cheese; besides some general information is given.
CHEESE/Swiss-Type Cheeses 363 Mould Growth
Most commercially produced Cheddar is vacuumpackaged and as moulds require oxygen to grow and sporulate, they are found where pockets of air exist between the cheese surface and packaging. Growth is limited by the amount of residual oxygen. Penicillium spp., especially Penicillium commune, a blue mould, and Cladosporium spp., especially Cladosporium cladosporoides, a black mould, are found most frequently in vacuum-packed Cheddar.
Water, Salts and Vitamins, 2nd edn, pp. 403±468. London: Chapman & Hall. Sousa MJ, Ardo Y and McSweeney PLH (2001) Advances in the study of proteolysis during cheese ripening. International Dairy Journal 11: 327±345.
See also: Cheese: Overview; Rennets and Coagulants; Biochemistry of Cheese Ripening; Cheese Flavour; Mould-Ripened Cheeses. Flavours and Off-Flavours in Dairy Foods. Lactobacillus spp.: General Characteristics; Lactococcus lactis.
Swiss-Type Cheese H-P Bachmann, U BuÈtikofer and D Isolini, Swiss Federal Dairy Research Station, Liebefeld, Berne, Switzerland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Further Reading Crow VL, Curry B and Hayes M (2001) The ecology of non-starter lactic acid bacteria (NSLAB) and their use as adjuncts in New Zealand Cheddar. International Dairy Journal 11: 275±283. Fox PF (1993) Proteolysis in cheese during ripening. In: Andrews AT and Varley J (eds.) Biochemistry of Milk Products, pp. 1±31. Cambridge: Royal Society of Chemistry. Fox PF and McSweeney PLH (1997) Rennets: their role in milk coagulation and cheese ripening. In: Law BA (ed.) Microbiology and Biochemistry of Cheese and Fermented Milk, 2nd edn, pp. 1±40. London: Blackie Academic and Professional. Fox PF and Wallace JM (1997) Formation of ¯avor compounds in cheese. Advances in Applied Microbiology 45: 17±85. Hoier E, Jansen T, Henriksen CM et al. (1999) The production, application and action of lactic cheese starter cultures. In: Law BA (ed.) Technology of Cheesemaking, pp. 99±131. Shef®eld: Shef®eld University Press. IDF (1994) Cheese Yield and Factors Affecting its Control. Proceedings of IDF Seminar, Cork, April 1993. Brussels: IDF. IDF (2001) The World Market for Cheese 1990±1999. International Dairy Federation Bulletin no. 359. Brussels: IDF. Johnson ME (1998) Cheese products, In: Marth EH and Steele JL (eds.) Applied Dairy Microbiology, pp. 213± 245. New York: Marcel Dekker. Lawrence RC, Gilles J and Creamer LK (1993) Cheddar cheese and related dry salted varieties. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 2, Major Cheese Groups, 2nd edn, pp. 1±39. London: Chapman & Hall. McSweeney PLH, Nursten HE and Urbach G (1997) Flavours and off-¯avours in milk and dairy products. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 3, Lactose,
Introduction Swiss-type cheeses were manufactured originally in the Emmental (Emmen valley) in Switzerland; their precursors were mountain cheeses. Emmental is probably the best-known Swiss-type cheese and is frequently referred to simply as `Swiss cheese'. There is no internationally recognized de®nition of Swisstype cheeses that differentiates them from other varieties. Swiss-type cheeses have round regular eyes which vary in size from medium to large (Figure 1). For the manufacture of Emmental and other Swisstype cheeses, propionibacteria are used to achieve the characteristic eyes and nutty ¯avour. The characteristics of Swiss-manufactured Emmental are:
� � � � �
cylindrical shape ®rm dry rind weight: 60±130 kg 1000±2000 round eyes, diameter 1±4 cm ¯avour: mild, nutty, slightly sweet, becoming more aromatic with increasing age � cheese body: ivory to light yellow, slightly elastic. Today, Emmental cheese is produced in many countries and a great variety of other Swiss-type cheeses is also available on the market, including Svenbo, Jarlsberg, Greve, Maasdamer, Leerdamer, ComteÂ, Beaufort and Swiss cheese. Their body and texture correspond to those of hard and semi-hard cheeses. Descriptions and analytical values presented in this article focus on Swiss Emmental cheese; besides some general information is given.
364
CHEESE/Swiss-Type Cheeses
Figure 1 Emmental cheese from Switzerland: the original Swiss-type cheese.
Production Statistics The annual production of Emmental cheese in Switzerland is around 45 000 t. Swiss-type cheeses are an important part of cheese production in the European Union: France produces annually 275 000 t, The Netherlands 89 400 t, Germany 88 300 t, Sweden 28 400 t, Finland 26 400 t, Austria 12 800 t, Denmark 6600 t and Ireland 5000 t. World production in 1997 was more than 500 000 t.
Technology In Switzerland, Emmental cheese must be manufactured from raw milk from silage-free fed cows; therefore, the bacteriological requirements are particularly stringent. Swiss Emmental is heated to 52± 54 � C after cutting. During pressing, the temperature remains around 50 � C for many hours. At this temperature, the curd dries and undesirable microorganisms are eliminated. That is why the cooking temperature is an important part of the `hurdle' technology for ensuring the hygienic safety of Swiss Emmental cheese produced from raw milk. The other steps in the hurdle technology are the high quality of the raw milk, the short storage of the milk prior to processing, the fast and complete acidi®cation, as well as the long ripening period of at least 4, but quite often more than 8 months. An important step in the technology of Swiss Emmental cheese is the addition
of water (12±18%) to the milk or to the curd whey mixture. This leads to a high pH value (5.20± 5.30) after the lactic fermentation and consequently accelerates the propionic fermentation, leads to a soft and elastic texture and also explains the high calcium content of the cheese. To initiate the typical propionic acid fermentation, the ripening temperature for the cheese must be raised to approximately 20±24 � C for a certain period of time. As soon as the development of suf®cient eyes is accomplished, the propionic acid fermentation is retarded by storing the cheese at a lower temperature (10±13 � C). Table 1 shows the average composition of Swiss Emmental cheese at different stages of ripening. The very low salt content is typical for Swiss Emmental cheese. Today, Swiss-type cheeses are manufactured in many countries by technologies differing from the traditional Swiss procedure. Considering the technological aspects, Swiss-type cheeses are always cooked cheeses. On the other hand, the treatment of milk, the extent of mechanization, the weight and shape, the average composition (hard or semi-hard varieties, each with a different fat content), ripening time and shelflife of foreign Swiss-type cheeses are frequently very different from the original. Quite often, the process is speci®cally designed so that no rind forms on the cheese (maturation takes place in vacuum-packed plastic wrapping) for mass-production purposes.
CHEESE/Swiss-Type Cheeses 365 Table 1 Average composition of Swiss Emmental cheese (mean values � standard deviation for n 30) Parameter
Water Protein Fat Salt (NaCl) pH
Unit
g kgÿ1 g kgÿ1 g kgÿ1 g kgÿ1 Ð
Cheese age 1 day
20 days
3 months
6 months
1 year
376.1 � 5.8 nd nd nd 5.30 � 0.04
365.8 � 4.7 nd nd 2.28 � 0.50 5.52 � 0.04
353.0 � 6.3 283.7 � 6.3 nd 4.19 � 1.01 5.65 � 0.03
347.5 � 7.2 284.8 � 5.9 322.2 � 9.7 3.69 � 0.7 5.78 � 0.03
350.2 � 6.1 284.2 � 6.4 321.0 � 9.0 nd 5.70 � 0.07
nd, not determined.
Cultures Lactic Acid Bacteria
Thermophilic lactic acid bacteria starters are usually mixed cultures of lactobacilli (Lactobacillus helveticus, Lb. delbrueckii subsp. lactis) and streptococci (Streptococcus salivarius subsp. thermophilus). They guarantee the homofermentative catabolism of lactose to >90% lactate. Lactose is generally metabolized via the fructose-1,6-diphosphate (Emden±Meyerhof±Parnas) pathway and is fully hydrolysed within 4±6 h after addition of the lactic starters. Lactic acid fermentation is completed after 24 h. Galactose from lactose hydrolysis is not utilized by the streptococci, but is metabolized by the lactobacilli. For streptococci, the optimum temperature for growth is 38±42 � C and their pH optimum is 6.0±6.5. The streptococci produce only L() lactic acid, whereas Lb. delbrueckii subsp. lactis converts lactose entirely to D(ÿ) lactate. Both isomers are produced by Lb. helveticus. The lactobacilli grow best at 38±45 � C and in the pH range 5.0±5.5. The lactic acid not only inhibits the development of undesired microorganisms but also in¯uences curd syneresis and thus the texture of and proteolysis in the cheese. During cheese ripening, the proteinases and peptidases of lactobacilli play a major role in the breakdown of casein. Some decades ago, Lb. helveticus was a major component of starter cultures for the manufacture of Swiss Emmental. Due to its intensive proteolytic activity, which promotes late fermentation, it was replaced by Lb. delbrueckii subsp. lactis. In certain areas (where the cheesemilk is collected twice daily) a mesophilic culture of lactococci (Lactococcus lactis) is added to the evening milk to preripen it. Propionic Acid Bacteria
Propionic acid fermentation is essential in all Swisstype cheeses to obtain the characteristic eyes and
the nutty taste. The fermentation is initiated by the addition of a culture of propionic acid bacteria, usually containing the species Propionibacterium freudenreichii. These organisms are Gram-positive short rods. Their optimum pH for growth is 6.0±7.0 (maximum 8.5, minimum 4.6). The optimum growth temperature is 30 � C, but growth occurs slowly at 14 � C. Propionic acid bacteria are anaerobic to aerotolerant. For Swiss Emmental, the inoculum size is very small (only a few hundred colony-forming units per vat containing about 1000 l of milk). The propionic acid fermentation begins about 30 days after the start of manufacture at about 20±24 � C for roughly 7 weeks and then continues at a slower rate at 10±13 � C. In cheeses ready for consumption, about 108±109 cfu gÿ1 of propionic acid bacteria are present. The lactic acid produced by the lactic starters is broken down by the classic metabolic pathway to propionate, acetate and CO2 as follows: 3 lactate ! 2 propionate acetate CO2 ATP When aspartate is present, this fermentation is combined with the deamination of aspartate to succinate: lactate 2 aspartate ! acetate CO2 2 succinate 2 NH3 ATP Therefore, in the presence of aspartate, more lactate is converted to acetate and CO2 than to propionate. Strains capable of deaminating aspartate ferment greater amounts of lactate and are thus present in cheese at higher levels than strains that do not utilize aspartate. The higher number of propionibacteria is responsible for increased amounts of acetate, propionate, succinate and CO2 and therefore for more intensive ¯avour and larger eyes. The capability of strains to utilize aspartate is a very important factor when selecting new cultures. A very high aspartase
CHEESE/Swiss-Type Cheeses
Facultatively Heterofermentative Lactobacilli
Facultatively heterofermentative lactobacilli, Grampositive microaerophilic rods, ferment hexoses almost exclusively to lactic acid via the fructose-1, 6-diphosphate pathway. But at low levels of glucose they also ferment hexoses to lactic acid, acetic acid, ethanol and formic acid. Pentoses are catabolized to lactic and acetic acids by an inducible phosphoketolase. This group of microorganisms contains, among others, Lb. casei and Lb. rhamnosus, which are indigenous to raw milk. During cheese ripening, they grow by utilizing citrate which is found in the fresh unripened cheese. Both species are able to grow at 15 � C. Lactobacillus rhamnosus is the only species of facultatively heterofermentative lactobacilli able to grow at 45 � C. By adding cultures of Lb. casei or Lb. rhamnosus, the intensity of the propionic acid fermentation can be controlled and the risk of late fermentation minimized. The exact mechanism is not yet understood but it is known that bacteriocin production is not involved. It is presumed that competition between the different organisms for available substrates is involved. Cultures of facultatively heterofermentative lactobacilli are widely used by producers of Swiss Emmental. The cultures are added to the cheese milk together with the starter cultures. Cultures Used for Other Swiss-Type Cheeses
The propionic acid fermentation is common to all Swiss-type cheeses. Usually thermophilic lactic starters such as Lb. helveticus, Lb. delbrueckii subsp. lactis and Sc. salivarius subsp. thermophilus are also used. Some of these cheese types are semi-hard varieties made from pasteurized milk. Therefore mesophilic lactic acid bacteria such as Lc. lactis
may also be used. The propionic acid fermentation is also carried out with Prop. freudenreichii. An exception is Comte in France which is produced without the addition of propionic acid bacteria to the cheese milk.
Eye Formation The characteristic eye formation of Emmental cheese is due mainly to the presence of CO2 produced by propionic acid bacteria during lactate breakdown. As shown in Figure 2, diffusion of CO2 begins before propionic acid fermentation since small quantities of CO2 are already produced during lactic acid fermentation. The steep rise in the production of CO2 coincides with the onset of the propionic acid fermentation. After 60±70 days, CO2 production and diffusion rates are identical. The diffusion rate drops as soon as the cheese loaves are transferred from the warm (22 � C) to the cold (10±13 � C) ripening room. Eye formation is a long process. At the beginning, i.e. about 30 days after manufacture, only a few eyes appear; thereafter, the number of new eyes increases progressively. The maximum rate is attained after about 50 days, which is also the time of rapid eye enlargement. The appearance of new eyes declines with decreasing CO2 production and the simultaneous hardening of the cheese body. Nevertheless, eye formation sometimes continues in the cold room. The number of eyes is increased by inhomogeneities in the curd, physical openness and hydrogen-forming microorganisms. Centrifugation and thermization of the milk or application of vacuum after ®lling of the curd during pressing of the cheese are performed in order to obtain a large number of eyes. In a cheese loaf
140
5000 lactate CO2
120
4500 4000
100
3500 3000
80
2500 60
2000
CO2 (ml)
activity will increase the amount of CO2 and therefore the risk of late fermentation. However, moderate aspartase activity may have a positive effect on the quality of Emmentaler as regards eye formation and ¯avour intensity. Another metabolic pathway may also be used by the propionibacteria, namely the formation of succinate by CO2 ®xation which leads to a decrease in the level of CO2. This metabolic pathway may play a small role but it is not yet fully understood. The proteolytic activity of the propionic acid bacteria is of little importance. The lipolytic activity, however, may in¯uence the development of ¯avour during the ripening of the cheese.
lactate (mmol kg–1 cheese)
366
1500
40 Treatment in the curing Storage in the cold ripening room (10–13 °C) room (20–24 °C)
20
1000 500
0 0
25
50
75
100
125
0 150
Cheese age (days)
Figure 2 Lactic acid fermentation, lactate breakdown and CO2 loss during the ripening of Emmental cheese. (Adapted from Steffen et al., 1993.)
CHEESE/Swiss-Type Cheeses 367
of 80 kg, total CO2 production is about 120 l before the cheese is suf®ciently aged for consumption. About 60 l remain dissolved in the cheese body, approximately 20 l are found in the eyes and approximately 40 l diffuse out of the loaf. CO2 pressure passes through two major phases. The ®rst covers the period of proper eye formation in the warm ripening room. During this period, the CO2 pressure remains relatively low, between 1500 and 2500 Pa, because of the low resistance of the soft cheese mass to gas compression at 22±24 � C. During storage, i.e. second stage, the CO2 pressure increases to 4000±8000 Pa. The differences in pressure between various loaves are higher in the second stage than in the ®rst. The pressure increase in the second stage is explained by the higher resistance to gas compression of the cheese mass, which is due to a decrease in temperature from 22 to 12 � C and by continued gas production. During the ®rst stage there is a marked pressure increase within the eyes.
Ripening Patterns In Swiss-type cheese with a dry rind, proteolysis is, apart from propionic acid fermentation, the most important factor for ripening and ¯avour development. In Cheddar and Gouda cheese types, rennet plays an important role in proteolysis. In Swiss-type cheeses, however, rennet is inactivated during the heating of the curd and does not play a signi®cant role in proteolysis. In these cheeses, indigenous milk proteinase and the proteolytic enzymes of lactic acid bacteria are mainly responsible for protein breakdown. Generally, thermophilic lactobacilli exert a
stronger proteolytic effect than mesophilic lactococci, whereas thermophilic streptococci have very little in¯uence on protein breakdown. The proteolytic activity of propionic acid bacteria is not signi®cant. For Emmental cheese, raw milk is processed and the activity of the indigenous ¯ora of milk may possibly be involved in proteolysis. The proteolytic enzymes of psychrotrophs from milk after prolonged cold storage sometimes in¯uence ripening and ¯avour development. Proper selection of strains of lactic acid bacteria for starter cultures and the application of appropriate measures during manufacture in order to obtain the desired number of lactobacilli in the young cheese are the best means of controlling proteolysis. The activities of proteolytic enzymes in cheese further depend on the water content, lactic acid concentration, pH, salt concentration, water activity, copper content, storage temperature and time. Common indices of proteolysis are the concentration of water-soluble nitrogen (WSN), 12% trichloroacetic acid-soluble nitrogen (TCA-SN), sum of free amino acids, acetic and propionic acid. The amino acids are decomposed enzymatically by decarboxylation, deamination and transamination, but nonenzymatic reactions are also involved. The products arising from the catabolism of amino acids are aldehydes, ketones, short-chain acids, alcohols, aromatic acids, a-keto acids, hydrocarbons, amines, ammonia and sulphur compounds. Table 2 shows typical ripening parameters of Swiss Emmental cheese at 1 day, 20 days, 3, 6 and 12 months. The lactate concentration after 20 days is typically over 130 mmol kgÿ1 and shows its maximum at 20 days, at 133 mmol kgÿ1. Due to propionic acid fermentation, lactate is decomposed to CO2, acetic and propionic acid and the lactate concentration
Table 2 Ripening parameters of Emmental cheese (mean values � standard deviation for n 10) Parameter
Unit
Cheese age 1 day
L-Lactic
acid acid Succinic acid Acetic acid Propionic acid Butyric acid Water-soluble nitrogen 12% Trichloroacetic-acidsoluble nitrogen Sum of free amino acids Water activity D-Lactic
nd, not determined.
mmol mmol mmol mmol mmol mmol mmol mmol g kgÿ1
kgÿ1 kgÿ1 kgÿ1 kgÿ1 kgÿ1 kgÿ1 kgÿ1 kgÿ1
20 days
62.7 � 4.8 63.9 � 6.0 nd nd nd nd nd nd
67.1 � 4.1 65.8 � 6.0 nd 20.0 � 1.9 0.6 � 1.1 0.2 � 0.1 218 � 17 90 � 9
nd nd
2.2 � 0.5 nd
3 months 33.2 � 8.7 29.4 � 4.9 3.6 � 0.6 45.8 � 2.0 55.4 � 5.3 0.8 � 0.2 610 � 31 386 � 39 16.1 � 3.7 0.988 � 0.005
6 months 31.1 � 9.3 26.3 � 4.3 4.0 � 0.6 48.4 � 1.3 60.1 � 4.4 1.1 � 0.2 693 � 33 469 � 47 22.7 � 3.2 0.973 � 0.004
1 year 25.4 � 8.1 21.6 � 6.7 5.1 � 2.8 47.6 � 2.5 63.2 � 4.2 1.7 � 0.9 901 � 28 683 � 60 35.6 � 4.8 0.972 � 0.003
368
CHEESE/Swiss-Type Cheeses
decreases very rapidly up to 3 months. After 60±70 days, the cheeses are transferred to the cold ripening room and the consumption of lactate is much slower; after 12 months more than 40 mmol kgÿ1 is still present (Figure 3). Lactic acid fermentation produces about 20 mmol kgÿ1 acetate during the ®rst 20 days. By propionic acid fermentation, the concentrations of acetate and propionate increase to 48 and 63 mmol kgÿ1, respectively. The concentration of n-caproic acid after 12 months is 50 � C for Parmigiano Reggiano) for a rather long time, while the exterior of the cheese cools rather suddenly (c. 2 h) to c. 42 � C. Consequently, bacterial growth starts earlier and is more intense in the exterior zone. While the residual lactose is consumed throughout the cheese within 8±10 h, bacterial numbers, pH and lactic acid concentration do not attain equal values in the centre and exterior of the cheese for a longer time. These differences are another relevant factor which affects the cheese during subsequent ripening.
Proteolysis Proteolysis in hard Italian cheeses does not differ substantially from the other hard/semi-hard internal bacterially ripened cheeses. The low moisture and high salt content, which cause the persistence of gradients of moisture and NaCl in the cheese, and the absence of a fungal micro¯ora, which is evident only on the surface of Canestrato Pugliese and Castelmagno, are all factors which in¯uence proteolysis during ripening. The principal proteolytic agents in the curd are the coagulant, depending on the intensity of the cooking treatment, microbial proteinases and peptidases, and indigenous milk proteinase (plasmin). Proteolysis in Grana cheeses (Parmigiano Reggiano and Grana Padano) has been studied using many different analytical methods. During the ®rst month of ripening, gel electrophoretic analyses showed rapid hydrolysis of aS1-casein to the primary degradation product, aS1-CN (f24±199), and the formation of g-CNs from b-casein. The latter, together with the very low levels of b-I1 (f1±192) and b-I11 (f1±189), the primary products of hydrolysis by chymosin, indicate considerable plasmin activity. Hydrolysis of b-casein by chymosin during ripening is inhibited by 5% NaCl and, in general, during curd cooking most of the chymosin activity is destroyed. The same pattern for b-casein was found in Pecorino Romano cheese. Overall, b-casein is rapidly and almost totally hydrolysed during the ripening of Parmigiano Reggiano, Grana Padano and Pecorino Romano cheeses, while aS1-casein undergoes relatively less proteolysis. These ®ndings con®rm that chymosin, which is the primary proteolytic agent for aS1-casein, is not very active in these cheeses. Although there is large variability in the urea-PAGE pro®le of pH 4.6insoluble fraction, ewes' Fossa cheeses, the curd for which is not cooked during manufacture, are commonly characterized by the complete degradation of aS1-casein after 6 months of ripening. Much of the bcasein persists unhydrolysed in the ripened cheeses. The same was found for Canestrato Pugliese cheese. In this case, since the cheese may be produced from either raw ewes' milk or from thermized or pasteurized milks, the reverse-phase fast protein liquid chromatography (RP-FPLC) analysis of the watersoluble nitrogen (N) fractions revealed a more complex peptide pattern in raw milk cheese which was positively linked to more intense proteolysis. The hydrolysis of the caseins leads to an increased proportion of water-soluble N which has been used as a ripening coef®cient for Parmigiano Reggiano cheese. Figure 1 shows the changes in the percentage ratio soluble N to total N for Parmigiano Reggiano
NS NT–1%
CHEESE/Hard Italian Cheeses 383
40
30
20
10
0 0
6
12
18
24 months
Figure 1 Level of the ratio of water-soluble nitrogen (NS) to total nitrogen (NT) (%) in Parmigiano Reggiano cheese during ripening. Open circles are the average of a few cheeses from the same ripening. (Reproduced with permission from Battistotti and Corradini, 1993.)
cheese during ripening. The increase is very fast during the ®rst 8±10 months, after which hydrolysis proceeds very slowly. At the end of ripening, the water-soluble N is about 34% of the total N. Similar values (c. 32%) are found in Grana Padano cheese. Since the pH of all the hard Italian cheeses is in the range 5.0 to 5.5, the values of water-soluble and pH 4.6-soluble N do not differ signi®cantly. Values of pH 4.6-soluble N/total N ranging from 19.0% to 28.7% were found in Pecorino Romano cheese which coincided approximately with those for the 12% trichloracetic acid (TCA)-soluble N. Since pH 4.6-soluble N is produced principally by rennet, while starter and non-starter bacterial enzymes are principally responsible for the formation of 12% TCAsoluble N, these data support the view that rennet is not very active in this cheese and that once it produces soluble peptides, bacterial peptidases hydrolyse them relatively rapidly. Contradictory results were reported for the proteolysis of Pecorino Romano which varied with the zones of the cheese. At the beginning of ripening, some authors found greater proteolysis in the interior of the cheese which from 40 days onward was more extensive in the surface zone due to the inward diffusion of NaCl. Other authors did not ®nd differences in the level of water- and pH 4.6-soluble N at various locations in the cheese throughout ripening. The ratio of pH 4.6-soluble N/total N is very high also in Fossa cheese, ranging from 30% to 39%. The ratio of water-soluble N/total N may range from 13%
384
CHEESE/Hard Italian Cheeses
to 30% in Canestrato Pugliese cheese, depending on the whether heat-treated or raw ewes' milk is used. Variations in the concentration of free amino acids during ripening may be considered as another index by which to compare hard Italian cheeses (Table 4). Free amino acids accumulate in Parmigiano Reggiano until 15 months of ripening, after which their concentration remains relatively constant. At the end of ripening, the average concentration of total free amino acids is c. 230 mg gÿ1, which corresponds to c. 23% of the total protein content; therefore, Parmigiano Reggiano is one of the richest cheeses in free amino acids. A chemometric model was proposed to estimate the age of Parmigiano Reggiano based on the levels of serine, glutamine, arginine and ornithine, which were used as markers. The concentration of total free amino acids in Fossa cheese varies greatly between samples but with an average value of c. 108 mg gÿ1, which can be considered relatively high compared to Cheddar cheese, which typically has c. 3 mg gÿ1 and with internally mould-ripened cheese such as Gorgonzola which has a value of c. 15 mg gÿ1. A similar average value of c. 104 mg g ÿ 1 was found in Canestrato Pugliese cheese manufactured with raw ewes' milk. Apart from the high concentrations of Table 4 Concentration of individual and total free amino acids (mg g ÿ 1 cheesea) in Parmigiano Reggiano, Canestrato Pugliese and Fossa cheeses Amino acids Histidine Arginine Serine Aspartic acid asparagine Glutamic acid glutamine Threonine Glycine Alanine Tyrosine Proline Methionine Valine Phenylalanine Isoleucine Leucine Cysteine Ornithine Lysine Tryptophan Total free amino acids a
Parmigiano Reggiano
Canestrato Pugliese
threonine, isoleucine and phenylalanine in Parmigiano Reggiano cheese, glutamic acid, proline, valine, leucine and lysine are the amino acids commonly present at high concentrations in Parmigiano Reggiano, Pecorino Romano, Canestrato Pugliese and Fossa cheeses. Several studies have been conducted with the objective of combining the microbiological and biochemical characteristics of hard Italian cheeses. Although an important role in primary proteolysis was attributed to plasmin and starter thermophilic lactic acid bacteria, the extensive secondary proteolysis, which leads to an elevated concentration of small peptides and free amino acids, was indubitably related to the peptidase activity of non-starter lactic acid bacteria (NSLAB) which, in the hard Italian cheeses, derive mainly from the raw milk used. Lactobacillus casei, Lb. casei subsp. pseudoplantarum and Lb. rhamnosus predominate in Parmigiano Reggiano. Lactobacillus plantarum and Lb. curvatus were the species isolated most frequently, with fewer numbers of Lb. paracasei subsp. paracasei, from Fossa cheese. A more heterogeneous micro¯ora, consisting of Lb. plantarum, Lb. pentosus, Lb. curvatus, Lb. brevis and Lb. paracasei subsp. paracasei, was found in the Canestrato Pugliese cheese. In most hard Italian cheeses, NSLAB reach c. 107±108 cfu gÿ1 after few months, which is generally maintained up to the end of ripening.
Fossa
8.20 2.50 13.60 18.60
3.82 5.01 8.85 2.99
2.44 0.25 3.09 4.09
45.50
15.34
19.19
12.30 6.40 6.90 6.30 nd 7.20 18.40 13.20 15.90 22.20 nd 3.80 30.80 nd
3.23 2.55 2.87 1.66 8.65 3.25 8.33 5.88 6.54 10.99 1.57 nd 13.31 0.03
2.07 1.8 5.83 2.02 5.6 3.97 9.56 5.42 6.24 13.83 5.00 nd 13.09 nd
231.80
104.87
103.49
The values indicated represent the average of several determinations made by different authors in cheeses which had a slightly different ripening time. nd, not determined.
Lipolysis The ripening of most cheese is accompanied by a low level of lipolysis but extensive lipolysis occurs in several of the hard Italian varieties. The length of ripening strongly in¯uences lipolysis and since ripening varies markedly within the same variety, cheeses ready for the market may differ greatly. Several hard Italian cheeses are probably unique in that an exogenous lipase is a normal additive. The desirable ¯avour which characterizes the Pecorino cheeses (Romano, Siciliano and Sardo) and Fiore Sardo is due mainly to the action of pregastric esterase (PGE) in rennet paste, which is used as the source of both coagulant and lipolytic agent in cheese manufacture. Rennet pastes are prepared by macerating the engorged stomachs, including curdled milks, of young calves, kid goats or lambs which are slaughtered immediately after suckling or pail-feeding. The stomachs and contents are generally held for c. 60 days prior to maceration. PGE, the physiological role of which is to aid in the digestion of fat by the young animals which have limited pancreatic lipase, is secreted during suckling and is carried into the
CHEESE/Hard Italian Cheeses 385
stomach with ingested milk. The strong, balanced piquant ¯avour which characterizes Pecorino cheeses and Fiore Sardo is due primarily to the relatively high levels of short-chain free fatty acids (FFA), especially butyric acid. Although there are some interspecies differences, lamb, calf and kid PGE preferentially hydrolyses fatty acids esteri®ed at the sn-3 position of glycerol, which explains the relatively high rate of release of butyric acid from milk fat, in which 90% of the butyric acid is attached at the sn-3 position. Nevertheless, the accumulation of short-chain FFA also characterizes the ripening of Parmigiano Reggiano, Canestrato Pugliese and Fossa cheeses, for which rennet paste is not used. Table 5 shows the FFA pro®le of some hard Italian cheeses. The average values which are reported refer to ripened cheeses, with a high popularity on the market, but in general there is no standard ¯avour for such hard Italian cheeses which is particularly acceptable to all segments of the population. For Pecorino Romano cheese, there is a direct relationship between ¯avour intensity and the butyric acid content but the relationship between ¯avour desirability and butyric acid concentration is more variable. Flavour desirability is in¯uenced mainly by the relative proportions of the various FFA. A strong, balanced, piquant Pecorino Romano cheese may be characterized by c. 10 500 mg kgÿ1 of total FFA, principally butyric (C4), together with caproic (C6), myristic (C14), palimitic (C16) and oleic (C18:1) acids (Table 5). The total FFA content of Parmigiano Reggiano approaches 20% of that generally found in Pecorino cheeses, with variations on the proportions of FFAs. Congeners of C18 fatty acids dominate at the end of ripening. Methyl ketones in Parmigiano Reggiano have been determined also. Although the total concentration (0.075 mmol gÿ1 fat) is quite low compared to blue Table 5 Concentration of individual and total free fatty acids (mg kgÿ1 cheese) of Parmigiano Reggiano, Pecorino Romano, Canestrato Pugliese and Fossa cheeses Fatty acid
Parmigiano Reggiano
172 Butyric (C4:0) 48 Caproic (C6:0) 44 Caprylic (C8:0) 107 Capric (C10:0) 107 Lauric (C12:0) 225 Myristic (C14:0) Palmitic (C16:0) 565 C18 congenersa 1033 Total free fatty acids
2301
Pecorino Romano
Canestrato Pugliese
Fossa
3 043 1 428 429 1 009 690 778 1 306 1 843
425 178 42 98 46 85 172 322
247 123 55 84 35 62 137 251
10 526
1368
994
a C18 congeners refer to stearic (C18:0), oleic (C18:1), linoleic (C18:2) and linolenic (C18:3) acids.
cheeses (5.18 mmol gÿ1 fat for Roquefort), their ratio is similar to that found in the cheese fat, suggesting the spontaneous formation of methyl ketones during ripening. Canestrato Pugliese and Fossa cheeses show a very similar pro®le of FFA, although the former has a higher total concentration of FFA. Butyric acid, which occurs at the highest concentration, caproic, capric (C10), palmitic and congeners of C18 acids dominate. Probably due to the lipolytic activity of moulds which colonize the cheese surface during the early period of ripening, Canestrato Pugliese cheese also shows a rather high proportion of oleic and linoleic (C18:2) acids. Hard Italian cheeses produced without the use of rennet paste may vary greatly in the concentration of FFA depending on the use of raw milk. Several studies have reported a higher level of FFA in cheese made from raw milk compared to pasteurized or thermized milks. Such differences were attributed mainly to the lipase and esterase activities of the milk micro¯ora, especially NSLAB, and were emphasized when the time of ripening increased. Studies on NSLAB revealed that Lb. plantarum contains lipase and esterase which showed a substrate speci®city comparable to rennet paste and pancreatic lipase and since there is a very large population of NSLAB during cheese ripening, a contribution in lipolysis was suggested. See also: Cheese: Starter Cultures: General Aspects. Lactobacillus spp.: General Characteristics. Sheep Milk.
Further Reading Albenzio M, Corbo MR, Shaked-Ur-Rehman et al. (2001) Microbiological and biochemical characteristics of Canestrato Pugliese cheese made from raw milk, pasteurized milk or by heating the curd in hot whey. International Journal Food Microbiology 67: 35±48. Battistotti B and Corradini C (1993) Italian cheese. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, pp. 221±243. London: Chapman & Hall. Bottazzi V (1993). Microbiologia e Biotecnologia LattieroCasearia. Bologna: Edagricole. Fox PF and McSweeney PLH (1996) Proteolysis in cheese during ripening. Food Review International 12: 457± 509. Fox PF, McSweeney PLH and Lynch CM (1998) Signi®cance of non-starter lactic acid bacteria in Cheddar cheese. Australian Journal of Dairy Technology 53: 5383±5389. Gobbetti M, Folkertsma B, Fox PF et al. (1999) Microbiology and biochemistry of Fossa (pit) cheese. International Dairy Journal 9: 763±773. Vizzardi M and Maffeis P (1996) Formaggi Italiani. Bologna: Edagricole.
CHEESE/Pasta-Filata Cheeses
Pasta-Filata Cheeses P S Kindstedt, University of Vermont, Burlington, VT, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The term `pasta-®lata' is derived from an Italian phrase that literally means `spun paste' or `stretched curd'. It is used to designate a diverse group of cheeses that may be produced from the milk of the cow, goat, sheep or water buffalo. Most of the pasta-®lata cheeses originated in the northern Mediterranean region, notably Italy, Greece, the Balkans, Turkey and eastern Europe. Some are soft or semi-soft and are, typically, consumed fresh or after only a brief period of ageing (e.g. Boccaccini, Mozzarella, Scamorze). Others are semi-hard or hard and may be subjected to considerable ageing before being consumed (e.g. Provolone, Cacciocavallo, Kashkaval). Typical composition values for some of the pasta-®lata cheeses are presented in Table 1. The pasta-®lata cheeses share a unique processing step towards the end of manufacture, when the curd is immersed in hot water or salt brine and mechanically worked (stretched) to a semi-¯owable plastic consistency which can be formed or moulded into a variety of shapes. The process of stretching represents a signi®cant heat treatment of the fresh curd; therefore, the practice probably originated as a means of preservation, to improve the quality and prolong the shelf-life of the cheese. In addition to causing thermal inactivation of some microorganisms and enzymes, stretching results in a striking rearrangement of curd structure that gives rise to unique textural and melting characteristics. These unique functional properties have proven to be of fundamental importance to the worldwide meteoric rise in the popularity of Mozzarella cheese as a pizza ingredient. Table 1 Typical composition of some pasta-®lata cheeses Cheese Cacciocavallo Kashkaval Provolone Mozzarella Mozzarella, low moisture Scamorze
Moisture (%)
Fat (%)
Total protein (%)
NaCl
30 38 38 54 47
27 32 28.5 18 24
33 21 24 22 21
3.9 3.0 3.2 0.7 1.5
45
25
24
1.5
Production of Mozzarella cheese far exceeds that of all other pasta-®lata cheeses because Mozzarella is an essential ingredient of pizza. Pizza, like Mozzarella, originated in Italy and remained an ethnic food, limited largely to Italy and to communities of Italian immigrants in other countries, until the middle of the twentieth century. After World War II, however, pizza restaurants in the United States began to establish markets outside of traditional ethnic communities. By the mid-1970s, pizza was ®rmly established as a popular food with broad appeal in the United States. The development of fast-food and franchise chain pizza restaurants further hastened the growth of pizza, which eventually became an omnipresent element of American culture. Along with the growth of pizza came an unprecedented increase in the demand for Mozzarella cheese, as evidenced by striking increases in United States production of Mozzarella over the past 25 years (Figure 1). More recently, American franchise restaurant chains have expanded aggressively in other countries, thereby increasing the popularity of pizza in Europe, South America and Asia. As a result, worldwide demand for Mozzarella has skyrocketed, and many countries, in addition to the United States and Italy, now produce sizeable amounts of Mozzarella cheese, including Argentina, Australia, Brazil, Canada, France, Ireland, the United Kingdom and New Zealand.
Technology The basic manufacturing technology for pasta-®lata cheeses is not unlike that of many varieties. Starter culture is added to the cheesemilk to acidify the milk 1 400 000 1 200 000 Production (tonnes)
386
1 000 000 800 000 600 000 400 000 200 000 0 1975
1980
1985
1990 Year
1995
2000
Figure 1 Annual production of Mozzarella cheese in the United States from 1975 to 2000. (US Department of Agriculture, National Agricultural Statistics Service.)
CHEESE/Pasta-Filata Cheeses 387
and curd. Rennet is added to coagulate the milk. Next, the coagulum is cut into particles to initiate syneresis. The curds and whey are then stirred and usually heated to promote acid production by the starter and the expulsion of whey from the curd. The lowermoisture, aged pasta-®lata cheeses, such as Provolone, are cooked to a higher temperature (e.g. 48±52 � C), whereas the high-moisture fresh cheeses, such as Fior di Latte (i.e. traditional Mozzarella), receive little heating (e.g. 32±34 � C). Eventually, the whey is drained off and the curd is matted or stirred to allow for additional production of acid and syneresis. The curds may be dry-salted before stretching or the ®nal cheese may be brine-salted. Traditional Mozzarella is packaged in a dilute salts (Na and Ca) solution and consumed fresh, whereas aged Provolone may be dried and allowed to develop a thin rind during ageing and, sometimes, lightly smoked. Low-moisture Mozzarella that is produced as a pizza ingredient is usually packaged in a barrier ®lm for short-term ageing (e.g. several weeks) before being shredded and used on pizza. For most pasta-®lata cheeses, the basic manufacturing process up to stretching very closely resembles that of milled curd or stirred curd Cheddar cheese, with many variations possible. Indeed, largescale equipment for the industrial production of Mozzarella (pizza) cheese closely resembles that used for Cheddar cheese manufacture. The unique technological feature of pasta-®lata cheeses that is different from other cheeses is that the curds are stretched towards the end of manufacture. During stretching, the curds are heated in hot water or brine to a temperature of at least 50 � C to attain a plastic consistency. The hot plastic curds are then kneaded by hand or mechanically using continuous single- or twin-screw mixers to attain a smooth, highly aligned and ®brous structure. The plastic curds are then shaped or forced into a mould and placed in cold water or brine for cooling. The development of curd stretch is governed by the amount of calcium that is available for casein crosslinking. The key to producing pasta-®lata cheese is to attain simultaneously the appropriate moisture content in the curd at the time of stretching and the level of casein-associated calcium that is necessary for the curd to stretch in hot water or brine. Curd that contains too much casein-associated calcium will tear and fracture during stretching and fail to attain a plastic, stretchable consistency. On the other hand, too little casein-associated calcium results in complete loss of structure and stretch when the curd is worked in hot water. Both the total curd calcium content and the distribution of total calcium between the caseinassociated and soluble states determine the amount of
casein-associated calcium at the time of stretching. Total calcium content depends on the amount of calcium that is lost to the whey when acid is produced by the starter during cheesemaking. Calcium distribution, on the other hand, is governed by the curd pH at the time of stretching: a low pH favours calcium in the soluble state while a high pH favours calcium in the casein-associated state. Therefore, controlled acidi®cation, demineralization and dehydration, coupled with attaining a critical curd pH at the time of stretching, are the key technological parameters for all pasta-®lata cheeses.
Starters Most pasta-®lata cheeses utilize thermophilic lactic acid bacteria (i.e. Streptococcus thermophilus, alone or in combination with Lactobacillus delbrueckii subsp. bulgaricus or Lb. helveticus) because the cooking temperature used during cheesemaking exceeds the maximum tolerated by the mesophilic starters (i.e. Lactococcus lactis subspp. lactis and cremoris). Both traditional fresh Mozzarella cheese and low-moisture Mozzarella for pizza can be made using either a mesophilic or thermophilic starter. In general, thermophilic starters are used much more widely throughout the world than mesophilic starters for pizza cheese because it is easier to attain the range of moisture content desired by the pizza cheese industry (c. 48±52%) using thermophiles. The principal role of the starter culture is to produce enough lactic acid during cheesemaking to demineralize and transform the curd into a state that will stretch in hot water at the target pH. Furthermore, acidi®cation must proceed at a rate that will allow for adequate syneresis during cheesemaking to achieve the target moisture content. The starter culture can be eliminated altogether and replaced by direct acidi®cation of the cheesemilk in the manufacture of traditional Mozzarella or low-moisture Mozzarella (pizza cheese), provided that the appropriate level of demineralization in combination with an appropriate pH at stretching are achieved. A secondary role of the starter in aged pasta-®lata cheeses, including pizza cheese, is secondary proteolysis. However, the extent and signi®cance of starterassociated proteolysis varies widely depending on the cooking and stretching temperatures used and the extent of thermal inactivation of the coagulant enzymes and starter culture organisms that results. The production of small peptides and amino acids by the starter is particularly important in low-moisture Mozzarella produced for pizza and other baking applications because they strongly in¯uence the
388
CHEESE/Pasta-Filata Cheeses
browning properties of the cheese during melting and baking, which is an important functional attribute.
Ripening Patterns Some pasta-®lata cheeses, such as traditional Mozzarella, are eaten immediately after manufacture without ripening. In contrast, low-moisture Mozzarella that is used as a pizza ingredient undergoes a brief but essential ripening period (usually less than 1 month at 4 � C) to develop desirable functional characteristics. Immediately after manufacture, pizza cheese is generally dif®cult to shred because it contains free moisture at the cut surfaces. Moreover, unaged pizza cheese generally melts to an excessively tough and ®brous consistency with limited ability to ¯ow and the release of a considerable amount of watery serum. After 2 or 3 weeks of ageing, however, the shredding and melting characteristics of the cheese improve dramatically. The underlying process that gives rise to this dramatic functional transformation involves both proteolytic and physicochemical changes. Proteolysis is initiated by the residual coagulant and is mostly limited to the breakdown of aS1-casein when chymosin or Rhizomucor miehei protease is used as the coagulant (Figure 2). In contrast, coagulant derived from Cryophenectria parasitica is highly proteolytic towards both as1- and b-caseins (Figure 2). Hydrolysis of as1- and b-caseins results in an increase in `meltability' (i.e. ability to ¯ow) and a decrease in the toughness and ®brous consistency of the melted cheese. The rate of primary proteolysis will depend on the degree of thermal inactivation of the coagulant during stretching, which can vary greatly depending CHY
EP
MM
β αs
3 21 57 DAY
3 21 57 DAY
3 21 57 DAY
Figure 2 Urea±PAGE gel of Mozzarella (pizza) cheeses made using chymosin derived by fermentation (CHY), Cryophenectria parasitica protease (formerly Endothia parasitica) (EP), or Rhizomucor miehei protease (MM) that were sampled at 3, 21 and 57 days of storage at 4 � C. Curd temperature during stretching was c. 55 � C. Marker lanes indicate the bands corresponding to aS1- and b-caseins. (Reproduced with permission from Kindstedt PS, Kiely LJ, Yun JJ and Barbano DM (1991) Proceedings of the 28th Marschall Italian Cheese Seminar, Madison, WI, pp. 89±109.)
on the heat treatment that the curd receives during stretching. Cheese that is stretched at a high curd temperature (e.g. >65 � C) will have limited residual coagulant activity and will require a longer period of ripening to develop desirable functional characteristics than cheese that is stretched at a low curd temperature (e.g. 55 � C) with relatively high residual coagulant activity. Excessive primary proteolysis, such as may occur when highly proteolytic Cryophenectria parasitica coagulant is used and is not inactivated during stretching, can lead to rapid softening of the cheese body and onset of poor shredding characteristics, and rapid loss of stretch, elasticity and chewiness when melted. Peptides that are produced through primary proteolysis by the coagulant may serve as the substrate for further hydrolysis to smaller peptides and amino acids by the starter bacteria, provided that the starter survives the heat treatment during stretching. Thermophilic starters are generally inactivated during stretching at about the same temperature as the coagulant enzymes; therefore, small differences in stretching temperature within the critical range of c. 62±66 � C can cause large changes in primary and secondary proteoloysis. In addition to primary proteolysis, physicochemical changes occur during the ®rst few weeks after manufacture which play an important role in the functional transformation of pizza cheese. Initially, much of the water within the cheese structure exists in the form of serum pockets that are loosely held within open channels that separate the network of parallel protein ®bres (Figure 3). However, under the in¯uence of the sodium chloride that is dissolved in the water phase of the cheese, the casein aggregates that serve as the building blocks of the protein ®bres interact and bind free water through a process of casein solvation and solubilization. Consequently, the protein ®bres become more hydrated and the water-holding capacity of the cheese increases, which give rise to improved shredding and melting characteristics. The development of ¯avour is of limited concern during the brief ripening of pizza cheese, as the cheese is expected to be very mild in ¯avour. When stronger ¯avours are desired for pizza, other cheeses are usually blended with low-moisture Mozzarella to provide the desired ¯avour pro®le. On the other hand, strong ¯avour development is essential during the ripening of long-aged pasta-®lata cheeses such as Provolone and Kashkaval. The primary pathways for ¯avour production differ for different pasta-®lata cheese varieties, depending on the speci®cs of manufacture. For example, the high cooking and high stretching temperatures used during the manufacture of Provolone cheese result in limited residual
CHEESE/Pasta-Filata Cheeses 389
25 µm Figure 3 Microstructure of Mozzarella (pizza) cheese 2 days after manufacture, observed by confocal laser scanning microscopy. Protein ®bres and serum channels appear as parallel-aligned areas of grey and black, respectively. Fat globules appear as grey spherical elements dispersed among the protein ®bres and serum channels. Scale bar 25 mm. (Photograph courtesy of FL Lee and PS Kindstedt.)
coagulant activity during ripening and, therefore, proteolysis proceeds slowly. The characteristic piquant ¯avour notes that dominate the ¯avour pro®le of Provolone result not from proteolysis but from the accumulation of short-chain fatty acids that are released through the action of lipases. Because lipase activity is essential for typical ¯avour development, rennet paste (either calf, kid or lamb) is often used to coagulate the milk during cheesemaking. Rennet paste contains not only coagulant enzymes but also an abundance of pregastric lipases. Alternatively, a puri®ed extract of pregastric lipase can be used in place of rennet paste. In either case, proper ¯avour development depends heavily on controlled lipolysis and the accumulation of short-chain free fatty acids at optimum concentrations and in optimum ratios. In contrast to Provolone, Kashkaval is cooked and stretched at lower temperatures that result in higher residual coagulant activity and greater proteolysis during ripening. Moreover, lipases are not added during manufacture and the level of lipolysis during ripening is low. Flavour development therefore depends more upon controlled proteolysis to provide the substrates for subsequent production of ¯avour compounds than upon controlled production of free fatty acids.
Textural Characteristics The stretching process profoundly in¯uences the textural characteristics of pasta-®lata cheeses. Stretching transforms the amorphous three-dimensional protein matrix of the curd into an oriented, quasilaminated structure, consisting of parallelaligned protein ®bres separated by long channels containing accumulated fat and serum (Figure 3). This unique curd architecture gives rise to a number of important functional characteristics. For example, traditional fresh Mozzarella cheese, which is typically shaped into balls and packed in a dilute salts solution, retains a tender, slightly springy and chewy texture despite having a very juicy body that is very high in moisture. The surface of traditional Mozzarella can be peeled off in layers, reminiscent of peeling an onion. Similarly, low-moisture Mozzarella that is extruded continuously to form string cheese is extremely springy and elastic and peels easily into layers along the axis parallel to the ®bre direction, making it well suited as a snacking cheese for children. The elastic ®brous structure also lends itself well to breading and deep frying, for use as an appetizer or snacking cheese. The ®brous structure of low-moisture Mozzarella
390
CHEESE/Pasta-Filata Cheeses
enables it melt on pizza to a stringy, elastic, comparatively chewy consistency that has come to be accepted as the standard for pizza cheese. Mild Provolone cheese, such as is popular in the United States as a delicatessen cheese, is very springy and elastic, making it an excellent slicing cheese that is particularly suitable as a sandwich cheese. In aged pasta-®lata cheeses, such as aged Provolone, the unique stretched curd architecture manifests itself as a ¯aky texture.
Flavour Characteristics Pasta-®lata cheeses vary widely in ¯avour characteristics, depending on the variety. Traditional fresh Mozzarella and low-moisture Mozzarella produced as string cheese or pizza cheese have very delicate ¯avours originating from the lactic fermentation by the starter culture. Mozzarella cheese that is produced using thermophilic starters generally has a characteristic yoghurt-like note resulting from the production of acetaldehyde by Lb. delbrueckii subsp. bulgaricus. When a mesophilic starter is used, acetaldehyde is not produced and a delicate lactic acid ¯avour predominates. Mozzarella that is produced without starter culture through direct acidi®cation will assume the ¯avour, if any, of the acidulant used. For example, when vinegar is used as the acidulant, the resulting cheese will possess a mild acetic acid ¯avour note. In contrast, if citric acid is used, the cheese will be insipid, due to the lack of ¯avour other than that arising from milk constituents. Pizza cheese may develop toasted ¯avours that accompany the formation of dry brown patches known as `blisters' that develop on the surface of pizza during baking. The toasted ¯avours may or may not be considered desirable, depending on the market. As noted earlier, the ¯avour of aged pasta-®lata cheeses is strongly in¯uenced by whether proteolysis or lipolysis dominates during ripening. For example, in the making of Provolone cheese, rennet paste or lipase extract is used to promote lipolysis during ageing, whereas proteolysis is suppressed by the use of high cooking and stretching temperatures. Therefore, piquant notes resulting from the formation of high concentrations of short-chain free fatty acids dominate the ¯avour of ripened Provolone. In contrast, proteolysis is the dominant contributor to ¯avour in Kashkaval cheese because lower cooking and stretching temperatures are used and lipases are not added.
Defects Traditional fresh Mozzarella and low-moisture Mozzarella produced as string cheese or pizza cheese
should have a very delicate ¯avour originating exclusively from the lactic fermentation by the starter culture. Because the ¯avour is very mild, other ¯avour notes are readily detected at low intensities and are generally considered defects. The most common ¯avour defects in these cheeses are bitterness and high acid (sour), but rancid or unclean ¯avours can occur if poor-quality milk is used. For aged pasta-®lata cheeses, ¯avour defects are likely to occur when proteolysis or lipolysis deviates from the optimum. For example, overproduction of butyric acid relative to other short-chain free fatty acids can lead to the development of rancid ¯avours rather than the balanced piquant note that is desired in Provolone. Bitterness is the most common defect that develops when the pattern of proteolysis deviates from the optimum. Textural defects are particularly problematical in pizza cheese because the quality of pizza cheese is de®ned largely by its shredding and melting properties. Pizza cheese with a soft body due to high fat or moisture content, low calcium content, or excessive proteolysis may gum up the shredding equipment and take longer to process through the equipment. The resulting cheese shreds may be deformed in shape, sticky and prone to matting. When melted, such cheese may ¯ow excessively (soupy) and lack stretch, elasticity and chewiness. At the other extreme, pizza cheese with an abnormally ®rm body due to low moisture or fat content may also take longer to shred and shatter and form ®nes during shredding. Such cheese may melt to a very tough and elastic consistency that is overly chewy. It may also blister excessively on pizza. Blisters occur when stable bubbles are formed at the cheese surface during baking, resulting in dehydration and the formation of a dried skin at the top of the bubble. Cheese that melts to a tough, ®brous consistency will tend to form more stable bubbles and be more prone to blister formation than cheese that is less ®brous and elastic when melted. Nonenzymatic browning reactions involving reducing sugars (lactose or galactose) and amine groups (mostly from peptides and amino acids) may occur readily at the blister site, and may give rise to brown or, in extreme cases, black patches. Either excessive and inadequate release of free oil from pizza cheese during melting represents an important defect for pizza cheese. Excessive release of free oil results in unattractive greasy pools of oil at the surface of the pizza, whereas inadequate free oil release can lead to poor meltability, widespread skin-formation and scorching at the melted cheese surface. See also: Dairy Animals: Water Buffalo.
CHEESE/Smear-Ripened Cheeses 391
Further Reading Battistotti B and Corrandini C (1993) Italian cheese. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 2, Major Cheese Groups, 2nd edn, pp. 221±243. London: Chapman & Hall. Caric M (1993) Ripened cheese varieties native to the Balkan countries. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 2, Major Cheese Groups, 2nd edn, pp. 263±279. London: Chapman & Hall. Kindstedt PS (1993a) Mozzarella and pizza cheese. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 2, Major Cheese Groups, 2nd edn, pp. 337± 362. London: Chapman & Hall. Kindstedt PS (1993b) Effect of manufacturing factors, composition, and proteolysis on the functional characteristics of Mozzarella cheeese. Critical Reviews in Food Science and Nutrition 33: 167±187. Kindsted PS, Rowney M and Roupas P (1999) Technology, biochemistry and functionality of pasta ®lata/pizza cheese. In: Law BA (ed.) Technology of Cheesemaking, pp. 193±221. Shef®eld: Shef®eld University Press. Kosikowski FV and Mistry VV (1997) Cheese and Fermented Milk Foods, vol. 1, Origins and Principles, 3rd edn. Westport: FV Kosikowski LLC. McMahon DJ, Fife RL and Oberg C (1999) Water partitioning in Mozzarella cheese and its relationship to cheese meltability. Journal of Dairy Science 82: 1361±1369. Oberg CJ, McManus R and McMahon DJ (1993) Microstructure of Mozzarella cheese during manufacture. Food Structure 12: 251±258. Rowney M, Roupas P, Hickey MW and Everett DW (1999) Factors affecting the functionality of Mozzarella cheese. Australian Journal of Dairy Technology 54: 94±102.
generally known for their intense sulphurous smell. The production, ripening and ¯avour characteristics of these cheese varieties are reviewed below. Special emphasis is placed on new developments in the surface starter technology, an area which was neglected for a long time. Contamination of smear cheeses with Listeria monocytogenes has been reported periodically over years, sometimes leading to food-poisoning incidents and, consequently, to large economic losses for cheese manufacturers. Most of the data presented on novel starters were obtained by studies on semi-soft Tilsit-like cheese, but conclusions are also drawn and discussed for the other cheese varieties mentioned above.
Production Statistics Cheese consumption is growing worldwide, with global exports at around 1.25 Mt in 2000. The annual production of cheese in the European Union exceeded 6 Mt in 1998 with a consumption of 17.4 kg per head. There has been a long tradition for the production of smear cheeses throughout Europe. However, due to the intense, volatile, sulphurous smell, smear cheeses are not mass-produced, as are Gouda or Cheddar cheese. The available data give no information on what proportion smear-ripened cheeses account for, but an estimate would be in the range of 5±15%. Smear cheeses are traditionallyproduced on a small scale in a farmhouse environment in many European countries. Production is more industrialized in countries like France, Germany and Denmark, but most cheese companies are still small or medium-sized enterprises.
Technology
Smear-Ripened Cheeses W Bockelmann, Federal Dairy Research Centre, Kiel, Germany Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The surface of smear-ripened cheeses, e.g. Tilsit, Limburger, Romadour, Chaumes and the acid-curd `Harzer', is covered by a layer of yeasts and bacteria (Figure 1). These so-called secondary cheese cultures have a strong impact on the appearance and development of ¯avour of the cheese. Smear cheeses are
Smear-ripened cheeses can be produced from any kind of rennet curd. They can be divided into semisoft (moisture content 45±55%), semi-hard (moisture content 45±50%) and hard cheeses (moisture content 35±45%). Some well-known cheese varieties are listed in Table 1. Apart from the in¯uence of starter and non-starter lactic acid bacteria, cheese ripening is in¯uenced by the enzymatic acitivities of the surface micro¯ora. Typical ripening times are 2 weeks for the semi-soft Limburger/Romadour cheeses (200±500 g), 1±6 months for semi-soft Tilsit-type cheeses (2.5± 3.5 kg), and 6±12 months for hard cheeses, like GruyeÁre (>2.5 kg). Quite different from all rennet-type cheeses are the sour-milk (acid-curd) cheeses which are traditional in Germany. They are produced from low-fat quark (>30% dry matter), which is no longer produced
CHEESE/Smear-Ripened Cheeses 391
Further Reading Battistotti B and Corrandini C (1993) Italian cheese. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 2, Major Cheese Groups, 2nd edn, pp. 221±243. London: Chapman & Hall. Caric M (1993) Ripened cheese varieties native to the Balkan countries. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 2, Major Cheese Groups, 2nd edn, pp. 263±279. London: Chapman & Hall. Kindstedt PS (1993a) Mozzarella and pizza cheese. In: Fox PF (ed.) Cheese: Chemistry, Physics and Microbiology, vol. 2, Major Cheese Groups, 2nd edn, pp. 337± 362. London: Chapman & Hall. Kindstedt PS (1993b) Effect of manufacturing factors, composition, and proteolysis on the functional characteristics of Mozzarella cheeese. Critical Reviews in Food Science and Nutrition 33: 167±187. Kindsted PS, Rowney M and Roupas P (1999) Technology, biochemistry and functionality of pasta ®lata/pizza cheese. In: Law BA (ed.) Technology of Cheesemaking, pp. 193±221. Shef®eld: Shef®eld University Press. Kosikowski FV and Mistry VV (1997) Cheese and Fermented Milk Foods, vol. 1, Origins and Principles, 3rd edn. Westport: FV Kosikowski LLC. McMahon DJ, Fife RL and Oberg C (1999) Water partitioning in Mozzarella cheese and its relationship to cheese meltability. Journal of Dairy Science 82: 1361±1369. Oberg CJ, McManus R and McMahon DJ (1993) Microstructure of Mozzarella cheese during manufacture. Food Structure 12: 251±258. Rowney M, Roupas P, Hickey MW and Everett DW (1999) Factors affecting the functionality of Mozzarella cheese. Australian Journal of Dairy Technology 54: 94±102.
generally known for their intense sulphurous smell. The production, ripening and ¯avour characteristics of these cheese varieties are reviewed below. Special emphasis is placed on new developments in the surface starter technology, an area which was neglected for a long time. Contamination of smear cheeses with Listeria monocytogenes has been reported periodically over years, sometimes leading to food-poisoning incidents and, consequently, to large economic losses for cheese manufacturers. Most of the data presented on novel starters were obtained by studies on semi-soft Tilsit-like cheese, but conclusions are also drawn and discussed for the other cheese varieties mentioned above.
Production Statistics Cheese consumption is growing worldwide, with global exports at around 1.25 Mt in 2000. The annual production of cheese in the European Union exceeded 6 Mt in 1998 with a consumption of 17.4 kg per head. There has been a long tradition for the production of smear cheeses throughout Europe. However, due to the intense, volatile, sulphurous smell, smear cheeses are not mass-produced, as are Gouda or Cheddar cheese. The available data give no information on what proportion smear-ripened cheeses account for, but an estimate would be in the range of 5±15%. Smear cheeses are traditionallyproduced on a small scale in a farmhouse environment in many European countries. Production is more industrialized in countries like France, Germany and Denmark, but most cheese companies are still small or medium-sized enterprises.
Technology
Smear-Ripened Cheeses W Bockelmann, Federal Dairy Research Centre, Kiel, Germany Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The surface of smear-ripened cheeses, e.g. Tilsit, Limburger, Romadour, Chaumes and the acid-curd `Harzer', is covered by a layer of yeasts and bacteria (Figure 1). These so-called secondary cheese cultures have a strong impact on the appearance and development of ¯avour of the cheese. Smear cheeses are
Smear-ripened cheeses can be produced from any kind of rennet curd. They can be divided into semisoft (moisture content 45±55%), semi-hard (moisture content 45±50%) and hard cheeses (moisture content 35±45%). Some well-known cheese varieties are listed in Table 1. Apart from the in¯uence of starter and non-starter lactic acid bacteria, cheese ripening is in¯uenced by the enzymatic acitivities of the surface micro¯ora. Typical ripening times are 2 weeks for the semi-soft Limburger/Romadour cheeses (200±500 g), 1±6 months for semi-soft Tilsit-type cheeses (2.5± 3.5 kg), and 6±12 months for hard cheeses, like GruyeÁre (>2.5 kg). Quite different from all rennet-type cheeses are the sour-milk (acid-curd) cheeses which are traditional in Germany. They are produced from low-fat quark (>30% dry matter), which is no longer produced
392
CHEESE/Smear-Ripened Cheeses
1 µm
(A)
(B)
2 µm
Figure 1 Scanning electron micrograph of the surface of Romadour cheese. Bacterial cells shown in (A) are coryneform bacteria, i.e. Gram-positive, aerobic, nonmotile, irregular-shaped rods (club- or V-shape) belonging to Corynebacterium, Brevibacterium and Arthrobacter. The ®ssures seen in some cells indicate the post®ssion snapping movement of cells typical for coryneform bacteria. The microorganisms in (B) are most likely the tongue-like G. candidum and the globular D. hansenii yeasts, coexisting with club- or Vshaped cells (coryneforms) and with cocci (St. equorum, St. xylosus). (Photograph courtesy of H. Neve, Institute of Microbiology, Federal Dairy Research Centre, Kiel.)
Table 1 Examples of some well-known smear-ripened cheese varieties Cheese varieties
Origin
Ripening period (months)
Soft Limburger, Romadour Chaumes
Germany France
7.0 (1 week-end)
Ripening 13–15 °C 95–98% rh
Quark pH 3.7–4.1
1–2 days, pH ~7.0 Mature cheese
Mature cheese
Extended ripening, 2 weeks for ‘culture’ cheese
Mature cheese Figure 2 Production and ripening of smear cheese varieties. The arrows indicate the old±young step, i.e. recycling of smear liquid for rennet cheeses, recyling of whole `culture cheeses' for acid-curd cheese. The pH values given are measured at the cheese surface. Conditions given in the ¯owchart can vary between cheese manufacturers.
salts. For acid-curd cheese, a desirable microbial effect before smearing is caused by fermenting yeasts (Kluyveromyces marxianus Candida kefyr and other species) contaminating the quark. Smearing/Spraying Technology
Salted, pressed cheese curds left in a humid atmosphere will develop a surface ¯ora consisting of bacteria, yeasts and moulds. The sources of these microorganisms are the milk and surfaces and air of the cheese factory. When the humidity is high enough (> 95% rh) and the cheeses are brushed with salt water (�3%) repeatedly, the growth of moulds is suppressed by growing yeasts and bacteria. By maintaining a suitable temperature and humidity during ripening (13±15 � C, >90% rh), a typical red smear micro¯ora can develop because natural selective pressures favour the growth of these microorganisms. Without using any commercial starters, the ripening of young cheeses can be initiated ef®ciently using old cheeses. Typical smearing machines are equipped with a circular brush (semi-soft and hard cheeses) wetted in a tank containing salt water. When mature cheeses are brushed, part of the surface ¯ora is retained in the salt water and transferred to young cheeses treated afterwards. This is called `old±young'
smearing. Traditional smearing involves a high degree of manual labour. Today, fully automatic machinery is available. For the smaller-sized soft cheeses, high-pressure spraying is used instead of brushing. However, the recycling of dripping smear liquid (old±young step) is used for these cheeses also. For acid-curd cheeses, a different old±young step is included with the same effect: a special batch of cheeses ripened for 2 weeks (`culture cheese') is added to quark and ripening salts (2±4% w/w) to initiate the ripening of the `sour-milk cheeses'. It is still general practice to use the mature smear layer of aged cheeses for the treatment of young cheeses. The associated hygiene problems are obvious; saprophytic or pathogenic bacteria as well as moulds can become part of the house micro¯ora and can persist over long periods of time by this in-house contamination cycle. A certain undetected low level of contamination with enterobacteria, pathogens like Listeria monocytogenes and other contaminants can be assumed for traditionally old±young smeared cheeses. For reasons largely unknown, pathogens sometimes grow to high cell numbers, posing a risk for consumers. Therefore, old±young smearing is increasingly criticized by food safety authorities and efforts have been initiated to establish alternative methods, i.e. functional de®ned surface starter cultures.
394
CHEESE/Smear-Ripened Cheeses
Starters The Microflora of Smear Cheeses
To de®ne the requirements for a functional surface starter, essential components of the surface micro¯ora have to be identi®ed, and the role of the species detected must be understood. In contrast to mouldripened cheeses, like Camembert, the composition of the surface ¯ora of commercial smear cheeses still depends on the speci®c house micro¯ora of the cheese manufacturer. However, some general bacteriological similarities are found for all smear cheeses varieties. The bacterial surface ¯ora consists mainly of so-called `coryneform bacteria', which is not an accepted taxon but a useful descriptor for irregular, club- or V-shaped rods belonging to the smear bacteria Corynebacterium spp., Brevibacterium spp., Arthrobacter spp. and Microbacterium spp. Surface cell counts of bacteria are around 109 cfu cmÿ2 for mature smear cheeses of any kind (age >1±2 weeks). Total yeast counts are high during the early stages of ripening (�108 cfu cmÿ2), but yeast counts drop with the increase of bacterial numbers during ripening (Table 2). Semi-soft cheeses Due to their presence in the brine, Deb. hansenii and cream- or orange-coloured St. equorum are always found on semi-soft cheeses, especially at early ripening stages. If commercial Micrococci-PreparationsTM are used for smearing, St. xylosus will also be detected on the cheese surface. A certain percentage of yellow-pigmented Arthrobacter nicotianae is detected and sometimes Ab. globiformis. Cream-coloured corynebacteria are
most abundant in the surface ¯ora. Unfortunately, classi®cation of Corynebacterium spp. is dif®cult, and time-consuming molecular methods have to be used for differentiation. Species frequently identi®ed are C. ammoniagenes and C. variabile. Brevibacterium linens is usually called the ``typical red smear bacterium'' over all other species because of the bright orange pigments. It is one of the best-studied cheese bacteria; the strong sulphur metabolism and the bacteriocins speci®c for Li. monocytogenes have been studied in detail. However, the cell counts of Brev. linens on the cheese surface are rather limited (Table 2). Even when no Brev. linens are detected on selective agars (109
104±107 108±>109
104±107 108±>109
107±108 108±>109
Coryneform bacteria (cream) Arthrobacter spp. (yellow) Brevibacterium linens (orange) Motile rods (orange) Staphylococcus spp. Micrococcus spp.
50±90% 0.1±5% 0.1±15% Ð 0.1±5% Ð
50±70% 1±30% 60% 2±>50% 7
Ammonia, ®shy
Deb. hansenii Ab. nicotianae (prt , yellow) Deb. hansenii St. sciuri (prt , cream) Deb. hansenii St. sciuri Brev. linens Deb. hansenii St. sciuri Can. ammoniagenes (prtÿ cream) Deb. hansenii St. sciuri Brev. linens Can. ammoniagenes Deb. hansenii St. sciuri St. equorum (prtÿ, orange) Brev. linens Can. ammoniagenes Deb. hansenii St. sciuri Ab. nicotianae Brev. linens Can. ammoniagenes Brev. linens methionine Ab. nicotianae casein hydrolysate
6.7 6.4 7.8 6.7
Yeasty, urine-like Neutral, green cheese Ammonia, ®shy Neutral
Orange
8.1
Ammonia, ®shy
Slightly orange
7.9
Fishy ¯avour
Red±brown
7.6
Tilsit-like, ®shy, fruity
Orange, depending on Brev. linens pigment Red±brown
>7
Tilsit-like, ®shy, fruity
>7
Urine-like
a The initial pH in the experiments was adjusted to 5.7, the temperature was at 20 � C. Milk colour, pH and smell were determined after 4±7 days. Typical ¯avour was liberated only in cultures containing Brev. linens and Ab. nicotianae. prt, proteinase positive; prtÿ, proteinase negative.
CHEESE/Smear-Ripened Cheeses 397
pH increase
Complete smear
Layer pH >7
pH 5.3
Inhibition of fungi
Corynebacterium spp. (prt –) Growth (proteolysis)
Deb. hansenii (prt –) St. equorum (prt –) cream/orange
Brev. linens (prt+++)
Ab. nicotianae (prt+)
>5% of flora
+ casein hydrolysate (cheese model)
+ methionine (cheese model)
>5% of flora
Orange colour
Inhibition of fungi and pathogens
> 2 weeks
Ripening time
0 days
S-compounds (Tilsit aroma)
Red–brown colour
Orange colour
Figure 3 Surface ripening of smear-ripened semi-soft cheeses. The putative interactions of major species of the smear ¯ora are shown, leading to fast growth, typical aroma, colour development and protection of the surface from microbial contamination. The ®gure is based on results obtained with de®ned surface starters described in the text. prt, proteinase positive; prtÿ, proteinase negative.
Deacidification 8.0 7.5 7.0 pH
Deacidi®cation is the prerequisite for smear development. It is clear that Deb. hansenii is required for lactic acid metabolism, leading to an increased surface pH. For semi-soft cheeses, the initial surface pH of 5.3 is increased to >6.5 within 2±4 days by old±young smearing (Figure 4, batch 3). The functionality of the ®ve-strain minimal starter was indicated by the comparable deacidi®cation, with a certain lag phase at day 1±2 (Figure 4). This lag phase could be avoided when yeasts (Deb. hansenii) and staphylococci (St. equorum) were used in the brines (>105 cfu mlÿ1) instead of the smear starter (not shown). This makes a de®ned smear starter more simple (three species) and easier to handle. Many laboratory-scale cheese trials have shown that this separation may be a better strategy when using de®ned surface starters. For soft cheeses, the initial deacidi®cation is slower during the ®rst 5 days. It is mediated by a mixture of G. candidum and Deb. hansenii. For acid-curd cheeses, Can. krusei and perhaps other yeast species are important for deacidi®cation of the cheese surface. In later stages of cheese ripening (>1±2 weeks), smear bacteria also contribute to deacidi®cation, e.g. by liberating ammonia. The surface pH of all mature smear cheese varieties (measured with ¯at surface electrodes) is around pH 7.5±8.5.
6.5 6.0 5.5 5.0 0
2
4
6 8 10 12 Cheese ripening (days)
14
16
Figure 4 Deacidi®cation of the surface of smear-ripened cheeses. Batch 1 (mean of four cheeses, *) was smeared with smear bacteria of cheese origin (two strains of Brevibacterium linens, two strains of Arthrobacter nicotianae, one strain of Corynebacterium ammoniagenes, one strain of Staphylococcus equorum). For batch 2 (mean of four cheeses, &), DSM and ATCC type strains of the species Brev. linens, Ab. nicotianae, Brev. casei and St. equorum were used in the ®ve-species starter. The concentration in the smear liquid was >108 cfu mlÿ1 for each species. For both batches, the yeast Debaromyces hansenii was used in the smear (107 cfu mlÿ1). Cheeses of batch 3 (mean of four cheeses, ~) were smeared with an old±young smear obtained from a local Tilsit cheese producer (total bacterial cell counts >1010 cfu mlÿ1). Sterile brines were used for salting.
398
CHEESE/Smear-Ripened Cheeses
Development of the Microflora
The semi-soft cheeses described in Table 5 were smeared `old±young' or with a de®ned starter once at the start of ripening. For a good distribution of surface microorganisms, cheeses were brushed with salt water (3% NaCl) after 1 week. No fungal contamination was observed in any of the batches throughout ripening (4 weeks). Repeated experiments showed similar results, with maximum bacterial counts of 1±5 � 109 cfu cmÿ2. Highest cell counts of yeasts and staphylococci were found in the ®rst week of ripening even though the micro¯ora was already dominated by corynebacteria. Cell counts of both microorganisms decreased to lower values at later stages. A complete smear layer was developed within 4±7 days with cell counts of 109 cfu cmÿ2 or more. No typical sulphurous smell was observed at this time (all three batches). The importance of yeasts and staphylococci for mould inhibition at the start of ripening is illustrated by the experimental cheese trial shown in Figure 5.
After 2 weeks of ripening, a typical mature surface micro¯ora was present. Arthrobacter nicotianae seems to be a `medium±early' species in the smear; the high cell counts observed during the ®rst 2 weeks decreased to lower values after 6 weeks of ripening (Table 5). Brevibacterium linens counts showed variable, generally low, values throughout ripening. Together with C. ammoniagenes, Brev. linens could be called `late' smear bacteria. A possible explanation for the observed predominance of corynebacteria on cheese was given by studies in model systems. Corynebacteria showed rapid growth under various conditions as long as the often proteolytically negative bacteria were co-cultivated with proteolytic bacteria like staphylococci or brevibacteria. Under cheese-ripening conditions (13± 16 � C), growth rates of Brev. linens strains were always low compared to other smear bacteria. A clear growth-stimulating effect (other than proteolysis) on the growth of the proteolytic Ab. nicotianae was observed for Brev. linens. However, on mature semisoft cheeses (> 4 weeks), the Arthrobacter counts were always low, as for brevibacteria.
Table 5 Total surface cell counts of experimental cheesesa Surface bacterial counts (cfu cmÿ2)
Yeasts (Deb. hansenii) Total bacterial counts Corynebacteria Arthrobacter Brev. linens Staphylococci Contaminants (coliforms, etc.)
De®ned surface starter
Old±young smeared
1 week
2 weeks
6 weeks
6 weeks
9.1 � 106 1.7 � 109 76% 7.2% 3% 13.3% 50%) from 1974 to 1981, mainly as a consequence of the OC ban. However, OC residues should be monitored as they may still ®nd their way into milk from the earlier contamination of
519
the environment. An example of the impact of previous intensive usage of DDT in the environment is New Zealand, where relatively high levels of DDT breakdown products have been found in butter, e.g. 1,1-dichloro-2,2-bis(4-chlorophenyl)ethylene (DDE), albeit at levels below the Codex Extraneous Maximum Residue Limit (MRL) (0.02 mg kgÿ1 for the sum of DDT and metabolites). In pasture-based economies in particular, environmental contamination with OCs in animal products may be dif®cult to predict and control, particularly during drought or marginal malnutrition, where animal fat reserves will be mobilized to maintain milk output, periodically leading to higher incorporation of OC residues into milk. Other potential routes of contamination are the application of sewage sludge to land, or cattle feedstuffs imported from certain countries where agricultural practices and/or malaria control still include the usage of OCs such as lindane and DDT. Notably, OCs and their metabolites (e.g. DDT/ DDE) are also classi®ed as environmental contaminants belonging to the so-called Persistent Organic Pollutants (POPs). Recently, about 100 nations agreed to sign, under the guidance of the United Nations Environment Program, a treaty to control the release of or ban the 12 initial POPs (i.e. aldrin, chlordane, DDT, dieldrin, endrin, heptachlor, mirex, toxaphene, HCB, PCBs, dioxins and furans). Pesticide residues in milk may have a number of potential sources, including environmental (water, soil, air), contamination of the animal feed (fodder), or treatment of cattle or their direct living environment as protection against disease vectors (mites, ticks, insects). Direct contamination of milk may ensue via uncontrolled sanitary measures of the immediate surroundings of the animal, or treatment of the dairy utensils that are employed during milking or storage. However, more important routes of contamination are indirect, one of which may be through the application and administration of pesticides to the
Table 2 Comparison of results of surveys of organochlorine (OC) residues in UHT milk in Spain, comparing 1978 and 1994, calculated on a fat basis OC pesticide
1978 average (mg kgÿ1)
1994 average (mg kgÿ1)
Acceptable Daily Intake (mg kgÿ1 body weight)
DDT and metabolites Heptachlor and heptachlor epoxide HCH (total) Dieldrin
0.85 0.048
0.056 0.028
0.02 0.0005
0.62 0.047
0.199 0.026
0.001±0.008 0.0001
Data from Garrido MD, Jordan M and Pozo R (1994) Journal of Food Protection 57: 249±252; and Castro IM and Juarez M (1978) Revista EspanÄola de Lecheria 112: 59±74.
520
CONTAMINANTS OF MILK AND DAIRY PRODUCTS/Agricultural and Dairy Practices
milk-producing animal, either orally, cutaneously or via inhalation when animals are housed in a closed environment during treatment. In all cases, the active ingredient may be absorbed, subsequently metabolized and eventually excreted into the milk of the lactating animal. This potential route may be a consequence of treatment of the animal with ectoparasiticides and endoparasiticides, but only if this usage is uncontrolled and fails to respect the prescribed withholding time before milking. Carryover into milk ± in both cases ± may originate from absorption of the active ingredient passing the blood±milk barrier in the mammary gland, the ef®cacy of the process being dependent on the chemical/physical properties of the molecule (e.g. lipo- or hydrophilicity, molecular weight, preference to carrier proteins, etc.). Endoparasiticides, usually administered to animals orally, as feed additives, by injection or in the form of pour-on preparations, are mainly employed against helminths, which includes the tapeworms, roundworms and ¯ukes. The most widely used compounds in the past were levamisole and the benzimidazoles (e.g. thiabendazole), which are largely replaced today by the highly effective fungal metabolite ivermectin. Studies on the excretion rate of anthelminthics show that prevalence of measurable residues in milk is in most cases shorter than 5 days after therapeutic treatment. Cutaneous treatment of animals against ectoparasites (insecticides, acaricides) includes compounds mainly of the OP class, carbamates, pyrethroids, organotin compounds, and certain organonitrogen compounds such as the acaricide amitraz. Studies have shown that many residues are already below detection limit in the milk 2 days after application (e.g. coumaphos, at a dose of 6 mg kgÿ1 body weight), but some may persist for up to 5 days at levels >0.01 mg kgÿ1 (fenchlorphos, permethrin). Thus, hygienic treatment of dairy cattle presents no real risk of residues in milk if the treatment is carried out as directed. However, contamination of utensils or factory premises may result in the occasional presence of insecticides (e.g. chlorpyrifos, diazinon, malathion), used to control cockroaches. Health Impact
The applications of modern pesticides in agriculture, on food and forage plants, bear practically no risk of signi®cant residues in milk, a premise being the strict adherence to good agricultural practice (GAP). Levels of OC pesticides, potentially contaminating milk via the environment, have been decreasing over the
past decades and international efforts are under way to further decrease environmental contamination. Current residue levels in milk fat do, however, re¯ect both past and current usage patterns. The results of surveys do not raise health concerns in developed countries. Analytical Aspects
A large number of pesticides belonging to different chemical groups are registered for use in agriculture. Thus, multiresidue/enforcement methods are required to screen food products to check compliance with legal requirements. In the case of pesticides, residue determination is today usually carried out by capillary gas chromatography (GC), with selective detectors. To achieve trace level detection in complex food matrices, analytical methods often require the inclusion of sample clean-up procedures (e.g. gel permeation chromatography, silica gel, ¯orisil columns). Con®rmation can be done using a GC column of different polarity, but in many cases mass spectrometers are preferred as nonselective detectors for unequivocal identi®cation of the analytes.
Antimicrobial Drugs Sources and Occurrence
Antimicrobial drugs are administered to treat bacterial infections or employed prophylactically to prevent spread of disease, or to augment growth and yield in animals and animal products. All antimicrobial drugs administered to dairy cows enter the milk to a certain degree, and each drug is given a certain withdrawal period, during which time the concentration in the tissues declines and the drug is eliminated from the animal. The most frequently and commonly used antimicrobial drugs are antibiotics, employed to combat mastitis-causing pathogens. Mastitis is a disease that in¯icts signi®cant economic losses on the industry on a global scale, estimated in the United States alone at approximately US$1.8±2 billion per annum. Other infectious diseases such as laminitis, respiratory diseases and metritis are also treated with antimicrobial agents, but are of comparatively minor importance. Mastitis is an in¯ammation of the mammary gland, and is characterized by an increase in somatic cell count in the milk and by pathological change in the mammary tissue. Mastitis-causing pathogens include bacteria, mycoplasmas and fungi, and can be broadly categorized into speci®c udder pathogens (contagious mastitis) and environmental
CONTAMINANTS OF MILK AND DAIRY PRODUCTS/Agricultural and Dairy Practices
mastitis. Numerous products are available for therapeutic and prophylactic treatment of the udder, and are usually administered by intramammary (intracisternal) injection of the infected quarter(s), and in severe cases systemically. One can distinguish between lactating cow and dry cow therapy, the latter characterized by slow-release preparations that are active over several weeks during a dry period, and which should be taken into account in a case of early parturition (see Mastitis Therapy and Control: Management Control Options). Each registered antimicrobial preparation has a recommended withdrawal (waiting) time, which must be adhered to in order to avoid illegal levels of residues in the milk. It is rare for antimicrobials to be retained for longer than the normal withdrawal times, but this could be extended in certain cases of low milk yield, e.g. due to milk fever. The antimicrobials administered in mastitis treatment span a wide range of compounds, including the b-lactams (penicillins, cephalosporins), tetracyclines, macrolides, aminoglycosides, quinolones and polymyxins. Of these, the b-lactams are the most widely used for lactating cows, and more than 170 formulations are currently on the market (taking into account Switzerland, the United Kingdom, France, the United States, and Ireland). Of these more than 50% contain either penicillin G or cloxacillin (semisynthetic isoxazolyl penicillin), with roughly equal distribution of the two antibiotics in the preparations. Moreover, to improve the ef®cacy and to increase the spectrum of activity of the preparations, many of the compounds are used as formulations that contain two or even more different families of antimicrobials in the same preparation. National surveys in developed countries show that contamination of bovine milk (residue-positive samples using a bacterial inhibition screening test) at tanker level is generally at 2±5%. Such a range may not necessarily be equated with the failure rate since it could also encompass the so-called `false violatives' (i.e. still within legislative limits but positive in the rapid test), thus depending on the sensitivity of the test towards certain individual antibiotics. Surveys carried out in the early 1990s in certain regions of Germany revealed that approximately 2% of the milk (bulk herd milk) gives positive results with a bacterial inhibition test such as the Delvo SP, with 60% of the positives attributed to b-lactam antibiotics, and 35% to sulphonamides and dapsone. In countries where no regular testing is done, this ®gure may lie between 1% and 10%. An additional concern is the usage of unapproved (noncompliant) compounds such as chloramphenicol, which may seem
521
attractive considering the substantial economic losses in¯icted by mastitis. Technological Impact
The occurrence of residues of antimicrobials in milk has both economic and technological impact on the dairy industry. Antimicrobial residues can lead to partial or complete inhibition of acid production by starter cultures, inadequate ripening and ageing of cheese, and defects of ¯avour and texture of these products. Health Impact
A general concern linked to the widespread usage of antimicrobials at the farm level is the potential development of antibiotic-resistant pathogens, particularly if treatment is not diagnostically targeted. This may complicate human treatment and possibly cause selection of antibiotic-resistant strains in the gut. Further concern was raised that sensitive individuals may exhibit allergic reactions to residues of antibiotics and/or their metabolites, mainly blactam antibiotics. However, the allergenic risk is very low. Only the individuals sensitized through previous therapeutic exposure can react with mild and transient symptoms around the tolerance levels (Codex MRL for penicillin G is 4 mg lÿ1). National surveys on residues in milk in developed countries only very seldom reveal positive samples exceeding these levels. Thus, regular monitoring is the only pragmatic approach to residue problems faced by the dairy industry in many countries, particularly in the manufacture of fermented milk products such as yoghurt and cheese. The available data and global trends re¯ected by national surveys indicate that a direct health hazard for humans can be virtually excluded.
Other Drug Classes Nonsteroidal Anti-Inflammatory Agents
There is increasing evidence that nonsteroidal antiin¯ammatory agents such as phenylbutazone, ¯unixin meglumine or dipyrone are employed to treat bovine mastitis. These drugs are in most countries not approved for use on lactating dairy cattle due to potential food safety issues. Scienti®c studies indicate that in the case of the lipophilic drug phenylbutazone the elimination time of residues may be relatively extended in comparison to conventional
522
CONTAMINANTS OF MILK AND DAIRY PRODUCTS/Agricultural and Dairy Practices
antimicrobials, either due to milk protein bondage or active transport of the residue into milk. Beta-Adrenergic Agonists
The b-agonists are hormonal-type growth promoters licensed in most EU member states for therapeutic use as bronchospasmolytics (horses, calves) and tocolytic agents (cows). The illegal usage of these compounds to improve the ef®ciency of feed utilization and/or to enhance carcass leanness in meat-producing animals has been reported in the literature. Thus, they are also referred to as repartitioning agents, because their effect on carcass composition is to increase the deposition of protein while reducing fat accretion. The administration of b-agonists, such as clenbuterol, in feedlots and consequently their presence in the edible tissues and milk of the animals can constitute a real health risk, with potential exposure of consumers to pharmacologically active levels that have in the past led to poisoning cases after ingestion of liver or meat. Depending on their structures, b-agonists can have relatively long plasma half-lives, slow rates of elimination, and high oral potencies. For example, clenbuterol administered (10 mg kgÿ1 body weight) to dairy cows is secreted into the milk resulting in levels directly related to those in the blood plasma, and ranging from 5.5 to 22.5 mg kgÿ1. However, it is not known whether metabolites of the drugs are also excreted into milk. Overall, the risk of physiologically active levels of residues in milk and thus a potential health impact on the consumer is minimal, because the illegal usage is in most cases limited to meat-producing animals.
Hormones The employment of hormones in animal husbandry serves a number of purposes, which include increased food production, medical treatment, or improved reproductive performance. Hormones that impact on food production are classi®ed as growth promoters, anabolics or performance enhancers, with the prime goal of enhancing economic competitiveness. However, this use is only acceptable if no potential threats are known to the health of consumers and the animals involved. The use of hormones as growth promoters is approved in some countries, e.g. in the United States and Canada the natural steroid hormones oestradiol, testosterone, progesterone and the (semi)synthetic hormones melengestrol acetate, trenbolone acetate and zeranol are approved for use only
in meat-producing animals. Safety concerns have been raised by other countries, e.g. EU member states, regarding hormone residues in meat. However, elevated levels of residues in milk are not expected if hormones are used appropriately. Sources and Occurrence
Natural hormones steroids, peptide/protein The endogenous steroids 17b-oestradiol, progesterone, testosterone and derivatives are the main sex hormones present in all mammals. They can be used for anabolic purposes, and the two female sex hormones 17b-oestradiol and progesterone are also used to induce lactation and control/improve fertility, and for oestrus cycle synchronization. The natural steroid hormone content of milk will ¯uctuate depending on the physiological status of the animal, nutritional status and probably other factors. Hormone levels, mainly oestrogens and progesterone, are also used for diagnostic purpose (oestrus, pregnancy). Reported levels in the literature for whole milk are e.g. for total oestrogens 50± 70 ng lÿ1, for progesterone 10±13 mg lÿ1. Steroids are soluble in lipids, therefore dairy products with lower fat content contain comparatively lower concentrations of steroids. Steroid treatment, for most of the purposes at low levels, will not lead to a detectable increase of residues in milk. Only higher dose treatments, e.g. for fertility treatment or other medical purposes, may lead to a short-term enhancement of steroids in milk. Oxytocin is a naturally occurring peptide hormone (nine amino acids), excreted by all mammals for induction and maintenance of labour and promotion of milk ejection. It has an important pharmaceutical use in veterinary and human medicine. Treatment is via injection, intravenously, intramuscularly or subcutaneously. Since the peptide has a short half-life in animals, treatment can usually not be detected via increased oxytocin levels in milk. Oxytocin use has been reported in buffaloes to facilitate milking, as they seem to be more dif®cult to milk than cows. The use in some countries for the treatment of mastitis has also been reported, the mode of action being the stimulation of milk ejection which is correlated with increased pathogen removal from the udder. There is a paucity of data in the scienti®c literature on levels of oxytocin in milk. For whole milk, approximately 50 m-units mlÿ1 have been reported, and skim milk apparently contains lower levels (15±20 m-units mlÿ1). The legal status of the oxytocin applications may vary in different countries,
CONTAMINANTS OF MILK AND DAIRY PRODUCTS/Agricultural and Dairy Practices
and concerns have been raised with regard to animal welfare. Bovine somatotrophin (bST), also termed bovine growth hormone, is a polypeptide hormone (190± 191 amino acids) produced by the pituitary gland in all cattle. It promotes growth and regulates fat, protein and carbohydrate metabolism. Many of the physiological effects of bST may be mediated via increased blood levels in insulin-like growth factor I (IGF-I), also called somatomedin and produced mainly in the liver in response to somatotrophin. Recently, a virtually identical bST has been produced by recombinant DNA technology via genetically engineered bacteria (rbST). When injected into dairy cattle, rbST improves milk production ef®ciency by up to 20% under optimal management conditions. This rbST is commercially available, and the ®rst product was marketed in the United States under the trade name Posilacr , after FDA approval in 1993. The use of rbST is considered safe and currently approved in many countries. However, clinical trials with rbST have indicated an increase in the incidence and severity of mastitis, and other concerns have been raised with regard to animal welfare that include increased food disorders, reproductive disorders, and localized swellings at sites of injections, which are repeated at fortnightly intervals. Treatment of cows with rbST does not lead to an increase in bST in milk. Since rbST and natural bST are basically identical, analytical differentiation is not possible. BST levels in milk are generally less than 3 ng mlÿ1, but may occasionally increase up to 10 ng mlÿ1. The overall nutrient composition of milk is not altered by rbST treatment. Natural and rbST are not biologically active in humans because they do not interact with the human somatotrophin receptor. Moreover, orally ingested bST is readily digested. Bovine IGF-I, which may be slightly elevated in the milk of rbST-treated cows, is potentially bioactive in humans. However, reported increases remain within the normal range of variation and is orders of magnitudes lower than the endogenous IGF-I levels in gut and body ¯uids of humans (see Lactation: Galactopoiesis, Effect of bST Treatment). Prostaglandins are a group of potent hormone-like substances that are produced in various mammalian tissues and mediate a wide range of physiological functions, such as control of blood pressure, contraction of smooth muscle and modulation of in¯ammation. Some prostaglandins, such as PGF2a, are employed for oestrus cycle synchronization and multiple ovulation. Treatment usually does not
523
induce a signi®cant difference in residue concentrations compared to the natural physiological levels after a few hours of treatment. Semisynthetic and synthetic hormones In mastitis treatment, synthetic corticosteroids, e.g. dexamethasone, prednisolone and derivatives thereof (¯umethasone), are administered systemically or into the mammary gland to relieve in¯ammatory conditions. The (semi)synthetic hormones melengestrol acetate, trenbolone acetate and zeranol are approved in some countries as growth promoters in meatproducing animals. Recombinant bST is virtually identical with the naturally occurring bST (see above). Analytical Aspects ± Hormones and Antimicrobial Drugs
For the analysis of antimicrobials and hormones in milk and milk products, emphasis is placed on rapid tests that provide an accept/reject answer at the farm or slaughterhouse level. These tests give qualitative or semiquantitative results, their aim being to check legislative compliance at an early stage in the food chain. Many of the tests are performancevalidated and certi®ed by the Association of Of®cial Analytical Chemists (AOAC), and the majority are based either on the inhibition of growth of microbial test organisms, ligand assays using biological receptors, or antibodies. Inhibition tests can detect a wide range of antimicrobial compounds, whereas receptor or immunological assays are speci®c for a family or limited range of compounds. For some drugs, there are currently no reliable rapid tests to detect residues at the legislative levels, or, in certain cases, to detect traces of the drug if no MRL has been set. In such instances, liquid chromatography (LC) or gas chromatography (GC) methods must be employed; they also play a major role as con®rmatory techniques. In this context, there is a growing trend in the development of liquid chromatography coupled to mass spectrometry (LC-MS) based methods, which give a con®rmation of the analyte, a high level of speci®city, and usually a very low limit of detection. In the case of endogenous hormones, the natural variation of concentrations in tissues and milk of animals make the detection of legal or illegal use particularly dif®cult. Furthermore, concentrations in healthy animals are in the same order of magnitude as those observed in animals that have received hormone implants. For this reason, sophisticated analytical techniques based on the detection of abnormal ratios
524
CONTAMINANTS OF MILK AND DAIRY PRODUCTS/Agricultural and Dairy Practices
of hormones to precursors or metabolites coupled with stable isotope dilution analysis have to be used to detect illegal use of these compounds.
Sanitizers and Disinfectants in Dairy Products Cleaning and disinfection are critical aspects of good manufacturing practice in the food production and dairy sector to ensure removal of bacteria and residual milk from surfaces of equipment. Residues of detergents and disinfectants/sanitizers can be introduced into milk on the farm and at the dairy plant level, particularly if cleaning, disinfection, draining and rinsing procedures of milking equipment and containers are improperly conducted. Sanitizer contaminants occur in milk and dairy products at very low concentrations and are present as indirect and incidental food contaminants.
nonoxynol-complex. When diluted, iodine is liberated and can exert its bactericidal properties. Commercial preparations contain 0.3±1.75% iodine, of which 80±90% is released upon dilution. Chloramine T (N-chloro-para-toluene-sulphonamide) usage as a teat disinfectant has been severely restricted over the past 20 years, mainly due to the risk of residues of para-toluene-sulphonamide (para-TSA) and para-sulphamoylbenzoic acid, traces of which are undesirable in dairy products due to potentially toxic properties of these compounds. Iodine ingested via feed is secreted in milk and presents an additional contribution to the total iodine in dairy products. Due to feeding practices, the iodine content in cows' milk has increased by 300±500% from 1965 to 1980. High variations in mean residual iodine levels, reported in several countries, lie between approximately 10 and several hundred mg lÿ1. The mean iodine levels in a German study were reported at 150 mg kgÿ1.
Sources and Occurrence
Milk contamination with disinfectants could potentially ensue via two principal routes, i.e. application as teat and skin disinfectants, and treatment of the milk plants. Dipping or spraying of teats with bactericides after milking may help to control mastitis pathogens. Disinfection of the udder after milking is particularly useful against pathogens from the infected mammary gland, whereas a premilking treatment is more effective in controlling pathogens involved in environmental mastitis. Furthermore, contamination can occur during contact of milk with cleaned and disinfected surfaces in milking equipment and dairy plants. The most commonly used disinfectants are iodineliberating agents (iodophors) and chlorine-containing compounds, such as for example chlorhexidine and hypochlorite, as well as quaternary ammonium compounds and hydrogen peroxide (Table 3). Iodophors are organic compounds containing iodine in a micellar cage of polyvinyl-pyrrolidone or Table 3 Examples of commonly used sanitizers/disinfectants in the food industry Halogens
Surface-active agents Peroxy compounds
Iodine-containing agents Chlorine-containing agents (e.g. sodium hypochlorite, trichloroisocyanurate) Quaternary ammonium compounds (e.g. benzalkonium chloride) Amphoterics Acid anionics Hydrogen peroxide Peracetic acid
Health Impact
Generally, disinfectants rarely pose serious residue problems. Many sanitizers have de®ned, speci®c antimicrobial activities and are consequently likely to be of low mammalian toxicity. Here, emphasis is on iodine, one of the most frequently used teat disinfectants and among the most effective antimicrobial agents, which at high doses can be of potential health concern. However, contamination of milk can largely be avoided by using formulas that do not contain more than 0.5% iodine, and by drying of the teats after dipping. Iodine is an essential component of thyroid metabolism and the Recommended Dietary Allowances (RDA) are 150 mg per day for adults and 90 mg per day for children (1±3 years of age). High iodine intake can lead to disturbance of thyroid function. The Tolerable Upper Intake Level (UL) is de®ned as the highest level of intake that is likely to pose no risks of adverse effects in most individuals. The UL for iodine in adults is 1100 mg dayÿ1, for children of 1±3 years of age 200 mg dayÿ1. Initial adverse effects observed in cases of excessive intake of iodine are characterized by elevated concentrations of thyroid stimulating hormone. These effects were demonstrated at iodine intake in adults at or just above the UL. At residual levels above 500 mg lÿ1, exceeding the UL for iodine by consumption of milk alone may be possible in children. In most people and at `normal' residual iodine contamination, iodine intake from milk and other common foods is unlikely to exceed the UL and is therefore of no health concern.
CONTAMINANTS OF MILK AND DAIRY PRODUCTS/Environmental Contaminants Table 4 Organoleptic thresholds of selected sanitizers/ disinfectants Contaminant
Taste threshold (mg kgÿ1)
Odour threshold (mg kgÿ1)
Chlorine compounds Iodine Quaternary ammonium compounds Amphoterics Phenolics
�100 4±16 8±50
50±200 Ð Ð
25±100 0.001±0.5
Ð Ð
Adapted from IDF (1997).
The majority of sanitizers can be detected organoleptically. Despite occasional reports, however, taste and odour are poor indicators of contamination with respect to levels that may threaten human health. With the exception of phenolic compounds, some of which have extremely low perception thresholds, insuf®cient margins exist between perception thresholds (Table 4) and the contamination levels that can pose potential human health risks. Overall, only limited information is available on detergent and sanitizer toxicology and occurrence in food. Therefore, proper safety assessments are dif®cult. However, if applied within the frame of `good hygienic practice', these products are unlikely to result in signi®cant residue levels in milk and dairy products and thus are not expected to raise immediate health concerns.
525
Diehl JF (2000) Chemie in Lebensmitteln, RuÈckstaÈnde, Verunreinigungen, Inhalts-und Zusatzstoffe. Weinheim: Wiley-VCH. Garrido MD, Jodral M and Pozo R (1994) Organochlorine pesticides in Spanish sterilized milk and associated health risks. Journal of Food Protection 57(3): 249±252. Grosvenor CE, Picciano MF and Baumrucker CR (1993) Hormones and growth factors in milk. Endocrine Reviews 14(6): 710±728. IDF (1991) Monograph on Residues and Contaminants in Milk and Milk Products. International Dairy Federation Special Issue no. 9101. Brussels: IDF. IDF (1995) Residues of Antimicrobial Drugs and Other Inhibitors in Milk. Proceedings of the International Dairy Federation Symposium, Kiel, Germany, 28±31 August. IDF (1997) Monograph on Residues and Contaminants in Milk and Milk Products. International Dairy Federation Special Issue no. 9701. Brussels: IDF. Jensen RG (1995) Handbook of Milk Composition. San Diego: Academic Press. Stijve T and Diserens H (1993) Residues of antiparasitic agents and disinfectants. Residues of Veterinary Drugs in Food, Proceedings of the 2nd EuroResidue Conference, Utrecht, The Netherlands. VMD (1999) UK National Statutory Surveillance, Veterinary Medicines Directorate, Annual Report 1999. London: HMSO. Watson DH (2001) Food Chemical Safety, vol. 1, Contaminants. Boca Raton: CRC Press.
Analytical Aspects
Due to the large variety of compounds that may be employed as disinfectants, many analytical techniques have been described for their detection in food. These include simple colorimetric tests, potentiometry with ion-selective electrodes, thin-layer chromatography, and for certain chemicals more complex analytical techniques utilizing liquid and gas chromatography.
Environmental Contaminants W J Fischer, A M Tritscher, R H Stadler and B Schilter, Nestle Research Centre, Lausanne, Switzerland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
See also: Contaminants of Milk and Dairy Products: Environmental Contaminants. Lactation: Galactopoiesis, Effect of bST Treatment. Mastitis Therapy and Control: Management Control Options. Office International des Epizooties: Mission and Organization.
Introduction
Further Reading
1. Naturally present in soil and subsequently in grass. 2. Inherent plant toxicants. 3. Mycotoxins from plants infected by fungi.
Botsoglou NA and Fletouris DJ (2001) Drug Residues in Foods: Pharmacology, Food Safety, and Analysis. New York: Marcel Dekker.
Milk and dairy products are remarkably susceptible to environmental contamination. Dairy animals ingest environmental contaminants while grazing on the pasture and consuming concentrate feeds. These contaminants may be:
CONTAMINANTS OF MILK AND DAIRY PRODUCTS/Environmental Contaminants Table 4 Organoleptic thresholds of selected sanitizers/ disinfectants Contaminant
Taste threshold (mg kgÿ1)
Odour threshold (mg kgÿ1)
Chlorine compounds Iodine Quaternary ammonium compounds Amphoterics Phenolics
�100 4±16 8±50
50±200 Ð Ð
25±100 0.001±0.5
Ð Ð
Adapted from IDF (1997).
The majority of sanitizers can be detected organoleptically. Despite occasional reports, however, taste and odour are poor indicators of contamination with respect to levels that may threaten human health. With the exception of phenolic compounds, some of which have extremely low perception thresholds, insuf®cient margins exist between perception thresholds (Table 4) and the contamination levels that can pose potential human health risks. Overall, only limited information is available on detergent and sanitizer toxicology and occurrence in food. Therefore, proper safety assessments are dif®cult. However, if applied within the frame of `good hygienic practice', these products are unlikely to result in signi®cant residue levels in milk and dairy products and thus are not expected to raise immediate health concerns.
525
Diehl JF (2000) Chemie in Lebensmitteln, RuÈckstaÈnde, Verunreinigungen, Inhalts-und Zusatzstoffe. Weinheim: Wiley-VCH. Garrido MD, Jodral M and Pozo R (1994) Organochlorine pesticides in Spanish sterilized milk and associated health risks. Journal of Food Protection 57(3): 249±252. Grosvenor CE, Picciano MF and Baumrucker CR (1993) Hormones and growth factors in milk. Endocrine Reviews 14(6): 710±728. IDF (1991) Monograph on Residues and Contaminants in Milk and Milk Products. International Dairy Federation Special Issue no. 9101. Brussels: IDF. IDF (1995) Residues of Antimicrobial Drugs and Other Inhibitors in Milk. Proceedings of the International Dairy Federation Symposium, Kiel, Germany, 28±31 August. IDF (1997) Monograph on Residues and Contaminants in Milk and Milk Products. International Dairy Federation Special Issue no. 9701. Brussels: IDF. Jensen RG (1995) Handbook of Milk Composition. San Diego: Academic Press. Stijve T and Diserens H (1993) Residues of antiparasitic agents and disinfectants. Residues of Veterinary Drugs in Food, Proceedings of the 2nd EuroResidue Conference, Utrecht, The Netherlands. VMD (1999) UK National Statutory Surveillance, Veterinary Medicines Directorate, Annual Report 1999. London: HMSO. Watson DH (2001) Food Chemical Safety, vol. 1, Contaminants. Boca Raton: CRC Press.
Analytical Aspects
Due to the large variety of compounds that may be employed as disinfectants, many analytical techniques have been described for their detection in food. These include simple colorimetric tests, potentiometry with ion-selective electrodes, thin-layer chromatography, and for certain chemicals more complex analytical techniques utilizing liquid and gas chromatography.
Environmental Contaminants W J Fischer, A M Tritscher, R H Stadler and B Schilter, Nestle Research Centre, Lausanne, Switzerland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
See also: Contaminants of Milk and Dairy Products: Environmental Contaminants. Lactation: Galactopoiesis, Effect of bST Treatment. Mastitis Therapy and Control: Management Control Options. Office International des Epizooties: Mission and Organization.
Introduction
Further Reading
1. Naturally present in soil and subsequently in grass. 2. Inherent plant toxicants. 3. Mycotoxins from plants infected by fungi.
Botsoglou NA and Fletouris DJ (2001) Drug Residues in Foods: Pharmacology, Food Safety, and Analysis. New York: Marcel Dekker.
Milk and dairy products are remarkably susceptible to environmental contamination. Dairy animals ingest environmental contaminants while grazing on the pasture and consuming concentrate feeds. These contaminants may be:
526
CONTAMINANTS OF MILK AND DAIRY PRODUCTS/Environmental Contaminants
4. Anthropogenic chemicals from industrial emissions, e.g. dioxins, polychlorinated biphenyls (PCBs), or radionuclides from fallout. Milk and dairy products are consumed in signi®cant amounts in several regions of the world. This is even more the case for the subpopulation of infants and small children who, based on their body weight, consume greater amounts of milk than adults. For certain parts of the population milk and dairy products may therefore represent the most important source of certain contaminants in their diet. The objective of this article is to draw attention to the major sources of environmental contaminants in milk and dairy products, to highlight their occurrence and resulting human exposure. Data are discussed in the perspective of potential human health impact (see Contaminants of Milk and Dairy Products: Contaminants Resulting from Agricultural and Dairy Practices). A¯atoxins will not be covered here in detail (see Mycotoxins: A¯atoxins and Related Compounds).
Dioxins Dioxins is a generic term for a series of related polychlorinated dibenzo-para-dioxins (PCDDs) and polychlorinated dibenzofurans (PCDFs) (Figure 1). Of the 210 different congeners that can be encountered, only 17 are considered toxicologically relevant (2,3,7,8-chlorinated congeners). The most investigated and toxic representative is 2,3,7,8tetrachlorodibenzo-para-dioxin (TCDD), often simply referred to as `dioxin' (Figure 2). Dioxins are chemically and thermally stable and highly lipophilic. Due to their environmental persistence, they bioaccumulate via the food chain and can be found at low levels in food. (A)
9 8
O
(B)
1
8
9
1
2
2 7
7 6
3
3
O
6
4
O
4
Figure 1 Structural formulae of (A) polychlorinated dibenzopara-dioxins (PCDDs) and (B) polychlorinated dibenzofurans (PCDFs). 1±9 H or Cl.
Cl Cl
O O
Cl Cl
Figure 2 Structural formula of 2,3,7,8-tetrachlorodibenzo-paradioxin (TCDD).
Sources and Occurrence
Dioxins are formed as inadvertent byproducts in many chemical processes involving chlorine and in any combustion process. The main sources for PCDDs/ PCDFs are (municipal) waste incinerators and steel sintering plants, also metal recycling plants and cement kilns. Dioxins, bound to particulate matter, are deposited via the atmosphere on any surface. Elevated contamination levels can be found in milk from farmland in the vicinity of these industries. The mean background levels in dairy products expressed as toxic equivalents (TEQ) are 0.6±3 pg TEQ gÿ1 milk fat (10ÿ12 g gÿ1 fat; ppt) in industrialized countries. Slightly higher levels are possible in urban and industrial areas. Health Impact
Dioxins are very potent toxicants, and TCDD is one of the most potent animal carcinogens, and was classi®ed in 1997 as a human carcinogen. Apart from carcinogenicity, various effects have been demonstrated in animal models and suspected in humans, for example, on the immune system, reproduction and development, and neurobehavioural alterations. The main sources of human exposure are foods of animal origin, and the estimated average daily intake of dioxins in industrialized countries is 1±3 pg TEQ kgÿ1 body weight dayÿ1. Dairy products contribute approximately one-quarter to one-half to the dietary intake of total dioxins, including dioxin-like PCBs (see below). Dioxins occur as complex mixtures. They act through a common mechanism, but vary in their toxic potency. The compounds are assessed and regulated together as a group by the sum of the potency of the congeners relative to TCDD. The result is thus expressed as TEQ. `Dioxin-like' PCBs, which act in a similar fashion, are included in the TEQ concept. The Tolerable Daily Intake (TDI) speci®ed by the WHO for dioxins, furans and dioxin-like PCBs is 1±4 pg TEQ kgÿ1 body weight dayÿ1. It appears that part of the population in industrialized countries exceed this safe level of intake, therefore dioxin in food is of health concern and efforts are being made to reduce human exposure. In this context, several countries have recommendations or guideline values for milk, which are in the order of 1±3 pg TEQ gÿ1 milk fat. Analysis
Analysis of dioxins requires determination of extremely low levels (ppt, 10ÿ12, or even ppq, 10ÿ15) by gas chromatography (GC) high-resolution mass spectrometry (MS). The analysis is complicated and
CONTAMINANTS OF MILK AND DAIRY PRODUCTS/Environmental Contaminants
expensive and only performed by a few specialized laboratories. All 17 relevant congeners are quanti®ed, and the congener pattern may give indications on the source of the contamination. Screening assays are now under development which measure total dioxin activity in a sample, without quantifying individual congeners. Once validated in food, such assays ± based either on immunological methods or on genetically engineered cells ± will allow larger-scale screening due to faster total analysis time and lower costs per sample as compared to the con®rmatory mass spectrometry method.
Polychlorinated Biphenyls Polychlorinated biphenyls (PCBs) are chlorinated hydrocarbons with the following general structure (Figure 3). In total, 209 different congeners are theoretically possible, of which 36 are considered of environmental relevance. The physicochemical properties of PCBs resemble those of dioxins, in that this group of compounds is chemically and thermally very stable, and highly lipophilic. They are also characterized by very low electrical conductivity, high boiling points and ®re resistance, which has led to their widespread use in various industries. Sources and Occurrence
Commercial PCBs are mixtures of congeners; they always contain PCDFs as impurities in the range of 0.8±5 mg kgÿ1. PCBs have been commercially produced and used massively by several industries since 1929. By the 1960s, PCBs became ubiquitous in the environment, and their toxicity came under closer scrutiny after several accidents and poisoning incidents. Although the manufacture and use of PCBs was phased out from the mid-1970s onwards, low levels of persistent PCBs can still be detected in the environment and via bioaccumulation in certain fatty foods. Stricter environmental controls have led to decreased levels in foods and subsequently lower human exposure over the last decade. Levels in milk and animal fat are normally under 100 mg kgÿ1 (ppb) on a fat basis. Variations in reported
3
2
29
49 6
69
levels in foods as well as in human intake estimates are due to analytical differences (number of PCB congeners analysed) and dietary habits. Health Impact
PCBs are of great health concern and can cause a variety of adverse effects. Accurate scienti®c assessment, especially of the potency, is dif®cult because PCBs occur only as complex mixtures and frequently together with other potent toxins such as dioxins and chlorinated pesticides. PCBs have been classi®ed as probable human carcinogens. In animal studies, PCBs exhibit reproductive, developmental, and immunotoxic effects. The mean daily intake has been estimated as 74% Red Holstein genes). Cows show a variation in size and
DAIRY ANIMALS/Minor and Dual-Purpose Bos taurus Breeds
569
Table 1 Milk records of Simmental cows in 1998 Country
Number of recorded cows
% of recorded cows in country
Milk yield (kg)
Fat (%)
Protein (%)
Austria Croatia Czech Republic France: MontbeÂliard France: Simmental France: Abondance Germany Hungary Italy Poland Slovakia Slovenia Switzerland: Simmental Switzerland: Fleckvieh Switzerland: Red Holstein Vorderwald Hinterwald
205 381 19 913 222 632 338 213 13 159 16 675 960480 6 989 29 370 3 377 18 409 25 096 20 234 104 411 34 680 7 171 655
69.7 78.7 54.4 12.5 0.5 0.6 25.0 3.9 3.8 0.9 12.1 34.8 5.6 29.0 9.6 0.2 0.02
5336 3966 4932 5739 4923 4704 5601 4823 5564 3504 3576 4148 5261 6102 6584 4993 3348
4.18 3.86 4.35 3.86 3.97 3.71 4.13 3.97 3.94 3.94 4.10 4.13 4.01 4.16 4.16 4.13 4.05
3.38 3.25 3.37 3.25 3.31 3.26 3.47 3.47 3.37 3.40 3.29 3.31 3.30 3.26 3.24 3.31 3.40
Reproduced with permission from International Committee for Animal Recording (2000).
Figure 1 Simmental cow ``Elma'', born 1996. Breeder: J. Mayer, Rimsting, Bavaria. Average yield: 2.4 years: 9902 kg milk, 3.92% fat, 3.43% protein. (Photograph courtesy of ZV Traunstein.)
weight, ranging from 135 to 150 cm in height and from 650 to 750 kg. Production ®gures in Table 1 show the yield differences of the different strains. Simmental are kept under less favourable conditions in higher mountain areas with Alpine summer pasture. By far the largest subpopulation is the German Fleckvieh, which was upgraded from local strains in Baden, WuÈrttemberg and Bavaria by Swiss imports, mainly between 1840 and 1880. Early application of arti®cial insemination and modern breeding programmes led to the improvement of milk production and fattening ability, thus avoiding a larger infusion of Red Holstein genes (at present less than 1.7% genes). German Fleckvieh is a modern dual-purpose
breed with strong feet and legs, and good muscularity in the fore- and hindquarters. Cows weigh between 650 and 750 kg and are 140±145 cm in height. The breed has a low incidence of mastitis and low somatic cell counts. There is a high intensity of recording for milk yield (Table 1), beef traits, calving ease, fertility and for longevity. These traits are combined in a total merit index. In Austria the Fleckvieh breed predominates and it has the same roots: local regional strains were consolidated by Swiss and German infusions. Since the environmental variation is large, there is some variation in type. The modern dual-purpose type is preferred because of the large export of fatteners to Italy. Compared with Germany the Austrian total merit index has a higher weight on functional traits, especially longevity. The French Simmental family has three strains: Pie rouge de l'Est (or French Simmental), MontbeÂliard and Abondance. All three breeds originate from local strains and are adapted to their local climatic and production conditions. The French Simmental is largest in size and can be found in the Eastern part of France. MontbeÂliard is smaller in size, specialized in milk production and has less pronounced muscularity. The milk has a high frequency of k-casein B. The main distribution area is the high plateau of the Jura. The Abondance is a local strain in the French Alpine region and in the Massif Central, is smallest in size and has a deep red colour with a white face. Its adaptation to unfavourable conditions and suitability for special cheese products are well known. Italy has a small Simmental population, mainly in the region of
570
DAIRY ANIMALS/Minor and Dual-Purpose Bos taurus Breeds
Friula and South Tyrol, but today the breed is distributed in most parts of the country. This population depends on regular imports. Simmental milk is especially respected for cheese specialities and breeders try to keep a high level of k-casein B in their population. Simmental was the predominant breed in former Czechoslovakia with historical roots in the Bohemian, Moravian and Slovakian local strains. Between 1965 and 1990 Ayrshire and Red Holstein were used to improve milk yield and udder quality. The dualpurpose strain is now favoured in the Czech and Slovakian Republics through co-operation with Austria and Germany. The Simmental breed is also the most important breed in Slovenia, Croatia and Serbia. Upgrading started here in the nineteenth century. The base population were Slavonian Podolic cattle. The breed is mainly kept in family-operated farms. In Hungary the Simmental breed has a long history, since large estates imported cattle from Switzerland in the nineteenth century to replace the Grey Steppe cattle. Also upgrading took place, leading to the Magyar tarka type, in which the yellow colour dominated. Around 1970 crossbreeding with Jersey and later with Holstein±Friesian started, leaving only a small Simmental population. Simmental is also the largest breed in Romania, especially in the centre and in the west. Upgrading was mainly on Grey Steppe and Illyrian Shorthorn with Swiss, German and Austrian imports. The breed has a long history in Transylvania. In the last decade there was an infusion of Red Holsteins, but today private farms tend to return to the dual-purpose type. Poland has a small Simmental subpopulation in the Carpathian mountain region, where small farms are in the majority. Imports from Germany and Austria have in¯uenced this subpopulation. The Ukraine is also a region with long Simmental tradition, centred around Charkov, Kiev, Cherkassy and in the Carpathian region. Russian Simmentals have a long history; the ®rst imports go back to at least 1850, coming from Switzerland and Miesbach in Germany. From the Sytchev centre near Smolensk the breed was systematically distributed throughout the former Soviet Union, so that Russia came to have the largest number of Simmental cattle of any country (in 1980 there were 12 million). The regional strains depend on the local base populations: the Steppe Simmental in the Central European steppe region, the Volga Simmental around Saratov, the Ural Simmental, the Siberian Simmental and the Far Eastern Simmental. There have been continuous imports from Germany, Switzerland and Austria, but Red Holstein genes were used after 1980 with varying intensity. The success of
the Red Holstein introduction was not unmixed, since the environmental conditions were unfavourable and fertility suffered. In recent years steps have been taken to go back towards the dual-purpose type. The Russian Simmental is variable in colour (yellow to red) and in size. The Simmental was used in China and crossbred with local Mongolian cattle to form the Sanhe type, which are kept as dual-purpose animals. Also a purebred nucleus herd is maintained with European genes. Simmentals have been exported from Europe to all continents. In South Africa the Simmental breed has existed for more than 100 years, is well adapted to harsh conditions and today mainly is kept as suckler cow. Simmental cattle were exported to America and Australia between 1968 and 1980 especially to increase the size and milk potential in beef herds. Several attempts to keep Simmental cows as dual-purpose cows have been made in South America and Australia, but on a rather limited scale. In Central Europe only a few of the original local breeds have remained. Two of these breeds are kept in the Black Forest region: Vorderwald is a local breed at the Eastern end of the mountains, somewhat in¯uenced by Simmental and recently by Red Holsteins and the MontbeÂliard. Cows have a height of 130± 135 cm and weigh 600 kg, and are of dark red pied colour with white heads. Hinterwald is the smaller strain, at home in the higher mountain region of the Black Forest. The cows have a height of 120 cm and weigh 380±450 kg. The colour is yellowish-red pied with white heads and preferably white legs. Special governmental support is given to maintain this well-adapted local breed which has extremely good hoofs. Vosges (or Vosgienne) have the same ancient origin as Hinterwald cattle. They are kept in Southern Alsace and are well adapted to most dif®cult mountain areas. The black-sided, sometimes red-sided colour is characteristic; the tasty MuÈnster cheese made from its milk is a renowned product.
Red Breeds Red cattle were important in the northern part of central Europe until the nineteenth century, ranging from France, the Netherlands, Germany and Denmark to Poland and the Baltic states. Only a few strains from these lowland cattle are left, but these were the origin of further distribution of the type into Eastern Europe in the twentieth century. Information on their milk production is summarized in Table 2. There is an intensive co-operation between countries with red cattle, including a joint sire evaluation at INTERBULL level.
DAIRY ANIMALS/Minor and Dual-Purpose Bos taurus Breeds
571
Table 2 Milk records of Red cows in 1998 Country
Number of recorded cows
% of recorded cows in country
Milk yield (kg)
Fat (%)
Protein (%)
Belgium Denmark Estonia Germany Lithuania Norway Poland Sweden: Swedish Red-and-White
2 745 56 731 38 705 21 446 44 718 282 435 1 606 189 459
1.7 9.7 33.1 0.56 35.0 100 0.4 42.0
6192 7089 4171 6232 6019 6200 3329 7003
4.15 4.25 4.37 4.86 4.23 4.05 4.27 4.33
3.40 3.58 3.26 3.60 3.24 3.24 3.38 3.44
Reproduced with permission from International Committee for Animal Recording (2000).
Red Danes are the most popular of these breeds and have developed from local strains of Seeland, Laaland, Falster and FuÈnen with cattle from Angeln and Shlesvig from 1840 till 1860. Red Danes have a long history of milk records, starting in 1895. Around 1970 inbreeding became a problem and crossbreeding trials with several breeds were conducted. From 1975 onwards American Brown Swiss was used, and at present several European breeds are being used (Red White Holstein, MontbeÂliard, Swedish Red-and-White). The breed is known for the high potential in fat and protein content and for its fattening performance. Performance testing of young bulls and carcass recording are regular means of improvement as well as a most complete index system of selection for milk, beef and functional traits including mastitis resistance. Cows have a height of 135 cm with a weight of 600±650 kg, bulls are 150 cm high and weigh 1000 kg. The colour is of solid dark red, but through the use of foreign breeds there is quite a variation from brown to light red with colour markings (Figure 2). Angeln is the German variety of the red lowland cattle and follows more or less the development of the Danish Red. After the introduction of the quota system on fat yield this breed has decreased in numbers. Today there is intensive co-operation with Red Danes and other red breeds. Roots of the Norwegian Red are in various local breeds (Malselv, Red Tronder, Norwegian Red Pied, Hedmark, Red Polled Eastland, Dole, Lyngdal, etc). Shorthorn and Ayrshire as well as Swedish Redand-White were used in early years to upgrade local strains. Recently Black and Red Holsteins and Swedish Red-and-White have been used to establish this `open synthetic' breed. Performance testing of young bulls and data collection from slaughterhouses are used to select for beef performance. The breed has quite a variation in colour; cows weigh between 550 and 600 kg with a height of 130 cm.
Figure 2 Red Dane cow ``SDJ Calmo'', born 1993. Breeder: O. Hansen, Bakkely, Denmark. Average yield: 6.8 years: 9086 kg milk, 4.50% fat, 3.84% protein. (Photograph courtesy of Olav Vibild, Galleri Klithagen.)
Swedish Red-and-White cattle originate from several local breeds (Smaland, Gotland, Oland, Hergard, Shonen). In¯uence of the German Red Pied Lowland and Shorthorn is known, but from 1927 Ayrshire and later Norwegian Red cattle were incorporated. Lately Ayrshire from Finland and Canada as well as Red Holstein have been used. Today there is co-operation with Danish and Norwegian Red. Swedish Red-and-White is a dualpurpose breed with emphasis on functional traits. The Icelandic cattle belong to the family of Scandinavian red cattle and have quite a variation in colour. There is only a little co-operation with other red breeds. Small local groups of West Finncattle, Eastern and Western Red Poll in Sweden and small samples of Telemarkfe, Fjordfe and other breeds in Norway still exist and are in conservation programmes. Red cattle in Estonia go back to the local landrace, which was upgraded by Red Danes and Angler from
572
DAIRY ANIMALS/Minor and Dual-Purpose Bos taurus Breeds
1860. There is still a small group of native Estonian cattle. The Latvian Brown has the same history, the dominant breed with red colour. Populations of Estonian and Latvian cattle had a large in¯uence on the development of red breeds in Russia in Soviet times, since cattle breeding in the Baltic States is well developed. Red cattle in the Ukraine have a long history: ®rst imports came at the end of the eighteenth century with German Mennonites from East Friesland. A second immigration followed by German highland red cattle after 1812 and a third infusion happened after 1870 with different sources (red, brown and Tuxer cattle). This led to the establishment of the Red Steppe breed, which was in¯uential on other red breeds in Russia and Moldavia. The in¯uence of local strains differs in different subpopulations. Polish and Ukrainian±Polish Red used to be an independent local red lowland breed. Sukzun is a Russian red strain, located in the Ural region, and has been in¯uenced by Red Danes and Latvian Brown. Between these strains there was an exchange of genetic material. Different strategies have been used after 1970, using Brown Swiss, Red Holstein and other breeds. Size and production is quite variable due to the environmental conditions and the genetic make-up. Belgian Red and Red Flemish are two local dualpurpose breeds in Belgium, belonging to the red breeds. The Belgian Red developed from local strains, in¯uenced by the Shorthorn breed, in the north of Belgium in the nineteenth century. Normande from France were used also around 1920 to improve milk and beef production. The Red Flemish breed developed from red local strains in Belgium and in northern France. Also some Shorthorn blood was introduced during the consolidation of the breed. Lately Red Danish and other breeds have been used to conserve this small local red strain. Despite their different origin, the red highland cattle also belong to the family of red breeds. Using stock originating from different local strains, today the breeders of the Middle German Red and the Westfalian Red are trying to conserve the genes of the old triple-purpose red breeds. These originate from Harz, Vogelsberg, Vogtland, Donnersberg and other regions in central Germany. There were also varieties
in Poland, Bohemia, Moravia and Slovakia. With small exceptions these breeds are extinct or upgraded with Angler or Red Danes. There are governmental activities to maintain some of the genes, but numbers are declining.
Pinzgau Cattle Originating from local short-headed cattle in the Pinzgau, Upper Styria and Carinthia, the Pinzgau breed was established around 1850. The in¯uence of Bernese cattle, but also of lowland breeds, has been con®rmed by analysis of genetic distances. Originally bred for draught purposes, today the Pinzgau is a typical dual-purpose breed, adapted to mountain conditions with strong hoofs. The coat colour is mahogany red-brown, with a white stripe along the back, that widens at the rump (Figure 3). White buttocks are typical markings. Austria has the largest population of Pinzgau cattle, with the centre in the state of Salzburg and it has had major in¯uence on distributing the breed in Europe (Table 3). From 1975 onwards Red Holstein was used to improve milk yield, but this led to a stronger decline in numbers. Today there are a number of active breeders maintaining the breed in connection with ecological farming.
Figure 3 Pinzgau cow ``Liabin'', born 1995. Breeder: E. Wallner, Fusch, Salzburg, Austria. Average yield: 2 lactations: 6788 kg milk, 4.46% fat, 3.24% protein. (Photograph courtesy of ZV Maishofen.)
Table 3 Milk records of Pinzgau cows in 1998 Country
Number of recorded cows
% of recorded cows in country
Milk yield (kg)
Fat (%)
Protein (%)
Austria Germany Slovakia
9330 469 4698
3.2 0.02 3.1
4651 4646 3043
3.92 3.90 3.98
3.27 3.39 3.28
Reproduced with permission from International Committee of Animal Recording (2000).
DAIRY ANIMALS/Minor and Dual-Purpose Bos taurus Breeds
Pinzgau cattle were imported to Bavaria (Berchtesgaden and Miesbach) in the nineteenth century and are still kept in the southeastern edge of Germany. Numbers were decreasing, but have now stabilized on a low level. In Slovakia there is still a larger population of Pinzgau cattle in the Carpathians, which were upgraded on Illyrian Shorthorn type cattle. Crosses were conducted with Ayrshire and Red Holsteins, but a purebred nucleus is kept at the Zilna station. From this station there has also been an exchange with Ukrainian and Russian Pinzgau stock. Transylvanian Pinzgau were developed from Austrian imports and from local cattle in the highland of Transylvania, but after a ¯ourishing period around 1960 the breed has declined. In the northeast of Romania a substrain with black colour, the Dorna, is kept. Pinzgau were also kept in the neighbouring regions of Austria, in Italy around Trento, in Slovenia and in Croatia. Today there are only a few herds left, including the Cika, a dwarf strain in Slovenia.
Grey Cattle The Tyrol Grey is one of the few surviving breeds of the original Grey Mountain breeds, which were once very common in the Alps (Figure 4). The breed
573
has a good potential for milk and beef production (Table 4) and is well adapted to higher alpine conditions. It was also used for draught purposes. Cows have a height of 125±130 cm and a weight of 550 kg, bulls 135±140 cm and 900±1000 kg. The Grey Alpine is the Italian variant and is kept in the neighbouring province of Bolzano. There is close co-operation with the Tyrol Grey, with an active AI service. A high frequency of k-casein B is well appreciated by the cheese factories. In Switzerland the Raetian Grey Cattle are a restored subgroup of the former numerous Grey cattle living in the high Alps. Another group of Grey cattle in Italy, in the Balkan countries and in Southern Russia is of Podolian origin. The Modicana breed belongs to this group and is mainly kept in Sicily with a substrain on the Sardi Island. This breed is of unicoloured red and known for its heat tolerance. Cinisara is another Italian breed of Podolian origin. In Croatia and Yugoslavia the Istrian breed is still kept for draught purposes. Milk production is on a low level. There is some infusion of Romagnola, a beef strain from Italy. The Ukrainian Grey is a minor breed with dual-purpose use, as also is the Romanian Steppe cattle. The Turkish Grey has the same roots and is kept for milk production. There is some infusion of Brown cattle in most of these local landrace type of cattle and the survival of all these breeds is not guaranteed.
Further Breeds of Regional Importance Europe
Figure 4 Grey cow ``Falk'', born 1994. Breeder: E. Scheiber, Obergurgl, Tyrol, Austria. Average yield: 2 lactations: 4710 kg milk, 3.66% fat, 3.08% protein. Picture taken at the home pasture 2000 m above sea level. (Photograph courtesy of ZV Innsbruck.)
The Normande breed is a local breed of the Normandy, established around 1850 from local strains with the infusion of Shorthorn and Brown cattle. It is a typical dual-purpose breed (Table 5) with heavy cows (750 kg in weight and 140 cm in height, bulls 1100 kg and 152 cm). The colour pattern varies from big splashes to small spots in an irregular dark red to brown brindled coat. The Normande breed can also be found in parts of South America, such as Columbia and Uruguay. Yellow cattle (Gelbvieh, Gelbe Franken) are a local breed in Germany (Figure 5). Their origin was in local red strains, consolidated in the second half of the nineteenth century by means of solid-coloured
Table 4 Milk records of Grey cows in 1998 Country
Breed
Number of recorded cows
% of recorded cows in country
Milk yield (kg)
Fat (%)
Protein (%)
Austria Italy Italy
Tyrol Grey Grey Alpine Modicana
2996 6061 3659
1.0 0.8 0.5
4299 4472 3053
3.88 3.80 3.58
3.21 3.33 3.43
Reproduced with permission from International Committee of Animal Recording (2000).
574
DAIRY ANIMALS/Minor and Dual-Purpose Bos taurus Breeds Table 5 Milk records of other breeds in 1998 Country
Breed
Number of recorded cows
% of recorded cows in country
Milk yield (kg)
Fat (%)
Protein (%)
Belgium Belgium Finnland France Germany Italy Australia Canada
Blanche/Rouge Bleu Belge Finn Normande Yellow Valdotaine Illawarra Canadian
17 040 2 388 2 644 286 307 11 800 6 129 12 621 212
10.4 1.5 1.0 10.6 0.3 0.8 1.5 0.01
5675 4362 5789 5069 5085 3253 5032 5423
4.09 3.65 4.51 4.41 4.11 3.55 4.05 4.28
3.37 3.25 3.39 3.41 3.49 3.25 3.43 3.63
Reproduced with permission from International Committee for Animal Recording (2000).
Figure 5 Gelbvieh cow ``Nolte'', born 1995. Breeder: F. Roeder, Markt-Bibart, Bavaria. Average yield: 3.3 years: 6314 kg milk, 3.93% fat, 3.43% protein. (Photograph courtesy of ZV Wuerzburg.)
Simmental and Shorthorns. Until 1940 oxen for draught purposes were one of the main products. Today Yellow cattle are a beef-specialized dualpurpose breed. Intensive use of AI has led to genetic improvement of both milk and beef traits (Table 5). Local strains of Yellow cattle are Limpurger and Glan in Germany, which were recently restored. In Austria Murbodner, Waldviertel and Carinthian Blond belong to this family. The Herens is an ancient Alpine breed, kept in the Swiss canton of Wallis, in the Haute Savoie in France and in neighbouring Italy. Cows are of brownishblack to red-brown solid colour and famous for their ®ghting to determine the ranking order. Substrains of the Herens are the Evolenard, the Aosta Chestnut and the Aosta Black Pied, a colour-marked variety in Italy. The Tarantaise is a solid-coloured (reddish to wheat with eel-stripe) breed in south-eastern France, originating from the Massif Central and well adapted to rough conditions; is also kept in North Africa.
The Pirenaica is a local breed in the Spanish± French Basque region with regional importance. It is related to the French BeÂarnaise. Asturian Mountain is a local breed in the Cantabrian mountains of northern Spain, which is well adapted to unfavourable conditions; the coat colour is fawn to reddishbrown. Galician Blond is supposed to be the origin of Minorca and Canary Island cattle, which are ancestors of the Criollo cattle in South America. The Mirandesa breed is kept in north-eastern Portugal and is used for triple purpose. The cows have a brown coat, long horns and with a height of 135± 140 cm the breed is quite large. There are relationships to other breeds: Maronesa, Arouquesa and Verinesa in Spain. Asia
Of the original breeds in the Caucasus region, only the Mingrelian Red in Georgia, the East Anatolian Red and East Anatolian Black in Turkey are left, but infusions with Brown Swiss, Simmental and Friesian are quite common. In the Near East the Baladi breed is the basis of many local strains: Oksh or Arab in the Lebanon, Bedouin in Saudi Arabia, Jaulan in Syria and the Golan. The Damascus breed in Syria has the highest milk potential. Four varieties of Egyptian cattle exist: Damietta, Baladi, Maryute and Saidi. These are kept in distinct regions of the country and are also used for draught work. In most of the countries the local breeds are used for crossing with European breeds. Today the Turano-Mongolian breeds of Central Asia have only a few strains: the Kalmyk near the Caspian Sea, Yakut in Siberia and Kazakh in Kazakhstan, Uzbekistan and Kirghizia. Mongolian, Menggu and Tibetan are authentic breeds, kept in Mongolia and Northern China. The Caujen Red is the result of crossings with Shorthorn and the Sanhe with Simmental. Most of these breeds are kept for triple purpose.
DAIRY ANIMALS/Minor and Dual-Purpose Bos taurus Breeds Africa
North Africa is a region with a long history of keeping cattle. Strains of the native Brown Atlas breed exist in Morocco, Algeria and Tunisia. There are also the Guelma breed and Libyan Shorthorn. Based on these local cattle different European breeds (Tarantaise, MontbeÂliard, Brown Swiss and Friesians) were used for upgrading. The N'Dama is one of the native taurine breeds in West Africa, going back to ancient times. The centre of development of this triple-purpose breed is Guinea, and this Longhorn breed has spread all over the region because of its trypanosome tolerance. The Guinea N'Dama with its brown colour is well known. It is also found in Mali, Senegal, Sierra Leone and Liberia. The Gambian N'Dama is of white colour and smaller in size. Several breeds in the region are N'Dama � zebu crosses, like the Djakore in Senegal and the Bambara in Mali. The West African Shorthorn is another taurine breed group with long history in Nigeria, Senegal, Gambia, Liberia, eastern Ghana, Togo and Benin. A savannah and a dwarf variety are found, both of which are trypanosome resistant.
575
(Ayrshire) and today semen from Swedish Red-andWhite and Red Holstein is used. The breed is of solid red colour and is known for a high fat and protein level in the milk.
Summary Dual-purpose breeds have in certain parts of the world an important share of milk and beef production, especially in Europe. Minor breeds are of local or regional importance and some of them are endangered. Public support is needed to maintain the speci®c advantages of these breeds for a sustainable cattle production. In the future speci®c commercial crossbreeding or genetic manipulation could employ speci®c characteristics, like milk proteins, mastitis resistance or stong hoofs. Despite the technological progress in the highly developed countries, genetic diversity should be maintained for future generations. See also: Dairy Animals: Major Bos taurus Breeds. Mammals.
The New World
Further Reading
There are some cattle breeds going back to the early settlements in the ®fteenth century. They have their origins in Spain, Portugal and the Canary Islands and are mostly called Criollo. The Cuban Criollo are still numerous and used for triple purpose, while Haitian and Dominican Criollo have mostly been absorbed by European breeds. Tropical Dairy Criollo was recently established in Costa Rica with animals from Nicaragua and Honduras. The Limonero in Venezuela, Costena con Cuernos, Romosinuano and Blanco Orejinegro in Columbia are triple-purpose Criollos. Criollos are also found in the high Andes (Sierra Criollos) and in Brazil (Caracu, Yakumeno). While the Criollos are adapted to the speci®c conditions, their milk production is not suf®cient. This is the main reason that most of them are endangered and that nowadays they become absorbed in crosses with Holstein, Brown Swiss and zebu. The Canadian is the oldest breed in North America, mainly located in the province of Quebec. Its roots go back to the cattle imported by French settlers around 1610, originally from northern France (Brittany and Normandy). The colour is dark brown to black and milk production is medium (Table 5). The Illawarra in Australia is considered to be an authentic breed, going back to Shorthorn stock from Durham, originally imported around 1820. The breed was developed with some foreign genes
Averdunk G, Gottschalk A, Putz M and Rosenberger E (2001) Fleckvieh: Entwicklung zu einer Weltrasse. Munich, Germany: BLV-Verlag. Becker RB (1973) Dairy Cattle Breeds, Origin and Development. Gainesville: University of Florida Press. Briggs HM and Briggs DM (1980) Modern Breeds of Livestock. New York: Macmillan. European Association of Animal Production: Animal Genetic Data Bank ± http://www.tiho-hannover.de/ einricht/zucht/eaap/index/htm FAO (1981) Animal Genetic Resources Conservation and Management. FAO Animal Production Health Paper 24. Rome: FAO. FAO (1995) World Watch List for Domestic Animal Diversity, 2nd edn. (ed. Scherf BD). Rome: FAO. FAO: Global Domestic Animal Diversity Information System ± http://dad.fao.org/dad-is/data/index.htm Felius M (1985) Genus Bos: Cattle Breeds of the World. Rahway: MSD-Agvet. Felius M (1996) Cattle Breeds: An Encyclopedia. Doetinchem, The Netherlands: Misset. Friend I (1978) Cattle of the World. Poole: Blandford Press. Fries R and Ruvinsky A (1999) The Genetics of Cattle. Wallingford: CAB International. Haring F, Hammond J and Johannson I (1961) Handbuch der TierzuÈchtung, vol. 3, Rassenkunde. Hamburg, Germany: Paul Parey. International Committee for Animal Recording (2000) Yearly Inquiry on the Situation of Milk Recording in Member Countries: Results 1998±1997±1996. Paris: Institute de L'Elevage.
576
DAIRY ANIMALS/Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses
KraÈusslich H (1981) Rinderzucht, 6th edn. Stuttgart, Germany: Ulmer. Mason IL (1988) A Dictionary of Livestock Breeds, 3rd edn. Wallingford: CAB International. Oklahoma State University ± http://www.ansi.okstate.edu/ breeds/cattle/ Porter V (1990) Cattle: Handbook to the Breeds of the World. London: Christopher Helm. Rouse JE (1970) World Cattle, vols. 1 and 2. Norman: University of Oklahoma Press. Sambraus HH (1986) Atlas der Nutztierrassen. Stuttgart, Germany: Ulmer. Simon DL and Buchenauer D (1993) Genetic Diversity of European Livestock Breeds. EAAP Publication no. 66. Wageningen, The Netherlands: Wageningen Pers. È sterreichische RinderStoÈckl H (1998) Pinzgauer: Eine O rasse mit Tradition. Maishofen, Austria: Arbeitsgemeinschaft Pinzgauer RinderzuchtverbaÈnde.
Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses F E Madalena, Federal University of Minas Gerais, Brazil Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Bos indicus breeds have special adaptations to tropical environments that may be conveniently used for dairy production. The crosses between them and Bos taurus show increased production while retaining adaptation. The biological, economic and practical aspects of the utilization of these animals are discussed in this article and a brief description of the main breeds is given. Domestic cattle belong to the genus Bos of the order Artiodactyla, suborder Ruminantia, family Bovidae, subfamily Bovinae, tribe Bovini. Bos taurus L., the common cattle of temperate countries, and Bos indicus L., the zebu, are believed to have originated in the Neolithic from the aurochs or wild ox (Bos primigenius), and were probably separated by domestications in the Near East and Baluchistan. Bos indicus is characterized by a pronounced hump, which is present in both sexes but more
pronounced in the males; long, wide ears; a large dewlap; and an abdominal skinfold, including a large sheath in males. Wide variation exists both between and within breeds in the size of these features. Most breeds are horned, with horns varying in size and shape, but polled varieties exist. Most breeds are white, grey or red in colour, with ample variation in shade and colour pattern. Their bellowing call is very characteristic and distinct from that of Bos taurus. Both Bos taurus and Bos indicus have 30 pairs of chromosomes. The 29 autosomes are acrocentric and the X sex chromosome is submetacentric in both species. However, the morphology the Y chromosome is submetacentric in Bos taurus but acrocentric in Bos indicus. Chromosome pairing abnormalities at meiosis have been reported in male hybrids. However, hybrids are fertile. A high proportion of young hybrid bulls have been considered inadequate for frozen semen production (ranging from 0.36 to 0.50 in three programmes in Brazil and India). Nonetheless, the fertility of hybrid bulls in natural mating has been generally higher or equal to that of pure Bos taurus or pure Bos indicus bulls. Fertility of hybrid cows has been generally higher than that of purebreds. Although Bos indicus breeds have a long gestation period (a mean of 289 days in several breeds), the cows are able to limit the birth weights of their calves, so they have practically no calving dif®culties. Mean birth weights in the Gir are 24 kg for males and 23 kg for females and, in the Guzera, 28 and 27 kg. The absence of calving dif®culties has been reported even for primiparous Bos indicus cows carrying calves sired by bulls of large Continental Bos taurus breeds. Bos indicus cattle have a particular behaviour. They are affectionate animals if frequently handled as, for example, in the Indian subcontinent, where they are often housed next to humans. However, in the less densely populated areas of Latin America, they may be more dif®cult to handle. In pastures, they tend to herd together in a very gregarious manner. Cows need to be stimulated by the presence of the calf for milk letdown.
Main Bos indicus Dairy Breeds Although breed differences in dairy traits have not been well documented in comparative trials, some breeds have a reputation as dairy animals. Brief descriptions of some of them are given below. Production characteristics in India, Pakistan and Brazil are given in Table 1. It should be emphasized that the data for each breed are not comparative
576
DAIRY ANIMALS/Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses
KraÈusslich H (1981) Rinderzucht, 6th edn. Stuttgart, Germany: Ulmer. Mason IL (1988) A Dictionary of Livestock Breeds, 3rd edn. Wallingford: CAB International. Oklahoma State University ± http://www.ansi.okstate.edu/ breeds/cattle/ Porter V (1990) Cattle: Handbook to the Breeds of the World. London: Christopher Helm. Rouse JE (1970) World Cattle, vols. 1 and 2. Norman: University of Oklahoma Press. Sambraus HH (1986) Atlas der Nutztierrassen. Stuttgart, Germany: Ulmer. Simon DL and Buchenauer D (1993) Genetic Diversity of European Livestock Breeds. EAAP Publication no. 66. Wageningen, The Netherlands: Wageningen Pers. È sterreichische RinderStoÈckl H (1998) Pinzgauer: Eine O rasse mit Tradition. Maishofen, Austria: Arbeitsgemeinschaft Pinzgauer RinderzuchtverbaÈnde.
Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses F E Madalena, Federal University of Minas Gerais, Brazil Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Bos indicus breeds have special adaptations to tropical environments that may be conveniently used for dairy production. The crosses between them and Bos taurus show increased production while retaining adaptation. The biological, economic and practical aspects of the utilization of these animals are discussed in this article and a brief description of the main breeds is given. Domestic cattle belong to the genus Bos of the order Artiodactyla, suborder Ruminantia, family Bovidae, subfamily Bovinae, tribe Bovini. Bos taurus L., the common cattle of temperate countries, and Bos indicus L., the zebu, are believed to have originated in the Neolithic from the aurochs or wild ox (Bos primigenius), and were probably separated by domestications in the Near East and Baluchistan. Bos indicus is characterized by a pronounced hump, which is present in both sexes but more
pronounced in the males; long, wide ears; a large dewlap; and an abdominal skinfold, including a large sheath in males. Wide variation exists both between and within breeds in the size of these features. Most breeds are horned, with horns varying in size and shape, but polled varieties exist. Most breeds are white, grey or red in colour, with ample variation in shade and colour pattern. Their bellowing call is very characteristic and distinct from that of Bos taurus. Both Bos taurus and Bos indicus have 30 pairs of chromosomes. The 29 autosomes are acrocentric and the X sex chromosome is submetacentric in both species. However, the morphology the Y chromosome is submetacentric in Bos taurus but acrocentric in Bos indicus. Chromosome pairing abnormalities at meiosis have been reported in male hybrids. However, hybrids are fertile. A high proportion of young hybrid bulls have been considered inadequate for frozen semen production (ranging from 0.36 to 0.50 in three programmes in Brazil and India). Nonetheless, the fertility of hybrid bulls in natural mating has been generally higher or equal to that of pure Bos taurus or pure Bos indicus bulls. Fertility of hybrid cows has been generally higher than that of purebreds. Although Bos indicus breeds have a long gestation period (a mean of 289 days in several breeds), the cows are able to limit the birth weights of their calves, so they have practically no calving dif®culties. Mean birth weights in the Gir are 24 kg for males and 23 kg for females and, in the Guzera, 28 and 27 kg. The absence of calving dif®culties has been reported even for primiparous Bos indicus cows carrying calves sired by bulls of large Continental Bos taurus breeds. Bos indicus cattle have a particular behaviour. They are affectionate animals if frequently handled as, for example, in the Indian subcontinent, where they are often housed next to humans. However, in the less densely populated areas of Latin America, they may be more dif®cult to handle. In pastures, they tend to herd together in a very gregarious manner. Cows need to be stimulated by the presence of the calf for milk letdown.
Main Bos indicus Dairy Breeds Although breed differences in dairy traits have not been well documented in comparative trials, some breeds have a reputation as dairy animals. Brief descriptions of some of them are given below. Production characteristics in India, Pakistan and Brazil are given in Table 1. It should be emphasized that the data for each breed are not comparative
DAIRY ANIMALS/Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses 577 Table 1 Noncomparative means in Bos indicus breeds Breed
Age at ®rst calving (months)
Calving interval (months)
Lactation yield (kg)
Lactation length (days)
Milk fat (%)
Indiaa Gir Kankrej Rath Red Sindhi Sahiwal Tharpharkar
47 47 40 42 40 49
15.7 16.2 19.3 14.7 15.0 14.9
1403 1850 1931 1605 1718 1659
257 351 331 284 283 280
Ð Ð Ð Ð Ð Ð
Brazilb Gir Guzera
45.2 (6911) 44.2 (575)
16.1 (15 365) 14.9 (1040)
2778 (27 431) 2400 (2298)
291 (27 431) 285 (2298)
4.6 (16 771) 4.9 (851)
Pakistanc Sahiwal
44.0 (4601)
15.3 (13 951)
1522 (17 292)
256 (17 469)
4.5 (293)
a
Taneja VK and Bhat PN (1986) Proceedings of the 3rd World Congress on Genetics and Applied Livestock Production 9: 73±91. Mature equivalent milk yield. Martinez ML, Verneque RS and Teodoro RL (2000) Proceedings of the 3rd Brazilian Symposium on Animal Breeding, pp. 226±231. c Philipsson J (1992) FAO Animal Production and Health Paper no. 104, pp. 129±155. Number of observations are in parentheses. b
because they have been obtained from cattle in different environments; as a result, breed and environmental differences are confounded. However, the data give an indication of the mean production traits involved. Gir
This breed is predominantly red and white in colour, with patterns varying from solid to mottled and shades from yellowish to dark red (Figure 1). The animals display a very characteristic broad, prominent forehead, with horns curving downwards, backwards and outwards and then upwards. A herd book for a polled variety exists in Brazil. The ears are long and pendulous and the temperament is generally tranquil. The breed is found on the central west coast of India. It has been exported to Brazil, where it is considered to be the main Bos indicus dairy breed, with some 7000 animals of both sexes being registered each year. It is also found in other countries, including Colombia and the United States. Frozen semen sales in Brazil amount to 344 000 doses per year, 76% of which is milking Gir. The Brazilian Milking Gir Breed Society (ABCGIL) and the Federal Research Organization (EMBRAPA) have run a conventional progeny-testing programme of approximately 10 bulls per year since 1985. Genetic evaluations are based on animal model best linear unbiased prediction (BLUP) methods. As a matter
Figure 1 Gir females. Courtesy of Beef Milk Brasil Marketing, Brazil.
578
DAIRY ANIMALS/Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses
Figure 2 Guzera female. Courtesy of Beef Milk Brasil Marketing, Brazil.
of interest, the record milk yield was 15 126 kg in a 361-day lactation. Guzera/Kankrej
Predominantly light to dark grey in colour, this breed has characteristically lyre-shape horns (Figure 2). Animals are tall and the ears are shorter than in the Gir and not as pendulous. Animals of this breed display an attentive, active temperament. The Guzera is a Brazilian breed derived from the Kankrej, an Indian breed found in Gujarat. These cattle are remarkably similar to those depicted in a famous Mohenjo-Daro seal dating from more than 2000 BC. The Guzera has been exported to other countries of Latin America and Africa. Along with the Nelore and the Gir, it was the most important founder breed of the Brahman. In Brazil, about 6000 animals of both sexes are registered per year and semen sales amount to 134 000 doses per year, 23% of which is from the dairy improvement programme. The breed has a conventional progeny-testing of approximately six bulls per year, coupled with a multiple ovulation and embryo transfer (MOET) selection nucleus of 12 donors per year, run with technical support from the Federal University of Minas Gerais. The genetic evaluations are run by EMBRAPA, using modern statistical methods (animal model±BLUP). Rath
This horned breed is white and grey in colour and is found in Rajasthan State in India. Red Sindhi
This breed is generally solid red, horned and of small size. The udders tend to be pendulous and the teats
Figure 3 Sahiwal female, Punjab Province, Pakistan. (Photograph courtesy of JW Fuquay.)
are large. Originally from Pakistan, it is now found in many countries. Blood-group studies suggest that it might be related to the Gir and Sahiwal. The breed has a reputation for hardiness. Sahiwal
The Sahiwal is usually various shades of red to brown, with varying white markings (Figure 3). Originaly from Pakistan, it may have in¯uences from the Gir and Red Sindhi. It is now an international breed found in many countries. The number of animals worldwide has been reported to be in the order of 15 000, of which 4000 are breeding females. Tharparkar
Usually white or grey, with lyre-shaped horns, the Tharparkar is strongly built and short-legged. Found in Hyderabad Sindh Province, India, it has been interbred with the Kankrej, Red Sindhi and Gir. Its original habitat is arid and the breed is considered to be a good milker under poor feeding conditions; it is also used for work and has a reputation for resistance to draught. The breed has been exported to several countries.
New Synthetic Bos taurus 3 Bos indicus Breeds Countless attempts have been made and continue to be made to develop new synthetic breeds from Bos taurus � Bos indicus crosses. When evaluating these efforts, it should be borne in mind that successful development of new composite breeds requires a combination of genetic soundness, operational
DAIRY ANIMALS/Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses 579
effectiveness and commercial organization. Genetic soundness involves the appropriate choice of breeds and breed composition; the avoidance of inbreeding, which requires the use of large populations and an adequate breeding programme, based on progeny testing or, more recently, MOET nucleus selection schemes; scienti®cally based methods of genetic evaluation, such as animal model±BLUP or formerly herd mate comparisons; appropriate de®nitions of economic selection objectives and criteria; and optimization of generation intervals. Operational effectiveness is rare in the public organizations of developing countries while commercial breeders have tended to place too much emphasis on traditional show-ring competitions and other ineffective methods of genetic improvement. For example, due perhaps to the in¯uence of the Santa Gertrudis (an early new tropical synthetic beef breed that met with commercial success worldwide), several populations have been based on a 58 Bos taurus � 38 Bos indicus cross, although there is no experimental demonstration of that fraction being superior. The combination of large-scale investment and managerial/ commercial organization required for optimal results in the development of tropical dairy breeds is not yet been available. Some tropical dairy breed development programmes are brie¯y described below. Noncomparative means for dairy traits are shown in Table 2.
Australian Milking Zebu (AMZ)
This was the result of an experimental programme, conducted by CSIRO in Badgery's Creek, northern New South Wales, that examined the possibility of developing a productive breed adapted to tropical stresses. The Australian Milking Zebu (AMZ) (Figure 4) was founded on a very small base of three male and ®ve female Sahiwal and four male and four female Red Sindhi animals, introduced from Pakistan in 1952. The ®rst stage (1956±67) consisted of producing a herd of 270 F1 to F3
Figure 4 Australian milking Zebu females, Sultan Qaboos University, Oman. (Photograph courtesy of JW Fuquay.)
Table 2 Noncomparative means in new composite Bos taurus � Bos indicus breeds Breed
Number of herds
Number of lactations
Lactation yield (kg)
Lactation length (days)
Milk fat (%)
Australian Milking Zebua Australian Friesian Sahiwalb Brazilian Milking Hybridc Brazilian Milking Hybridd Carorae Girolandof Jamaica Hopeg Mambih Siboneyh Sunaninii
Ð 27 14 23 19 153 12 Ð 2 Ð
651 269 6 092 2 321 13 527 12 610 2 158 11 515 8 040 2 072
1763 2342 2549 1793 2701 3335 2737 2873 2606 2194
262 Ð Ð 248 267 280 Ð 300 262 Ð
4.5 4.2 Ð 3.4 Ð Ð 4.7 3.5 3.6 Ð
a
Franklin I (1983) Proceedings of the 1st Brazilian Symposium on Tropical Dairy Cattle Breeding, pp. 331±347. Alexander GI, Reason GK and Clark CH (1984) World Animal Review 51: 27±34. c Elite herds, mature equivalent yields. d Herds for progeny-testing. Mostly ®rst-lactations, 305-day yield. Madalena FE (2000) Indian Committee for Animal Recording Technical Series 3: 365±379. e 305-day yield. Morales F, Blake RW, Stanton TL and Hanh MV (1989) Journal of Dairy Science 72: 2161±2169. f Menezes CRA (2000) Proceedings of the 3rd Brazilian Symposium on Animal Breeding, pp. 222±225. g 305-day yield. Wellington KE and Mahadeven P (1975) World Animal Review 15: 21±32. h All lactations. Lopez D (1989) Brazilian Journal of Genetics 12(3)(supplement): 231±240. i Unnithan NR, Kishan BN and Kishore G (2000) Indian Committee for Animal Recording Technical Series 3: 469±477. b
580
DAIRY ANIMALS/Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses
Bos indicus � Jersey females at the ®eld station. A high incidence of short lactations in the ®rst cross (70%) was reduced to less than 10% after three generations of strict selection. A second stage was based on progeny-testing of young bulls from topyielding cows in cooperating herds of predominantly Jersey breeding, selecting from the crossbred population. The Bos indicus gene fraction stabilized at around 0.25. The breeding programme consisted of producing 30±40 candidate bulls per annum, after three independent successive stages of selection: 1. Approximately half (i.e. 20) were selected for heat tolerance assessed in a climatic room. 2. Approximately half of these (i.e. 10) selected for tick resistance under arti®cial infestation. 3. The best one on progeny-testing for milk yield, provided it was adequate for frozen semen production. The programme showed that it was possible to select simultaneously for milk yield and adaptation so that, in about 20 years, the animals had reached the milk yield of the Jersey base population but with increased heat tolerance and tick resistance. Australian Friesian Sahiwal (AFS)
The Australian Friesian Sahiwal (AFS) was developed by the Queensland Department of Primary Industries from a closed population of half-bred Friesian � Sahiwal, the latter having the same origin as in the AMZ. Emphasis was on milk yield and tick resistance; it was not considered necessary to test for heat tolerance because the climate was considered stressful to Bos taurus dairy cattle. The programme was initiated in 1961 by crossing Sahiwal � Bos taurus dairy breeds, but only the Friesian crosses were retained. A small nucleus Sahiwal herd was developed, including testing of Sahiwal sires with Bos taurus cross progeny. Progeny testing of AFS sires of F2 or a higher generation commenced in 1976, also with selection for tick resistance. The AFS females were kept at the Kairi Research Station near Atherton, in Queensland, and with loan cooperating farmers. The cow population was more than 2000 strong in 1982. A MOET selection nucleus scheme was adopted at a later stage. A similar fast elimination of short lactations by selection was observed, as in the AMZ. However, such a high incidence of short lactations as found in the AMZ and AFS has not been found elsewhere, so this might have been inherent to
the small sample in the Bos indicus founders of the Australian breeds. Brazilian Milking Hybrid (MLB)
The Brazilian Milking Hybrid (MLB) (Figure 5) was the results of a research and development programme conducted by the National Dairy Cattle Centre of the Federal Research Organization of Brazil (EMBRAPA), with the assistance of the Food and Agriculture Organization's United Nations Development Programme (FAO/UNDP). Its main objective was to obtain estimates of heritabilities and genetic correlations on the dairy, reproduction, growth and adaptation traits needed to design breeding programmes for synthetic dairy cattle breeds suitable for the dairy production systems of the Brazilian tropics. The programme operated through the progeny-testing of approximately 10 young bulls per annum, selected for their genetic value for milk, irrespectively of breed composition, coat colour or type. Thus, the population was a multibreed composite, re¯ecting the situation of the local cattle population of 7.5 million hybrid cows that varied widely in their Bos taurus and Bos indicus composition. The predominant breeds were the Holstein±Friesian, Gir and Guzera, but several other breeds were also represented in the gene pool. The programme ceased after progeny-testing 121 bulls for milk yield and composition between 1977 and 1994. Results are being analysed. The genetic correlations between tick burden and yields of milk, fat or protein were low (0.06 to ÿ0.14) indicating that there is no important antagonism between yield and resistance. Carora
Of®cially a breed since 1975, the Carora originated in 1935 from crosses of Brown Swiss and Criollo in a private farm in northeastern Venezuela. Other Bos taurus and Bos indicus breeds also had some in¯uence in its formation, the later increasing its contribution over time. Carora animals have a coat colour similar to the Brown Swiss. The breed is some 6000 animals strong and has a breed society responsible for registration and the conducting of a sire progeny-testing scheme with the assistance of the University of Milan. Girolando
This commercial breed (Figure 6) is nominally composed of 58 Holstein±Friesian � 38 Gir, although, in practice, other breeds intervene in its foundation
DAIRY ANIMALS/Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses 581
Figure 5 Brazilian Milking Hybrid (MLB) females. Courtesy of Beef Milk Brasil Marketing, Brazil.
and the 58 fraction has been somewhat relaxed. Animals are horned and usually black and white, with various colour patterns, including mottled. The breed society is of®cially responsible for keeping the herd book and also commenced a small-scale sire progenytesting programme. It registers some 7000 animals of both sexes per year and semen sales amount to 44 000 doses per year. Jamaica Hope Figure 6 Girolando female. Courtesy of Beef Milk Brasil Marketing, Brazil.
This was one of the earliest and most famous attempts to develop a tropical dairy cattle breed. The
582
DAIRY ANIMALS/Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses
Government of Jamaica established a dairy herd at the Hope Farm, near Kingston, where several dairy breeds were tested (Ayrshire, Brown Swiss, Guernsey, Holstein±Friesian, Jersey and Red Poll and creole and zebu crosses). A Sahiwal bull was imported from India in 1920. Breeds were successively dropped. In 1943, the second phase was begun by importing Jersey bulls and using Jersey � Sahiwal crossbred bulls and cows of breed composition varying from 34 to 18 Jersey genes and testing sires on progeny performance. In 1952 the Holstein±Friesian breeding was terminated because grade Jerseys were considered superior in their culling rates, age at ®rst calving and milk production per hectare. In 1950 the herd was moved to another farm, Bodles Station. In 1952 the breed received of®cial status and a breed society was formed, including the Bodles Station herd and animals of similar genotype in private farms. The breed stabilized at about 80% Jersey inheritance, 15% Sahiwal and 5% Holstein±Friesian. A national milkrecording scheme was implemented. Selection was based on production performance and fertility, with no conscious selection for colour or type. However, the programme suffered from the lack of a larger population on which to test more young bulls with suf®cient numbers of daughters. Some 50 breeders were involved but the enthusiasm was reported to be less than that required for stronger breed development. Siboney
This 58 Holstein � 38 nondescript Bos indicus composite breed was developed under the national crossbreeding policy of Cuba. Some 7500 cows have been involved in this project. The breed development involved intensive selection of 14 Holstein � 3 4 Bos indicus females, inseminated with Holsteins of Canadian origin to produce the 58 Holstein grades, which were then mated among themselves (inter se). A conventional sire progeny-testing programme was superimposed onto this crossbreeding scheme. A related breed, the Mambi, inter se of 34 Holstein � 14 Bos indicus composition, was developed on similar lines. Sunandini
A 58 Brown Swiss � 38 local Bos indicus was developed in Kerala State by an Indo-Swiss project started in 1963. Half-breds and 34 Brown Swiss were crossed to produce the 58 Brown Swiss crosses. The Brown Swiss base consisted of 33 sires and 45 cows. American Brown Swiss, Holstein and Jersey genes
have also been introduced recently. The Indo± Swiss project evolved into the Kerala Livestock Development Board, which initiated a sire progenytesting programme in 1977. This required the development of ®eld performance and pedigree recording. Some 4000±5000 animals are registered annually and milk quantity is recorded on about 2300 cows.
Bos indicus 3 Bos taurus Crosses Breeds/Crosses and Production Systems
Bos taurus breeds, highly selected for milk yield in developed temperate countries, do not perform well under the prevailing production systems in the tropics, where they are unable to cope with the stresses of heat, humidity, parasites and low-quality forages, to the point of being unable to sustain their numbers. For example, in Venezuela, it was estimated that imported and locally born Holstein cows produced only 0.6 and 0.7 replacement females respectively in their lifetimes. Bos indicus breeds, on the other hand, while adapted to the environmental challenges, showed little response in milk yield to improved management. Thus, the main interest in crossing is to combine milk yield and adaptation. Use of purebred Bos taurus has been advocated for dairy systems that use coolers and ponds to alleviate heat and freestalls or other types of buildings to keep the cattle indoors. However, these expensive systems are not generally economic in developing countries, where capital is scarce and unemployment severe, favouring systems with a lower input. Also, systems based on high concentrate consumption are not feasible if cows are competing with humans for cereals. On the other hand, improved systems based on pasture may be extremely ef®cient economically although, in these conditions, milk yield per cow is not as high as in temperate countries. As an example, a model private farm in Brazil, keeping F1 Holstein � Guzera crosses on irrigated, fertilized pasture and feeding 3 kg concentrates dayÿ1, had a production cost US$0.08 lÿ1, which is extremely low on a world basis. This result was due mainly to the high stocking rate of 4.2 cows haÿ1 and to the low input in terms of machines, buildings and veterinary costs. Solar radiation, which might be seen as a hindrance for dairy production, is in fact the main asset of tropical systems, because it allows intense photosynthesis and plant growth; however, to make good use of it, adapted animals are required.
DAIRY ANIMALS/Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses 583 Adaptation Traits
Milking Traits
Bos indicus tolerates heat better than Bos taurus, and this is re¯ected in a lower rise of body temperature under hot conditions. This tolerance is due to the high heat resistance of their sleek, dense coat, which prevents heat gain from the environment; low tissue resistance to heat transfer from the body core to the surface; and high sweating competence. Humidity has no adverse effect on Bos indicus sweating rate, while water vapour trapped in the air spaces between the hairs of Bos taurus impedes evaporation. Bos indicus can also store heat during the day and then dissipate it nonevaporatively at night, thus reducing the need for watering. Dry matter intake relative to body weight is higher in Bos indicus than in Bos taurus when coarse forages are fed, but the contrary holds for good-quality forages. The greater ability of Bos indicus to recycle urea to the rumen makes it less dependent on feed nitrogen. For Bos indicus net energy requirements for maintenance are lower than in Bos taurus, but requirements for growth are higher. Bos indicus is also highly resistant to parasites. In Bos taurus � Bos indicus crosses of up to 50% Bos taurus gene fraction, resistance to environmental stresses approaches that of Bos indicus, but it is much reduced above that level of Bos taurus inheritance. For example, burdens of the tick Boophilus microplus increase exponentially with the Bos taurus fraction in the cross. Survival, reproduction and herd-life are generally higher at intermediate gene fractions of both species. Some examples of the effects of crossbreeding on adaptation traits are shown in Table 3.
The rate of milk ¯ow decreases linearly with the Bos indicus gene fraction in crosses; this may be due to a tauter teat sphincter, because the ease of handmilking follows a similar trend. The temperament of Bos taurus is better but crosses of up to 12 Bos indicus are considered docile by milkers. Short lactations are a major problem in tropical dairy production because of the consequent increase in the proportion of dry cows in the herd. Crosses with a high fraction of Bos taurus have a high incidence of short lactations caused by underfeeding and environmental stresses. Crosses with a high fraction of Bos indicus also have a high incidence of short lactations but these are genetically determined. Removal of the calf causes drying-off in these cows and gestation has a greater adverse effect on milk yield than in Bos taurus cows. Lactation length has a heritability of the same order of magnitude as milk yield in Bos indicus or Bos taurus � Bos indicus breeds and also displays important heterosis effects. In crosses with improved dairy Bos indicus breeds, such as the Gir or the Guzera, the F1 generations usually show a lower incidence of short lactations when milked by hand, either with or without the calf stimulus for milk letdown, and also when machinemilked in the presence of the calf. Whether F1 cows may be machine-milked without the presence of the calf is an open question, i.e. the proportion drying-off is not well documented nor is there consensual opinion among farmers in this respect, whereas it is accepted that Bos taurus grades of 34 or higher have no problems. F2 or other inter se crosses behave similarly to the high Bos indicus grades.
Table 3 Adaptation traits in Holstein±Friesian � Guzera crosses Holstein±Friesian gene fractiona
Boophilus microplus (ticks per animal)b Dermatobia hominis (nodes per animal)b Age at ®rst calving (months)c Heifer calf mortality to 1 year (%)d Heifers died/22-month-old heifers (%)e Cows died/22-month-old heifers (%)e Females calving/22-month-old heifers (%)e Number of lactations in 12 yearse a
1 4
1 2
5 8
3 4
7 8
� 31 32
44 4.2 44.3 12.4 3.0 10.5 89.6 3.8
71 4.3 39.1 8.0 1.5 13.7 95.5 6.0
151 3.9 47.5 18.7 9.1 19.7 81.8 3.6
223 8.8 42.7 8.9 10.4 25.4 88.1 4.5
282 7.3 46.4 13.9 14.1 42.2 85.9 3.7
501 8.4 44.2 21.1 23.4 37.5 71.9 3.2
All crosses by purebred sires excepts for the 58 obtained by inter se matings of sires and dams of that fraction. Madalena FE (1990) Proceedings of the 4th World Congress on Genetics and Applied Livestock Production 14: 310±319. c Lemos AM, Madalena FE, Teodoro RL, Barbosa RT and Monteiro JBN (1992) Brazilian Journal of Genetics 15: 73±83. d Based on 91±122 calves per group. Madalena FE, Teodoro RL and Lemos AM (1995) Brazilian Journal of Genetics 18: 215±220. e Based on 64±67 heifers per group kept on commercial farms. Lemos AM, Teodoro RL and Madalena FE (1996) Brazilian Journal of Genetics 19: 259±264. b
584
DAIRY ANIMALS/Bos indicus Breeds and Bos indicus 3 Bos taurus Crosses
Dairy Performance
Heterosis and Profit
As may be seen in Figure 7, where milk yield per day of calving interval (MY/CI) from several studies is plotted against the Bos taurus gene proportion, F1 crosses outperform the other grades in the lower performance levels, which are the commonest. Discrepancies in the slopes shown in Figure 7 may be due to several factors, such as different editing-out of short lactations, or long CI, and to different breeds/ samples being represented within both species in the various studies. However, all studies but one (Kenya) in Figure 7 were conducted with Holstein±Friesian and all used improved Bos indicus breeds (Sahiwal, Gir or Guzera). As performance increases, the high and Bos taurus grades reach F1 level, there are no differences among those grades at a level of approximately 10 kg MY/CI (Figure 7). At higher levels of MY/CI, the purebred Bos taurus outperformed the crosses in early studies in the southeastern United States. Figure 7 also shows the genetic limitation for milk production of high Bos indicus grades, as their response to improved management is less than that observed for Bos taurus. This genetic � environment interaction was demonstrated in the Brazilian trial, where crosses with the same origin were evaluated in farms of high and low management (Figure 7, Brazil-1 and Brazil-2).
Favourable heterosis is present in most traits of economic importance in Bos taurus � Bos indicus crosses. As a result, when the receipts and costs associated with fat and protein yield, salvage value, survival, age at ®rst calving, herd life, feed consumption, milking time and other costs are combined in a pro®t function, the superiority of the F1 cross is enhanced over that shown in Figure 7, because the effects of heterosis accumulate over traits, particularly under low inputs. For example, in the commercial farms of the Brazilian trial, net pro®t per day of herd-life in the 14, F1 and � 31 32 Holstein±Friesian groups was equivalent to 1.7, 4.4 and ÿ1.3 kg of milk, respectively. Supporting results have been obtained elsewhere. Heterosis is partially lost in inter se crosses of hybrid sires and dams. A review of 14 studies showed that the mean difference of F2 minus F1, expressed as a percentage of F1 performance, was 7.0%, 5.8%, ÿ24.4% and ÿ3.6% for age at ®rst calving, calving interval, milk yield and lactation length, respectively. However, the differences in the last two traits are underestimated in studies that exclude short lactations from the analysis on the grounds of them being `abnormal'. Under the commercial conditions in the Brazilian trial (Figure 7, Brazil-1), the MY/CI of the 58 inter se group was only 56% of the same trait in the F1. One quarter of that difference was attributed to recombination loss of parental epistatic combinations. Because heterosis is wasted in inter se crosses also for other economic traits (e.g. Table 3), the overall decline in pro®t with respect to the F1 is high. As an example, the pro®t of the 58 inter se under commercial conditions in the Brazilian trial was only 30% of that of the F1.
10
MY/CI (kg day–1)
8 6
Crossbreeding Strategies
4 2 0 0
0.25 0.5 0.75 Proportion of Bos taurus genes
1
Figure 7 Milk yield per day of calving interval (MY/CI) of Bos taurus � Bos indicus hybrids by purebred sires in different Brazil-1; Brazil-2; tropical countries/managements. Brazil-3; India; Kenya. (Brazil-1 and -2: Madalena FM, Lemos AM, Teodoro RL, Barbosa RT and Monteiro (1990) Journal of Dairy Science 73: 1872±1886; Brazil-3: Madalena FE, Valente J, Teodoro RL and Monteiro JBN (1983) Pesquisa Agropecuaria Brasiliera 18: 195±200; India: Katpatal BG (1977) World Animal Review 22: 14±40; Kenya: Mackinnnon MJ, Thorpe W and Baker RL (1996) Animal Science 62: 5±16.)
In several tropical regions, farmers have been keeping their herds intermediate between Bos taurus and Bos indicus for decades by ad hoc methods. In Latin America, these involve periodical switching of the bull species, generating less productive, extreme Bos indicus and Bos taurus grades, or using common hybrid bulls that are not properly selected. Given its economic importance, exploitation of heterosis is the major genetic consideration in strategies for maintaining hybrid Bos taurus � Bos indicus populations. A system of continuous replacement with F1 females maximizes the economic use of heterosis. Such a system is being applied commercially in Brazil by beef cattle-type ranches,
DAIRY ANIMALS/Goat Breeds
specializing in the production of F1 heifers for sale, who use arti®cial insemination of Bos indicus dams. In Colombia Bos taurus females in the highlands are inseminated with Bos indicus semen to produce F1 heifers which are sold to lowland farms. A similar cross is carried out in New Zealand for export to tropical countries. The F1 system requires the maintenance of large numbers of females of at least one of the purebred parental breeds, so that it is justi®able to exploit the breed economically, as in the situations mentioned above. Production of F1 replacements is facilitated by generalization of embryo transfer techniques involving in vitro fertilization. Such a system has been announced by a prominent international breeding company. Semen-sexing would much enhance the economic value of this scheme. Rotational crossing would be second to F1 in genetic terms, as recombination loss is less than in inter se crosses. However, low usage of arti®cial insemination or controlled mating prevents wide use of this system. Moreover, many farms in tropical systems would not be large enough to justify keeping two bulls. Using a hybrid bull is most practical but involves loss of heterosis. Counteracting selection would alleviate this, at least for milk yield, although mortality and fertility are unlikely to be effectively improved by selection. In any case, this option would require effective breed development programmes run on a much larger scale of investment than that applied up to now.
See also: Dairy Animals: Minor and Dual-Purpose Bos taurus Breeds. Developing Countries, Cow Management: Africa; Asia; Latin America. Gamete and Embryo Technology: Multiple Ovulation and Embryo Transfer. Genetic Selection: Concepts; Evaluation and Methods; Economic Indices for Genetic Evaluation. Mammals. Stress, Heat, in Dairy Cattle: Effects on Milk Production and Composition; Effects on Reproduction.
585
Fries R and Ruvinsky A (eds.) (1999) The Genetics of Cattle. Wallingford: CAB International. Frisch JE (1987) Physiological reasons for heterosis in growth of Bos indicus � Bos taurus. Journal of Agricultural Science 109: 213. Madalena FE (1993) La UtilizacioÂn Sostenible de Hembras F1 en ProduccioÂn del Ganado Lechero Tropical. FAO Animal Production and Health Paper no. 111. Rome: FAO. Madalena FE (1994) Considering lactation length in tropical dairy cattle breeding. Proceedings of the 5th World Congress on Genetics and applied Livestock Production 20: 328±331. Madalena FE (1998) Hybrid F1 Bos taurus � Bos indicus dairy cattle production in the State of Minas Gerais, Brazil. Proceedings of the 6th World Congress on Genetics and Applied Livestock Production 27: 199±202. Madalena FE, Teodoro RL, Lemos AM, Monteiro JBN and Barbosa RT (1990) Evaluation of strategies for crossbreeding of dairy cattle in Brazil. Journal of Dairy Science 73: 1887±1901. Madalena FE, Teodoro RL, Nogueira JD and Moreira DP (1989) Comparative performance of six HolsteinFriesian � Guzera grades in Brazil. 4. Rate of milk ¯ow, ease of milking and temperament. Brazilian Journal of Genetics 12: 39±52. McDowell RE (1972) Improvement of Livestock Production in Warm Climates. New York: WH Freeman. Payne WJA (1970) Cattle Production in the Tropics, vol. 1, Breeds and Breeding. Harlow: Longman. Vaccaro L (1990) Survival of European dairy breeds and their crosses with zebus in the tropics. Animal Breeding Abstracts 58: 475±494.
Goat Breeds C Devendra, International Livestock Research Institute, Nairobi, Kenya G F W Haenlein, University of Delaware, Newark, DE, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Further Reading Cunningham EP and Syrstad O (1987). Crossbreeding Bos indicus and Bos taurus for Milk Production in the Tropics. FAO Animal Production and Health Paper no. 68. Rome: FAO. Finch VA (1986) Body temperature in beef cattle: its control and relevance to production in the tropics. Journal of Animal Science 62: 531±542.
Introduction Goats are found worldwide on all continents and are well adapted to tropical and temperate, arid and humid, cold and hot, and steep mountainous environments (Table 1). The developing world is home to about 95% of the 700 million goats. They are valued for many different products and purposes
DAIRY ANIMALS/Goat Breeds
specializing in the production of F1 heifers for sale, who use arti®cial insemination of Bos indicus dams. In Colombia Bos taurus females in the highlands are inseminated with Bos indicus semen to produce F1 heifers which are sold to lowland farms. A similar cross is carried out in New Zealand for export to tropical countries. The F1 system requires the maintenance of large numbers of females of at least one of the purebred parental breeds, so that it is justi®able to exploit the breed economically, as in the situations mentioned above. Production of F1 replacements is facilitated by generalization of embryo transfer techniques involving in vitro fertilization. Such a system has been announced by a prominent international breeding company. Semen-sexing would much enhance the economic value of this scheme. Rotational crossing would be second to F1 in genetic terms, as recombination loss is less than in inter se crosses. However, low usage of arti®cial insemination or controlled mating prevents wide use of this system. Moreover, many farms in tropical systems would not be large enough to justify keeping two bulls. Using a hybrid bull is most practical but involves loss of heterosis. Counteracting selection would alleviate this, at least for milk yield, although mortality and fertility are unlikely to be effectively improved by selection. In any case, this option would require effective breed development programmes run on a much larger scale of investment than that applied up to now.
See also: Dairy Animals: Minor and Dual-Purpose Bos taurus Breeds. Developing Countries, Cow Management: Africa; Asia; Latin America. Gamete and Embryo Technology: Multiple Ovulation and Embryo Transfer. Genetic Selection: Concepts; Evaluation and Methods; Economic Indices for Genetic Evaluation. Mammals. Stress, Heat, in Dairy Cattle: Effects on Milk Production and Composition; Effects on Reproduction.
585
Fries R and Ruvinsky A (eds.) (1999) The Genetics of Cattle. Wallingford: CAB International. Frisch JE (1987) Physiological reasons for heterosis in growth of Bos indicus � Bos taurus. Journal of Agricultural Science 109: 213. Madalena FE (1993) La UtilizacioÂn Sostenible de Hembras F1 en ProduccioÂn del Ganado Lechero Tropical. FAO Animal Production and Health Paper no. 111. Rome: FAO. Madalena FE (1994) Considering lactation length in tropical dairy cattle breeding. Proceedings of the 5th World Congress on Genetics and applied Livestock Production 20: 328±331. Madalena FE (1998) Hybrid F1 Bos taurus � Bos indicus dairy cattle production in the State of Minas Gerais, Brazil. Proceedings of the 6th World Congress on Genetics and Applied Livestock Production 27: 199±202. Madalena FE, Teodoro RL, Lemos AM, Monteiro JBN and Barbosa RT (1990) Evaluation of strategies for crossbreeding of dairy cattle in Brazil. Journal of Dairy Science 73: 1887±1901. Madalena FE, Teodoro RL, Nogueira JD and Moreira DP (1989) Comparative performance of six HolsteinFriesian � Guzera grades in Brazil. 4. Rate of milk ¯ow, ease of milking and temperament. Brazilian Journal of Genetics 12: 39±52. McDowell RE (1972) Improvement of Livestock Production in Warm Climates. New York: WH Freeman. Payne WJA (1970) Cattle Production in the Tropics, vol. 1, Breeds and Breeding. Harlow: Longman. Vaccaro L (1990) Survival of European dairy breeds and their crosses with zebus in the tropics. Animal Breeding Abstracts 58: 475±494.
Goat Breeds C Devendra, International Livestock Research Institute, Nairobi, Kenya G F W Haenlein, University of Delaware, Newark, DE, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Further Reading Cunningham EP and Syrstad O (1987). Crossbreeding Bos indicus and Bos taurus for Milk Production in the Tropics. FAO Animal Production and Health Paper no. 68. Rome: FAO. Finch VA (1986) Body temperature in beef cattle: its control and relevance to production in the tropics. Journal of Animal Science 62: 531±542.
Introduction Goats are found worldwide on all continents and are well adapted to tropical and temperate, arid and humid, cold and hot, and steep mountainous environments (Table 1). The developing world is home to about 95% of the 700 million goats. They are valued for many different products and purposes
586
DAIRY ANIMALS/Goat Breeds Table 1 Dairy goat breeds Speciality
Breed
Country of origin; Climate
High yield
Alpine Anglo-Nubian Appenzell Chamoisee Malaguena Murciana-Granadina Nordic Poitevine Saanen Toggenburg
Switzerland; temperate, wet UK; temperate, wet Switzerland; temperate, wet Switzerland; temperate, wet Spain; subtropical, dry Spain; subtropical, dry Norway; temperate, wet France; temperate, wet Switzerland; temperate, wet Switzerland; temperate, wet
Medium yield
Barbari Barki (Black Bedouin) Beetal Bujri Damani Damascus Dera Din Panah Jakhrana Jamnapari Jarakhell Jattan Kacchan Kamori Koh-I-Ghizer Kilis Labri Maltese Nubian (Sudanese) Pateri Shurri Syrian Mountain Zaraibi
India; tropical, dry Israel; Egypt; tropical, very dry India; tropical, dry Pakistan; subtropical, dry Pakistan; tropical, dry Middle East; subtropical, dry Pakistan; tropical, dry India; tropical, dry India; tropical/subtropical, dry Pakistan; subtropical, dry Pakistan; subtropical, dry Pakistan; subtropical, dry Pakistan; subtropical, dry Pakistan; subtropical, wet Turkey; subtropical, dry Pakistan; subtropical, wet Malta; subtropical, dry Egypt and Sudan; tropical, dry Pakistan; tropical, dry Pakistan; subtropical, wet Near east subtropical, dry Egypt; tropical, dry
Dual-purpose
Bach Thao Boer Chapper Chegu Criollo Gaddi Kajli Khurasani Malabar Ma T'ou
Vietnam; tropical, dry South Africa; tropical, dry Pakistan; tropical, dry India; subtropical±tropical, dry South America; tropical, humid India; Pakistan; tropical, dry Pakistan; tropical, humid Pakistan; tropical, humid India; tropical, humid China; subtropical, humid
Reproduced with permission from Devendra and Burns (1983).
in different parts of the world: for meat, milk, cheese, yoghurt, mohair, cashmere, even for leather, manure, self-suf®ciency in family food, a cash savings account on the hoof, brush-clearing, draught and as a companion animal. Some goat breeds have evolved and are kept for single purposes, such as the Angora for the ®ne mohair wool, other breeds for the precious cashmere and pashmina ®bre, and the Boer goat for meat, but the majority of goats are dual-purpose breeds kept mainly for meat production plus milk at a medium or low level of production. No more than
20% of all estimated 350 goat breeds are of singlepurpose dairy type. More than half of these originated in central Europe, while less than half evolved in central Asia and about 10% in Africa. Descriptions of indigenous goat breeds outside of Europe and their potential are extensive are nor they based on organized breed registries. However, they are important because of their adaptation to dif®cult climate, poor or sparse feeds and water, and various diseases. Goats in temperate climate regions exceed most others in productivity, especially in milk and dairy products,
DAIRY ANIMALS/Goat Breeds
587
Table 2 Milk yield and lactation length Breed
Country
Lactation yield (kg)
Daily yield (kg)
Lactation length (days)
Nonseasonal breeders Barbari Barki (Black Bedouin) Boer Chapper Chegu Criollo Damani Dera Din Panah Jakhrana Kamori Maradi Nubian (Sudanese)
India, Pakistan Israel South Africa Pakistan India Venezuela Pakistan Pakistan India Pakistan Niger Sudan, Egypt
150±228
180±252
75 40 60 104 200 122 228 75 70
1±6 1.3±2.0 1.3±1.8 0.7 0.4 0.5 1.0±1.2 1.5 1.0±1.2 1.8±2.2 0.5±1.5 1.0±2.0
Seasonal breeders Beetal Damascus Gaddi Jamnapari Kilis Malabar Mamber Marwari Najd Sirohi
India, Pakistan Cyprus India, Pakistan India Turkey India Israel India Iran India
140±228 500±560 40±50 200±562 260 100±200 350±450 90 250 116
1.2 2.0 0.8 1.5±3.5 1.0 1.0 1.5 0.9 1.0 0.9
105 100±110 105 130 115 120 100
208 190±290 90±290 170±200 260 181±210 106 150 134
Reproduced with permission from Devendra and Burns (1983).
and have been exported to developing countries for upgrading of their indigenous breeds through crossbreeding (Table 2). The descriptions start with the leading dairy breeds in terms of milk yield, followed by dual-purpose breeds in order of regions of their origin. Goat breeds have been de®ned by breed standards and descriptions of differences in colour, ear size and type, horn size and type, face type, hair coat length, beard, wattles, body weight and height for adult males and females.
Northern and Central European Breeds Dairy goat populations in northern and central Europe consist mostly of well-recognized breeds, while they are less well de®ned in southern Europe. Through centuries of select breeding in northern and especially central Europe, these dairy goat breeds have distinctive characteristics of capacious body type, well-formed and ®rmly attached udders, strong legs and feet, unique colours, high milk productivity and long lactations. Their milk is sold and consumed, made into popular yoghurt and various highly acclaimed soft and aged hard cheeses, or mixed (legally) if labelled in different proportions with sheep's or cows' milk for use in yoghurt and cheese
production. The dairy goat breeds developed in Switzerland have become the world's leading milk producers and for this reason been exported to many other countries of Europe, Israel, North America, Russia, Japan, China, Australia, New Zealand, Taiwan, Mexico, etc., where they have continued as the distinct Swiss breeds, often under new domestic names; in developing countries they are used for the improvement of native breeds. In parts of Europe and other countries they have even displaced indigenous breeds. Saanen
The Saanen (Figure 1) is widely recognized as the world's best developed and highest milk-producing breed. It has been compared to the Holstein±Friesian dairy cattle breed, because of its high daily milk yield and relatively low level of milk fat content. The breed name is derived from its place of origin in the Saanen valley of central Switzerland. The breed has short completely white hair with occasional black spots on the udder, ears and nose. It has been bred for polledness, but horned goats are also used, because of fewer problems with infertility. Ears are erect, of medium length and point forward. The face is straight. Horns are sabre-shaped and point backwards. Wattles, two unique little external appendices
588
DAIRY ANIMALS/Goat Breeds
Figure 1 Saanen (United States). (Photograph courtesy of GFW Haenlein.)
Figure 2 American Oberhasli (French Alpine). (Photograph courtesy of GFW Haenlein.)
of no known function, are common, as are beards. Average expected body weight is 90 kg for adult males, and 65 kg for females. Average height at withers is 90 cm for adult males and 80 cm for females. The Saanen breed has been widely exported around the world and has become established as French Saanen, Weisse Deutsche Edelziege (German Improved White), British Saanen, Dutch White Goat, Polish Improved White, Bulgarian White, Banat White, Improved North Russian White, etc. Annual milk production ranges from 300 to 2000 kg in 150 to 300 days of lactation, depending on country, averaging above 975 kg in leading countries. Chamoisee, Alpine and Oberhasli
This mountain goat from Switzerland is the other main dairy breed in terms of both productivity and distribution, but it has many colours and colour types, which has led to the formation of distinctly separate breeds: the French Alpine, American Oberhasli or Bunte Deutsche Edelziege (German Fawn), and the American Alpine or Swiss or Italian Chamoisee, etc, in their respective countries. The French Alpine and the American Oberhasli (Figure 2) are mostly `chamoise'-coloured, being solid brown with black dorsal stripe, face, belly, feet and legs. They have short hair, straight face, erect ears of less than medium length, beards and wattles. If horns are present, they are of the sabre type, pointing backwards. Body weight is 75 kg for males, 50 kg for females. Height at withers is 80 cm for males, and 65 cm for females. The name Oberhasli is derived from the Swiss Oberhasli Brienz strain of the Chamoisee. The French Alpine is the main dairy goat breed besides the Saanen in France and in Frenchspeaking mediterranean countries. Milk production of recorded goats averages 675 kg in 270 days. The Chamoisee and the American Alpine (Figure 3) are mostly of a unique colour combination, with
Figure 3 American Alpine (Chamoisee). (Photograph courtesy of American Dairy Goat Association.)
patterns of white, grey and black, called `cou clair', in which the forequarters are black or white, shading to grey and black hindquarters. Other colour and pattern variations of black, grey and white, `cou blanc', `sundgau' and spotted are also found. The other breed characteristics are the same as for Oberhasli, except that body weight is heavier, 80 kg for males, 60 kg for females; height is 80 cm and 75 cm, respectively. The breed's wide distribution (as the Alpine) around the world) is due to its reputation for high milk production, second to the Saanen. Milk production of goats recorded in the United States averaged 950 kg in 270 days, but in other countries it is less. Toggenburg
The Toggenburg (Figure 4) is another of the main Swiss dairy breeds and comes from the Toggenburg valley. The hair coat may be short or long, and is valuable in harsh climates. The colour is brown to grey, with white legs and white around the base of the tail. The belly may be white. The face is straight with
DAIRY ANIMALS/Goat Breeds
589
Figure 4 Toggenburg (United States). (Photograph courtesy of American Dairy Goat Association.)
Figure 5 Valais Blackneck (Switzerland). (Photograph courtesy of GFW Haenlein.)
two unique white stripes from the muzzle to the eyes and poll, called `badger' face, which is a simple recessive genetic trait. The erect ears are less than medium length. The breed is polled. Body weight is 70 kg for males, 55 kg for females, and height is 75 cm for males, 70 cm for females. Because of their high milk yield, Toggenburgs have also been exported, like the Saanen and Alpines. Milk production of recorded goats is 650 kg in 270 days.
summer temperatures. Interestingly for genetic resource conservation, the Appenzell, Black Verzasca and Valais Blackneck breeds are supposed to be nonsusceptible to infectious arthritis or periarthritis.
Minor Swiss Breeds
Dairy goat breeds which occur in low numbers in their native Switzerland and have an insigni®cant distribution in other countries are the Appenzell, the Buendner Strahlen, the Black Verzasca and the Valais Blackneck. The Appenzell resembles the Saanen except for its long hair and slightly smaller size; it is mostly polled. The Buendner has scimitar-shaped horns which turn outwards. The colour is black with a white muzzle, white around the eyes and ears, under the tail and white legs below the knees. The face is straight and the ears are relatively short and erect. The Verzasca also has scimitar-shaped horns twisting outward. The black hair is of medium length. It has a straight face, erect ears, a beard and tufts on the forehead. The Valais Blackneck (Figure 5) is more of a dualpurpose breed, with long hair. The face is straight, ears are erect and horns are sabre-shaped and bent backward. The unique coat colour pattern consists of black forequarters and white hindquarters. This and the other three breeds are relatively small. Their milk production level is medium at around 380 to 400 kg in 200 days, except for the Appenzell, with 670 kg in 265 days. They are well adapted to high mountain grazing and harsh winter and
Anglo-Nubian
The Anglo-Nubian (Figure 6) was derived from crossing the Indian Jamnapari and Egyptian Zaraibi with British native goats and is sometimes called a dual-purpose breed; in the United States, it is known simply as the Nubian and is recognized as a singlepurpose breed. It has more ¯eshiness than the Swiss breeds, but has not been used to supply the US goat meat market any more than the Swiss goats, and less than the non-dairy breeds, the Spanish brush goats, the Angoras and Boer goats. This breed is longerlegged than the Swiss breeds and tall. It has short, silky hair with many colours, patterns, roan and white spotting, also solid black, and all shades of red and brown. The breed is mostly polled, but spiral horns may be found. The face has a uniquely higharched Roman nose, often with a shortened upper jaw (brachygnathia), which is a genetic recessive. Ears are pendulous and very long. The udder has good ground clearance, but is not nearly as well developed and attached as in the Swiss breeds. Nubians are the most numerous dairy goat breed in the United States and are known for high milk production, but with a much higher milk fat content than the Swiss breeds. Therefore they have been compared with the Jersey dairy cattle breed. Body weight is about 85 kg for males, 65 kg for females, and adult height at withers is 85 cm for males, 80 cm for females. The breed has been exported widely to tropical countries, e.g. Central and South America, many parts of Southeast and East Asia, and Africa, because of their original adaptation to that kind of environment.
590
DAIRY ANIMALS/Goat Breeds
Figure 6 American Nubian (Anglo-Nubian). (Photograph courtesy of American Dairy Goat Association.)
Figure 7 La Mancha (United States). (Photograph courtesy of American Dairy Goat Association.)
Milk production of US Nubians averages 770 kg in 270 days, but is less in other countries.
California, from imported Spanish Murciana± Granadina and crosses with US Swiss and Nubian breeds, is the medium-sized La Mancha (Figure 7). Its unique breed characteristic is the near absence of external ears, a feature also found in African and Near East goats. This trait is genetically dominant to normal ears. Two types are found. The `gopher' ear is an extremely short appendage, with no auricle and almost without cartilage. The `elf' ear has some cartilage and can be up to 5 cm long. Males must have gopher ears to be eligible for registration. The face is straight. Hair is short and of many colours and patterns. The breed is polled, and since this is a recessive genetic trait, no horned La Mancha goats will be found. This breed has a reputation for docility and hardiness. American and Canadian dairy goats have been widely exported as improver breeds. Milk production records in recent years averages 800 kg in 250 days.
PoiteÂvine
This French breed is of more recent origin. It is well adapted to the harsh conditions of the mountains and to the subtropical Mediterranean basin, including the island of Corsica. It is of medium size with short, brown to black hair except for the white belly, legs and white below the tail. White markings on the head similar to Toggenburg patterns are also found, but they tend to disappear with age. Horns may be absent. This breed makes up about 3% of the total French dairy goat population, with French Alpine about 70% and Saanen 10%. However, they all excel in high milk production and are an important, very well-organized part of the French dairy industry and economy. Milk production of the PoiteÂvine breed averages 440 kg in 230 days. Nordic
In Norway, Sweden and Finland, the native goats of various strains and of long breeding with no outside in¯uence have become a uniform breed under the name Nordic. They are long-haired and of many colours but are mostly brown, short-legged, with a straight face, erect ears, with sabre-shaped horns or polled, and of medium size. Milk production of between 600 and 700 kg annually has been reported.
North America La Mancha
The of®cially recognized and well-organized dairy breeds in North America are the Nubian, Saanen, Alpine, Toggenburg and Oberhasli. The dairy goat breed developed in the United States, speci®cally in
Mediterranean Breeds This region is rich in goats' and sheeps' milk production compared to the rest of the world. Among the 10 countries surrounding the Mediterranean, Portugal, Spain, France, Italy and Greece have the most well-organized goat breeds, milked mainly for cheese production. This region produces about one-®fth of all the world's goats' milk. Girgentana
This Italian medium-sized and medium-level milkproducing breed has unique corkscrew-type horns, which point vertically upward for about 70 cm in males and 50 cm in females. The face is slightly convex; ears are of medium length and mostly horizontal. Males have a beard. The white hair coat is long and
DAIRY ANIMALS/Goat Breeds
591
Figure 8 Garganica (Italy). (Photograph courtesy of GFW Haenlein.)
Figure 9 Maltese (Italy). (Photograph courtesy of GFW Haenlein.)
coarse, but ears and neck may be reddish or brown. Milk production is about 350 kg in 210 days.
variously coloured, short or long hair, but in Italy they have long white hair. Ears are pendulous and long, with tips pointing forward. The face is straight. The breed is mostly polled, but thin, sickle-shaped horns are also found. Wattles and beards are common. Milk production averages 300 kg in 200 days but can be as high as 900 kg.
lonica
This Italian breed, of medium size but with a good level of milk production, is mostly kept in smaller herds semi-intensively. It has long lop ears, is polled and has long white hair. Milk production is around 380 kg in 210 days.
Canaria
Another Italian, mainly dual-purpose breed, the Garganica (Figure 8) is kept for milk and meat production. It is a small, hardy breed with long black hair. Kids are born with curly hair and their skin is used for fur production. The face is straight and it has a beard and long horn that are ¯at and twisted backwards. Ears are long and often carried horizontally. Milk production is about 210 kg in 190 days.
This is one of several Spanish breeds known for high milk production levels. It is found mainly on the Canary Islands and is managed intensively for milk production, but has not been selected for good udder conformation. It has many colours and patterns, with mainly short hair. Ears are of different length, horns have different shapes, and the face may be straight or convex. The breed is of medium size. Milk production is reported to be between 400 to 700 kg in 240 days but can be as much as 1200 kg in 300 days.
Sarda
Malaguena
This numerous breed, indigenous on the island of Sardinia, is well adapted and managed semiextensively in larger herds. The breed has many colours, but is mostly white and grey. Ears are of medium length and mainly horizontal. The breed is both horned and polled. Milk production is reported to be about 180 kg in 190 days.
This Spanish breed is of medium size and has short hair lightly red-colored, (Figure 10). Ears are long and horizontal. The face is mostly straight. Horns are sabre-shaped and long, and point backwards, but polled goats are also found. Males and some females have beards. Milk production has averaged 600 kg in 260 days.
Maltese
Murciana±Granadina
Originating from the island of Malta, the Maltese (Figure 9) is widely found in Italy and also in other Mediterranean countries and in urban environments. Males weigh about 65 kg and females 45 kg, with heights of 80 cm and 70 cm, respectively. They have
This Spanish breed (Figure 11) is a combination of two types, the mahogany-coloured Murciana and the black Granadina. It has been widely exported to Central and South America because of its proli®cacy, high milk production, and because it breeds at any
Garganica
592
DAIRY ANIMALS/Goat Breeds
Figure 10 Malaguena male (Spain). (Photograph courtesy of GFW Haenlein.)
Figure 12 Damascus female in Cyprus. (Photograph courtesy of C Devendra.)
Figure 11 Murciana-Granadina (Spain). (Photograph courtesy of GFW Haenlein.)
Figure 13 Damascus females, Egypt. (Photograph courtesy of C Devendra.)
time of the year. The face is straight or slightly concave. Ears are erect and small. Horns may be present. Males have a beard, which is a dominant, sex-linked trait. Milk production is between 500 and 730 kg in 210 days but may be 1275 kg in 300 days.
producing, from over 6 million head, over 500 000 tonnes of milk annually, which is one-third of all milk produced in Greece and 6% of the world's goats' milk. The breed is well adapted to the mountainous conditions of the Balkan countries and traditionally has been managed with transhumance grazing of large herds mixed with dairy sheep. Average milk production under extensive conditions in the mountains is 120 kg in 210 days.
Serrana
This numerous, medium-sized Portuguese breed is mostly kept in small herds. It has long, black or reddish brown hair. Ears are small and horizontal. The face is slightly concave. Horns, beard and wattles are common. Milk production is about 350 kg in 250 days. Greek Native
The majority of Greek goats are of the Native breed with long, diversely coloured hair, but mostly black, and with different types of horns. The face is straight and the ears are horizontal or slightly hanging. These goats make an important contribution to the Greek dairy industry and economy,
Damascus
The Damascus (Figures 12 and 13) is the most important dairy goat breed of the eastern Mediterranean countries. It is a tall breed with a Roman nose, long pendulous ears and long, shaggy, mostly red-brown hair. Horns, if present, are fairly long, twisted out and backwards, while in females they may be sickle-shaped. In Cyprus they are bred polled. Wattles are common. The breed is known to be quite proli®c with 70% multiple births. Average body weight is 85 kg for males, 65 kg for females,
DAIRY ANIMALS/Goat Breeds
with heights of 85 cm and 75 cm, respectively. The breed is known for its long lactations. Milk production has been reported from different countries between 250 and 560 kg in 220 to 300 days.
593
Oceanian Breeds Australia and New Zealand have imported Swiss and Anglo-Nubian breeds and developed them to outstanding levels of milk production.
Zaraibi (Egyptian Nubian)
This breed has been part of the development of the Anglo-Nubian breed. It is mostly kept in small herds, tethered or stabled. The breed is long-legged, medium-sized and has a Roman nose. Ears are long and lopped. Horns, if present, are short and curved backward. Colours are diverse, mainly black with white or brown spots. Hair is of medium length and often long on the hindquarters. A related breed is the Sudanese Nubian which is of similar type. These Nubian breeds are important milk and meat providers to rural populations. Breeding for longer lactation length and higher milk yields is needed. Milk production is around 75 kg in 150 days. Barki (Black Bedouin)
This small breed is mainly kept by Bedouins in the deserts of Sinai, Syria, Israel, Egypt, Jordan and Somalia. Hair is long and black, with some white spots on head and legs. Horns are of medium length and scimitar-shaped. Ears are long and horizontal. The breed is dual purpose and well adapted to harsh desert conditions with poor feed and scarce water. Milk production levels are less than 100 kg in less than 100 days. Kilis
This breed originated in Turkey and was derived from cross-breeding the Damascus and Anatolian Black. Colour is usually black with some grey. It has long hair, lop ears and may be horned. The udder is well developed and it is a good milk producer. Adult females weigh about 50 kg. They are usually managed in small herds. Milk production is reported to be between 280 and 330 kg in 220± 260 days.
Asian Breeds This vast region has many distinct indigenous breeds of various sizes, mostly dual purpose, and therefore of medium or low milk productivity, and they are often named for their principal area. Many breeds are from India and Pakistan and are kept for home food supply. Jamnapari
A large, long-legged Indian breed, the Jamnapari (Figure 14) is known for fairly high milk production and is widely distributed in Asia. It is one of the ancestors of the Anglo-Nubian and is called Ettawah in Indonesia. The breed originated in Uttar Pradesh and Madhya Pradesh near the Jamna River. It has an extreme Roman nose with often undershot upper jaws (brachygnathia), which is a genetic recessive, and makes the goat prefer browsing to grazing. The ears are very long and pendulous, covering the eyes on grazing, which is another reason for the breed's preference for trees and bushes. Colours may be mixed but white dominates. They have long hair only on their hind legs. The short horns are scimitarshaped. Milk production has been reported to average 210 kg in 260 days. Beetal
This Indian dairy breed was derived from the Jamnapari and is widely distributed in the Punjab, Haryana and Uttar Pradesh. The goats are tall, with a Roman nose, long droopy, curled ears, and short,
Minor Breeds
There are several dairy goat breeds in the Mediterranean countries of North Africa and the Near East, including the Baladi, in Egypt, and the Libyan, Berber, Mamber and Negev deserts. They are mostly of small size, with convex faces, lopping or horizontal ears, long black hair and horns of varying size and shape. They are dual-purpose breeds with short lactations and low-level milk production, except for the Mamber, which can yield between 120 and 240 kg in 210 days under improved conditions.
Figure 14 Jamnapari C Devendra.)
(India).
(Photograph
courtesy
of
594
DAIRY ANIMALS/Goat Breeds
mostly black or brown hair. Both sexes have thick, medium-sized, horizontal horns. They have welldeveloped udders and are proli®c. Adult females weigh about 45 kg. Milk production averages 200 kg in 190 days. Barbari
This is a small breed (Figure 15) found in India and Pakistan. Adult females weigh about 30 kg, but are good milk-producers and very proli®c. The goats have short white hair with tan spots. Ears are short and erect, and horns are of medium length, twisted backwards and upwards. Males have large beards. Milk production averages 110 kg in 150 days. Bach Thao
The Bach Thao (Figure 16) is an indigenous Vietnamese dual-purpose breed. It originated from crossing native Deco goats with imported Saanen and Alpine goats from France and, more recently, with dairy goat breeds from India. The goats are very popular as a source of household milk in central South Vietnam. The animals are mostly black and
white, with brown patches. They are medium-sized animals with an average weight of about 37 kg. The average daily milk yield is about 0.9 kg. Bujri
This is a medium-sized dairy breed with long white hair, found in Sindh Province, Pakistan. The face is convex and the horns are small and slender. The average weight of females is 30±35 kg. The udder is reasonably well developed and average daily milk yields are about 1±1.2 kg. Chapper (Kohistani or Jablu)
This breed originates in the Kohistan area in Sindh Province, Pakistan. It is the most common breed in Sindh Province. It is mainly black in colour or black and white. It is a medium-sized, dual-purpose breed, with small ears and horns. Adult females weigh about 20 kg. Average daily milk yields are about 0.8±1.0 kg. Chegu
This breed is found in the high-altitude areas or the Spiti valleys in Himachal Pradesh and Pithoragarh districts or in Uttar Pradesh, bordering Tibet. It resembles the Gaddi breed in its small size, lop ears and spiral horns. It is usually white in colour. The outer coat is long and coarse, but the undercoat provides pashmina cashmere. Adult females weigh about 20 kg. The breed is dual-purpose and milk production is relatively low. Damani
Figure 15 A ¯ock of Barbari goats, Mathura, India. (Photograph courtesy of C Devendra.)
This breed is found in the Northwest Frontier Province, Pakistan. It is a dual-purpose breed, mainly black, with brown on the legs, head and ears. The animals are medium in size, with small ears and short, curled horns. The udder and teats are very well developed. Adult females weigh about 20 kg. The average daily milk yield is about 1.2 kg. Dera Din Panah
This tall breed has a conspicuous Roman nose and is found in Punjab Province in Pakistan. The goats have long hair and are usually black in colour (Figure 17). The horns are thick and have two or three spiral curves. The ears are long and pendulous. The udder is well developed. Adult females weigh about 40 kg. The goats are good milk-producers and average daily yields are in the range 1.6±2.6 kg. Gaddi (Kashmiri or Chamba) Figure 16 Bach Thao goat, Ninh Thuan Province, Vietnam. (Photograph courtesy of C Devendra.)
The breed is owned mainly by Gaddi people in the Punjab, Himachal Pradesh, in India, and also Azad Kashmir in Pakistan. Gaddi goats, like the Chegu
DAIRY ANIMALS/Goat Breeds
breed, are dual purpose in function, but are taller, and are usually kept at lower altitudes. The goats are usually white but grey and red colours are also common. They have long, lopped ears and long, spiral horns. They also have long hair and a tough skin, which may be adaptations to the high mountainous sub-Himalayan regions to which they are native. The udder is small and rounded. Adult females weigh about 40 kg and average yields are about 0.8 kg. Jakhrana
The Jakhrana is an important dairy breed found in Rajasthan in India. It is a medium-sized dairy breed. It is predominantly black, with white spots on the ears and the muzzle, and resembles the Beetal. The forehead is narrow and the ears are of medium size. The height at withers is about 62 cm. The udder is well developed. Adult females weigh about 44 kg and daily milk yields are in the range of 1.0±1.2 kg. Recent ®eld surveys in India indicated that the milk yield was 116 kg over 116 days and the kidding percentage was 75%, of which 79.1% were twins.
595
Kacchan
This is a large dairy breed that is predominantly black in colour (Figure 18). It is found in Sindh Province, Pakistan. Brown colours are also found, with white markings on the ears and in the base. Small horns are present. The legs are long and there is a dense covering of hair around the back. The average weight is about 45 kg and daily milk production is about 2±3 kg. Kajli (Pahari)
This breed is found in the Punjab, Pakistan. It is usually white or brown in colour, but grey and black are also common. Horns are present and sweep backwards. It is a dual-purpose breed. The teats and udder are of medium size. Average weight of adult females is 25 kg and daily milk yield is 1.0 kg. Kamori
The Kamori (Figure 19) is a popular dairy breed, found in Sindh Province, Pakistan. These large goats
Jarakhell
This is a large breed found in the Azad Kashmir area of Pakistan. It is black with white patches, or occasionally brown with white patches. The average weight is about 40 kg. The breed has long hair and long drooping ears. This is a dairy breed and average daily milk yields are about 1.2±3.3 kg. Jattan
The Jattan is a large dairy breed found in Sindh Province, Pakistan. It is grey to fawn in colour and of medium size. The ears are of medium size and are white and spotted. Horns are present and are twisted and swept backwards. The average weight of females is about 50 kg and the daily milk yields are about 1.5±2.5 kg.
Figure 18 Flock of Kacchan goats, Sindh Province, Pakistan. (Photograph courtesy of C Devendra.)
Figure 17 Dera Din Panah females, Multan, Pakistan. Note the use of a cloth to protect the udder from the kids. (Photograph courtesy of C Devendra.)
Figure 19 Kamori male, Sindh Province, Pakistan. (Photograph courtesy of C Devendra.)
596
DAIRY ANIMALS/Goat Breeds
are brown in colour with black or grey markings. The ears are long and lopped, and the horns are small. The udder is well developed. The average weight of adult females is 50 kg. The average daily milk yield is in the range 1.8±2.2 kg. Khurasani
This dual-purpose breed is found in the border areas of Afghanistan and Iran, and in Baluchistan in Pakistan. It is a medium-sized, hairy breed that is black, white or grey in colour. Horns are present, with one or two spirals. The average weight of females is 25 kg and daily milk production is about 1±1.3 kg. Koh-l-Ghizer
This dairy breed is tall and is found in northern Pakistan, close to the border areas with China. Black or brown with white are common colours, with brown rings around the eyes. Males are horned but females are always polled. The teats and udder are relatively small. The average weight of adult females is 35 kg and daily milk yield is 1 kg. Kurri
The Kurri is a tall, medium-sized, black and brown dairy breed found in Sindh Province, Pakistan. It has short conical ears from which it derives its name. The udder is of medium size. The average weight of adult females is about 35 kg and daily milk yield is about 1.0 kg. Labri
The Labri is a dairy breed found in Azad Kashmir in Pakistan. It has long hair and is usually black, but white and grey with brown patches are also common. Horns are present in both sexes and the ends are sharp and pointed. The udder is very well developed and has long teats. Average weight of females is 3.5 kg and approximate daily milk yield is about 1.1 kg. Malabar (Malabari)
The Malabar breed (Figure 20) is widely distributed in Kerala, southeast India, where it is used for milk production. The goats are of mixed ancestry, as a result of crossing with dairy breeds from northern India. They are of medium size and colours are very variable from white to black. Horns are found in both sexes but polled animals are also common. Adult females weigh about 40 kg and the breed is also used for meat production. The breed is also proli®c. The udder is small, and the average daily milk production is about 1.0 kg.
Figure 20 Malabar goat with twin kids (southern India). (Photograph courtesy of C Devendra.)
Ma T'ou
The Ma T'ou breed is found in Hupeh Province in subtropical central China. The breed is a useful dualpurpose animal, and is important for meat and milk production. The goats are tall, white or white with tan, and are polled. Adult females weigh about 20± 45 kg and average daily milk yield is about 1.8 kg. Pateri
This is a tall, very distinctive dairy breed found in Sindh Province, Pakistan. It is white in colour but has a conspicuous reddish brown belt that covers the head, ears, neck and the body, up to but not including the front legs. The ears are long and pendulous. The udder is well developed. Horns are present which move sideways. Adult females weigh on average about 45 kg and produce about 1.2±2.0 kg of milk daily. Shurri
This dairy breed is found in Azad Kashmir in Pakistan. It is of medium size and white, grey and black goats with white patches are common. Horns are present in both sexes and the ears are long. The udder is well developed and has long teats. The average weight of adult females is 30 kg and the daily milk yield is about 0.9 kg.
African Breeds Boer
The Boer goat was developed principally from Hottentot stock north of the Cape Peninsula in South Africa. It is essentially a meat breed, but also has good dairy conformation and provides good milk yields to support twins. The modern Boer goat originated from three types: the common medium-sized Boer with
DAIRY ANIMALS/Goat Breeds
597
agriculture. In order to achieve this, it is essential to have clear production objectives and systems of management which can focus on increased individual performance that impact on improved livelihoods of the rural poor. Such concerted use of these dairy goat breeds can stimulate an expansion of milk production in rural areas, parallel to the milk production from dairy buffaloes and cattle in peri-urban areas. It is equally important to ensure conservation of the important germplasm of both major and minor breeds. Figure 21 Criollo female (Peru). (Photograph courtesy of C Devendra.)
a short, glossy coat, which is white with brown spots on its reddish brown head and neck; the long-haired, larger, heavier and later-maturing Boer; and the multicoloured polled Boer with good dairy conformation. Mature adult males and females weigh 100±120 kg and 65±80 kg, respectively. Boer goats have a high kidding rate of about 180±190% in which twins are common. Average daily milk yield is 1.5 kg. Boer goats have been imported widely into several countries in Europe, Asia, North America and also to Australia to improve productivity in local goats.
South and Central American Breeds Criollo
The Criollo (Figure 21) is of Spanish origin and is widely distributed in Central America and the West Indies. It is a dual-purpose goat, mainly black or brown in colour with white patches. The horns are scimitar-shaped and sweep backwards and upwards. The ears are generally short. The average weight of females is about 30±45 kg. The average daily milk yield is low, at about 0.5 kg.
Conclusions There exists a diversity of dairy goat breeds, involving both true dairy and dual-purpose types. They are distributed widely across tropical and temperate regions. Although India and Pakistan are the home of the greatest number of breeds, improved and high milk-yielding goats are only found in Europe, Israel, Taiwan, New Zealand, Mexico and North America. The latter have been widely introduced into all continents without exception, to improve milk production through crossbreeding. Many of the indigenous dairy breeds in Africa and Asia are potentially important `improver breeds' which have a wider use in environments with similar climates and also in their contribution to sustainable
See also: Dairy Farm Management Systems: Goats. Goat Husbandry: Feeding Management; Milking Management; Reproductive Management; Multipurpose Management. Goat Milk. Predator Control in Goats and Sheep. Ration Formulation: General Nutritive Requirements in Sheep and Goats.
Further Reading Acharya, RM (1982) Sheep and Goat Breeds of India. FAO Animal Production and Health Paper no. 30. Rome: FAO. Considine H (1996) Dairy Goats for Pleasure and Pro®t. Lake Mills: Dairy Goat Journal Books. Devendra C (1999) Goats: challenges for increased productivity and improved livelihoods. Outlook on Agriculture 28: 215±226. Devendra C (2000) Indigenous goat resources: potential importance in sustainable agriculture. In: Shrestha JNB (ed.) 4th Global Conference on Conservation of Animal Genetic Resources, 17±21 August, Kathmandu, pp. 16± 22. Kathmandu: Nepal Agriculture Research Council Nepal Rare Breeds International UK. Devendra C and Burns M (1983) Goat Production in the Tropics, revd edn. Farnham: Commonwealth Agricultural Bureaux. Gall C (1996) Goat Breeds of the World. Weikersheim, Germany: Margraf. Georgaudis A, Ligda C and Boyazoglou J (2000) Goat genetic resources in southern Europe: present use and prospects. Proceedings of the 7th International Conference on Goats, 15±18 May, Tours, pp. 11: 923±926. Hasnain HU (1985) Sheep and Goat Breeds of Pakistan. FAO Animal Production and Health Paper no. 30. Rome: FAO. Isani GB and Baloch MN (1996) Sheep and Goat Breeds of Pakistan. Tando Jam, Pakistan: Department of Livestock Management, Sindh Agricultural University. Maijala K (1991) Genetic Resources of Pig, Sheep and Goat. Amsterdam: Elsevier. Mason IL (1981) Breeds. In: Gall C (ed.) Goat Production, pp. 59±100. London: Academic Press. Mason IL (1999) A World Dictionary of Livestock Breeds, Types and Varieties, 4th edn. Wallingford: CAB International. Peacock C (1996) Improving Goat Production in the Tropics: A Manual for Development Workers. Oxford: Oxfam Publications.
598
DAIRY ANIMALS/Sheep Breeds
Rai B, Tiwari S and Khan BU (2001) The Jakhrana in India. Animal Genetic Resources Information 29: 41±47. Simon IH and Buchenauer D (1993) Genetic Diversity of European Livestock Breeds. European Association for Animal Production Publications no. 66. Wageningen, The Netherlands: Wageningen Press.
Sheep Breeds M H Fahmy, International Genetics Consulting Service, Ottawa, Canada J N B Shrestha, Agriculture and Agri-Food Canada, Quebec, Canada Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The de®nition of dairy breeds is loosely applied to all sheep producing milk whether it is used for human consumption or nursing lambs. In developing countries, milk from sheep and goats is an important source of dietary protein for millions of people, mainly smallholders, landless people, nomads and peasants. In contrast, in developed countries, milk from sheep is a raw material that is further processed into high-quality dairy products. The importance of milk production is that it is often considered as a key factor in determining the feasibility of the other production systems, i.e. meat and ®bre production. In general, ewes that produce more milk tend to raise more lambs contributing to the ef®ciency and economic viability of the production system. Genetically isolated populations of indigenous sheep with distinct morphological characteristics and production performance evolved over centuries as a result of natural and induced selection in a wide range of physio-geographical habitats. Wide variation in physical appearance, production and reproduction performance is known to exist among dairy breeds. The potential for milk production tends to vary considerably according to the genetic composition and the cumulative selection pressure previously applied. However, this potential is in¯uenced by many environmental factors such as nutrition, climate, management, diseases and the socioeconomic patterns of sheep farmers.
Distribution and Classification of Dairy Sheep Nearly half of the world's sheep milk is produced in the Mediterranean basin and the Middle East. Though not signi®cant, milking of indigenous sheep in China and a number of countries in Southeast Asia has been frequently observed. There are many breeds of dairy sheep on the Mediterranean Islands of Corsica, Sardinia, Cyprus, Chios and Crete; on the Balearic, Ionian and Aegean islands; on the plains of Thessaly; on the plateaus of the south Massif Central, Anatolia and Iranian Azerbaijan; in the oases on the borders of Morocco, Algeria and Tunisia; and in the El Fayum region in Egypt. In 1991, Boyazoglu broadly classi®ed sheep in this region into six distinct groups based on their origin, morphological characteristics and production performance. 1. The fat-tailed sheep from Asia include the majority of the breeds in Iran and Afghanistan, the Awassi, Mytileni, Cyprus, White and Red Karaman; the Barbary breed in Tunisia; and the Barbaresca and Laticauda breeds in Italy. 2. The Zackel/Karakachan/Ruda types include the primitive mountainous breeds from Central Europe such as the Cakiel in Poland; Karagouniko, Serres and Vlahiko in Greece; Turcana in Romania; Pleven in Bulgaria; Ruda in Albania; and Pramenka in Yugoslavia. 3. The coarse-woolled breeds of the western Mediterranean consist of the Churra in Spain; the Bordaleiro in Portugal; the Sarda in Italy; and the Corse breed in Corsica and some Island breeds. 4. The proli®c breeds of the Greek Islands with increased potential for milk production include the Chios, Kymi and Skopelos; the D'man of Morocco; and the Langhe and Bergamasca of the sub-Alpine type in Italy. 5. The white and medium-woolled, average milking sheep breeds of the western Mediterranean consist of the Lacaune in France; the Manchega in Spain; and occasionally breeds with Merino ancestry. 6. The Merino type of ®ne-woolled populations include the Arles Merino breed; and breeds with Merino ancestry such as the Spanish and Portugese Merino; the Sopravissana, Gentile di Puglia and other Italian breeds. The duration of suckling during lactation and the milking interval are important criteria that need to be considered in determining total milk yield. In many studies the milk yield reported represented only the amount of milk produced during lactation and did not account for the milk consumed by lambs
598
DAIRY ANIMALS/Sheep Breeds
Rai B, Tiwari S and Khan BU (2001) The Jakhrana in India. Animal Genetic Resources Information 29: 41±47. Simon IH and Buchenauer D (1993) Genetic Diversity of European Livestock Breeds. European Association for Animal Production Publications no. 66. Wageningen, The Netherlands: Wageningen Press.
Sheep Breeds M H Fahmy, International Genetics Consulting Service, Ottawa, Canada J N B Shrestha, Agriculture and Agri-Food Canada, Quebec, Canada Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The de®nition of dairy breeds is loosely applied to all sheep producing milk whether it is used for human consumption or nursing lambs. In developing countries, milk from sheep and goats is an important source of dietary protein for millions of people, mainly smallholders, landless people, nomads and peasants. In contrast, in developed countries, milk from sheep is a raw material that is further processed into high-quality dairy products. The importance of milk production is that it is often considered as a key factor in determining the feasibility of the other production systems, i.e. meat and ®bre production. In general, ewes that produce more milk tend to raise more lambs contributing to the ef®ciency and economic viability of the production system. Genetically isolated populations of indigenous sheep with distinct morphological characteristics and production performance evolved over centuries as a result of natural and induced selection in a wide range of physio-geographical habitats. Wide variation in physical appearance, production and reproduction performance is known to exist among dairy breeds. The potential for milk production tends to vary considerably according to the genetic composition and the cumulative selection pressure previously applied. However, this potential is in¯uenced by many environmental factors such as nutrition, climate, management, diseases and the socioeconomic patterns of sheep farmers.
Distribution and Classification of Dairy Sheep Nearly half of the world's sheep milk is produced in the Mediterranean basin and the Middle East. Though not signi®cant, milking of indigenous sheep in China and a number of countries in Southeast Asia has been frequently observed. There are many breeds of dairy sheep on the Mediterranean Islands of Corsica, Sardinia, Cyprus, Chios and Crete; on the Balearic, Ionian and Aegean islands; on the plains of Thessaly; on the plateaus of the south Massif Central, Anatolia and Iranian Azerbaijan; in the oases on the borders of Morocco, Algeria and Tunisia; and in the El Fayum region in Egypt. In 1991, Boyazoglu broadly classi®ed sheep in this region into six distinct groups based on their origin, morphological characteristics and production performance. 1. The fat-tailed sheep from Asia include the majority of the breeds in Iran and Afghanistan, the Awassi, Mytileni, Cyprus, White and Red Karaman; the Barbary breed in Tunisia; and the Barbaresca and Laticauda breeds in Italy. 2. The Zackel/Karakachan/Ruda types include the primitive mountainous breeds from Central Europe such as the Cakiel in Poland; Karagouniko, Serres and Vlahiko in Greece; Turcana in Romania; Pleven in Bulgaria; Ruda in Albania; and Pramenka in Yugoslavia. 3. The coarse-woolled breeds of the western Mediterranean consist of the Churra in Spain; the Bordaleiro in Portugal; the Sarda in Italy; and the Corse breed in Corsica and some Island breeds. 4. The proli®c breeds of the Greek Islands with increased potential for milk production include the Chios, Kymi and Skopelos; the D'man of Morocco; and the Langhe and Bergamasca of the sub-Alpine type in Italy. 5. The white and medium-woolled, average milking sheep breeds of the western Mediterranean consist of the Lacaune in France; the Manchega in Spain; and occasionally breeds with Merino ancestry. 6. The Merino type of ®ne-woolled populations include the Arles Merino breed; and breeds with Merino ancestry such as the Spanish and Portugese Merino; the Sopravissana, Gentile di Puglia and other Italian breeds. The duration of suckling during lactation and the milking interval are important criteria that need to be considered in determining total milk yield. In many studies the milk yield reported represented only the amount of milk produced during lactation and did not account for the milk consumed by lambs
DAIRY ANIMALS/Sheep Breeds
during nursing. In addition, the milk yield reported in milk recording systems is based on a certain period during the lactation, not on the entire lactation period. Furthermore, the time of sampling in¯uences milk composition. These factors should be taken into consideration when comparing the performance of various breeds. In the twentieth century, there was extensive research on the evaluation of sheep breeds based on production and composition of milk. The majority of these studies were carried out under varying conditions of management, nutrition and environment, and milk recording procedures were based on limited sample size. Comparative studies involving several breeds of dairy sheep are rare. The conclusion from studies based on widely variable attributes, therefore, can only be considered as preliminary evidence of breed differences in ewe productivity. In this article important and well-established dairy sheep breeds are classi®ed into four distinct groups (superior, high, medium and low) according to their milk production potential. Many other breeds can ®t within these classi®cations but are not presented here because very little information is available in the literature on their characteristics and performance. Information is also given on some of the most important newly developed breeds.
Dairy Breeds with Superior Milk Production Breeds in this category have the potential to produce in excess of 300 kg of milk per lactation. Currently, only two breeds, East Friesian and Improved Awassi, can be classi®ed in this category. East Friesian
Origin and distribution The East Friesian breed, also known as East Friesland Milch, German Milk Sheep and Milchschaf, originated from the marsh type sheep indigenous to the coasts and islands of the North Sea extending from Holland to Denmark, mainly in the East Friesland region of northern Germany and the East Friesian Islands (Figure 1). This breed has spread across Europe into Scandinavia and Poland, and into the high altitudes of the Alps. The East Friesian breed is recognized for its superior milking ability, and has been exported to North and South America, the United Kingdom, the Middle East and Oceania. The East Friesian sheep, well adapted to harsh climatic conditions and mountainous terrains, appears to prosper in the outdoors, and is most common in humid areas. These sheep are not productive under
599
Figure 1 East Friesian ewes. (Photograph courtesy of Zo®a Raczkowska.)
dry and/or hot conditions but are suitable for farming at sea level or in areas where rainfall is frequent. The East Friesian sheep have an inherent potential for increased milk, lamb and wool production; however, sparse feed and unimproved pastures may fail to meet their nutrient requirements, resulting in lower levels of production. Physical and reproductive characteristics East Friesian sheep are white and long-woolled with a thin, long tail bare of wool (rat tail). The head is long and polled with a slight Roman nose. The ears are thin, long and pointing forward. The head, ears, legs, inner legs and scrotum are devoid of wool. The back is broad, solid, long and firm over the loin. The udder has wide attachment with distinct quarters and strong teats pointed downward. Wool is classi®ed as medium type with a spinning count of 48±52s, ®bre diameter of 40 mm and staple length of 11±20 cm. Yearling ewes produce 3 kg of ¯eece, whereas ewes 2 years and older produce 3.6± 6.2 kg. Lambs weigh 4.0±5.2 kg at birth, gain 145 g daily to 40 kg, and subsequently 286 g daily to 200 days of age. Body weights of mature rams and ewes are 90±120 kg and 57±75 kg, respectively. Ewe lambs attain puberty at 7 months of age. Ewes continue oestrous activity for approximately 5 months exhibiting an average of 8.8 oestrous cycles. Under optimum environmental condition fecundity of 210±230% is common, however, under commercial conditions lower fecundity may be expected. The embryonic mortality is 12% and lamb mortality from birth to 120 days of age may reach 24% in large ¯ocks, and 8% in small ¯ocks. These ®ndings con®rm that East Friesian sheep need proper feeding and management in order to express their inherent potential.
600
DAIRY ANIMALS/Sheep Breeds
Milk production traits The estimates for milk production of East Friesian sheep tend to vary widely among countries according to prevailing nutrition and management as well as milk recording procedures. Table 1 summarizes some recent estimates of milk yield from various countries. Production from outstanding ewes can reach 1500 kg per lactation. The lactation length varies between 180 and 210 days, and in exceptional cases lasts 260 days; some recent reports indicate that lactation length in some Balkan countries exceeded 300 days, or well into subsequent pregnancy. In drier regions, milk production tends to be lower and the duration of lactation is shorter compared to countries in Northern Europe. In Germany, the fat content of East Friesian milk is 5.5±6.0%. However many published estimates are lower and vary considerably among countries. In Poland, the fat content of milk from East Friesian sheep is 4.2%, lower than in the Finnish landrace and native Polish breeds. Likewise, the protein content of 4.5±4.7% is lower, whereas the lactose content of 4.6±4.8% is consistent among breeds. Udder volume in the second month of the second lactation is estimated at 1843 ml and milking speed at 8.9 ml sÿ1.
carpet-wool-type sheep, are medium to large in size. The predominant colour is white while the head, ears and upper part of the neck may be reddishbrown. In order to eliminate rudimentary ears and coloured ¯eece, selection against these undesirable characteristics was rigorous. The legs are totally or partially brownish in colour. The rams are horned and ewes are polled or may have rudimentary horns. Ewe lambs are usually mated at 8±16 months of age. The detailed description of the physical characteristics of the breed is presented in the next section. Milk production traits In Israel, the average production of improved Awassi ewes in 1979 was 342 l of milk in 200 days of lactation with 6% milk fat. Selection increased milk production over a period of 5 years from 378 to 444 kg in yearlings, and from 473 to 532 kg in 2-year-old ewes. In year 2000, the of®cial milk recording programme estimated milk yield at 530 l. In Spain, 22% of Awassi ewes imported from Israel produced up to 200 kg of milk. Similarly, 49% produced 201±300 kg, and 25% produced 301±400 kg of milk. In Iran, ewes produced 222 kg of milk in the ®rst lactation, 268 kg in the second
Improved Awassi
Origin and distribution At the beginning of the twentieth century, indigenous Awassi sheep from Turkey and the Middle East were imported into Israel. An accelerated breeding programme based on selection for increased milking ability resulted in the development of the improved Awassi breed (Figure 2). These sheep with potential for increased milking ability have been exported to several countries including Iran, Cyprus, Hungary, Spain, India, Turkey, Yugoslavia and New Zealand. Physical and reproductive characteristics The improved Awassi population, classi®ed as fat-tailed,
Figure 2 Improved Awassi ewe. (Photograph courtesy of the Volcani Agricultural Research Centre, Israel.)
Table 1 Estimates of milk yield of East Friesian sheep in various countries Country
Milk yield
Lactation length (days)
Germany
540±650 kg 283±680 l 450 l 250±350 kg 343 l (1st) 311 l (>1st) 178±183 kg 196 l 161 kg 388±551kg
Ð 212±264 Ð Ð Ð Ð 140±170 235 198 Ð
United Kingdom Sweden Bulgaria (experimental conditions) Greece Uruguay Israel Saxony Province (Germany)
DAIRY ANIMALS/Sheep Breeds
lactation and 298 kg in the third and subsequent lactations. In India, yearlings produced 231 kg of milk in 323 days of lactation. Milk fat content varied between 5.5% and 9.8%, while solids non-fat content varied between 9.4% and 10.8%.
Dairy Breeds with High Milk Production Breeds with milk production potential of 200±300 kg per lactation are classi®ed in this category. Milk production and length of lactation of major dairy sheep breeds are presented in Table 2. Awassi
Origin and distribution The exact origin of Awassi sheep has not been established; however, it is widely believed that their evolution occurred in the region between the rivers Tigris and Euphrates in Iraq and Syria. The name Awassi comes from an ancient Arab tribe (El-Awas) that lived near the Euphrates river in northern Syria. These sheep, classi®ed as fat-tail, carpet-wool type, are raised primarily for milk, lambs and wool. The Awassi sheep are well adapted to the hot and dry subtropical climate. These sheep are good walkers capable of travelling over extended distances in search for food and water. Nevertheless, it is important to provide shelter as a safeguard against cold and humidity, especially snow. In the semiarid and arid regions of southwest Asia Awassi sheep are raised under extensive management. Furthermore, these sheep are highly productive under intensive management and adequate feeding. The Awassi sheep is popular in the countries of the Middle East, southeast Turkey and southwest Asia. Physical and reproductive characteristics Awassi sheep are medium in size, but the body size varies among ¯ocks in the Middle Eastern countries. The entire body is covered with wool, whereas the head and legs have short, lustrous hair, and sometimes the chest and belly are bare. The head, ears and
anterior of the neck are red, brown or black in colour, with these colours covering various parts of the body. Occasionally, white, grey or spotted colours have been observed. Although rams are characterized by large, spiral and strong wrinkled horns, there are a small number of polled animals. The majority of ewes are polled, however 25% of the female population may have short straight horns or scurs. The ears are long and pendulous, and sometimes small, rudimentary or absent. The tail is broad, round, medium-sized and bilobed with a fat cushion that is bare on the under surface and extends to the hocks. The middle of the tail is narrow, woolled and bent upwards, ending in a short, thin appendix. Rams and ewes produce heavily medullated ¯eece weighing 2.0±2.5 kg and 1.8 kg, respectively. The ¯eece has a spinning count of 36±46s, staple length of 15±20 cm and ®bre diameter of less than 26 mm in 43% of the ¯eece, and more than 36 mm in 28%. In Lebanon and Turkey, birth weights of single-born ram and ewe lambs were 4.6 and 4.3 kg, respectively. Corresponding weights for twin-born lambs were 3.7 and 3.6 kg. In Israel, birth weights of ram and ewe lambs were 4.9 and 4.5 kg for singles, and 4.1 and 4.0 kg for twins, respectively. In Lebanon, the body weight of lambs was 4 kg at birth, 27 kg at 6 months, 43 kg at 12 months and 52 kg at 24 months of age. Correspondingly, ram lambs under proper management and feeding weighed 4.9 kg at birth, 28 kg at 2 months, 37 kg at 3 months, 43 kg at 4 months and 50 kg at 5.5 months of age. In Iraq, Awassi sheep (Shafali) raised on irrigated farms are early maturing and relatively larger in size. The rams attain sexual maturity as the body weight reaches 30±37 kg around 8 months of age. Usually, lambs reach puberty at 6 months of age with 75% of the ewes lambing as yearlings. When rams and ewes are raised together, lambing occurs in nearly 85% of the ewes between mid September and mid March, but mostly in January. Awassi ewes have the ability to lamb year-round, and when raised on good pastures can produce two lamb crops annually. Fertility tends
Table 2 Milk production and lactation length of various breeds with high milk yield Breed (country)
Awassi (Turkey) Awassi (general) Chios (Greece) Lacaune (France) Sarda (Italy)
601
Alfa-Laval (1981)
Boyazoglu (1991)
Milk yield (kg)
Lactation length (days)
Milk yield (kg)
Lactation length (days)
Ð 150±500 180±200 130±200 110±250
Ð 250 160±260 100±210 170±240
175±205 Ð 202±251 177±182 122±194
Ð Ð 157±265 161±170 Ð
602
DAIRY ANIMALS/Sheep Breeds
to vary among countries: 85±90% in Iraq, 90% in Syria and Kuwait, 60% in Jordan and Lebanon, and 98% in Israel. Correspondingly, proli®cacy also varied: 1.2±1.3 in Iraq, and 1.0±1.1 in Syria, Saudi Arabia, Kuwait and Israel. The proportion of twins is 5% among ewes raised by small farmers and Bedouins. Lamb mortality in sheep ¯ocks maintained by Bedouins varies from 15% to 20% annually. The mortality rate may increase with drought or during adverse climatic conditions. Milk production traits In Lebanon, Awassi ewes produced 225 kg of milk in the ®rst lactation of 217 days. The average milk production over the following two to six lactations was 216 kg in 191 days with a peak production of 406 kg in the ®fth lactation. In Syria and Turkey, ewes produced 100±185 kg of milk. In Iraq, although Awassi sheep are raised mainly for meat, ewes produced 108 kg of milk in 138 days of lactation. All the milk produced is normally consumed by the owners. The average length of lactation in the various ¯ocks varied from 130 to 220 days. In Syria, the range was wider, from 116 to 262 days. Udder shape and teats in Awassi ewes tend to vary, displaying many faults. Uniform udder characteristics in improved Awassi ewes are a result of selection for mechanical milking. The udder is globular shaped, well attached, moderate in depth, wide between the legs, elongated anteriorly and extends well to the rear. The teats face downward and are of fair length and moderate thickness. Chios
Origin and distribution The exact origin of Chios sheep is unknown. Possibly, these sheep are the descendants of crosses among sheep indigenous to the island of Chios, western Anatolia, Kivircik and Dagli. The Chios is classi®ed as a semi fat-tailed breed (Figure 3). These highly productive stall-fed sheep are raised primarily for milk production. In Turkey, the Chios breed is known as Sakiz and classi®ed as a thin-tailed sheep. Chios sheep adapt well to a wide range of ecological and climatic conditions within the broader Mediterranean region. However, these sheep are not recommended where adverse and dif®cult conditions prevail. In central Turkey, fertility and milk yield declined in Chios sheep raised under dry and cold climatic conditions. Studies in Greece suggest that productivity of Chios sheep tends to decline when they are exposed to cold and windy conditions. The Chios breed is well recognized for its milking ability, and has been exported to several Mediterranean and Middle Eastern countries.
Figure 3 Chios ewe. (Photograph courtesy of Dr I. Hatziminaoglu.)
Physical and reproductive traits Chios sheep are predominantly white with black or brown spots around the eyes, and on the extremities of the ears, nose, belly and legs. The head is relatively small and delicate with a light to moderately convex profile and sometimes completely black in colour. The ears are long, horizontal and slightly droopy. In general, rams have long spiral horns and ewes are polled. There is a small proportion of ewes with small curved horns. Chios sheep have a long and narrow neck. The legs are long, and fine-boned. The tail is 24±27 cm long, cone-shaped, with a 9±12 cm broad base extending to the hocks. On the island of Chios, body weights of mature rams and ewes are 65±80 kg and 48±52 kg, respectively. The head, legs and belly and sometimes the neck are bare. The ¯eece weight of rams and ewes weighs 2.2 and 1.2±1.9 kg, respectively. The wool appears to be uniform, but the quality tends to vary with a spinning count of 44±56s, staple length of 8± 13 cm, breaking strength of 20±24 g and extensibility of 45±63%. Ram lambs weigh 3.8 kg at birth, 16 kg at weaning (42 days), 44 kg at 150 days and 51 kg at 180 days of age. Corresponding weights for ewe lambs were 3.5, 13, 35 and 37 kg. Ewe lambs exhibit puberty at 243±290 days of age as body weight reaches 37±43 kg. The mean onset of oestrus occurs in late July and the breeding season lasts from April to November. In Turkey, more than 80% of ewes were in oestrus from September to March and the breeding season lasted for 116 days. Ovulation rate was 3.25, and duration of oestrus was 1.8 days with an oestrus cycle of 17±18 days. Fertility was 91%, while proli®cacy increased from 1.7 under conventional management to 2.0 under improved conditions. Preweaning lamb mortality was
DAIRY ANIMALS/Sheep Breeds
603
to improve the milk production potential, Merino, Southdown and Barbary breeds were crossed with Lacaune sheep. This action has had little in¯uence on the breed. In 1947, the CamareÁs breed from south of the Aveyron was of®cially absorbed into the Lacaune breed together with the Larzac and SeÂgala breeds of Aveyron and the Lauraguais and Corbires breeds of Aude. The Lacaune sheep, noted for milk production, have been raised widely across central and southern France. These sheep are maintained in ¯ocks of 50±100 ewes and almost two-thirds of the population are milked.
Figure 4 Lacaune ewe. (Photograph courtesy of INRA, Toulouse Research Centre, France.)
6.2% for singles, 7.2% for twins and 9.8% for multiple births. Milk production traits Chios ewes produce an average of 120±300 kg of milk annually. In Turkey, ewes produced 188±259 kg of milk under experimental conditions and 120±180 kg under commercial establishments. In Cyprus, ewes produced 119 kg of milk in 90 days of lactation, and 195 kg in 194 days of lactation. In Greece, ewes produced 180±200 kg of milk annually following a suckling period of 40±60 days. Results based on 4225 milk records showed 53% of the ewes produced 150±300 kg of milk annually. In a study of 4000 ewes, 28% produced 3 kg of milk or more daily, 28% produced 2±3 kg and the remaining ewes produced 1±2 kg. Outstanding ewes produced up to 500 kg of milk. The highest milk production recorded for a ewe was 597 kg in 272 days during the second lactation. On the island of Chios, ewes produced 1.8±2.0 kg of milk daily containing 5.9±6.8% fat and 5.5% protein. In general, lactation length varied between 150 and 200 days according to the prevailing management. Chios ewes have a typical dairy conformation with a large pendulous udder and a high inclination of teats that causes problems during machine milking. Large udders may have two additional teats that are often milked. In milking ewes, the average udder circumference before and after milking was 48 and 36 cm, respectively; udder depth was 23 cm; and teat length and diameter were 4.3 and 2.3 cm, respectively. Lacaune
Origin and distribution The Lacaune breed was named after a town southeast of Tarn in the Lacaune mountains (Figure 4). In 1870, in an effort
Physical and reproductive characteristics Lacaune sheep are generally white or yellowish-white in colour; however, some are pigmented. Wool covers the body except the head, nose, abdomen and legs. The head is long with a straight or slightly convex pro®le. The forehead is triangular and both sexes are polled. The Lacaune's eyes are large and light in colour, and it has long, horizontal ears located sideways and drooping to a very slight degree. The face is covered with white hair while the neck is round and arched. The sheep are 70±80 cm in height with a long trunk and a straight back. The legs are medium in length. The Lacaune breed is classi®ed as a semi-coarsewoolled sheep with short, thick, elastic locks and a more extensive semi-closed ¯eece. The ¯eece is dense, crimped, springy, strong, white in colour and fairly ®ne weighing 2.5 kg in rams and 1.5 kg in ewes. The ¯eece has a spinning count of 58±60s, ®bre diameter of 20±28 mm, ®bre length of 7±10 cm, and breaking strength of 12 g. Twinning is common and lambing occurs from December to March. Usually, ewes continue to lactate until July. Lambs weigh 3±4 kg at birth. On dairy farms, lambs weighing 10±16 kg are marketed at 30±45 days of age. Lambs sold for meat vary in weight from 25±30 kg at 1 month to 40±50 kg at 3 months, or 50±60 kg at 12 months. Body weights of mature rams and ewes are 95±100 kg and 70±75 kg, respectively. Milk production traits Lacaune sheep have been intensively selected for milk production. Results from the 2000 milk recording programme showed that yearlings up to 18 months of age produced 225 l in 146 days of lactation whereas older ewes produced 287 l of milk in 172 days of lactation. For ewes of all ages, the yield was 270 l in 165 days. The milk contains 5.2% protein and 7.1% fat. The primary product of this breed is milk, used in manufacturing Roquefort cheese. The production of meat and wool is also common. There are many
604
DAIRY ANIMALS/Sheep Breeds
specialized varieties of Lacaune sheep that have been selected for both milk and meat production. Sardinian (Sarda)
Origin and distribution There is no de®nitive evidence on the origin of the Sardinian breed. These sheep are predominantly found in the Sardegna region of Italy (Figure 5). The mountainous terrain on the Island of Sardinia consists of bushes and rocks on shallow and infertile land. The majority of sheep, with no access to supplementary feed, remain outdoors in an inhospitable environment facing extremes in temperature with little or no reliable source of water. The Sardinian sheep are a triple-purpose breed with milk as the primary product followed by meat and wool production. The breed has been classi®ed into the small mountain, medium hill and large lowland varieties. The Sardinian breed, recognized for milking ability, has been exported to Tunisia, France, Spain, Greece, Cyprus and Israel. Physical and reproductive characteristics The small mountain variety of Sardinian sheep is found in migratory ¯ocks in the eastern highlands and the northeast and extreme southwest regions of Italy. Rams have large spiral horns while ewes have small horns curled downwards and backwards, occasionally with vestiges. The ears are medium in size, horizontal and tend to be small and upright. Body weight of mature rams and ewes averages 35±40 kg and 25±35 kg, respectively. The sheep are white in colour and carry a tuft of wool on the forehead. The ¯eece weighs 0.6±0.8 kg. The smaller variety
Figure 5 Sarda ewe. (Photography courtesy of Italian Sheep Breeders' Association.)
has a coarse outer coat and a more pronounced undercoat. The tail is long and thin, sometimes with small terminal lipoma. The medium hill variety of Sardinian sheep is common in the province of Sassari, and in areas where the small and large varieties are not widespread. Rams are always horned while ewes rarely have horns. The ears are medium in size, horizontal with a tendency to be smaller and upright. The sheep are white in colour with a long and thin tail. Body weights of mature rams and ewes are 45±60 kg and 35±45 kg, respectively. The ¯eece weighs 1.6±2 kg for rams and 1±1.4 kg for ewes. Campidano sheep, known locally as Sarda, is a large lowland variety mostly con®ned to the area near the town of Cagliari. The introduction of Barbary and Merino breeds may have contributed to the large size, fat tail and compact ¯eece. The ewes are white in colour and highly fertile but produce less milk. These sheep, maintained on a high plane of nutrition, have been selected for fertility. Rams are polled, but a small proportion may have scurs, while ewes are always polled. The sheep have large ears that rest slightly below horizontal. Body weights of mature rams and ewes averages 65±80 kg and 42±60 kg, respectively. These sheep have a long and thin tail, very wide at the base. The head, legs and abdomen are bare. The larger varieties are more uniform and compact. The ¯eece contains coarse wool ®bres, open and mixed with hair. Fleece weight averages 2.3±3 kg in rams and 1.8 kg in ewes. The ¯eece has a spinning count of 36± 40s, ®bre diameter of 37 mm with 1.1 crimps cmÿ1 and ®bre length of 14 cm. In the medium variety lambs weigh 3 kg at birth whereas in the smaller variety they weigh 10% lighter and in the larger variety 10% heavier. In general, rams are 10% heavier than ewes. At 30 days of age, slaughter weights of lambs of the small, medium and large varieties are 6±7 kg, 8±9 kg and 10±11 kg, respectively. The sheep usually attain 18±20 kg at 90 days and 27±32 kg at 150±180 days of age. About two-thirds of ewes are exposed to rams as yearlings at 11±19 months of age, while the remaining ewes are mated at 22±26 months. The lambing season extends from September to April. Sardinian sheep raised under an accelerated breeding programme have lambed at 6±8 month intervals. About 8±10% of the ewes produce twins and the proportion increases from 1% at 1±2 years to 15% at 5±7 years of age. Milk production traits Sardinian sheep are handmilked, twice daily until May and once daily until July±August. In general, the average milk production
DAIRY ANIMALS/Sheep Breeds
in selected flocks was 100 kg for the smaller variety, 150±200 kg for the medium variety, and 120±180 kg for the large variety. Milk production of Cagliari sheep was 134 kg in the first lactation of 172 days, 188 kg in the second lactation of 225 days, and 216 kg in subsequent lactations of 248 days. The year 2000 milk recording results of over 1100 flocks showed that in 100 days of milk recording, yearlings up to 18 months of age produced 130 l compared to 203 l for older ewes. The milk contains 6.7% fat and 5.1% lactose. In another study, milk production of 63 kg in first lactation and 215 kg over the subsequent 160±200 days was estimated from weight gain of lambs suckling for 35 days.
Dairy Breeds with Moderate Milk Production Breeds with a milk production potential of 100± 200 kg per lactation are considered in this category. Recent milk yield results from the year 2000 European Milk Recording Programme for the major breeds in this category are presented in Table 3. Milk production and length of lactation of these breeds and others in this category are presented in Table 4. Table 5 gives the milk production ®gures for some similar yielding breeds of minor importance. Bergamasca
Bergamasca is the largest sheep breed in Italy, and originated in the province of Bergamo. The Bergamasca breed is also known as Gigante di Bergamo in Italy; Bergamasker in Germany; and Bergamacia in Brazil. The breed has been grouped with the lop-eared Alpine sheep. These sheep are white in colour with a semi-open ¯eece. Sheep are large in size with a heavy-framed body (Figure 6). The head is large
and heavy characterized with a prominent Roman nose in the ram. The forehead and upper parts of the nose are covered with wool. The ears are wide and long, often hanging below the level of the jaws. Animals of both sexes are hornless. The cheek, ear, muzzle, abdomen and lower parts of the legs are bare. The body weight of mature rams and ewes averages 80±90 kg and 60±70 kg, respectively. Fleece weights are 4.6±5.2 kg for rams and 3.7± 4.0 kg for ewes. Staple length varies with the month of shearing from 4±6 cm in March to 8±10 cm in September. The ¯eece has a spinning count of 40± 48s and breaking strength of 8±10 g. The ewes are highly fecund, with 95% fertility and a proli®cacy of 1.5 lambs at birth. Body weights of male and female lambs are 4.9 and 4.5 kg at birth; 15 and 12 kg at 30 days; 29 and 22 kg at 90 days; and 41 and 33 kg at 180 days of age, respectively. Milk production has been estimated at 160±180 kg per lactation. Churro
Churro, which means coarse wool, consists of several varieties of sheep; the Bragan a Galician, Miranda Galician, Badano, Mondego, Churro do Campo and Algarve Churro types found in the northern Portugal, as well as the Cantabrian and Pyrenean, Occidental and Gallega varieties in Spain (Figure 7). These sheep grouped under the Portuguese coarse-wool Churro (Bordaliero) type, are raised primarily for meat and also used for milk production. The proportion of white-coloured sheep has increased to about 85%. Nevertheless, there is a small proportion of brownand black-coloured sheep. Rams are horned whereas ewes may be either horned or polled. The ewes are marginally proli®c, producing 1.2 lambs at birth. The body weight of lambs at birth is 4 kg for singles, 3.3 kg for twins, and 2.8 kg for triplets. Lambs weigh
T0003 Table 3 Average milk yield per recorded ewe for selected breeds in 2000 Breed
Castillana Churra Comisana Karranzana Langhe Latxa Manchega Massese Sarda Valle del Belice
Country
Spain Spain Italy Spain Italy Spain Spain Italy Italy Italy
Yearlings 12±18 months old
Ewes older than 18 months
Milk yield (litres)
Lactation period (days)
Milk yield (litres)
Lactation period (days)
101 105 99 127 108 102 140 130 130 104
120 120 100 120 100 120 120 100 100 Ð
116 123 182 128 150 129 160 152 203 194
120 120 200 120 180 120 120 120 180 180
Data from Astruc and Barrillet (2001).
605
606
DAIRY ANIMALS/Sheep Breeds
Table 4 Lactation length and milk production of several medium-yielding dairy breeds Breed
Churra Comisana Garfagnana Karagouniko Kymi Lacha Langhe Manchega Massese Serra da Estrela Sfakia Skopelos
Country
Spain Italy Italy Greece Greece Spain Italy Spain Italy Portugal Greece Greece
Alfa-Laval (1981)
Boyazoglu (1991)
Milk yield (kg)
Lactation length (days)
Milk yield (kg)
Lactation length (days)
45±75 Ð 150±160 Ð Ð Ð Ð 50±125 150±160 100±120 Ð Ð
150 Ð 180±210 Ð Ð Ð Ð 90±150 180±210 200±230 Ð Ð
150 144 Ð 123±163 141±166 207 82±150 97 138 150 128±134 153±163
151 Ð Ð 158±176 153±265 180 Ð 126 Ð 105 190±197 164±180
Table 5 Milk production of some medium-yielding breeds of minor importance Breed
Basque-BeÂarn Bordaleiro Corsican Flemish Milksheep Karranzona Pinzirita PreÂalpes du Sud Stara Zagora Zakinthos Zigaja
Country
France Portugal France Netherlands Spain Italy France Bulgaria Greece Germany
Milk production
100 l 131±155 l 150 l 117 kg 128 l 117 l 114 kg 154 l 160±180 kg 96 to 145 l
Figure 6 Bergamasca ewe. (Photograph courtesy of Italian Sheep Breeders' Association.)
Lactation period (days) 130 120±180 86 days 10±45 120 180 169 Ð 175 169±208
Milk composition (%) Fat
Protein
Lactose
Ð 7.4 Ð 6.8 Ð Ð 6.8±7.0 Ð Ð Ð
Ð 5.0 Ð 5.2 Ð Ð 5.8±6.1 Ð Ð Ð
Ð Ð Ð 5.7 Ð Ð Ð Ð Ð Ð
Figure 7 Churro ewe. (Photograph courtesy of Dr L.F. de la Fuente.)
DAIRY ANIMALS/Sheep Breeds
29 kg at 30 week of age, and 56 kg at maturity. Fleece weight ranges from 1.35 kg at 30 weeks to 1.97 kg at 4±8 years of age. In the Castilla±Leon region of Spain, ewes produce 91 ml of milk daily. The milk has a fat content of 6.8% and protein content of 6.3%. Churro da Terra Quente ewes produce 132 l of milk in 120 days of lactation. In France, milk production was lower at 68 l per lactation. The udder was 9.3 cm in depth, 12.2 cm in width and 46.6 cm in circumference. The 18% total solids in the milk includes 6.1% fat and 5.5% protein. The daily fat content of milk in the ®rst three lactations varied from 7.1% to 8.4%. Comisana
The Comisana breed originated in southeast Sicily from crosses between indigenous Maltese and Sicilian sheep (Figure 8). Subsequent introductions of rams of the Barbary breed from Tunisia have caused a reduction in milk yield. Comisana sheep, raised primarily for milk and meat produce coarse wool ¯eeces. The medium-sized breed, with mature ewes weighing 50 kg, is polled. Sheep are white in colour with a reddish-brown face and semilopped ears. The ewes are slow maturing, with onset of oestrus at 12±13 months of age. Ewes are proli®c producing 1.8 lambs at birth. The ®rst lactation milk yield of 62 kg was estimated from weight gained by lambs suckling for 35 days. In the subsequent 160±200 days of milking, 148 kg of milk was produced. The of®cial estimate of milk production was 159 kg per lactation with 6.5% fat and 5.0% protein content.
Figure 8 Comisana ewe. (Photograph courtesy of Italian Sheep Breeders' Association.)
607
The highest record for milk production was 500± 600 kg in 190 days of lactation. Karaman
The fat-tailed Karaman sheep are known to have originated in Turkey. The Karaman sheep raised throughout central Anatolia are white in colour while those raised in eastern Anatolia are red or brown in colour. The majority of rams are polled while ewes are always polled. The white variety of Karaman sheep weighs 40±45 kg at maturity whereas the red variety is 3 kg heavier. In Turkey, the ewes are marginally proli®c producing 1.3 lambs at birth. Karaman sheep are also found in Syria and Iran. In Iran, the common name of these sheep varies from region to region. In Turkey, Karaman sheep produce 51±78 kg of milk in 130±144 days of lactation. In Iran, milk production of Ghezel sheep estimated by a combination of lambs suckling and hand-milking was 149 kg in 173 days of lactation. Daily milk yields during suckling and postweaning periods were 1.2 kg and 0.3 kg, respectively. Lacho (Manech)
The Lacho originating in the Basque region of Spain are dual-purpose sheep raised for milk and meat production. The coarse carpet-wool type Lacho sheep resemble Churro sheep. These sheep have long wool with a black, brown or grey coloured face and feet. Rams have horns and ewes are either horned or polled. In Spain, Lacho sheep produce 130 l of milk in 150 days of lactation. In France, these sheep known as Manech (Figure 9) produce 948 ml of milk daily. This represents 367 ml from machine milking, 375 ml from machine stripping and 206 ml of residual milk. The average milk production from 40 000 Manech ewes was 90 l in 127 days of lactation.
Figure 9 Manech ewe. (Photograph courtesy of Dr Vidal Montoro.)
608
DAIRY ANIMALS/Sheep Breeds
Langhe
Langhe are a large sized, dual-purpose Italian sheep raised for milk and meat production. These sheep are white, polled, early maturing and produce coarse wool of carpet type (Figure 10). Ewe lambs bred at 8 months of age produce offspring between January and March. About 80% of the ewes produce offspring as yearlings, while the remaining do so at 2 years of age. In the normal breeding season, ewes have a proli®cacy of 1.4, with a twinning rate of 38%, and multiple birth rate of 1%. In ewes synchronized to breed out of season, fertility and fecundity were 73% and 95%, respectively, with a proli®cacy of 1.3 lambs at birth. First lactation milk production was 77 kg over a 35-day suckling period (estimated from lamb weight gain) and 172 kg over the subsequent 160±200 day period. Milk contains 6±7% fat, 5±6% protein and 5% lactose. In the ®rst three lactations milk production was 198 kg for ewes with singles and 227 kg for those with twins.
quality. These sheep are polled and usually white in colour, but some are black. In the ®rst four weeks of lactation, milk yield in ewes with singles was 43.7 kg, and in those with twins was 80.4 kg. Corresponding milk yields in the subsequent 4 weeks of lactation were 34.4 kg and 45.4 kg for totals of 78 and 126 kg for 8 weeks of lactation. The milk is composed of 8.59% fat, 4.51% protein, 5.18% lactose and 19.3% dry matter. Massese (Massa)
The Massese breed originated in the province of Massa Carrara in Italy. It is a dual-purpose breed raised for milk and meat production (Figure 12).
Latxa
Latxa sheep are also known as Blondofaced Lacco in the Spanish Pyrenees. These sheep are similar to the Manech sheep in the French Basque country. The ewes produce 138 kg of milk per lactation, which contains 5.8% fat and 5.1% protein. Manchega
The Manchega sheep originating in the La Mancha and New Castille regions of Spain is a dual-purpose breed raised for milk and meat production (Figure 11). The wool is coarse and of medium
Figure 11 Manchega ewes. (Photograph courtesy of Italian Sheep Breeders' Association.)
Figure 10 Langhe ewe. (Photograph courtesy of Italian Sheep Breeders' Association.)
Figure 12 Massese ewe. (Photograph courtesy of Italian Sheep Breeders' Association.)
DAIRY ANIMALS/Sheep Breeds
The sheep resemble the Garfagnana breed, but are smaller in size and grey or brown in colour, with dark head and extremities. Rams and ewes are horned. Wool is relatively uniform and dark in colour. Ewe lambs are mated at 10±11 months of age. Ewes are marginally proli®c with 1.3±1.4 lambs weighing 3.6±4.5 kg at birth. During the ®rst part-lactation, milk yield was 73 kg (estimated from lamb weight gain) over a 35-day suckling period. Correspondingly, ewes produced 160 kg of milk over the subsequent 160±200 days of lactation. Estimates of milk production vary with season of lambing: 197 kg in 158 days of lactation (spring), and 218 kg in 232 days of lactation (winter). In general, most ewes produce 178 kg of milk in 254 days of lactation. The milk is composed of 7.3±8.4% fat, 5.7±6.0% protein, 4.3±4.9% lactose and 19.7% total solids. Mehraban
Mehraban is a fat-tailed, coarse wool breed originating in western Iran (Hamadan) and mainly raised for meat, with milk as a secondary product (Figure 13). The colour of the sheep varies from light brown to creamy or grey with a dark face and neck. Milk production was estimated from a combination of suckling (15 weeks) and hand-milking. Daily milk yield was 1.2 kg during the suckling period, and 0.3 kg during the postweaning period. In general, ewes produced 142 kg milk in 177 days of lactation. Serra de Estrela
Serra de Estrela sheep originating in northern and central Portugal are known as Bordaleiro, a term used primarily to identify different types of sheep between the ®ne-wool Merino breed and the
609
coarse-wool Churro breed. Serra de Estrela is a dualpurpose breed raised for milk and meat production. The wool is coarse and of medium quality. The sheep are white in colour with brown spots on the head and legs and some are completely black. The white variety of Serra de Estrela sheep produces 144 kg of milk in 205 days of lactation whereas the black variety produces 183 kg in 208 days of lactation. Ewes of 20 months or younger produce 97 l of milk in 138 days of lactation or 138 l of milk in 195 days. The maximum milk yield recorded was 497 l in 269 days of lactation. Skopelos
Skopelos sheep are found on the islands of northern Sporades and in some areas of mainland Greece. The Kimi variety common in the lowlands was derived from the Skopelos breed. These sheep are white or yellowish white in colour with black or redbrown spots on the face and the extremities. Some have white spots on the legs and at the tip of the tail, while others are completely red. Rams have short slender horns, but a small proportion are polled. Ewes are polled, and a small proportion have small curled horns. Body weights of mature rams and ewes are 58±60 kg and 40 kg, respectively. Ewe lambs are usually bred at 8±10 months of age. The lambing season extends from November to June. The ewes are proli®c, producing 1.84 lambs at birth. Ewes milked after 21 to 42 days of suckling produce 233 kg in 232 days of lactation. All ewes of®cially recognized as a part of the Skopelos breed on the island of Skopelos produce 155 kg of milk in a lactation. The milk contains 8.4% fat. The udder is large and coneshaped, with sizeable teats. Supernumerary teats are common.
Dairy Breeds with Low Milk Production Breeds with a milk production potential of less than 100 kg per lactation are classi®ed into this category. Although many breeds from around the world fall within this category, only those with accurate information are listed here. Milk production, length of lactation and milk composition of breeds with low milk yield are presented in Table 6. Barbary
Figure 13 Mehraban ram. (Photograph courtesy of Dr Ibrahim Nooriyan.)
The Barbary breed, derived from the fat-tail sheep of the Near East and southwest Asia, is found in North Africa and southern Italy (Barbaresca). The Barbary accounts for 95% of the sheep population in Libya and Tunisia, usually kept in nomadic ¯ocks of 200±300 sheep. Considerable variation
610
DAIRY ANIMALS/Sheep Breeds Table 6 Other minor breeds with low milk yield potential Breed
Country
Milk yield (kg)
Lactation period (days)
Florina Karagouniko Moscia Leccese Roumloukian Tsigai Vlakhiko
Greece Greece Italy Greece Slovak Republic Greece
75 70 88 71 82±89 76
145 135 180 139 131±155 147
in morphological characteristics and production performance of Barbary sheep in different countries has been reported. These sheep are generally white in colour, but some are coloured or have coloured spots. The head is brown, black or spotted brown and sometimes white, while the legs are coloured. In Libya and Algeria, rams have horns while ewes are polled. Occassionally, ewes have small straight horns. In Tunisia, the rams and ewes are usually polled. Body weights of mature rams and ewes are 40±60 kg and 35±50 kg, respectively. Barbary ewes in Libya produce 40±53 kg of milk in 160 days of lactation; in Tunisia they produce 90 kg of milk in 120 days of lactation; and in Sicily the ewes produce 92 kg of milk in 212 days of lactation. In year 2000, yearlings recorded 63 l in 100 days of milk recording in Italy. Epirus
The Epirus sheep, indigenous to Greece, are raised in the mountains under extensive management. The ewes, following weaning at 49 days, produce 92 kg of milk in 217 days of lactation. Epirus ewes produce 0.4 kg of milk daily. The milk is composed of 7.8% fat, 6.6% protein and 4.8% lactose. Kivircik (Thrace)
The Kivircik breed, whose name in Turkish means `curly coat of the lamb', is found in Thrace and northwest Anatolia. Kivircik sheep con®ned to western Thrace in Greece are known as the Thrace breed. This is the only breed in European Turkey identical to the Karnobat breed of Bulgaria. The morphological characteristics and production performance appear to vary considerably among populations. These sheep are generally white in colour, however 10±15% may be brown or black. The tail varies from long and thin reaching the hocks, to short with a variable amount of fat in the base. Kivircik sheep produce tender and juicy meat with little subcutaneous and tail fat. Body weights of mature rams and ewes are 40±45 kg and 30±40 kg, respectively. About 85±92% of the ewes are fertile
and marginally proli®c producing 1.1 lambs at birth. The breed has a low potential for milk production. Ewes produce 63 kg of milk in 140 days of lactation. Another estimate of 91 l of milk in 187 days of lactation has been reported. Rouge de l'Ouest
The Rouge de l'Ouest sheep originated in northwestern France. The head is wine-red in colour. The ¯eece is long with medium wool. Rouge de l'Ouest sheep are kept for milk production in commercial ¯ocks. The ewes produce 78 l of milk in 105 days of lactation following a suckling period of 48 days. The milk is composed of 7.6% fat and 6.2% protein. The udder averages 93 mm in depth with a cistern height of 14 mm. The teats are 32 mm in length with a 17 mm diameter and an inclination of 26.5 degrees. Serrai
The Serrai sheep is a dual-purpose breed indigenous to Greece. The breed is also referred to as Seres, Serres or Seris. These sheep have coarse wool and a low milk production potential. The Serrai sheep are usually white in colour with black marks on the head and legs. Rams are horned whereas ewes are usually polled. Ewes produce 71 kg of milk in 157 days of lactation. Somosierra Blond
The Somosierra Blond, indigenous to northeastern Spain, is a dual-purpose sheep breed raised for meat and milk production. These sheep are white in colour with a pale brown face and legs. Rams and ewes are usually horned. Daily milk yield of ewes recorded once a month for 4 months following weaning at 50 days was 1016, 790, 625 and 493 ml, respectively. Correspondingly, milk fat content was 5.1%, 5.5%, 6.3% and 7.7%, respectively, and protein content was 5.1%. Ewes lambing in July had lower milk yield than those lambing in November.
DAIRY ANIMALS/Sheep Breeds
Newly Developed Dairy Breeds The majority of the new breeds of dairy sheep were developed from crosses between East Friesian and indigenous sheep in the various regions. The development programmes were undertaken mainly because East Friesian-cross sheep failed to sustain increased milk production potential and/or crossbreeding caused deterioration in characteristics considered desirable in the indigenous sheep. Assaf
The Assaf breed was developed in Israel from crosses between Awassi and East Friesian breeds (Figure 14). In Israel, there are 40 000 Assaf sheep, on average producing 333 l of milk in 180 days of lactation. The ewes are proli®c, producing 1.6 lambs at birth. Assaf sheep, recognized for milking ability, have been exported to Abu Dhabi, Jordan, Portugal, Spain and Peru. British Milksheep
The British Milksheep was developed in England with 70% East Friesian, 10% Blue-faced Leicester, 10% Polled Dorset, 5% Lleyn and 5% from a composite of three breeds. The primary objective was to produce rams for use as terminal sires, to mate with ewes of different breeds raised in varying environments. The resulting crossbred offspring were expected to be highly productive. The British Milksheep is a robust, active, tough, hardy and docile sheep that can adapt to the surrounding environment. These sheep are medium to large in size and polled, with a white face and legs. Fleece weight averages 6.5 kg in rams and 4.5 kg in ewes. The semi-lustre wool has a spinning count of 50±54s with a staple length of 15±17 cm. British Milksheep ewes are
611
highly proli®c, producing 2.2 lambs as yearlings, 2.6 lambs as 2-year-olds, and 3.1 lambs as mature ewes. The ewes produce 650±900 l of milk in 300 days of lactation. The milk solids are particularly high with protein content rising from 5% in early lactation to 7.5% in late lactation, and fat content rising from 5.5% to 9%. FSL
In France, a breeding programme was initiated in 1967 with the intention of combining the East Friesian, Sarda and Lacaune breeds into a composite population, the FSL breed. The main objective was to develop sheep with potential for increased milk and meat production. The East Friesian breed, which excels in proli®cacy and milk production, was crossed with the Sarda breed, noted for ease of milking, and the Lacaune breed contributing genes for hardness and meat quality. The backcrosses of 34 East Friesian � 14 Lacaune, and 34 Sarda� 1 4 Lacaune were mated to produce a population composed of 37.5% East Friesian, 37.5% Sarda and 25% Lacaune. During the ®rst stage of development ewes produced 175 l of milk in 210 days of lactation. Frisarta and Frisonarta
In Greece, a breeding programme was initiated to develop the Frisarta breed by crossing East Friesian rams with a population of indigenous sheep consisting of crosses among the Chios, Karagouniko and Zakynthos breeds. The Frisarta breed was developed with the objective of improving milking potential and proli®cacy of indigenous sheep. The greatest concentration of these sheep is on the plains of Arta in western Greece. The morphological characteristics of Frisarta sheep resemble those of their East Friesian ancestors. These sheep are white in colour. Both rams and ewes are polled. The breed is characterized by a long thin tail. At maturity, ewes weigh 70±80 kg. Ewe lambs can be bred for the ®rst time at 8 months of age. The ewes are highly proli®c, producing 1.8 lambs at birth. The ¯eece weight ranges from 2.0 to 5.5 kg. Frisarta ewes produce 230±250 kg of milk in 220 days of lactation following a 42-day suckling period. Rideau
Figure 14 Assaf ewe. (Photograph courtesy of the Volcani Agricultural Research Centre, Israel.)
The Rideau breed was developed in Canada to perform under intensive management. The development started in 1966 with a foundation stock consisting of ewes and rams from several British breeds, Ile de France, Finnsheep and East Friesian with a ®nal combination consisting of 40% Finnish
612
DAIRY ANIMALS/Sheep Breeds
highly fecund dam lines suitable for crossbreeding have been derived from the Tahirova breed. Synthetic Milk Sheep
In Bulgaria, a synthetic breed yet to be named has been developed from crosses of Pleven Blackhead, East Friesian and Awassi breeds. The main objective has been to develop sheep with potential for increased milk and meat production. These sheep produce 3.25 kg of ¯eece with a staple length of 13.5 cm. Ewes produce 280±350 l of milk in 180 days of lactation.
Future Prospects Figure 15 Rideau ewe with lambs. (Photography courtesy of Agriculture and Agri-Food, Canada.)
Landrace, 46% British breeds and 14% East Friesian. Rideau sheep are generally white, although colour spots may appear on head and legs (Figure 15). Mature body weight for rams is 80±100 kg and for ewes 70±90 kg. Ewe lambs weighing 47 kg can be bred at 7 months to lamb at 1 year of age. Under intensive systems, ewes can lamb at 8-month intervals with conception rate of 55±57% for ewe lambs and 80±82% for adult ewes. Proli®cacy is 1.7 lambs for yearlings and 2.5 for adult ewes. Multiple births account for 82% of all litters. Lambs weigh 3.4 kg at birth and about 36 kg at 118 days of age. Rideau ewes machine milked twice daily for about 120 days following weaning at 30 days produced 77 l of milk, containing 6.6% fat, 5.8% protein and 4.8% lactose. Tahirova
Turkey initiated a breeding programme in 1964 to develop the Tahirova breed by crossing East Friesian rams with a population of indigenous Kivircik sheep. The genetic composition of the Tahirova breed is 25% Kivircik and 75% East Friesian. The breed was developed with the objective of improving milk and meat production potential. Tahirova sheep are white in colour, polled, open-faced and thin-tailed. Lambs weigh 4.0±5.4 kg at birth and 28±30 kg at 90 days. Body weights of mature rams and ewes average 80±90 kg and 55±65 kg, respectively. Ewe lambs attain puberty at 290 days. The ewes are proli®c producing 1.5±1.8 lambs at birth, and 60% of the lambings are multiple births. Lamb mortality to weaning is about 5%. The ¯eece weighs 3±4 kg with a spinning count of 50s or better. Ewes produce 250±300 kg of milk in 200±240 days of lactation. In Turkey, a number of populations of
In the last three decades, there has been increased interest in milk production from dairy sheep with the establishment of a number of large-scale commercial farms. The depressed wool prices have forced many countries to reorient sheep production from wool towards the production of meat and milk. The growing interest in proli®c sheep has been analogous to the expansion of the cheese industry based on dairy sheep. An example of this new direction is evident on the North American continent where proli®cacy and milk production are gaining popularity. This is because farmers are looking for proli®c ewes with milk production potential to raise more lambs. Even New Zealand, whose economy is based on sheep meat and wool production, has started moving towards alternative sources of revenue based on processed sheep milk. This phenomenon is also evident in Eastern Europe. There are a number of factors that have previously contributed to the development of the modern dairy sheep industry. These include: 1. The role of milk recording, and the standardization of procedures for milk recording among important milk-producing nations. 2. The use of mixed model methodologies for the prediction of breeding values and the identi®cation of sheep breeding stock with superior potential for milk production. 3. Newly designed milking machines to help minimize stripping and residual milk. 4. Improved management and feeding of milking ewes. 5. Preventive measures to control diseases. 6. Increased efforts to develop new dairy breeds with potential for increased milk production, superior udder conformation and teat placement. It is hoped these attributes and others will continue to play an important role in the future development of the sheep milk industry.
DAIRY ANIMALS/Water Buffalo 613 See also: Dairy Farm Management Systems: Sheep. Genetic Selection: Concepts. Sheep Husbandry: Feeding Management; Milking Management; Health Management; Reproductive Management; Multipurpose Management. Sheep Milk.
Mason IL (1996) A World Dictionary of Livestock Breeds, Types and Varieties, 4th edn. Wallingford: CAB International. Scherf BD (ed.) (2000) World Watch List of Domestic Animal Diversity, 3rd edn. Rome: FAO. Yalcin BC (1979) The Sheep Breeds of Afghanistan, Iran and Turkey. Rome: FAO.
Further Reading Alfa-Laval (1981) Systems Solutions for Dairy Sheep. Tumba, Sweden: Alfa-Laval AB Agri-Group. Astruc JM and Barrillet F (2001) Report of the working groups on milk recording of sheep. In: Performance Recording of Animals, EAAP Publication no. 98, pp. 289±306. Wageningen, The Netherlands: Wageningen Press. Boyazoglu JG (1963) Aspects quantitatifs de la production laitieÁre des brebis. I. Mise au point bibliographique. Annales de Zootechnie 12: 237±296. Boyazoglu JG (1991) Milk breeds of sheep. In: Maijala K (ed.) World Animal Science, vol. B8, Disciplinary Approach, pp. 243±255. Amsterdam: Elsevier. Boyazoglu JG and Morand-Fehr P (2000) Mediterranean dairy sheep and goat products and their quality. Small Ruminants Research 40: 1±11. Boylan WJ (1989) The genetic basis of milk production in sheep. Proceedings of the North American Dairy Sheep Symposium, University of Minnesota, St Paul, MN, USA, pp. 1±7. Epstein H (1985) The Awassi sheep, with Special Reference to the Improved Dairy Type. FAO Animal Production and Health Paper no. 57. Rome: FAO. FAO (1998) Production Handbook. Rome: FAO. Fahmy MH (ed.) (1996) Proli®c Sheep. Wallingford: CAB International. Flamant JC (1984) The implication of genetic improvement of dairy sheep in the modernization of production systems in the Mediterranean conditions: the Lacaune example. Proceedings of the 2nd World Congress on Sheep and cattle breeding, Pretoria, South Africa, pp. 565±575. Flamant JC and Morand-Fehr P (1982) Milk production in sheep and goats. In: Coop IE (ed.) World Animal Science, vol. C1, Production-System Approach, pp. 275±295. Amsterdam: Elsevier Flamant JC and Morand-Fehr P (1990) Mediterranean systems of animal production. In: Galaty JG and Johnson DL (eds.) The World of Pastoralism: Herding Systems in Comparative Perspective, pp. 353±393. London: Guilford Press. Flamant JC, Boyazoglu JG, Casu S et al. (1976) Inventaire et exploitation du patrimoine heÂreÂditaire des populations ovines meÂditerraneÂennes. Options MeÂditerraniennes 35: 57±65. Ghanem YS (1980) Arab Sheep Breeds. Damascus, Syria: Arab Centre for Studies in Dry Areas and Arid Lands (in Arabic). Mason IL (1967) The Sheep Breeds of the Mediterranean. Farnham Royal: FAO and Commonwealth Agricultural Bureaux.
Water Buffalo M S Khan, University of Agriculture, Faisalabad, Pakistan Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The water buffalo (Bubalus bubalis), a ruminant mammal of the Bovidae family, is a very important dairy and work animal in many countries of Asia and Africa (see Mammals). It does not live in water as the name might imply, rather it has been domesticated along the watercourses such as river sides in the Asian subcontinent. The name probably is to distinguish it from bison (Bison bison) which has long enjoyed the designation of `buffalo' in the American continent. According to FAO, there are at the beginning of the third millennium about 170 million buffaloes in some 30 countries ranging from Australia through Indonesia and the Philippines: in Asia they are found in Thailand, China, Russia, India, Pakistan, Burma, Iran, Iraq, Turkey and Egypt; in Europe, in Italy, Romania and Bulgaria. Among these countries, India (55%), China (15%) and Pakistan (10%) comprise most of the population which is only one-ninth of the bovine population of the world. There are two main types: the swamp buffalo and the river buffalo.
Swamp Buffalo The swamp buffalo is the principal work animal of rice-growing countries of Southeast Asia. The countries that hold the greatest numbers are China and Thailand. Animals are used to plough and harrow, and to puddle the paddy ®elds before planting rice. Pulling carts and sledges is also common. They are rarely milked but are often eaten towards the end
DAIRY ANIMALS/Water Buffalo 613 See also: Dairy Farm Management Systems: Sheep. Genetic Selection: Concepts. Sheep Husbandry: Feeding Management; Milking Management; Health Management; Reproductive Management; Multipurpose Management. Sheep Milk.
Mason IL (1996) A World Dictionary of Livestock Breeds, Types and Varieties, 4th edn. Wallingford: CAB International. Scherf BD (ed.) (2000) World Watch List of Domestic Animal Diversity, 3rd edn. Rome: FAO. Yalcin BC (1979) The Sheep Breeds of Afghanistan, Iran and Turkey. Rome: FAO.
Further Reading Alfa-Laval (1981) Systems Solutions for Dairy Sheep. Tumba, Sweden: Alfa-Laval AB Agri-Group. Astruc JM and Barrillet F (2001) Report of the working groups on milk recording of sheep. In: Performance Recording of Animals, EAAP Publication no. 98, pp. 289±306. Wageningen, The Netherlands: Wageningen Press. Boyazoglu JG (1963) Aspects quantitatifs de la production laitieÁre des brebis. I. Mise au point bibliographique. Annales de Zootechnie 12: 237±296. Boyazoglu JG (1991) Milk breeds of sheep. In: Maijala K (ed.) World Animal Science, vol. B8, Disciplinary Approach, pp. 243±255. Amsterdam: Elsevier. Boyazoglu JG and Morand-Fehr P (2000) Mediterranean dairy sheep and goat products and their quality. Small Ruminants Research 40: 1±11. Boylan WJ (1989) The genetic basis of milk production in sheep. Proceedings of the North American Dairy Sheep Symposium, University of Minnesota, St Paul, MN, USA, pp. 1±7. Epstein H (1985) The Awassi sheep, with Special Reference to the Improved Dairy Type. FAO Animal Production and Health Paper no. 57. Rome: FAO. FAO (1998) Production Handbook. Rome: FAO. Fahmy MH (ed.) (1996) Proli®c Sheep. Wallingford: CAB International. Flamant JC (1984) The implication of genetic improvement of dairy sheep in the modernization of production systems in the Mediterranean conditions: the Lacaune example. Proceedings of the 2nd World Congress on Sheep and cattle breeding, Pretoria, South Africa, pp. 565±575. Flamant JC and Morand-Fehr P (1982) Milk production in sheep and goats. In: Coop IE (ed.) World Animal Science, vol. C1, Production-System Approach, pp. 275±295. Amsterdam: Elsevier Flamant JC and Morand-Fehr P (1990) Mediterranean systems of animal production. In: Galaty JG and Johnson DL (eds.) The World of Pastoralism: Herding Systems in Comparative Perspective, pp. 353±393. London: Guilford Press. Flamant JC, Boyazoglu JG, Casu S et al. (1976) Inventaire et exploitation du patrimoine heÂreÂditaire des populations ovines meÂditerraneÂennes. Options MeÂditerraniennes 35: 57±65. Ghanem YS (1980) Arab Sheep Breeds. Damascus, Syria: Arab Centre for Studies in Dry Areas and Arid Lands (in Arabic). Mason IL (1967) The Sheep Breeds of the Mediterranean. Farnham Royal: FAO and Commonwealth Agricultural Bureaux.
Water Buffalo M S Khan, University of Agriculture, Faisalabad, Pakistan Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The water buffalo (Bubalus bubalis), a ruminant mammal of the Bovidae family, is a very important dairy and work animal in many countries of Asia and Africa (see Mammals). It does not live in water as the name might imply, rather it has been domesticated along the watercourses such as river sides in the Asian subcontinent. The name probably is to distinguish it from bison (Bison bison) which has long enjoyed the designation of `buffalo' in the American continent. According to FAO, there are at the beginning of the third millennium about 170 million buffaloes in some 30 countries ranging from Australia through Indonesia and the Philippines: in Asia they are found in Thailand, China, Russia, India, Pakistan, Burma, Iran, Iraq, Turkey and Egypt; in Europe, in Italy, Romania and Bulgaria. Among these countries, India (55%), China (15%) and Pakistan (10%) comprise most of the population which is only one-ninth of the bovine population of the world. There are two main types: the swamp buffalo and the river buffalo.
Swamp Buffalo The swamp buffalo is the principal work animal of rice-growing countries of Southeast Asia. The countries that hold the greatest numbers are China and Thailand. Animals are used to plough and harrow, and to puddle the paddy ®elds before planting rice. Pulling carts and sledges is also common. They are rarely milked but are often eaten towards the end
614
DAIRY ANIMALS/Water Buffalo
of their long working life. There is only one breed, the swamp buffalo, with many types and strains. These are usually stockily built with huge variation in their size or weight (250 to 1000 kg) and also in the darkness or lightness of their grey colour. The long horns grow outward laterally and horizontally in the young animals and curve round in a semicircle as the animal gets older. The degree of horn curvature and size varies.
River Buffalo The river buffalo is primarily a dairy animal which differs from swamp buffalo both genetically (the river buffalo has a chromosome number of 50 while the swamp buffalo has 48) and in its physical appearance. River buffaloes are very docile and easygoing animals, which prefer to wallow in clear water compared to swamp buffaloes that prefer a mud wallow. India and Pakistan are home to most of the river buffaloes of the world. Many breeds and varieties are found including famous Nili-Ravi (Figure 1), Kundi, Murrah, Jafarabadi, Surti and the Mediterranean. There is a wide variation in colour and horn shape. The animals are mostly black but other shades such as grey and slatey grey do occur. There may be white markings on forehead and lower half of legs along with a white switch of the tail. Brown-coloured water buffaloes are also not
Figure 1 The Nali-Ravi buffalo of Pakistan. (Courtesy of LPRI, Bahadurnagar (Okara).)
uncommon. Piebalds and albinos also exist. The horns are usually short and may curl tightly forward, downward or backward. Some breeds possess uncurled long horns similar to those of swamp buffaloes. For example, the horns are tightly curled and set close to the head (downswept) in the Jaffarabadi, Kundi, Murrah and Nili-Ravi breeds. In Bhadawari, Mediterranean, Mehsana and Surti they are sickleshaped and upswept. Adult body weight varies widely across breeds. In the heavy breeds males may weigh 500±600 kg while females usually weigh 450±500 kg. There are no polled buffalo breeds and unlike with cows, farmers do not like to dehorn them. Crossbreeding between River and Swamp Buffalo
River buffaloes have successfully been crossed with swamp buffaloes with the F1 hybrids having a diploid chromosome number of 49. Inter se matings and backcross matings also produce fertile individuals. The unbalanced karyotypes of crossbreds may, however, affect the process of gametogenesis in the males and may result in lower fertility. Murrah and Nili-Ravi have been the principal breeds for crossing with the swamp buffaloes.
Productivity The river buffaloes are multipurpose animals. Milk production however, remains the primary objective, apart from meat, draught and manure (as fertilizer and fuel). Most breeds produce around 5 l dayÿ1, whereas good breeds on an average have a daily yield of 8±10 l for a lactation period of 10 months. A herd average of 2500 l in Nili-Ravi, Kundi, Murrah, Surti and Mediterranean breeds is not unusual under commercial set-ups. Exceptionally good animals have been reported to produce more than 6000 l per lactation. Buffalo milk has comparatively higher milk fat and non-fat solids as compared to milk from cattle (Table 1). Higher fat percentage in their milk (more than 6.5%) is one of the major reasons for their popularity with the farmers. The Italian Mozzarella cheese is also
Table 1 Composition (%) of buffalo milk in comparison with cows' milk Fat European cow 3.7 Zebu cow 5.3 Buffaloa 6.9 a
Protein
Lactose
Ash
Non-fat solids
Total solids
Water
3.2 3.3 3.8
4.8 4.7 5.1
0.72 0.76 0.75
8.7 8.8 9.6
12.4 14.0 16.6
87.6 86.0 83.4
From Dastur NN (1956) Dairy Science Abstract 18: 968±1008.
DAIRY ANIMALS/Water Buffalo 615
a speciality made from buffalo milk (see Buffalo Husbandry: Mediterranean Region). Buffalo milk and milk products are white because carotene is absent. They are however, rich in vitamin A. Buffaloes have a long productive life. They may continue to give a satisfactory amount of milk up to 18 years of age or more. Growth potential is fairly good. The growth rate may range from 0.5 to 1 kg dayÿ1. Buffalo meat is generally similar to beef from cattle in structure, chemical composition, nutritive value and palatability. It is lean and tender. The muscle ®bres are thicker with more numerous cell nuclei and very little marbling. The body fat is white due to absence of b-carotene. It has less saturated fat and cholesterol. There is no `buffalo ¯avour' in the meat.
Reproduction Buffaloes generally take longer than cattle to attain puberty under similar environments. Age at ®rst calving is 35±50 months with a calving interval of 400±500 days. Females are generally shy in their reproductive behaviour. Homosexual behaviour in females in oestrus is almost nonexistent. Other oestrous symptoms are also not very pronounced. Therefore, determination of the optimum time for arti®cial insemination is sometimes dif®cult. Vasectomized males have been used successfully to improve detection of females in heat. Late age at puberty, at least within a breed, is more a function of feeding and management than of genetics. The reduced number of cycles after calving as compared to cattle and the onset of anoestrus in the absence of conception tend to make buffaloes a seasonal breeder. Females remain pregnant a little more than 10 months and have very strong instinct to own their young ones. Weaning is possible as is being practised in many commercial set-ups especially where buffaloes are machine milked but some females refuse to be milked without the presence of their calf. Males start producing good quality semen at the age of 2 years. Seminal characteristics and sexual behaviour coincide with natural breeding season in female. Semen and embryo freezing is successful. Arti®cial insemination in buffaloes is also being practised successfully.
Diseases Most of diseases that affect cattle are also found in buffaloes. The control, prevention and the treatment also follow the same lines. The most important infectious diseases include haemorrhagic septicaemia, anthrax, foot-and-mouth disease (see Diseases of
Dairy Animals, Infectious: Foot-and-Mouth Disease) and rinderpest. Susceptibility to bovine tuberculosis may be similar to that of cattle but tuberculosis lesions are less often found in the thoracic cavity than in cattle (see Diseases of Dairy Animals, Infectious: Tuberculosis). Affected buffaloes respond more markedly to tuberculin and the skin reaction tends to persist longer than in cattle. Buffaloes have also been reported to be more resistant to rinderpest than cattle but susceptibility may vary in different parts of the world. Buffaloes also appear to be less susceptible to foot-and-mouth disease. Symptoms may be less severe and recovery after the disease outbreak is usually quicker. Mastitis resistance is also believed to be better in buffaloes but a gangrenous condition of the udder after a severe mastitis attack may develop more quickly.
Other Attributes Buffaloes can graze a wide variety of herbage and will take unpalatable vegetations ignored by cattle. Their unique ability to digest and assimilate cellulose and to utilize ef®ciently poor-quality feeds such as paddy or wheat straw and stubbles is well recognized. They can grow and sustain weight gain on less productive pastures.
The Future The number of dairy buffaloes in the world has been increasing over the years in spite of the presence of other dairy species and in the absence of any advertising extravaganza such as is prevalent for developed dairy cattle. It is an indication of their growing importance. They remain the major milk producing animals in India, Pakistan and Egypt where one-sixth of the world's human population lives. Swamp buffalo populations on the other hand are under much pressure due to mechanization. Most of the genetic improvement programmes in dairy buffaloes are in their inception. Limited initial investments available in most of the developing countries, where sizeable concentrations of buffaloes exist, is the major constraint so far in making visible genetic gains. The potential, however, is likely to be exploited in the future. Population dynamics indicate that buffalo will produce enough to emerge as a future economic entity and chances of its becoming a `sacred buffalo' are remote. See also: Buffalo Husbandry: Asia; Mediterranean Region. Diseases of Dairy Animals, Infectious: Tuberculosis; Foot-and-Mouth Disease. Fermented Milks: Asia. Genetic Selection: Concepts. Mammals.
616
DAIRY ANIMALS/Camel
Further Reading Basu SB (1985) Genetic Improvement of Buffaloes. New Delhi: Kalyani Publishers. Cockrill WR (ed.) (1974) The Husbandry and Health of the Domestic Buffalo. Rome: FAO. Cockrill WR (1987) The buffalo: a world assessment. Buffalo Journal 3: 1±20. Fahimuddin M (1975) Domestic Water Buffalo. Oxford: IBH Publishing Company. Khan BB, Ghaffar A, Gill RA and Ahmad Z (1978) Behaviour of milk letdown in buffaloes. Pakistan Journal of Agricultural Sciences 15: 15±20. Khan MS, Chaudhary MA and Bhatti NM (1999) Genetic evaluation of Nili-Ravi buffalo: ranking of bulls for ®rst six batches. Buffalo Newsletter 13: 1±5. McDowell RE, Wilk JC, Shah SK, Balain DS and Metry GH (1995) Potential for Commercial Dairying with Buffaloes. Raleigh: North Carolina State University. Moioli B, Catilli G and Napolitano F (2000) Prospects of buffalo improvement on the basis of the present situation of milk recording and national breeding programmes: a world review. Proceedings of the 32nd Session of the International Committee for Animal Recording, 14±19 May, Bled, Slovenia. National Academy of Sciences (1981) The Water Buffalo: New Prospects of an Underutilized Animal. Washington, DC: National Academy Press. Tulloh NM and Holmes JHG (eds.) (1992) World Animal Science C6: Buffalo Production. Amsterdam: Elsevier. Vidayadaran MK, Azmi TI and Basrur PK (eds.) (1990) Buffalo Genotypes for Small Farms in Asia. Ottawa, Canada: International Development Research Centre. Zicarelli L (1997) News on buffalo cow reproduction. Proceedings of 5th World Buffalo Congress, 13±16 October, Caserta, Italy.
Camel G A Alhadrami, UAE University, Al-Ain, United Arab Emirates Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The dromedary and the Bactrian camel are known for their ability to produce milk, in comparison to other species of Camelidae. In Africa, dromedaries are still considered as an important livestock species for milk and meat production, while unfortunately in the Arabian Peninsula more attention is directed towards
camel racing than milk and meat production. For hundreds of years camels have been used as multipurpose animal. Therefore, little selection for speci®c traits has taken place. They are raised for transport, milk and meat production as well as for draft use. Milk production from camels is mainly practised in pastoral migratory systems. Camel raising is conducted outside the agrosystem. Most camel herds are kept in natural pastures with little or no supplemental feeding. Differences in camel milk composition reported from different countries may re¯ect difference in breeds, nutrition and stage of lactation at sampling. Most camel milk is consumed as fresh milk. Camel milk is not as sweet as cows' milk which a major constraint in marketing fresh camel milk to consumers in cities located in the arid zones: but camel milk can play an important role in providing highquality protein to the people living in the arid and semiarid areas of the world.
Geographical Distribution Camels are pseudoruminant mammals that ®rst evolved in North America. In time, the camels evolved into a number of species of the camel family Camelidae (camelids). The Camelidae belong to the order Artiodactyla (even-toed ungulates), and the suborder Tylopoda (pad-footed animals). They are classed in two genera, Camelus and Lama. The genus Camelus comprises two species: Camelus dromedarius (also known as the one-hump camel or Arabian camel) and Camelus bactrianus (also known as the two-hump camel or Bactrian camel). The Lama genus comprises four species: Lama glama (llama), Lama pacos (alpaca), Lama guanicoe (guanaco) and Lama vicugna (vicuna). The dromedary was ®rst domesticated in Southern Arabia at about (4000 to 3000 BC), mainly for its milk. Camels form an important part of the domestic livestock population in most of the dry areas of the world. The camel is considered as an animal of the desert (hot or cold). It is found in areas where there is low rainfall, occurring in a relatively short period of time. The success of the camel in desert climates that other domestic farm animals cannot tolerate is due to its peculiar physiology. Most dromedaries are found in the arid and semiarid areas of North and East Africa, the Indian subcontinent and throughout the Arabian Peninsula. These areas are characterized by low rainfall and a long dry season with high ambient temperatures (range from 5 to 45 � C). On the other hand, Bactrian camels are mainly distributed through the deserts and semi-deserts of the north and northwest of China
616
DAIRY ANIMALS/Camel
Further Reading Basu SB (1985) Genetic Improvement of Buffaloes. New Delhi: Kalyani Publishers. Cockrill WR (ed.) (1974) The Husbandry and Health of the Domestic Buffalo. Rome: FAO. Cockrill WR (1987) The buffalo: a world assessment. Buffalo Journal 3: 1±20. Fahimuddin M (1975) Domestic Water Buffalo. Oxford: IBH Publishing Company. Khan BB, Ghaffar A, Gill RA and Ahmad Z (1978) Behaviour of milk letdown in buffaloes. Pakistan Journal of Agricultural Sciences 15: 15±20. Khan MS, Chaudhary MA and Bhatti NM (1999) Genetic evaluation of Nili-Ravi buffalo: ranking of bulls for ®rst six batches. Buffalo Newsletter 13: 1±5. McDowell RE, Wilk JC, Shah SK, Balain DS and Metry GH (1995) Potential for Commercial Dairying with Buffaloes. Raleigh: North Carolina State University. Moioli B, Catilli G and Napolitano F (2000) Prospects of buffalo improvement on the basis of the present situation of milk recording and national breeding programmes: a world review. Proceedings of the 32nd Session of the International Committee for Animal Recording, 14±19 May, Bled, Slovenia. National Academy of Sciences (1981) The Water Buffalo: New Prospects of an Underutilized Animal. Washington, DC: National Academy Press. Tulloh NM and Holmes JHG (eds.) (1992) World Animal Science C6: Buffalo Production. Amsterdam: Elsevier. Vidayadaran MK, Azmi TI and Basrur PK (eds.) (1990) Buffalo Genotypes for Small Farms in Asia. Ottawa, Canada: International Development Research Centre. Zicarelli L (1997) News on buffalo cow reproduction. Proceedings of 5th World Buffalo Congress, 13±16 October, Caserta, Italy.
Camel G A Alhadrami, UAE University, Al-Ain, United Arab Emirates Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The dromedary and the Bactrian camel are known for their ability to produce milk, in comparison to other species of Camelidae. In Africa, dromedaries are still considered as an important livestock species for milk and meat production, while unfortunately in the Arabian Peninsula more attention is directed towards
camel racing than milk and meat production. For hundreds of years camels have been used as multipurpose animal. Therefore, little selection for speci®c traits has taken place. They are raised for transport, milk and meat production as well as for draft use. Milk production from camels is mainly practised in pastoral migratory systems. Camel raising is conducted outside the agrosystem. Most camel herds are kept in natural pastures with little or no supplemental feeding. Differences in camel milk composition reported from different countries may re¯ect difference in breeds, nutrition and stage of lactation at sampling. Most camel milk is consumed as fresh milk. Camel milk is not as sweet as cows' milk which a major constraint in marketing fresh camel milk to consumers in cities located in the arid zones: but camel milk can play an important role in providing highquality protein to the people living in the arid and semiarid areas of the world.
Geographical Distribution Camels are pseudoruminant mammals that ®rst evolved in North America. In time, the camels evolved into a number of species of the camel family Camelidae (camelids). The Camelidae belong to the order Artiodactyla (even-toed ungulates), and the suborder Tylopoda (pad-footed animals). They are classed in two genera, Camelus and Lama. The genus Camelus comprises two species: Camelus dromedarius (also known as the one-hump camel or Arabian camel) and Camelus bactrianus (also known as the two-hump camel or Bactrian camel). The Lama genus comprises four species: Lama glama (llama), Lama pacos (alpaca), Lama guanicoe (guanaco) and Lama vicugna (vicuna). The dromedary was ®rst domesticated in Southern Arabia at about (4000 to 3000 BC), mainly for its milk. Camels form an important part of the domestic livestock population in most of the dry areas of the world. The camel is considered as an animal of the desert (hot or cold). It is found in areas where there is low rainfall, occurring in a relatively short period of time. The success of the camel in desert climates that other domestic farm animals cannot tolerate is due to its peculiar physiology. Most dromedaries are found in the arid and semiarid areas of North and East Africa, the Indian subcontinent and throughout the Arabian Peninsula. These areas are characterized by low rainfall and a long dry season with high ambient temperatures (range from 5 to 45 � C). On the other hand, Bactrian camels are mainly distributed through the deserts and semi-deserts of the north and northwest of China
DAIRY ANIMALS/Camel
and throughout Mongolia. The temperature areas where Bactrian camels are raised ranges from ÿ20 to 40 � C. They are multipurpose animals, mainly used for working and producing wool. There are an estimated 18 million Camelus in the world, of which 2 million are Bactrian camels. Of the 16 million dromedaries, approximately 13 million are found in Africa, with largest population in east Africa (Somalia and Sudan). The remainder of dromedaries are found mainly in the Arabian Peninsula and the Indian subcontinent.
Breeds and Genetic Groups Camels may be classi®ed into types according to their function (racing, draught, or milk) or their habitat (lowland and mountain type). Only recently an extensive breeding programme selecting for speed took place in the oil-rich Arabian countries in the Arabian Peninsula. The racing camel can be considered as a separate breed, and within this breed there are different types of racing camels. Even though many breeders do not accept the classi®cation of dairy camels into breeds, it is very common to use this classi®cation among camelowners in the many countries where camels are an important livestock species for milk and meat production. Dairy camels can be classi®ed into three groups, high, medium and low, based on their milk production. Only the high and medium milkproducing camels can be considered as a true dairy camel types. Lactating camels with an annual milk production of more than 3000 l will be considered as high-producing dairy camel types, while camels with an annual milk yield of more than 1500 but less than 3000 l will be consider as medium-producing dairy camel types.
in Najd and Dawaser Valley in the north and northeast of Saudi Arabia. 3. Sirtawi: this is found mainly in Sirt area in the middle coastal zone in Libya. 4. Fakhreya: found in southern and western areas of Benghazi in Libya. 5. Arvana: developed in Turkmenistan in the Kara-Kum Desert, this type can also be found in Uzbekistan, Kazakhstan, Afghanistan and Iran. Group 2: Medium-Producing Dairy Camel Types (Dual Purpose)
Camels in this group are characterized by medium body size and a medium-sized hump. Most of the pack and riding types are dual-purpose camels. Colours of these breeds are mainly white, grey, light brown and brown to reddish (Figure 2). Average milk production ranges from more than 1500 to less than 3000 l. Known types in this group are as follows.
Figure 1 High-producing dairy camel.
Group 1: High-Producing Dairy Camel Types (Dromedaries)
Dairy camels in this group are characterized by large body size but less beefy body conformation, relatively big abdomen, well-developed humps, prominent milk veins and well-developed udder. Colours of these types in this category are mainly black and light to dark brown (Figure 1). Average milk production is more than 3000 l yearÿ1. Known types in this group are: 1. Marecha: originating in Pakistan, it is named after Marecha tribe from the desert of Pakistan. This type has real production potential for milk. 2. Al-Majahim Al-Arabia: this is also called AlNjdeiah. It originated in Saudi Arabia especially
617
Figure 2 Medium-producing dairy camel.
618
DAIRY ANIMALS/Camel
Dromedaries
Reproduction
1. Hor (Godir): can be found in central Somalia. They are the most common type of camels distributed in different parts of Somalia. 2. Rashaida: they are found in the Kasala area of eastern Sudan and are raised by the Rashaida tribe. 3. Ould Sidi Al-Sheikh: it is found in the northeast area of Mauritania and the southeast of Morocco. 4. Al-Hmor: they are found in many areas of the Arabian Peninsula and they are especially popular in certain parts of Saudi Arabia. 5. Seifdar: found in Somalia. Good producers of milk and they have the characteristics of racing camel. 6. Al-Khawar (also called Atfateir): they are found in the northern steppes of Syria and the western steppes of Iraq. 7. Al-Shameya: found in the Syria steppe, north of Jordan, west of Iraq and north of Saudi Arabia. 8. Pishin: named after the Pishin district of Baluchistan in Pakistan. They have body structure of a typical mountain camel and can carry heavy weights. 9. Brela or Thalocha: this breed can be found in Punjab province, Pakistan. They are tall and have a big strong body and big head and neck with broad chest and wide girth. 10. Benadir: this Somali dairy camel belongs to the heavy baggage type. 11. Birabish: can be found in Mauritania. 12. Al-Tilal: can be found in Morocco. 13. Al-Tibawi: can be found in Libya. Small in size and has the ability to withstand a long period of water deprivation.
Puberty of the female camel usually occurs at 4 years of age. The dromedary is a seasonal polyoestrous animal. The mean duration of the oestrous cycle is 17.2±23.4 days. Ovulation occurs at coitus (as in the rabbit). The placenta is the diffuse and noninvasive epitheliochorial type (as in the mare). Pregnancy duration is 12 to 13 months. Lactation length in the dromedary and Bactrian camel varies from 6 to 18 months. Russian investigators indicate that on rare occasions when Bactrian camels calve every year, a lactation period of 7 months is normal. In the case of dromedaries, there is no report in the literature indicating that dromedary camel can calve once every year without cessation of milk production. However, if camels do not become pregnant, the lactation may continue for up to 24 months. The udder (mammary glands) of the camel consists of four glandular quarters (Figure 3), each with its own teat. The left and right halves are separated from each other by a double sheet of ®broelastic tissue taking origin from the linea alba and prepubic tendon. Arterial blood supply is mainly by the external pudendal artery and the venous drain is mainly by the super®cial thoracic vein, the external pudendal vein and the femoral vein. Mastitis
Mastitis is one of the main problems in lactating camels. Major factors that contribute to the occurrence of mastitis infection in lactating camels are poor milking hygiene, bad management and teat injuries. Infection by bacterial or mycotic pathogens is the main cause of mastitis in camels. These include Staphylococcus aureus, St. epidermidis,
Bactrian camels 1. Alxa: can be found in the Alxa county in China. Alxa camels can produce from 1.5 to 2 l daily plus the milk suckled by the young. Nowadays, this breed can be found in northern Afghanistan, Tajikistan and parts of China.
Husbandry Considering the harsh climate of the desert, with very low annual rainfall and very hot climate, the economic importance of the camel is based on its physiological and anatomical adaptation to such harsh conditions prevailing in the arid zones. The camel has the ability to regain body water losses of up to 30% of its body weight within 10 min without producing intravascular haemolysis.
Figure 3 Well-developed udder of lactating dromedary.
DAIRY ANIMALS/Camel
Corynebacterium pyogenes, Streptococcus agalactiae, Pasteurella haemolytica, Escherichia coli, Pseudomonas aeruginosa and Candida albicans. Different types of mastitis in camels have been reported from different countries. These include peracute, acute, chronic and subclinical forms. Staphylococcus mastitis appears to be the more prevalent form. Staphylococcus aureus is found in both peracute (gangrenous) and chronic mastitis cases. In acute form, the udder is swollen, hot and painful. Changes in milk composition are obvious. The milk is watery with ¯akes. If the udder is not treated the affected gland becomes hard and less productive. Multiple abscesses with complete ®brosis of the affected portion can be noticed. In subclinical mastitis, no obvious changes in the mammary gland can be seen. However, milk secretion is not normal. Diagnosis of mastitis can be based upon clinical examination of the udder, bacteriological isolation of the causative agent and physical examination of the milk. The California Mastitis Test (CMT) and milk cell counts are of value in diagnosis of mastitis in camels. A cell count of less than 400 000 cells mlÿ1 is normal. However, in mastitic milk cell counts of between 800 000 and 1 600 000 cells mlÿ1 have been reported. For treatment, locally and parenterally administered antibiotics have been used to treat camel mastitis. Infusion of antibiotic is given into the affected quarter every 12±24 h for three to ®ve treatments. The affected gland is infused after emptying the gland of milk. Administration of oxytocin (10 IU) intravenously will help in emptying the milk. Udder Oedema
Udder oedema is another problem that affects milk production in lactating camels. It is characterized by an excessive accumulation of ¯uid in the interstitial spaces of the udder that occurs at the time of parturition. High-producing camels are more susceptible. The exact cause of udder oedema is unknown. However, recent physiological and pathological studies have shown that udder oedema at parturition results from a decreased mammary blood ¯ow associated with an increase in the venous blood pressure in the cranial super®cial epigastric veins (milk vein). Clinically, a typical case of udder oedema usually involves all four quarters of the udder. The condition has two distinct stages. During the ®rst stage there is a gradual congestion of the skin of the udder. The udder becomes greatly distended, swollen and ®lled with colostrum. During the second stage, digital pressure produces pitting of the oedematous areas. The udder skin also becomes thick and hard on digital palpation. The base of the teats is also oedematous. This
619
makes milking dif®cult. In most cases, udder oedema does not need any treatment. The swelling gradually decreases after calving. However, physical massage of the udder during milking together with the alternate application of hot and cold water will help to remove the ¯uid. Diuretics especially furosemide may have some bene®cial effect to reduce the oedema. A dose of 5 ml of a 5% solution twice daily for up to 3 days can be used to treat udder oedema. Other minor diseases that effect the udder of the camels are teat stenosis and udder wounds.
Milk Harvesting In the extremely hot arid areas of Arabia and all the drought-stricken areas of the world, where continuous drought decimates the cattle, sheep and goat populations, only the camels survive and continue producing milk and calves. Progress in improving camel milk production has been almost impossible, because the socioeconomic constraints where camels are raised are rather complex. One major constraint of milk production is that camels stop lactating within 4 weeks of commencing gestation. This means a longer calving interval which means higher costs of production. Another constraint that hinders improving milk production in camel is hand-milking. Unlike dairy cows, lactating camels are almost always hand-milked. Hand-milking of camels is still practised because the presence of the calf is important in ensuring satisfactory milk letdown before the camels are milked. Milking machines are available but are not widely used because of many problems associated with machine milking in camels. Intensive Systems
Camel milk production from intensive systems has started to become a reality, and has shown promising results. The settlement of Bedouin in the oilproducing countries in the Arabian Peninsula and the distribution of wealth there has made it possible for the Bedouin to keep their camels in con®nement for the purpose of milk production and racing.
Milk Yield Recently, animal scientists have begun collecting data on camel milk yield and composition but a lack of organized research efforts and the socioeconomic constraints hinder the efforts of scientists to improve camel milk production. The potential for high milk production from camels has prompted scientists to attempt to improve local husbandry methods. Unfortunately camels have seldom been
620
DAIRY ANIMALS/Camel
selected for high milk production as cattle are in developed countries. Some nomadic tribes in Pakistan and east Africa have selected camels for milk production but the methods of selection used are primitive compared to those employed in the developed countries. Generally, there are some factors in¯uencing the milk yield including nutrition, water availability, genetics, reproduction, health status, breeds, stage of lactation, milking frequency and presence of the calf. Thus, frequency of suckling or milking is likely to have a considerable effect on milk production. Frequencies of milking lactating camels depend on the customs of the people. Some peoples milk their camels once a day, others up to six times. Even though frequency of milking tends to increase milk yield in camels, it is not a consistent practice. The Afar people in Ethiopia sometimes milk their camels six times a day, while at other times they may leave their animals for a whole day without milking them. This practice may hinder improving milk production in camels. Data on camel milk yield in different regions varies greatly. This may be due to difference in breeds and camel management systems. The dromedary, like most mammalian species, gives most milk during the early stage of lactation. However, the peak of lactation in camels tends to decline more steeply than dairy cows. It has been reported in the literature that some camels in the Punjab district of Pakistan immediately after calving can produce up to 30 kg dayÿ1 of milk with an average of 17.4 kg dayÿ1 over a 10-month period. This means a total yield of 5300 kg per 305 days. A report from Saudi Arabia indicates that AlMajahim camels can produce up to 10 l dayÿ1 of milk under intensive system. Also, the milk production of Somali camels on pasture during the rainy season has been estimated at an average of 10 l dayÿ1 during the lactation period. It appears that the milk yield of camels is low, especially if compared with the yield of Holstein cows. Nevertheless, camels are much better providers of milk than cows or sheep and goats in the arid areas of the world.
Milk Composition The composition of camel milk is similar to that of cattle and goats (Table 1). Camel milk is generally opaque white and low in carotene. It has a sweet and sharp taste, but sometimes can also be salty. The type of fodder and availability of drinking water cause the changes in taste of camel milk. The pH of camel milk ranges from 6.5 to 6.7, titratable acidity is 0.03 after 2 h and 0.149 after 6 h, and the speci®c gravity ranges from 1.025 to 1.032.
Table 1 Average composition (%) of camel milk compared to that of other farm animals Constituents
Camel
Cow
Ewe
Goat
Moisture Protein Fat Lactose Solids-not-fat Ash
86.9 3.4 4.1 3.7 8.9 0.7
87.0 3.5 3.9 4.9 9.1 0.7
80.8 5.5 5.3 4.5 11.8 0.9
87.7 3.3 4.1 3.9 8.2 0.8
Water
It has been stated that water is the most important factor affecting camel milk composition. The water content of camel milk ¯uctuates from 84% to 90%. Published results on the effect of lack of drinking water on camel milk indicated that when water was freely accessible to the lactating camels, the water content of the milk was 84±86%. But when water was restricted the water content of milk rose to 90%. It would appear that the lactating camel loses water to the milk in times of drought. This could be a natural adaptation in order to provide necessary ¯uid to the calf. It is also of bene®t to the Bedouin who are in need of ¯uid to sustain themselves in the desert where water is not easily accessible. It has been reported that antidiuretic hormones (ADH) secretion is elevated in the dehydrated camels and thus the loss of water into the milk is due to the action of this hormone. The average content of lactose in camel milk is around 3.7%. Ash content of camel milk ranges from 0.6% to 0.8% and the fat content varies between 2.5% and 5.4% (Table 1). It has been noticed that the hydration status as well as the type of feeding can determine the fat content of the milk. With the increase in water content of milk produced by thirsty camels, there will be a drastic decrease in the fat content. The bulk of the fat in milk exists in the form of very small spherical globules (diameter 1.2± 4.2 mm). The surface of these fat globules is coated with a thin layer known as the fat globule membrane, which acts as the emulsifying agent for the fat suspended in milk. Compared with cows' milk, camel milk shows a very slow creaming rate. Creaming layers vary from 0.5 to 2 ml at 4 � C. The ratio of fat to total solids averages 31.6%. Fatty Acids
Compared to the fat in cows', buffaloes' and ewes' milk, camel milk fat contains fewer short-chain fatty acids, but similar long-chain fatty acids. Data on the composition of the major fatty acids in camel milk are listed in Table 2. In general, short-chain fatty acids
DAIRY ANIMALS/Camel Table 2 Proportion of major fatty acids in camel milk fat Fatty acid
g 100 gÿ1 total fat
C4:0 C6:0 C8:0 C10:0 C12:0 C14:0 C14:1 C15:0 C16:0 C16:1 C17:0 C17:1 C18:0 C18:1 C18:2 C18:3 C20:0
0.85 0.37 0.28 0.37 0.69 10.90 1.50 1.14 29.87 9.60 0.88 0.55 12.90 23.50 3.10 1.40 0.70
(C4±C12) in camel milk are present in very small amounts compared with those in cows' milk. But, the concentrations of C14:0, C16:0 and C18:0 are relatively high. Also, camel milk has high concentrations of linoleic acid and the polyunsaturated fatty acids. Phospholipids are a small but important fraction of the lipids of milk and are found mainly in the milk fat globule membrane. Also, it has been noticed that phospholipid fatty acids of camel milk are not entirely characteristic of the ruminant herbivores. Camel milk phospholipid fatty acids have high amounts of linoleic acid (C18:3n-3) and long-chain polyunsaturated fatty acids. Minerals and Vitamins
Minerals and vitamins contents of camel milk are shown in Table 3. Mineral contents are mainly chlorides, phosphates and citrates of sodium, calcium and magnesium. Few data are available on the vitamin content of camel milk. It appears that camel milk contains less vitamin A, E, thiamin, ribo¯avin, folic acid and pantothenic acid than cows' milk, while the contents of pyridoxine and vitamin B12 are about the same. The contents of niacin and vitamin C are substantially higher than in cows' milk. In particular the high level of vitamin C in camel milk (25±60 mg lÿ1) is of signi®cant nutritional relevance in the arid areas where fruits and vegetables containing vitamin C are scarce.
Milk Products Camel milk is one of the most valuable food resources for the people living in arid and semi-arid
621
Table 3 Content of minerals and vitamins in camel milk mg l ÿ1 Minerals Calcium Inorganic phosphate Copper Iron Magnesium Manganese Sodium Zinc
1060.0±1570.0 580.0±1040.0 13.0±1.8 1.3±2.5 75.0±160.0 0.1±0.2 360.0±620.0 4.0±5.0
Vitamins Retinol (A) Thiamin (B1) Ribo¯avin (B2) Pyridoxin (B6) Cobalamin (B12) Niacin Folic acid Pantothenic acid Tocopherol (E) Ascorbic acid (C)
0.10±0.15 0.33±0.60 0.42±0.80 0.52 0.002 4.6 0.004 0.88 0.53 24±36
zones. Most of the camel milk is consumed as fresh milk. However, surplus milk is fermented naturally at 25±30 � C until it turns sour. A naturally fermented product called `susa', which has a long shelf-life and is pleasant to drink, is produced in Kenya, Somalia and Sudan. Susa is made by incubation of camel milk in smoked wooden buckets for 1 to 3 days. Kenyan researchers showed that the quality of susa could be improved using selected mesophilic starter cultures rather than spontaneous fermentation; the resulting fermented milk has a uniform taste and a longer shelf-life. Another fermented camel's milk products is `shubat'. It is of snow-white colour and its fat content reaches 8%. It can be preserved for some time without losing its properties. Some researchers have claimed that shubat can be used to cure tuberculosis and some gastric and intestinal diseases. Butter
The method of making butter from cows' milk can not be applied to camel milk. Production of butter from camel milk can not be achieved easily because camel milk shows little tendency to cream up. It takes a large quantity of camel milk to produce a small amount of butter. To obtain a reasonable amount of butter, cream from camel milk must be churned at higher temperature (22±25 � C) than the temperature (8±14 � C) used with cream from cows' milk. The reason for this may be due to the high melting point (40 � C) of camel milk fat. The average moisture content of butter from camel milk is lower (12±13%)
622
DAIRY ANIMALS/Camel
than butter from cows' milk (15±16%) which may explain the sticky texture of butter from camel milk. Butter made from camel milk is white and waxy. Cheese
Cheese can be made from camel milk, but it is dif®cult to make. Cheese yield from camel milk is very low, in the range of 35% of dry milk compared to 85% for cows' milk. This may be due to lower amount of total solids, smaller fat globules and poor rennet capability. Soft cheese made from camel milk requires much larger amount of rennet (50 times more) than the normal amount used in making cheese from cows' milk. Addition of 2% calcium chloride will increase cured ®rmness slightly. If a cow cheese whey culture is added to the milk before adding rennet, the coagulation time of camel milk will be shortened, and a ®rm, consistent coagulum will form and a hard cheese can be made. Also, hard cheese can be made from camel milk combined with yoghurt. This type of cheese, which is called `kadchgall', is produced mainly in Afghanistan.
Milk Processing Most Bedouin and other camel-owners prefer to consume camel milk in raw form. There is a strong belief among camel-owners in many parts of the world that pasteurizing camel milk will change its taste. There are very legitimate concerns regarding human health risks due to the consumption of camel milk. The presence of pathogenic bacteria in raw camel milk has been major concern to health authorities in many countries. Researchers at the United Arab Emirates University are developing and testing a new sterilization system for camel milk. It is based on new concept in raw milk germicidal control using an electromagnetic orthogonal ripple ®eld. Marketing
In order for the camel dairy industry to grow, the acceptance of camel milk among consumers in cities located in the arid zones needs to be encouraged. The taste of camel milk is major constraint in marketing fresh camel milk; it is perceived to have an unpleasant taste. Camel milk is not as sweet as cows' milk. Even though the percentage of lactose in camel milk varies from 3.4% to 5.8%, most of the time the lactose percentage in camel milk is low and does not exceed 4%. A study conducted at the United Arab Emirates University on the acceptance of camel milk showed that school children preferred camel milk to be ¯avoured with chocolate.
Future Developments Camel dairy farming has not yet been developed in a proper way. However, in certain countries, such as Saudi Arabia, Mauritania and the United Arab Emirates, large-scale camel dairy farms have been established. The future of the camel lies in its ability to produce meat and milk. Camel milk can play an important role in providing high-quality source of protein to the people living in the arid and semiarid areas. See also: Fermented Milks: Middle East. Mammals. Mammary Gland: Anatomy. Mastitis Pathogens: Contageous Pathogens; Environmental Pathogens. Mastitis Therapy and Control: Management Control Options; Medical Therapy Options.
Further Reading Al-Ani FK and Vestweber GE (1986) Udder oedema: an updated review. Veterinary Bulletin 56: 763±769. Alhadrami GA and Ayoub MA (eds.) (1998) Proceedings of the 3rd Annual Meeting for Animal Production under Arid Conditions, International Conference on Camel Production and Future Perspectives, vols. 1 and 2. Al Ain, United Arab Emirates: UAE University. Allen WR, Higgins AJ, Mayhew IG, Snow DH and Wade JF (eds.) (1992) Proceedings of the 1st International Camel Conference. Newmarket: R & W Publications. Chuvakova ZK, Beisemayeva RU, Puzyevskaya OM et al. (2000) Chemical compostion, microbial control and antiviral properties of freshly made and conserved shubat `Bota'. 2nd International Camelid Conference, groeconomics of Camelid Farming, Almaty, Kazakhstan. Farah Z (1993) Composition and characteristics of camel milk. Journal of Dairy Research 60: 603±626. Food and Agriculture Organization (2001) Fresh from your local drome `dairy'? http://www.fao.org/news/ 2001/010701-e.htm Isani GB and Baloch MN (2000) Camel Breeds of Pakistan. Islamabad: Camel Applied Research and Development Network. Kappeler S (1998) Compositional and Structural Analysis of Camel Milk Proteins with Emphasis on Protective Proteins. PhD thesis, Swiss Federal Institute of Technology, Zurich, Switzerland Mane®eld GW and Tinson AH (1996) Camels: A Compendium. Sydney, Australia: University of Sydney Postgraduate Foundation in Veterinary Science. Muctar AM (1990) Camel Milk: Chemical Composition, Characterization of Casein and Preliminary Trial of Cheese-Making Properties. MSc thesis, Swedish University of Agricultural Sciences, Uppsala, Sweden.
DAIRY ANIMALS/Yak 623 Ramadan RO (1994) Surgery and Radiology of the Dromedary Camel. Riyadh: Al-Jawad Printing Press. Tibary A and Anouassi A (1997) Theriogenology in Camelidae. Mina, Abu Dhabi, United Arab Emirates: Abu Dhabi Printing and Publishing Co. Wilson RT (1984) The Camel. Harlow: Longman. Yagil R (1982) Camels and Camel Milk. Rome: FAO.
Crosses of yak with other species of cattle will be referred to as hybrids and no distinction will be made between those where the yak is the dam and where it is the other species of cattle, except when required. Hybrids contributing to milk production will most often be the ®rst crosses of the two species and most often with the yak as the dam.
Distribution, Adaptation and Characteristics Distribution
Yak G Wiener, Roslin Institute, Edinburgh, UK Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The yak is one of the world's most remarkable bovines, adapted to living on `the roof of the world' in conditions so harsh that few other domestic animals can survive. Yak have many uses, milk production being only one of these. Although many sheep, a smaller number of goats, and the herdsmen's horses co-exist with yak in many areas, the yak is the mainstay of life for the several million people ± the herders and their families ± in remote regions of western China and other parts of Asia. The yak is integrally associated with the culture, religion and social life of the peoples and communities of these regions and not only with the economy. It may be of interest therefore to provide a broad background to the characteristics and uses of the yak and its distribution before concentrating on the aspects related to milk. The yak was listed as Bos grunniens by Linnaeus (grunniens because of the characteristic grunting noises made by the animals) (see Mammals). More recent scholarship suggests a classi®cation as Poephagus grunniens may be more appropriate, although this is not universally accepted. Different names are often used for male and female yak and this can vary between countries and even localities. There is a profusion of names also for hybrids of yak with other species of cattle, the names varying among regions and depending on the direction in which the cross is made and the generation of hybridization (backcrosses of various types). For simplicity, in this article, only the name `yak' will be used (in both singular and plural sense) and will be prefaced, where necessary, by `male' or `female'.
The domestic yak and its wild ancestor have a long history with fossil remains dating back to the Pleistocene period. About 10 000 years ago, the yak was domesticated from its wild ancestor. Since then, it has spread from its original location on the Tibet± Qinghai plateau of China northward across the rest of this vast plateau (exceeding 2.5 million km2) to the Altai, southward over the Himalayas to their southern slopes, and from the Pamir in the west to the Minshan mountains in the east. In more recent times, yak have been introduced for commercial use to the Caucasus and other countries of the Russian Federation. A small population (about 2000) has grown up in North America from tiny introductions of yak between the late nineteenth century up to the 1920s and possibly later. There are also small herds in several parts of Europe and the rest of the world, including, for the past 50 years or so, a successful small herd on the Dunstable Downs in England (Whipsnade Wild Animal Park) in addition to yak in zoos and some reserves. The majority of yak ± and there are probably around 14 million in total ± are at high altitudes and in cold climates though, at more northern latitudes, cold climate to some extent compensates for high elevations. Sichuan Province of China may now have the largest yak population among the Chinese provinces with over 4 million, followed not far behind by Qinghai Province and by the Tibet Autonomous Region. Among the countries outside China, Mongolia has the largest number with around 0.6 million. The great majority of herders and their families in the regions of China is ethnic Tibetan and a majority of them lives outside the Tibet Autonomous Region. Environment
Almost without exception, the yak in China and other parts of Asia live in a harsh environment where for several of the winter months conditions of near starvation are the norm (Figure 1). Extreme cold, thin air at high altitudes, often treacherous
DAIRY ANIMALS/Yak 623 Ramadan RO (1994) Surgery and Radiology of the Dromedary Camel. Riyadh: Al-Jawad Printing Press. Tibary A and Anouassi A (1997) Theriogenology in Camelidae. Mina, Abu Dhabi, United Arab Emirates: Abu Dhabi Printing and Publishing Co. Wilson RT (1984) The Camel. Harlow: Longman. Yagil R (1982) Camels and Camel Milk. Rome: FAO.
Crosses of yak with other species of cattle will be referred to as hybrids and no distinction will be made between those where the yak is the dam and where it is the other species of cattle, except when required. Hybrids contributing to milk production will most often be the ®rst crosses of the two species and most often with the yak as the dam.
Distribution, Adaptation and Characteristics Distribution
Yak G Wiener, Roslin Institute, Edinburgh, UK Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The yak is one of the world's most remarkable bovines, adapted to living on `the roof of the world' in conditions so harsh that few other domestic animals can survive. Yak have many uses, milk production being only one of these. Although many sheep, a smaller number of goats, and the herdsmen's horses co-exist with yak in many areas, the yak is the mainstay of life for the several million people ± the herders and their families ± in remote regions of western China and other parts of Asia. The yak is integrally associated with the culture, religion and social life of the peoples and communities of these regions and not only with the economy. It may be of interest therefore to provide a broad background to the characteristics and uses of the yak and its distribution before concentrating on the aspects related to milk. The yak was listed as Bos grunniens by Linnaeus (grunniens because of the characteristic grunting noises made by the animals) (see Mammals). More recent scholarship suggests a classi®cation as Poephagus grunniens may be more appropriate, although this is not universally accepted. Different names are often used for male and female yak and this can vary between countries and even localities. There is a profusion of names also for hybrids of yak with other species of cattle, the names varying among regions and depending on the direction in which the cross is made and the generation of hybridization (backcrosses of various types). For simplicity, in this article, only the name `yak' will be used (in both singular and plural sense) and will be prefaced, where necessary, by `male' or `female'.
The domestic yak and its wild ancestor have a long history with fossil remains dating back to the Pleistocene period. About 10 000 years ago, the yak was domesticated from its wild ancestor. Since then, it has spread from its original location on the Tibet± Qinghai plateau of China northward across the rest of this vast plateau (exceeding 2.5 million km2) to the Altai, southward over the Himalayas to their southern slopes, and from the Pamir in the west to the Minshan mountains in the east. In more recent times, yak have been introduced for commercial use to the Caucasus and other countries of the Russian Federation. A small population (about 2000) has grown up in North America from tiny introductions of yak between the late nineteenth century up to the 1920s and possibly later. There are also small herds in several parts of Europe and the rest of the world, including, for the past 50 years or so, a successful small herd on the Dunstable Downs in England (Whipsnade Wild Animal Park) in addition to yak in zoos and some reserves. The majority of yak ± and there are probably around 14 million in total ± are at high altitudes and in cold climates though, at more northern latitudes, cold climate to some extent compensates for high elevations. Sichuan Province of China may now have the largest yak population among the Chinese provinces with over 4 million, followed not far behind by Qinghai Province and by the Tibet Autonomous Region. Among the countries outside China, Mongolia has the largest number with around 0.6 million. The great majority of herders and their families in the regions of China is ethnic Tibetan and a majority of them lives outside the Tibet Autonomous Region. Environment
Almost without exception, the yak in China and other parts of Asia live in a harsh environment where for several of the winter months conditions of near starvation are the norm (Figure 1). Extreme cold, thin air at high altitudes, often treacherous
624
DAIRY ANIMALS/Yak
Figure 1 General view of yak grazing (Qinghai Province). (Photograph courtesy of Dr Gerald Wiener.)
terrain and very variable feed availability over the year have led to the adaptive characteristics of the yak to these harsh conditions. Vegetation on the mountain plateau is mixed but ample for a few short summer months, most often from the end of May to the end of August, resulting in rapid weight gain and fat deposition by the animals over that period. This is followed by progressive shortage of feed for most of the rest of the year, resulting in severe weight loss by the animals over winter. Supplementary feed, such as conserved forage, arable residues or grain, is not usually provided for yak ± it is simply not available. Generally crops do not grow in these regions. Yak associated with some of the steeper mountain valleys, where crops are grown at lower elevations, may sometimes bene®t from some supplementary feed ± but that is the exception. As a rule, the feed in winter consists of the wilted herbage remaining on the pasture after the end of the growing season. The amounts decline as winter advances. Yak will cope with light snow cover, scraping through this to the underlying herbage, but periodic severe snowfalls can lead to starvation and widespread deaths among the animals in the affected areas. For the most part, yak are kept at altitudes between 3000 and 5000 metres (though yak trek to higher elevations). Further north in its distribution, elevations for yak may be at only around 2000 metres. Adaptation
Adaptive characteristics of the yak to cold include its compact body with short neck, relatively short limbs, no dewlap, short ears and short tail. The scrotum of the male and the udder of the female are small and hairy. Heat is conserved by a thick ¯eece comprising an outer coat of long hair ending
in a long `skirt' around the animal and, in the cold season, a dense undercoat of ®ne down. Vasoconstriction and a lack of sweating assist conservation of heat. In order to cope with the low oxygen content at the high altitudes, the yak has a relatively large thorax containing large lungs and a large heart. Evidence that yak blood has a higher erythrocyte count and higher haemoglobin levels than the blood of other cattle is equivocal with some studies showing this and others not. However, there is some evidence that yak haemoglobin has a higher af®nity for oxygen than haemoglobin of other cattle and that this attribute together with a high air intake allows adequate oxygen to be absorbed from the thin air. Yak can graze both like other cattle using their tongues to wrap round the herbage or shrub material, and like sheep to use the short grass and creeping stems ± thus exploiting an often sparse vegetation to best advantage. The yak is also exceptionally surefooted to cope with dif®cult terrain and this makes it a valuable pack animal. Thus, the animals help in the transport of camps and belongings of nomadic or semi-nomadic peoples, as the herds move across the summer pastures to exploit the available grazing and move also between the summer and winter pastures at high and lower elevations respectively. Yak were used, particularly in the past, to carry goods on trade routes across the region and the passes over the Himalayas to countries on the southern slopes of this, the highest mountain range in the world. With the growth of tourism and mountain climbing expeditions, yak are used for trekking, the Sherpa people of Nepal being the best known among those in this trade. To cope with predators, wolves in particular, yak have also developed protective habits and postures. Unless speci®cally trained for human contact, yak are shy of people and readily panicked. As a consequence of these adaptive characteristics, the pure yak are generally kept at the highest elevations or in the coldest parts of the region. Hybrids of yak with other species of cattle (see later) are often kept at intermediate altitudes ± below those of the pure yak ± and cattle at the levels below that. Whilst the yak is undoubtedly adapted to the hard circumstances of its native region, its more recent introductions to temperate or even warm parts of the world suggest that the yak can cope with a wide variety of environmental and climatic conditions, contrary to the received wisdom about yak. The distribution of yak in North America illustrates the point. Many of the 90±100 yak herds there are within or adjacent to the Rocky Mountain
DAIRY ANIMALS/Yak 625
range ± an environment quite normal for yak. However, a signi®cant proportion of the herds is near the West Coast close to sea level, where snow and frost are unusual, or deep inland where climate is also far from traditional for yak. Size of Yak
Relative to most dairy breeds in the West (e.g. Holstein cattle) yak are very small. Typically, adult females (6 years old and above) weigh, at the end of the summer grazing, around 200±300 kg depending on breed and perhaps 25% less at the end of winter. Bulls are typically between 50% and 100% heavier than the females. At birth, calves are only about 5±7% of the maternal weight. Wild Yak
These proud beasts were once numerous, but have been hunted close to extinction, although they are now a protected species and conservation is intended. Estimates of the numbers remaining in small groups, mostly in parts of Tibet, vary, but the total may already be down to a few thousand animals. Wild yak are larger than their domestic cousins are. They have been hunted both for their meat by local people and, less excusably, by trophy hunters and `sportsmen' from other countries.
Types and Breeds of Yak and Hybridization Types
The two principal types of yak are the `plateau' or `grassland' type and the `Alpine' or `valley' type. The former is the most numerous and inhabits the central part of the Tibet±Qinghai plateau including the cold grasslands of Qinghai Province and Tibet, the western parts of Sichuan Province and southern Gansu as well as the Qilian mountain area. Yak in Mongolia and countries of the Russian Federation are probably of this general type. The `Alpine' type is distributed over the Henduan mountain range of the southeastern part of the plateau but also in parts of the Yushu Tibetan autonomous region, in mountains and valleys of western Sichuan and northern Yunnan provinces and similar locations. Breeds
Several breeds are of®cially recognized and described as the main breeds. The most numerous of the plateau type are the Qinghai Plateau, and the Maiwa of Sichuan Province. The Tianzhu White of Gansu Province is the most distinctive because of its colour. The majority of yak have dark-coloured
coats as protection against intense solar radiation at high altitude in the more southern latitudes. The principal breeds of the Alpine type are the Jiulong of Sichuan and the Alpine of Tibet. However, many more breeds are named, some very localized, some more widely distributed. With the relative isolation of many of the communities keeping yak, it is not surprising if different breeds develop. However, in strictly scienti®c terms there is very little to show how different some of these breeds are from each other in their genetic make-up. Until now this would have been detectable only if the different `breeds' were compared alongside each other in the same locations (which they are not) and crossed with each other. Future information on the extent of genetic differences between the breeds may come from DNA pro®les. Hybrids
For the most part, yak are bred pure. There is, however, a long-standing practice of hybridization of yak with other species of cattle, both Bos taurus and Bos indicus breeds, which are kept at lower elevations. The hybrids generally inhabit the intermediate altitudes with a somewhat less stressful environment than that for the pure yak. The hybrids bene®t from the hardiness and special adaptive qualities of the yak and the higher potential for productivity, especially in terms of milk production, of the other cattle. More recently, semen from breeds like the Holstein (developed in the West for high milk yield) has been used to inseminate yak cows to meet a higher demand for milk in selected districts. The availability of arti®cial insemination services is, however, restricted at present to a few readily accessible yak-rearing areas. Live bulls of these dairy breeds do not survive in the conditions of the region. Moreover, such `improved' hybrids are more demanding in their nutritional and management requirements than pure yak or the hybrids with local hill cattle. Hybrids of yak with highly improved dairy breeds of cattle have therefore only a limited role to play over the whole region ± in spite of much of®cial enthusiasm for them. Male hybrids are sterile (though the female hybrids can be bred) and thus the hybrid type cannot be `®xed' to create a permanent combination of highyielding cow with hardy yak. This further limits the extension of hybridization as a means of meeting demand for milk.
Uses of the Yak Yak are used for milk, meat, transport, fur and hide (clothes and tents), dung for fuel, and a host of
626
DAIRY ANIMALS/Yak
byproducts some of cultural or medicinal signi®cance. The yak are also, as is common with animals among many pastoral people, a form of security for the herdsman and his family, with numbers representing wealth. High productivity of milk or meat from the animals is not the main objective of most of the people, although that may be the aim of advisory (extension) services, where these exist, and of the scientists aiming for `improvement'. In areas of tourism, trekking with yak will be the main source of income (but such activity is mainly restricted to Sherpa country). The undercoat of the yak, the ®ne down, is used to make very high quality, cashmere-like garments, but this is a minority trade. Importance of Milk
The importance of milk relative to other products from the yak varies considerably with the location of the herd. In the more remote areas, milk, or products from it, are used mainly for consumption within the household. Most income, in these cases, is likely to come from the sale or barter of surplus animals, mostly castrated males, and usually for meat. In an increasing number of areas with reasonable access to roads leading to markets, or perhaps to a dried milk factory, milk becomes a much more important component of the herder's income from yak and may account for 60% of the total. Nepal is the only country at present, among those rearing yak, where an active industry is based on converting milk from yak and yak crosses into cheese and other products through a government-sponsored scheme of setting up cheese factories. Some other countries are now trying to promote similar schemes.
Milk Production Milk yield per yak cow is low judged by modern dairy cattle standards. Average yields in the range of 200±400 l are quoted for the ®rst 6 months following calving, for groups of yak of different breeds in China. Such estimates make an adjustment for milk taken by the calf and are based on groups under investigation, since milk recording is not practised as a rule. Higher yields (400±700 l) have been claimed for former state and cooperative farms in Mongolia and Russia. Yak lactate again in a second season without a further calving and produce about two-thirds of the amount of milk of the ®rst season. (This second year of production is generally referred to in the literature from China as `half milk' and is not to be confused with semi-skim milk.) The vast majority of yak calve only once every two years. Hybrids can give substantially more milk depending on the cattle breed involved and the
management system. There is a seasonal trend in lactation performance rising to a peak in July and declining thereafter. There is no clear evidence of a lactation peak in relation to date of calving. Milking
Pure yak females (and most hybrids) need the presence of the calf to initiate milk letdown. In traditional yak keeping, the cow is tied up for milking ± generally out of doors ± and the calves are tethered and then set free, in turn, to suckle their dam for a short period (Figures 2 and 3). Thereafter the calf is removed, the yak cow is hand-milked and ®nally the calf allowed back to strip the udder. Hand-milking stops in mid-winter, but the calf may be allowed to run with its dam ± though whether it receives much milk from its dam at that time of
Figure 2 Man milking a yak tethered to a rope (Nong Ri farm, Sichuan Province). Women usually do the milking. (Photograph courtesy of Dr Gerald Wiener.)
Figure 3 Milk collection (Nong Ri farm, Sichuan Province). (Photograph courtesy of Dr Gerald Wiener.)
DAIRY ANIMALS/Yak 627
negative correlation between milk quantity and fat percentage found in other cattle. Other constituents of milk are shown in Table 1 and are based on data from a variety of studies.
nutritional deprivation and weight loss is open to question. An estimate from Bhutan suggests that the amount obtained may be 0.25 kg dayÿ1 from December to March. National Production
Utilization of Yak Milk
In China, the main country involved, total milk production from cattle and yak was estimated for 1996 at over 6 million tonnes. Extrapolation from yak numbers and yield and the data from two provinces where yak predominate suggests that perhaps 10% of the total is attributable to yak ± but this is only an estimate. In Nepal where milk production from yak and yak hybrids is encouraged, these accounted for about a quarter of the total liquid milk output of 62 000 tonnes in the year 1999/2000. Although yak and yak hybrids with beef cattle in the United States and Canada represent at present only a small niche market it may be of interest to note that the yak calves (and hybrid calves) are left entirely with their dams. Therefore, marketing yak milk or milk products has not yet become a commercial venture.
Traditional Uses
Raw milk Whole milk is usually drunk only by people who are ill or weak, but is also given to children and old people. Generally, milk is boiled first, on health and hygiene grounds. Yak milk has a fragrant, sweetish smell and whole milk tastes somewhat sweet ± so when drunk by herdsmen sugar is never added. Raw milk is used mainly for the beverage called `milk-tea' ± a mixture of tea and milk ± and is a staple part of the diet. In the warm season, when there is plenty of milk available, or when given to guests, the brew will contain 20% milk or even more; the colour of the drink is yellow. Herdsmen and their families more usually drink a lighter coloured tea with only 5% milk added. The milk-tea is brewed from tea-leaves (cut from a tea brick) added to water and boiled for a few minutes; milk is added as required and boiling continues for a few more minutes. Sometimes a little salt is added. Also, mostly among Tibetan people, zanba may be added to the brew, making it both a food and a drink. Zanba (also zangba or tsampa) is the staple food of Tibet. It consists of roasted oat or barley ¯our, or a mixture
Milk Composition Fat percentage varies seasonally but is in the range of 6±7% on average. In the second year of lactating, if the yak female has not calved again, fat percentages are typically 1% higher ± in line with the
Table 1 Yak milk composition Source
1
2
3
4
5
Fat (%) Protein (%) Lactose (%) Solids-not-fat (%) Ash (%) K (mmol lÿ1) Na (mmol lÿ1) Ca (mmol lÿ1) P (mmol lÿ1) Mg (mmol lÿ1) a-Lactalbumin (% in protein) b-Lactoglobulin (% in protein) Serum albumin (% in protein)
6.5 5.5 5.5
7.1
6.5 5.4 4.6 10.9
6.5 5.8 4.6
8.6
0.8
5.0 8.8 0.7
3.3 7.1 0.4
6
7
6.2 (7.4) 5.0 (6.4) 4.9 (4.7)
3.8 (3.4) 15.3 (15.6) 2.2 (2.2)
27.6 20.8 36.8 24.8 2.5
Sources: 1. Cai and Wiener (1995). 2. Das DN et al. (1998) Indian Veterinary Journal 75: 926±927. 3. Joshi (1982). 4. Lensch et al. (1996). 5. Mondal D and Pal RN (1996) Indian Journal of Dairy Science 49: 413±414 (averages based on a wide range). 6. Zheng Yucai et al. 2000 (personal communication). Milk from Jiulong yak in ®rst summer season after calving and, in parenthesis, milk in second summer season after calving without calving again (`half milk'). 7. Zheng Yucai et al. 2000 (personal communication). Milk from Maiwa yak.
628
DAIRY ANIMALS/Yak
of the two, made into a paste with yak butter and, for eating, usually rolled into balls. While whole milk is normally used in the tea, skim milk is also used so that an increased amount of butter can be produced. Milk boiled up with mushrooms and added salt is regarded as a delicacy by the herdspeople. Raw milk is also sold to milk powder plants, built in recent years to produce milk powder and, to a very limited extent, also butter and other milk products. Only little milk is sold for direct consumption in towns and villages in the upland areas. Butter Butter is the main product from yak milk and represents one of the staple foods of the local people. The raw butter contains 12±15% water, 1% protein and the rest fat. (Butter after a long period of storage contains about 3% water.) Butter production is used by the herdsmen as the yardstick for the quality of yak. Making yak butter The traditional method in China is to squeeze the butter in a bag made of hide, or to make it in a churn. Milk separators are coming into use in some areas and cream separated in this way before churning produces better butter with a lower water content and longer storage life than the older methods. When butter is made by churning, the milk is allowed to stand for a day to ferment and then heated to about 20 � C. The warm milk is poured into a churn up to 80 cm high and 60 cm in diameter. A stick for stirring is held in the centre of the churn by the lid. The herdsmen (or, more usually, the women) rotate the stick until the fat solidi®es and further churning becomes dif®cult after between 1 and 4 h, depending on size of churn and quantity of milk. The lumps of milk fat ¯oating on the surface are then removed by hand and washed in water. Next, water is squeezed out and the butter is made into cylindrical or cube-shaped blocks by using a plank of wood. Lastly, the butter is stored in a bag of calf hide or yak rumen. Each bag weighs approximately 50 kg. The butter will keep for 1 or 2 years without going mouldy. When butter is made in a hide bag, the milk is ®rst heated, as before, and poured into a bag of calf or goat hide. The herdsman in¯ates the bag by blowing into it and closes the opening. The bag is then shaken until the fat solidi®es into globules, after which the contents are emptied into another container. Thereafter the procedure is as already described. If using a milk separator to make butter, the milk is ®rst heated to 30±35 � C and then ®ltered. The separator is operated by turning a handle until the
fat separates. The fat and skim milk are put in separate containers, and the rest of the buttermaking process is as before. Sometimes a little sour milk is added as a starter to the raw milk to increase the amount of butter that can be made. Uses of butter Butter is used for number of foods including zanba, pancakes and dishes fried in butter. It is also added to milk-tea and consumed salted or unsalted according to the area. In some areas, butter is used in tea when milk is not available, but buttertea is also drunk from choice, particularly, it is said, by herdsmen in northwest Sichuan and in Tibetan pastoral areas. In another use of butter it is melted and mixed, in equal quantities, with roasted ¯our. The mixture is kneaded and stored. When required, this dough is melted into salted or sugared water and eaten in that way, or further mixed with seeds such as peanut, sesame, walnut or soya bean, or mixed with Chinese dates. These ingredients provide extra ¯avour and make the food a favourite among Tibetan people especially for their guests. Butter is used also for many purposes other than food, including its use for tanning and for polishing fur coats. It is used as a fuel in domestic lamps and by lamas in sacred lamps and on family altars. Women also use butter on their skin and as hair grease and as a lubricant to assist in hand-milking. Butter is a component of some Tibetan medicine. When mixed with different colouring materials, butter is also used to make moulded sculptures ± some very large ± for religious ceremonies and New Year celebrations. `Toffee' A product the consistency of toffee (korani, in Sherpa) is made by boiling milk very slowly to evaporate the water. Milk residue Products called `milk residue' by herdsmen in China come in more than one form. They are made mostly from skim milk after the preliminary separation of the fat to make butter, but can also be made from whole milk. Milk residue can come in both hard and semi-soft form. To make the milk residue, milk is heated to 50± 60 � C and sour milk added for curdling. The mixture is then poured into a wicker basket or gauze bag and the whey strained off. The remaining curds are spread on a cloth to dry (Figure 4). Milk residue from skimmed milk is white and hard, and that made from whole milk yellow and brittle. The protein content is around 55% and the lactose content around 21%.
DAIRY ANIMALS/Yak 629
Alcohol In Mongolia, fermented yak milk is also distilled to make alcoholic drinks. Manufactured Products
Dried milk Factories for the production of dried milk exist in proximity to yak-rearing areas in several of the provinces of China, as well as in Nepal and possibly elsewhere. The dried milk is widely available in the towns of the region.
Figure 4 Milk curds drying on ground outside tent (Nong Ri farm, Sichuan Province). (Photograph courtesy of Dr Gerald Wiener.)
A softer form of milk residue sometimes has a little sugar added to develop fermentation and is akin to a fermented cottage-type cheese, but drier than the western variety. It is served as a snack on its own or mixed with butter zanba. Milk cake This is usually made from whole milk from which between one-third and two-thirds of the water has been evaporated during natural drying, but it remains relatively soft. Starch is sometimes added to give a cake consistency. It is usually eaten with butter and sugar and is one of the dishes offered to guests. Sour milk (or yoghurt) Sour milk is a favourite among the herdspeople throughout the year, but more available during the summer season when most milk is being produced. A little sour milk is added to freshly boiled milk that has been poured into a pail when the temperature has dropped to 50 � C. The mixture is allowed to cool to 40 � C. The pail is then covered and wrapped in wool to maintain its warmth. After 5 or 6 h in the summer, or longer in winter, the milk has soured. Either whole or skimmed milk can be used to make this product, with the whole-milk product having more colour and taste. The sour milk is drunk or eaten alone or sometimes mixed with zanba. The product is similar to natural yoghurt made from cows' milk in the West. Fruit or other ¯avours are not added. Whey The whey remaining after butter and milk residue have been made is rarely used in the main pastoral regions for yak. In agricultural±pastoral areas, whey can be given to pigs. The whey is, however, also used in traditional processes for making leather.
Cheese Local production of cheese from yak and hybrid yak milk has been traditional in remote northern parts of Nepal and northwest India. This is a hard casein product called chhurpi, special to the Himalayan region, made by drying the soft cheese produced ®rst. 200 l of milk yields 4.5% chhurpi containing 8±10% moisture, 8±9% fat and 80% protein on a dry matter (DM) basis. Since the 1950s production of a Swiss-style (GruyeÁre-type) cheese has been developed in Nepal and based on Swiss technology. There are now 11 cheese factories run by the Nepalese Dairy Development Corporation and a number of privately run cottage factories producing, in 1998/99, 150 tonnes of yak cheese from yak and hybrid yak milk (out of a total cheese production of 350 tonnes). Processing 10 l of milk from yak or yak hybrids produces 1 kg of cheese. The 16-stage process includes standardizing the fat content of the milk, pasteurizing, adding culture and rennet, curd formation and cooking followed by moulding and pressing. The cheese blocks are brined and stored for ripening. After 5 months of ripening a good ¯avour develops. Chemical composition The composition of 3-monthold Nepalese yak cheese is given as water 31.8%, total solids 68.2%. On a DM basis the butterfat is 49.4% and salt 1.37%, with pH 5.75. Corresponding ®gures for 3-year-old cheese are given as 23.1% water, 76.9% total solids, and on a DM basis, the fat 46.8%, and salt 3.12%. There is some variation around these estimates. Economics A recently published and detailed assessment of the cheese factories, their operation and the economics involved concluded that demand for the yak cheese still outstrips the supply, that more investment is needed and rehabilitation of some of the factories and improvement in the production chain from farm to marketing. Of the four factories studied in detail, three were in pro®t, with income exceeding costs, but one was running into de®cit.
630
DAIRY ANIMALS/Horse
Acknowledgements
Introduction
Particular thanks for providing information not otherwise available to the author are due to: Dr Han Jianlin (International Yak Information Centre, Gansu Agricultural University), Professor Zheng Yucai (Southwest University of Nationalities, Chengdu), Professor Ruijun Long (Gansu Agricultural University and Yunnan Agricultural University), Dr D.D. Joshi (Nepal), Mr Tek B. Thapa (Nepal), Dr Shree Ram Neopane (Nepal), Dr Pema Gyamtsho (Bhutan). The section on traditional uses of yak milk is based substantially on information in The Yak by Cai and Wiener. Thanks are due to the Food and Agriculture Organization of the United Nations (FAO) for permission to use that material.
It is thought that 30 million people throughout the world drink horse milk more or less regularly. Horse milk consumption is an ancient practice, which was mentioned by Homer in the Iliad. The traditional use of mare milk for human consumption was ®rst by nomadic people, then for therapeutic use in the countries where it was produced; it is now retailed as different de luxe products in some economically developed countries. The milking routine is speci®c, owing to the physiological particularities of the mare. Milk composition will be compared to cow milk as a reference, and also to human milk, because horse milk composition is often considered to be close to that of human milk. The different uses of horse milk, whether raw or fermented as kumys, will be reviewed in this article.
See also: Fermented Milks: Asia. Mammals. Milk: Introduction.
Geographic Distribution and Breeds
Further Reading Cai Li and Wiener G (1995) The Yak. Bangkok, Thailand: Regional Of®ce for Asia and the Paci®c of the FAO. Cai Li and Wiener G (2002) The Yak, 2nd edn. Bangkok, Thailand: Regional Of®ce for Asia and the Paci®c of the FAO. Joshi DD, Awasthi BD and Sharma M (1999) An Assessment of the Yak Cheese Factories in Nepal. Tahachal, Kathmandu, Nepal: National Zoonoses and Food Hygiene Research Center. Larrick JW and Burck KB (1986) Tibet's all-purpose beast of burden. Natural History 95: 56±65. Lensch J, Schley P and Zhang R-C (1996) Der Yak (Bos grunniens) in Zentralasien. Berlin: Duncker & Humblot. Thapa TB (2002) Diversi®cation in processing and marketing of yak milk-based products. Proceedings of the 3rd International Congress on Yak, September 2000, Lhasa, Tibet Autonomous Region, People's Republic of China. Nairobi, Kenya: International Livestock Research Centre.
Horse M Doreau and W Martin-Rosset, Institut National de la Recherche Agronomique, Saint-GeneÁs Champanelle, France Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Although horses are spread throughout the world, dairy herds are mainly located in the former USSR and in Mongolia. They are found in Kazakhstan, Kirghizia, Tadzhikistan, Uzbekistan, in some parts of Russia near Kazakhstan: Kalmukia, Bachkiria, in Mongolia and its periphery: Buryatia in Siberia, Inner Mongolia in North China. Dairy horses are also found in Tibet and Xinjiang. Dairy herds are present, to a lesser extent, in eastern Europe (Belarus, Ukraine) and central Europe, especially Hungary, Austria and Germany. Dairy herds in western Europe or in other countries are scarce. In the former USSR and Mongolia, native breeds are used. Most weigh 500±600 kg. They have been used for different purposes, including riding. The Kazakh breeds are probably the most important, and have been selected for milk production for a long time. Among them, jade Kazakh and draught Kazakh produce more milk than saddle Kazakh, owing to better lactation persistence. Kushum horses are also found in Kazakhstan. They are mainly devoted to meat production but are also used for dairy purposes. Baschkir horses are present in the south of the Ural mountains. Russian draught horses, weighing 600 kg, and Soviet or Lithuanian draught horses weighing 650±700 kg are used in Russia for milk and draught. Lokai horses in Tadzhikistan and Novo-Kirghiz horses in Kirghizia are traditionally used for riding (by herdsmen) and now for milk production. In Mongolia, different breeds, generally crossed, are used. In western Europe, the main dairy breed is Ha¯inger, a small-sized (500 kg for adult mares) breed from Austria. It is famed for its dairy capacity. In fact, any breed can be milked. The essential
630
DAIRY ANIMALS/Horse
Acknowledgements
Introduction
Particular thanks for providing information not otherwise available to the author are due to: Dr Han Jianlin (International Yak Information Centre, Gansu Agricultural University), Professor Zheng Yucai (Southwest University of Nationalities, Chengdu), Professor Ruijun Long (Gansu Agricultural University and Yunnan Agricultural University), Dr D.D. Joshi (Nepal), Mr Tek B. Thapa (Nepal), Dr Shree Ram Neopane (Nepal), Dr Pema Gyamtsho (Bhutan). The section on traditional uses of yak milk is based substantially on information in The Yak by Cai and Wiener. Thanks are due to the Food and Agriculture Organization of the United Nations (FAO) for permission to use that material.
It is thought that 30 million people throughout the world drink horse milk more or less regularly. Horse milk consumption is an ancient practice, which was mentioned by Homer in the Iliad. The traditional use of mare milk for human consumption was ®rst by nomadic people, then for therapeutic use in the countries where it was produced; it is now retailed as different de luxe products in some economically developed countries. The milking routine is speci®c, owing to the physiological particularities of the mare. Milk composition will be compared to cow milk as a reference, and also to human milk, because horse milk composition is often considered to be close to that of human milk. The different uses of horse milk, whether raw or fermented as kumys, will be reviewed in this article.
See also: Fermented Milks: Asia. Mammals. Milk: Introduction.
Geographic Distribution and Breeds
Further Reading Cai Li and Wiener G (1995) The Yak. Bangkok, Thailand: Regional Of®ce for Asia and the Paci®c of the FAO. Cai Li and Wiener G (2002) The Yak, 2nd edn. Bangkok, Thailand: Regional Of®ce for Asia and the Paci®c of the FAO. Joshi DD, Awasthi BD and Sharma M (1999) An Assessment of the Yak Cheese Factories in Nepal. Tahachal, Kathmandu, Nepal: National Zoonoses and Food Hygiene Research Center. Larrick JW and Burck KB (1986) Tibet's all-purpose beast of burden. Natural History 95: 56±65. Lensch J, Schley P and Zhang R-C (1996) Der Yak (Bos grunniens) in Zentralasien. Berlin: Duncker & Humblot. Thapa TB (2002) Diversi®cation in processing and marketing of yak milk-based products. Proceedings of the 3rd International Congress on Yak, September 2000, Lhasa, Tibet Autonomous Region, People's Republic of China. Nairobi, Kenya: International Livestock Research Centre.
Horse M Doreau and W Martin-Rosset, Institut National de la Recherche Agronomique, Saint-GeneÁs Champanelle, France Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Although horses are spread throughout the world, dairy herds are mainly located in the former USSR and in Mongolia. They are found in Kazakhstan, Kirghizia, Tadzhikistan, Uzbekistan, in some parts of Russia near Kazakhstan: Kalmukia, Bachkiria, in Mongolia and its periphery: Buryatia in Siberia, Inner Mongolia in North China. Dairy horses are also found in Tibet and Xinjiang. Dairy herds are present, to a lesser extent, in eastern Europe (Belarus, Ukraine) and central Europe, especially Hungary, Austria and Germany. Dairy herds in western Europe or in other countries are scarce. In the former USSR and Mongolia, native breeds are used. Most weigh 500±600 kg. They have been used for different purposes, including riding. The Kazakh breeds are probably the most important, and have been selected for milk production for a long time. Among them, jade Kazakh and draught Kazakh produce more milk than saddle Kazakh, owing to better lactation persistence. Kushum horses are also found in Kazakhstan. They are mainly devoted to meat production but are also used for dairy purposes. Baschkir horses are present in the south of the Ural mountains. Russian draught horses, weighing 600 kg, and Soviet or Lithuanian draught horses weighing 650±700 kg are used in Russia for milk and draught. Lokai horses in Tadzhikistan and Novo-Kirghiz horses in Kirghizia are traditionally used for riding (by herdsmen) and now for milk production. In Mongolia, different breeds, generally crossed, are used. In western Europe, the main dairy breed is Ha¯inger, a small-sized (500 kg for adult mares) breed from Austria. It is famed for its dairy capacity. In fact, any breed can be milked. The essential
DAIRY ANIMALS/Horse 631
condition is the acceptance of milking by mares. It can be supposed that this factor is taken into account in the selection of dairy horses.
Milk Harvesting
Figure 1 The presence of the foal is useful to remove milk when the milking interval extends beyond 3 h and is bene®cial for milk ejection when the mare is being milked. (ß INRA; photograph by Alain Beguey.)
Milk yield (kg day–1)
Due to the low capacity of the udder (less than 2 litres, with 75±85% alveolar milk) compared to milk potential (more than 12 l dayÿ1), the use of mares for milk production requires frequent milkings. Five or six milkings per day every 3 h are often practised; at the peak of lactation eight milkings could be done, whereas at the end of lactation mares are often milked four times per day. The main constraint is the necessity to empty the udder regularly in order to avoid a decrease in milk secretion; an interval between milkings which is greater than 3 h may be detrimental for total milk yield. It is thus necessary to maintain the foal with its mother, so that sucklings are possible when the mare is not milked. The high proportion of alveolar milk requires good conditioning of mares to milking, so that milk ejection allows the maximal recovery of secreted milk. Milking generally begins between 20 and 45 days after foaling. The foal is then able to eat enough concentrate and forage to withstand a decrease in milk intake without negative consequences on its growth. Milking lasts 5±6 months. As the amount of milk harvested per milking does not depend on the hour of the day or on the day, it is possible for the dairy farmer to modulate the number of milkings per day and the number of days of milking, provided the foal is allowed to suckle. Mares are milked using speci®c machines. The vacuum level is the same as for other species, and it not higher than 40±50 kPa. An advisable pulsation rate is between 80 and 180 pulsations per minute (average 120): this high value, justi®ed by the small proportion of cisternal milk, is similar to the value for camels and some ewe breeds. The pulsation ratio is near 50%. Each milking lasts 1 min by machine and 2±3 min by hand. The typical mechanical milking is as follows: the cisternal milk ¯ow lasts less than 20 s, then from 35 s, alveolar milk ¯ows rapidly for 30 s, probably owing to the level of stimulation of the udder. The presence of the foal in front of its mother often favours oxytocin release (Figure 1). The amount of milk harvested depends on the individual ability of mares to be milked. It is likely that selection of dairy mares has been made more on this feature or on udder characteristics (and thus the proportion of cisternal milk) than on effective milk potential, so that the difference in milk production between dairy and nursing mares is low (Figure 2).
30
Dairy cow 20 Nursing mare 10 Dairy mare Beef cow 3 6 9 Lactation stage (months)
Figure 2 Comparison of milk yield between dairy and nursing mares and cows.
Experiments in nursing mares have shown that milk production is proportional to body weight (about 25 g daily kgÿ1 body weight). This could be similar in dairy mares. Although most dairy mares in eastern Europe and Asia weigh 500±600 kg, heavier breeds are milked, such as Soviet or Lithuanian draught horses. They produce more milk than lighter breeds. In western Europe, heavy mares such as the French Auxois breed (800 kg) can produce, when well adapted, 30% more milk than other breeds such as Ha¯inger (500 kg). Nevertheless, between-breeds and intrabreed differences exist, although most dairy mares in the world produce between 2500 and 3200 l per lactation, of which half is milked and half is suckled by the foal.
Husbandry Feeding dairy mares follows the same rules as for nursing mares, especially as regards energy and nitrogen requirements and supply. Feedstuffs given to
632
DAIRY ANIMALS/Horse
dairy mares are not speci®c. Nevertheless, the composition of fat milk depends on feeding. Horses can eat large amounts of forages even of low nutritive value, in contrast to ruminants. The husbandry of mare herds takes advantage of this ability, if mares are fed ad libitum. The intake capacity of mares may rise from 2 kg to more than 3 kg dry matter 100 kgÿ1 body weight between the ®rst and the sixth week of lactation; then voluntary intake remains high. Daily energy and nitrogen requirements for milk production in early lactation (until 3 months) are 2.0±2.3 and 3.0±3.5 times the maintenance requirement, respectively. In late lactation, (4 months and over), energy and nitrogen requirements decrease from 1.6 and 2.4 times maintenance to dry mare requirement. Daily energy and nitrogen requirements are covered by the nutrients of the ration and body reserves when the amount of nutrients supplied is insuf®cient, and if the mare's body condition score is not too low (more than 2.5 on a 0±5-point scale). If body condition score is very low and mares are fed ad libitum, body reserve rebuilding occurs without a negative effect on milk yield. Milk yield is very similar for mares with low and high body condition score, when fed ad libitum. Milk yield can be signi®cantly improved with increasing concentrate supplementation, but is not decreased by a shortage in nitrogen supply, even in early lactation. The decrease in milk intake by foals must be compensated for by a solid feed supplementation. Forage and concentrates are given in order to cover about half of their requirements. It is necessary to provide housing for both mares and foals, since they are not managed together. Management must be compatible with repeated milkings during the day, and thus with a limited intake time and limited access to grass during the diurnal period. It is advisable to allow the mare to see the foal during milking, and that the milking parlour is not far from grass parcels. The presence of a pen near the milking parlour, with racks, is recommended so that forage and concentrate distribution can be ensured during the milking time. These constraints result in the need for speci®c installations for dairy mares.
Milk Composition and Quality The mechanisms of milk synthesis in the horse are similar to the mechanisms described in ruminants. Lactose comes from glucose. Fatty acids have a double origin: de novo synthesis, and direct uptake by the udder. The precursors of de novo synthesis are acetate and 3-hydroxybutyrate; the latter arises from
butyrate. Acetate and butyrate are end products of carbohydrate digestion in the large intestine. The other end products, glucose in the small intestine and propionate in the large intestine, are not precursors of milk fatty acids. All fatty acids from C4 to C14 come from de novo synthesis, and palmitic acid comes in approximately equal parts from de novo synthesis and from fatty acid uptake, but C18 fatty acids, which come mainly from direct uptake (diet and body reserves), to a limited extent originate from de novo synthesis, in contrast to ruminants. Milk Average Composition
Horse milk is very poor in dry matter: 10±12%. Fat, protein and lactose content mostly comprise between 10±20, 20±35 and 55±65 g kgÿ1, respectively. The variation according to lactation stage is shown in Figure 3. Horse milk is one of the lowest in fat among mammals, like that of another perissodactyl, the rhinoceros. Values lower than 5 g kgÿ1 have been reported. Horse milk is often thought to have the same composition as human milk. Compared with human milk, horse milk contains less lactose, as much protein and much less fat. Compared with other milks for human consumption (cow, ewe, goat, camel), horse milk is richer in lactose and poorer in protein and especially in fat. Fat accounts for only 25% of the energy in horse milk, as compared to 50% for human milk or cows' milk. The energy value of horse milk ranges between 2.0 and 2.5 MJ kgÿ1, which is lower than that of humans and of other farm animals. It contains approximately 5 g kgÿ1 minerals. Mineral and trace element contents are summarized in Table 1. The pattern of vitamins in horse milk is characterized by high vitamin C content, compared with other dairy species. Colostrum contains more proteins, especially immunoglobulins, and less fat than milk. Colostrum composition is close to milk composition as soon as 24 h after foaling. Fat globules are 2±3 mm in size. In contrast to cows' milk, which is almost totally made of triacylglycerols, horse milk contains less than 80% triacylglycerols, the rest being mainly composed of free fatty acids and phospholipids; the respective amounts of these fractions remains to be better known. Total phospholipid content (at least 5% of lipids) is higher than that of cows' milk and similar to or higher than that of human milk. Milk fatty acid composition is related to dietary fatty acids, because they are absorbed in the small intestine, without the preliminary hydrogenation which occurs in ruminants. The percentage of fatty acids with less than 16 carbons is variable: 15±35% according to experiments. The range of variation
DAIRY ANIMALS/Horse 633 (B) Crude protein (g kg–1)
(A)
15
10
1
2
3 4 Months
Lactose (g kg–1)
(C)
(D) 70
60
1
2
3 4 Months
30
25
20
5 Gross energy (MJ kg–1)
Fat (g kg–1)
20
1
2
3 4 Months
5
1
2
3 4 Months
5
2.5
2.0
5
Figure 3 Variation in (A) fat, (B) crude protein, (C) lactose and (D) gross energy content in horse milk throughout lactation (mean and extreme values found in the literature).
Table 1 Range of variation of minerals and trace element concentrations in horse milk (after colostral period) Minerals (g kgÿ1) Calcium Phosphorus Magnesium Sodium Potassium Chloride Sulphur
0.5±1.3 0.2±1.2 0.04±0.11 0.07±0.20 0.3±0.8 0.2±0.6 0.22
Trace elements (mg kgÿ1) Aluminium Barium Boron Copper Iodine Iron Lead Lithium Manganese Molybdenum Silicium Strontium Titanium Zinc
0.12 0.08 0.10 0.2±1.0 0.004±0.042 0.22±1.46 < 0.05 0.01 0.01±0.05 0.02 0.16 0.44 0.14 0.9±6.4
of the main fatty acids is given in Table 2. Horse milk is characterized by a low amount of stearic acid (less than 2%) but it contains signi®cant amounts of palmitoleic acid. This suggests a high activity of the mammary �9-desaturase. The high
Table 2 Fatty acid composition in horse milk (extreme variations from 18 publications) (% w/w) C4:0 C6:0 C8:0 C10:0 C12:0 C14:0 C14:1 C16:0 C16:1 C18:0 C18:1 C18:2 C18:3
70 � C. Gel characteristics are pH-dependent: at pH > 7, gels are ®rm, elastic and transparent; at pH 3±5, gels are soft and opaque Thickening. Very high viscosity is produced at low gum concentrations. Fluids are strongly pseudoplastic, but not thixotropic, with signi®cant viscoelasticity (i.e. they exhibit a yield stress). Viscosity is stable over a wide pH, salt and temperature range
Seed gums (locust bean gum, guar gum, tara gum)
Starch (native and modi®ed)
Xanthan gum
Whey proteins
Functionality
Hydrocolloid
Table 2 Continued
Synergies with seed gums (especially locust bean gum), konjac ¯our and starches
Locust bean gum and xanthan or k-carrageenan (1 : 1 ratio) form strong, elastic gels. Interaction decreases with increasing galactose content. Phase separation occurs with proteins at high gum concentrations, particularly with guar gum Synergy with i-carrageenan and xanthan gum
Interactions
DAIRY DESSERTS
The type of heat treatment determines the shelflife of the product, while the combination of heat treatment and container ®lling dictate ®nal product texture (for a given formulation). Three basic types of heat treatment are used, as detailed below. Pasteurization Temperature/time combinations range from 63 � C for 30 min to 72 � C for 15 s, and the product may be hot- or cold-®lled. Shelf-life varies from about 3 to 21 days at 7 � C, being shorter if cold ®lling is used. The advantages of pasteurization can include lower processing costs and minimal changes to the sensory and nutritional properties of the product. Retort sterilization Canned custards are the most important dairy desserts made using this thermal process. Rotary retorts are necessary to ensure uniform heat penetration. The heat treatment of lowacid canned foods requires very accurate control to ensure product safety (and quality). Generally, F0 values are used to quantify the process ± these values represent the equivalent effect on Clostridium botulinum of that number of minutes at 121 � C. Minimum F0 requirements are commonly legislated. Long treatment times above 100 � C (e.g. 13 min at 115 � C) result in signi®cant chemical, physical and sensory changes to the product, e.g. caramelization and loss of vitamins. Ultra high-temperature short-time (UHTST) processing The problems encountered with product quality deterioration using traditional retort sterilization can be overcome by processing at a higher temperature for very short times, e.g. 140 � C for 3 s. Such a process requires sophisticated equipment that can increase and then reduce the temperature of the product very rapidly. UHTST equipment has become widespread over the past 15 years, and is now used extensively in the dairy industry and for processing a myriad of liquid and semi-liquid foods. It has the major advantage of being continuous and can be coupled to a wide range of packing lines. Prior to UHTST treatment, some form of preheating may be applied. To avoid loss of texture (starch granule breakdown) during the UHTST process, care is required to avoid gelatinization during preheating. However, storage stability may be compromised if
649
the preheating is insuf®cient (due to residual enzyme activity and other mechanisms). Various UHTST heat-exchange systems are used:
� direct: steam injection and steam infusion � indirect: plate, tubular and scraped surface (in order of increasing ¯uid viscosity limit).
After UHTST treatment, the product is generally packed aseptically, with ®lling either hot (around 70 � C) or cold ( < 10 � C). An aseptic canning process has also been developed (the Dole system). Cold ®lling is more economical from an energy point of view, but has implications for product texture. If the product is precooked, gelation of the hydrocolloid will have occurred and the gel will be disrupted during ®lling. While this is ideal for creamy products, gelled products require a strongly thixotropic carrageenan that will regel after ®lling. Pure i-carrageenan has the strongest thixotropic character.
See also: Cream: Products. Dairy Ingredients in NonDairy Foods. Ice Cream and Frozen Desserts: Product Types; Manufacture.
Further Reading Boursier R (1993) Rheological behaviour of UHT dairy desserts in relation with the properties of modi®ed and native starches or other hydrocolloids. Food Ingredients Europe Conference Proceedings 1993: 288±292. Descamps O, Langevin P and Combs DH (1986) Physical effect of starch/carrageenan interactions in water and milk. Food Technology 40: 81±88. Drohan DD, Tziboula A, McNulty D and Horne DS (1997) Milk protein±carrageenan interactions. Food Hydrocolloids 11: 101±107. Imeson A (1997) Thickening and Gelling Agents for Food 2nd edn. Glasgow: Blackie Academic and Professional. Rapaille A and Vanhemelrijck J (1999) Milk-based desserts. In: Early R (ed.) Technology of Dairy Products, 2nd edn, pp. 327±352. London: Blackie Academic and Professional. Rothwell J (1989)Cream Processing Manual. Huntingdon: Society of Dairy Technology.
650
DAIRY EDUCATION
DAIRY EDUCATION
A G Morgan, The University of Melbourne, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Specialized education and training programmes in dairy science and technology are facing a number of issues in most developed countries. Industry demands that courses in dairy science and technology retain relevance to its needs, and that these courses equip graduates with the required skills to enhance the ef®ciency of production and the quality of the product. The education and training institutions that provide these courses are attempting to balance this requirement of industry with pressures from within the education sector; specialized dairy science and technology programmes are seen by some within this sector as administratively and ®nancially inef®cient and not educationally essential. Both education and industry sectors purport to share a concern to attract high-calibre recruits to the industry but appear to differ when matters of implementation are concerned. The provision of courses to service the needs of the dairy production or farm sector faces similar demands for relevance, for specialization and for costef®cient delivery. However, the situation for this sector has some signi®cant differences in its approach compared to the processing sector. There is debate as to appropriate strategies for balancing the demands of industry and the capacity of education to respond. This article attempts to outline the situation that exists in the provision of specialist dairy education, and analyse the prevailing in¯uences that shape this situation. Models for the development of curricula are discussed as the basis for considering options available to industry and education in achieving a balance of interests in future dairy science and technology programmes at all levels.
Current Trends in Dairy Education Traditionally, specialist courses in dairy science emphasized the basic sciences that underpin dairy
product manufacture and dairy production management. They included speci®c detail on the nature of dairy products, milk, cream, butter and related fat products, fermented milk products such as cheese and yoghurt, dried and concentrated products, frozen products and dairy desserts, and the industrial technologies in manufacturing dairy foods and in managing production. Basic science courses in dairy production programmes include chemistry, biochemistry, animal biology, plant biology and microbiology, with specialist courses including dairy cattle evaluation, genetics and breeding, physiology of reproduction, physiology of lactation, ruminant nutrition, ration formulation, forages and pastures, and dairy farm management. In an attempt to set a benchmark for dairy curricula, to be used by both educational and industry bodies, a group sponsored by the International Dairy Federation (IDF) in 2000 proposed typical training programmes for dairy operators and dairy technologists (see Table 1). These programmes are indicative of current practice in many countries, Table 1 Typical training programmes in dairy processing Level of employment
Study areas
Dairy operator
Introductory dairy or food science Dairy industry studies Dairy products Dairy processing Cleaning, sanitation and hygiene Occupational health and safety Dairy food analysis Principles of dairy and/or food science Chemistry Microbiology Engineering Statistics Dairy technology and processing Dairy product manufacture Product development Production management Quality management Labour management Business and ®nance Product analysis Project work
Dairy technologist, specialist, supervisor or manager
DAIRY EDUCATION
although variations can be expected as local industry and educational agendas are accommodated. Modern dairy plants are large, automated, specialized production facilities. They exist as parts of complex businesses and organizations that frequently have interests in areas other than dairy. Within these plants and organizations, in common with many other professions, there is a call for graduates to develop generic skills such as communication, capacity to cope with and manage change, and an ability to lead and motivate staff. With the increasing rate of change within companies and the industry, employers are demanding greater ¯exibility in graduates. Adaptability is vital. The technical demands on graduates are not diminished. Increasingly sophisticated technology requires greater depth and specialization along with greater breadth to achieve ¯exibility in matters relating to dairy science and technology as well as managing the workplace.
Dairy Studies at Degree Level Of late there has been a trend to incorporate specialist dairy education into more generic food science and animal science programmes. Within universities and colleges, the extent to which the speci®c outcomes desired by the dairy industry have been reduced at the expense of the skills and knowledge seen to be relevant to the broader food industry or to the even broader disciplines of science or engineering causes concern. The pressures within the education sector originate from cost and resource ef®ciencies, not from speci®c industry requests. The IDF-sponsored seminar entitled ``The Future of Dairy Education'' held in 1998 when addressing this issue concluded: The professional competence required by the dairy industry is not adequately addressed within the general framework of food science education.
Specialist courses in dairy production have not existed separately in many countries in contrast to parallel programmes in dairy technology. Candidates wishing to specialize in dairy production are normally able to take speci®c dairy electives within degrees or diplomas in agriculture, animal production or animal science. Study areas such as animal breeding, nutrition and health, pasture management and farm business management can be included as acceptable generic studies. Various strategies have been adopted to compensate for this loss of speci®c dairy content in educational programmes. In New Zealand, the Dairy Industry Graduate Training Programme provides an orientation course into the industry for graduates
651
from science, technology or engineering degrees. In other countries, similar pathways exist at Graduate Diploma or Vocational Masters level. It is the objective in each of these to provide the detailed and speci®c knowledge required by the dairy industry for graduates. Therefore, the move in undergraduate degrees towards generic studies is balanced by dairy speci®c outcomes in a subsequent programme of study. It should be noted that this approach leads to a formal and recognized quali®cation, generally within a university, and it constitutes a national industry approach to the problem. At a company level, the lack of dairy-speci®c skills and knowledge of the food science graduate may be addressed through targeted in-house training courses designed to build on existing albeit generic expertise. Typically, such training has a narrow focus and generally does not lead to a formal quali®cation. However, such an approach has substantial appeal to a company because it equips the graduate with skills of particular signi®cance to the company's needs. The inclusion of dairy specialization within generic food science and animal science degrees is a strategy adopted by many educational institutions on the grounds of ef®ciency. A course in food chemistry or food analysis has a greater potential clientele than a course that focuses speci®cally on dairy chemistry or analysis of dairy foods. When universities and colleges are being required by funding bodies to do more with less, when minimum class sizes are prescribed, and when a greater diversity of customers and candidates has to be catered for, compromise is inevitable. Hence, programmes that previously were referred to as dairy science are now hidden within food science and animal science programmes with a consequential problem of a poor pro®le for prospective students at the same time as employers and educators ponder strategies to increase recruitment of graduates into the dairy industry.
Dairy or Food Processing Training for Operators The tension between the needs of industry and the trend towards generic curricula is less signi®cant in the area of skilled operator or technician training. Because the objective of training is more clearly focused on the skills speci®ed by practices within the workplace, the needs of industry for competent operators are more readily de®ned and translated into training programmes. The strategies by which such training is provided are a function of the structure of the training system within a particular country. Variously, training of skilled operators may occur within training
652
DAIRY EDUCATION
institutions or within the industry itself. Regardless of the delivery arrangements there is a strong in¯uence from industry as to the nature and content of training with a high level of skills assessment, often within the actual workplace. Whilst there is not the same tension between academic considerations of generic food science issues and the practical application of concepts and skills to production at skilled operator level, speci®c issues for the dairy industry may compete with issues that are seen to be generic to the food processing industry. In some countries, the extent to which the particular competencies prescribed by the dairy industry are compromised or diluted in the name of transferable skills for the food processing industry is matter of concern. What we see as structures for dairy education and training in different countries is therefore the result of various forces within industry, education and training, and government. These forces combine and interact as each of the vested interests attempt to in¯uence the nature, the delivery and the funding of courses in dairy science, production and technology.
Processes in Curriculum Development A major area of in¯uence sought by industry and by education and training agencies is the development of curriculum for speci®c courses in dairy science, production and technology. The problems outlined above arise from the con¯ict inherent in who has the major in¯uence in constructing the curriculum and the premise upon which curriculum outcomes are based. The process of curriculum development is best described by reference to two models that represent opposite and idealistic standpoints. In simplistic terms, these represent the industry-driven competency approach and the discipline-driven academic approach. Industry-Driven Competency Approach
The emphasis in this approach is on assessment of industry-related outcomes, normally de®ned in terms of skills. Such outcomes may be referred to as competencies or performance-related outcomes that clearly specify what is required of the candidate as a functional employee in the workplace. A curriculum constructed on this approach has a substantial emphasis on assessment of practical skills with knowledge and understanding included as an attribute that underpins performance. This is distinct from a traditional academic curriculum where knowledge and understanding are prescribed, with
the assumption that these lay the foundation for practical skills. This approach gained much favour in the competency-based movements that were part of many training reform programmes in the late 1980s and early 1990s. A strong motivation in these reforms was articulated as a need to make training more relevant to the needs of industry. The associated rhetoric was critical of previous institution based training as being irrelevant, theoretical and out of date. Examples of this approach can be seen in the introduction of National Vocational Quali®cations (NVQs) in the United Kingdom, of National Dairy Industry Training Standards in Australia, and Company Competencies within Clover SA in South Africa. Each of these approaches used the term `competency' as a key term to describe the nature of the skills and knowledge desired by industry as the training outcome. The meaning of competence The attractiveness of the term `competence', has lead to its adoption in other areas such as some higher education courses where it is applied to components of knowledge whilst ignoring the pre-eminent role of workplace performance. There is a need for caution when addressing courses that claim to be based on competence or competency standards. The term has become fashionable and hence as a result of wide usage has lost much of its precise meaning. Within the training sector, where it refers to artisans or craftsmen or skilled operators, the term normally refers to the minimum standard, measured in performance terms, for a task or operation that is a speci®ed function for an employee at a given level of employment. This approach, because of its close relationship to job functions, is well suited to on-the-job delivery and necessarily involves a signi®cant amount of workplace assessment. Because the competency standards are derived through consultation with industry, the direction of the curriculum is set and controlled by industry and employers. Employee organizations such as unions have also endorsed this approach since it can be used as a relatively objective basis for employment conditions and for wage rates. Support for the competence approach also grew from the claim that, as a consequence of de®ning a standard, recognition of a candidate's performance and ability was possible within a company, within a country, between companies and globally. The process of de®ning the competency standards is not without problem. Within a limited area of activity, it is reasonably straightforward to de®ne what skills and knowledge are required of an
DAIRY EDUCATION
individual in the execution of a speci®c work function. Expressing this in terms that are acceptable across a number of workplaces within an industry requires that the standard becomes increasingly general. Terminology becomes necessarily vague and assessment of candidates becomes less objective. The applicability of the standard is lessened. This is demonstrated when food industry standards are applied to the dairy industry standards. It equally becomes problematic when industry standards are applied to both large and small plants where job functions are differently de®ned. Implementation of competency-based programmes The implementation of competency standards has proven dif®cult because of the expense associated with individualized practical assessment. It has not alleviated the inevitable clash between training priorities and production deadlines, a factor that continues to limit a training culture within many companies and workplaces. It is also understandably hard within a company or workplace to develop supervisory staff with skills in an area of human development such as training when they have been employed for their skills in the technical and logistical issues of production. On the positive side, the introduction of competency-based assessment within the workplace has made training more accessible to people who would otherwise be unable to participate because of the demands of day-to-day employment. It has also provided a mechanism by which management can integrate training and skill development with the enhancement of product quality and company culture. The concept that competency standards could act as the foundation for recognition on broad scale has been put forward. A number of European countries came to an agreement as to the skill base for employment at certain levels of employment, which led to the introduction of the Europel, the European Dairy Passport. Such a mechanism allows trainees to move between states with due recognition of their quali®cations. In a similar initiative, the New Zealand dairy industry is in the process of adopting the Australian Dairy Industry Competency Standards, with minor amendment, as the basis of their industry quali®cations for skilled operators. It should be noted that the success of such arrangements for cross-recognition depends on there being considerable similarities between the industries concerned. It should also be noted that there are a number of companies with interests in participating countries. A similar attempt to develop global competencies for the dairy industry was undertaken by a former
653
Group of Experts F14 within the IDF. The problems of de®ning speci®c workplace competencies were compounded by the diversity that exists between companies and countries and the various social, political and educational contexts that in¯uence the practice of industry training. The results of this work were published in the IDF Bulletin 358 and provide recommendations to industry and to educational agencies as to the broad outcomes of training at the levels of dairy operator and dairy technician. Whilst they are referred to as `Minimum Competency Standards' they cannot be regarded as the precise statements that would be required by assessment schemes such as NVQs in the United Kingdom. They will, however, act as guidelines for the nature of skills required at a particular level as well as outlining the knowledge and understanding considered to be important underpinning the required skills (see International Dairy Federation). Some educators are fearful of the competence approach lest it lead to the training of automatons. Some early versions of competency-based assessment took the view that if an operator could satisfactorily execute a task, this constituted competence. Concern was expressed that under this regime of assessment, a candidate could perform tasks by rote memory with neither understanding of the implications of their actions nor knowledge of the reason for certain actions, and hence they would have no capacity to adapt to contingencies. For this reason, underpinning knowledge and understanding have become essential parts of recent competency standards. The competence approach can be understood as a response by industry to an academic preparation that lacks practical skill. It re¯ects the fact that the academic approach has in some situations failed to deliver the speci®c and immediately relevant outcomes desired by industry. Discipline-Driven Academic Approach
It has been noted earlier that the industry requires greater technical depth in the graduates that it recruits. In addition, it is asking for skills in people and production management combined with the talents of adaptability and innovation. It is therefore understandable that those planning undergraduate programmes seek to add more of the food and dairy science that is the basis of product innovation and manufacture. With increasing levels of sophistication in the equipment in production plants and laboratories, there is more for students to know if they are to be informed of the processes that they are being asked to manage. Whereas the competency-based approach asks the question ``What does the candidate need to be able to
654
DAIRY EDUCATION
do to be regarded as a competent employee?'', the academic or discipline based approach is more likely to ask ``What does a dairy science graduate need to know to cope with the demands of sophisticated technologies?'' This approach is exempli®ed in many articles attempting to de®ne what is needed at operator, technician or scientist level within the industry. It is described in terms of subjects and disciplines required rather than outcomes, behaviours or competencies. Degrees and disciplines It is pertinent at this point to observe that the discipline-driven approach is more prevalent at degree level whereas the competence approach appears to operate with some success at vocational (certi®cate and diploma) level. There is a concern expressed by industry that the academic discipline emphasis of degree programmes risks producing graduates who have little appreciation of the practicalities of the workplace. Strategies such as industry placements during undergraduate courses are attempting to address this problem. It can be argued that the academic discipline approach has contributed to the process by which specialist dairy courses have been subsumed into food science degrees. There is a substantial amount of common curriculum material that is relevant to generalist food degrees and specialist dairy degrees. Costs and administrative ef®ciencies make a compelling argument to combine courses even though the theoretical knowledge as well as the practical skills of such things as cheesemaking are not highlighted and hence the pro®le of dairy is diminished. The changing nature of the industry exacerbates this problem. Many companies that previously manufactured only dairy products are now diversifying into other foods. An adaptable graduate trained in the scienti®c principles that apply to many foods and their technologies may be more attractive to such a company than a dairy specialist. Many universities and colleges have attempted to include industry in a consultative process to determine the curriculum for undergraduate programmes. Given the competitive nature of the industry, and the rate of change that is evident, such consultations often lead to frustration and bear little fruit. However, there are examples where productive interaction between the requirements of industry and the academic rigour of universities and colleges has proved successful. Companies have diverse policies with regard to employment of graduates. Their differing strategies have implications as to what companies are seeking in graduate recruits. Obtaining a coherent and cohesive mandate for the construction of a course from industrial parties who are
clearly in competition with each other is therefore very dif®cult. The factors that lead to a successful outcome are complex and the achievement of an acceptable curriculum requires a signi®cant effort on the part of both industry and academia. Academic institutions such as universities that have strong research capacity and hence hold a signi®cant amount of expertise in dairy science are well equipped to develop curricula that represent the current state of knowledge in the discipline. It is therefore reasonable to believe that they have the expertise to construct the academic syllabus that adequately prepares graduates for the dairy industry of the future. The challenge remains to connect with the industry in productive and practical ways to ensure relevance. Postgraduate education and research The strong research emphasis of universities has the potential to contribute to education of postgraduates in matters related to dairy science and to enhance the analytical and investigative skills of research workers. Collaboration between industry and academia in research is widespread and generally productive. The fact that such collaboration is productive is understandable because the matter under investigation is the prime concern of industry whilst the academic agenda for the university consists of issues of academic process. The curriculum for a research student is largely skillbased and set by the university, and the content is the problem that is of signi®cance to the industry sponsor. Issues of con®dentiality, a concern for a commercial company sponsoring research, may limit the extent to which postgraduate students are free to discuss or publish their work. In addition, commercially sponsored research may be constrained by economic considerations of what a company believes is worth pursuing. However, the academic processes and requirements set down for examination of research candidates is seldom an issue between industry and universities. At this level, little if any tension as to who determines the curriculum is apparent. Short courses Many education and training organizations offer a multitude of short courses in dairy production and in dairy technology, primarily for people in full-time employment in industry although others often participate. These courses have a signi®cant emphasis on content, often with minimal attention to practical skill development, because they arise from speci®c requests from industry for programmes that bring employees up to date with speci®c technologies or innovations. The facilities and
DAIRY EDUCATION
time available, which ranges from a couple of days to 2 or 3 weeks, limit the chance to develop and re®ne substantial levels of workplace skills. There is little tension in these programmes as to who sets the curriculum. Industry and short-course participants are recognized as customers with speci®c and clearly de®ned requirements. Education and training providers, having identi®ed these requirements, customize the programmes accordingly and the test of this tailoring is demonstrated by repeat business and customer approval. Because such courses constitute a mechanism for education and training providers to augment their income, they are a clear example of where the two parties have learned to work together productively in setting the curriculum.
A Future for Dairy Education? Given the trends and pressures discussed it is relevant to pose the question whether there is a future for specialized dairy education. The answer may not be a straightforward af®rmative or negative, but a compromise strategy that permits specialization within a broader, more generic, food or animal science education framework. There is an interest and imperative for both industry and the education and training sector to discover a mutually satisfying approach. This mutual discovery requires certain things to happen. First, the industry, at least at national level, needs to agree as to its needs and priorities for education and training of its existing and future personnel at the level of operators, technicians, scientists and managers. This has been shown to be possible at operator level in the development of competency standards in a number of countries, and at higher levels in some speci®c companies. Clearly, these training and education needs would best be developed in conjunction with education and training providers so that programmes developed not only connect with industry but also enjoy recognition within academic circles. The linking of training and education at various levels is an essential tool for the ongoing professional development of people within the dairy industry. Pathways of progression are important to an individual's aspirations and can bring great bene®ts to companies who choose to invest in people. Given the rapid rate of change in industry, the partnership between industry and education must be ongoing if courses at all levels are to remain relevant to industry needs. Such a partnership may inform both parties on possible improvements to course content, on innovations for more tailored delivery of
655
courses, on addressing issues of resource requirements, and on shifts in the direction of training and education in light of industry changes. The challenge remains to harmonize industry needs with intellectual rigour in the face of the inescapable economic imperatives for industry and the constraining policies in the educational sector. This challenge will continue regardless of the structures that are devised to provide the type of education and training that the dairy industry needs. The challenge will also only be satisfactorily met if both industry and education agree that they share an interest in determining the dairy curriculum.
See also: Business Management of Dairy Farms: Roles and Responsibilities of the Manager; Management Records and Analysis. International Dairy Federation.
Further Reading Anderson D (ed.) (1992) Higher Education and the Competency Movement: Implications for Tertiary Education and the Professions. Canberra: Australian National University. Black H and Wolf A (eds.) (1990) Knowledge and Competence: Current Issues in Training and Education. London: Training Agency. Fennell E (ed.) Development of Assessable Standards for National Certi®cation. London: Training Agency. Heywood L, Gonczi A and Hager P (1992) A Guide to Development of Competency Standards for Professions. Canberra: Department of Employment, Education and Training, AGPS. IDF (1999) The Future of Dairy Education. Brussels: IDF. IDF Group of Experts F14 (1997) Minimum Standards for Dairy Education. International Dairy Federation Bulletin no. 318. Brussels: IDF. IDF Group of Experts F14 (2000) Minimum competency standards in dairy curricula. International Dairy Federation Bulletin 358: 25±26. National Council for Vocational Quali®cations (1988a) Developing a National System of Credit Accumulation and Transfer. NCVQ Information Lea¯et no. 1. London: NCVQ. National Council for Vocational Quali®cations (1988b) Introducing National Vocational Quali®cations: Implications for Education and Training. NCVQ Information Lea¯et no. 2. London: NCVQ. National Council for Vocational Quali®cations (1988c) Assessment in National Vocational Quali®cations. NCVQ Information Lea¯et no. 4. London: NCVQ. National Training Board (1992) National Competency Standards: Policy and Guidelines. Canberra: NTB.
656
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates
DAIRY FARM DESIGN AND LAYOUT
Building and Yard Design, Warm Climates J Andrews, Department of Primary Industries, Mutdapilly, Queensland, Australia T Davison, Dairy Research and Development Corporation, Melbourne, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction There is a wide variety of building yard and other infrastructure designs in common use on dairy farms in warm climates. Several factors are important in determining the most suitable design. Some of these include: 1. The predominant forage source. Farms using grazed pastures require different facilities to those using conserved forages (silage, hay or byproducts). 2. Heat stress in extreme climates demands facilities such as shade shelters, cooling barns, fans and water sprinkling, while grazing farms in more temperate regions require few such facilities. 3. Farms in extremely wet environments require facilities to avoid pasture damage and maintain animal health, particularly of young stock, in wet weather. 4. Labour considerations particularly including the cost of labour are another important factor. Substitution of capital for labour can be very economic where labour is expensive. Similarly family farms often have very different facilities to large farms owned corporately. 5. Smallholders commonly undertake dairy farming in developing countries, often with quite rudimentary facilities.
Milking Systems With minor exceptions, machine milking systems tend to fall into three basic types commonly known as walkthroughs, herringbones and rotaries.
Walkthroughs
Walkthrough dairies (sometimes called abreast parlours or ¯at barns) were used extensively in the development of pasture dairy farms in Australia and New Zealand between 1940 and 1980. However they are labour intensive as performance is limited, usually to less than 50 cows per operator hour, by the amount of walking, bending and stooping. Walkthroughs are usually limited to herds under 80 cows (Figure 1). Herringbones
Herringbone dairies are the most popular system, particularly for herds of from 50 to 250 cows. They come in many variations including swingover (one cluster per two cow positions), doubled-up (one cluster per cow position), conventional (30� ±45� cow angle), close-spaced (60� ±90� cow angle) while some of the more modern variations include stall gates and rapid exit mechanisms (Figure 2). Various milking machine con®gurations are available in herringbones including high milk line (1.5± 1.8 m above the cow platform), mid-line (1.2±1.5 m) and low-line (0.3 m below the cow platform). Lowline herringbones must of necessity be doubled-up systems. Close-spaced herringbones offer reduced walking for the operator and better supervision of the milking process (Figure 3). However, this more compact design has reduced ability to hold cows in their correct bail positions sometimes leading to stressful milking and perhaps making the cows reluctant to enter the milking area. Stall gate mechanisms are now commonly installed in close-spaced herringbones to improve cow ¯ow and to reduce both operator and cow stress during milking, particularly when concentrate feeding during milking is practised. In stall gate equipped sheds, cows exit via the end of the platform as in a conventional herringbone. Various mechanisms are used to either lift or lower the stall gates as the cows leave. Each stall is usually equipped with a small gate at the pit end, which prevents cows entering incorrect cow positions. Each stall gate is opened sequentially by the action of the cow entering the previous bail position (Figure 4).
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates 657
Exit gates
2.1 m
0.3 m
0.99 m
1.40 m
6.30 m
4.00 m 0.4 m
Milk room 1.05 m
Dummy bail
2.6 m
4.30 m
Feed troughs
0.67 m
Vertical round milk vat to around 2000 l capacity
0.74 m
Drain
1.80 m
Fall 1:80
Cow exit
0.6 m
Figure 1 Three doubled-up walkthrough.
1.0 m
Feed trough
Breast rail 6.8 m
9.0 m Cow entry Fall 1 : 80
3.0 m
11.4 m
1.2 m
Fall 1 : 60 approx. (50 mm in 2.5 m) Fall 1 : 80
5.2 m
Standpipe for detergent disposal Motor room
Milk room
Round milk vat to 2000 l
Round milk vat to 2000 l
2.0 m
Roller door 6.0 m Figure 2 10-a-side swingover herringbone (900 mm spacing or 45� ).
In recent years, rapid or side exit herringbones have become popular. Such sheds also often have stalls although the stalls are sometimes ®xed permanently to the ¯oor. Cows exit directly through the
side of the herringbone as the breast rail and feed trough is lifted to about 1.8 m allowing the cows to pass underneath. Breast rails and feed troughs are sometimes lifted vertically, swung up like
658
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates 15.0 m
1.8 m
7.5 m
6.8 m
Fall 1 : 80
1.8 m
0.5 m
2.8 m
8.4 m 9.9 m
2.5 m
50 mm fall Breast rail Feed trough Standpipe for detergent disposal Motor room
Floor waste for milk vat
6.0 m
Horizontal milk vat to about 10 000 l capacity
Pipe work to narrow cow entrance (three rails, 600, 1000 and 1300 mm high) (optional – for better cow entry)
7.0 m
Figure 3 14-a-side close-spaced swingover herringbone (600 mm spacing or 80� ). 21.0 m
2.2 m
7.5 m
Fall 1 : 80
0.5 m
1.8 m
6.8 m
14.0 m 2.8 m
2.5 m
15.5 m 50 mm fall Breast rail Feed trough Stand pipe for detergent disposal
Floor waste for milk vat
6.0 m
Horizontal milk vat to about 10 000 l capacity
Motor room
7.0 m
Figure 4 20-a-side herringbone with stall gates (700 mm spacing).
Pipe work to narrow cow entrance (three rails, 600, 1000 and 1300 mm high) (optional – for better cow entry)
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates 659 15.20 m
Swing-up style rapid exit gate
Hydraulic ram
open
3.0 m
Exit reel – roll over style system with two feed troughs and breast rails
100 mm fall
2.10 m
0.75 m
closed
Figure 5 Cross-section of a rapid exit herringbone.
a pendulum while another design has duplicate breast rails and feed troughs which are rotated. Hydraulic, mechanical and pneumatic operating systems have been used. Sometimes the breast rail is lowered and cows step over. Figure 5 shows two rapid exit systems. Herringbones can milk up to 200 cows per operator per hour. Performance is maximized when each operator handles about 20 clusters, perhaps with the aid of automatic cup removers. Rotaries
Rotary milking systems have been popular since 1970 in Australia and New Zealand particularly for herds of over 250 cows. Various types have been constructed including the carousel (or rotary tandem), rotary herringbone and, by far the most popular, the turnstyle (or rotary abreast). The carousel has the cows standing nose to tail on a circular, moving platform while the rotary herringbone has the cows standing herringbone fashion in a similar manner. In both cases, the operator works inside the circle while the cows enter and exit outside the circle. While some operators with good stock handling skills achieve excellent performance in rotary herringbones, many sheds do not achieve their design capacity because of dif®culty in encouraging cows to enter and leave the platform. The operator working inside the circle is in a good position to handle the clusters but in a very dif®cult location to supervise or assist cow entry and exit. The rotary herringbone is no longer popular in most warm climate countries. Turnstile rotaries are very popular in Australia. Cows walk directly on to the platform, complete
their rotation and then back off and turn to pass through an exit lane (Figure 6). The direction of rotation is not critical. The cups-on operator (or operators) stands near the cow entry point while the cups-off operator stands near the exit point and also handles teat disinfection. Turnstiles tend to need at least two operators and neither operator is in a good position to supervise the mid-phase of milking. Single-operator turnstiles are theoretically possible with automatic cup removers and automatic teat disinfection but are not yet popular. Performance ranges from about 100 cows per operator hour in multi-operator sheds up to theoretically 300 cows per operator hour in a single-operator shed. All rotary platforms suffer from a lack of ¯exibility and many of the earlier installations proved too small to handle increasingly large herds. Few rotary platforms with fewer than 40 stalls are constructed today while very large turnstiles up to 120 stalls are available. Corrosion was a problem with some of the earlier steel platforms. Since 1980, most rotaries have concrete platforms, usually turning on wheels or bearings although some concrete platforms ¯oat on water. Comfortable Milking Environment
The milking system should provide a comfortable environment for both the cows and the operator. Milking machines in poor condition or poorly adjusted cause cow discomfort and teat damage. Cows enter a well-lit open milking facility more easily than a closed-in dark facility. Cows (and operators) are more at ease in milking systems which provide a constant and repeatable environment from day to day and which are arranged so that crowding,
660
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates 40 m 30 m 5m W.C.
Milk room
Milk vat
15 m
20.9 m
Office
Holding area for drafted cows and vet treatment
Main holding yard for 500 cows total
Motor room
73 m Figure 6 50 bail turnstile rotary milking system.
bullying and competition for in-bail feed are reduced. The turnstile rotary and herringbone systems with stall gates are good examples. Factors important in operator comfort include pit depth (0.7±1.0 m, deeper in recent years) and ease of access to both milk room and holding yard. Lighting is obviously important and pit ¯ooring which offers some ¯exibility (such as interlocking comfort tiles) reduce back aches and leg cramps. Reducing the reach to the cows will also reduce back strain. Operator safety is important. Adequate shielding with kick rails and belt guards is necessary. Some protection from dung and urine splash will reduce the chance of disease cross-infection, particularly leptospirosis, for the operators. Stray Voltage
An unavoidable consequence of mains electricity distribution in many countries using the multipleearthed-neutral (MEN) system is the possibility of small potentials on neutral wiring. Such potentials or stray voltages are readily transferred to the milking machine and bail pipework and can be felt by operators and cows during milking. Cows are reported to be able to feel potentials of 1.0 volts. Stray voltage can cause cows to be dif®cult to manage during milking and to baulk at shed entry. Although often blamed for milk production losses, mastitis and somatic cell count increases, stray voltage is not a proven factor under such circumstances. Stray voltage can not be eliminated but a milking shed can be built so that neither cows nor operators can feel the electricity during milking. Such an equipotential plane can be created so that all the cow and operator contact surfaces are at the same
potential. Usually this involves welding the reinforcing steel mesh in the cow platform and pit ¯oor to the metal milking bail supports and consequently connecting to the milking machine. More complicated systems involve a steel or copper rim (30± 50 mm � 1.6 mm) also connected to reinforcing, inserted vertically in the concrete at surface level around the cow platform to avoid surface electrical ¯ow. A more gradual potential gradient or voltage ramp between cow platform and holding yard may also be necessary (see Milking Parlours). Holding Yards
Yards for holding cows prior to milking may be rectangular or round in shape. Holding yard surface area needs to be from 1.0 to 1.5 m2 per cow. Round yards are popular in New Zealand and can be half circle, three-quarter circle or full circle. Rectangular yards, usually 6±9 m wide, are more popular in Australia although yards for herds of 500 cows or more may need to be around 15 m wide. Both types of yard may be equipped with a backing gate. Solid pipe backing gates work best in round yards. Cables mounted over rectangular yards often carry light electri®ed-curtain-style backing gates. Concrete surfaces in holding yards and any cow traf®c areas must be ®nished with suitable rough pattern to avoid cows slipping. Holding yards should fall in one direction (usually lengthways in a rectangular yard) at 2.5±5% slope for easy cleaning. Holding yards can be cleaned easily by hosing. High volume (minimum 230 l minÿ1 ± measured at the end of the hose) systems are recommended. Flush or ¯ood cleaning systems have become popular in recent years, particularly for rectangular yards. Such
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates 661
systems consist of a tank (capacity 500 l mÿ1 of yard width minimum) and a gravity delivery system, perhaps three or more (150 mm diameter) pipes and valves or a single (300±400 mm diameter) pipe with a suitable directional ¯ow apparatus. Yard slope is particularly important for ¯ush cleaning with the optimum at 3.0% slope in the lengthways direction and no crossways slope. Holding yard fencing traditionally is constructed from galvanized iron pipe, commonly 50 mm nb posts and four to six rails (38 mm nb), although a combination of tensioned wire or cable and pipe (top rail only or top and mid rail) is more economical. Machine Cleaning
Milking machines may be cleaned using several different systems. The simplest is the bucket or ¯ush system using buckets carried manually with solutions ¯ushed by vacuum through the machines. Surging, by periodically plunging and withdrawing clusters from the bucket, is necessary for good cleaning. Larger machines are often cleaned with recirculation systems called jetter or third-line cleaning systems. Clusters are placed on jetters which are connected to an extra or third stainless steel line to carry cleaning ¯uids from a wash drum. This system has the capacity to recirculate cleaning solutions. Surging is necessary to create turbulent ¯ow for good cleaning and to wash adequately the top of large milk lines. Surging is usually achieved in modern plants with an air injector (or ¯ushing pulsator) which admits large quantities of air periodically into the machine during cleaning. It is possible substantially to automate jetter cleaning and such systems are regularly installed in modern dairies. Reverse ¯ow cleaning, where both hot and cold cleaning ¯uids are pumped through the milk chambers of the machine and allowed to run in the reverse direction through the teat cups, was popular in the 1970s and 1980s in Australia. Although the systems offer extremely fast and labour-ef®cient cleaning for large installations, popularity has waned in recent years because of large hot water and detergent usage and poor milk quality results, particularly when used with hard water supplies. Effluent Management
Environmental considerations demand that wastewater from a milking shed is sustainably managed. Two rules of thumb often apply. Milking shed wastewater should remain on the farm at all times in any weather and the ef¯uent should be spread evenly over an area of suf®cient size so that the
fertilizer nutrients in it are spread at rates consistent with good agricultural practice. Practical systems of managing ef¯uent to satisfy these requirements include fresh ef¯uent and ponded systems. Fresh ef¯uent systems consist of a manure sump, preferably preceded by a stone trap, which collects the washings. The sump is equipped with a solidshandling manure pump and, to ensure even distribution, a ¯exible delivery hose and manure sprinkler. For more labour-ef®cient operation, some systems have a low-pressure travelling irrigator while others have a traf®cable solids trap that can be emptied with a tractor and front-end bucket. Fresh ef¯uent systems optimize nutrient-return to pasture but are more labour intensive. Ponded systems usually consist of one or two ponds. Ponds are best situated so that wastewater can easily enter by gravity. Single ponds must be sized carefully. Important factors include the volatile solids load (dependent on the number of cows involved and the time of manure collection), a sludge allowance (capacity to hold the end products of anaerobic digestion) and a water balance (based on the water used and the climatic conditions). Twopond systems (often referred to as anaerobic and aerobic) offer a higher degree of ef¯uent treatment, particularly useful when recycling washwater for ¯ood cleaning. Ponds accumulate washwater for subsequent irrigation and need to be sized so that water can be held through sustained periods of wet weather. Irrigation of ponded water is less troublesome than fresh ef¯uent as the solids level is greatly reduced. However, manure nutrients (particularly nitrogen) are lost during the ponding process.
Strategies to Minimize Heat Stress on Pasture Dairy Farms The possible gains in feed intake, milk yield, milk composition and reproduction which can be obtained through minimizing heat stress have been accurately demonstrated and are available on CDROM in a format which allows easy calculation of the bene®ts of investment options to reduce heat loads. Shade
The provision of shade is the most effective strategy to minimize heat stress. Galvanized iron shade structures for cows can be pro®table but only if feed is available so that cows can feed when cool. Shade can be provided by protected tree plantings on the northern side (in the southern hemisphere) of paddocks and deciduous trees along
662
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates
laneways. Trees may be planted on the western side of the holding yard to shade cows during the hot afternoon milking. Water troughs should be available in all paddocks preferably close to shade. It is particularly important that a water trough is available on the exit side of the milking system where cows may consume up to 40% of their daily water intake. Water Sprinklers
Periodic wetting of the cow's coat with water sprinklers is also effective in reducing body temperature, particularly when combined with shade. Sprinklers should have large droplets and operate periodically to apply 1±2 mm water in 3 min in a 15 min cycle. Sprinklers may be installed in the holding yard to cool cows for 30 min before milking and at other times during the day, when respirations are above 70 breaths minÿ1, if the cows are close enough to the dairy. The holding yard concrete should be wet before the cows enter. Ventilation
Natural and forced draft ventilation can also be effective in cooling cows particularly when combined with shade and sprinklers. Fans capable of moving 5±6 m3 minÿ1 of air can be installed in holding yards and milking areas. Herd Management
Herd management can also be varied in hot weather to alleviate heat stress. Mating programmes can be deferred from the summer months and heifers, rather than mature cows, should be calved during summer. Mustering and the afternoon milking should be delayed until the cooler part of the day. A diet with a higher energy concentration, less rumen-soluble nitrogen and higher sodium intake will bene®t heat-stressed cows.
Feed Pads for Predominantly Pasture Farms Many predominantly pasture farms have pushed production per cow to a level that can not easily be obtained from pasture alone or even from pasture plus concentrates fed in the dairy. Components of a ration of high nutrient value such as crops and byproducts can be fed on a feed pad to increase nutrient intake and milk production. Advantages of Feed Pads
Feed pads are constructed to reduce feed wastage, mastitis and lameness. Good feed pads also minimize
heat stress and pasture damage and protect the environment. Reduced feed wastage Silage, hay, grain and byproducts are all expensive materials and it common to waste up to 23% of such material when feeding along fence lines or straight into a pasture. A good feed pad can reduce the wastage to 5%, suf®cient for up to 2 l dayÿ1 additional milk production. Cleaner udders and reduced mastitis and lameness Concentrating cows together for extended periods on poorly set-up feed pads usually leads to a build-up of manure mixed with mud. Udders get muddy leading to laborious udder washing and slow milking shed throughput unless additional labour is available. Such conditions are ideal for the growth of pathogenic bacteria and several mastitis pathogens (particularly Streptococcus uberis) can be expected in large numbers. During extended periods of dry weather, the risk of infection seems low, but during and after rain, the infection risk is higher particularly if the cows lounge in mud and manure. Standing in mud softens cows' hoofs leading to lameness, particularly if stones are present to cause bruising. Good feed pad design is aimed at minimizing such problems. Minimized heat stress A prime reason for the construction of many covered feed pads in Northern Australia is to minimize heat stress. Reduced pasture damage A combination of high stocking rates and extended periods of wet weather can cause signi®cant pasture damage from pugging and general traf®c. A feed pad provides an alternative place for the cows to stand while also maintaining nutrition. Environmental protection Feed pads congregate large numbers of animals on to small areas, creating potential environmental problems. Earth or gravel areas around feed troughs always contain large amounts of manure and are high-risk areas for pollution of both surface and ground water. Good feed pad design will contain all potential pollution sources and present an attractive appearance to help maintain the clean, green image of dairy products. Types of Feed Pads
Feed pads can be low cost (under A$10 per cow), medium cost (A$10±100 per cow) and high cost (over A$100 per cow).
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates 663
Low cost Feed pads in this category could include feeding out straight on the ground, along fence lines or roadways. Hollow logs, secondhand bath tubs, water troughs, round bale feeders and used conveyor belting from the mining industry can all be used. While these systems may be cheap, they usually have high wastage and thus hidden costs. Wet weather will turn feed pads on most natural surfaces into a quagmire. Although the cost may rise to the higher end of this category, a compacted gravel base for such a system is a sound investment. Gravel feed pads should fall away from the feed troughs at 2±4% to reduce mud accumulation and minimize possible odours. Bath tubs, old tractor tyres or round bale feeders are good for systems that use a tractor and loader bucket to feed out. Used conveyor belting on a compacted gravel base is probably the best of the low-cost systems for use with a feed-out wagon. A small depression can be left in the base to partially form the belt into a trough and the edges can be raised up further with star pickets or by tying the sides together. Medium cost Feed pads in this category could include precast concrete troughs as commonly used in beef feedlots. Such troughs are usually designed for one-sided feeding of high concentrate rations and often lack suf®cient capacity for two-sided feeding of bulky forage rations. More elaborate conveyor belt systems with metal supports, a simple ¯at cement pad without any cover, and purpose-built precast concrete troughs for two-sided feeding all have been used. Medium-cost feed pads often have a concrete ¯oor and are often planned with view to covering with a shed later. Orientation must be considered when planning such a pad and if ¯ush cleaning is ever planned, the pad should fall at 2±3% in the longitudinal direction. High cost High-cost feed pads are usually covered with a shed. The more economical pads have either one or two troughs while more expensive systems may have a central feeding alley, through which the tractor and forage wagon can be driven. Troughs or a Central Feed Wagon Alley?
Trough design for dairy feed pads has been poorly researched. Initial investigations suggest a trough with about 1.5 m minimum internal width for twosided feeding with sides at least 400 mm high. Cows may easily become cast or trapped in narrow feed troughs should they fall or be forced into them. Wider troughs or some system of a moveable
trough, which can be tipped over with a front-end loader to get a cow out of such a situation, can be at least a partial solution. Some feed troughs can only be cleaned out manually which can be a real chore should cows reject signi®cant quantities of feed. Many experienced farmers consider that a central feeding alley through which the tractor and feed wagon can be driven is essential. Such a system allows very easy cleaning out of surplus or rejected feed allowing a completely fresh ration to be fed each day. However some system of pushing feed back to the cows is necessary. A simple blade attached to a quad motorcycle can be used. The central feed wagon alley also allows the installation of self-locking stanchion gates which can be a boon in capturing cows for arti®cial insemination or herd health purposes. Loafing Areas
The primary purpose of most Australian feed pads is usually as a feeding system sometimes combined with a roof to minimize stress from heat or wet weather. As such the cows usually remain standing and loa®ng areas for the cows may not be necessary. Cows held for 3±4 h during the hot part of the day do not lie down much, particularly if fresh feed is kept in front of them. However cows held for 10±12 h dayÿ1 will lie down. Concrete is a very poor surface for cows to lie down on. Some sort of loa®ng area becomes necessary. A dirt yard or sacri®ce paddock is the simplest form of loa®ng area. It can be satisfactory on some soils, particularly a hard hillside perhaps with shade trees. Unfortunately the cows often pick on a few of the best shady trees and transform the area underneath into a muddy slop. Usually the only solution is to electric fence off such areas until they dry out and force the cows to use other trees. Compacted gravel is next cheapest alternative for loa®ng areas. The gravel should be carefully chosen avoiding sharp stones and suf®cient clay or ®ne material should be present so the mixture will compact well and set hard hopefully minimizing the free stones. Gravel loa®ng pads should have fall at 2±4% to allow the water to drain away reducing mud. Constructed loa®ng pads are becoming more common. The most common Australian example is rice hull pads usually used for calving pads in northern Victoria. These may consist of a compacted clay base often with slotted subsurface drainage pipes 1.5±2.0 m apart falling at 1.0% or more. The slotted pipes are covered by 20 mm gravel. This is in turn covered by an 80 mm layer of coarse
664
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates
sand and then 600 mm or more of the rice hulls. Manure is removed as much as possible from the top of the rice hulls and more hulls are added when the surface gets too contaminated. Once each year (or every 2 years) all the hulls must be removed as an impervious layer of manure and hulls is formed. These systems work well as calving pads for seasonal calving herds but not many have been used as loa®ng pads for milking cows near feed pads. Rice hulls are, of course, an organic form of bedding which will support bacterial growth particularly when wet. Environmental mastitis organisms could grow in such an environment. Pine bark, sawdust and even straight sand could be alternatives to the rice hulls. Some sawdusts are notorious for breeding mastitis pathogens (Klebsiella spp.). Inert materials which will not support bacterial growth at least while they remain clean are the best bedding materials. Sand, usually river sand with not very much silt included, is clearly the material of choice. The majority of loa®ng pads will have to be regularly cleaned mechanically and fresh bedding material added to maintain a clean loa®ng environment. Sterilants such as burnt lime, hydrated lime or formalin-based ¯uids have been used to reduce bacterial populations in bedding materials but the sterilizing treatment would need to be done very often (every second day) to have any real effect on pathogen populations. Some of these sterilizers could burn the cows. Geotextile pads Feed pads and cow tracks laid over boggy areas with little foundation can bene®t from geotextile laid before gravel is installed. Geotextile will reduce the tendency of the gravel to sink through the mud. Geotextile fabrics are synthetically engineered materials often used in highway construction that were originally developed to provide additional soil stability and to distribute loads over a wider area. They are laid under the base material (usually gravel) of lanes and pads. The fabric is porous and allows water to pass through while holding the soil or rock in place. Often a two-layer decomposed rock base is laid over the geotextile. The base course (100±150 mm) is often coarse aggregate (up to 75 mm particles) with a cover layer (50 to 75 mm) of ®ner material (up to 25 mm particles) laid and compacted on top. Feed Pad Cleaning
Mechanical scraping Mechanical scraping with either a front or rear blade mounted on a tractor is a common pad cleaning system. Steel blades wear rapidly on concrete surfaces as does the concrete
surface. A better alternative may be a rubber blade perhaps fashioned out of an old tractor or earthmover tyre or a purpose-built box scraper. Mechanical scraping has the advantage of being cheap and the manure remains dry (in dry weather), perhaps more suitable for spreading or for further processing. Mechanical scraping is the only option for pad surfaces other than concrete. Any manure stockpile formed by scraping must be in a controlled drainage area so that drainage is incorporated into the waste management system. Hosing Concrete surfaces can be hosed by a highvolume low-pressure system similar to that used for dairy holding yards. It is simple technology and a perfectly clean feed pad should result but the method is very labour intensive. Flood or flush cleaning Concrete feed pads with suitable fall can be ¯ush cleaned. Prewetting of the manure with sprinklers (good for heat stress also) or soaker pipes will greatly assist manure removal and enable smaller pipes and ¯ow rates. A 250 mm pipe cleaning a 6 m wide alley seemed to do a reasonable job although dry manure was often left behind. Flood wash systems can use a ¯ush pump which directly pumps the water from a pond to the pad. The ¯ush pump system has the advantage that very long ¯ush times can be used (60 min or more). A reasonable Australian compromise is a ¯ush pump operating at the same time as mechanical scraping (mechanically assisted ¯ood cleaning). Liquid Waste Management
Management of waste water from feed pads ¯ushed or hosed clean is little different to milking wastewater management. Flush-cleaned feed pads will usually need to use recycled water so it is likely that two-pond systems with their better water quality will be more suited. First pond size and sludge accumulation rates can be reduced by partial solids removal either with traf®cable solids traps or with mechanical solids separation equipment. Unfortunately, such equipment comes at a high price either in labour or capital. Orientation: East±West or North±South
The correct orientation is an often-discussed subject. For uncovered pads, orientation is probably not too important, unless it is planned to build a shed over the pad later. An east±west orientation maximizes the shade but minimizes the entry of sun into the area reducing the drying and bactericidal effects of the sun.
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates 665
A north±south orientation maximizes the sun penetration under the roof, promoting drying and reducing bacterial populations but minimizes the shade, particularly before mid-morning and after mid-afternoon. The orientation decision is a de®nite compromise and depends on the individual farmer's concerns about minimizing disease, particularly mastitis, relative to his concern about heat stress. Some compromises suggest north±south for sheds with cow access to the sides of the shed and cows can move with the shade while east±west orientation is recommended when cows can access only from the ends. North±south is probably a good orientation for sheds relying on a tractor cleaning of the pad. Some areas inside an east±west shed will never have direct sunlight leaving manure and surfaces always wet and a likely source of pathogens. Other Environmental Considerations
Manure seal Earth and gravel surfaces usually build up a seal in combination with manure after a period of use. It is important during cleaning or scraping that all the manure is not removed. A small amount should be left behind to retain a manure seal that will prevent in®ltration of manure nutrients beneath the pad. Controlled drainage area The risk of surface water pollution during high rainfall periods can only be eliminated by the concept of a controlled drainage area. The area around the feed pad must be surrounded with banks or drains so that surface water from other areas does not run through the area and so that the runoff from the feed pad area is collected and does not enter watercourses. Runoff collection ponds Usually a pond must be constructed to hold the polluted stormwater for subsequent pumping and irrigation. When large numbers of cattle are held for long periods, a sedimentation basin or solids trap is often constructed before the pond to reduce the solids entering the pond. Such systems are common for large beef cattle feedlots but are probably not justi®ed for most dairy farms. Runoff ponds should be designed to hold all the runoff from the controlled drainage area in a 90th percentile wet year. This size is easily calculated from rainfall records for the district, the area (m2) and the runoff coef®cient for the surface concerned. As the main variable in the size of the retention pond is the size of the controlled drainage area, it follows that this area should be no larger than necessary.
Dairy Housing Systems for Warm and Hot Climates Hot arid environments demand different dairy housing systems from hot humid environments. A simple rule-of-thumb suggests an annual rainfall of approximately 375 mm as a suitable threshold between the two. Hot Arid Dairy Environments
Although other systems are used, the dry lot dairy system performs well in dry environments. A dry lot dairy system holds the cattle in outdoor pens usually on a manure pack built up on the natural soil surface, often sand. In some cases, a well-graded and compacted gravel surface is installed similar to that used in beef feedlots. As rainfall is very low manure remains dry and mud is unlikely to be a problem. Cows normally present for milking with fairly clean udders although unseasonable heavy rain may require additional labour in the milking facility to maintain throughput while cleaning heavily soiled udders. Similarly, environmental mastitis is not a serious problem and somatic cell counts are low while the dry conditions are maintained. Dry lots often have a concrete feeding alley along one side cleaned by ¯ushing or scraping. Shade shelters are also often provided, usually in the middle of the lot and oriented north±south to promote drying underneath. Cow cooling is still maximized as the cows can move to remain shaded as the shade moves around the shelter during the day. Surfaces under shade shelters need careful management. Earthen surfaces may be mounded up to promote drying. Wet material must be regularly removed and spread so that it dries and replaced with dry or fresh material. Areas of 2±5 m2 shade per cow are necessary with a total pen area of 10±20 m2 per cow. Dry lots must fall at 2±4% to a runoff collection pond to contain surface runoff while solid material is scraped into mounds for subsequent removal by loader and truck. Ideally solid material is spread back on to the land where the dairy cow feed was grown but sometimes it is sold to commercial manure recyclers. Sometimes fan and high-pressure water mister cooling systems are provided in hot arid environments. Evaporative cooling systems (Korral KoolTM) are used commercially in southern United States and the Middle East. Hot Humid Dairy Environments
Hot humid dairy environments are more dif®cult to manage than hot dry environments. The most common facility for fully housed animals in such
666
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates
environments is the freestall barn, similar to that used in colder environments but modi®ed to suit the warm climate. Serious mud problems caused by high rainfall in such humid environments render the dry lot system unworkable. Freestall barns often have a central drive-through alley for the feed wagon while the cows feed on each side in the feed alleys. Bedding is provided in the freestalls that commonly measure about 1.2 � 2.4 m. Such has proved to be the best bedding material although sand can cause problems for ef¯uent handling equipment. Rails are provided so that cows must lie in the beds in correct manner and a neck rail encourages cows to move backwards when rising so the manure is dropped in the alleys rather than in the beds. The cow alleys in a freestall barn are often ¯ush cleaned and ef¯uent handled in ponding systems perhaps preceded by some type of solid± liquid separator. A cross-section of a freestall barn is shown in Figure 7. Freestall barns are preferably oriented east±west in hot humid climates to promote the maximum shade under the roof. The cows normally remain within the building and are not free to move with the shade. Cow alleys are ¯ush cleaned minimizing the disease risk from manure contamination. Hot humid environments demand effective cow cooling systems to maximize milk production and reproduction. Cows are provided with shade but increasingly arti®cial cooling, normally fan and sprinkler evaporative cooling, is provided. Electric fans of at least 0.9 m diameter providing an air velocity of at least 3.0 m sÿ1 are placed every 9.1 m along the length of the shed above the cow alleys. Low pressure (70 kPa) large water droplet sprinklers which soak the cows' skin in about 1.5 min are placed above the feed bunk. Sometimes sprinklers
are timer-controlled to operate for 1.5 min at 15 min intervals. Care must be taken with sprinkler systems to avoid wetting the feed.
Calf Rearing Facilities Calf Housing
Calf paddocks Calves can be successfully reared in open paddocks on grazing dairy farms provided environmental conditions are not too severe. Grazed pasture is usually the cheapest feed available, and should constitute the bulk of the diet for weaned heifers. Grassed paddocks need to be rotated and spelled regularly to minimize disease and intestinal parasites. Young calves may need protection from environmental extremes during the ®rst 2 months of life and will bene®t from some form of shelter in most dairying environments. Shelter should be provided from rain, cold winds and hot sun and should be draught-free, clean and hygienic. Care must be taken so that the shelter itself does not become a source of infection and illness. Wet, cold, soiled pens will spread disease and cause illness. Portable shelters, which can be moved regularly to clean areas, are preferred. Permanent shelters must be disinfected with hydrated lime or other bactericide and must be rested between batches of calves to break the disease cycle. Shelters constructed from metal are easier to disinfect than wooden shelters. Calf crates Modern dairy farmers in tropical dairy regions often rear calves in elevated calf pens or crates installed inside an open well-ventilated building. Calf crates can provide a successful method of rearing calves in these areas of harsh weather and high disease and parasite risk. Open ridge (300 mm + 16 mm per metre of building width over 6.1 m)
19°
4.3 m
Sand-filled freestalls
3.0 m
2.4 m
2.4 m
Centre drive-through alley
3.8 m
5–6 m 29.0 m
Figure 7 Cross-section of a freestall barn.
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates 667
Calf health is improved in the individual crates because access to other calves and the spread of disease is restricted. The calf is on a dry well-drained ¯oor and the contact with faecal matter and other contaminants is limited. These bene®ts must be weighed against concern about animal welfare as calves are restrained in small pens and are not able to exercise or be exposed to direct sunlight. Calf crates must be designed to maintain acceptable animal welfare standards. Social contact can be maintained with transparent ¯exible plastic or PVC partitions between calves so that the calves can see, hear and sense at least one other calf. Individual water troughs with protection from faecal contamination should be provided. Calves need around 2 m2 space in the crate so they can move, turn, lie down, rise and groom themselves freely. Adequate total shed volume of at least 5.5 m3 per calf will maintain air quality provided ventilation is satisfactory. Some environmental enrichment is needed in the shed such as provision of dry teats to suck and perhaps playing a radio in the shed to accustom the calves to human voices and other noises. Because of the lack of exercise, calves should be kept in crates only as long as necessary. The disease risk is greatest in the ®rst few days of life. Elevated calf crates are suitable only for tropical and subtropical areas, not colder climates, as it is impossible to provide any bedding for the calves in the crates (Figure 8). Calf hutches Calf hutches are commonly used in cold environments and have also been successfully used in warm environments. The simplest are commonly constructed from plywood usually measuring about 1.2 � 2.4 � 1.2 m often with an
open 1.2 � 1.8 m welded wire enclosure in front. Some bedding (straw, etc.) is normally provided. A wide variety of prefabricated ®breglass or plastic hutches are available. Calf hutches are moved to a new site for each new calf thus breaking the disease cycle and the hutch itself should also be thoroughly washed and disinfected at the same time. Wooden hutches are dif®cult to disinfect properly. A base of compacted decomposed rock or sand is recommended to avoid mud and poorly drained sites should be avoided for calf hutches. Heat stress can be a problem with calf hutches in warm climates. Translucent hutches (®breglass or plastic) require additional shade in summer and suf®cient shaded space must be available so the hutches can be moved. Earthen or gravel bases under shade do not dry well so the ¯oor material may need to be removed and replaced or chemically disinfected between calves. Deep litter systems In less humid areas, deep litter systems for calf rearing are very successful. The calf loa®ng areas consist of a layer of rice hulls or wood chips 40±50 cm thick over a concrete ¯oor. These systems have uncovered concrete in the feeding area and the deep litter area towards the back of the pen. The entire system is enclosed in a wellventilated shed designed for easy waste management and removal and replacement of bedding material with tractor and loader. Milk Feeding Systems
Calf feeding can be labour intensive and modern dairy farmers have found a variety of ways to reduce labour input.
Flexible PVC internal partitions
Hinged front panel
1.2 m
0.16 m
0.5 m
1.0 m
Moulded PVC water troughs with plastic cover to avoid faecal soiling
Slatted, ribbed, polypropylene copolymer floor panels as used in the pig industry
Feed bucket holder
1.6
Figure 8 A four-pen calf crate.
m
668
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates
Manual systems Simple systems include buckets and troughs with or without rubber teats. Suckle bars which consist of a series of self-closing teats attached to a 50 mm PVC milk line connected to a milk reservoir are sometimes used. Larger farms tend to use much larger containers usually transported or towed from the dairy to the calves. Such calfeterias or feeding drums can hold up to 300 l milk and a large number of rubber teats. Calves may have ad libitum (or restricted ad libitum ± suf®cient for a couple of hours) access to the milk. In some cases, milk may be preserved by acidi®cation either through natural fermentation, the addition of various bacterial cultures or by addition of hydrogen peroxide or formaldehyde. Overacidi®cation may restrict intake and regular stirring of the container is necessary. In temperate climates this system works well with through cleaning needed only once or twice a week but in tropical climates more attention to cleanliness is necessary. Very large specialized calf-rearing facilities using large numbers of calf hutches may use a mechanized calf bottle washing and ®lling machine. Multiple suckling Multiple suckling is a very labour-ef®cient system of feeding calves. Additional calves are either continuously fostered on to nurse cows or the nurse cows are restrained in a suckle race so the calves can have access at milking time. There is a risk of disease transfer from cow to calf and multiple suckling should not be used on farms where Johne's disease or other contagious diseases are present. Automated calf feeding Automated calf feeding systems are available which farmers claim save labour and veterinary bills and reduce deaths and ill thrift due to scours. Modern automated systems seem trouble-free in operation although such systems are relatively expensive, usually imported from Europe. This system can use either milk replacer or fresh milk and comes equipped with an automated grain pellet dispenser. Each calf wears a transponder ear tag and when it approaches the feeder, the amount of milk or pellets is distributed depending on the computer program in the dispensing machine. Each calf ear tag is identi®able by the machine. Milk and pellets are available to each calf over a 24 h period, perhaps leading to better growth rate and healthier calves. The system comprises a dispensing machine, an identi®cation and computer system, the transponder ear tags and the calf stalls. Calves can be fed as much or as little milk or pellets as allocated depending on their stage of
growth but once a calf has had its allotted feed of milk and/or grain for the day, no more is available from the machine until the next day. Electrolyte replacer, antibiotics, scour treatments or any other additives can also be incorporated into the feeding system.
Pasture Farm Subdivision Selection of Site for Milking Shed
The following points should be considered before making a decision on the location for a new dairy. Access The site should be centrally located on the farm so that walking distances for the cows and mustering times are minimized. Production losses of 1 l per cow can result from cows walking long distances on hot afternoons and large herds need wellconstructed cow tracks which can be expensive. Ideally, the site would also be close to the road for good tanker access. Drainage Elevated sites have an advantage over very ¯at areas because water can be drained easily from the shed and yards. Well-drained sites also reduce bogging around the dairy. The site should be chosen so that the yard is directly in front of the bails and at the same level as the entrance to the bails. Earthmoving is relatively cheap in relation to other costs in a dairy, so otherwise good sites should not be ignored because the slope is not ideal. Effluent disposal The shed and yards should be designed to allow for ef®cient ef¯uent disposal. Elevated sites are preferred so that ef¯uent can easily drain to a sump from which it may gravitate to an ef¯uent pond. Flat sites are less satisfactory as ef¯uent needs to be pumped. Sites very close to rivers, creeks, watercourses, public roads or neighbouring properties need to be carefully planned in respect to ef¯uent disposal. Aspect The bails should be located to give some protection from cold winds and driving rain and to minimize the entry of the afternoon sun into the milking area. In the southern hemisphere, the yard for holding cows before milking is usually best located on the northern or northeastern end of the building. Cows should enter the shed directly from the holding yard without turning. Most new dairies are very open buildings with few walls so an ideal aspect would have the yard on the exact northern end with the milk room, motor room, of®ce, etc. on the western side of the milking area. Some additional wind protection may be necessary on the
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates 669
southern end of the milking area perhaps by extending the western wall well past the pit or by closing in the end wall forcing the cows to turn on the exit. Straight-through exits are preferable for cow ¯ow. Power and water supply The availability and cost of reticulating electricity and water to the site must be considered. Most electricity authorities will not permit overhead power lines directly over a building. Three-phase power is preferable to single-phase for the signi®cant electrical load required by a modern milking system. Site approval Many local authorities now require building permits for new dairies. The relevant dairy authority must also be informed. Laneways
Laneways and farm tracks form an important part of pasture farm infrastructure. Well-designed and constructed farm tracks allow convenient movement of vehicles, promote easy and fast movement of cows to and from milking and keep udders cleaner. The track must remain as dry as possible, which is best achieved with a well-crowned and compacted soil base, a hard and impermeable surface and a functional track drainage system (Figure 9). On sloping land, track design should minimize nutrient runoff from the track into the surrounding environment by careful planning of the direction of the laneways, preferably across the gradient rather than up and down. During construction grass and manure should ®rst be removed and the base graded up. The base should be well compacted. Soils that do not compact well should not be used as a base. Some (but not all) clay soils can be stabilized with hydrated lime mixed in situ to depth of 200 mm. The surface of the track must be impermeable to water and not cause damage to the cows' hoofs.
A mixture of gravel, sand and clay laid to a depth of 100±150 mm after compaction makes the best surface for cow tracks. The clay will ®ll the voids between the larger particles, binding the material forming a hard-wearing and reasonably smooth surface. Large or sharp stones should be avoided as they may cause lameness and may be lost from the track surface leaving the track susceptible to water damage. Track material, particularly sand and sharp stones, carried on to concrete can be a problem damaging or wearing hooves and contributing to lameness. The choice of track surface material is important and local advice should be sought or alternatively a small section of track should be tried with the new material experimentally before committing to large track projects. Junctions between gravel and concrete tracks or holding yards are best placed at a high position with both concrete and gravel sloped away from the junction or, if topography is not convenient, a kerb should be installed to prevent water running from concrete to gravel. Track width needs to be about 1 m for each 20 cows milked up to a maximum of 8 m. Fences should be placed on the track side of drains with lower wires high enough to allow a blade underneath. Track dryness should be promoted. In wet climates, trees near the actual track may prevent the track drying out and should be avoided although in drier areas trees near tracks are useful for shade. Tracks across boggy areas can bene®t from geotextile stabilization (see `Geotextile Pads', above). The track should have about 1 in 10 crossways gradient from crown to edge. Longitudinal gradients above 1 in 7 may lead to water scouring and track damage. Subdivision and Fencing
Whole farm plan Modern dairy farms need to be comprehensively planned to protect the environment,
6m
Fence
Compacted gravel sand and clay surface material
Ground level
Compacted soil subgrade Figure 9 Cross-section of track.
Table drain 300 mm deep
670
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates
make management easier and take advantage of any natural attributes offered by the farm location. Farmers are encouraged to prepare, often with specialized help, a whole farm plan. Irrigation The system of irrigation is an important consideration in subdivisional plans. Pastures are often divided into convenient paddocks to suit the irrigation system. Flood and travelling irrigators often have long narrow paddocks, while spray line, centre-pivot or lateral-move irrigation systems may demand other subdivisional plans. Permanent fencing Permanent fences on pasture dairy farms are often limited to the boundary fence and fences delimiting laneways, roads and buildings. The type of fencing is usually determined by the economic availability of materials and varies enormously between regions. Electric fencing Electric fences are widely used on pasture dairy farms. There are a variety of laboursaving methods for convenient movement of electric fences. Electric fences are often used in strip grazing systems. It is important for rapid pasture regrowth and optimum grazing intervals to provide a back fence so that cows do not have access to previously grazed areas in addition to their new strip. Riparian Areas
Riparian land or the land immediately alongside small creeks and rivers includes the riverbank itself, areas surrounding lakes, and wetlands on river ¯oodplains which interact with the river in times of ¯oods. Pasture dairy farms often include riparian areas which are often highly productive. Riparian land is both an important agricultural resource and an important resource for native plants and animals. However, because of the enhanced environmental conditions, riparian land can serve as a repository for invasive exotic ¯ora such as woody weeds and fauna such as feral pigs. Important considerations in riparian land management include stream bank stability, weed populations, water quality and the general health of aquatic and terrestrial environments. Stream bank stability The vegetative cover of stream banks needs to be maintained. Stock crossing and stock watering points need to be placed and managed in appropriate locations. Good locations are on the inside of gently sloping creek bends or where erosion controls have been constructed. Off-stream watering facilities are preferred.
Weed populations Weed invasion is a common in riparian areas. Weeds can be controlled with controlled grazing, physical removal and chemical control. Uncontrolled grazing should be avoided and grazing frequency should be monitored so that a good vegetative cover is maintained. Water quality Dairy farms often contribute a range of materials that can contaminate streams. Such materials include soil particles or sediment, nutrients from both manure and arti®cial fertilizer and biocides. Vegetative buffers between intensively used farming land and riparian vegetation will help ®lter pollutants before they enter streams. Direct contamination of streams with urine and faeces must be avoided. General environmental health Riparian land provides shade, shelter and food for native plants and animals. Streamside vegetation is important and shading of streams lowers water temperatures, an important factor for the survival of native plants and animals. Increased light may promote algal populations, perhaps toxic blue-green algae. Organic matter accumulation such as leaf litter and wood debris should be promoted and may reduce soil erosion. Replanting native vegetation along stream banks is a positive step in improving riparian management but technical advice should be sort before undertaking such work.
Other Facilities Calving Facilities
The ideal place for cows to calve is a shaded, comfortable dry area with low bacterial counts. Cows are very susceptible to mastitis at calving for many reasons. On pasture dairy farms, the ideal situation is a dry paddock, preferably not irrigated or contaminated with milking shed or feed pad ef¯uent, with a good cover of grass on a elevated site without wet, boggy or poorly drained areas. Unfortunately such areas are rare on most dairy farms and cows are forced to use smaller calving paddocks where they can easily be supervised or calving pads, particularly on farms that experience high rainfall during the calving period. Calving paddocks Calving paddocks can work if they are large enough so that grass cover is maintained but a common problem occurs when small, sheltered areas are overused becoming boggy. The only practical solution is fencing such areas off until they dry and the grass recovers. Clean areas can be provided for new batches of calving cows by shifting electric fences across a paddock.
DAIRY FARM DESIGN AND LAYOUT/Building and Yard Design, Warm Climates 671
Calving pads Calving pads can be a successful alternative for wet conditions. Drainage is probably the most important factor (see `Loa®ng Areas', above). Bedding materials Some type of bedding material is often provided to make the cows more comfortable during calving but disease risk must be minimized. Nonorganic materials (washed sand, ground limestone) support lower bacterial populations than organic bedding materials (straw, rice hulls, shavings or sawdust). Finely chopped or ground organic materials have increased surface area for bacterial growth. Long straw and wood shavings are better bedding options than ®nely chopped straw or sawdust for this reason. Regular replacement of any bedding material is important because all bedding materials (organic and inorganic) will support high pathogen counts after becoming contaminated with manure. Hospital Facilities
Pasture farms Animal health is usually excellent on farms where cows spend most of their time grazing pasture so there is little need for dedicated hospital facilities. Such facilities are best placed and constructed similarly to calving paddocks or pads. There may be a need for shade and protection from the elements. Intensive farms Large farms with housing often provide a separate hospital barn that can be equipped with its own dedicated milking facility and sophisticated veterinary facilities including tilting crushes. The hospital milking facility is an aid to keeping milk unsuitable for sale away from the production facilities.
Conclusions The information in this article presents a wide range of facilities in common use on dairy farms in warm climates. Of course, facility design has evolved over many years of practical use on commercial dairy farms. Actual experience in use is always the best evaluation. Farmers planning new facilities are encouraged to visit and talk to other farmers to gain valuable insight into the various design features exhibited. For milking sheds, it is best to plan visits at milking time and actually milk in the shed being inspected. Most farmers are only too willing to cooperate in such an activity. The state-of-the-art in farm facility design changes quickly, as new ideas are incorporated and older designs discarded. It is important that as many of the newer designs as
possible are visited even if it requires travelling substantial distances to do so. All facility design tends to be a compromise, often between many factors, and no single solution will be optimal for all concerned. However careful planning will alleviate many of the unforeseen management problems that often occur when new dairy farm facilities are put into service. See also: Dairy Farm Management Systems: Seasonal, Pasture-Based ± Dairy Cow Breeds; NonSeasonal, Pasture-Optimized ± Dairy Cow Breeds in the United States; Non-Seasonal, Pasture-Based Milk Production Systems in Western Europe; Dry Lot ± Dairy Cow Breeds. Manure/Effluent Management: Systems Design and Government Regulations; Nutrient Recycling. Milking and Handling of Raw Milk: Milking Hygiene. Milking Parlours.
Further Reading Bickert W, Bodman G, Holmes B, et al. (1995) Milking herd facilities. In: Huffman CJ (ed.) Dairy Freestall Housing and Equipment, pp. 23±38. Ames: MidWest Plan Service, Iowa State University. Brightling P, Mein G, Hope A, Malmo J and Ryan D (eds.) (2000) Technote 1: Environmental exposure. In: Countdown Downunder Technotes, pp. 1±11. Melbourne, Australia: Dairy Research and Development Corporation. Bucklin R, Hahn G, Beede D and Bray D (1992) Physical facilities for warm climates. In: Van Horn HH and Wilcox CJ (eds.) Large Dairy Herd Management, pp. 609±618. Champaign: American Dairy Science Association. Chataway R and Armstrong R (1999) What is riparian land? In: Chataway R (ed.) Riparian Land Management on Dairy Farms in the Bremer River Catchment, pp. 4±5. Peak Crossing, Australia: Department of Primary Industries. Davison T and Andrews J (1997) Feed pad systems. In: Lake M (ed.) Feed Pads Down Under, pp. 2±28. Peak Crossing, Australia: Department of Primary Industries. Davison T, McGowan M, Mayer D et al. (1996). Extent of the problem. In: Lake M (ed.) Managing Hot Cows in Australia, pp. 3±16. Peak Crossing, Australia: Department of Primary Industries. Fox J (1994) Improving working conditions. In: NZ Dairy Farmers 111 Ideas to Improve Milking, pp. 7±56. Hamilton, New Zealand: Jan Fox. Fulhage C and Martin J (1998) Dairy waste ¯ushing. In: Bucklin R (ed.) Dairy Systems for the 21st Century, pp. 704±714. Michigan: American Society of Agricultural Engineers. Janni K, Funk T and Holmes B (1999) Using All-Weather Geotextile Lanes and Pads, AED 45. Ames: MidWest Plan Service, Iowa State University.
672
DAIRY FARM MANAGEMENT SYSTEMS/Seasonal, Pasture-Based ± Dairy Cow Breeds
Johnston M and Klindworth D (2000) Increasing ef®ciency. In: Klindworth D (ed.) Working Smarter not Harder, pp. 31±34. Ellinbank, Australia: Agriculture Victoria. Lavers M and McDougal G (1999) The Daley individual calf pen design. In: Calf Pens: Correct Design and Use
for Rearing Dairy Heifers, pp. 4±7. Peak Crossing, Australia: Department of Primary Industries. Moran J (1993) Housing of calves. In: Burgi A (ed.) Calf Rearing: A Guide to Rearing Calves in Australia, pp. 179±191. Melbourne, Australia: Department of Natural Resources and Environment.
DAIRY FARM MANAGEMENT SYSTEMS
Contents
Seasonal, Pasture-Based ± Dairy Cow Breeds Non-Seasonal, Pasture-Optimized ± Dairy Cow Breeds in the United States Non-Seasonal, Pasture-Based Milk Production Systems in Western Europe Dry Lot ± Dairy Cow Breeds Goats Sheep
Seasonal, Pasture-Based ± Dairy Cow Breeds P T Doyle and C R Stockdale, Kyabram Dairy Centre, Kyabram, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Pasture-based dairy production systems with seasonal calving predominate in southern Australia and New Zealand (NZ). The dairy industries in both countries have grown rapidly over the last 10 years and are export oriented. This dependence on exports means that production systems must remain low-cost to be internationally competitive. The seasonal patterns of growth and nutritive characteristics of pastures interact with prices received for milk to determine the most cost-effective management systems. Milk production systems within and between regions are diverse because of variations in patterns
of pasture growth and nutritive characteristics. The recognition of these differences has led to the differentiation of feed-base zones. The need to understand the interactions between pastures, conserved feed inputs, concentrate supplements and grazing cows is essential to the cost of milk production. The differences between feeding and management systems in southern Australia and NZ, and in the end uses of the milk produced, has led to differences in cow breed and type.
Milk Production Patterns In 1998±99, Australia and NZ produced 10.5 and 11.1 billion litres of milk, respectively, accounting for 2.2% and 2.3% of world production. The two countries accounted for 13% and 31%, respectively, of world exports in milk equivalents. Average milk production in Australia is about 5000 l per cow compared with 3500 l per cow in NZ. Milk production in NZ is very seasonal, peaking in spring (September±November), with less than 5% of annual milk supply delivered in the `trough' quarter (May±July). Cows usually calve between
672
DAIRY FARM MANAGEMENT SYSTEMS/Seasonal, Pasture-Based ± Dairy Cow Breeds
Johnston M and Klindworth D (2000) Increasing ef®ciency. In: Klindworth D (ed.) Working Smarter not Harder, pp. 31±34. Ellinbank, Australia: Agriculture Victoria. Lavers M and McDougal G (1999) The Daley individual calf pen design. In: Calf Pens: Correct Design and Use
for Rearing Dairy Heifers, pp. 4±7. Peak Crossing, Australia: Department of Primary Industries. Moran J (1993) Housing of calves. In: Burgi A (ed.) Calf Rearing: A Guide to Rearing Calves in Australia, pp. 179±191. Melbourne, Australia: Department of Natural Resources and Environment.
DAIRY FARM MANAGEMENT SYSTEMS
Contents
Seasonal, Pasture-Based ± Dairy Cow Breeds Non-Seasonal, Pasture-Optimized ± Dairy Cow Breeds in the United States Non-Seasonal, Pasture-Based Milk Production Systems in Western Europe Dry Lot ± Dairy Cow Breeds Goats Sheep
Seasonal, Pasture-Based ± Dairy Cow Breeds P T Doyle and C R Stockdale, Kyabram Dairy Centre, Kyabram, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Pasture-based dairy production systems with seasonal calving predominate in southern Australia and New Zealand (NZ). The dairy industries in both countries have grown rapidly over the last 10 years and are export oriented. This dependence on exports means that production systems must remain low-cost to be internationally competitive. The seasonal patterns of growth and nutritive characteristics of pastures interact with prices received for milk to determine the most cost-effective management systems. Milk production systems within and between regions are diverse because of variations in patterns
of pasture growth and nutritive characteristics. The recognition of these differences has led to the differentiation of feed-base zones. The need to understand the interactions between pastures, conserved feed inputs, concentrate supplements and grazing cows is essential to the cost of milk production. The differences between feeding and management systems in southern Australia and NZ, and in the end uses of the milk produced, has led to differences in cow breed and type.
Milk Production Patterns In 1998±99, Australia and NZ produced 10.5 and 11.1 billion litres of milk, respectively, accounting for 2.2% and 2.3% of world production. The two countries accounted for 13% and 31%, respectively, of world exports in milk equivalents. Average milk production in Australia is about 5000 l per cow compared with 3500 l per cow in NZ. Milk production in NZ is very seasonal, peaking in spring (September±November), with less than 5% of annual milk supply delivered in the `trough' quarter (May±July). Cows usually calve between
DAIRY FARM MANAGEMENT SYSTEMS/Seasonal, Pasture-Based ± Dairy Cow Breeds
late July and September. The industry appears to have accepted that capital investment in processing plant to handle this large variation in milk supply is unavoidable, since feeding concentrates to cows when pasture growth is slow is not an economic proposition because of the high cost of concentrate feeds. The Australian dairy industry is undergoing accelerated change following deregulation in July 2000. Prior to this, seasonal calving in pasture-based systems of milk production predominated in Victoria and Tasmania, where most milk was used for manufactured dairy products. This will continue, as will the reliance on export markets, meaning that lowcost pasture-based systems of production remain essential. In New South Wales (NSW), Queensland, South Australia (SA) and Western Australia (WA), a much higher proportion of the milk produced was for domestic consumption as liquid milk or manufactured products. Hence, year-round calving was common. It is too early to predict the full impact of deregulation on these production systems. Therefore, we will only consider the seasonal pasture-based production systems of southern Australia, where over 75% of cows calve between June and September. Seasonal calving in late winter (July±August) to early spring is practised in southern Australia to match herd feed requirements with the seasonal pattern of pasture growth, although milk production in the `trough' quarter (May±July) is about 15%. This re¯ects the use of supplements during periods of pasture shortage and the payment of premiums in winter to encourage production of enough milk to satisfy the liquid milk sector. In the mid-1990s, the on-farm costs of milk production in NZ were about 80±85% of those in Victoria and Tasmania, but less than 50% of those in NSW and Queensland. Importantly, feed costs were similar in NZ, Victoria and Tasmania.
Pasture Zones The dairy industry in southern Australia is concentrated in three feed-base zones. The climatic diversity between these zones and the regions within them has a profound effect on the feeds used for milk production. The Cool Temperate zone (southern Victoria, Tasmania, south coast of NSW) generally has annual rainfall in excess of 700 mm, with a relatively long and reliable pasture-growing season. The major sown pasture species are perennial ryegrass (Lolium perenne) and white clover (Trifolium repens), but pastures vary in composition from being dominated by the sown species to heavily invaded by volunteer grasses and weeds (see Forages and
673
Pastures: Perennial Forage and Pasture Crops ± Species and Varieties). The Mediterranean zone (WA, southeast SA, parts of Victoria) has annual rainfall in excess of 600 mm, but this is winter-dominant and the regions experience long hot summers, short growing seasons, and unreliable autumn breaks. In the truly Mediterranean regions, the long summer drought means that, in most situations, perennial ryegrass/white clover pastures cannot persist and pastures are predominantly annual ryegrass (Lolium rigidum) and subterranean clover (Trifolium subterraneum) (see Forages and Pastures: Annual Forage and Pasture Crops ± Species and Varieties). The Inland Irrigation zone (northern Victoria, southern NSW) experiences average annual rainfall of 350±550 mm. Pasture growth is dependent on irrigation. The percentage of the milking area on irrigated dairy farms sown to perennial pastures (perennial ryegrass/white clover) averages 75%, but varies from less than 40% to 100%. These pastures are invariably invaded by summer growing species, in particular paspalum (Paspalum dilatatum). Irrigated annual pastures also form an important part of the feed-base, as do summer fodder crops, particularly maize. In NZ, there is a 10-fold range in average annual rainfall (about 500±5000 mm), considerable variation in sea level temperature, which declines from north to south, and diverse soil types. This leads to large variations in average annual and seasonal pasture production. Over 85% of dairy farms are in the North Island, with the major milk production areas being South Auckland and Taranaki (temperate climate, dry summers, perennial ryegrass/ white clover pastures) and Northland (warm humid climate, wet summers, perennial ryegrass/white clover pastures with subtropical grasses in summer). The South Auckland and Northland regions are used as examples here.
Pasture Growth Of the rain-fed zones, pasture production is highest in Northland (about 17 t DM haÿ1), followed by South Auckland and the Cool Temperate zone (about 11 t DM haÿ1), and is lowest in the Mediterranean zone (about 6 t DM haÿ1) (Figure 1). In the Inland Irrigation zone, irrigated perennial and annual pastures produce about 15 and 10 t DM haÿ1, respectively. The variability in pasture growth and its distribution throughout the year (Figure 1) underpin the vast differences in the pasture-based systems that currently exist within and between regions. The seasonal pasture supply on farms is a key determinant
674
DAIRY FARM MANAGEMENT SYSTEMS/Seasonal, Pasture-Based ± Dairy Cow Breeds (B) Daily pasture growth (kg DM ha–1)
Daily pasture growth (kg DM ha–1)
(A) 100 80 60 40 20 0
100 80 60 40 20 0
J A S O N D J F M A M J Month (D) Daily pasture growth (kg DM ha–1)
Daily pasture growth (kg DM ha–1)
(C)
J A S O N D J F M A M J Month
100 80 60 40 20 0 J A S O N D J F M A M J Month
100 80 60 40 20 0 J A S O N D J F M A M J Month
Figure 1 Pasture growth rates representative of the range occurring in dairy production systems in: (A) Northland (15±18 t DM haÿ1), New Zealand, (B) South Auckland (8±12 t DM haÿ1; solid line), New Zealand and the Cool Temperate zone (8±12 t DM haÿ1; broken line) of southern Australia, (C) the Mediterranean zone (northeast Victoria (broken line) and Western Australia (solid line)) and (D) the Inland Irrigation zone (12.5±17.5 t DM haÿ1 for perennial pastures (solid line); 7±11 t DM haÿ1 for annual pastures (broken line)).
of decisions in relation to time of calving, supplementary feeding, stocking rate and targets for milk production per cow. The key constraints to pasture-based dairy production systems are the amount of feed grown and the proportion of this that is utilized (consumed by cows or conserved). There is little doubt that removal of soil-based limitations (water, nutrients and soil structure) and maintenance of sown species are essential in achieving the upper ends of the growth rates depicted in Figure 1. A key issue in both countries is whether plant systems that produce more digestible dry matter can be developed. Hence, there is increasingly more research on integration of pastures, fodder crops or grain crops, and on the use of irrigation.
Grazing Management In all feed-base zones, there is an emphasis on managing grazing to optimize pasture utilization without compromising growth or persistence of sown
species. Strip grazing or rotational grazing of small paddocks is practised. Rotation lengths vary throughout the year in accordance with pasture growth rates and are also modulated by the use of supplementary feeds. As an example, in northern Victoria, rotation lengths are 14±29 days in spring, 19±23 days in summer and 17±35 days in autumn. The principles of feed planning and understanding the supply of pasture in relation to demand at the cow and herd level are not new. However, they are becoming more important in containing feed costs in order to remain competitive in world markets. Hence, balancing seasonal feed demand with expected pasture supply, and feed budgeting to estimate how available feed may best be used to ensure optimal or target levels of milk production, is essential in making pro®table decisions on pasture use. This information assumes greater importance where annual and seasonal variations in pasture growth are greatest and successful grazing plans include critical decisions on fodder conservation. For example, two key aspects to grazing management in the Mediterranean zone are the need to conserve
the maximum amount of feed in spring to ®ll the summer feed gap, and the rapid re-establishment of pastures after the autumn break. Ideally, grazing management would match pasture consumption with pasture growth rate, such that plants were maintained in a productive state with minimum losses through death and decay. This is dif®cult to achieve in practice, but good management involves striking a balance between per cow and per hectare production, while minimizing tradeoffs between pasture production, persistence and nutritive value. In the Cool Temperate zone, the three-leaf stage of perennial ryegrass, just prior to senescence of the oldest leaf, is recommended as the time at which to graze. This ensures high growth rates and persistence, improves utilization and should optimize the digestibility of the feed consumed. However, the pregrazing pasture mass at which ryegrass reaches this stage varies throughout the season, and has practical implications in terms of frequency of defoliation if adhering to these guidelines in winter and summer. It is also not possible to apply such guidelines across regions. For example, grazing of irrigated pastures offers particular challenges in summer when paspalum growth rates exceed those of perennial ryegrass and white clover. As a consequence, it is necessary to graze in relation to the stage of growth of paspalum through summer to limit ingress of this species. Pasture Intake
Grazing dairy cows are unable to consume suf®cient dry matter and metabolizable energy to achieve their potential milk production, because of constraints involved in harvesting grazed pasture and those imposed by managing the allocation of feed. While milk yields of grazing dairy cows are the direct result of the amount of pasture and supplements consumed, and the nutritive characteristics of these feeds, the regulation of intake of pasture by grazing dairy cows is complex and is undoubtedly affected by:
� animal factors ± cow size, milk yield, stage of lactation
� environmental factors ± disease, climatic stress � pasture factors ± pasture mass, sward composition, digestibility/nutrient concentrations
� management factors ± pasture allowance, amounts and types of supplementary feeds.
We have a sound understanding of relationships between pasture allowance and herbage intake by grazing cows (Figure 2). Although these relationships are in¯uenced by pasture mass and species composition, the knowledge exists to predict herbage intake
Pasture intake (kg DM per 100 kg LW per day)
DAIRY FARM MANAGEMENT SYSTEMS/Seasonal, Pasture-Based ± Dairy Cow Breeds
675
6
5
4
3
2
1 0
2
4
6
8
10
12
14
16
18
20
Pasture allowance (kg DM per 100 kg LW per day) Figure 2 Relationships between pasture intake and pasture allowance for lactating dairy cows grazing pasture in the Cool Temperate zone in spring (middle curve; data supplied by D.E. Dalley) and annual (top curve) and perennial (bottom curve) pastures in the Inland Irrigation zone (data supplied by Richard Stockdale).
for cows grazing green pastures with a degree of con®dence. For example, pregrazing pasture mass affects the intake/pasture allowance relationship where (at a given pasture allowance) pasture intake will be lower at a low, compared with a high, pasture mass. Grazing cows consume more pasture when grazing clover-dominant than grass-dominant swards. For example, cows grazing clover-dominant swards at pasture allowances of 15 and 30 kg DM per cow may consume about 11 and 19 kg DM dayÿ1, respectively. To achieve the same intakes on ryegrassdominant swards, higher allowances, e.g. 20 and 40 kg DM dayÿ1, would be needed. Pasture intake is also positively related to digestibility, so intake and milk production generally increase as digestibility increases. Predicting pasture intake from pasture allowance and digestibility is more complex where dry pastures of low digestibility are grazed. Annual pasture consumption in the Cool Temperate zone varies from 3 to 9 t DM haÿ1, in the Mediterranean zone from 3 to 10 t DM haÿ1, and in the Inland Irrigation zone from less than 4 to more than 14 t DM haÿ1. This variation within regions may be due to differences in the amounts of pasture grown, in stocking rate, and in grazing management and feeding practices. The ranges illustrate that, on many farms, there is substantial room to improve conversion of pasture into milk. Nutritive Characteristics of Pastures
Considerable effort has been invested in de®ning seasonal variation in digestibility, and crude protein (CP) and neutral detergent ®bre (NDF) concentrations
676
DAIRY FARM MANAGEMENT SYSTEMS/Seasonal, Pasture-Based ± Dairy Cow Breeds
in pastures used for dairying. Digestibility and CP concentration are generally high during autumn to spring, but decline from late spring and are low in summer and into autumn (Figure 3). Regional differences in digestibility exist because of differences in pasture species present, in the growth patterns of these species and in climatic conditions. These variations are more extreme in regions or years with dry summers. Crude protein concentration in pastures follows a similar pattern to digestibility, but there is greater variation as the differences in protein concentration between leaf and stem components of pasture plants are greater than are the corresponding differences in digestibility. The high CP concentrations in green pastures often exceed cow requirements and there are energy costs incurred in excreting excess nitrogen as urea. In contrast, CP concentrations in summer are sometimes below 15% and protein supplements may be needed. (A)
NDF concentrations are the inverse of digestibility and are lowest during winter and spring and highest in summer (Figure 3). While the concentrations in pasture on offer usually exceed those recommended for lactating cows, namely 30±40%, selection may create a problem in this regard on highly digestible pastures, particularly those with high clover contents. To better understand essential nutrient supply to grazing dairy cows, it is important to be aware of their concentrations in the feed eaten compared with those in the pasture on offer. In the Cool Temperate and Inland Irrigation zones of southern Australia, cows grazing predominantly green pasture in winter and spring consume material that is higher in digestibility (1.05 to 1.15) and CP concentration (1.20 to 1.40) than the pasture on offer. The potentially high level of consumption of CP from pasture can have important implications in designing supplementary feeding practices that optimise the (B) 80 Nutritive characteristics (% DM)
Nutritive characteristics (% DM)
80 70 60 50 40 30 20 10
70 60 50 40 30 20 10
J A S O N D J F M A M J Month (C)
J A S O N D J F M A M J Month (D) 80 Nutritive characteristics (% DM)
Nutritive characteristics (% DM)
80 70 60 50 40 30 20 10
70 60 50 40 30 20 10
J A S O N D J F M A M J Month
J A S O N D J F M A M J Month
Figure 3 Nutritive characteristics (digestibility (*); crude protein concentration (&); neutral detergent ®bre concentration (~)) of herbage consumed in dairy production systems in (A) South Auckland, New Zealand, (B) the Cool Temperate (western Victoria) zone, (C) the Mediterranean zone and (D) the Inland Irrigation zone. Data for (A) and (C) were supplied by John Penno and Martin van Houtert, respectively, while those for (B) and (D) were provided by Janna Heard from the Kyabram Dairy Centre pasture database. Bars are standard deviations about means.
DAIRY FARM MANAGEMENT SYSTEMS/Seasonal, Pasture-Based ± Dairy Cow Breeds
supply of energy and protein to the rumen microorganisms and to the cow. At these same times, the pasture consumed is lower in NDF (0.75 to 0.95) than is the pasture on offer, principally because leaves have less NDF than stems. In cows grazing extremely high digestibility pastures, rumen pH can be below 6.0 for a considerable portion of the day (Figure 4), presumably due to insuf®cient ®bre in the diet. This predisposes the animals to an unstable rumen fermentation pattern and acidosis if they are fed cereal grain. Supplement Use
In NZ, the feeding systems are predominantly yearround grazing, supplemented with conserved forage. This is also the case on less intensive, lower stocked farms in southern Australia. At the other extreme, in the Mediterranean zone, the system comprises grazing during the period of growth of annual pastures, followed by complete supplementary feeding with conserved fodder and concentrates during the hot dry summer. The variation in feeding systems within a zone is exempli®ed in a survey of the Inland Irrigation region in northern Victoria where energy consumption by milking herds varied from 100% from pasture to 75% from feed brought in from off the milking area. Almost all conceivable combinations of grazing and supplementation with various types and mixes of conserved fodder and concentrates can be found. Pasture conserved as silage or hay has traditionally been used to alleviate pasture shortages. More
6.6
Rumen pH
6.4 6.2 6.0 5.8 5.6 5.4 6
10
14 18 22 Time of day (h)
2
6
Figure 4 Rumen pH in lactating cows consuming about 19 kg DM dayÿ1 while grazing either Persian clover (&) or perennial ryegrass (~) pastures during spring (data provided by Yvette Williams).
677
recently, there has been increasing interest in the use of fodder crops in pasture-based systems. These fodder crops are incorporated as part of pasture renovation programmes and/or to provide feed of high digestibility, and are either grazed or conserved. Since the early 1980s, the average amount of cereal grain-based concentrates fed to dairy cows in southern Australia has increased markedly from virtually zero to about 1000 kg per cow in 2000. This is a fundamental difference between the pasture-based systems of southern Australia, where over 75% of farmers now feed concentrates, compared with those in NZ, where use of grains and meals is much lower because of cost. In southern Australia, the amount of concentrates fed varies from 0 to 2500 kg DM per cow, while conserved fodder supplementation varies from 0 to 1500 kg DM per cow. This is a key reason for the higher average per cow production in southern Australia compared with NZ. Cereal grains (see Concentrate Feeds: Cereal Grains), byproducts (see Concentrate Feeds: Byproduct Feeds) and formulated concentrates are used not only to alleviate pasture shortages, but also to overcome limitations in nutrients supplied by grazed pastures at key times of the year and to increase milk production per cow. During the last 5 years, there has been an increased emphasis on better understanding and matching of supplements and pasture to further increase productivity. Interactions between Pastures and Supplements
The ef®ciency of use of supplements is a critical issue in managing farm costs. Associative effects, and in particular substitution of supplement for pasture in the diet, will affect pasture utilization and the milk response to additional supplement. Substitution will be less of an issue when pasture allowances are low, but is invariably an issue at moderate to high pasture allowances. Many factors affect substitution of supplements for pasture, including pasture intake as affected by pasture allowance and mass, the nutritive characteristics of the sward, the amount and type of supplement fed, physiological state (stage of lactation) of the cows, and their body condition and size. An indication of the in¯uence of pasture intake before supplementation on the level of substitution that occurs when supplements are fed is illustrated in Figure 5. A major goal for research and extension over the past 5 to 10 years has been to understand the interactions between pasture, supplements (concentrates and forage) and cows to enable development of feeding systems that are pro®table. This has been a substantial challenge given the diversity of feeding
678
DAIRY FARM MANAGEMENT SYSTEMS/Seasonal, Pasture-Based ± Dairy Cow Breeds
Substitution (kg DM per cow)
1.0
0.8
0.6
0.4
0.2
0.0
4
6
8 10 12 14 16 18 20 22 24 Daily pasture intake (kg DM per cow)
Figure 5 A relationship between level of substitution and unsupplemented pasture intake when concentrates are fed to lactating dairy cows in northern Victoria, with the 95% level of con®dence about the curve indicated (data supplied by Richard Stockdale).
systems within and between regions and the differentials between costs and the different milk pricing systems that apply, particularly across Australia.
Cow Breeds There are 2.12 million dairy cows in Australia, with Holstein±Friesian the predominant dairy breed, comprising 80% of the national herd. Nearly all of these cows have some North American parentage. Jersey is the next most popular breed comprising 11% of the national herd (see Dairy Animals: Major Bos taurus Breeds); the remainder includes Holstein± Friesian � Jersey cross cows (5%) and other breeds (Australian Illawarra Shorthorn, Ayrshire, Australian Red Breed, Guernsey, Brown Swiss; 4%). In NZ, there are 3.29 million dairy cows, with Holstein± Friesian (57% of the national herd) being the predominant breed, and Jersey (16%), Holstein± Friesian � Jersey cross (19%) and other breeds (7%) making up the balance. Over the last 20 years, the shift to Holstein± Friesian animals in Australia has led to a dramatic increase in the size and potential production of cows. For example, the liveweight of mature cows in southern Australia has increased from around 400 to 550 kg during this period while average milk production has increased from 3000 to 5000 l per cow. The increased milk production potential has led to more diverse feeding systems. In NZ, these changes have not been so dramatic and cow size (less
than 500 kg for Holstein±Friesian cows) and milk production (about 3500 l per cow) have remained relatively constant over the last decade. In both countries, cows in pasture-only systems are underfed due to the constraints on intake associated with grazing and imposed by management to achieve high levels of pasture utilization. The rationale for continued increases in genetic potential in dairy cows needs to be questioned for pasture-based systems. There is some evidence that the potential increases from improved genetic merit can only be achieved when feeding intensity is increased, and this invariably means increased unit costs of feed and other inputs. Where nutrient intake is inadequate, as is commonly the case with pasture feeding, increased genetic merit and the associated `willingness' of the cow to partition nutrients from feed and/or body reserves to milk can lead to metabolic disorders, reduced reproductive performance and reduced longevity in the herd.
Future Trends Milk production per farm in southern Australia and NZ has doubled over the past decade. This has been associated with a general increase in intensi®cation of farming, with increased farm and herd size, and decreased farm numbers. Dependence of these industries on exports ensures that production systems will remain pasture based and low cost. Further productivity gains will need to be achieved in an environment where on-farm quality assurance systems for food safety and natural resource management are implemented by cooperatives and proprietary companies. Communities and consumers will require responsible management of water, nutrients and ef¯uent to limit off-farm impacts, and the industries will need to address greenhouse emission issues. It is likely that improvements in feeding systems on individual farms will be incremental, and to remain competitive, farmers will need to continually analyse their systems and to apply the latest knowledge on matching pasture, conserved fodder and concentrate supplement usage. The need for research products/technologies to impact at industry level will require further development of predictive technologies and effective linkages with private, agribusiness and government service providers. Increasing complexity and intensi®cation of farming systems will accelerate the shift to farming as a business, with consequent needs to improve management skills and workforce capability. Finally, increased differentiation in the prices received for milk, based on composition and end use, will mean farmers will look for cow genotypes that are best
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Optimized
adapted to particular feeding management systems and end products. See also: Concentrate Feeds: Cereal Grains; Byproduct Feeds. Dairy Animals: Major Bos taurus Breeds. Dairy Farm Design and Layout: Building and Yard Design, Warm Climates. Forages and Pastures: Perennial Forage and Pasture Crops ± Species and Varieties; Annual Forage and Pasture Crops ± Species and Varieties.
Further Reading Armstrong DP, Knee JE, Doyle PT, Pritchard KE and Gyles OA (2000) Water-use ef®ciency on irrigated dairy farms in northern Victoria and southern New South Wales. Australian Journal of Experimental Agriculture 40: 643±653. Doyle PT, Stockdale CR, Lawson AR and Cohen DC (2000) Pastures for Dairy Production in Victoria, 2nd edn. Kyabram, Victoria, Australia: Department of Natural Resources and Environment: Kyabram Dairy Centre. Holmes CW (1987) Pastures for dairy cattle. In: Nicol AM (ed.) Livestock Feeding on Pasture, pp. 133±143. Wellington, New Zealand: New Zealand Society of Animal Production. Holmes CW and Wilson GF (1984) Milk Production from Pastures. Wellington, New Zealand: Butterworths. Stockdale CR (1999) Effects of season and time since defoliation on the nutritive characteristics of three irrigated perennial pasture species in northern Victoria. 1. Energy, protein and ®bre. Australian Journal of Experimental Agriculture 39: 555±565. Stockdale CR (2000) Levels of pasture substitution when concentrates are fed to grazing dairy cows in northern Victoria. Australian Journal of Experimental Agriculture 40: 913±921. Stockdale CR, Dellow DW, Grainger C, Dalley D and Moate PJ (1997) Supplements for Dairy Production in Victoria. Melbourne, Australia: Dairy Research and Development Corporation.
Non-Seasonal, PastureOptimized ± Dairy Cow Breeds in the United States M E McCormick, Louisiana State University Agricultural Center, Franklinton, LA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
679
Introduction Pasture-based dairies account for a relatively small percentage of the approximately 87 000 dairies in operation in the United States. A recent US Department of Agriculture survey indicated that the average US dairy contained 133 ha of land, but of that amount only 20 ha, or 14.9% of the total acreage, was devoted to pasture production. Pasture production varies considerably throughout the United States. In the traditional dairying regions, such as the upper midwestern states of Wisconsin and Minnesota, pasture use typically accounts for less than 10% of the farm area, but in the southeast and southern plain states, where long growing seasons and low soil fertility are prevalent, more than half of the average dairy farm land mass is in pasture. Although most US dairies are con®nement based, use of pasture in US dairy operations has grown steadily since the early 1990s, a time marked by relatively low milk prices and high production costs for housing, waste management and supplemental feed. Recent surveys indicate that summer grazing of forages has been adopted by as many as 20% northeastern and midwestern dairymanagers. Likewise, pasture use in Georgia, a state in the southeastern United States, grew from 34.5% in 1985 to 53.5% in 1995. Primary forages used for grazing during the spring and summer in the northeastern region include orchardgrass, bluegrass and perennial ryegrass, often grown in combination with variable amounts (10± 50%) of red or white clover. Major grazing crops grown for lactating dairy cows in the southern United States are annual ryegrass, wheat, oats and cereal rye, which are normally grazed from November to April. Summer grazing crops used by many southern dairy managers include perennials, such as bermudagrass and bahiagrass, and annuals, such as millet, sorghum-sudan, crab grass and signalgrass. Increased interest in pasture dairying has prompted several studies comparing milk production and the economics of cows receiving diets based on pasture to those fed maize or lucerne (alfalfa) silage-based total mixed rations (TMRs) in con®nement (Table 1). Study or survey sites ranged geographically from the southern states of Mississippi and Georgia to the more northern states of New York and Minnesota. Generally, grazing seasons in northern states range from 120 to 160 days, depending on ®rst frost day, and in many southern states may extend from 200 to 300 days per year. In southern states, droughts and low forage quality often restrict the number of days that pastures are suitable for grazing more than cold weather. Based on the university studies and farm surveys cited in Table 1, pasture-based herds may be expected
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Optimized
adapted to particular feeding management systems and end products. See also: Concentrate Feeds: Cereal Grains; Byproduct Feeds. Dairy Animals: Major Bos taurus Breeds. Dairy Farm Design and Layout: Building and Yard Design, Warm Climates. Forages and Pastures: Perennial Forage and Pasture Crops ± Species and Varieties; Annual Forage and Pasture Crops ± Species and Varieties.
Further Reading Armstrong DP, Knee JE, Doyle PT, Pritchard KE and Gyles OA (2000) Water-use ef®ciency on irrigated dairy farms in northern Victoria and southern New South Wales. Australian Journal of Experimental Agriculture 40: 643±653. Doyle PT, Stockdale CR, Lawson AR and Cohen DC (2000) Pastures for Dairy Production in Victoria, 2nd edn. Kyabram, Victoria, Australia: Department of Natural Resources and Environment: Kyabram Dairy Centre. Holmes CW (1987) Pastures for dairy cattle. In: Nicol AM (ed.) Livestock Feeding on Pasture, pp. 133±143. Wellington, New Zealand: New Zealand Society of Animal Production. Holmes CW and Wilson GF (1984) Milk Production from Pastures. Wellington, New Zealand: Butterworths. Stockdale CR (1999) Effects of season and time since defoliation on the nutritive characteristics of three irrigated perennial pasture species in northern Victoria. 1. Energy, protein and ®bre. Australian Journal of Experimental Agriculture 39: 555±565. Stockdale CR (2000) Levels of pasture substitution when concentrates are fed to grazing dairy cows in northern Victoria. Australian Journal of Experimental Agriculture 40: 913±921. Stockdale CR, Dellow DW, Grainger C, Dalley D and Moate PJ (1997) Supplements for Dairy Production in Victoria. Melbourne, Australia: Dairy Research and Development Corporation.
Non-Seasonal, PastureOptimized ± Dairy Cow Breeds in the United States M E McCormick, Louisiana State University Agricultural Center, Franklinton, LA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
679
Introduction Pasture-based dairies account for a relatively small percentage of the approximately 87 000 dairies in operation in the United States. A recent US Department of Agriculture survey indicated that the average US dairy contained 133 ha of land, but of that amount only 20 ha, or 14.9% of the total acreage, was devoted to pasture production. Pasture production varies considerably throughout the United States. In the traditional dairying regions, such as the upper midwestern states of Wisconsin and Minnesota, pasture use typically accounts for less than 10% of the farm area, but in the southeast and southern plain states, where long growing seasons and low soil fertility are prevalent, more than half of the average dairy farm land mass is in pasture. Although most US dairies are con®nement based, use of pasture in US dairy operations has grown steadily since the early 1990s, a time marked by relatively low milk prices and high production costs for housing, waste management and supplemental feed. Recent surveys indicate that summer grazing of forages has been adopted by as many as 20% northeastern and midwestern dairymanagers. Likewise, pasture use in Georgia, a state in the southeastern United States, grew from 34.5% in 1985 to 53.5% in 1995. Primary forages used for grazing during the spring and summer in the northeastern region include orchardgrass, bluegrass and perennial ryegrass, often grown in combination with variable amounts (10± 50%) of red or white clover. Major grazing crops grown for lactating dairy cows in the southern United States are annual ryegrass, wheat, oats and cereal rye, which are normally grazed from November to April. Summer grazing crops used by many southern dairy managers include perennials, such as bermudagrass and bahiagrass, and annuals, such as millet, sorghum-sudan, crab grass and signalgrass. Increased interest in pasture dairying has prompted several studies comparing milk production and the economics of cows receiving diets based on pasture to those fed maize or lucerne (alfalfa) silage-based total mixed rations (TMRs) in con®nement (Table 1). Study or survey sites ranged geographically from the southern states of Mississippi and Georgia to the more northern states of New York and Minnesota. Generally, grazing seasons in northern states range from 120 to 160 days, depending on ®rst frost day, and in many southern states may extend from 200 to 300 days per year. In southern states, droughts and low forage quality often restrict the number of days that pastures are suitable for grazing more than cold weather. Based on the university studies and farm surveys cited in Table 1, pasture-based herds may be expected
Holstein
Georgiac
Jersey
365 days for 3 y
rye, orchardgrass, bermudagrass, clover
Annual ryegrass, oat, signalgrass na
Bluegrass, orchardgrass, white clover Perennial ryegrass, white clover, orchardgrass na
Orchardgrass, clover
Pasture forages
7.4
na
11.2
na
0
7.0
7.3
Grain (kg dayÿ1)
5321
7009
8005
8110
5843
b
28.3
22.1
25.1
6108
7610
8938
8332
6816
40.5
23.7
25.4
Conf.a
Milk yield (kg yÿ1 or kg dayÿ1) Past.a
Past. pasture based systems, Conf. con®nement systems with maize silage±alfalfa hay based total mixed rations. Data obtained from university research. c Data obtained from farm surveys. na, Data not available.
a
North Carolina
Holstein
365 days for 2 y
Holstein
365 days
365 days
na
New York/ Pennsylvaniac Mississippib
b
28 days
140 days for 2 y
Holstein
Guernsey
150 days for 3 y
Study duration
Pennsylvaniab
Minnesota
Holstein
Virginiab
b
Dairy breed
Location
Table 1 Comparative performance characteristics of pasture-based and con®nement dairy systems in the United States
3.68
3.23
3.44
na
na
3.72
4.47
3.19
Past.a
4.10
3.33
3.59
na
na
3.48
4.64
3.57
Conf.a
Milk fat (%)
White et al., 2002
Smith and Ely, 1997
Murphy and Thomlinson, 1998
Hanson et al., 1998
Kolver and Muller, 1998
Rust et al., 1995
Polan et al., 1986
Source
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Optimized
to produce 8.1%, or in this case 581 kg per lactation, less milk than con®nement herds fed total mixed rations containing maize silage, alfalfa, ground maize and protein supplements. Milk from grazing herds contained less fat (3.60% vs. 3.85%), but similar amounts of protein (3.26% vs. 3.30%) compared to milk from con®ned herds. In spite of the lower milk production, several reports indicated US$60±180 higher net return per cow due to savings in stored feed, facilities, bedding, equipment and labour. Several plant, animal and environmental factors exist which may limit milk yield of pastured dairy cattle. Unlike stored forages, nutritional characteristics of pasture are dynamic, changing substantially with season, stage of maturity and, in some cases, with time of day. A major pasture management goal is to maintain pasture mass and nutritional value at optimum levels in order to maximize dry matter intake and milk yield. Proper fertilization stimulates growth, but concomitant stem elongation often depresses feeding value. In order to maximize leaf production and consumption by dairy cows, pastures should be grazed when leafy and vegetative, usually at plant heights ranging from 6 to 15 cm. Grazing small paddocks with many animals for a short duration (12±48 h) results in uniform defoliation and subsequent refoliation, which promotes high nutritional value and consumption. This managementintensive grazing system (MIG), which relies on electric fencing to divide large pastures into small paddocks, is widely used in New Zealand and is gaining acceptance in Europe and the United States. Higher fencing, water and labour costs associated with herds employing intensive grazing are often offset by higher milk yield, greater carrying capacity (more animals per land unit), lowered stored forage needs and improved milk quality. The primary plant-related factors that affect lactation performance of dairy cattle are forage availability and quality (nutritive value). Adequate forage mass must be available to maximize bite size, minimize maintenance requirements and maximize intake by grazing cows. Under intensive grazing systems, ef®ciency of pasture utilization (percentage of growth consumed) approaches 80%; however, pasture utilization may be 25% or less for continuous or other extensive grazing programmes. Low ef®ciency of pasture usage not only wastes valuable forage but may decrease pasture nutritive value, increase weediness and elevate per-animal forage costs. Generally, a temperate pasture growth rate of 40±50 kg of dry matter (DM) haÿ1 dayÿ1 will meet needs of Holstein cows stocked at 3 cows haÿ1; however, such high growth rates normally occur only for 3±4 months in the spring. As a consequence, cows must be stocked at
681
lower rates or supplemental forages must be provided to offset de®ciencies that occur when plant growth rate is slowed or forage quality is unacceptable. Pasture quality is affected by many factors, including stage of maturity, plant species, fertilization and environment. Since plant leaves are normally higher in protein and lower in ®bre compared to stems, maintaining a high leaf-to-stem ratio is desirable. As the plant matures, stem elongation takes place, followed by ef¯orescence and a decline in forage quality. For example, immature annual ryegrass growing in late February may exhibit a leaf-tostem ratio of 8 : 1, a crude protein concentration of 30% or more, and a neutral detergent ®bre concentration of 40% or less. However, at the mature seed stage in mid-May, the same forage may have a leaf-tostem ratio of 1 : 3, a protein content of less than 8% and a ®bre concentration above 70% of dry matter. This emphasizes the importance of pasture management strategies which delay plant maturation and promote availability of young leafy regrowth. As a rule, pasture quality in southern states is highest for winter annuals such as annual ryegrass, intermediate for summer annuals such as millet, and lowest for summer perennial grasses such as bermudagrass. In contrast, perennial temperate forages, such as orchardgrass and bluegrass, often provide highquality spring and summer grazing in the central and northeastern United States. Legumes, such as white and red clover, are often grown with grasses in the central and northeastern United States and may account for as much as one-third of the total pasture used by grazing dairy cows. Clovers usually contain less ®bre (lower cell wall content) than grasses, which improves rate of digestion and increases forage dry matter intake by grazing cattle. Furthermore, the growth patterns of clovers promote higher green-leaf consumption compared to grasses, which, in combination with improved digestibility, may increase milk yield 4±8% over pure grass swards.
Conserved Forage Supplementation Year-round pasture production is an often discussed, but seldom achieved, goal of grazing dairies. Even states with subtropical climates, such as Louisiana and Florida, experience periods of cool weather and drought which necessitate use of conserved forages. In these southern states, summer pastures are often grazed during the cool of the night and conserved forages are offered during the hot day time hours to minimize the effects of heat stress on forage consumption. Conserved forages are also fed to compensate for declines in quality of grazed pastures, to
682
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Optimized
increase effective ®bre concentrations of lush pasture and to increase the number of animals per unit land area (stocking rate). Maize silage is a commonly fed conserved forage on pasture-based dairies in the United States. During the winter many central and northern US dairy farms feed total mixed rations; therefore this stored forage is readily available to supplement pastures, particularly in summer and early fall when pasture availability is marginal. Maize silage has generally proven superior to native hay and grass silage for supplementing pastures in both the United States and Australia. Growing conditions do not favour maize silage production in many European countries; therefore, grass silage conserved in either clamps or bales remains popular. Research conducted during the summer in Louisiana compared cows grazing bermudagrass with no supplemental forage to those grazing at night and offered either fresh sorghum, 3 kg alfalfa hay plus ad libitum native hay, 7 kg alfalfa hay or ad libitum maize silage. Sorghum and limited alfalfa hay increased milk yield by about 9% above pasture-only controls, while the high level of alfalfa and maize silage supplementation increased milk yield by 16.3% and 24.0% above controls, respectively. Although high levels of alfalfa increased milk production signi®cantly, economics favoured supplementation with locally grown maize silage. Although maize silage is a superior supplemental forage, it is expensive to maintain equipment for growing, storing and feeding silage. In many parts of the United States graziers take advantage of custom producers to grow and harvest maize for silage. This does improve the economics associated with maize silage feeding. Still other pasture-based dairy managers are turning to high-quality bale silage to meet stored forage needs. The long particle length of baleage promotes rumination and milk fat production which is often an advantage for cows grazing lush pastures low in effective ®bre. Because of its low wilting time requirement (an important consideration in high rainfall areas), low equipment costs, low storage losses and high nutritive value (relative to native hays), conservation of forage crops such as annual ryegrass, wheat and millet as bale silage is on the increase, particularly among dairy managers who graze their cattle for a signi®cant portion of the year.
Feed Management Concentrate supplementation of pasture is an accepted management strategy on most US pasturebased dairies. Economics, grain availability and animal health are major factors governing the
amount and type of concentrate provided to grazing dairy cattle. Although there is considerable variation from year to year, the ratio of US milk to grain prices normally averages near 2 : 1, while in other countries, such as New Zealand, price relationships between milk and grain are closer to 1 : 2 or lower. Relatively inexpensive grain costs have spurred considerable research aimed at de®ning the optimum level of grain feeding that maximizes milk yield while avoiding digestive upsets and milk-fat depression. Lactation responses to pasture supplements vary with amount and quality of the supplement, pasture intake, and quality and stage of lactation of the cows. In a pasture supplementation study Australian researchers noted that the response in milk production fell from 1.6 to 0.7 kg milk kgÿ1 concentrate supplement as stage of lactation progressed and level of feeding increased. In general, feeding above 7 kg dayÿ1 concentrate tended to provide marginal responses in milk yield, but often feeding up to 11 kg was necessary to maintain body weight or restore postpartum condition loss. In many cases, feeding more than 6 kg dayÿ1 concentrate per head substantially depressed milk fat concentration. Although most research indicates that income over feed costs are optimized at a ratio of about 1 : 4.5 concentrate to milk for grazing cows, the majority of these studies were conducted with mid to late lactation cows for relatively short periods. The optimum ratio of concentrate to milk will probably vary with the availability and nutrient status of the pasture as well as the genetic merit, stage of lactation, energy status and reproductive status of the cow. Ideally, the chemical composition of the concentrate should complement the composition of the grazed pasture so that the combination meets the nutrient requirements of the grazing dairy cow. Immature pasture often is high in moisture, crude protein and rumen degradable protein and low in ®bre. Therefore, most research indicates that pastured dairy cows rarely respond to concentrates that contain more than 16% crude protein. Although most fresh pasture contains low quantities of rumen undegradable protein, addition of rumen undegradable sources such as ®sh meal, maize gluten meal and expeller soya bean meal have seldom improved milk yield. In most instances protein needs for moderate levels of milk production ( < 35 kg dayÿ1) may be met by traditional protein supplements, such as solvent soya bean meal and cottonseed meal, along with the protein in pasture and that synthesized through rumen microbial growth. Rumen undegradable protein supplementation of pasture has proved bene®cial with high-producing, early lactation cows, but targeting supplements for speci®c
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Optimized
groups of lactating cows, though common in con®nement operations, is dif®cult on grazing farms. Nevertheless, varying the amount and type of concentrate with stage of lactation and pasture quality can be bene®cial. Research at Pennsylvania State University demonstrated that weekly adjustments in concentrate composition and intake, based on changes in pasture availability and quality, reduced feed costs by 12±15% without lowering milk yield. Pastured dairy cattle typically experience greater loss of postpartum condition than cows fed in con®nement. This may be due to higher maintenance requirements, lower dry matter intake, low energy density or poor dietary energy utilization. As a rule, grain mixtures that provide an abundant supply of soluble carbohydrates in combination with digestible ®bre are most conducive to high milk yield while maintaining rumen health. In addition, supplementation with high-fat byproducts such as whole cottonseed (at 10±12% of diet DM) has been shown to maintain a milk yield similar to ground maize, while increasing milk fat content considerably. Addition of vegetable oils is often limited to 2±3% of concentrate DM since these rumen-soluble fat sources are known to inhibit ®bre digestibility and lower milk fat concentration.
Health Mastitis is the leading health problem of dairy cattle in the United States. A Vermont study compared milk quality and udder health of 15 dairy herds using traditional continuous grazing, MIG, or con®nement feeding. They found that mean standard plate bacterial counts were lower in milk from rotationally grazed herds than from con®ned herds or continuous grazing herds. Milk from MIG herds with more than 60 cows contained more coliform bacteria than milk from MIG herds with fewer than 60 cows. These ®ndings were con®rmed in a 3-year North Carolina State University study in which the incidence of clinical mastitis among pasture-fed cows was 24% compared to 43% for cows fed in con®nement. Jersey cows experienced a lower incidence of mastitis than Holstein cows in both the pasture and con®nement herds. Although data are sparse, the incidence of other infectious diseases appears similar between grazing and con®nement herds. Obviously, hygiene, vaccination practices and overall animal care probably play a greater role in disease incidence among dairy herds than forage programmes per se. Nevertheless, there are several diet-related disorders that are more likely to occur among pastured dairy cows than in cows receiving diets based on stored forages. Milk
683
fever, a condition arising from the cows' inability to mobilize calcium reserves at parturition, may be elevated among grazing herds that allow preparturient cows to graze large quantities of lush pasture. Other disorders of concern for grazing dairy cows are bloat, chie¯y associated with leguminous species, hypomagnesaemia (grass tetany) and nitrate toxicity. Most of the above-mentioned disorders can be prevented with proper mineral supplementation and pasture management. There is some evidence that hoof damage is more prevalent for cows fed on a concrete surface than those in pasture systems, but management factors such as level of dietary effective ®bre, mineral nutrition and overall cow comfort may have a greater effect on hoof disease than the speci®c housing system employed.
Summary In summary, pasture-based herds tend to produce less milk (8±10%) of lower milk fat than con®nement herds, but net returns may be higher due to lower labour, stored forage and waste management costs. Dairies in more northern climes typically graze 4±5 months in the spring and summer, relying on stored forages and TMRs the remainder of the year. Many of these dairies use an autumn calving programme so that cows are being fed TMR in con®nement at peak milk time and at mid to late lactation; when diet nutrient requirements are lower, cows are turned onto spring pasture. Under the northern system, concentrate supplementation is minimal (2± 6 kg dayÿ1). In contrast, in southern dairies in which cows are on pasture for much of the year, concentrate is usually supplemented at a higher rate to maximize peak milk production and assure adequate energy repletion for timely rebreeding. Forage supplementation is necessary on all dairies during periods of drought, cold and low pasture quality. In regions of high humidity, many hay producers are adopting the bale silage technology to reduce ®eld losses and improve forage quality. Pastured herds tend to experience fewer mastitis and foot problems than con®nement herds, though caution must be exercised to avoid metabolic problems associated with low plant mineral concentrations and plant toxins. Pasture will continue to be an important forage component for many small to moderate-sized (50± 250 cows) US dairies. See also: Dairy Farm Management Systems: Seasonal, Pasture-Based ± Dairy Cow Breeds; NonSeasonal, Pasture-Based Milk Production Systems in Western Europe; Dry Lot ± Dairy Cow Breeds. Diseases of Dairy Animals, Noninfectious: Milk
684
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Based
Fever; Grass Tetany; Bloat. Forages and Pastures: Perennial Forage and Pasture Crops ± Species and Varieties; Perennial Forage and Pasture Crops ± Establishment and Maintenance; Annual Forage and Pasture Crops ± Species and Varieties; Grazing Management. Stress, Heat, in Dairy Cattle: Effects on Mik Production and Composition.
Further Reading Bernard JK and Carlisle RJ (1999) Effect of concentrate feeding level on production of Holstein cows grazing winter annuals. Professional Animal Scientist 15: 164±168. Clark DA, Penno JW and Neil PG (1997) Nutritional merits and problems of pasture. In: Welch RAS, Burns DJW, Davis SR, Popay AI and Prosser CG (eds.) Milk Composition, Production, and Technology, pp. 397± 418. New York: CAB International. Garnathy PC (1990) Feeding calcium salts of fatty acids in high starch or high ®bre compound supplements to cows at grass. Animal Production 51: 441±447. Goldberg JJ, Wildman EE, Pankey JW et al. (1992) The in¯uence of intensively managed rotational grazing, traditional continuous grazing, and con®nement housing on bulk tank milk quality and udder health. Journal of Dairy Science 75: 96±104. Hanson GD, Cunningham LC, Morehart MJ and Parsons RL (1998) Pro®tability of moderate intensive grazing of dairy cows in the northeast. Journal of Dairy Science 81: 821±829. Hongerholt DD and Muller LD (1998) Supplementation of rumen undegradable protein to diets of early lactation Holstein cows on pasture. Journal of Dairy Science 81: 2204±2214. Kolver E, Muller LD, Varga GA and Cassidy TJ (1998) Synchronization of ruminal degradation of supplemental carbohydrate with pasture nitrogen in lactating dairy cows. Journal of Dairy Science 81: 2017±2028. McCormick ME, Cuomo GC and Blouin DC (1998) Annual ryegrass stored as balage, haylage, or hay for lactating dairy cows. Journal of Production Agriculture 11: 293±300. Moran JB and Wamungai WN (1992) Maize silage for the pasture-fed dairy cow. 3. A comparison with greenchop maize while grazing perennial pastures in late summer. Australian Journal of Experimental Agriculture 32 279± 285. Murphy B (1994) Better Farming with Voisin Management Intensive Grazing, 3rd edn. Colchester: Arriba Publishing. Polan CE, Blaser RE, Miller CN and Wolf DD (1986) Utilization of pasture by dairy cows. Journal of Dairy Science 69: 1604±1612. Rust JW, Sheaffer CC, Eidman VR, Moon RD and Mathison RD (1995) Intensive rotational grazing for dairy cattle. American Journal of Alternative Agriculture 10: 146±150. Short SD (2000) Structure, Management, and Performance Characteristics of Specialized Dairy Farm Businesses in
the United States. Washington DC: US Department of Agriculture. Smith JW and Ely LO (1997) The in¯uence of feeding and housing systems on production, reproduction, and somatic cell count scores of southern Holstein herds. Professional Animal Scientist 13: 155±161. Stockdale CR (1999) Effect of cereal grain, lupins±cereal grains, or hay supplements on intake and performance of grazing dairy cows. Australian Journal of Experimental Agriculture 30: 11±16. White SL, Benson GA, Washburn SP and Green JT Jr (2002) Milk production and economic measures in con®nement or pasture systems using seasonally calved Holstein and Jersey cows. Journal of Dairy Science 85: 95±104.
Non-Seasonal, Pasture-Based Milk Production Systems in Western Europe C S Mayne and J McCaughey, Agricultural Research Institute of Northern Ireland, Hillsborough, Co Down, UK Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Milk production systems in western Europe have been subject to major change in the last 30 years. This is re¯ected in the change in emphasis from increased production per cow and per farm in the 1970s, quota restrictions on milk output at farm level through the 1980s and 1990s and into the current millennium, to current concerns relating to animal welfare, food safety and the environmental impact of milk production systems. These trends have been re¯ected in signi®cant changes in yield per cow and average herd size throughout western Europe. For example, in the original nine Member States of the European Union (EU: Germany, France, Italy, Netherlands, Belgium, Luxemburg, United Kingdom, Republic of Ireland and Denmark) the total dairy herd population has decreased from 24.9 million cows in 1975 to 18.5 million cows in 1993, whilst milk yield per cow has increased from 3700 to 5010 kg over the same time period. Similarly, average herd size has increased from 11.3 cows per farm in 1975 to 26.1 cows per farm in 1993.
684
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Based
Fever; Grass Tetany; Bloat. Forages and Pastures: Perennial Forage and Pasture Crops ± Species and Varieties; Perennial Forage and Pasture Crops ± Establishment and Maintenance; Annual Forage and Pasture Crops ± Species and Varieties; Grazing Management. Stress, Heat, in Dairy Cattle: Effects on Mik Production and Composition.
Further Reading Bernard JK and Carlisle RJ (1999) Effect of concentrate feeding level on production of Holstein cows grazing winter annuals. Professional Animal Scientist 15: 164±168. Clark DA, Penno JW and Neil PG (1997) Nutritional merits and problems of pasture. In: Welch RAS, Burns DJW, Davis SR, Popay AI and Prosser CG (eds.) Milk Composition, Production, and Technology, pp. 397± 418. New York: CAB International. Garnathy PC (1990) Feeding calcium salts of fatty acids in high starch or high ®bre compound supplements to cows at grass. Animal Production 51: 441±447. Goldberg JJ, Wildman EE, Pankey JW et al. (1992) The in¯uence of intensively managed rotational grazing, traditional continuous grazing, and con®nement housing on bulk tank milk quality and udder health. Journal of Dairy Science 75: 96±104. Hanson GD, Cunningham LC, Morehart MJ and Parsons RL (1998) Pro®tability of moderate intensive grazing of dairy cows in the northeast. Journal of Dairy Science 81: 821±829. Hongerholt DD and Muller LD (1998) Supplementation of rumen undegradable protein to diets of early lactation Holstein cows on pasture. Journal of Dairy Science 81: 2204±2214. Kolver E, Muller LD, Varga GA and Cassidy TJ (1998) Synchronization of ruminal degradation of supplemental carbohydrate with pasture nitrogen in lactating dairy cows. Journal of Dairy Science 81: 2017±2028. McCormick ME, Cuomo GC and Blouin DC (1998) Annual ryegrass stored as balage, haylage, or hay for lactating dairy cows. Journal of Production Agriculture 11: 293±300. Moran JB and Wamungai WN (1992) Maize silage for the pasture-fed dairy cow. 3. A comparison with greenchop maize while grazing perennial pastures in late summer. Australian Journal of Experimental Agriculture 32 279± 285. Murphy B (1994) Better Farming with Voisin Management Intensive Grazing, 3rd edn. Colchester: Arriba Publishing. Polan CE, Blaser RE, Miller CN and Wolf DD (1986) Utilization of pasture by dairy cows. Journal of Dairy Science 69: 1604±1612. Rust JW, Sheaffer CC, Eidman VR, Moon RD and Mathison RD (1995) Intensive rotational grazing for dairy cattle. American Journal of Alternative Agriculture 10: 146±150. Short SD (2000) Structure, Management, and Performance Characteristics of Specialized Dairy Farm Businesses in
the United States. Washington DC: US Department of Agriculture. Smith JW and Ely LO (1997) The in¯uence of feeding and housing systems on production, reproduction, and somatic cell count scores of southern Holstein herds. Professional Animal Scientist 13: 155±161. Stockdale CR (1999) Effect of cereal grain, lupins±cereal grains, or hay supplements on intake and performance of grazing dairy cows. Australian Journal of Experimental Agriculture 30: 11±16. White SL, Benson GA, Washburn SP and Green JT Jr (2002) Milk production and economic measures in con®nement or pasture systems using seasonally calved Holstein and Jersey cows. Journal of Dairy Science 85: 95±104.
Non-Seasonal, Pasture-Based Milk Production Systems in Western Europe C S Mayne and J McCaughey, Agricultural Research Institute of Northern Ireland, Hillsborough, Co Down, UK Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Milk production systems in western Europe have been subject to major change in the last 30 years. This is re¯ected in the change in emphasis from increased production per cow and per farm in the 1970s, quota restrictions on milk output at farm level through the 1980s and 1990s and into the current millennium, to current concerns relating to animal welfare, food safety and the environmental impact of milk production systems. These trends have been re¯ected in signi®cant changes in yield per cow and average herd size throughout western Europe. For example, in the original nine Member States of the European Union (EU: Germany, France, Italy, Netherlands, Belgium, Luxemburg, United Kingdom, Republic of Ireland and Denmark) the total dairy herd population has decreased from 24.9 million cows in 1975 to 18.5 million cows in 1993, whilst milk yield per cow has increased from 3700 to 5010 kg over the same time period. Similarly, average herd size has increased from 11.3 cows per farm in 1975 to 26.1 cows per farm in 1993.
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Based
Within western Europe, milk production systems can primarily be classi®ed as non-seasonal, pasturebased systems. Favourable climatic conditions for grass growth enable high yields of grass from intensively fertilized perennial ryegrass swards. However, in comparison to milk-producing regions in the southern hemisphere, the higher milk price in this region, resulting from quota regulation of milk supply, enables pro®table production of milk during the winter period when cows are housed and offered conserved forage and supplementary feeds. The primary objective of this article is to examine the major characteristics of production systems in this region, to highlight some of the major challenges facing these systems and to suggest how these systems might change in the future.
Management Systems Within western Europe, dairying systems can be classi®ed into two major categories: either seasonal spring-calving systems or non-seasonal production systems. Seasonal Spring-Calving Systems Designed to Maximize Milk Production from Grazed Pasture
In this system, calving is targeted to coincide with the onset of grass growth in spring (February and March) and the primary objective is to achieve 7±9 months of pasture feeding. Supplementary concentrates are used in some instances to increase individual animal performance. During the winter period, when animals are housed indoors, grass silage is the predominant basal forage. This system is used widely throughout the Republic of Ireland and in western regions of the United Kingdom. The principles of this production system are very similar to those in other regions of the world with highly specialized pasture-based milk production systems (e.g. New Zealand, Australia and South America).
685
Non-Seasonal Pasture-Based Milk Production Systems
The vast majority of milk production systems in western Europe can be classi®ed as non-seasonal systems, with the degree of reliance on grazed pasture primarily dependent on grass growing conditions. In these systems, animals may calve through all 12 months of the year, but in the majority of systems, calving is targeted during the autumn/early winter period. During the winter feeding period, when cows are housed indoors and which may last from 3 to 6 months, depending on soil and climatic conditions, animals have ad libitum access to either grass or maize silage supplemented with cereals, byproduct feeds or concentrates depending upon individual farm circumstances. Animals are normally turned out to pasture for between 6 and 9 months of the year with supplementary concentrates being fed to higheryielding cows during the grazing period. It is dif®cult to generalize on feed input/milk output relationships, given the wide range of feed inputs between herds but, in general these systems span the full range from 0.75 t concentrate and 5500 l per lactation to 3.0 t concentrate and 12 500 l per lactation.
Dairy Cow Breeds The Holstein±Friesian breed is the predominant dairy breed throughout western Europe. For example, approximately 94% of the national herd in the United Kingdom is Holstein±Friesian. Other dairy breeds (Simmental, Jersey, MontbeÂliard, Normande, Scandinavian red breeds) have a signi®cant presence in localized regions but in general are in decline across Europe. This can be attributed in part to the fact that these other breeds have not achieved the same genetic progress in milk production as the Holstein±Friesian. There is clear research evidence that the increase in genetic merit for milk production with the Holstein±Friesian breed has signi®cantly improved the ef®ciency of conversion of feed into milk, as shown in Table 1. In this study, cows of
Table 1 Effect of dairy cow genetic merit (Holstein±Friesian) on production ef®ciency for the ®rst 150 days of lactation Genetic merit (predicted transmitting ability)
Food intake (kg DM dayÿ1)
Milk yield (kg dayÿ1)
Gross energetic ef®ciency (milk energy output/feed energy input)
Condition score change
Partial energetic ef®ciency (kl)
Low Medium High
19.0 19.4 20.2
29.0 30.6 37.2
0.25 0.27 0.30
0.54 0.52 ÿ0.18
0.59 0.58 0.58
DM, dry matter. Reproduced with permission from Gordon FJ, Patterson DC and Yan T (1995) Animal Science 61: 199±210.
686
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Based
differing genetic merit were offered a total mixed ration ad libitum for 150 days in early lactation. It is worth noting that the higher-merit animals had only marginally higher feed intakes, despite their higher milk yields and consequently lost body condition, with approximately 50% of the increased milk yield with high-merit animals being directly attributed to mobilization of body reserves. Further detailed studies using energy exchange measurements in respiration chambers suggest that genetic merit has little effect on the partial energetic ef®ciency for milk production. This highlights one of the major problems of increasing genetic merit in production systems with a high reliance on grazed or conserved grass. In such systems the small increase in intake potential associated with increasing genetic merit is not suf®cient to support the increased demands of lactation, and consequently animals have to draw further on body energy reserves, particularly in early lactation. The higher metabolic turnover in these animals predisposes them to an increased risk of a range of production diseases, including mastitis, lameness and infertility. Given the increasing consumer interest in animal welfare and food safety issues, it is evident that breed selection goals need to be widened to embrace `secondary' traits such as production diseases and cow longevity. It is worth noting that these traits are now being included in broader `total merit'-based selection programmes in a number of European countries.
Indoor/Winter Housing and Feeding There is considerable variation in the duration of the winter housing period across western Europe, ranging from a minimum of 1 month per year in southwest Ireland to 8 months per year in Scandinavia. This range primarily re¯ects differences in climate and soil type which limit the duration of both the growing and the grazing seasons. Housing Systems
During the indoor-housed period, the majority of dairy cows in western Europe are loose-housed in freestall cubicle houses with ad libitum access to grass or maize silage. In recent years there have been major improvements in the design of cubicles and cubicle ¯oor coverings to improve cow comfort, with longer cubicles (up to 2.75 m) now being recommended for today's Holstein±Friesian cow. Similarly, major advances have occurred in slurry-handling systems to minimize labour use, ranging from the use of slatted ¯oors with underground slurry tanks to automated
scraper systems which scrape slurry from solid ¯oors to external slurry stores. A key consideration on farms throughout Europe is the requirement (which is legislative in some countries) to ensure that there is suf®cient slurry storage capacity to avoid the need for return of slurry/farm waste to the land during periods when it may result in environmental damage (e.g. pollution of water courses). Feeding Systems
Grass and maize silage are the main conserved forages used throughout western Europe with approximately 45 million tonnes of dry matter (DM) of each forage conserved annually. Until relatively recently, forage was either self-fed (for example, cows `grazed' silage behind a feed fence in the silo) or easy-fed (silage removed from the silo and fed to the cows behind a feed barrier), with cows receiving supplementary feed twice daily during milking. More recently, with the rapid expansion in herd size throughout Europe, there has been increased adoption of total mixed ration feeding systems in which silage and a range of other feeds including cereals (wheat, barley, maize), byproduct feeds (sugar beet pulp, citrus pulp and maize gluten) and protein supplements (soya bean meal, rapeseed meal) are mixed prior to feeding behind a free-access feed manger.
Forage Conservation Systems High-quality conserved forage is the basis for milk production during the indoor-housed period. In grass silage-based systems, grass is normally harvested on three occasions over the growing season from intensively fertilized perennial ryegrassbased swards, with the timing of the ®rst harvest being particularly important as an aid to grazing management. The key factors in¯uencing feed value of conserved grass include stage of growth or digestibility at the time of harvest, DM content and fermentation characteristics. Under ideal conditions, the objective is normally to ensile grass with a DM content between 250 and 300 g kgÿ1 fresh weight with a D-value (digestible organic matter in the DM) of 680±720 g kgÿ1. This normally involves harvesting the grass sward in early/mid-May, early July and again in mid-August. Given the climatic conditions in western Europe, it is not always possible to ensile grass with a DM content above 250 g kgÿ1 fresh weight, and in these situations, grass is often ensiled directly at lower DM content without a ®eld-wilting period. Research data indicate that high levels of animal performance can be achieved with silages with DM contents of 180±200 g kgÿ1, although a key requirement in this situation is to ensure adequate
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Based
silage ef¯uent collection procedures are in place during ensilage to minimize pollution risk. Recent research has shown that crop-drying rates can be improved, either by intensive conditioning and tedding in the ®eld, or by using forage mat-making techniques in which herbage is macerated and compressed during cutting. In situations where it is not possible to wilt herbage prior to ensiling there is now a substantial volume of evidence to indicate that treatment of low DM herbage at ensiling with either formic acid or an effective inoculant additive will improve food intake and animal performance. Responses to formic acid treatment can be attributed to improvements in silage fermentation, whereas responses with inoculant treatment appear to be related to reduction in the activity of plant enzyme systems and therefore reduced proteolysis in the immediate postensiling period. The major factor in¯uencing animal performance from grass silage-based diets is silage digestibility. For example, each 10 g kgÿ1 decrease in silage Dvalue will result in reductions in silage DM intake and milk yield of approximately 0.15 and 0.35± 0.40 kg dayÿ1, respectively. This emphasizes the importance of harvest date in early season as, under typical western European conditions, each week delay in harvest from early May onwards results in a decline in digestibility (D-value) of 18 g kgÿ1. One of the most exciting recent advances in relation to grass silage has been the development of improved systems for the prediction of silage feeding value (intake potential and digestibility) based on near-infrared spectroscopy (NIRS). Given that NIRS is widely used to predict the chemical composition and digestibility of a wide range of feedstuffs,
687
routine prediction of the intake characteristics and digestibility of grass silage is now feasible at minimal additional cost. The popularity of forage maize as a winter forage crop has increased dramatically in recent years, re¯ecting advances in plant breeding, higher DM yield potential compared to grass silage and the fact that the crop can be harvested in one operation per year. In most instances, maize silage is included as an additional forage in the diet, substituting for grass silage, with maize inclusion rates up to 60% of total forage within the ration. An example of the effect of the partial replacement of grass silage with forage maize on forage intake and animal performance is presented in Table 2. Recent evidence suggests that effects of forage maize inclusion on food intake and animal performance are highly dependent on the DM and starch content of maize, with responses in animal performance increasing up to a level of 30% starch in maize DM. Supplementation Strategies
Even with high-quality grass or maize forage, DM intake and animal performance are unlikely to exceed 16 kg dayÿ1 DM and 20 kg dayÿ1 milk respectively without supplementation. The main objective in providing supplementary feed is to improve the overall ef®ciency of nutrient use by the animal and thereby enhance animal performance. Traditionally, supplementary feeds offered to dairy herds in western Europe were based on compound feed supplements, formulated in pellet form and offered to cows twice daily during milking. However, there is currently an increasing trend towards the use of complete mixed diets, with forage and a range of supplementary feedstuffs being completely mixed prior to feeding.
Table 2 Effect of partial replacement of grass silage with forage maize on dairy cow performance Forage type
Food intake (kg DM dayÿ1) Grass silage Maize silage Total Animal performance Milk yield (kg dayÿ1 per cow ) Milk composition (g kgÿ1) Fat Protein
Study 1
Study 2
Grass silage only
Grass/maize silage mixture
Grass silage only
Grass/maize silage mixture
9.3 0 14.6
6.4 3.1 14.8
10.3 0 16.5
8.5 4.1 18.8
23.8
22.5
20.9
24.0
33.5 29.3
35.3 30.7
41.5 30.3
40.5 31.4
Study 1: Reproduced with permission from Fitzgerald S, Murphy JJ and Crosse S (1994) Proceedings of the IGAPA Research Meeting, pp. 45±46. Study 2: Reproduced with permission from Phipps RH, Jones AK and Sutton JD (1996) Proceedings of the BSAS Winter Meeting, p. 81. DM, dry matter.
688
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Based
Research data suggest that total mixed diets may increase animal performance compared to twice daily feeding of supplements, but responses are generally only observed at high feed levels (greater than 12 kg dayÿ1 per cow). The provision of supplementary feed in addition to a basal forage normally results in a reduction in forage intake, with typical substitution rates ranging between 0.3 and 0.7 kg reduction in forage DM intake per kg increase in concentrate DM intake. Substitution rate is highly correlated with the intake of the forage as a sole feed and consequently, with high intake forages, incremental increases in supplement feed level result in higher substitution rates and lower production responses compared to those obtained with low intake forages, as shown in Figure 1. Consequently, increased consideration is now being given to formulating supplementary feeds which act as true complementary feeds with highquality forages. This requires a better understanding of the pattern of nutrient supply to rumen microorganisms to avoid asynchrony of nutrient ¯ow.
Pasture Management Climatic and soil conditions in western and northern regions of Europe favour the use of grass as the primary forage crop. Utilization of grass by grazing animals has long been recognized as the most economically ef®cient, but also most challenging, means of converting grass to animal product. It is also
widely recognized that grazing requires substantially fewer resource inputs than other methods of pasture utilization, is more sensitive to the welfare needs of animals and also helps to preserve the rural landscape. Given these advantages, it is clear why grazed grass continues to play a major role in non-seasonal milk production systems in western Europe. Grazing Systems
A wide range of grazing systems are operated on farms in western Europe, ranging from controlled rotational grazing in the Republic of Ireland, parts of the United Kingdom, France and Netherlands to more extensive set stocked systems with animals having access to the entire grazing area. Experimental evidence indicates little difference between grazing systems in terms of effects on individual animal performance or output per hectare, even with highyielding cows. However, rotational grazing offers a number of management advantages compared with continuous grazing in practice. For example, rotational grazing enables identi®cation of grass shortages and surpluses and offers greater ¯exibility to adjust grass supply (through addition or removal of paddocks). Rotational grazing systems also facilitate a range of options for controlling sward quality in situations where the objective is to maximize grass intake and production per animal rather than utilization per hectare. For example, individual paddocks can be mechanically topped following grazing or a leader/follower grazing system can be used to
39.0
Milk yield (kg day–1)
37.0
y = –0.061x 2 + 1.632x + 26.36
35.0
33.0 y = –0.060x 2 + 1.823x + 22.19
31.0
29.0
27.0
25.0 0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
22.0
Concentrate intake (kg day–1) Figure 1 Effect of concentrate feed level on milk yield (adjusted to 32 g kgÿ1 protein and 40 g kgÿ1 fat) with high (ÐÐ) and medium (- - - - -) feed value silages. (Reproduced with permission from Ferris et al. (2001) Journal of Agricultural Science 136: 319±329.)
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Based
utilize residual herbage with lower-yielding cows or drystock. Grass Intake and Grazing Efficiency
Milk production from grazed pasture is essentially a function of three factors: the quantity of grass produced; the ef®ciency of harvesting by the grazing animal; and the ef®ciency of conversion of grass to milk within the cow. Intensively fertilized perennial ryegrass swards predominate in the major dairying regions in western Europe, with levels of nitrogen fertilizer up to 350 kg haÿ1 yearÿ1 being used on the most intensive farms. Such swards are capable of producing up to 13.5 t DM haÿ1 yearÿ1, which is considerably in excess of that which can be achieved from grass/white-clover swards. Consequently, grass/ white-clover swards are not widely used at present in the main dairying regions within western Europe. Furthermore, tactical use of nitrogen through the growing season enables limited manipulation of the seasonal pattern of grass growth to facilitate early and late grazing and a more uniform pattern of grass growth through the summer period. The major challenge in grazing management is to balance the con¯ict between maximizing intake per cow against the need to ensure a high ef®ciency of grassland utilization. Maximum intake and hence production per animal is achieved at low grazing intensity, whereas a high grazing intensity is required to achieve ef®cient sward utilization. Clearly, increases in the production potential of the grazing animal, such as those achieved through genetic selection within the Holstein±Friesian breed, have major implications for grazing systems. Ultimately, this con¯ict between yield per animal and ef®ciency of grassland use has resulted in the development of three main grazing systems: 1. Moderate genetic merit cows grazed relatively intensively, with minimal supplementary feed. The overall objective of this system is to achieve a high ef®ciency of grass use whilst accepting
689
lower milk yields per cow (4500±5750 kg milk per cow). 2. High genetic merit cows grazed at low stocking rates, with minimal supplementary feed. The overall objective of this system is to achieve a high milk yield per cow, whilst accepting a lower level of grass utilization (6000±7500 kg milk per cow). 3. High genetic merit cows grazed at moderate to high stocking rates, with supplementary feed as required. The overall objective of this system is to achieve a high milk yield per cow (6500±8000 kg milk per cow), whilst also achieving high levels of grass utilization. Supplementation at Pasture
The provision of supplementary feeds to dairy cows at pasture is normally undertaken either to improve animal performance over and above that which can be produced from pasture alone (as in system 3 above) or to maintain performance during periods of grass shortage. There is a wide variation in response to supplementation at pasture depending on grazing conditions, production potential of the cow and the level of supplementation. However, recent evidence suggests that high-yielding cows (>35 kg dayÿ1 milk) respond better to supplements than lower-yielding animals ( < 25 kg dayÿ1 milk). This re¯ects the inability of the high-yielding cow to harvest suf®cient additional herbage to meet her increased nutrient requirements. Recent recommendations, shown in Table 3, suggest target concentrate feed levels for cows of differing yield potential through the grazing season. Increased concentrate feed levels are required later in the season to compensate for the lower herbage intake characteristics of mid- and lateseason swards.
Animal Health Concerns Detection of new and emerging diseases at the earliest possible opportunity is of increasing importance
Table 3 Suggested concentrate feed levels for high-yielding dairy cows in early and late season offered a moderate herbage allowance Early-season target milk yield (kg dayÿ1 per cow)
ÿ1
Potential milk yield from grass (kg day ) Supplement feed level required (kg dayÿ1 per cow)
Late-season target milk yield (kg dayÿ1 per cow)
25.0
35.0
40.0
25.0
35.0
27.0 0
29.4 4.5
30.9 7.0
20.0 4.0
24.5 8.5
Reproduced with permission from Mayne CS, Wright JA and Fisher GEJ (1999) Grassland management under grazing and animal response. In: Hopkins A (ed.) Grass: Its Production and Utilization, 3rd edn, British Grassland Society. Oxford: Blackwell Science.
690
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Based
to minimize hazards for consumers, producers and trade. Recent epidemics of bovine spongiform encephalopathy (BSE) and foot-and-mouth disease in the United Kingdom highlight the need to monitor the industry and to act promptly. However an effective, ef®cient and inclusive system has yet to be developed. The major endemic disease problems in dairy cows are mastitis, lameness and infertility. Concerns for animal welfare and consumer awareness of potential for transfer of antibiotic resistance to pathogenic bacteria increase the need for prevention and nontherapeutic control of these conditions. Mastitis
In a recent farm survey, mastitis accounted for a signi®cant (9.5%) proportion of cows removed from the herd on an annual basis. Infections caused by Escherichia coli or Streptococcus uberis account for at least 50% of clinical mastitis cases. The former occurs most commonly in recently calved cows that are stressed by milk fever, prolonged labour, etc. Controls include preventing these stress conditions, improving environmental conditions and careful hygiene, particularly at calving. A vaccine has recently been approved for use but there are limited data to determine the impact that this will have in adding to normal prevention. Streptococcus uberis is an increasingly important cause of clinical mastitis in the United Kingdom and can persist following clinical recovery. Infections due to other streptococcal species, Staphylococcus spp. and Arcanobacterium pyogenes occur less frequently but result in culling, particularly in older cows when there is residual pathology after clinical cure. Prevention by dry-cow therapy is a common approach to minimize disease associated with these bacteria. Mycoplasma spp. infections are also increasing and, although there can be self-cure in younger cows, effective therapies are needed. Other infections that may compromise immunity have been linked to mastitis. For example, clinical mastitis increases in the year following the introduction of bovine virus diarrhoea virus to naive herds. Fortunately, selection for low somatic cell counts in breeding programmes has not increased susceptibility to mastitis and may reduce clinical cases when included as a breeding goal. Early detection of mastitis is essential to improve cow welfare, reduce production loss and meet consumer requirements for safe milk products. The installation of automated milking systems to increase milking frequency and reduce labour inputs offers fewer opportunities for observation by milkers. To
®ll this developing gap, research into automated detection sensor measurements to detect clinical mastitis by monitoring changes in milk is progressing. As these systems become more accurate they are likely to be routinely installed in commercial operations. Lameness
Whilst the frequency of lameness in dairy cows is increasing, the impact on animal welfare is also attracting increasing attention. Over 25% of dairy cows show signs of lameness at least once during a lactation, and lameness is one of the major reasons for removal of cows from the herd (approximately 15% of removals). Claw lesions and interdigital conditions are the most common problems, accounting for over 50% of cases. The remainder result from upper-limb or back injuries. Claw horn lesions, which are the most intractable, probably result from abnormal gaits and excessive exposure to hard or uneven surfaces or poor walkways. Other risk factors include prolonged housing, high concentrate inputs and poorly designed cubicles. The effects may be cumulative throughout the productive lifetime, therefore careful management begins during the heifer rearing period. Early recognition and treatment of the problems by the stock manager or specialist foot trimmer can reduce the incidence of lameness. Preventive measures include routine foot trimming, foot bathing, improving surfaces and avoidance of simultaneous challenges, for example, separation of calving and housing dates. The frequency of digital dermatitis is also increasing, particularly at or shortly after calving. Routine antibiotic footbathing can control but not eradicate the condition, and antibiotic footbathing is expensive and no longer acceptable to consumers. The lameness is associated with housing conditions, occurring least severely where cows are housed in straw-bedded yards. Minimizing exposure of cows' hoofs to slurry is an essential element in control. There is evidence that a proportion of cows are resistant but further research is needed to con®rm breeding as a possible solution. Infertility
Despite control of major infectious diseases, reproductive ef®ciency of dairy cows has fallen in many countries and the culling rate remains very high, with approximately 25% of all removals being attributed to infertility. Increased herd size, high labour costs and low pro®t margins have contributed to the decline. Management changes reduce time available for heat detection. Several recording systems estimate that only 55% of available heats are
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Based
detected. Increased use of heat detection aids, including installation of automated heat detection systems, are being investigated to reduce loss resulting from this inef®ciency. Oestrus synchronization, by prostaglandin or progesterone treatments, to remove the need for heat detection is not suf®ciently precise to be adopted as a herd routine. A sustained decline (estimated at 0.5±1% per annum) in dairy cow fertility has been experienced in several national dairy herds. Links between nutrition and fertility are under investigation and some Nordic breeds are bene®ting from the earlier adoption of selection programmes incorporating fertility indices. For example, the total economic merit selection approach has counteracted the anticipated negative response in fertility expected from selection solely for increased production in the Scandinavian red breeds. Future national breeding research programmes are likely to include early and objective measures of fertility, identi®cation of genes that affect fertility, metabolic stressors and length of productive cow life. Organic dairy herds operate within tight guidelines and are an expanding sector of the market. Early reports suggest that there are no major reproductive problems speci®cally related to organic methods. However, as these herds accept lower production, tend to be closed and have low culling rates, this situation may change. National Eradication Schemes
Bovine tuberculosis continues to affect dairy herds across western Europe. Infections are linked to increasing cow movements and to persistence in wildlife. Animal-to-animal transition remains the main route of infection and all movements are recorded in national registers. Traceback of movement assists in earlier eradication of infected and potentially infected animals. In the British Isles the importance of the badger (Meles meles) is currently under investigation as a source of recurring infections in cattle. Environmental and conservation concerns oppose eradication of badgers and demand control in these potential carriers by vaccination. Increasing attention is focusing on the prevalence and control of Mycobacterium avium subsp. paratuberculosis (Johne's disease in cattle), a suggested cofactor in the human intestinal disorder, Crohn's disease, as this bacterium has been shown to survive the pasteurization process. National investigations have shown that the frequency of cow infection varies widely between European Union member states but an overall testing programme leading to control and eradication has yet to be developed
691
and agreed. Brucellosis (Brucella abortus) in cattle occurs in some localized areas and is controlled by test and slaughter programmes. The need for free trade throughout the European Union has also led to various programmes to control major endemic diseases. Eradication of bovine virus diarrhoea by the identi®cation of persistently infected excreting cows is being introduced by local, regional and national programmes. Infectious bovine rhinotracheitis is also being controlled by local programmes. An increasing number of areas claim to be free of these infections. Biosecurity
Improved biosecurity is a major new consideration for the dairy industry. In Europe, farming is an intensive industry. The dairy sector is becoming increasingly concentrated on larger farms but these are con®ned into small land areas. Separation is thus often insuf®cient to prevent animal-to-animal contact with the opportunity to transmit infectious diseases. The newly introduced animal presents identi®able challenges that can be met by selective sourcing, pre-entry testing and/or vaccination to ensure that health status is similar to that of the herd. However, many units also rely on contractors to conserve forage or to remove slurry, and these present an additional risk. The combination of factors suggests that few farms will be able to follow full `fortress farming' principles. However, risk management plans appropriate to individual farms or areas will become increasingly important aspects of dairy management.
Automation The marked structural changes which have taken place in dairying in western Europe in the last 20 years have resulted in major increases in farm size, with many smaller dairy farmers leaving the industry. This increase in farm size has created major dif®culties, particularly in those countries with the largest herd size (Scotland, 100 cows; England and Wales, 80 cows and the Netherlands, 50 cows). The particular problems relate to availability and cost of labour and this causes speci®c problems for those herds expanding from one- to two-person units (i.e. a considerable increase in scale is required to justify the second employee). Alongside this underlying trend, major advances in automation, including robotic milking, automated heat detection, automated feeding systems, offer considerable potential to reduce labour requirements in dairying, particularly for the more routine/mundane tasks. There is no doubt that this automation offers considerable potential for the
692
DAIRY FARM MANAGEMENT SYSTEMS/Non-Seasonal, Pasture-Based
future, including integrated management systems in which information on milk yield, milk quality and hormonal assays determined through the robotic milker can be combined with condition scoring via digital imaging and information on cow movements to `manage' the feeding, health and welfare of the individual cow. Whilst considerable progress is required to develop the fully integrated management system, individual components of this approach are currently available and are already being incorporated into existing management systems. It is worth noting that many of these innovations in automation in the dairy sector have occurred in western Europe, which, through its operation of a milk quota regime, has been able to maintain milk prices substantially above world market levels. The real test will be to evaluate how many of the innovations are ®nancially viable in dairy systems operating at world market price.
Oilseeds and Oilseed Meals; Byproduct Feeds. Dairy Animals: Major Bos taurus Breeds. Dairy Farm Management Systems: Seasonal, Pasture-Based ± Dairy Cow Breeds; Non-Seasonal, Pasture-Optimized ± Dairy Cow Breeds in the United States. Diseases of Dairy Animals, Infectious: Tuberculosis; Johne's Disease. Forages and Pastures: Grazing Management. Genetic Selection: Economic Indices for Genetic Evaluation. Manure/Effluent Management: Systems Design and Government Regulations. Mastitis Pathogens: Contagious Pathogens; Environmental Pathogens. Mastitis Therapy and Control: Management Control Options; Role of Milking Machines in Control of Mastitis. Mating Management: Detection of Oestrus; Fertility. Milking Machines: Robotic Milking. Oestrus Cycles, Control: Synchronization of Oestrus. Organic Dairy Production. Ration Formulation: Systems Describing Nutritional Requirements of Dairy Cattle. Welfare of Animals, Political and Management Issues.
Conclusions The European dairy industry is the only major dairy industry (with the exception of Canada) which has had supply control measures in place for almost 20 years. These supply control measures have maintained milk price above world market levels, but have also contributed to considerable restructuring within the industry, particularly in terms of business size. The dairy industry in Europe is also at the forefront of current consumer concern in relation to animal welfare, food safety and potential environmental impact. This causes particular problems in terms of potential con¯icts between operating production systems based on grazed and conserved forage with modest inputs of supplementary feeds, whilst at the same time meeting the needs of the high genetic merit dairy cow. This re¯ects the fact that genetic selection of dairy cows for increased milk yield has resulted in cows with an enhanced ability to mobilize body reserves but which are predisposed to an increased risk of a number of production diseases. Whilst some of these problems may be resolved by increased use of automation, possibly including fully integrated management systems, it is likely that there will be increased diversity in milk production systems in Europe in the future. Farmers will increasingly have to adopt the most appropriate system for their individual farm circumstances, with dairy cows selected to perform within their particular system to meet changing consumer requirements. See also: Body Condition: Effects on Health, Milk Production and Reproduction. Concentrate Feeds:
Further Reading Gordon FJ, Porter MG, Mayne CS, Unsworth EF and Kilpatrick DJ (1995) Effect of forage digestibility and type of concentrate on nutrient utilization for lactating dairy cattle. Journal of Dairy Research 62: 15±27. Hopkins A (1999) Grass: Its Production and Utilization, 3rd edn. Oxford: Blackwell Science. Ingvartsen KL and Andersen JB (2000) Integration of metabolism and intake regulation: a review focusing on periparturient animals. Journal of Dairy Science 83: 1573±1597. Parente G, Frame J and Orsi S (1996) Grassland and Land Use Systems. Proceedings of the 16th General Meeting of the European Grassland Federation, Grado, Italy. Pryce JE, Veerkamp RF, Thompson R, Hill WG and Simm G (1997) Genetic aspects of common health disorders and measures of fertility in Holstein Friesian dairy cattle. Animal Science 65: 353±360. Rook AJ and Penning PD (2000) Grazing Management. Reading: British Grassland Society. Steen RWJ, Gordon FJ, Mayne CS et al. (1995) Prediction of the intake of grass silage by cattle. In: Garnsworthy PC and Cole DJA (eds.) Recent Advances in Animal Nutrition 1995, pp. 67±89. Nottingham: Nottingham University Press. Wathes CM, Frost AR, Gordon FJ and Wood JD (2001) Integrated Management Systems for Livestock. Edinburgh: British Society of Animal Science. Yan T, Gordon FJ, Agnew RE, Porter MG and Patterson DC (1997) The metabolizable energy requirement for maintenance and the ef®ciency of utilization of metabolizable energy for lactation by dairy cows. Livestock Production Science 51: 141±150.
DAIRY FARM MANAGEMENT SYSTEMS/Dry Lot ± Dairy Cow Breeds
Dry Lot ± Dairy Cow Breeds M F Hutjens, University of Illinois, Urbana, IL, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
693
system strategies. Four factors can impact dairy cow nutrient requirements. Each factor has a pattern as the cow progresses through the lactation and gestation cycle. Factor 1: Milk Production Curve
Introduction Con®nement management systems vary greatly in the United States, Mexico, Canada, western European countries, and Middle East regions depending on herd size, environmental conditions, feed sources and availability, and management style. Dry-lot management systems occur in drier and warmer regions of the United States with larger herd sizes (over 500 cows). Building investment is lower compared to free stall con®nement systems. Table 1 summarizes herd sizes of dairy cattle in the United States in 1999 by number of herds and percent of cows. Herd size in the United States continues to increase annually by 4±5%, number of herds drop by 3±5% annually, the number of dairy cows decline 1% annually, and milk yield per cow increases 2± 3% annually. In the United States optimizing milk production (not always maximizing milk yield) is the goal on most farms. In some areas of the world, this goal will be at different levels of milk yield based on their economics and available resources. This article will emphasis feeding aspects and summarize current trends in the area of housing, milk systems and farm management.
Feed Management Systems A successful feeding system can be de®ned as delivering the needed nutrients to each cow to meet her requirements as economically as possible. Stage of lactation, gestation and growth (young cows) will determine nutrient requirements and feeding
Table 1 Distribution of herd sizes and cow numbers by herd size in the United States in 1999 Number of cows
Herds (number)
Cows (% of all cows)
1±29 30±49 50±99 100±199 200±499 >500
33 110 23 925 33 090 13 115 5 145 2 555
3.1 10.1 23.2 18.4 16.3 28.9
Milk production drives nutrient needs for dairy cows. Peak milk sets the lactation curve for cows and should occur 40±60 days after calving. First lactation cows should reach 75% or greater peak milk levels compared to peak milk of mature cows in the herd. For example, if ®rst lactation cows averaged 30 kg of peak milk while mature cows averaged 40 kg of peak milk, the ratio is 75% (30 kg divided by 40 kg times 100). If the ratio is less than 75%, ®rst lactation cows are not peaking high enough compared to mature cows. If ®rst lactation cows peak over 75% of mature cows, heifers are peaking higher due to improved genetics, health, and/or heifer rearing programmes or mature cows are not peaking high enough due to health or management limitations. Factor 2: Milk Fat and Milk Protein Curve
Milk fat and protein levels will vary by breed (Table 2). If milk fat test is below milk protein test by 0.4 of a percentage point or more (for example 2.7% milk fat and 3.2% milk protein), rumen acidosis can be occurring (reduce percent crude protein test by 0.2% (3.2% compared to 3.0%) if true protein test is used, as adopted in the United States in 2000). If the milk protein test is below breed average or drops during lactation, the following nutritional causes lower milk protein could be occurring: (1) low levels of fermentable carbohydrate (lowers microbial protein synthesis); (2) low levels of dry matter intake (reduces the supply of nutrients available for the rumen microbes and cow); (3) protein shortage and/ or imbalance of amino acids; or (4) use of fats and oils as energy sources (fat is not a source of rumen fermentable energy).
Table 2 Normal milk fat and milk protein relationship for various breeds of dairy cattle in 1999 Breed
Milk fat (%)
Milk protein (%)a
Ratio (% protein/% fat)
Ayrshire Brown Swiss Guernsey Holstein Jersey
3.86 3.95 4.42 3.66 4.57
3.32 3.44 3.49 3.15 3.73
0.86 0.87 0.79 0.86 0.82
a Protein values are expressed on a crude or total protein basis. Adapted from Hoards Dairyman (2000).
694
DAIRY FARM MANAGEMENT SYSTEMS/Dry Lot ± Dairy Cow Breeds
In January 2000, the United States shifted to expressing milk protein as true protein instead of crude protein. This change was related to the shift of new milk marketing orders to component based pricing (kilograms of milk protein and milk fat). True protein values are approximately 0.19% lower than crude or total protein. Values in Table 2 re¯ect total or crude protein percentages based on 1999 data. Factor 3: Dry Matter Intake Curve
Increasing dry matter intake (DMI) can minimize metabolic disorders, minimize weight loss and improve reproductive performance. During late gestation, DMI can decline 2±4 kg per cow. Wisconsin workers concluded that DMI at calving impacted DMI 4 weeks postpartum. If dry matter is lower than predicted, the nutrient concentration must be increased to meet the cow's nutrient requirements. After calving, DMI slowly increases (Table 3). DMI for ®rst lactation cows is less than that for mature cows, which must be considered when concentrate is fed independent of forages, especially in component fed herds. Guidelines for DMI for various phases are listed in Table 4. Factor 4: Body Weight Loss and Gain Curve
Monitoring weight changes provide valuable information on energy status of cows. High-producing cows will lose weight to support high energy needed in early lactation. Body condition scoring (BCS) is a ®eld method to monitor weight changes. The following guidelines can be used to evaluate weight changes: 1. One BCS point (using the 1 to 5 system) is equal to 55 kg of body weight. 2. Cows should not lose more than 1 to 1.5 BCS points (55 to 80 kgÿ1) in early lactation. 3. Weight loss should be limited to 1 kg dayÿ1 in early lactation to avoid negative effects on reproduction and the risk of metabolic disorders. Table 3 Estimated dry matter intake (DMI) for ®rst lactation (545 kg) and mature (636 kg) cows for the initial ®ve weeks postpartum kg DMI dayÿ1 per cow
Week
1 2 3 4 5
First lactation cows
Mature cows
14.1 15.9 17.3 18.2 18.9
16.6 19.3 21.1 22.3 23.9
Adapted with permission from Kertz (1991).
4. The cow should be at the optimum BCS prior to drying off (3.25 to 3.75). If dry cows are thin, limit weight gain to 0.5 BCS point (for example, shifting dry cows from 2.75 to 3.25) which represents 30 kg or 0.45 kg dayÿ1 weight gain during the dry period.
Phase Feeding By evaluating the four factors during the lactation and gestation cycles in dairy cows, six feeding phases or rations can be developed (Table 4). On some farms, fewer groups of cows may be needed to meet nutrient needs. Phase feeding approaches take into consideration the various phases of the lactation and gestation periods. The feeding system must provide the needed nutrients to compliment the four factors or curves discussed above. Phase 1: Far-Off Dry Cows
Phase 1 begins at drying-off time to 21 days before calving. This period is also referred to as the traditional dry-cow period. These cows must be in a separate group (not with the lactating herd). A balanced dry-cow programme can increase milk production by 200±700 kg more milk in the subsequent lactation. Thus, phase 1 actually initiates the next lactation. During this phase, the cow's mammary gland involutes (dries up), the calf is increasing in size, and body weight gain can be occurring. To avoid metabolic disorders, limit weight gain to 0.45 kg dayÿ1 or 0.5 BCS point (from 3.0 to 3.5 for example). DMI can vary from 1.8% to 2.5% of the cow's body weight. The amount of concentrate fed can vary from 1 to 3 kg dayÿ1. A minimum of 1 kg of concentrate serves as a carrier of minerals and vitamins. Do not depend on freechoice mineral consumption to meet the mineral and vitamin needs for the dry cow and developing calf. Higher levels of concentrate are needed if cows are thin, if young cows need to grow, if environmental stress (cold or hot weather) is occurring, and/or if low quality forage is fed. Feeding a minimum of 7±10 kg of maize silage (as-fed or wet basis) or 2±4 kg (dry matter basis) can provide additional energy from forage, lowers dietary calcium and potassium levels, and improves ration palatability. Table 4 lists the recommended level of nutrient for phase 1 dry cows. Management strategies for the far off dry cow (phase 1) ration are listed below: 1. 12±13% crude protein. 2. 60±80 g of calcium (15% lower for Jersey and Guernsey cows).
DAIRY FARM MANAGEMENT SYSTEMS/Dry Lot ± Dairy Cow Breeds
695
Table 4 Illinois nutrient recommendations for dairy cows in different stages of lactation and gestation Dry cows Early Major nutrients DMI (kg) Crude protein (CP) % Rumen degradable protein: % of CP (DM) Rumen undegradable protein: % of CP (DM) Soluble protein: % of CP (DM) Total digestible nutrients (%) NEL (Mcal kgÿ1) (kcal kgÿ1) (kJ kgÿ1) Ether extract % Acid detergent ®bre % Neutral detergent ®bre % Non®bre carbohydrate %a Major minerals in % of DMb,c Calcium (Ca) Phosphorus (P) Magnesium (Mg) Potassium (K) Sodium (Na) Chloride (Cl) Sulphur (S) Vitamins in IU per day Vitamin A Vitamin D Vitamin E
Milk cows
Close-up
Fresh, 0 to 21 days
Early, 22 to 80 days
Middle, Late, 80 to 200 days >200 days
13 12 70 (8.4)
10 14 60 (8.4)
18 19 60 (11.4)
24 18 62 (11.2)
22 16 64 (10.2)
19 14 68 (9.5)
30 (3.6)
40 (5.6)
40 (7.6)
38 (6.8)
36 (5.8)
32 (4.5)
35 (4.2) 60 1.39 1386 5838 2 30 40 30
30 (4.2) 67 1.52 1518 6376 3 24 35 34
30 (5.7) 75 1.72 1716 7207 5 21 30 35
31 (5.6) 77 1.78 1782 7484 6 19 28 38
32 (5.1) 75 1.72 1716 7207 5 21 30 36
34 (4.8) 67 1.52 1518 6376 3 24 32 34
1.10 0.42 0.38 1.00 0.33 0.27 0.25
0.90 0.38 0.35 1.00 0.30 0.25 0.25
0.80 0.36 0.25 1.00 0.20 0.25 0.25
0.60 0.34 0.20 0.90 0.20 0.25 0.25
0.60 0.26 0.16 0.65 0.10 0.20 0.16 100 000 30 000 1 000
0.7 (1.2)d 0.30 0.40 0.65 0.05 0.15 (0.8)d 0.2 (0.4)d 100 000 30 000 2 000
110 000 35 000 2 000
100 000 30 000 1 000
50 000 20 000 600
50 000 20 000 400
a
Ratio of NFC to DIP (% of DM) 3.5 : 1. Trace minerals: iron (100 mg kgÿ1), cobalt (0.1 mg kgÿ1), copper (15 mg kgÿ1), manganese (60 mg kgÿ1), zinc (60 mg kgÿ1), iodine (0.6 mg kgÿ1) and selenium (0.3 mg kgÿ1). c Ratio of minerals in total ration: zinc to copper 4 : 1, iron to copper 40 : 1, potassium to magnesium 4 : 1, copper to molybdenum 6 : 1, potassium to sodium 3 : 1, nitrogen to sulphur 11 : 1. d When anionic salts are used: mineral/anionic salts (%). DM, dry matter; NEL, net energy of lactation. Adapted with permission from Hutjens (1998). b
3. 30±40 g of phosphorus (15% lower for Jersey and Guernsey cows). 4. Limit salt intake to 30 g. 5. Force feed trace minerals and vitamins. 6. Provide one-third of the total ration dry matter as maize silage. Phase 2: Close-Up Dry Cows
Phase 2 (close-up dry cow period) starts 21 days prepartum (days before calving). If this period is less than 10 days, 24% of the dry cows will have not receive the phase 2 ration for the minimum 5 days needed to achieve desired bene®ts. Iowa workers identi®ed four physiological goals that the close-up dry cow programme must achieve: 1. Adapt the rumen for higher energy diets fed postpartum.
2. Maintain normal blood calcium levels. 3. Build and stimulate the immune system. 4. Maintain a positive energy balance to avoid fatty acid in®ltration and subclinical ketosis. Increasing the level of concentrate shifts rumen microbes that can ferment high-energy diets and stimulates rumen papillae to elongate, increasing papillae surface area. Energy balance can be negative for several reasons: (1) DMI may be 15±30% below the phase 1 level; (2) the unborn calf is rapidly growing, requiring more nutrients; (3) cows with twin pregnancy have lower DMI, earlier decline in DMI, and a greater conceptus mass; and (4) formation of colostrum and mammary tissue regeneration. Body weight loss can be occurring and ketosis risk increased due to fat mobilization. Nonesteri®ed fatty acid (NEFA) originates almost entirely from
696
DAIRY FARM MANAGEMENT SYSTEMS/Dry Lot ± Dairy Cow Breeds
mobilized fatty acids. Diet fatty acids are transported as triglycerides and phospholipids. The presence of NEFA in plasma above normal (>0.3 mEq lÿ1) indicates that fat is being mobilized in response to negative energy balance. Plasma NEFA begin increasing 3 to 10 days prepartum, peaking at calving (0.5±0.8 mEq lÿ1), and declining postpartum ( < 0.6 mEq lÿ1) in healthy cows. Table 4 provides nutrient guidelines for phase 2. Heifers in the latter stages of pregnancy (also called springing heifers) may need to be in phase 2 longer (30±60 days) due to added growth and pregnancy requirements. Management strategies during the close-up dry period (phase 2) are listed below: 1. Increase concentrate to 2±4 kg of dry matter. 2. Increase crude protein to 14±15% using rumen undegraded protein (RUP) sources. 3. Limit added fat to 150 g dayÿ1. 4. Maintain 2±4 kg of long forage (hay, long hay silage and/or straw). 5. Consider feeding 3±5 kg dry matter from the high group total mixed ration (TMR) containing RUP, fat, concentrates, and higher quality forages plus the phase 2 concentrate mix and long forage. 6. Reduce and restrict supplemental sodium. 7. Add anionic salts or compounds to prevent low blood calcium. 8. Add yeast culture (10±120 g dayÿ1 depending on the product selected). 9. Add niacin (6 g dayÿ1). 10. Drench with propylene glycol (225 g) starting 3±5 days before calving or feed calcium propionate (180 g) if subclinical ketosis is occurring.
2. Record daily body temperatures until temperatures drop under 38 � C. 3. Listen for rumen movements with a stethoscope (cows should have one to two rumen movements per min). 4. Observe uterine discharges for odours and characteristics. 5. Conduct a ketone test on the cow's urine or milk to assess energy status. The fresh cow ration should be intermediate between the close-up ration and the high group. Wisconsin workers suggest a change in a ration should not greater than 10% increase in a nutrient (for example, changing from 1.54 net energy (NE)± lactation by 10% would be 0.15 unit shift in the next ration or a 1.69 Mcal kgÿ1 NE±lactation). Maintain a ``healthy'' level of ®bre and avoid high starch levels leading to off-feed risks. Table 4 lists recommended nutrient levels for this phase. The following strategies can be considered for fresh cows (phase 3): 1. Feed 1±3 kg of high-quality long forage to maintain rumen function. 2. Consider a fresh cow top dress concentrate mixture that contains RUP and digestible ®bre (such as soya bean hulls or citrus pulp) as an energy source. 3. Increase the ration nutrient concentration to adjust for lower feed intakes. 4. Supplement yeast culture to stimulate ®bredigesting bacteria. 5. Adding a buffer pack can stabilize rumen pH. 6. Provide 12 g of niacin to minimize ketosis. 7. Add propylene glycol (225 g) or calcium propionate (180 g) to raise blood glucose.
Phase 3: Fresh Cows
Phase 4: Early Lactation Cows
Phase 3 is the fresh cow phase beginning at calving to 2±3 weeks after calving. The key management factor is the ability to monitor and observe these cows to ensure they are healthy when moved to the high group and are challenged with higher nutrient-dense diets. Individual cow management occurs in this phase requiring headlock and palpation rail in freestall housing, or tie stalls (individual cow restraint is needed to evaluate the cow). The following evaluations should be recorded each day to assess the cow's status:
Early lactation rations are fed to cows from 14 to 100 days after calving (some high-producing cow and ®rst lactation heifers will remain on this ration for the entire lactation). During this phase, cows achieve peak milk production, weight loss occurs (providing an additional source of energy), and DMI lags (Table 4). Protein type and level are critical to reach peak milk production. Limit the amount of supplemental fat to maintain dry matter intake. Table 4 lists nutrient guidelines. Feeding strategies for early lactation cows (phase 4) are listed below:
1. Monitor feed intake by evaluating how the cow consumes or ``attacks'' fresh feed. Record the amount or develop a scoring system (10±33% consumed, 2 33±66% consumed, 3 66±99% consumed, and 4 all consumed of feed offered).
1. Feed high-quality forage to improve DMI. 2. Provide additional sources of RUP to meet lysine and methionine needs. 3. Increase concentrate levels gradually (maximum of 0.45 kg dayÿ1).
DAIRY FARM MANAGEMENT SYSTEMS/Dry Lot ± Dairy Cow Breeds
4. Limit the amount of supplemental fat to 0.6 kg dayÿ1. 5. Allow for adequate feed trough space (60 cm per cow). Phase 5: Mid-Lactation Cows
Cows will be declining in milk production in phase 5. Peak DMI has been reached with weight gains occurring. If milk production and/or components decline too quickly, nutrient needs are not being met. The time period for phase ®ve can range from 70 days to 200 days postpartum or until the cow dries off. Injecting with bovine somatotrophin (BST) will have been initiated in countries where this technology has been approved. The goal in this phase is optimizing DMI. Table 4 lists nutrient guidelines for this phase. Feeding strategies for mid-lactation milk cows (phase 5) are listed below: 1. Optimize DMI to meet energy and nutrient needs. 2. Replace lost body condition at 0.45± 0.70 kg dayÿ1. 3. Raise supplemental fat to desired levels (5±6% in the total ration dry matter). 4. Review the need for feed additives and remove those additives that are not cost effective. Phase 6: Late Lactation Cows
Some herds will not have cows that qualify for a phase 6 ration or group (also called tail-end lactating cows). These cows are pregnant and gaining weight, and their milk production is declining 6% per month (®rst lactation cows) to 9% per month (second and greater lactation cows). This phase can begin 200 days after calving and ends when the cow dries off. High-producing cows may not reach phase 6. Cows should be gaining body weight (0.45±0.7 kg dayÿ1) plus growth needed for young cows if they have not reach their mature size. Table 4 provides guidelines for phase 6, with feeding strategies listed below. 1. Increase the proportion of forages in the ration to reduce feed costs while meeting nutrient requirements (assuming forage is less expensive than concentrate). 2. Supplemental sources of RUP can be reduced relying on microbial and ration sources for protein. 3. Remove supplemental fat sources unless forage quality and DMI are limiting energy intake. 4. Eliminate feed additives to save money unless they are economically favourable. 5. Replace lost body condition before cows are dried off.
697
6. Target BCS of 3.25±3.75 at dry-off time. 7. Reduce feed costs per cow per day. Table 4 contains nutrient guidelines for a phase feeding system. Values have been adjusted to allow for modest nutrient increases (up 10%) and decreases (down 5%) between groups to avoid digestive disorders and large declines in milk production. All vitamins listed are supplemental amounts from commercial feed sources (unless cows are on pasture systems). Trace minerals amounts include basal feed ingredients and added levels from commercial feed supplements. Non®bre carbohydrate (NFC) values were calculated using the following formula (all values entered on a 100% dry matter basis): NFC 100 ÿ
% crude protein % neutral detergent fibre % ash % ether extract).
Milking Management Milking parlours are rapidly changing in size and design as herd sizes increase. Large farms' milking parlours operate over 20 h dayÿ1 and cows are milked three times a day. While no one design is right, the following factors will impact milking parlour design and style:
� number of cows, group size, production level, and frequency of milking
� cow traf®c pattern and number of groups � initial investment, annual costs, and existing debt load
� labour cost, labour availability and level of mechanization
� personal preference. Rapid-exit parallel parlours (both para-bone and side-by-side styles) and rotary parlours are popular in larger dairy herds. Mechanization continues to enter the parlour, including automated cow identi®cation, automatic take-offs, predipping and postdipping, electronic detection of mastitis by milk conductivity, and electronic tracking of treated or sick cows. Robotic milking is appearing in the United States, Canada and western Europe, but may be more economic for smaller herd sizes, areas with high labour costs and/or family labour limitations.
Facility Management Freestall (cubicle) housing is increasingly popular for larger milking herds compared to loose house with manure packs and conventional con®nement housing. Other dry-lot dairy facilities will have
698
DAIRY FARM MANAGEMENT SYSTEMS/Dry Lot ± Dairy Cow Breeds
a shade over a mounted dirt area, but excessive precipitation can lead to mud and manure sanitation problems. Cooling cows with water can be a limitation with dirt lots. Factors including initial investment, herd size, environment (cold and heat stress), operating expenses, labour availability and cost, and personal preference will determine the type and style of facility. Advantages of freestall housing include environmental control, cleanliness, health advantage, and added cow comfort when environmental conditions are unfavourable. Stall size will be dictated by breed and size of cows, lunge room, cow con®guration (cows facing in or facing out), and barn con®guration (two-, three-, four- or six-row barns). Stalls must be wide enough for ease of entering and to avoid mammary gland injury (stepped on teats), but narrow enough to prevent cows turning around in the stall. Cows need body space (from the rear of the cow to her knees), head space (allows for the cow's head to be in a comfortable position), and lunge space (area for the cow's head to move when the cow rocks forward to rise). Two stall surfaces are popular in the United States. Sand is recommended because no organic matter is available in it for mastitic organisms to grow, and it provides excellent cow comfort. Sand is inexpensive, bulky and heavy to handle, and provides footing for the cows. Sand is dif®cult to move (requires fastmoving water), leads to pump damage, and involves higher system maintenance costs. Fresh or recycled sand must be replaced every 1 to 3 weeks. Commercial sand-saving devices can reduce the amount of sand kicked out of the freestall (including burying used car tyres). Cows prefer sand to other stall surfaces if the sand is deep enough (20±25 cm deep). Mattresses are also popular with ¯ushing manure and solid separation systems. Various styles of mattresses and surfaces have been used (rubber, plastic, moulded rubber and plastic particles with fabric or canvas covers). Mattress surfaces should have a small amount of litter or bedding on the surface to improve cow comfort, avoid abrasions to the hock and legs, and keep cows clean and dry. Bedding needs to be added once or twice a week and must work with the manure system (chopped straw, dry sawdust and rice hulls have been used successfully). All stall surfaces should be inspected and maintained twice a day to remove cow droppings, level out sand or pockets, remove wet sand or bedding, and rack dry bedding or sand to the back of the stall keeping stalls dry. Daily maintenance lessens the risk of mastitis and keeps cows cleaner. Ventilation in freestall barns is achieved by raising the roof higher (prevents heat from radiating
down on cows from the roof), opening side walls (allows prevailing wind to cool the barn), and opening the ridge (allows warm air to move up and out). Check successful building and agricultural engineers in your area for recommended heights, widths and ridge openings. During hot weather, fans are added to move more air in large barns and water is used to wet cows to enhance cow cooling. Heat abatement must occur in the holding pen area ®rst, over the feeding area second, and in the freestall resting area third. Water management is critical to encourage and maintain DMI. One watering space (with 60 cm of tank linear space) is required for every 15 to 20 cows. At least two waterers per group are needed to avoid boss cow and cow competition problems. Young cows need more waterers to allow and encourage water consumption. A source of water must be available when cows leave the milking parlour as cows' consume large amounts of water after milking and prior to feed consumption. Providing water in milking parlours has been successful. Waterers must be clean and dumped/drained each day to avoid bacterial building and feed contamination. Water depth should be 15±20 cm to keep water fresh, control changes in water temperature, and avoid contamination. Floors must have a desirable texture for good footing, reducing injuries from slipping and falling, and to encourage the cows to move to the feeding area and express heat. Grooving fresh concrete can be done, but sharp edges must be avoided, as they lead to excessive hoof wear. Grooves can be cut in after the concrete has hardened, parallel in the direction of the scraping. In high-traf®c areas or areas where cows turn, a diamond pattern (twodirectional grooves) can improve cow traf®c pattern. Midwest US agricultural engineers suggest grooves by 12±18 mm wide, 18 mm deep and 8.5±10 cm from centre to centre. A new application is to lay a rubber mat or belt next to the feeding manger and in a portion of the return alley from the milking parlour to provide more comfort when the cows are eating and walking. These rubber belt surfaces can be a limitation when scraping and handling manure.
Summary Dairy managers must control feeding, milking and housing systems to compete and succeed in the United States dairy business. If the dairy manager manages the four factors that impact nutrient needs (milk yield, milk components, dry matter intake and weight loss), several feeding phases can be developed. All dairy managers may not need six
DAIRY FARM MANAGEMENT SYSTEMS/Goats
phases, but they must manage feed changes economically (considering milk yield vs. feed costs). The feeding system begins with phase 1 (dry cows), not the lactating cows. If dairy manager can manage the transition feeding programmes (phases 2 and 3), metabolic problems will be minimized and milk production optimized. The challenge of feeding systems is to deliver these identi®ed nutrient needs.
699
Goats R Rubino, Experimental Animal Production Institute, Muro Lucano, Italy G C Toussaint, ECOCNAM, Romainville, France Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Husbandry Systems See also: Body Condition: Measurement Techniques and Data Processing; Effects on Health, Milk Production and Reproduction. Dairy Farm Design and Layout: Building and Yard Design, Warm Climates. Milking Machines: Robotic Milking. Milking Parlours. Ration Formulation: Dry Period and Transition Rations in Cattle; Lactation Rations in Cattle.
Further Reading Bickert WG, Bodman GR, Brugger MF et al. (1995) Dairy Free Stall Housing and Equipment, MidWest Plan Service no. 7. Ames: Iowa State University Press. Goff JP and Horst RL (1997) Physiological changes at parturition and their relationship to metabolic disorders. Journal of Dairy Science 80: 1260± 1268. Grummer RR (1996) Nutritional prevention of fatty liver and ketosis. Proceedings of the Wisconsin Veterinary Medicine Association Conference, pp. 115±121. Hoard's Dairyman (2000) Hoard's focus on breed association activity. Hoard's Dairyman Magazine 145(13): 529±530. Hutjens MF (1998) Feeding Guide. Fort Atkinson: Hoard's Dairyman Publishers. Kertz AF, Reutzel LF and Thomson GM (1991) Dry matter intake form parturition to mid-lactation. Journal of Dairy Science 74: 2290±2295. Oetzel GR (1998) Dry Period Nutritional Management and Periparturient Disease Prevention, American Association of Bovine Practitioners Seminar no. 14. Spokane: University of Illinois Dairy Extension. Van Horn HH and Wilcox CJ (1992) Large Dairy Herd Management. Savoy: American Dairy Science Association Management Services. Van Saun RJ (1991) Dry cow nutrition. Veterinary Clinics of North America: Food Animal Practice 7(2): 599±608. Van Saun RJ and Sniffen CJ (1996). Nutritional management of the pregnant dairy cow to optimize health, lactation, and reproductive performance. Animal Feed Science and Technology 59: 13±21. Wastenberg M (1996). Pinpointing weight loss in fresh cows. Dairy Herd Management, June: 58±59.
Although agriculture is becoming less and less important in the economies of most developed countries, goat breeding remains of constant interest to producers and consumers, especially in Mediterranean countries. Over the last 10 years, there has been a remarkable increase in goat populations, which is more marked in developing than developed countries (Figure 1). In developing countries, this increase in goat populations is due to a higher demand for goat meat, yoghurt and cheese and cashmere and mohair wools. The effect has been a strong rise in milk and meat production at the rate of 3±4% yearÿ1. In developed countries, the increase in the goat population is primarily due to cow, and in a few cases sheep, milk quotas, but is also due to increased interest in gourmet goat cheeses and the problems connected with cows' milk allergies. A surplus of cows' milk has not only stimulated producers to reduce their production costs, which had in part diminished because of the drop in world prices of grain, but has also caused production specialization and integrated production strategies with valueadded products and direct sales marketing. In developed countries, goat production is not very widespread, but the specialization level is fairly high. In these areas, there are two main goat production systems: dairy production, in which milk and cheese production represents nearly the total income; and mixed production, in which milk-related income is not dominant and ¯uctuates according to the geographical area and market. Specialized dairy goat farming prevails in northern Europe and the United States. In these countries, goat breeding is a recent development and there is no traditional goat or kid meat consumption. As the price of other meat is cheap or relatively low in these markets, goat breeders are trying to push breed selection towards the improvement of milk production and its solids content, as well as in some cases (Norway) towards improved milk aroma. They also aim to organize the exportation of kids towards markets with a higher demand (Italy and Spain), or ®nd alternative products (for example, cashmere in Norway).
DAIRY FARM MANAGEMENT SYSTEMS/Goats
phases, but they must manage feed changes economically (considering milk yield vs. feed costs). The feeding system begins with phase 1 (dry cows), not the lactating cows. If dairy manager can manage the transition feeding programmes (phases 2 and 3), metabolic problems will be minimized and milk production optimized. The challenge of feeding systems is to deliver these identi®ed nutrient needs.
699
Goats R Rubino, Experimental Animal Production Institute, Muro Lucano, Italy G C Toussaint, ECOCNAM, Romainville, France Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Husbandry Systems See also: Body Condition: Measurement Techniques and Data Processing; Effects on Health, Milk Production and Reproduction. Dairy Farm Design and Layout: Building and Yard Design, Warm Climates. Milking Machines: Robotic Milking. Milking Parlours. Ration Formulation: Dry Period and Transition Rations in Cattle; Lactation Rations in Cattle.
Further Reading Bickert WG, Bodman GR, Brugger MF et al. (1995) Dairy Free Stall Housing and Equipment, MidWest Plan Service no. 7. Ames: Iowa State University Press. Goff JP and Horst RL (1997) Physiological changes at parturition and their relationship to metabolic disorders. Journal of Dairy Science 80: 1260± 1268. Grummer RR (1996) Nutritional prevention of fatty liver and ketosis. Proceedings of the Wisconsin Veterinary Medicine Association Conference, pp. 115±121. Hoard's Dairyman (2000) Hoard's focus on breed association activity. Hoard's Dairyman Magazine 145(13): 529±530. Hutjens MF (1998) Feeding Guide. Fort Atkinson: Hoard's Dairyman Publishers. Kertz AF, Reutzel LF and Thomson GM (1991) Dry matter intake form parturition to mid-lactation. Journal of Dairy Science 74: 2290±2295. Oetzel GR (1998) Dry Period Nutritional Management and Periparturient Disease Prevention, American Association of Bovine Practitioners Seminar no. 14. Spokane: University of Illinois Dairy Extension. Van Horn HH and Wilcox CJ (1992) Large Dairy Herd Management. Savoy: American Dairy Science Association Management Services. Van Saun RJ (1991) Dry cow nutrition. Veterinary Clinics of North America: Food Animal Practice 7(2): 599±608. Van Saun RJ and Sniffen CJ (1996). Nutritional management of the pregnant dairy cow to optimize health, lactation, and reproductive performance. Animal Feed Science and Technology 59: 13±21. Wastenberg M (1996). Pinpointing weight loss in fresh cows. Dairy Herd Management, June: 58±59.
Although agriculture is becoming less and less important in the economies of most developed countries, goat breeding remains of constant interest to producers and consumers, especially in Mediterranean countries. Over the last 10 years, there has been a remarkable increase in goat populations, which is more marked in developing than developed countries (Figure 1). In developing countries, this increase in goat populations is due to a higher demand for goat meat, yoghurt and cheese and cashmere and mohair wools. The effect has been a strong rise in milk and meat production at the rate of 3±4% yearÿ1. In developed countries, the increase in the goat population is primarily due to cow, and in a few cases sheep, milk quotas, but is also due to increased interest in gourmet goat cheeses and the problems connected with cows' milk allergies. A surplus of cows' milk has not only stimulated producers to reduce their production costs, which had in part diminished because of the drop in world prices of grain, but has also caused production specialization and integrated production strategies with valueadded products and direct sales marketing. In developed countries, goat production is not very widespread, but the specialization level is fairly high. In these areas, there are two main goat production systems: dairy production, in which milk and cheese production represents nearly the total income; and mixed production, in which milk-related income is not dominant and ¯uctuates according to the geographical area and market. Specialized dairy goat farming prevails in northern Europe and the United States. In these countries, goat breeding is a recent development and there is no traditional goat or kid meat consumption. As the price of other meat is cheap or relatively low in these markets, goat breeders are trying to push breed selection towards the improvement of milk production and its solids content, as well as in some cases (Norway) towards improved milk aroma. They also aim to organize the exportation of kids towards markets with a higher demand (Italy and Spain), or ®nd alternative products (for example, cashmere in Norway).
700
DAIRY FARM MANAGEMENT SYSTEMS/Goats 100% industrial processing No. of goats (million head)
(A) 800 600 400 200
Spain and The Netherlands France 1990 Developed countries
Italy Greece and the United Kingdom Belgium
0 1998 Developing countries
Others
Milk production (million tonnes)
(C)
Meat production (million tonnes)
100% at the farm or artisanal processing (B)
Figure 2 Estimation of the division of goat milk processing in European countries. (Reproduced with permission from Toussaint G (1995) Colloque `ReÂalites economiques et techniques des ®lieÁres caprines EuropeÂennes'. Paris: Salon International de l'Agricolture.)
4.00 3.00 2.00 1.00 0.00 1990
1998
Developed countries
Developing countries
1990 Developed countries
1998 Developing countries
10.00
5.00
0.00
Figure 1 Facts about goats worldwide. (Reproduced with permission from Pelant, 2000.)
Mixed systems are observed mainly in central and southern Europe, but also in North Africa and occasionally in Mexico and Brazil. Two main production systems are found in these countries: milk, which is refrigerated right after milking and delivered to dairies; and cheese, where milk is processed directly on the farm. In Spain and France, the on-farm selling of milk is more common than the production of traditional cheeses; the situation is the opposite in Italy, Greece, the United Kingdom and Belgium, where on-farm milk transformation is usual (Figure 2). In Spain and France, the lack of added value related to dairy processing pushes breeders into increasing milk production per goat and farm. However, in countries such as Italy, Greece, North Africa and even Mexico and Brazil, where the milk is processed on the farm itself, breeders are directly in touch with the market and want to improve cheese quality, as well as create new cheeses to stimulate market demand.
In both systems, meat has a different economic weight in relation to the area and the consumers' habits. In the state of Jalisco in Mexico, there is wide consumption not only of kid, but also of goat meat, which is normally eaten for breakfast in the traditional `birrieria'. In this case, meat assumes an important role in the farm's economy. In all other countries, kid meat consumption is seasonal, corresponding to the Easter and Christmas holidays. Because of its generally good price, meat represents 20±40% of the farm's total income. Some goat populations have unique characteristics. In the Calabria region (Italy), there is a small population of goats (about 20 000 head) that, besides milk and meat, also produces a modest quantity of cashmere of exceptional quality. Currently this wool is not being used, but action has been taken to assess its value.
Production and Feeding Systems There are three main production systems: pastoral, sedentary and zero grazing (Table 1). World production systems vary in relation to territory, availability of grazing area and level of development. In some areas, the herds use pastures in a differentiated way. In other areas, especially the more developed ones, with a maximal demand for production intensi®cation, the most common model is that of zero grazing. Pastoral System
The pastoral system is the most common system used worldwide. It can be de®ned as a type of management with a ®xed reference, stable or only seasonal, where the animals are sheltered for the night
DAIRY FARM MANAGEMENT SYSTEMS/Goats
701
Table 1 Ecosystems and predominant goat production systems Ecosystem
Rainfall (mm yearÿ1)
Comments
Desert Arid Semi-arid Subhumid Humid
< 50 200±400 400±600 600±800 >800
Pastoral, subsistence systems predominate Pastoral, subsistence systems predominate Extensive grazing, some village ¯ocks, often increased economic activity Sedentary systems predominate, increased economic activity Sedentary systems predominate, increased economic activity
Reproduced with permission from Pelant, 2000.
and milked, with a more or less extensive territory, private or communal, in which the animals try to satisfy their food needs. These ecosystems are often characterized by an abundance of browse (woodland, shrubland, different `bathas'). In semi-arid parts of the world, such as the African savannah, northern Mexico and most circum-Mediterranean areas, goats rely on browse for most of the year. It is not surprising to ®nd an adaptation to browse, low crude protein availability and high toxic levels at the basis of goat feeding behaviour. Most browsed species contain a large amount (up to 50% of the dry matter) of tannins. Tannins are complex phenol compounds, which contain hydroxyl and carboxyl groups that precipitate proteins and bind carbohydrates, causing a reduction in protein availability, as well as astringency and gut irritation. Goats, however, can survive on a high quantity of browse because their rumen bacteria can bind the tannins. A strain of the anaerobe Selenomonas ruminantium was isolated and inoculated in domestic goats. Acclimation of microbes in the goats' rumen enables them to eat tree leaves with high tannin levels. Goats are also adapted to low-protein diets because of their ability to avoid losses of urea. In most systems, the farmer supplements the pasture with other feeds. The results of feed supplementation differ in conformity with pasture quality and concentrate quantity. In some cases, a liberal provision of cereal-based concentrates did not increase the production of milk protein and fat. In other cases, moderate amounts containing highly degradable ®bresand proteins in the rumen, resulted in an increase in milk yield by less than 10%. It is certain that supplementation modi®es feeding behaviour; the use of polyethylene glycol (PEG), for example, pushes goats into consuming more Pistacia lentiscus, a Mediterranean shrub rich in tannins. In general, despite the fact that plant cover can vary considerably in quantity and quality throughout the year, goats succeed in reducing this variability to a minimum by changing their diet slightly during the year in available crude protein,
neutral detergent ®bre, lignin condensed tannins and digestibility. Sedentary System
The sedentary system is the most common system used in Europe and North America, where goat transhumance has always been episodic and marginal. It is present, although to a lesser degree, in Mexico and Brazil, with the introduction of new husbandry systems and the simultaneous growth of European goat breeds. Sedentary is a con®ned system with a farm as reference, subdivided according to the type of available forage in grazing and zero grazing species. Grazing System
In a grazing system, the animals primarily use natural meadow or cultivated grazing areas. When grass availability is minimal or null because of environmental conditions (snow or drought), the farmers replace the grass with hay or silage. This feeding system is very dif®cult to manage, because grass availability varies in relation to season, both in terms of quality and quantity. Since the animals' needs do not change much from season to season, the farmer is forced to provide supplementary concentrate feeds. This introduces some dif®culties because the animals' preference for the more palatable additional food has a tendency to reduce herbage intake. In order to de®ne the quality and the quantity of the integration, one needs to know the quality and the quantity of feed supplementation as well as the quality and the quantity of feed intake, which is very dif®cult to estimate. Furthermore, concentrate feeds can affect the quality of milk and cheese. Some interesting results have been obtained from research in this area. It has been noted that goats at pasture that do not receive concentrate feed select plants, or parts of plants, with a higher nutrient content, thus reducing seasonal variability. In winter and spring, when grass is rich in nutrients as well as in moisture, goats
702
DAIRY FARM MANAGEMENT SYSTEMS/Goats
select plants with a higher dry matter content that is richer in ®bre and neutral detergent ®bre (45%). In summer and autumn, when the vegetation is dry, goats have a tendency to ingest the greener and more hydrated plant parts, reducing dry matter content and the excess of vegetation ®bre and neutral detergent ®bre. When the animal's productive level needs to be maintained, or when herbage availability is scarce, it is necessary to use concentrate feeds. The best concentrate feed contains readily available and, therefore, more fermentable proteins and sugars. Selected herbage has a higher content of nutrients that are not immediately available owing to the selection effect. Therefore, concentrate feeds such as chick peas, barley, oats and lentils, which contain proteins and sugars that are readily available to the animal, are used as they integrate well with the herbage. When grass availability is such as to allow optimal selection of the parts richest in nutrients, supplementation with concentrate feed is not economical. The increase in milk production with feed supplementation does not compensate for the cost of the feed. When the forage conditions dicate feed supplementation, the most economical solution is to integrate not more than 40% of the animal's total needs.
metabolic alterations, has allowed a 60±70% increase in production, better body condition, higher reproductive indexes and a reduction in the nonprotein nitrogen content of milk. The zero grazing system is very popular in some countries. In Taiwan, Indonesia and Panama, where herds are very small, goats live in specially elevated housing with a false ¯oor, which is a very good way of controlling internal parasite re-infestation without the use of medicines.
Zero Grazing
Reproductive Organization of a Goat Flock
Zero grazing, which consists of keeping the animals in sheds all year round, is the system currently in use in the northwest of France, northern Europe and in some areas of Mexico, the United States and Brazil. The feeding system includes the distribution of dry forage or silage feed, byproducts and concentrated feed. The nutrient contents of the administered feeds are calculated to satisfy the animals' different requirements. These needs are estimated, and change from goat to goat in relation to weight, health and milk production. The basic ration is formulated to satisfy the average requirements of the group. Thus, some individuals will receive more and some less than they need. At the Istituto Sperimentale per la Zootecnia (Animal Production Experimental Institute) in Bella, Italy, a system of `free choice' has been established, which allows each animal to satisfy its requirements autonomously. This system differs from the traditional and the ad libitum systems because the food is made available to each individual in unlimited quantity and quality. An essential condition is that the animal must be able to create, from the administered food, a combination that ful®ls its minimum or maximum nutrient requirements. This model, which has been researched for about 10 years, has not resulted in any physiological or
Feed±Quality Relationship
The feeding system in¯uences the quality of milk and cheese. In pasture systems, since herbage contains mainly volatile substances (aromatic and antioxidant components, etc.), direct ingestion keeps losses to a minimum. With zero grazing and concentrate feeding systems, where there is less herbage ingestion, losses are higher. Consequently, milk or cheese products from animals at pasture have a more complex aromatic content, a higher content of polyphenols, antioxidants, unsaturated fatty acids and conjugated linoleic acid (CLA), as well as a lower cholesterol content. In pasture systems, concentrate feed has a diluting effect on these components.
Although goats were one of the ®rst species to be domesticated, their reproductive season still varies according to latitude. The beginning of their oestrus period is in¯uenced by a decrease in the length of days. In temperate climates, goats go into heat (oestrus) from August to December, but in the tropics they breed all year round. Oestrus lasts from 1 to 4 days and can appear from the age of 5 months in female kids. However, in dairy production systems, the animals must have a suf®cient weight to be able to cope with incrementing growth needs, pregnancy and ®rst lactation. To help them face these requirements, the ®rst mating is delayed until they have reached a weight of 28±33 kg, depending on the breed. Oestrus Synchronization
Seasonality establishes the start of lactation, which does not necessarily satisfy the breeder, as the price of milk is at its highest in winter. To stimulate oestrus, it is possible to use the following methods: 1. Natural method. At a chosen time of the year, the goats are given feed with stimulating characteristics, such as oats and clover, and a buck
DAIRY FARM MANAGEMENT SYSTEMS/Goats
is introduced into the ¯ock, whose odour will stimulate the females into oestrus. It is necessary that the males be kept separate from the females during most of the year to maximize the effect of introducing a buck to the herd. 2. Hormonal method. In this method, heats are synchronized by placing a sponge impregnated with a progestin into the goat's vagina in order to block the sexual cycle, 3 weeks before the desired oestrus date. Two days before withdrawing the sponge, goats are injected with two hormones, equine chorionic gonadotrophin (eCG) and prostaglandin, to induce ovulation. Technicians currently use this method to inseminate groups of goats by arti®cially inducing 10% of the ¯ock to go into heat, which can be enough to send all the other females into oestrus. Oestrus should not be stimulated before 2 months in relation to the previous year, or before a minimum delay of 5 months in lactation before synchronization. 3. Light method. In this method, the length of illumination is manipulated while the ¯ock is inside the goat house. A reduction in the length of the day causes onset of oestrus. It is possible to create a period of long days, which are later shortened by the use of electric light and the shading of the windows of the goat house. Mating Preparation
Ovulation puts an end to oestrus behaviour and is the moment at which mating must take place so that fertilization may occur. The success of the mating depends on: 1. The precision of oestrus detection in goats and their mating to the buck before the end of heat. 2. Preparation of the males, which is the same as the females, when the mating takes place early in the season, and checking that they do not have any sterility symptoms such as congenital abnormalities. A young buck becomes pubescent around the age of 5 months. It must be determined that there is complete descent of its testicles at this young age. 3. The males' and females' feed being suf®cient, without any excess, because pronounced fattening is harmful to good fertilization. The feeding of minerals is very important, mainly to avoid phosphorus de®ciency, as is the treatment of all animals with an antiparasitic agent about 1 month before mating and the supplementary administration of vitamins A, D3 and E. As sanitary precautions, it is important to consider the pathologies of the reproductive system,
703
including abortive pathologies, which can cause sterility if not properly taken care of. Mating Methods
Natural service is the prevalent technique in meat production systems, but has the disadvantage of allowing the buck to cover the same goat several times, thus neglecting other goats. A buck can cover a large number of goats, but only 6±8 of them will be fertilized per day. This practice also does not permit the establisment of paternity if several males are used in a ¯ock. Dividing the ¯ock into groups for each buck can solve this problem. Hand service consists of mating the goats individually with the buck. It is then possible to directly control the fertilization of the female, which has previously been selected by the breeder to improve the ¯ock's performance. Usually, young goats are mated to a buck of the same age, with the advantage that they are similar in weight. If the goat is not impregnated, she goes back into heat after 21 days, which is the length of a sexual cycle. Pregnancy can be diagnosed by ultrasound during the second month of gestation. Artificial Insemination
As for most domesticated species, goats can be fertilized by arti®cial insemination, where diluted semen from insemination centres, obtained from bucks selected from different breeds, is placed into the goat's vagina or uterus. This process allows multiple numbers of matings by the same male, permitting a collective advantage of the merits of certain bucks that have been selected by breeders. Oestrus synchronization avoids the need to detect each individual's heat manifestation and the inseminator can work with a certain numbers of females at a previously determined time. Several arti®cial insemination methods are currently in use in goat production: 1. Semen is used immediately after local collection for insemination, permitting the use of the good bucks of the farm on a large number of females. 2. Insemination with cooled semen, but the ef®ciency decreases with increase in time between collection and use, owing to transportation time. 3. Insemination with frozen semen stored in straws or pellets; this is the most popular method thanks to the length of the shelf-life. Pregnancy and Kidding
In goats, gestation time is about 5 months. During this period the foetus(es) develop in the mother's uterus. Most often, a primiparous doe carries one
704
DAIRY FARM MANAGEMENT SYSTEMS/Goats
kid and a multiparous doe two to four kids. Usually, an average of 1.7 kids per goat is produced with each pregnancy, but this can exceed two kids per goat in meat production systems in the tropics and can even be as high as four kids per goat. At the end of the third month of pregnancy, the goat needs a calm environment, as hustles and shocks are a common cause of abortion. One must also avoid keeping pregnant females in too small a pen and transfers must be kept to a minimum. Clean premises are essential, which is easily achieved with permanent housing boxes, where the goats will ®nd the calm environment they need. With loose housing, it is advisable to create groups of animals and to use deep straw bedding, because females carrying several kids will often lie down to rest. The goat often gives birth in the absence of the goat-keeper, especially in extensive production systems. In cases of abnormal presentation, the following procedure is usually followed: push the kid(s) back inside the womb, try to ®nd the limbs, straighten them, and place them back to a normal head or breech presentation, then pull on the head and the legs while the mother pushes. A veterinarian's presence might be needed if the cervix does not dilate, which requires medical treatment or surgery. A veterinarian will also be nedded in the case of a uterine prolapse. It is advisable to handle stillborn or late aborted kids cautiously, with gloves, and to have them examined by a registered veterinary pathology laboratory.
Goat Pathologies The state of the health of a goat ¯ock determines its production capacities and depends on a delicately maintained equilibrium. To maintain good health, there are different ways to prevent pathologies, which often depend on the planning of healthy life conditions specially adapted to goats. The most common pathologies, together with their treatment and prevention, are described below. Internal Parasites
The following helminths and microscopic parasites can infect the animal while grazing. 1. Infection with Strongyloides causes gastrointestinal strongylosis, resulting in a decrease in production in the goat and in the kid, loss of weight, diarrhoea and anaemia, followed by death. Diagnosis is done by faeces examination. Prevention consists of avoiding overgrazing, carrying out parcel rotations, purifying humid pastures and by keeping the young and mothers
separate for grazing. Areas where the animals stay more often can be disinfected by the spreading of iron sulphate. The goats are treated with an antiparasitic preparation against strongyles, either orally or by injection. It is recommended to treat the ¯ock 1 month before mating. When brought to grazing it is better to wait for 15 days to 1 month before treatment, as the animals tend to develop their own defences against the infection. A pulmonary form of the disease also exists. 2. Coccidiosis is caused by protozoa that invade the small intestine. This pathology mainly exists in young goats: hair is altered, diarrhoea and anaemia occur and their growth stops. The ®nding of coccidia eggs in the faeces permits the diagnosis. Oral treatment with anticoccidial drugs is ef®cient. Kids receive oral treatment in milk every month during the ®rst 3 months, then less frequently until the age of 7 months; vitamins A, D3 and E are also given. Other goat internal parasites are the tapeworm and ¯uke, which always cause economic losses. Their evolution in the ¯ock should be controlled and the right treatment planned, because according to climate, goats can reproduce all year long, as in the tropics. Infectious Diseases
Infectious diseases of goats are generally bacterial. The following infectious diseases are encountered. 1. Gastroenterotoxaemia, caused by the proliferation of clostridia bacteria, which secrete toxins into the digestive tract. Chronic or acute, this disease almost always ends in death, whether it progresses slowly or quickly. Diagnosis is made after the ®rst deaths in the herd by examination of viscera. It may be caused by an abrupt change of feeding, unbalanced feeding, and the consumption of mouldy or polluted feed. Only the slow form can be treated with antibiotics and a speci®c serum. A vaccine exists. 2. Pasteurellosis, a pulmonary infection due to overcrowding in the goat house, lack of ventilation and sun, as well as abrupt temperature changes between the goat house and the grazing pastures. A cough and loss of weight are the main symptoms; death can occur within a few weeks. Diagnosis is established by bacteriological examination of lung tissue samples. Animals are treated with antibiotics. A vaccine exists. Other pulmonary diseases can be viral. 3. Mastitis, which affects the dairy production systems directly. There are several types of
DAIRY FARM MANAGEMENT SYSTEMS/Goats
4.
5.
6.
7.
infection caused by penetration of microbes, e.g. staphylococci, into the teat canal. The main causes are defective milking, obsolete or bad processing techniques or equipment and badly adjusted milking machines, aggravated by the presence of dirty litter and unbalanced feeding. Goats present with fever and the infected part of the udder is in¯amed and painful. The milk contains lumps. The diagnosis is made by tests such as the California Mastitis Test (CMT) or by bacteriological examination of the milk. Once mastitis is diagnosed, antibiotics can be introduced into the udder and their action can be reinforced by intramuscular antibiotic injections. These therapeutic actions must be accompanied by the elimination of the causes of infection: milking machines should be set properly, better straw bedding should be used and superphosphates spread over it, and feed rations should be checked. In particularly dif®cult areas, it is possible to vaccinate and carry out a drying off treatment. Infectious miscarriages are caused by different microbial agents, such as Brucella, Chlamydia, Toxoplasma, Salmonella, Listeria, etc. These infections result in miscarriages and occasionally the birth of nonviable kids. Identi®cation of these pathologies is done through a serological examination carried out by a veterinary laboratory. In most countries, brucellosis is prevented by prophylactic measures and health policies regarding milk, cheese and animal sales. Some abortive diseases can be cured with antibiotics. Vaccines exist. Infectious arthritis, or `knee enlargement' disease, caused by the caprine arthritis encephalitis virus (CAEV) may appear in the form of pneumonia, mastitis and encephalitis in the young. CAEV disease drastically decreases dairy production. Prophylaxis consists of eliminating infected animals and separating mothers and kids at birth; kids are fed with heated colostrum. Colisepticaemia and colitoxaemia are diseases caused by coli bacteria proliferation, which generally attack kids from birth. Kids present with fever and diarrhoea and die after a few days. Diagnosis is established by autopsy done in the laboratory. Antibiotics can be used for treatment. It is also advisable to review the nursery's hygiene and the mothers' feeding regime; the mother can be vaccinated during pregnancy. Other infectious diseases such as ecthyma, caused by an ultravirus giving the kids pocks on their lips and ears, which could subsequently attack the mother's teat. Contagion can easily be
705
eliminated by vaccinating the young. When the animal is already infected, crusts are removed and antibiotics are then applied; caseous abscesses are present on different parts of the goat's body. The abscesses contain mainly streptococci and staphylococci. Once the abscess has ripened, it is necessary to incise and disinfect it and isolate the animal as long as there is suppuration of the wound. The contents of the abscesses must not empty onto the litter where other animals are present. The main protective and preventive measure against these infectious diseases consists of the systematic cleaning and disinfecting of the housing at least once a year. Other Noninfectious Diseases
Noninfectious diseases of goats of various origins are: 1. Pregnancy toxaemia, of feed origin, mainly observed in goats that are so-called `good eaters' and in those carrying several kids. The disease starts with prostration and walking dif®culties, followed by collapse and death. While remedying the feed unbalance, one can, if diagnosis is made in time, inject the goat with high doses of vitamin A. 2. Bloat, caused by an abrupt change in type of feed, especially to young grass or lucerne (alfalfa). The animal is unable to evacuate gases from the rumen caused by the fermentation of these fodders. Swelling of the abdomen and subsequent asphyxia results. A trocar or stomach hose can be used to help these gases to escape. The trocar pierces the left abdominal wall and paunch, permitting the escape of gases and implantation of a cannula. There are many other types of intoxication, from feeds, moulds and weeds. It is necessary to ®nd the causes, then use the right antidote. External Parasites
The external parasites of goats include mainly insects and mites, such as ticks, lice, ¯eas, scabies, etc. The damage caused by these insects should not be ignored, because even if it does not directly affect the goat's health, the calm needed by the female to produce milk is reduced, and skin and wool are eventually damaged. The goats are treated with pulverized insecticide, especially in hot and humid climates (the tropics), where such parasites are proli®c. To ®ght these parasites, it is important to know their favourite habitats. It will then be possible to
706
DAIRY FARM MANAGEMENT SYSTEMS/Goats
prevent their multiplication in an unsanitary environment. When therapy becomes necessary, a veterinarian's presence may be required. It is essential to respect the instructions written on the drug's package, particularly the length of time the drug is secreted in milk and meat, which must be observed before the animals and dairy products can be sold.
The Market for Goat Products International statistics show that goats exist on all continents and are mainly exploited for meat production (kids locally consumed). Milk production and the sale of dairy products is found commercially only in industrialized countries, especially in Europe, where nearly 20% of the world's goat milk is produced with less than 5% of the world's goat population (Figure 2). The Milk Market
Goat milk marketing implies the presence of dairy processing industries collecting this type of milk. The sale of milk results in an orientation of the production systems towards intensi®cation and specialization of goat production. In order to use domestic labour more ef®ciently, the trend of the agricultural operators is towards large size units. As far as work time is concerned, goat husbandry is part of a less demanding agricultural production, such as cereals, beef or mutton production. The high level of dairy breed selection demands reproduction following the monthly evolution of milk prices, and feeding includes a high percentage of concentrate feed in basic rations, sometimes madeup from byproducts or other cultivations. The need for capital becomes important because of mechanization. The existing industrial structures of cooperatives or private companies have unequal capacities. They transform nearly all collected milk into cheese. In
France, large dairy companies collect two-thirds of the produced goat milk, whereas in other European countries, especially in the Mediterranean area, this share is less and the size of the dairies is often smaller. One of the constraints of the industrial process is the irregularity of milk production, due to the cyclic seasonality of goat reproduction. This has been solved by limiting the length of collection by arti®cially advancing kidding to obtain milk in winter, and also by storing frozen curd and the use of ultra®ltration. However, during this storage time, the milk's microbial load can cause a deterioration in quality. This is aggravated by the longer storage time, when production exceeds demand. The quality of the byproducts tends to become mediocre, despite efforts made to control the quality of collected milk, the use of techniques such as ultra®ltration and continuity of refrigeration. The important types of soft goat cheeses with their unique characteristics are fragile products in the market, which tolerate temperature variations badly and present dif®culties of adaptation to modern modes of distribution. The price of milk on the farm is generally bound to the evolution of collection: higher in winter, when production is low and lower at the beginning of spring, when production increases. The price is also in¯uenced by variations at the consumer level: with an increase in the price of cheese, the numbers of consumers decrease. In France, where the goal is to stabilize supply, a voluntary reference system has been developed to control production. In most countries, in order to improve the bacteriological quantity and quality of the incoming manufactured milk, milk payment methods at production level have been undertaken (Table 2). The criteria are fat and protein contents, which are at the basis of cheese production, and total bacterial and cell count. These constraints become more severe in the case of raw dairy products. Some processors
Table 2 Price on farm of goat milk in Europe
Spain France Italy Sardinia Basilicate Portugal Algarve Minho
d l ÿ1
Average dry matter (DM) content g l ÿ1
d 100 gÿ1 of DM
Year
0.412 0.471
85 63
0.499 0.747
1999 1999
0.439 0.454
90 90
0.48 0.50
1999 1998
0.224±0.290 0.370±0.399
80 80
0.28±0.34 0.46±0.50
1998 2000
Reproduced with permission from Monitoring Body FAO-CIHEAM Network on Sheep and Goats (2001).
DAIRY FARM MANAGEMENT SYSTEMS/Goats
integrate the chain from milk producers to deliverers in the process of quality management, aiming for the certi®cation of their products for direct sales with special trademarks, labels of origin, so-called `appellation des origines', etc. The Market for Farm-Processed Cheeses
In all countries, the importance of goat dairy production for home consumption and direct sale remains high. In general, cheese processing workshops are small in size, with a capacity that rarely exceeds 50 000 l yearÿ1, and is often a lot less. This size corresponds to the manpower that can be provided by a household and the limited out-¯ow of volumes on a local market. However, there is now a new category of producer that aims at the national and sometimes international market, where the processing potential can reach, and sometimes exceed, 500 000 l of milk per year. The engaged funds become important and salaried workers are often used. The majority of goat-milk producers, i.e. the farmers, process the milk of their own ¯ock of goats. This is the acknowledged de®nition of farm goat cheese in France. Some producers, however, buy the milk or process it collectively. This is the acknowledged de®nition of artisan cheese in Spain. The creation and extension of goat milk processing on the farm is not in¯uenced by quotas, but essentially depends on the capacity of the market for which the products are destined. Like industrialists, the farmers must also ®nd solutions to the production seasonality, by stopping production for 2±3 months a year, which fully satis®es the demands of the tourist market of the Mediterranean coasts in summer, or by spreading the production, especially by modifying the ¯ock management techniques, in order to give a regular supply without the loss of winter customers. In addition to farm management, the production of goat dairy products requires two supplementary activities: milk processing and dairy product marketing. The extra labour required limits the expansion of this type of production. It also explains a tendency towards `without soil' production systems, where cultivation is replaced by the purchase of fodder to feed the goat ¯ock. The creation of a processing unit on the farm (`home industry') requires investment in a dairy, which is even more important if the quantity of milk processed is high. An EU regulation has required since 1992 of®cial approval of the premises, taking into account the size, planning and hygienic conditions. Goat farm products may come from a certain `terroir'. These are traditional goat cheeses, such as (French) Sainte Maure de Touraine, Crottin de Chavignol, Chabichou du Poitou, Rocamadour; (Spanish)
707
Majorero, Camerano, Aracena; (Italian) Caprino; and (Portuguese) Rabacal. Most of these cheeses are the object of collective protective measures in the European Union, such as the Protected Appellation of Origin (AOP) and the Geographical Indication of Origin (IGP). Some producers who live in regions where traditional goat cheese production is nonexistent, investigate new innovative cheese shapes and types, or register a trademark. The continuous interaction between farmer and client through direct sale and the competition from industrial products forces the farmer to maintain a level of high quality. An EU regulation requires certain microbiological standards for raw-milk products, which must undergo regular speci®c milk and cheese inspections. Thus, the producer can apply a reduced risk method to his dairy. Milk valorization through on-farm processing is of more interest to the producer than fresh milk sales, since the totality of the added value goes to the producer. However, the generally small size of the workshops does not always compensate for the invested labour. The Consumption of Goat Dairy Products
The distribution of goat milk cheeses is no different from that of any other dairy products, except for farm cheeses, which sell direct to the consumer. Even in countries where cheese consumption is important, the average quantity of goat cheese consumed remains less than 500 g yearÿ1 per head, varying from nearly 5 kg yearÿ1 per head in Greece to about 10 g yearÿ1 per head in The Netherlands. Table 3 shows the consumption (kg) of goat cheese per head of population for various countries. Table 3 Consumption (kg) of goat cheese per head for various countries All cheeses
Goat cheeses
Germany Former Federal Republic Former Democratic Republic Belgium Spain
18.6 (1990)
Few
14.5 (1990)
Few
14.9 (1989) 5.9 (1989)
France Greece Italy Netherlands Portugal United Kingdom EU average
22.8 22.0 17.1 13.7 4.6 8.1 17.0
0.1 0.1 (only goat) 0.36 (sheep and goat) 1.9 4.5 0.4 0.01 0.30 Few 0.5
(1991) (1989) (1989) (1987) (1990) (1989) (1990)
Reproduced with permission from Toussaint G (1987) SeÂminaire sur les EÂchanges Internationaux des MatieÁres PremieÁres, CNAM.
708
DAIRY FARM MANAGEMENT SYSTEMS/Goats
In the northern countries of Europe there is a preference to drink goats' milk; it is considered a dietetic product. Cheeses are consumed less often; they are often eaten in the form of soft white cheese at breakfast, or in sandwiches for lunch. In southern European countries, re®ned cheeses are consumed mainly in France, at the end of the meal. In Greece, they are eaten in salads and as an accompaniment to the traditional cuisine. In other countries they are eaten as an aperitif. The European consumer tends to prefer a fairly neutral taste. Goat cheese is still thought to be rather expensive, with a marked taste, which is still little known to young households, even in countries where its consumption is traditional, but is widely cherished by up-market gourmet and connoisseur consumers. See also: Dairy Animals: Goat Breeds. Diseases of Dairy Animals, Infectious: Brucellosis; Listeriosis. Diseases of Dairy Animals, Noninfectious: Pregnancy Toxaemia; Bloat. Goat Husbandry: Feeding Management; Milking Management; Reproductive Management; Multipurpose Management. Goat Milk. Mastitis Therapy and Control: Management Control Options; Role of Milking Machines in Control of Mastitis. Oestrus Cycles: Seasonal Breeders. Parasites, External: Tick Infestations. Predator Control in Goats and Sheep.
Further Reading Baril G (1993) Sheep and Goat Arti®cial Insemination Training Handbook. Studies in Animal Production no. 83. Rome: FAO. Boyazoglou J and Flamant C (1990) Mediterranean systems of animal production. In: Galaty JG and Johnson DL (eds.) The World of Pastoralism, pp. 353± 393. New York: Guilford Press. Chemineau P (1989a) The buck effect: in¯uence and ef®ciency for stimulating reproduction in anoestrus goats. Productions Animales 2(2): 97±104. Chemineau P (1989b) Goat out-of-seasoning by using light and melatonine. La CheÁvre 171: 18±22. Chemineau P (1993) Environment and animal reproduction. Revue Mondiale de Zootechnie 77: 2±15. Claps S, Rubino R, Fedele V, Sepe L and Di Trana A (1998) Relationship between pasture herbage quality and concentrate choice by grazing goats, FAOCIHEAM Network on Sheep and Goats, 3±5 September 1998, Grignon, France. Claps S, Fedele V, Sepe L and Di Trana A (2000) Effect of the supplementation type on the degradability of the diet and on the milk production of grazing goats, 7eÂmes Rencontres Recherches sur les Ruminants, 6±7 December, Paris. FAO (1998) Production Yearbook, vol. 51. Rome: FAO. Fedele V, Claps S, Rubino R, Calandrelli M and Pilla AM (2002) Effect of free-choice and traditional systems on goat feeding behaviour and intake. Livestock Production Systems.
Fedele V, Claps S, Rubino R and Sepe L (1999) Free-choice goat feeding system: main results in experimental and farm conditions, ASPA 13th Congress, 21±24 June, Piacenza, pp. 493±495. Fedele V and Le Frileux Y (1999) Concentrate supplies of dairy goats on pasture, 50th Meeting EAAP, 23±26 August, Zurich, Switzerland. Fedele V, Pizzillo M, Claps S, Morand-Fehr P and Rubino R (1993) Grazing behaviour and diet selection of goats on native pasture in Southern Italy. Small Ruminat Research 11: 305±322. Fedele V, Signorelli F, Brancaleoni E, Ciccioli P and Claps S (2000) Effect of concentrate grain source and herbage intake on physical±chemical features and milk aroma in grazing goats, 7th International Conference on Goats, 15±18 May, Tours, France, pp. 321±323. Kababya D, Perevelotsky A, Bruckental I and Landau S (1998) Selection of diets by dual-purpose Mamber goats in Mediterranean woodland. Journal of Agricultural Science (Cambridge) 131: 221±228. Landau S, Provenza F and Silanikove N (2000) Feeding behaviour and utilization of vegetation by goats under extensive systems, 7th International Conference on Goats, 15±18 May, Tours, France. Landau S, Vecht J and Perevolotsky A (1993) Effects of two levels of concentrate supplementation on milk production of dairy goats browsing Mediterranean scrubland. Small Ruminant Research 11: 227±237. Meuret M (1989) Cheese, Foliages and Intake Rate. PhD thesis, University of Avignon. Pelant RK (2000) Approaches to goat-related projects for economic development, 7th International Conference on Goats, 15±18 May, Tours, France. Perevolotsky A, Landau S, Kababya D and Ungar ED (1998) Dietary preferences in dairy goats grazing woody mediterranean rangeland. Applied Animal Behavioural Science 57: 117±131. Pizzoferrato L, Manzi P, Rubino R, Fedele V and Pizzillo M (2000) Degree of antioxidant protection in goat milk and cheese: the effect of feeding systems, 7th International Conference on Goats, 15±18 May, Tours, France, pp. 580±582. Rubino R, Moioli B, Fedele V, Pizzillo M and MorandFehr P (1994) Milk production of goats grazing native pasture under different supplementation regimes in Southern Italy. Small Ruminant Research 17: 213±221. Silanikove N (2000) The physiological basis of adaptation of goats to scarcity of food and water in harsh environments. Small Ruminant Research 35: 181±193. Smith MC and Sheman DM (1994) Goat Medicine. Malwen: Lea & Febiger. Toussaint G (1984) Importance of the environmental conditions in the propagation of respiratory diseases in goat production. Les Colloques de l'INRA 28: 309±324. Toussaint G (1994) Situation and Evolution of the Goat Cheese Production Line in the European Union. PhD thesis. Yvore P and Perrin G (1984) Goat pathologies. Les Colloques de l'INRA 28: 1±750.
DAIRY FARM MANAGEMENT SYSTEMS/Sheep
Sheep J N B Shrestha, Agriculture and Agri-Food Canada, Quebec, Canada Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The management of sheep has evolved from centuries of tradition based on religious rituals, cultural heritage, socioeconomic constraints, genetically diverse sheep populations and agriculture in arduous terrains under diverse climatic conditions. Historically, sheep production in the mountain pastures has played an important role in maintaining rural customs, sustaining development in harmony with the environment, preventing forest ®res and diversifying farming based activities dedicated towards creating handicrafts, promoting tourism, the marketing of speciality products, and the conservation of biodiversity. The management of dairy sheep ¯ocks that supply milk and milk products varies considerably from region to region. The in¯uence of topography, climatic conditions, availability of pasture, stored feed for the winter and spring months, forage and concentrates from irrigated pastures, human resources, access to roads, markets and degree of mechanization ascertains the speci®c management pattern. In the agroeconomically underprivileged semidesert of the Sahel region and the steppe-like areas of North Africa, large number of nomadic sheep ¯ocks remain. In this region, the milk from sheep after a suckling period of 3 months is used primarily to supplement the diet of the human population. In Central Europe and in those countries with tremendous variation in topography and climatic conditions, ewes are milked after the lambs have suckled for 1±2 months only. This is in contrast to the Balkan countries, Turkey, the Middle East, Iran and Afghanistan, where sheep milk is processed into popular milk products (yoghurt and Feta-type cheese) for daily consumption. Ewes are milked after a suckling period of 1 month for fat lamb production, or later if lambs are utilized for replacement. The northern and central European plains are not favourable for the development of modern agriculture because of irregularity of annual rainfall, sparse vegetation over rocky soil, severe climatic conditions in the coastal region and scarcity of arable land. In the countries of the northern Mediterranean basin, sheep milk collected from a large number of small ¯ocks under a transhumance system is processed
709
into high-quality cheese for the speciality market. These luxury products consist of Roquefort in France, Manchego in Spain, Fiore Sardo and Pecorino Romano in Italy, Feta, Kefalotiri and Manouri in Greece and Cachcaval and Feta in Bulgaria, Hungary, Macedonia, Romania and Yugoslavia. A number of varieties of mixed cheese are also produced from cows' and sheep's milk in Spain, and from sheep's and goats' milk in Greece (Feta), in Italy (Ricotta) and in Corsica (Niollo). The ¯avours and tastes of individual cheese varieties are associated with speci®c regions. In Canada, the newly developed Rideau breed has excelled in milk production, becoming the most popular sheep in the country with inherent potential for milking and raising more lambs. The technology for increasing ef®ciency and output of lamb production shows promise and key components are being utilized by a number of sheep producers across the country. In France, rural exodus resulted in constraints due to shortage of labour in dairy sheep farms that had to be overcome by introducing mechanized milking. In the Mediterranean countries and in Central Europe, machine-milking is an integral component of large ¯ocks owned by industrial farms in Spain, cooperative farms in Bulgaria and family farms in Italy. In this system, ewes are milked after lambs have suckled for just 4±5 weeks, thus increasing the amount of milk produced. In Israel, during the ®rst month of lactation lambs are allowed to suckle simultaneously while ewes are milked, enabling a smoother transition from suckling to milking. The development of modern dairy sheep industries in France and Spain can be attributed to higher ®nancial returns from the sale of quality cheese, availability of forage and concentrates from irrigated ®elds at a suf®ciently low price, lower cost of labour for machine milking of ¯ocks with 200 or more ewes, and government grants for fencing, housing and the purchase of milking machines. Provision for technical assistance and organization for milk collection centres, milk and curd storage, and control of the manufacturing process including protection of speciality products are key factors in sustaining the enterprise.
Distribution and Production In 1999, the Food and Agriculture Organization of the United Nations summarized statistics on the total number of sheep and their milk production in different continents (Table 1). The continents of Europe (35%), Asia (45%) and Africa (20%) produce most of the sheep's milk in the world. Milk production is
710
DAIRY FARM MANAGEMENT SYSTEMS/Sheep Table 1 Sheep numbers and milk production from sheep on different continents of the world Country
World Africa North America South America Asia Europe Oceania
Number of sheep
1 068 669 240 342 15 151 80 594 412 608 154 256 165 718
Milk production Total (tonnes � 103)
Per sheepa (kg yearÿ1)
8026 1603 na 35 3578 2810 na
7.51 6.67 na 0.43 8.67 18.2 na
a Estimate. na, not available. From FAO (1999).
concentrated in the region bordering southwest Asia, southern Europe and northern Africa, and in the Mediterranean basin and the Middle East. Turkey, Italy, Greece, Syria, Iran, Romania, Spain, France, Afghanistan, Algeria, Iraq, Bulgaria, Portugal and Yugoslavia produce 63% of the world's sheep milk; the rest comes from China (10%) and Central Asia where collection of data from remote areas can be challenging. While worldwide sheep's milk represented only 2% of the total milk produced by cows, the percentage is signi®cantly greater in developing countries than in developed countries. The sheep numbers and their milk production in the Mediterranean basin and Middle East in 1999 are presented in Table 2. Traditional management of dairy sheep raised under transhumance and nomadism is associated with the availability of natural vegetation. In the transhumance system, ¯ocks follow an age-old tradition of grazing in the mountain pasture during the summer and gradually travelling to the plains in winter, making ef®cient use of vegetation in the forests, wasteland and ®elds of grain stubble following harvesting. Flocks of 50±400 ewes are hand-milked, usually by two to four men, once lambs intended for slaughter have suckled for 3±6 weeks (longer for replacement animals). There are no housing and milking facilities for sheep producing 40±100 l of milk per lactation. Grazing on natural pastures of indigenous grasses, mountain vegetation and shrubs is usually supplemented by locally available agricultural byproducts in populated areas. Overgrazing the pastures has contributed to increased numbers of sedentary ¯ocks relying on locally available feed and byproducts. This is in contrast to the modern management of more productive breeds of dairy sheep under intensive production in ¯ocks of more than 200 ewes, where ewes are fed balanced diets to meet their nutrient requirements based on
nutrients derived from optimized grazing, fodder crops and concentrates. Ewes are milked after a suckling period of 4 weeks. Early weaned lambs are provided with milk replacer diets and have access to feed. Lambs for slaughter are fed on high-energy diets to promote growth. The use of controlled reproduction based on induction and synchronization of oestrus provides opportunity for scheduling breeding, lambing, fattening and marketing activities to avoid constraints due to season and labour shortage. In recent years, mechanized milking based on specialized equipment in milking parlours has gained popularity. The traditional system of management has been declining due to rural exodus and the closure of borders by many countries following the end of World War I. At the same time, the high prices paid for sheeps' milk and milk products have contributed to an increase in the number of facilities that utilize modern management systems for milk production. Advances in breeding, feeding, reproduction and disease control have made it possible to more than double the productivity levels of milk and meat over the last 30 years. The new technology includes early weaning of lambs (at 1 month of age or earlier) to produce fat lambs for market and early mating of ewe lambs (at 8±9 months) raised on high-energy diets. Similarly, controlled reproduction based on induction and synchronization of oestrus, and use of arti®cial insemination has enhanced the ability to manage breeding and lambing. The use of forage (green and stored) and concentrates along with vitamin and mineral supplements to supply the necessary dietary nutrients to lactating ewes, and the prevention of mastitis, abortions and parasite infestation through ¯ock health programmes have contributed to increased production ef®ciency. Finally, there has been a signi®cant improvement with the introduction of milk recording programmes
DAIRY FARM MANAGEMENT SYSTEMS/Sheep
711
Table 2 Sheep numbers and milk production from sheep in the Mediterranean basin and Middle East Country
Number of sheep Total
Africa Algeria Egypt Libya Morocco Tunisia Asia Afghanistanb Chinab Cyprus Iran Iraq Israel Jordan Lebanon Syria Turkey Europe Albania Bosnia Herzegovina Bulgaria Croatia France Greece Italy Macedonia Malta Portugal Romania Slovenia Spain Yugoslavia Middle Eastc Mediterranean basin Para-Mediterranean countriesf World
Milk production
(% of world production)
Total (tonnes � 103)
(% of world production)
Per sheepa (kg yearÿ1)
18 200 4 400 6 400 16 576 6 600
(1.7) (0.4) (0.6) (1.6) (0.6)
220 93 54 27 17
(2.7) (1.2) (0.7) (0.3) (0.2)
12.09 21.14 8.44 1.63 2.58
14 300 127 163 250 53 900 6 000 340 2 000 355 15 000 30 238
(1.3) (11.9) (0.02) (5.0) (0.6) (0.03) (0.2) (0.03) (1.4) (2.8)
201 824 20 549 148 19 25 34 585 756
(2.5) (10.3) (0.3) (6.8) (1.8) (0.2) (0.3) (0.4) (7.3) (9.4)
14.06 6.48 80.00 10.19 24.67 55.88 12.50 95.77 39.00 25.00
1 941 285 2 774 489 10 240 9 290 10 770 1 550 16 5 850 8 409 72 23 751 2 392 117 652 163 170 74 918 1 068 669
(0.2) (0.03) (0.3) (0.05) (1.0) (0.9) (1.0) (0.2) (0.002) (0.6) (0.8) (0.01) (2.2) (0.2) (11.0) (15.3) (7.0)
73 4 115 6 244 670 780 48 2 97 345 na 305 46
(0.9) (0.05) (1.4) (0.1) (3.0) (8.4) (9.7) (0.6) (0.02) (1.2) (4.3) na (3.8) (0.6)
37.61 14.04 41.46 12.27 23.83 72.12 72.42 30.97 125.0 16.58 41.03 na 12.84 19.23
2235d 4048 1234 8026
(27.9)d (50.4)e (15.4)
19.00d 24.81e 16.47 7.51
a
Not included in the Mediterranean basin and Middle East. Estimate. Saudi Arabia, Bahrain, Syria, Oman, Lebanon, Qatar, United Arab Emirates, Israel, Cyprus, Yemen, Turkey, Kuwait, Iraq, Iran and Jordan. d Bahrain and Kuwait not included. e Slovenia not included. f Iran, Iraq, Jordan, Bosnia Herzegovina, Bulgaria, Macedonia and Romania. From FAO (1999). b c
and the application of quantitative genetic principles for the selection of breeding animals including crossbreeding and the development of new sheep breeds. In the last 40 years, dairy sheep ¯ocks in the Roquefort region of France have undergone changes from traditional production to a highly specialized intensive type of production based on new husbandry procedures, highly productive sheep, large
¯ocks and modern equipment. In 1951, 10 200 farms produced 33 million litres of milk from 600 000 ewes. By 1978, there were only 3784 farms left, which produced 58 million litres of milk from 590 000 ewes. The decline in the number of dairy sheep ¯ocks over 27 years has been almost threefold while the average ¯ock size has increased from 69 to 156 ewes and the individual production level has doubled. Furthermore, two-thirds of the
712
DAIRY FARM MANAGEMENT SYSTEMS/Sheep
total milk produced comes from just over half of the farms with milking machines. Presently, there is a trend towards the conservation of indigenous sheep genetic resources derived from creative human activity and natural selection for many generations in balance with the environment and available feed resources. This approach has sustained the traditional way of life, helping to maintain the evolution of society in harmony with the environment. Sheep can exploit land in rural areas with low production potential and land that is not suitable for larger ruminants. The low input requirements make these animals more effective in wealth generation for the poor people of the developing countries. The high prices paid for animal products and byproducts from developing countries have transformed a cottage industry into an important instrument for sustainable development.
Nutrition In developing feeding protocols to meet the nutrient requirements of dairy sheep, the quality of breeding stock, physiological status during growth and development, feeding behaviour and the source and amount of fodder available are important factors that need to be considered. Milk production depends to a large extent on the supply of energy and protein during gestation. When the energy supply is not a limiting factor, a lower level of crude protein could lead to a reduction in milk production. The dietary minerals and vitamins also have an important in¯uence on milk production, however, their exact role is not well understood. In late gestation and early lactation, diets containing higher levels of energy exert a direct and rapid in¯uence on milk production. During early lactation, higher levels of dietary energy hasten the occurrence of peak milk yield; however, the persistency of lactation may be inadequate. In contrast, restricting the supply of dietary energy and protein during early and midlactation delays peak milk yield and reduces milk production. In the second half of lactation, dietary energy promotes building of reserves and persistency of lactation. During this period, it is important to provide an adequate supply of dietary protein essential for milk synthesis. The lactation pattern of dairy sheep can be modi®ed by manipulating the dietary supply of energy and protein during pregnancy and lactation. The feeding protocols developed for dairy sheep are based on balancing the nutrient requirements to control milk yield, which may be driven by demand for milk and milk products.
Extensive System of Production
The essential components of farming consist of ploughing, soil quality, seasonality and drought, and the availability of perennial or nonperennial cultivated species, industrial byproducts and concentrates. In the extensive system of production, nutrient requirements for dairy sheep can be satis®ed by adjusting the diet for the amount of feed supplement according to the availability and source of forages on a year-round basis. Grazing of sheep and goats may be complementary on ranges because sheep are known to prefer herbaceous plants while goats are known not to consume the same plant or same parts of the plant. Sheep raised on the fallow in the plains, mountain and forest pastures, shrubs, and subdesert areas with little vegetative cover may be able to utilize all the ingested material. In many cases, nutrients derived from grazing may be comparable to hay of moderate quality. It is dif®cult to predict the nutrient composition of the range in the mountain pastures and the valleys as it varies in quality and quantity according to the season. In the Sahel region and the desert areas of the Middle East, the water supply is a constraint. The rapid ligni®cation of the plants reduces intake, adversely affecting the digestibility, crude protein and mineral balance. Provision for mineral and protein (including nonprotein nitrogen) supplements can help promote intake, contributing towards a bene®cial effect on health and reproduction. Sheep raised on range are only able to take advantage of the vegetation for a limited number of days due to the prevailing climatic conditions that may vary in severity with the region. Dietary supplements from home-grown forage, farm byproducts and purchased feed may be used to sustain dairy sheep for an extended period. In Morocco, sheep under the pastoral systems receive little dietary supplement because cultivated crops are fed to cattle, and cereals are used for human consumption. Straw, weeds and stubble that are associated with lower intake are fed to, or grazed by, small ruminants. Small amounts of cultivated crops are provided as a feed supplement to sheep during early lactation. The wide variations in climatic conditions deter the feeding of cultivated crops to sheep. During periods of feed shortage, decisive actions call for the purchase of forage or concentrates, leasing land with stubble to be used as feed, accepting weight loss, marketing surplus animals and utilizing community pastures. In southwestern Europe, the climatic conditions are favourable for dairy sheep and milk marketing is organized. Milk and milk products command high prices. In contrast, grazing in rangeland may not be
DAIRY FARM MANAGEMENT SYSTEMS/Sheep
able to meet the nutrient requirements of highly productive sheep. Under such conditions, intensi®cation and provision for large amounts of dietary supplement from ®eld crops or purchased forage, cereal and mixed feed becomes essential. The potential for increased milk production at high prices under conditions of favourable rainfall, temperature, irrigation and soil quality can lead to the justi®cation of permanent pasture or forage production. The complexity of the system becomes challenging when permanent pasture provides a smaller proportion of the dietary requirements compared to concentrate-based diets. Forage usage may be maximized by feeding sheep diets with a greater proportion of forage to extend lactation during the winter or dry period of the summer. Cash crops, tubers, beets and other roots and various varieties of forage can be fed to sheep to substitute for green forage year-round or for stored hay or silage during periods of feed shortage. Intensive System of Production
In France, higher costs associated with labour, fencing, wastage of forage on pasture and movement of animals resulted in the development of the zerograzing concept. In this system, intake may be increased by feeding leguminous plants, ryegrass, orchardgrass and indigenous grasses year-round. If forage needs to be harvested from a number of small ®elds scattered over a large area, feeding forage may not be cost effective. Again, the risks associated with climatic conditions increase with the acreage because of inability to harvest crops at appropriate growth and maturity. Hay is the most common form of storage, but the quality tends to vary with the climatic conditions and the stage at which the forage is harvested. Feeding a combination of silage and hay allows for more ¯exibility over forage production, mainly in the ®rst growth cycles. Maize silage is popular; however, grass tetany can occur when the proportion of silage fed to sheep is increased. Under conditions of ®nite land base, poor soil fertility and high rainfall, dietary requirements may be satis®ed by feeding concentrates in the form of cereal and oil meals together with purchased forage. In order to replace a greater proportion of concentrates in the diet of the sheep, an increasing number of producers are relying on pastures. Seasonal variation in the propagation of pasture can delay lambings from October to December. The feeding of concentrates and forage to dairy sheep in an enterprise with well-organized milk marketing commanding a high price for the product is feasible. Concentrate helps meet the nutrient requirements of the animal and provides an optimum ef®ciency for milk yield, thus reducing the costs
713
associated with labour and equipment for forage production. This approach may be modi®ed according to the demand for increased milk production and the amount of forage that needs to be produced. The proportion of concentrate in the diet may be reduced when cereals are to be used sparingly after parturition in order to improve the onset of lactation. In contrast, dry matter consumption may be increased to 70% under intensive systems of production. Under certain conditions, the production cost associated with growing forages may be greater than that of purchased concentrates in terms of nutrients supplied. Therefore, the feeding protocol cannot be generalized largely due to the in¯uence of season and production factors. Accelerated Lambings in a Controlled Environment
At the Animal Research Centre (later known as the Centre for Food and Animal Research) in Ottawa, Canada, newly developed sheep breeds derived from imported and established breeds in Canada were housed indoors year-round on expanded metal mesh ¯oors in windowless barns with the light controlled by time clocks. The accelerated lambing programme was based on separating sheep into two equal ¯ocks, and breeding for lambing at 4-month intervals under an 8-month breeding cycle. Speci®c pathogen-free lambs derived by hysterectomy were used to reestablish a disease-free ¯ock. To minimize generation interval, rams were used for breeding at 11 and 15 months of age in both ¯ocks, and were randomly mated to ewe lambs and mature ewes with the restriction that pen matings among half-sibs or more closely related animals were avoided. Ewes were mated in the ratio of 8±12 ewes per ram. At parturition each ewe and their lambs were placed in a temporary holding area (1.2 � 1.2 m) to ensure that the lambs received colostrum. Lambs remained with their ewes for 8±30 h after birth. In cases where a ewe was de®cient in colostrum or lambs were weak, the lambs were moved to a special draught-free, bedded area. These lambs were bottle-fed a minimum of 75 ml kgÿ1 body weight of frozen cows' colostrum that had been thawed and warmed to body temperature. Each day, lambs were weaned from their dams and transferred to a liquid-diet feeding barn. The new-born lambs were held in starter pens with wood shavings for bedding and taught to nurse from the nipple bar. The tails of all lambs were docked at 5 days of age and lambs were placed in starter pens equipped with two heat lamps (1 m above ¯oor level), a nipple bar with 12 nipples, automatic waterers and creep-feed boxes. The animal density was 25 lambs per starter pen (2.4 � 6.1 m). Milk replacer at 5 � C
714
DAIRY FARM MANAGEMENT SYSTEMS/Sheep
containing 24% fat and 24% protein (from spraydried milk products) in the dry powder was reconstituted (approximately 17% solids) and circulated continuously to animal pens from refrigerated bulk tanks. Lambs had access to water and creep feed (approximately 18% crude protein) composed of barley, oats, maize, wheat bran, linseed meal, molasses plus minerals and vitamins at all times. At 21 days of age, the lambs weighing 6 kg or more were provided solid feed. Lambs weighing less were left on the milk replacer diets for an additional 1 or 2 weeks. Weaned lambs were transferred to growing barns and housed at a density of 25 lambs per grower pen (2.4 � 4.8 m). All lambs were fed high-energy diets containing approximately 90% grain, 8% hay plus vitamins and minerals to promote rapid growth. At weaning and at 49 days of age, all lambs were vaccinated against clostridial infections. Surplus lambs weighing about 50 kg were marketed for slaughter at approximately 100 days of age. As the older lambs moved out of the liquid diet or growing barn, individual rooms that became empty were cleaned, disinfected and fumigated before the next lamb crop entered the barn. Lambs were maintained in 24 h of light daily until about 35 days of age. Daylength was then adjusted to 16 h light : 8 h darkness until all animals in a given room reached 105 days of age. Subsequently, ewe lambs were exposed to 10 h light : 14 h darkness until mating at 6.5±7.5 months of age. Lighting regimens were utilized to induce and synchronize oestrus in ewes in each of the two ¯ocks in asynchrony relative to photoperiod. Ewes were exposed to an alternating 4-month photoperiod of 15 h of light daily followed by 9 h of light for as long as the animal remained in the ¯ock. Consequently, in January, May and September one or the other of the ¯ocks was mated at the end of a period of short days. Ram lambs remained at 9 h of light until used for breeding at 10.5±11.5 months of age.
Breeding The East Friesian breed in Germany, the Merino breed in Spain, Italy and Eastern Europe, the Zackel breed in Central Europe and Greece, the Chios breed of Cyprus, the Sarda breed of Sardinia, the Awassi breed in the Middle East, and the Lacaune and Manchega breeds in southwestern Europe are the most popular dairy sheep. Genetically diverse populations with considerable differences in milk composition, length of lactation and milk yield may be classi®ed on the basis of milk yield into superior, high, moderate and low productivity categories. The East Friesian and improved Awassi breeds
produce more than 300 kg of milk per lactation. Therefore, these breeds are considered to have superior productivity. The highly productive Awassi, Chios, Lacaune and Sardinian breeds produce 200± 300 kg of milk per lactation. The Basque-BeÂarn, Bergamasca, Bordaleiro, Churra, Comisana, Flemish Milksheep, Garfagnana, Karaman, Kymi, Lacha or Manech, Langhe, Latxa, Manchega, Massese, Mehraban, PreÂalpes du Sud, Sfakia, Serra da Estrela, Stara Zagora, Skopelos, Tzigaja and Zakinthos breeds produce 100±200 kg of milk per lactation and are considered to be of moderate productivity. In general, ¯ocks of ewes raised on rugged terrain only produce 60±90 kg of milk per lactation. Similarly, milk production from Merino ewes on marginal farms is variable ranging from 10 to 20 l during late lactation of 180±210 days. Breeds producing less than 100 kg of milk per lactation, and therefore of low productivity, are Barbary, Corsican, Epirus, Florina, Karagouniko, Kivircick, Rouge de l'Ouest, Roumloukian, Serrai, Somassierra Blond, Tsigai and Vlakhiko sheep. The newly developed sheep breeds that excel in milk production are Assaf (Friesian � Awassi), Bergschaf (Bergamo type), British Milksheep (42% East Friesian, 16% Bluefaced Leicester, 15% `Proli®c', 13.5% Lleyn, 11.5% Polled Dorset and others), FSL (East Friesian, Sarda and Lacaune), Frisarta (75% East Friesian), Rideau (40% Finnish landrace, 20% Suffolk, 14% East Friesian, 9% Shropshire, 8% Dorset Horn, and the remainder from Leicester, North Country Cheviot, Romnelet and Corriedale), Tahirova (75% East Friesian and Kivircik) and Synthetic Milksheep. In the early twentieth century, sheep of the East Friesian breed of the longwool type were milked in small ¯ocks around mining areas. These ewes, producing 538 kg of milk in a complete lactation of 240± 270 days, are the most productive dairy sheep in the world. The seasonal nature of reproduction is more prominent in the East Friesian and Nordic breeds compared to many sheep breeds. In the Mediterranean countries, lactation terminates in the hot summer months of June and July. Advancing the month of lambing by controlled reproduction has been known to increase milk production by extending the duration of lactation. The potential for out-of-season breeding has been known to increase annual milk production in the low-producing Massese and Churra ewes compared to Sardinian ewes, and in Chios ewes compared to East Friesian ewes. This phenomenon may be associated with increased availability of highquality fodder. In the Mediterranean countries and Central Europe, East Friesian sheep with potential for increased milk production have been crossed with
DAIRY FARM MANAGEMENT SYSTEMS/Sheep
indigenous sheep resulting in crossbred ewes with higher milk yield. Although crossbred ewes produce more milk, the wool quality necessary for weaving rugs in the mountain villages has often been compromised. These crossbred sheep can easily adapt to the environment, an important breed characteristic of indigenous ewes. In subsequent generations, however, the East Friesian crosses have failed to sustain the increase in milk yield. Furthermore, a higher incidence of neonatal mortality and health problems was reported. In many instances, attempts to introduce East Friesian sheep into Central Europe and the Mediterranean region failed because of the inability of the breed to adapt. This has been due to differences in climatic conditions, feeding, body size, management and incidence of diseases in the new areas. As an alternative to crossbreeding, composite dairy sheep populations were derived from two or more breeds for specialized milk production systems. These include the Assaf breed in Israel, the FSL breed in France and the Frisarta breed in Greece. In the Awassi and Assaf breeds, milk production has been increased by implementing an accelerated lambing programme. Normally, dairy sheep under such a breeding programme are ®rst mated as early as 1 year old and begin producing milk before 2 years of age. The potential for genetic improvement of morphological characteristics and production performance among the diverse sheep breeds associated with the wide range of environments and rearing systems is complex. Breeding programmes for range-based production systems have been slow in improving the quality of sheep. A number of breeders have expressed growing concern over the improvement of dairy characteristics at the expense of adaptation to environment. The dif®culty lies in exploiting the genetic potential of these breeds in the mountainous areas, Mediterranean ranges, irrigated areas, cerealgrowing plains and modern production systems. In the past, efforts were directed mainly towards improving the level of milk production and milkability. Recently, there has been increased emphasis placed on adding value to milk products. This has been accomplished by considering fat and protein contents as selection criteria while maintaining the protein/fat ratio in order to improve cheese production. Udder morphology, particularly on the basis of teat placement and cistern height traits, can in¯uence the machine-milking aptitude of dairy sheep. Selection for uniform udder and teat conformation can be effective in overcoming one of the biggest faults of dairy sheep besides short lactation. It has been
715
proposed that selection for udder morphology based on teat placement can be considered with little or no detrimental effect on milk yield when traditional hand-milking is replaced by machine-milking. Correspondingly, somatic cell counts as an index of mastitis, which can be easily measured, is moderately low in heritability and adequate to permit genetic progress from selection. Thus, selection for somatic cell counts may be useful in improving the health status of the sheep ¯ock. There appears to be adequate genetic variation necessary to select for milkability under conditions of simpli®ed milking and the practice of single daily milking. While attempting to minimize the high cost associated with milk recording, simpli®ed recording systems are employed for large numbers of ¯ocks in conjunction with mass selection. In 1978, France initiated the of®cial milk recording of 87 171 Lacaune ewes to promote progeny testing of 357 rams. The average size of the ¯ocks that participated in progeny testing was 282 ewes with an average milk production of 145 l per lactation. Concurrently, a breeding programme based on within¯ock mass selection made use of simpli®ed milk recording in 138 395 Lacaune ewes. The average size of ¯ocks that participated in mass selection was 246 ewes with an average milk production of 111 l per lactation. The process of milk recording, progeny testing of young rams on the farms and test stations, and the use of semen from selected rams for arti®cial insemination across ¯ocks has been implemented in the Lacaune breed in France, the Awassi breed in Israel, the Sarda breed in Italy and some Spanish ¯ocks with over 1000 ewes. This has resulted in 1.1±2.5% annual genetic response to selection. It has been suggested that the allocation of greater resources for the selection of rams, particularly a large group of breeding rams under good management, may be more effective in accelerating genetic response to selection compared to increasing the precision of carrying out progeny tests.
Management In the Mediterranean region, lactation in sheep depends largely on the availability of roughage and the prevailing climatic conditions. The peak lactation may be delayed in ¯ocks that do not have access to stored forages during the winter and spring months. Dairy sheep with their inherent capacity to utilize scrub and poor-quality fodder have traditionally served a dual function by producing milk from land not suitable for cultivation. Usually, milk collected from ewes weaned from their lambs is not consumed, but processed into fresh or ripened cheese
716
DAIRY FARM MANAGEMENT SYSTEMS/Sheep
and yoghurt. Lambs surplus to the production requirements are slaughtered for meat, and the wool and skins are exploited for local handicrafts. In the Corsican mountains of the Mediterranean region, nomadic ¯ocks of indigenous sheep with minimal or no shelter can withstand conditions of drought. Thus investment in housing, fencing and equipment does not exist. A small proportion of producers provide pasture and cultivated crops for the more productive animals such as Sarda sheep. This requires investment for equipment, fences, barns and sheepfolds. In the coastal areas, where pasture or crops from irrigated ®elds are common, milking is mechanized and intensive rearing systems are based on highly productive animals. Production of sheep milk is mainly a Mediterranean activity with a larger proportion produced in specialized ¯ocks with improved breeds. In dairy sheep, milk production can be increased by modifying the management of ewes during the suckling period without decreasing the amount of milk available for their offspring. In general, ewes are not milked until their lambs are weaned. The amount of milk produced increases with age reaching a maximum at the third or fourth lactation. In the subsequent lactations, milk production tends to decrease, demonstrating a curvilinear response. Furthermore, proli®c ewes are known to produce more milk, even in the absence of suckling. When there is a demand for meat from suckling lambs, weaning occurs after 4 weeks of lactation. Only lambs intended for ¯ock replacements are permitted to suckle for an extended period that could last 2±3 months. In the Lacaune breed, arti®cial rearing of lambs on milk replacer diets has contributed to a 50% increase in milk production. However, this is not a current practice. In milking ewes, the amount of residual milk can be reduced more ef®ciently by encouraging lambs to suckle compared to hand- or machinemilking. Consequently, the demand for labour, equipment and milk replacer can be minimized. Milking
The modern dairy sheep industry that produces luxury products is market oriented, labour intensive and heavily mechanized, requiring substantial ®nancial investments. In Germany, many ¯ocks of dairy ewes are weaned from their offspring immediately or shortly after birth. Thus, the potential for increased milk production can be fully exploited for mechanized milking. The practice of abrupt weaning of ewes at lambing or following 1 month of lactation does not appear to have any adverse
effect on milk production. This is because a few days after weaning milk production tends to equalize in ewes whether the lambs were weaned abruptly or 1 month later. During milking, ewes may exhibit a single ejection corresponding to the immediate release of cisternal milk. This is due to the absence of a secondary ejection re¯ex or the simultaneous ejection of cisternal and alveolar milk, e.g. in ewes of the Sarda breed. Milking ewes may also exhibit two successive ejections, the ®rst corresponding to cisternal milk and the second for milk derived from the myoepithelial cells about 30±40 s after the teat cups are applied. Milking is more complete with less residual milk in ewes that exhibit the ejection re¯ex. The manifestation of the re¯ex depends to a large extent on the environment. Transition from suckling to hand- or machinemilking could inhibit the re¯ex. The re¯ex is known to reappear after ewes are weaned from their lambs. In some ewes, the ejection re¯ex present during suckling does not reappear during milking, making the ewes un®t for milking. Milk production may vary when ewes are milked individually or in groups depending on length of milking, mean or maximum ¯ow and percentage of milk collected at different stages of milking. The time required for hand-milking relies on the skills of the milker. The ewes of the Sarda breed appear to be more suitable for milking systems based on simpli®ed methods or under conditions demanding a reduction in the frequency of milking compared to those of the Lacaune breed. In Sarda ewes, the volume of milk lost in the absence of stripping is negligible. Furthermore, single-milking reduces milk production by only 12±15% compared to the usual two milkings. The residual milk arising from incomplete milking is similar to other sheep breeds. These breed characteristics complement hand-milking, leading to differences in the number of sheep milked ranging from 20 to 25 Lacaune ewes to 80 Sarda ewes per hour. In mechanized milking, grouping of ewes and the organization of milking parlours can be regulated according to the length of milking. Currently more attention is paid to the stages of milking because length of individual milking is no longer an issue. Mechanized milking is considered adequate when more milk can be collected without intervention of the milker and a lower volume of milk is obtained from machine stripping and ®nally by manual stripping also known as `milking out'. The times required for these activities are 70±75% for milking, 15± 20% for machine stripping and 10% for manual stripping. The ideal conformation, including shape and elasticity of the teat-cup contributes to the ef®ciency of machine-milking. When the ejection
DAIRY FARM MANAGEMENT SYSTEMS/Sheep
re¯ex is not established, failure to perform stripping during machine- and hand-milking results in the nonemptying of the udder. This amounts to a loss of 15±20% milk in the Lacaune breed and a negligible amount in the Sarda breed. In dairy breeds (Lacaune and PreÂalpes du Sud) with moderate to low milk yield, there can be a 30% reduction in milk production during the transition from suckling to milking. It has been demonstrated in PreÂalpes du Sud ewes that increasing the frequency of milking to seven a day tends to compensate for lambs suckling seven times a day, thus resulting in a similar volume of milk produced. The suppression of Sunday-night milking has been advocated to minimize labour requirements. Ewes, however, appear to be more sensitive to the suppression, and losses in milk production may amount to 13% in Sarda ewes and 26% in PreÂalpes du Sud ewes. Mechanized Milking
In the 1930s, the ®rst milking machine was developed by Fleury in Roquefort, France. The two most important characteristics of the milking machine, establishing vacuum level and pulsation rate, have remained stable over the years. The performance of ewes during milking is in¯uenced somewhat by changes in the machine characteristics. The incidence of cups or clusters `falling off' during milking may be lowered by adjusting the vacuum level and pulsation rate to foster rapid milking. The requirement for capital investment tends to vary considerably between milking strategies with many ewes being milked continuously or in groups. All milking parlours currently in use are either based on the abreast or rotating systems. Until recently, the most popular milking parlours have been the Casse type developed in Roquefort, which is based on group milking and the abreast system according to the herringbone principle. The system does not require extensive investment in expensive equipment and facilities. However, ef®ciency depends largely on labour requirements to transport ewes into and out of the milking parlour. The management of dairy sheep in this system consists of weaning all ewes from their lambs at an early age. Offspring intended for fat lamb production are fed high-energy diets from weaning to 120 days to promote rapid growth rate. Subsequently, these lambs are marketed for slaughter. The remaining lambs for replacement remain in the ¯ock with their ewes and are allowed to suckle for an extended period of time. In Israel, mechanized milking was introduced in dairy sheep farms to overcome the shortage of labour associated with managing ¯ocks of several hundred ewes. The excess labour requirements for moving
717
ewes into and out of the milking parlour do not occur in the more expensive carousel-type system. In this system, the ¯ow of milking ewes is continuous because the ewes enter and leave the milking parlour while others are being milked. The management of dairy sheep in this system consists of gradually weaning ewes from their offspring with provision for simultaneous milking and suckling in order to promote stimulation of the udder. The design of milking parlours has been modi®ed to minimize costs and labour requirements. The `International Symposia on Mechanized Milking of Small Ruminants' has been a platform for the discussion of mechanized milking and specialized equipment. The French Rotostalle type of milking parlour is a constantly rotating carousel capable of handling 500±600 ewes per hour. The Leducteur type of milking parlour was developed in France by combining the continuous milking design with the lower cost of the abreast system where the milking ewes enter and leave the parlour from the side. The various types of milking parlours described above are ®xed and, therefore, unsuitable for migratory sheep ¯ocks on mountain pastures. In Sardinia, milking parlours based on a simple and inexpensive structure were developed. These units are mobile and can be transported into remote areas without excessive energy costs.
Future Prospects The sustainable development of dairy sheep farming for specialized and niche products based on natural ecosystems and complementary production systems may be more appropriate in the agroeconomically underprivileged areas. The lower investment cost and opportunity for higher return by adding value through speciality products could facilitate wealth generation in these regions. A number of developing countries have failed to capitalize on the bene®ts of milk and milk products from dairy sheep. In recent years, genetic improvement programmes have gained popularity in regions with a large concentration of dairy sheep. Technologies developed for the production of cow milk are being applied to dairy sheep on farm, including the collection, processing and commercialization of milk and milk products. Opportunities exist for improvement of morphological characteristics and production performance based on molecular and quantitative methodologies for the application of marker-assisted selection. See also: Cheese: Overview. Dairy Animals: Sheep Breeds. Genetic Selection: Concepts. Milking
718
DAIRY INGREDIENTS IN NON-DAIRY FOODS
Machines: Principles and Design. Ration Formulation: General Nutritive Requirements in Sheep and Goats. Sheep Husbandry. Feeding Management; Milking Management; Health Management; Reproductive Management. Sheep Milk.
Further Reading Ainsworth L, Heaney DP, Fiser PS et al. (1987) Research and Technology for Increasing Ef®ciency and Output of Lamb Production Systems. Agriculture Canada, Research Branch, Animal Research Centre, Technical Bulletin No. 1987/11E. Lennoxville: Agriculture Canada. Boyazoglu JG (1991) Milk breeds of sheep. In: Maijala K (ed.) World Animal Science, Part B, Disciplinary Approach, vol. 8, Genetic Resources of Pig, Sheep and Goat, pp. 243±255. Amsterdam: Elsevier. Boyazoglu JG and Flamant JC (1990) Mediterranean systems of animal production. In: Galaty JG and Johnson DL (eds.) The World of Pastoralism: Herding Systems in Comparative Perspective, pp. 353±393. New York: Guilford Press.
Boyazoglu JG and Morand-Fehr P (2001) Mediterranean dairy sheep and goat products and their quality: a critical review. Small Ruminant Research 40: 1±11. Fahmy MH (ed.) (1996) Proli®c Sheep. Wallingford: CAB International. FAO (1999) Production Handbook, vol. 53. Rome: FAO. Flamant JC and Morand-Fehr P (1982) Milk production in sheep and goats. In: Coop IE (ed.) World Animal Science, Part C, Production-System Approach, vol. 1, Sheep and Goat Production, pp. 275±295. Amsterdam: Elsevier. Mason IL (1967) Sheep Breeds of the Mediterranean. Rome: FAO. Mason IL (1996) A World Dictionary of Livestock Breeds, Types and Varieties, 4th edn. Wallingford: CAB International. Rattray PV (1992) Nutrition of the ewe during gestation and lactation. In: Speedy AW (ed.) Progress in Sheep and Goat Research, pp. 85±106. Wallingford: CAB International. Sakul H, Boylan WJ and Shrestha JNB (1999) Animal model evaluation of dairy traits in US sheep breeds, their crosses and three synthetic populations. Small Ruminant Research 34: 1±9. Scherf BD (ed.) (2000) World Watch List of Domestic Animal Diversity, 3rd edn. Rome: FAO.
DAIRY INGREDIENTS IN NON-DAIRY FOODS
J N de Wit, Consultant Food Proteins, Renkum, The Netherlands Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction A primitive cow produces about 1000 litres of milk per lactation period, a quantity needed for her calf during the ®rst period of its life. Selective breeding of dairy cows has resulted in an average milk production of more than seven times the amount
produced by primitive cows. This increased amount of bovine milk has become a well-known source for human nutrition, both as liquid milk and dairy products. In addition, surplus amounts of bovine milk became available for applications as functional and nutritional ingredients in non-dairy food products. New developments in fractionation, isolation and preservation techniques in the dairy industry allow the manufacture of high quality and safe dairy ingredients. Information on the composition and functionality of these ingredients increased their utilization in a large range of food products. Applications appear in speci®c ®elds such as
718
DAIRY INGREDIENTS IN NON-DAIRY FOODS
Machines: Principles and Design. Ration Formulation: General Nutritive Requirements in Sheep and Goats. Sheep Husbandry. Feeding Management; Milking Management; Health Management; Reproductive Management. Sheep Milk.
Further Reading Ainsworth L, Heaney DP, Fiser PS et al. (1987) Research and Technology for Increasing Ef®ciency and Output of Lamb Production Systems. Agriculture Canada, Research Branch, Animal Research Centre, Technical Bulletin No. 1987/11E. Lennoxville: Agriculture Canada. Boyazoglu JG (1991) Milk breeds of sheep. In: Maijala K (ed.) World Animal Science, Part B, Disciplinary Approach, vol. 8, Genetic Resources of Pig, Sheep and Goat, pp. 243±255. Amsterdam: Elsevier. Boyazoglu JG and Flamant JC (1990) Mediterranean systems of animal production. In: Galaty JG and Johnson DL (eds.) The World of Pastoralism: Herding Systems in Comparative Perspective, pp. 353±393. New York: Guilford Press.
Boyazoglu JG and Morand-Fehr P (2001) Mediterranean dairy sheep and goat products and their quality: a critical review. Small Ruminant Research 40: 1±11. Fahmy MH (ed.) (1996) Proli®c Sheep. Wallingford: CAB International. FAO (1999) Production Handbook, vol. 53. Rome: FAO. Flamant JC and Morand-Fehr P (1982) Milk production in sheep and goats. In: Coop IE (ed.) World Animal Science, Part C, Production-System Approach, vol. 1, Sheep and Goat Production, pp. 275±295. Amsterdam: Elsevier. Mason IL (1967) Sheep Breeds of the Mediterranean. Rome: FAO. Mason IL (1996) A World Dictionary of Livestock Breeds, Types and Varieties, 4th edn. Wallingford: CAB International. Rattray PV (1992) Nutrition of the ewe during gestation and lactation. In: Speedy AW (ed.) Progress in Sheep and Goat Research, pp. 85±106. Wallingford: CAB International. Sakul H, Boylan WJ and Shrestha JNB (1999) Animal model evaluation of dairy traits in US sheep breeds, their crosses and three synthetic populations. Small Ruminant Research 34: 1±9. Scherf BD (ed.) (2000) World Watch List of Domestic Animal Diversity, 3rd edn. Rome: FAO.
DAIRY INGREDIENTS IN NON-DAIRY FOODS
J N de Wit, Consultant Food Proteins, Renkum, The Netherlands Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction A primitive cow produces about 1000 litres of milk per lactation period, a quantity needed for her calf during the ®rst period of its life. Selective breeding of dairy cows has resulted in an average milk production of more than seven times the amount
produced by primitive cows. This increased amount of bovine milk has become a well-known source for human nutrition, both as liquid milk and dairy products. In addition, surplus amounts of bovine milk became available for applications as functional and nutritional ingredients in non-dairy food products. New developments in fractionation, isolation and preservation techniques in the dairy industry allow the manufacture of high quality and safe dairy ingredients. Information on the composition and functionality of these ingredients increased their utilization in a large range of food products. Applications appear in speci®c ®elds such as
DAIRY INGREDIENTS IN NON-DAIRY FOODS
nutrition, pharmacy, medicine, and as support for the functional properties of food products. In this article, a survey will be given of the current fractionation and isolation processes of surplus milk and the composition of the recovered dairy ingredients. Subsequently, attention is focused on the utilization of these ingredients in a number of non-dairy food products and pharmaceutical applications.
Recovery of Dairy Ingredients Desired ingredients may be recovered systematically from milk according to a number of separation techniques (Figure 1). Usually, whole milk is heated to 65±74 � C in a pasteurizer before centrifugal separation into cream (density 89 kg mÿ 3) and skim milk (density 1016 kg mÿ 3). Well-known fat standards are 35± 40% in cream and 0.05% in skim milk. Surplus cream is usually churned to butter containing 83% milk fat. The storage stability of butterfat may be
increased by the production of anhydrous milk fat (AMF), containing at least 99.8% fat. AMF can be produced either directly from concentrated cream (75% fat) or from butter by melting at 60 � C and centrifugal separation of the aqueous phase. AMF products may be re®ned to tailor-made milk fat products for the bakery industry by fractionation into high melting (40±41 � C), medium melting (32±34 � C) and low melting (24±28 � C) milk fat fractions. This is achieved by ®ltration or centrifugation of fat crystals of different size after a slow cooling process. Skim milk may be subjected to different preheating processes before drying, depending on the intended application. The bakery industry usually requires a high-heat milk powder, obtained by a preheat treatment of at least 5 min at 95 � C. Skim milk (powder) used for the production of casein and caseinates is generally subjected to a medium heat treatment (e.g. 0.5±1.0 min at 85 � C). Low-heat skim milk powder (15 s at 72 � C) is used for the
Whole milk
Centrifugation
Milk Cream
Skim milk
Churning
Heating
Acidification
Proteolysis
Ultrafiltration
Butter
Coprecipitate
Acid casein
Rennet casein
Milk protein concentrate
Separation
Separation
Separation Anhydrous milk fat
Caseinate
Fractionation
Hydrolysis
Milk fat fractions
Neutralization
Whey
Crystallization
Ultrafiltration
Ion exchange
Lactose
Whey protein concentrates
Whey protein isolates
Hydrolysis Casein hydrolysate
719
Whey protein hydrolysate
Figure 1 Flowchart for the manufacture of dairy ingredients by industrial fractionation processes of milk and milk products.
720
DAIRY INGREDIENTS IN NON-DAIRY FOODS
standardization of milk and in applications where low-heat milk powder is legally required, e.g. for the production of cheese. Coprecipitate is recovered after heat treatment of skim milk at 90 � C, either with or without some added CaCl2, followed by lowering the pH to 4.6 at this temperature and centrifugal separation. Coprecipitate is used as a nutritional extender in a number of food products. Casein and caseinates are produced by acidi®cation of skim milk by either a culture of lactic acid bacteria or by food-grade acids such as hydrochloric acid or sulphuric acid. The casein will precipitate around pH 4.6 and is separated by using centrifuges or decanters. Most casein is converted to caseinates by neutralization (to pH 7.0), followed by drying. Caseinates are used as functional ingredients in various food products. Rennet casein is produced by enzymatic coagulation from skim milk at pH 6.7. The enzymes traditionally used, referred to as rennet, are preparations of gastric proteinases of young calves. In the traditional method of rennet casein manufacture, the skim milk is set with rennet in a manner similar to that used in cheesemaking. After coagulation, the gel is pumped to a cooking pipe where the curd is separated from the whey, washed and dried. Rennet casein is a well-known ingredient in processed cheese and cheese analogues. The mildest separation of total caseins and whey proteins from skim milk is achieved by ultra®ltration. A typical membrane for ultra®ltration of milk is permeable for any substance with a molecular weight of less than 10 000 Da. A standard ultra®ltration procedure results in a ®ve- to sixfold concentration of the protein, i.e. from 3.5% in skim milk to about 19% (70±80% of total solids) in the retentate. Milk protein concentrates are preferentially used in dietetic and clinical formulations for nutrition.
Survey of Recovery Processes from Whey Most of the whey is recovered as cheese whey, the liquid remaining during the production of cheese. Only 8% of the whey is produced as a byproduct from skimmed milk during the production of casein (Figure 1). The principles of industrial recovery processes of ingredients from whey before evaporation and/or spray drying are shown schematically in Figure 2. Membrane processes (Figure 2A) are used for the separation of whey ingredients having different sizes according to their molecular weight. Micro®ltration is used for the removal of bacteria and fat globules by using membranes of fairly wide pores (>0.1 mm).
Ultra®ltration is used for the separation of (whey) proteins, and these membranes are characterized by separation characteristics on molecular weight. Nano®ltration is used for desalting and reversed osmosis for the separation of water. Removal of lactose (Figure 2B) makes use of the poor solubility of lactose in whey, resulting in the crystallization and separation of lactose solids from concentrated whey. Pasteurized whey is concentrated by evaporation to 60±65% total solids. The concentrated whey is transferred to crystallization tanks at a temperature of about 50 � C and during gentle stirring cooled to 10 � C. The concentration of lactose in the concentrated whey is 40±45%, while its solubility at 10 � C is only 6%. After crystallization, the slurry proceeds to a decanter centrifuge for separation of the lactose mass. Demineralization involves the removal of minerals and some organic acids by nano®ltration, ionic exchange or electrodialysis. The most complete demineralization is achieved by using ionic exchange (Figure 2C). Whey (or desugared whey) ®rst enters a strong cation exchanger, loaded with a resin in the H form for exchanging cations from the whey. The resulting acid whey continues to a basic ion exchanger where its anions are exchanged for OH ÿ . Electrodialysis (Figure 2D) is a more selective demineralization method, based on the transport of preferentially monovalent ions through semipermeable membranes, induced by a direct current as the driving force. Direct current electrodes are located along the end compartments and whey salts are discharged through a 5% brine solution. Speci®c separation of whey proteins by ionic exchange may be achieved by mixing whey at pH 3.2 with porous crosslinked, negatively charged, viscose particles in a so-called stirred-bed ionic exchange process (Figure 2E). The positively charged (at pH 3.2) whey proteins are bound during gentle stirring and thereafter released at pH >8. Separation of the whey proteins from the particles occurs through a sieve in the bottom of the tank. An additional ultra®ltration step is needed to remove excess salts, upon which a whey protein isolate is obtained. Another ionic exchange method for the production of whey protein isolates is performed in columns according to a ®xed-bed process (Figure 2F). Porous positively charged silica particles bind the negatively charged (major) whey proteins at pH 6.5. An alternative is the use of negatively charged Sepharose columns for binding positively charged (speci®c) milk proteins, such as lactoferrin and lactoperoxidase at pH 6.5. Byproducts arising from the fractionation of milk and whey products are increasingly used as
DAIRY INGREDIENTS IN NON-DAIRY FOODS
721
(A) Membrane filtration
(F)
(B)
ne
ra mb
me
Ion exchange fixed-bed CH3 H N CH3 CH3
or – silica SO3H
Lactose recovery
Permeate +
whey concentrate
fractionation
lactose isolation 2
desugaring whey
viscose COO
–
Ion exchange
desalting 1
isolation 1
Ion exchange stirred-bed
–
desalting 2
SO3H
H
OH
cation
anion
Electrodialysis
CH3 H N CH3 CH3
+
or SO3H
UF Salts (E)
Anode
(C)
Cathode
+
–
Brine solution (D) Figure 2 Survey of fractionation processes for the recovery of ingredients from whey.
food ingredients. Examples are milk salts, which have the same salt-sensation as table salt. Sources of milk salts production are delactosed whey and ultra®ltration permeates, and the minerals from electrodialysis. Hydrolysis of milk proteins is carried out to improve their nutritional characteristics, increase their solubility, and improve their foaming properties. Milk protein hydrolysis may be accomplished with preparations of enzymes that usually occur in the intestinal tract. After the desired degree of hydrolysis, the enzymes are inactivated by heat treatment or separated by membrane ®ltration. The resulting protein hydrolysates are used for speci®c nutritional applications.
Table 1 Approximate composition (%) of milk ingredients recovered according to different processes, before drying Ingredient
Protein
Lactose
Milk fat
Minerals
Water
Composition of Dairy Ingredients
Whole milk Skim milk Milk cream Butter MPC Casein Caseinate Coprecipitate Whey WPC-35 WPC-60 WPC-80 WPI Milk salts
3.6 3.7 2.8 0.4 17.0 43.5 21.0 35.0 0.9 3.3 11.5 20.0 19.0 4.0
4.6 4.7 2.8 0.5 2.5 0.1 0.05 0.4 4.8 4.8 5.2 1.0 0.2 20.0
4.1 0.05 40.0 83.0 1.5 0.4 0.2 0.6 0.05 0.2 1.0 2.0 0.2 0
0.7 0.7 0.4 0.1 0.5 1.0 1.0 4.0 0.5 0.7 0.8 1.0 0.6 16.0
87.0 91.0 54.0 16.0 78.5 55.0 77.0 60.0 93.0 91.0 71.5 76.0 80.0 60.0
The main components present in the dairy ingredients discussed so far are indicated in Table 1. All
MPC, milk protein concentrate; WPC, whey protein concentrate; WPI, whey protein isolate.
722
DAIRY INGREDIENTS IN NON-DAIRY FOODS
ingredients, except butter, are dried to less than 4% moisture before they are delivered to the food industry. Unsalted butter usually contains 16% moisture and 1% non-fat solids, and salted butter contains additional NaCl. Buttermilk, the byproduct from the butter manufacture, has a composition similar to skim milk, although it has a slightly higher fat content (0.5%). Whole milk or skim milk may be preserved by adding sugar (60%) to milk that has been pasteurized and concentrated (�2.5 : 1) previously. This so-called sweetened condensed (skim) milk has an osmotic pressure high enough to inhibit growth of bacteria. Sweetened condensed milk is a well-known ingredient in the confectionery industry. Rennet casein has a slightly different protein composition compared to acid casein, caused by the absence of a peptide released from one of the casein molecules. This enzymatic modi®cation results in (rennet) casein products with quite different properties than those of acid casein. Whey still contains about 50% of the nutrients present in whole milk, comprising lactose, whey proteins, minerals, a small amount of fat, and most of the minor water-soluble nutrients from milk, such as vitamins and growth factors. The protein content is calculated from the total nitrogen content multiplied by a factor 6.38 (so-called Kjeldahl factor). This implies that both protein nitrogen and nonprotein nitrogen (NPN) are included, which should be taken into account, particularly for milk, skim milk and whey. In cheese whey 20% of total protein is NPN, which is nearly twice the amount present in (acid) casein whey. Electrodialysis of whey results in a partial desalting because multivalent ions as calcium, magnesium, phosphates and citrates are not or only slightly removed. The protein, lactose, fat and mineral content of delactosed whey, demineralized by electrodialysis, is nearly identical to that of skim milk and is often indicated as `skim milk equivalent'. This whey (by)product is a well-known extender for skim milk in ice cream and baby food.
Applications of Dairy Ingredients Milk and dairy products are used by the food industry in many food applications on the basis of their excellent nutritional and functional properties. The main areas of application are summarized in Figure 3, and will be discussed successively in the next sections. Beverages
The ¯avour of whey, especially that of acid whey, is most compatible with that of citrus fruits in
Beverages Nutraceuticals
Pharmaceuticals
Confectionery
Milk ingredients in food products
Dietetic foods
Bakery products
Meat products Fish products
Figure 3 Summary of the principal applications of dairy ingredients in food products.
beverages. However, utilization of whey as a refreshing drink is hampered by the presence of whey proteins and fatty components. After World War II, this problem has been solved by using deproteinated defatted whey. A well-known example of such a refreshing drink is `Rivella', produced in Switzerland since 1950 and nowadays still consumed in Canada and The Netherlands. Rivella is a carbonated, clear whey beverage with a bittersweet fruit ¯avour and a pH of 3.7. Nutritional whey drinks based on pasteurized (desalted) whey mixed with fruit juices at pH 4.0 were developed in the 1970s. Whey or desalted whey was mixed with concentrated fruit juice and sugar. Pasteurization and aseptic packaging guaranteed a shelf-life of 6 months without refrigeration. The good solubility and bland taste of undenatured (undamaged) whey proteins over a broad pH range are important attributes for soft drinks. In the 1970s, the Coca-Cola Company selected whey protein concentrates (WPC) as a nutrient to improve the nutritional quality of their drinks. The drinks could be forti®ed up to 1% whey proteins, without detectable changes in ¯avour and appearance. These WPC beverages retained their bland ¯avour and solubility after in-bottle pasteurization at around pH 3.0. However, the cost of these products appeared to be too high to continue their production on an industrial scale. Confectionery Products
Dairy ingredients are well-known components in a large number of confectionery products because of their contribution to the characteristic texture, ¯avour and colour. Some of these products will be discussed with respect to their main functional demands. Candy-type products, such as toffees, caramels and fudges, are cooked syrups; they were
DAIRY INGREDIENTS IN NON-DAIRY FOODS
originally textured and ¯avoured by using sweetened condensed milk. The palatability of confectionery products is often improved by the incorporation of air, supported by whipping proteins. Lactose contributes to the colour and ¯avour of these products, in particular during cooking. Milk fat serves as a source of several signi®cant ¯avour compounds. Moreover, milk fat improves the mouthfeel of candies due to its disposition in the candy product. Milk proteins enhance the miscibility of formula ingredients because of their emulsifying properties, and contribute to the lightness during whipping and the texture of the candy during cooking. Milk ingredients are also valuable components in chocolate products, especially in milk chocolate, owing to their contributions to ¯avour, sweetness and protein pro®le. According to regulations of the European Community, milk chocolate should contain at least 14% dry milk solids and not less than 3.5% butterfat. A basic step in chocolate manufacture is `conching', a heating process with aeration for some hours, which creates typical chocolate ¯avours. In order to maintain the chocolate ¯avour during an extended storage period, milk crumb has been introduced as an ingredient for the chocolate industry. Milk crumb is prepared from sweetened condensed milk, sugar, chocolate liquor and cacao mass. This mixture is usually drum-dried and subsequently crushed into grains, which may be stored for several months without loss of ¯avour when packed into closed sacks. Not all products that have the appearance of chocolate meet the of®cial standards and by regulation these products may not be labelled as chocolate. They are generally referred to as confectionery coatings or compound coatings and are developed for speci®c uses, e.g. as coatings on centres of ice cream bars, enrobed candy bars and baked goods. In these recipes, sweetened condensed whey, various sugars and optimal additions of fats and emulsi®ers may replace part or all of the condensed milk. Most aerated confectionery products are protein-type foams, which are highly sensitive to fatty components; examples are frappe and meringue. Frappe is a highly aerated sucrose±glucose solution, prepared with egg white, which is carefully folded into viscous candy ®llings for e.g. caramels, toffees and nougats. Meringue is a whipped (egg white) protein/sugar preparation which is dried at 110±125 � C. In particular, the drying process puts high demands on foam stability and requires the absence of fat. Defatted WPC may replace egg white in meringue, as shown in Figure 4. Meringues made from normal (nondefatted) WPC collapse to ¯at cookies during drying.
723
Figure 4 Meringues prepared from sugar and egg white (left), normal WPC (middle) and defatted WPC (right).
Bakery Products
Whole milk powder is a well-known dairy ingredient in bread which improves the ¯avour and colour and retards staling of bread during storage. A requisite is that the milk should be heat-treated intensively before use, in order to prevent loaf depression of the bread during baking. High-heat milk powder meets this requirement through inactivation (denaturation) of a loaf-depressing protein. Whole milk powder may be replaced by a combination of high-heat skim milk powder and butter, depending on legal regulations. Butter and fractionated milk fat, prepared as described previously, are important ingredients in the bakery industry. Since butter is quite expensive relative to other fats, its use is restricted to those products in which ¯avour makes a signi®cant contribution. High-melting milk fat fractions are functional ingredients in the preparation of puff pastry, providing the crisp texture in dough coatings of almond bread, pies, sausage rolls or apple dumplings. The lowmelting milk fat fractions may be used in the production of recombined milk powder from skim milk and milk fat; it appears that the reconstitutability of milk powder is signi®cantly improved. Whey powder is a well-known ingredient in the bakery industry because of its ¯avour-enhancing and tenderizing qualities. Volume, texture, crust and retention of freshness in wheat bread are improved by the incorporation of a combination of emulsi®ers and whey powder in the ¯our. Usually, 1±2% of whey solids (on the basis of ¯our) are added, depending on the type and structure of the bread. In the 1970s there was an increasing interest in the production of milk protein-enriched biscuits as nutritional food for children in developing countries. A mixture of delactosed whey and buttermilk added to wheat ¯our resulted in tasty biscuits containing 20% milk proteins. Figure 5 shows the milk biscuits produced that met the FAO requirements. Hens' eggs are widely used in the baking industry because of their unique properties. Whey proteins have a number of properties in common with egg (white) proteins, and many attempts have been made
724
DAIRY INGREDIENTS IN NON-DAIRY FOODS
(A)
Figure 5 Milk protein biscuits containing 20% proteins.
to substitute WPC for egg white proteins in bakery products. A well-known bakery product in which only egg white is used is angel food cakes. The three basic ingredients of angel food cakes are egg white, sugar and ¯our. Egg white may be completely replaced by defatted WPC in this product. For economical reasons, there has been much interest in replacing whole eggs in Madeira-type cakes, consisting of whole eggs, sugar, ¯our and (butter) fat. The main function of egg yolk in this cake is the emulsi®cation of fat, a function that can not easily be performed by other proteins. Preparing a pre-emulsion of fat and whey proteins has solved the lack of fat binding, allowing complete substitution of whole eggs by WPC-80, as shown in Figure 6. However, the typical egg yolk taste and the fatty mouthfeel is lacking in bland cakes. Fruit and chocolate cakes prepared from WPC according to this procedure have a structure and mouthfeel that resemble those of these types of cakes prepared by whole eggs. Meat Products
A number of milk products are used as functional ingredients or extenders in meat products. Two functional demands of meat products are of particular importance, i.e. the water-holding capacity and the fat-binding ability. More than 70% of the water present in lean meat is `free water', which is important for the tenderness and juiciness of whole meat products. After the animal is slaughtered, part of the free water is expelled and this can be restored with the help of salts and milk proteins such as caseinates and WPCs. Concomitant protein forti®cation of whole meat products (such as hams) is achieved by injecting a whey protein solution into the meat, using a multineedle system. Luncheon meat is a comminuted (®ne-particle) meat product enriched with pork fat and ¯avouring additives. Fine-particle meat products are prepared by comminution of
(B)
Figure 6 Cakes prepared from (A) equal amounts of wheat ¯our, sugar, fat and whole eggs, or (B) from WPC as complete replacer for whole eggs.
(A)
(B)
Figure 7 (A) Grinder/mincer and (B) bowl chopper for the preparation of ®ne-particle meat and ®sh products.
the muscle tissue in a grinder/mincer, as shown in Figure 7A. Pork fat is usually dispersed as pre-emulsion stabilized by caseinates in a bowl chopper (Figure 7B), and then mixed with the minced meat slurry. WPCs may be used as an emulsi®er for pateÂs, which contain a greater amount of fatty tissues than luncheon meat. Fish Products
Numerous species of ®sh are caught annually throughout the world. The introduction of gel-type seafood products such as surimi on Western markets has opened a pro®table outlet for deboned ®sh ¯esh. Surimi can be described as a myo®brillar protein concentrate, which is used primarily in the manufacture of various types of Japanese heat-gelled products, such as kamaboko. Egg white and WPC are well-known texturizers for ®sh products. However, the gel-forming characteristics of pollock (Pollachius virens) deteriorate rapidly after the ®sh is caught at sea, which is caused by enzymatic degradation of its myo®brillar proteins. The addition of 3% WPC-80 appears to be very effective for the inhibition of this autolytic enzyme activity.
DAIRY INGREDIENTS IN NON-DAIRY FOODS
Finely comminuted ®sh products are usually prepared in bowl choppers and sometimes in a grinder (see Figure 7). Examples of comminuted ®sh products are ®sh sticks, ®sh nuggets, and Japanese-style ®sh pastes such as kamaboko and tempura. Water binding and associated juiciness is improved in comminuted nuggets when both whey protein products and starch are present during chopping.
725
broken). The required degree of hydrolysis may vary according to the required use of the formula. Orally consumed enteral diets contain larger peptides, apt to further digestion in the gastrointestinal tract. A more rigorous hydrolysis is required for parenteral diets, which are injected directly in the blood stream. Pharmaceuticals
Dietetic Foods
Dietetic foods may be de®ned as food products designed for special dietary requirements. Infant formulae are mainly designed on the basis of cows' milk as a substitute for human milk. When in the early 1970s it became apparent that whey-based infant formulae can simulate human milk, attention was turned to the development of formulae containing whey. This was the start for formulae prepared by mixing equal amounts of skim milk and demineralized whey. Speci®c whey-predominant formulae have been developed for preterm low-weight infants, to support a more appropriate balance of amino acids for growth and metabolism. As age advances, physical activity tends to decline and so less dietary energy is required. Food intake also declines with age, but information on the speci®c nutrient needs of elderly people is scarce. Milk protein concentrate (MPC) with additional nutrients coming from fruits, vegetables or cereal products meets the requirements of food for the elderly. Both high-quality proteins and bioavailable calcium present in MPC are important nutrients for (elderly) people. Slimming foods are introduced to prevent or control obesity, the most prevalent nutritional disorder in prosperous communities. Obesity arises as a consequence of taking in more energy in food than is expended in the activities of daily life, leading to a positive energy balance which is mainly stored as fat. Whey products ®t well in slimming foods, owing to their excellent amino acid composition and low fat content. Clinical or medical foods are designed to provide complete or supplemented nutritional support to persons who are unable to digest adequate amounts of food in a conventional form. Whey products have nutritional advances in medical diets because most whey nutrients are present in a bioavailable form. Some patients having defects in their (enzymatic) digestion system require a diet that contains previously (in vitro) hydrolysed milk proteins or lactose. The degree of protein hydrolysis can vary from almost completely (65% of the peptide bonds broken) to partial (35% of the peptide bonds
Lactose is quantitatively the most signi®cant excipient (substance other than the active drug) in pharmaceutical applications. Tablets, capsules and inhalers are the most widespread and convenient forms for administering drugs to patients. Re®ned lactose is well known as an inert carrier of drugs because of its purity and consistent chemical and physical stability. One of the most important physical properties in the manufacture of tablets is its capability for direct compression. A lubricant (e.g. magnesium stearate) is essential for almost all tablet formulations, which forms a thin ®lm around the particles, necessary for the disintegration of the tablets in water. Another category of medicines is the inhalers. The majority of inhalers contain the active drug bound to small homogeneously sized lactose particles. The drug particles must be in the size range 0.5 to 5 mm for optimal delivery to the deepest parts of the lungs. The small particles of the active drug are coated on the somewhat larger lactose particles, acting as carrier. These lactose particles are trapped in the respiratory tract, moved upwards by action of cilia and then swallowed. The versatility of lactose is demonstrated by the range of derivatives that can be obtained through chemical and biochemical reactions, as shown in Figure 8. Calcium salts of lactobionic acid (Figure 8A) are used as a carrier for antibiotics in pharmaceutical preparations. Lactulose (Figure 8B) has been identi®ed as a bi®dus factor (see `Nutraceuticals', below). Lactitol (Figure 8C) is a sugar alcohol prepared from lactose by catalytic hydrogenation of the glucose part of the molecule to an alcohol (sorbitol). Lactitol is not absorbed or hydrolysed in the small intestine; instead, it is fermented by bacteria in the large intestine to biomass and short-chain fatty acids for absorption. Galacto-oligosaccharides (Figure 8D) are formed during the enzymatic hydrolysis of lactose under speci®c reaction conditions. Galactooligosaccharides cannot be digested by human intestinal enzymes and consequently arrive in the human colon where they are fermented by the colonic bacteria, preferably bi®dobacteria (see below). The hydrolysis of lactose to glucose and galactose
726
DAIRY INGREDIENTS IN NON-DAIRY FOODS (A) CH2OH HO
CH2OH
O H
H
OH
H
CCOH
O H
OH
H
H
OH
H
(E)
HO
CH2OH
H OH
H
H
H
H
OH
H
H
H
HO OH
H
H
OH
Galactose
CH2OH
CH2OH
O
OH
HO
dro
me
is
CH2OH
Glucose
H O
Iso
O H
HO
H
OH
H
ion
OH
HO
at
riz
lys
OH
H
H O
Hy
H
(B)
Lactobionic acid
O HO
H
Oxidation
CH2OH
OH
H
OH
CH2OH
Lactulose
CH2OH
O H
H
O H
OH
H
H
H
OH
OH
H
H
OH
OH
Lactose
n tio
Hy
dr
ia oc
og e
na
tio
ss
(D) CH2OH
C-CH2
O HO
H
H
OH
H
H
OH
n
A
(C) CH2OH
O
H
CH2OH
O H
H
HO
H
H
O H
H
OH
H
H
OH
H
CH2OH
O
OH
H
CH2OH
O OH
H
H
OH
OH
H
OH
H
OH
H
H
OH
H
OH
Galacto-oligosaccharides
Lactitol
Figure 8 Lactose derivatives obtained by chemical and biochemical modi®cations.
(Figure 8E) is catalysed by the enzyme b-galactosidase, which is present in the intestines of mammals, including humans. Both galactose and glucose are absorbed from the small intestine and are used as an energy source in the body. Previous hydrolysis of lactose in milk products is important for lactoseintolerant people. Nutraceuticals
Nutraceuticals or functional foods are food products or food ingredients that provide medical or health bene®ts, including the prevention and treatment of diseases. Examples of functional foods are bioactive proteins, probiotics and prebiotics. A group of speci®c bioactive milk proteins include lactoferrin, lactoperoxidase, lysozyme and a number of growth factors present in milk and whey. Lactoferrin is credited with several bene®cial healthpromoting effects, including antibacterial activity in the intestinal tract, acting as a carrier for iron absorption, and regulation of the immune system. Lactoperoxidase and lysozyme are natural antimicrobial milk proteins, which have been described
as prospective additives to protect milk and milk products against microbial deterioration. Probiotics may be de®ned as deliberately digested, health-promoting live bacteria that bene®cially affect the microbial intestinal balance of the host. Bi®dobacterium spp. are predominant in the intestinal micro¯ora of infants and are considered to play an important role in maintaining their health. These bacteria suppress harmful intestinal bacteria, which is also considered to be an important activity in human nutrition. Some Lactobacillus species and Bi®dobacterium spp. are used in the production of (therapeutic) yoghurts. Prebiotics may be de®ned as nondigestible food ingredients of the diet that reach the colon intact and bene®cially affect the host by selectively stimulating the growth and/or activity of probiotic bacteria in the colon. Lactulose (and oligosaccharides) are not absorbed in the small intestine, but migrate to the large intestine. In the large intestine, they appear to be utilized predominantly by all species of Bi®dobacterium residing there. Moreover, the metabolism of these compounds stimulates the growth of a healthy intestinal ¯ora.
DAIRY PLANT EFFLUENT/Nature of Pollutants
727
Future Trends
Further Reading
The interest in the functional and nutritional ef®cacy of milk ingredients in food products is still growing, and more interesting results may be expected in the near future. Increasing knowledge on the relation between nutrition and health will stimulate the consumption of functional foods signi®cantly. World-wide, more than 100 billion kg of whey is available as valuable source for dairy ingredients in food products.
Bylund G (1995) Whey processing. In: Teknotext AB (ed.) Dairy Processing Handbook, pp. 331±351. Lund, Sweden: Tetra Pakr Processing Systems AB. De Wit JN (2001) Applications of whey products. In: De Wit JN (ed.) Lecturers' Handbook on Whey and Whey Products, CD-ROM, ch. 7. Brussels: European Whey Products Association. Guthrie HA and Picciano FM (1995) Human Nutrition. St Louis: Mosby. Modler HW, McKellar RC and Yaguchi M (1990) Bi®dobacteria and bi®dogenic factors. Canadian Institute of Food Science and Technology Journal 23: 29±41. Pakkanen R and Aalto J (1997) Growth factors and antimicrobial factors of bovine colostrum. International Dairy Journal 7: 285±297. Schmidl ML, Taylor SL and Nordlee JA (1994) Use of hydrolysate products in special medical diets. Food Technology, October: 77±86.
See also: Bifidobacterium spp.: Applications in Fermented Milks. Chocolate, Function of Milk. Milk Powders: Types and Manufacture. Milk Proteins: Caseins, Functional Properties and Food Uses. Probiotics, Applications in Dairy Products. Whey Processing: Utilization and Products.
DAIRY PLANT EFFLUENT Contents
Nature of Pollutants Design and Operation of Dairy Ef¯uent Treatment Plants
Nature of Pollutants
production line:
G Wildbrett, Technical University of Munich, Freising± Weihanstephan, Germany
� milk and desserts 1.0±12.9 m3 tÿ1 ®nal product � cheese 0.5±6.0 m3 tÿ1 ®nal product � milk powder 0.9±10.0 m3 tÿ1 ®nal product.
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Dairy plants are considered as a `wet industry' because they consume large volumes of water, which is used for very diverse purposes (Table 1). As a result, dairy plants discharge large volumes of wastewater. Recent mean values vary between 0.5 and 2.0 m3 wastewater tÿ1 of treated milk. However, there are large differences according to the type of
Among other things, the variations depend on the equipment, the working method and the environmental concern of the management of the dairy plant. The ®gures given include the volumes of cooling water. As is common in the food industry, the discharge of polluted wastewater is the most signi®cant contribution to the pollution of the environment from dairy plants in terms of both quality and quantity; contamination by solid waste and waste gas are less serious.
DAIRY PLANT EFFLUENT/Nature of Pollutants
727
Future Trends
Further Reading
The interest in the functional and nutritional ef®cacy of milk ingredients in food products is still growing, and more interesting results may be expected in the near future. Increasing knowledge on the relation between nutrition and health will stimulate the consumption of functional foods signi®cantly. World-wide, more than 100 billion kg of whey is available as valuable source for dairy ingredients in food products.
Bylund G (1995) Whey processing. In: Teknotext AB (ed.) Dairy Processing Handbook, pp. 331±351. Lund, Sweden: Tetra Pakr Processing Systems AB. De Wit JN (2001) Applications of whey products. In: De Wit JN (ed.) Lecturers' Handbook on Whey and Whey Products, CD-ROM, ch. 7. Brussels: European Whey Products Association. Guthrie HA and Picciano FM (1995) Human Nutrition. St Louis: Mosby. Modler HW, McKellar RC and Yaguchi M (1990) Bi®dobacteria and bi®dogenic factors. Canadian Institute of Food Science and Technology Journal 23: 29±41. Pakkanen R and Aalto J (1997) Growth factors and antimicrobial factors of bovine colostrum. International Dairy Journal 7: 285±297. Schmidl ML, Taylor SL and Nordlee JA (1994) Use of hydrolysate products in special medical diets. Food Technology, October: 77±86.
See also: Bifidobacterium spp.: Applications in Fermented Milks. Chocolate, Function of Milk. Milk Powders: Types and Manufacture. Milk Proteins: Caseins, Functional Properties and Food Uses. Probiotics, Applications in Dairy Products. Whey Processing: Utilization and Products.
DAIRY PLANT EFFLUENT Contents
Nature of Pollutants Design and Operation of Dairy Ef¯uent Treatment Plants
Nature of Pollutants
production line:
G Wildbrett, Technical University of Munich, Freising± Weihanstephan, Germany
� milk and desserts 1.0±12.9 m3 tÿ1 ®nal product � cheese 0.5±6.0 m3 tÿ1 ®nal product � milk powder 0.9±10.0 m3 tÿ1 ®nal product.
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Dairy plants are considered as a `wet industry' because they consume large volumes of water, which is used for very diverse purposes (Table 1). As a result, dairy plants discharge large volumes of wastewater. Recent mean values vary between 0.5 and 2.0 m3 wastewater tÿ1 of treated milk. However, there are large differences according to the type of
Among other things, the variations depend on the equipment, the working method and the environmental concern of the management of the dairy plant. The ®gures given include the volumes of cooling water. As is common in the food industry, the discharge of polluted wastewater is the most signi®cant contribution to the pollution of the environment from dairy plants in terms of both quality and quantity; contamination by solid waste and waste gas are less serious.
728
DAIRY PLANT EFFLUENT/Nature of Pollutants
Table 1 Consumption of water in dairy plants and ef¯uent generation Area of use
Application
Examples
Main ef¯uent pollutants
Production
Manufacture
Hygienic operations
Prerinsing
Washing of butter or cheese curd Electrodialysis of whey Removal of product remainder from equipment after use Solutions of detergents or disinfectants
Product parts like buttermilk or whey Mineral salts Parts of raw materials or products
Solvent Rinsing
Others
Solvent Cleaning Rinsing
Rinsing off residues of cleaning and disinfecting solutions Regenerating of plants for water conditioning Washing the outside of transporters Rinsing of sludge out of boilers
The pollution of wastewater must be considered from the following aspects:
� type and quantity � ecological evaluation � means of reduction. Analytical Indices for Wastewater Pollution Dairy plant ef¯uent mainly contains milk components, organic substances that are dissolved or suspended in the wastewater. Their quantity is analytically determined by parameters that measure the sum of compounds of a given type. The mass of adsorbable halogen compounds (AOX) represents a nonspeci®c value for a group of substances with a similar chemical composition (Table 2). Important indicators for the quanti®cation of the organic load of dairy-plant ef¯uent are the 5-day biochemical oxygen demand (BOD5) and the chemical oxygen demand (COD). The ratio of COD to BOD5 indicates the biodegradability of the organic material under aerobic conditions. In the case of a good biodegradability the ratio is close to 1. Because of the relative high protein content in dairy plant wastewaters, nitrogen content is often used as a further pollution index. When comparing ef¯uent loads from different dairy plants, it must be noted that the indices in Table 2 are given as concentrations. Thus, if a dairy plant discharges unpolluted cooling water together with polluted wastewater, the pollution indices will diminish. Therefore low pollution indices do not conclusively indicate scrupulous working practice. For this purpose, the total extent of contamination has to be considered, i.e. the concentration of pollutants and the total volume of wastewater.
Removed parts of raw material or products, constituents of detergents and disinfectants Constituents of detergents and disinfectants Ions of chloride, earth alkalis or hydrogen Soil, mineral oil, any used detergent Earth alkalis, organic dispersing agents
Another type of pollutant results from regular hygiene operations; detergents represent the largest proportion of the chemicals used in dairy plants. In some cases, sodium hydroxide or an acid alone are suf®cient, but often mixtures of several chemical substances are preferred in order to gain really clean surfaces. Table 3 lists the most important components of dairy detergents. As well as many substances from the cleaning solutions, the ef¯uents also contain the residues of dairy products or other kinds of soil (Table 1) that have been displaced during the cleaning process. The product residues are often altered by the cleaning solution. Proteins may be partially hydrolysed by alkalis or enzymes or may be coagulated in acid solutions. Fat should be emulsi®ed but, in strong alkalis, soaps may be formed. Soaking alkalis from bottlewashing machines may contain dissolved starch or protein glues resulting from the removal of paper labels. In contrast to most cleaning solutions, sanitizing solutions can be used only once before being discharged. They commonly contain only very small soil residues but there is always a surplus of the active sanitizer and also of potential reaction products, e.g. halogens and AOX. The conditioning of boiler feedwater necessitates the use of complexing agents in order to sequester the residual hardness of the pretreated water and to reach an alkaline pH. Other additives, e.g. starch, tannins or synthetic polymers such as polyacrylate or polystyrene derivatives, serve to improve the blowdown of the sludge from the boiler into the wastewater. Furthermore, sodium sulphate may appear in the ef¯uent; this is formed from the sodium sulphite that is added to the boiler feedwater in order to bind the residual oxygen in the pretreated water.
DAIRY PLANT EFFLUENT/Nature of Pollutants
729
Table 2 Most important pollution indices for wastewater Index
Brief de®nition
Unit
Standard methods
BOD5
Biochemical oxygen demand: quantity of oxygen used up for aerobic biodegradation of organic matter in the sewage up to ®ve days Chemical oxygen demand: quantity of oxygen needed for the chemical oxidation of organic matter in the sewage by potassium dichromate Total Kjeldahl nitrogen: mass of bound nitrogen in the sewage, determined according to the Kjeldahl method Adsorbable organic halogens: mass of compounds in the sewage Suspended solids: volume of sedimentable matter in the sewage
mg O2 lÿ1
DIN EN 1899-2 (1987) ISO 5805 (1989)
mg O2 lÿ1
DIN 3840-1 (1980) DIN 3840-2 (1981)
mg N lÿ1 mg Cl lÿ1
DIN EN 25662 (1993) ISO 5663 DIN EN 1485 (1996)
ml lÿ1
DIN 3840-9 (1980)
COD TKN AOX SS
Table 3 Common components of detergents and disinfectants used in dairy plants Range of application
Kind of components
Substances
Cleaning
Alkalis
Sodium hydroxide Potassium hydroxide Sodium carbonate Sodium silicates Trisodium phosphate Nitric acid Phosphoric acid Sulphamic acid Gluconic acid Phosphonates Nitrilotriacetate Ethylenediaminetetraacetate Gluconates, polyacrylates Linear alkylsulphonates (anionic) Alcohol-sulphates (anionic) Alcohol-ethoxylates (nonionic) Proteasesa Iodophores Sodium hypochlorite Sodium trichloroisocyanurate Chloramine-T Quaternary ammonium compounds (cationic) Hydrogen peroxide Peracetic acid
Acids
Complexing agents
Surfactants
Disinfection
Enzymes Halogens
Surfactants Peroxi-compounds a
Technical grade, especially for cleaning of membranes.
Quantities of Pollutants Product Losses
First of all, product losses into the wastewater and discharged whey (a large proportion of produced whey is unusable today) increases the organic load of dairy ef¯uent and thus the BOD5 as well as the COD. When compared to the wastewater from other branches of the food industry, such as starch or meat factories, a speci®c BOD5 no higher than 2.5 kg O2 tÿ1 processed milk indicates a relative low organic
load. Nonetheless, the BOD5 of dairy plant ef¯uent markedly exceeds the average for domestic wastewater (0.3 mg O2 lÿ1). In contrast, the dairy plant wastewater contains a very low quantity of sedimentable substances (Table 4); these constitute only a small fraction of the content. Different equipment and different production methods strongly in¯uence the amount of pollution by organic matter and explain the varying indices in Table 4. For a product like spray-dried milk, BOD5 values between 0.152 and 22.4 kg O2 tÿ1 ®nal product have been reported.
730
DAIRY PLANT EFFLUENT/Nature of Pollutants
Table 4 Indices for untreated dairy wastewater (ATV 1985 and 1994) Indexa
Unit
Average value (over the day)
Potential variation range
Speci®c quantity of polluted ef¯uent Speci®c BOD5 BOD5 COD/BOD5 TKN NO3-N BOD5/TKN BOD5/N-total Phosphorus total SS pH Temperature
m3 tÿ1b kg tÿ1 b mg lÿ1 Ð mg N lÿ1 mg N lÿ1 Ð Ð mg lÿ1 mg lÿ1 Ð � C
1±2 0.8±2.5 500±2 000 1.3±2.2 30±50 20±130 12±20 3±14 10±100 c. 1±2 c. 9±10.5 25±35
0.5±4.0 0.3±5.0 1±50 000 1.1±2.8 Ð Ð Ð Ð Ð 0±250 1±13 5±60
a
For abbreviations see Table 2. Tonnes processed milk. Reproduced with permission from Linde AG. b
Table 5 Speci®c consumption of cleaning and disinfecting chemicals (kg dry substance processed milk) in different countries Country
Alkaline detergents (including pure alkalis)
Acid detergents (including pure acids)
Disinfectants
Czechoslovakia Switzerland Finland Germany
0.3±0.8 1.12 (1.23)a 1.13 2.4
0.1±0.3 0.66 (1.08)a 0.71 0.5
0.001±0.7 0.065 0.07 Ð
a
Including wastewater neutralization. Reproduced with permission from IDF (1993).
Extremely high organic loads are found in the wastewater from manufacturers specializing in the production of e.g. chocolate, drinks, ice cream and processed cheese. These products leave more residues on each contact surface and these are discharged into the ef¯uent, together with used cleaning solutions. Bottle-washing has to remove not only the residues of the contents but also the labels and glue from the outside. The quantity of glue depends on the technology used to apply it. The additional organic pollution of the soaking alkali may be as high as 1±5 kg glue per 10 000 bottles. Auxiliary Chemicals
Little is known about the amounts of chemicals used in hygienic operations because there is no precise documentation. Only estimated quantities have been published. These data, from 1990, are shown in Table 5. Since then, dairy plants have tended to reduce the chemical pollution of their wastewater and recycling of soiled alkaline solutions is commonly practised nowadays. Thus the consumption
of alkaline detergents, including sodium hydroxide, should have decreased by now. Dairy plants use mainly alkaline solutions for cleaning; acid solutions are less frequently used. Therefore wastewater usually contains a surplus of alkali and has to be neutralized to pH 6±9 before it is discharged into the public sewage system. In some cases, a surplus of acid in the sewage may occur. Overall, acid is needed to neutralize the alkaline ef¯uent from cleaning operations (Table 5). Data on the consumption of auxiliary chemicals for other than hygienic purposes are few, so it is very dif®cult to quantify their concentrations in dairy plant wastewater. The demineralization of whey requires sodium hydroxide and inorganic acids. Increasing the degree of demineralization not only disproportionately increases the amounts of chemicals needed but also increases the chemical load of the sewage. The quantity of chemicals needed for water conditioning depends mainly on the hardness of the available water and on the process; generally, demineralization requires more chemicals than water-softening.
DAIRY PLANT EFFLUENT/Nature of Pollutants
Environmental Evaluation General Remarks
Dairy plant ef¯uent often becomes mixed with sewages from other branches of industry, or from households. This complicates any evaluation of the sewage pollution from dairy plants. In any ecological evaluation, it is essential to know the concentration of a chemical substance that would be expected in the ef¯uent or river. Moreover, a knowledge of the damaging potential of the chemical is fundamental. To date, little is known about the individual chemical substances used in dairies. However, for cleaning and sanitizing, dairy plants often use mixtures of several chemical agents rather than a single chemical. This is an additional complication for environmental evaluation, because the individual components of a mixture act very differently and may even develop antagonistic or synergistic effects in an aquatic environment. Dairy plant operators cannot be expected to have the necessary knowledge. Only the manufacturers can be responsible for the selection of suitable components for the detergents and/or disinfectants and they have to combine effectiveness with environmental compatibility in their products as far as possible. However, it is the responsibility of the user to apply the detergents and sanitizers carefully and to follow the advice of the manufacturers. The above points explain why only the ecological impact of single chemical substances and not readyto-use products can be discussed with any degree of certainty. Product Residues
If untreated dairy plant ef¯uent is discharged into rivers or lakes directly, the oxygen consumption resulting from aerobic degradation of the product residues in the ef¯uent would disturb the aquatic ecosystem considerably. In addition, such a system would be unsuitable as a source of potable water. The higher the organic load of the sewage, the more expensive the treatment in the sewage plant will be and the greater the amount of sludge produced. Milk proteins, as well as solutions of detergents and some sanitizers (Table 3) contribute to the phosphorus and nitrogen load of the ef¯uent (Table 4). Both elements promote unwanted growth of algae in lakes and slow-running waters. In the Federal Republic of Germany, an estimate of the phosphorus and nitrogen content of dairy ef¯uents has shown that the mass of nitrogen from product residues and soil losses, and from chemicals for hygienic operations, are nearly equivalent. The main source of phosphorus is detergents. It is
731
possible to eliminate both elements and thus prevent eutrophic effects (see Dairy Plant Ef¯uent: Design and Operation of Dairy Ef¯uent Treatment Plants), but to date only a few treatment plants have been equipped for these stages. Auxiliary Chemicals
High standards of hygiene make the use of chemicals for cleaning and disinfection inevitable. The chemical components in these products show very different effects in sewages, rivers and lakes. Alkalis and acids strongly change the pH of the wastewater and increase the salt load of running waters, because they pass through sewage treatment plants unchanged. About one-third of the phosphorus in untreated sewage is utilized by microorganisms in the biological stage of treatment. The remainder, like nitrogen, promotes the growth of algae, especially in lakes. Usually, nitrogen does not seem to be as critical as phosphorus, which is mostly a limiting factor in the development of algae. Surfactants tend to form a foam on water surfaces, thus impeding the uptake of oxygen into water or activated sludge systems. As a result of low oxygen concentration in water, ®sh may die. In addition, some surfactants or their metabolites may affect the reproduction of ®sh by damaging sperm, eggs or spawn. Other aquatic animals, such as Daphnia, are also affected. Therefore, surfactants must be biodegradable. They do not require total demineralization but their surface activity, at least, should be removed by biodegradation in the ef¯uent plant. Special attention must be paid to sanitizers because, generally, discharged solutions still contain a considerable portion of active microbicidal agent; this is inactivated by the organic load in dairy wastewater. Only traces of reactive sanitizers usually reach the treatment plant but they cannot inhibit the biodegradation of organic material. However, exceptionally high concentrations of a sanitizer, perhaps as a consequence of an accident or improper handling, can markedly inhibit biodegradation processes. A more important problem results from the reaction of active chlorine with organic material in the sewage to form undesired AOXs. These are resistant to degradation, accumulate in the food chain and are more or less toxic. If there are organic substances present with a free amino group, active chlorine in the wastewater may form chloramines still showing a limited microbicidal effect. Complexing agents can sequester metal ions and can also remobilize undissolved heavy metals from sludge or sediments in rivers or lakes. Especially in the case of ethylenediaminetetraacetate (EDTA), this effect seems dangerous because it is barely
732
DAIRY PLANT EFFLUENT/Nature of Pollutants
biodegradable in contrast to nitrilotriacetate (NTA). It passes through the ef¯uent plant unchanged and therefore low concentrations of EDTA have been detected in rivers. Possible metabolites are toxic for aquatic systems. Complexing phosphonates that have substituted polyphosphates show a threshold effect: this means that below the stoichiometric equilibrium concentration with the earth alkali ions in hard water, ®ne, hardly water-soluble crystals build up ± the solutions are turbid. At the equilibrium point and above (the threshold value) solid, water-soluble complexes will be formed ± the solutions appear clear. Thus the danger of eutrophication by phosphonates is considerably lower than that by phosphates. In addition to the quantities of alkalis and acids from cleaning operations, chemicals used for the regeneration of ion-exchange plants increase the salt concentration in dairy plant ef¯uents. Further pollution by salt is a result of brine-bath over¯ow in cheese-producing factories.
leaking valves or pipe connections, or over¯owing containers. 2. Optimize operations with the aim of minimizing the residues deposited on product-contacting surfaces, e.g. preheating in the production of UHT milk reduces the deposits on heat-exchange surfaces. 3. Try to utilize whey, e.g. by producing dried whey powder for cattle feed. 4. Never discharge centrifugal sludge or residues from micro®ltration by membranes into the wastewater. Hygienic operations
These are only examples; each dairy plant has to discover and address its own weaknesses.
1. Remove product residues from product-contacting surfaces, e.g. by blowing out with ®ltered compressed air or rinsing with a small volume of water or, for cream residues, rinsing with warmed skim milk, which makes it easier to regain and use the cream that is rinsed off. 2. Avoid unnecessary dilution of chemical solutions with rinsing water, which increases the consumption of detergents or sanitizers. 3. Use mixed detergents instead of pure chemicals. Suitable additives can markedly improve the ef®ciency of alkalis and acids in many cases. As a result, the chemical pollution of the wastewater by solutions that have no further use is decreased. 4. Regenerate used cleaning solutions by sedimentation, centrifugation or membrane ®ltration techniques in order to extend their useful life whenever practical. The sludge may be disposed of or utilized for biogas production. 5. Disinfect closed systems by heating instead of applying chemicals, if it is safe and the consumption of energy seems acceptable. 6. Avoid using chemicals that are dangerous to aquatic systems or may disturb wastewater treatment. If in doubt, ask the producer or the distributor of the detergent/sanitizer.
Equipment
Conditioning of water and sewage
1. Ensure that ¯ow and transportation of raw materials and products is by as short a path as possible, in order to minimize the adherence of residues. 2. Bear in mind that all plants should be easy to clean. Avoid dead spaces, which require additional cleaning and disinfecting. 3. Ensure, by automatic control of the ¯ow paths, that there is no cross-contamination between the products and the cleaning and disinfection chemicals.
1. Reduce the water hardness only as far as necessary for the intended use. Water-softening should be done by ion exchange or reverse osmosis. Other physical methods cannot be recommended since, to date, too little is known about their effectiveness. 2. Use as much condensate from evaporators as possible in order to reduce water hardness, but do not overlook possible microbiological risks. 3. Neutralize the surplus alkalis from cleaning agents by using carbon dioxide or boiler-¯ue gas but not mineral acids. This reduces inorganic pollution of the wastewater. Further advantages
Steps towards a Reduced Effluent Pollution Each dairy plant should aim to minimize pollution of its ef¯uent; this reduces both the internal costs and the external costs of the public treatment plant. Thus, losses of raw material, products and auxiliary chemicals should be minimized as far as possible. Moreover, chemicals should be used as sparingly as possible. It is the task of management to detect critical points of sewage pollution, to create the technical conditions for reducing pollution and to motivate the personel to follow the special instructions. The following recommendations may help to diminish pollution of ef¯uent. Recommendations
Production 1. Ensure that raw materials, products, additives and auxiliary chemicals are not lost by splashing,
DAIRY PLANT EFFLUENT/Design and Operation of Dairy Ef¯uent Treatment Plants
of utilizing boiler-¯ue gas are less sulphuric dioxide exhaust and low running costs. However, special installations are required. See also: Dairy Plant Effluent: Design and Operation of Dairy Effluent Treatment Plants. Hygiene in Dairy Production and Processing. Membrane Separation. Process and Plant Design. Services in Processing Plants: Water Supply. Whey Processing: Utilization and Products.
Further Reading Abwassertechnische Vereinigung (ed.) (1978): Molkereiabwasser. Hennef, Germany: GFA-Verlag. Doedens H (1986) Molkereien. In: Abwassertechnische Vereinigung (ed.): Lehr und Handbuch der Abwassertechnik, vol. 5, Organisch verschmutzte AbwaÈsser der Lebensmittelindustrie, 3rd edn, pp. 410±456. Berlin: Ernst und Sohn. Gerike P (1987) Environment impact. In: Falbe J (ed.) Surfactants in Consumer Products, pp. 450±474. Berlin: Springer-Verlag. IDF (1979) Control of Water and Waste Water in the Dairy Industry. International Dairy Federation Document no. 75. Brussels: IDF. IDF (1993) Environmental In¯uence of Chemicals Used in the Dairy Industry that Can Enter the WasteWater. International Dairy Federation Document no. 288. Brussels: IDF. Kessler H G (2002) Food Engineering and Dairy Technology, 2nd edn. Munich, Germany: A. Kessler. Kobald M and Holley W (1990) Emissions situation in der Lebensmittelindustrie. Freising, Germany: Fraunhofer Institut fuÈr Lebensmitteltechnologie und Verpackung. Kunz P and Frietsch G (1986) Mikrobizide Stoffe in biologischen KlaÈranlagen. Berlin: Springer-Verlag. Noyes R (1993) Pollution Prevention Technology Handbook. New Jersey: Noyes. SchoÈberl P (1993) Biologischer Tensidabbau. In: Kosswig K and Stache H (eds.) Die Tenside, pp. 409±464. Munich, Germany: Hauser. Wildbrett G (1996) Abwasserfragen. In: Wildbrett G (ed.) Reinigung und Desinfektion in der Lebensmittelindustrie, pp. 213±233. Hamburg, Germany: Behr.
733
Effluent Characteristics Dairy ef¯uents contain dissolved sugars and proteins, fats and sometimes the residues of additives used in production. The treatment plant designer is primarily interested in the following characteristics: biochemical oxygen demand (BOD), chemical oxygen demand (COD), total suspended solids (TSS), total dissolved solids (TDS), phosphorus (P), nitrogen (N) and pH. Table 1 shows typical losses from some of the principal activities in a dairy. Typical parameters of dairy ef¯uent are shown in Table 2. The waste load equivalents of speci®c milk constituents are: 1 kg milk ± 3 kg COD 1 kg lactose ± 1.13 kg COD 1 kg protein ± 1.36 kg COD. The wastewater may also contain pathogens from contaminated materials, grit or other particulates from truck-washing, paper and other packaging.
Discharge Standards The design of the treatment plant depends on the discharge standards set by the licensing authority. A British Royal Commission in 1912 determined that, where a receiving water could provide a dilution of 8 : 1, a discharge standard of 20 mg lÿ1 BOD and 30 mg lÿ1 TSS was appropriate. However, much higher standards are now frequently required. Table 3 summarizes the licence requirements of a number of dairy facilities in Ireland.
Pollution Prevention and Control Given the very high capital and operating costs associated with wastewater treatment, not to mention the cost of water and chemicals and the value of lost product, it makes good sense for producers to initiate and maintain a programme of pollution prevention. Prevention practices in the dairy industry include:
� reduction of product losses by better production control
� use of disposable packaging (or bulk dispensing of milk) in lieu of bottles where feasible
� collection and reuse of waste product (where
Design and Operation of Dairy Ef¯uent Treatment Plants R J Byrne, Jacobs Engineering, Dublin, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
feasible) in lower-grade products, such as animal feeds � optimization of water and chemical use, use of high-pressure nozzles and recirculation of cooling waters � use of condensates for cleaning
DAIRY PLANT EFFLUENT/Design and Operation of Dairy Ef¯uent Treatment Plants
of utilizing boiler-¯ue gas are less sulphuric dioxide exhaust and low running costs. However, special installations are required. See also: Dairy Plant Effluent: Design and Operation of Dairy Effluent Treatment Plants. Hygiene in Dairy Production and Processing. Membrane Separation. Process and Plant Design. Services in Processing Plants: Water Supply. Whey Processing: Utilization and Products.
Further Reading Abwassertechnische Vereinigung (ed.) (1978): Molkereiabwasser. Hennef, Germany: GFA-Verlag. Doedens H (1986) Molkereien. In: Abwassertechnische Vereinigung (ed.): Lehr und Handbuch der Abwassertechnik, vol. 5, Organisch verschmutzte AbwaÈsser der Lebensmittelindustrie, 3rd edn, pp. 410±456. Berlin: Ernst und Sohn. Gerike P (1987) Environment impact. In: Falbe J (ed.) Surfactants in Consumer Products, pp. 450±474. Berlin: Springer-Verlag. IDF (1979) Control of Water and Waste Water in the Dairy Industry. International Dairy Federation Document no. 75. Brussels: IDF. IDF (1993) Environmental In¯uence of Chemicals Used in the Dairy Industry that Can Enter the WasteWater. International Dairy Federation Document no. 288. Brussels: IDF. Kessler H G (2002) Food Engineering and Dairy Technology, 2nd edn. Munich, Germany: A. Kessler. Kobald M and Holley W (1990) Emissions situation in der Lebensmittelindustrie. Freising, Germany: Fraunhofer Institut fuÈr Lebensmitteltechnologie und Verpackung. Kunz P and Frietsch G (1986) Mikrobizide Stoffe in biologischen KlaÈranlagen. Berlin: Springer-Verlag. Noyes R (1993) Pollution Prevention Technology Handbook. New Jersey: Noyes. SchoÈberl P (1993) Biologischer Tensidabbau. In: Kosswig K and Stache H (eds.) Die Tenside, pp. 409±464. Munich, Germany: Hauser. Wildbrett G (1996) Abwasserfragen. In: Wildbrett G (ed.) Reinigung und Desinfektion in der Lebensmittelindustrie, pp. 213±233. Hamburg, Germany: Behr.
733
Effluent Characteristics Dairy ef¯uents contain dissolved sugars and proteins, fats and sometimes the residues of additives used in production. The treatment plant designer is primarily interested in the following characteristics: biochemical oxygen demand (BOD), chemical oxygen demand (COD), total suspended solids (TSS), total dissolved solids (TDS), phosphorus (P), nitrogen (N) and pH. Table 1 shows typical losses from some of the principal activities in a dairy. Typical parameters of dairy ef¯uent are shown in Table 2. The waste load equivalents of speci®c milk constituents are: 1 kg milk ± 3 kg COD 1 kg lactose ± 1.13 kg COD 1 kg protein ± 1.36 kg COD. The wastewater may also contain pathogens from contaminated materials, grit or other particulates from truck-washing, paper and other packaging.
Discharge Standards The design of the treatment plant depends on the discharge standards set by the licensing authority. A British Royal Commission in 1912 determined that, where a receiving water could provide a dilution of 8 : 1, a discharge standard of 20 mg lÿ1 BOD and 30 mg lÿ1 TSS was appropriate. However, much higher standards are now frequently required. Table 3 summarizes the licence requirements of a number of dairy facilities in Ireland.
Pollution Prevention and Control Given the very high capital and operating costs associated with wastewater treatment, not to mention the cost of water and chemicals and the value of lost product, it makes good sense for producers to initiate and maintain a programme of pollution prevention. Prevention practices in the dairy industry include:
� reduction of product losses by better production control
� use of disposable packaging (or bulk dispensing of milk) in lieu of bottles where feasible
� collection and reuse of waste product (where
Design and Operation of Dairy Ef¯uent Treatment Plants R J Byrne, Jacobs Engineering, Dublin, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
feasible) in lower-grade products, such as animal feeds � optimization of water and chemical use, use of high-pressure nozzles and recirculation of cooling waters � use of condensates for cleaning
734
DAIRY PLANT EFFLUENT/Design and Operation of Dairy Ef¯uent Treatment Plants
Table 1 Typical losses in kg BOD mÿ3 milk
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Operation
Average
Range
Milk reception, churn washing, cleaning up Cooling raw milk, storage, washing tanks and pipelines Washing road tankers Separation, storage of skim milk and cream Separation, storage of skim milk and cream plus cream pasteurization Churning and washing butter Evaporating skim milk to low total solids Evaporating skim milk to high total solids and spray-drying Roller drying Pasteurizing milk and storage, bottling milk and bottle-washing Clotted cream Cheesemaking (hard pressed) Cottage cheese (washed curd) Condensing fresh whey (to low total solids) Condensing sweetened separated condensed milk Full-cream evaporated milk with canning
0.26 0.19 0.25 0.14 0.66 0.46 0.23 0.74 0.53 0.85 1.20 0.89 12.00 0.25 1.40 0.75
0.11±0.66 0.07±0.31 0.10±0.40 0.09±0.24 0.46±1.25 0.25±0.80 0.16±0.30 0.14±1.50 0.25±1.30 0.49±1.70 Ð 0.23±2.00 Ð Ð 1.20±1.70 0.50±1.00
Table 2 Typical parameters of dairy ef¯uent Biochemical oxygen demand Chemical oxygen demand Total suspended solids Total dissolved solids Phosphorus Nitrogen pH Flow
0.8±2.5 kg tÿ1 milk 1.5 times BOD 100±1000 mg lÿ1 10±100 mg lÿ1 10±100 mg lÿ1 �6% of BOD level 2±12 1±2 m3 tÿ1 milk
� energy recovery � avoidance of phosphorus-based cleaning agents. Unit Processes for the Treatment of Dairy Effluent The series of unit processes chosen for the treatment of any particular ef¯uent will depend upon the characteristics of the wastewater, the location and space available, the outlets for residual products and the ®nal ef¯uent quality required. 1. Pretreatment and preliminary treatment:
� � � � � �
coarse and ®ne screening removal of fats, oils and grease removal of grit pH control nutrient balancing hydraulic and load balancing.
2. Biological treatment:
� activated sludge processes � biological ®ltration � anaerobic processes. 3. Clari®cation
4. Sludge treatment:
� solid±liquid separation � stabilization. Pretreatment and Preliminary Treatment Coarse and Fine Screening
Screening is designed to remove suspended particles from the wastewater, in order to protect the remainder of the treatment plant from damage by gross solids and to protect subsequent treatment stages from solids overload. Usually, screening is divided into two stages:
� coarse screening, to remove solids of nominal size 20 mm and above
� ®ne screening, to remove solids of nominal size 0.25 mm and above.
Coarse screens These can be either static, comprising inclined bars at a spacing of approximately 25 mm, or mechanically raked. In either case, it is important that the velocity of ¯ow through the chamber is maintained at between 0.3 m sÿ1 to 0.8 m sÿ1 to ensure that grit or other detritus does not settle out and that intercepted screenings are not dislodged and carried forward. Fine screens These can be installed directly after the coarse screens, except where the wastewater has a high content of fat or grease. Fine screens can be:
� static (parabolic wedge-wire screens) sometimes called `sidehill' screens
� brushed, where the wastewater is screened through a curved perforated plate which is brushed
DAIRY PLANT EFFLUENT/Design and Operation of Dairy Ef¯uent Treatment Plants
735
Table 3 Comparison of treated ef¯uent discharge standards in Ireland Facility
BOD (mg lÿ1)
SS (mg lÿ1)
Ptot (mg lÿ1)
Ammonia (N mg lÿ1)
Nitrate (mg lÿ1)
Ntot (mg lÿ1)
Temp (� C)
Flow (m3 dayÿ1)
Discharge to
A B C D E F G H J
20 15 20 20 20 25 20 10 40
30 15 30 30 30 35 30 15 40
2 Ð 2 2 2 2 1 1 2
1 10 0.5 10 2 5 1 2 Ð
20 10 Ð Ð Ð Ð Ð Ð Ð
Ð Ð 15 15 15 15 15 10 15
25 21 25 25 25 25 25 25 Ð
10 000 900 4 000 4 500 8 900 18 000 1 400 9 000 2 800
River Spray irrigation River River Sewer Stream (dilution 6 : 1) Lake River Estuary
Brushes
Scraper belt
Steel with rubber tips
Inlet pipe
Screenings
Air/water
DAF CELL
Float scum
Steel baffles
Perforated screen Outlet to balance tank
Figure 1 Rotary brushed ®ne screen.
Figure 2 Dissolved air ¯otation (DAF).
intermittently or continuously (a typical rotary brushed ®ne screen is shown in Figure 1) � rotating drum screens, where the wastewater is led to the centre of the drum and ¯ows via wedgewires to the next stage; this type of screen should not be used where there are high levels of fat.
process, air is dissolved in water under pressure and then the supersaturated air/water mixture is injected into a ¯otation tank. The process is shown schematically in Figure 2. The air comes out of solution in the form of microbubbles, which attach themselves to suspended matter, including fat and grease, which then ¯oats to the surface. The ¯oating material forms a scum on the surface of the tank and is removed intermittently by a mechanical skimmer. Typical design parameters for a DAF unit are:
Provision should always be made for the highpressure or steam-cleaning of ®ne screens, particularly where the screens are subjected to fatty wastewaters. Removal of Fats, Oils and Grease
Fat and grease will solidify and ¯oat to the surface of liquid given time, temperate ambient conditions and a quiescent ¯ow pattern. On small plants, it is still not unusual to ®nd static grease traps designed on the basis of ¯ow rate. Typically a retention period of 30 min or more is provided and the accumulated fat/grease is removed manually. The principal drawback of such systems is the possibility of the accumulated fats being subjected to higher temperature and becoming emulsi®ed. Recently however, ¯otation, particularly dissolved air ¯otation (DAF), has become the most frequently used process for the removal of fat or grease. In this
� upward ¯ow velocity ± up to 7.2 m hÿ1 � volumetric retention time at maximum in¯ow ÿ 20±30 min
� recycle rate ÿ 20±35% of in¯ow � air/solids ratio ÿ 0.005±0.06 kg air kgÿ1 solids to be removed.
Where the ef®ciency of the process can be improved by the use of ¯occulating agents, it has also been found that upwards of 50% of the COD load can be removed by the DAF process. Removal of Grit
Grit particles which can include sand, gravel, clay etc. generally enter the waste stream from the truckand tanker-washing area or through the corrosion
736
DAIRY PLANT EFFLUENT/Design and Operation of Dairy Ef¯uent Treatment Plants
of concrete or paved surfaces. If allowed to pass through the process, grit could cause serious damage to pumps and other mechanical equipment, in addition to combining with sludge to cause pipe obstructions. Grit will settle readily, provided that the velocity of ¯ow is reduced to approximately 0.3 m sÿ1. It is quite important that the velocity is not permitted to fall below 0.15 m sÿ1, as this could result in the settlement of organic matter. Grit settles at about 30 mm sÿ1, so where the length of the grit channel is 15 to 20 times the depth, the grit removal ef®ciency is high. The maintenance of constant velocity in the grit channels is usually either by the formation of parabolic channels or by using a Sutro weir. This is a special type of weir which ensures that the velocity of ¯ow is directly proportional to depth. pH Control
The in¯uence of pH within a treatment plant is both chemical and biological. Control of pH is necessary to ensure that the wastewater does not damage the structures, equipment or pipework. Most biological processes operate best within the pH range 6.5±8.5; however it has been found that process ef®ciency can be maintained even where the resulting pH is not optimal, provided that the pH is reasonably constant and not subject to sudden change. Nutrient Balancing
Biological treatment processes can be inhibited if the balance of available nutrients is insuf®cient to ensure that the microbes can break down the organic matter in an ef®cient manner. Dairy wastewater may frequently have an excess of phosphorus and a de®ciency of nitrogen or potassium. It is generally accepted that the ratio between BOD, nitrogen and phosphorus should be 100 : 5 : 1 to facilitate microbial breakdown. Nutrient de®ciency can be overcome by the addition of urea (or other source of nitrogen) and phosphoric acid. It is important to ensure that the available nitrogen and phosphorus are measured at the entry to the biological treatment and not prior to other physical/chemical processes. Hydraulic and Load Balancing
Biological treatment processes operate best under constant and consistent organic load, with only minimal, gradual variations in the substrate. Most physical and physicochemical processes are ¯owdependent, as are pumps, pipework and other items of mechanical equipment. It is therefore essential that
adequate provision is made for balancing both pollution load and ¯ows. Balancing can be effected by a combination of storage capacity and control of the forward ¯ow. The theoretical capacity of a balancing tank can be determined as follows: Buffer required to minimize substrate variations provision for variations in in¯ow over day/week/month, as appropriate provision for equipment malfunction freeboard
Provision must be made for mixing the balancing tank contents thoroughly and consideration should be given to aerating the contents where the potential for biodegradation of the waste exists.
Biological Treatment Biological treatment processes have generally been classi®ed as aerobic (where the degradation takes place in the presence of oxygen) or anaerobic (where oxygen is excluded). Processes classi®ed as aerobic include activated sludge and biological ®ltration, although in the latter, both aerobic and anaerobic systems coexist on the surface of the media. Activated Sludge Processes
The activated sludge process, designed in the early 1900s, is a biological wastewater treatment method in which microorganisms are bunched together to form sludge ¯ocs. The ¯ocs develop spontaneously when the wastewater is aerated. The wastewater and the sludge ¯ocs are mixed in the aeration tank. Most of the impurities in the wastewater are suitable nutrients for the bacteria in the ¯ocs; they take up the nutrients in their cells. An activated sludge ¯oc is a conglomerate of:
� � � �
living and dead bacterial cells protozoa and higher organisms trapped inorganic particles and organic ®bres precipitated salts.
The ¯oc is held together by chemical forces and a slime matrix surrounding the cells. The composition of the ¯oc is dynamic, not static, and can be changed through alterations in the process conditions. The general processes that occur are:
� stabilization ± slow breakdown of adsorbed materials
� mineralization ± conversion of nutrients to substances such as carbon dioxide
� assimilation ± conversion of nutrients to cell material
DAIRY PLANT EFFLUENT/Design and Operation of Dairy Ef¯uent Treatment Plants
737
� endogenous respiration ± microbial mass con-
Key parameters used in the design of the activated sludge process are:
The operating principle of the activated sludge process is that wastewater containing biodegradable organic matter is fed to a reactor containing a wellmixed, well-aerated population of microbes (biomass, in the form of a ¯occulant suspension). The resulting mixture of biomass and water is separated, with the solids (sludge) being returned to the reactor (Figure 3).
� food (F) ± usually expressed in kg BOD � microbial population ± usually expressed as kg
verted to new cell material for new cells.
Input Aeration stage
Typical design data are shown in Figures 4 and 5. Activated sludge is generally categorized based on the F/M ratio as follows: high-rate activated sludge ± F/M ratio in the range 0.6±1.8, conventional activated sludge ± F/M ratio in the range 0.2±0.5, extended aeration ± F/M ratio in the range 0.04±0.1.
Oxygen
Sludge separation
mixed liquor suspended solids (MLSS) but also referred to as mass (M) � ratio of food to mass ± usually called the F/M ratio, which is a measure of the loading rate.
Treated effluent
Several con®gurations of the aeration tank have become popular in the treatment of dairy wastewaters, including the following types.
.Plug flow The wastewater and sludge are inPreaeration stage (optional)
troduced into one end of an aeration basin where the length : width >12 : 1.
Sludge recycle
Oxidation ditch This was developed by Paasver in 1953). The aeration tank is laid out as a `racing track' and oxygen transfer and mixing are effected by horizontal rotors (Figure 6). kg Oxygen kg–1 BOD removed
Figure 3 Basic activated sludge process.
% BOD removal
100 90 80 70 60 0
0.05
0.1
0.15
0.2 0.25 F/M ratio
0.3
0.35
0.4
2.5 2 1.5 1 0.5 0 0.02 0.05
0.1
0.15 0.2 0.25 F/M ratio
0.3 0.35
Figure 5 Oxygen demand vs. food to mass (F/M) ratio.
Figure 4 % BOD removal vs. food to mass (F/M) ratio.
Oxidation ditch Clarifier
Rotor
Rotor
Return sludge Figure 6 Typical oxidation ditch plant.
Excess activated sludge
0.4
738
DAIRY PLANT EFFLUENT/Design and Operation of Dairy Ef¯uent Treatment Plants
.Carousel This is similar to the oxidation ditch; however the oxygen transfer and mixing duties are frequently split. This con®guration allows the establishment of an anoxic zone. Sequencing batch reactor In this reactor, aeration and clari®cation takes place in the same tank (Figure 7). Biological Filtration
The principle of the bio®ltration process is similar to that of the activated sludge process. Organic matter (food) is brought into contact with high numbers of microbes (®lm adhering to media) in the presence of oxygen (Figure 8).
Biological ®lters are not normally mechanically aerated, as the heat generated during the microbial degradation process are usually suf®cient to maintain a temperature gradient between the wastewater and the surrounding air, ensuring an adequate draught. The most common form of bio®lter used in the treatment of dairy wastewater is the high-rate bio®lter. The media, which are usually in the form of open-textured plastic, can be either random pack or modular. High-rate bio®lters are normally loaded above 0.6 kg BOD mÿ3 and generally remove 50±70% of the applied BOD (Figure 9). The wastewater is distributed over the surface of the media at a minimum irrigation rate of 1.5 m3 mÿ2 plan area hÿ1 this ensures that no clogging of the media occurs and discourages insect life (Figure 10).
Wastewater in % BOD removal
100
2 Aeration
1 Fill
90 80 70 60 50 40 1
2
3
4
5
Applied load (kg BOD m–3 day–1) Clarified outflow
Figure 9 Bio®ltration ef®ciency.
Sludge Distribution channel 3 Settlement
4 Decant and waste sludge
Figure 7 Sequencing batch reactor.
Hole in channel floor Effluent
Splasher bracket
Splasher plate Media
Spacer
Modular plastic media
Air Figure 8 Activity on bio®lter media.
Figure 10 Distribution of wastewater over modular plastic media.
DAIRY PLANT EFFLUENT/Design and Operation of Dairy Ef¯uent Treatment Plants
In the denitri®cation stage, the nitrate and nitrite are converted to nitrogen gas (N2). For each kilogram of nitrate reduced:
The most critical parameters in the operation of a bio®lter are:
� irrigation rate ± it is essential that the irrigation �
� �
�
� 2.86 kg O2 is recovered � 3.0 kg alkalinity as CaCO2 are recovered � �0.4 kg of cells are created (extra sludge).
rate is maintained at all times to ensure that the ®lter media do not become clogged BOD applied ± the application of excessive loading rates (shock loads) can also result in clogging of the media and ponding of the surface; prolonged BOD loading can give rise to odour problems pH ± inadequate control of the pH will reduce the ef®ciency of the bio®lter and may even result in damage to the media and support structures fats and grease ± the presence of fats and grease in concentrations above 50 mg lÿ1 can result in the coating of the biological ®lm; this can lead to uncontrolled anaerobic activity and signi®cant odours in extreme cases temperature ± reduced ef®ciency will occur when the temperature within the bio®lter drops below 8 � C.
Biological phosphorus removal This is dependent mainly on the ability of the Acinetobacter spp. to release phosphorus under anaerobic conditions and to absorb it under aerobic conditions. The mechanism can be summarized as follows:
� under anaerobic conditions, readily degradable
organic matter (BOD) is fermented to short-chain fatty acids (SCFAs), which are stored in the cell as polyhydroxyl butyrates (PHBs) � under aerobic conditions, the stored PHBs are oxidized and energy is released allowing the assimilation of soluble orthophosphate � the orthophosphate is metabolized by the cell and excess quantities stored in the cell as polyphosphate; the storage of excess phosphorus is known as `luxury uptake' of phosphorus and it is this ability of the cell which is exploited in the biological phosphorus removal process.
The out¯ow from high-rate biological ®lters, even after settlement, is usually not of suf®ciently high quality to be discharged to watercourses and will require further treatment. Activated sludge treatment is frequently used.
A number of biological processes have been developed, many based on the activated sludge process, which are very effective in the biological removal of nitrogen and phosphorus from wastewater.
Nutrient removal Nitrogen This is a two-stage process consisting of: (1) nitri®cation, which is carried out under strongly aerobic conditions; and (2) denitri®cation, which is carried out under anaerobic conditions. In the nitri®cation stage, ammonia is converted to nitrite and nitrate. For each kilogram of ammonia oxidized:
� � � �
continuous process The A2Or Process This (Figure 11), developed in the United States, is a re®nement of the activated sludge process and takes advantage of the ability of denitrifying bacteria (abundant in the anoxic denitri®cation (DN) tanks) to convert the nitrate (which is recirculated from the nitri®cation (N) tanks) into nitrogen gas, and of phosphorus accumulating bacteria in the anaerobic (AN) tanks to take up the available
�4.18 kg O2 is consumed 14.1 kg alkalinity as CaCO2 are destroyed 0.15 kg of cells are created (extra sludge) 0.09 kg of inorganic carbon is consumed.
Influent
Recirculation Clarifier
AN
AN
DN
DN
DN
739
N
N
N
Return sludge Figure 11 Biological nitrogen and phosphorus removal. AN, anaerobic; DN, denitri®cation; N, nitri®cation.
Excess activated sludge
740
DAIRY PLANT EFFLUENT/Design and Operation of Dairy Ef¯uent Treatment Plants
phosphorus. This process is capable of producing an ef¯uent with Ntot 3 mm) is caused by an accumulation of mononuclear in¯ammatory cells, called a delayed-type hypersensitivity reaction. This reaction to PPD, mediated by T lymphocytes, indicates past or present infection of the animal by Mb. bovis. Since spontaneous resolution of Mb. bovis infection is rare, the animal is considered infected and labelled a `TB reactor'. The sensitivity and speci®city of the skin test are 86% and 96% respectively. This means that 86 of 100 actual cases of bovine TB will test positive but that four of 100 noninfected animals also may test positive: false-positive tests. This presumes that the skin test was performed and interpreted correctly. The precise measurement of antigen dose, careful injection into the super®cial layers of the skin and careful examination of the injection site 2±3 days later are all steps critical to test accuracy. TB skin testing is done differently in geographic areas where the disease is endemic than in areas with a very low Mb. bovis infection prevalence. If the infection prevalence is high, the predictive value of a positive test (the probability the test is correct when positive) is suf®ciently high that caudal fold skin test-positive cattle are labelled `reactors' and
managed as infected animals. In countries or regions with a low prevalence of bovine TB the predictive value of a positive skin test is low, meaning a low probability that the positive test is correct. This results when the frequency of false-positive tests is as high as or higher than that of true-positive tests. A false-positive skin test is de®ned as a skin testpositive animal that has no evidence of bovine TB after necropsy and examination of tissues by histopathology and microbiology. False-positive TB skin tests occur when animals become sensitized to mycobacteria that occur in the environment. To limit problems resulting from false-positive skin tests and improve the skin test speci®city, the comparative cervical skin test was devised. In this test two intradermal injections are placed side by side in the neck skin (cervical region) of the animal. PPD antigens of Mb. bovis are inoculated in one site and PPD antigens of Mb. avium in the other. Mycobacterium avium is used because it is one of the more common mycobacteria found in the environment causing sensitization of cattle. The amount of swelling induced by each antigen is measured by comparing skin thickness measured before and 48±72 h after antigen injection. Using prescribed interpretation charts these two parameters can be used to determine if the animal is a true Mb. bovis reactor (larger amount of swelling at the site of Mb. bovis PPD inoculation) or is merely sensitized to some other mycobacterial agent. Most countries have speci®c regulations governing the use and interpretation of tests for bovine TB. Many times it is only governmental veterinarians or specially trained and certi®ed veterinarians who can perform these tests. A laboratory test for interferon-g (IFN-g) has been shown to be a useful alternative to skin testing and in some countries is used as an alternative or supplemental test for bovine TB. The IFN-g test is performed on peripheral blood leucocytes. To perform this test whole blood is divided into two portions. One is mixed with Mb. bovis PPD and the other serves as a control. After 24 h incubation at 37 � C, the plasma fraction of the blood is tested for evidence of IFN-g release using an enzyme-linked immunosorbent assay (Bovigam, CSL, Melbourne, Australia). Signi®cant levels of IFN-g in the blood exposed to Mb. bovis PPD as compared to the control is considered a positive test. The IFN-g assay shows good correlation with the skin test. The test has the advantage of only requiring handling of the cattle one time and of being both quantitative and objective. A disadvantage is the necessity of getting heparinized (heparin is a chemical that prevents clotting) blood to the laboratory within 24 h in good condition.
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Tuberculosis
Diagnosis of bovine TB after death of the animal is accomplished by histopathology and culture of potentially infected tissues for Mb. bovis. These tests are done to con®rm a suspected diagnosis.
Treatment Rarely is treatment of Mb. bovis infection attempted. Rather, test-positive animals are slaughtered.
Prevention/Control There are three principal reasons for controlling bovine tuberculosis: (1) risk of infection transmission to humans; (2) loss in productivity of infected animals and (3) risk that trade restrictions might be imposed by countries that are free of bovine TB. Control of bovine TB within herds involves annual testing of the herd and removal of all reactors. Segregation of adult cattle from the young animals being raised as dairy replacements will help diminish the spread of infection. In situations of very high Mb. bovis infection rate, whole-herd depopulation may be warranted depending on the TB status of the region or country in which the herd is located. At the regional or national level control programmes are aimed at limiting movement of animals from infected to noninfected herds. This begins with testing and classi®cation of herds based on annual whole-herd skin tests. As TB programmes expand, smaller geographic units, such as counties or states, will be declared free of bovine TB. The goal, successfully achieved by many countries, is to attain total freedom from bovine TB. The Of®ce International des Epizooties (OIE) de®nition of a country being declared free of bovine TB is when: (1) bovine TB is compulsorily noti®able in the country and (2) 99.8% of the herds have been of®cially free from TB for at least the past 3 years; (3) cattle introduced to the country are required to be accompanied by a certi®cate from an of®cial veterinarian attesting to their TB-free status and (4) the country has a veterinary administration system capable of tracing and testing the herd of origin for any TB test reactor. Obstacles to successful eradication of bovine TB are several. The ®rst, and for many countries, most signi®cant, obstacle is political or ®nancial. To launch a successful bovine TB control or eradication campaign requires that the majority of producers are strongly supportive of the programme. It also requires that they can obtain suf®cient support from the government to help ®nance what is a very expensive and long-term effort. Paradoxically, sustaining both dairy industry and government support for a bovine TB programme is challenging, even if
785
the programme is successful. As the prevalence of the infection approaches zero it becomes increasingly hard to maintain enthusiasm for a programme to eradicate a disease that is rarely seen. Decades of investment to obtain a TB-free status can be reversed in relatively short order if some level of surveillance is not sustained. The most common method of surveillance is by visual examination of carcasses at the slaughter plants. When granulomatous lesions are seen by inspectors, they are submitted for histopathology and culture by specialized reference laboratories. The other main obstacle to bovine TB control or eradication is a biological one. In some countries the infection has spread from cattle to local wildlife populations. The best, but not the only, examples of endemically Mb. bovis-infected wildlife are Australian brushtail possums (Trichosurus vulpecula) in New Zealand and Eurasian badgers (Meles meles) in the United Kingdom. Epidemiological studies in both of these countries have clearly shown that Mb. bovis is not only resident in these wild populations but that the infection readily passes back to domestic animals in contact with those animals. This creates a situation of con¯icting interests between animal agriculture and people who place a higher priority on protection of these wild animals. One strategy for ®nding compromise is to develop Mb. bovis vaccines for the wildlife and some research shows progress in this direction.
Public Health Concerns Mycobacterium bovis has a broad host range and it includes humans, thus making it one of the zoonotic bacterial pathogens. The zoonotic potential of Mb. bovis and the fact that it is excreted in milk were responsible in large measure for the establishment of bovine TB eradication programmes in many countries and institution of pasteurization of milk for human consumption ± a process that effectively kills the organism. In the early 1900s, Mb. bovis caused an estimated 5±30% of all cases of human TB in the United States and United Kingdom. Most human Mb. bovis infections were acquired by children through consumption of raw milk and resulted in an intestinal or generalized form of TB as opposed to the respiratory form of the disease typical of human TB due to Mb. tuberculosis. TB remains one of the most common infectious diseases of humans, causing an estimated 8 million new cases and 3 million deaths worldwide each year. It must be recognized, however, that the vast majority of these human TB cases are caused by Mb. tuberculosis, not Mb. bovis, and that humans, not
786
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Johne's Disease
cattle, are the most common source of infection. It is possible for cattle to become infected with Mb. tuberculosis from humans and then transmit the infection back to other humans but such instances are very rare. Countries can virtually eliminate the public health problem of Mb. bovis by making pasteurization of milk and fresh cheese compulsory, eradicating bovine TB from cattle herds, or both. The positive impact these measures have on human health is clearly evident in the countries of North America and most of western Europe. See also: Diseases of Dairy Animals, Infectious: Johne's Disease. Office International des Epizooties: Mission and Organization. Diseases of Dairy Animals, Noninfectious: Bloat.
Johne's Disease M T Collins, University of Wisconsin±Madison, Madison, WI, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Johne's disease is a chronic contagious infectious disease affecting dairy cattle worldwide. The disease is economically important, spreading, and many countries are establishing control programmes. The ability of the cause of Johne's disease, Mycobacterium avium subsp. paratuberculosis (Figure 1), to infect and cause disease in humans is a controversial and unresolved scienti®c question.
Further Reading
Description of the Organism
Clifton-Hadley R and Wilesmith J (1995) An epidemiological outlook on bovine tuberculosis in the developed world. In: Griggin F and de Lisle G (eds.) 2nd International Conference on Mycobacterium bovis, pp. 178±182. Dunedin, New Zealand: University of Otago Press. Corner LA, Melville L, McCubbin K et al. (1990) Ef®ciency of inspection procedures for the detection of tuberculous lesions in cattle. Australian Veterinary Journal 67: 389±392. Cosivi O, Grange JM, Daborn CJ et al. (1998) Zoonotic tuberculosis due to Mycobacterium bovis in developing countries. Emerging Infectious Diseases 4: 59±70. Francis J, Seiler RJ, Wilkie IW et al. (1978) The sensitivity and speci®city of various tuberculin tests using bovine PPD tuberculin. Veterinary Record 103: 420±435. Lehane R (1996) Beating the Odds in a Big Country: The Eradication of Bovine Brucellosis and Tuberculosis in Australia. Melbourne: Australia: CSIRO Publishing. Neill SD, Pollock JM, Bryson DB and Hanna J (1994) Pathogenesis of Mycobacterium bovis infection in cattle. Veterinary Microbiology 40: 41±52. O'Reily LM and Daborn CJ (1995) The epidemiology of Mycobacterium bovis infections in animals and man: a review. Tubercule Lung Disease 76: 1±46. Walstrom H, Carpenter T, Giesecke J et al. (2000) Herdbased monitoring for tuberculosis in extensive Swedish deer herds by culling and meat inspection rather than by intradermal testing. Preventive Veterinary Medicine 43: 103±111. Wood PR, Corner LA, Rothel JS et al. (1991) Field comparison of the interferon-gamma assay and the intradermal tuberculin test for the diagnosis of bovine tuberculosis. Australian Veterinary Journal 68: 286±290.
Mycobacterium avium subsp. paratuberculosis was simply called Mb. paratuberculosis until relatively recently and many authors still favour the latter name. The proposal to reclassify it as a subspecies of
Figure 1 Scanning electron micrograph of a group of Mb. paratuberculosis cells. (Photograph # M T Collins.)
786
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Johne's Disease
cattle, are the most common source of infection. It is possible for cattle to become infected with Mb. tuberculosis from humans and then transmit the infection back to other humans but such instances are very rare. Countries can virtually eliminate the public health problem of Mb. bovis by making pasteurization of milk and fresh cheese compulsory, eradicating bovine TB from cattle herds, or both. The positive impact these measures have on human health is clearly evident in the countries of North America and most of western Europe. See also: Diseases of Dairy Animals, Infectious: Johne's Disease. Office International des Epizooties: Mission and Organization. Diseases of Dairy Animals, Noninfectious: Bloat.
Johne's Disease M T Collins, University of Wisconsin±Madison, Madison, WI, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Johne's disease is a chronic contagious infectious disease affecting dairy cattle worldwide. The disease is economically important, spreading, and many countries are establishing control programmes. The ability of the cause of Johne's disease, Mycobacterium avium subsp. paratuberculosis (Figure 1), to infect and cause disease in humans is a controversial and unresolved scienti®c question.
Further Reading
Description of the Organism
Clifton-Hadley R and Wilesmith J (1995) An epidemiological outlook on bovine tuberculosis in the developed world. In: Griggin F and de Lisle G (eds.) 2nd International Conference on Mycobacterium bovis, pp. 178±182. Dunedin, New Zealand: University of Otago Press. Corner LA, Melville L, McCubbin K et al. (1990) Ef®ciency of inspection procedures for the detection of tuberculous lesions in cattle. Australian Veterinary Journal 67: 389±392. Cosivi O, Grange JM, Daborn CJ et al. (1998) Zoonotic tuberculosis due to Mycobacterium bovis in developing countries. Emerging Infectious Diseases 4: 59±70. Francis J, Seiler RJ, Wilkie IW et al. (1978) The sensitivity and speci®city of various tuberculin tests using bovine PPD tuberculin. Veterinary Record 103: 420±435. Lehane R (1996) Beating the Odds in a Big Country: The Eradication of Bovine Brucellosis and Tuberculosis in Australia. Melbourne: Australia: CSIRO Publishing. Neill SD, Pollock JM, Bryson DB and Hanna J (1994) Pathogenesis of Mycobacterium bovis infection in cattle. Veterinary Microbiology 40: 41±52. O'Reily LM and Daborn CJ (1995) The epidemiology of Mycobacterium bovis infections in animals and man: a review. Tubercule Lung Disease 76: 1±46. Walstrom H, Carpenter T, Giesecke J et al. (2000) Herdbased monitoring for tuberculosis in extensive Swedish deer herds by culling and meat inspection rather than by intradermal testing. Preventive Veterinary Medicine 43: 103±111. Wood PR, Corner LA, Rothel JS et al. (1991) Field comparison of the interferon-gamma assay and the intradermal tuberculin test for the diagnosis of bovine tuberculosis. Australian Veterinary Journal 68: 286±290.
Mycobacterium avium subsp. paratuberculosis was simply called Mb. paratuberculosis until relatively recently and many authors still favour the latter name. The proposal to reclassify it as a subspecies of
Figure 1 Scanning electron micrograph of a group of Mb. paratuberculosis cells. (Photograph # M T Collins.)
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Johne's Disease 787
Mycobacterium avium resulted from genetic studies that showed very high DNA homology with Mb. avium subsp. avium. The insertion sequence (IS) designated IS900 is the only genetic element found thus far that is unique to Mb. a. paratuberculosis, although minor differences at sites within IS1311 have also been described. Both names, Mb. a. paratuberculosis and Mb. paratuberculosis, remain in common use in scienti®c literature and can be considered synonymous. In the remainder of this chapter the organism will be referred to as Mb. a. paratuberculosis. In spite of the close genetic similarity between Mb. a. subsp. avium, a cause of tuberculosis in birds, and Mb. a. paratuberculosis there are several important phenotypic differences. Mycobacterium a. paratuberculosis grows much more slowly in vitro; roughly 1 week for Mb. a. avium versus 12±16 weeks to form visible bacterial colonies on primary isolation media for Mb. a. paratuberculosis. Mycobacterium a. paratuberculosis is also dependent for in vitro growth on addition to culture media of a mycobacterial siderophore called mycobactin. It is the virtually only species of mycobacteria that exhibits mycobactin dependency in vitro. Colonies of Mb. a. paratuberculosis are very rough in appearance on most culture media while those of Mb. a. avium are generally smooth. Pathogenicity is perhaps the characteristic that most strikingly differs between Mb. a. avium and Mb. a. paratuberculosis. Mycobacterium a. avium is a primary pathogen in birds where it causes avian tuberculosis; a chronic, debilitating disease of aged birds. It has very low virulence for mammals being sporadically involved in self-limited lymph node infections, particularly in pigs. The one exception is in humans in the terminal stages of HIV infection where, after severe suppression of cellular immunity occurs due to the viral infection, environmental strains of this agent commonly infect the human intestinal tract. In sharp contrast, Mb. a. paratuberculosis is pathogenic for dairy cattle, a wide variety of other ruminants, and has been reported as a sporadic cause of infection in several other mammals. It is not considered a pathogen of birds, although birds have been infected experimentally. The ecology of Mb. a. paratuberculosis is directly related to its mycobactin dependency. Lacking the ability to produce this siderophore it cannot acquire iron from its environment as readily as Mb. a. avium can. The result is that Mb. a. paratuberculosis is essentially an obligate parasitic pathogen in that, except for laboratory culture conditions, virtually all replication of this organism occurs in the host, inside infected macrophages. There it can `steal' iron, essential for growth, from host iron-binding
proteins such as transferrin. Once Mb. a. paratuberculosis leaves the host, this organism depends on its tenacious survival characteristics to persist in contaminated environments, such as soil, water and animal feed, until it is ingested by another suitable host and establishes infection. Mycobacterium a. avium by contrast is commonly found in soil and water, particularly those with a lower pH, where it can multiply as a free-living organism. Hence, isolation of Mb. a. paratuberculosis from food, water or soil indicates contamination of those substances with material, usually faeces, from an infected animal. Like other mycobacteria, Mb. a. paratuberculosis is more resistant to physical factors such as heat, cold and drying than most vegetative bacteria. It shares the property of resistance to chemical disinfectants with other mycobacteria, phenolic disinfectants being the most ef®cacious against mycobacteria. Like Mb. a. avium, Mb. a. paratuberculosis is more resistant to antimicrobial agents than the causes of tuberculosis in humans and cattle, Mycobacterium tuberculosis and Mb. bovis, respectively. Resistance to heat, particularly conditions of pasteurization, has become of paramount concern as medical scientists search for explanations as to why Mb. a. paratuberculosis is found in humans with Crohn's disease (see `Zoonotic Concerns', below). Thermal tolerance studies and studies to mimic commercial pasteurizers on a laboratory scale provide con¯icting results. A recent survey of retail pasteurized milk in the United Kingdom recovered viable Mb. a. paratuberculosis, adding more fuel to the debate about pasteurization ef®cacy and the association of Mb. a. paratuberculosis with human disease. Much more work is needed before these controversial issues can be resolved.
Prevalence of Infection in Dairy Cattle Paratuberculosis has been reported in dairy cattle in virtually every country of the world. Only two locations, Sweden and Western Australia, can support claims of freedom from this infection in their dairy cattle populations. Published herd prevalence estimates in the remaining countries range from 7% (Austria) to 55% (The Netherlands). These estimates are only very approximate ®gures being heavily dependent on the design and scope of each survey and the type of diagnostic test used. A large, statistically based 1996 survey of dairy cattle in the United States found that 22% of all dairy herds surveyed were infected with Mb. a. paratuberculosis. Infection rate was associated with herd size being 19% for herds of less than 50 cows and 40% for herds of more than
788
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Johne's Disease
300 cows. Within-herd prevalence for infected herds is typically 2±10% of cows.
Pathogenesis Nearly all infections of cattle with Mb. a. paratuberculosis begin in young calves. For as yet unknown reasons, calves are far more susceptible to infection than are adult cattle. Infection begins after ingestion of Mb. a. paratuberculosis in contaminated milk, water, feed or anything else in the calves' environment. The ingested organism passes down the gastrointestinal tract eventually passing across the intestinal wall via M cells at the site of Peyer's patches. Peyer's patches are tonsil-like aggregates of lymphoid tissue and are common routes of entry for many intestinal pathogens. The target site of bovine paratuberculosis is the ileum (terminal portion of the small intestine) (Figure 2). The ileum is targeted simply because of the abundance of Peyer's patches at this location rather than any complex
Figure 2 Bovine ileum containing Mb. paratuberculosis. (Photograph # M T Collins.)
biochemically based tissue trophism. After entry, host macrophages engulf and attempt to destroy this pathogen. Like other mycobacteria, Mb. a. paratuberculosis resists killing by macrophages and actually thrives in this intracellular location. Over time, measured in months to years, the organism multiplies and infects other macrophages. In response to the infection, the host animal mounts a cell-mediated in¯ammatory response. Key cells in this response are macrophages, and T lymphocytes, whose interactions are mediated by a complex interplay of cytokines and other chemical mediators. The net result in a steady accumulation of mononuclear in¯ammatory cells in the wall of the ileum. This in¯ammation becomes visible to the naked eye as a thickened intestinal wall with corrugated mucosal surface. Generally the mucosal surface is intact, not ulcerated, and not hyperaemic (reddened), pathological manifestations that help to distinguish Johne's disease from other causes of diarrhoea and intestinal damage in adult dairy cattle. The lymph nodes adjacent to the infected intestinal tract trap Mb. a. paratuberculosis as they are carried away from the bowel inside macrophages. These lymph nodes become a secondary site of infection and also enlarge as the animal mounts a cell-mediated in¯ammatory response. If such affected lymph nodes are cut in cross-section, this in¯ammation can be seen: normal lymph nodes are smaller and more liver-coloured, those infected with Mb. a. paratuberculosis are larger and more white. Although the Mb. a. paratuberculosis infection disseminates throughout the blood stream in the latter stages, host tissue reaction, either grossly evident or microscopically, is not usually evident suggesting this is a late event in the pathogenesis of the infection. However, this is conjecture and some investigators suggest that detection of Mb. a. paratuberculosis in blood, speci®cally circulating white blood cells, may be a good method for early diagnosis of the infection. Damage to the intestine resulting from the infection and in¯ammation cause a protein-losing enteropathy to develop: protein absorption is impaired and increasing amounts of protein are lost in the faeces. This, coupled with the effects of cytokines such as tumour necrosis factor released by lymphocytes responding to the infection, leads to cachexia (wasting). The weight loss can be very pronounced, particularly when a cow is in the early part of the lactation cycle producing large quantities of milk, placing heavy demands on her ability to maintain body condition. Protein de®ciency induced by Mb. a. paratuberculosis can be detected in serum. Total protein
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Johne's Disease 789
levels may be depressed, but the serum albumin concentration is most markedly affected and the better indicator that the animal may have Johne's disease. Hypoalbuminaemia leads to an inability of the cow to retain ¯uid in the circulatory system leading to dependent oedema, often in the submandibular space. This soft ¯uctuant mass under the jaw is called `bottle jaw' and considered very characteristic of Johne's disease although this is not the only condition that can cause bottle jaw.
Clinical Signs Clinical signs result from the cascade of events described in response to the Mb. a. paratuberculosis infection. In cows, they often, but not always, are initiated within 1 month of calving, most commonly after the second or third lactation. It is remarkable how cows that have harboured this infection in their intestine for 5 or 6 years, the preclinical or subclinical phase of infection, can suddenly develop clinical signs leading to death or culling from the herd. Although the `stress of calving' is often incriminated as the event that triggers onset of clinical signs, no speci®c mechanisms describing how this happens have been reported. The constellation of clinical signs considered most typical of Johne's disease is: (1) diarrhoea that does not respond to treatment, (2) rapid weight loss, (3) decreasing milk production, (4) low serum albumin levels with or without bottle jaw, in the face of (5) a good appetite and (6) no fever. Not every case of Johne's disease is typical or easy to diagnose and variations on this typical clinical presentation are common. General unthriftiness is often the primary complaint from owners. The signs of Johne's disease as suf®ciently nonspeci®c that corroboration by laboratory tests is generally required. At the herd level, nutritionists are often ®rst to detect that the herd may have Mb. a. paratuberculosis-infected cattle. When rations are well balanced and effectively delivered to cattle but herd production does not match expectations, the presence of Johne's disease in the herd should be suspected and tested for.
Economic Impact Cattle infected with Mb. a. paratuberculosis produce less milk, have increased days open, a decreased carcass weight at slaughter and a shortened herd life. The combined effect on herd pro®tability is a direct function of the prevalence of the infection in the herd. Most importantly they increase
geometrically as the infection spreads from the adult herd to heifer calves destined to join the milking herd and then further propagate the infection. It is vital that this cycle of infection be broken if the economic damage to the herd caused by the infection is to be controlled or eliminated.
Diagnosis Since the early 1990s many new and/or improved diagnostic tests for Johne's disease have been developed and many of these have become commercial kits. Diagnostics for bovine paratuberculosis fall into three general categories: (1) those that detect Mb. a. paratuberculosis, (2) those that detect a serum antibody response to the organism, and (3) those that detect a cellular immune response to the organism. Detection of Mb. a. paratuberculosis is considered de®nitive proof that an animal is infected (diagnostic speci®city 100%) because the organism only replicates inside infected animals and numbers persisting in the environment are generally very low. However, it has been shown that Mb. a. paratuberculosis fed to adult cattle can pass through the intestinal tract and be detected in manure samples. Regardless, it is a reasonable assumption that, barring mistakes by the testing laboratory, detection of Mb. a. paratuberculosis in faeces, milk or tissue samples is proof that the animal is truly infected. Only under situations of very high environmental contamination, e.g. herds with a very high infection rate, could `passthrough' be the cause of positive test for Mb. a. paratuberculosis in faecal samples. Detection of Mb. a. paratuberculosis can be done by culture of the organism on bacteriological media or by genetic methods. Detection by chemical or immunological methods is also theoretically possible and has been tried to a limited extent but as of this writing are not functional diagnostic methods except in research laboratories. Genetic techniques generally target the IS900 sequence and use polymerase chain reaction (PCR) or equivalent technology to amplify target sequences. Genetic detection has the advantage of being much faster than culture but thus far are less sensitive and more expensive compared to culture methods. These disadvantages outweigh the advantages in the minds of most veterinary laboratory diagnosticians causing culture to be the preferred diagnostic method on clinical samples. Culture of samples for isolation of Mb. a. paratuberculosis has the disadvantage of being labour intensive, hence expensive, and slow. Culture on conventional, test tube culture media such as Herrold's egg yolk agar or modi®ed Lowenstein±Jensen medium typically requires incubation for 12±16
790
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Johne's Disease
weeks before de®nitive culture interpretation can be made. Using liquid culture media and automated detection systems like the BACTEC system can shorten the detection time to 8 weeks, save labour costs by automating culture reading, and increase the analytical sensitivity (allowing detection of fewer organisms per gram of clinical sample). Serological diagnosis of bovine paratuberculosis can be accomplished by several techniques: the complement ®xation test (CFT), enzyme-linked immunosorbent assay (ELISA), or by agar-gel immunodiffusion (AGID). The CFT is the assay most often required by countries importing cattle, although this is slowly being replaced by the ELISA. The AGID is sold in the United States as a diagnostic kit. This serological technique is best applied only to cattle showing clinical signs of Johne's disease. IDEXX Laboratories Inc. in the United States, CSL in Australia and Porquier Institut in France all produce commercial ELISA kits for bovine paratuberculosis. Some laboratories use their own home-made versions of the commercial ELISAs by preparing or purchasing their own antigens and conjugates. Most ELISAs are performed in a microtitre plate format in which roughly 90 cattle can be tested in individual wells. A new test, TipTest (ImmuCell), was recently introduced in the USA that uses ELISA principles but the assay is done on a solid, cotton-like, matrix in a pipette tip and read visually instead of by a spectrophotometer (ELISA reader). Because of its technical simplicity, the assay can be performed `cow side', or by veterinary practitioners. The manufacturer claims the assay has a sensitivity and speci®city comparable to the standard ELISA format. To date, no independent studies to evaluate the TipTest have been published to corroborate these claims. Assays for cellular immunity include the delayedtype hypersensitivity (skin) test and the interferon-g assay. Neither is used routinely as agreement on the sensitivity and speci®city of these tests for paratuberculosis has not been established to the satisfaction of experts. The pattern of Mb. a. paratuberculosis infection progression relative to diagnostic tests has not been well documented. In general, however, the following sequence of events is believed to occur: cellular immune responses precede faecal shedding of Mb. a. paratuberculosis and this precedes serum antibody production. Once faecal shedding begins, it usually steadily increases with time. Likewise, once serum antibody production can be detected, levels tend to rise and be highest when cattle show clinical signs of Johne's disease. The cellular immune response rises earliest, as soon as 6 months of age,
but will revert to a negative status around the time antibody production is rising and cattle are showing clinical signs of Johne's disease. Deviation from this general pattern by infected cattle is common, however. Nevertheless, this pattern affects the time frame when use of different diagnostic tests are recommended: tests for cellular immunity are best used on young cattle, 6±24 months old, faecal culture or IS900 PCR is best applied to cattle more than 2 years of age and serological tests are most effective on cattle more than 3 years old. Selection of speci®c tests under speci®c circumstances involves an understanding of test accuracy, test cost and the consequences of actions taken on the tests, among other things and is beyond the scope of this article.
Treatment Rarely is treatment of Mb. a. paratuberculosis infection in cattle ever attempted. Hence there is a paucity of data on this subject. In general, multiple antimicrobial drugs like those used to treat tuberculosis (see Diseases of Dairy Animals, Infectious: Tuberculosis) and leprosy in humans must be used in combination over a very extended period of time, e.g. 1±2 years to potentially achieve treatment success. All products from treated animals, meat and milk, can never be used for human consumption. The cost of drugs for such a treatment regimen would be in excess of US$10 000. For this reason paratuberculosis in cattle is considered untreatable, actually meaning impractical.
Control Control of paratuberculosis should be done on two levels; within herds and among herds at the state, regional or national level. Mycobacterium a. paratuberculosis infections spread within herds by any means that exposes young calves to contaminated milk or manure from the adult herd. Multiple strategies are used to limit this exposure risk. Effective control begins with birth of calves in a clean, uncontaminated maternity pen or outdoors. Calves should be promptly removed from cows. Colostrum to be fed to calves should be from cows that are test-negative for paratuberculosis and hygienically collected to ensure no faecal contamination. After colostrum, milk fed to calves should be pasteurized. This can be accomplished by use of on-farm pasteurization equipment or by simply purchasing powdered milk replacer since these products are pasteurized in the
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Johne's Disease 791
course of being manufactured. Water provided to calves should be free of contamination from manure of the adult herd. Likewise, solid feeds should be fed to young cattle in the most hygienic manner possible to avoid manure contamination. Practices such as using the same equipment to remove manure from barns as to move feed to heifers must be avoided. Mycobacterium a. paratuberculosis infections move among dairy herds when infected animals are mistakenly purchased. Good biosecurity procedures can avoid, or at least signi®cantly limit, the risk that this will occur. The highest risk of introducing Mb. a. paratuberculosis infection into dairy herds occurs when untested animals are bought from untested herds. Given the prevalence of paratuberculosis in most countries, each animal bought this way has a 5±10% chance of being infected. The larger the number of cattle bought as herd replacements each year, the greater the likelihood of introducing the infection to a herd. Strategies to limit this risk include: (1) limiting the number of purchased animals, ideally keeping a totally closed herd, (2) buying replacement cattle only from test-negative herds, ideally only from certi®ed-free herds, or (3) buying test-negative cattle. Given the accuracy of diagnostic tests for paratuberculosis and that few tests are very sensitive on cattle less than 2 years of age, the age class most frequently purchased, buying cattle from test-negative herds is far better that buying cattle that are individually tested. Owners of noninfected herds should seriously consider using one or more of these strategies to keep their herd free of Mb. a. paratuberculosis infection. The costs incurred by effective prevention of infection far outweigh the costs of controlling or eradicating the infection after it become established in a herd. Herd testing programmes organized by the breed organizations, milk producer cooperatives or governmental agencies will greatly facilitate control of paratuberculosis spread among dairy herds.
Principles of Control Programmes at the State and National Level There are two aspects to paratuberculosis control at the state of national level. The ®rst is to assist owners of infected herds with institution of on-farm control measures. This can be accomplished ®rst and foremost by education of herd owners and managers about the biology of this infection. Financial assistance with the costs of testing and costs of culling test-positive cattle will further help expedite paratuberculosis control on the infected farms.
The second form of paratuberculosis control at the state or national level is aimed at preventing spread of paratuberculosis among herds. The foundation of such programmes is the classi®cation of herds according to number of times each herd is annually tested and found test-negative. Such programmes are well established in Australia and are beginning in The Netherlands and the United States. In time, harmonization of such programmes among dairy producing countries will facilitate international trade of animals without fear of introducing paratuberculosis.
Zoonotic Concerns Mycobacterial pathogens are notorious for their relatively broad host range and ability to infect both animals and humans. This is true for the cause of tuberculosis in cattle (Mycobacterium bovis), tuberculosis in birds (Mb. avium subsp. avium) and even leprosy (Mb. leprae). Pathogens capable of being transmitted from animals to humans are called zoonotic agents. Some evidence suggests that Mb. a. paratuberculosis too can infect humans. The ®rst reported isolation of Mb. a. paratuberculosis from humans was reported by Chiodini in 1984. In that report he recovered the organism from three patients with Crohn's disease, a chronic in¯ammatory bowel disease with clinical and pathological similarity to Johne's disease. Subsequently, others have also isolated Mb. a. paratuberculosis from Crohn's disease patients but not very frequently causing question about the signi®cance of such ®ndings. Use of IS900 PCR to detect Mb. a. paratuberculosis in human tissues has been employed by many investigators but results among such studies are con¯icting. Among the 10 published studies that have used PCR to test for Mb. a. paratuberculosis using large samples, i.e. resected bowel tissue instead of endoscopic biopsies, seven have found a signi®cant association between the testing positive for Mb. a. paratuberculosis and having Crohn's disease. Some studies have also shown an association between Mb. a. paratuberculosis and Crohn's disease using serological tests. Association does not prove causation, however, and it will take more time and careful investigations to determine if Mb. a. paratuberculosis is capable of infecting humans and/or causing Crohn's disease. If this is found to be true, it will have a profound effect on the nature and scope of paratuberculosis control programmes. See also: Office International des Epizooties: Mission and Organization.
792
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Bluetongue
Further Reading Collins DM, Gabric DM and de Lisle GW (1989) Identi®cation of a repetitive DNA sequence speci®c to Mycobacterium paratuberculosis. FEMS Microbiology Letters 60: 175±178. Collins MT (1997) Mycobacterium paratuberculosis: a potential food-borne pathogen? Journal of Dairy Science 80: 3445±3448. Collins MT and Manning EJB (eds.) (1999) Proceedings of the 6th International Colloquium on Paratuberculosis. Madison: International Association for Paratuberculosis. Grant IR, Hitchings EI, McCartney A et al. (2002) Effect of commercial-scale high-temperature short-time pasteurization on the viability of Mycobacterium paratuberculosis in naturally infected cows' milk. Applied and Environmental Microbiology 68: 602±607 Hermon-Taylor J, Bull TJ, Sheridan JM et al. (2000) The causation of Crohn's disease by Mycobacterium avium subspecies paratuberculosis. Canadian Journal of Gastroenterology 14: 521±539. Johnson-Ifearulundu YJ and Kaneene JB (1997) Relationship between soil type and Mycobacterium paratuberculosis. Journal of the American Veterinary Medical Association 210: 1735±1740. Johnson-Ifearulundu YJ, Kaneene JB and Lloyd JW (1999) Herd-level economic analysis of the impact of paratuberculosis on dairy herds. Journal of the American Veterinary Medical Association 214: 822±825. Nauta MJ and van der Giessen JWB (1998) Human exposure to Mycobacterium paratuberculosis via pasteurised milk: a modelling approach. Veterinary Record 143: 293±296. Sockett DC, Conrad TA, Thomas CB and Collins MT (1992) Evaluation of four serological tests for bovine paratuberculosis. Journal of Clinical Microbiology 30: 1134±1139. Stabel JR (1997) An improved method for cultivation of Mycobacterium paratuberculosis from bovine fecal samples and comparison to three other methods. Journal of Veterinary Diagnostic Investigations 9: 375±380. Sung N and Collins MT (1998) Thermal tolerance of Mycobacterium paratuberculosis. Applied and Environmental Microbiology 64: 999±1005. Sweeney RW (ed.) (1996) Veterinary Clinics of North America: Paratuberculosis (Johne's disease). Philadelphia: WB Saunders. Thorel M-F, Krichevsky M and Levy-Frebault VV (1990) Numerical taxonomy of mycobactin-dependent mycobacteria, emended description of Mycobacterium avium, and description of Mycobacterium avium subsp. avium subsp. nov., Mycobacterium avium subsp. paratuberculosis subsp. nov., and Mycobacterium avium subsp. silvaticum subsp. nov. International Journal of Systematic Bacteriology 40: 254±260. Wells SJ and Wagner BA (2000) Herd-level risk factors for infection with Mycobacterium paratuberculosis in US dairies and association between familiarity of the herd manager with the disease of prior diagnosis
of the disease and use of preventive measures. Journal of the American Veterinary Medical Association 216: 1450±1457. Whipple DL, Kapke PA and Andersen PR (1992) Comparison of a commercial DNA probe test and three cultivation procedures for detection of Mycobacterium paratuberculosis in bovine feces. Journal of Veterinary Diagnostic Investigation 4: 23±27.
Bluetongue D T Scholl,Louisiana State University, Baton Rouge, LA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Bluetongue virus commonly infects cattle in wide zones over much of the world, although clinical disease rarely occurs in infected cattle. Bluetongue disease is important in sheep, however, and international trade and disease control initiatives continue to dictate that a certain level of awareness of bluetongue virus infection be maintained. Moreover, it is important to distinguish between possible bluetongue disease in cattle and other diseases that are potentially more economically devastating. Discovering the epidemiology of transmission and the role of bluetongue virus in producing disease in cattle has been an intense endeavour of many workers over several decades. Some of this interesting history and evolution of knowledge is summarized in a number of authoritative reviews. This article summarizes the current state of understanding of bluetongue virus infection, disease and control in cattle.
Causes The bluetongue virus (BTV) is the prototype virus of the Orbivirus genus (family Reoviridae), which have segmented, double-stranded RNA genomes. The genus Rotavirus is another well-known virus in the family Reoviridae relevant to dairy scientists. Other orbiviruses that cause animal disease are the African horse-sickness virus and the epizootic haemorrhagic disease virus (EHDV). These viruses
792
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Bluetongue
Further Reading Collins DM, Gabric DM and de Lisle GW (1989) Identi®cation of a repetitive DNA sequence speci®c to Mycobacterium paratuberculosis. FEMS Microbiology Letters 60: 175±178. Collins MT (1997) Mycobacterium paratuberculosis: a potential food-borne pathogen? Journal of Dairy Science 80: 3445±3448. Collins MT and Manning EJB (eds.) (1999) Proceedings of the 6th International Colloquium on Paratuberculosis. Madison: International Association for Paratuberculosis. Grant IR, Hitchings EI, McCartney A et al. (2002) Effect of commercial-scale high-temperature short-time pasteurization on the viability of Mycobacterium paratuberculosis in naturally infected cows' milk. Applied and Environmental Microbiology 68: 602±607 Hermon-Taylor J, Bull TJ, Sheridan JM et al. (2000) The causation of Crohn's disease by Mycobacterium avium subspecies paratuberculosis. Canadian Journal of Gastroenterology 14: 521±539. Johnson-Ifearulundu YJ and Kaneene JB (1997) Relationship between soil type and Mycobacterium paratuberculosis. Journal of the American Veterinary Medical Association 210: 1735±1740. Johnson-Ifearulundu YJ, Kaneene JB and Lloyd JW (1999) Herd-level economic analysis of the impact of paratuberculosis on dairy herds. Journal of the American Veterinary Medical Association 214: 822±825. Nauta MJ and van der Giessen JWB (1998) Human exposure to Mycobacterium paratuberculosis via pasteurised milk: a modelling approach. Veterinary Record 143: 293±296. Sockett DC, Conrad TA, Thomas CB and Collins MT (1992) Evaluation of four serological tests for bovine paratuberculosis. Journal of Clinical Microbiology 30: 1134±1139. Stabel JR (1997) An improved method for cultivation of Mycobacterium paratuberculosis from bovine fecal samples and comparison to three other methods. Journal of Veterinary Diagnostic Investigations 9: 375±380. Sung N and Collins MT (1998) Thermal tolerance of Mycobacterium paratuberculosis. Applied and Environmental Microbiology 64: 999±1005. Sweeney RW (ed.) (1996) Veterinary Clinics of North America: Paratuberculosis (Johne's disease). Philadelphia: WB Saunders. Thorel M-F, Krichevsky M and Levy-Frebault VV (1990) Numerical taxonomy of mycobactin-dependent mycobacteria, emended description of Mycobacterium avium, and description of Mycobacterium avium subsp. avium subsp. nov., Mycobacterium avium subsp. paratuberculosis subsp. nov., and Mycobacterium avium subsp. silvaticum subsp. nov. International Journal of Systematic Bacteriology 40: 254±260. Wells SJ and Wagner BA (2000) Herd-level risk factors for infection with Mycobacterium paratuberculosis in US dairies and association between familiarity of the herd manager with the disease of prior diagnosis
of the disease and use of preventive measures. Journal of the American Veterinary Medical Association 216: 1450±1457. Whipple DL, Kapke PA and Andersen PR (1992) Comparison of a commercial DNA probe test and three cultivation procedures for detection of Mycobacterium paratuberculosis in bovine feces. Journal of Veterinary Diagnostic Investigation 4: 23±27.
Bluetongue D T Scholl,Louisiana State University, Baton Rouge, LA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Bluetongue virus commonly infects cattle in wide zones over much of the world, although clinical disease rarely occurs in infected cattle. Bluetongue disease is important in sheep, however, and international trade and disease control initiatives continue to dictate that a certain level of awareness of bluetongue virus infection be maintained. Moreover, it is important to distinguish between possible bluetongue disease in cattle and other diseases that are potentially more economically devastating. Discovering the epidemiology of transmission and the role of bluetongue virus in producing disease in cattle has been an intense endeavour of many workers over several decades. Some of this interesting history and evolution of knowledge is summarized in a number of authoritative reviews. This article summarizes the current state of understanding of bluetongue virus infection, disease and control in cattle.
Causes The bluetongue virus (BTV) is the prototype virus of the Orbivirus genus (family Reoviridae), which have segmented, double-stranded RNA genomes. The genus Rotavirus is another well-known virus in the family Reoviridae relevant to dairy scientists. Other orbiviruses that cause animal disease are the African horse-sickness virus and the epizootic haemorrhagic disease virus (EHDV). These viruses
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Bluetongue
are serotypically diverse which, combined with use of varying laboratory assays over the years, each possessing differing sensitivity and speci®city characteristics, has made it a challenging task to describe thoroughly the epidemiology and disease pathogenesis of bovine bluetongue. Twenty-four serotypes of BTV are recognized, and there is substantial genetic diversity within serotypes. On the African continent, where BTV is largely endemic, serotypes 1±16, 18, 19 and 24 have been isolated. Serotypes 1±4, 7, 9, 10, 12, 15±17, 20, 21 and 23 have been isolated in Asia, and 1, 3, 9, 15, 16, 20, 21 and 23 are recognized in Australia. Only serotypes 4 and 10 have been isolated on the Iberian Peninsula and Greek Islands of Europe in association with outbreaks several decades ago. Bluetongue virus is not considered endemic anywhere in Europe. Serotypes 1, 3, 4, 6, 8, 12 and 17 have been isolated in Central and South America and the Caribbean, and 2, 10, 11, 13 and 17 are recognized in North America. Whether BTV has a role in causing bovine disease was uncertain for many years. Evidence observed in natural outbreaks of bluetongue-like disease among cattle in several herds in South Africa in the 1930s ®rst challenged the dogma that BTV is not pathogenic for cattle. A thorough investigation was instituted among these herds, which presented with several cases of ulcerative stomatitis and coronitis, in order to rule out foot-and-mouth disease. Blood taken from cattle before reaching a late stage of clinical disease induced bluetongue disease symptoms in sheep not previously exposed to BTV. The sheep were subsequently resistant to challenge with known virulent BTV. Naive calves also inoculated with blood from outbreak cases developed ulcerative stomatitis. Blood from these calves produced bluetongue disease symptoms when inoculated into sheep. Sheep that were inoculated with blood from cattle in an advanced clinical state did not develop bluetongue disease symptoms and remained susceptible to BTV experimental challenge. Although these investigations were subsequently challenged, the groundwork was laid for continued investigation of the bovine±BTV relationship. Investigations of some other outbreaks over the years failed to clearly establish BTV as the cause of bluetongue-like symptoms in cattle. Part of the challenge has been in distinguishing BTV from EHDV. Indeed, on a few occasions, outbreaks of bluetongue-like symptoms in cattle have been attributed to EHDV. Experimental evidence for clinical bluetongue disease in cattle has been variable too. Clinical symptoms have been successfully produced in some experiments, but not in others. Experimentation with the virus is complicated by the wide variety of
793
serotypes and differential susceptibilities of bovids to individual serotypes. More recent experimentation has suggested that disease symptoms are a result of an in¯ammatory response to BTV and that clinical disease, including characteristic oral lesions, occurs when cattle are challenged after some previous exposure to BTV antigen. It is now accepted that bluetongue virus is capable of producing disease in cattle, but only very rarely. A persistent question though is why cattle are so differentially susceptible to pathologic effects of BTV infection relative to ovids despite apparent similarities in the pathology. It has been hypothesized that bovine and ovine endothelial cells are differentially susceptible to BTV attachment and penetration.
Signs of Disease Natural BTV infection of cattle is very rarely accompanied by clinical signs. There is some evidence that pathologic changes are due to an immunoglobulin E (IgE)-mediated type I hypersensitivity reaction. Firsttime infection of cattle with BTV would not be expected to produce clinical signs by this mechanism. When signs do occur, they are similar to many of those signs seen in clinical ovine cases, including initial super®cial hyperaemic lesions on dental pads, mucocutaneous junctions, and the ventrum of the tongue, followed by erosions that range from very small in size to up to 10 mm in diameter (Figure 1). In¯ammation of the coronary bands, and even distal limb swelling may also be observed, sometimes accompanied with hyperaemia and exudation, especially on the plantar
Figure 1 Erosions on the dental pad of a bovid with clinical bluetongue virus disease. (Photograph courtesy of Guy E. Reynolds and Steven S. Nicholson.)
794
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Bluetongue
Figure 2 Coronary band erosive lesions on a bovid with clinical bluetongue virus disease. (Photograph courtesy of Guy E. Reynolds and Steven S. Nicholson.)
surfaces, and ulcerations (Figure 2). Severe cases may also present with lesions on the external nares, buccal papillary areas, lips, tongue and muzzle. Transient febrileness occurs, but may be resolved before clinical signs are evident. Similar lesions are sometimes observed on the teats, which become quite painful. The ®rst signs of clinical disease in a dairy herd may be a drop in milk production and or stiffness of gait or more severe lameness in 10± 15% of the animals. Care must be taken in the diagnostic work-ups of outbreaks of clinical signs to distinguish causation by BTV from EHDV and other viruses that cause erosive lesions or vesicular lesions of the oral mucosa or coronary band. Other important differential diagnoses include bovine viral diarrhoea and mucosal disease, infectious bovine rhinotracheitis, malignant catarrhal fever, vesicular stomatitis, mycotic stomatitis, bovine papular stomatitis, rinderpest and foot-and-mouth disease. The minimum conditions necessary to stimulate pathologic changes in infected cattle in a ®eld environment, unfortunately, are not understood. Reproductive health of BTV-infected dairy cattle may be compromised too. Abortions, early embryonic death, birth of full-term nonviable foetuses and congenitally malformed foetuses have all been attributed to bovine BTV infection. Abortion with BTV infection has been experimentally induced. Some abortion outbreaks have been assumed attributable to BTV by virtue of failure to diagnose other known abortigenic infectious agents among cattle with rising BTV titres and accompanied by isolation of BTV from aborted foetuses. In some outbreaks, abortions have been the ®rst clinical sign recognized by producers. The hypothesis that BTV causes
early embryonic death is based on descriptive investigation of herds with low ®rst-service conception or calving percentages. Experimental efforts to con®rm early embryonic death have failed and rigorous epidemiologic studies under natural conditions have not been conducted. Hydranencephaly has been observed in calves that were experimentally infected in utero with serotypes 10, 13 and 17 between 85 and 125 days of gestation. Bluetongue virus has a predilection for undifferentiated neuronal tissue, ultimately leading to necrosis of the infected cells. The ability of BTV to establish congenital infection is not only serotype-speci®c, but varies by strains within serotypes as well. Neither persistent viraemia nor immunotolerance to BTV result from foetal infection. Although it is clear that BTV can cause foetal anomalies and pregnancy wastage, the importance of BTV in this regard relative to other infectious processes is not thoroughly described and, like nonreproductive clinical signs, is probably extremely low. Although male reproductive tract damage has been seen once in an experiment infection, the male bovine reproductive tract is not considered highly susceptible to pathologic effects of BTV. The virus can, however, be secreted in the semen during periods of viraemia, and is associated with contamination of semen with red blood cells or mononuclear cells carrying BTV. Transient infertility of viraemic bulls has been reported, but is not well established. In contrast, infected rams are temporarily infertile in association with febrile signs. Just as is true with nonreproductive clinical symptoms, dogmatic statements of the effect of BTV on the male reproductive tract are limited by variation in experimental conditions and BTV challenge strains, and the degree to which alternative causes of natural disease have been ruled out. All things considered, male reproductive clinical effects are infrequently recognized in cattle and not of great importance.
Diagnosis The approach to diagnosing BTV infection in cattle will depend on whether the goal is to clear animals for international import/export or to investigate on-farm clinical disease. The Of®ce International des Epizooties (OIE) prescribes two readily available serological assays, an agar gel immunodiffusion assay (AGID) and an indirect enzyme-linked immunosorbant assay (I-ELISA) for international trade purposes. However, a virus neutralization (VN) assay may also be employed if there is bilateral agreement between of®cials of the importing and exporting countries. All three of these assays detect
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Bluetongue
antibodies as evidence of prior exposure to BTV antigen but do not indicate that infection is current. Attempts to diagnose clinical infection is warranted when clinical signs are consistent with BTV-related disease and BTV infection is one of the conditions that should be ruled out. The AGID and VN assays and a competitive or blocking ELISA (C-ELISA) are readily available for detecting antiBTV antibodies in serum. The AGID is not quantitative, but the VN and C-ELISA may be used to document rising antibody titres between sera obtained at intervals of at least 2 weeks. The C-ELISA, and possibly the VN, are considered to be more sensitive than AGID, although quantitative sensitivity and speci®city estimates of the performance of these assays on cattle in the ®eld have not been made. Cross-reacting EHDV-speci®c antibody may cause false positive results of the AGID. The VN assay is used in a microtitre-plate format to identify antibodies against speci®c BTV serotypes. De®nitive diagnosis in clinical cases is by virus solation. Whole blood in an anticoagulant (heparin, EDTA or sodium citrate) may be obtained during febrile episodes for antemortem diagnosis. If storage in the absence of refrigeration is anticipated, blood should be collected in oxalate phenol glycerin (OPG). Whole blood collected in buffered lactose peptone may be frozen at ÿ70 � C. Bluetongue virus is not stable for long periods at ÿ20 � C. Common methods to isolate virus include inoculation in embryonated chicken eggs, susceptible sheep or by means of cell culture. These methods require 3±4 weeks, however. More recently available polymerase chain reaction (PCR) assays can detect BTV-speci®c nucleic acids with greater sensitivity and for a longer period postinfection than the virus isolation methods. Laboratory time for PCR is just a few days. Post-mortem diagnosis is best performed on spleen or lymph nodes of postnatal to adult animals, whereas brain is the tissue of choice from aborted foetuses. Tissues should be stored and transported at 4 � C.
Control Control of BTV infection and/or clinical disease may be based on immunization as well as on limiting exposure of livestock to the vector. Bovine BTV control recommendations are centred around fundamental knowledge of the descriptive and risk factor epidemiology of infection, modes of transmission, vector biology and the epidemiology of clinical disease. Costs and bene®ts of control must especially be carefully weighed.
795
The epidemiology of infection parallels the ecology of the vector. But, in view of the high degree of exposure in endemic regions coupled with infrequency of clinical disease, efforts to control either infection or clinical disease is often economically unjusti®able. Seroprevalence within cattle herds is an indicator of the magnitude of exposure to BTV accumulated up to the point in time at which serum samples are drawn. Seroincidence measures the ongoing force of change in exposure of cattle to BTV, and as such is a more precise indicator of BTV infection occurrence. A number of seroprevalence studies indicate that there is a wide variation of within-herd seroprevalence from just a few percentage points up to over 50% seropositive. Some variation is undoubtedly attributable to different sensitivity and speci®city characteristics of the various assays that have been employed over the years. There is evidence of geographical clustering of within-herd seroprevalence as well, which is usually qualitatively associated with distribution of speci®c Culicoides species known to be competent BTV vectors. Moreover, seroprevalence may be greater in increasing age categories of cattle on dairy farms. This could be the product of differential housing of age groups but may also result from cumulative exposure to BTV. Few descriptive studies document incident rate of new BTV seropositivities. One conducted in Queensland, Australia demonstrated a mean of 0.29 within-herd seroconversions per cow±year, but a very wide range among herds from zero to 3.45 seroconversions per cow±year. Seroconversions were temporally clustered from April to July in correspondance with temperate weather conducive to Culicoides brevitarsis breeding activity. Bluetongue virus is not transmitted directly between cattle, but by species of the Culicoides genus. In many locales, they are known as `biting midges'. In Australia and the Carribean, they are called `sand¯ies' and carry the name `no-see-ums' in the United States. (The Culicoides spp. `sand¯ies' should be differentiated from the phlebotomous `sand¯y' (subfamily Phlebotominae, family Psychodidae) which are vectors for the genus of protozoal parasites that cause leishmaniases in humans and other species.) Experimentally infected bulls have been shown to infect naive heifers, but neither foetal infection nor maternal clinical disease is recognized to occur as a result. The natural incidence of BTV infection in cattle as a consequence of seminal shedding and sexual transmission is not known, but BTV shedding into the semen is inef®cient. Past tests of commercial semen for BTV have shown that it is a very unlikely source of maternal BTV infection.
796
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Bluetongue
Although over 1000 species of Culicoides (family Ceratopogonidae) are recognized, only 17 have been connected with BTV in some fashion, and a mere eight species have been shown to serve as vectors for BTV: C. actoni, C. brevitarsis, C. fulvus, C. imicola, C. insignis, C. variipennis, C. nubeculosus and C. wadai. A ninth, C. bolitinos, may also be a competent vector in Africa. They feed on livestock mostly outside, avoiding buildings, and are typically most active at twilight. Individual species of Culicoides exhibit preferences of certain hosts from which to obtain blood meals, but they are not absolutely species-speci®c. Border areas between terrestrial and aquatic habitats that contain soft, biological-material-laden soil suitable for burrowing are typical breeding grounds for these insects. In the United States, for example, the water±land interface of farm ponds or settling lagoons is a common breeding place for C. variipennis. Fully elucidating the role of Culicoides spp. in BTV transmission, epidemics and maintenance of endemicity has been a challenging task, unfolding over many decades. Competency of eight recognized Culicoides spp. which serve as BTV vectors varies by species and by BTV serotype. Although laboratory investigations have demonstrated that speci®c Culicoides species' susceptibility to infection with individual serotypes of BTV can be modi®ed by genetic selection, it is not known if natural selective pressure is strong enough to impact the epidemiology of BTV in speci®c locales. The Culicoides spp. are a biological vector, meaning that not only do they become infected with BTV upon taking a blood meal from a viraemic animal, but BTV replicates in the insects as well. Efforts to demonstrate transovarial transmission of BTV in C. variipennis have failed and it is assumed that it does not occur among the other competent Culicoides spp. vectors. The morbidity risk of bluetongue disease in cattle is extremely low, especially in endemic areas. Mortality risk is low to variable when clinical disease does occur. Clinical disease outbreaks, when they occur, are associated with coincident and irregular occurrence of climatic conditions that are unusually favourable to Culicoides spp. Outbreaks may also occur when infected Culicoides spp. are windborne from an endemic area to an incursive zone. Persistent infection of cattle does not lead to clinical manifestations. Although it has been argued that regulatory, diagnostic and vector control strategies are adequate to prevent major outbreaks of BTV disease in sheep in countries where BTV associated disease has not been observed, BTV remains on the OIE List A of reportable diseases. Perhaps this is because windborne incursion of BTV-infected Culicoides into
non-BTV endemic areas occurs and has caused clinical disease epidemics. Because these regions do not support establishment of vector populations, these outbreaks disappear in subsequent years. If international trade is intended, advisors are urged to consult the relevant regulatory agencies of target countries. Vaccines for enhancing resistance of cattle and sheep to infection are available and transmission of BTV can be theoretically tempered by minimizing cattle exposure to Culicoides spp. Vaccines must be regionally tailored to include all of the relevant BTV serotypes, however, and vaccination of cattle is not usually considered an ef®cient control method. Effective ongoing limitation of Culicoides spp. exposure is extremely dif®cult at best; consequently, BTV infection control in cattle herds is probably not economically justi®able from an individual farm perspective.
Treatment There are no speci®c treatments for clinical bluetongue disease. Therapy is purely supportive. Antibiotics may be strategically administered to aid prevention of secondary infections. Muzzle and teat lesions can be given topical care to alleviate discomfort and minimize the risk of secondary infection. Animals with oral lesions should be separated and provided a diet designed to minimize mucosal trauma. See also: Diseases of Dairy Animals, Infectious: Foot-and-Mouth Disease. Office International des Epizooties: Mission and Organization; Animal Health Code.
Further Reading Afshar A (1994) Bluetongue: laboratory diagnosis. Comparative Immunology Microbiology and Infectious Diseases 17: 221±242. Eaton B (1996) Bluetongue. In: Reichar R (ed.) Manual of Standards for Diagnostic Tests and Vaccines, 3rd edn, ch. 2.1.9. http://www.oie.int/eng/normes/ mmanual/A_00026.htm. Paris: Of®ce International des Epizooties. Gibbs EP and Greiner EC (1994) The epidemiology of bluetongue. Comparative Immunology Microbiology and Infectious Diseases 17: 207±220. Kettle DS (1995) Medical and Veterinary Entomology. Wallingford: CAB International. Maclachlan NJ (1994) The pathogenesis and immunology of bluetongue virus infection of ruminants. Comparative
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Foot-and-Mouth Disease 797 Immunology Microbiology and Infectious Diseases 17: 197±206. Of®ce International des Epizooties (2000) International Animal Health Code for Mammals, Birds and Bees, 9th edn, ch. 1.1.2. http://www.oie.int/norms/a_mcode.htm. Paris: Of®ce International des Epizooties. Osburn BI (1994) The impact of bluetongue virus on reproduction. Comparative Immunology Microbiology and Infectious Diseases 17: 189±196. Urbano P and Urbano FG (1994) The Reoviridae family. Comparative Immunology Microbiology and Infectious Diseases 17: 151±161. Venter GJ, Paweska JT, Van Dijk AA, Mellor PS and Tabachnick WJ (1998) Vector competence of Culicoides bolitinos and C. imicola for South African bluetongue virus serotypes 1, 3 and 4. Medical Veterinary Entomology 12: 378±385. Walton TE and Osburn BI (eds.) (1991) Bluetongue, African Horse Sickness, and Related Orbiviruses: Proceedings of the Second International Symposium. Boca Raton: CRC Press.
Foot-and-Mouth Disease R S Schrijver, Institute for Animal Science and Health, Lelystad, The Netherlands Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Foot-and-mouth disease (FMD) is the most important disease that can affect cattle. This is due to the very severe economic consequences of outbreaks, caused by direct losses in animal productivity, and by the indirect high costs of control measures, and the trade restrictions that accompany outbreaks. Several characteristics of FMD contribute to this: the disease is highly contagious, it can affect all cloven-hoofed animals, the virus is stable in the environment, and there are a wide variety of transmission routes including airborne spread. In addition, many antigenically different serotypes of FMD virus (FMDV) exist, that do not confer cross-protection. This is also the reason that for protection against antigenically different isolates of FMDV different vaccines are required.
After a long period of absence in Europe, a massive outbreak of FMD occurred in 2001, starting in the United Kingdom, and spreading to France and The Netherlands. More than 2000 FMD cases were con®rmed in the United Kingdom, and more than 3.7 million animals were slaughtered. In the Netherlands, 26 cases were con®rmed, and 265 000 animals were slaughtered. Only in The Netherlands was vaccination applied, followed by stamping out of vaccinated animals. This has initiated an international debate on reviewing the nonvaccination policy in the European Union (EU). In the EU, vaccination against FMDV was discontinued at the end of 1991, because it was estimated from cost± bene®t studies that the costs of the mass vaccination campaigns were higher than the costs of occasional outbreaks after cessation of the vaccination, provided strict control measures were implemented to prevent reintroduction of the virus. One other reason was that several FMD outbreaks had been associated with improper inactivation of vaccines, or by escape of the virus from FMDV vaccine plants. Indeed, from 1991 until 2001, only a few outbreaks of FMD have occurred in the EU, and these have not lead to massive outbreaks. The costs of these outbreaks thus were outweighed by far by the costs of yearly vaccination had it been continued. However, most of the outbreaks occurred in areas that were not densely populated, and many animals still possessed antibodies from previous vaccinations. The FMD outbreak in 2001 has now shown that the disease spreads very fast in a fully susceptible animal population, and results in unprecedented economical and social damage. FMDV is still endemic in many countries, many of which have trade contacts with FMDV-free countries, and the possibility of reintroduction of FMDV is a constant threat, which justi®es regular consideration, review and update of surveillance programmes and contingency plans, and awareness among those working with susceptible animals. Especially emergence of new strains, that differ antigenically from existing strains, poses a risk that vaccines and emergency vaccination measures are insuf®cient to stop an outbreak. In countries where FMDV is endemic with vaccination, or where FMDV is absent with vaccination, there are increased efforts to eradicate FMDV and stop vaccination, because the economical damage considerably affects the pro®tability of the livestock and dairy industry. It is expected that the number of FMDV-free countries will gradually increase. This article reviews the epidemiology, economy and control of FMD, with special emphasis on ruminants.
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Foot-and-Mouth Disease 797 Immunology Microbiology and Infectious Diseases 17: 197±206. Of®ce International des Epizooties (2000) International Animal Health Code for Mammals, Birds and Bees, 9th edn, ch. 1.1.2. http://www.oie.int/norms/a_mcode.htm. Paris: Of®ce International des Epizooties. Osburn BI (1994) The impact of bluetongue virus on reproduction. Comparative Immunology Microbiology and Infectious Diseases 17: 189±196. Urbano P and Urbano FG (1994) The Reoviridae family. Comparative Immunology Microbiology and Infectious Diseases 17: 151±161. Venter GJ, Paweska JT, Van Dijk AA, Mellor PS and Tabachnick WJ (1998) Vector competence of Culicoides bolitinos and C. imicola for South African bluetongue virus serotypes 1, 3 and 4. Medical Veterinary Entomology 12: 378±385. Walton TE and Osburn BI (eds.) (1991) Bluetongue, African Horse Sickness, and Related Orbiviruses: Proceedings of the Second International Symposium. Boca Raton: CRC Press.
Foot-and-Mouth Disease R S Schrijver, Institute for Animal Science and Health, Lelystad, The Netherlands Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Foot-and-mouth disease (FMD) is the most important disease that can affect cattle. This is due to the very severe economic consequences of outbreaks, caused by direct losses in animal productivity, and by the indirect high costs of control measures, and the trade restrictions that accompany outbreaks. Several characteristics of FMD contribute to this: the disease is highly contagious, it can affect all cloven-hoofed animals, the virus is stable in the environment, and there are a wide variety of transmission routes including airborne spread. In addition, many antigenically different serotypes of FMD virus (FMDV) exist, that do not confer cross-protection. This is also the reason that for protection against antigenically different isolates of FMDV different vaccines are required.
After a long period of absence in Europe, a massive outbreak of FMD occurred in 2001, starting in the United Kingdom, and spreading to France and The Netherlands. More than 2000 FMD cases were con®rmed in the United Kingdom, and more than 3.7 million animals were slaughtered. In the Netherlands, 26 cases were con®rmed, and 265 000 animals were slaughtered. Only in The Netherlands was vaccination applied, followed by stamping out of vaccinated animals. This has initiated an international debate on reviewing the nonvaccination policy in the European Union (EU). In the EU, vaccination against FMDV was discontinued at the end of 1991, because it was estimated from cost± bene®t studies that the costs of the mass vaccination campaigns were higher than the costs of occasional outbreaks after cessation of the vaccination, provided strict control measures were implemented to prevent reintroduction of the virus. One other reason was that several FMD outbreaks had been associated with improper inactivation of vaccines, or by escape of the virus from FMDV vaccine plants. Indeed, from 1991 until 2001, only a few outbreaks of FMD have occurred in the EU, and these have not lead to massive outbreaks. The costs of these outbreaks thus were outweighed by far by the costs of yearly vaccination had it been continued. However, most of the outbreaks occurred in areas that were not densely populated, and many animals still possessed antibodies from previous vaccinations. The FMD outbreak in 2001 has now shown that the disease spreads very fast in a fully susceptible animal population, and results in unprecedented economical and social damage. FMDV is still endemic in many countries, many of which have trade contacts with FMDV-free countries, and the possibility of reintroduction of FMDV is a constant threat, which justi®es regular consideration, review and update of surveillance programmes and contingency plans, and awareness among those working with susceptible animals. Especially emergence of new strains, that differ antigenically from existing strains, poses a risk that vaccines and emergency vaccination measures are insuf®cient to stop an outbreak. In countries where FMDV is endemic with vaccination, or where FMDV is absent with vaccination, there are increased efforts to eradicate FMDV and stop vaccination, because the economical damage considerably affects the pro®tability of the livestock and dairy industry. It is expected that the number of FMDV-free countries will gradually increase. This article reviews the epidemiology, economy and control of FMD, with special emphasis on ruminants.
798
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Foot-and-Mouth Disease
Epidemiology Virus
Foot-and-mouth disease virus is a positive-sense, single-stranded RNA virus. The genome consists of approximately 8400 nucleotide bases, which encodes one large polyprotein. This polyprotein is posttranslationally cleaved by viral encoded proteases into structural and nonstructural proteins. The virus has an icosahedral symmetry, and is composed of 60 copies of each of the four structural proteins 1A (VP4), 1B (VP2), 1C (VP3) and 1D (VP1). Four structural proteins form a protomer, and ®ve protomers form a pentamer (with a sedimentation coef®cient of 12S). Twelve pentamers assemble into one virion (with a sedimentation coef®cient of 146S). Nonstructural proteins are classi®ed as 2A, 2B, 2C, 3A, 3B (associated to the 5 0 end of viral RNA), 3C (protease) and 3D (RNA polymerase). Nonstructural proteins are associated with splicing of the viral polyprotein into functional proteins, and mediate the host shut off. Some nonstructural proteins are suf®ciently immunogenic to allow antibody detection after infection, but are not detectable in modern puri®ed FMD vaccines and do not induce antibody formation after one or more vaccinations. This allowed the development of differentiating enzymelinked immunosorbent assays (ELISAs) based upon 3ABC-speci®c antibody detection, to distinguish infected from vaccinated animals. Seven serotypes of FMDV can be distinguished (Table 1). However, even within a serotype, considerable antigenic variation occurs, notably within serotype A, which can explain insuf®cient crossprotection by a vaccine based on a related subtype. The seven serotypes differ in their geographical distribution. The A, O and C strains occurred predominantly in Europe, and are now virtually eradicated, but are still present in the Middle East and South America. Unlike most FMDV strains, the serotype O strain which caused the outbreak in Europe in
2001 is not con®ned to a certain geographical area, but has a global spread, and has replaced many other strains in the Middle East and Asia. The evolution of this pandemic strain of FMDV serotype O, which has been named Pan-Asia, has recently been described. It was ®rst identi®ed in northern India in 1990 and spread westwards into Saudi Arabia in 1994 and then throughout the Near East and into Europe (Turkish Thrace, Bulgaria and Greece) in 1996. FMD has also been reported recently from Brazil, Argentina and South Africa. The South African Territory (SAT) strains are restricted to Africa, although incidentally outbreaks have occurred in the Middle East. Molecular epidemiology, based on sequencing data from a genomic region of the VP1 protein, has contributed signi®cantly to the classi®cation of FMDV strains. It was shown that FMDV strains show marked variation in time and between regions. FMDV strains therefore are also classi®ed into separate `topotypes', re¯ecting their occurrence within a given world region. Part of the antigenic variation may be explained because FMDV is an RNA virus, which typically mutate at a relatively high frequency. Many different FMDV serotypes and subtypes occur, and within each serotype differences in infectivity, virulence and pathogenicity occur. Although generally one strain will infect ruminants as well as pigs, in particular strains belonging to serotype O may show species adaptation, such as the O Taiwan isolate which infected pigs but not cattle in the 1997 outbreak in Taiwan. Foot-and-mouth disease virus has no envelope, and is therefore relatively resistant in the environment. A high relative humidity of more than 60%, a pH of 7.2±7.6, and low temperatures are environmental factors that favour long-term survival of the virus, whereas relative humidity below 60%, a pH below 6 or above 9, or high temperatures, above 56 � C contribute to rapid inactivation of FMDV. Consequently, FMDV is rapidly inactivated by citric acid
Table 1 Serotypes of FMDV, their geographical distribution and serotype characteristics FMDV serotypes
Geographical distribution
Characteristic of serotype
A (Ardennes) O (Oise) C Asia-1 SAT-1 (South African Territories) SAT-2 SAT-3
South America, Africa, Asia South America, Africa, Asia, Europea South America, Africa, Asia Middle East, Far East Africa
Large antigenic variation Occurrence of species-adapted strains
Africa Africa
Most frequent in cattle in Africa
Can occur in association with A or O strains
a The 2001 outbreak in Europe caused by the Pan-Asia serotype O strain. The outbreak started in pigs, and later on was predominatly found in cattle, sheep and goats.
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Foot-and-Mouth Disease 799
and by bases, such as caustic soda. FMDV strains may differ in their resistance to heat inactivation, type A strains being relatively more resistant. Also, if the virus is associated with proteins, such as in milk or other dairy products, or when the virus is present in organic material, such as slurry, inactivation is greatly reduced, and much more severe conditions or use of detergents is necessary for complete inactivation. In skeletal muscle, reduction of pH below 6 due to the lactic acid formation leads to the inactivation of FMDV, but this requires that the meat is stored for about 1 day at 4 � C after slaughter. In lymph nodes and bonemarrow virus may survive for months. Host
Infected animals already excrete virus during the incubation period in excreta and secreta. Milk may already contain infectious virus 4 days before the onset of clinical signs. All excretions and secretions contain infectious virus, and consequently may be a source of infection for other animals. Importantly, pigs excrete up to 3000 times more infectious virus in the air than cattle. The most common way of virus transmission is by direct animal contact. Other, indirect, sources of transmission are by contaminated transport vehicles, by humans, and by air. Transmission by ingestion of infected milk or meat, or even through abrasions on the skin is possible, but occurs less frequently. Cattle are highly susceptible to FMDV and can be infected by inhalation of virus, by contact, by ingestion of virus, or by infected semen. The incubation period is shorter when the infectious dose is higher, but also depends on the strain of virus, the susceptibility of the host, and the route of infection. For instance, after (arti®cial) intradermolingual inoculation of virus in the course of FMD vaccine control experiments, animals may show clinical signs only 1 day after inoculation, whereas after aerosol inoculation cattle may show clinical signs only after 10±14 days. Consequently, the incubation period may vary, but generally lasts 2±14 days. Cattle are most susceptible for infection by the respiratory tract (approximately 10±25 TCID50 (tissue culture infectious dose), the amount of infectious virus capable of infecting 50% of speci®c tissue cultures), whereas for infection by the oral route at least 10 000 times as much virus is required. Because cattle inhale large volumes of air due to their large tidal volume, they are highly susceptible for airborne infection. Milk can be infectious for about 7±9 days, starting 4 days before the onset of clinical signs, and can be a source of transmission when infected milk is fed to
piglets or calves. Also, aerosolized infected milk may be a source of infection, because the dose required to infect calves or pigs by the respiratory route is much lower than by the oral route. However, study of recent outbreaks has shown that transmission of FMDV by milk or dairy products is relatively infrequent. The duration of virus excretion depends on the host and varies between different secreta and excreta. The highest amounts of virus occur in lesion material such as vesicular ¯uid, epithelium from the vesicles, and in saliva. In cattle milk virus titres mount up to log10 105±6 TCID50. Usually virus-neutralizing antibodies can be detected starting 3±5 days after infection, and the virus excretion decreases with a concomitant rise in virusneutralizing antibody titres. Sheep and goats seldom show clinical signs after FMDV infection, and because these animals are potential carriers of FMDV, they form a threat for transmission of FMDV in many regions of the world. However, because the amount of virus in carrier animals is relatively very low, and because the duration of the carrier state is shorter than in cattle, the risk of virus transmission by sheep seems low in comparison with cattle or pigs, and is considered the highest in the acute stage of the disease, a few days after infection. A particular phenomenon is the occurrence of carrier animals. FMDV can be recovered from the oesophagopharyngeal ¯uid from 3 years (cattle) to at least 9 months (sheep) after infection. An animal is considered a carrier animal when virus can remittantly be recovered from oesophagopharyngeal ¯uid 28 days after infection. The African buffalo (Syncerus caffer) is the natural reservoir of FMDV in South Africa, and can harbour FMDV probably lifelong. The occurrence of carrier animals is of special concern in eradication programmes. Importantly, vaccinated animals can also become carriers. It is estimated that 50±70% of the animals become carriers. There is not yet ®rm evidence that pigs can also become carriers, although it has recently been described that virus RNA is present in sera from infected pigs several months after infection. Foot-and-mouth is not a zoonosis. Only in humans heavily exposed to FMDV, such as in FMD vaccine production, have FMDV-speci®c antibodies been demonstrated, due to excessive exposure to the antigen.
Pathology Clinical signs in dairy cattle usually start with fever, depression, a reduced appetite and in lactating
800
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Foot-and-Mouth Disease
animals with a sudden drop in milk yield. Affected animals show excessive salivation, and in the mouth and on the tongue vesicle formation can be observed. Vesicles may also appear on the teats and the udder, but are usually thin and smaller than vesicles in the mouth. Inability to milk the animal frequently results in mastitis. A few days later, cattle may become lame, and by inspection of the feet, vesicles may be observed in the interdigital space and coronary bands. Based on the aspect of lesions in the mouth, it is possible for experienced clinicians to deduce the time of the start of the infection of the animal, by adding on the presumed incubation period. This may help to trace back the origin of the infection on farm. Young animals such as calves and piglets may suddenly die as a result from an acute myocarditis, and this may be the only clinical sign. The mortality in adult animals is usually low, but the morbidity may be 100%. The differential diagnosis is indicated in Table 2. Sheep and goats differ from cattle in that clinical signs after an FMDV infection are much less apparent. Lameness is usually the predominant clinical sign, but in a sheep ¯ock only a small number of animals may show clinical signs. Lactating animals may show a sudden drop in milk yield, with pyrexia. Lesions in the mouth are less apparent than in cattle, and vesicles rupture easily. Pigs may be recumbent and huddle together, and are reluctant to move. When forced to move they may show lameness. In adult sows FMD may go unnoticed, and mortality in young piglets may be the only sign. Close inspection of sedated animals may reveal vesicles in the mouth and on the nose, and on the feet. Vesicles will easily rupture. The lesions in pigs are indistinguishable from swine vesicular disease, caused by the closely related swine vesicular disease virus (SVDV).
Table 2 Differential diagnosis of foot-and-mouth disease Cattle
Sheep
Infectious bovine rhinotracheitis Bovine viral diarrhoea Malignant catarrhal fever Stomatitis papulosa Rinderpest Vesicular stomatitis Calf diphtheria Pseudocowpox Bovine herpes mammilitis Foul in the foot
Contagious ecthyma (orf) Bluetongue Footrot
Laboratory Diagnosis The Of®ce International des Epizooties (OIE) has issued a manual with standards for diagnostic tests and vaccines, which provides detailed descriptions of tests for the purpose of international trade. In most countries, high-security FMDV laboratories have been installed, that are especially equipped to handle samples suspected of carrying FMDV. These laboratories must ensure safe handling of the infectious virus, for which international standards, issued by the OIE, have been recommended by the Food and Agricultural Organization. If such a high-security laboratory is not available, samples can be submitted to the World Reference Laboratory for FMDV in Pirbright, United Kingdom. The virus can be identi®ed by an antigen ELISA, virus isolation or polymerase chain reaction (PCR). Virus isolation, which can be performed on bovine thyroid cells, secondary lamb kidney cells or secondary pig kidney cells, is very sensitive but requires a few days of cell culture. The antigen ELISA provides results the same day. PCR is a powerful tool for the molecular epidemiology of FMDV strains. It can be used to trace the origin of an outbreak strain, and establish the relation with other strains. Subsequently, it can help to evaluate which is the most suitable vaccine to be used. However, it has not yet been approved as a standard method of diagnosis by the OIE. The standard antibody tests is the virus neutralization tests, but ELISAs have been developed as well and are widely used. Standardization of laboratory diagnosis is achieved by international ring test, carried out under supervision of the World Reference Laboratory. Although assays using cattle and sheep milk have been described, these are not much used in control programmes. A particular problem in FMDV diagnosis is the occurrence of many antigenically different (sub)types. This requires for both virus and antibody tests that the tests are regularly updated that they are suited to detect antibodies against circulating serotypes and that they able to detect newly emerging FMDV isolates. Therefore, recent developments of antibody ELISAs that detect antibodies against nonstructural proteins seem very promising. These proteins are relatively conserved, and therefore are suitable for detecting antibodies induced by different FMDV serotypes. Furthermore, because many FMDV vaccines do not induce antibodies against nonstructural proteins, these ELISAs can be used in conjunction with vaccines to detect the spread of an infection in a vaccinated population. It is expected that these tests
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Foot-and-Mouth Disease 801
will increasingly be used in eradication and control programmes of FMDV. Carrier animals are animals in which virus can be remittantly detected in oesophagopharyngeal ¯uid, collected with a probang cup, especially designed for this purpose. This cup is specially designed to obtain ¯uid and scrape off cellular material from the cranial oesophagus and the dorsal pharynx in cattle, and small cups are used in sheep and goats.
Economy Outbreaks of FMD are associated with huge economic losses. Direct losses are due to mortality and to decreased growth and milk yield. Differences between FMDV strains may result in differences in pathogenicity. Generally, mortality occurs in young calves and piglets, but may occasionally also be observed in adult animals. Morbidity may mount up to nearly 100% of the animals, and recovery may be slow. The milk yield may suddenly drop. Indirect losses are due to trade restrictions of animals and animal products, which will affect farmers, and costs of control measures such as stamping out, compensation of farmers, vaccination, cleaning and disinfection, and movement control. When large numbers of animals are destroyed, loss of high-performing animals and dif®culties in restocking may also account for severe economical damage. In less developed countries, reduced draft power may lead to signi®cant losses. For the dairy industry, milk from infected areas will be excluded for production of milk or milk products, unless it has been treated appropriately to inactivate FMDV. In the EU, directives have been adopted for milk and dairy products (85/511/EU and 92/46/EU), which contain prescribed treatments for milk and dairy products. FMDV present in milk and dairy products is particularly resistant, and even in vitro assessment of absence of infectious FMDV does not exclude the possibility that cattle may become infected after inoculation. Despite this potential risk, the risk of transmission of FMDV by infected milk and dairy products under natural conditions may be considered rather low, because large amounts by FMDV-containing milk must be ingested by susceptible animals to establish an infection, as high amounts of FMDV are necessary to initiate an infection by the oral route. Production processes containing speci®c heat treatment, or pasteurization followed by acid treatment, decrease the risk of FMDV transmission practically to zero. Thus, the highest risk of FMDV-containing milk will most likely lie in direct feeding of that milk to susceptible
animals, or spilling during handling of the milk, so that the virus can be transmitted by contact or by aerosolized virus. The costs of outbreaks vary greatly, due to differences in the affected species, density of the animal population, production systems and trade restrictions, and no general estimate can be given. Huge outbreaks will easily lead to damage of several hundreds of millions of dollars. For instance, direct economic losses due to the 1997 outbreak in Taipei, Taiwan, were estimated at US$400 million, with indirect losses estimated to US$3650 million. As an indication, for the 2001 FMD outbreaks in Europe the European Commission has authorized e400 million of advance payments to Member States to reimburse compensation paid to farmers for animals slaughtered. Advances of e355 million were allocated to the UK, e39 million to The Netherlands, e3.3 million to France and e2.7 million to Ireland.
Control Measures For effective control of FMDV, the number of farms or herds that are infected by one newly infected farm or herd (the reproduction ratio, R) must be signi®cantly below 1 after implementation of control measures in order to quickly lead to eradication. However, under natural conditions the basic reproduction ratio (R0) for FMDV is much higher than 1, because it is well known that major outbreaks usually follow introduction of FMDV in susceptible populations. However, the spread of an infection may depend on various parameters, such as population size and contacts between farms, and little is known for FMDV about the impact of herd size, contact structure and control measures such as vaccination on the transmission of FMDV, and consequently on the R value. Evidently, control measures must be imposed aiming to reduce the R, but these may vary for different regions with differences in animal population densities, production systems, and availability of vaccines and destruction plants. To assist in de®ning control measures that are effective in reducing transmission, thorough risk assessment studies for transmission of FMDV for the animal population at risk in an outbreak situation must be performed. Frequently, contingency plans are legally required, but these must be regularly updated and practised. The time between introduction of the virus and the identi®cation of it, the so-called high-risk period (HRP), must be as short as possible. A long HRP allows the virus to spread and infect multiple farms, which signi®cantly increases the magnitude of the outbreak and of necessary control
802
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Foot-and-Mouth Disease
measures. In FMDV-free regions, therefore, an adequate surveillance system must be operational, aimed at reducing the HRP. This again requires risk assessment studies, aimed at identi®cation, quanti®cation and subsequent reduction of risk factors. For The Netherlands, it has been estimated that 70% of contagious animal disease introductions are attributed to imports of infected animals or contaminated transport vehicles, based on conjoint analysis of expert opinions. Study of recent outbreaks in eastern European countries and Italy strongly suggests that animal movements (sometimes illegal), transport vehicles and infected animal products were causing several outbreaks. Control measures must be targeted at these risk factors. Important elements of control measures are stamping out of infected herds, movement control, and vaccination. Pigs should be slaughtered ®rst, because they excrete by far the most virus, followed by cattle. Special emphasis must be given to the hygiene procedures involved in killing, removal and destruction of animals, as virus may easily spread during these procedures. Therefore, disinfection must immediately follow killing of the animals, to prevent virus escape by ventilation, or on people, lost infected epithelial tissue or secretions. Movement control should prevent spread of FMDV by infected animals or transport vehicles. In Europe, a protection zone directly around the outbreak and an outer surveillance zone are installed after an FMDV outbreak, according to EU directives (EU directive 85/511). Border inspection posts or buffer zones may also be useful, depending on the geographical situation. In Africa, fences are used to separate FMDV-carrying buffaloes from FMDV-free cattle. Vaccination is an important part of FMDV control. Vaccines against FMDV are still manufactured according to classical methods. A hazard of FMDV vaccine production is the risk of contamination of the environment caused by culturing large amounts of infectious virus, as has incidentally occurred in the past. However, attempts to produce new-generation vaccines that do not require cultivation of live virus have until now failed. Current FMDV vaccines are routinely produced by culturing the requested particular virus type on baby hamster kidney cells in suspension. For cattle, aluminium adjuvanted vaccines and oil-emulsion vaccines are available. For pigs, only oil-emulsion vaccines have suf®cient potency to protect against clinical disease. The choice for a particular vaccine is based on information about the origin of the strain causing the outbreak, and cross-neutralization studies of post vaccination sera from different vaccines preparations with the new isolate may contribute to this. PCR, sequencing the isolate and comparison
with sequences in the FMDV database, may also contribute to identify the best possible vaccine. Recent studies have shown that some highly potent vaccines are able to prevent transmission under experimental conditions. However, little is known of the rate by which transmission is prevented by emergency vaccination in an outbreak situation in densely populated areas. Most vaccine studies are based on prevention of clinical disease, in agreement with the European Pharmacopoeia that prescribes PD50 challenge-infection experiments in the natural host (PD50 is the dose that provides protection for 50% of the animals). Because severe trade restrictions will follow reintroduction of vaccination in countries that have abandoned vaccination, the decision to start with vaccination may be postponed until other measures have failed to stop the outbreak. When an outbreak occurs, it is essential to trace the origin of the outbreak, and identify other farms at risk, by tracing the contacts of the infected farms. Additional inspection and blood or probang sampling of animals on infected or suspected farms may allow an estimate of the date of infection, based on thorough clinical inspection of the animals, ageing of lesions, and tests to measure presence of virus or FMDV-speci®c antibodies. During infection by FMDV, antibodies to both structural and nonstructural proteins are produced in the animal, whereas after vaccination generally only antibodies to structural proteins are induced. Research has shown that the detection of antibodies to the nonstructural protein 3ABC can be used for diagnosis of FMDV and to differentiate infected from vaccinated animals. For this purpose ELISAs using recombinant 3ABC have been developed. Such ELISAs have been used successfully in FMD control in eastern Europe, in South America and northern Africa, demonstrating the absence of circulating virus or con®rmation of suspected outbreaks. It is expected that the 3ABC ELISA could become a major tool for serosurveillance of FMD. New EC legislation for FMD control is currently being prepared, in which most probably the 3ABC ELISAs will be included for use in all vaccinated animals when ring vaccination is carried out for controlling an outbreak. Surveillance of FMDV is aimed at reducing the HRP. Because FMDV has a short incubation period, it will normally disclose itself rather easily in cattle. Thus, if regular clinical inspection is guaranteed, serological surveillance for FMDV does not seem cost-effective. Awareness among farmers and veterinary practitioners is critical for quick identi®cation of FMDV. If clinical inspection of animals cannot be performed regularly, serological surveys may be necessary to identify convalescent or carrier animals,
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Foot-and-Mouth Disease 803
such as in regions where little or no veterinary control is in place. To aid in the decision process for control of FMDV, management support systems have been developed, and these may prove helpful to assist in the decision making progress in the emergency situation of an outbreak. See also: Office International des Epizooties: Mission and Organization; Animal Health Code.
Further Reading Barnett PV and Cox SJ (1999a) The role of small ruminants in the epidemiology and transmission of foot-and-mouth disease. Veterinary Journal 158: 6±13. Barnett PV and Cox SJ (1999b) Emergency vaccination of sheep against foot-and-mouth disease: protection against disease and reduction in contact transmission. Vaccine 17: 1858±1868. Blackwell J (1978) Persistence of foot-and-mouth disease virus in butter and butteroil. Journal of Dairy Science 45: 283±285. Chen BJ, Sung WHT and Shieh HK (1999) Managing an animal health emergency in Taipei China: foot and mouth disease. Revue Scienti®que et Technique de l'Of®ce International des Epizooties 18: 186±192. Cuncliff HR and Blackwell HJ (1977) Survival of footand-mouth disease virus in casein and sodium caseinate produced from the milk of infected cows. Journal of Food Protection 40: 389±392. Davies G (1993) Risk assessment in practice: a foot and mouth disease control strategy for the European Community. Revue Scienti®que et Technique de l'Of®ce International des Epizooties 12: 1109±1119. De Clercq K (1998) Implementation of quality assurance in national foot and mouth disease laboratories, based on the guidelines of the Of®ce International des Epizooties. Revue Scienti®que et Technique de l'Of®ce International des Epizooties 17: 786±795. De Jong MCM and Diekmann O (1992) A method to calculate ± for computer simulated infections ± the threshold value, R0, that predicts whether or not the infection will spread. Preventative Veterinary Medicine 25: 183±193. De Jong MCM, Diekmann O and Heesterbeek JAP (1995) How does transmission of infection depend on the population size? In: Mollision D (ed.) Epidemic Models, Their Structure and Relation to Data, pp. 84±94. Cambridge: Cambridge University Press. Donaldson AI (1997) Risk of spreading foot and mouth disease through milk and dairy products. Revue Scienti®que et Technique de l'Of®ce International des Epizooties 16: 117±124. Dunn CS and Donaldson AI (1997) Natural adaptation to pigs of a Taiwanese isolate of foot-and-mouth disease virus. Veterinary Record 141: 174±175.
Haas B, BoÈhm R and Strauch D (1995) Inactivation of viruses in liquid manure. Revue Scienti®que et Technique de l'Of®ce International des Epizooties 14: 435±445. Haydon DT and Woolhouse MEJ (1997) An analysis of foot-and-mouth disease epidemics in the UK. IMA Journal of Mathematics Applied in Medicine and Biology 14: 1±9. Horst HS (1998) Risk and Economic Consequences of Contagious Animal Disease Introduction, Mansholt Studies no. 11. Leiden, The Netherlands: Backhuys Publishers. Kitching RP (1998) A recent history of foot-and-mouth disease. Journal Comparative Pathology 118: 89±108. Knowles NJ and Samuel AR (1994) Polymerase chain reaction ampli®cation and cycle sequencing of the 1D (VP1) gene of foot and mouth disease viruses. Report of the Session of the Research Group of the Standing Technical Commission for the Control of Foot-andMouth Disease, Vienna, Austria, 19±22 September. Knowles NJ, Samuel AR, Davies PR, Kitching RP and Donaldson AI (2001) Outbreak of foot-and-mouth disease virus serotype O in the UK caused by a pandemic strain. Veterinary Record 148: 258±260. Mezencio JMS, Babcock GD, Kramer E and Brown F (1999) Evidence for persistence of foot-and-mouth disease virus in pigs. Veterinary Journal 157: 213±217. Nielen M, Maurice H, Schut BH et al. (1995) Proefgebied Wehl: Onderzoek naar risio'c van contacten ten behoeve van mond-en-klauwzeerbestrijding. Tijdschrift voor Diergeneeskunde 120: 618±622. Perry BD, Kalpravidh W, Coleman PG et al. (1999) The economic impact of foot and mouth disease and its control in South-East Asia: a preliminary assessment with special reference to Thailand. Revue Scienti®que et Technique de l'Of®ce International des Epizooties 18: 478±497. Rueckert R (1996) Picornaviridae: the viruses and their replication. In: Fields BN, Knipe DM and Howley PM (eds.) Field's Virology, 3rd edn, pp. 609±654. Philadelphia: Lippincott-Raven. Rweyemamu MM and Leforban Y (1999) Foot-and-mouth disease and international development. Advances in Virus Research 53: 111±126. Salt JS (1993) The carrier state in foot and mouth disease: an immunological review. British Veterinary Journal 149: 207±223. Salt JS, Barnett PV, Dani P and Williams L (1998) Emergency vaccination of pigs against foot-and-mouth disease: protection against disease and reduction in contact transmission. Vaccine 16: 746±754. Sanson RL, Morris RS and Stern MW (1999) EpiMANFMD: a decision support system for managing epidemics of vesicular disease. Revue Scienti®que et Technique de l'Of®ce International des Epizooties 18: 593±605. Sellers RF, Herniman KAJ and Donaldson AI (1971) The effects of killing or removal of animals affected with foot-and-mouth disease on the amounts of airborne virus
804
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Hairy Heel Warts
present in looseboxes. British Veterinary Journal 127: 358±365. Sonder E, Ackermann M, McCullough KC and Kihm U (1990) Inactivation of foot and mouth disease virus in skimmed milk with propionic acid, citric acid and hydrogen peroxide. Revue Scienti®que et Technique de l'Of®ce International des Epizooties 9: 1139±1155. Thomson GR (1994) Foot-and-mouth disease. In: Coetzer JAW, Thomson GR and Tustin RC (eds.) Infectious Diseases of Livestock, pp. 825±852. Oxford: Oxford University Press.
Hairy Heel Warts C T Estill,Oregon State University, Corvallis, OR, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Hairy heel warts, also known as papillomatous digital dermatitis (PDD), digital dermatitis, interdigital dermatitis, foot warts, heel warts, strawberry foot rot, raspberry heel, Mortellaro disease and verrucous dermatitis, is a contagious, painful, wart-like disease of the bovine digit. It is recognized as an emerging disease condition of dairy cows. Heel warts were ®rst described in cows in Italy in 1974. In 1980 the condition was reported as a cause of lameness in New York dairy herds and has since been observed in 40 or more US states and many other countries in Europe, North and South America, Africa, Australia and parts of Asia. It was reported in California in the mid-1980s. In the United States, a 1996 survey of dairy operations indicated a 47% prevalence of PPD among herds, with 17.2% overall prevalence in cows and 6.8% in bred heifers. In a 1998 survey, 78% of affected US herds reported that their ®rst cases occurred in 1993 or later. A 2000 survey of the prevalence of hairy heel wart lesions in culled dairy cattle at a slaughterhouse in the southeast United States found 29% of animals had gross lesions. In northern parts of Germany, 59% of dairy farms had affected animals with an average prevalence of 12.5% per farm. A 1999 survey of 214 farms in Chile found 91% of the dairies affected. The disorder is characterized by in¯amed, painful lesions which appear on the plantar aspect of the
hind foot just proximal to the heel bulbs and may extend into the interdigital space. Occasionally, lesions may be observed on the cranial aspect of the foot between the toes, and the lesion has been reported on the skin of the mammary gland. Losses are due to lameness and associated decrease in production and milk quality, culling losses, decreased reproductive ef®ciency and decreased feed intake, with loss of body weight as well as treatment and control expenses. Financial losses in the state of California alone have been estimated to range from US$1.25 million to $5 million annually. Because of the high degree of discomfort in affected animals, hairy heel warts are also an animal welfare concern. Effective treatment and control options are available but eradication of the disease in an individual herd is unlikely.
Causes The precise aetiology of hairy heel warts has not been elucidated and a multifactorial pathogenesis is likely. Since antibiotics are effective in treating hairy heel warts, it is probable that bacteria are a major factor. Bacterial Aetiology
The disease has been associated with the presence of anaerobic bacteria which most likely are spirochaetes. Slender, spiral organisms have been seen on sectioned lesion specimens stained with silver stain (Figure 1). Spirochaetes have been consistently isolated and identi®ed in lesions from the United States, Germany, Canada and Japan. Two to ®ve phylotypes of spirochaetes (Treponema spp.) have been
Figure 1 Photomicrograph of a section of tissue from the interdigital space of a cow with gross lesions of hairy heel warts. Spirochaetes are abundantly present within the stratum spinosum. Silver stain; scale bar, 100 mm. (Reproduced with permission from Brown et al., 2000.)
804
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Hairy Heel Warts
present in looseboxes. British Veterinary Journal 127: 358±365. Sonder E, Ackermann M, McCullough KC and Kihm U (1990) Inactivation of foot and mouth disease virus in skimmed milk with propionic acid, citric acid and hydrogen peroxide. Revue Scienti®que et Technique de l'Of®ce International des Epizooties 9: 1139±1155. Thomson GR (1994) Foot-and-mouth disease. In: Coetzer JAW, Thomson GR and Tustin RC (eds.) Infectious Diseases of Livestock, pp. 825±852. Oxford: Oxford University Press.
Hairy Heel Warts C T Estill,Oregon State University, Corvallis, OR, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Hairy heel warts, also known as papillomatous digital dermatitis (PDD), digital dermatitis, interdigital dermatitis, foot warts, heel warts, strawberry foot rot, raspberry heel, Mortellaro disease and verrucous dermatitis, is a contagious, painful, wart-like disease of the bovine digit. It is recognized as an emerging disease condition of dairy cows. Heel warts were ®rst described in cows in Italy in 1974. In 1980 the condition was reported as a cause of lameness in New York dairy herds and has since been observed in 40 or more US states and many other countries in Europe, North and South America, Africa, Australia and parts of Asia. It was reported in California in the mid-1980s. In the United States, a 1996 survey of dairy operations indicated a 47% prevalence of PPD among herds, with 17.2% overall prevalence in cows and 6.8% in bred heifers. In a 1998 survey, 78% of affected US herds reported that their ®rst cases occurred in 1993 or later. A 2000 survey of the prevalence of hairy heel wart lesions in culled dairy cattle at a slaughterhouse in the southeast United States found 29% of animals had gross lesions. In northern parts of Germany, 59% of dairy farms had affected animals with an average prevalence of 12.5% per farm. A 1999 survey of 214 farms in Chile found 91% of the dairies affected. The disorder is characterized by in¯amed, painful lesions which appear on the plantar aspect of the
hind foot just proximal to the heel bulbs and may extend into the interdigital space. Occasionally, lesions may be observed on the cranial aspect of the foot between the toes, and the lesion has been reported on the skin of the mammary gland. Losses are due to lameness and associated decrease in production and milk quality, culling losses, decreased reproductive ef®ciency and decreased feed intake, with loss of body weight as well as treatment and control expenses. Financial losses in the state of California alone have been estimated to range from US$1.25 million to $5 million annually. Because of the high degree of discomfort in affected animals, hairy heel warts are also an animal welfare concern. Effective treatment and control options are available but eradication of the disease in an individual herd is unlikely.
Causes The precise aetiology of hairy heel warts has not been elucidated and a multifactorial pathogenesis is likely. Since antibiotics are effective in treating hairy heel warts, it is probable that bacteria are a major factor. Bacterial Aetiology
The disease has been associated with the presence of anaerobic bacteria which most likely are spirochaetes. Slender, spiral organisms have been seen on sectioned lesion specimens stained with silver stain (Figure 1). Spirochaetes have been consistently isolated and identi®ed in lesions from the United States, Germany, Canada and Japan. Two to ®ve phylotypes of spirochaetes (Treponema spp.) have been
Figure 1 Photomicrograph of a section of tissue from the interdigital space of a cow with gross lesions of hairy heel warts. Spirochaetes are abundantly present within the stratum spinosum. Silver stain; scale bar, 100 mm. (Reproduced with permission from Brown et al., 2000.)
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Hairy Heel Warts 805
associated with hairy heel wart lesions and identi®ed by phenotypic, morphological and genotypic characteristics. Evaluation of 16S rRNA sequences has suggested that ®ve phylotypes of spirochaetal organisms, all clustering within the genus Treponema, may be involved. Four of the identi®ed phylotypes are closely related to the human oral treponemes. Ampli®cation of a 16S rRNA gene from lesion material has implicated an organism most closely related to Treponema denticola, a common pathogen of human periodontal disease. As further evidence that spirochaetes play an important role in the aetiology, a signi®cantly greater serum antibody response to two groups of spirochaetes was found in cows from herds with hairy heel warts compared with cows from herds without lesions or past history of having affected cows. Three distinct groups of obligate anaerobic spirochaetes have been isolated from lesions in California. Spirochaetes are organisms that are capable of deeply invading the epidermis. British investigators report two morphologically distinct types of spirochaetes seen deep in the epidermis of erosive/ reactive lesions. One is a long spiral, ®lamentous organism 12 mm long and 0.3 mm wide, and the other is a shorter spirochaete 5±6 mm long and 0.1 mm wide. Other bacteria including Dichelobacter (Bacteroides) nodosus, Bacteroides melaninogenicus and Prevotella bivia have been found in samples obtained from hairy heel wart lesions. Together with the other bacteria, the spirochaetes are presumed to be the causative agents. However, attempts to reproduce the disease experimentally through application of bacterial cultures have not met with success. Although the lesion is commonly referred to as a wart, there is no evidence to support viral aetiology.
Lesion Description
Lesions typically involve the skin adjacent to the heel or, less commonly, the proximal part of the interdigital space but can also be found on an interdigital overgrowth (®broma), in a sole ulcer or around the dewclaws (Figure 2). Initially, a circumscribed, hyperaemic area 1±4 cm2 appears on the skin just above the coronary band of the plantar (or palmar) aspect of the claws and is associated with intense pain. Initial lesions appear as exudative, super®cial in¯ammation of the skin of the digit. At this stage the exudate may have a distinctive pungent odour which is likely to be due to secondary bacterial growth. In the early stages, the hairs of the diseased areas are often erect and later disappear. The pastern is occasionally diffusely swollen but swelling is usually secondary to a complication. As the lesion progresses there is super®cial loss of tissue in the skin of the coronary band of the claws and dewclaws. The lesion may have a greyish exudate covering the conical papillae such that the surface resembles terrycloth (Figure 3). Cleansing exposes reddish granulation tissue (hence the name strawberry foot rot), with a concave pro®le. The area is circumscribed by a discrete line of raised hyperkeratotic skin, often bearing erect hairs two to three times longer than normal. The lesions are prone to bleeding. In longer-standing cases there may be progression to undermining or erosion of contiguous horn, resulting in permanent claw damage. Alternative forms of the lesions frequently have a distinctive proliferative reaction, which varies from a velvet-like appearance to clearly papilliform with hyperkeratotic papillae which may be 2 cm or more in length; hence the descriptive name, hairy heel warts. Progression from the erosive to papillomatous form
Clinical Signs Animals affected by hairy heel warts are characterized by lameness with walking on the toes and clubbing of hooves. Cows are often affected in both hind claws and, less commonly, the fore claws. Approximately 80% of hairy heel wart lesions occur on the plantar aspect of the rear foot. The predisposing factor for development of lesions on the hind feet may be that the hind feet are exposed to deeper slurry at feeding time. The degree of lameness associated with hairy heel warts does not seem to correlate with the size of the lesion. Severely affected animals are reluctant to move and the affected limb may be held shaking in partial ¯exion, as if in intense pain. Less severely affected animals rest or bear weight on the toes, avoiding contact with the heel area.
Figure 2 Plantar view of a cow's foot affected by hairy heel warts. This chronic lesion is circumscribed, erosive-granular and bleeds easily.
806
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Hairy Heel Warts
wall. In other lesions, nuclear dust due to leucocytoclasia was evident. Herd Epidemiology
Figure 3 Hind foot of a cow with a hairy heel wart involving the area near the bulbs of the heel and extending on to a small interdigital ®broma. Part of the lesion is covered with characteristic greyish exudate.
typically takes 2±3 weeks. Often, a single lesion will be mixed with areas of erosion (strawberry-like) and areas of proliferation (hairy). According to an American report, an erosion is the initial stage of the papilliform lesion which evolves through the following phases: erosion, intermediate cutaneous plaque with peripheral papilliform reaction and raised mature plaque with hyperkeratotic papillae. However, an Italian veterinary surgeon reported that the lesions he typically observed did not progress through the evolutionary process and erosive lesions remain apparently unchanged for an inde®nite time unless treated. Regardless of lesion type, spontaneous recovery is seldom observed. Histological Description
Histological characteristics of hairy heel warts include: extensive parakeratosis and focal hyperkeratosis with patchy papillomatous change; erosion of tips of papillary dermis; dense colonization of parakeratotic stratum corneum by spirochaetedominant bacterial ¯ora; vacuolation of parakeratotic stratum corneum attended by neutrophils and erythrocytes; invasion of subadjacent stratum spinosum by spirochaetes; loss of stratum granulosum; multifocal to con¯uent acanthosis; lymphoplasmacytic perivascular dermatitis; and an absence of a ®bromatous change. Lesions sometimes contain arteries affected by vasculitis in different stages. Some lesions were characterized by the presence of intact neutrophils lying both perivascularly and in the vessel
It is apparent that hairy heel warts is a contagious disease based on spread of disease regionally, high levels of disease within affected herds, within-herd spread after introduction of affected cattle and higher prevalence in younger cows. Major risk factors for herds having a high prevalence of hairy heel warts are large herd size, muddy corrals and the purchase of dairy replacement animals. In Chilean dairy cattle, loose-housed cows had a higher risk of developing hairy heel warts, followed by cows in freestalls or open corrals compared to cows on pasture all year. Possibly, the disease is more common in freestallcon®ned herds because feet are constantly exposed to moisture and manure conditions. The feet often become coated with a layer of dry manure, which may favour anaerobic conditions necessary for growth of the causal organisms. Additional factors associated with high (>5%) incidence of hairy heel warts include region (southwest, northwest and southeast regions in the United States), type of land accessed by lactating cows on a daily basis, ¯ooring type where lactating cows walked (more common on slatted ¯oors or grooved concrete, suggesting microtrauma), parity (more common in ®rst-parity animals), use of a hoof trimmer who also trimmed hooves on other farms without washing hoof-trimming equipment between farms. There may also be a breed predisposition for development of lesions as it has been observed that dairies having predominantly Holstein cows were more likely to be affected compared with those having a higher percentage of Jersey cattle. Once a herd begins to experience hairy heel wart lesions the spread is rapid among adult cows with the majority of animals becoming affected within a year. When the condition becomes established in a herd, most new cases of lameness are observed in ®rst-lactation animals and younger cows as they enter the milking herd. Although lesions may be prevalent in older animals, the degree of lameness associated with lesions is often less than in lactating heifers. A seasonal increase in incidence seems to correlate with the presence of wet, muddy conditions. In California, the disease is most severe in the spring and summer months while in the United Kingdom hairy heel wart disease is most severe in the winter months.
Control Without the continued use of appropriate control measures, up to 48% of cows experience a recurrence or new lesion development within 7±12 weeks after
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Hairy Heel Warts 807
a complete therapeutic response. The recurrence rate in a herd during the 11 months following treatment with lincomycin where no subsequent control measures were practised was roughly 88%. In addition to timely and effective treatment of lesions on affected animals to reduce spread to nonaffected animals, control measures also include appropriate housing so that exposure to moisture, mud, manure and traumacausing ¯ooring is minimized. Development and implementation of a farm biosecurity plan to reduce the introduction of affected replacements into the herd and assurance that personnel and equipment do not serve as fomites are also essential for effective control. Footbathing
Footbathing is commonly used in an attempt to prevent hairy heel warts. Footbaths generally contain solutions of antibiotics, copper sulphate or formaldehyde. Despite the lack of proven ef®cacy, footbaths are likely to remain a preferred method of controlling hairy heel warts. However, unless carefully and conscientiously managed, footbaths are unlikely to be effective and may actually contribute to the spread of hairy heel warts within a herd. Nutrition
Since the cause of hairy heel warts is presumed to be multifactorial, it appears reasonable that adequate nutrition, especially nutrients associated with epidermal integrity, may play a role in disease control. One study indicated a reduction in the incidence of hairy heel warts in New York dairy herds when rations were supplemented with a combination of zinc methionine, copper lysine, manganese methionine and cobalt glucoheptonate. The supplement supplied 360 mg Zn, 200 mg Mn, 125 mg Cu and 25 mg Co dayÿ1 per head. Immunity
Even when successfully treated, the recurrence rate of hairy heel wart lesions is near 50%, suggesting that natural infection does not establish long-lasting immunity. Initial attempts to develop a vaccine to control this problem have not been successful. Autogenous, farm-speci®c Treponema bactrins have been successfully used to reduce the incidence of hairy heel warts. A commercial bactrin (Treponema Bactrin, ImmTech) is approved in the United States.
Treatment Hairy heel warts are usually responsive to either parenteral or topical antibiotic therapy, consistent
with the proposed role of bacteria in this disease. Also, several nonantibiotic treatments have been developed for treatment of hairy heel warts in dairy cattle. Surgical removal or cryotherapy has been tried without success. Parenteral administration of antibiotics has been used effectively in California herds but other veterinarians have not had positive results. A study involving a small number of affected cows demonstrated that most cows with hairy heel warts treated with procaine penicillin G (18 000 U kgÿ1 i.m. b.i.d. for 3 days) or ceftiofur sodium (2 mg kgÿ1 dayÿ1 for 3 days) responded favourably 7±30 days after treatment. Topical antibiotic treatment, especially when applied under a bandage, is highly (>90%) effective. Cotton balls or gauze soaked in tetracycline, oxytetracycline, lincomycin or a lincomycin/spectinomycin combination product under a bandage is an effective but labour-intensive treatment. Topical spray with antibiotic solutions has become popular on many farms. Treatment with oxytetracycline (25± 50 mg mlÿ1) in a pump-up garden-type sprayer is applied at a rate of 10±20 ml per foot. A successful protocol involves spraying all feet once a day for 5 consecutive days at monthly intervals and spraying all visible lesions daily. Similar results can be expected using an 8±16 mg mlÿ1 solution of lincomycin. Cleaning the feet with a stream of water prior to treatment is recommended. A surfactant such as propylene glycol or dish soap (approximately 20 ml lÿ1) will improve the ability of the antibiotic solution to adhere to and penetrate the lesions. Anatomical location of the lesions has been shown to result in variation in treatment response to topical oxytetracycline spray. Cows with lesions located in the interdigital cleft are less likely to respond than those with lesions on the heels or near the dewclaws, presumably because these lesions often extend into the interdigital space where it is physically more dif®cult to apply the treatment solution (Figure 4). Topical antibiotic sprays are generally applied in the milking parlour and should be applied after the milking units have been removed to reduce the risk of contaminating milk. Personnel separate from the milking crew should perform the foot spraying for the same reason. Walk-through footbaths are commonly recommended for treating as well as controlling herd outbreaks of hairy heel warts. When used as the sole method of treatment or control, effectiveness seems to vary considerably. Some of the variability is probably due to differences in footbath management. Although widely used, little or no bene®t has been reported from using copper sulphate solutions in
808
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Hairy Heel Warts
Figure 4 The plantar interdigital space in a cow's hind foot affected by a hairy heel wart. Lesions in this location often respond poorly to footbathing or spraying and are best treated by placing a bandage over an effective antimicrobial compound.
footbaths to control hairy heel warts. Formalin (37%) diluted to 3±5% concentration has been used extensively in footbaths. Concentrations greater than 5% are likely to cause skin irritation. The use of formalin in footbaths is complicated by concern for worker and environmental safety. Antibiotics are widely used in footbaths for management of hairy heel warts. The major disadvantages to antibiotic use in footbaths are the rapid neutralization of activity in the presence of mud and manure and the expense of using large volumes of solution. Two-stage footbaths, where cows walk through a prerinse footbath prior to the treatment footbath, may extend the number of cow passages before the solution must be changed. Depending on the degree of mud and manure on the cow's feet, the footbath solution should be changed after 30±150 cow passages. Also, footbaths long enough to ensure all four feet become submerged in the solution are recommended. The most frequently used antibiotics are tetracycline, oxytetracycline, lincomycin/spectinomycin or lincomycin at rates ranging from 0.1 to 1.0 g lÿ1. Higher concentrations, such as oxytetracycline at 5±10 g lÿ1 or lincomycin at 1±3 g lÿ1, have been recommended when used in a monthly footbath programme. The risk of violative antibiotic milk residues has been evaluated when oxytetracycline was used by spraying or under a bandage. With concentrations of oxytetracycline commonly used to treat hairy heel
warts, the risk of violative residues is very low. However, circumstantial evidence suggests that milk contamination has occurred. Similar studies have not been reported with other antibiotics. In the United States topical antibiotic for treatment of hairy heel warts is strictly extralabel and requires a veterinary prescription. Because use of antibiotics for mass medication has a potential to result in violative antibiotic residues in milk, nonantibiotic treatments have been evaluated for ef®cacy. Despite widespread use in footbaths, copper sulphate is without bene®t in the treatment of hairy heel warts. Topical application of formalin (37%), resulted in a 71% recovery rate following a single application. However, concerns over worker safety make this product unacceptable. A commercial triplex solution (Victory, Babson) containing soluble copper, peroxide compound and a cationic agent was shown to be as effective as oxytetracycline when used as a topical spray. The same active ingredients have been incorporated into a topical cream (Victory Foot Cream, Babson) and used with good results under a bandage. Another commercial solution containing acidi®ed ionized copper solution (Hoof Pro Plus, SSI) had limited ef®cacy compared to oxytetracycline. A nonantibiotic product (Double-Action, West Agro) with undisclosed ingredients appears promising when used either as a topical spray or as a footbath containing 5% solution. The manufacturer recommends use of the footbath twice daily for 3±7 consecutive days each week or as a topical spray twice daily for 14 days or as needed. Trials using topical hydrogen peroxide±peroxyacetic acid solution (Oxy-Step, Ecolab), iodine or chlorine sprays failed to demonstrate a positive response comparable to oxytetracycline. Response to treatment is characterized by complete transformation of moist, red, raw painful surfaces that were prone to bleeding to dry, dark-brown, nonpainful, tough rubbery keratinous surfaces. The keratinous layer is tightly adhered to underlying white-pink healthy-appearing skin. A reduction in lesion size and partial restoration of hair growth are observed during healing as well as a reduction in signs of lameness. Treatment failures may be due to inconsistent application of topical sprays, or failure to treat for a suf®cient number of days. Use of more dilute or improperly prepared solutions can result in lack of ef®cacy. When tetracycline or oxytetracycline solutions are made up using hard water, the antibiotic may be neutralized or precipitated, therefore it is recommended that distilled water be used to mix these solutions and that fresh solutions be prepared daily just prior to use.
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Salmonellosis
Conclusions Hairy heel warts have emerged as a major cause of lameness in dairy cattle worldwide. Although the speci®c aetiology has not been determined, current thinking is that aetiology is multifactorial, with spirochaetes eventually causing development of lesions. At the present time, treatment and control strategies are effective but eradication on a herd basis is unlikely, especially in large herds or where replacement animals are purchased. Although antibiotics are an effective treatment for hairy heel warts, the fact that they are used in an extralabel manner and may increase the risk of milk residue violation and development of antibiotic resistance means that the use of nonantibiotic formulations is likely to increase. Improvement in dairy biosecurity should reduce the incidence of new lesions in susceptible herds. New additions should be visually screened for lesions and treated if lesions are observed or there is a history of hairy heel warts on the farm of origin. Changes in management, including segregation of ®rst-lactation animals and minimization of exposure to wet muddy conditions, will reduce disease incidence. If it is conclusively demonstrated that lesion development is dependent on invasion of tissue by spirochaetes, an effective vaccine may eventually be produced to aid in reduction of disease incidence or severity or hasten recovery. See also: Dairy Farm Management Systems: Seasonal, Pasture-Based ± Dairy Cow Breeds; NonSeasonal, Pasture-Optimized ± Dairy Cow Breeds in the United States; Non-Seasonal, Pasture-Based Milk Production Systems in Western Europe.
809
Raeside JI, Christie HL and Renaud RL (1999) Androgen and estrogen metabolism in the reproductive tract and accessory sex glands of the domestic boar (Sus scrofa). Biology of Reproduction 1: 1242±1248. Read DH and Walker RL (1998) Papillomatous digital dermatitis (footwarts) in California dairy cattle: clinical and gross pathologic ®ndings. Journal of Veterinary Diagnostic Investigation 10: 67±76. Rodriguez-Lainz A, Hird DW, Walker RL and Read DH (1996) Papillomatous digital dermatitis in 458 dairies. Journal of the American Veterinary Medical Association 209: 1464±1467. Rodriguez-Lainz A, Melendez-Retamal P, Hird DW, Read DH and Walker RL (1999) Farm- and host-level risk factors for papillomatous digital dermatitis in Chilean dairy cattle. Preventive Veterinary Medicine 37: 197± 207. Shearer JK and Elliot JB (1998) Papillomatous dermatitis: treatment and control strategies. 1. The Compendium ± Food Animal 20: S158±S166. Shearer JK and Hernandez J (2000) Ef®cacy of two modi®ed nonantibiotic formulation (Victory) for treatment of papillomatous digital dermatitis in dairy cows. Journal of Dairy Science 83: 741±745. Shearer JK, Hernandez J and Elliot JB (1998) Papillomatous digital dermatitis: treatment and control strategies. 2. The Compendium ± Food Animal 20: S213±S222. Walker RL, Read DH, Loretz KJ and Nordhausen RW (1995) Spirochetes isolated from dairy cattle with papillomatous digital dermatitis and interdigital dermatitis. Veterinary Microbiology 47: 343±355. Wells SJ, Garber LP and Wagner BA (1999) Papillomatous digital dermatitis and associated risk factors in US dairy herds. Preventive Veterinary Medicine 38: 11±24.
Further Reading Bergsten C (1997) Infectious diseases of the digits. In: Greenough PR and Weaver AD (eds.) Lameness in Cattle, 3rd edn, pp. 89±100. Philadelphia: WB Saunders. Brown CC, Kilgo PD and Jacobsen KL (2000) Prevalence of papillomatous digital dermatitis among culled adult cattle in the southeastern United States. American Journal of Veterinary Research 61: 928±930. Hernandez J and Shearer JK (2000) Ef®cacy of oxytetracycline for treatment of papillomatous digital dermatitis lesions on various anatomic locations in dairy cows. Journal of the American Veterinary Medical Association 216: 1288±1290. Hernandez J, Shearer JK and Elliot JB (1999) Comparison of topical application of oxytetracycline and four nonantibiotic solutions for treatment of papillomatous digital dermatitis in dairy cows. Journal of the American Veterinary Medical Association 214: 688±690.
Salmonellosis C Poppe, Laboratory for Foodborne Zoonoses, Guelph, Ontario, Canada Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Salmonella has long been recognized as an important zoonotic pathogen of worldwide signi®cance in man and animals. Salmonella are pathogenic bacteria that are isolated from humans and a wide
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Salmonellosis
Conclusions Hairy heel warts have emerged as a major cause of lameness in dairy cattle worldwide. Although the speci®c aetiology has not been determined, current thinking is that aetiology is multifactorial, with spirochaetes eventually causing development of lesions. At the present time, treatment and control strategies are effective but eradication on a herd basis is unlikely, especially in large herds or where replacement animals are purchased. Although antibiotics are an effective treatment for hairy heel warts, the fact that they are used in an extralabel manner and may increase the risk of milk residue violation and development of antibiotic resistance means that the use of nonantibiotic formulations is likely to increase. Improvement in dairy biosecurity should reduce the incidence of new lesions in susceptible herds. New additions should be visually screened for lesions and treated if lesions are observed or there is a history of hairy heel warts on the farm of origin. Changes in management, including segregation of ®rst-lactation animals and minimization of exposure to wet muddy conditions, will reduce disease incidence. If it is conclusively demonstrated that lesion development is dependent on invasion of tissue by spirochaetes, an effective vaccine may eventually be produced to aid in reduction of disease incidence or severity or hasten recovery. See also: Dairy Farm Management Systems: Seasonal, Pasture-Based ± Dairy Cow Breeds; NonSeasonal, Pasture-Optimized ± Dairy Cow Breeds in the United States; Non-Seasonal, Pasture-Based Milk Production Systems in Western Europe.
809
Raeside JI, Christie HL and Renaud RL (1999) Androgen and estrogen metabolism in the reproductive tract and accessory sex glands of the domestic boar (Sus scrofa). Biology of Reproduction 1: 1242±1248. Read DH and Walker RL (1998) Papillomatous digital dermatitis (footwarts) in California dairy cattle: clinical and gross pathologic ®ndings. Journal of Veterinary Diagnostic Investigation 10: 67±76. Rodriguez-Lainz A, Hird DW, Walker RL and Read DH (1996) Papillomatous digital dermatitis in 458 dairies. Journal of the American Veterinary Medical Association 209: 1464±1467. Rodriguez-Lainz A, Melendez-Retamal P, Hird DW, Read DH and Walker RL (1999) Farm- and host-level risk factors for papillomatous digital dermatitis in Chilean dairy cattle. Preventive Veterinary Medicine 37: 197± 207. Shearer JK and Elliot JB (1998) Papillomatous dermatitis: treatment and control strategies. 1. The Compendium ± Food Animal 20: S158±S166. Shearer JK and Hernandez J (2000) Ef®cacy of two modi®ed nonantibiotic formulation (Victory) for treatment of papillomatous digital dermatitis in dairy cows. Journal of Dairy Science 83: 741±745. Shearer JK, Hernandez J and Elliot JB (1998) Papillomatous digital dermatitis: treatment and control strategies. 2. The Compendium ± Food Animal 20: S213±S222. Walker RL, Read DH, Loretz KJ and Nordhausen RW (1995) Spirochetes isolated from dairy cattle with papillomatous digital dermatitis and interdigital dermatitis. Veterinary Microbiology 47: 343±355. Wells SJ, Garber LP and Wagner BA (1999) Papillomatous digital dermatitis and associated risk factors in US dairy herds. Preventive Veterinary Medicine 38: 11±24.
Further Reading Bergsten C (1997) Infectious diseases of the digits. In: Greenough PR and Weaver AD (eds.) Lameness in Cattle, 3rd edn, pp. 89±100. Philadelphia: WB Saunders. Brown CC, Kilgo PD and Jacobsen KL (2000) Prevalence of papillomatous digital dermatitis among culled adult cattle in the southeastern United States. American Journal of Veterinary Research 61: 928±930. Hernandez J and Shearer JK (2000) Ef®cacy of oxytetracycline for treatment of papillomatous digital dermatitis lesions on various anatomic locations in dairy cows. Journal of the American Veterinary Medical Association 216: 1288±1290. Hernandez J, Shearer JK and Elliot JB (1999) Comparison of topical application of oxytetracycline and four nonantibiotic solutions for treatment of papillomatous digital dermatitis in dairy cows. Journal of the American Veterinary Medical Association 214: 688±690.
Salmonellosis C Poppe, Laboratory for Foodborne Zoonoses, Guelph, Ontario, Canada Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Salmonella has long been recognized as an important zoonotic pathogen of worldwide signi®cance in man and animals. Salmonella are pathogenic bacteria that are isolated from humans and a wide
810
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Salmonellosis
variety of animal species, including cattle, pigs, poultry, horses, companion animals, wild birds, coldblooded animals such as turtles and snakes, rodents, ®sh, ¯ies, beetles, cockroaches and other insects. Salmonellosis, the disease caused by infection with Salmonella, is a common intestinal illness caused by numerous Salmonella serovars and manifested clinically in animals and humans as an acute enteritis and chronic enteritis, an acute septicaemic disease or as subclinical infections. Animals with subclinical infections or animals recovered from clinical salmonellosis may become carriers, shedding the organism in large numbers in the faeces, and are a major source of infection of animals and humans and contamination of the environment. Salmonella are ubiquitous organisms that are dispersed widely in the environment, on pastures, and in rivers, streams and lakes. Salmonella bacteria contaminate many feed stuffs of animal origin, such as bone meal, blood meal, feather meal and ®sh meal, and many foods, including meat, raw milk, raw eggs, foods containing raw eggs, other foods of animal origin, fruits and fruit juices, and vegetables. Like other members of the Enterobacteriaceae, Salmonella are Gram-negative, facultatively anaerobic, non-sporeforming rods. Salmonella are fermentative, oxidase-negative, catalase-positive bacteria that are motile by means of peritrichous ¯agella. Somatic or O antigens and ¯agellar or H antigens identify Salmonella serovars. The O antigen consists of repeat units of the same tri- or branched tetraand pentasaccharides of the O-speci®c side chain attached via a core chain to lipid A embedded in the outer membrane of bacteria. The H antigen is the ®lamentous elongated part of the ¯agella consisting of a protein called ¯agellin. Expression of ¯agellar antigen alternates between two phases encoded by two genes, H1 and H2, located at separate locations on the chromosome. When the promoter for the H2 operon is in the correct orientation, the H2 ¯agellin is synthesized together with the repressor of the H1
operon, the rh1 gene product. When the promoter of the H2 operon is in the opposite orientation, neither the H2 ¯agellin nor the rh1 gene products are produced, thus the H1 operon is no longer repressed and H1 ¯agellin is produced. Not all Salmonella express both phases of the ¯agellar antigens. The combinations of the O antigen and the two phases of ¯agellar antigens, identi®ed by agglutination of the bacteria with group- and factor-speci®c antisera, determine the antigenic formula of the bacterial isolate. All Salmonella serovars are motile. The exceptions were thought to be S. Pullorum and S. Gallinarum. However, it has recently been shown that motility can be induced in S. Pullorum. There are more than 2400 Salmonella serovars or serotypes but less than 50 of these are frequently isolated from animals with salmonellosis. There are only two species of Salmonella, namely S. enterica, consisting of six subspecies, enterica (subsp. I), salamae (II), arizonae (IIIa), diarizonae (IIIb), houtenae (IV) and indica (VI), and S. bongori. The Salmonella serovars belonging to S. enterica subsp. enterica are the most numerous in that they total more than 1400 serovars, and only they have a name, e.g. S. Typhimurium, S. Dublin, S. Heidelberg and S. Enteritidis. Salmonella serovars belonging to subspecies other than subspecies I are denoted by the subspecies number (in Roman numerals) and the antigenic formula of the strain. The subspecies are identi®ed by biochemical characterization and susceptibility to lysis by the Felix O1 bacteriophage. Phage typing, biotyping, resistance to antimicrobials, plasmid pro®le analysis and other, especially molecular, methods are used to identify isolates beyond the level of serovar and are useful for epidemiological studies. Some of the Salmonella serovars are host-speci®c, infecting and causing illness in a speci®c animal species or in man (Table 1). An example is S. Dublin that is isolated primarily from cattle, whereas S. Typhimurium has a much wider host range than
Table 1 Host-speci®c Salmonella serovars and the diseases, disease symptoms and pathological lesions they cause Serovar
Host
Disease, symptoms, pathological lesions
S. Typhi S. Paratyphi A, B, C S. Dublin
Humans
Typhoid fever, paratyphoid fever
Cattle, calves
S. S. S. S. S.
Pigs Chickens, turkeys Chickens, turkeys Horses Sheep
Cattle: diarrhoea, fever, necrotizing haemorrhagic enteritis, abortion Calves: diarrhoea, fever, enteritis, septicaemia, pneumonia Septicaemia, pneumonia, hepatitis, enterocolitis, and sometimes abortion Pullorum disease Fowl typhoid Abortion Abortion
Choleraesuis Pullorum Gallinarum Abortusequi Abortusovis
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Salmonellosis
S. Dublin; it infects cattle, many other animal species, and humans.
Causative Organisms Salmonella Typhimurium is the commonest serovar isolated from cattle in many countries worldwide, whereas S. Dublin has a more local distribution. The latter serovar is found in cattle in the United Kingdom, other European countries and the United States, but rarely in Canada. In the United Kingdom, S. Dublin was for most of the 1960s the commonest serovar isolated from cattle. Thereafter, the number of cases declined substantially and S. Typhimurium is now the most frequently isolated serovar from cattle. In Australia, S. Typhimurium is the commonest serovar isolated from cattle, followed by S. Bovismorbi®cans. Outbreaks of S. Dublin infections in dairy cattle have increased during the last two decades in Australia. Salmonella Dublin is also an important pathogen for cattle in South Africa and South America. In Canada, during the 1990s, S. Typhimurium has been the commonest serovar isolated from cattle, whereas much lower numbers of isolates were serotyped as S. MuÈnster, S. Mbandaka, S. Anatum, S. Heidelberg, S. Give and S. Cerro. In the United States, during the early 1990s, S. Typhimurium was the commonest serovar isolated from cattle, followed by S. Dublin, S. Montevideo, S. Kentucky, S. Anatum, S. Cerro, S. Muenster, S. Newport, and S. Meleagridis. Salmonella Dublin used to be isolated primarily at dairy farms in California and other states west of the Rocky Mountains but more recently cases and outbreaks have occurred in cattle in Indiana, Ohio, New York and Pennsylvania. A considerable percentage of the S. Dublin strains (20±25%) were nonmotile. These isolates were as virulent for calves and cattle as motile S. Dublin strains. Such strains may be further identi®ed by considering the clinical and pathological characteristics of the infection in calves and cattle, by determining the plasmid pro®le and examining the strain for the presence of the Salmonella plasmid virulence (spv) genes on a virulence-associated plasmid of about 75 kb, by pulsed-®eld gel electrophoresis (PFGE), and by other means such as multilocus enzyme genotyping.
Epidemiology The prevalence of disease and the incidence of infection in cattle vary between different geographical areas depending on climate, cattle density and farming practices. Infection rates of 10±15% in dairy cattle and of 4% in beef cattle have been recorded.
811
In a survey of feedlot cattle in the United States, Salmonella were isolated from faecal samples at 38% of feedlots, in 26% of feedlot pens and in 5% of the faecal samples. Surveys in North America showed that 2±3% of calves were infected and that calves on 14±22% of farms shed Salmonella bacteria. Certain Salmonella serovars are more likely persistently to colonize the intestinal tract than others. Salmonellosis in cattle caused by S. Dublin is a serious disease that tends to persist in the herd. In contrast, disease caused by S. Typhimurium is sporadic, although sometimes fatal in individual animals; it tends to subside after initial exposure and to recur when the source of the infection reappears. Cattle may not show any overt clinical symptoms but may carry and excrete as many as 105 Salmonella gÿ1 of faeces and transmit the pathogen to susceptible animals. Adult cattle with typical symptoms of salmonellosis are more likely to shed the organism in large numbers for an extended period of time, whereas in calves the excretion is more intermittent. Carrier animals include active carriers that excrete Salmonella continuously or intermittently for months or years, passive carriers that pass the bacteria through the intestinal tract and cease shedding shortly thereafter, and latent carriers that harbour the bacteria in tissues such as the mesenteric lymph nodes and tonsils but do not excrete the organism with the faeces. Latent carriers may become active carriers or clinical cases when stressed, e.g. at calving or during transportation. The introduction of carrier cattle into a herd is a common cause of outbreaks of clinical salmonellosis in dairy herds. Infected animals excrete Salmonella bacteria and infect other animals directly or indirectly by contamination of the environment, the feed and the drinking water. Factors that may contribute to outbreaks of salmonellosis in calves include: infected dams that became active carriers during parturition and infected their calves, purchase in sales yards by dealers of calves that have received no or little colostrum and thus have minimal immunity to the infection, stress as a result of crowded and poor hygienic conditions in sales barns, and transport over long distances. Calves may become infected via the faecal±oral route and may infect one another when housed in groups and able to contact and lick one another or when drinking from a communal source. Cattle may contract salmonellosis because of contamination of the pasture with Salmonella after the spreading of contaminated manure or slurry and when drinking water from contaminated troughs, sloughs, creeks and rivers. Infection of cattle also occurs by eating contaminated feedstuffs such as bone
812
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Salmonellosis
meal, meat meal, ®sh meal and oilseed meals. Factors that predispose dairy cattle to salmonellosis include parturition, stress caused by transportation, crowding, poor weather conditions and parasitism. In regularly fed cows the Salmonella tend to disappear from the rumen. A high concentration of volatile fatty acids results in a low rumen pH and inhibition of Salmonella. Anorexia results in low concentrations of volatile fatty acids and a high rumen pH and multiplication of Salmonella. Around parturition, immunological responses are depressed and dietary changes take place. Dry matter intake may be depressed by up to 50%, in¯uencing the multiplication of Salmonella present in the rumen. Infection with concomitant pathogens such as bovine virus diarrhoea (BVD) virus or fascioliasis due to Fasciola hepatica may exacerbate concurrent salmonellosis.
Pathogenesis Infection of calves and cattle is usually by the oral route but it may also occur via other routes, including the respiratory tract, by inhalation of aerosols and via the tonsils. Haematogenous spread from extraintestinal ports of entry may also result in intestinal infection. Oral infection of 1-month-old calves with a dose of 106 S. Typhimurium bacteria induced an acute self-limiting enteritis and the development of diarrhoea within 12±48 h. Infection with 109±1010 S. Typhimurium bacteria resulted in diarrhoea, dehydration, intestinal lesions and mortality of calves. Post-mortem examination revealed a moderate to severe enteritis, particularly of the terminal ileum, and a ®brinopurulent necrotizing enteritis over the Peyer's patches and enlargement of the Peyer's patches and mesenteric lymph nodes. The contents of the small and large intestines were watery and sometimes bloody. The highest number of Salmonella bacteria were found in the ileal mucosa and the ileal lymph nodes, whereas low numbers were observed in liver and spleen. Histopathological examination and scanning and transmission electromicroscopy of the intestinal lesions after a high-dose oral challenge with S. Typhimurium showed an initial invasion by macropinocytosis and later destruction of the M cells of the follicle-associated epithelium of bovine Peyer's patches. The bacteria also penetrated the apical membrane of the enterocytes of the absorptive villi in the terminal ileum. This was followed by a shortening of the villi, extrusion of enterocytes, increased emptying of mucus from the goblet cells and a neutrophilic reaction in the lamina propria accompanied by transepithelial migration of
neutrophils into the lumen. Bacteria and an in®ltration of neutrophils were found in the Peyer's patches and a depletion of lymphocytes in the germinal centres of the intestinal lymphoid follicles was noted. The tip of the villi became necrotic. The blood vessels in the lamina propria contained thrombi and the wall of the vessels was damaged. Bacteria were found in degenerative phagocytic cells in the lamina propria. Most of S. Typhimurium infections in calves remained localized to the intestines and mesenteric lymph nodes. Bacteraemia followed by retention of the bacteria in liver and spleen and phagocytosis and growth of the bacteria in the macrophages of reticuloendothelial system of the liver and spleen is an uncommon occurrence in calves. Salmonella Typhimurium strains possess about 200 genes that contribute to virulence. Genes contributing to virulence are divided into three groups: bona ®de virulence genes, housekeeping genes and regulatory genes. Five clusters of virulence genes called Salmonella pathogenicity island 1, 2, 3, 4 and 5 (SPI-1±5), located on the chromosome, have been identi®ed. Others are located on the chromosome outside the pathogenicity islands. Genes mediating virulence have also been found on plasmids of a limited number of Salmonella serovars including S. Choleraesuis, S. Dublin, S. Enteritidis, S. Gallinarum, S. Pullorum and S. Typhimurium. These are called Salmonella plasmid virulence (spv) genes. The spv genes are mainly found in serovars that are host speci®c and cause serious illness in their respective hosts, e.g. S. Dublin in cattle, S. Choleraesuis in pigs and S. Pullorum in poultry. Similarities observed between typhoid fever caused by S. Typhi in humans, and S. Typhimurium infection in susceptible mice, prompted the extensive use of an animal model called the murine typhoid model. Although many of the S. Typhimurium and S. Typhi genes mediating virulence have been identi®ed with the murine typhoid model, a number of S. Typhimurium genes that encode virulence in mice play a less prominent role in virulence for calves. Virulence genes on the SPI-2 and the spv operon enable S. Typhimurium to cause systemic infection and to multiply in macrophages in the liver and spleen of susceptible mice. Mutation of the genes made the S. Typhimurium strain much less virulent for susceptible mice but had little effect on virulence of the bacteria for calves and did not reduce the severity of diarrhoea in calves. In contrast, S. Typhimurium bacteria with mutations of SPI-1 genes are defective in colonizing the Peyer's patches and the ileal mucosa of calves. Such mutants cause less diarrhoea and do not cause a fatal infection in calves when given a high oral dose of 1010 bacteria. The SPI-1 encodes a type III secretion
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Salmonellosis
system, associated regulatory genes and the Salmonella invasion proteins (Sips). The SPI-1 proteins facilitate translocation of proteins from the Salmonella into eukaryotic cells. One of the secreted Salmonella outer proteins (Sops) facilitates the invasion of Salmonella into epithelial cells by stimulating the reorganization of the cell cytoskeleton. Mutation of the sopD (on SPI-1) or the sopB (on SPI-5) genes of S. Dublin reduced secretory and in¯ammatory responses in bovine ileal loops. Also, disruption of the SPI-1 genes invH and sipB genes of S. Typhimurium and S. Dublin abolished the ability of the mutants to elicit secretory and in¯ammatory responses in bovine ligated ileal loops.
Clinical Symptoms Cattle and calves may be affected with an acute or a chronic form of salmonellosis. The disease manifestations depend on the virulence of different Salmonella serovars, the number of Salmonella ingested and host immunity. Many Salmonella infections are opportunistic infections in compromised hosts. The morbidity rate of salmonellosis may be high and may reach more than 50%, especially in young susceptible calves. Clinical signs are found mainly in calves of 2±6 weeks of age and are unusual in calves of less than 2 weeks of age. Symptoms in calves with septicaemic salmonellosis include depression, dullness, a high fever (41±42 � C), anorexia, dehydration, incoordination and death within a few days. Respiratory distress, meningitis and polyarthritis may be seen in some calves with acute salmonellosis. Calves and cattle with acute enteritis may have a fever (40±41 � C) and fetid diarrhoea with loose faeces containing ¯ecks of blood, mucus and casts of necrotic ®brinous mucosal debris. The animals may dehydrate and lose weight. The mortality in calves may be as high as 70%, but losses are usually 5±10%. Losses are often much higher among purchased calves than among calves that were born and raised at the same farm. Symptoms in cows with acute salmonellosis include fever, dullness, loss of appetite and depressed milk yield. Symptoms in cows with subacute salmonellosis are less severe. Salmonellosis in cows often occurs around parturition. Pregnant cows, especially when infected with S. Dublin, may abort without having displayed previously any obvious symptoms. Recovery from salmonellosis may take several weeks to months.
Diagnosis To determine whether a herd or an individual cow or calf is infected with Salmonella it is necessary to
813
culture faeces, blood, tissues and/or milk for the presence of Salmonella. Salmonellosis is particularly dif®cult to determine in clinically normal carrier animals. A plethora of media and methods exist to culture, isolate and identify Salmonella. Direct plating and direct selective enrichment procedures are often unsuccessful for the recovery of Salmonella bacteria. Optimal recovery of Salmonella requires pre-enrichment of the sample in a nonselective medium, followed by culture in a selective enrichment medium and plating on selective or nonselective agars. Pre-enrichment of faecal samples in buffered peptone water (BPW) results in higher isolation rates than pre-enrichment in lactose broth. Resuscitation and recovery of Salmonella does not depend on the nutritional value of the pre-enrichment medium. The fermentation of lactose by other members of the Enterobacteriaceae present in samples such as faeces would cause the pH of the medium to fall to levels that might be inhibitory to growth of Salmonella. In contrast, BPW has a high buffering capacity and does not contain lactose or any other sugars, and thus prevents acidi®cation of the medium. Selectiveenrichment broth selectively inhibits bacteria other than Salmonella, allowing multiplication of Salmonella to levels detectable by plating. High Salmonella isolation rates have been obtained by inoculation of faecal and environmental samples at a 1 : 10 w/v ratio in BPW and overnight culture at 37 � C, followed by plating of 0.1 ml on to modi®ed semi-solid Rappaport±Vassiliadis (MSRV) agar. After culture of the MSRV plates at 41.5 � C for 24±48 h, a loop-full of the selective outgrowth of the motile putative Salmonella bacteria from the semi-solid agar is streaked onto a nonselective agar such as Luria± Bertani agar or tryptic soy agar. After incubation of the agar overnight at 37 � C, the colonies are almost invariably identi®ed as Salmonella colonies by a slide agglutination test with polyvalent Salmonella O antisera. A number of serological tests, such as the serum agglutination test and indirect enzyme-linked immunoabsorbent assays, have been developed. Serological tests are useful for the identi®cation of infected herds but are inadequate for the identi®cation of persistently infected animals. Since S. Typhimurium strains are important pathogens affecting humans and many animal species, including cattle, strains of this serovar are often further characterized by phage-typing, examining antimicrobial resistance pro®les and determining the PFGE pattern of the strains. These procedures allow for an epidemiological trace-back to determine the source of the pathogen, are helpful when considering prognosis and treatment option, and aid in
814
DISEASES OF DAIRY ANIMALS, INFECTIOUS/Salmonellosis
prevention and control measures. During the 1990s, S. Typhimurium phage type (PT) or de®nitive type (DT) 104 has been isolated increasingly from cattle and calves, and from pigs, chickens and humans in the United Kingdom and other European countries, and in the United States and Canada. DT104 strains are highly virulent for cattle and calves. The strains are resistant to a host of antimicrobials including ampicillin, chloramphenicol, streptomycin, sulphonamides and tetracycline and may be additionally resistant to cipro¯oxacin, trimethoprim and the aminoglycosides kanamycin and neomycin.
Treatment Oral treatment of clinical salmonellosis in preruminant calves and parenteral treatment of older animals with broad-spectrum antimicrobials within 1±2 days of the appearance of diarrhoea is, except in cases of acute septicaemic salmonellosis, effective in reducing mortality and aids in recovery of the calves. The combination of trimethoprim and sulphonamide has been used successfully to treat calves with S. Dublin infection. However, treatment of salmonellosis with antimicrobial agents may induce the carrier state. Other concerns are the development of strains of Salmonella resistant to antimicrobials and the killing of normal intestinal tract ¯ora, which may cause an increased susceptibility of the animal to salmonellosis and other gastrointestinal tract infections. Also, Salmonella resistant to antimicrobials may contaminate the food supply. The intravenous administration of ¯uids will increase the survival rates in calves with clinical salmonellosis and oral administration of ¯uids with electrolytes and nutrients will help calves to overcome a period of acute dehydration.
Prevention and Control Salmonella infections in cattle may be prevented by purchasing replacement stock directly rather than via livestock dealers, by purchasing calves from farms free of salmonellosis, by purchasing calves of 6 weeks and older that have developed immunity, by purchasing from vaccinated herds, by maintaining a 4-week quarantine period of purchased cattle, by housing sick animals in dedicated isolation areas, and by preventing wild birds from having access to feed for cattle. Live attenuated vaccine strains (e.g. aro mutants) have been shown to be ef®cacious in preventing experimental salmonellosis, but few have been licensed. Vaccination with killed vaccines (bacterins) does not usually produce an effective
immune response against Salmonella. However, in one study, a vaccine consisting of formalininactivated S. Typhimurium and S. Dublin strains led to the rapid cessation of excretion of S. Typhimurium DT104 in seven out of seven dairy herds. In contrast, ®ve of ®ve nonvaccinated herds were subclinically affected for at least 6 months and two of the herds experienced recurrence of subclinical infection after 2 years.
Public Health Aspects Salmonellosis is a zoonotic illness in that infection of cattle or contamination of the milk with Salmonella spp. may, by direct contact with infected animals or via the food chain, e.g. by drinking raw milk, cause illness in humans. See also: Concentrate Feeds: Byproduct Feeds. Replacement Management, cattle: Health Management. Salmonella spp. Stress, Management Induced, in Dairy Cattle: Effects on Health and Milk Production.
Further Reading Clarke RC and Gyles CL (1993) Salmonella. In: Gyles CL and Thoen CO (eds.) Pathogenesis of Bacterial Infections in Animals, pp. 133±153. Ames: Iowa State University Press. House JK and Smith BP (1998) Current strategy for managing Salmonella infections in cattle. Veterinary Medicine 93: 756±764. Radostits OM, Gay CC, Blood DC and Hinchcliff KW (2000) Diseases caused by Salmonella spp. In: Veterinary Medicine: A Textbook of the Diseases of Cattle, Sheep, Pigs, Goats and Horses, pp. 809±829. London: WB Saunders. Tsolis RM, Kingsley RA, Townsend SM et al. (1999) Of mice, calves, and men. In: Paul PS and Frances DH (eds.) Mechanisms in the Pathogenesis of Enteric Diseases, vol. 2, pp. 261±274. New York: Kluwer. Wallis TS, Wood M, Watson P et al. (1999) Sips, Sops, and SPIs but not stn in¯uence Salmonella enteropathogenesis. In: Paul PS and Frances DH (eds.) Mechanisms in the Pathogenesis of Enteric Diseases, vol. 2, pp. 275±280. New York: Kluwer. Wray C and Davies RH (2000) Salmonella infections in cattle. In: Wray C and Wray A (eds.) Salmonella in Domestic Animals, pp. 169±190. Wallingford: CAB International. Wray C and Sojka WJ (1977) Reviews of the progress of dairy science: bovine salmonellosis. Journal of Dairy Science 44: 383±425.
DISEASES OF DAIRY ANIMALS, NONINFECTIOUS/Ketosis
815
DISEASES OF DAIRY ANIMALS, NONINFECTIOUS Contents
Ketosis Milk Fever Pregnancy Toxaemia Grass Tetany Displaced Abomasum Acidosis/Laminitis Bloat Fatty Liver
Ketosis I J Lean,Bovine Research Australasia, Camden, NSW, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Clinical ketosis is the ultimate expression of the difference between milk production and the capacity of body tissue reserves and feed intake to provide the metabolic fuels for that production. The condition provides substantial insights into intermediary metabolism in the cow and is associated with many of the important disease conditions of dairy cattle. This article examines the epidemiology, biochemistry, prevention and treatment of ketosis.
Definitions Clinical ketosis refers to the condition in which cattle typically have lower milk production, marked weight loss and low dry-matter intake. Cows with no other detectable or anteceding disorder are de®ned as having primary clinical ketosis, whereas cows with an anteceding or concurrent disorder are de®ned as having a secondary ketosis. Cows with subclinical ketosis have similar biochemical changes to clinical cases, but maintain appetite.
Epidemiology Careful studies report lactational incidence rates for clinical ketosis between 2% and 15% of adult
cattle. Estimates of prevalence of elevated ketone concentrations in blood (ketonaemia) or milk samplings (ketolactia) suggest a prevalence in the range of 7±20%, with some estimates as high as and exceeding 36%. These estimates vary with the threshold concentrations of ketones used to de®ne the condition. Estimates of the heritability of ketosis and subclinical ketosis vary widely between a heritability of 0 and 0.31. Continued selection for milk production may increase the incidence of ketotic conditions. The immediate periparturient period is that of greatest risk for ketosis; approximately 90% of all ketosis cases, clinical or subclinical or treatments occur within approximately 60 days postcalving. Incidence of ketosis increases with age and peak incidence may be in cattle in lactations 3±6. The occurrence of ketosis has been noted to vary markedly between herds. Higher-producing cows may be at more risk of ketosis and diets that are low in energy and higher in protein increase the risk of ketosis. The following increase the risk of ketosis: retained placenta, low milk yield in the last 120 days of the previous lactation and an extended dry period, parturient paresis, obesity at calving (body condition score >3.5/5), higher milk yields in the previous lactation, displaced abomasum, foot and leg conditions and hypomagnesaemia. A large number of other conditions such as traumatic reticuloperitonitis have been associated with ketosis, but these are not part of the group of interacting periparturient disorders of the cow. Cows with ketosis have a greater risk of developing displaced abomasum, infections of the reproductive tract, mastitis, cystic ovarian disease, diseases of the digit and foot and leg problems and repeat breeding. Ketolactia has been associated with increased risk of metritis, clinical ketosis and cystic ovarian disease.
816
DISEASES OF DAIRY ANIMALS, NONINFECTIOUS/Ketosis
Blood ketone concentrations re¯ect the balance between hepatic production and peripheral utilization. Ketone concentrations decrease subsequent to feeding. The signi®cance of elevated ketones is not clear as hyperketonaemia is a normal physiological response to lactational demands. The values presented as normal do not, therefore, necessarily relate to increased risk for production loss via disease or milk loss but rather to a range of expected values. Recent studies from Canada suggest that an upper limit for normal b-hydroxybutyrate concentrations is 70 � C, and the solids content is >46%, and if runs of 20 h are aimed at, it is necessary to have two interchangeable heaters allowing one to be cleaned while the other one is being used. Steam or warm water can be used as a heating medium. The spiral tube heater, which often has corrugated tubes, is able to heat concentrates with a higher solids content to a higher temperature without frequent cleaning due to high product velocity, but it is more expensive than the other types of heaters. In a scraped-surface heater (see Figure 9) the heat transfer surface is scraped continuously by a
Condensate
Cold product in
Figure 9 Scraped-surface heat exchanger.
fast-rotating scraper made of food-grade synthetic material to avoid any product adherence. The scrapedsurface heater is particularly suitable for products with a high solids content and if a high temperature is
878
DRYING OF MILK/Dryer Design
required. It can operate continuously for 20 h and is cleaned together with the rest of the feed system. Direct preheaters The following types of direct preheaters are available: 1. Direct steam injection (DSI). 2. Lenient steam injection (LSI). In the direct steam injection (DSI) unit, the steam is introduced into the milk concentrate via a nozzle producing relatively large steam bubbles resulting in superheating of some parts of the concentrate, which leads to protein denaturation. In the lenient steam injection (LSI) unit, the steam is mixed into the concentrate by a dynamic mixer. Very small steam bubbles are created and superheating/ denaturation is avoided. Therefore, a much higher steam pressure can be used. The LSI unit is often used in combination with a scraped-surface heat exchanger, if a temperature above 80 � C is required in the concentrate, which is the case if, for example, instant whole-milk powder with a good coffee test is required. Preheating of the concentrate is not only advantageous from a bacteriological point of view, but it also reduces the viscosity, which together with the applied calories results in an increase in the capacity of the spray-dryer and an improved solubility of the powder produced. Filter An in-line ®lter is always incorporated in the feed system after the heater to avoid lumps, etc. passing into the atomizing device. Homogenizer/high-pressure pump If whole milk powder is to be produced, it is recommended to incorporate a homogenizer in order to reduce the free fat content in the ®nal powder. A two-stage homogenizer is preferred. The ®rst stage is operated at 5±10 MPa, and the second stage at 2.5±5 MPa. Usually, the homogenizer and feed pump are combined in one unit. If a nozzle atomizer is used, then a higher pressure (up to 25 MPa for the nozzles 15 MPa for homogenizing) is required, and a combined homogenizer/high-pressure pump is chosen. A temperature �80 � C is needed to produce a whole milk powder with a good coffee stability. Due to precipitation of calcium phosphate, which is abrasive, the pistons should be made of a ceramic material. Feed line The feed pipe should be of stainless steel and of the high-pressure type, if atomization is to be carried out by means of nozzles. The dimension of the pipe should be such that the feed velocity is
�1.5 m sÿ1. In a feed system, a return pipe should also be included for the cleaning solution, so that the entire equipment can be cleaned thoroughly. Atomizing Device
The aim of atomizing the concentrate is to provide a very large surface area from which the evaporation of water can take place. The smaller the droplets, the greater the surface area, and easier evaporation and a better thermal ef®ciency of the dryer is obtained. The ideal situation from a drying point of view is a spray of droplets of the same size, where the drying time for all particles would be the same for obtaining an equal moisture content. As mentioned previously, the air distribution and atomization are the key factors in successful utilization of the spray-dryer. Atomization is directly responsible for many distinctive advantages offered by spray-drying: ®rst, the very short drying time of the particles; second, a very short particle retention time in the hot atmosphere and low particle temperature (wet bulb temperature); and ®nally, the transformation of the liquid feed into a powder with long storage stability ready for packing and transport. In summary, the prime function of atomization is:
� to produce a high surface to mass ratio, resulting in a high evaporation rate
� to produce particles of the desired shape, size and density.
The most common atomization techniques used in spray-dryers can be summarized as follows:
� pressure energy as in pressure nozzles � kinetic energy as in two-¯uid nozzles � centrifugal energy as in rotating discs. Pressure nozzle atomization The basic function of pressure nozzles is to convert the pressure energy supplied by the high-pressure pump into kinetic energy in the form of a thin ®lm, the stability of which is determined by the properties of the liquid, such as viscosity, surface tension, density and quantity per unit of time, and by the medium into which the liquid is sprayed. Most commercially available pressure nozzles are designed with a swirl chamber, giving the liquid a rotation, so that it will leave the ori®ce as a hollow cone (see Figure 10). Capacity can usually be assumed to be directly proportional to the square root of the pressure: p Capacity kg hÿ1 K � P As a rule of thumb, higher viscosity, liquid density and surface tension, and lower pressure will result
DRYING OF MILK/Dryer Design
879
5
4 3
2 1 Figure 10 High-pressure nozzle `Delavan'. 1, Nozzle body; 2, ori®ce insert; 3, swirl chamber; 4, end plate; 5, screw pin.
in bigger particles. Normally, a feed rate of 1000±1500 kg hÿ1 per nozzle is used in industrial dryers. Two-fluid nozzle or pneumatic atomization The energy available for atomization in two-¯uid atomizers is independent of liquid ¯ow and pressure. The necessary energy (kinetic) is supplied by compressed air. Two-¯uid atomization is the only successful nozzle method for producing very small particles, especially from highly viscous liquids. It is not normally used in the drying of milk products. Rotary atomization In rotary atomizers, the liquid is accelerated continuously to the wheel edge by centrifugal forces produced by the rotation of the wheel (see Figure 11). The liquid is distributed centrally and then extends over the wheel surface in a thin sheet, discharged at high speed at the periphery of the wheel. The degree of atomization depends on peripheral speed, properties of the liquid and feed rate. To select an optimal atomizer wheel, the liquid feed rate, the peripheral speed and the viscosity of the liquid should be taken into consideration.
Figure 11 Rotary atomizer with direct drive.
Liquid feed rate Droplet size varies directly with feed rate at constant wheel speed, and will increase with increased feed rate. Peripheral speed The peripheral speed depends on the diameter of the wheel and the wheel speed and is calculated as follows: Vp
��D�N 1000 � 60
where Vp peripheral speed (m sÿ1), D diameter of the wheel (mm) and N speed of the wheel (rpm). The peripheral speed is widely accepted as the main variable for adjustment of a speci®ed droplet size. However, it has been shown that droplet size does not necessarily remain constant if equal peripheral speeds are produced in wheel designs of various diameter and speed combinations, as there is a tendency for bigger wheels to produce bigger
880
DRYING OF MILK/Dryer Design
particles, all other things being equal. However, when choosing the wheel diameter, one should rather look at the reliability of the atomizer, as the differences in spray characteristics are negligible. Viscosity of the liquid Droplet size varies directly with the viscosity and bigger particles are obtained when the viscosity in the feed becomes higher. In order to ensure optimum atomization, the viscosity is therefore normally kept as low as possible, often by heating the concentrate prior to atomization. Droplet size distribution becomes broader with increased viscosity, an effect sometimes used when powder bulk density is to be increased. Atomization in Spray-Dryers for Milk Products
In the dairy industry, only pressure nozzles and rotary atomizers are used. Pressure nozzles The advantages of nozzles can be summarized as follows:
pressure
� production of a powder with low occluded air � production of a powder with high bulk density � improved ¯owability, especially of whole milk powder
� tendency to give less deposits in the drying chamber when dif®cult products are produced
� ability to produce large particles.
Rotary atomizer The rotary atomizer has been used in the dairy industry for many years. The main advantages are:
� � � �
¯exible throughput ability to handle large quantities ability to handle highly viscous concentrates different wheel designs, giving different powder characteristics � ability to handle products containing crystals � higher solids content in the feed is possible, therefore giving better economy. The decision whether to use a pressure nozzle or rotary wheel is, therefore, a question of type of product. Powder Separation System
As the drying air will contain a small proportion of powder (10±30%) when it leaves the chamber, it is necessary to clean the drying air by separating the powder particles. This powder fraction is usually referred to as ®nes, as they normally represent the smallest particles.
The most widely used separators in the milk powder industry are:
� � � � �
cyclone bag ®lter wet scrubber combinations of the above cleanable-in-place bag ®lter.
Cyclone The cyclone has some obvious advantages, such as high ef®ciency, if it is constructed properly. It is easily maintained as there are no moving parts and, furthermore, it is easy to clean if the centre cyclone is fully welded. The operating principle is based on a vortex motion in which the centrifugal force acts on each particle and causes the particle to move away from the cyclone axis towards the inner cyclone wall. However, the movement in the radial direction is the result of two opposing forces where the centrifugal force acts to move the particle to the wall, while the drag force of the air acts to carry the particles into the axis. As the centrifugal force is predominant, a separation occurs. Powder and air pass tangentially into the cyclone at equal velocities. Powder and air swirl in a spiral form down to the base of the cyclone separating the powder out to the cyclone wall. Powder leaves the bottom of the cyclone via a locking device. The clean air spirals upwards along the centre axis of the cyclone and passes out at the top (see Figure 12). The centrifugal force to which each particle is exposed is given by the equation: C
m � Vt2 r
where C centrifugal force, m mass of particle, Vt tangential air velocity and r radial distance to the wall from any given point. From this equation, it can be concluded that the higher the particle mass, the better the separation ef®ciency. The shorter the distance the particle has to travel, the better the ef®ciency, and the closer the particle is to the wall, the better the ef®ciency, because the velocity is highest and the radial distance is short. However, time is required for the particles to travel to the cyclone wall, so a suf®cient air residence time should be taken into consideration when designing a cyclone. From the above equation, it seems evident that small cyclones (diameter less than 1 m) will have the highest ef®ciency, a fact that is generally accepted. However, as the large-tonnage dryers in operation in the dairy industry today would require many small cyclones, it is more economical to use large, highly ef®cient cyclones. The cyclones have become bigger
DRYING OF MILK/Dryer Design 15 C Theoretical curve E
50
0
Actual curve
Actual critical particle diameter
Air with powder
105 C
Theoretical critical particle diameter
Air
Cut size
Collection efficiency (%)
100
881
B
A
20
10
20
40
60 80 100 Particle size (µm)
120
140
40 50 60 70 Particle size (µm)
80
90 100
Grade efficiency (%)
100
Powder
80 60 40 20 0
30
Figure 13 Critical particle diameter and grade ef®ciency curves for a cyclone.
Inside view of cyclone Figure 12 Cyclone.
and bigger and are now constructed with a diameter of 2.5±3 m. When designing a cyclone, various key values should be taken into account in order to obtain the highest ef®ciency. This is achieved if: cyclone diameter �3 exit duct diameter and
cyclone diameter � 10 exit duct diameter
Air throughput (velocity Vt) and increased pressure drops will also increase the ef®ciency, but the energy requirement will increase simultaneously, so in general the upper limit is 175±200 mm water gauge (WG) for skim milk powder. A WG 140±160 mm is
the maximum possible for whole milk in order to avoid deposits and blockage. To know the ef®ciency of a cyclone, the following terms have to be de®ned: (1) critical particle diameter; (2) cut size; and (3) overall cyclone ef®ciency. 1. The critical particle diameter is de®ned as the particle size that will be completely removed from the air¯ow (100% collection ef®ciency). However, as there is no sharply de®ned point at which a particle size is 100% separated or 100% lost, the critical particle diameter is not very valuable. 2. The cut size is de®ned as the size for which 50% collection is obtained and is a much better value for describing the ef®ciency of cyclones. To determine the cut size of a cyclone, grade ef®ciency curves are worked out by systematically operating a cyclone with a uniform particle size dust (see Figure 13). 3. The overall cyclone ef®ciency is obtained when handling a product of de®nite size distribution. Knowing the grade ef®ciency curve of the cyclone and the product size distribution of the powder passing to the cyclones, the overall ef®ciency can be calculated, i.e. the powder loss can be predicted.
882
DRYING OF MILK/Dryer Design
Another method for determining the ef®ciency of a cyclone is by a simple powder loss measurement after the cyclone. A very small fraction of the outgoing air is passed through a highly ef®cient minicyclone or through microdust ®lters. The amount of powder collected is directly proportional to the powder lost, which will be a result mainly of:
� feed with low solids or feed containing air � high outlet air temperature � low particle density (as a result of the above, for example)
� leaking product outlet from old nonadjusted rotary valves
� blocked cyclone � change in drying parameter resulting in a decrease of mean particle size.
The average powder lost from a normal highly ef®cient cyclone should not exceed 250 mg mÿ3 at STP (standard temperature and pressure) when spraydrying skim milk. Bag filters Authorities normally conclude that powder loss of 250 mg mÿ3 (STP) is too high, and set
a standard of � 50 mg mÿ3 which requires a ®nal cleaning of the air. This is usually carried out in bag ®lters consisting of numerous bags or ®lters arranged so that each bag receives almost equal quantities of air. The direction of air¯ow is from the outside then in through the ®lter material to the inner part of the bag from where the cleaned air enters an exhaust manifold. With the correct type of ®lter material, a high ef®ciency can be obtained and the collection of 1 mm particles is reported by the manufacturers. The collected powder is automatically shaken off by blowing compressed air through the ®lter bags from the inner side. The powder is collected at the bottom via a rotary valve (see Figure 14). Wet scrubbers The wet scrubber is based on the venturi scrubber principle. The droplet separator is designed according to the well-known cyclone principles, with a modi®ed outlet, resulting in a minimum liquid level, thereby minimizing bacterial growth, and a design ensuring deaeration, thus avoiding the build-up of foam. The principle of the venturi wet scrubber is as follows (see Figure 15). The outlet air from the spray
Compressed air
Air
Powder Air with powder Air with powder
Powder Figure 14 Bag ®lter.
Powder
DRYING OF MILK/Dryer Design
dryer, containing powder particles, is accelerated to a high velocity in the venturi inlet, where the liquid is injected also through full-cone nozzles. The air/particles and the liquid droplets collide, owing to their different velocities, and the powder will dissolve in the liquid droplets. On passing through the Air with powder
Air + vapour
Scrubbing liquid recirculation
883
subsequent diffuser, this process will continue simultaneously with a certain pressure recovery of the air/droplet mix. On passing through the separator, the air and liquid are separated again. The air leaves through the centre duct and the liquid through the bottom outlet for further processing or recycling, depending on what system is selected. Two different ¯ow systems have been used: (1) recirculation with water; (2) single-pass with product. Recirculation with water Water is recycled in the wet scrubber by means of a centrifugal pump. The ¯ow is controlled by a valve. The level is kept constant in the separator by a tank with an adjustable valve, which simultaneously ensures the addition of water to compensate for the evaporation taking place in the scrubber. The evaporation takes place while cooling the air temperature from the dryer, which is 90±95 � C, for example, to the wet bulb temperature (45±50 � C), at the same time evaporating the water (see Figure 16). As the temperature of the water remains at around 40±45 � C, bacterial growth must be expected after some time. The scrubbing liquid is used for animal feed. Single-pass with milk or whey The scrubber can also operate in a single-pass system with milk or whey as the scrubbing liquid (see Figure 17). This is especially advantageous as evaporation, which will always occur, now takes place from the product itself, which is preconcentrated a little. The increase
Figure 15 Sanitary wet scrubber.
Air out
Air in
Milk in
Water in
Powder out Figure 16 Wet scrubber recycled with water.
884
DRYING OF MILK/Dryer Design
Milk in Air out Air in
Powder out
Figure 17 Wet scrubber recycled with milk.
in solids will naturally also comprise the powder particles picked up from the air. Cold milk or whey is pumped into the preheating system of the evaporator. When the milk or whey has reached 45 � C (wet bulb temperature) in the preheater, it is passed to the wet scrubber. The product is returned to the rest of the preheaters of the evaporator and is ®nally pasteurized prior to evaporation and drying. As temperatures in the scrubber provide favourable conditions for bacterial growth, the single pass with product method is not used in the dairy industry today.
authorities' demand for reduced powder emission and powder producers' demand for lower energy consumption and reduced space requirements, a new powder recovery system has been developed, the cleanable-in-place (CIP-able) bag ®lter, which replaces the cyclones/bag ®lter. After almost 10 years of research, development and testing, a CIP-able bag ®lter produced by Niro A/S, the SANICIPTM ®lter, has now reached a point where it is setting the standard for almost all dryers. The pros and cons of these powder recovery systems are listed in Table 1.
Cleanable-in-place bag filters It is common for all powder separators that there is a pressure drop across the cyclones, bag ®lters/scrubbers or combinations thereof. In a continued effort to comply with the
The SANICIPTM bag filter The SANICIPTM bag ®lter is of the reverse jet type. It consists of a cylindrical bag housing with a spiral-shaped air inlet, a clean air plenum on top, and a conical bottom
Table 1 Comparison of powder separators Cyclones
Cyclone plus bag ®lter
Cyclone plus wet scrubber
CIP-able bag ®lter SANICIPTM
Emission Pressure loss exhaust system (including ducts, etc.) Auxiliaries Cleaning Hygroscopic products Use of separated product Maintenance
20±400 mg mÿ3 280 mm WG
5±20 mg mÿ3 340 mm WG
max. 20 mg mÿ3 340 mm WG
5±20 mg mÿ3 170 mm WG
None Suitable for CIP Insensitive First grade Minimal
Liquid circulating system Suitable for CIP Insensitive Not recommended Minimal
Sanitary conditions
Good
Compressed air Dif®cult Sensitive First and second grade Service of compressed air system and change of bags Relatively good
Compressed air Suitable for CIP Insensitive First grade Service of compressed air system and change of bags Good
CIP, clean-in-place; WG, water gauge.
Less good
DRYING OF MILK/Dryer Design
with ¯uidized powder discharge. During operation, the product collected on the outside of the ®lter material is removed by a compressed air jet stream from the inside of each bag. The bags are blown clean individually, resulting in a very even discharge of powder. The air supply system for the ¯uidizing bottom has a multiple purpose. During production, the cone of the bag house is ®rst heated by warm air, which subsequently is used to ¯uidize the powder in the bottom. This ensures an even ¯ow out of powder from the bag house. During standstill, the air is used to heat the cone alone and is in a closed loop. The ®lter bags are made from a special three-layer gradient polyester material, which is heat-treated to give a special dust-releasing surface. Each bag is supported on a stainless steel cage and is easily dismantled. In the SANICIPTM ®lter, a special reverse jet air nozzle positioned above each bag (see Figure 18) is used. Compressed air is blown into the bag through this nozzle. A jet is formed which draws air from the clean air plenum into the bag as well, thereby saving compressed air. Therefore, the reverse jet air nozzle has a dual purpose during CIP. The CIP system of the bag house has the following main features: 1. The internal bag CIP cleans the bag from the inside towards the dirty side (outside). Clean water is injected into the inside of the bag through the reversed jet nozzle and the water is atomized by compressed air. Powder that has penetrated into the bag material is forced out towards the dirty side by the water spray. There is no recirculation of water in this step. 2. The clean air plenum CIP cleans the clean air plenum of the bag ®lter above the hole plate. There is no recirculation of water in this step.
Figure 18 Reverse jet air nozzle.
885
3. The hole plate CIP cleans the bottom side of the hole plate and the snap ring area of the bag using a specially designed nozzle, which also has a dual purpose. During the process, the nozzle is purged with compressed air to keep the hole plate free of deposits and thereby avoid discoloration/ denaturation. The water is recirculated. 4. The shell CIP is performed by means of standard retractable CIP nozzles. The water is recirculated. Normal acid and caustics are used as CIP agents. The CIP is followed by bag drying. The estimated time for complete CIP and dry out is 8 h. The SANICIPTM ®lter has the following advantages (see Figure 19):
� low pressure loss across the bag ®lter and thus the � � � � �
entire exhaust system, i.e. reduced energy consumption and noise emission designed for optimum air-to-cloth ratio and powder load (due to one bag being blown at a time) higher yield of raw materials due to no secondgrade products designed with 4 or 6 m bags to suit speci®c building requirements reduced space requirements for new installations easy replacement of cyclones for retro®ts without major building changes
Figure 19 SANICIPTM CIP-able bag ®lter.
886
DRYING OF MILK/Dryer Design
� US Department of Agriculture 3A acceptance
Powder in Air out
(pending) � short dry-out time compared with other CIP-able bag ®lters. Pneumatic Conveying and Cooling System
A pneumatic conveying system is established when powder has to be conveyed from one or more place to another. The conveying medium is air, and the quantity is determined by the product. Products with a high fat content require more air (5 times powder) than skim milk (4 times powder). However, it is not recommended to convey powders with a fat content higher than 30%, as blockage of the ducts may occur. Air at any temperature may be used, and the powder temperature will naturally follow the air temperature. If hot air is used, there will be a drying effect. However, this will be minimal, as the residence time is short (air velocity, 20 m sÿ1). A pneumatic conveying system is cheap and can handle large quantities of powder, but it will destroy any agglomerates resulting in a powder with maximum bulk density. The powder is separated from the conveying air in a cyclone.
Drying air in Cooling air in Powder out
Fluid Bed After-Drying/Cooling
In modern dryers, pneumatic conveying and cooling systems are replaced by a Vibro-Fluidizerr , which is also designed as an after-dryer, i.e. the drying is divided into two or more steps. The ®rst step is carried out in a spray-drying chamber, transforming the liquid into powder particles and evaporating the main portion of the water. The subsequent drying is carried out in a ¯uid bed (see Figure 20). The ¯uid bed drying technology has proved particularly useful, as the residence time in the ¯uid bed is so long that the moisture from the centre of the particle can reach the surface from where evaporation takes place. The Vibro-Fluidizerr is a large horizontal box divided into an upper and a lower section by a perforated plate welded to the side wall of the box (see Figure 21). For drying, or cooling, warm and cold air is introduced into the air plenum chamber and is distributed evenly over the whole area of the perforated plate. The perforation and amount of air are determined by the necessary air velocity needed to ¯uidize the powder; however, special care must be taken to avoid attrition of agglomerates. The temperature and area is determined according to the required evaporation requirement. The hole size in the perforated plate is chosen so that the
Figure 20 Vibro-Fluidizerâ .
Figure 21 Construction detail of a sanitary Vibro-Fluidizerâ .
air velocity will be high enough to ¯uidize the powder on the plate. The air velocity should be so high that the ®nes powder becomes airborne and leaves the ¯uid bed with the air and returns to the atomizing zone for agglomeration.
DRYING OF MILK/Dryer Design
887
Figure 22 Bubble PlateTM.
The ¯uid bed can also be designed as a static backmix bed integrated into the drying chamber. Integrated Static Fluid Bed (Back-Mix)
In an attempt to improve drying ef®ciency, a static ¯uid bed was integrated into the drying chamber. The secondary drying air, typically 25% of the main drying air, is introduced into a plenum chamber below a perforated plate, through which the drying air is distributed. This type of dryer can be operated so that the primary particles reach a moisture level higher than that obtained using the VibroFluidizerr . A specially designed and patented perforated plate, the Bubble PlateTM (see Figure 22), provides an air/powder mixture that ensures optimal drying without attrition and powder penetration into the clean air plenum. The static ¯uid bed is available in two con®gurations: (1) a ring-formed ¯uid bed (CompactTM dryers); (2) a circular ¯uid bed (MSDTM dryers). Ring-formed fluid bed (CompactTM dryers) The ring-formed back-mix bed is placed at the bottom of a conventional chamber cone around the exhaust duct placed in the centre. The powder is discharged continuously from the static ¯uid bed by over¯owing an adjustable powder weir, thus maintaining a certain ¯uidized powder level. When the powder leaves the drying chamber it may be cooled in a pneumatic conveying system. The resulting powder will consist of single particles. For fat-containing products, cooling should be carried out in a vibrating ¯uid bed, which is also used when agglomerated powders are produced. In this case, the cyclone fraction is returned to the atomizer device for agglomeration (see Figure 23).
Figure 23 Compact spray-dryer with Vibro-Fluidizerâ as agglomerator/instantizer (CDI).
Figure 24 Multistage spray-dryer (MSDTM).
Circular fluid bed (MSDTM Dryers) In order to improve dryer ef®ciency and the properties of the powder, even further, the multistage dryer MSDTM was designed (see Figure 24). This dryer operates with three drying stages, each adapted to the moisture content prevailing during the drying process. In the preliminary drying stage, the concentrate is
888
DRYING OF MILK/Dryer Design
atomized by co-current nozzles or a rotary atomizer placed in the hot drying air duct. The air enters the dryer vertically through the air disperser, ensuring optimal mixing of the atomized droplets with the drying air. The particles reach a moisture content of 6±15%, depending on the type of product. The ¯uid bed is supplied with air at a suf®cient velocity and temperature for the second stage of drying, typically 25% of the main drying air. The drying air from the preliminary drying stage and the back-mix bed leaves the chamber from the top passing through powder separators. This type of dryer offers the perfect solution if the aim is to produce an agglomerated product. As a result of the velocity of the primary drying air, a venturi is formed around the atomizing device thus sucking in secondary air with powder entrained so that an agglomeration results, i.e. there is attrition between primary spray particles and ®nes powder. When the powder reaches a certain moisture content, it is discharged via a rotary valve into a Vibro-Fluidizerr for ®nal drying and subsequent cooling. The powder has a coarse structure originating from the natural agglomeration in the chamber. Fines Return
Agglomeration is where smaller particles adhere to each other to form a powder consisting of larger conglomerates/agglomerates, which are essential for easy reconstitution in water. The cyclone fraction(s)
are by means of a ®nes return system conveyed back to:
� the atomization zone � the static ¯uid bed � the Vibro-Fluidizerr depending on the degree of agglomeration. Fines return systems consist of:
� high-pressure blowers: the quantity of air depends
on the amount of ®nes; typically 1 kg of air can convey 3±5 kg of powder � blow-through valves: a device to discharge powder from cyclones and/or bag ®lters into the conveying line � conveying line/diverter valves to convey the ®nes powder to the desired destination; typically a 7±10 cm pipe � ®nes introduction to the atomization zone. The aim is to bring the ®nes as close as possible to the atomizer wheel. In modern dryers, ®nes are introduced from above through the air disperser (FRAD system) via four ®nes pipes situated just above the atomization zone. De¯ector plates at the end of each ®nes pipe ensure the correct introduction and distribution of the ®nes (see Figure 25). For nozzle atomization, the ®nes return is an integral part of the nozzle unit with the ®nes duct in the centre surrounded by nozzles at the periphery (see Figure 26), provided the dryer is designed for rotary air ¯ow or it is a dryer with vertical air ¯ow.
Cooling air
Fines Fines Concentrate
Figure 25 Fines return for rotary atomizer FRAD.
DRYING OF MILK/Dryer Design
889
Cooling air Concentrate Fines Fines Concentrate Cooling air
Drying air
Cooling air
Rotary airstream
Plug-flow airstream
Figure 26 Fines return for nozzle atomizer.
Conclusion
Further Reading
Today, spray-drying plants are designed to ful®l many requirements, including low energy consumption, a high-quality ®nal product, reduced space requirements, and a high degree of environmental protection, a challenge that has been taken up by the designers and suppliers of the dryers.
Masters K (1991) Spray Drying Handbook. Harlow: Longman Scienti®c and Technical. PõÂsecky J (1997) Handbook of Milk Powder Manufacture. Copenhagen: Niro A/S. Westergaard V (1994) Milk Powder Technology: Evaporation and Spray-Drying. Copenhagen: Niro A/S.
See also: Drying of Milk: Drying Principles. Heat Exchangers. Process and Plant Design.
Dulce de Leche
see Concentrated Milk Products: Dulce de Leche.
EMULSIFIERS AND EMULSIONS IN DAIRY FOODS
891
E Ef¯uent from Dairy Processing Plants Electrodialysis
see Dairy Plant Ef¯uent: Nature of Pollutants.
see Whey Processing: Demineralization.
Electrophoresis
see Analysis: Electrophoresis.
Electropulse Technology Embryo Technology
see Heat Treatment, Alternatives to: Pulsed Energy Technologies.
see Gamete and Embryo Technology: Arti®cial Insemination; Multiple Ovulation
and Embryo Transfer; In vitro Fertilization; Cloning; Transgenic Animals; Sexed Offspring
EMULSIFIERS AND EMULSIONS IN DAIRY FOODS
N Krog, Danisco, Brabrand, Denmark Copyright 2002, Elsevier Science Ltd. All Rights Reserved
physical changes, such as ¯occulation, creaming and coalescence, as described below.
Emulsification Introduction The physical de®nition of emulsions is that they are dispersions of one liquid in another, both of which are otherwise practically insoluble in each other. Oil-in-water emulsions are typically liquids (e.g. milk, cream), but may be highly viscoelastic, such as mayonnaise. Water-in-oil emulsions such as butter or margarine are semi-solid, plastic products. The stability of emulsions is controlled by various factors, among which the function of surface-active lipids or proteins is important. Emulsions are thermodynamically unstable and may undergo various
Food emulsions can either be water-in-oil (W/O) types, such as butter, margarine or low-calorie spreads, or oil-in-water (O/W) emulsions such as milk, cream, etc. When making an emulsion, the two liquid phases are mixed by strong mechanical action which disperses one liquid phase in the other. The type of mechanical mixers or homogenizers used varies according to the type of emulsions produced. W/O emulsions are made by adding the water phase to the oil phase while agitating with a low-energy propeller-type stirrer, resulting in a rather coarse distribution of water droplets ranging from 5 to 50 mm or more in size.
892
EMULSIFIERS AND EMULSIONS IN DAIRY FOODS
Most O/W emulsions, such as dairy-based emulsions, are produced using high-energy homogenization where oil or fat droplets are formed under turbulent ¯ow conditions. This results in a dispersed phase with a particle size distribution ranging from 0.3 to 3 mm, typically around 0.5 mm on average. The particle size distribution of the dispersed phase (e.g. fat globules or water droplets) depends on energy input, interfacial tension and mass density as described by Kolmogorow's equation: minimum droplet size, d / Eÿ2/5 3/5�ÿ1/5 where: E energy density, e.g. 104±1012 W mÿ3
interfacial tension, e.g. 5±25 mN mÿ1 � mass density, is usually constant The relative contribution to droplet disruption by energy density, interfacial tension and mass density is about 400:4:1, thus highly dominated by energy density. A reduction in interfacial tension by adding emulsi®ers, on the other hand, is of minor importance, although a decrease in interfacial tension will reduce the surface energy needed to break up dispersed oil droplets into smaller ones. The energy density may vary by as much as 8±10 orders of magnitude from low-energy paddle mixers to high-pressure homogenizers, while the interfacial tension of oil±water interfaces being approximately 25 mN mÿ1 without emulsi®ers added, may be reduced to 5±15 mN mÿ1 in the presence of emulsi®ers. In practical terms, then, the addition of emulsi®ers to O/W emulsions made by high-pressure homogenization does not have a signi®cant effect on the particle size distribution obtained. In the case of W/O emulsions, which are made by low-energy paddle stirring, the addition of an emulsi®er results in a ®ner water droplet distribution. However, the effect of emulsi®ers on protecting the water droplets against recoalescence during the emulsi®cation period may play a greater role in the decreased particle size distribution of the ®nal emulsion than the in¯uence of the emulsi®er on interfacial tension.
Physical Properties of Emulsions Emulsions are thermodynamically unstable and their kinetic stability affected by various factors such as: (1) the formation of a strong viscoelastic interfacial ®lm around the droplets of the dispersed phase, (2) the particle size distribution of dispersed phase, and (3) the ion concentration, pH and viscosity of the continuous phase. A number of physical changes may take place during the storage of O/W emulsions, affecting their
relative stability. These changes are brie¯y discussed in the following. Flocculation
Flocculation of aggregated particles may be a precursor to creaming and in some cases even coalescence, but ¯occulation may also be a desired phenomenon as e.g. in whippable emulsions. Many emulsions that are stable in terms of coalescence are susceptible to ¯occulation. This is particularly the case with protein-stabilized O/W emulsions such as dairy emulsions. An example of ¯occulated oil droplets in an O/W emulsion is shown in Figure 1. The so-called `feathering' of coffee cream in hot coffee is due to the ¯occulation of oil droplets caused by a combination of the high temperature and a lower pH in the coffee than in the cream itself, which induces net particle attraction between the proteinstabilized oil droplets. The tendency to ¯occulation is in¯uenced by the amount of proteins present in relation to the amount of emulsi®ed oil or fat. If insuf®cient protein is present to cover the entire surface of the fat/oil droplets during homogenization, a so-called bridging ¯occulation may take place. Adjusting the pH to the isoelectric point of the emulsion or increasing ion strength by adding calcium ions strongly affects the ¯occulation of dairy emulsions. Creaming
The rise of dispersed particles to the surface of an emulsion is referred to as creaming, and is due to density differences between the dispersed particles and the serum phase. The creaming rate of particles in a dilute system follows Stokes's law, and is given by: creaming rate, Cr R2
�c ÿ �o =�c where R is the radius if the particle, �c is the density of the continuous phase, �o is the density of the dispersed phase and �c is the viscosity of the continuous phase. Creaming is a reversible process, and although Stokes's law is inadequate in predicting creaming of concentrated emulsions, it predicts that creaming can be decreased by the following factors: 1. Reduction of particle size. When the particle size distribution of milk fat globules, for example, is reduced to less than 1 mm by homogenization, creaming is practically eliminated due to Brownian motion which keeps the globules in suspension. Ideally, less than 3% of all oil droplets
EMULSIFIERS AND EMULSIONS IN DAIRY FOODS (A)
90
893
90
(B)
80
80
70
70
60
60
50
50
40
40
30
30
20
20
10
10
Figure 1 Photomicrographs of (A) O/W emulsion stabilized with milk proteins, and (B) O/W emulsion with ¯occulated oil droplets forming large aggregates. (1 unit 1.25 mm.)
should exceed 0.8 mm. Furthermore, the particle size should be monodisperse, which is not the case with food emulsions. 2. Reduced density difference between the continuous and dispersed phase. This is not possible to obtain with food emulsions. Though the natural density difference between water and edible oils or fats may be decreased by the use of highdensity additives, such additives are not permitted for use in foods. A thick adsorbed layer of proteins increases the density of small fat droplets (less than 0.3 mm), even to an extent where they may precipitate. 3. Increased viscosity of the continuous phase. The rate of creaming can be effectively reduced by adding hydrocolloids (gums) or carbohydrates, increasing the viscosity of the continuous phase. Chocolate milk is stable due to high zero shear viscosity created by a network of milk proteins, hydrocolloids and cocoa particles formed at high temperatures. Other factors, such as a high volume of dispersed phase, decrease the speed of creaming, e.g. mayonnaise
is an example of an O/W emulsion, which does not cream off. On the contrary, polydispersity increases ¯occulation in low to medium concentration O/W emulsions, thus contributing to creaming. Coalescence
Coalescence is an irreversible process in which oil droplets merge into larger droplets due to rupture of the protecting interfacial ®lm. Such a process eventually leads to a total breakdown of the emulsion, resulting in total separation of the oil and water phase. Coalescence is promoted by a large droplet size, weak repulsion between droplets and too low interfacial tension. This is why proteins are effective emulsion stabilizers. The surface shear rheology of adsorbed protein ®lms is a signi®cant factor in¯uencing the coalescence kinetics of protein-stabilized O/W emulsions. Solid fat droplets cannot merge together as liquid oil droplets, but form `clumps' of aggregated fat globules. This is referred to as partial coalescence and is a desired phenomenon in O/W emulsions which are to be aerated to a foam (e.g. whipping cream, ice
894
EMULSIFIERS AND EMULSIONS IN DAIRY FOODS
cream mix). Controlled destabilization in the form of droplet ¯occulation (aggregation) and partial coalescence improve whippability and foam stability, as described in detail later. In the most common W/O emulsions (butter, margarine) the water droplets are ®xed in a semi-solid fat phase. This means water droplets usually do not coalesce, unless the fat phase is lique®ed owing to the melting of the fat crystal networks. Interfacial Films in Emulsions
The interfacial ®lm around milk fat globules is a complex physiological biomembrane consisting of proteins (enzymes, glycoproteins), phospholipids, glycolipids and mono-, di- and triacylglycerols. The structure of the membrane is poorly understood. It is assumed that a lipid monolayer adsorbed from the cytoplasm is surrounded by lipid bilayers, interspersed by proteins, which may protrude into the milk plasma. The thickness of the membrane varies from 10 to 20 nm and the interfacial tension is very low (1±1.5 mN mÿ1). When milk is homogenized to avoid creaming, numerous new fat globules are formed and their interface covered by adsorbed milk proteins and fractions of the genuine milk fat globule membrane (also referred to as `milk lipid globule membrane'). The surface-active macromolecules in milk are the proteins: the whey proteins b-lactoglobulin and a-lactalbumin together with the casein proteins (aS1-, aS2-, b- and k-caseins). The casein fraction may adsorb either as entire casein micelles or fragments thereof. Added lipid emulsi®ers may co-adsorb with milk proteins, or emulsi®ers and proteins may compete for adsorption at the interface of milk-based emulsions. The composition of the resulting interfacial ®lm depends on the concentration and chemical structure of the added emulsi®er which determines its polarity (hydrophilic/lipophilic balance). Low-polar, oil-soluble emulsi®ers (monoacylglycerols) tend to (A)
form mixed lipid±protein interfacial ®lms, while highpolar, water-dispersible emulsi®ers (polysorbates) tend to displace most of the interfacially adsorbed proteins and dominate the interfacial structure. In some cases the adsorption of low-polar emulsi®ers depends on the temperature of the emulsion, resulting in increased adsorption of the emulsi®er ± followed by a decrease in the amount of adsorbed protein ± when the emulsion is cooled. This results in a destabilization of the emulsion, making it more sensitive to shear-induced ¯occulation and partial coalescence of fat globules, which is needed for whippable emulsions (whipping cream, toppings or ice cream mix) to obtain a satisfactory foam structure and stability. Figure 2 shows schematic models of interfacial ®lms of adsorbed proteins and emulsi®ers. A protein ®lm exerts high viscoelasticity and provides a strong barrier to fat globule coalescence. Mixed emulsi®er± protein ®lms are less coherent and the viscoelasticity reduced, especially with emulsi®ers that form liquid-condensed types of monolayers (e.g. unsaturated monoacylglycerols). Mixed emulsi®er±protein ®lms may provide increased stability or destabilization of emulsions, depending on the relative ratio between emulsi®er and protein concentrations at the interface and on the type of emulsi®er used. Generally, anionic-active emulsi®ers increase stability by complex formation with interfacial proteins, while non-ionic emulsi®ers displace proteins from the fat globule surface.
Emulsifiers and their Applications Naturally Occurring Emulsifiers
Proteins Proteins are amphiphilic compounds containing both hydrophilic and lipophilic segments. The lipophilic segments are shielded by hydrophobic segments in aqueous solutions, but in the presence of oil droplets they partly unfold and adsorb strongly at the O/W interface.
(B)
(C)
Oil
Oil
Water • Strong interactions • High viscoelasticity • High stability against coalescence
Water • • • •
Weak interactions Reduced protein load Low viscoelasticity Destabilization/ partial coalescence
Oil
Water • Strong hydrocarbon chain interactions • Reduced protein load • Medium viscoelasticity • Stabilization/destabilization depending on emulsifier/protein ratio
Figure 2 Schematic models showing interfacial ®lms of (A) pure protein, (B) mixed lipid±protein ®lm with emulsi®ers forming liquidcondensed monolayers, and (C) mixed lipid±protein ®lm with emulsi®ers forming solid-condensed monolayers.
EMULSIFIERS AND EMULSIONS IN DAIRY FOODS
Milk proteins are widely valued for their emulsion stabilizing properties. The adsorption of milk proteins at the O/W interface, in the form of casein micelles together with whey proteins, b-lactoglobulin and a-lactalbumin, takes place during the homogenization process. The proteins form strong interfacial membranes, providing steric stabilization against coalescence, creaming or ¯occulation of the fat globules. The large negative free-energy change associated with protein adsorption means the process is irreversible with respect to the dilution of the continuous phase. However, some of the adsorbed proteins may be partially or entirely displaced from the interface by more surface-active protein molecules or lipid-based emulsi®ers. Therefore, the overall stability of protein-stabilized emulsions is strongly affected by the dynamic aspects of interfacial protein± protein or lipid±protein interactions. Beta-casein is considered a better steric emulsion stabilizer than the other caseins, probably because it is a more distinctly amphiphilic molecule. Furthermore, among milk proteins in general, the caseins are preferentially adsorbed at the O/W interface during emulsi®cation in contrast to whey proteins.
associate with water and proteins and form so-called `lipoproteins'. They also form a vital part of the native fat globule membrane. The phospholipids, mainly phosphatidylcholine (PC) and phosphatidylethanolamine (PE), together with sphingomyelin (SPM) are the major lipid constituents of the milk fat globule membrane. Other types of membrane lipids found in milk are the glycolipids (cerebrosides and gangliosides). Table 1 shows the content of phospholipids and glycolipids in milk. About 65% of these polar lipids Phosphatidyl choline
Phosphatidyl ethanolamine
OR1
OR1
H2C
H2C CH
H2C O
OR2 O
CH H2C
OCH2CH2N+(CH3)3
P
O
OH
OR2 O P
OCH2CH2NH2
OH Phosphatidyl inositol
Phosphatidyl serine
OR1
OR1 H2C
H2C CH
H2C
Phospholipids, Glycolipids, etc.
O
Milk contains a small amount of phospholipids and glycolipids, which belongs to a group of surface-active vital lipids present in cell membranes of all living organisms. Phospholipids are diacylglycerols with a phosphate group in the 3-position, which is esteri®ed either with amino-alcohols (choline, ethanolamine, serine), or polyols (inositol, glycerol). The chemical structure of these major phospholipids is shown in Figure 3. They are amphiphilic compounds and considered `natural' emulsi®ers. In milk, phospholipids
895
OR2 O P
H
O
CH2
OH
C
NH3+
COO
–
H2C
OR2 HO O
OH
O P O
OH
OH HO
OH
Phosphatidic acid
OR1 H2C CH
OR2 O
O
P
H2C
OH
OH
Figure 3 Chemical structure of components. R1, R2, fatty acid residues.
commercial
Table 1 Average composition of lipids in cows' milk Lipid class
Abbreviation
% of total lipid
Fat globule membrane lipids (%)
Triacylglycerols Diacylglycerols Monoacylglycerols Phospholipids (total)a Phosphatidylcholine Phosphatidylethanolamine Phosphatidylserine Phosphatidylinositol Sphingomyelin Glycolipids Sterols Free fatty acids
TAG DAG MAG PL PC PE PS PI SPM Ð Ð FFA
98.3 0.3 0.1 0.8 Ð Ð Ð Ð Ð 0.1 0.3 0.1
Ð 1±3 1±3 Ð 29±36 28±31 4±6 4±7 18±22 10±12 2±4 Ð
100
100
a Approximately 65% of total phospholipids is present in the fat globule membrane and 35% is in the milk plasma. Compiled data from Walstra et al. (1999) and Schlimme and Buchheim (1995).
lecithin
896
EMULSIFIERS AND EMULSIONS IN DAIRY FOODS Table 2 Composition (wt %) of commercial lecithins Class
Soya beana
Rapeseed a
Sun¯ower seed a
Maize a
Egg
Phosphatidylcholine Phosphatidylethanolamine Phosphatidylinositol Phosphatidylserine Phosphatidylglycerol/ Diphosphatidylglycerol Phosphatidic acid N-Acyl-phosphatidylethanolamine Phosphosphingolipids: ceramide phosphocholine (sphingomyelin) Lyso-phospholipids Others
34 21 18 Ð 3
25 22 15 Ð Ð
41 18 31 1 2
43 6 23 1 2
74 19 Ð Ð 1
9 4 Ð
Ð Ð Ð
5 2 Ð
13 4 Ð
Ð Ð 2
5 6
19 19
Ð Ð
8 Ð
3 1
a Figures are based on the acetone-insoluble constituents of commercial lecithins, which also contain certain amounts of glycolipids. Adapted from Schneider (1997).
are present in the fat globule membrane, and 35% are found in the milk serum in the form of lipoproteins or vesicles. Phospholipids may be hydrolysed enzymatically to form so-called lyso-phospholipids, which are monoacyl phospholipids. Such components are more hydrophilic than corresponding diacyl phospholipids. The commercial sources of phospholipids are predominantly vegetable oil seeds (soya beans, rapeseed, sun¯ower seed) and egg yolk. Table 2 shows the typical composition of commercially available phospholipids usually referred to as `lecithins'. Synthetic Emulsifiers
This group of polar lipids consists of esters of fatty acids and various polyols (glycerol, polyglycerol, propylene glycol, sorbitol/sorbitan and sucrose), their organic acid or ethylene oxide derivatives and lactic acid esters of fatty acids. The majority of these emulsi®ers or surfactants are produced by interesteri®cation of fats and oils with glycerol or direct esteri®cation of fatty acids with selected polyols or lactic acid. Table 3 shows food emulsi®ers with their identity numbers according to the food regulations of different countries. Mono- and diacylglycerols Mono- and diacylglycerols and their organic acid derivatives are the emulsi®ers most commonly used by the global food industry. They are produced by interesteri®cation (glycerolysis) of fats or oils with glycerol. The most commonly used fats used as raw materials are hydrogenated vegetable oils (soya bean, rapeseed, cottonseed, etc.) or animal fats (lard, tallow). The composition of the equilibrium mixture obtained after glycerolysis is typically 40±50% monoacylglycerols, 30±40% diacylglycerols and 10±20%
triacylglycerols, which is the standard composition of many commercial mono- and diacylglycerols. The monoacylglycerols can exist in different polymorphic crystal forms (sub-a, a- and b-crystals) similar to that of triacylglycerols. Monoacylglycerols can be separated from di- and triacylglycerols by a process referred to as molecular distillation, comprising a thin-®lm, high-vacuum technique. The total content of monoacylglycerols in distilled products is 93±97%, the content of 1-monoacyl esters being minimum 90%. Unlike mixtures of monoand diacylglycerols, the distilled monoacylglycerols may be dispersed in water above their Krafft temperature to form mesomorphic, liquid crystalline phases. This is important in applications where the emulsi®er must be added to the aqueous phase in order to interact with carbohydrates or proteins. Organic acid esters of monoacylglycerols Organic acid derivatives of monoacylglycerols are important emulsi®ers in many food emulsions. The most commonly used types are lactic, diacetyl tartaric and citric acid esters, but acetic and succinic acid esters are also commercially available for speci®c applications. The physical properties of the organic acid derivatives of monoacylglycerols are strongly changed with respect to their melting point, crystallization behaviour and polarity, compared to those of the monoacylglycerols themselves. The melting point of the derivatives is generally lower than that of the monoacylglycerols, and the crystallization properties have become monomorphic. All organic acid esters of monoacylglycerols are stable in the a-crystal form. In contrast to the nonionic properties of the monoacylglycerols, the diacetyl tartaric, citric and succinic acid esters are anionactive, and this makes such emulsi®ers considerably more hydrophilic than the monoacylglycerols.
EMULSIFIERS AND EMULSIONS IN DAIRY FOODS
897
Table 3 Food emulsi®ers, their legal status and typical applications Chemical name
EU no.
United Statesa
Typical uses in food
Lecithin
E322
184.1400a
Mono- and diglycerides (distilled monoglycerides)
E471
184.1505b
Acetic acid esters of monoglycerides
E472a
172.828
Lactic acid esters of mono- and diglycerides Citric acid esters of mono- and diglyceries Diacetyl tartaric acid esters of monoglycerides Succinic acid esters of monoglycerides Ethoxylated mono- and diglycerides Salts of fatty acids (Na, K) Polyglycerol esters of fatty acids
E472b
172.852
E472c E472e
GRAS (self-af®rmed) 184.1101b
O/W and W/O emulsions, bakery products, cereals, confectionery, ice cream and other dairy products, coffee whiteners, margarines, spreads, etc. O/W and W/O emulsions, bakery products, cereals, confectionery, ice cream and other dairy products, coffee whiteners, margarines, spreads, etc. Bakery products (cakes), dessert products, non-dairy cream, toppings Bakery products (cakes), dessert products, non-dairy cream, toppings O/W and W/O emulsions, margarines, meat products
Ð Ð E470a E475
172.830 172.834 172.863 172.854
Polyglycerol polyricinoleate
E476
Ð
Propylene glycol esters of fatty acids Sodium stearoyl-lactylate
E477 E482
172.856 172.844
Calcium stearoyl-lactylate Sucrose esters of fatty acids
E481 E473
172.846 172.859
Sorbitan monostearate
E491
172.842
Sorbitan tristearate
E492
Polysorbate 60 Polysorbate 65 Polysorbate 80
E435 E436 E433
GRAS (petition ®led and accepted) 172.836 172.838 172.840
Bakery products (bread, rolls, buns), O/W emulsions, coffee whiteners, non-dairy creams, sauces Bakery products (bread) Bakery products (bread) Co-emulsi®ers O/W emulsions, bakery products, dessert products, margarine, spreads, confectionery products Chocolate, confectionery, cake margarine, low-fat spreads Cakes, dessert products, toppings, shortenings, etc. Bakery products, O/W emulsions, non-dairy creams, coffee whiteners Bakery products O/W emulsions, bakery products, dessert products, non-dairy creams, toppings, coffee whiteners O/W emulsions, confectionery products, non-dairy creams, toppings Confectionery and chocolate products, margarine, low-fat spreads O/W emulsions, ice cream, bakery products O/W emulsions, ice cream, bakery products O/W emulsions, ice cream, bakery products
a
US Food and Drug Administration Regulation 21 CFR. Generally recognized as safe (GRAS). O/W, oil-in-water; W/O, water-in-oil. b
Other fatty acid esters of polyols or lactic acid Polyol acyl esters commonly used in emulsions are based on polyglycerol, propylene glycol, sorbitan, or sucrose esteri®ed with palmitic and stearic fatty acids. Glycerol dehydration leads to polyglycerol which can be esteri®ed with fatty acids, mainly palmitic and stearic acids. The polyglycerol esters can vary in composition both with respect to the degree of polymerization and esteri®cation, but generally such products are more hydrophilic than monoacylglycerols. Propylene glycol monostearate can be concentrated by molecular distillation so it contains more than 90% monoacyl esters. Propylene glycol esters are stable in the a-crystal form and often used in combination with monoacylglycerols in whippable emulsions. Sorbitan esters exist in various types having varying degree of esteri®cation. Monoacyl sorbitan esters are mainly used in emulsions, and monoacyl esters may
be reacted with ethylene oxide forming polyoxyethylene sorbitan esters (polysorbates), which are highly hydrophilic and water-dispersible emulsifying agents. The sorbitan triacyl esters are oil-soluble, lipophilic compounds with low surface activity, and function mainly as crystal modi®ers in fat-based products. Fatty acid esters of lactic acid in the form of sodium-stearoyl lactylates, are anion-active, waterdispersible emulsi®ers which are used in many food products, including dairy emulsions. Figure 4 shows the chemical structure of some commonly used synthetic emulsi®ers.
Hydrocolloids Hydrocolloids or gums are macromolecular biopolymers often used in emulsions and foams to modify appearance, texture, stability and taste due to their
898
EMULSIFIERS AND EMULSIONS IN DAIRY FOODS
ability to form gels or increase viscosity of aqueous solutions. Most hydrocolloids are of natural origin and are manufactured by isolation from seaweeds, plant seeds or cells or bacterial sources, as indicated in Table 4. The function of hydrocolloids in emulsions is generally to modify the viscosity in order to avoid creaming or sedimentation. Xanthan gum is often used in O/W emulsions to decrease the rate of Lactic Acid Esters of MAG
Monoacylglycerides (MAG) CH2?O?R | CHOH | CH2OH
CH2?O?R | CHOH | CH2?O?CO | CHOH | CH3
Acetic Acid Esters of MAG CH2?O?R | CHOH | CH2?O?COCH3
Diacetyl Tartaric Acid Esters of MAG CH2?O?R | CHOH | CH2?O?C\O | HC?O?COCH3 | HC?O?COCH3 | COOH
Polyglycerol Esters of Fatty Acids
|
CH2?O?R | CHOH | CH2 | O CH2 | CHOH | CH2 | O CH2 | CHOH | CH2OH |
Sodium Stearoyl Lactylate
|
CH3 | CH3 CHO?R | | CHO? CO | COONa+
|
Propylene Glycol Esters of Fatty Acids CH2?O?R | CHOH | CH3
Applications of Emulsifiers in Dairy Products Commercial emulsi®ers are used in the production of ice cream, milk ice, etc., or in vegetable fat-based emulsions such as imitation dairy creams, toppings, coffee creams (liquid or powder) and recombined milk manufactured from vegetable fat and skimmed milk powder. The function of emulsi®ers in such emulsions is either to extend the shelf-life of the emulsion or to improve whippable emulsions with regard to aeration time, foam stability and creaminess. Emulsion Stability
Sorbitan Monostearate O H C?CH2?O?R | OH OH
creaming, but it may increase the rate of creaming by depletion ¯occulation at very low concentrations, e.g. below 0.1%. The inhibition of creaming at higher xanthan concentrations is due to immobilization of the dispersed oil droplets in a weak gel-like network with high low-stress shear viscosity. Some amphiphilic hydrocolloids may even adsorb on the surface of protein-stabilized fat globules thus contributing to stability towards coalescence. Table 5 gives an overview of typical applications of hydrocolloids in dairy emulsions. This should not be regarded as a complete list, but shows the main types of hydrocolloids used.
OH
Figure 4 Chemical structure of food emulsi®ers.
In imitation dairy emulsions based on milk proteins and vegetable fats, emulsi®ers improve shelf-life stability. In the case of non-dairy coffee creams, emulsi®ers improve resistance to `feathering' in coffee, which is ¯occulation of fat globules due to low pH
Table 4 Properties of hydrocolloids in food systems EU no. Ionic Solubility, Solubility, Thickening Gelation charge cold warm
Thermo Shear Acid Origin reversible reversible stability gels gels
Gelatin Kappa carrageenan
ÿ E407
ÿ (ÿ)
()
ÿ
ÿ
Animal source Seaweeds
Iota carrageenan Sodium alginate Locust bean gum Guar gum HE pectin LC pectin LA pectin Xanthan gum Carboxymethyl cellulose
E407 E401 E410
ÿ
(ÿ) partial
()
K K-casein Ca2 Ca2 ÿ
ÿ ÿ
ÿ ÿ ÿ
ÿ ÿ
Seaweed Seaweed Plant seeds
E412 E440 E440 E440
ÿ
() ()
() ()
ÿ ÿ Sugar acid ÿ ÿ Ca2 Ca2 ÿ ÿ ÿ ÿ
ÿ ÿ () () () ÿ
partial
Plant seeds Plant cells Plant cells Plant cells Bacterial sour Synthetic
E466
HE, high ester; LC, low ester, conventional; LA, low ester, amidated.
EMULSIFIERS AND EMULSIONS IN DAIRY FOODS
899
Table 5 Applications of hydrocolloids in dairy emulsions Dairy emulsions
Gelatine Carrageenan Alginate Pectin Guar Locust Xanthan Carboxymethyl Microcrystalline gum bean gum gum cellulose cellulose
Ice cream, etc. Sorbet, sherbet Gelled milk desserts Mousse Creams, dairy/vegetable Recombined milk Chocolate milk Yoghurt drinks Yoghurt Sour cream Cream cheeses
ÿ ÿ ÿ ÿ ÿ
ÿ ÿ ÿ
ÿ ÿ ÿ ÿ ÿ
ÿ ÿ ÿ ÿ ÿ
ÿ ÿ ÿ
ÿ ÿ ÿ ÿ ÿ
ÿ ÿ ÿ ÿ ÿ ÿ ÿ
ÿ ÿ ÿ ÿ ÿ
ÿ ÿ ÿ ÿ ÿ ÿ
in the coffee. This can be eliminated by using anionicactive emulsi®ers, often in combination with monoacylglycerols or lecithins. In recombined milk there is normally enough protein to provide stability, but monoacylglycerols are often added in combination with gums to improve ¯avour properties (creaminess). The enriched mouthfeel obtained is due to a slight degree of fat globule ¯occulation (self-bodying effect) enhanced by the emulsi®ers.
Table 6 Applications of emulsi®ers in dairy emulsions
Destabilization of Emulsions
Mousse Whipping cream (liquid or powdered)
Emulsi®ers are used as destabilizing agents in whippable dairy emulsions which are to be aerated into a foam such as ice cream mix, ice milk or non-dairy creams and toppings. The function of emulsi®ers in such emulsions is not to provide stability, but to improve whippability, foam stability and creaminess. This is achieved by controlled destabilization of the fat globules under shear during the whipping process, forming clusters of aggregated fat globules which stabilize the air cell structure. The destabilization process is initiated by a low temperature (5±10 � C), which promotes fat crystallization and partial protein desorption from the fat globule surface, reducing the interfacial ®lm viscoelasticity resulting in partial coalescence of fat globules. The rheological properties of the fat globule surface ®lm play an important role in the physical properties of emulsions. A thick, viscoelastic protein ®lm provides a strong barrier towards partial coalescence, while a mixed emulsi®er±protein, resulting in reduced protein load at the interface, makes the surface ®lm less viscoelastic and easier to rupture under shear, particularly at low temperature. During aeration of an emulsion the fat globules lose some of their protective surface ®lm membrane, which increases their hydrophobicity and results in adsorption at the air±serum interface. In aerated emulsions (ice cream, whipped cream, toppings, etc.) the air cells are covered with clusters of
Type of emulsion
Type of emulsi®ers
Recombined milk Coffee cream (liquid or powdered)
Monoacylglycerols (MAG) MAG, DATEM, SSL, sorbitan esters, polysorbates, sucrose esters MAG, SSL MAG, polysorbates, sucrose esters MAG, LACTEM MAG, LACTEM, PGMS, lecithin, polysorbates, SSL, sucrose esters, polyglycerol esters MAG MAG
Milk desserts Ice cream, etc.
Sour cream, yoghurt Recombined butter, cheese
DATEM, diacetyl tartaric esters of MAG; SSL, sodium stearoyl lactylate; LACTEM, lactic acid esters of MAG; PGMS, propylene glycol esters of fatty acids.
partially coalesced fat globules and adsorbed fat crystals together with proteins, stabilizing the foam. The melting stability and creaminess of ice cream are both related to the amount of adsorbed fat globules around the air cells and to the formation of clusters of fat globules between air cells, linking them together in a structural matrix. Table 6 shows the type of emulsi®ers commonly used in dairy emulsions. Often two or more different emulsi®ers are used in combination to obtain optimal results. The types of emulsi®ers shown are not considered to be a complete list, since other emulsi®ers not mentioned may also be applicable. The types of emulsi®ers used in vegetable fatbased creams or toppings are monoacylglycerols together with their lactic acid esters or propylene glycol esters of palmitic/stearic acid blends. In liquid, imitation dairy creams the formulation requires a careful balance between proteins and emulsi®ers providing stability towards creaming and ¯occulation during transport and storage and, at the same time, inducing destabilization under shear when aerated
900
ENTEROBACTERIACEAE IN DAIRYING
to a foam. Therefore lecithin or anionic emulsi®ers are often used in combination with low-polar emulsi®ers. It should be noted that the destabilizing effect of unsaturated monoacylglycerols (e.g. glycerolmonoolein) is considerably stronger than that of saturated monoacylglyceriols (e.g. glycerolmonostearin). The choice of emulsi®er for a speci®c food emulsion is often governed by local food laws combined with consumer preferences for texture, mouthfeel or appearance. Quality standards for foods (e.g. ice cream) vary from country to country and thus create a need by the manufacturer to meet these requirements by different formulations, including the type of emulsi®ers. Among the wide range of emulsi®ers available to the food industry many different types may be used for a given application with equally good results. However, some reformulation is often necessary when changing from one type of emulsi®er to another. See also: Ice Cream and Frozen Desserts: Product Types. Imitation Dairy Products. Lipids: Phospholipids; Milk Fat Globule Membrane. Recombined and Reconstituted Products.
Further Reading Buchheim W and Dejmek P (1997) Milk and dairy-type emulsions. In: Friberg SE and Larsson K (eds.) Food Emulsions, 3rd edn, pp. 235±278. New York: Marcel Dekker.
Campbell IJ and Jones MG (1997) Cream alternatives. In: Gunstone FD and Padley FB (eds.) Lipid Technologies and Applications, pp. 355±368. New York: Marcel Dekker. Dickinson E (1992) An Introduction to Food Colloids. Oxford: Oxford University Press. Dickinson E (1998) Proteins at interfaces and in emulsions: stability, rheology and interactions. Journal of the Chemical Society, Faraday Transactions 94: 1657±1669. Dickinson E (1998) Structure, stability and rheology of ¯occulated emulsions. Current Opinion in Colloid and Interface Science 3: 633±638. Dickinson E, Mouffret A, Rolfe SE and Waskett CM (1989) Adsorption at interfaces in dairy systems. Journal of the Society for Dairy Technology 42: 18±22. Krog N (1995) Interactions of emulsi®ers with other components in foods. In: Gaonkar AG (ed.) Ingredient Interactions: Effects on Food Quality, pp. 377±410. New York: Marcel Dekker. Krog N (1997) Food emulsi®ers and their chemical and physical properties. In: Friberg SE and Larsson K (eds.) Food Emulsions, 3rd edn, pp. 141±188. New York: Marcel Dekker. Schlimme E and Buchheim W (1995) Milch und ihre Inhaltstoffe: Chemische und physikalische Eigenschaften. Gelsenkirchen, Germany: Verlag Th. Mann. Schneider M (1997) Phospholipids. In: Gunstone FD and Padley FB (eds.) Lipid Technologies and Applications, pp. 51±79. New York: Marcel Dekker. Walstra P (1983) Formation of emulsions. In: Becher P (ed.) Encyclopedia of Emulsion Technology, vol. 1, p. 57. New York: Marcel Dekker. Walstra P, Geurts TJ, Noomen A, Jellema A. and van Boekel MAJS (1999) Dairy Technology: Principles of Milk Properties and Processes. New York: Marcel Dekker.
ENTEROBACTERIACEAE IN DAIRYING
S K Anand, National Dairy Research Institute, Karnal,
Enterobacteriaceae
Haryana, India
The family Enterobacteriaceae comprises a very large group of morphologically and physiologically similar bacteria. They are of great importance because some of these organisms are involved in food spoilage, some are foodborne pathogens and
M W Grif®ths, University of Guelph, Guelph, Ontario, Canada Copyright 2002, Elsevier Science Ltd. All Rights Reserved
900
ENTEROBACTERIACEAE IN DAIRYING
to a foam. Therefore lecithin or anionic emulsi®ers are often used in combination with low-polar emulsi®ers. It should be noted that the destabilizing effect of unsaturated monoacylglycerols (e.g. glycerolmonoolein) is considerably stronger than that of saturated monoacylglyceriols (e.g. glycerolmonostearin). The choice of emulsi®er for a speci®c food emulsion is often governed by local food laws combined with consumer preferences for texture, mouthfeel or appearance. Quality standards for foods (e.g. ice cream) vary from country to country and thus create a need by the manufacturer to meet these requirements by different formulations, including the type of emulsi®ers. Among the wide range of emulsi®ers available to the food industry many different types may be used for a given application with equally good results. However, some reformulation is often necessary when changing from one type of emulsi®er to another. See also: Ice Cream and Frozen Desserts: Product Types. Imitation Dairy Products. Lipids: Phospholipids; Milk Fat Globule Membrane. Recombined and Reconstituted Products.
Further Reading Buchheim W and Dejmek P (1997) Milk and dairy-type emulsions. In: Friberg SE and Larsson K (eds.) Food Emulsions, 3rd edn, pp. 235±278. New York: Marcel Dekker.
Campbell IJ and Jones MG (1997) Cream alternatives. In: Gunstone FD and Padley FB (eds.) Lipid Technologies and Applications, pp. 355±368. New York: Marcel Dekker. Dickinson E (1992) An Introduction to Food Colloids. Oxford: Oxford University Press. Dickinson E (1998) Proteins at interfaces and in emulsions: stability, rheology and interactions. Journal of the Chemical Society, Faraday Transactions 94: 1657±1669. Dickinson E (1998) Structure, stability and rheology of ¯occulated emulsions. Current Opinion in Colloid and Interface Science 3: 633±638. Dickinson E, Mouffret A, Rolfe SE and Waskett CM (1989) Adsorption at interfaces in dairy systems. Journal of the Society for Dairy Technology 42: 18±22. Krog N (1995) Interactions of emulsi®ers with other components in foods. In: Gaonkar AG (ed.) Ingredient Interactions: Effects on Food Quality, pp. 377±410. New York: Marcel Dekker. Krog N (1997) Food emulsi®ers and their chemical and physical properties. In: Friberg SE and Larsson K (eds.) Food Emulsions, 3rd edn, pp. 141±188. New York: Marcel Dekker. Schlimme E and Buchheim W (1995) Milch und ihre Inhaltstoffe: Chemische und physikalische Eigenschaften. Gelsenkirchen, Germany: Verlag Th. Mann. Schneider M (1997) Phospholipids. In: Gunstone FD and Padley FB (eds.) Lipid Technologies and Applications, pp. 51±79. New York: Marcel Dekker. Walstra P (1983) Formation of emulsions. In: Becher P (ed.) Encyclopedia of Emulsion Technology, vol. 1, p. 57. New York: Marcel Dekker. Walstra P, Geurts TJ, Noomen A, Jellema A. and van Boekel MAJS (1999) Dairy Technology: Principles of Milk Properties and Processes. New York: Marcel Dekker.
ENTEROBACTERIACEAE IN DAIRYING
S K Anand, National Dairy Research Institute, Karnal,
Enterobacteriaceae
Haryana, India
The family Enterobacteriaceae comprises a very large group of morphologically and physiologically similar bacteria. They are of great importance because some of these organisms are involved in food spoilage, some are foodborne pathogens and
M W Grif®ths, University of Guelph, Guelph, Ontario, Canada Copyright 2002, Elsevier Science Ltd. All Rights Reserved
ENTEROBACTERIACEAE IN DAIRYING
some are indicators of faecal contamination of food products. The genera belonging to the Enterobacteriaceae family are often associated with intestinal infections, but can be found in almost all natural habitats. They are the causative agents of such diseases as meningitis, bacillary dysentery and typhoid fever. The most commonly encountered members of the Enterobacteriaceae in dairy products belong to 27 genera and include Escherichia, Salmonella, Shigella, Yersinia, Klebsiella, Enterobacter, Serratia, Citrobacter, Proteus, Edwardsiella, Erwinia, Morganella and Providencia. Several of the genera contain species that are psychrotrophic. Typically Enterobacteriaceae can be isolated from 6% of pasteurized milk samples, and among the predominant species are Hafnia alvei, Rahnella aquatilis and Serratia liquefaciens. Morphology and Physiology
The Enterobacteriaceae are Gram-negative, nonsporeforming, nonacid-fast, straight rods (0.3±1.0 � 1.0±6.0 mm). They lack cytochrome oxidase and are referred to as oxidase negative. They are facultative anaerobes, nonhalophilic, with optimal growth between 22 and 37 � C. Being chemoautotrophs (i.e. able to grow on simple organic carbon and nitrogen compounds), they have both respiratory and fermentative metabolism. The base composition of the DNA is 38±60 mol% GC. An important distinguishing feature that splits the Enterobacteriaceae into two groups is type of fermentation: either the mixed-acid fermentation carried out by the Escherichia±Salmonella±Shigella group, characterized by the production of acetate from pyruvate through acetyl-CoA, or the butanediol fermentation characteristic of the Erwinia± Enterobacter±Serratia group, which results in the formation of butanediol as the end product of fermentation. All members of the Enterobacteriaceae ferment glucose, with acid production, and reduce nitrates (NO3 to NO2 or all the way to N2). Certain physiological groups of organisms may be recognized within the family Enterobacteriaceae. The most important of these are `coliforms', which ferment lactose vigorously to acid and gas at 35±37 � C within 1 or 2 days. Most strains found in the genera Escherichia, Enterobacter and Klebsiella ®t the description of coliforms and are used as indicators of hygiene in food analysis. Additionally, many strains of Citrobacter are also considered to be coliforms. Certain other enterics may ferment lactose, but minimal gas production and/or a lower temperature
901
optimum for most of these organisms preclude them from being termed coliforms. On the other hand, Salmonella and Shigella, which stand out as the major pathogens of the family, do not ferment lactose or sucrose. Therefore inclusion of these sugars in plating media assists in their isolation, because nonfermenting colonies can be selected for further testing. Another physiological group comprises the genus Proteus and its relatives, Morganella and Providencia. These organisms often appear on plating media used for the isolation of Salmonella and Shigella and may appear to be nonfermenting. A distinguishing characteristic of these organisms is their possession of the enzyme phenylalanine deaminase, for which a test can be easily carried out. Many organisms in this group also hydrolyse urea rapidly. The members of the Enterobacteriaceae are motile via peritrichous ¯agellae, with the exception of Shigella and Klebsiella, which are nonmotile. The Enterobacteriaceae also possess ®mbriae (pili) and may have a capsule or slime layer. The cell wall is complex and the antigenic structure plays an important role for some species in epidemiology and classi®cation. Significance in Milk and Dairy Foods
Although milk may be contaminated by a number of routes, such as bovine faeces, udder infection, milking personnel and environmental sources, the most important with respect to Enterobacteriaceae is the contamination of milk by faeces, which usually occurs at milking. Even with modern milking practices, it is impossible to eliminate entirely the possibility of contamination of milk. Milk Consumption of raw milk is considered a risk factor for enteric infections, including salmonellosis. The commercial distribution of raw milk in California has led to continuing outbreaks caused by S. Dublin, while, in Scotland, the introduction of mandatory pasteurization has eliminated the problem of milk-borne salmonellosis. However, there have been some outbreaks of salmonellosis caused by pasteurized milk, primarily as a result of poor plant design and incorrect operation of the pasteurizer. The largest salmonellosis outbreak in which pasteurized milk was identi®ed as the vehicle occurred in the United States, in Chicago in 1985, and involved 16 284 known cases, while the actual number of people affected might have been as high as 250 000. On the other hand, foodborne shigellosis almost invariably involves contamination by a food-handler or from sewage-contaminated environmental sources, such as water or soil. Thus, any dairy product that has
902
ENTEROBACTERIACEAE IN DAIRYING
been handled by a Shigella-infected person, and that is not to be heated directly before consumption, is a potential vehicle of foodborne shigellosis. Although Yersinia enterocolitica is well established as an enteric pathogen, the number of cases which are associated with dairy foods remain small. Milk has been responsible for at least three large outbreaks of yersiniosis in the United States. In one such outbreak, chocolate milk was involved. The organism was introduced with the chocolate syrup, which was added after the milk was pasteurized. Pasteurized milk was linked to at least two other outbreaks among hospitalized children. The general consensus, however, is that the Ye. enterocolitica strains isolated from milk belong to nonpathogenic serotypes. As far as spoilage is concerned, coliforms cannot compete well at refrigeration temperatures and at a pH below 5.5, but Klebsiella, Enterobacter, Citrobacter and Serratia do grow well in refrigerated milk and are responsible for several milk defects. These genera produce heat-stable proteases and lipases that have similar properties to those synthesized by Pseudomonas spp. Dried milk Dried infant/formula was the cause of a signi®cant outbreak involving S. Ealing in the United Kingdom during 1985. Insulation surrounding the drying chamber was found to be the source of contamination. A similar outbreak involving infant formula was reported in Australia, where the causative agent was S. Bredeney. A survey conducted following these events suggested that Salmonella contamination in the environment of spray-drying plants was common. Enterobacter sakazakii has been implicated in a rare but severe form of neonatal meningitis, with dried infant formula being implicated as the mode of transmission. The high mortality rate (40±80%) and the lack of information about this organism led to a study of the heat resistance of Eb. sakazakii in reconstituted dried infant formula. Enterobacter sakazakii strains (®ve clinical and ®ve food isolates) were used to determine the heat resistance of this organism at 52, 54, 56, 58 and 60 � C in reconstituted dried infant formula and D-values of 54.8, 23.7, 10.3, 4.2 and 2.5 min were obtained for each temperature, respectively. The overall calculated z-value was 5.82 � C. In a comparison of the D-values of several members of the Enterobacteriaceae in dairy products, Eb. sakazakii was among the most thermotolerant organisms. Cheese Salmonella is normally destroyed or inactivated during fermentation of high-acid products (lactic acid about 1%, pH less than 4.55), such
as yoghurt and soft cheese. The degree of inactivation, however, was found to be lower in cheese due to the protection provided by casein and possibly fat. Also, Salmonella may grow in the curd of lowacid cheese (pH greater than 4.95). As a small number of salmonellae may persist for signi®cant periods, the practice of ageing raw milk cheese for 60 days at not less than 4.4 � C would not be an effective control measure. Although cheese-borne salmonellosis is often associated with raw-milk cheese, a large outbreak that occurred in Canada in 1984 was attributed to improper pasteurization. An estimated 10 000 people were affected and the causative serovar was identi®ed as S. Typhimurium PT10. Similarly, Citrobacter freundii in Camembert cheese was suspected in a diarrhoea outbreak in Washington. As well as being potential pathogens, Enterobacteriaceae can cause spoilage of low-acid cheeses. Enterobacter spp. have been shown to be involved in slimy curd spoilage of cottage cheese and Eb. aerogenes is able to oxidize diacetyl to acetoin, a ¯avourless compound. This results in a cheese with a ¯at, bland taste. A number of amines, such as tyramine and histamine, formed by members of the Enterobacteriaceae are toxic to humans. Cheeses, especially Swiss cheeses, can contain these biogenic amines. Amines were determined in Emmental cheesemilk, in cheese before brining, in cheese ripened for up to 49 days, and in cheese blocks or grated cheese stored for up to 5 months at 5 or 15 � C. Amine concentrations increased throughout cheesemaking, ripening and storage. Histamine and tyramine dominated up to the end of ripening, and the concentration of putrescine and cadaverine increased during storage. Amine formation increased at higher storage temperatures and was higher in grated than in intact cheese. Formation of biogenic amines in Emmental cheese was strongly in¯uenced by the micro¯ora, with high counts of Enterobacteriaceae being associated with high concentrations of putrescine and cadaverine. Other milk products Enterobacteriaceae infections have been occasionally associated with other dairy products, such as ice cream. Additionally, cream®lled pastries are also known to constitute a foodborne disease problem. In a survey of 439 outbreaks in the United States associated with milk products, about 12.5% were attributed to Salmonella. Enumeration
Enterobacteriaceae are often isolated from faecal matter on agar containing lactose and a pH indicator.
ENTEROBACTERIACEAE IN DAIRYING
Colonies that ferment lactose would produce suf®cient acid to cause a colour shift in the indicator. For example, Escherichia coli is a fermenter of lactose, while Shigella, Salmonella and Yersinia are nonfermenters. Several commercial media are available for the detection of Enterobacteriaceae, and the International Dairy Federation has approved standard methods for their enumeration. Several tests relying on the detection of b-glucuronidase are also approved for the detection of E. coli, though not the enterohaemorrhagic serovars. A hydrophobic grid-membrane ®ltration (HGMF) method for the enumeration of coliforms has also gained of®cial method status. All Enterobacteriaceae isolates are identi®ed biochemically using systems such as API 20E, manufactured by bioMeÂrieux. Important serotypes can also be differentiated by their O (lipopolysaccharide), H (¯agellar), and K (capsular) antigens. Sources
Due to problems caused by recontamination of pasteurized milk with Gram-negative psychrotrophs, critical contamination sites for psychrotrophic Enterobacteriaceae were investigated. Milk samples were collected at the following points in three dairy plants: the silo tank just before and just after the pasteurizer; the buffer tank for pasteurized milk; just before the ®lling machine; and ®lled and sealed consumer packages. There was a relatively high frequency of recontamination of refrigerated milk with psychrotrophic bacteria. Gram-negative bacteria were isolated from 40% of 87 packages, with pseudomonads being isolated from all contaminated packs and Enterobacteriaceae from 9%. Recontamination occurred mainly during ®lling procedures and it is considered that efforts to improve hygiene should be concentrated on this area. Control
The vast majority of milk consumed in developed nations is cows' milk, although goats' milk is increasing in popularity in the United Kingdom and signi®cant quantities of sheep's milk are consumed in Australia. In developing countries, sheep's and goats' milk may be of greater importance than cows' milk, while other sources of milk are buffaloes, camels and mares. The chemical composition of milk of different species varies considerably but, while this affects the organoleptic properties and, possibly, the development of the spoilage micro¯ora, there is no evidence that the survival or growth of pathogenic microorganisms is signi®cantly affected, except in camels' milk.
903
Hazards from Enterobacteriaceae can be prevented by: (1) heating milk suf®ciently to kill the bacteria, (2) holding chilled milk and dairy products below 4.4 � C, (3) preventing postpasteurization crosscontamination and (4) prohibiting people who are ill from working in dairy food operations. The infective dose of virulent members of Enterobacteriaceae is dependent upon the particular strain and ranges from a few organisms to millions. For this reason, time/ temperature abuse of food products may or may not result in illness. Pasteurization is an essential process in providing milk that is free of hazardous microorganisms. Alternatively, ultra-high temperature (UHT) treatment is another popular process, employing a temperature of 132 � C for not less than 1 s, that has a good safety record. The microbiological problems in UHT milk are usually restricted to spoilage only, due to the heatstable proteolytic enzymes. The same is true for milk products such as cream and butter. In concentrated milk preparation, the milk is heated to a high temperature prior to entry into the evaporator and this, together with operating temperatures in the ®rst stages of the evaporator, would kill any vegetative pathogens present. Furthermore, the higher sugar levels in condensed milk lead to a lowering of water activity, thereby preventing the growth of pathogenic organisms. Dried milk may be made by either the roller process or the spray process. Due to the extensive heat treatment, the presence of Enterobacteriaceae in such products does not generally pose any threat. In addition to this, in the case of fermented milk products, such as hard and soft cheeses, yoghurt and several intermediate products, the heat treatment of milk and the controlled fermentation are important to prevent the growth of Enterobacteriaceae. Even in traditionally made yoghurt and some unripened soft cheeses, the high acidity of the ®nal product is suf®cient to inactivate many pathogens, including members of the Enterobacteriaceae. Moreover, these pathogenic contaminants are unable to grow in hard cheeses during ripening, and conditions of storage are intended to maximize the inactivation of any pathogen present. Prevention of recontamination is, however, the key factor in the safety of such products. See also: Contaminants of Milk and Dairy Products: Contaminants Resulting from Agricultural and Dairy Practices; Environmental Contaminants. Escherichia coli. Microorganisms Associated with Milk. Pasteurization of Liquid Milk Products: Principles, Public Health Aspects. Salmonella spp. Shigella spp. Sterilization of Milk and Other Products. Yersinia enterocolitica.
904
ENTEROCOCCUS FAECALIS AND ENTEROCOCCUS FAECIUM
Further Reading AOAC (1985) Of®cial ®rst action hydrophobic grid membrane ®lter method for detecting total coliforms, faecal coliforms and E. coli in foods. Journal of the Association of Of®cial Analytical Chemists 68: 481. Barrett NJ (1986) Communicable diseases associated with milk and dairy products in England and Wales, 1983±1984. Journal of Infection 12: 265±272. Black RG, Jackson RJ and Tsai M (1978) Epidemic Yersinia enterocolitica infection due to contaminated chocolate milk. New England Journal of Medicine 298: 76±79. Bryan FL (1976) Public health aspects of cream ®lled pasteries: a review. Journal of Milk and Food Technology 39: 289±296. Chapman H and Sharpe ME (1981) Microbiology of cheese. In: Robinson RK (ed.) Dairy Microbiology, vol. 2, The Microbiology of Milk and Milk Products, pp. 203±284. London: Elsevier Applied Science. D'Aoust JY, Emmary DB, McKellar R et al. (1987) Thermal inactivation of Salmonella species in ¯uid milk. Journal of Food Protection 50: 494±501. International Commission on Microbiological Speci®cations for Foods (1989) Microorganisms in Foods. Oxford: Blackwell Scienti®c Publications.
Jay JM (2000) Modern Food Microbiology, 6th edn. Gaithersburg: Aspen Publishers. Marshall RT (ed.) (1992) Standard Methods for the Examination of Dairy Products, 16th edn. Washington, DC: American Public Health Association. Marth EH and Steele JL (2001) Applied Dairy Microbiology, 2nd edn. New York: Marcel Dekker. Ratnam S and Marsh SB (1986) Laboratory studies on Salmonella-contaminated cheese involved in a major outbreak of gastro-enteritis. Journal of Applied Bacteriology 61: 51±56. Ray B (1996) Fundamental Food Microbiology. Boca Raton: CRC Press. Robinson RK and Tamime AY (1981) Microbiology of fermented milks. In: Robinson RK (ed.) Dairy Microbiology, vol. 2, The Microbiology of Milk and Milk Products, pp. 291±343. London: Elsevier Applied Science. Rubin HE (1985) Protective effect of casein towards Salmonella typhimurium in acid milk. Journal of Applied Bacteriology 58: 251±255. Smith JL (1987) Shigella as a foodborne pathogen. Journal of Food Protection 48: 887±894.
ENTEROCOCCUS FAECALIS AND ENTEROCOCCUS FAECIUM
S Flint, Fonterra Research Centre, Palmerston North, New Zealand Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Enterococci are Gram-positive bacteria with the group D antigen (Lance®eld serological typing scheme) that ®t within the general de®nition of lactic acid bacteria. The names faecalis and faecium arose because these bacteria were ®rst isolated from the human intestine. Enterococcus faecalis and Ec. faecium can be distinguished from other Gram-positive, catalase-negative cocci by growth at 10 � C and 45 � C, growth in 6.5%
NaCl at pH 9.6 and ability to survive heating at 60 � C for 30 min. They are among the most thermotolerant of non-sporeforming bacteria. DNA analysis con®rms that Ec. faecalis and Ec. faecium are separate species although morphologically and physiologically they are dif®cult to distinguish. Some strains of enterococci have a high frequency of developing antibiotic resistance.
Significance of Enterococci in Milk and Dairy Products Enterococci are signi®cant in dairy manufacturing since they have both bene®cial and detrimental effects in products. Bene®cial effects include desirable
904
ENTEROCOCCUS FAECALIS AND ENTEROCOCCUS FAECIUM
Further Reading AOAC (1985) Of®cial ®rst action hydrophobic grid membrane ®lter method for detecting total coliforms, faecal coliforms and E. coli in foods. Journal of the Association of Of®cial Analytical Chemists 68: 481. Barrett NJ (1986) Communicable diseases associated with milk and dairy products in England and Wales, 1983±1984. Journal of Infection 12: 265±272. Black RG, Jackson RJ and Tsai M (1978) Epidemic Yersinia enterocolitica infection due to contaminated chocolate milk. New England Journal of Medicine 298: 76±79. Bryan FL (1976) Public health aspects of cream ®lled pasteries: a review. Journal of Milk and Food Technology 39: 289±296. Chapman H and Sharpe ME (1981) Microbiology of cheese. In: Robinson RK (ed.) Dairy Microbiology, vol. 2, The Microbiology of Milk and Milk Products, pp. 203±284. London: Elsevier Applied Science. D'Aoust JY, Emmary DB, McKellar R et al. (1987) Thermal inactivation of Salmonella species in ¯uid milk. Journal of Food Protection 50: 494±501. International Commission on Microbiological Speci®cations for Foods (1989) Microorganisms in Foods. Oxford: Blackwell Scienti®c Publications.
Jay JM (2000) Modern Food Microbiology, 6th edn. Gaithersburg: Aspen Publishers. Marshall RT (ed.) (1992) Standard Methods for the Examination of Dairy Products, 16th edn. Washington, DC: American Public Health Association. Marth EH and Steele JL (2001) Applied Dairy Microbiology, 2nd edn. New York: Marcel Dekker. Ratnam S and Marsh SB (1986) Laboratory studies on Salmonella-contaminated cheese involved in a major outbreak of gastro-enteritis. Journal of Applied Bacteriology 61: 51±56. Ray B (1996) Fundamental Food Microbiology. Boca Raton: CRC Press. Robinson RK and Tamime AY (1981) Microbiology of fermented milks. In: Robinson RK (ed.) Dairy Microbiology, vol. 2, The Microbiology of Milk and Milk Products, pp. 291±343. London: Elsevier Applied Science. Rubin HE (1985) Protective effect of casein towards Salmonella typhimurium in acid milk. Journal of Applied Bacteriology 58: 251±255. Smith JL (1987) Shigella as a foodborne pathogen. Journal of Food Protection 48: 887±894.
ENTEROCOCCUS FAECALIS AND ENTEROCOCCUS FAECIUM
S Flint, Fonterra Research Centre, Palmerston North, New Zealand Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Enterococci are Gram-positive bacteria with the group D antigen (Lance®eld serological typing scheme) that ®t within the general de®nition of lactic acid bacteria. The names faecalis and faecium arose because these bacteria were ®rst isolated from the human intestine. Enterococcus faecalis and Ec. faecium can be distinguished from other Gram-positive, catalase-negative cocci by growth at 10 � C and 45 � C, growth in 6.5%
NaCl at pH 9.6 and ability to survive heating at 60 � C for 30 min. They are among the most thermotolerant of non-sporeforming bacteria. DNA analysis con®rms that Ec. faecalis and Ec. faecium are separate species although morphologically and physiologically they are dif®cult to distinguish. Some strains of enterococci have a high frequency of developing antibiotic resistance.
Significance of Enterococci in Milk and Dairy Products Enterococci are signi®cant in dairy manufacturing since they have both bene®cial and detrimental effects in products. Bene®cial effects include desirable
ENTEROCOCCUS FAECALIS AND ENTEROCOCCUS FAECIUM
¯avour enhancement, the production of bacteriocins and probiotic impact, while detrimental effects include product spoilage. Raw milk is one of the many environments in which enterococci are found. Although the majority are inactivated by pasteurization, some do survive through to the ®nal dairy products. Enterococci are monitored mainly as indicators of process hygiene or quality. They are better able to survive in salted products, such as cheese, and therefore enterococci numbers are often regarded as being more reliable than a coliform count as an index of sanitary quality. Levels of enterococci range from 104 to 106 cfu gÿ1 in different cheese curds and from 105 to 107 cfu gÿ1 in fully ripened cheeses. Numbers vary with the cheese type and the production season. Contamination of dairy products results from the extent of milk contamination by enterococci and their survival in the dairy environment, as well as their survival and growth under particular conditions of cheese manufacture and ripening. In some cheeses, enterococci are also the predominant microorganisms in the fully ripened product. The dominance or persistence of enterococci in some cheeses during ripening can be attributed to their wide range of growth temperatures, their high tolerance of salt and acid and their production of proteolytic enzymes involved in casein degradation. The increase in salt concentration that occurs during the ripening of brine-salted cheeses is an important selection factor for the growth of salt-tolerant enterococci. Note that while enterococci are found in some cheeses, in many cheeses no enterococci are present. Flavour Enhancement
Enterococci occur and grow in a variety of cheeses, particularly those produced in southern Europe from either raw or pasteurized milk. The growth of certain strains of enterococci in some cheeses is deemed to be highly desirable and may play a major role in ripening and aroma development in some cheeses. Enterococci show higher proteolytic activity than other lactic acid bacteria and this is considered to be important for cheese ripening. The bene®cial effect of enterococci in cheesemaking has also been attributed to the hydrolysis of milk fat by esterases. In addition, enterococci produce typical ¯avour components such as acetaldehyde, acetoin and diacetyl. The bene®cial role of enterococci in the development of cheese aroma has led to the inclusion of enterococcal strains in certain starter cultures. The British Advisory Committee on Novel Foods and Processes has ruled that Ec. faecium strain
905
K77D is acceptable as a starter culture for cheese manufacture. Production of Bacteriocins
Bacteriocins are small heat-stable non-lantibiotics that are active against bacteria including Listeria spp. and Clostridium spp. The enterococci produce a wider variety of antimicrobial peptides than has been described for strains of most other lactic acid bacteria. While the primary control of pathogens such as Listeria spp. in a dairy manufacturing plant should be through hygiene procedures, bacteriocin-producing enterococci may be used as a secondary anti-Listeria agent. This is particularly the case in certain types of soft cheese where the pH in the rind increases to a level that allows the growth of Li. monocytogenes. The activity of enterococci against Cl. tyrobutyricum has also been described. Potentially, this may be used to preserve packaged cheeses where the growth of Cl. tyrobutyricum causes blowing of the packages. The use of bacteriocin-producing enterococci as starter cultures for cheese manufacture speci®cally to increase cheese safety or to prolong the storage life of the product has not yet been practised on a commercial scale. Probiotic Impact
Both Ec. faecium and Ec. faecalis are used as probiotics. Enterococcus faecium strain SF68, for instance, has been studied in detail for the treatment of diarrhoea. The strain was originally isolated in Sweden and was patented in Switzerland and other countries. Its effectiveness can probably be attributed to the fact that it is a commensal of the intestine with a short lag phase and a short generation time (20 min). In addition, the strain is resistant to low pH and is insensitive to bile salts, and individuals show a high tolerance to it with no side effects. It is moderately resistant to antibiotics and has an inhibitory effect in vitro on the growth of Escherichia coli, Salmonella, Shigella and Enterobacter species. It is considered to be an alternative to antibiotics for the treatment of diarrhoea, with clinical studies showing a statistically signi®cant decrease in the duration of diarrhoea in both adults and children. Product Spoilage
High levels of contaminating enterococci can lead to the deterioration of sensory properties in some cheeses. For example, in traditional Spanish blue cheese, levels of enterococci of approximately
906
ENTEROCOCCUS FAECALIS AND ENTEROCOCCUS FAECIUM
1�105 cfu gÿ1 were associated with an excessively closed texture of the cheese, unusual mould tastes and undesirable colours and appearance of the rind.
these organisms has not been proven by Koch's postulates, therefore their involvement in human infection is at best circumstantial.
Pathogenicity and Antibiotic Resistance
Enumeration of Enterococci
Enterococcus faecalis and Ec. faecium have been suspected, but remain uncon®rmed, as causative agents of foodborne illness. They have been identi®ed in nosocomial infections and superinfections such as endocarditis, bacteraemia and infections of neonates, the urinary tract, the central nervous system, the intra-abdomen and pelvis. However their pathogenicity has not been established. The acquisition of resistance to antibiotics, particularly vancomycin, is a concern, making enterococci dif®cult to treat if an infection was to occur. This results largely from the ability of enterococci to acquire resistance genes from other bacteria. These bacteria do have the ability to colonize tissues. Their ability to bind readily to speci®c extracellular matrix proteins, possibly through speci®c adhesin±ligand interactions as well as hydrophobic interactions, makes Ec. faecalis and Ec. faecium ef®cient colonizers of host tissues. A large proportion of enterococcal infections is thought to originate from the intestinal tract. Enterococcus faecalis has been shown to translocate across an intact epithelium and cause systemic infection. Pathological changes associated with enterococci include acute in¯ammation, with many pathogenic strains producing cytolysin which induces tissue damage. Enterococci may also produce hyaluronidase resulting in tissue damage. The concern to the manufacturer of dairy products is whether pathogenic enterococci can be transmitted by foods and cause disease. If the food chain is a source of enterococcal infections, it is probably a result of vancomycin-resistant strains originating from animal foods where there has been the use of antibiotics for growth promotion. Antibiotic-resistant strains have been isolated from foods including raw milk cheeses. The pathogenic potential of Ec. faecalis is considered to be greater than that of Ec. faecium because more than 80% of the enterococci associated with human infections are Ec. faecalis. The potential for either species to cause disease may result in these bacteria being considered, in the future, to be undesirable in food. However, the incidence of enterococci in human disease does not appear to correlate with the incidence of these organisms in food, especially when their presence in cheese or their use as probiotics is taken into consideration. It is important to note that the pathogenicity of
Since enterococci have both positive and negative effects in dairy products, it is important to be able to enumerate and identify these organisms. However, there is no readily available de®ned medium for enterococci. These organisms are generally referred to as having complex and variable nutritional requirements. Only rich media such as Todd±Hewitt broth or brain±heart infusion broth support a rapid growth to high densities. Enterococci generally require biotin, nicotinate, pantothenate, ribo¯avin and pyridoxine for growth and Ec. faecium (but not Ec. faecalis) also requires folic acid. If pyruvate is used as the energy source, lipoate is necessary for the growth of many Ec. faecalis strains. At least 10 amino acids are essential for growth and others show an additional stimulatory effect. Single L-amino acids support growth better than casein hydrolysates. More than 60 different selective media have been described, but most also allow the growth of certain streptococci. For instance, the commonly available selective media have been designed to support the growth of Streptococcus bovis as well as enterococci. The ability of enterococci to grow under adverse conditions is used widely in the selective isolation and in the differentiation of these bacteria from the wider group of streptococci. Enterococci are resistant or relatively insensitive to many antibiotics active against Gram-positive bacteria, for instance tetracyclines, aminoglycosides, sulphonamides, several penicillins and lincosamides. This can therefore be used in the selective enumeration of these bacteria. Resistance to the aminoglycoside antibiotic kanamycin in combination with sodium azide offers a useful means for isolation. Several media have been designed for use with membrane ®lters which allow the examination of relatively large volumes of water but can also be used for other purposes. Media such as SF broth and KF agar and broth, which contain 0.04±0.05% sodium azide, inhibit Sc. bovis to some extent while allowing good recovery of enterococci. In practice, enterococci can be enumerated presumptively from a variety of foods using several different media. Citrate azide agar (37 � C for 48±72 h) or aesculin azide agar supplemented with kanamycin (oxoid) (42 � C for 24 h) produce white colonies with a black halo. These presumptive positive results need to be con®rmed by biochemical
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Beta-D-Galactosidase
test galleries, sodium dodecyl sulphate polyacrylamide gel electrophoresis (SDS±PAGE) of whole cell proteins or DNA-based techniques. Presumptive differentiation between Ec. faecalis and Ec. faecium can be made on the basis that nonpigmented colonies that reduce tetrazolium chloride (TTC) and produce acid from mannitol (but not from raf®nose) are presumptive Ec. faecalis whereas all TTCnegative strains reacting similarly are presumptive Ec. faecium. In conclusion, Ec. faecalis and Ec. faecium have both positive and negative effects on the quality of dairy products. Their presence must be considered in line with the type of dairy product and the attributes required. See also: Cheese: Starter Cultures: General Aspects; Public Health Aspects. Fermented Milks: Types and Standards of Identity; Starter Cultures. Microorganisms Associated with Milk.
Further Reading Andrew PW and Mitchell TJ (1996) The biology of streptococci and enterococci. In: Society for Applied Bacteriology, Symposium Proceedings, pp. 1±126. Oxford: Blackwell Scienti®c Publications. Devriese LA, Pot B, van Damme L, Kersters K and Haesebrouck F (1995) Identi®cation of Enterococcus
907
species iolated from foods of animal origin. International Journal of Food Microbiology 26: 187±197. Eyles MJ and Davey JA (1989) Enteric indicator organisms in foods. In: Buckle KA (ed.) Foodborne Microorganisms of Public Health Signi®cance, 4th edn, pp. 25±50. Pymble, Australia: Australian Institute of Food Science and Technology Ltd. Ferretti JJ, Gilmore MS, Klaenhammer TR and Brown F (1995) Genetics of streptococci, enterococci and lactococci. In: International Conference on Streptococcal Genetics, pp. 9±129. Basel, Switzerland: Karger and American Society for Microbiology, International Association of Biological Standardization. Franz CMAP, Holzapfel WH and Stiles ME (1999) Enterococci at the crossroads of food safety. International Journal of Food Microbiology 47: 1±24. Hartman PA, Deibel RH and Sieverding LM (1992) Enterococci. In: Vanderzant C and Splittstoesser DF (eds.) Compendium of Methods for the Microbiological Examination of Foods, pp. 523±531. Washington, DC: American Public Health Association. International Commission on Microbiological Speci®cations for Foods (ICMSF) of the International Association of Microbiological Societies (1989) The Enterococci. Microorganisms in Foods, vol. 1, Their Signi®cance and Methods of Enumeration, pp. 41±42 and 144±148. Toronto, Canada: University of Toronto Press. Sarantiopoulos P, Andrighetto C, Georgalaki MD et al. (2001) Biochemical properties of enterococci relevant to their technological performance. International Dairy Journal 11: 621±647.
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY Contents
Beta-D-Galactosidase Lipases Proteinases Catalase, Glucose Oxidase and Glucose Isomerase
Beta-D-Galactosidase
Introduction
R R Mahoney, University of Massachusetts, Amherst, MA, USA
Lactose can be hydrolysed enzymatically into its component sugars, glucose and galactose, by the enzyme b-galactosidase. This conversion has several
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Beta-D-Galactosidase
test galleries, sodium dodecyl sulphate polyacrylamide gel electrophoresis (SDS±PAGE) of whole cell proteins or DNA-based techniques. Presumptive differentiation between Ec. faecalis and Ec. faecium can be made on the basis that nonpigmented colonies that reduce tetrazolium chloride (TTC) and produce acid from mannitol (but not from raf®nose) are presumptive Ec. faecalis whereas all TTCnegative strains reacting similarly are presumptive Ec. faecium. In conclusion, Ec. faecalis and Ec. faecium have both positive and negative effects on the quality of dairy products. Their presence must be considered in line with the type of dairy product and the attributes required. See also: Cheese: Starter Cultures: General Aspects; Public Health Aspects. Fermented Milks: Types and Standards of Identity; Starter Cultures. Microorganisms Associated with Milk.
Further Reading Andrew PW and Mitchell TJ (1996) The biology of streptococci and enterococci. In: Society for Applied Bacteriology, Symposium Proceedings, pp. 1±126. Oxford: Blackwell Scienti®c Publications. Devriese LA, Pot B, van Damme L, Kersters K and Haesebrouck F (1995) Identi®cation of Enterococcus
907
species iolated from foods of animal origin. International Journal of Food Microbiology 26: 187±197. Eyles MJ and Davey JA (1989) Enteric indicator organisms in foods. In: Buckle KA (ed.) Foodborne Microorganisms of Public Health Signi®cance, 4th edn, pp. 25±50. Pymble, Australia: Australian Institute of Food Science and Technology Ltd. Ferretti JJ, Gilmore MS, Klaenhammer TR and Brown F (1995) Genetics of streptococci, enterococci and lactococci. In: International Conference on Streptococcal Genetics, pp. 9±129. Basel, Switzerland: Karger and American Society for Microbiology, International Association of Biological Standardization. Franz CMAP, Holzapfel WH and Stiles ME (1999) Enterococci at the crossroads of food safety. International Journal of Food Microbiology 47: 1±24. Hartman PA, Deibel RH and Sieverding LM (1992) Enterococci. In: Vanderzant C and Splittstoesser DF (eds.) Compendium of Methods for the Microbiological Examination of Foods, pp. 523±531. Washington, DC: American Public Health Association. International Commission on Microbiological Speci®cations for Foods (ICMSF) of the International Association of Microbiological Societies (1989) The Enterococci. Microorganisms in Foods, vol. 1, Their Signi®cance and Methods of Enumeration, pp. 41±42 and 144±148. Toronto, Canada: University of Toronto Press. Sarantiopoulos P, Andrighetto C, Georgalaki MD et al. (2001) Biochemical properties of enterococci relevant to their technological performance. International Dairy Journal 11: 621±647.
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY Contents
Beta-D-Galactosidase Lipases Proteinases Catalase, Glucose Oxidase and Glucose Isomerase
Beta-D-Galactosidase
Introduction
R R Mahoney, University of Massachusetts, Amherst, MA, USA
Lactose can be hydrolysed enzymatically into its component sugars, glucose and galactose, by the enzyme b-galactosidase. This conversion has several
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
908
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Beta-D-Galactosidase
advantages: the resulting sugars are sweeter, more soluble (less likely to crystallize from milk products), more readily fermented, and easily absorbed in the intestine. These advantages have led to the use of b-galactosidase to produce low-lactose milk, lactosehydrolysed whey and many products derived from them. Beta-galactosidase (EC 3.1.2.23) is often called by its trivial name: lactase. However, lactose is a speci®c substrate and while all lactases, regardless of source, can be classi®ed as b-galactosidases, the converse is not true. Many b-galactosidases in plant cells and mammalian organs (except for intestinal b-galactosidase) act on cell wall polysaccharides, galactolipids or glycoproteins and have little or no activity on lactose. Hydrolysis of lactose can also be achieved by the use of acid or cation-exchange resins, but the enzymatic process is preferable because of its speci®city. Chemical catalysis leads to off-¯avours and colours which are costly to remove but this does not happen with b-galactosidase. The principal disadvantage of enzymic conversion is the production of oligosaccharides but this can be minimized by choosing a suitable enzyme and appropriate process conditions. Moreover, recent work has suggested that some galacto-oligosaccharides may have a bene®cial effect on human intestinal health by promoting the growth of bi®dobacteria, at the expense of harmful, colonic anaerobes.
Sources of b-Galactosidase Beta-galactosidase is very widely distributed in nature because of its multiple functions which include digestion, lysosomal degradation and catabolism. Lactases, however, are only found in the mammalian intestine and in microorganisms. In the intestine, the enzyme is located in the microvilli of the mucosal cells of the brush border membrane. In bacteria and yeasts, the enzyme is usually intracellular but in fungi it can be intra- or extracellular. For commercial use, microorganisms are the only practical source and the enzyme has been identi®ed in a large number of species. A partial list of enzyme sources (which expands constantly) is shown in Table 1. Several of the enzymes have been puri®ed and characterized; a few have been cloned and expressed in other microbial hosts. The most widely studied is the enzyme from Escherichia coli. However, this is not considered suitable for food use because the source is a coliform. Because of safety considerations, lactases for food use are extracted from a rather small number of microorganisms: the yeasts Kluyveromyces lactis, K. fragilis and Candida pseudotropicalis, the fungi
Aspergillus niger and A. oryzae and a bacillus closely related to Bacillus stearothermophilus. Extensive technologies have been developed using these enzymes but there is a continual search for new b-galactosidases with superior operating characteristics, such as thermostability or good activity at low temperatures. It might be possible to confer these traits on existing approved enzymes by genetic engineering. Alternatively, enzymes with desirable characteristics in unsuitable source organisms might be cloned and expressed in safe hosts. In either case, extensive testing would be needed before use was permitted.
Enzyme Structure and Mechanism The most widely studied and best understood bgalactosidase is that from E. coli encoded by the lacZ gene. It is easy to purify and has served as a model for understanding the mechanism of catalysis. It has been used extensively to demonstrate immobilization techniques and has also been used for enzymatic determination of lactose and as an indicator enzyme for immunoassay. The enzyme has a molecular weight of 464 kDa and is made up of four identical subunits each containing 1023 amino acid residues. Each subunit contains 16 cysteine residues and a binding site for magnesium, which is an activator. Amino acid sequences have been established for b-galactosidases from several other bacteria and comparison with the enzyme from E. coli shows extensive sequence homologies and highly conserved regions. In contrast, relatively little is known about the structure of the enzyme from eukaryotes although the enzyme from K. lactis does show extended sequence homologies with the E. coli enzyme, suggesting close evolutionary relationships. The mechanism of b-galactosidase action is not completely understood, but the hydrolytic reaction can be described as follows: enzyme lactose $ enzyme--lactose complex enzyme--lactose ! enzyme--galactose glucose enzyme--galactose H2 O ! enzyme galactose Mechanistically, the enzyme acts in a fashion analogous to that of lysozyme in that one group acts as a general acid and donates a proton to the glycosidic oxygen, while a negatively charged group stabilizes the positively charged galactosyl±enzyme carbonium intermediate, which then reacts with water in the hydrolytic reaction. In the E. coli enzyme, Tyr503 functions as the general acid while
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Beta-D-Galactosidase
909
Table 1 Sources of microbial b-galactosidase that act on lactose Yeasts
Fungi
Bacteria
Candida pseudotropicalis Saccharomyces anamensis Kluyveromyces bulgaricus Kluyveromyces fragilis Kluyveromyces lactis Kluyveromyces marxianus Pichia pastoris
Alternaria alternata Alternaria palmi Aspergillus foetidus Aspergillus fonsecaeus Aspergillus niger Aspergillus oryzae Aureobasidium pullulans Bauvaria bassiana Curvalaria inaequalis Fusarium moniliforme Mucor meihei Mucor pusillus Paecilomyces varioti Penicillium conescens Penicillium chrysogenum Penicillium notatum Penicillium simplicissum Rhizobium meliloti Rhizomucor spp. Saccharopolyspora rectivirgula Scopulariopsis spp. Sirobasidium magnum Streptomyces violaceus Trichoderma reesei
Arthrobacter spp. Bacillus acidocaldarius Bacillus circulans Bacillus coagulans Bacillus megaterium Bacillus stearothermophilus Bacillus subtilis Bacteroides polypragmatus Bi®dobacterium adolescentis Bi®dobacterium bi®dum Bi®dobacterium infantis Clostridium acetobutylicum Clostridium thermosulfurogens Corynebacterium murisepticum Enterobacter agglomerans Enterobacter cloacae Erwinia aroieae Escherichia coli Klebsiella pneumoniae Lactobacillus acidophilus Lactobacillus crispatus Lactobacillus delbrueckii Lactobacillus delbrueckii subsp. bulgaricus Lactobacillus ke®ranofaciens Lactobacillus helveticus Lactobacillus lactis Lactobacillus sporogenes Lactobacillus thermophilus Lactococcus lactis subsp. cremoris Lactococcus lactis subsp. lactis Leuconostoc citrovorum Pediococcus acidilacti Pediococcus pento Pseudoalteromonas haloplanktis Pseudomonas ¯uorescens Streptoccocus thermophilus Sulfolobus solfataricus Thermoanaerobacter spp. Thermus ruber Thermus thermophilus Vibrio cholerae Xanthomonas campestris
Glu461 stabilizes the carbonium intermediate and His418 binds magnesium. If the enzyme±galactose intermediate reacts with another sugar (e.g. lactose, glucose or galactose) instead of water, synthesis of oligosaccharides occurs by transferase action. This reaction can become quantitatively signi®cant at high lactose concentrations, especially with fungal b-galactosidases.
Analysis of Activity Activity of b-galactosidase can be followed by measuring the disappearance of the substrate or the
appearance of the products, but the latter is usually easier. Activity determinations can be complicated by the existence of both hydrolytic and transferase activities but the latter can usually be ignored at low lactose concentrations or when the degree of conversion is small (5% or less). Activity can be followed by measuring the production of either glucose or galactose. Most commonly, glucose is measured using glucose oxidase coupled to peroxidase. When there is extensive conversion of lactose to products, the determination of total monosaccharides is a good measure of the extent of lactose hydrolysis. Complete analysis of all reaction products is best achieved by high-performance liquid chromatography (HPLC)
910
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Beta-D-Galactosidase
which can separate and detect lactose, galactose, glucose and most oligosaccharides. For rapid analysis of activity (e.g. for comparison of enzymes), synthetic substrates such as O-nitrophenyl b-D-galactopyranoside are commonly used since the nitrophenol released is easily measured colorimetrically. Very low levels of activity can be detected ¯uorimetrically using substrates such as 4-methylumbelliferone. Lactase action in milk can also be estimated by observing changes in freezing point depression, which is linearly related to the degree of lactose hydrolysis. The method is very rapid and useful for routine quality control; however it is not accurate where there is substantial oligosaccharide formation. The products of lactose hydrolysis may inhibit bgalactosidase action. Galactose is often a competitive inhibitor but glucose is usually ineffective, except at high concentrations when it is usually noncompetitive. The most powerful inhibitors are the 1-4 and 1-5 galactolactones. A general feature of the bacterial and yeast bgalactosidases is activation by divalent cations such as magnesium and manganese and inhibition by calcium. However, this does not apply to fungal enzymes which are usually unaffected by these ions. Activity in Milk and Whey
Many of the kinetic characteristics of b-galactosidase reported in journals have been determined in buffers or using synthetic substrates in place of lactose. Such data are often not a good guide to the activity of the enzyme in milk and whey, due to the complex ionic composition and high protein content of these products. Activity in milk can be depressed due to the presence of calcium ions. Thermal stability in milk is often better due primarily to the presence of casein, an effect which itself is markedly lactose dependent.
Characteristics of Microbial b-galactosidases The characteristics of some commercially important (or potentially important) enzymes are listed in Table 2 and discussed below. As a rule, the enzymes are classi®ed as acid pH (below 5.5) or neutral pH (6±8) according to their pH optimum. Bacterial Enzymes
Very few bacteria are considered as safe sources of b-galactosidase for food use. One of these is Streptococcus thermophilus which is widely used as a starter organism in fermented dairy products. Its b-galactosidase shows many structural similarities to the prototype E. coli enzyme but it is more thermostable, especially in milk. An even more thermostable enzyme has been isolated from a variant of Bacillus stearothermophilus. The b-galactosidase from Bac. subtilis could also be considered for use in foods but its activity on lactose is low in comparison with the yeast enzymes (below). Yeast Enzymes
The b-galactosidases from the Kluyveromyces yeasts have a neutral pH optimum and are well suited to hydrolysis of lactose in milk which supplies the K and Mg2 ions needed for activity. However, they are somewhat inhibited by Ca2, by galactose (competitively) and by glucose (noncompetitively). They are comparatively inexpensive to produce, by fermentation of whey, and widely regarded as safe. Since they are somewhat thermolabile (temperature optimum 30±40 � C), they must be used at moderate temperatures (25±30 � C), which may encourage microbial growth. To minimize this, high levels of enzyme are used for short periods (2±3 h). Alternatively, the enzyme can be used for longer
Table 2 Characteristics of some microbial b-galactosidases Source (size in kDa)
pH optimum
Temperature optimum ( �C)a
Ionic activators
Km lactose (mM)
Ki galactose (mM)
Escherichia coli (464) Streptococcus thermophilus (464) Bacillus stearothermophilus (116) Bacillus subtilis (88) Kluyveromyces fragilis (20) Kluyveromyces lactis (228) Aspergillus niger (124) Aspergillus oryzae (96)
7.2±7.4 7.0 5.5±6.5 6.5 6.5±7.5 6.5±7.0 2.5±4.0 4.5±6.0
�40 �55 �65 �50 �37 �35 �55±60 �50
Na, K, Mg2 Na, K, Mg2 Mg2 none K, Mg2, Mn2 K, Mg2, Mn2 none none
2 7 2 28 14 15 85±125 50
21 60 20 40 28 42 4 57
a
In buffer without lactose.
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Beta-D-Galactosidase
periods (overnight) at 4±6 � C where microbial growth is much slower. Fungal Enzymes
Fungal b-galactosidases have an acid pH optimum, which makes them suitable for hydrolysis of lactose in acid whey or whey permeate. In general, they are more thermostable than the yeast b-galactosidases and can be used at temperatures up to 50 � C. This higher temperature in combination with an acidic substrate environment is usually effective in minimizing microbial growth. The A. niger enzyme has the lower pH optimum and is widely used in immobilized enzyme systems. It is not affected by cations but is strongly inhibited by galactose; accordingly, product build-up causes a slowing of the reaction rate and makes complete conversion dif®cult to achieve. The A. oryzae enzyme has a higher pH optimum, which makes it more suitable for use in sweet whey. It is less subject to inhibition by galactose and is extracellular which makes isolation easier.
Production of Low-Lactose Milk and Whey Low-Lactose Milk
The consumer can easily prepare low-lactose milk in the home using yeast lactase (K. lactis) available in capsule or liquid form. Typically the enzyme is added to milk and left overnight in the refrigerator to give �70% hydrolysis. Low-lactose milk may be required for people with lactose intolerance (see Lactose Intolerance). More conveniently, the consumer can buy lowlactose milk from retail outlets. For processing the milk is pasteurized and cooled to �5 � C, then enzyme is added to the milk in a holding tank and the milk left overnight. When the required degree of hydrolysis is reached (typically 70% or 100%), the milk is reheated to inactivate the enzyme (ultrapasteurized) and then packed in retail containers. The additional heat treatment extends the shelf-life from about 15 days (for normal pasteurized milk) to 35±45 days. The enzyme can also be added to milk prior to conventional pasteurization but the resulting shelflife is lower than that of the ultrapasteurized product. The ®nal product is typically priced at about 50±70% more than nontreated milk. Another process is available for milk, which is sterilized by UHT treatment. The enzyme (K. lactis) is itself sterilized by ultra®ltration and mixed with UHT milk just prior to aseptic packaging. Very little enzyme (10 mg kgÿ1 milk) is needed to produce near
911
complete hydrolysis during 7±10 days storage of the milk at room temperature. Even less enzyme (�5 mg kgÿ1) can be used if the producer stores the milk for 1 month before retail distribution. The product has a shelf-life of up to 6 months. The advantages of this process are very low enzyme and processing costs. However, the enzyme must be very pure and free of protease activity, to avoid damage to the milk proteins during storage. Use of Immobilized Enzyme
Use of immobilized enzymes can signi®cantly reduce process costs, however development of a suitable reactor for milk has not been easy. The most successful operation at the Centro Sperimentale del Latte in Milan uses K. lactis b-galactosidase entrapped in porous cellulose acetate ®bres, whose porosity allows diffusion of lactose to the enzyme but retains the enzyme in solution within the ®bre microcavities. Advantages of the process include: improved enzyme stability and exclusion of bacteria, proteases and milk proteins from the enzyme surface. However, diffusion of lactose through the ®bres is slow which limits activity. For processing, sterilized skim milk is cooled to �5 � C and circulated through a reactor containing skeins of ®bres. About 75% hydrolysis is achieved after 20 h at 5±7 � C. The process is operated batchwise producing 10 000 l dayÿ1 of milk. The ®bres are washed after each run to prevent build-up of psychrophiles and surface fouling of the ®bres. Operational stability is good with less than 10% activity loss after 50 runs. Low-Lactose Whey
Whey can be processed batchwise with b-galactosidase in a similar fashion to that with milk. However the cost of the enzyme is signi®cant and for this reason most whey is processed using immobilized b-galactosidase. Whey poses fewer problems than milk because the acidic pH restricts microbial growth and most of the protein has been removed. Corning Glass has immobilized b-galactosidase (A. niger) on porous glass beads with a resulting pH optimum of 3±4. A ¯ow diagram depicting the use of the immobilized enzyme to hydrolyse lactose in ultra®ltered whey is shown in Figure 1, with the following steps: 1. Raw whey is pasteurized and ultra®ltered to remove protein. 2. The permeate is demineralized to remove 90% of the ash.
912
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Beta-D-Galactosidase
Whey/milk
Protein
Ultrafiltration
Hydrochloric acid
Hot water pH control
Permeate Demineralization Ash
Temperature control
Dilute acetic acid
Heat exchanger
Feed tank pH adjustment
Sanitation tank Immobilized enzyme column
Hydrolysed lactose sweetener Figure 1 The Corning process for enzymatic hydrolysis of lactose in whey. (Reproduced with permission from Moore, 1980.)
3. The pH is adjusted to 4.5 and the permeate passed through a column of enzyme beads operating at 30±50 � C. 4. After 15±25 min residence time the lactose is 80% hydrolysed. 5. The product is cooled to 10 � C and stored prior to evaporation to a syrup with 60±68% solids. Whole whey can also be used in this reactor system but care must be taken to prevent fouling of the beads by the whey proteins. In Finland, the Valio Dairy uses b-galactosidase immobilized on a phenol±formaldehyde resin packed into a ®xed-bed column reactor, for hydrolysis of lactose in whey. The processing steps include: (1) fat separation and removal of ®nes, (2) demineralization and pH adjustment (acidi®cation) to 3.5, (3) heating to operating temperature, (4) lactose hydrolysis and (5) neutralization, evaporation to 65% solids and cooling. Highest productivity is obtained by processing at 20±30 � C (to maintain enzyme stability), by keeping pH down to 3.5 (to prevent microbial growth) and by concentrating the feed to increase the lactose concentration. A typical production cycle requires 16±20 h for processing 20 000 l of whey and the halflife of the enzyme is in the range of 150±200 days. Following lactose hydrolysis, whey syrups are usually concentrated by evaporation to 60±70% solids. The heating involved kills yeasts and moulds so the product is microbiologically stable unless recontamination occurs during storage. Heating also reduces the tendency towards crystallization but it does accelerate Maillard browning.
Table 3 Composition of syrups produced from whey and whey permeate after 90% lactose hydrolysis and concentration
Solids Lactose Glucose Galactose Ash Nitrogen (�6.38)
Original whey
Whey syrup (%)
Whey permeate syrup (%)
6.1 4.5 Ð Ð 0.9 0.7
65 5.8 26 26 0.6a 73
65 5.9 29 29 0.6a 0.5
a After removal of 90% of the ash by ion exchange. Based on data by Dohan et al. (1980) and Coton et al. (1981).
Typical data for the composition of 90% lactose hydrolysed whey and whey syrups, after concentration and 90% ash removal by ion exchange, are shown in Table 3.
Applications Use of low-lactose milk (LLM), low-lactose whey (LLW) and low-lactose whey permeate (LLWP) is based on the functional properties of the product sugars. The various uses of the low lactose products are summarized in Table 4 and discussed below. Flavoured Milk
Flavoured milk, including the popular chocolate milk, is usually sweetened with sucrose. This can be partially replaced by LLM giving the same sweetness but with 10% fewer calories.
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Beta-D-Galactosidase Table 4 Applications of low-lactose milk and low-lactose whey and whey permeate Functional property
Product
Application
Increased sweetness
LLM LLM/LLWP LLM LLM/LLWP LLM LLM LLWP LLM LLM LLW LLWP
Flavoured milks Ice cream Yoghurt Ice cream Frozen milk Dulce de leche Confectionery Yoghurt Ripened cheeses Bakery products Various
LLWP
Alcohol, bakers' yeast
Reduced lactose crystallization Increased fermentability Replacement for maize syrup Direct fermentation
LLM, low-lactose milk; LLW, low-lactose whey; LLWP, low-lactose whey permeate.
Dulce de Leche
Crystallization of lactose is a problem in storage of concentrated milk products such as dulce de leche (see Concentrated Milk Products: Dulce de Leche). Use of LLM reduces this problem and delays the onset of a `sandy' texture. Ice Cream
The low solubility of lactose often leads to crystallization during frozen storage of ice cream. The resulting `sandiness' can be prevented by using LLM or LLW. Also the added sweetness permits reduction of the sucrose content. If desired, sucrose can be replaced completely by use of LLM together with a synthetic sweetener. Increasing level of LLW leads to a softer texture in the ®nished product. Frozen Milk
Milk cannot be stored frozen because lactose crystallization causes coagulation of the casein. Hydrolysis of lactose by b-galactosidase markedly delays coagulation and extends the storage life. Yoghurt
Use of LLM causes more rapid fermentation of the carbohydrate, accelerated acid development by the starter cultures and a reduction of 15±20% in the set time. Cheese
Use of LLM causes faster growth of starter organisms and faster acid production. In some cheeses such as Cheddar and Parmigiano it can lead to
913
a signi®cant reduction in ripening time, which is of considerable commercial value. Accelerated ripening is accompanied by increased soluble nitrogen, peptides and amino acids, indicating more rapid proteolysis. A clear advantage of making cheese from LLM is that it yields LLW as a byproduct. Confectionery
Whey solids are used in toffees, caramels and other confections. Use of LLW permits use of higher levels of whey solids, without risk of crystallization of the lactose. Baked Goods
LLW can be used to replace both ordinary whey and/ or milk powder with advantages in dough development and crumb texture due to the more fermentable sugars. Maillard browning is also enhanced due to the galactose component. Soft Drinks
LLWP can be used as a replacement for maize syrup or sucrose in soft drinks but the syrup must be of high quality, with minimal ash and protein content to avoid development of off-¯avours or colours during storage. Fermentation Products
LLW is readily fermented to alcohol but the yield is limited by the slow metabolism of galactose. LLWP can replace maize syrup as a starch adjunct in ales and partially replace wort in the production of lager beer. LLWP is also readily fermented to bakers' yeast. Fermentation of whey to yeast and alcohol represent the largest use of low-lactose products so far. See also: Concentrated Milk Products: Dulce de Leche. Lactose: Properties, Production, Applications; Nutritional Significance of Lactose and Lactose Derivatives. Lactose Intolerance.
Further Reading Baret JL (1987) Large scale production and application of immobilized lactose. Methods in Enzymology 136: 411±423. Burvall A, Asp NG and Dalqvist A (1979) Oligosaccharide formation during hydrolysis of lactose with Saccharomyces lactis lactase (Maxilact). 1. Quantitative aspects. Food Chemistry 4: 243±250. Coton SG, Poynton TR and Ryder D (1981) Utilization of lactose in the food industry. International Dairy Federation Document no. 147, pp. 23±26. Brussels: IDF.
914
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Lipases
Coughlin RW and Charles M (1986) Application of lactase and immobilized lactase. In: Pitcher WH Jr (ed.) Immobilized Enzymes for Food Processing, pp. 153±173. Boca Raton: CRC Press. Dohan LA, Baret JL, Pain S and Delande P (1980) Lactose hydrolysis by immobilized lactase: semi industrial experience. In: Weetall HH and Roger GP (eds.) Enzyme Engineering, vol. 5, pp. 279±293. New York: Plenum Press. Gekas V and Lopez-Leiva M (1985) Hydrolysis of lactose: a literature review. Process Biochemistry 20(1): 2±12. Greenberg NA and Mahoney RR (1981) Immobilization of lactase (b-galactosidase) for use in dairy processing: a review. Process Biochemistry 16(2): 2±6, 8. Holsinger VH and Kligerman AE (1991) Applications of lactase in dairy foods and other foods containing lactose. Food Technology 45(1): 92±94, 95. Mahoney RR (1997) Lactose: enzymatic modi®cation. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 3, Lactose, Salts, Water and Vitamins, pp. 77±126. London: Chapman & Hall. Moore K (1980) Immobilized enzyme technology commercially hydrolyses lactose. Food Product Development 14(1): 50±51. Nijpels HH (1982) Lactases. In: Lee CK and Lindley M (eds.) Developments in Food Carbohydrates, pp. 23±48. London: Elsevier Applied Science. Pastore M and Morisi F (1976) Lactose reduction of milk by ®bre entrapped b-galactosidase: pilot plant experiments. Methods in Enzymology 44: 822±830. Tumerman L, Fram H and Cornely KW (1954) The effect of lactose crystallization on protein stability in frozen concentrated milk. Journal of Dairy Science 37: 830±839.
The uniqueness of milk fat is the presence of 15±20 mol% of short-chain fatty acid residues with 4±10 carbon atoms. These fatty acids are also mainly responsible for the unique ¯avour of milk fat. If liberated in milk, these acids in small amounts cause profound and undesirable ¯avour changes, which are characterized as soapy and rancid. These same acids when liberated by controlled lipolysis result in ¯avour concentrates. Free fatty acids are themselves potent contributors to ¯avours; however, they also serve an important role as a precursor for other ¯avour compounds. For example, 2-methyl ketones in blue cheese are produced from free fatty acids. Free fatty acids also serve as precursors to the formation of fatty lactones and 4 cis heptenal (`creamy aroma'). There is also the possibility that free fatty acids serve as precursors to esters found in cheeses via the action of ketone monooxygenases. Lastly, free fatty acids may modulate the activity of proteases and thus impact the ¯avour attributes of fermented dairy foods. The enzymes that result in the degradation of lipids are generally called lipases but a more scienti®c classi®cation reveals that lipases are glycerol ester hydrolases (EC 3.1.1.3) that hydrolyse tri-, di-, and monoacylglycerols at the oil±water interface liberating free fatty acids. Substrates requisitely have to be water insoluble, and therefore emulsi®ed, for lipases to act.
Sources and Properties of Lipases
Lipases A Kilara, Arun Kilara Worldwide, Northbrook, IL, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Enzymes inherently present in the microorganisms and food substrates can be termed endogenous enzymes. In contrast to endogenous enzymes, biocatalysts may also be added to substrates and these are termed exogenous enzymes. This article deals speci®cally with one type of exogenous enzyme that acts on lipids (lipase) and its use in dairy technology. Lipids in milk and dairy products are mainly triglycerides with a variety of other fatty constituents.
Plants, animals and microorganisms produce lipases. Castor bean and wheat germ contain lipases, a wide variety of microorganisms are sources of these enzymes and animals contain pregastric esterases, lingual lipases and pancreatic lipase. Plant lipases have not been used as commercial sources of enzymes for producing modi®ed ¯avours. Lipases derived from microorganisms and animals have been exploited for ¯avour generation in the dairy industry. As early as 1940 it was recognized that calves secrete a salivary lipase, which was named pregastric esterase. This enzyme is a true lipase in spite of the name. The commercially important pregastric lipases are derived from kid and lamb. Pancreatic lipase and microbial lipases have also been studied extensively. The temperature optima for pregastric esterases range from 28±30 � C for calf to 32±34 � C for kid, goat and lamb enzymes. The pH optima for calf, kid, goat and lamb pregastric esterases are 5.3, 6.2, 7.5 and 8.5, respectively. Commercial preparations of pregastric esterase contain sodium chloride which has
914
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Lipases
Coughlin RW and Charles M (1986) Application of lactase and immobilized lactase. In: Pitcher WH Jr (ed.) Immobilized Enzymes for Food Processing, pp. 153±173. Boca Raton: CRC Press. Dohan LA, Baret JL, Pain S and Delande P (1980) Lactose hydrolysis by immobilized lactase: semi industrial experience. In: Weetall HH and Roger GP (eds.) Enzyme Engineering, vol. 5, pp. 279±293. New York: Plenum Press. Gekas V and Lopez-Leiva M (1985) Hydrolysis of lactose: a literature review. Process Biochemistry 20(1): 2±12. Greenberg NA and Mahoney RR (1981) Immobilization of lactase (b-galactosidase) for use in dairy processing: a review. Process Biochemistry 16(2): 2±6, 8. Holsinger VH and Kligerman AE (1991) Applications of lactase in dairy foods and other foods containing lactose. Food Technology 45(1): 92±94, 95. Mahoney RR (1997) Lactose: enzymatic modi®cation. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 3, Lactose, Salts, Water and Vitamins, pp. 77±126. London: Chapman & Hall. Moore K (1980) Immobilized enzyme technology commercially hydrolyses lactose. Food Product Development 14(1): 50±51. Nijpels HH (1982) Lactases. In: Lee CK and Lindley M (eds.) Developments in Food Carbohydrates, pp. 23±48. London: Elsevier Applied Science. Pastore M and Morisi F (1976) Lactose reduction of milk by ®bre entrapped b-galactosidase: pilot plant experiments. Methods in Enzymology 44: 822±830. Tumerman L, Fram H and Cornely KW (1954) The effect of lactose crystallization on protein stability in frozen concentrated milk. Journal of Dairy Science 37: 830±839.
The uniqueness of milk fat is the presence of 15±20 mol% of short-chain fatty acid residues with 4±10 carbon atoms. These fatty acids are also mainly responsible for the unique ¯avour of milk fat. If liberated in milk, these acids in small amounts cause profound and undesirable ¯avour changes, which are characterized as soapy and rancid. These same acids when liberated by controlled lipolysis result in ¯avour concentrates. Free fatty acids are themselves potent contributors to ¯avours; however, they also serve an important role as a precursor for other ¯avour compounds. For example, 2-methyl ketones in blue cheese are produced from free fatty acids. Free fatty acids also serve as precursors to the formation of fatty lactones and 4 cis heptenal (`creamy aroma'). There is also the possibility that free fatty acids serve as precursors to esters found in cheeses via the action of ketone monooxygenases. Lastly, free fatty acids may modulate the activity of proteases and thus impact the ¯avour attributes of fermented dairy foods. The enzymes that result in the degradation of lipids are generally called lipases but a more scienti®c classi®cation reveals that lipases are glycerol ester hydrolases (EC 3.1.1.3) that hydrolyse tri-, di-, and monoacylglycerols at the oil±water interface liberating free fatty acids. Substrates requisitely have to be water insoluble, and therefore emulsi®ed, for lipases to act.
Sources and Properties of Lipases
Lipases A Kilara, Arun Kilara Worldwide, Northbrook, IL, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Enzymes inherently present in the microorganisms and food substrates can be termed endogenous enzymes. In contrast to endogenous enzymes, biocatalysts may also be added to substrates and these are termed exogenous enzymes. This article deals speci®cally with one type of exogenous enzyme that acts on lipids (lipase) and its use in dairy technology. Lipids in milk and dairy products are mainly triglycerides with a variety of other fatty constituents.
Plants, animals and microorganisms produce lipases. Castor bean and wheat germ contain lipases, a wide variety of microorganisms are sources of these enzymes and animals contain pregastric esterases, lingual lipases and pancreatic lipase. Plant lipases have not been used as commercial sources of enzymes for producing modi®ed ¯avours. Lipases derived from microorganisms and animals have been exploited for ¯avour generation in the dairy industry. As early as 1940 it was recognized that calves secrete a salivary lipase, which was named pregastric esterase. This enzyme is a true lipase in spite of the name. The commercially important pregastric lipases are derived from kid and lamb. Pancreatic lipase and microbial lipases have also been studied extensively. The temperature optima for pregastric esterases range from 28±30 � C for calf to 32±34 � C for kid, goat and lamb enzymes. The pH optima for calf, kid, goat and lamb pregastric esterases are 5.3, 6.2, 7.5 and 8.5, respectively. Commercial preparations of pregastric esterase contain sodium chloride which has
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Lipases
an effect of increasing the activity of the enzymes. Enzyme activity is inhibited by sodium taurocholate, milk salts, mono- and dibutyrins, while presence of lecithin, non-fat dry milk, casein, lactose, calcium and egg albumin increase the activity of pregastric esterase. Both inhibitory and stimulatory activities of additives are attributable to interfacial and emulsi®cation activities. Most lipases of animal and microbial origin exhibit alkaline pH optima (pH 8±9) but depending upon the substrate used, presence of salts and type of emulsi®er used, the optimum may shift to the acidic range. Several microbial lipases exhibit pH optima between 5.6 and 8.5. With respect to temperature optima, most lipases are active between 30 and 40 � C. Salts affect lipase in different ways. Porcine pancreatic lipase activity increased in the presence of up to 7 mmol lÿ1 NaCl while activities of bovine and milk lipase were unaffected. Calcium and bile salts stimulate activities of most lipases by counteracting the inhibitory effects of soaps formed during hydrolysis. Microbial lipases are divided into two groups depending upon their positional speci®city of hydrolysis on a triacylglycerol molecule. Lipases from Geotrichum candidum, Corynebacterium acnes, Chromobacterium viscosum, Penicillium cyclopium and Staphylococcus aureus are nonspeci®c and can cause complete hydrolysis of triacylglycerol to glycerol and free fatty acids. The second group of lipases based on positional speci®cities hydrolyses fatty acids esteri®ed in the sn-1 and sn-3 positions only, resulting in di- and monoacylglycerols. Lipases derived from Aspergillus niger, Mucor javanicus, Rhizopus arrhizus, Rhizopus delmar and Pseudomonas fragi are 1,3 speci®c. Microbial lipases do not exhibit any speci®cities towards the chain length of the fatty acids in triacylglycerol substrates. With the advent of biotechnology and the identi®cation of appropriate lipases and esterases from microbial sources, alternatives to animal pregastric esterases have been discovered. Microbial enzymes offer the advantages of being less expensive, free of protease contamination, without risk of animal virus contamination, suitable for kosher products and suitable for the manufacture of vegetarian products. The time±temperature combinations reported in literature for the destruction of enzyme activity are provided in Table 1. The temperature of inactivation of lipase is in¯uenced by the composition of the medium in which the inactivation is being determined. For example destruction in milk requires a higher temperature and longer time than in an aqueous buffer medium. Water activity is another critical parameter in¯uencing the thermal destruction of lipase activity. In most dairy foods, except powders,
915
Table 1 Conditions for the thermal destruction of some microbial lipases Source of lipase
Pseudomonas fragi Rhizopus delmar Aspergillus niger Penicillium roqueforti Staphylococcus aureus Geotrichum candidum Achromobacter lipolyticum
Thermal inactivation Time (min)
Temperature ( �C)
15 15 15 10 30 15 40
72 50 45 50 70 60 99
Table 2 Relative rate and proportion of lower-chain fatty acids released from butteroil by various lipases Lipase source
Total free fatty acids (�eq)
Proportion of lower-chain fatty acids (%)
Kid Kid±lamb Calf Milk Bovine pancreas Penicillium roqueforti Achromobacter
171 142 108 80 140 110 96
42 40 31 19 17 38 22
the water activity is high enough that this variable becomes less important than in grains and cereals. The relative rate of release of free fatty acids from butteroil by various lipases has been reported (Table 2). Enzymes from kid, lamb, calf and Penicillium roqueforti produce a proportionately larger amount of lower-chain fatty acids that have an impact on ¯avour development. If the release of the lower-chain fatty acids is investigated in detail, an interesting picture emerges. The liberation of free fatty acids from cream by various lipases has been studied (Table 3). Of the enzymes studied, pregastric esterase from lamb released the greatest amount of butyric acid, followed by pregastric esterase from kid and lipase of A. niger. Butyric acid had a characteristic ¯avour with a low odour threshold value. Caproic, caprylic and capric acids (so-called `goat acids') when summed up show that A. niger lipase produced the greatest amount of these acids followed by pregastric esterase of kid and lamb and kid rennet paste. The important point from this is that the type and abundance of fatty acids in¯uences the ¯avour of the lipolysed substrates. When choosing enzymes, attention must be paid to the activity of the enzyme, nature of the products resulting from the reaction and the processing of hydrolysed substrates.
916
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Lipases
Table 3 Liberation of free fatty acids from cream by a variety of lipases Source of enzyme
Kid rennet paste Kid pregastric esterase Lamb pregastric esterase Calf pregastric esterase Calf rennet Milk lipase Porcine pancreatic lipase Aspergillus niger lipase
Relative abundance (mol%) Butyric (C4:0)
Caproic (C6:0)
Caprylic (C8:0)
Capric (C10:0)
Lauric and higher (>C12:0)
32.8 44.4 48.1 36.7 10.7 13.5 8.4 43.1
11.3 15.2 8.6 8.9 3.1 8.2 2.1 18.9
7.1 7.6 14.2 4.8 Trace 10.2 Trace 20.2
11.8 12.3 9.3 10.7 Trace 8.7 Trace 17.5
33.6 21.5 19.8 39.0 86.5 60.0 89.1 Trace
Table 4 Examples of patents pertaining to the use of lipases in modifying butterfat in milk and cream Application
Patent reference
Year of issue
Modi®cation of fat in milk
US 1 966 460 US 2 638 418 US 3 469 933 US 2 531 329 US 2 794 743 JP 3187/70 UK 1 251 272 JP 72-45108 CD 912 905 US 3 469 993 US 2 965 492 US 3 072 488 US 3 100 153 UK 1 326 516 US 3 780 182 JP 3107/71
1939 1953 1969 1950 1957 1970 1971 1972 1971 1969 1960 1963 1963 1971 1973 1971
Enzyme modi®ed milk powder Lipolysed milk fat `buttery ¯avour'
Lipolysed `cultured cream ¯avours' Lipolysed `blue cheese ¯avours' Lipolysed `cheese-like ¯avours' `Yoghurt ¯avour'
Production of Modified Ingredients and Their Uses The general process for the manufacture of lipolysed products involves the following steps: 1. Preparation of the substrate (generally condensed milk, butteroil or cheese curd). 2. Preparation and standardization of the enzyme solution. 3. Placing the enzyme in contact with the substrate (enzyme addition). 4. Homogenization to facilitate emulsion formation and enhance activity. 5. Incubation to achieve desired conversion. 6. Enzyme inactivation with minimum loss of generated ¯avour volatiles. 7. Final product standardization, formulation and packaging. There are two main types of products that are produced by these processes, namely lipolysed cream and enzyme modi®ed cheese ¯avours.
Lipolysed Cream Products
Several patents have been issued on enzyme modi®ed milk fat composition for use in imparting or intensifying butter-like ¯avours in baked products and sauces (Table 4). Lipolysed creams were evaluated in bread along with commercial shortening, 3% butteroil, 2% butteroil 1% modi®ed butteroil, 1% butteroil 2% modi®ed butteroil, and 2% commercial shortening 1% modi®ed butteroil. The resulting breads were evaluated for ¯avour, colour, softness, appearance and internal structure by a panel of experienced judges. Experimental breads were slightly tenderer than the control and the ¯avour of breads containing modi®ed butteroil were judged to be superior. After 24 h storage control breads developed a stale ¯avour while experimental bread did not. It has been recommended that 35±40% replacement of shortening with modi®ed butteroil is optimal. Lipolysis of butteroil for such purposes should not use enzymes from Achromobacter lipolyticum, Penicillium roqueforti and Geotrichum
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Lipases
candidum in order to avoid soapy, musty ¯avours in bread. Kid and lamb pregastric esterases are also avoided because they impart a rancid ¯avour to bread. Lipolysed cream products are natural dairy ¯avours produced by treating fresh cream with lipase. Hydrolysis of milk fat liberates free fatty acids and the four short-chain fatty acids contribute to ¯avour volatiles. To control ¯avour development in the ®nished product, the lipolysed cream is heat processed to inactivate the added enzymes. The process of heating can generate secondary ¯avour compounds such as lactones. Sometimes lipolysed cream products are made by inoculating cream with Lactobacillus delbrueckii subsp. bulgaricus to develop acidity in the cream prior to lipolysis. Instead of cream, pure butteroil can also be used as a substrate. Butteroil is a solid at 25 � C (room temperature) and the lipolysed butteroil returns to this state when the reaction is terminated and the mixture is cooled. Lipolysed cream and lipolysed cultured cream products enhance ¯avours in confectionery, cheesecakes, sauces, dips, salad dressings, sweet doughs, soups and baked goods. For subtle ¯avour effects, the level of additions can be as low as 0.05±0.1% (w/w) and for a more pronounced effect 0.1±0.5% (w/w) levels may be used. Partially lipolysed butteroils are used in oils, fats, cereals, snacks and baked goods. For example the oils used to pop corn or the oil used to cover popped corn may contain 0.05±1.0% of lipolysed butteroil. Cheese Flavours
Natural cheese is expensive and is replaced with enzyme-modi®ed cheese (concentrated cheese ¯avour) in many food formulations (see Cheese: EnzymeModi®ed Cheese). Cheese that has been enzymatically treated to enhance its ¯avour was ®rst introduced in the late 1960s. Enzyme-modi®ed cheeses (EMC) have a ¯avour that is markedly different from natural cheese ¯avour. EMC used in food recipes can be the sole source of ¯avour or impart a speci®c taste characteristic to a more bland-tasting cheese. EMC ¯avours include Parmigiano, Romano, Provolone, Gouda, Cheddar and Swiss. Another popular cheese ¯avour line is blue cheese ¯avour. The ¯avour of blue-vein cheese is derived from lipids and involves four major enzymatic processes wherein (1) free fatty acids are liberated from milk fat by lipases, (2) the free fatty acids are oxidized to b-keto acids, (3) the b-keto acids undergo decarboxylation to generate methyl ketones and (4) the methyl ketones are reduced to yield secondary alcohols.
917
Compared to Provolone, Romano and blue cheeses, Cheddar, Swiss, Edam and Gouda undergo very low levels of lipolysis. It has been claimed that the addition of rennet paste, pregastric esterase or gastric lipase improves the ¯avour of Cheddar cheese and several patents have been awarded for such applications. Acceleration of Cheddar cheese ripening by the addition of proteases and lipases has been reported in literature. It has been reported that the use of lipases in enzyme-modi®ed Cheddar cheese production could eliminate the need for extensive proteolysis. Generation of intense ¯avours by lipolysis requires less proteolysis by proteases, thereby minimizing the chances of producing bitter peptides and other undesirable ¯avour components resulting from extensive proteolysis. Several lipases derived from A. niger, Pseudomonas ¯uorescens, and from calf and porcine pancreas have been added to curd slurries. The free fatty acid pro®le of slurries containing Ps. ¯uorescens lipase was similar to that containing porcine pancreatic lipase; however, the ratio of free fatty acids was similar to the control slurry. These slurries developed good Cheddar ¯avour initially, but upon continued incubation developed lipolysed defects. From this study it appears that the ratios of free fatty acids as well as the concentrations of individual components of these acids determine the occurrence of lipolysed ¯avour defects in Cheddar cheese. It has been reported that Novo Nordisk used medium-aged Cheddar emulsi®ed in water and added Rhizomucor miehei lipase (Palatase). The mixture was incubated at 40 � C for periods of 12 h to 96 h in the presence of other enzymes. Heating to 66±72 � C for 4±8 min terminated the reaction and the resulting paste was spray-dried. The EMC produced in this manner had 5±20 times the ¯avour intensity of mild Cheddar cheese. The ¯avour of processed Cheddar cheese was not improved by the addition of lipolysed Edam cheese to the formulation. However, blending small quantities of lipolysed cheese with a bland cheese might result in a pronounced cheese ¯avour. In such experiments, cheeses with acid degree values of 2, 6 and 16 were formulated and it was speculated that an acid degree value of 3 might have resulted in a better cheese ¯avour. A Gouda type EMC was developed by chopping Gouda cheese, and adding water, salt, cultures and enzymes. The enzymes tested were kid±lamb pregastric esterase, kid pregastric esterase, lamb pregastric esterase and calf pregastric esterase. A proteinase from P. camemberti was also used for the proteolysis of the casein. The pH of this reaction was reported to be 5.5 and the temperature was 30 � C
918
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Proteinases
for 10 days. To stop the reaction the mixture was heated to 80 � C. Two EMC products with differing moisture contents were successfully produced by this process.
Conclusions A number of key factors are involved in the production of enzyme-modi®ed lipid ingredients. Among these are the type and speci®cities of the enzymes used, nature of the substrates that the enzymes act on, the reaction conditions of time, temperature, pH, moisture content, presence of reaction aids (e.g. emulsi®ers, salts and precursors), the enzymeto-substrate ratio, and the processing steps used to prepare the substrates and to inactivate the enzyme. As the demand for convenience, nutrition and ¯avour in consumer foods increases, enzymemodi®ed ingredients will continue to ®nd greater use in such products. In nature, almost all ¯avours have an origin in enzyme reactions. Sometimes the ¯avour impact compounds are primary end products and some others are secondary or tertiary reaction products of chemical and enzymatic changes accorded to primary end products. Therefore, ¯avour is a dynamic system and in a state of ¯ux. Enzymatic modi®cation of milk fat accelerates the development of `aged' ¯avour in chronologically young cheeses and shows greater potential as demand by consumers for fast, convenient, nutritious foods increases. See also: Cheese: Biochemistry of Cheese Ripening; Enzyme-Modified Cheese. Lipids: General Characteristics; Lipolysis.
Further Reading Fox PF (1988±9) Acceleration of cheese ripening. Food Biotechnology 2: 133±185. Godfrey T and Hawkins D (1991) Enzymatic modi®cation of fats for ¯avor. European Food and Drink Review, Autumn: 103±107. Harper WJ (1957) Lipases used in the manufacture of Italian cheese. 2. Selective hydrolysis. Journal of Dairy Science 40: 964. Kilara A (1985) Enzyme modi®ed lipid food ingredients. Process Biochemistry 20(2): 33±43. Kilcawley KN, Wilkinson MG and Fox PF (1998) Enzyme modi®ed cheese. International Dairy Journal 8: 1±10. Shahani KM, Arnold RG, Kilara A and Dwivedi BK (1976) Role of microbial enzymes in the ¯avor development of foods. Biotechnology and Bioengineering 18: 891±907.
Proteinases R J FitzGerald, University of Limerick, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Exogenous proteinases currently ®nd several important applications in dairy technology. The hydrolytic capability of proteinases is exploited, for example, in the manufacture of cheese, in the acceleration of cheese ripening and in the production of enzyme-modi®ed cheeses. Furthermore, proteinases are used in the generation of milk protein hydrolysates with modi®ed functional properties and improved applications as ingredients in a range of dietetic products. On the other hand, the application of proteinases in the formation of high molecular mass complexes, the so-called `plastein reaction', may be an alternative approach to modify the functional properties and to expand the nutrition applications of milk proteins. A wide range of proteinase preparations is commercially available for the modi®cation of dairy proteins. Table 1 summarizes the main characteristics and primary sources of some of these activities. These proteinases are of animal, microbial and plant origin. The activities can be classi®ed on the basis of the pH range in which they operate effectively, i.e. into acidic, neutral or alkaline proteinases. The enzyme may be highly speci®c, as in the case of trypsin (EC 3.4.21.4), which cleaves peptide bonds at the Cterminal side of lysine and arginine residues. Alternatively, enzymes with broad speci®city, such as the neutral proteinase (EC 3.4.21.14) from Bacillus licheniformis, cleave peptide bonds within milk proteins in a relatively nonspeci®c manner. Furthermore, the main proteinases used in dairy processing can be classi®ed on the basis of their catalytic mechanism, i.e. serine, cysteine and aspartic proteinases, or metallo enzymes which require the presence of speci®c metal ions such as calcium or zinc for activity. This last property should not be overlooked when choosing proteinases for use in, for example, highly oxidizing environments or in the presence of heterogeneous systems containing metal chelating agents.
Rennet/Chymosin Coagulation of Milk The use of crude gastrointestinal proteinases preparations (rennets) in the coagulation of milk is one of the oldest, dating to 6000 BC, and presently one of the most important examples of exogenous proteinases in dairy technology (see Cheese: Rennet
918
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Proteinases
for 10 days. To stop the reaction the mixture was heated to 80 � C. Two EMC products with differing moisture contents were successfully produced by this process.
Conclusions A number of key factors are involved in the production of enzyme-modi®ed lipid ingredients. Among these are the type and speci®cities of the enzymes used, nature of the substrates that the enzymes act on, the reaction conditions of time, temperature, pH, moisture content, presence of reaction aids (e.g. emulsi®ers, salts and precursors), the enzymeto-substrate ratio, and the processing steps used to prepare the substrates and to inactivate the enzyme. As the demand for convenience, nutrition and ¯avour in consumer foods increases, enzymemodi®ed ingredients will continue to ®nd greater use in such products. In nature, almost all ¯avours have an origin in enzyme reactions. Sometimes the ¯avour impact compounds are primary end products and some others are secondary or tertiary reaction products of chemical and enzymatic changes accorded to primary end products. Therefore, ¯avour is a dynamic system and in a state of ¯ux. Enzymatic modi®cation of milk fat accelerates the development of `aged' ¯avour in chronologically young cheeses and shows greater potential as demand by consumers for fast, convenient, nutritious foods increases. See also: Cheese: Biochemistry of Cheese Ripening; Enzyme-Modified Cheese. Lipids: General Characteristics; Lipolysis.
Further Reading Fox PF (1988±9) Acceleration of cheese ripening. Food Biotechnology 2: 133±185. Godfrey T and Hawkins D (1991) Enzymatic modi®cation of fats for ¯avor. European Food and Drink Review, Autumn: 103±107. Harper WJ (1957) Lipases used in the manufacture of Italian cheese. 2. Selective hydrolysis. Journal of Dairy Science 40: 964. Kilara A (1985) Enzyme modi®ed lipid food ingredients. Process Biochemistry 20(2): 33±43. Kilcawley KN, Wilkinson MG and Fox PF (1998) Enzyme modi®ed cheese. International Dairy Journal 8: 1±10. Shahani KM, Arnold RG, Kilara A and Dwivedi BK (1976) Role of microbial enzymes in the ¯avor development of foods. Biotechnology and Bioengineering 18: 891±907.
Proteinases R J FitzGerald, University of Limerick, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Exogenous proteinases currently ®nd several important applications in dairy technology. The hydrolytic capability of proteinases is exploited, for example, in the manufacture of cheese, in the acceleration of cheese ripening and in the production of enzyme-modi®ed cheeses. Furthermore, proteinases are used in the generation of milk protein hydrolysates with modi®ed functional properties and improved applications as ingredients in a range of dietetic products. On the other hand, the application of proteinases in the formation of high molecular mass complexes, the so-called `plastein reaction', may be an alternative approach to modify the functional properties and to expand the nutrition applications of milk proteins. A wide range of proteinase preparations is commercially available for the modi®cation of dairy proteins. Table 1 summarizes the main characteristics and primary sources of some of these activities. These proteinases are of animal, microbial and plant origin. The activities can be classi®ed on the basis of the pH range in which they operate effectively, i.e. into acidic, neutral or alkaline proteinases. The enzyme may be highly speci®c, as in the case of trypsin (EC 3.4.21.4), which cleaves peptide bonds at the Cterminal side of lysine and arginine residues. Alternatively, enzymes with broad speci®city, such as the neutral proteinase (EC 3.4.21.14) from Bacillus licheniformis, cleave peptide bonds within milk proteins in a relatively nonspeci®c manner. Furthermore, the main proteinases used in dairy processing can be classi®ed on the basis of their catalytic mechanism, i.e. serine, cysteine and aspartic proteinases, or metallo enzymes which require the presence of speci®c metal ions such as calcium or zinc for activity. This last property should not be overlooked when choosing proteinases for use in, for example, highly oxidizing environments or in the presence of heterogeneous systems containing metal chelating agents.
Rennet/Chymosin Coagulation of Milk The use of crude gastrointestinal proteinases preparations (rennets) in the coagulation of milk is one of the oldest, dating to 6000 BC, and presently one of the most important examples of exogenous proteinases in dairy technology (see Cheese: Rennet
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Proteinases
919
Table 1 Characteristics of some animal, microbial and plant proteinases Enzyme
Speci®city
Type
pH range
Main source(s)
Animal Pepsin Chymosin Trypsin Chymotrypsin Elastase
Phe±, Leu± Phe±Met Arg±, Lys± Tyr±, Trp±, Phe±, Leu± Leu±, Ala±, Val±, Ile±
Aspartic Aspartic Serine Serine Serine
1±4 3±6 6±9 6±9 6±8
Bovine and porcine gastric mucosa Calf, goat and lamb stomach Bovine and porcine pancreas Bovine and porcine pancreas Bovine and porcine pancreas
Microbial Bacterial neutral Bacterial neutral Bacterial neutral Bacterial alkaline Bacterial alkaline Fungal acid Fungal acid Fungal acid Fungal acid Fungal acid Fungal alkaline Fungal alkaline Fungal alkaline
±Phe, ±Leu, ±Val broad broad Ile±Phe, Leu±Val broad pepsin-like His±Leu, Phe±Phe pepsin-like chymosin-like chymosin-like broad Phe±Tyr Leu±Tyr
Metallo Serine Serine Metallo Serine Aspartic Aspartic Aspartic Aspartic Aspartic Aspartic Aspartic Metallo
6±8 6±9 7±10 7±9 7±11 2±5 2±5 4±6 3±7 3±7 6±9 6±9 6±9
Bacillus subtilis, Bac. amyloliquefaciens Bac. subtilis Bac. licheniformis Bac. thermo-proteolyticus Bacillus spp. Aspergillus niger A. niger Rhizopus spp. Cryphonetria parasitica Rhizomucor miehei A. oryzae A. oryzae A. oryzae
Plant Ficin Papain Bromelain
Broad, Lys±, Ala, Tyr±, Gly± Broad, Arg±, Lys±, Phe± Lys±, Ala±, Tyr±, Gly±
Cysteine Cysteine Cysteine
5±8 5±9 5±8
Figs Papaya fruit Pineapple fruit and stem
Adapted from Godfrey and West (1996) and Uhlig (1998).
Coagulation of Milk). The enzymatic coagulation and dehydration (in the case of rennet casein), and subsequent fermentation of milk (during cheesemaking) represents a viable means of increasing the shelf-life of a highly perishable commodity. Traditionally, rennets derived from calves, kids and lambs have been used; however, buffalo and camel calf rennets in addition to plant rennets have also been used as milk-coagulating agents. The principal proteinase in the rennet of young mammals is chymosin (EC 3.4.23.4) which is replaced by pepsin (EC 3.4.23.1±3) as the animal matures. Coagulation of the casein component in milk is a two-step process involving hydrolysis by chymosin of the Phe105±Met106 bond in bovine k-casein, followed by coagulation and gelation of casein in the presence of Ca2 at temperatures >20 � C. Hydrolysis of k-casein results in the formation of para-k-casein (f1±105) which precipitates with the casein curd and glycomacropeptide (f106±169), which remains soluble and partitions into the whey during cheesemaking. The substrate speci®city and factors affecting the activity of calf chymosin have been reviewed extensively elsewhere. It is worth noting that amino acid residues in close proximity to Phe105±Met106 play a central role in the speci®city of chymosin. As expected, factors
such as pH, ionic strength, temperature, degree of k-casein glycosylation, preheat treatment of milk and high-pressure treatment all affect chymosin hydrolysis of k-casein in the primary step of coagulation. The other caseins, i.e. aS1-, aS2- and b-casein are not hydrolysed during coagulation. However, residual chymosin remaining in the casein curd after whey drainage may subsequently hydrolyse aS1- and b-casein during cheese ripening. Para-casein, k-casein and aS2-casein appear to be relatively resistant to secondary proteolysis by chymosin during cheese ripening. The extent of secondary proteolysis of aS1-casein, for example, which is highly sensitive to pH and ionic strength, may depend on the environmental conditions found in a particular cheese variety. Inadequate supplies of calf rennet led to the search for viable rennet substitutes. Successful rennet substitutes are mainly from the following six sources: bovine, porcine and chicken pepsins, and acid proteinases from Rhizomucor miehei, Rm. pusillus and Cryphonectria parasitica. Furthermore, blends of bovine pepsin and calf rennet, and calf and fungal rennet have been used successfully in the manufacture of cheese. Bovine pepsin has a proteolytic speci®city similar to chymosin and results in acceptable cheese yield and quality. Since the activity of porcine pepsin
920
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Proteinases
is highly sensitive to pH values above 6.6 and is subject to thermal inactivation, it is not generally used in cheesemaking. While the proteolytic speci®city of the microbial rennets is different from calf chymosin, they generally give satisfactory results as coagulating agents for most cheese varieties. The proteinase of Cryphonectria parasitica, for example, cleaves k-casein at Ser104±Phe105. In general, all the above rennet substitutes have greater proteolytic activity in relation to their milk-clotting activity than calf chymosin, resulting in lower cheese yields due to higher levels of protein in the cheese whey and higher levels of bitterness due to extensive proteolysis of the caseins. The selection of viable calf rennet substitutes requires proteinase preparations possessing high ratios of milk-clotting activity to general proteolysis. Excessive proteolysis may result in decreased cheese yield, defective texture and a bitter ¯avour. However, apart from the six rennet substitute sources listed above, examples of other milkcoagulating activities such as proteinases from vegetable sources and ®sh stomach mucosa exist. Some traditional Spanish and Portuguese ewes' milk cheeses are coagulated using vegetable rennets or cyprosins, i.e. aspartyl proteinases extracted from dried ¯owers of the wild thistle (cardoon thistle; Cynara cardunulus). The gene for calf prochymosin has been successfully cloned into Escherichia coli, Kluyveromyces marxianus var. lactis, Aspergillus niger var. awamori, Saccharomyces cerevisiae and Trichoderma reesei. Cheese made using recombinant chymosins has received regulatory approval and these rennets are currently used extensively in most of the major cheese-producing countries internationally. Three recombinant chymosin products are commercially available: Maxiren, generated in K. marxianus var. lactis (DSM Food Specialties, The Netherlands); Chymogen, generated in A. niger (Chr. Hansen's, Denmark) and Chymax generated in E. coli (P®zer, USA). A number of studies with Cheddar cheese, for example, have demonstrated that recombinant microbial chymosin yields a product very similar to that obtained using calf rennet. Given that calf rennet contains low levels of pepsin, some recombinant chymosin manufacturers include small amounts of bovine pepsin in their products in order to mimic calf rennet. More recently the gene for Rm. miehei proteinase has been cloned and expressed in A. oryzae (Novo Nordisk A/S, Denmark). This new product (Marzyme GM) is claimed to be free from other proteinases and peptidases which are present in fungal rennets and therefore may give better cheese yields due to a more favourable milk coagulating to proteolytic activity ratio.
Accelerated Cheese Ripening The process of ripening or maturation of fresh curd to develop the characteristic ¯avour and texture of a given cheese variety requires a complex series of enzymatic events mainly involving glycolysis, lipolysis and proteolysis. While some cheeses such as Mozzarella can be ripened in 3 weeks, it can take up to 2 or more years to obtain the characteristic ¯avour and texture of Parmigiano and extra mature Cheddar cheese. Therefore, cheese ripening is a very costly process requiring dedicated controlledatmosphere storage rooms. It has been estimated that ripening of cheese may cost US$100 tÿ1 per month. Therefore, much effort has been dedicated to the development of cost-ef®cient strategies for the accelerated ripening of cheese. The metabolism of residual lactose in cheese curd is generally complete within a few weeks of manufacture. Blue cheese varieties, which require extensive lipolysis, are generally ripened within 4 months of manufacture. However, the ripening of cheese can be a much more time-consuming process. Proteolysis directly contributes to cheese ¯avour by releasing peptides and amino acids which are precursors for the generation of sapid compounds. Proteolysis is probably the most important biochemical event contributing to cheese ¯avour and texture and appears to be the rate-limiting event in the ripening of most cheese varieties apart from some hard Italian type cheeses where lipolysis is also a signi®cant contributor to ¯avour. There are many potential sources of proteolytic activity during cheese ripening, including residual rennet coagulant, indigenous plasmin and cathepsin D and proteinases from starter and non-starter organisms. Many studies in accelerated ripening have therefore concentrated on the introduction of higher levels of proteinases from the above sources. Increasing the level of chymosin during cheese manufacture, however, does not appear to accelerate ripening and may in some instances lead to increased bitterness. Experiments with exogenous plasmin indicate that ripening may be accelerated, but plasmin is very expensive and this is currently not a cost-effective option. Preliminary experiments with the addition of trypsin, which has a proteolytic speci®city similar to plasmin, suggest that it may enhance the rate of ripening. However, tryptic peptides produced from casein are extremely bitter. The addition of neutral proteinases from Bacillus subtilis has been shown to accelerate proteolysis in cheese and presently cocktails containing `neutrases', along with peptidases (in the form of crude cell-free extracts from starter bacteria) and, in some cases,
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Proteinases
lipases are commercially available for the accelerated ripening of cheese. Peptidases are included for their debittering capabilities. However, the addition of exogenous proteinases to cheesemilk as a potential means of accelerating ripening is fraught with several dif®culties. These include the loss of activity in the cheese whey, although plasmin is an exception in that it binds to casein micelles and partitions with the casein curd during cheese manufacture. The presence of exogenous proteinases in cheese whey may lead to degradation of whey protein and, if heat inactivation steps are used to inactivate the proteinases, consideration needs to be given to the potential for heat-induced denaturation of the whey proteins leading to diminished functionality. Excessive proteolysis as a result of the addition of exogenous proteinases to cheesemilk may contribute to decreased cheese yield and the development of off¯avours. The addition of exogenous proteinases to milled cheese chips has also been considered. However, uneven mixing of the proteinases may result in `hot spots' and lead to excessive localized proteolysis and associated off-¯avours. Attempts to overcome these problems by encapsulation of proteinases have been made. For example, an encapsulated proteinase from Micrococcus casolyticus has been used in accelerating ripening of Saint Paulin cheese and `neutrase' encapsulated in egg phosphatidylcholine or soya bean lecithin was also reported to accelerate cheese ripening signi®cantly. However, the ef®ciency of the enzyme encapsulation process is low, and at present, encapsulation is not a cost-effective option. Many studies have been carried out on the use of cell-free extracts of various starter and non-starter bacteria as an approach to accelerate cheese ripening. These extracts contain cell envelope-associated proteinases which may degrade the caseins during cheese ripening. While cell-free extracts from Lactobacillus lactis, Lb. helveticus, Lb. delbrueckii subsp. bulgaricus and Lactococcus lactis, when added to cheesemilk, accelerate the production of soluble nitrogen, the cheeses are generally bitter. These cellfree extracts also contain high levels of aminopeptidase activities which contribute to the generation of high levels of free amino acids. The Accelase preparation marketed by Rhodia (DargeÂ-Saint Romain, France, formerly Imperial Biotechnology Ltd), for example, contains a cocktail of endo- and exopeptidases for the breakdown of caseins to nonbitter peptides, savoury enhancers, ¯avorgenic amino acids, lipases and unnamed ¯avour enzymes. The use of Accelase is claimed to reduce the time required to generate a mature Cheddar
921
cheese ¯avour by half (see Cheese: Accelerated Cheese Ripening).
Enzyme-Modified Cheese Most major suppliers of dairy ingredients and food ¯avours have enzyme-modi®ed cheese (EMC) product lines (see Cheese: Enzyme-Modi®ed Cheese). EMCs are used mainly to impart ¯avour to processed cheese, cheese-¯avoured snack foods and cheese dips. While the exact details of speci®c EMC production protocols are generally proprietary information, a typical production protocol involves homogenization of fresh curd or young cheese, pasteurization, addition of an enzyme cocktail containing proteinase activity and possibly bacterial cultures followed by incubation. After incubation, the mixture is repasteurized and then spray-dried or marketed as a paste. Using an appropriate cocktail of proteinases, peptidases, lipases and, in some instances, bacterial cultures, it is possible to obtain EMCs after 2±4 days incubation of cheese slurries which have ¯avour intensities 20±50 times that of an equivalent weight of conventionally ripened cheese. Several commercially available enzyme cocktails are available for the production of EMC which have, for example, intense Cheddar, blue, Swiss and Romano ¯avours. Patented procedures for the generation of EMC ¯avourings currently exploit microbial (neutral proteinases) and/or plant-derived proteinases (bromelain) in the hydrolysis of milk proteins.
Milk Protein Hydrolysates Milk proteins are used as ingredients in a wide range of formulated foods. Partial enzymatic hydrolysis with proteinases of animal, plant and microbial origin has been used to modify the functional and nutritional/antinutritional properties of milk proteins. This arises from the fact that hydrolysis results in an increase in the amount of NH 3 and -COOÿ groups, a decrease in molecular mass and in a disruption of the folded structure of proteins. The magnitude of these changes is dependent on the extent of hydrolysis. Complete hydrolysis, which is not possible theoretically using a single proteinase activity, would yield a degree of hydrolysis (DH) value of 100%, i.e. where an intact protein is digested to its constituent amino acid residues. In practice digestion with proteinases results in partial hydrolysis where typically values of up to 25% DH may be achieved. The DH of a given hydrolysate can be determined using a number of methods, including protocols which quantify release of amino groups
922
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Proteinases
using trinitrobenzene sulphonic acid, ninhydrin or orthophthaldialdehyde. Alternatively, the pH-stat method, which is used to maintain constant pH during an hydrolysis reaction, can also be used to quantify DH. The ®rst practical application of digestion using proteinases was probably in the preparation of predigested protein/nitrogen sources for individuals having speci®c metabolic disorders, such as cystic ®brosis. These patients suffer from de®ciencies in digestive enzymes which diminish their ability to absorb nitrogen as protein. Predigested milk proteins are also more rapidly absorbed from the gut, i.e. diand tripeptides are more readily absorbed than larger peptides or free amino acids. This fact is exploited in the development of nitrogen-forti®ed sports drinks. Digestion with proteinases can lead to signi®cant improvements in milk protein solubility. In general, for a given proteinase activity, solubility increases with increasing DH. For example, hydrolysis of sodium caseinate, which is highly insoluble at pH 4.6, results in signi®cant improvements in solubility at this pH. Lactalbumin, which is an insoluble heat- and acid-denatured whey protein product, can be readily solubilized by digestion with proteinases. In, general it is thought that good solubility is a requisite for good functionality. Digestion with proteinases may result in improvements in the emulsi®cation, foaming and gelation properties of milk proteins. The observed changes induced by hydrolysis in these functional properties depend not only on DH but also on pH, molecular sizes of the peptides, peptide hydrophobicity and the speci®city of the proteinase. Studies carried out to date mainly concentrate on hydrolysis with Alcalase and Neutrase which are proteinase activities derived from Bacillus. The emulsi®cation and foaming properties of caseins and whey proteins can be signi®cantly improved by digestion to very low DH values (1±3% DH). Extensive hydrolysis, as expected, results in a complete disappearance of the ability to form and stabilise emulsions and foams. Several studies have been made in Denmark using a Glu- and Aspspeci®c proteinase from Bacillus in the gelation of whey proteins. These studies, for example, show that partial hydrolysis of whey protein isolate (WPI) before thermal gelation improves gel strength and that hydrolysis of WPI at 40 or 50 � C results in gel formation without further heat treatment. Many recent attempts have been made to characterize the peptides involved in speci®c functionalities. One of the conclusions reached by Dutch workers was that amphipathic peptides (derived from plasmin hydrolysis of b-casein) exhibited improved
emulsion-forming properties compared to the intact protein. Digestion of caseins with proteinases can be exploited to reduce their viscosity and thus allow the achievement of higher total solids contents during evaporation prior to spray-drying. It is estimated that approximately 35% of infants and children suffer from atopic diseases and that early childhood allergies may predispose the development of atopic diseases in later life. Cows' milk protein allergy (CMPA) occurs in 2±3% of all infants within the ®rst year of life. The development of reduced or hypoallergenic formulae for infants displaying allergic reactions to cows' milk protein exploits digestion of milk proteins using proteinases to degrade potential allergenic sequences. A number of patented processes exist for the development of such formulae. In many instances, milk proteins (often preheat-treated) are hydrolysed with gastrointestinal or bacterial proteinases. The hydrolysates are then again heat-treated to inactivate enzyme activity and a membrane separation step through de®ned molecular mass cut-off membranes is incorporated to remove any residual intact milk proteins and large peptide fragments which may be capable of inducing an allergenic response on oral consumption. Signi®cant debate currently exists on the merits of using partially hydrolysed formulae (pHF) versus extensively hydrolysed formulae (eHF) in the prevention of CMPA. While eHF contain very low levels of residual allergenicity, the products taste very bitter and display no emulsion-forming properties. Moderate to pHF, on the other hand, may retain some functionality, not taste as bitter but, due to the presence of residual allergenic sequences, have the potential to induce oral tolerance following consumption. Evidence exists to suggest that cows' milk protein may act as a trigger for the development of insulindependent diabetes mellitus (IDDM) in susceptible individuals (see Diabetes Mellitus and Consumption of Milk and Dairy Products). Residues 126±144 (constituting the so-called `ABBOS' peptide) from the whey protein bovine serum albumin are potentially responsible for an autoimmune reaction directed against pancreatic islet cells. The inability of lactococcal cell envelope proteinase to degrade the major whey proteins has been exploited in conjunction with ultra®ltration to develop casein hydrolysates free of the ABBOS peptide. This represents an interesting strategy in the production of milk protein hydrolysates for the nutritional support of patients with speci®c needs. A signi®cant drawback during the production of milk protein hydrolysates, especially casein hydrolysates, is the development of bitterness. Bitterness has been attributed to the presence of peptides
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Proteinases
containing hydrophobic amino acid residues. Many strategies have been employed to reduce bitterness, including the use of general and prolinespeci®c aminopeptidases in conjunction with proteinases to degrade hydrophobic peptides further within hydrolysates. In addition to their primary function as a source of dietary nitrogen and essential amino acids, milk proteins contain within their primary structure peptide sequences having speci®c biological activity (see Milk Proteins: Bioactive Peptides). Peptides having mineral-binding, angiotensin-I-converting enzyme (ACE) inhibitory activity, antithrombotic, antibacterial, opioid and immunomodulatory activities have been reported. Many of these peptides are produced in vivo by the action of gastrointestinal proteinases. However, it is also possible to produce these biologically active peptides in vitro using foodgrade proteinase activities from different sources. A number of functional food ingredient products, for example, containing ACE-inhibitory and mineralbinding activities are currently on the market.
The Plastein Reaction The plastein reaction originally referred to the formation of gel-like or plastein-type structures on incubation of high concentrations of protein hydrolysates with proteinases. In general, optimal conditions for plastein synthesis require high substrate concentrations (20±40% w/v), hydrolysate peptide masses of approximately 1000 Da and pH in the range 4.0±7.0. Plastein formation has been reported on treatment of sodium caseinate with pepsin, chymotrypsin and papain. The mechanism of plastein formation does not appear to have been established satisfactorily with debate as to whether the reaction proceeds via condensation or transpeptidation. Furthermore, some reports indicate that plastein formation is mainly due to formation of aggregates through hydrophobic interaction with negligible formation of covalent bonds. Potential applications of the plastein reaction may arise in the gelation of caseins and skim milk powder, the debittering of milk protein hydrolysates, improvement in the amino acid pro®le of proteins through incorporation of limiting essential amino acids, improving the surfactant properties of proteins and modi®cation of the allergenic potential of milk protein hydrolysates. As an alternative to plastein formation, a recent study, with model systems, suggests that peptide synthesis during the course of in vitro proteolysis might be an approach to the generation of novel functional foods.
923
Conclusion Proteinases play a diverse role in dairy processing, ranging from the production and ripening of cheese to the generation of hydrolysed milk protein ingredients with modi®ed functional and nutritional properties. The discovery and production of new food-grade and innovative approaches to the application of existing proteinase activities should lead to the development of novel processes and products from milk proteins. See also: Cheese: Rennet Coagulation of Milk; Accelerated Cheese Ripening; Enzyme-Modified Cheese. Diabetes Mellitus and Consumption of Milk and Dairy Products. Flavours and OffFlavours in Dairy Foods. Milk Proteins: Bioactive Peptides; Functional Properties.
Further Reading Adler-Nissen J (1986) Enzymatic Hydrolysis of Food Proteins. New York: Elsevier Applied Science. Alting AC, Meijer RJGM and van Beresteijn ECH (1998) Selective hydrolysis of milk proteins to facilitate the elimination of the ABBOS epitope of bovine serum albumin and other immunoreactive epitopes. Journal of Food Protection 61(8): 1007±1012. AndreÂn A (1998) Milk clotting activity of various rennets and coagulants: background and information regarding IDF standards. Bulletin of the International Dairy Federation 332: 9±14. Andrews AT and Alichanidis E (1990) The plastein reaction revisited: evidence for a purely aggregation reaction mechanism. Food Chemistry 35: 243±261. Arai S and Fujimaki M (1991) Enzymatic modi®cation of proteins with special reference to improving their functional properties. In: Fox PF (ed.) Food Enzymology, vol. 2, pp. 83±141. New York: Elsevier Applied Science. Bouchier PJ, O'Cuinn G, Harrington D and FitzGerald RJ (2001) Debittering and hydrolysis of a tryptic hydrolysate of b-casein with puri®ed general and proline speci®c aminopeptidases from Lactococcus lactis subsp. cremoris AM2. Journal of Food Science 66(6): 816±820. FitzGerald RJ and Meisel H (2002) Milk protein hydrolysates and bioactive activity. In: Fox PF and McSweeney PLH (eds.) Advanced Dairy Chemistry: Proteins, 3rd edn. London: Kluwer. Fox PF, Guinee TP, Cogan TM and McSweeney PLH (2000) Fundamentals of Cheese Science. Gaithersburg: Aspen Publishers. Godfrey T (1996) Protein modi®cation. In: Godfrey T and West S (eds.) Industrial Enzymology, 2nd edn, pp. 301±325. London: Macmillan. Goepfert A, Lorenzen P-C and Schlimme E (1999). Peptide synthesis during in vitro proteolysis: transpeptidation or condensation? Nahrung 43(3): S211±212.
924
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Catalase
Kilcawley KN, Wilkinson MG and Fox PF (1998) Enzyme-modi®ed cheese. International Dairy Journal 8: 1±10. Mullally MM, O'Callaghan DM, FitzGerald RJ, Donnelly WJ and Dalton JP (1995) Role of zymogen activation during the isolation of pancreatic endoproteolytic preparations on some whey protein hydrolysate characteristics. Journal of Food Science 60(2): 227±233. Nielsen PM (1997) Functionality of protein hydrolysates. In: Damodaran S and Paraf A (eds.) Food Proteins and their Applications, pp. 443±472. New York: Marcel Dekker. Otte J, Limholt SB, Halkier T and Qvist KB (2000) Identi®cation of peptides in aggregates formed during hydrolysis of b-lactoglobulin B with a Glu and Asp speci®c microbial protease. Journal of Agricultural and Food Chemistry 48(6): 2443±2447. Smyth M and FitzGerald RJ (1998) Relationship between some characteristics of WPC hydrolysates and the enzyme complement in commercially available proteinase preparations. International Dairy Journal 8: 819±827. Uhlig H (1998) Industrial Enzymes and their Applications. New York: John Wiley.
Catalase, Glucose Oxidase and Glucose Isomerase N M Brennan and P L H McSweeney, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Adding enzymes to foods to create new and unique products is an age-old process. The most important application of exogenous enzymes in the dairy area is the rennet coagulation of milk. In comparison to rennets, other applications of exogenous enzymes in the dairy sector are relatively minor; principal amongst these enzymes are lipases and bgalactosidase (see Enzymes Exogenous to Milk in Dairy Technology: Beta-D-Galactosidase; Lipases). Other enzymes with limited applications in dairy processing include superoxide dismutase, sulphydryl oxidase, lysozyme, lactoperoxidase, catalase, glucose oxidase and glucose isomerase. Glucose oxidase and catalase are often used together in selected foods for preservation. This article will focus on the applications of catalase, glucose oxidase and glucose isomerase in the dairy sector.
Catalase Catalase (EC 1.11.1.6) is a tetrameric haemcontaining enzyme, present in the cells of all aerobic organisms, which catalyses the decomposition of hydrogen peroxide (H2O2) to water and oxygen: Catalase H2 O2 ! H2 O 12 O2 Preparations of commercial catalase are produced mainly by extraction from bovine liver and, in recent years, from Aspergillus niger and Micrococcus luteus. Sweet potatoes are also a good source of catalase. Catalase has increasing potential uses in the food, dairy, textile, wood pulp and paper industries. In regions lacking refrigeration, H2O2 is used for the cold-sterilization of milk; its use is permitted in the Unites States for the treatment of cheesemilk. The Food and Drug Administration (FDA) permits the use of H2O2 in products such as cheese, milk, eggs and whey, but stipulates that residual H2O2 must be removed from the product by appropriate physical or chemical means. While the FDA does not actually de®ne a method for the removal of residual H2O2, many of the regulations dealing with speci®c products suggest the use of catalase. The use of catalase is more cost-effective and environmentally friendly than chemical methods for reducing H2O2. Hydrogen peroxide may be decomposed slowly by the indigenous catalase of raw milk. However the amount of catalase in milk is not suf®ciently high to ensure complete destruction of added H2O2. Catalase is added to avoid a high oxidation/reduction potential caused by the presence of residual H2O2, which also interferes with the active growth of starter organisms in fermented dairy products. In developing regions, milk is treated with H2O2 at ambient temperature and excess H2O2 is reduced by catalase or by chemical interaction with milk proteins to which it causes some physicochemical changes, principally by the oxidation of methionine, with adverse effects on cheese quality. These side effects can be reduced by short exposure of H2O2 to �65 � C, after which the residual H2O2 can be reduced by the addition of commercially available catalase. Another use of catalase is in the preservation of milk is its use as a component of the lactoperoxidase (LP)-hydrogen peroxide-thiocyanate system in which a low level of hydrogen peroxide is required to enhance the antibacterial activity of LP in milk. The addition of small amounts of thiocyanate (15 mg kgÿ1) and hydrogen peroxide (8.5 mg kgÿ1) to milk activates the natural lactoperoxidases in milk. With good sanitary practice, the LP system is
924
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Catalase
Kilcawley KN, Wilkinson MG and Fox PF (1998) Enzyme-modi®ed cheese. International Dairy Journal 8: 1±10. Mullally MM, O'Callaghan DM, FitzGerald RJ, Donnelly WJ and Dalton JP (1995) Role of zymogen activation during the isolation of pancreatic endoproteolytic preparations on some whey protein hydrolysate characteristics. Journal of Food Science 60(2): 227±233. Nielsen PM (1997) Functionality of protein hydrolysates. In: Damodaran S and Paraf A (eds.) Food Proteins and their Applications, pp. 443±472. New York: Marcel Dekker. Otte J, Limholt SB, Halkier T and Qvist KB (2000) Identi®cation of peptides in aggregates formed during hydrolysis of b-lactoglobulin B with a Glu and Asp speci®c microbial protease. Journal of Agricultural and Food Chemistry 48(6): 2443±2447. Smyth M and FitzGerald RJ (1998) Relationship between some characteristics of WPC hydrolysates and the enzyme complement in commercially available proteinase preparations. International Dairy Journal 8: 819±827. Uhlig H (1998) Industrial Enzymes and their Applications. New York: John Wiley.
Catalase, Glucose Oxidase and Glucose Isomerase N M Brennan and P L H McSweeney, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Adding enzymes to foods to create new and unique products is an age-old process. The most important application of exogenous enzymes in the dairy area is the rennet coagulation of milk. In comparison to rennets, other applications of exogenous enzymes in the dairy sector are relatively minor; principal amongst these enzymes are lipases and bgalactosidase (see Enzymes Exogenous to Milk in Dairy Technology: Beta-D-Galactosidase; Lipases). Other enzymes with limited applications in dairy processing include superoxide dismutase, sulphydryl oxidase, lysozyme, lactoperoxidase, catalase, glucose oxidase and glucose isomerase. Glucose oxidase and catalase are often used together in selected foods for preservation. This article will focus on the applications of catalase, glucose oxidase and glucose isomerase in the dairy sector.
Catalase Catalase (EC 1.11.1.6) is a tetrameric haemcontaining enzyme, present in the cells of all aerobic organisms, which catalyses the decomposition of hydrogen peroxide (H2O2) to water and oxygen: Catalase H2 O2 ! H2 O 12 O2 Preparations of commercial catalase are produced mainly by extraction from bovine liver and, in recent years, from Aspergillus niger and Micrococcus luteus. Sweet potatoes are also a good source of catalase. Catalase has increasing potential uses in the food, dairy, textile, wood pulp and paper industries. In regions lacking refrigeration, H2O2 is used for the cold-sterilization of milk; its use is permitted in the Unites States for the treatment of cheesemilk. The Food and Drug Administration (FDA) permits the use of H2O2 in products such as cheese, milk, eggs and whey, but stipulates that residual H2O2 must be removed from the product by appropriate physical or chemical means. While the FDA does not actually de®ne a method for the removal of residual H2O2, many of the regulations dealing with speci®c products suggest the use of catalase. The use of catalase is more cost-effective and environmentally friendly than chemical methods for reducing H2O2. Hydrogen peroxide may be decomposed slowly by the indigenous catalase of raw milk. However the amount of catalase in milk is not suf®ciently high to ensure complete destruction of added H2O2. Catalase is added to avoid a high oxidation/reduction potential caused by the presence of residual H2O2, which also interferes with the active growth of starter organisms in fermented dairy products. In developing regions, milk is treated with H2O2 at ambient temperature and excess H2O2 is reduced by catalase or by chemical interaction with milk proteins to which it causes some physicochemical changes, principally by the oxidation of methionine, with adverse effects on cheese quality. These side effects can be reduced by short exposure of H2O2 to �65 � C, after which the residual H2O2 can be reduced by the addition of commercially available catalase. Another use of catalase is in the preservation of milk is its use as a component of the lactoperoxidase (LP)-hydrogen peroxide-thiocyanate system in which a low level of hydrogen peroxide is required to enhance the antibacterial activity of LP in milk. The addition of small amounts of thiocyanate (15 mg kgÿ1) and hydrogen peroxide (8.5 mg kgÿ1) to milk activates the natural lactoperoxidases in milk. With good sanitary practice, the LP system is
ENZYMES EXOGENOUS TO MILK IN DAIRY TECHNOLOGY/Catalase
applicable in providing a simple and cheap method of preventing spoilage of raw milk during collection and storage in tropical regions. Catalase can be used to degrade excess H2O2. There has also been interest in the use of immobilized catalase for the sterilization of milk using H2O2. Although catalase may be immobilized readily, a major disadvantage of this system is that catalase is inactivated rapidly on exposure to H2O2. Catalase is used frequently together with glucose oxidase in many applications of the latter (see below).
Glucose Oxidase Glucose oxidase (GO) (E.C. 1.1.3.4), a ¯avoenzyme, catalyses the oxidation of b-D-glucose to gluconic acid (via gluconic acid-d-lactone) according to the following reactions: Glucose
GO
Gluconic acid-δ-lactone + FADH2 Lactonase or spontaneous
O2 GO FAD + H2O2
Gluconic acid H2O + 12 O2
The H2O2 produced is normally reduced by catalase present as a contaminant in commercial preparations of GO or by deliberately added catalase. Since its discovery as an `antibiotic' (its antimicrobial activity was shown subsequently to be due to the formation of H2O2), there has been an interest in GO, chie¯y because of its use in an enzyme assay for glucose. However, exogenous GO has not lived up to its promise in the food industry. GO has a number of potential uses in food processing. Removal of Trace Levels of Glucose
Egg white is used as a foaming agent in the manufacture of confectionery and cakes. Dehydrated egg white contains trace amounts of glucose, which can cause the food to turn brown due to the Maillard reaction when stored for signi®cant periods of time. The addition of GO to degrade trace levels of glucose prior to dehydration can greatly improve the quality of egg whites, although alternatives to the use of this enzyme exist (e.g. using yeast fermentation). Removal of Trace Levels of Oxygen
Trace amounts of oxygen can cause loss of ¯avour, discoloration and/or oxidation of ascorbic acid. GO has been used to remove trace levels of O2 from
925
products including lemon juice, beer, soya beans and soya milk and potato chips and to remove O2 from the headspace above canned or bottled products. The addition of GO and xylanase during bread processing may greatly improve the quality and structure as well as the appearance of the bread. The oxidation of oil or fat is inhibited if the O2 in the upper space of the meat is removed by treatment with GO and superoxide dismutase. Chemical reducing agents may be used as oxygen scavengers but the use of enzymes such as GO are preferred treatments. GO has been proposed as an antioxidant in high-fat foods such as mayonnaise, butter and whole-milk powder, but it does not appear to be used widely possibly due to the cheap cost of chemical antioxidants (if permitted). Generation of H2O2 in Situ
The H2O2 generated by GO has bactericidal properties and these properties can be effectively exploited as a component of the lactoperoxidase±H2O2± thiocyanate system. Production of Acid in Situ
Direct acidi®cation of dairy products is performed by the addition of preformed acid or an acidogen (usually gluconic acid-d-lactone) or by a combination of acid and acidogen. The action of glucose oxidase on glucose may also be used to produce acid in situ. One suggested application of GO is in the replacement of slow-growing Streptococcus thermophilus in yoghurt manufacture. GO can be used in conjunction with b-galactosidase and H2O2 to substitute for Sc. thermophilus and to reduce the initial pH of milk at which point Lactobacillus delbrueckii subsp. bulgaricus was added. Other Uses
Fructose syrup without glucose can be produced from invert sugar using GO. Packaging materials impregnated with GO and glucose are capable of consuming oxygen and thus prevent the oxidation and decay of lipid-containing foods and the growth of microorganisms.
Glucose Isomerase Glucose isomerase (D-glucose ketoisomerase; GI) catalyses the isomerization of glucose to fructose: Glucose isomerase ! Fructose Glucose The major application of GI in the food industry is in the production of high-fructose syrups (e.g. high
926
ENZYMES INDIGENOUS TO MILK/Lipases and Esterases
fructose corn syrup; HFCS) for use as sweeteners. The production of HFCS is possibly the largest industrial use of immobilized enzymes. Immobilized GI used in the production of HFCS are isolated from various bacterial sources. A potential use of GI is in the production of high fructose syrups from whey following hydrolysis of lactose by b-galactosidase, but we are not aware of any commercial application of this process. See also: Enzymes Exogenous to Milk in Dairy Technology: Beta-D-Galactosidase; Lipases; Proteinases. Food Additives: Legislation.
Further Reading Fox PF (ed.) (1991) Food Enzymology, vols. 1 and 2. London: Elsevier Applied Science. Fox PF and McSweeney PLH (eds.) (1998) Dairy Chemistry and Biochemistry. London: Blackie Academic and Professional. Nagodawithana T and Reed G (eds.) (1993) Enzymes in Food Processing, 3rd edn. San Diego: Academic Press. Tahajod AS and Rand AG (1993) Bioprocess combinations for manufactured cultured dairy products. Cultured Dairy Products Journal 28: 1, 10, 12±14.
ENZYMES INDIGENOUS TO MILK Contents
Lipases and Esterases Plasmin System in Milk Phosphatases Lactoperoxidase Xanthine Oxidase Other Enzymes
Lipases and Esterases Shakeel-ur-Rehman and N Y Farkye, California Polytechnic State University, San Luis Obispo, CA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Lipases and esterases are hydrolases (EC. 3.1.1.±). Esterases prefer soluble over emulsi®ed substrates, a property that is used to distinguish esterases from lipases. Lipases hydrolyse ester bonds in emulsi®ed esters at a water±oil interface, although some have limited activity on soluble esters. Three types of esterases have been reported in milk, namely: A-type carboxylic ester hydrolase (arylesterase; EC 3.1.1.2);
B-type esterase (glycerol tricarboxyl esterase, aliphatic esterase, lipase; EC 3.1.1.3); and C-type esterase (cholinesterase; EC 3.1.1.7; EC 3.1.1.8). A-type carboxylic esterases hydrolyse aromatic esters, e.g. phenylacetate, but do not hydrolyse tributyrin. B-type esterases hydrolyse aliphatic esters rapidly and aromatic esters very slowly, and are inhibited by organophosphates. C-type esterases are active on choline esters. They also hydrolyse some aromatic and aliphatic esters slowly and are also inhibited by organophosphates. The ratio of A:B:C esterase activities in normal milk is 3:10:1. Milk from cows with mastistis contains a higher level of A-type esterase activity than B- and C-type esterases. A- and C-type esterases seem to have no signi®cant technological importance in milk. Milk lipase is a lipoprotein lipase (LPL). It occurs at the endothelial surfaces of blood vessels where it
926
ENZYMES INDIGENOUS TO MILK/Lipases and Esterases
fructose corn syrup; HFCS) for use as sweeteners. The production of HFCS is possibly the largest industrial use of immobilized enzymes. Immobilized GI used in the production of HFCS are isolated from various bacterial sources. A potential use of GI is in the production of high fructose syrups from whey following hydrolysis of lactose by b-galactosidase, but we are not aware of any commercial application of this process. See also: Enzymes Exogenous to Milk in Dairy Technology: Beta-D-Galactosidase; Lipases; Proteinases. Food Additives: Legislation.
Further Reading Fox PF (ed.) (1991) Food Enzymology, vols. 1 and 2. London: Elsevier Applied Science. Fox PF and McSweeney PLH (eds.) (1998) Dairy Chemistry and Biochemistry. London: Blackie Academic and Professional. Nagodawithana T and Reed G (eds.) (1993) Enzymes in Food Processing, 3rd edn. San Diego: Academic Press. Tahajod AS and Rand AG (1993) Bioprocess combinations for manufactured cultured dairy products. Cultured Dairy Products Journal 28: 1, 10, 12±14.
ENZYMES INDIGENOUS TO MILK Contents
Lipases and Esterases Plasmin System in Milk Phosphatases Lactoperoxidase Xanthine Oxidase Other Enzymes
Lipases and Esterases Shakeel-ur-Rehman and N Y Farkye, California Polytechnic State University, San Luis Obispo, CA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Lipases and esterases are hydrolases (EC. 3.1.1.±). Esterases prefer soluble over emulsi®ed substrates, a property that is used to distinguish esterases from lipases. Lipases hydrolyse ester bonds in emulsi®ed esters at a water±oil interface, although some have limited activity on soluble esters. Three types of esterases have been reported in milk, namely: A-type carboxylic ester hydrolase (arylesterase; EC 3.1.1.2);
B-type esterase (glycerol tricarboxyl esterase, aliphatic esterase, lipase; EC 3.1.1.3); and C-type esterase (cholinesterase; EC 3.1.1.7; EC 3.1.1.8). A-type carboxylic esterases hydrolyse aromatic esters, e.g. phenylacetate, but do not hydrolyse tributyrin. B-type esterases hydrolyse aliphatic esters rapidly and aromatic esters very slowly, and are inhibited by organophosphates. C-type esterases are active on choline esters. They also hydrolyse some aromatic and aliphatic esters slowly and are also inhibited by organophosphates. The ratio of A:B:C esterase activities in normal milk is 3:10:1. Milk from cows with mastistis contains a higher level of A-type esterase activity than B- and C-type esterases. A- and C-type esterases seem to have no signi®cant technological importance in milk. Milk lipase is a lipoprotein lipase (LPL). It occurs at the endothelial surfaces of blood vessels where it
ENZYMES INDIGENOUS TO MILK/Lipases and Esterases 927
hydrolyses triglycerides of blood lipoproteins to liberate fatty acids. Milk LPL belongs to the family of lipases that catalyse steps in the digestion and transport of triglycerides. Mammalian milk contains varying concentrations of LPL: bovine milk contains �2 mg lÿ1, buffalo milk contains a similar concentration of LPL as bovine milk, but human milk contains less than 50% of the LPL concentration in bovine milk. Porcine milk contains four times the concentration of LPL present in bovine milk, while guinea pig milk contains 20±50 times as much which represents 0.1% of total protein. The concentration of LPL in ewes' milk decreases during lactation but it increases in bovine, goat and guinea pig milk. LPL has an important role in milk production in the mammary gland. LPL activity in the mammary gland is low before and during pregnancy; it increases shortly before parturition and remains high throughout lactation. The reverse occurs in adipose tissue. Changes in the activity of LPL in the mammary gland and adipose tissue result in the transfer of blood triglycerides to the mammary gland for the synthesis of milk lipids. Fatty acids generated in human milk by the action of LPL are reported to have a powerful antiparasitic function.
Origin, Isolation and Characterization The importance of LPL in milk is well known because of its role in the development of hydrolytic rancidity in milk and milk products. LPL is synthesized in mammary gland secretory cells. Most of it is transported to capillary endothelium where it hydrolyses the circulating triglycerides of lipoprotein complexes to free fatty acids (FFAs) and monoglycerides. These free fatty acids and monoglycerides are absorbed by the mammary gland and used for milk fat synthesis. Milk LPL is similar to the LPL in mammary gland, suggesting that it may be transferred to milk from the mammary gland. In bovine and guinea pig milks, about 80% of the LPL is associated with the casein micelles by electrostatic bonding between negatively charged phosphates on the caseins and positively charged amino acid residues in the `heparin'-binding sites of the LPL. The distribution of LPL between the skim milk (casein) and the cream (fat) phases of milk is variable between species. Most of the bovine LPL is in the skim milk fraction, some is in the soluble form and a small amount is associated with the milk fat globule membrane (MFGM). In human milk, most of the LPL is associated with the milk fat globules. In buffalo milk, about 23% of LPL is in the cream phase and the rest is attached to casein micelles. In goats' milk, LPL
is distributed equally between the cream and serum phase and about 10% is attached to caseins. The differences between goat and bovine milk in the distributions of LPL are probably due to a smaller proportion of aS-casein in goats' milk compared to bovine milk. Cooling or freezing of bovine milk results in the transfer of LPL from the skim milk fraction to the milk fat globules. LPL can be dissociated from the casein micelles by treatment with dimethylformide, 1 mol lÿ1 NaCl or heparin. The lipase present in bovine colostrum is not bound to casein and is not activated by blood serum. Hence, colostral lipase can be classi®ed as a triacylglycerol lipase, but it has no apparant homology to the bile salt-stimulated lipase in human milk. The lipolytic activities of colostrum and skim milk, measured on a tributyrin emulsion at pH 8.5 and 37 � C, are about 200 and 600 mmol minÿ1 lÿ1, respectively. The ®rst step in the isolation of LPL from milk involves absorption onto heparin-agarose. The complex is then washed with 0.7±0.9 mol lÿ1 NaCl and LPL is eluted from the complex by 1.5±2 mol lÿ1 NaCl. An alternative melthod reported for the puri®cation of LPL involves addition of a lipid emulsion to skim milk and collection of the lipid± LPL complex by centrifugation. Further puri®cation is achieved by the adsorption of the crude LPL complex to heparin-agarose, followed by gradient elution with NaCl. Lipoprotein lipase is a glycoprotein (containing 8.3% carbohydrate). It is optimally active at pH 9.2 and 37 � C, and has a native molecular mass of 100 kDa. Blood serum albumin and Ca2 are activators of LPL because they bind free fatty acids which inhibit LPL. Blood serum also contains a low molecular weight apoprotein cofactor that stimulates the activity of LPL by bringing the enzyme into contact with its substrate; the apoprotein cofactor helps LPL to act at an oil±water interface. Organophosphates are potent speci®c inhibitors of LPL. The Kcat for milk LPL under optimum conditions (pH 9.2 and 37 � C) is �3000 sÿ1. LPL is strongly inhibited by its products, e.g. long-chain fatty acids, which probably prevents milk from becoming rancid rapidly. LPL is also inhibited by 1 mol lÿ1 NaCl, pyrophosphate, protamine sulphate, apolipoproteins (CI and CIII) and polyanions. LPL is an unstable enzyme. It is inactivated by ultraviolet light, heat, acid and oxidizing agents; hence it is unstable in heated milk and when milk pH is reduced. In the mammary gland (at body temperature), LPL is inactivated slowly probably due to proteolysis, to give active and inactive LPL in milk. The inactive lipase has a lower af®nity for heparin-Sephadex and is therefore removed during
928
ENZYMES INDIGENOUS TO MILK/Lipases and Esterases
puri®cation. Human milk contains a bile salt-stimulated lipase, which plays a role in the digestion of milk fat in neonates. Ultracentrifugation and gel ®ltration studies show that active LPL from bovine milk is an elongated noncovalent dimer of two identical subunits. Studies using target analysis (radiation inactivation) also show that the enzyme remains dimeric when it is complexed with heparin or when it is bound to lipid without apolipoprotein. Each subunit contains 450 amino acid residues, ®ve disulphide bridges and two oligosaccharide chains. Guinea pig LPL has three N-linked oligosaccharide chains. Physical studies show that the dimer is in a rapid reversible equilibrium with its monomers, but the monomers undergo irreversible changes of conformation, resulting in loss of catalytic activity.
Reactions Catalysed by LPL LPL, being a nonspeci®c esterase/lipase, liberates fatty acids from the 1,3-positions in tri-, di- and monoglycerides, and from the 1-position in glycerophospholipids. In milk triglycerides, long chain fatty acids are attached to glycerol at the sn-1 and sn-2 positions, while shorter chain fatty acids are attached at the sn-3 position (Figure 1). LPL does not hydrolyse cholesterol esters or sphingolipid at a signi®cant rate. The action of LPL involves two distinct steps. First, the enzyme adsorbs at the lipid±water interface; then, in the second step, the enzyme seeks out a single substrate molecule at the interface, aligns at the active site and hydrolyses it: Lipase ? y Triglyceride H2 O ÿ! Fatty acids partial glyceride Lipolysis in milk leads to the preferential release of short- and medium-chain fatty acids. Triglycerides
O sn-1
OCR O
sn-2
OCR
sn-3
OCR
O
Figure 1 The basic structure of triacylglycerol, showing positions sn-1, sn-2 and sn-3.
probably orient at the lipid±water interface, thereby positioning short chain fatty acids for hydrolysis. LPL also catalyses the formation of ester bonds. Therefore, it is transacylase. In the formation of ester bonds, fatty acids are substrates for LPL and are incorporated into di- and triglycerides. The binding of LPL to the milk fat globules as substrate is pH-dependent, occurring optimally at �pH 8. LPL also binds to a variety of lipid structures such as liposomes and lipoproteins. Binding is rapid and reversible and is mediated by a lipidbinding site, resulting in stabilization of the enzyme.
Technological Significance The LPL in bovine milk has the capability of producing about 2 mmol minÿ1 of free fatty acids under optimum conditions (pH 9.2 and 37 � C). The activity of LPL in bovine milk is theoretically suf®cient to cause rancidity in 10 s; however, liberation of FFAs by LPL does not happen in practical situations because of low storage temperature (�5 � C), the pH of the milk (6.7), the intact fat globule membrane and the presence of indigenous inhibitors. Lipolysis increases the levels of short-chain, volatile fatty acids, which results in rancid, butyric, bitter, unclean, soapy and astringent ¯avours that render market milk and most dairy products unacceptable to the consumer. LPL probably causes signi®cant lipolysis in cheese made from raw milk, but contributes little to lipolysis in cheese made from pasteurized milk, as less than 10% of milk LPL remains when milk is pasteurized. Lipolysis in milk is initiated at the farm due to the damage caused to MFGM by machine milking, agitation by pumps, agitators in bulk tanks or turbulence in milk pipe lines. The level of FFAs in freshly drawn milk from healthy cows is � 0.5 mmol mlÿ1. Good management practices at the farm result in small increases in the level of FFAs in milk. Considerable increases in the concentration of FFAs in raw milk occur as a result of induced or spontaneous lipolysis. Induced lipolysis in raw milk results from damage of the MFGM by vigorous agitation. The temperature of milk during agitation has a major in¯uence on the activity of LPL, which is greatest at 37±40 � C and slight at 3 log activity when skim milk is heated at 70 � C for 15 s and a decimal reduction when heated at 65 � C for 70 s. ALP activity in spray-dried milk powder decreases with increasing outlet temperature in the spray-drier, but signi®cant reactivation of the enzyme can occur in the critical region of 70±80% total solids. The presence of NaCl in¯uences ALP activity in butter. Most unsalted butter made from pasteurized cream have little or no ALP activity, but salted butters made from pasteurized cream always possess some activity and often yield a positive test for ALP activity (as determined by AOAC Method 946.02). Although ALP is used universally as an index of HTST pasteurization of milk, it may not be the most
936
ENZYMES INDIGENOUS TO MILK/Phosphatases
appropriate enzyme for this purpose because: (1) reactivation of ALP under certain conditions complicates interpretation of the test results; (2) the enzyme appears to be fully inactivated by subpasteurization conditions (70 � C for 16 s); (3) the relationship between log10 % initial activity and pasteurization equivalent (PE) is less linear than the relationship between PE and lactoperoxidase or g-glutamyl transpeptidase activities in milk. The removal of lactose during ultra®ltration (UF) reduces the heat resistance of ALP; therefore, the phosphatase test cannot be used to determine the ef®ciency of pasteurization of milk that has been concentrated by UF. ALP is only partially inactivated by ultra-high pressure treatment of milk (200±400 Pa for 15±120 min); therefore, the ALP test is not a suitable indicator of the effectiveness of the ultra-high pressure treatment process (an alternative for the pasteurization of milk). Although ALP can dephosphorylate casein under suitable conditions, the technological signi®cance of casein dephosphorylation by ALP is unknown. Proteolysis is a major contributor to the development of ¯avour and texture in cheese during ripening. Most of the small water-soluble peptides in cheese are from the N-terminal half of aS1- or bcasein; many of these peptides are phosphorylated and show evidence that they have been acted on by phosphatase, i.e. they are partially dephosphorylated. In cheese made from pasteurized milk, indigenous acid phosphatase or bacterial phosphatase are probably responsible for dephosphorylation, but in raw milk cheese, e.g. Parmigiano Reggiano or Grana Padano, ALP appears to be more important. Assay Methods for ALP Activity
The inorganic phosphate content of raw milk increases during storage due to enzymatic hydrolysis of the phosphoric esters by phosphatase. Therefore, most of the tests for phosphatase in milk are based on the principle that ALP will hydrolyse monophosphate esters at an appropriate temperature and pH, thereby liberating compounds that can be detected by colour development. The intensity of colour developed is proportional to the activity of the enzyme. The usual substrates are phenyl phosphate, para-nitrophenyl phosphate or phenolphthalein phosphate, which are hydrolysed to inorganic phosphate and phenol, para-nitrophenol or phenolphthalein, respectively. The release of inorganic phosphate may be assayed, but the second product is usually determined. Phenol is colourless but forms a coloured complex on reaction with one of several reagents, e.g. 2,6-dibromo or dichloroquinonechloroimide, with
which it forms a blue complex. para-Nitrophenol is yellow and phenolphthalein is pink at the alkaline assay pH of �10 and hence are easily quanti®ed. The development of the Technicon Auto Analyzer in 1966 (Technicon Controls Inc., Chauncey, New York) was the ®rst attempt to automate the ALP testing procedure. This automated test for ALP is based on the principle of manual tests, i.e. hydrolysis of disodium phenyl phosphate under alkaline conditions to free phenol, which reacts with 4aminoantipyrine. A colourless complex results from the reaction between 4-aminoantipyrine and phenol at pH 10, but on oxidation with potassium ferricyanide, the complex yields a red-coloured product which is quanti®ed colorimetrically. The Technicon Autoanalyzer method was modi®ed using para-nitrophenylphosphate as substrate in 2-amino2-methyl-1-propanol buffer at pH 10. The modi®cation enabled the analysis of 40 milk samples hÿ1, with no decrease in sensitivity or reproducibility compared to the original method. A quantitative assay for measuring residual ALP activity in dairy products is the Fluoro-Test-system FML200, developed for the rapid and precise determination of low levels of ALP activity to monitor adequate pasteurization of milk and milk products on a large scale. The test is based on mixing a sample of the milk product with an aromatic monophosphoric ester and measuring the resulting ¯uorescence (excitation at 440 nm, emission at >505 nm). The International Dairy Federation (IDF) has established three standard methods for determining ALP activity. Standard 63 (1971) uses sodium phenylphosphate as substrate and quantitative determination by the `indophenol-reaction'. Standard 82A (1987), de®ned as a screening method, uses para-nitrophenyl phosphate as substrate and a qualitative evaluation of a positive or negative enzyme reaction. Standard 155 (1992) speci®es a ¯uorometric method for determination of ALP activity in whole, part skim and ¯avoured milk. This method is quite rapid and about 10 times more sensitive than the other two methods. The Association of Of®cial Analytical Chemists (AOAC) speci®es two methods for determination of ALP activity. In AOAC Method 972.17 for residual phosphatase in milk, the milk is incubated with phenolphthalein monophosphate in carbonate buffer. Free phenolphthalein liberated by residual ALP activity is measured directly using a spectrophotometer. In AOAC Method 991.24, ALP activity in ¯uid dairy products (whole milk, skim milk and chocolate milk) is measured by continuous ¯uorometric direct kinetic assay. A non¯uorescent aromatic monophosphoric ester substrate is hydrolysed by ALP to
ENZYMES INDIGENOUS TO MILK/Phosphatases 937
give a highly ¯uorescent product. ALP activity is expressed in mU lÿ1, where 1 mU of ALP is the amount of enzyme that catalyses the transformation of 1 mmol of substrate minÿ1 lÿ1. Chemical principles involved in the detection and measurement of ALP activity are the same for all dairy products, but different dairy products require modi®cations of the method used because of their different physical properties, composition and especially buffering capacity. Reactivation of ALP
The reactivation of ALP has been studied widely due to the observation that ultra-high temperature (UHT)-treated milk is phosphatase-negative immediately after processing, but becomes phosphatasepositive on standing. Bulk high-temperature shorttime (HTST) pasteurized milk does not show reactivation and HTST pasteurization after UHT treatment usually prevents reactivation. The reactivation phenomenon of ALP does not occur in incontainer sterilized milk. The ALP test was originally designed to determine effectively the adequacy of low-temperature longtime (LTLT, 63 � C for 30 min) pasteurization. However, with the advent of HTST and UHT treatment of milk, in which exposure to a high temperature is brief (only a few seconds), it became apparent that milk heated to temperatures ranging from 82 to 180 � C or cream heated at 74±180 � C for a short time acquired ALP activity during storage at 4±40 � C, indicating partial reactivation of the enzyme. In general, reactivation of ALP increases with an increase in pasteurization temperature and a decrease in holding time. In addition, the presence of Mg2, Zn2 and NaCl increases reactivation of ALP. It has been proposed that Mg2 or Zn2 causes a conformational change in the denatured enzyme that is necessary for renaturation. Sulphydryl (SH) groups appear to be essential for the reactivation of ALP. Perhaps this is why phosphatase becomes reactivated in UHT milk but not in HTST milk. The role of ÿSH groups, which are supplied by denatured whey proteins, is thought to be the chelation of heavy metals, which would otherwise bind to ÿSH groups of the enzyme, thus preventing renaturation. Reports suggest that mercury and cadmium inhibit reactivation. The maximum reactivation of ALP occurs when skim milk, cream or buttermilk is heated to 104 � C and then incubated at 34 � C. The level of reactivation is highest at pH 6.5. The mean activation energy (Ea) for reactivation of ALP in milk that had been heated to 87.8 or 104.4 � C for 6 s and incubated
in the presence of Mg2 (27.4 mM) is 24.108 kJ molÿ1, while samples incubated without Mg2 had a mean Ea of 22.646 kJ molÿ1. The reactivation of ALP is spontaneous and is inversely proportional to homogenization pressure, but is independent of fat content. Because the reactivation of ALP results in a falsepositive phosphatase test, it raises doubts about the reliability of the phosphatase test for determining the adequacy of pasteurization of milk. Methods for distinguishing between renatured and residual native ALP are based on the increase in phosphatase activity resulting from the addition of Mg2 to the reaction mixture.
Acid Phosphatase Milk also contains acid phosphatase (ACP), the activity of which is much lower (�2%) than ALP. The activity of ACP in normal bovine milk ranges from 2.6�10ÿ4 to 2.6�10ÿ3 IU mlÿ1. The concentration of ACP reaches a maximum 5±6 days postpartum, then decreases and remains low until the end of lactation. The activity of ACP in ewes' milk increases fourfold (17 mU mlÿ1) in early lactation and then remains constant to the end of lactation. Some research has shown that milk from healthy cows contains one ACP, while mastitis milk may contain two additional ACPs. The activity of ACP is about 4±10 times higher in milk from cows with mastitis than in normal bovine milk. The enzyme is very heat stable. Complete inactivation of ACP in milk requires heating at 88 � C for 30 min. About 10±20% of the activity of ACP is lost during LTLT pasteurization and the activity is not affected by normal HTST pasteurization. No activity of ACP is lost during heating of milk at pH 6.7 for 5 s at 100 � C, while 90% activity is lost at 100 � C for 20 s. In-container sterilization or UHT treatment completely inactivates ACP. Thermal denaturation of ACP follows ®rst order kinetics and is unaffected by casein. Activity of ACP is rapidly lost when exposed to visible light. The D-value of ACP ranges from 4.8 s at 100 � C to 612.4 min at 65 � C. The z value (temperature change required to produce a 10-fold reduction in D-value) of ACP ranges from 6.6 � C at 75 � C to 27.6 � C at 85 � C. Distribution, Isolation and Characterization of ACP
Acid phosphatase is found mostly in the skim milk phase (50±70%) and the rest is found in the cream
938
ENZYMES INDIGENOUS TO MILK/Lactoperoxidase
phase associated with the MFGM. The ®rst step in the isolation of ACP from skim milk or cream involves using an acidic ion-exchange resin, which gives about a 300-fold increase in the speci®c activity (IU mgÿ1) of the enzyme. The second step is usually gel ®ltration (Sephadex), which gives a 30-fold increase in the speci®c activity of the crude ACP isolated in the ®rst step. A homogeneous ACP, with a speci®c activity of over 30 IU mgÿ1, can be obtained by subjecting the ACP isolated in the ®rst two steps to sequential separations on ion exchange, on cellulose phosphate and af®nity chromatography. ACP is a phosphomonoesterase. It hydrolyses aromatic phosphomonoesterase, pyrophosphates (ADP/ATP), polyphosphates and phosphoserine residues of phosphoproteins. ACP is optimally active at pH 4.0. It is activated by Mn2 and reducing agents and is strongly inhibited by ¯uoride, iodoacetate, oxidizing agents and heavy metals. Bovine caseins are competitive inhibitors of ACP in the order of aS (aS1 aS2)>b >k when assayed on p-nitrophenyl phosphate. ACP is a single polypeptide chain with a molecular weight of about 42 kDa. Puri®ed ACP is a glycoprotein, containing 2 mol galactose, 2 mol mannose and 4 mol N-acetyl glucosamine molÿ1 enzyme. The enzyme contains low levels of proline and histidine and relatively large amounts of lysine and arginine. An Arrhenius plot (based on 50% inactivation) for ACP in the presence of 1% casein at pH 6.7, 5.2 or 4.9 shows an activation energy (Ea) of 245, 270 or 297 kJ molÿ1, respectively, suggesting that the stability of ACP to thermal denaturation increases with decreasing pH.
180 days of ripening in ewes' milk cheeses made in summer months compared to cheese made in winter and spring. See also: Analysis: Sampling. Cheese: Starter Cultures: Specific Properties. Lactic Acid Bacteria, Taxonomy. Lactobacillus spp.: Lactococcus lactis. Lipids: Milk Fat Globule Membrane. Liquid Milk Products: Pasteurized Milk; Super-Pasteurized Milk.
Further Reading Andrews AT (1992) Indigenous enzymes in milk, phosphatases. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 1, Proteins, 2nd edn, pp. 320±331. London: Elsevier Applied Science. Fox PF and Morrissey PA (1981) Indigenous enzymes of bovine milk. In: Birch GG, Blakeborough N and Parker KJ (eds.) Enzymes and Food Processing, pp. 213±238. London: Applied Science Publishers. Murthy GK, Kleyn DH, Richardson T and Rocco RM (1993) Alkaline phosphatase methods. In: Marshall RT (ed.) Standard Methods for the Examination of Dairy Products, 15th edn, pp. 413±431. Washington, DC: American Public Health Association. Pallegrino L, Resmini P and Luf W (1995) Assessment of (indices) heat-treatment of milk. In: Fox PF (ed.) Heat Induced Changes in Milk. 2nd edn, pp. 409±453. Brussels: International Dairy Federation. Vega-Warner AV, Wang CH, Smith DM and Ustunol Z (1999) Milk alkaline phosphatase, puri®cation and production of polyclonal antibodies. Journal of Food Science 64: 601±650.
Significance of ACP
The higher heat stability and lower pH optimum of ACP compared with ALP suggest the signi®cance of ACP in dairy processing. The dephosphorylation of caseins by ACP activity may reduce the heat stability of dairy products. The caseins are phosphoproteins and are good substrates for ACP. The micellar integrity of caseins is lost on cleavage of phosphate groups from the serine residues of casein by ACP. Active ACP has been found in Cheddar cheese, suggesting that ACP activity may in¯uence cheese ¯avour via its effect on proteolysis. Several partially dephosphorylated phosphopeptides, probably resulting from phosphatase activity, have been isolated from Cheddar and Parmigiano cheese. ACP from ewes' milk has been shown to retain 16% of its activity when assayed at cheese-ripening temperature (8±12 � C) compared with its activity at 37 � C. The activity of ACP is reported to increase twofold during
Lactoperoxidase Shakeel-ur-Rehman and N Y Farkye, California Polytechnic State University, San Luis Obispo, CA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Lactoperoxidase (LPO, EC 1.11.1.7) is a peroxidase that catalyses the oxidation of a donor compound according to the following reaction: donor H2 O2 ÿ! oxidized donor 2H2 O
938
ENZYMES INDIGENOUS TO MILK/Lactoperoxidase
phase associated with the MFGM. The ®rst step in the isolation of ACP from skim milk or cream involves using an acidic ion-exchange resin, which gives about a 300-fold increase in the speci®c activity (IU mgÿ1) of the enzyme. The second step is usually gel ®ltration (Sephadex), which gives a 30-fold increase in the speci®c activity of the crude ACP isolated in the ®rst step. A homogeneous ACP, with a speci®c activity of over 30 IU mgÿ1, can be obtained by subjecting the ACP isolated in the ®rst two steps to sequential separations on ion exchange, on cellulose phosphate and af®nity chromatography. ACP is a phosphomonoesterase. It hydrolyses aromatic phosphomonoesterase, pyrophosphates (ADP/ATP), polyphosphates and phosphoserine residues of phosphoproteins. ACP is optimally active at pH 4.0. It is activated by Mn2 and reducing agents and is strongly inhibited by ¯uoride, iodoacetate, oxidizing agents and heavy metals. Bovine caseins are competitive inhibitors of ACP in the order of aS (aS1 aS2)>b >k when assayed on p-nitrophenyl phosphate. ACP is a single polypeptide chain with a molecular weight of about 42 kDa. Puri®ed ACP is a glycoprotein, containing 2 mol galactose, 2 mol mannose and 4 mol N-acetyl glucosamine molÿ1 enzyme. The enzyme contains low levels of proline and histidine and relatively large amounts of lysine and arginine. An Arrhenius plot (based on 50% inactivation) for ACP in the presence of 1% casein at pH 6.7, 5.2 or 4.9 shows an activation energy (Ea) of 245, 270 or 297 kJ molÿ1, respectively, suggesting that the stability of ACP to thermal denaturation increases with decreasing pH.
180 days of ripening in ewes' milk cheeses made in summer months compared to cheese made in winter and spring. See also: Analysis: Sampling. Cheese: Starter Cultures: Specific Properties. Lactic Acid Bacteria, Taxonomy. Lactobacillus spp.: Lactococcus lactis. Lipids: Milk Fat Globule Membrane. Liquid Milk Products: Pasteurized Milk; Super-Pasteurized Milk.
Further Reading Andrews AT (1992) Indigenous enzymes in milk, phosphatases. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 1, Proteins, 2nd edn, pp. 320±331. London: Elsevier Applied Science. Fox PF and Morrissey PA (1981) Indigenous enzymes of bovine milk. In: Birch GG, Blakeborough N and Parker KJ (eds.) Enzymes and Food Processing, pp. 213±238. London: Applied Science Publishers. Murthy GK, Kleyn DH, Richardson T and Rocco RM (1993) Alkaline phosphatase methods. In: Marshall RT (ed.) Standard Methods for the Examination of Dairy Products, 15th edn, pp. 413±431. Washington, DC: American Public Health Association. Pallegrino L, Resmini P and Luf W (1995) Assessment of (indices) heat-treatment of milk. In: Fox PF (ed.) Heat Induced Changes in Milk. 2nd edn, pp. 409±453. Brussels: International Dairy Federation. Vega-Warner AV, Wang CH, Smith DM and Ustunol Z (1999) Milk alkaline phosphatase, puri®cation and production of polyclonal antibodies. Journal of Food Science 64: 601±650.
Significance of ACP
The higher heat stability and lower pH optimum of ACP compared with ALP suggest the signi®cance of ACP in dairy processing. The dephosphorylation of caseins by ACP activity may reduce the heat stability of dairy products. The caseins are phosphoproteins and are good substrates for ACP. The micellar integrity of caseins is lost on cleavage of phosphate groups from the serine residues of casein by ACP. Active ACP has been found in Cheddar cheese, suggesting that ACP activity may in¯uence cheese ¯avour via its effect on proteolysis. Several partially dephosphorylated phosphopeptides, probably resulting from phosphatase activity, have been isolated from Cheddar and Parmigiano cheese. ACP from ewes' milk has been shown to retain 16% of its activity when assayed at cheese-ripening temperature (8±12 � C) compared with its activity at 37 � C. The activity of ACP is reported to increase twofold during
Lactoperoxidase Shakeel-ur-Rehman and N Y Farkye, California Polytechnic State University, San Luis Obispo, CA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Lactoperoxidase (LPO, EC 1.11.1.7) is a peroxidase that catalyses the oxidation of a donor compound according to the following reaction: donor H2 O2 ÿ! oxidized donor 2H2 O
ENZYMES INDIGENOUS TO MILK/Lactoperoxidase
939
Cows' milk LPO is a relatively heat-resistant enzyme. It loses only �30% of its activity after hightemperature, short-time (HTST) pasteurization (72 � C for 15 s), leaving suf®cient activity to catalyse the reaction between SCNÿ and H2O2. The enzyme is more heat stable in whey than in milk. The heat inactivation/denaturation of LPO under isothermal conditions follows ®rst-order kinetics, with an Ea of �640, 800 or 1030 kJ molÿ1 in whole cows' milk, skim milk or whey, respectively. The inactivation of LPO is faster at pH 5.3 than at the natural pH of milk, suggesting that LPO is less stable when heated under acidic conditions. At 75 � C, LPO has a D-value of 47.7 s and a z value of 5.4 � C. Reports suggest that LPO is inactivated photochemically, losing �55% of its activity in 4 h when milk is exposed to a light intensity of 6000 lux. In the presence of ribo¯avin, the rate of photochemical inactivation of LPO doubles.
Lactoperoxidase is present in the milk of most mammals. It has antibacterial activity in the presence of thiocyanate (SCNÿ) and H2O2. LPO is also found in the mammary, salivary and lachrymal glands of mammals and their secretions (i.e. milk, saliva and tears, respectively). In milk and saliva, LPO exists in soluble form but within cells it is probably bound to subcellular particles. In human saliva, the LPO has a role similar to that in milk. Two different haem-containing peroxidases ± lactoperoxidase and myeloperoxidase ± are present in human colostral whey. LPO catalyses the oxidation of SCNÿ to hypothiocyanite (OSCNÿ), which is responsible for antimicrobial activity. The products resulting from the oxidation of SCNÿ are nontoxic to mammalian cells. The reaction catalysed is summarized as follows:
donor H2 O2 ÿ! oxidized donor H2 O oxidized donor SCNÿ ÿ! donor OSCNÿ
Structure of Lactoperoxidase LPO is a haem protein, with tetrapyrol or protoporphyrin as its prosthetic group. The enzyme has a molecular weight of �72.5±88 kDa, and contains 1 mole of iron per mole and 1.5 � 0.1 calcium ions per haem unit. The levels of iron and carbohydrate in LPO are 0.068±0.079% and 9.9±10.2%, respectively. The carbohydrates in LPO are mannose, N-acetylglucosamine and N-acetylgalactosamine. LPO is a single polypeptide chain with eight intramolecular disulphide bonds, which contribute to the rigidity of the molecule. The secondary structure of LPO consists of 65% b-structure, 23% a-helix and 12% uncoordinated structures. The conformation of the protein is stabilized by the strongly chelated Ca2. LPO occurs in two principal forms, A and B, each of which exhibits microheterogeneity with regard to amide groups (glutamine and/or asparagine) and carbohydrate content, giving a total of 10 variants (Figure 1).
The concentration of LPO in cows' milk is about 30 mg lÿ1 and is fairly constant throughout lactation. Guinea-pigs' milk contains 10±15 times more LPO than cows' milk, while the concentration of LPO in human milk is only 5% of that in cows' milk. In human milk, LPO activity is highest in colostrum and declines rapidly during the ®rst few days of lactation. The concentration of LPO in human colostrum represents 0.004% of its total protein. Mean LPO activity in the milk of Vareta and Murciana-Granadina goats in Spain during lactation has been reported to be 0.95 and 2.15 units mlÿ1 respectively, with a minimum at the start and a maximum at the end of the lactation. In Criollo goats in Argentina, LPO activity has been reported to be 4.44 � 1.94 units mlÿ1. There is a signi®cant association between LPO activity and the SCNÿ content of goats' milk.
NH2 LPO-B1
(CH2O)n
NH2 LPO-B2I
LPO-A1
NH2
LPO-B2II
LPO-B3
LPO-A2 NH2
Figure 1 The variant forms of lactoperoxidase B (above) and A (below).
NH2 LPO-B4
LPO-A3 NH2
NH2
LPO-A4 NH2
LPO-B5
940
ENZYMES INDIGENOUS TO MILK/Lactoperoxidase
Isolation of Lactoperoxidase There are several methods for isolating LPO, which was prepared in crystalline from as early as 1943. LPO has been puri®ed from rennet whey by saltingout with 1.9±2.5 mol lÿ1 (NH4)2SO4, followed by chromatography on calcium phosphate gel, further puri®cation on silica calcite gel, and crystallization from 4 mol lÿ1 K2HPO4. This method results in a 1200-fold puri®cation of the enzyme with a yield of 7%. The isolated enzyme contains 0.069% Fe, has a molecular weight of 82 kDa (by light scattering), an isoelectric point of pH 9.6 and a pH optimum of �8.0. LPO has been isolated from skim milk by the addition of 15 g of the sodium form of the resin CG 50 per litre of raw skim milk. The resin is stirred with milk for 3 min and then the pH is adjusted to 7.0 by adding 6 mol lÿ1 acetic acid or 6 mol lÿ1 NH4OH. The milk is removed by decanting or siphoning. The resin is washed with distilled water until the optical density of the waterwash is 13 and a low absorbance between 340 and 800 nm) has been developed recently to assess LPO activity in milk. The clarifying reagent solubilizes casein micelles and fat globules and allows direct spectrophotometric measurement without the preliminary casein precipitation and ®ltration steps required in the other methods for assaying LPO.
Significance of LPO in Milk and Milk Products The existence of LPO in milk has been known since 1881, when it was exploited in the Storch test for `¯ash' pasteurization of milk. Because LPO is one of the more heat-stable enzymes in milk, its destruction was used as an index of ¯ash pasteurization. The most signi®cant property of LPO is its role in the lactoperoxidase system (LPS), which is a naturally occurring antimicrobial system ®rst observed in raw milk. The components of the LPS are LPO, SCNÿ and H2O2. Different groups of bacteria show varying degrees of resistance to the LPS. The LPS inhibits Gram-negative and catalase-positive organisms, e.g. Pseudomonas, coliforms, Salmonella and Shigella. Depending on the medium, pH, termperature, incubation time, cell density and the particular donor, these microorganisms may be killed. It has been shown that the LPS can extend the storage time of raw milk at 10 � C by delaying the growth of psychrotrophs. The bactericidal effect of LPS has several applications, e.g. in toothpaste, in the therapy for mastitis in cows during the nonlactating period, for the preservation of milk in regions lacking refrigeration or pasteurization facilities, and in reducing the incidence of enteritis in calves or piglets fed milk replacers. LPO has been shown to possess antitumour activity in a mouse plasmacytoma cell model. The keeping quality of milk pasteurized at 72 � C for 15 s has been found to be better than that of milk heated at 80 � C for 15 s, which has been attributed to heat-shocking of spores; however, although LPO is inactivated at 80 � C for 15 s, 70% survive
ENZYMES INDIGENOUS TO MILK/Xanthine Oxidase
pasteurization at 72 � C for 15 s, which may explain the better keeping quality of milk that has been heated at 72 � C for 15 s rather than at 80 � C for 15 s. There are reports that the addition of LPO to yoghurt suppresses excessive acid production during refrigerated storage and reduces hardness and apparent viscosity of the product. The rheological changes have been attributed to the effect of OSCNÿ on milk proteins. The LPS has a bacteriostatic effect for up to 48 h at 25 � C in skim milk inoculated with Listeria monocytogenes ATCC 15313 at a level of 104 cfu mlÿ1. The LPS, in combination with high hydrostatic pressure, inhibits the growth of all strains of Li. innocua and exerts a bacteriostatic effect on Escherichia coli. The antibacterial activity of the nisinproducing lactic acid bacterium Lactococcus lactis subsp. lactis ES1515 against Li. monocytogenes in refrigerated raw milk is enhanced considerably by the LPS system. Addition of nisin at 10 or 100 IU mlÿ1 to ultraheat-treated skim milk that had been inoculated with Li. monocytogenes had no effect on the cells density of Listeria after 24 h at 30 � C but activation of the LPS resulted in a decrease of 3 log cycles in the viable cells of Li. monocytogenes compared to the control milk after 24 h at 30 � C. Addition of nisin and activation of the LPS system showed a synergistic effect and resulted in counts up to 5.6 log units lower than for the control milk. Immobilized b-galactosidase and glucose oxidase can be used to produce H2O2 in situ in milk or whey enriched with SCNÿ and glucose to activate the LPS. The enzymes have been immobilized on nylon pellets; 35 g of the immobilized enzymes produce 0.075 mol lÿ1 H2O2 in 3 min in 1 litre of raw milk. In raw milk treated with the immobilized enzymes, the numbers of coliforms, Staphylococcus aureus, psychrotrophs and moulds were reduced by 79, 68, 91 and 100%, respectively. The effect of treating raw milk with the immobilized enzymes in terms of reducing bacterial numbers is similar to that of adding H2O2 to raw milk. A glucose/glucose oxidaseactivated LPS delays the onset of the exponential growth of Salmonella typhimurium and E. coli in infant formula milk. Since the level of LPO in milk increases on mastitic infection, LPO activity may be used as a possible index for mastitis. LPO causes nonenzymatic oxidation of unsaturated lipids but the heat-denatured enzyme is more active than the native enzyme in this respect. See also: Analysis: Sampling; Chemical Analysis. Liquid Milk Products: Pasteurized Milk; SuperPasteurized Milk. Listeria monocytogenes. Mastitis
941
Therapy and Control: Management Control Options; Medical Therapy Options. Microorganisms Associated with Milk. Milking and Handling of Raw Milk: Effects of Storage and Transport on Milk Quality.
Further Reading Bjorck L (1991) Indigenous enzymes in milk: lactoperoxidase. In: Fox PF (ed.) Food Enzymology, vol. 1, pp. 100±106. London: Elsevier Applied Science. Bjorck L (1992) Indigenous enzymes in milk: lactoperoxidase. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 1, Proteins, 2nd edn, pp. 331±337. London: Elsevier Applied Science. Grif®ths MW (1986) Use of milk enzymes as indices of heat treatment. Journal of Food Protection 49: 696±705.
Xanthine Oxidase N Y Farkye, California Polytechnic State University, San Luis Obispo, CA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Xanthine oxidase (EC 1.1.3.22), also called hypoxanthine oxidase or xanthine:oxygen oxidoreductase, is one of the most extensively studied indigenous milk enzymes. It is a nonspeci®c oxidoreductase that plays a metabolic role in purine catabolism, catalysing the oxidation of hypoxanthine to xanthine, and xanthine to uric acid, with the concomitant reduction of O2 to H2O2. At alkaline pH and high O2 concentration, limited oxidation of xanthine results in the production of a very reactive superoxide anion, O2O, which is a substrate for superoxide dismutase. Xanthine oxidase is a major component of the milk fat globule membrane (MFGM), and comprises about 20% of globule-associated protein in bovine milk; it is attached to the inner (cytoplasmic) surface of the membrane by butyrophilin, a phospholipid-binding protein. The enzyme may play a role in the secretion of milk fat droplets. Bovine milk xanthine oxidase is a dimeric metallo-¯avoprotein with a molecular mass of about 300 kDa. It contains two Mo(VI) centres, four Fe2S2(Cys)4 groups and two ¯avin adenine dinucleotide (FAD) per molecule. In addition, the enzyme has 1 mole of phosphorus per active centre molybdenum. Human milk xanthine oxidase is a homodimer
ENZYMES INDIGENOUS TO MILK/Xanthine Oxidase
pasteurization at 72 � C for 15 s, which may explain the better keeping quality of milk that has been heated at 72 � C for 15 s rather than at 80 � C for 15 s. There are reports that the addition of LPO to yoghurt suppresses excessive acid production during refrigerated storage and reduces hardness and apparent viscosity of the product. The rheological changes have been attributed to the effect of OSCNÿ on milk proteins. The LPS has a bacteriostatic effect for up to 48 h at 25 � C in skim milk inoculated with Listeria monocytogenes ATCC 15313 at a level of 104 cfu mlÿ1. The LPS, in combination with high hydrostatic pressure, inhibits the growth of all strains of Li. innocua and exerts a bacteriostatic effect on Escherichia coli. The antibacterial activity of the nisinproducing lactic acid bacterium Lactococcus lactis subsp. lactis ES1515 against Li. monocytogenes in refrigerated raw milk is enhanced considerably by the LPS system. Addition of nisin at 10 or 100 IU mlÿ1 to ultraheat-treated skim milk that had been inoculated with Li. monocytogenes had no effect on the cells density of Listeria after 24 h at 30 � C but activation of the LPS resulted in a decrease of 3 log cycles in the viable cells of Li. monocytogenes compared to the control milk after 24 h at 30 � C. Addition of nisin and activation of the LPS system showed a synergistic effect and resulted in counts up to 5.6 log units lower than for the control milk. Immobilized b-galactosidase and glucose oxidase can be used to produce H2O2 in situ in milk or whey enriched with SCNÿ and glucose to activate the LPS. The enzymes have been immobilized on nylon pellets; 35 g of the immobilized enzymes produce 0.075 mol lÿ1 H2O2 in 3 min in 1 litre of raw milk. In raw milk treated with the immobilized enzymes, the numbers of coliforms, Staphylococcus aureus, psychrotrophs and moulds were reduced by 79, 68, 91 and 100%, respectively. The effect of treating raw milk with the immobilized enzymes in terms of reducing bacterial numbers is similar to that of adding H2O2 to raw milk. A glucose/glucose oxidaseactivated LPS delays the onset of the exponential growth of Salmonella typhimurium and E. coli in infant formula milk. Since the level of LPO in milk increases on mastitic infection, LPO activity may be used as a possible index for mastitis. LPO causes nonenzymatic oxidation of unsaturated lipids but the heat-denatured enzyme is more active than the native enzyme in this respect. See also: Analysis: Sampling; Chemical Analysis. Liquid Milk Products: Pasteurized Milk; SuperPasteurized Milk. Listeria monocytogenes. Mastitis
941
Therapy and Control: Management Control Options; Medical Therapy Options. Microorganisms Associated with Milk. Milking and Handling of Raw Milk: Effects of Storage and Transport on Milk Quality.
Further Reading Bjorck L (1991) Indigenous enzymes in milk: lactoperoxidase. In: Fox PF (ed.) Food Enzymology, vol. 1, pp. 100±106. London: Elsevier Applied Science. Bjorck L (1992) Indigenous enzymes in milk: lactoperoxidase. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 1, Proteins, 2nd edn, pp. 331±337. London: Elsevier Applied Science. Grif®ths MW (1986) Use of milk enzymes as indices of heat treatment. Journal of Food Protection 49: 696±705.
Xanthine Oxidase N Y Farkye, California Polytechnic State University, San Luis Obispo, CA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Xanthine oxidase (EC 1.1.3.22), also called hypoxanthine oxidase or xanthine:oxygen oxidoreductase, is one of the most extensively studied indigenous milk enzymes. It is a nonspeci®c oxidoreductase that plays a metabolic role in purine catabolism, catalysing the oxidation of hypoxanthine to xanthine, and xanthine to uric acid, with the concomitant reduction of O2 to H2O2. At alkaline pH and high O2 concentration, limited oxidation of xanthine results in the production of a very reactive superoxide anion, O2O, which is a substrate for superoxide dismutase. Xanthine oxidase is a major component of the milk fat globule membrane (MFGM), and comprises about 20% of globule-associated protein in bovine milk; it is attached to the inner (cytoplasmic) surface of the membrane by butyrophilin, a phospholipid-binding protein. The enzyme may play a role in the secretion of milk fat droplets. Bovine milk xanthine oxidase is a dimeric metallo-¯avoprotein with a molecular mass of about 300 kDa. It contains two Mo(VI) centres, four Fe2S2(Cys)4 groups and two ¯avin adenine dinucleotide (FAD) per molecule. In addition, the enzyme has 1 mole of phosphorus per active centre molybdenum. Human milk xanthine oxidase is a homodimer
942
ENZYMES INDIGENOUS TO MILK/Xanthine Oxidase
with a total molecular mass of 290 kDa, and has a slightly different UV±visible absorption spectrum compared to the bovine milk enzyme. About 33% of the iron and all of the molybdenum in human milk is found in xanthine oxidase. The enzyme is present in microorganisms, various mammalian organs, tissues and milk. Activity levels in milk vary among species. Bovine milk is rich in xanthine oxidase, containing about 35 mg lÿ1. The activity of xanthine oxidase in human milk is reported to be 3±46 mU mgÿ1 protein, which is approximately 1±6% of the activity in bovine milk. In some organs (e.g. rat liver), xanthine oxidase is present as xanthine dehydrogenase (EC 1.1.1.204), which can be converted to xanthine oxidase by partial hydrolysis or treatment with sulphydryl oxidase or SH-modifying reagents. Xanthine oxidase and xanthine dehydrogenase differ mainly in their speci®cities I for the electron acceptors, O2é and NAD. Xanthine oxidase catalyses the reaction: I
xanthine H2 O ! uric acid Oé2
while xanthine dehydrogenase catalyses the reaction: xanthine NAD H2 O ! uric acid NADH There are at least ®ve genetic variants of xanthine oxidase, which have isoelectric points in the pH range 6.9±7.6. Different variants have been found in milk from Guernsey and Holstein cows. Bovine milk contains enzymatically active and inactive forms of xanthine oxidase, the relative amounts of which are in¯uenced by the nutrition of individual cows. The inactive forms of xanthine oxidase are desulphoxanthine oxidase and demolybdo-xanthine oxidase. Human milk also contains demolybdo and desulpho forms of xanthine oxidase. Active xanthine oxidase differs from inactive desulpho-xanthine oxidase by the substitution of terminal sulphur for oxygen in the latter. Treatment of active xanthine oxidase with cyanide or H2O2 converts it to the desulpho form. Active xanthine oxidase also differs from demolybdo-xanthine oxidase by the substitution of a pterin-like moiety for molybdenum in demolybdo-xanthine oxidase. There are several methods for purifying xanthine oxidase from milk. The preferred starting material for puri®cation is buttermilk as the enzyme is present with the MFGM. Essentially, puri®cation steps involve proteolytic digestion of buttermilk, followed by (NH4)2SO4 fractionation in the presence of butan1-ol, then chromatography on calcium phosphate.
Alternatively, the enzyme can be puri®ed by hydroxylapatite chromatography. Proteolytic digestion of the MFGM prior to puri®cation increases the yield of xanthine oxidase but may cause partial proteolysis of the enzyme, as puri®ed xanthine oxidase is susceptible to hydrolysis by proteolytic enzymes such as chymotrypsin, papain or subtilisin but not plasmin, the principal indigenous milk proteinase. Addition of dithioerythritol to milk prior to puri®cation results in an enzyme with xanthine dehydrogenase activity. The optimum pH for xanthine oxidase activity is �8.3 with a KM in the range of 5±8�10ÿ5 M for O2 at pH 8.5±10. Xanthine oxidase is inhibited by allopurinol, ammeline, purine-6-aldehyde, O-iodosobenzoate, iodoacetamide and bisulphite. There is controversy on the role of xanthine oxidase in the development of oxidized ¯avour in milk. Xanthine oxidase is thought to play a role in the development of spontaneous oxidized ¯avour and oxidative rancidity in milk. Commercial processing (i.e. pasteurization and homogenization) of milk reduces its xanthine oxidase activity to 6) by different methods. However, puri®cation by transient covalent af®nity chromatography on cysteinylsuccinamidopropyl-glass yields a relatively pure enzyme. Sulphydryl oxidase is a highly aggregated Fe/Cucontaining glycoprotein with a blocked N-terminus. The enzyme has a molecular mass of 80±90 kDa and contains 11% carbohydrate by weight and 0.5 atom Fe per subunit. Sulphydryl oxidase contains two chemically reactive SH groups. However, activity is
946
ENZYMES INDIGENOUS TO MILK/Other Enzymes
due to one of the SH groups, plus Fe. The carbohydrate moiety increases the solubility of the enzyme. Bovine milk sulphydryl oxidase is acid-labile. However, human milk sulphydryl oxidase partially survives passage through the gastrointestinal tract, losing about 50% of its activity after 1 h at pH 2±5. Sulphydryl oxidase activity is optimal at pH 7.0 and 37 � C. The enzyme is inhibited by 1 mM EDTA. Commercially processed milk contains about 40% of the sulphydryl oxidase activity of raw milk, suggesting that the enzyme partially survives pasteurization. Storage of human milk at a low temperature (4 or ÿ20 � C) has no effect on its sulphydryl oxidase activity. The H2O2 generated from sulphydryl oxidase activity may be involved in the lactoperoxidase system of milk. Addition of puri®ed enzyme to UHT milk reduces the cooked ¯avour defect and enhances ¯avour stability due to reduced lipid oxidation.
Lysozyme Lysozyme, also called muramidase (peptidoglycan N-acetylmuramoyl hydrolase) (EC 3.2.1.17), catalyses the hydrolysis of 1,4-b-linkages between N-acetylmuramic acid and N-acetyl-D-glucosamine residues in peptidoglycan, a constituent of bacterial cell walls. Lysozyme acts mostly on Gram-positive bacteria and a few Gram-negative bacteria. There are two types of lysozymes: those found in hen egg whites (HEWL), also known as chick-type (c) lysozyme; and those found in Embden goose egg whites or goosetype (g) lysozyme. Lysozymes c and g differ in their amino acid sequence, molecular mass and extinction coef®cient (E280 nm) (Table 2). Lysozyme g is heat labile, and contains half as many cystine (3) and tryptophan (4) residues as lysozyme c. The concentration of lysozyme in mammalian milks varies from 5.5). Differences in vitamin content have been observed between fermented milks and raw milk. For example, viili and cultured buttermilk (containing 1.9% fat) were found to contain more folate than raw milk, by 48% and 65%, respectively. However, their vitamin C content was lower than that of milk, by 58% and 24%, respectively, and their ribo¯avin was lower by 12% and 11%, respectively. The concentration of vitamin B12 in both products was also lower than in milk, by >20%. Shelf-Life
Very high numbers of viable bacteria have been observed in some spontaneously fermented milks. This may be due to the reduced rate of cell autolysis, which has been attributed to the lipoteichoic acid present on the cell surface.
1040
FERMENTED MILKS/Northern Europe
The shelf-life of traditional ropy fermented milks is exceptionally long. The glycocalyx synthesized by bacteria improves the rheological behaviour of these products. Features such as the cream layer and the presence of the mould G. candidum on the surface of some products provide added protection from spoilage organisms, thus further extending the shelf-life. Commercially made products are also noted for their long shelf-life. Even if some pre-existing defect reduces the water-holding capacity of the protein matrix, for example, if proteolysis is allowed to proceed unhindered in raw milk, the presence of glycocalyx disguises the syneresis of the protein coagulum.
Health-Related Effects Considerable progress has been made in demonstrating certain bene®cial effects of Nordic fermented milks in animals. However, unequivocal experimental and/or epidemiological evidence still needs to be gathered to substantiate claims of similar effects in humans. Effect on Immunity
It has been suggested that fermented milks may play an immunomodulating role; for example, they stimulate the functions of gut-associated lymphoreticular tissue, and this effect has been attributed mainly to antigenic structures of the surface of lactococci. In particular, Lc. lactis subsp. cremoris isolated from viili has been shown, in studies with human lymphocyte cultures, to stimulate the secretion of immunoglobulins, primarily those of the IgM class. In addition, T lymphocytes showed considerable proliferation in response to the same strain. A signi®cant induction of the cytotoxicity of peritoneal murine macrophages against sarcoma cells, by Lc. lactis subsp. cremoris isolated from viili, has been demonstrated in vivo. An intraperitoneal injection of the freeze-dried cells retarded the growth of ascitic and solid sarcomas in mice. However, the same preparation showed no direct cytotoxic activity against the same sarcoma cells in vitro, which suggests that the antitumour effect of this organism is through the enhancement of the cytotoxicity of the host's macrophages. The exact mechanism of this enhancement is not known, but the slime has been observed to increase glucose consumption in vitro by intraperitoneal macrophages. Freeze-dried preparations of viili, laÊng®l and ropy yoghurt, used as intraperitoneal injections daily for 9 days after tumour inoculation, also signi®cantly
retarded the growth of murine solid sarcomas in vivo. The maximum antitumour effect was induced by the dose of 10 mg kgÿ1 of the villi preparation, 50 mg kgÿ1 of the laÊng®l preparation and 100 mg kgÿ1 of the ropy yoghurt preparation. Thus, the effect of both viili and laÊng®l was clearly stronger than that of ropy yoghurt. All three preparations signi®cantly enhanced the delayed cutaneous hypersensitivity response to oxazolone, which was depressed in tumour-bearing mice. The antitumour effect of these ropy milks is thought to be mediated by the immune responses associated with host's macrophages and/or T cells. Antimutagenic Activity
Strains of Lc. lactis subsp. cremoris isolated from viili, both ropy and nonropy, reduced the mutagenicity of nitrosated beef extract by 40%, as determined by the Ames test, using Salmonella typhimurium as the test organism. Lowering of Serum Cholesterol
In experiments on rats fed diets containing viili, nonropy fermented milk or acidi®ed skim milk, the serum cholesterol level of rats on a viili-containing diet was lowest of the three groups. Their ratio of high-density lipoprotein cholesterol to total cholesterol was the highest of the three groups. The mechanism of this cholesterol-lowering effect is unknown. Antibacterial Effects
Antagonistic effects of lactic acid bacteria against common pathogens and spoilage bacteria have been well demonstrated in vitro. For example, lactococci and their capsular material have been shown to inhibit the growth of Staphylococcus aureus, Escherichia coli and some clostridia.
Future Trends The future position of Nordic fermented milks in their traditional markets seems assured, despite the popularity that yoghurt and `probiotic' products have gained in the past few decades. Many types of fermented milks are nowadays produced in Scandinavia and some of them do not clearly ®t into the categories outlined above; for example, products that are mixtures of ropy milks with acidophilous milk. With the growing interest in various `probiotic' cultures, this trend is expected to continue, with more combinations of this kind being offered to consumers.
FERMENTED MILKS/Middle East See also: Fermented Milks: Types and Standards of Identity; Starter Cultures; Buttermilk; Middle East; Asia; Kefir; Yoghurt Types and Manufacture; Yoghurt, Role of Starter Cultures; Health Effects of Fermented Milks.
Further Reading Alm L and Larsson I (1983) FraÊn forntid till framtid. Den nordiska taÈtmjoÈlkenÐen produkt med gamla anor. Nordisk Mejeriindustri 10: 396±399. Bertelsen E (1983) KulturmjoÈlksprodukter i Norden. Nordisk Mejeriindustri 10: 386±390. ForseÂn R (1966) Die Langmilch (PitkaÈpiimaÈ). Meijeritieteellinen Aikakauskirja 26: 1±76. ForseÂn R (1989). Characterisation of antigenic surface structures of lactococci and their possible immunobiological effects. Fermented Milks and Health, Workshop Proceedings, September 1989, Arnhem, pp. 138±147. Ede, The Netherlands: NIZO. IDF (1988) Fermented Milks: Science and Technology. International Dairy Federation Bulletin no. 227. Brussels: IDF. Kitazawa H, Toba T, Itoh T, Kumano N and Adachi S (1990) Antitumor activity of ropy sour milks in murine solid tumor. Japanese Journal of Zootechnical Science 61(11): 1033±1039. Kitazawa H, Toba T, Itoh T et al. (1991) Antitumoral activity of slime-forming, encapsulated Lactococcus lactis subsp. cremoris isolated from Scandinavian ropy sour milk, `viili'. Animal Science and Technology 62(3): 277±283. Laukkanen M, Antila P and Antila V (1988) The watersoluble vitamin contents of Finnish liquid milk products. Meijeritieteellinen Aikakauskifja 46(1): 7±24. Macura D and Townsley PM (1984) Scandinavian ropy milk: identi®cation and characterization of endogenous ropy lactic streptococci and their extracellular excretion. Journal of Dairy Science 67: 735±744. Nakajima H (1995) Characteristics of fermented milk produced by slime-forming Lactococcus lactis subsp. cremoris. Snow Brand R&D Reports 104: 97±169. Nakajima H, Toyoda S, Toba T et al. (1990) A novel phosphopolysaccharide from slime-forming Lactococcus lactis subspecies cremoris SBT 0495. Journal of Dairy Science 73(6): 1472±1477. Neve H, Geis A and Teuber M (1988) Plasmid-encoded functions of ropy lactic acid streptococcal strains from Scandinavian fermented milk. Biochimie 70: 437±442. Robinson RK and Tamime AY (1990) Microbiology of fermented milks. In: Robinson RK (ed.) Dairy Microbiology, vol. 2, The Microbiology of Milk Products, 2nd edn, pp. 291±343. London: Elsevier Applied Science. Saxelin M-L, Nurmiaho-Lassila E-L, Merilainen VT and Forsen R (1986) Ultrastructure and host speci®city of bacteriophages of Streptococcus cremoris, Streptococcus lactis subsp. diacetylactis, and Leuconostoc cremoris from Finnish fermented milk `viili'. Applied and Environmental Microbiology 52(4): 771±777.
1041
Sundman V (1953) On the microbiology of Finnish ropy sour milk. Proceedings of the 13th International Dairy Congress, The Hague, vol. 3, pp. 1420±1427.
Middle East M H Abd El-Salam, National Research Centre, Dokki, Cairo, Egypt Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The evolution of fermented milks in the Middle East can be traced to the prehistoric era, although there is no tangible evidence for how people at that time knew how to ferment milk. However, there is a concrete evidence of milk fermentation by later communities apparent from the archaeological remains found in Egypt, Iraq and Syria. Fermented milks became an integral part of the diet of these people. In order to understand the situation of traditional milk processing and utilization in this part of the world one should recall the following points: 1. Milking animals are not limited to cows: sheep, goat, camel and buffalo milks are available in signi®cant quantities. 2. Milk production has an obvious seasonality related to climatic conditions. 3. A signi®cant part of the inhabitants are nomads, dessert dwellers and people living in the rural areas who tend to preserve surplus sour milk in different products with extended shelf-life. 4. Most of these products are home-made following neither standardized conditions nor proper hygiene. However, this picture has changed dramatically in the second half of the twentieth century. The modern dairy industry and its products have begun to replace the indigenous fermented milks. Several attempts have been made to develop and standardize the indigenous fermented products and some of these developments have been applied on industrial scale.
Type of Fermented Milks The fermented milk products of the Middle East can be classi®ed in different ways. However, the
FERMENTED MILKS/Middle East See also: Fermented Milks: Types and Standards of Identity; Starter Cultures; Buttermilk; Middle East; Asia; Kefir; Yoghurt Types and Manufacture; Yoghurt, Role of Starter Cultures; Health Effects of Fermented Milks.
Further Reading Alm L and Larsson I (1983) FraÊn forntid till framtid. Den nordiska taÈtmjoÈlkenÐen produkt med gamla anor. Nordisk Mejeriindustri 10: 396±399. Bertelsen E (1983) KulturmjoÈlksprodukter i Norden. Nordisk Mejeriindustri 10: 386±390. ForseÂn R (1966) Die Langmilch (PitkaÈpiimaÈ). Meijeritieteellinen Aikakauskirja 26: 1±76. ForseÂn R (1989). Characterisation of antigenic surface structures of lactococci and their possible immunobiological effects. Fermented Milks and Health, Workshop Proceedings, September 1989, Arnhem, pp. 138±147. Ede, The Netherlands: NIZO. IDF (1988) Fermented Milks: Science and Technology. International Dairy Federation Bulletin no. 227. Brussels: IDF. Kitazawa H, Toba T, Itoh T, Kumano N and Adachi S (1990) Antitumor activity of ropy sour milks in murine solid tumor. Japanese Journal of Zootechnical Science 61(11): 1033±1039. Kitazawa H, Toba T, Itoh T et al. (1991) Antitumoral activity of slime-forming, encapsulated Lactococcus lactis subsp. cremoris isolated from Scandinavian ropy sour milk, `viili'. Animal Science and Technology 62(3): 277±283. Laukkanen M, Antila P and Antila V (1988) The watersoluble vitamin contents of Finnish liquid milk products. Meijeritieteellinen Aikakauskifja 46(1): 7±24. Macura D and Townsley PM (1984) Scandinavian ropy milk: identi®cation and characterization of endogenous ropy lactic streptococci and their extracellular excretion. Journal of Dairy Science 67: 735±744. Nakajima H (1995) Characteristics of fermented milk produced by slime-forming Lactococcus lactis subsp. cremoris. Snow Brand R&D Reports 104: 97±169. Nakajima H, Toyoda S, Toba T et al. (1990) A novel phosphopolysaccharide from slime-forming Lactococcus lactis subspecies cremoris SBT 0495. Journal of Dairy Science 73(6): 1472±1477. Neve H, Geis A and Teuber M (1988) Plasmid-encoded functions of ropy lactic acid streptococcal strains from Scandinavian fermented milk. Biochimie 70: 437±442. Robinson RK and Tamime AY (1990) Microbiology of fermented milks. In: Robinson RK (ed.) Dairy Microbiology, vol. 2, The Microbiology of Milk Products, 2nd edn, pp. 291±343. London: Elsevier Applied Science. Saxelin M-L, Nurmiaho-Lassila E-L, Merilainen VT and Forsen R (1986) Ultrastructure and host speci®city of bacteriophages of Streptococcus cremoris, Streptococcus lactis subsp. diacetylactis, and Leuconostoc cremoris from Finnish fermented milk `viili'. Applied and Environmental Microbiology 52(4): 771±777.
1041
Sundman V (1953) On the microbiology of Finnish ropy sour milk. Proceedings of the 13th International Dairy Congress, The Hague, vol. 3, pp. 1420±1427.
Middle East M H Abd El-Salam, National Research Centre, Dokki, Cairo, Egypt Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The evolution of fermented milks in the Middle East can be traced to the prehistoric era, although there is no tangible evidence for how people at that time knew how to ferment milk. However, there is a concrete evidence of milk fermentation by later communities apparent from the archaeological remains found in Egypt, Iraq and Syria. Fermented milks became an integral part of the diet of these people. In order to understand the situation of traditional milk processing and utilization in this part of the world one should recall the following points: 1. Milking animals are not limited to cows: sheep, goat, camel and buffalo milks are available in signi®cant quantities. 2. Milk production has an obvious seasonality related to climatic conditions. 3. A signi®cant part of the inhabitants are nomads, dessert dwellers and people living in the rural areas who tend to preserve surplus sour milk in different products with extended shelf-life. 4. Most of these products are home-made following neither standardized conditions nor proper hygiene. However, this picture has changed dramatically in the second half of the twentieth century. The modern dairy industry and its products have begun to replace the indigenous fermented milks. Several attempts have been made to develop and standardize the indigenous fermented products and some of these developments have been applied on industrial scale.
Type of Fermented Milks The fermented milk products of the Middle East can be classi®ed in different ways. However, the
1042
FERMENTED MILKS/Middle East
following classi®cation has been adopted which is based on the total solids (TS) content of the product. 1. Fermented milks with normal milk composition (12±18% TS) which can be either liquid or set gel. This group includes: `zabady', `laban rayeb', `laban kad' and `gariss'. 2. Concentrated fermented milks (20±40% TS). This group includes `labneh' and `laban zeer'. 3. Dried fermented milks (>85% TS), which include `kishk' and related products.
Fermented Milks with Normal Milk Composition (12±18% TS) Zabady (Laban Zabady)
Zabady is the traditional plain set-type yoghurt in Egypt and several Arabic countries. The main differences between zabady and the classical yoghurt are summarized in Table 1. Zabady is usually made from buffalo milk (partially skimmed). The milk is boiled for few minutes, left to cool to 37±45 � C and then inoculated with part of the previous batch as starter culture. The milk is distributed into the marketing packages (traditional porcelain pots have been replaced nowadays with shallow plastic containers with separate lids). The containers are transferred to an incubator and left uncovered. This allows the formation of the surface skin. Also fat globules rise during the incubation giving fat-rich top layer. After the zabady has set, the containers are removed, covered and stored in the refrigerator. Normally zabady is made by small producers (milk shops) to be distributed and consumed within 24 h of its manufacture. Chemical composition The chemical composition of zabady is close to that of yoghurt. Its gross composition fall within the following range: fat, 2.60± 3.67%; protein, 2.91±4.96%; lactose, 2.92±3.98%; ash, 0.7±0.82%; and titratable acidity, 0.93±1.20%.
Zabady is characterized by high acetaldehyde (1.67±5.9 mg kgÿ1) and low diacetyl content (0.0± 0.15 mg kgÿ1). Microbiology The count of lactic acid bacteria in zabady fall in the range of 1 � 108±7 � 108 which matches the standard of yoghurt. However, it contains large numbers of yeasts and moulds (5.0 � 104±6.9 � 105) which can be attributed to postcontamination as zabady surfaces are kept uncovered during incubation. Streptococcus thermophilus and Lactobacillus delbrueckii subsp. bulgaricus predominate in zabady. Bacillus subtilis, Microbacterium lacticum, Alcaligenes tolerans, some strains of Micrococcus spp., yeasts and also coliform bacteria have been found as contaminating microorganisms in some market zabady samples. Zababy has antibacterial properties as it markedly inhibits the growth of Staphylococcus aureus, Bac. subtilis, Shigella shigae and Escherichia coli. Laban Rayeb
Laban rayeb is an indigenous product in Egypt. Traditionally housewives milk their animals into a shallow earthenware pot (`shalia'/`matred') which has been washed and sterilized by drying in an oven. The milk containers are left undisturbed until the next day in a warm place where milk is fermented by the natural milk ¯ora. The top layer (sour cream) is removed for buttermaking, while the coagulated bottom layer (laban rayeb) is used as it is. Laban rayeb is also used as a base for the manufacture of karish cheese or in salad. Laban Kad (Rob)
Small quantities of milk are collected successively in goatskin bags (`kerbah') and left to sour naturally for a period determined by experience and the season. Air is blown into the kerbah, closed tightly and then shaken until the fat globule coalesce. Laban kad
Table 1 Differences between zabady and yoghurt
Type of milk Forti®cation/additives Heat treatment Homogenization Starters Product characteristics Packages/containers
Zabady
Yoghurt
Mainly buffalo milk Nothing used Boiling Not homogenized From previous batch Surface skin with high-fat top layer Cooked ¯avour Shallow porcelin pots/plastic containers with separate lids
Cows' milk Skim milk powder, stabilizers, ¯avours High temperature pasteurization Homogenized De®ned starters Smooth surface, homogeneous composition Several types of glass and plastic containers with sealed lids
FERMENTED MILKS/Middle East
(buttermilk) is the product left after the removal of the butter grain. Laban kad is either made into karish cheese in the cold season or concentrated as laban zeer in the hot season. The containers used for the fermentation and churning are not washed and traces from the previous batch serve as a starter for the new one. The freshly prepared product has the characteristic buttery ¯avour. Differences can be found in the ¯ora of laban kad produced in different seasons. Streptococci dominate in the cold season, while lactobacilli dominate in the hot season. The lactic acid bacteria in laban kad include homo- and heterofermentative streptococci and lactobacilli. Lactococcus lactis subsp. lactis, Leuconostoc mesenteroides subsp. dextranicum, Ln. mesenteroides subsp. cremoris, Lactobacillus casei, Lb. plantarum and Lb. brevis are found in laban kad. In Sudan, rob is diluted with two to three volumes of water to give a product known as `ghubasha', a thirst-quencher. Pastoralists in Sudan make salad from a mixture of rob and grated fruit of a wild plant called `feggous' (Cucumis melo). Gariss
Gariss is made from camel's milk in Sudan. Traditionally, the milk is fermented in two large leather bags lashed to the saddle of a camel. Whenever part of the product is taken for consumption, an equal volume of fresh camels' milk is added. The microorganisms for the fermentation of gariss have been identi®ed as lactobacilli (Lb. helveticus, Lb. delbrueckii subsp. lactis) and yeast that belong to the genera Candida and Kluveromyces. Gariss has the following composition: 1.35±1.40% lactose, 2.15± 2.40% fat, 3.40±3.85% protein, 0.75±0.80% ash, 1.3±1.4% ethanol, 0.13±0.20% volatile fatty acids, 1.0±1.8% titratable acidity and pH 3.25±3.40.
Concentrated Fermented Milks Labneh
Labneh (22±26% TS) is a popular product in Lebanon and Syria. It has a soft, smooth and spreadable texture with clean acid ¯avour. Labneh is made from cow, sheep, goat or buffalo milks. Consequently, differences are expected in the composition and properties of labneh according to the different milks used. Manufacture Labneh is usually made from fullcream yoghurt or zabady. The method of making labneh differs slightly in the different producing countries. In Egypt, yoghurt is stored overnight in a cooled room. The next day, salt is added to the yoghurt, and mixed in well to ensure uniform
1043
distribution of salt and to break the gel structure. The stirred yoghurt is then transferred to cheesecloth bags, hung on racks and left to drain for about 12± 24 h. Labneh is then packaged in suitable containers and stored under refrigeration. In Saudi Arabia, a similar method is followed but the straining of the yogurt is enhanced by a light pressing of bags ®lled with yoghurt. In Lebanon, labneh is made by straining stirred yoghurt without the addition of salt. Labneh is garnished before consumption with dried herbs, salt and olive oil and served with bread. The traditional methods for making labneh have been subjected to modi®cations to overcome the substantial time needed for whey removal and to offer proper hygienic conditions during processing. These modi®cations include (1) removal of whey by mechanical separation, (2) culturing ultra®ltrated milk retentate, (3) ultra®ltration of fermented milk and (4) the use of low-lactose high-heat whole milk powder which can be reconstituted to a total solids similar to that in labneh to avoid the need for a whey drainage step. Labneh is used also for the manufacture of another product, `labneh anbaris' (about 40% TS), in Lebanon. This product is made by shaping labneh into balls and partial sun-drying of these balls, which are then packaged into glass jars and covered with olive oil. However, labneh anbaris is properly classi®ed under cheeses rather than fermented milks. Characteristics Labneh has a soft, smooth, spreadable and creamy texture. Fresh labneh has no sign of wheying-off, with clean acid taste and milky white colour. The method of making labneh has a determining role in the texture and structure of the ®nal product. Homogenization has a marked effect on the ®rmness of labneh made from goat and sheep milk and to a lesser extent for that made from cows' milk. A homogenized labneh is less ®rm than an unhomogenized one. Labneh made by ultra®ltration of coagulum has rheological properties closer to the traditional labneh than that made by the fermentation of ultra®ltrated milk retentate. The microstructure of labneh is greatly in¯uenced by the temperature of concentration: a ®rmer product is produced when the yoghurt is ultra®ltered at 50± 55 � C. This effect is associated with the formation of complex micellar chains which are not evident in traditional labneh and in products made by ultra®ltration at 35 � C. Chemical composition The composition of labneh varies within the following ranges: fat, 9±11%; protein, 8.5±9.0%; lactose, 3.5±4.0%; total solids,
1044
FERMENTED MILKS/Middle East
22±26%; titratable acidity, 1.5±2.5% and sodium chloride about 1%. Microbiology Labneh is normally made from naturally fermented milk or plain yoghurt. However, several other starters can be used in its manufacture. A mixture of Lc. lactis subspp. lactis and cremoris has been used at the rate of 2% as starter for the manufacture of labneh. Also, different combinations of some strains of Enterococcus faecalis isolated from laban rayeb with Lb. delbrueckii subsp. bulgaricus have been used to produce labneh. Laban Zeer
Laban zeer is a concentrated fermented product made in some parts of Egypt. The fermented buttermilk (`laban khad') obtained from the churning of naturally fermented cream is stored in an earthenware jar (`zeer'). The walls of the zeer are porous, which allows the ®ltration of water and subsequent evaporation from the outer surface of the zeer. This gives rise to an increase in the total solids of the zeer's contents. Laban zeer contain 11.5±17.4% total protein and about 0.2% soluble nitrogen. The ®nished product has a pH value of 3.5±3.8. The product has a high total bacterial count (108±109 cfu gÿ 1) and yeast (106±107 cfu gÿ 1). The genus Bacillus is the most prominent type of bacteria found in laban zeer followed by Lactobacillus spp. The yeasts belong to the genera Actinomyces and Saccharomyces. Laban zeer serves as the base for the manufacture of kishk (see below). Biruni
Biruni is a typical product of the Nuba Mountains in Sudan. Cows' milk is stored in large gourds in which milk undergoes fermentation and concentration through ®ltration and evaporation from the outer surface of the gourds. Fresh milk is added continuously to the old fermented and concentrated milk. Biruni is allowed to age for at least 1 year and up to 10 years before its consumption. It turns brown with a rancid ¯avour. The product falls in consistency between fermented milk and soft cheese. However, no report is available on its composition or microbiology.
Dried Fermented Milk Products (Kishk and Related Products) Dried fermented milk products are traditionally produced to secure nutritive supplies during seasons of limited milk availability. The products can be eaten as biscuits with or without tea or after
reconstitution in different ways, e.g. as a porridgelike product, in soup preparation or as a beverage. Kishk has several names and varying composition throughout the Middle Eastern countries. The products in this group can be subdivided into: 1. Dried fermented milks without additives: `kurut' (Turkey), `madeer' and `oggt' (Saudi Arabia). 2. Products based on mixtures of fermented milks and cereals: kishk (kushuk, kichk) (Lebanon, Syria, Egypt). 3. Flavoured products containing cereals and other additives (vegetables, spices, herbs or fruits): `kashk', `kekg' (Iran) and `zhum' (Yemen). Of the dried fermented milk products, kishk is the major and most important one. It has received much attention and developmental work. Manufacture
The cereal additive (`burghol') used in kishk is prepared from soft wheat. The grains are cleaned of stalks and dirt, then sized, and the large grains are steeped in boiling water for 1 h until soft. The grains are then dried in the sun for 24 h. On the following day the dried grains are moistened with water (about 20%), cracked and dehusked by winnowing and then sized as coarse and ®ne. It is recommended that coarse burghol be used for kishk-making. The fermented milk (skim milk or low-fat yoghurt; laban zeer) is mixed with burghol at the rate of 2 : 1 to 4 : 1, and NaCl (about 6%) is added. The mixture is left for several days with continuous kneading to complete fermentation and to achieve proper hydration of the burghol. The mixture is then shaped into small balls or nuggets and dried for 7±8 days in the hot shade or sun. The dried kishk is either milled to a powder or packed as dried balls or nuggets. The ®nal product is not hygroscopic and can be stored for 2±3 years without deterioration. Kishk with a high fat content does not store well since it is prone to oxidative rancidity. Chemical Composition and Nutritive Value
The chemical composition of kishk varies widely as follows: moisture, 3.0±16.0%; protein, 8.9±54.5%; fat, 1.6±19.9%; carbohydrate, 31.0±65.7%; dietary ®bre, 0.5±2.5%; and ash, 3.8±9.5%. These differences are due to several factors, namely the differences in methods of manufacture, ef®ciency of fat separation of the fermented milk or buttermilk and the ratio of fermented milk to cereal additive. Kishk contains substantial amounts of starch (digestible and nondigestible fractions) and ®bre that originate from burghol. In addition, an appreciable
FERMENTED MILKS/Asia
amount of galactose is present in kishk as the micro¯ora responsible for the fermentation of kishk is not able to metabolize galactose. The milk proteins undergo extensive proteolysis in kishk. The major casein fractions can be detected with dif®culty in kishk samples. Kishk can be considered as a good source of iron and manganese which originate from burghol. Kishk has a characteristic pattern of organic acids that re¯ect the fermentation processes during its preparation. Lactic, propionic, acetic, orotic, uric/ formic and citric acids have been identi®ed in kishk samples. Compared to yoghurt, kishk contains two to three times the amount of lactic acid, and has higher propionic and lower orotic, citric and uric/ formic acid contents. Kishk can be considered as a functional healthy product. Fermenting milk makes it easier to digest and the presence of ®bre is in accordance with the current nutritional trends. Microbiological Quality
The acidic nature of kishk, its low moisture content and the high salt content explain the good microbiological quality of traditional kishk. Coliforms and Staphylococcus aureus are generally absent in market samples of traditional kishk. See also: Fermented Milks: Types and Standards of Identity; Health Effects of Fermented Milks. Kluyveromyces spp. Lactobacillus spp.: General Characteristics. Lactococcus spp.: Lactococcus lactis. Yeasts in Milk and Dairy Products.
Further Reading Abdelgadir WS, Ahmed TK and Dirar HA (1998) The traditional fermented milk products of the Sudan. International Journal of Food Microbiology 44: 1±13. Abou-Donia SA (1984) Egyptian fresh fermented milk products. New Zealand Journal of Dairy Science and Technology 19: 7±18. Abou-Donia SA (1999) Geographical distribution and historical development of ancient Egyptian dairy products. Egyptian Journal of Dairy Science 27: 359±368. Al-Mashhadi AS, Saadi SR, Ismail A and Salji JP (1987) Traditional fermented dairy products in Saudi Arabia. Cultured Dairy Products Journal 22: 24±33. El-Gendy SM (1983) Fermented foods of Egypt and the Middle East. Journal of Food Protection 46: 358±367. El-Samragy YA (1997) Labneh or yoghurt-cheese: a review. Egyptian Journal of Dairy Science 25: 165±178. Kurmann JA, Rasic JL and Kroger M (eds) (1992) Encyclopedia of Fermented Fresh Milk Products. New York: Van Nostrand Reinhold. Mahdi HA, Tamime AY and Davies G (1990) Some aspects of the production of `labneh' by ultra®ltration
1045
using cows', sheep's and goats' milk. Egyptian Journal of Dairy Science 18: 354±368. Tamime AY and O'Connor TP (1995) Kishk: a dried fermented milk/cereal mixture. International Dairy Journal 5: 109±128. Tamime AY and Robinson RK (1978) Some aspects of the production of concentrated yoghurt (labneh) popular in the Middle East. Milchwissenschaft 33: 209±212. Tamime AY and Robinson RK (1985) Yoghurt Science and Technology. Oxford: Pergamon Press.
Asia R Akuzawa, Nippon Veterinary and Animal Science University, Tokyo, Japan I S Surono, Indonesia Institute of Technology, Tangerang, Indonesia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The origins of fermented milk are unclear. However, when the goat was ®rst domesticated in Mesopotamia in about 5000 BC, the nomadic communities stored the milk warm in animal skins or in crude earthenware pots in a hot climate, which lead to spontaneous curd formation. Fermented milks probably originated in the Middle East before the Phoenician era. The Old Testament mentions that fermented cream existed in Mesopotamia in c.1300BC and laban rayeb and laban khad were manufactured perhaps as early as 5000 BC. Kumys was probably known in the Ukraine around 2000 BC and dahi was fermented in India as early as 1500 BC. The skills of making fermented milk were introduced to Russia and other European areas by the Tartars, and to Central Asia by the Huns and Mongols. The `Silk Road' contributed to the early development and spread of fermented milks. A common characteristics of all fermented milks is the presence of lactic aid. Various methods have been used for the manufacture of traditional fermented milks. The bacteria essential for fermentation originate from fermentation vessels, raw milk, the alimentary tract of animals and from plants. Warm raw milk from the cows, sheep, goats, water buffaloes, camels or horses of the nomads was turned into clabber or curd by indigenous bacteria, by means of traditional fermentation.
FERMENTED MILKS/Asia
amount of galactose is present in kishk as the micro¯ora responsible for the fermentation of kishk is not able to metabolize galactose. The milk proteins undergo extensive proteolysis in kishk. The major casein fractions can be detected with dif®culty in kishk samples. Kishk can be considered as a good source of iron and manganese which originate from burghol. Kishk has a characteristic pattern of organic acids that re¯ect the fermentation processes during its preparation. Lactic, propionic, acetic, orotic, uric/ formic and citric acids have been identi®ed in kishk samples. Compared to yoghurt, kishk contains two to three times the amount of lactic acid, and has higher propionic and lower orotic, citric and uric/ formic acid contents. Kishk can be considered as a functional healthy product. Fermenting milk makes it easier to digest and the presence of ®bre is in accordance with the current nutritional trends. Microbiological Quality
The acidic nature of kishk, its low moisture content and the high salt content explain the good microbiological quality of traditional kishk. Coliforms and Staphylococcus aureus are generally absent in market samples of traditional kishk. See also: Fermented Milks: Types and Standards of Identity; Health Effects of Fermented Milks. Kluyveromyces spp. Lactobacillus spp.: General Characteristics. Lactococcus spp.: Lactococcus lactis. Yeasts in Milk and Dairy Products.
Further Reading Abdelgadir WS, Ahmed TK and Dirar HA (1998) The traditional fermented milk products of the Sudan. International Journal of Food Microbiology 44: 1±13. Abou-Donia SA (1984) Egyptian fresh fermented milk products. New Zealand Journal of Dairy Science and Technology 19: 7±18. Abou-Donia SA (1999) Geographical distribution and historical development of ancient Egyptian dairy products. Egyptian Journal of Dairy Science 27: 359±368. Al-Mashhadi AS, Saadi SR, Ismail A and Salji JP (1987) Traditional fermented dairy products in Saudi Arabia. Cultured Dairy Products Journal 22: 24±33. El-Gendy SM (1983) Fermented foods of Egypt and the Middle East. Journal of Food Protection 46: 358±367. El-Samragy YA (1997) Labneh or yoghurt-cheese: a review. Egyptian Journal of Dairy Science 25: 165±178. Kurmann JA, Rasic JL and Kroger M (eds) (1992) Encyclopedia of Fermented Fresh Milk Products. New York: Van Nostrand Reinhold. Mahdi HA, Tamime AY and Davies G (1990) Some aspects of the production of `labneh' by ultra®ltration
1045
using cows', sheep's and goats' milk. Egyptian Journal of Dairy Science 18: 354±368. Tamime AY and O'Connor TP (1995) Kishk: a dried fermented milk/cereal mixture. International Dairy Journal 5: 109±128. Tamime AY and Robinson RK (1978) Some aspects of the production of concentrated yoghurt (labneh) popular in the Middle East. Milchwissenschaft 33: 209±212. Tamime AY and Robinson RK (1985) Yoghurt Science and Technology. Oxford: Pergamon Press.
Asia R Akuzawa, Nippon Veterinary and Animal Science University, Tokyo, Japan I S Surono, Indonesia Institute of Technology, Tangerang, Indonesia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The origins of fermented milk are unclear. However, when the goat was ®rst domesticated in Mesopotamia in about 5000 BC, the nomadic communities stored the milk warm in animal skins or in crude earthenware pots in a hot climate, which lead to spontaneous curd formation. Fermented milks probably originated in the Middle East before the Phoenician era. The Old Testament mentions that fermented cream existed in Mesopotamia in c.1300BC and laban rayeb and laban khad were manufactured perhaps as early as 5000 BC. Kumys was probably known in the Ukraine around 2000 BC and dahi was fermented in India as early as 1500 BC. The skills of making fermented milk were introduced to Russia and other European areas by the Tartars, and to Central Asia by the Huns and Mongols. The `Silk Road' contributed to the early development and spread of fermented milks. A common characteristics of all fermented milks is the presence of lactic aid. Various methods have been used for the manufacture of traditional fermented milks. The bacteria essential for fermentation originate from fermentation vessels, raw milk, the alimentary tract of animals and from plants. Warm raw milk from the cows, sheep, goats, water buffaloes, camels or horses of the nomads was turned into clabber or curd by indigenous bacteria, by means of traditional fermentation.
1046
FERMENTED MILKS/Asia Table 1 Composition of milks used in the preparation of fermented milks Species
Fat (%)
Casein (%)
Whey proteins (%)
Cow Buffalo Goat Sheep Horse Camel
3.7 7.45 4.5 7.5 1.6 4.2
2.8 0.6 3.2 0.58 2.5 0.8 4.2 1.4 1.0 1.1 ÐÐÐÐÐÐ 3.7a ÐÐÐÐÐб
Lactose (%)
Ash (%)
Total solids (%)
4.8 4.9 4.4 4.4 6.0 4.1
0.7 0.78 0.8 0.87 0.4 0.75
12.6 16.91 13.0 18.37 10.1 12.75
a
Total protein content. Adapted from Kon SK, Ling ER and Porter JWG (1961) The composition of milk and the nutritive value of its components. In: Milk, vol. 2, pp. 195±263, London: Academic Press; and Fox PF and McSweeney PLH (1998) Production and utilization of milk. In: Dairy Chemistry and Biochemistry, pp. 1±2, London: Blackie Academic and Professional.
Dahi Yoghurt-like products are widely produced in the Mediterranean area, Asia, Africa and central Europe. In India, dahi, which resembles yoghurt, is still made traditionally at home using the milk of various mammals, e.g. water buffaloes, cows and goats. Dahi is a semi-solid product obtained from pasteurized or boiled milk by souring naturally, or otherwise, using a lactic acid culture. A commercially available mixture of buffaloes' and cows' milk is used. The milk is boiled, cooled and inoculated with dahi starter left over from the previous day, and incubated at ambient temperature for 4±6 h until it turns to a thick consistency. Dahi made from buffaloes' milk gives a thick-bodied product because of its higher solids content. The composition of the milk of various dairy species is shown in Table 1. Industrial production of dahi is now being attempted in metropolitan areas. Mild dahi is made with mesophilic lactococci. Leuconostocs can be used as adjunct organisms for added buttery odour and ¯avour. Sour dahi contains additional cultures belonging to thermophilic microorganisms, which are generally employed in the manufacture of yoghurt. It takes less than 4 h to produce dahi. Dahi may be consumed as a sweet or savoury `lassi' drink or as a dessert containing sugar and fresh diced banana, orange slices, mango and other seasonal fruits. The microorganisms involved in the production of dahi and other fermented milks of Asia, as well as the major functions of starter cultures, are listed in Table 2.
Kumys Kumys is a unique lactic acid-alcohol fermented milk that originated in Central Asia. The name is derived from the Kumanese, who survived until 1235 as a Kumane River tribe on the central Asian steppes. The proteins of horses' milk are somewhat different from
those from the milk of other species because when the milk is fully renneted, it forms no visible curd, owing to a higher whey protein and lower casein content. The fat content of horses' milk is lower than that of cows' milk. Traditionally, kumys was made from horses' milk, but now that horses' milk is scarce, it has been replaced by cows' milk. To overcome the difference in the casein and whey protein ratio between horses' and cows' milk, a membrane ultra®ltration method is used to adjust the whey protein content, so that whey protein is concentrated, but not the lactose. Lactose-fermenting yeasts, such as Candida spp., Kluyveromyces lactis and Torula spp., and the thermophilic starter Lactobacillus delbrueckii subsp. bulgaricus are involved in the fermentation process. The lactic acid bacteria are responsible for acid production and the yeasts are responsible for the production of ethanol and carbon dioxide. Some starter cultures may include Lb. acidophilus and Lactococcus lactis, as shown in Table 2. In the commercial manufacture of kumys from horses' milk, the bulk starter is prepared ®rst. A Torula spp. yeast culture and the lactic acid bacteria culture are inoculated separately into pasteurized skim cows' milk and incubated at 30 � C for 15 h and at 37 � C for 7 h, respectively. To prepare the bulk starter, the incubated cultures are added to horses' milk and incubated at 28 � C for about 4 days, after which the titratable acidity usually reaches 1.4%. Thirty per cent of the bulk starter is added to the fresh horses' milk at 28 � C, and suf®cient agitation introduces air for good yeast growth. The fermenting milk is dispensed into bottles with crowncapped closures and incubated for a further 2 h at 20 � C. The product is stored at below 6 � C until sold. Large-scale production of kumys from cows' milk is carried out by adding 2.5% sugar and 10% starter (Lb. delbrueckii subsp. bulgaricus, Lb. acidophilus and Saccharomyces lactis). The inoculated milk is incubated at 26±28 � C until a ®rm curd forms at the
FERMENTED MILKS/Asia
1047
Table 2 Starter cultures involved in manufacture of commercial and traditional fermented milks of Asia Product
Primary microorganism(s)
Secondary/optional microorganism(s)
Incubation temperature and time
Major function of culture
Calpis
Lb. helveticus Lb. fermentum Sac. cerevisiae
Ð
37 � C 18±20 h
Acidity, aroma, probiotic
Dahi, lassi cultured buttermilk and sour cream
Lc. lactis subsp. lactis Lc. lactis subsp. cremoris Lc. lactis subsp. lactis biovar diacetylactis Lb. delbrueckii subsp. bulgaricus
Ln. lactis Ln. mesenteroides subsp. cremoris
22±25 � C 16±18 h
Acidity, ¯avour, aroma
Dadih
Ln. paramesenteroides Lb. casei subsp. casei Lc. lactis subsp. lactis biovar diacetylactis
Ð
28±30 � C 24 h
Acidity, texture, aroma, ¯avour, probiotic
Ke®r
Lb. brevis Lb. ke®r Lb. acidophilus Ln. mesenteroides Ln. cremoris Sc. thermophilus Torulopsis ke®r Torulopsis holmii Sac. cerevisiae Can. pseudotropicalis
Ð
15±22 � C 24±36 h
Acidity, aroma, ¯avour, gas (CO2), alcohol, probiotic
Kumys
Lb. delbrueckii subsp. bulgaricus Lb. ke®ranofaciens Lb. lactis Lb. acidophilus Lc. lactis subsp. lactis Sac. lactis K. lactis
Ð
20±25 � C 12±24 h
Acidity, aroma, ¯avour, gas (CO2), alcohol, probiotic
Lb. paracasei subsp. paracasei
Ð
Yakult
30±37 � C 7±15 h
30±37 � C 16±18 h
Acidity, probiotic
From Kosikowski (1982) International Dairy Federation (1988); Sansawa (1999); Watabe et al. (1998) Lang and Lang (1970); Sukumar (1980) Outlines of Dairy Technology, p. 404. Delhi: Oxford University Press.
titratable acidity of approximately 0.8%. It is held at approximately 17 � C with aeration and intermittent stirring for the optimum yeast growth and, after several hours, the titratable acidity reaches 0.9%. The acidi®ed milk is then bottled. Accumulation of alcohol and carbon dioxide occurs during ripening and the product is subsequently stored at below 6 � C until sold. Kumys is a milky white liquid with a greyish cast. It is not watery but possesses a uniform consistency without any tendency to ¯ake or whey-off. A starter for kumys patented in 1990 in the former USSR consisted of Lc. lactis subsp. lactis, Lb. delbrueckii subsp. bulgaricus and the yeast Torula spp. The milk is ®rst aerated by stirring for 20±25 min and is then
kept at room temperature for 2±3 h. Lactic acid, ethanol and carbon dioxide are the end products. Hence, kumys has a sourish ¯avour and ®zzes and bubbles on shaking. Kumys is produced with varying contents of lactic acid and alcohol. It is classi®ed into three categories depending on how far the fermentation has progressed. Mild-¯avoured kumys has an acidity of 0.6±0.8% with an alcohol content of 0.7±1.0%; medium-¯avoured kumys contains 0.8±1.0% lactic acid and 1.1±1.8% alcohol; and strong-¯avoured kumys has an acidity of 1.0±1.2% with 1.8±2.5% alcohol. Viable counts of 4.97 � 107 cfu mlÿ1 and 1.43 � 107 cfu mlÿ1 for bacteria and yeast, respectively, have been reported in kumys.
1048
FERMENTED MILKS/Asia
Yakult Today, yakult is the best-known fermented milk product in the world on account of various claims of health-promoting properties. After Meiji Restoration (1868) in Japan, dairy products gained general acceptance and were appreciated as a special food for the sick, because this was the period when people were suffering from chronic malnutrition and infections, particularly intestinal infections such as dysentery and colitis. At that time, M. Shirota was aware that certain indigenous intestinal bacteria played a role in the body's defence mechanisms, including by competing with invading pathogenic bacteria. In 1929, he succeeded in the isolation and cultivation of Lb. casei strain Shirota (now reclassi®ed as Lb. paracasei subsp. paracasei), an indigenous human intestinal bacterium, and in 1935 he developed a fermented milk drink named yakult. Commercially produced yakult is made by fermenting skim milk with this lactobacillus. The total milk solids are rather low, about 3.7%, and yakult has 14% added sugar. The fermentation time is around 16±18 h at 37 � C. The viable count at the end of the fermentation exceeds 108 cfu mlÿ1. Lactic acid bacteria are widely distributed in nature, but not all of them can survive in the human intestine. Lactobacillus paracasei subsp. paracasei is occasionally found in the intestine and is capable of reaching the intestine in a viable state. The strain used in yakult manufacture is resistant to gastric juice and bile. Many culture methods have been studied to alleviate the inhibition of growth of Lb. paracasei subsp. paracasei by lactic acid accumulating during fermentation in the growth medium. These included batch culture, continuous culture, fed-batch culture, dialysis culture and extractive fermentation. The best results were obtained in fed-batch culture, by supplying fresh medium to the culture broth continuously or intermittently to maintain a desirable growth environment. In the fed-batch system, culture broth containing lactic acid is separated by ®ltration and an equal amount of fresh medium is added. This method achieves a very high ®nal cell concentration. A ®nal concentration of 40 g lÿ1 cell mass was obtained using this technique. Batch culture is the simplest method, but both ®nal cell concentration and metabolites are generally low, while continuous culture keeps the culture environment constant and cell productivity has been reported to be 1.05 g cell hÿ1 lÿ1, over three times higher than that reported for batch culture (0.33 g cell hÿ1 lÿ1). The characteristic light coffee colour of yakult is the result of Maillard reaction. Glucose, added to
skim milk before the heat treatment, plays a major role in this reaction.
Other Traditional Fermented Milks Products of Mongolia
The fermented milks of Mongolia (the state of Mongolia and the province of Inner Mongolia in China) are obtained using lactic acid bacteria and yeast fermentation. Types of fermented milks from this region include `edosensuu', `airag' and `tarag'. Edosensuu is made from cows' milk. It is fermented by Lc. lactis, Leuconostoc lactis and yeast at 17± 20 � C, which results in the production of small quantities of lactic acid (0.8%) and alcohol (0.2%). The cream layer is removed after fermentation. Airag (also called tsege in Inner Mongolia) is made from horses' milk. Lactobacillus helveticus, Lc. lactis and yeasts are the dominant micro¯ora of this product, which contains from 1% to 3% alcohol. Tsege contains Lb. helveticus, Lb. fermentum and Saccharomyces cerevisiae. A similar culture has been used in Japan in the commercial manufacture of a pasteurized fermented milk drink called calpis. In some studies, calpis has been observed to have bene®cial physiological effects such as lowering blood pressure in spontaneously hypertensive rats and also in hypertensive human subjects. Tarag (also called airag in Inner Mongolia) is made from cow, sheep or goat skim milk. Lactobacillus ke®ranofaciens dominates the micro¯ora of this product. Tarag contains relatively high amounts of lactic acid (pH 3.6±3.9).
Dadih
Dadih, which is similar to Indian dahi, has been produced in Indonesia for hundreds of years. The root word seems to be common. The Minangkabaus of West Sumatra traditionally ferment raw buffaloes' milk called dadih in fresh bamboo tubes capped with banana leaves. Interestingly, no heat treatment is applied to milk, which is fermented spontaneously by indigenous lactic acid bacteria present in the raw buffalo milk. The milk curdles after 24 h fermentation at 28±30 � C. At the end of fermentation, the total count of lactic acid bacteria was measured at 108 cfu gÿ1. The major bacterial species found in this product are Lb. casei subsp. casei, Ln. paramesenteroides and Lc. lactis subsp. lactis biovar diacetylactis. Some strains are acid and bile tolerant and their cell wall
FERMENTED MILKS/Ke®r
shows ability to bind mutagenic 3-amino-1,4-dimethyl-5H-pyrido-[4,3-b]-indole. The composition of lactic acid bacteria involved in spontaneous fermentation may vary depending on the conditions of fermentation. It is believed in West Sumatra that dadih has a bene®cial effect on health. Claims of prophylactic and therapeutic properties of indigenous lactic acid bacteria isolated from dadih warrant further investigation. These bacteria may be a useful addition to the probiotic organisms currently used in the commercial manufacture of fermented milks around the world. See also: Fermented Milks: Types and Standards of Identity; Starter Cultures; Middle East; Kefir; Health Effects of Fermented Milks.
Further Reading Fernandes CF, Chandan RC and Shahani KM (1992) Fermented dairy products and health. In: Wood BJB (ed.) The Lactic Acid Bacteria, vol. 1, The Lactic Acid Bacteria in Health and Disease, pp. 297±339. London: Elsevier Applied Science. Hayakawa K, Sansawa H, Nagamune T and Endo I (1990) High density culture of Lactobacillus casei by a cross¯ow culture method based on kinetic properties of the microorganism. Journal of Fermentation and Bioengineering 70: 404±408. International Dairy Federation (1988) Fermented Milks: Science and Technology. International Dairy Federation Bulletin no. 227. Brussels: IDF. Kosikowski FV (1982) Cheese and Fermented Milk Foods, 2nd edn, pp. 37±57. New York: FV Kosikowski and Associates. Lang F and Lang A (1970) A study of kumys manufacture as a potential new outlet for milk. Milk Industry 67: 22±25. Nakamura Y, Yamamoto K, Sakai A, Okubo S, Yamazaki I and Takano TI (1995) Puri®cation and characterization of angiotensin I-converting enzyme inhibitors from sour milk. Journal of Dairy Science 78: 777±783. Sansawa H (1999) Mass production of Lactobacillus casei strain Shirota. In: Yakult Central Institute for Microbiological Research (ed.) Lactobacillus casei Strain Shirota, pp. 97±102. Tokyo: Yakult Honsha. Surono IS and Hosono A (1996) Antimutagenicity of milk cultured with lactic acid bacteria from Dadih against mutagenic Terasi. Milchwissenschaft 51(9): 493±497. Watabe J, Ikeda N, Mizutani J et al. (1998) Comparison of microbiological and chemical characteristics among types of traditionally fermented milk in Inner Mongolia in China and calpis sour milk (sannyuu). Milk Science 47: 1±8.
1049
Ke®r
L Stepaniak, Agricultural University of Norway, AÊs, Norway A FetlinÂski, Rhodia Food BIOLACTA, Olsztyn, Poland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
History and Identity Ke®r is a fermented milk product obtained by incubating milk with the micro¯ora of ke®r grains. Standard of Identity no. 149 A:1997 issued by the International Dairy Federation (IDF) states that the micro¯ora of ke®r grains contains ``different species of lactic acid bacteria and yeasts''. The production of ke®r is unique in that it involves a mixed lactic acid/ alcoholic fermentation of lactose. Although the principal microorganisms in the product are lactic acid bacteria and the major metabolite of fermentation is usually lactic acid, ke®r can be de®ned as a self-carbonated milk beverage containing variable amounts of alcohol. Ke®r has been manufactured for hundreds of years in homes in the Caucasus Mountains, traditionally in leather sacks, oak barrels or clay pots. Fresh cows' or goats' milk was added when some of the fermented milk was removed. After prolonged use of the same containers their inner walls were coated by waterinsoluble ke®r grains which resemble boiled rice. Traditionally produced ke®r is known by a variety of other names, including kefyr, kephir, kefer, kiaphur, kepi and kippi. The name ke®r is derived from the Turkish `ker', meaning inebriating or fermenting. It is also known as the `drink of bliss' and ke®r grains as the `Prophet's millet', for it is said that the Prophet Mohammed gave the grains to a selected tribe as a symbol of eternal life. Some say that ke®r grains originated in Tibet. Traditional ke®r is quite sour, has a distinct yeasty ¯avour, accompanied by pronounced effervescence. The prickling sensation is contributed by carbon dioxide. When air-dried, ke®r grains retain their fermenting capability for 12 to 18 months. This probably facilitated the spreading of ke®r grains around the world. At the end of the nineteenth century, industrial production of ke®r began in Russia and the countries of former Soviet Union where it became the most popular fermented milk. Nowadays, ke®r is produced by dairy industries of many countries in Central and Eastern Europe, Scandinavia and Asia (Table 1).
FERMENTED MILKS/Ke®r
shows ability to bind mutagenic 3-amino-1,4-dimethyl-5H-pyrido-[4,3-b]-indole. The composition of lactic acid bacteria involved in spontaneous fermentation may vary depending on the conditions of fermentation. It is believed in West Sumatra that dadih has a bene®cial effect on health. Claims of prophylactic and therapeutic properties of indigenous lactic acid bacteria isolated from dadih warrant further investigation. These bacteria may be a useful addition to the probiotic organisms currently used in the commercial manufacture of fermented milks around the world. See also: Fermented Milks: Types and Standards of Identity; Starter Cultures; Middle East; Kefir; Health Effects of Fermented Milks.
Further Reading Fernandes CF, Chandan RC and Shahani KM (1992) Fermented dairy products and health. In: Wood BJB (ed.) The Lactic Acid Bacteria, vol. 1, The Lactic Acid Bacteria in Health and Disease, pp. 297±339. London: Elsevier Applied Science. Hayakawa K, Sansawa H, Nagamune T and Endo I (1990) High density culture of Lactobacillus casei by a cross¯ow culture method based on kinetic properties of the microorganism. Journal of Fermentation and Bioengineering 70: 404±408. International Dairy Federation (1988) Fermented Milks: Science and Technology. International Dairy Federation Bulletin no. 227. Brussels: IDF. Kosikowski FV (1982) Cheese and Fermented Milk Foods, 2nd edn, pp. 37±57. New York: FV Kosikowski and Associates. Lang F and Lang A (1970) A study of kumys manufacture as a potential new outlet for milk. Milk Industry 67: 22±25. Nakamura Y, Yamamoto K, Sakai A, Okubo S, Yamazaki I and Takano TI (1995) Puri®cation and characterization of angiotensin I-converting enzyme inhibitors from sour milk. Journal of Dairy Science 78: 777±783. Sansawa H (1999) Mass production of Lactobacillus casei strain Shirota. In: Yakult Central Institute for Microbiological Research (ed.) Lactobacillus casei Strain Shirota, pp. 97±102. Tokyo: Yakult Honsha. Surono IS and Hosono A (1996) Antimutagenicity of milk cultured with lactic acid bacteria from Dadih against mutagenic Terasi. Milchwissenschaft 51(9): 493±497. Watabe J, Ikeda N, Mizutani J et al. (1998) Comparison of microbiological and chemical characteristics among types of traditionally fermented milk in Inner Mongolia in China and calpis sour milk (sannyuu). Milk Science 47: 1±8.
1049
Ke®r
L Stepaniak, Agricultural University of Norway, AÊs, Norway A FetlinÂski, Rhodia Food BIOLACTA, Olsztyn, Poland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
History and Identity Ke®r is a fermented milk product obtained by incubating milk with the micro¯ora of ke®r grains. Standard of Identity no. 149 A:1997 issued by the International Dairy Federation (IDF) states that the micro¯ora of ke®r grains contains ``different species of lactic acid bacteria and yeasts''. The production of ke®r is unique in that it involves a mixed lactic acid/ alcoholic fermentation of lactose. Although the principal microorganisms in the product are lactic acid bacteria and the major metabolite of fermentation is usually lactic acid, ke®r can be de®ned as a self-carbonated milk beverage containing variable amounts of alcohol. Ke®r has been manufactured for hundreds of years in homes in the Caucasus Mountains, traditionally in leather sacks, oak barrels or clay pots. Fresh cows' or goats' milk was added when some of the fermented milk was removed. After prolonged use of the same containers their inner walls were coated by waterinsoluble ke®r grains which resemble boiled rice. Traditionally produced ke®r is known by a variety of other names, including kefyr, kephir, kefer, kiaphur, kepi and kippi. The name ke®r is derived from the Turkish `ker', meaning inebriating or fermenting. It is also known as the `drink of bliss' and ke®r grains as the `Prophet's millet', for it is said that the Prophet Mohammed gave the grains to a selected tribe as a symbol of eternal life. Some say that ke®r grains originated in Tibet. Traditional ke®r is quite sour, has a distinct yeasty ¯avour, accompanied by pronounced effervescence. The prickling sensation is contributed by carbon dioxide. When air-dried, ke®r grains retain their fermenting capability for 12 to 18 months. This probably facilitated the spreading of ke®r grains around the world. At the end of the nineteenth century, industrial production of ke®r began in Russia and the countries of former Soviet Union where it became the most popular fermented milk. Nowadays, ke®r is produced by dairy industries of many countries in Central and Eastern Europe, Scandinavia and Asia (Table 1).
1050
FERMENTED MILKS/Ke®r
Table 1 Ke®r production in selected countries in 1988; yoghurt production is given for comparison Country
Ke®r (tonnes yrÿ1)
Yoghurt, all types (tonnes yrÿ1)
Former USSR Poland Sweden Hungary Norway Switzerland
1 206 200 17 000 16 000 12 900 7 000 350
No data No data 27 000 6 400 1 200 96 000
(A)
Data from IDF (1988).
Kefir Grains: Microflora and Structure Ke®r grains of 0.2±2 cm, or more, in size are characterized by an irregular form and a folded or uneven surface, resembling miniature cauli¯ower ¯orets (Figure 1A). They are elastic, whitish and may get creamy or ivory in colour when washed and dried. The grains appear to arise from the curling of ¯at sheet-like structures with a subsequent folding and refolding into globular structures. When washed in water and cold-stored in saline solution, the grains remain intact for at least a month. The micro¯ora of ke®r grains is embedded in a gelatinous, spongy matrix composed of polysaccharides, milk proteins and products from autolysis of the microbial population. The grains contain 85±90% of water, and the dry mass is composed of �57% carbohydrates, �33% proteins, �4% fat and �6% ash. The main capsular polysaccharide, named ke®ran, is produced by Lactobacillus ke®ranofaciens. Ke®ran is a branched polysaccharide containing equal amounts of glucose and galactose. It can be extracted from ke®r grains with hot water. In solution, ke®ran causes only a small increase in viscosity. Ke®r grains are complex communities of microorganisms which arose from physical association of about 30 species of bacteria and yeasts (Table 2). Acetic acid bacteria, mainly Acetobacter pasteurianus, have been isolated from some but not all supplies of ke®r grains. Comprising about 1% of the total viable count, Acetobacter may play an important role in improving the taste and consistency of ke®r by increasing its viscosity. The speci®c composition of the micro¯ora of ke®r grains depends very much on the country of origin, cultivation, preservation and storage techniques, but the ratio of the viable count of yeasts and lactic acid bacteria (LAB) is relatively stable. The ratios of hetero- to homofermentative and mesophilic to thermophilic species are also quite constant. Homofermentative lactobacilli dominate
(B)
(C)
Figure 1 Ke®r grains and their micro-organisms. (A) Washed ke®r grains, original size; (B) micro-organisms, light microscope photomicrograph, magni®cation � 800; (C) microorganisms and grain matrix, scanning electron photomicrograph showing section with bacilli and cocci, magni-®cation � 8000. (Photographs courtesy of Rhodia Food BIOLACTA.)
FERMENTED MILKS/Ke®r
1051
Table 2 Major micro¯ora of ke®r grainsa Lactobacilli (108 ÿ 5 � 109 gÿ1)b
Lactococcus and Leuconostoc (108 ÿ 109 gÿ1)
Yeasts (106 ÿ 108 gÿ1)
Homofermentative Lb. acidophilus Lb. delbrueckii subsp. bulgaricus Lb. helveticus Lb. ke®ranofaciens Lb. ke®rgranum
Homofermentative Lc. lactis subsp. lactis Lc. lactis subsp. cremoris Sc. thermophilus
Lactose fermenting Kluyveromyces marxianus (anamorph: Candida kefyr, synonyms: K. lactis, K. bulgaricus) and subspecies Brettanomyces anomalus (synonym: Dekkera anomala) Debaryomyces hansenii (anamorph: Can. famata)
Facultative or obligately heterofermentative Lb. ke®r Lb. parake®r Lb. brevis Lb. plantarum Lb. casei and subspecies
Heterofermentative, citrate fermenting Lc. lactis subsp. lactis biovar. diacetilactis Ln. lactis Ln. mesenteroides subsp. mesenteroides Ln. mesenteroides subsp. cremoris Ln. mesenteroides subsp. dextranicum
Non-fermenting lactose Saccharomyces unisporus Sac. turicensis Sac. cerevisiae Sac. exiguus (synonyms: Can. holmii, Torula holmii) Torulaspora delbrueckii (anamorph: Can. colliculosa) Pichia fermentans (anamorph: Can. lambica)
a
Nomenclature of microorganisms as in: Wood BJB and Holzapfel WH (1995) The Genera of Lactic Acid Bacteria, London: Blackie; Kurtzman CP and Fell JW (1998) The Yeasts: A Taxonomic Study, 4th edn, Amsterdam: Elsevier; Wyder MT, Meile L and Teuber M (1999) Systematic and Applied Microbiology 22: 420±425. b Viable plate count per gram of wet grain. Data from Libudzisz and Piatkiewicz (1990); Haȯiger et al. (1991); Takizawa et al. (1998); Tamime and Marshall (1997); Wyder et al. (1997).
heterofermentative Lactobacillus species, while thermophilic LAB comprise only �1% of the total bacterial counts. About 50% of bacteria are capsular strains; Lb. ke®ranofaciens and Lb. ke®rgranum each comprise �40% of the viable population of Lactobacillus spp. The viable count of lactose-negative yeasts is higher than that of lactose-fermenting species. Saccharomyces unisporus or unknown yeasts often dominate the yeast micro¯ora of ke®r grains. However, during incubation of a ke®r culture inoculated with a grains-free inoculum, lactosefermenting yeasts tend to dominate the lactose nonfermenting species. Total microscopic count of single bacterial cells in ke®r grains is c. 5±10 times higher than the viable count shown in Table 2; when counted microscopically, lactobacilli, cocci and yeasts comprise about 66%, 16% and 18% of total micro¯ora, respectively. Figure 1B shows separate cells of cocci and yeasts distributed among dominant, long, often curved chains of bacilli. It is probable that many species of LAB and yeasts in ke®r grains remain unidenti®ed. The speci®c association of microorganisms is referred as to symbiotic or protocooperative. Lactobacilli isolates from ke®r grains grow poorly in milk when incubated individually. Candida kefyr stimulates the growth of Lb. ke®r, while the production of ethanol by Can. kefyr is higher when the yeast grows together with Lb. ke®r. The interactions are, however, not understood well. The spontaneous
formation of ke®r grains is still unexplained and so far, it has not been possible to make them from single isolates of ke®r micro¯ora. New grains can be made only by the growth and division of existing grains. Encapsulated bacteria seem to be responsible for the propagation of ke®r grains. During incubation in milk, the biomas of ke®r grains increases at a rate of 5±10% 24 hÿ1; however, part of the micro¯ora is shed into milk where the microorganisms continue to grow individually. After incubation in milk and removal of grains, the resulting ®ltrate yields traditional, home-made ke®r or it is used as a bulk starter for the industrial production of ke®r (Figure 2). The ®ltrate contains all the major groups of organisms present in ke®r grains. The viable count of LAB and yeasts per millilitre of the ®ltrate depends on the cultivation conditions and may be as high as in ke®r grains; however, cocci may outnumber lactobacilli. The distribution of microorganisms within the matrix of a ke®r grain is not uniform. Ke®ran-producing Lb. ke®ranofaciens is distributed throughout the grain but its population is most dense in the centre, while Lb. ke®r cells are mainly in the outer layers. Lactose-fermenting yeasts are located mostly in peripheral layers of grains. Frequent contaminants of ke®r grains are coliforms, Geotrichum, Pediococcus, Micrococcus and Enterococcus species. Ke®r grains, known locally as `buttermilk plant', are used in Ireland to ferment milk diluted 1 : 1 with
1052
FERMENTED MILKS/Ke®r
TRADITIONAL PRODUCTION
INDUSTRIAL PRODUCTION
Preparation of starters
Raw milk
Commercial kefir grains
Preheating Bactofugation Standardization Homogenization
Heat treatment Cooling
Resuscitating
Raw milk Skim milk natural/reconstituted
Heat treatment 85–95 °C/5–10 min
Heat treatment 95 °C/30 min
Cooling
Kefir grains
Kefir grains
a b
Incubation ∼5% grains 18–20 °C, ∼20 h
Incubation
Straining
Cooling
Washing
Straining
c Incubation 18–24 °C 14–20 h
Stirring/cooling Bulk starter filtrate
Kefir
Commercial kefir cultures
Maturation 8–10 °C/12 h pH 4.3–4.6
a, b, c : alternatives
Packing
Incubation 18–24 °C 14–20 h
Cooling
Packing
Maturation 8–10 °C/12 h pH 4.3–4.6
Kefir stirring type
Kefir set type
Cold storing 18 g kgÿ1 of yoghurt. Consequently, the selection of a strain of Lb. delbrueckii subsp. bulgaricus that ceases to release lactic acid at �10 g kgÿ1 would bene®t a manufacturer wishing to avoid the risk of product overacidi®cation during transport or storage. Similarly, some strains of Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus produce copious amounts of extracellular polysaccharides during fermentation and, equally important, the chemical composition and functional properties of such polysaccharides may differ from strain to strain. The advantage of this availability of strains is that culture suppliers can blend a number of strains together to give an `industrial culture' with a speci®c and well-de®ned set of characteristics and, if necessary, can fashion a culture to meet the demands of a particular yoghurt manufacturer. Indeed, now that the genetic modi®cation of strains is legal in some countries, the extent of strain and/or culture manipulation could become extensive ± perhaps cultures for fruit yoghurts that can synthesize strawberry or raspberry ¯avour notes during fermentation might even emerge. However, whatever the problems over the taxonomy of starter bacteria for yoghurt, it is widely accepted at present that the product should be manufactured with cultures currently designated as Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus and, as indicated earlier, there are sound reasons for employing these two species for the fermentation.
Microbiology of the Fermentation Once the initial processing of the milk has been completed, the milk is cooled to 42 � C prior to inoculation with a culture composed of equal numbers of Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus. The technology for handling the cultures can vary, but irrespective of whether the culture added to the process milk is a concentrated frozen/ freeze-dried culture or a liquid bulk starter grown in the factory, the ratio between Sc. thermophilus
and Lb. delbrueckii subsp. bulgaricus should be around 1 : 1. For frozen or freeze-dried commercial cultures, it is normal to assume the existence of this ratio, but veri®cation for liquid bulk cultures is most easily obtained by a direct microscopic count with the requirement that one `chain/clump' of streptococci should be visible for every `chain/clump' of lactobacilli. If necessary, con®rmation can be obtained by selective enumeration on appropriate media but, as the long chains of Sc. thermophilus may consist of 15±20 individual cells compared with chains of 3±4 cells for Lb. delbrueckii subsp. bulgaricus, the breakup of the chains during dilution and plating alters the anticipated 1 : 1 ratio quite dramatically. Indeed, a differential colony count may well indicate that Sc. thermophilus accounts for some 75±85% of the viable cells present in a yoghurt culture. The Individual Species
Streptococcus thermophilus Streptococcus thermophilus is a Gram-positive bacterium with spherical/ovoid cells of 0.7±0.9 mm diameter, and it is a natural inhabitant of raw milk in many parts of the world (see Streptococcus thermophilus). It occurs in milk in long chains of 10±20 cells, and ferments lactose homofermentatively to give L( ) lactic acid as the principal product. Above �10 g of lactic acid kgÿ1 of yoghurt (around pH 4.3±4.5), the growth and metabolism of Sc. thermophilus is normally inhibited and cell numbers, which may have reached 10 � 107±8 cfu mlÿ1 of yoghurt, tend to stabilize. Glucose, fructose and mannose can also be metabolized, but the fermentation of galactose, maltose and sucrose is strain speci®c; the loss or gain of alleles for speci®c aspects of metabolic performance is not uncommon. The principal sugar in the yoghurt base, lactose, is actively transported across the cell membrane of Sc. thermophilus through the mediation of a membrane-located enzyme, galactoside permease, and once inside the cell, another enzyme, b-galactosidase, hydrolyses the sugar to glucose and galactose. The glucose is then metabolized to pyruvate via the Embden±Meyerhof pathway, and lactic dehydrogenase converts the pyruvate to lactic acid. The galactose and lactic acid usually leave the cell and accumulate in the medium, but some strains of Sc. thermophilus possess a galactokinase which converts the galactose to galactose-1-P. This phosphorylated form of galactose can then be transformed into either glucose-1-P or galactose-6-P, depending on the strain, and further metabolized into lactic acid.
FERMENTED MILKS/Yoghurt, Role of Starter Cultures
Despite its protein-rich habitat, Sc. thermophilus displays limited proteolytic ability, and hence its source of nitrogen is, at least initially, free amino acids occurring naturally in the milk or released during the heat treatment. However, some amino acids, such as glutamic acid, histidine, cysteine, methionine, valine or leucine, are not present in milk at levels suf®cient to support the essential growth of Sc. thermophilus. Consequently, the increase in cell numbers depends upon the absorption of short-chain peptides released by the breakdown of milk proteins by Lactobacillus delbrueckii subsp. bulgaricus, and the hydrolysis of these peptides to their constituent amino acids. The optimum growth temperature for Sc. thermophilus is �37 � C, but it is suf®ciently thermophilic in nature to grow alongside Lb. delbrueckii subsp. bulgaricus during the commercial production of yoghurt at 42 � C. The growth of Sc. thermophilus ceases at �10 � C. Lactobacillus delbrueckii subsp. bulgaricus Lactobacillus delbrueckii subsp. bulgaricus is also Grampositive, and it occurs in milk as chains of 3±4 short rods (0.5±0.8 � 2.0±9.0 mm) with rounded ends (see Lactobacillus spp.: Lactobacillus delbrueckii Group). Its basic metabolism is again homofermentative but, in this case, the end product is D(ÿ) lactic acid at levels of around 18 g kgÿ1 of yoghurt; this form of lactic acid is less readily metabolized by humans than the L() isomer. The tolerance of Lb. delbrueckii subsp. bulgaricus to acidity also contrasts dramatically with that of Sc. thermophilus. Lactose, fructose, glucose and, in some strains, galactose can all be utilized by Lb. delbrueckii subsp. bulgaricus but, unlike Sc. thermophilus, Lb. delbrueckii subsp. bulgaricus can hydrolyse casein ± especially b-casein ± by means of a wall-bound proteinase to release peptides. However, the peptidase activity of Lb. delbrueckii subsp. bulgaricus is limited, and it is likely that it relies on the metabolism of peptides by Sc. thermophilus for a source of free amino acids. The optimum growth temperature for Lb. delbrueckii subsp. bulgaricus is 45 � C, and hence the value of 42 � C selected for the commercial production of yoghurt is an effective compromise between the growth optima of the two essential species.
Growth in Milk for the Production of Yoghurt Although the use of these two organisms is historical in origin, there are good reasons for continuing with
1061
the tradition, for when growing in milk, the two organisms interact synergistically. This interaction, or protocooperation as it is sometimes called, is based upon the fact that there is remarkable metabolic compatibility between the two species. This point can be easily demonstrated by isolating strains of Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus from a commercial starter culture, and then inoculating the individual species into milk (20 ml of liquid culture lÿ1). If the rate of acid development in the separate milks is then compared with the level of lactic acid liberated in a `control' (10 ml of Sc. thermophilus and 10 ml of Lb. delbrueckii subsp. bulgaricus liquid cultures lÿ1), the contrast is most dramatic. Thus while the combined culture may well generate an acidity of >10 g lÿ1 in 4 h, the values in the individual cultures could be around 4 g lÿ1 for Sc. thermophilus and 2 g lÿ1 for Lb. delbrueckii subsp. bulgaricus. The implications of this pattern for the dairy industry are self-evident, and it suggests also that Sc. thermophilus grows more rapidly than Lb. delbrueckii subsp. bulgaricus in milk and, at least initially, releases more lactic acid. This developing acidity provides an environment that is conducive to the growth and metabolism of Lb. delbrueckii subsp. bulgaricus so that, at the end of 4 h, the latter component of a combined culture will be releasing more lactic acid than Sc. thermophilus. The total colony count of Lb. delbrueckii subsp. bulgaricus also increases so that, although the growth patterns of the two species are markedly different over a typical 4-h fermentation, `abundant and viable' populations of both species should be present at the end and in the retail product. The contrast in cell counts observed during the initial stages of the fermentation provides additional evidence of protocooperation for, in addition to producing lactic acid, a rapidly growing culture of Sc. thermophilus releases CO2 from the breakdown of urea in the milk and, usually, formic acid (up to 40 mg mlÿ1); both of these latter metabolites act as further stimulants to the growth of Lb. delbrueckii subsp. bulgaricus. As a result of this cooperation, both species actively metabolize lactose to lactic acid and, in addition, other metabolites liberated by the two species give yoghurt an aroma and ¯avour that is distinctly different from any other fermented milk. Acetaldehyde at levels up to 40 mg kgÿ1 is the major component of the ¯avour pro®le, and the major pathway for production by Lb. delbrueckii subsp. bulgaricus ± and to a lesser extent, Sc. thermophilus ± is the conversion of threonine to glycine by threonine
1062
FERMENTED MILKS/Yoghurt, Role of Starter Cultures
aldolase: CH3ÿCHOHÿCHÿNH2ÿCOOH Threonine ! CHÿNH2ÿCOOH CH3ÿCH O Glycine
Acetaldehyde
In some lactic acid bacteria, for example Lb. acidophilus, the enzyme alcohol dehydrogenase reduces the acetaldehyde to alcohol, but as neither Sc. thermophilus nor Lb. delbrueckii subsp. bulgaricus possesses this enzyme, the acetaldehyde accumulates to a level dependent upon the strains involved. It may be relevant also that the activity of the threonine aldolase produced by Sc. thermophilus decreases signi®cantly as the temperature of incubation is raised above 30 � C, while the comparable enzyme in Lb. delbrueckii subsp. bulgaricus is unaffected; this latter organism is, therefore, likely to be the main source of acetaldehyde in commercial yoghurt. Other metabolic pathways, such as the transformation of pyruvate by a-carboxylase, may also be involved with a build-up of acetaldehyde, but the relative importance of such pathways is probably strain dependent. The contribution of other compounds of starter origin, such as free fatty acids, amino acids, acetone, diacetyl and keto/hydroxy acids, to the perceived ¯avour and aroma of yoghurt is poorly understood, but it is widely agreed that it is the high level of acetaldehyde that makes the ¯avour of yoghurt unique. With natural, set yoghurts, the properties of major importance for the consumer are consistency of the gel and the perceived acidity/¯avour. However, with stirred, fruit products, the major ¯avour components may well come from the fruit, and hence it is the texture/viscosity and mouthfeel of the basic yoghurt that will be of especial note. The milk solids nonfat content of the base milk will make an important contribution to viscosity, as may added stabilizers like guar gum, locust bean gum or modi®ed starch. Equally relevant, however, may be the contribution of the starter culture, for strains of both Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus can produce appreciable levels of extracellular polysaccharide materials. Glucans or polymers involving glucose, galactose and rhamnose as the constituent sugars have been detected, and the presence of these metabolites enhances considerably the viscosity/ consumer appeal of the end product. Commercial starter manufacturers have available a range of cultures that differ with respect to both the type and quantity of polysaccharide(s) synthesized.
Consequently, a yoghurt manufacturer can select a culture that gives a `gum-like' or `spoonable' product, or one that generates a `glucan-like' polymer and gives rise to a more ¯uid yoghurt. However, in either case, the mouthfeel of the yoghurt will be improved, as will the stability of the product during transport and storage. Thus, whilst some of the polysaccharide will form a layer over the cell wall of the bacterium, the remainder will form a network that binds the cells and the casein micelles together as a viscous mass. As a result, the whey remains ®rmly trapped within the coagulum, and does not separate as the yoghurt is moved from the factory to the retail outlet.
Inhibitors of Starter Activity It is evident that that the growth and metabolism of both Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus are essential for the production of a satisfactory yoghurt, and hence that a defective starter culture will produce a substandard product. Failures of starter cultures in a yoghurt factory can occur, and hence it is worth highlighting the principal causes of these potential microbiological problems: 1. If the factory relies on the in-house production of a liquid bulk starter culture, contamination by adventitious microorganisms like coliforms or yeasts can have dire economic consequences in terms of customer complaints/product recalls. 2. Strains of both Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus are susceptible to infection by host-speci®c viruses (bacteriophages) and, although infections by phages are not usually as serious as with some mesophilic fermentations, the risk does exist, and yoghurt producers need to maintain high standards of hygiene to avoid the build-up of bacteriophages in pools of `stagnant' whey. 3. Changes in the activity of a culture, e.g. rate of acid production or level of aroma/¯avour compounds produced, can arise as a consequence of routine subculturing and the gradual emergence of a numerical imbalance between Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus. 4. The presence of antibiotics or other inhibitory substances in the milk is a major cause of poor fermentations in some countries, and Sc. thermophilus is especially sensitive to antibiotics like penicillin, streptomycin, neomycin and ampicillin which are widely used to control mastitis; levels of contamination as low as 0.004 International Units (IU) of penicillin can inhibit cell wall development of Sc. thermophilus. Strains of Lb.
FERMENTED MILKS/Health Effects of Fermented Milks
See also: Fermented Milks: Types and Standards of Identity; Starter Cultures; Yoghurt Types and Manufacture; Health Effects of Fermented Milks; Lactobacillus spp.: Lactobacillus delbrueckii Group. Streptococcus thermophilus.
Further Reading Chandan RC (ed.) (1989) Yogurt: Nutritional Health Properties. McClean: National Yogurt Association. Gilliland SE (ed.) (1985) Bacterial Starter Cultures for Foods. Boca Raton: CRC Press. IDF (1988) Fermented Milks: Science and Technology. International Dairy Federation Bulletin no. 227. Brussels: IDF. Robinson RK (2000) Fermented milks/Yoghurt. In: Robinson RK, Batt CA and Patel PD (eds) Encyclopedia of Food Microbiology, pp. 784±791. London: Academic Press. Robinson RK (2001) Dairy Microbiology, 3rd edn. New York: Wiley Interscience. Tamime AY and Robinson RK (1999) Yoghurt: Science and Technology. Cambridge: Woodhead. Yamani ML, Al-Kurdi LMA, Haddadin MSY and Robinson RK (1998) The detection of inhibitory substances in ex-farm milk. In: Pandalai SG (ed.) Recent Research Developments in Agricultural and Food Chemistry, pp. 611±627. Trivandrum, India: Research Signpost. Zourari A, Accolas JP and Desmazeaud MJ (1992) Metabolism and biochemical characteristics of yoghurt bacteria: a review. Lait 72: 1±34.
Health Effects of Fermented Milks T Takano and N Yamamoto, Calpis Co. Ltd, Kanagawa, Japan Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction In many parts of the world, from the distant past, fermented milks have been consumed as valuable food sources. They have also been recognized as foods that have health effects. The modern-day interest in the health effects of fermented milks is said to have been stimulated by the theory of longevity formulated by Metchnikoff in the early twentieth century. This hypothesis proposed that people consuming fermented milk regularly live longer, as lactic acid bacteria (LAB) ingested in the fermented milk colonize the intestine and inhibit putrefaction caused by harmful bacteria, thus slowing the ageing process. The longevity of peasants from the Balkans who regularly consumed fermented milk was cited as the evidence. However, the information such as birth certi®cates was not accurate then, and we still lack scienti®cally reliable epidemiological data regarding the prolongation of life by consuming fermented milks. In animal experiments, expansion of life span was observed by giving mice a traditional type of fermented milk, produced with a starter containing Lactobacillus helveticus, for their entire life (Figure 1). 100 Survival (%)
delbrueckii subsp. bulgaricus tend to be more tolerant (0.02 IU of penicillin), as are cultures of both species growing together. However, even when the two organisms are present and under optimum conditions, as little as 0.01 IU of penicillin can delay fermentation. Sanitizing agents employed to clean a plant, such as chlorine (100 mg lÿ1) or iodophors (60 mg lÿ1), can also cause inhibition of the mixed cultures, and hence the screening of bulk milk for microbiocidal agents is essential. 5. Although commercial cultures are selected for their performance under industrial conditions, incompatibility between strains of Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus can result in an almost complete absence of protocooperation between the species. Hence any attempt by a yoghurt-maker to create his/her own cultures by isolating and blending strains of Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus from different sources could lead to disappointment.
1063
80 60 40 20 0 0
50
100 Age (weeks)
150
Figure 1 Change of survival ratio of ICR mice fed a fermented , calpis sour milk; , whole milk diet throughout their life span. , control. Female ICR mice (n 30 in each group) were milk; fed with either the diet containing 14% sour milk fermented with a starter containing Lb. helveticus, 1.6% whole milk powder, or control diet from 6 weeks of age to death. (Reproduced with permission from Arai K, Murota I, Hayakawa K, Kataoka M and Mitsuoka T (1980) Effects of administration of pasteurized fermented milk to mice on the life-span and intestinal ¯ora. Journal of Japanese Society of Food and Nutrition 33: 219±223.)
FERMENTED MILKS/Health Effects of Fermented Milks
See also: Fermented Milks: Types and Standards of Identity; Starter Cultures; Yoghurt Types and Manufacture; Health Effects of Fermented Milks; Lactobacillus spp.: Lactobacillus delbrueckii Group. Streptococcus thermophilus.
Further Reading Chandan RC (ed.) (1989) Yogurt: Nutritional Health Properties. McClean: National Yogurt Association. Gilliland SE (ed.) (1985) Bacterial Starter Cultures for Foods. Boca Raton: CRC Press. IDF (1988) Fermented Milks: Science and Technology. International Dairy Federation Bulletin no. 227. Brussels: IDF. Robinson RK (2000) Fermented milks/Yoghurt. In: Robinson RK, Batt CA and Patel PD (eds) Encyclopedia of Food Microbiology, pp. 784±791. London: Academic Press. Robinson RK (2001) Dairy Microbiology, 3rd edn. New York: Wiley Interscience. Tamime AY and Robinson RK (1999) Yoghurt: Science and Technology. Cambridge: Woodhead. Yamani ML, Al-Kurdi LMA, Haddadin MSY and Robinson RK (1998) The detection of inhibitory substances in ex-farm milk. In: Pandalai SG (ed.) Recent Research Developments in Agricultural and Food Chemistry, pp. 611±627. Trivandrum, India: Research Signpost. Zourari A, Accolas JP and Desmazeaud MJ (1992) Metabolism and biochemical characteristics of yoghurt bacteria: a review. Lait 72: 1±34.
Health Effects of Fermented Milks T Takano and N Yamamoto, Calpis Co. Ltd, Kanagawa, Japan Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction In many parts of the world, from the distant past, fermented milks have been consumed as valuable food sources. They have also been recognized as foods that have health effects. The modern-day interest in the health effects of fermented milks is said to have been stimulated by the theory of longevity formulated by Metchnikoff in the early twentieth century. This hypothesis proposed that people consuming fermented milk regularly live longer, as lactic acid bacteria (LAB) ingested in the fermented milk colonize the intestine and inhibit putrefaction caused by harmful bacteria, thus slowing the ageing process. The longevity of peasants from the Balkans who regularly consumed fermented milk was cited as the evidence. However, the information such as birth certi®cates was not accurate then, and we still lack scienti®cally reliable epidemiological data regarding the prolongation of life by consuming fermented milks. In animal experiments, expansion of life span was observed by giving mice a traditional type of fermented milk, produced with a starter containing Lactobacillus helveticus, for their entire life (Figure 1). 100 Survival (%)
delbrueckii subsp. bulgaricus tend to be more tolerant (0.02 IU of penicillin), as are cultures of both species growing together. However, even when the two organisms are present and under optimum conditions, as little as 0.01 IU of penicillin can delay fermentation. Sanitizing agents employed to clean a plant, such as chlorine (100 mg lÿ1) or iodophors (60 mg lÿ1), can also cause inhibition of the mixed cultures, and hence the screening of bulk milk for microbiocidal agents is essential. 5. Although commercial cultures are selected for their performance under industrial conditions, incompatibility between strains of Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus can result in an almost complete absence of protocooperation between the species. Hence any attempt by a yoghurt-maker to create his/her own cultures by isolating and blending strains of Sc. thermophilus and Lb. delbrueckii subsp. bulgaricus from different sources could lead to disappointment.
1063
80 60 40 20 0 0
50
100 Age (weeks)
150
Figure 1 Change of survival ratio of ICR mice fed a fermented , calpis sour milk; , whole milk diet throughout their life span. , control. Female ICR mice (n 30 in each group) were milk; fed with either the diet containing 14% sour milk fermented with a starter containing Lb. helveticus, 1.6% whole milk powder, or control diet from 6 weeks of age to death. (Reproduced with permission from Arai K, Murota I, Hayakawa K, Kataoka M and Mitsuoka T (1980) Effects of administration of pasteurized fermented milk to mice on the life-span and intestinal ¯ora. Journal of Japanese Society of Food and Nutrition 33: 219±223.)
1064
FERMENTED MILKS/Health Effects of Fermented Milks
The studies that followed Metchnikoff's claims proved that the LAB from yoghurt does not colonize the intestinal tract. Based on the assumption that LAB of the intestinal origin may colonize the host's intestines, many trials have been done, beginning with Lb. acidophilus or bi®dobacteria, as advocated in the 1920s. These days, the development of fermented milk products is aimed at the ability to colonize or to enhance health functions. The microorganisms from such fermented milks are generally referred to as probiotics. The starters of traditional fermented milks vary depending on the method of production in each locality. Normally, they contain many bacteria, predominantly LAB such as lactobacilli and lactococci, but often including other bacteria and yeasts, etc. Health effects are de®ned as those that help the organism to grow soundly, to live healthily, to produce offspring and to live long. When there is not enough food, it is important to ®nd an adequate supply of basic nutrition. Conversely, in the developed countries diseases caused by overeating are common. Following the demands of the times, investigations have been undertaken to determine the effects of fermented milks on humans and animals. Several principal health effects so far studied over the world are summarized below. They are usually divided into two groups. One group refers to `nutritional function', which is expressed as the function of supplying more nutrition ef®ciently. The other is `physiological function', which includes the prophylactic and therapeutic functions beyond nutritional effects.
Nutritional Function Milk is a food of almost complete nutrition. Many changes occur to the components of milk during fermentation. Although there is no signi®cant difference between the composition of fermented milk and unfermented milk, the following investigations show that these changes affect the nutritional value and bioavailability. Improvement of Protein Digestibility
LAB require several amino acids, but there are not enough free amino acid molecules in milk to support their growth. They produce proteases to break down milk proteins and utilize the degradation products. The unused protein degradation products remain in the fermented milk as amino acids and peptides. As the pH decreases, caused by lactic acid formation from lactose, nondegraded or partially degraded
proteins become insoluble and form a gel. With these changes accompanying fermentation, the following observations have been reported regarding digestion and absorption of milk proteins. First, when yoghurt is digested with arti®cial gastric juice, the size of the protein particles decreases and there are increases in nonprotein nitrogen and amino acids compared to the levels in nonfermented milk, suggesting that the digestibility will be increased by fermentation. In an animal test, when Lb. caseifermented milk was given to rats, there were more nonprotein nitrogen and free amino acids in the stomach compared to when nonfermented milk was given. Gastric emptying was faster, and amino acid concentration in the portal vein reached the peak sooner. These observations show that the digestion and absorption is enhanced. Some animal studies showed increase in weight and ef®ciency of food conversion, thus indicating the higher protein value of fermented compared to unfermented milk, although the results from several reports are not always consistent. However, in a human trial using 15N-labelled milk protein, there was no difference in the digestion rate between fermented and unfermented milk, and gastric emptying was slowed down. At present, no de®nitive evidence exists about the superiority of fermented milks over unfermented milk with regard to protein nutrition. Alleviation of Lactose Intolerance
Lactose is the main carbohydrate of milk. Lactose serves as a source of energy during infancy but after weaning, the activity of lactose-degrading enzymes in the brush border of the small intestine decreases, particularly in some ethnic groups. When ingested lactose is not digested in the small intestine, it reaches the large intestine and causes symptoms of lactose intolerance. These include bloating from the osmotic pressure of the lactose itself and gas production by the resident microorganisms in the large intestine, which also cause diarrhoea and ¯atulence induced by their metabolites. Because of these properties of lactose, it is nutritionally bene®cial to remove lactose; for example, converting it to lactic acid when fermenting milk, and removing the fraction containing lactose when making cheese and butter. In fact, if fermented milk is given to a person who suffers from lactose intolerance, the symptoms are alleviated compared to those caused by lactose consumed in unfermented milk. The main reason for such results could be a decrease in the amount of lactose during the fermentation. Lactose is present in milk at a concentration of 4±5%, but it is reduced to about
FERMENTED MILKS/Health Effects of Fermented Milks
3% in yoghurt. Secondly, the lactose degrading enzymes of LAB help break down lactose in the intestine. When yoghurt with live bacteria was given to rats, a greater amount of free galactose was found in the blood than if they were given an unfermented milk or pasteurized yoghurt. In human studies, when a water solution of lactose, or milk containing lactose at the same amount as in a yoghurt was ingested, gastrointestinal discomfort such as diarrhoea was greater than when lactose was consumed in yoghurt. Also, it was observed that only part of the ingested lactose from the yoghurt reached the colon, as estimated from the amount of hydrogen gas produced by intestinal bacteria and released with exhaled air. The bacterial strains that are most effective in reducing the symptoms of lactose intolerance have been reported to be the strains showing higher resistance to bile acid, rather than the strains showing higher lactose-degrading enzyme activity, or higher lactose active transport capability, suggesting that adaptation to the environment of the intestine may be more important. Enhancement of Mineral Absorption
Not only does milk contain more calcium than other foods, but also the absorption from milk has been considered to be superior to when the same amount of calcium is given to humans in other forms. Several possible explanations have been proposed for this, including the hypothesis that lactose or phosphopeptides released by the hydrolysis of casein act as absorption accelerators. However, as calcium concentration in the blood is controlled strictly by homeostasis, it has been dif®cult to obtain exact data. Recent animal studies on the amount of calcium in bone, as well as bone weight and strength, showed that lactic acid is involved in the utilization of calcium. Also, increases in bone density and bone strength of femur were observed when administering Bi®dobacterium longum bacterial powder to the ovariectomized osteoporotic model rat. These observations suggest that fermented milk can enhance calcium absorption. However, it is not possible to state unequivocally that fermented milk is de®nitely superior to unfermented milk. When 45Ca was given in yoghurt or milk to humans and assessed for absorption into the blood, there was no observable difference. Also, animal balance studies estimating the utilization of each mineral by measuring the amount of calcium excreted in the urine and the amount retained in the bone demonstrated that fermented milk performed better than the standard feed, but not better than milk.
1065
Physiological Effects Control of Intestinal Health
The digestive tract has a large surface and an abundance of indigenous microorganisms, which are collectively called intestinal micro¯ora, and also transient microorganisms. It may be affected by many types of illness and disturbances of its function. These include diarrhoea caused by infection by pathogenic bacteria or viruses, and the opposite symptom, constipation. Although `control of intestinal health' mainly means treating these direct symptoms, it is also widely understood to include improvement in the composition and metabolic activity of intestinal micro¯ora. The effects of fermented milks on intestinal health have been known since ancient times. For `probiotic' products, made with selected intestinal bacteria, whose main target is the intestinal tract, many studies have been done to evaluate their various effects, and the mechanism of interaction with the intestinal tract. Some traditional fermented milks show bene®cial effects on intestinal health (although the number of reports is smaller than for probiotic milks). Alleviation of gastric achlorhydria, infant diarrhoea, diarrhoea caused by malnutrition, diarrhoea caused by the use of antibiotics, chronic constipation, etc. have been reported. Also, an increase in the count of bi®dobacteria in the faeces and a decrease in putrefactive compounds in the faeces have been shown after taking yoghurt in human clinical studies. Studies have been conducted to identify a mechanism of action of fermented milk, which is prepared with lactic acid bacteria that do not possess the ability to colonize the intestinal tract. The hypotheses tested included enhancement of intestinal immune function by LAB in the fermented milk, effect of oligosaccharides (`prebiotics'; see Prebiotics: Types; Function. Probiotics, Applications in Dairy Products) and antimicrobial substances generated during fermentation on the improvement of intestinal micro¯ora, and acceleration of the cell growth in the upper intestine by fermented milk. Lowering Serum Cholesterol
High serum cholesterol is a risk factor in heart disease, which is one of the main causes of death in developed countries. It is believed that the arterial sclerosis that proceeds to cardiac infarction is caused by cholesterol accumulation in the blood vessel wall. However, according to recent study results, cholesterol does not accumulate as it is. Macrophages have been shown to retain oxidized cholesterol to become
1066
FERMENTED MILKS/Health Effects of Fermented Milks
foam cells and accumulate on the blood vessel wall. Lowering serum cholesterol may help decrease oxidized cholesterol and hence the risk of heart disease. Investigations of the cholesterol-reducing potential of fermented milk were triggered by the observation that the Masai people of East Africa have low blood cholesterol levels although they consume much milk and meat. Fermented milk with surfactant, which accelerates fat absorption, was given to them. Although their weight increased from consuming fermented milk, their blood serum cholesterol decreased. A decrease in cholesterol level was reported in a US study in which 720 ml of either yoghurt with live bacteria or pasteurized yoghurt was administered daily to normal subjects. However, results of subsequent human studies were not always as positive as results of these early studies. For example, the cholesterol level did not decrease when 2 l dayÿ1of yoghurt was given to 10 high-school students for 3 weeks. In addition, the pretrial results from administering LAB capsules showed decreases in blood cholesterol level, but the results from the subsequent large-scale trial did not con®rm this observation. It is dif®cult to compare results of different trials, owing to differences in the type and volume of fermented milk, the types of LAB, as well as the age, gender and food habits of the subjects. It seems now necessary to investigate the mechanism(s) of action and screen available strains. Cholesterol is an essential component of cell membranes, and is used to produce some hormones and bile acids. It is synthesized in the liver and skeletal muscle and also supplied by absorption through the alimentary tract from ingested foods. Blood cholesterol level is controlled by a complex mechanism. Cholesterol is supplied to each organ through the bloodstream as lipoprotein, and also transported to the liver from each organ, to be ®nally excreted as bile acids. As a possible mechanism for lowering serum cholesterol level by fermented milks, a substance which inhibits hydroxymethyl-glutaryl CoA reductase, an important enzyme in cholesterol synthesis in the body, has been suggested, but experimental results were inconclusive. It has also been reported that in rats serum cholesterol was lowered and cholesterol synthesis was inhibited by a methanol extract of milk fermented by Streptococcus thermophilus. However, the active substance has not yet been identi®ed. In addition, inhibition of cholesterol absorption from the intestine has been studied. Because conjugated bile acids enhance the absorption of cholesterol, attempts were made to select a strain with an ability to deconjugate bile acid or a strain that directly decreases absorption of cholesterol in the intestine, by assimilating or adsorbing cholesterol
to the bacterial cells. In addition, viscous exopolysaccharides produced by Lactococcus lactis subsp. cremoris in fermented milks have been suggested to interfere with absorption in a similar manner to dietary ®bre. Antihypertensive Effects
High blood pressure is another risk factor in cardiovascular diseases. Blood pressure is controlled by complicated neural and humoral factors, which are interrelated and form an auto control system. Among them, the renin±angiotensin system plays a particularly important role. Renin, a proteolytic enzyme secreted from the kidney, acts on angiotensinogen to generate angiotensin I. The two Cterminal amino acid residues of angiotensin I are cleaved off by the angiotensin converting enzyme (ACE) to generate an octapeptide, angiotensin II, which raises blood pressure. ACE inhibitors are widely used clinically and have been proven to work effectively in hypertensive patients. Therapeutic effects on cardiovascular diseases have been attributed to fermented milks since ancient times. They were used for high blood pressure, diabetes and heart disease. Yoghurt is included in the group of foods that exhibit relatively strong ACE inhibitory activity. Also, some cheese or peptides obtained by proteolytic breakdown of milk proteins have been reported to show ACE inhibitory activity. When hypotensive effects of several fermented milks made with various LAB were compared by feeding these milks to spontaneously hypertensive rats (SHR), only milk fermented by Lb. helveticus was observed to decrease blood pressure, along with a strong ACE inhibitory activity. The stronger proteolytic activity of Lb. helveticus, in comparison to other LAB, was thought to be related to the hypotensive effect of milk fermented by Lb. helveticus. When a starter culture with Lb. helveticus was added to skim milk, ACE inhibition increased during the process of fermentation, suggesting that an ACE inhibitor(s) was/were generated. The active compounds were puri®ed by using high performance liquid chromatography and identi®ed as two tripeptides; Val-Pro-Pro (VPP) and Ile-Pro-Pro (IPP). Most of the ACE inhibitory activity in the fermented milk has been attributed to these two tripeptides, which were generated from b-casein by the action of proteinase and several peptidases of Lb. helveticus. The blood pressure of SHR rats given the chemically synthesized tripeptides decreased in a dosedependent manner. Furthermore, there was lowered ACE activity in the aorta of SHR rats that were orally given fermented milk, and these tripeptides were
FERMENTED MILKS/Health Effects of Fermented Milks
detected in the aorta. It has thus been proved that peptides taken orally are absorbed in the intestine and produce hypotensive effects by inhibiting ACE activity in the body. No change in blood pressure was observed when fermented milk or these peptides were given to WKY rats which have normal blood pressure. In the clinical studies, ingesting 95 ml of fermented milk daily for 8 weeks signi®cantly lowered the systolic and diastolic blood pressure of hypertensive patients (Figure 2). Based on this evidence, a beverage using fermented milk as its main ingredient has been approved as a `Food for speci®ed health use' (FOSHU) in Japan. Anticancer Effects
Systolic blood pressure (mm Hg)
Anticarcinogenesis Cancer is one of the main causes of death in developed countries. According to epidemiological studies, the incidence of cancer is greatly affected by environmental factors, especially diet. Research in The Netherlands comparing breast cancer patients and healthy people showed that patients with breast cancer consume less fermented milk, suggesting that fermented milk may prevent cancer. On the other hand, some results show that there is no relationship between fermented milk consumption and colon cancer, so this effect is yet to be unequivocally proved. 5 0 –5 –10 –15
Ingestion
–20
Diastolic blood pressure (mm Hg)
0
4
8
12
4 8 Time (weeks)
12
5 0 –5 –10
Ingestion
–15 0
Figure 2 Effect of fermented milk ingestion on blood pressure of hypertensive patients. &, Sour milk group; &, arti®cially acidi®ed milk as placebo. Subjects were daily given 95 ml of the fermented milk (n 17) or placebo (n 13) for 8 weeks. Each point indicates a mean value and vertical bars represent standard errors. (Reproduced with permission from Hata Y, Yamamoto M, Ohni M et al. (1996) A placebo-controlled study of the effect of sour milk on blood pressure in hypertensive subjects. American Journal of Clinical Nutrition 64: 767±771.)
1067
As an experimental animal model of human cancer, rats were given dimethylhydrazine (DMH) to induce colon cancer and fed with fermented milk or selected LAB. It has been reported that feeding Lb. acidophilus bacteria delayed the onset of cancer, and that milk soured by Lb. helveticus or yoghurt decreased cancer incidence. The following possible mechanisms for the inhibitory effect on cancer onset have been proposed: Decrease of mutagenic activity The ®rst step in cancer is the mutation of genes, and many carcinogens have mutagenic activity. By using the Ames test in an in vitro experiment, the antimutagenic effects of milk fermented with Lb. bulgaricus, Sc. thermophilus and Enterococcus faecalis have been reported. The active element was either casein, which is a major component of milk, or the cell wall of Ec. faecalis, and further research is needed to elucidate the mechanisms of action. Furthermore, oral administration of mutagens such as DMH trigger DNA damage in intestinal cells of rats, but feeding yoghurt or LAB prevents the DNA damage. Modification of intestinal microflora Activity of intestinal micro¯ora is related to carcinogenesis. The incidence of liver tumour of pathogen-free C3H/He mice was 30%, which is low compared to that of conventional mice, 75%. Addition of Escherichia coli, Ec. faecalis and Clostridium paraputri®cum to pathogen-free mice increased the liver cancer rate to 100% and the further addition of Bif. longum or Lb. acidophilus reduced the rate to 46% and 60%, respectively. In rats and humans who are on a predominantly meat diet, considered to be a high-risk diet for colon cancer, high activities of such enzymes as b-glucuronidase, nitroreductase, azoreductase and steroid-7-dehydroxylase, that are all linked to the generation of carcinogenic compounds, have been observed. However, the activity of these enzymes was lowered by supplementing Lb. acidophilus or acidophilous milk. Together with results showing inhibitory effects on chemical carcinogenesis in rats, administration of live Lb. acidophilus is suggested to be effective in inhibiting colon cancer. Suppression of cancer cell growth The method based on transplanting cancer cells into mice and studying the survival time or the growth of cancer cells is used as a primary screening for anticancer agents and in separation and identi®cation studies of effective elements, because it is possible to obtain results within a short period of time. In an early anticancer study with use of LAB, the inhibitory effect of parenterally administered Lb. bulgaricus cell wall glycopeptide was reported. Later, in oral
1068
FERMENTED MILKS/Health Effects of Fermented Milks
administration studies, several types of fermented milks, such as yoghurt, cow colostrum fermented by Lb. acidophilus or Lb. bulgaricus plus Sc. thermophilus, milk fermented with Lb. helveticus, etc., have been found to have an inhibitory effect on cancer cell growth. Several factors have been reported as effective in suppressing the growth of cancer cells. These include the anion fraction of yoghurt dialysate separated by ion exchange chromatography, a fraction separated by ion chromatography of the supernatant of milk fermented by Lb. bulgaricus, LAB cells in yoghurt such as Lb. delbrueckii subsp. bulgaricus, Sc. thermophilus and Lb. helveticus subsp. jugurti, polysaccharides made by Lb. helveticus subsp. jugurti, and ke®r, as well as heated skim milk. These fermented milks or effective compounds in them are thought to work primarily on the immune system. Cancer cells can be considered foreign to the organism, and their growth is usually suppressed by the immune surveillance system. Those that escape this system proliferate and develop cancer. Results showing that the inhibitory effect of Lb. casei on cancer cell growth decreases after treatment with the carrageenan which is known to be an antimacrophage agent, and that there is an effect on T cell function-de®cient nude mice, suggest that this effect depends on macrophages of the host's immune system. On the other hand, yoghurt and milk fermented with Lb. helveticus have been proven to inhibit the growth or induce differentiation of cell line derived from human colon cancer. Thus, direct action on cancer can also be possible. Effect on Immunological Function
The immune system not only defends the body against bacterial and viral infection, but also plays a role in many diseases such as cancer, allergies and autoimmune diseases. The intestinal tract has been shown to be a large immune organ which works not just as a peripheral organ to protect against intestinal infection but also affects systemic immunological function. Its function is affected by the intestinal micro¯ora and diet. In addition to the effect on cancer discussed above, consumption of fermented milks has been reported to inhibit infection. Studies on mice administered salmonellae to develop intestinal infections or on mice infected in the nasal cavity with Klebsiella pneumoniae to cause pneumonia demonstrate that mice given fermented milk lived longer. The translocation of Candida albicans to the liver in immunosuppressed mice was also suppressed. Alleviation of allergies by fermented milks has also been reported.
LAB can affect functions of immune cells; for example, activation of macrophages and `natural killer' (NK) cells has been observed. Activation of these cells was reported in relation to anticancer properties of parenterally administered Lb. casei. Effect of oral administration was shown by administering Lb. delbrueckii subsp. bulgaricus or Lb. casei and observing the increase in phagocytosis activity and lysozome release by peritoneal macrophages. In the study in which an increase in the numbers of surviving mice by administering fermented milk after nasal infection with Kl. pneumoniae was demonstrated, a concomitant increase in phagocytosis activity by pulmonary macrophages was observed. The effects of lactic acid bacteria and fermented milk on cytokines, which regulate immune responses by mediating information between cells, have also been reported. Parenteral administration of Lb. casei to mice increased the serum levels of colony growth stimulating factor (CSA) which takes part in macrophage differentiation as well as those of ginterferon which activates NK cells and macrophages. An increase in interferon production in vitro by human peripheral lymphocytes has been observed by the addition of yoghurt. In a human clinical study, an increase in the serum level of g-interferon as well as in the NK cell count was observed after the ingestion of yoghurt or LAB used in yoghurt, compared to unfermented skim milk. See also: Fermented Milks: Types and Standards of Identity; Yoghurt Types and Manufacture. Milk Proteins: Bioactive Peptides. Probiotics, Applications in Dairy Products.
Further Reading Hirayama K and Rafter J (1999) The role of lactic acid bacteria in colon cancer prevention: mechanistic considerations. Antonie van Leeuwenhoek 76: 391±394. Meisel H and Bockelmann W (1999) Bioactive peptides encrypted in milk proteins: proteolytic activation and tropho-functional properties. Antonie van Leeuwenhoek 76: 207±215. Mitsuoka T (1978) Intestinal Bacteria and Health. Tokyo: Harcourt Brace Jovanovich Japan. Ouwehand AC and Salminen SJ (1998) The health effects of cultured milk products with viable and nonviable bacteria: a review. International Dairy Journal 8: 749±758. Rasic JL and Kurmann JA (1978) Yoghurt. Copenhagen: Technical Dairy Publishing House. Sanders ME (1993) Summary of conclusions from a consensus panel of experts on health attributes of lactic
FLAVOURS AND OFF-FLAVOURS IN DAIRY FOODS cultures: signi®cance of ¯uid milk products containing cultures. Journal of Dairy Science 76: 1819±1828. Takano T (1998) Milk derived peptides and hypertension reduction. International Dairy Journal 8: 375±381.
Flavourings
1069
Tannock GW (ed.) (1999) Probiotics: A Critical Review. Norfolk: Horizon Scienti®c Press. Wood BJB (ed.) (1992) The Lactic Acid Bacteria in Health and Disease. London: Elsevier Applied Science.
see Food Additives: Legislation; Safety; Adverse Reactions to Additives.
FLAVOURS AND OFF-FLAVOURS IN DAIRY FOODS
R Marsili, Dean Foods Technical Center, Rockford, IL, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Desirable Flavour Compounds in Milk Milk is such a bland tasting food that consumers have a dif®cult time describing its taste attributes. Indeed, dairy researchers have devoted far more time and effort studying chemicals responsible for off-¯avours (OF) in milk than in understanding what chemicals are most important to good ¯avour quality. While processed milk of good ¯avour quality has a bland taste, it does, nonetheless, have a characteristic ¯avour, described by some as a slight salty/sweet taste. To some degree, this ¯avour quality can probably be attributed to milk salts and lactose. But the reason for milk's characteristic taste is far more complicated than this. The sensory perception of milk is signi®cantly impacted by its pleasant mouthfeel, which is primarily due to the emulsion of fat globules in an aqueous colloidal protein phase. But the volatile constituents in milk make the strongest contribution to its aroma and ¯avour. Dimethyl sulphide was one of the ®rst important aroma-contributing chemicals identi®ed in milk (in 1956). Signi®cant improvements in analytical techniques and instrumentation have
occurred since then, and dozens of other odoriferous chemicals have been identi®ed in milk, including aldehydes, ketones, alcohols, fatty acids, lactones, esters, sulphur compounds, nitrogen compounds and aromatic hydrocarbons. Complicating the understanding of what odorants are most important to good milk ¯avour are three factors: (1) the large number of volatiles present in milk, (2) their low concentration levels, and (3) in some cases, their low odour detection threshold levels. Recently researchers identi®ed 80 neutral volatiles in raw milks from different species using vacuum distillation and liquid±liquid extraction followed by high-resolution gas chromatography (HRGC). In studying the ¯avour constituents of bovine, ovine, caprine and water buffalo fresh raw milks, these researchers found similar volatiles in milk from the four species. Different levels of odorants from species to species were probably responsible for the different odours and taste of the milk. Dimethylsulphone alone comprised approximately 25% of the volatile components in bovine, caprine and ovine milk, but only 4% in buffalo milk. Pentanal and nonanal were the most prevalent aldehydes, while 3-methylbutanal was found only in buffalo milk and phenylacetaldehyde and benzaldehyde were present in large quantities in caprine milk but only in trace amounts in the other milks. The concentration of ketones, predominantly 2-methyl ketones, was higher in buffalo milk than in the other three types. Phenylethanol, a component with a ¯oral/rose odour, was not found
FLAVOURS AND OFF-FLAVOURS IN DAIRY FOODS cultures: signi®cance of ¯uid milk products containing cultures. Journal of Dairy Science 76: 1819±1828. Takano T (1998) Milk derived peptides and hypertension reduction. International Dairy Journal 8: 375±381.
Flavourings
1069
Tannock GW (ed.) (1999) Probiotics: A Critical Review. Norfolk: Horizon Scienti®c Press. Wood BJB (ed.) (1992) The Lactic Acid Bacteria in Health and Disease. London: Elsevier Applied Science.
see Food Additives: Legislation; Safety; Adverse Reactions to Additives.
FLAVOURS AND OFF-FLAVOURS IN DAIRY FOODS
R Marsili, Dean Foods Technical Center, Rockford, IL, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Desirable Flavour Compounds in Milk Milk is such a bland tasting food that consumers have a dif®cult time describing its taste attributes. Indeed, dairy researchers have devoted far more time and effort studying chemicals responsible for off-¯avours (OF) in milk than in understanding what chemicals are most important to good ¯avour quality. While processed milk of good ¯avour quality has a bland taste, it does, nonetheless, have a characteristic ¯avour, described by some as a slight salty/sweet taste. To some degree, this ¯avour quality can probably be attributed to milk salts and lactose. But the reason for milk's characteristic taste is far more complicated than this. The sensory perception of milk is signi®cantly impacted by its pleasant mouthfeel, which is primarily due to the emulsion of fat globules in an aqueous colloidal protein phase. But the volatile constituents in milk make the strongest contribution to its aroma and ¯avour. Dimethyl sulphide was one of the ®rst important aroma-contributing chemicals identi®ed in milk (in 1956). Signi®cant improvements in analytical techniques and instrumentation have
occurred since then, and dozens of other odoriferous chemicals have been identi®ed in milk, including aldehydes, ketones, alcohols, fatty acids, lactones, esters, sulphur compounds, nitrogen compounds and aromatic hydrocarbons. Complicating the understanding of what odorants are most important to good milk ¯avour are three factors: (1) the large number of volatiles present in milk, (2) their low concentration levels, and (3) in some cases, their low odour detection threshold levels. Recently researchers identi®ed 80 neutral volatiles in raw milks from different species using vacuum distillation and liquid±liquid extraction followed by high-resolution gas chromatography (HRGC). In studying the ¯avour constituents of bovine, ovine, caprine and water buffalo fresh raw milks, these researchers found similar volatiles in milk from the four species. Different levels of odorants from species to species were probably responsible for the different odours and taste of the milk. Dimethylsulphone alone comprised approximately 25% of the volatile components in bovine, caprine and ovine milk, but only 4% in buffalo milk. Pentanal and nonanal were the most prevalent aldehydes, while 3-methylbutanal was found only in buffalo milk and phenylacetaldehyde and benzaldehyde were present in large quantities in caprine milk but only in trace amounts in the other milks. The concentration of ketones, predominantly 2-methyl ketones, was higher in buffalo milk than in the other three types. Phenylethanol, a component with a ¯oral/rose odour, was not found
1070
FLAVOURS AND OFF-FLAVOURS IN DAIRY FOODS
in ewes' and goats' milk; its concentration in buffalo milk was 100 times higher than in bovine milk. The level of 1-octene-3-ol, a compound with a metallic note, was highest in buffalo milk, followed by ewe, goat and cow milks, respectively. While a signi®cant number of volatiles was observed, results of this work did not identify which compounds were actually the most important to good milk ¯avour. As an important follow-up, the researchers added an olfactometry technique to their HRGC/MS (mass spectrometry) method.To determine which of the 80 volatiles observed in milk samples contributed odour notes, individual chromatographic peaks were sniffed as they eluted from the GC column. With this approach, 14 different odorants were identi®ed. To determine which of these were `odour impact' compounds, the researchers used the Charm Analysis technique. In this olfactometry method, stepwise dilutions (typically 1 : 2 or 1 : 3) of the prepared extract with a solvent are made, followed by evaluation of each dilution by chromatographing and snif®ng column ef¯uents. Using CharmAnalysis, the odour impact volatiles in the four types of milks were determined. For raw bovine milk, the two most important odour impact chemicals were ethyl butanoate and ethyl hexanoate. It is interesting to note that signi®cantly higher levels of ethyl butanoate and ethyl hexanoate are
consistently detected in raw milk than in pasteurized milk. In fact, these esters are frequently not detected at all in pasteurized milk when analysed by purge-andtrap gas chromatography or other GC-based techniques capable of ppb detection levels. The majority of these esters, which apparently are the primary odour impact chemicals in raw bovine milk, are lost or destroyed during pasteurization and processing. Other popular gas chromatograpy±olfactometry (GC±O) techniques include aroma extraction dilution analysis (a dilution technique) and Osme, a cross-modal matching technique. GC±O techniques are invaluable for identi®cation of potent odorants in dairy products ± including both desirable odorants as well as those that contribute OF. (Further discussion of GC±O is beyond the scope of this article.) Table 1 lists some of the volatiles most commonly present in normal-tasting raw and pasteurized milk and describes their possible origin. Figure 1 is a GC/ MS chromatogram of fresh, pasteurized milk (2% milk fat content) stored in a plastic (high-density polyethylene) bottle. This particular sample has a normal ¯avour pro®le, free of OF. Some of the components, such as hexanal and styrene, have been known to cause OF in milk, but in this particular sample these compounds are present at concentrations below their ¯avour/odour threshold detection level.
Table 1 Volatiles most commonly present in raw and processed milks of normal, good ¯avour quality Volatilea
Possible origin
Comments
Acetone 2-Butanone Ethyl butanoate, ethyl hexanoate Dimethyl sulphide
Feed; bovine ketosis Feed Microbial metabolites (ethanol fatty acid ! ester) Thermal decomposition of methionine and cystine; microbial metabolite Degradation of b-carotene
Volatile present in highest concentration Volatile usually present in second highest concentration Signi®cantly more in raw milk than pasteurized milk; most potent odorants in raw milk Present in trace amounts; higher levels in pasteurized milk compared to raw milk Trace amounts; packaging materials can also contribute toluene Trace amounts Trace amounts
Toluene Limonene Methyl ketones (C5±C12) 3-Methylbutanal
Forages Microbial metabolites; thermal degradation of b-keto acids naturally found in milk In raw milk, due to microbial growth (Streptococcus lactis var. maltigenes); in heated milk as a result of nonenzymatic browning reaction involving leucine (Strecker degradation) Chloroform Unknown (perhaps from chlorinated sanitizers used to wash teats prior to milking) Fatty acids (C4±C10) Incomplete triacylglycerol synthesis in the mammary gland; possibly also lipase activity Xylene isomers, styrene Contaminants from packaging materials Hexanal a
Autoxidation of linoleic acid
Trace amounts; highest levels typically found in raw milk
Trace amounts; highest levels typically found in raw milk, less in pasteurized milk Trace amounts Trace amounts in processed milk; not normally present in raw milk Trace amounts
Except for ethyl butanoate and ethyl hexanoate in raw milk, all volatiles are at concentrations below the taste/odour detection threshold level.
FLAVOURS AND OFF-FLAVOURS IN DAIRY FOODS
Mg2+ or
citrate Mn 100 000
1
3
acetate
1071
CO2 CO2
TPP pyruvate
2+
oxalactate 1
2
(acetaldehyde TPP) 3
B
Total ion counts
4 80 000 13
60 000 2
B
40 000 4 20 000
acetolactate
8 6 7 5
9
B
12 11
CO2
B B
10
5 O 2 14 15
0
butylene glycol
8
acetoin
6
7
50 100 150 200 250 300 350 400 450 500 550 600 650 700 Retention time (s)
+
NAD (P)
NAD (P)H
+
NAD (P)
diacetyl NAD (P)H
Figure 1 A GC/MS chromatogram of fresh, pasteurized milk (2% milk fat content) of normal, good-tasting ¯avour quality stored in a plastic (high-density polyethylene) bottle. Extraction of volatiles performed by SPME using a 75 mm Carboxen-PDMS ®bre. Peak identities are as follows: (1) acetone; (2) dimethyl sulphide; (3) 2-butanone; (4) chloroform; (5) 3-methyl butanal; (6) pentanal; (7) ethyl butyrate; (8) toluene; (9) hexanal; (10) and (11) xylene isomers; (12) 2-heptanone; (13) styrene; (14) limonene; (15) 2-nonanone; (B) blank, chemical from GC septum.
Figure 2 Pathway for the conversion of citrate to diacetyl and other compounds. The reactions are catalysed by the following enzymes: (1) citrate lyase; (2) oxaloacetate synthase; (3) pyruvate decarboxylase; (4) acetolactate synthase; (5) acetolactate decarboxylase; (6) diacetyl reductase; (7) acetoin reductase. Reaction 8 is the oxidative conversion of a-acetolactate to diacetyl. (Adapted from Jenness R and Patton S (1959) Principles of Dairy Chemistry. New York: John Wiley.)
Flavour Development in Cultured Dairy Products
reactions in cultured buttermilk and sour cream; these relatively volatile acids impart a pleasant acid ¯avour. The critical `buttery' nut-like ¯avour characteristic of most cultured dairy products is attributed to diacetyl, a potent fragrance compound. Diacetyl is derived from the fermentation of citric acid by Ln. mesenteroides subsp. cremoris and Lc. lactis subsp. lactis biovar diacetylactis. The pathway for the metabolism of citrate has been elucidated (Figure 2). High-performance liquid chromatography (HPLC) has been used to monitor changes in organic acids during buttermilk fermentation (Figure 3), while static headspace gas chromatography has been used to monitor volatile organics (Figure 4). Chemical changes that occur during storage of buttermilk at refrigerated temperatures are shown in Table 2. The increase in acetaldehyde and the decrease in diacetyl are perhaps the most noteworthy changes. Loss of diacetyl is due to its conversion (enzymatic reduction) to acetoin by diacetyl reductase (from Ln. mesenteroides subsp. cremoris). The increase in acetaldehyde and the decrease in diacetyl can result in an OF that is commonly described as the `green ¯avour defect'.
Modi®cation of milk components by starter culture enzymes is responsible for the ¯avour of cultured dairy products. Lactic acid fermentation is critical to the characteristic ¯avour development of cultured dairy products, including buttermilk, sour cream and yoghurt. Buttermilk and Sour Cream
Sour cream and buttermilk depend for their ¯avour on the combined action of strains of Lactococcus lactis subsp. lactis and Lc. lactis subsp. cremoris to produce lactic acid and on Leuconostoc mesenteroides subsp. cremoris and Lc. lactis subsp. lactis biovar diacetylactis for production of aroma chemicals (especially diacetyl). In recent years, some dairies have stopped using Lc. lactis subsp. lactis biovar diacetylactis because it generates rather harsh ¯avour pro®les (see Fermented Milks: Buttermilk). Lactic acid imparts a pleasant acid ¯avour. Excessive lactic acid from overripening or improper incubation temperatures (or delayed cooling and/or undercooling) makes the ®nished product taste acrid and gives it a coarse mouthfeel. Furthermore, excessive acidity masks the delicate ¯avour notes contributed by other important aroma chemicals. Only about 18% of the naturally available lactose in milk is fermented to lactic acid. The desired lactic acid level in good ¯avoured buttermilk is 0.75% to 0.85%. Trace amounts of acetic, formic, propionic and/or pyruvic acids also form in secondary metabolic
Yoghurt
Most commercial yoghurt is produced by the action of two dissimilar organisms, Streptococcus thermophilus and Lactobacillus delbrueckii subsp. bulgaricus, which grow simultaneously to give the desired ¯avour, mouthfeel and body to the yoghurt. It is generally agreed that lactic acid, acetic acid and
1072
FLAVOURS AND OFF-FLAVOURS IN DAIRY FOODS
Citric
4000
2000
Table 2 Changes in concentration of organic acids (highperformance liquid chromatography) and volatile organic compounds (headspace gas chromatography) in buttermilk in skim milk, at end of fermentation, and after an additional week of refrigeration
Acetic
7 600
400 5 200 4 Propionic
Orotic
Uric
Pyruvic
80
60
µg g–1
Concentration (�g gÿ1)
Chemical 6 pH
6000
Lactic
800 µg g–1 Citric and acetic acids
µg g–1 Lactic acid
8000
pH
Orotic acid Citric acid Pyruvic acid Lactic acid Uric acid Acetic acid Propionic acid Acetaldehyde Acetone Ethanol Diacetyl
0 h at 23 � C
18 h at 23 � C
168 h at 3 � C
79.1 730 1.3 45 20.4 NPSHr. A safety margin of about 0.7±1 m is normally recommended. It is noted that the NPSHr, like all head losses, is obviously a function of the ¯ow rate, and pump manuals usually provide the NPSHr in the form of a graph, as a function of the ¯ow rate or of the Reynolds number.
B
Pump
Pumping Efficiency and Power Requirements Calculation of Pumping Requirements
A Liquid
Reservoir/feed tank Figure 5 Pump in suction mode from lower reservoir.
Generically, a pump will be located somewhere between the entrance of an installation (piping line, piece of equipment) and the exit, and must promote a given ¯ow rate. Applying Bernoulli's equation between the exit of the pump and the exit of the installation gives the pressure head that must exist at the pump exit to ensure the ¯ow rate speci®ed: He
� � Pe Pout Q2 1 1 �h Fe!out ÿ ��g ��g 2g A2out A2e 14
1086
FLOW EQUIPMENT/Principles of Pump and Piping Calculations
where He is the pressure head at the exit of the pump, and the subscripts e and out indicate values at the exit of the pump and at the end of the installation, respectively. Fe ! out is the total head loss from the pump onwards. Similarly, the pressure head at the pump inlet can be calculated by applying Bernoulli's equation between the entrance of the installation and the pump: � � Pi Pin Q2 1 1 ÿ �h ÿ Fin!i ÿ 15 ÿ Hi �:g �:g 2g A2in A2i Power, Energy and Calculation of Pumping Costs
Assuming the usual case of no variation in the potential and kinetic heads at the inlet and outlet of the pump (same cross-¯ow area and level height), the power provided by the pump to the liquid (W, energy per unit time) to ensure the ¯ow rate, Q, is that required to raise the pressure head from Hi to He: W � � g � Q �
He ÿ Hi
16
To calculate the pumping energy costs, it must be noted that not all power used by the pump from the mains electrical supply will be delivered to the ¯uid, as there are various energy losses. The pump ef®ciency (�) is the ratio between the power delivered to the ¯uid (W) and that spent from the mains (Wused): �
W Wused
head. From eqn [14], as a valve increases, the head losses, Q, decrease. The head loss caused by a valve is generally described by eqn [11]. The value of K will depend on the type of valve and percentage opening, and is given by manufacturers (otherwise, estimates can be found in the literature for generic valves). Valves and pumps work together: pumps must have some overcapacity and have a valve next to it (the discharge valve) to control the pressure to the desired level. Otherwise, the ¯ow would be subjected to ¯uctuations due to variations in atmospheric pressure and temperature. Discharge valves and surge valves may also be needed for start-up and/or shutdown procedures. Care should be taken to ensure that the pressure head at the exit of the valve when it is in the lowest opening position (higher K) does not go below the vapour pressure, which can be checked with Bernoulli's equation, in a similar manner to NPSHa calculations.
17
The pump ef®ciency depends on the type of pump and on the conditions of operation. Generally, there is an optimum ef®ciency for a given ¯ow rate ± operating above or below implies that the pump is under- or overdimensioned for the job, and the consequence is that the pumping ef®ciency is lower. Hence, engineers must select the pump dimensions according to the speci®c job, targeting the region of operation of the pump where � is maximum, as otherwise Wused, and hence pumping costs, are higher than they could be with an appropriate pump. They may also ®nd that using more than one pump in parallel lines may be more ef®cient than a single, larger pump. Optimum ef®ciencies for centrifugal pumps are of the order of 80±90%. This subject is discussed in more detail elsewhere (see Flow Equipment: Pumps).
Pressure Drop in Valves In a certain way, valves are the opposite of pumps. They are the elements that cause a loss of pressure
See also: Flow Equipment: Pumps; Valves. Heat Exchangers. Pasteurization of Liquid Milk Products: Pasteurizers, Design and Operation. Process and Plant Design.
Further Reading Chhabra RP and Richardson JF (1999) Non-Newtonian Flow in the Process Industries. Oxford: ButterworthHeinemann. Evett JB and Liu C (1989) 2500 Solved Problems in Fluid Mechanics and Hydraulics. New York: McGrawHill. Evett JB, Liu C and Giles RV (1995) Schaum's Interactive Outline of Fluid Mechanics and Hydraulics. New York: McGraw-Hill. Foust AS, Wenzel LA, Clump CW, Maus L and Andersen LB (1980) Principles of Unit Operations, 2nd edn. New York: John Wiley. Granger RA (1995) Fluid Mechanics. New York: Dover. Mott RL (2000) Applied Fluid Mechanics, 5th edn. New York: Prentice-Hall. Perry R and Chilton C (1984) Perry's Chemical Engineers' Handbook, 6th edn. New York: McGraw-Hill. Rao MA and Rizvi SSH (1995) Engineering Properties of Foods, 2nd edn. New York: Marcel Dekker. Roberson JA and Crowe CT (1996) Engineering Fluid Mechanics, 6th edn. New York: John Wiley. Streeter VL, Wylie EB and Bedford KW (1998) Fluid Mechanics, 9th edn. New York: McGraw-Hill. White FM (1998) Fluid Mechanics, 4th edn. New York: McGraw-Hill.
FLOW EQUIPMENT/Pumps
Pumps J C Oliveira, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Pumps are small pieces of equipment that promote the circulation of liquids between and through pieces of equipment. When selecting a pump, the main factors to consider are: 1. The viscosity of the ¯uid, and whether it is a clear ¯uid or contains solid particles in suspension. 2. The sensitivity of the ¯uid quality characteristics to shearing and viscous shear energy dissipation. 3. The pumping requirements (pressure, ¯ow rate). 4. The hygienic requirements of the process (which are high for dairy products). 5. The cost of the pump and of its maintenance. The main issues are to ensure that: 1. The mechanical action of the pump affects the ¯uid characteristics to the least extent possible. 2. The pump is operating close to its optimum point. 3. There is no cavitation (the pressure of the ¯uid cannot go below its vapour pressure anywhere in the pump). 4. The mechanical wear of the elements of the pump (moving parts, seals) is not extensive to the point of causing signi®cant loss of pumping ef®ciency (a preventive maintenance programme would be quite adequate for pumps).
General Classification Pumps force liquids to ¯ow in one of two ways, which gives rise to the major division between pumps: (1) centrifugal, (2) positive displacement. Centrifugal pumps have a rotor that rotates at very high speed (thousands of rotations per minute) and accelerates the ¯uid. As the ¯uid leaves the rotor, it is suddenly forced to slow down, pressing against the ¯uid which is already there. By looking at Bernoulli's equation, it is evident that the sudden substantial loss of kinetic energy must correspond to a sudden increase in pressure (see eqn [4] in article Flow Equipment: Principles of Pump and Piping Calculations). Those that provide particularly accurate ¯ow rates are also called metering pumps. A centrifugal pump does not ensure either a speci®c ¯ow rate or a speci®c pressure: both will depend on the piping system after the pump (level differences, head losses, etc.)
1087
There is a wide variety of positive displacement pumps, but in general it can be said that they capture a small amount of ¯uid, cause it to compress in some way, and then deliver the compressed ¯uid at the outlet. As they deliver a ®xed amount of ¯uid at speci®c regular intervals, these pumps generally assure a given ¯ow rate, and pressure will be dictated by the piping system and can be estimated by applying Bernoulli's equation. Centrifugal pumps will obviously cause a substantial amount of kinetic losses due to collisions of molecules with the rotating elements and walls, and between themselves. This can generate a substantial amount of heating and affect thermally sensitive ¯uids. In addition, the high shearing may also affect molecular networking. Therefore, ¯uids with delicate macromolecular structures (for instance, a milk coagulum) should not be run through centrifugal pumps. It also follows that very viscous ¯uids are not suitable, as heat generation would be substantial, and slip is also potentially high (which implies a low pumping ef®ciency). As a rule of thumb, centrifugal pumps are not generally recommended for ¯uids with 10 times the viscosity of water or higher. They are obviously not suitable for liquids containing solid particles either. Due to the high velocity of the moving elements, cavitation is a major problem, as it can wear the rotor blades quite extensively and very rapidly (the collapse of a gas bubble when impinging on a moving surface at high speed causes roughly the same type of destruction as the collision with a hard solid particle). In positive displacement pumps, the generation of gas bubbles affects mostly the pumping ef®ciency, and not so much the actual pump. On the other hand, centrifugal pumps will deliver a steady ¯ow rate. Positive displacement pumps are more prone to pulses and ¯uctuations in the ¯ow rate, as the cycle capture±compress±deliver repeats itself. It can also be expected that centrifugal pumps will generally have lower pumping costs, as acceleration of a low-viscosity ¯uid is easy, and pressure is then generated by the slowing-down itself: the energy costs are basically those of accelerating the ¯uid. Positive displacement pumps must supply the totality of pressure by direct mechanical means, and this can be expected to require generally higher energy levels. However, these are not general rules, as there are very different types of positive displacement pumps. In general, it can also be said that the action of positive displacement pumps can be reversed (inlet and outlet may be swapped), which is totally impossible in centrifugal pumps. Not all pumps will be reviewed in this article, only the more common types.
1088
FLOW EQUIPMENT/Pumps
Centrifugal Pumps General Design and Principles of Operation
Figure 1 shows a centrifugal pump, in front and side view. The ¯uid enters perpendicular to the axis of rotation of the rotor and will leave tangentially in relation to the rotor blades. As the ¯uid disperses from the centre due to the action of the centrifugal force towards the walls of the rotor casing, it travels in the radial direction through the channel between the blades. It is also accelerated tangentially to the velocity of rotation of the blades. These are constructed in such a way that the distance between blades increases with the radius ± therefore, this channel widens as the ¯uid moves towards the wall. As the continuity equation shows (see eqn [2] in article Flow Equipment: Principles of Pump and Piping Calculations), the ¯uid pressure will therefore increase as its kinetic energy decreases, while moving radially between the blades. The ¯uid then joins the layer moving around the wall towards the exit, pushed by the centrifugal force, which obviously moves slower than the blades, and so the pressure increases again. This layer, close to the casing wall, may also have an increasing ¯ow area as a result of an eccentricity of the axis of the rotor in relation to the centre of the casing ± again, the reason for this design is to cause a gradual slow-down and respective pressure increase. This eccentricity, and whether it exists or not, depends on the pump design. At the outlet, another slow-down will occur, as the ¯uid starts moving at the velocity corresponding to the ¯ow rate through the piping system, and pressure reaches a maximum. The conversion of kinetic energy to pressure is therefore gradual, and it stands to reason that the more gradual it is, the higher the ef®ciency ± a very sudden slow-down implies many collisions between molecules, hence loss of mechanical energy, dissipated in the form of heat. Some
pumps have a static ring between the moving rotor and the casing (usually, with channels having the opposite obliquity to the rotor blades), which provides a further gradual step of conversion from kinetic energy to pressure. Figure 2 illustrates this description schematically. Hygienic Requirements
The most obvious hygienic requirement for a centrifugal pump is that it should be easy to disassemble, so that every part can be thoroughly cleaned easily. The blades should be rounded to avoid crevices, and therefore hygienic pumps generally have a lower number of blades (see Figure 2). The pump motor releases a lot of heat, as one would expect from a drive that generates velocities of the order of thousands of rotations per minute. Therefore, the motor casing of normal pumps is corrugated (the higher speci®c area promotes heat loss). However, this is not satisfactory for hygienic food processing, and food-grade pumps must have a smooth, stainless steel casing. This implies a pump that is built speci®cally for that, as other means of removing the heat generated by the motor must be improved; if a normal corrugated pump is covered by a smooth casing, it will run the risk of overheating. Operating Points and Pumping Efficiency
Depending on the piping system to which the pump outlet is connected and on the rotor design and speed, a centrifugal pump will be able to deliver various ¯ow rates at various pressures. The pump characteristic curve indicates all possible operating points of a given pump. Figure 3 shows a typical example. Pump manufacturers usually supply these graphs. Pumping ef®ciency is not the same along these curves; it is normally maximum around the top right-hand corner and decreases as one approaches the limits of the curve. Therefore, a pump should (A)
(B)
(C)
2
Motor
Rotor shaft
Outlet
1 Sharp edges
Inlet
SIDE VIEW
FRONT VIEW
Figure 1 Front and side view of a centrifugal pump.
Figure 2 Rotors of centrifugal pumps. (A) Typical rotor without hygienic design considerations. Note path 1, where the ¯uid moves towards the wall pushed by the centrifugal force along a channel with increasing cross ¯ow area, thereby increasing pressure; and path 2, where the ¯uid moves rotationally towards the axis, pushed by the centrifugal force, through a channel of increasing cross ¯ow area due to the eccentricity of the rotor in relation to the casing; (B) rotor encased in a ®xed channel distributor; (C) hygienically designed rotor, with smooth edges.
80 % 76 72 % 70 % %
FLOW EQUIPMENT/Pumps
Possible operating points
Pu
m
p
co
Pressure head (m)
nf
Pu
igu
ra
m
p
tio
n
co
nf
1
igu
ra
tio
n
Pu
m
p
co
nf
ur
io
n
3
Flow rate (m3 s–1)
Figure 3 Typical characteristic curves for a pump in three possible con®gurations (different rotor design and/or speed), ef®ciencies and operating points.
Pressure head (m)
type 1 type 2
type 3 type 4 type 6
type 5 type 7
type 8
¯ow rate at a lower pressure than the con®guration that gives the maximum ¯ow rate. It should be noted that the characteristic curves of piping systems can be easily modi®ed by operating valves, as they will increase head losses if partially closed. In the example of Figure 3, closing a ¯ow rate control valve would increase head losses and the characteristic curve would be steeper. It would be possible to bring the piping system curve close to the maximum ef®ciency of the pump only if it would be possible to decrease the head losses.
ig
at
Pressure-flow curve for a given piping system
2
1089
type 10 type 9
Flow rate (m3 s–1) Figure 4 Typical chart for selection of the type of centrifugal pump better adapted to a given demand.
ideally operate close to the ¯ow rate and pressure combination that gives the maximum ef®ciency (at the expense of unnecessarily spending more power from the electrical mains to deliver the same amount of energy to the ¯uid). Lines of constant ef®ciency are usually drawn on these graphs (see Figure 3). Checking the operating point of a pump in a given piping system is straightforward. Using Bernoulli's equation, the characteristic curve for the piping system can be constructed by calculating the pressure head at the outlet of a pump for various ¯ow rates. An operating point for a given pump in a given piping system is the intersection of the two characteristic curves (pump and piping system). Figure 3 shows a sketch of a situation where the maximum ef®ciency is achieved with the intermediate pump con®guration, that actually delivers a slightly lower
Selection of Centrifugal Pumps
In order to select a centrifugal pump, one must know: 1. The net positive suction head (NPSH) available at the inlet of the pump (see Flow Equipment: Principles of Pump and Piping Calculations). 2. The characteristics of the system (cross ¯ow areas, level differences, total length of the piping system, localized head losses). Item (1) is needed only for a veri®cation: the NPSH available must be higher than the NPSH required by the pump chosen, in order to ensure that the vapour pressure is not reached inside the pump, which would cause cavitation and severe wear. Item (2) is needed so as to apply Bernoulli's equation and determine the characteristic curve of the piping system, from where the operating point and ef®ciency of the pump can be calculated. The pump, and its operating variables, are chosen that give the maximum ef®ciency. Manufacturers may provide graphs that indicate which of their makes/models are generally more suitable depending on pressure head and ¯ow rate required. This helps to narrow choice to pumps that are designed for the type of demand in question. Figure 4 shows a typical example.
Positive Displacement Pumps Piston Pumps
General design and principles of operation A typical piston pump, which operates according to a very straightforward principle, is shown in Figure 5. Fluid is admitted to a chamber through the inlet valve, as the piston moves back and sucks the ¯uid in. The valve closes when the piston reaches its back position and then starts moving forward, compressing the ¯uid trapped in the chamber. When the speci®ed pressure is reached (for incompressible ¯uids, this is obviously almost instantaneous), the outlet valve opens and
1090
FLOW EQUIPMENT/Pumps
(A) Piston
Seal (Rubber O-ring)
Outlet valve
Compression chamber
Compression chamber 2
Piston
Compression chamber 1
Inlet valve Figure 6 Twin-chamber piston pump. Chamber 1 is sucking ¯uid from the bottom and chamber 2 is delivering compressed ¯uid to the top. White circles represent open valves and grey cones indicate closed valves.
(B)
Compression chamber
Piston Stagnant fluid
(C)
Diaphragm Figure 7 Diaphragm pump.
Figure 5 Piston pump. (A) Commencement of the admission stage of the cycle; (B) commencement of the compression stage; (C) during the delivery stage. White circles represent open valves and grey cones indicate closed valves.
the ¯uid is discharged, as the piston expels it while moving forward. When the piston reaches its forward position, the outlet valve closes, the inlet valve opens and the cycle begins again. A piston pump will therefore deliver a ¯ow rate equal to the volume of the chamber times the number of cycles per unit time. However, it is delivered only when the outlet valve is open, and nothing is delivered during the admission part of the cycle. In order to avoid a pulse in the ¯ow, it is normal to use two chambers with the piston of each moving asynchronously, so that when one delivers the other admits and vice versa. Obviously, this can be neatly done by a dual chamber pump, with chambers placed
back to back, so that the piston is actually the same. Figure 6 sketches this design. Hygienic requirements: diaphragm pumps Piston pumps are not very hygienic because ¯uid can be trapped in the space between the cylinder side and the chamber wall, at the back (see Figure 5). Diaphragm pumps were built to solve this problem. The piston is not in direct contact with the ¯uid, but pushes a rubber diaphragm, which ®ts totally in the chamber geometry. There are pumps commercially available that use compressed air to move the diaphragm. Figure 7 sketches an example of a single-chamber diaphragm pump. For hygienic design, it would be ideal that the pump expels the totality of the ¯uid in order to avoid stagnated or dead volumes ± the design in Figure 7 shows an example which is particularly poor in this respect.
FLOW EQUIPMENT/Pumps Rotary (Gear) Pumps
General design and principles of operation Rotary pumps are also known as gear pumps. They have two rotors and dented wheels moving in such a way that the dents of one wheel ®t snugly inside the other. Thus, the ¯uid is forced towards the outside wall and must move around. The ¯uid will be trapped inside chambers formed by two dents and the outside casing and is then forced out at the other side. Figure 8 shows this principle of operation. Rotating speeds are about 100 times lower than those of centrifugal pumps. These pumps are therefore more similar to centrifugal than to piston pumps in the sense that they assure a given ¯ow rate rather than a given pressure: the ¯ow rate is simply given by the volume between each pair of dents and the speed at which this volume is transferred to the other side. Pressure is then given by Bernoulli's equation, as once the ¯ow rate is ®xed, the piping system after the pump de®nes the pressure. Furthermore, while some compression occurs when the ¯uid is trapped inside the dents, most results from delivering the ¯uid to the other side and compressing it against the ¯uid which is already there, a similar situation to that in centrifugal pumps. However, this characteristic makes them the best metering pumps, with the ¯ow rate being quite well controlled, as it is simply proportional to the rotating speed.
1091
fewer dents and therefore fewer points of contact for sealing at the centre. A higher leakage ¯ow between the high-pressure and low-pressure regions through the centre is likely, compared to rotary pumps with more dents and more sealing points. Single-Rotor (Impeller) Pumps
Hygienic requirements: lobular pumps Rotary pumps such as that shown in Figure 8 are not hygienic because the dents have sharp edges. Thus, lobular pumps have been developed, with well-rounded lobes, such as those shown in Figure 9. The sealing between the counterrotating rotors is obviously less good than in rotary pumps, as the rounded geometry implies
Single-rotor pumps are also known as impeller pumps. They seem similar to rotary pumps, having only one rotor. However, their operation is quite different, as they can provide mechanical compression of the ¯uid in a much better way than rotary or lobular pumps. The blades are either made of rubber so that they can bend against the casing, or are made of metal, but have a spring at the base, so they can be pushed inwards while moving against the casing. Figure 10 shows both cases. As the rotor moves, ¯uid is trapped between two blades. To improve compression, the casing may have a different curvature from the rotor axis, so that the space between them decreases. Therefore, the volume between two blades decreases while the rotor revolves, causing a compression (for relatively incompressible ¯uids, such as water and milk, this is not so important, while for viscous viscoelastic materials it would be helpful). On reaching the other side, the compressed ¯uid is expelled. In some pumps with rubber blades, the volume between blades is always the same, and the only compression results from the blades snapping at the inlet and squeezing at the outlet (see Figure 10). Some ¯uid will certainly remain and proceed to a second turn ± potentially, there could be a problem of stagnant ¯uid. The blades must therefore be
Figure 8 Rotary pump.
Figure 9 Lobular pump with three lobes per rotor.
1092 (A)
FLOW EQUIPMENT/Pumps Rotor
Rubber blades
Inlet
Outlet Outlet
Inlet
(B)
Steel blades
Stator (rubber casing) Figure 11 Progressing cavity pump.
Inlet
Outlet
outlet
Spring
Blade retracts pushing against spring
Figure 10 Single-rotor pumps. (A) Pump with rubber blades and no compression in the chambers between blades and outside casing wall; (B) pump with steel blades and with compression caused by decreasing volume between blades.
designed in a way that helps the expulsion at the outlet, which is better achieved with rubber blades. Progressing Cavity Pumps
Also known as monopumps, they have a curious design, with a rotating axis that looks like a twisted worm. It is not really a screw, it is more like a twisted bar which rotates against a rubber casing (the stator), that adapts to the movement of the rotor. The rubber casing has a grooved path of a different shape from the rotor curvature, so that at a given position there is a perfect match between grooves of the rubber casing and curved rotor, while a space exists between each two matching points (for instance, the rotor is a single helix and the casing is a double helix). As the rotor revolves, the points of contact appear to move forward. Hence, the ¯uid is trapped in a chamber formed by the rubber casing grooves and rotor, sealed at the matching points. The curvature of the rotor (and grooves) may show a decreasing amplitude, so as to reduce volume and hence cause compression (particularly helpful for viscoelastic materials). Figure 11 shows this type of pump. These pumps have a good hygienic design, as all ¯uid is expelled, there is no need for valves, and there are only rounded edges and surfaces.
inlet Figure 12 Peristaltic pump.
Peristaltic Pumps
Peristaltic pumps require a rubber tube through which the ¯uid ¯ows. A wheel with rollers moves on top of the rubber tube, so that as the rollers move they squeeze the tube. This gentle squeeze causes a compression and therefore the ¯uid is trapped between two points of roller compression, forced to move forward and delivered at the outlet. Just like rotary pumps, peristaltic pumps basically deliver a ®xed ¯ow rate and most of the compression results from forcing the movement of the ¯uid. Hence, pressure will depend on the piping system, and it is the ¯ow rate that is ®xed by the pump operating characteristics. They can therefore provide good metering (¯ow rate accuracy and control). Figure 12 shows this design. These are obviously the most hygienic pumps of all, as there is no contact between pump parts and ¯uids. They are also the best for solid particles, as particles are not squeezed. The main limitation is that tubes must be relatively small, as it is not viable
FLOW EQUIPMENT/Valves
1093
Table 1 Selection criteria for types of pumps Type of pump
Good for
Not good for
Centrifugal
Low-viscosity ¯uids Clean ¯uids Steady ¯ow rate
Piston/diaphragm
Viscous ¯uids Clean ¯uids High pressures Precise pressure control Viscous ¯uids Clean ¯uids Fluids sensitive to shearing Precise ¯ow rate control Viscous ¯uids Fluids with solid particles Fluids sensitive to shearing Viscous ¯uids Fluids sensitive to shearing Viscous ¯uids Fluids with solid particles Fluids sensitive to shearing Flow rate control
Viscous ¯uids Fluids with solid particles Fluids sensitive to heat Fluids sensitive to shearing Fluids with solid particles
Rotary/lobular
Single-rotor Mono Peristaltic
to compress very large tubes. Flow rate is therefore more limited than in other pumps. Pumping ef®ciency is also limited if very large pressures are required. In general, commercial peristaltic pumps can be found for ¯ow rates up to 10 m3 hÿ1 and pressures up to 1.6 MPa.
Summary of Pump Selection Criteria Table 1 provides an overview of the main selection criteria for pumps. In general practice, centrifugal pumps are used unless the ¯uid is too viscous, contains solid particles, or is too strongly affected by the high shearing and/or internal energy generation. See also: Flow Equipment: Principles of Pump and Piping Calculations; Valves. Heat Exchangers. Process and Plant Design.
Further Reading Davidson J (1986) Process Pump Selection: A Systems Approach. Ipswich: Institution of Mechanical Engineers. Engineering Equipment Users' Association (1972) Guide to the Selection of Rotodynamic Pumps. London: Engineering Equipment Users' Association. Karassik IJ and Krutzsch WC (1986) Pump Handbook. New York: McGraw-Hill. Lobanoff VS and Ross RR (1992). Centrifugal Pumps: Design and Application. Houston: Gulf Publishing Co. McGuire JT (1990) Pumps for Chemical Processing. New York: Marcel Dekker.
Fluids with solid particles
High pressures High pressures Fluids with solid particles High pressures High ¯ow rates
Perry R and Chilton C (1984). Perry's Chemical Engineers' Handbook, 6th edn. New York: McGraw-Hill. Stepanoff AJ (1992). Centrifugal and Axial Flow Pumps: Theory, Design, and Application. Melbourne, Australia: Krieger Publishing Co. Wahren U (1997) Practical Introduction to Pumping Technology: A Basic Guide to Pumps ± From Speci®cation to Installation and Operation. Houston: Gulf Publishing Co. Walker R (1977) Pump Selection: A Consulting Engineer's Manual. Ann Arbor: Ann Arbor Science Publishers. Yedidiah S (1996) Centrifugal Pump User's Guidebook: Problems and Solutions. Dordrecht, The Netherlands: Kluwer.
Valves K Cronin and D MacCarthy, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Valves are devices for controlling the ¯ow of ¯uids (liquids and gases), and in some cases granular or powdered materials. This article primarily discusses the valves used in product liquid lines in a dairy
FLOW EQUIPMENT/Valves
1093
Table 1 Selection criteria for types of pumps Type of pump
Good for
Not good for
Centrifugal
Low-viscosity ¯uids Clean ¯uids Steady ¯ow rate
Piston/diaphragm
Viscous ¯uids Clean ¯uids High pressures Precise pressure control Viscous ¯uids Clean ¯uids Fluids sensitive to shearing Precise ¯ow rate control Viscous ¯uids Fluids with solid particles Fluids sensitive to shearing Viscous ¯uids Fluids sensitive to shearing Viscous ¯uids Fluids with solid particles Fluids sensitive to shearing Flow rate control
Viscous ¯uids Fluids with solid particles Fluids sensitive to heat Fluids sensitive to shearing Fluids with solid particles
Rotary/lobular
Single-rotor Mono Peristaltic
to compress very large tubes. Flow rate is therefore more limited than in other pumps. Pumping ef®ciency is also limited if very large pressures are required. In general, commercial peristaltic pumps can be found for ¯ow rates up to 10 m3 hÿ1 and pressures up to 1.6 MPa.
Summary of Pump Selection Criteria Table 1 provides an overview of the main selection criteria for pumps. In general practice, centrifugal pumps are used unless the ¯uid is too viscous, contains solid particles, or is too strongly affected by the high shearing and/or internal energy generation. See also: Flow Equipment: Principles of Pump and Piping Calculations; Valves. Heat Exchangers. Process and Plant Design.
Further Reading Davidson J (1986) Process Pump Selection: A Systems Approach. Ipswich: Institution of Mechanical Engineers. Engineering Equipment Users' Association (1972) Guide to the Selection of Rotodynamic Pumps. London: Engineering Equipment Users' Association. Karassik IJ and Krutzsch WC (1986) Pump Handbook. New York: McGraw-Hill. Lobanoff VS and Ross RR (1992). Centrifugal Pumps: Design and Application. Houston: Gulf Publishing Co. McGuire JT (1990) Pumps for Chemical Processing. New York: Marcel Dekker.
Fluids with solid particles
High pressures High pressures Fluids with solid particles High pressures High ¯ow rates
Perry R and Chilton C (1984). Perry's Chemical Engineers' Handbook, 6th edn. New York: McGraw-Hill. Stepanoff AJ (1992). Centrifugal and Axial Flow Pumps: Theory, Design, and Application. Melbourne, Australia: Krieger Publishing Co. Wahren U (1997) Practical Introduction to Pumping Technology: A Basic Guide to Pumps ± From Speci®cation to Installation and Operation. Houston: Gulf Publishing Co. Walker R (1977) Pump Selection: A Consulting Engineer's Manual. Ann Arbor: Ann Arbor Science Publishers. Yedidiah S (1996) Centrifugal Pump User's Guidebook: Problems and Solutions. Dordrecht, The Netherlands: Kluwer.
Valves K Cronin and D MacCarthy, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Valves are devices for controlling the ¯ow of ¯uids (liquids and gases), and in some cases granular or powdered materials. This article primarily discusses the valves used in product liquid lines in a dairy
1094
FLOW EQUIPMENT/Valves
processing plant though many of the comments are equally applicable to the valves used for service ¯uids such as steam, refrigerant, compressed air, process water, etc. that are also present in a dairy. Broadly speaking, valves can be classi®ed by their purpose as being either: (1) On±off, or (2) ¯ow regulation. On±off valves, which include shut-off, isolation and changeover valves, have distinct positions, fully open or closed. These valves are used to stop ¯ow or isolate part of a process.Their function is to minimize resistance to ¯ow when fully open, and to provide tight shut-off characteristics when fully closed. Regulating valves, on the other hand, have a ¯ow passage, the area of which can be changed gradually. Such valves are used to control ¯ow rates and pressures at various points in the system. Flow control valves can be adjusted continuously from fully open to fully closed in order to govern the ¯ow rate. Pressure control valves determine pressure downstream of the valve, i.e. maintain it at some set value irrespective of the ¯ow rate through the valve.
The butter¯y valve consists of a ¯at disc (equal in cross-sectional area to the bore of the pipe), a valve spindle and an elastomeric or plastic seal ring (Figure 2). It operates on the principle of rotational rather than linear motion. In the closed position, the disc is face-on to the ¯ow area and seals against the seal ring. Turning the spindle rotates the disc through a quarter turn (90� ) and moves it to a side-on orientation with respect to the pipe bore and thus allows ¯ow. This valve has low pressure drop characteristics. The gate valve (sometimes known as the slide valve), like the globe valve, operates on the principle of linear motion of a spindle (Figure 3). A ¯at disc is attached to the spindle and in the closed position, it is fully extended and blocks the ¯ow area of the pipe. Linear upward motion of the spindle will retract the gate into the valve body and permit ¯uid ¯ow. This type of valve is not used in product lines in the dairy industry as it is unhygienic, though it is used for service ¯uids.
Valve Flow Design Principles of Valve Construction While a wide range of valves is used in industry, there are only a limited number of basic geometries by which an opening in a pipe can be opened or closed. Almost all valves can be classi®ed as belonging to one of three fundamental designs or their variants. These are:
Valve ¯ow design applies the principles of ¯uid mechanics to determine the ¯ow rate and pressure drop through the valve. Other issues that are of concern include valve ¯ow characteristic and avoidance of water hammer (see Flow Equipment: Principles of Pump and Piping Calculations).
1. Globe valve. 2. Butter¯y valve. 3. Gate valve. The globe valve (also referred to as a seat valve) consists of a rigid valve body, weir, plug and spindle (Figure 1). In the closed position, the plug rests on the valve seat in the weir. Linear upward motion of the spindle will raise the plug off the seat and open the valve. This is the most popular type of valve for dairy products.
Figure 1 Globe valve.
Figure 2 Butter¯y valve.
Figure 3 Gate valve.
FLOW EQUIPMENT/Valves Pressure Drop
All valves cause losses of head (i.e. pressure) in the system due to friction effects. In general, the smaller and more intricate the passage through which the ¯uid has to pass, the greater the pressure loss. Considering the ¯ow of a turbulent and incompressible liquid (liquid milk for example), the pressure loss through a valve is proportional to the square of the mean liquid velocity: �P k
�u2 2
where �P pressure loss through the valve (Pa), � density of liquid (kg mÿ3), u mean ¯uid velocity (m sÿ1) and k friction factor. Using the continuity equation, pressure drop can also be expressed in terms of the volumetric ¯ow rate through the valve: �P
8k�Q2 �2 D2
where Q volumetric ¯ow rate (m3 sÿ1) and D valve bore diameter (m). Values for the friction factor k of the valve depend on the exact shape of the ¯ow passage and are generally found from experiment. In some cases, the pressure loss through a valve is expressed in terms of an equivalent length of unobstructed straight piping in which an equal pressure loss would occur. Rather than this equivalent length being given as an absolute measurement in metres, it is more conventional to express it as an integer number of the pipe diameter. Table 1 gives approximate values for the friction factor and equivalent lengths for a fully open globe valve and gate valve. It must be stressed that these ®gures are only a rough estimate and many unstated assumptions (such as Reynolds number of ¯ow, valve bore diameter, pipe roughness, etc.) underlie them. Valve Characteristic
An important design feature for modulating valves is the valve characteristic. This is the relation between the stem (spindle) position of the valve and the ¯ow through the valve at constant pressure drop. The valve characteristic determines how a control valve regulates the ¯ow. Two characteristics must be Table 1 Friction losses through valves
Globe valve (wide open) Gate valve (wide open)
1095
evaluated for valve selection: the inherent and installed characteristics. The inherent ¯ow characteristic is the relationship between valve stroke and the resulting ¯uid ¯ow through it for the valve on its own. The installed ¯ow characteristic is the actual relationship between valve stroke and ¯ow when the valve is an element in a particular ¯ow system. Hence, the installed ¯ow characteristic incorporates the inherent ¯ow characteristic of the valve itself together with the ¯ow characteristics of the whole line, i.e. it depends upon the ratio of the pressure drop through the valve to the total pressure drop across the line and valve. The inherent ¯ow characteristic is the theoretical performance of the valve and is generally either linear or equal percentage. In a linear valve, the relationship between the position of the spindle and the ¯ow rate is linear while in an equal percentage valve it is logarithmic. The logarithmic relationship is more useful when the pressure drop in the pipeline is very signi®cant compared to that caused by the valve itself, since in this case, the whole system actually has a nonlinear response. For the control system designer, the aim is to select a valve the inherent ¯ow characteristic of which gives an installed ¯ow characteristic that makes the ¯ow controllable over the whole range of valve movement, i.e. stem position. Water Hammer
Sudden closure of a valve can produce the phenomenon of `water hammer' in the pipe system. The name is a misnomer; this problem can occur with all liquids. Water hammer occurs when the abrupt deceleration of a liquid in a pipeline, caused by closing a valve too quickly, produces transient pressure shock waves in the liquid. These shock waves in turn can lead to appreciable and damaging levels of pipe vibration. Equipment such as process vessels and heat exchangers connected to the pipe may also be exposed to this vibration. Water hammer must be avoided in the design and selection of the pipe and valve system. Valves should be installed so that valve spring force and ¯uid pressure force act in opposite directions. Analysis is detailed but fundamentally it involves imposing a minimum time limit on the duration for valve closure to avoid decelerating the liquid too rapidly.
Valve Hygienic Design
k
L/D
10 0.2
340 13
In a dairy, of all the pipe ®ttings in the product line, valves are probably the most technically complex. For hygiene reasons, all wetted metal parts of the valve are made of stainless steel. These are surfaces
1096
FLOW EQUIPMENT/Valves
that intentionally or unintentionally (e.g. by splashing) come in contact with the product. Two main grades are used, AISI 304 and AISI 316. The valve body and all the ®ttings (actuator spindle, springs, ¯anges, bolts, operating levers and wheels) are generally made from 316 stainless steel. Valve seals can be made from a variety of synthetic food-grade rubbers; amongst the most common types are silicone rubber, butyl rubber, nitrile rubber and ethylene propylene diene monomer (EPDM). The actual choice of rubber is determined by the particular application of the seal such as required mechanical properties (particularly compression set), temperature regime, exposure to steam and cleaning/ sterilizing agents, etc. Apart from functional performance, the most signi®cant criterion in the selection of valves for milk processing plants is that they must be of a sanitary design and cleanable. Sanitary valves are designed according to the American 3A standards or other relevant hygienic design codes, such as the European Hygienic Equipment Design Group (EHEDG), Swedish or German DIN standards. Valves should be self-draining, free of dead spaces and readily cleaned. They should protect the product from contamination, prevent product leakage and not allow the ingress of microorganisms. For improved standards of hygiene and cleanability, valves should be connected to pipelines by butt-welding or by sanitary unions. Product contact surfaces should have a surface ®nish of 0.8 mm Ra or better, and be free of pits, folds or crevices. A consequence of hygienic design considerations is that globe valves and butter¯y valves are the most prevalent type of valves used in the dairy industry.
Valve Actuation The choice is between manual, pneumatic, hydraulic or electric drives to control valve position. In general, manually operated valves are now found only in the smaller dairy plants. Automated valves have replaced them in large modern facilities though they are still used occasionally. Pneumatic actuation is generally the ®rst choice in the dairy industry, with either a diaphragm or piston actuator. Spent air can be discharged directly to atmosphere and there are no sparking risks. Because air pressures are generally low (in the region of 0.7 MPa), there are upper limits on the forces that air systems can develop without resorting to impracticably large actuators. However, as valve opening/closing forces in dairy product lines are seldom of large magnitude compared to valve forces found in
bulk chemical processing, this limitation is not of great signi®cance. If high valve opening/closing forces need to be generated, hydraulic actuation of the valve is suitable because of the very high oil pressures that can be generated. However, arising from the possible contamination of product with the oil, hydraulic actuation is very rare in the dairy industry. It can be found in applications where there is no possibility of contact with the product. Electric solenoid actuation is not prevalent in the industry due to the ®re/explosion risk from electric sparking. Also the damp conditions that can prevail in dairies can lead to problems with electrical connectors. They can be used, however, to control the pneumatic actuation circuits that in turn operate the main process and cleaning-in-place (CIP) valves. Irrespective of the actuation mechanism chosen, valves can be arranged to be normally open or normally closed according to safe practice. Two arrangements are usual: 1. Air closing/spring opening (a normally open (NO) valve) 2. Spring closing/air opening (a normally closed (NC) valve). Air opening/air closing valves are occasionally used. In a system with pneumatic actuation, the usual con®guration is that air under pressure is used to move the valve from its default (safe) state to the active state. If the pressurized air is removed, a compressed spring will automatically return the valve to the default state. Hence, occurrences such as electricity failure leading to a loss of compressed air need not have unwanted consequences. As an example, valves on out¯ow lines from silos or storage tanks will usually have the con®guration of air to open and spring to close. This diminishes the possibility of loss of product due to valve system failure.
Valves in Dairy Processing The functions of valves in the dairy processing industry are summarized in Table 2. The following types of valves are used in dairy processing. Globe Valve
The globe valve (also called seat valve or poppet valve) is operated by the movement of a valve stem which raises or lowers a plug on to a valve seat. It can be used as a shut-off valve (Figure 4) or as a changeover or divert valve (Figure 5). When used as a shut-off valve in piping systems, it should close against the ¯ow to reduce the possibility of water
FLOW EQUIPMENT/Valves
1097
Table 2 Functions of dairy valves Valve type
Function
Product shut-off
Stop and start the ¯ow of product Divert ¯ow to another pipeline Separate two ¯uids, e.g. product and detergent Adjust the pressure or rate of ¯ow of product Ensure that product ¯ows in one direction only Control the maximum pressure of a ¯uid Admit air to a vessel if vacuum exceeds a preset value Maintain the process liquid at a constant preset pressure
Product changeover Product separation Flow regulation One-way ¯ow Pressure relief Vacuum relief Constant pressure
Figure 6 Butter¯y valve.
hammer. If used as a tank outlet valve, it should be installed so that static liquid pressure helps to keep the valve closed. Depending on system requirements, this valve is available with up to ®ve ports. Butterfly Valve
The butter¯y valve (Figure 6) is designed primarily as a shut-off valve, but is sometimes used for ¯ow regulation. When fully open, pressure drop is small, which makes the valve suitable for products which require delicate handling with minimum turbulence. It is also suitable for viscous products. The butter¯y valve is available in manual or automated formats. Double-Seat Valve
Figure 4 Seat valve ± Shut-off.
Situations arise in the dairy industry in which two pipelines must be connected to allow product to ¯ow from one pipeline to the other, or separated to prevent mixing of two ¯uids such as product and detergent, and to ensure product integrity by directing any leaks to drain. This function can be achieved by use of three butter¯y valves, three on±off globe valves, or one on±off and one changeover valve. It can also be achieved using one double-seat valve (Figure 7), which has two separate seals, one for each pipeline. Between the seals is a chamber which is connected to the atmosphere. Provision is made for in-place cleaning of this leakage chamber. To reduce the risk of a valve seat being lifted by surges in liquid pressure, this valve is available with a hydraulically balanced plug. Constant-Pressure Valve
Figure 5 Seat valve ± Changeover.
In the constant-pressure valve (Figure 8), compressed air acting on a diaphragm modulates the ¯ow in the system, in response to changes in product pressure. By this means, product pressure can be maintained constant, e.g. for supply to an item of processing equipment.
1098
FLOW EQUIPMENT/Valves
1/1
1/1
1/2
1/2
0
0
Figure 9 Modulating valve.
Figure 7 Double-seat valve.
Figure 10 Check valve.
Figure 8 Constant-pressure valve.
Modulating Valve
Conceptually similar to the globe valve, the modulating valve (Figure 9) is used to vary product ¯ow rate. It operates by varying the position of the valve in the ori®ce in the ¯ow weir, and ¯ow rate is reduced as the plug is lowered towards the valve seat. It may be operated in conjunction with a ¯ow sensor which detects product ¯ow rate and a controller which adjusts the valve setting to the required ¯ow rate.
Figure 11 Safety valve.
to stop ¯ow in the reverse direction. Fluid ¯ow in the desired direction uses the momentum of the ¯uid to keep the valve open. If the direction of ¯ow is erroneously reversed, the valve closes under the in¯uence of the ¯uid and the spring, to prevent back ¯ow.
One-Way Valve
Safety Valves
The one-way valve or check valve (Figure 10) uses a spring-loaded seal to allow ¯ow in one direction, and
Pressure/vacuum relief valves (Figure 11) are used to ensure safe operation by limiting the maximum
FOOD ADDITIVES/Legislation
1099
Other valves used in the dairy industry include ¯ow splitters, mixing valves, sampling valves and plug cocks (for manual operation only). Figure 12 Air blow valve.
pressure/vacuum that can develop in a system. Pressure can be controlled by air pressure or by preset compression of a helical spring. Applications include the use of a pressure relief valve downstream of a positive displacement pump, to avoid damage in the event of a ¯ow shut-off downstream. Since many safety valves are not air-actuated, it is dif®cult to open them for in-place cleaning. Air Blow Valve
Before in-place cleaning commences, product is cleared from pipelines by use of compressed air introduced via an air blow valve (Figure 12).
Folic Acid
See also: Flow Equipment: Principles of Pump and Piping Calculations. Hygiene in Dairy Production and Processing. Process and Plant Design. Services in Processing Plants: Water Supply.
Further Reading De Nevers N (1991) Fluid Mechanics for Chemical Engineers. New York: McGraw-Hill. Luyben WL (1990) Process Modeling, Simulation and Control for Chemical Engineers. New York: McGrawHill. Pearson GH (1978) Valve Design. London: Mechanical Engineering Publications. Tetra Pak (1995) Dairy Processing Handbook. Lund, Sweden: Tetra Pak Processing Systems AB. Timperley DA (1993) Hygienic design of closed equipment for the processing of liquid food. Trends in Food Science and Technology 4: 375±379.
see Vitamins: Folates, Nutritional Signi®cance.
FOOD ADDITIVES Contents
Legislation Safety Adverse Reactions to Additives
Legislation P Berry Ottaway, Berry Ottaway & Associates Ltd, Hereford, England Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The addition of chemical substances to food for technological purposes, such as preservation, or for organoleptic purposes, such as colour and ¯avour, can be traced back over millennia. Salt was valued in early civilizations not only as a condiment but also
FOOD ADDITIVES/Legislation
1099
Other valves used in the dairy industry include ¯ow splitters, mixing valves, sampling valves and plug cocks (for manual operation only). Figure 12 Air blow valve.
pressure/vacuum that can develop in a system. Pressure can be controlled by air pressure or by preset compression of a helical spring. Applications include the use of a pressure relief valve downstream of a positive displacement pump, to avoid damage in the event of a ¯ow shut-off downstream. Since many safety valves are not air-actuated, it is dif®cult to open them for in-place cleaning. Air Blow Valve
Before in-place cleaning commences, product is cleared from pipelines by use of compressed air introduced via an air blow valve (Figure 12).
Folic Acid
See also: Flow Equipment: Principles of Pump and Piping Calculations. Hygiene in Dairy Production and Processing. Process and Plant Design. Services in Processing Plants: Water Supply.
Further Reading De Nevers N (1991) Fluid Mechanics for Chemical Engineers. New York: McGraw-Hill. Luyben WL (1990) Process Modeling, Simulation and Control for Chemical Engineers. New York: McGrawHill. Pearson GH (1978) Valve Design. London: Mechanical Engineering Publications. Tetra Pak (1995) Dairy Processing Handbook. Lund, Sweden: Tetra Pak Processing Systems AB. Timperley DA (1993) Hygienic design of closed equipment for the processing of liquid food. Trends in Food Science and Technology 4: 375±379.
see Vitamins: Folates, Nutritional Signi®cance.
FOOD ADDITIVES Contents
Legislation Safety Adverse Reactions to Additives
Legislation P Berry Ottaway, Berry Ottaway & Associates Ltd, Hereford, England Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The addition of chemical substances to food for technological purposes, such as preservation, or for organoleptic purposes, such as colour and ¯avour, can be traced back over millennia. Salt was valued in early civilizations not only as a condiment but also
1100
FOOD ADDITIVES/Legislation
for its ability to increase the stored life of meat and ®sh. There is evidence that the Egyptians used colorants in their foods nearly 4000 years ago. The use of chemical additives to foods increased considerably during the twentieth century, due partly to the globalization of trade in food and partly to the increasing knowledge of food technology. Many hundreds of substances have been researched for use as food additives for either technological or organoleptic purposes, often not without controversy, and one of the challenges to international organizations such as the Codex Alimentarius Commission is to try and achieve harmonization in the use of food additives throughout the world.
In the legislation of the EU, the de®nition of a food additive is contained in European Council Directive 89/107/EEC. This de®nition is similar to the Codex de®nition: For the purpose of this directive `Food Additive' means any substance not normally consumed as a food itself and not normally used as a characteristic ingredient of food whether or not it has nutritive value, the intentional addition of which to food for a technological purpose in the manufacture, processing, preparation, treatment, packaging, transport or storage of such food results, or may be reasonably expected to result, in its by-products becoming directly or indirectly a component of such foods.
The Directive speci®cally excludes:
Definition of a Food Additive The de®nition of a food additive is, by necessity, closely linked to a de®nition of food. Unfortunately, there is no agreement between the food laws of a number of the developed countries on the actual de®nition of food. In 1966, in the early days of the Codex Alimentarius Commission, there was an attempt to de®ne food as: any substance, whether processed, semi-processed or raw, which is intended for human consumption and includes drink, chewing gum, and any substance which has been used in the manufacture, preparation or treatment of food, but does not include cosmetics or tobacco or substances used only as drugs.
This de®nition can be found in many modi®ed forms in the legislation of different countries. Even though the European Union (EU) has been developing its harmonized food legislation since the mid-1960s, it was only able to obtain agreement between its Member States on the de®nition of `food' and `foodstuff' at the beginning of 2002. The de®nition is essentially similar to that of the Codex Alimentarius with the main difference being that it also includes water. The Codex Alimentarius Commission de®nes a food additive as: any substance not normally consumed as a food by itself and not normally used as a typical ingredient of the food, whether or not it has nutritive value, the intentional addition of which to food for a technological (including organoleptic) purpose in the manufacture, processing, preparation, treatment, packing, packaging, transport or holding of such food results, or may reasonably be expected to result (directly or indirectly) in it or its by-products becoming a component of or otherwise affecting the characteristics of such food. The term does not include contaminants or substances added to food for maintaining or improving nutritional qualities.
1. Processing aids. 2. Substances used in the protection of plants and plant products in conformity with EU rules relating to plant health. 3. Flavourings for use in foodstuffs, falling within the scope of Council Directive 88/388/EEC. 4. Substances added to foodstuffs as nutrients (e.g. minerals, trace minerals or vitamins). Extraction solvents are also not considered to be food additives in the EU and are subject to speci®c legislation both on their use and residual levels (see Food Additives: Adverse Reactions to Additives). A processing aid is further de®ned in European law as: any substance not consumed as a food ingredient by itself, intentionally used in the processing of raw materials, foods or their ingredients, to ful®ll a certain technological purpose during treatment or processing and which may result in the unintentional but technically unavoidable presence of residues of the substance or its derivatives in the ®nal product, provided that these residues do not present any health risk and do not have any technological effects on the ®nished product.
In European law one of the key differences between a food additive and a processing aid is that the latter must not have any technological effect in the ®nished product. For example, residues of a mould-release agent for a confectionery product are unlikely to have a technological effect on the ®nal product, whereas an antioxidant or preservative added to protect ingredients during processing could still exert a technological function if carried over into the ®nished product. The former would be considered a processing aid whilst the latter could be considered a technological additive. In the United States, the Food Additives Amendment 1958 to the Federal Food, Drug and Cosmetics
FOOD ADDITIVES/Legislation
Act contains a more complex de®nition: The term food additive means any substance the intended use of which results or may reasonably be expected to result, directly or indirectly, in its becoming a component or otherwise affecting the characteristics of any food (including any substance intended for use in producing, manufacturing, packing, processing, preparing, treating, packaging, transporting, or holding food, and including any source of radiation intended for any such use), if such substance is not generally recognized, among experts quali®ed by scienti®c training and experience to evaluate its safety, as having been adequately shown through scienti®c procedures (or, in the case of a substance used in food prior to January 1, 1958, through either scienti®c procedures or experience based on common use in food) to be safe under the condition of intended use; except that such a term does not include ± 1. a pesticide chemical in or on a raw agricultural commodity; or 2. a pesticide chemical to the extent that it is intended for use or is used in the production, storage, or transportation of any raw agricultural commodity; or 3. a color additive; or 4. any substance used in accordance with a sanction or approval granted prior to the enactment of this paragraph pursuant to this act, the Poultry Products Inspection Act (21 U.S.C. 451 and the following) or the Meat Inspection Act of March 4, 1907 (34 Stat. 1260), as amended and extended (21 U.S.C. 71 and the following).
This amendment categorized food chemicals as:
� those generally recognized as safe (GRAS) � those with prior sanction � food additives. Pesticides on raw agricultural products and food colour additives were excluded from the legal definition as they were covered by other legislation.
Joint FAO/WHO Expert Committee on Food Additives Since it was established in 1955, the Joint FAO/ WHO Expert Committee on Food Additives (JECFA) has played an international role in providing a review and opinion on food additives, particularly on safety in use. The JECFA was originally set up to consider the chemical, toxicological and other aspects of contaminants and residues of veterinary drugs found in foods intended for human consumption. The committee is composed of an international group of independent scientists appointed in their own right for their expertise in food additives, veterinary drug residues and contaminants. The members are not
1101
appointed as government representatives. The committee is administered jointly by the Food and Agriculture Organization (FAO) and the World Health Organization (WHO). The JECFA provides scienti®c advice directly to member countries of FAO and WHO and also to two committees of the Codex Alimentarius Commission (Codex): the Codex Committee on Food Additives and Contaminants (CCFAC) and the Codex Committee on Residues of Veterinary Drugs in Foods (CCVDF). In relation to Codex, the Codex committees identify the additives, contaminants and residues that should receive priority evaluation and refer them to JECFA for assessment before considering them for incorporation into Codex standards. The JECFA reports on their toxicological evaluations are published so that the information becomes widely available. In its interaction with the Codex Committees, the JECFA is independent of the Codex Alimentarius Commission and is able to provide impartial and independent advice without political in¯uence. With the establishment of the World Trade Organization (WTO) in 1995, Codex has taken on a greater international signi®cance as the WTO recognizes Codex as the preferred international organization for the arbitration and settlement of disputes related to the food trade. As a consequence of the WTO, and also the involvement of Codex in setting international standards for foods and commodities, the Codex Alimentarius Commission now has a major in¯uence on food additive legislation worldwide (see Codex Alimentarius).
Approval of Additives As part of the assessment of an additive, the JECFA examines the available toxicological data and chemical speci®cations of the additive and establishes an acceptable daily intake (ADI). The ADI is the amount that can be taken daily in a human diet for a lifetime without risk. Unless stated to the contrary, ADIs are expressed as mg kgÿ1 body weight, one of the exceptions being ¯our treatment agents that have been given as parts per million. The ADI is normally derived from the `no observed adverse effect level' (NOAEL) determined from longterm animal (in vivo) studies. The ADI is calculated by applying a safety or uncertainty factor, which is commonly 100, to the NOAEL obtained from the most sensitive test species. The 100-fold safety factor is based on the need to take into account both the differences in species and differences in toxicokinetics and toxicodynamics. Although most commonly used, the factor of 100 may be varied
1102
FOOD ADDITIVES/Legislation
depending on the nature of the toxic effect and the availability of relevant toxicity data. Approval for the use of an additive is given on the understanding that the additive will be kept under surveillance and re-evaluated as necessary in the light of changing conditions of use or new scienti®c evidence. The ADI value may be quali®ed in ®ve different ways: 1. `Not limited', which means that there is no explicit indication of an upper limit, is assigned to substances of very low toxicity (this category has now been superseded by `not speci®ed'). 2. `Not speci®ed', which means that, on the basis of available data, the total daily intake required to achieve the desired additive effect does not represent a hazard to health. For this reason the establishment of an ADI is not deemed necessary. However, the usage of an additive in this category must conform to good manufacturing practice (GMP). 3. `Unconditional' status is allocated to those substances for which the biological data includes favourable results from appropriate long- and short-term toxicological studies and/or biochemical and metabolic studies. 4. `Conditional' is allocated when the committee has considered that the quality of the available data is inadequate for an unconditional ADI and further work is required, or if there are other reasons such as those arising from dietary requirements. The reasons and the restrictions imposed on the use of the substance are stated in the evaluation. 5. `Temporary' acceptance means that there is insuf®cient data to establish whether or not the substance is toxic and further evidence must be submitted within a stated period of time. Details of the requirements are included in the evaluation. After the JECFA have completed their assessment of an additive and issued their opinion, the Codex Alimentarius Commission is responsible for its formal approval or rejection. When the Commission gives approval for the inclusion of the substance in the list of additives, in many cases the approval is limited, as far as possible, to speci®c foods for speci®c purposes at the lowest effective level of use. Any judgements are determined on the basis of the ADI of the additive and its probable intake from all dietary sources.
Classification of Additives Food additives can perform a number of technological functions during food processing and storage and, in a few cases, the same substance may have
more than one function. A comprehensive, but not exhaustive, list of the classes of additives is given in the Codex Standard on Food Labelling (Standard 1± 1985, Rev. 1±1991):
� � � � � � � � � � � � � � � � � � � � � � �
acidity regulator acid anticaking agent antifoaming agent antioxidant bulking agent colour colour retention agent emulsi®er emulsifying salt foaming agent ®rming agent ¯our treatment agent ¯avour enhancer gelling agent glazing agent humectant preservative propellant raising agent stabilizer sweetener thickener.
The following class titles may also be used for food additives falling into the respective classes: Flavour(s) and ¯avouring(s), and Modi®ed starch(es). This list illustrates the diversity of functions covered by additives and, in most countries, it forms the basis for the classi®cation of approved additives.
Legislative Controls on Additives Most countries, and particularly those that are members of Codex, have introduced legislation for the control of food additives. Whilst the details of the legislation differ from country to country, the basic requirements of only using approved additives tend to be consistent. There is, however, no complete consistency between the lists of different countries. A signi®cant group of countries now working to one of the most complex laws on food additives are those in the EU. A complete review and revision of the European legislation on food additives took place from the late 1980s to the mid-1990s. Within the EU, the framework legislation is found in Directive 89/107/EEC, which lists 24 categories of food additives:
� colour � antioxidant
FOOD ADDITIVES/Legislation
� � � � � � � � � � � � � � � � � � � � � �
emulsifying salt gelling agent ¯avour enhancer acidity regulator modi®ed starch raising agent glazing agent ®rming agent sequestrant bulking agent preservative emulsi®er thickener stabilizer acid anticaking agent sweetener antifoaming agent ¯our treatment agent humectant enzyme propellant gas and packaging gas.
Whilst essentially similar, the EU list differs in detail from that of the Codex (above) in that it includes sequestrants, antifoaming agents and enzymes, whilst the Codex list has colour-retention agents that are not in the EU list. These categories are further de®ned in the speci®c directives, such as those on colours and sweeteners, and the directives on additives other than colours and sweeteners (Directive 95/2/EC). Also detailed in the legislation (Directive 95/2/EC, Article 1,5) are substances or groups of substances not considered to be food additives under European food law. This includes edible gelatin, caseinates, inulin and chewing gum bases. Since the mid-1990s, the detailed European legislation on food additives has centred on three directives:
� Directive 94/35/EC on sweeteners for use in foods (as amended)
� Directive 94/36/EC on colours for use in foods (as amended)
� Directive 95/2/EC on food additives other than colours and sweeteners (as amended).
The interpretation of all three directives has become complex, as in many cases the additives are not only restricted to de®ned categories of foods, but can also be subject to varying upper limits on their use, depending upon the food category in which their use is intended. Thus a colour, sweetener or technological additive may appear in a list of permitted additives, but its use may be severely restricted to
1103
a small number of foods and its usage levels laid down as gram or milligram of the additive per kilogram or per litre of the product as consumed. The maximum levels of each additive are related to both technological need and the degree of likely exposure of the consumers to the additive in terms of the relative proportions of the food consumed as part of a diet. Thus, in case of propane-1,2diol alginate, the additive is restricted to 100 mg lÿ1 in beer and 300 mg lÿ1 in nonalcoholic ¯avoured drinks, but is allowed up to 10 g lÿ1 in an emulsi®ed liqueur. The introduction of these directives consolidated and harmonized the legislation on food additives across the EU and all food and drink products on sale in the EU must now comply with the requirements of this legislation. The introduction of the new laws between June 1996 and March 1997 resulted in a number of products having to be reformulated as the new requirements in some cases differed signi®cantly from the internal legislation of some of the member states of the EU. In Germany, for example, the options open to manufacturers for the selection and use of a number of additives increased, whereas in the United Kingdom, manufacturers were confronted with more restrictions, particularly in the use of colours and sweeteners. During the development of the directives on additives, there was considerable discussion about which foods should be allowed to contain which additives. The categories of foods and drinks were modi®ed a number of times during the debates, with the end result that there was no pattern to the product categories ®nally agreed. Thus, in the section dealing with food preservatives, there are general groupings such as `nonalcoholic ¯avoured drinks' or `dried fruit', and very product-speci®c rules such as those for `gnocchi' or `polenta'. There is a section in Directive 95/2/EC specifying foods in which a limited number of additives may be used and the permitted additives are listed together with maximum levels of use. This section includes dehydrated and partially dehydrated milks, various forms of cream and some cheeses. The colours directive (94/36/EC) contains a list of dairy products that may not contain added colours unless speci®cally provided for in the directive. All applications for the extension of the conditions of use to allow other categories of foods to contain additives, or applications for new additives, are referred by the European Commission to the Scienti®c Committee on Food (SCF) of the EU. The SCF have published guidelines on the data required for applications for new additives and this was updated in July 2001. One of the conditions is that a new
1104
FOOD ADDITIVES/Legislation
additive must exhibit a technological function or a signi®cant advantage (i.e. considerably improved function or organoleptic properties) over those already approved for the technological purpose. Extensive toxicity studies are required to establish the safety of the additive. Since the EU directives on colours, sweeteners and miscellaneous technological additives were adopted in the mid-1990s, there have been relatively few additions to the lists.
Labelling of Food Additives The legal requirements for the labelling of food additives can vary from country to country. The Codex standard on the Labelling of Prepackaged Foods lays down guidelines for the labelling of additives. These guidelines are closely followed in the EU directive on Food Labelling (2000/13/EC). Codex requires that, for food additives falling into the respective classes (Table 1), the class titles given in the table should be used together with the speci®c or recognized name or a recognized numerical identi®cation of the additive. The EU already has a recognized numerical classi®cation of food additives, commonly described as the `E number' system. Thus, in the EU, sulphur dioxide can be labelled as either: `preservative: sulphur dioxide', or `preservative: E220'. Codex also requires that a food additive that is carried over into a food in a signi®cant quantity, or in an amount suf®cient to perform a technological function in a food as a result of the use of raw materials or ingredients containing the additive, shall also be included in the list of ingredients on the label. This means, for example, that if a signi®cant ingredient in a food product contains an antioxidant or preservative, which is in suf®cient quantity in the ®nal product to continue to play its additive role, it must be added to the ingredients list. Excluded from this requirement are processing aids that do not have a technological function in the ®nal product. In the United States, there are a number of speci®c rules for the labelling of additives. Substances that perform a functional purpose (i.e. technological additives) may be declared in the ingredients list using a collective or generic term followed by the function in parentheses. Alternatively, the function can be listed followed by the substance(s) performing that function, e.g. `soy lecithin (emulsi®er)', or `emulsi®er (soy lecithin)'. When a chemical preservative or antioxidant is used, American law requires both the common or usual name of the preservative and the function, using terms such as `preservative', `to retard spoilage', or `to preserve (or retain) freshness'.
There is also a speci®c requirement in the United States for the listing of colours. Food and Drug Administration (FDA)-certi®ed colours and their lakes must be listed speci®cally by their complete or abbreviated name for all food products except butter, cheese and ice cream. Mixtures of colourings may be listed as `arti®cial color' followed by a sublisting of the certi®ed colours in parenthesis, e.g. `arti®cial color (FD and C Yellow FD and C Red 40)'. Other additives used for colouring (termed noncerti®ed), such as caramel, may be listed either by their speci®c, usual or common name, e.g. `caramel coloring', or `colored with caramel'. The differences in approach between the United States and the EU can lead to complications with trans-Atlantic trade in food products. For countries other than the United States and those in the EU, there are a number of instances where there are requirements for the labelling of additives which are speci®c to that country. For many countries, however, the general principles of the Codex standard on labelling apply.
The Future The complexities of international control on food additives, together with the high costs of the toxicological studies, have been instrumental in reducing the number of food additives coming onto the market. The rate of food additive developments appears to have peaked in the mid-1970s and, by the early 1980s, there were consumer reactions and food scares related to additives, particularly intolerances to the azo food colours, preservatives and antioxidants. Future developments will, in general, be focusing on improvements to the ef®ciency or functionality of additives and on reducing the overall intake of those found to have relatively low ADIs. It is likely to be some years before there is truly international harmonization on the additives that are permitted and their maximum levels of use in foods. See also: Codex Alimentarius. Food Additives: Safety; Adverse Reactions to Additives. Labelling of Dairy Products. Trade in Milk and Dairy Products, International Standards: Harmonized System. World Trade Organization.
Further Reading Codex Alimentarius Commission. http://www.fao.org/es*/ esn/codex
FOOD ADDITIVES/Safety Furia TE (ed.) (1972) Handbook of Food Additives. Boca Raton: CRC Press. Joint FAO/WHO Expert Committee on Food Additives (JEFCA) (2001) Compendium of Food Additives Speci®cations. http://www.codexalimentarius.net/ CONTACT/Htframe.htm Scienti®c Committee on Food of the European Commission (2001) Guidance on Submissions for Food Additive Evaluations. SCF/CS/ADD/Gen/26 Final of 12 July 2001. Brussels: SCF. Watson D (ed.) (2001) Food Chemical Safety, vol. 2, Additives. Boca Raton: CRC Press.
Safety S A Jordan, Health Canada, Ottawa, Canada Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The relationship between humans and food additives spans thousands of years. Initially, materials were probably added to foods for the purpose of food preservation. Food preservation in ancient times took a variety of forms, ranging from purely physical processes, such as drying, to the addition of substances such as smoke, salt, vinegar or alcohol. Archaeological and written evidence of food preservation reveals the use of these substances as far back as 5000 years. While the preservation of food was a critical activity for ancient populations, it was not the only reason for adding substances to food. The ancient use of spices as ¯avouring agents is well known; but it is also known that naturally derived materials, such as saffron and certain berry juices, were used to colour foods by the Egyptians and the Romans. Today, however, synthetic additives have largely supplanted their natural counterparts in being used to produce desirable technical effects. Generally, food additives are de®ned as substances that are added to food in order to produce a speci®ed and desired technical effect. In some jurisdictions the de®nition is somewhat broader and may include `indirect food additives', such as packaging materials, which may be incorporated into food unintentionally. Taking the United States as an example, at the present time there are about 3000 food additives approved for use, while Canada, for example, regulates only about 400. While there are obviously international differences as to what is considered a
1105
food additive, this summary deals with premarket safety evaluation procedures that may apply to chemicals which can be incorporated into food either by direct or indirect addition. Examples of direct food additives are:
� � � � � � � � � � � � � � � � � �
anticaking agents antioxidants antimicrobial agents colours curing agents drying agents emulsi®ers enzymes ®rming agents formulation aids fumigants pH control agents preservatives processing aids propellants stabilizers surface ®nishing agents nonnutritive sweeteners.
Benefits of Direct Food Additives The bene®ts of food additives are many. One obvious bene®t is the increased safety of products. The use of antimicrobial agents to prevent proliferation of bacteria or moulds that may result in food poisoning contribute signi®cantly to providing a safe food supply. Other ultimate bene®ts of food additives include a greater choice of foods in the marketplace, the availability of lower-priced foods and enhanced organoleptic properties of food products.
Acceptable Daily Intake While food additives provide numerous bene®ts for consumers and manufacturers, there are potential risks associated with the addition of chemicals that may have widespread use. Foods are generally considered to be safe when consumed in an ad libitum fashion for long periods of time and the addition of substances to such foods must not cause undue risk. In order to minimize any potential adverse effects of a new food additive a thorough safety assessment is required. This type of assessment is aimed at determining a safe level of intake of material. This level is termed an acceptable daily intake (ADI), a concept ®rst proposed by the Joint FAO/WHO Expert Committee on Food Additives (JECFA) in 1961. The ADI is the level of intake by a human of a food additive, per day, for which no adverse effects are
FOOD ADDITIVES/Safety Furia TE (ed.) (1972) Handbook of Food Additives. Boca Raton: CRC Press. Joint FAO/WHO Expert Committee on Food Additives (JEFCA) (2001) Compendium of Food Additives Speci®cations. http://www.codexalimentarius.net/ CONTACT/Htframe.htm Scienti®c Committee on Food of the European Commission (2001) Guidance on Submissions for Food Additive Evaluations. SCF/CS/ADD/Gen/26 Final of 12 July 2001. Brussels: SCF. Watson D (ed.) (2001) Food Chemical Safety, vol. 2, Additives. Boca Raton: CRC Press.
Safety S A Jordan, Health Canada, Ottawa, Canada Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The relationship between humans and food additives spans thousands of years. Initially, materials were probably added to foods for the purpose of food preservation. Food preservation in ancient times took a variety of forms, ranging from purely physical processes, such as drying, to the addition of substances such as smoke, salt, vinegar or alcohol. Archaeological and written evidence of food preservation reveals the use of these substances as far back as 5000 years. While the preservation of food was a critical activity for ancient populations, it was not the only reason for adding substances to food. The ancient use of spices as ¯avouring agents is well known; but it is also known that naturally derived materials, such as saffron and certain berry juices, were used to colour foods by the Egyptians and the Romans. Today, however, synthetic additives have largely supplanted their natural counterparts in being used to produce desirable technical effects. Generally, food additives are de®ned as substances that are added to food in order to produce a speci®ed and desired technical effect. In some jurisdictions the de®nition is somewhat broader and may include `indirect food additives', such as packaging materials, which may be incorporated into food unintentionally. Taking the United States as an example, at the present time there are about 3000 food additives approved for use, while Canada, for example, regulates only about 400. While there are obviously international differences as to what is considered a
1105
food additive, this summary deals with premarket safety evaluation procedures that may apply to chemicals which can be incorporated into food either by direct or indirect addition. Examples of direct food additives are:
� � � � � � � � � � � � � � � � � �
anticaking agents antioxidants antimicrobial agents colours curing agents drying agents emulsi®ers enzymes ®rming agents formulation aids fumigants pH control agents preservatives processing aids propellants stabilizers surface ®nishing agents nonnutritive sweeteners.
Benefits of Direct Food Additives The bene®ts of food additives are many. One obvious bene®t is the increased safety of products. The use of antimicrobial agents to prevent proliferation of bacteria or moulds that may result in food poisoning contribute signi®cantly to providing a safe food supply. Other ultimate bene®ts of food additives include a greater choice of foods in the marketplace, the availability of lower-priced foods and enhanced organoleptic properties of food products.
Acceptable Daily Intake While food additives provide numerous bene®ts for consumers and manufacturers, there are potential risks associated with the addition of chemicals that may have widespread use. Foods are generally considered to be safe when consumed in an ad libitum fashion for long periods of time and the addition of substances to such foods must not cause undue risk. In order to minimize any potential adverse effects of a new food additive a thorough safety assessment is required. This type of assessment is aimed at determining a safe level of intake of material. This level is termed an acceptable daily intake (ADI), a concept ®rst proposed by the Joint FAO/WHO Expert Committee on Food Additives (JECFA) in 1961. The ADI is the level of intake by a human of a food additive, per day, for which no adverse effects are
1106
FOOD ADDITIVES/Safety
expected when consumed over an entire lifetime. The acceptable daily intake for food additives is usually expressed in milligrams of the substance ingested per kilogram of body weight. The concept of ADI is based on the premise that, for most compounds, there exists a discrete threshold of exposure above which adverse effects may be produced; however, the concept of thresholds may not hold for substances that are able to produce cancer. Substances that are known or suspected to be carcinogenic to humans (especially genotoxic carcinogens) are not allowed as food additives. Toxicity studies on speci®c substances, conducted as part of an industry submission of data to government agencies, or literature searches of earlier information, are geared to identifying levels of these substances which produce no adverse effects (or, indeed, no effects at all). Acronyms used to identify such levels are NOEL (no observed effect level), NOAEL (no observed adverse effect level), LOEL (lowest observed effect level) and LOAEL (lowest observed adverse effect level). Any measured level of effect from experimental studies is associated with uncertainty in terms of how it can be applied to possible responses in `real-life' situations. An ADI, applicable to humans, is calculated by dividing the NOEL/NOAEL or LOEL/LOAEL, usually derived from animal studies, by numerical factors in order to reduce the uncertainties associated with the available scienti®c data. Types of uncertainties which typically result from the evaluation of experimental data are the extrapolation of data derived from animal studies to humans, the susceptibility of human subpopulations which may be overly sensitive to the compound under study, the use of data from which only a LOAEL is available, the extrapolation of less than chronic data to chronic exposure and any other inadequacies or de®ciencies of the data. The uncertainty factor for a lack of chronic data would not normally apply to
current data requirements for assessing new food additives, since chronic studies in animals would need to be submitted to the regulatory authority. The number of these `uncertainty factors' (also sometimes termed `safety factors') that are applied, and their numerical values, depend on the situation and the available data and are assessed on a case-by-case basis. Table 1 outlines various uncertainty factors currently in use and their usual numerical value. The application of uncertainty factors is somewhat subjective. However, validation exercises have provided evidence that the value of 10 is adequate for less-than-chronic to chronic extrapolation and LOEL to NOEL extrapolation, in most cases. Nevertheless, the use of uncertainty factors is usually tailored to suit the particular strengths and weaknesses of the database being assessed. Once an ADI has been established, it should not be considered an absolute threshold. Periodic consumption of an additive at levels above the ADI may be without appreciable risk, depending on the circumstances. As the level of exposure increases above the ADI, however, the risk of adverse effects also increases. Due to the subjective nature of the uncertainty factor approach in the derivation of ADIs, other mathematical approaches have been proposed. The criticisms levelled at the uncertainty factor approach include the fact that the NOEL in scienti®c studies is simply one of the dose levels and may not re¯ect the true NOEL for the species in question. Also, the size of the study affects the size of the NOEL. Studies of large numbers of animals tend to provide a lower NOEL, and vice versa. This, in fact, penalizes companies who conduct a larger study since a lower NOEL will be associated with a lower ADI. Another criticism is that the NOEL-uncertainty factor approach ignores any dose response curve generated by multiple dose studies. Included in the alternative approaches to the NOEL-uncertainty factor approach is the concept of benchmark dose,
Table 1 Typical uncertainty factors and their values Uncertainty
Uncertainty factor value
Extrapolation from the average animal to the average human Protection of sensitive populations of humans (intraspecies variation in susceptibility) No NOEL, only a LOAEL identi®ed from scienti®c studies Extrapolation of data from less than chronic exposure to chronic or lifetime intakes (however, data on chronic exposure would be required for current food additive submissions) Inadequacies of the data (e.g. certain types of studies missing, severity of effects associated with a LOAEL)
10 10
LOAEL, lowest observed adverse effect level; NOEL, no observed effect level.
10 10 2±10
FOOD ADDITIVES/Safety
de®ned as the lower con®dence limit on a dose producing some predetermined small increase (e.g. 1% or 10%) in response rate over the background level for a speci®c effect. Other variations on this method have been proposed, but all rely to some degree on the use of uncertainty factors (e.g. for interspecies extrapolation). Advantages of alternative methods are that they take into consideration the doseresponse and the variability of data and, in some cases, allow the assessment of risk at exposures below the ADI. Disadvantages of these alternative methods are that they do not entirely avoid the use of arbitrary uncertainty factors and that most toxicological studies do not provide suf®cient information to adequately characterize the dose response curve. Based on these concerns, many organizations rely much more on the traditional NOEL-uncertainty factor approach in calculating appropriate ADIs for food additives. Along with the assessment of an ADI for a food additive, another important step is the determination of how much of the additive is, or is likely to be, consumed in the general population. If the estimated daily intake (EDI) is suf®ciently above the ADI then concerns may be raised regarding the use of that additive in general commerce. Estimated daily intakes are calculated knowing in what foods the additive will be used and the amounts of those food products consumed by different populations of consumers. The use of proposed food additives can be limited to speci®c food categories in order to limit the consumption, if this is deemed necessary by the regulatory authority.
Toxicological Assessment of Food Additives The toxicological assessment of proposed food additives encompasses a wide variety of tests, ranging from relatively simple in vitro studies to complex multigeneration animal studies. The tests required for each proposed additive will vary depending on the nature of the additive itself. For proposed additives that are the same as either naturally and commonly consumed components of food or normal constituents of the human body (e.g. lecithin), the testing requirements may be much less stringent compared to additives which are novel synthetic compounds. Also, some regulatory authorities have variable minimal data requirements depending on the expected toxicity of the additive and its anticipated exposure to consumers. In this `level of concern' system, increasing anticipated exposure triggers additional data requirements. As the potential toxicity of the product increases (based on structural
1107
characteristics), the exposure-based cut-off points for increased data requirements are lower. The potential toxicity is determined by comparing the structure of the proposed additive with additives of known biological activity. Substances of low concern would include normal cellular constituents, such as carbohydrates and fats, aliphatic hydrocarbons which are saturated and contain few functional groups, and inorganic chemicals which are normal cellular constituents or inert gases. Those substances of high concern include aromatic hydrocarbons and halogenated and heterocyclic chemicals. In all cases, the conduct of toxicity studies, and the interpretation of data derived from these studies may reveal the need for further testing which may not have been apparent at the outset. In some cases the regulatory authority may see the need for further testing in order to address speci®c concerns. Since food additives generally are meant to be consumed in a long-term, ad libitum manner, the studies which play the most important role in assessing the safety of proposed food additives are those aimed at determining potential chronic and/or carcinogenic and reproductive effects. Other toxicological tests contribute to the overall understanding of the possible adverse effects of a substance on biological systems. Adequate dose levels in studies allow the de®nition of a dose response and the assignment of a NOEL to the compound under study. The high dose employed in these studies should elicit some adverse effects. With any type of toxicological testing, there must be adequate methodologies employed to ensure the resulting data are meaningful and to reduce any potential criticisms which may put the results in dispute. Even so, animal methodologies do not always allow extrapolation to human exposure scenarios. For instance, the potential food additive exposure of human newborns and infants through arti®cial milk substitutes is not mimicked in rodent models where newborns are nourished only via maternal milk. Several regulatory authorities have issued guidelines for the appropriate conduction of toxicity tests. Both the Organization for Economic Cooperation and Development (OECD) and the US Food and Drug Administration (FDA) have published documents in this area and the FDA's detailed Redbook II is currently undergoing revision. The OECD's Guidelines for the Testing of Chemicals is comprehensive in its coverage of a wide variety of testing methodologies and is updated as needed. The OECD guidelines have been endorsed by member countries, allowing the acceptance of data between all countries belonging to the OECD. In addition to the above-mentioned guidelines, the concept of good laboratory practice (GLP) is important in assuring
1108
FOOD ADDITIVES/Safety
that testing laboratories are able to generate valid data. Some regulatory bodies publish principles of good laboratory practice. Types of Toxicity Tests
Short-term tests for mutagenicity/genotoxicity The potential of a test chemical to interact with or damage DNA (genotoxicity) and have carcinogenic activity can be assessed using a variety of tests, following exposure in vitro or in vivo, with cells obtained from microbial, mammalian and human sources. Usually a battery of short-term tests for food additives will include a test for microbial gene mutations, chromosomal aberrations in mammalian cells in vitro, and chromosomal aberrations in mammalian cells in vivo. In vitro tests include the bacterial Salmonella typhimurium reverse mutation assay (Ames test) to detect base-pair substitutions and frameshift mutations. Mammalian cell lines include those from mouse lymphoma cells, from various tissues from Chinese hamsters and from human cells to measure chromosomal aberrations and gene mutations. Other in vitro tests sometimes conducted include DNA repair (unscheduled DNA synthesis or sister chromatid exchanges) and cell transformation. In vivo tests include those to detect chromosomal aberrations (including micronucleus formation) in either circulating blood cells or bone marrow cells, and DNA repair assays. In vitro tests require an exogenous metabolic activation system that may not re¯ect metabolism in live animals. These tests tend to be overly sensitive and therefore may overpredict activity. However, they are generally based on well-established, easy-toperform assays which are reproducible and can incorporate high doses of test substance. In vivo genotoxicity assays have the advantage of having an intact metabolic system and the ability to assess concurrently target organ distribution of the test substance and its metabolites. Also, in concert with other animal toxicity tests, the results of these types of assays are more readily applicable for extrapolation to humans. However, in vivo tests may be insensitive, requiring the expense of large numbers of animals and, frequently, large amounts of test material. Agents that cause cancer by nongenotoxic mechanisms will not be detected by genotoxicity tests and these assays do not replace bioassays that are aimed at detecting cancer. Toxicokinetics and pharmacokinetics Results from these studies are useful in the interpretation of data derived from other investigations and provide information on the absorption, distribution,
metabolism and excretion of the test substance. This information is also useful in the development of further studies. For example, if it is known that a substance passes through the gut unabsorbed, the design of other studies can be tailored accordingly. Acute toxicity tests Generally, acute oral toxicity tests are used where no information on a particular substance is available. The data derived from these single, high-dose studies are limited but they provide information on maximum tolerated doses and may give information on the mechanism of action of the compound and the organ systems that may be affected. Short-term, repeated-dose toxicity tests Usually conducted for 28 (or sometimes 14) days, these shortterm, oral multiple-dose studies are designed to gather preliminary information on the effects of the daily administration of the test substance on such parameters as haematology, clinical chemistry and pathology. The results of these short-term tests are useful in developing dose ranges for longer term studies. Also, the data derived can be used to narrow the focus of future studies to any identi®ed target organs and to determine appropriate doses for further, longer-term studies. Short-term tests generally are conducted on a rodent (mouse or rat) and a nonrodent species (usually dog). Subchronic toxicity tests Subchronic studies are usually conducted for 90 days and generally involve parameters and testing methodologies similar to shorter term studies. Again, both rodent and nonrodent species are employed in subchronic studies. These investigations will reveal signi®cantly more information on physiological and pathological effects of the test chemical than shorter term studies. Focused studies on other parameters, such as immunotoxicology and neurotoxicology, are included in subchronic testing strategies. Chronic and carcinogenicity studies These two types of studies may be conducted separately; however, if suf®cient animals are used the chronic and carcinogenicity aspects may be combined in a single study. The length of the studies is designed to include the major part of the lifespan of the animal; however, animals in the chronic exposure arm of the study may be removed earlier. Generally, two rodent species are employed (usually rats and mice) and the study is conducted for 2 years with daily dosing of multipledose levels. In some cases animals are also exposed during gestation. These long-term studies are the most comprehensive, with a considerable variety of parameters and toxic endpoints being examined and
FOOD ADDITIVES/Safety
with a requirement for high standards of analysis, including pathology and statistics. NOELs derived from chronic studies are important since the exposure scenario can be extrapolated to the real life, long-term human situation with food additives. Important goals of all long-term studies are to develop dose-response information and to identify clear LOELs and NOELs which can be used for ADI calculations. Reproduction, teratology and developmental toxicity studies The aim of these investigations is to determine the potential effects of the test substance on the ability of animals of both sexes to produce viable and healthy offspring and on the subsequent development of these progeny. Most studies in this regard involve continuous dosing through two generations of test animals (rats or mice). Males are dosed in advance of mating to elucidate any effects of the test compound on one complete spermatogenic cycle. Females should be dosed for at least two oestrous periods before attempted mating. In this way, the ®rst generation offspring are exposed from the moment of conception until the weaning of their own (second generation) offspring. Reproductive parameters measured include gonad function, mating behaviour, time to conception, foetal viability, parturition and lactation. Developmental parameters include morbidity and mortality, and growth and behaviour. As part of the reproductive studies, or investigated in its own right, the potential of the test material to produce physical or functional birth defects must be determined. These teratology studies are conducted by exposing the foetuses during in utero development for the time which corresponds to the development of various organ systems. Just before expected parturition, the foetuses are examined for skeletal and visceral abnormalities. Other toxicity tests The need for further studies may become apparent during other investigations. These include focused studies on the potential toxicity of the substance on the immune or nervous systems. Human studies After signi®cant evaluation in animals, human testing is sometimes conducted. Studies in humans are usually proposed in the case of food additives (e.g. sugar or fat substitutes), which are expected to be widely used by a large proportion of consumers. While toxicological studies obviously are not conducted in people, these human studies provide information on possible unwanted effects (such as the gastrointestinal tolerability of the additive) using human exposure scenarios rather than extrapolating from animal studies.
1109
Interpretation of Toxicological Data
The data derived from the above-noted studies should provide suf®cient information to enable the calculation of an ADI for the particular proposed food additive. It is important, however, to keep in mind that it is not unusual for different professional opinions to exist on the signi®cance of toxicity of a substance based on the same data. Reasons for divided opinion are varied and may include differing views on the potential severity of effects noted and on the extrapolation of animal data to the human situation. In some cases debate has occurred as to the meaning of results from animal studies where effects noted (including tumour development) are present in biological structures that have no counterpart in humans, or where the metabolism of the compound differs between animals and humans. Well-known examples of food additives that have produced signi®cant debate are saccharin and butylated hydroxyanisole. Saccharin, a sugar substitute which was generally regarded as safe in the United States until 1972, has been linked to bladder cancer in rats when exposed in utero or from birth, with males affected more than females. A NOAEL of 3% saccharin in the diet was established in a large two-generation study in rats and no tumours were noted with 1% saccharin in the diet. The factors contributing to the development of bladder neoplasms by saccharin are species-speci®c. While saccharin is nongenotoxic, it has been suggested that its ability to cause bladder cancer results from the complexing of saccharin ions with urinary proteins accompanied by precipitation and the formation of crystals. The crystals may cause damage to the walls of the bladder with increased cell proliferation. The protein suspected of being involved in the crystal formation (a-2-microglobulin) is present in higher concentration in the urine of male rats compared with female rats, mice and humans. This and other species differences in urine composition suggest that humans may not be susceptible to the carcinogenic action of saccharin. Epidemiologic studies in human populations using saccharin have not revealed any increase in bladder cancer. Butylated hydroxyanisole (BHA) is a phenolic antioxidant used mainly in fats and oils. It has been shown to have a low acute toxicity. In chronic exposure investigations, no consistent adverse effects have been noted with up to several percent BHA in the diet, with the exception of forestomach hyperplasia and tumour formation. Also, it has been shown to have a low potential to be genotoxic. Malignant tumours of the forestomach were noted in rats fed 2% BHA in the diet for 2 years, which equals
1110
FOOD ADDITIVES/Safety
almost 1 g BHA kgÿ1 body weight. No such tumours were noted when the rats were fed 0.5% BHA in their diet. In other rodent species with forestomachs, BHA has produced hyperplasia, and benign tumours have been noted in the hamster forestomach. No species other than the hamster and rat have been shown to develop carcinomas in this organ. The carcinogenic effect in certain rodent species appears to be due to the indirect, rather than direct, effects of BHA on DNA. Since the forestomach is an organ which is not present in humans, the relevance of the ®ndings in animals is questionable. In addition, the effects noted in the positive animal models were observed at very high doses and a threshold for the formation of carcinomas in rodents was identi®ed. Because of new developments in the scienti®c literature or in the interpretation of toxicological data, it is essential that regulators keep up to date with the toxicological literature. The generation of substantial new evidence may allow a re®nement or reassessment of the safety of speci®c food additives. In addition, animal-testing regimes do not allow for a direct exposure to newborns; thus, ADIs from animal models are not applicable to human infants.
Emerging Issues The continuing evolution of the food industry means that new types of products come into use on a continuing basis. Novel types of food additives and packaging methods and materials arise which present unique challenges to the toxicologist and regulatory authorities in terms of appropriate testing strategies. In recent years, certain plants and microorganisms have been modi®ed through biotechnology, including genetic modi®cation. Food additives, such as enzymes, derived from genetically modi®ed organisms (or the addition of the modi®ed organisms themselves) present challenges in safety assessment. Issues to consider in the assessment of these types of food additives include the exposure to foreign DNA and proteins (and thus considerations of allergenicity), increased exposure to these types of products as the market increases and the necessity of microbiological purity if products are derived from modi®ed microorganisms. The advent of `functional foods' (foods containing ingredients demonstrated to have speci®c health bene®ts, in addition to providing basic nutrients and nutritional bene®ts) has led regulatory authorities not only to develop ways of regulating health claims associated with these products but also to consider the inherent safety of these products. Globalization of markets can result in new types of food and food ingredients being introduced. The addition of
medicinal-type herbs such as Echinacea species or St John's wort (Hypericum perforatum) to conventional foods, for perceived health bene®ts, necessitates an assessment of the safety of these new food products since herbal ingredients may be consumed in ways that are very different from their use in traditional systems of medicine. That young children are different from adults in many aspects of their physiology is well known and this must be taken into account in the assessment of food additives which may be consumed by children. In recent years, the applicability of the ADI uncertainty factor approach to ensuring the safety of food additives consumed by children has come under scrutiny and this subject is one of ongoing discussion in many countries. See also: Food Additives: Legislation; Adverse Reactions to Additives. Infant Formulae ± New Developments. Nutritional Role of Dairy Products: Contribution of Dairy Foods to Nutrient Intake.
Further Reading Branen AL, Davidson PM and Salminen S (1990) Food Additives. New York: Marcel Dekker. Ditschum TL and Winter CK (2001) Food Additives. In: Helferich W and Winter CK (eds.) Food Toxicology, pp. 187±202. Boca Raton: CRC Press. Maga JA and Tu AT (eds.) (1995) Food Additive Toxicology. New York: Marcel Dekker. Middlekauff RD and Shubik P (eds.) (1989) International Food Regulation Handbook: Policy, Science, Law. New York: Marcel Dekker. Organization for Economic Cooperation and Development (1992) The OECD Principles of Good Laboratory Practice, Environment Monograph no. 45. Paris: OECD. Organization for Economic Cooperation and Development (1993) OECD Guidelines for the Testing of Chemicals. Paris: OECD. Rodericks JV (2000) Food constituents, additives, and contaminants. In: Lippmann M (ed.) Environmental Toxicants: Human Exposures and Their Health Effects, pp. 377±408. New York: John Wiley. Rodericks JV, Frankos VH and Plunkett LM (1995) Food additives. In: Chengelis CP, Holson JF and Gad SC (eds.) Regulatory Toxicology, pp. 51±81. New York: Raven Press. US Food and Drug Administration (1993) Toxicological Principles for the Safety Assessment of Direct Food Additives and Color Additives Used in Food, `Redbook II'. Washington, DC: US FDA, Center for Food Safety and Applied Nutrition. US Institute of Medicine (1999) Workshop Summary: Enhancing the Regulatory Decision-Making Approval Process for Direct Food Ingredient Technologies. Washington, DC: National Academy Press.
FOOD ADDITIVES/Adverse Reactions to Additives
Adverse Reactions to Additives M Lessof, London, UK Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Food additives are the agents that are used to make a food look, taste or smell better or to improve its texture and keeping qualities. If packaging materials are used which are capable of absorption onto a food, they too are included in this category. Food additives may not be used indiscriminately. In the United Kingdom a Food Advisory Committee and the Committee on the Toxicity of Chemicals in Food advise ministers and publish reports on whether new additives should be used and under what conditions. A few substances can, nevertheless, cause undoubted problems for some individuals, either by causing allergic reactions or through other mechanisms. Under EU/UK legislation, over 300 substances are listed as permitted additives for use in food. Others that are not listed may be used for purposes that fall outside the control of the legislation. Some of these have long been `generally recognized as safe' (GRAS in the United States) and there are also a very large number of ¯avouring agents which are excluded from legislation, including balsam of Peru (which, incidentally, can occasionally exacerbate preexisting eczema). The range of functions of food additives and the safety requirements for their use are not widely known or understood. For many members of the public they are seen as an unnecessary and unwelcome interference with natural food. Concerned campaigners have even asked for all food additives to be banned, ignoring the fact that a number of additives are essential for the production of even a loaf of bread or a bottle of wine. More recently, the less naõÈve have moved away from this approach and, in promoting `organic' food, have accepted that there are a number of additives that cannot be dispensed with entirely. Requirements for the labelling of food are that the presence of colouring agents, preservatives, antioxidants, emulsi®ers and a number of other agents must be indicated. European Union code numbers may be used for the main categories, i.e. preservatives, antioxidants, acidity regulators (E200±321); food appearance, i.e. colours (E100±180); and modi®ers of consistency or texture, i.e. emulsi®ers, stabilizers, thickeners, sweeteners (E322±495). Each of these
1111
categories has been found to include agents which can at times cause problems for susceptible people.
Prevalence There are dif®culties in demonstrating that an additive has truly caused a recrudescence of a condition such as chronic urticaria, which can come and go almost at random. Observations by the patient alone are not enough, and double blind, placebo controlled (DBPC) challenge tests have therefore been developed, in which either the suspect additive or a placebo substance is given in a disguised form which neither the patient nor the experimenter can recognize (therefore `double blind'). What these tests have shown is that self-diagnosis greatly exaggerates the true prevalence of these conditions. Population surveys have reported that 6% or 7% of adults ± and 15% of parents ± believe themselves or their children to be sensitive to food additives. Challenge tests have, at the most, found that 1±2% of the population may be affected at the time of the test. Challenge tests are not, however, infallible. The tendency to react to food additives often disappears, and children who have been clearly shown to develop urticaria after a food additive challenge seldom react again when the challenge is repeated after an interval. While this may mean that some true reactions may never be proven, it also emphasizes the importance of making sure that a suspected reaction is still present before dietary exclusion measures are introduced by way of treatment.
Types of Reaction Adverse reactions to foods, food additives and a number of environmental allergens have become increasingly common, either allergic ± that is, caused by exaggerated reactions of the immune system ± or due to other mechanisms. The increase has been real and not merely the result of better diagnosis. Changes in the genetic make-up of the population cannot account for an increased tendency to develop asthma, hay fever and other diseases with an allergic component, so changes in the environment and in lifestyle must presumably have played a major part. Once they have become established, conditions such as chronic urticaria (hives) can be exacerbated by temperature and other physical conditions or by chemical precipitants, including histamine, some food additives, and various naturally occurring substances including salicylates, benzoates, and other components of fruits, vegetables and spices. Asthma can also be triggered by nonallergic mechanisms and
1112
FOOD ADDITIVES/Adverse Reactions to Additives
can even be provoked by overbreathing. Since people who are under stress may breathe rapidly as a natural response to anxiety, they may be convinced that they have become allergic to even the sight of a food or food additive when the actual response is mediated by anxiety. Not all adverse reactions to food and food additives are therefore allergic, and other mechanisms have long been recognized. It may not be easy, however, to identify with any certainty those substances that provoke or intensify preexisting conditions such as chronic urticaria or atopic dermatitis (eczema). An explanation of the `pseudo-allergic' mechanism, or combination of mechanisms, that are involved may be even more elusive. The evidence that is available often suggests a biochemical or, in some cases, an enzymic effect (see `Benzoates'). In one study, nine atopic dermatitis patients were shown to improve on a food-additive-free diet and then had a return of symptoms when subjected to rigorous DBPC tests. In seven of the nine patients, food additives ± and especially tartrazine, benzoates and nitrites ± caused a release of in¯ammatory leucotrienes from the patients' white blood cells. This was in contrast to a control group of healthy subjects whose white cells showed no release.
Preservatives The problems that can be caused to susceptible people are well illustrated by food preservatives, and especially by sulphiting agents such as sodium metabisulphite. These substances have played an invaluable part in preventing the oxidation of the oils and fats in food, in preventing the discoloration caused by enzymes, and most of all in preventing the spread of gastrointestinal infections ± infections that cause problems on a national scale and are still imperfectly controlled. Sulphiting agents can nevertheless cause adverse reactions in some circumstances, including ¯ushing, itching of the mouth and skin, and asthma. About 5% of those with asthma can have an attack provoked by sulphites, to a degree that can occasionally be life-threatening. Of all the additives in current use, sulphites therefore pose the greatest threat. In recognition of this their use in `fresh' fruit and vegetables is now banned in several countries. Substantial quantities are, however, present in wine, juices and vinegar, in shrimps, dried fruits and vegetables, pickles of various kinds, and processed potatoes. Until relatively recently they could even be present in nebulized drugs intended for asthmatics. The main reason for the adverse effects on asthma patients appears to lie in the ability of sulphites to form sulphurous acid and release sulphur dioxide ± a
gas that is also one of the most noxious components of atmospheric pollution and fog. In keeping with this, it appears that sulphites which are swallowed rapidly (in capsules for example) are less likely to provoke asthma than if, as in red wine, they may be kept in the mouth long enough for the fumes to be inhaled. In the complex environment of the asthmatic, however, the response may not depend only on the level of sulphites or sulphur dioxide to which the patient is exposed. When rechallenged, the response of patients who have had asthmatic attacks provoked by a food such as pickled onion appear also to be in¯uenced by the sensitivity of the airways at the time. When there is a clear story of past reactions, therefore, it does not always follow that the diagnosis can be discarded after a single negative test. Adverse effects are also seen with nitrites, which give preserved meats their pink colour but are also capable of causing ¯ushing, giddiness and headaches through their ability to cause blood vessels to dilate. Amounts of as little as 20 mg have also been reported to cause skin rashes and intestinal symptoms. The use of benzoates has also been the subject of a number of investigations (see Nitrates and Nitrites in Dairy Products). Benzoates
Benzoic acid and its derivatives retard the growth of bacteria and are relatively cheap to produce. They have been used as preservatives in food and drink for almost 100 years and, with an annual consumption of over 3000 tonnes in the United States alone, are among the most commonly used additives. Benzoates are widely distributed in nature. Like the closely related salicylates (2-hydroxybenzoic acid derivatives), they occur naturally in numerous food plants. They are found in prunes, tea, cloves, cinnamon, and many berries including raspberries and cranberries. For many years benzoates were thought to be virtually incapable of causing adverse reactions. Large doses have been so well tolerated in the past that sodium benzoate has been widely used as a diagnostic agent and in the treatment of rheumatic disease. In 1933 a liver function test was developed in which patients were given 6 g of sodium benzoate and their urine then tested in order to check on the metabolites produced by the liver and then excreted. Apart from mild gastrointestinal complaints, reactions were rare. Therapeutic doses of 25±60 g were also given on numerous occasions without major dif®culties. It is now clear that this evidence of tolerance by the population at large failed to identify a susceptible
FOOD ADDITIVES/Adverse Reactions to Additives
subpopulation. Many instances of benzoate-induced adverse effects have now been reported in people who have had underlying diseases such as chronic urticaria and asthma. Patients suffering from both of these conditions have had exacerbations of their symptoms after the administration of benzoates under double blind conditions, and many (but not all) studies have suggested that the prevalence of intolerance to benzoates ranges from 10% to 20% in patients with chronic urticaria. The mechanism does not appear to be allergic ± indeed, the more chronic forms of urticaria seldom ful®l the criteria for an allergic reaction. Many of those who are most at risk are, however, also sensitive to aspirin (acetylsalicylic acid), which is not only closely related to the salicylates and benzoates contained in food but is also capable of provoking attacks of urticaria and asthma. Since aspirin sensitivity appears to depend on the inhibition of an enzyme, possibly cyclooxygenase-1, the evidence suggests that, in both cases, there may be a similar, pseudo-allergic mechanism operating through enzymic systems rather than through an immunological response.
Antioxidants Food fats and oils can turn rancid when exposed to oxygen, heat, moisture or the action of enzymes, and similar changes have caused fruit and vegetables to develop `browning' and lose their freshness. Antioxidant additives have long been used to counter these effects, including two potent phenolic substances ± butylated hydroxyanisole (BHA) and butylated hydroxytoluene (BHT). Other, simpler but less potent antioxidants may also be added, such as citric acid, phosphoric acid and ascorbic acid. Because of their frequent addition to animal feeds, such as the ®sh meal used in some poultry feeds, and their additional use in food packaging materials, some concerns have been expressed about the steady increase which has taken place in the use of BHA and BHT. There is little to suggest, however, that their current intake can exceed the acceptable daily level of 0.5 mg kgÿ1 body weight proposed in 1974 by a WHO Expert Committee on Food Additives. Antioxidants have at times been of particular concern to campaigners against additives, on the grounds that antioxidant activity may itself be harmful. They are, however, present in a number of popular remedies and food supplements. In rare cases BHA and BHT have provoked urticaria and there have been a number of industrial cases in which skin contact has produced contact dermatitis. Uncertain claims have also been made that they can provoke asthma. As yet, little evidence has emerged that could
1113
interfere with the GRAS rating which they still retain in the United States.
Colours Adverse reactions have also been attributed to colouring agents, especially tartrazine and other coal-tar dyes such as sunset yellow (E110), amaranth red (E123), erythrosine (E127) and brilliant blue (E133). Controversy has, in particular, surrounded azo dyes, that is, dyes containing the ±N : N± linkage. Claims have been made that tartrazine can sometimes provoke a recurrence of chronic urticaria and this has been supported by more than one doubleblind study. More doubtful is the claim that it can provoke asthmatic attacks, although a case has been made for believing that patients with aspirinsensitive asthma, unstable airways and a high dependence on anti-asthmatic drugs may also be tartrazine-sensitive in some cases. Most controversial of all is the strongly held belief that tartrazine can cause hyperactivity and behaviour disorders (hyperkinesis) and also learning disability in some children. Little or no evidence has been produced for a biochemical, pharmacological or immunological abnormality that could support this concept, but persuasive evidence of an effect has been produced in a few of the very many cases in which the claim has been made. Apart from these exceptional cases, most doctors feel that they must challenge claims of this kind, since hyperactive behaviour has a number of causes that are often neglected when undue attention is focused on diet. To impose a rigid diet on a vulnerable child has some major disadvantages, and it may be important to dissuade parents who, without good evidence, wish to give their child an inadequate, restricted diet in the belief that these or other symptoms have a dietary cause.
Modifiers Monosodium Glutamate
For hundreds of years the seaweed Laminaria japonica has been used as a ¯avour enhancer in Japanese cooking. Monosodium glutamate is responsible for its characteristic taste and, for the most part, it is produced commercially by the hydrolysis of plant and vegetable protein. Glutamic acid, of which it is a derivative, is an amino acid that constitutes some 20% of dietary protein, and it has long been assumed to be entirely safe. Doubts about the full safety of monosodium glutamate arose in the 1960s, especially after a description of what came to be known as the `Chinese
1114
FOOD ADDITIVES/Adverse Reactions to Additives
restaurant syndrome'. Many of the problems that have been reported have involved tingling of the limbs, burning sensations in the chest, palpitations and a sense of weakness following rapidly after eating Chinese food. These have all been transient effects, reminiscent of the symptoms which are not infrequently experienced by people who overbreathe as a response to physical discomfort and in so doing, lose carbon dioxide and suffer metabolic problems as a result. As for the possible contributory causes, it has been suggested that ¯uid retention linked with the high sodium content of particular foods can be responsible for a sensation of bloating and for headache. Severe chest pain has also been described ± possibly the result of ingesting a concentrated, irritant substance and reminiscent of the very similar symptoms that have been provoked by spiced tomato (in that case associated with acid re¯ux from the stomach). In the general concern about the possible effects of food additives in sensitive subjects, there have been reports that monosodium glutamate can also cause asthma or urticaria. Although both of these complex disorders can be triggered by a variety of stimuli, there is no clear-cut evidence of a speci®c effect of monosodium glutamate.
Additives and Dairy Products There have been few reports of adverse reactions to additives in dairy products. On general grounds, suspicion might well fall upon enzymes in hydrolysed milk products or on rennet in cheese, on starch and gums, gelatin, preservatives and colours in yoghurt, or on egg-derived lecithin. The evidence for any of these reactions is, however, scanty. A few children who have been thought to have allergic reactions to yoghurt have reacted again when challenged with the appropriate colouring agents, but most of these have failed to react when challenged later. While enzymes in food ± for example, the papain used as a meat tenderizer ± can be allergenic, reactions to enzymes in dairy products are rarely reported. There has been one report of reactions to a vegetarian cheese made with microbially produced chymosin, but there is at present no good evidence to link reactions provoked by hydrolysed milk to the porcine trypsin or other enzymes used in preparing formula feeds for milk-allergic children. Gelatin from different sources can be allergenic, as in a few ®sh-allergic patients who have been found to be allergic to ®sh gelatin. Food coatings can also cause problems, as in coeliac patients who might eat a recently developed cheese that has a gluten-containing coating. Such hazards appear to be uncommon.
Public Health Aspects The regulatory authorities who are concerned with food safety have been cautious about the continued use of important preservatives such as sulphites, which can undoubtedly cause unpleasant or even dangerous reactions in vulnerable people. In the United States their presence in manufactured foods must be indicated, and the use of sulphites in sprays on fresh fruits, vegetables or salad is banned. The reactions caused by other additives are seldom severe, but several books have been written on the subject by anti-additive campaigners. While it is reasonable to discourage the use of dyes that provide unnecessary colouring to kippers, haddock or drug preparations, the fomenting of fears about their safety has been a considerable disservice to the public. In particular, those who advocate the use of natural colours rather than arti®cial colours should be aware that natural (green) annatto is itself capable of provoking urticaria and that `natural' cochineal derived from a female insect can not only cause adverse reactions but also has pharmacological properties of its own. While many fears may be unjusti®ed, it is important that the many who either need or wish to avoid particular ingredients or food additives should be able to do so. Regulatory authorities have therefore required increasingly detailed labelling of food products, and the European use of E numbers for additives has helped this process. Ironically, when the use of these numbers was introduced, a survey showed that many consumers believed that all additives were bad but that E numbers were the worst. It seemed that public concern, once aroused, had led to considerable misunderstandings about food safety. The tendency to develop more elaborate food labelling systems may not only impose burdens on the food industry. It will also present problems for those members of the public who have to read and understand these labels if they want information about the foods that they purchase. An approach has therefore been sponsored by the Leatherhead Food Research Association, in which a databank of commercial foods is maintained, from which lists can be prepared of foods that are free from particular ingredients. This development has been appreciated by shoppers and by the dieticians who may have to give advice on the avoidance of speci®c ingredients. Since food ingredients can be altered at short notice, food labels still need to be checked. Having commented on the potential side effects of food additives, there is an important conclusion that still needs to be drawn. In public health terms, the problems caused by food intolerance and food
FORAGES AND PASTURES/Perennial Forage and Pasture Crops ± Species and Varieties
additive intolerance are minor in comparison with the widespread, epidemic infections that occur in areas where food hygiene is poor or where preservatives are not used. Campaigners for additivefree food should keep this message in mind. See also: Food Additives: Legislation. Labelling of Dairy Products. Nitrates and Nitrites in Dairy Products.
Further Reading Anonymous (1995) Miscellaneous Food Additive Regulations. London: HMSO. British Nutrition Foundation Task Force (2002) Adverse Reactions to Food. Oxford: Blackwell Science. Gastaminza G, Quirse S, Torres M et al. (1995) Pickled onion induced asthma: a model of sul®te-sensitive asthma? Clinical and Experimental Allergy 25: 698±703. Juhlin I, Michaelsson G and Zetterstrom O (1972) Urticaria and asthma induced by food-and-drug additives in patients with aspirin sensitivity. Journal of Allergy and Clinical Immunology 50: 92±98.
Foot-and-Mouth Disease
1115
Madsen C (1995) Prevalence of food additive intolerance. Human Experimental Toxicology 13: 393±399. Metcalfe DD, Sampson HA and Simon RA (eds.) (1997) Food Allergy: Adverse Reactions to Food and Food Additives, 2nd edn. Oxford: Blackwell Science. Price SF, Smithson KW and Castell DO (1978) Food sensitivity in re¯ux oesophagitis. Gastroenterology 75: 240±243. Saltmarsh M (ed.) (2000) Essential Guide to Food Additives. Leatherhead: Leatherhead Food Research Association Publishing. Szczeklik A, Nizankowska E, Bochenek G et al. (2001) Safety of a speci®c COX-2 inhibitor in aspirininduced asthma. Clinical and Experimental Allergy 31: 219±225. Veien NK (1985) Oral challenge with balsam of Peru. Contact Dermatitis 12: 104±107. Worm M, Vieth W, Ehlers I et al. (2001) Increased leukotriene production by food additives in patients with atopic dermatitis and proven food intolerance. Clinical and Experimental Allergy 31: 265±273. Zuberbier T, Chantraine-Hess S, Hartmann K et al. (1995) Pseudo-allergen-free diet in the treatment of chronic urticaria in a prospective study. Acta Dermato-Venereologica (Stockholm) 75: 484±487.
see Diseases of Dairy Animals, Infectious: Foot-and-Mouth Disease.
FORAGES AND PASTURES Contents
Perennial Forage and Pasture Crops ± Species and Varieties Perennial Forage and Pasture Crops ± Establishment and Maintenance Annual Forage and Pasture Crops ± Species and Varieties Grazing Management
Perennial Forage and Pasture Crops ± Species and Varieties K F Lowe, Department of Primary Industries, Mutdapilly, Queensland, Australia W J Fulkerson, University of Sydney, Sydney, NSW, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Pasture Species Used to Graze Dairy Cows Most dairy cows are grazed on temperate C3 pastures although a proportion are also grazed on naturalized C4 tropical grasses in subtropical regions of Australia, South Africa, South America and the southern areas of the United States. Plants are designated C4 or C3 based on their photosynthetic pathway, with the
FORAGES AND PASTURES/Perennial Forage and Pasture Crops ± Species and Varieties
additive intolerance are minor in comparison with the widespread, epidemic infections that occur in areas where food hygiene is poor or where preservatives are not used. Campaigners for additivefree food should keep this message in mind. See also: Food Additives: Legislation. Labelling of Dairy Products. Nitrates and Nitrites in Dairy Products.
Further Reading Anonymous (1995) Miscellaneous Food Additive Regulations. London: HMSO. British Nutrition Foundation Task Force (2002) Adverse Reactions to Food. Oxford: Blackwell Science. Gastaminza G, Quirse S, Torres M et al. (1995) Pickled onion induced asthma: a model of sul®te-sensitive asthma? Clinical and Experimental Allergy 25: 698±703. Juhlin I, Michaelsson G and Zetterstrom O (1972) Urticaria and asthma induced by food-and-drug additives in patients with aspirin sensitivity. Journal of Allergy and Clinical Immunology 50: 92±98.
Foot-and-Mouth Disease
1115
Madsen C (1995) Prevalence of food additive intolerance. Human Experimental Toxicology 13: 393±399. Metcalfe DD, Sampson HA and Simon RA (eds.) (1997) Food Allergy: Adverse Reactions to Food and Food Additives, 2nd edn. Oxford: Blackwell Science. Price SF, Smithson KW and Castell DO (1978) Food sensitivity in re¯ux oesophagitis. Gastroenterology 75: 240±243. Saltmarsh M (ed.) (2000) Essential Guide to Food Additives. Leatherhead: Leatherhead Food Research Association Publishing. Szczeklik A, Nizankowska E, Bochenek G et al. (2001) Safety of a speci®c COX-2 inhibitor in aspirininduced asthma. Clinical and Experimental Allergy 31: 219±225. Veien NK (1985) Oral challenge with balsam of Peru. Contact Dermatitis 12: 104±107. Worm M, Vieth W, Ehlers I et al. (2001) Increased leukotriene production by food additives in patients with atopic dermatitis and proven food intolerance. Clinical and Experimental Allergy 31: 265±273. Zuberbier T, Chantraine-Hess S, Hartmann K et al. (1995) Pseudo-allergen-free diet in the treatment of chronic urticaria in a prospective study. Acta Dermato-Venereologica (Stockholm) 75: 484±487.
see Diseases of Dairy Animals, Infectious: Foot-and-Mouth Disease.
FORAGES AND PASTURES Contents
Perennial Forage and Pasture Crops ± Species and Varieties Perennial Forage and Pasture Crops ± Establishment and Maintenance Annual Forage and Pasture Crops ± Species and Varieties Grazing Management
Perennial Forage and Pasture Crops ± Species and Varieties K F Lowe, Department of Primary Industries, Mutdapilly, Queensland, Australia W J Fulkerson, University of Sydney, Sydney, NSW, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Pasture Species Used to Graze Dairy Cows Most dairy cows are grazed on temperate C3 pastures although a proportion are also grazed on naturalized C4 tropical grasses in subtropical regions of Australia, South Africa, South America and the southern areas of the United States. Plants are designated C4 or C3 based on their photosynthetic pathway, with the
1116
FORAGES AND PASTURES/Perennial Forage and Pasture Crops ± Species and Varieties
C4 plants based on the PEP photosynthetic pathway, whilst the C3 plants have a Benson±Calvin pathway. Temperate Pasture Species
Perennial ryegrass (Lolium perenne) By far the most common dairy pasture is based on perennial ryegrass, although this species is restricted to cool temperate regions as it lacks persistence in subtropical (heat and humidity) and mediterranean (heat and dry) environments. Ryegrass has high forage quality with an average metabolizable energy density of 11.5 MJ kgÿ1 dry matter (DM) and crude protein (CP) levels of 18± 30%. Perennial ryegrass does require high fertility soils. Although often grown with white clover, to reduce nitrogen fertilizer needs, yields are invariably higher when ryegrass is grown as a monoculture with 350±500 kg N haÿ1 yearÿ1. Cocksfoot or orchardgrass (Dactylis glomerata) Cocksfoot is also commonly used as a dairy pasture but is of lower digestibility than ryegrass. However, its drought and pest resistance is better. It is slow to establish and its low water-soluble carbohydrate (WSC) content makes it dif®cult to conserve as silage. Tall fescue (Festuca arundinacea) Tall fescue is a hardier temperate grass than ryegrass with a far better root system and greater tolerance to heat and cold. Drawbacks include its slow establishment, lack of palatability and reputedly poorer quality. Prairie grass (Bromus willdenowii) Prairie grass is a temperate grass species suitable for areas marginal for perennial ryegrass because of greater drought tolerance. Prairie grass is fairly intolerant to pugging and therefore grows best on well-drained soils. It has the advantage over ryegrass in proli®c seed set even in regions where perennial ryegrass does not become reproductive such as the subtropics. Timothy (Phleum pratense) Timothy is a species commonly grown in Europe for hay or silage. Timothy is tolerant to cold and wet conditions.
high quality and its ability to tolerate high grazing pressures, ®x substantial quantities of atmospheric N and to tolerate a range of soil and climatic conditions. The actual amount of N ®xed by white clover can be extremely variable from 30% P), but the P is not watersoluble and is released more slowly and as a result is more appropriate for rapidly leaching soils. 4. Diammonium phosphate is also a slow-releasing source of both N and P (18% N, 1.7% P), but there is no calcium (Ca). Potassium The foliage of grass should contain over 2.5% K if this element is nonlimiting pasture growth. Unfortunately, the requirements of dairy cattle for K are well below this (at 50%) through leaching and volatilization. Management in general, and grazing management in particular, can have a marked effect on the evenness of nutrient distribution. Night paddocks In general, the ratio of eating to defaecation activity is higher during the day if daytime temperatures remain below 27±28 � C. In temperate regions, the daytime intake (between a.m. and p.m. milking) is about 60% total daily intake. This means that night paddocks become contaminated and day paddocks become infertile unless countered by differential fertilizer input, alternating day and night paddocks between seasons and for cropping night paddocks. Paddock size The larger the paddock, the more nutrients become concentrated at gateways and water points and cattle camps become fewer and larger; this is another argument for rotational grazing. Milking time The nutrients transferred off the paddocks to laneways and yards is directly related to time spent away from the paddock.
Strip grazing If cows are intensively strip-grazed for 1±2 h and then transferred to a stand-off area, there can be nearly 100% nutrient transfer off the stripped area as dung and urine. Removal in silage or hay The nutrients removed by hay and silage can be substantial. As an example, take 2 � 4 t DM haÿ1 cuts 8 t DM haÿ1. Potassium (K) K concentration in ryegrass 3:5% DM ) 0:035 � 8000 kg 280 kg K or 100 � 280 609 kg muriate of potash haÿ1 46% K Phosphorus (P) P concentration in ryegrass 0:30% DM ) 0:003 � 8000 kg 24 kg P or 100 � 24 267 kg single superphosphate haÿ1 9% P Nitrogen (N) N concentration in ryegrass 3% DM ) 0:03 � 8000 kg 240 kg 240 kg N or 100 � 240 500 kg urea haÿ1 48% N
Mechanical Removal of Unwanted Herbage Mechanical removal of unwanted pasture growth is variously named and relates to function. Topping
Topping, as the name implies, is removing the `tops' of the pasture to about 10±12 cm stubble height to remove seed heads in late spring and encourage initiation of vegetative tillers and improve forage quality. This is taken a step further in New Zealand where pastures are topped before seed set. The reproductive tillers of ryegrass accumulate substantial water-soluble carbohydrate (WSC) in their bases to `export' to the forming seed. Removing the developing seed head makes the WSC reserves available for initiation and growth of new vegetative tillers.
FORAGES AND PASTURES/Establishment and Maintenance
Bottoming
Bottoming is generally undertaken in autumn to remove dead and senescing material so that light can penetrate to the bottom of the canopy and stimulate tillering. Bottoming is usually severe: to 4±6 cm stubble height. Mulching or Slashing
Mulchers are similar in design to rotary hoes but the `shoes' are sharp and cut and pulverize the sward down to ground level if required. The advantage of mulchers over slashers is that they do not leave windrows which often shade and kill plants. On the other hand, mulchers require substantial tractor power (>80 hp for a 1.6-m cut). Mulchers are commonly used to control excess growth of C4 summer grasses such as kikuyu (see Forages and Pastures: Grazing Management). Mechanical removal of excess growth of temperate grasses should be minimized as it is costly in terms of labour, machinery and fuel and probably indicates inappropriate grazing management or inadequate stocking rate. If slashing is contemplated it needs to be done within 48 h of commencement of grazing otherwise the regrowth shoots and young tillers will be cut and more harm than good will be done. Mowing Pregrazing
Mowing pregrazing is sometimes undertaken to encourage animals to eat more pasture when pasture is in excess and it is also used to reduce bloat. This will increase intake, as the animals do not need to graze and the DM may have increased to over 30% if left overnight. However, it also removes the ability of the animals to select against inferior species and against lower-quality stem and therefore should only be undertaken with good leafy pasture.
Irrigation Although irrigated pastures are important for grazing dairy cows in many parts of the world, irrigation practices lag behind the more sophisticated methods used, for example, in the horticultural industries to schedule irrigation and ensure high water-use ef®ciency. This is surprising, in view of the relatively low potential water-use ef®ciency of pastures compared to horticulture and various cash and/or fodder crops.
Irrigation interval and rate are dependent on the effective root depth or available soil water volume of the pasture, and the evapotranspiration rate. In this way, shallow-rooted plants, such as ryegrass (Figure 2), require short irrigation intervals with low application rates while deep-rooted plants, such as lucerne, tropical grasses and many weeds, can tolerate longer watering intervals at higher rates. In fact, the composition of a pasture can be changed by watering frequency. For example, in a ryegrass± lucerne sward, 3-week watering intervals favour lucerne whereas weekly watering would shift the pasture to grass dominance. The recommended watering rates for various pasture species are shown in Table 2. Thus, with knowledge of the effective rooting depth of a particular species, and average evapotranspiration rates, an irrigation schedule can be developed for a given situation. For example, for ryegrass in a subtropical environment, the optimum irrigation interval in winter would be 12 days whereas in late spring it would be closer to 4 days. Note that the differences in irrigation interval between kikuyu, a deep-rooted grass, and ryegrass, a shallow-rooted grass, in the same environment can be 14 Irrigation interval (days)
Although the bene®ts of this have been shown experimentally, they have not been proven under farm conditions.
1129
12 10 8 6 4 2 0
0
2
4
6 8 Month of year
10
12
Figure 2 The recommended irrigation intervals (days) for perennial ryegrass (&) and kikuyu (&) growing on a clay soil in a subtropical climate. (After Fulkerson WJ, Lowe KJ, Ayres JF and Launders T (1993) Tropical Grasslands 27: 162±179.)
Table 2 Recommended irrigation application rates (mm) for various pasture species on three soil types Species
Clover Ryegrass Kikuyu Oats Lucerne (alfalfa)
Maximum water applied/irrigation (mm) Sandy loam
Loam
Heavy clay loam
10±15 15±25 25±40 15±30 15±30
10±25 20±40 25±40 25±50 25±40
10±20 20±35 25±45 25±40 Ð
1130
FORAGES AND PASTURES/Establishment and Maintenance
dramatic on the same soil type. These are predicted requirements or a `water budget', but there is large day-to-day variation in evapotranspiration rate and various devices (Table 3) are used to assist in monitoring soil moisture. The use of weather data would be the most common tool used on dairy farms to schedule irrigation ± it is simple, cheap and relatively accurate. On larger operations, irrigation is in relation to available soil moisture measured by capacitance meters such as the Gopher or Enviroscan. There are many irrigation systems used on dairy farms ± all have advantages and drawbacks and they are outlined below.
water odd-shaped and hilly paddocks (pressure: 200±300 kPa; labour: 0.2 h haÿ1; maximum 40 ha; capital costs: A$1500 haÿ1; operating costs: A$356 haÿ1). Travelling Irrigators
Travellers are propelled by the water moving through the irrigators. They are suitable for irrigating crops but not suitable for hill country (pressure: 400±600 kPa; labour: 0.5 h haÿ1; maximum 25 ha personÿ1 capital costs: A$2400 haÿ1; operating costs: A$648 haÿ1). Centre Pivot
The whole sprayline is disconnected in sections and shifted to a new location (pressure: 200±300 kPa; labour: 1.6 h haÿ1, maximum 25 ha personÿ1; capital cost: A$1500 haÿ1; operating cost: A$476 haÿ1).
The centre pivot consists of a single sprinkler lateral which rotates around a central water in¯ow pivot point. The speed of rotation can be varied ± maximum lateral length is 600 m (113 ha) (pressure: 200±300 kPa; labour: low; maximum 60 ha; capital costs: A$2500 haÿ1; operating costs: A$541 haÿ1).
Side Role
Linear Moves
The sprayline is shifted by rolling along intact wheels. These lines can be up to 200 m long. This system is best suited for ¯at rectangular paddocks, free of obstacles (pressure: 200±300 kPa; labour: 0.5 h haÿ1; maximum 25 ha personÿ1; capital cost: A$2600 haÿ1; operating cost: A$605 haÿ1).
This is as per central pivot but the laterals are propelled forward allowing watering of a rectangular area. Spraylines are commonly 800 m long and draw water from a ¯exible hose or a water channel (pressure: low; labour: 0.01 h haÿ1; maximum 200 ha; capital costs: A$1325 haÿ1; operating costs: A$340 haÿ1).
Hand Move
Bike Shift or Long Lateral
A portable sprinkler on a low-density polypipe is shifted to 9 or 12 locations around a central turf valve covering an area of 0.4 ha. Bene®ts include minimum effect of wind, low pump costs, it suits fertigation (liquid fertilizer application) and it can
Set Sprinklers
Set sprinklers are permanently set to water a ®xed area (pressure: low ± any area; labour: near zero; capital costs: A$2500 haÿ1; operating costs: A$540 haÿ1).
Table 3 Commonly used devices to determine the soil moisture status Device
Approximate cost (A$) a
Measure
Labour inputb
Accuracyb
Continuous log
Comment
Shovel and auger Daily evaporation Tensiometer Gypsum block Gopher
Free Free $80 $600 $1800
Hand feel Weather Soil tension Soil capacitance Soil capacitance
7 7 7 2±7 6
1 2 4 4 5
No No No No No
Soil moisture probe Enviroscan
$1200 $10 000
Soil capacitance Soil capacitance
4 1
5 7
Yes Yes
Neutron probe Intelligent irrigation
$10 000 $10 000
Soil neutrons Heat probe
7 2
7 4
No Yes
Ð Simple, lots of estimation? High maintenance Needs frequent reading Simple to use. Problem with cracking clays Three depths; easy to install Multisite and multidepth. Problem with cracking clay Needs licence to use Use with automatic irrigation systems
a
These costs are in Australian dollars at time of publishing and are only meant to be indicative of relative costs. Score 1 very low to 7 very high. From unpublished data of C Rolfe, Wollongbar Agricultural Institute, NSW, Australia.
b
FORAGES AND PASTURES/Annual Forage and Pasture Crops ± Species and Varieties Subterranean Lines
Flexible drip lines are buried just below root and ploughing depth at 1±3-m spacings, depending on soil and crops to be grown. The advantages are as for set sprinklers but also reduction in evaporative loss (pressure: low; labour: near zero; capital cost: A$ 2500 haÿ1; operating costs: A$ 540 haÿ1). The most common systems used on smaller properties would be travellers, but with increasing use of bike shift and centre pivot for larger operations.
Management of Pure Legume Swards Lucerne is the most likely perennial legume to be sown in a pure sward and required to stay that way for best results. It is one of the most versatile pastures available to the dairy farmer; it can be grazed or cut for hay or a combination of both can be used. The best way to maintain a weed-free sward of lucerne is to start with a clean seed bed and to reduce the potential weed seed crop by adequate cultural treatment before sowing. Preemergent herbicides are available to assist this process. A well-drained soil with a deep pro®le and the right choice of cultivar will assist in maintaining a good, dense stand. Disease-resistant and grazing-tolerant cultivars will minimize stand losses but management will be the most important factor in maintaining stand longevity. Highly winter-active cultivars suit the dairy situation best by providing more winter grazing, particularly in warmer climates. However their high crowns make them more susceptible to damage from grazing. If long stand survival is desired (i.e. more than 3 years), then semi-dormant cultivars are the most appropriate. Leaving a stubble of over 5 cm and the crown shoots ungrazed will achieve the best persistence, irrespective of the activity level of the cultivar. Lucerne requires rotational grazing, although a rigid ®xed schedule is not essential. See also: Forages and Pastures: Perennial Forage and Pasture Crops ± Species and Varieties; Annual Forage and Pasture Crops ± Species and Varieties; Grazing Management. Ration Formulation: Systems Describing Nutritional Requirements of Dairy Cattle.
Further Reading Frame J (1992) Improved Grassland Management. Ipswich: Farming Press.
1131
Lovett JV and Scott JM (1997) Pasture Production and Management. Port Melbourne, Australia: ButterworthHeinemann. Matthews BW, Tritschler JP and Miyasaka SC (1998) Phosphorus management and sustainability. In: Cherney JH and Cherney DJR (eds.) Grass for Dairy Cattle. Wallingford: CAB International. Mears PT (1970) Kikuyu (Pennisetum clandestinum) as a pasture grass: a review. Tropical Grasslands 4: 139±152. Sherman PJ and Riveros F (eds.) (1990) Tropical Grasses. Rome: FAO. Wheeler JL, Pearson CJ and Robards GE (eds.) (1987) Temperate Pastures. Melbourne, Australia: CSIRO. Wood®eld DR (ed.) (1995) White Clover: New Zealand's Competitive Edge. Christchurch, New Zealand: Agronomy Society of New Zealand and Palmerston North, New Zealand: New Zealand Grassland Association.
Annual Forage and Pasture Crops ± Species and Varieties E J Havilah, New South Wales Agriculture, Berry, NSW, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Annual forages are important components of feed supply for dairy cows worldwide. They include crops with very high forage yield potential, such as maize. Many annual forages can be grazed but with conservation as hay or silage they are also important in spreading feed supply across the seasons. Annual forages are available with summer± autumn production or winter±spring production. There are legumes and grasses which produce in either period. Brassicas also make a useful addition to summer±autumn and winter feed supply. The annual forages are discussed in ®ve groups: (1) warm-season grasses; (2) cool-season grasses; (3) warm-season legumes; (4) cool-season legumes; and (5) brassicas. Within each group there is a range of suitable species and within these species there is available worldwide a much larger number of varieties. The suitable species within each of the annual forage groups have been discussed but listing the varieties within each species has not been attempted. Many varieties have been evaluated in
FORAGES AND PASTURES/Annual Forage and Pasture Crops ± Species and Varieties Subterranean Lines
Flexible drip lines are buried just below root and ploughing depth at 1±3-m spacings, depending on soil and crops to be grown. The advantages are as for set sprinklers but also reduction in evaporative loss (pressure: low; labour: near zero; capital cost: A$ 2500 haÿ1; operating costs: A$ 540 haÿ1). The most common systems used on smaller properties would be travellers, but with increasing use of bike shift and centre pivot for larger operations.
Management of Pure Legume Swards Lucerne is the most likely perennial legume to be sown in a pure sward and required to stay that way for best results. It is one of the most versatile pastures available to the dairy farmer; it can be grazed or cut for hay or a combination of both can be used. The best way to maintain a weed-free sward of lucerne is to start with a clean seed bed and to reduce the potential weed seed crop by adequate cultural treatment before sowing. Preemergent herbicides are available to assist this process. A well-drained soil with a deep pro®le and the right choice of cultivar will assist in maintaining a good, dense stand. Disease-resistant and grazing-tolerant cultivars will minimize stand losses but management will be the most important factor in maintaining stand longevity. Highly winter-active cultivars suit the dairy situation best by providing more winter grazing, particularly in warmer climates. However their high crowns make them more susceptible to damage from grazing. If long stand survival is desired (i.e. more than 3 years), then semi-dormant cultivars are the most appropriate. Leaving a stubble of over 5 cm and the crown shoots ungrazed will achieve the best persistence, irrespective of the activity level of the cultivar. Lucerne requires rotational grazing, although a rigid ®xed schedule is not essential. See also: Forages and Pastures: Perennial Forage and Pasture Crops ± Species and Varieties; Annual Forage and Pasture Crops ± Species and Varieties; Grazing Management. Ration Formulation: Systems Describing Nutritional Requirements of Dairy Cattle.
Further Reading Frame J (1992) Improved Grassland Management. Ipswich: Farming Press.
1131
Lovett JV and Scott JM (1997) Pasture Production and Management. Port Melbourne, Australia: ButterworthHeinemann. Matthews BW, Tritschler JP and Miyasaka SC (1998) Phosphorus management and sustainability. In: Cherney JH and Cherney DJR (eds.) Grass for Dairy Cattle. Wallingford: CAB International. Mears PT (1970) Kikuyu (Pennisetum clandestinum) as a pasture grass: a review. Tropical Grasslands 4: 139±152. Sherman PJ and Riveros F (eds.) (1990) Tropical Grasses. Rome: FAO. Wheeler JL, Pearson CJ and Robards GE (eds.) (1987) Temperate Pastures. Melbourne, Australia: CSIRO. Wood®eld DR (ed.) (1995) White Clover: New Zealand's Competitive Edge. Christchurch, New Zealand: Agronomy Society of New Zealand and Palmerston North, New Zealand: New Zealand Grassland Association.
Annual Forage and Pasture Crops ± Species and Varieties E J Havilah, New South Wales Agriculture, Berry, NSW, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Annual forages are important components of feed supply for dairy cows worldwide. They include crops with very high forage yield potential, such as maize. Many annual forages can be grazed but with conservation as hay or silage they are also important in spreading feed supply across the seasons. Annual forages are available with summer± autumn production or winter±spring production. There are legumes and grasses which produce in either period. Brassicas also make a useful addition to summer±autumn and winter feed supply. The annual forages are discussed in ®ve groups: (1) warm-season grasses; (2) cool-season grasses; (3) warm-season legumes; (4) cool-season legumes; and (5) brassicas. Within each group there is a range of suitable species and within these species there is available worldwide a much larger number of varieties. The suitable species within each of the annual forage groups have been discussed but listing the varieties within each species has not been attempted. Many varieties have been evaluated in
1132
FORAGES AND PASTURES/Annual Forage and Pasture Crops ± Species and Varieties
different regions worldwide and the most suitable varieties for the local environment are well understood. Suitable varieties have either been bred for local conditions or have been imported, tested and shown to be effective. The best varieties are usually tolerant to local diseases and insects and are suitable for the local climate and management systems. High yields of annual forages should be sought to cover higher costs. Management must be effective at all stages of crop development to produce high yields. Land preparation, sowing, growing, grazing or conserving the crop should all be managed to maximize yield. High dry-matter yields may be obtained but feed quality, particularly energy and protein content, declines rapidly as maturity approaches, especially in annual forage grasses. Care should be taken to harvest hay and silage crops from annual forages at a stage of development where the feed quality level will be effective in the milk production system.
Annual Forages and Pastures Annual forages and fodder crops are used worldwide as key feed sources for dairy systems. They produce all their feed in one year or season and are usually reestablished from fresh seed in the following year. Annual forages include:
� true annuals which set seed and die within 1 year � self-regenerating annuals which re-establish from seed set and returned to the soil in previous years
� biennials and weak perennials, which are replaced
with fresh seed in the second year because of reduced plant population and hence low production potential.
Grasses, legumes and brassicas either sown alone or in mixtures are used as annual forages. Annual forage crops are fed fresh by grazing or green chopping or conserved as hay, silage or grain. Specialist annual forage crops are grown for the conservation of feed reserves. Maize silage is an important component of dairy cattle feeding worldwide. Feed costs from annual forage include land preparation, sowing, fertilizing and harvesting and these have to be recovered in a single year. Perennial pasture costs are spread over several years. High yield of utilized feed is essential in realizing maximum pro®t from annual forages. Adequate feed quality to sustain milk production should be sought, but lower-quality feed can be used for dry and
young stock. Cost-effectiveness should be analysed when choosing between forages. Some annual forages can be more cost-effective than perennials. The most pro®table forage crop can also differ between farms. Strategies for use of annual forages include: 1. Filling seasonal feed gaps in perennial pasture systems. 2. Developing productive rotations. 3. Building fodder reserves to feed in the season when feed supply is restricted and establishing drought reserves. 4. Double cropping for maximum forage production per hectare. 5. Speci®cally augmenting protein or energy available to the dairy herd. 6. Oversowing perennial pasture to extend production for a further year. 7. Supplying feed when establishing and replacing perennial pastures. 8. Emergency feed supply after drought ¯ood and winter kill. 9. Covering crops to restrict erosion when establishing perennials. The useful annual forages are described below.
Warm-Season Grasses Maize (Zea mays)
Maize has the potential to yield more energy feed per hectare than other forages. Maize forage is high in energy but low in protein content. Attempts to improve the protein content of maize include breeding or intersowing with a high protein legume crop that can be ensiled with the maize. The usual effect is to reduce total yield. Maize should be regarded as a specialist energy source with additional protein supplied from protein-rich feed. The high yield potential of maize is valuable in:
� reducing the area of farm required for conservation
� allowing suf®cient stored silage to meet forage shortages in a dry year
� using manure and ef¯uent to reduce fertilizer imports to the farm.
Variety selection The emphasis in maize breeding has been on increasing grain yield and quality, not on total forage production. Varieties bred for grain production can be used for forage. The forage potential of the local grain varieties is not always clear.
FORAGES AND PASTURES/Annual Forage and Pasture Crops ± Species and Varieties
Varietal characteristics that count in maize forage production are: 1. Potential for high total dry matter (DM) yield: the highest forage-yielding varieties should be identi®ed from the grain varieties used locally. 2. High-grain yield: grain is highly digestible (80% of DM) and high grain yield haÿ1 in the forage enhances energy content. 3. High grain-to-stover ratio: grain content of maize forage is in the range 30±50%. Stover, the nongrain component of the plant, is less digestible than grain, so a high proportion of grain increases digestibility. 4. High stover digestibility: increased stover quality is linked to decreases in lignin or ®bre. Brown midrib (BMR: bm3 gene) maize varieties have lower lignin and increased stover digestibility but they yield less forage than current hybrids through lower yield potential and lodging. Acidosis can also be induced by the low ®bre in diets containing more than 50% BMR maize. 5. Appropriate maturity: maize silage maturity is controlled by accumulation of heat units measured as growing degree-days (GDD). Varieties require differing GDD accumulations to stimulate ¯owering. The days to maturity guide the choice of sowing and harvest times. Varieties require from 85 to 150 days to reach maturity. The harvest date should avoid frosts. If sowing is delayed, the maturity of the sown variety can be changed. 6. Harvest window: varieties that stay green near harvest provide an extended harvest window at the correct moisture content for ensiling. However, they can be too moist for ensiling at the best grain development stage. When the stay-green crop is dry enough for ensiling, the grain may have matured and forage digestibility can be reduced. A balance is still required. 7. Disease resistance: the locally bred grain varieties usually have acceptable resistance to the major corn-leaf diseases and stalk and ear rots. 8. Lodging resistance with changing population: lodging can cause yield losses through restricted growth and harvesting dif®culties. Standability is in¯uenced by stalk rot resistance, stalk strength, lignin content, plant height and ear placement. High populations can produce smaller stalks and increase lodging risk. 9. Nutrition pro®le: the nutritional pro®le of maize has been changed by breeding varieties with high sugar, high oil, high lysine, more amylopectin, high amylose, less ®bre, increased nutritional
1133
density and greater lea®ness. Often the nutritional composition is improved but yield potential is lost or the improved components could have been purchased at a competitive price. Maize forage varieties should produce the maximum energy yield per hectare. The bene®ts from breeding specialist forage varieties have yet to be realized. Effective grain varieties with high forage yield potential and a high grain-to-stover ratio remain useful forage varieties. Sorghum
Sorghums are better adapted to drought, waterlogging, high temperature, low soil pH and poorer soils than maize. Sorghums are drought-resistant and become dormant in extended dry periods. They have moderate tolerance to salinity and are less costly to establish. Sorghums are useful in supplying emergency fodder during summer and can be used for feed shortages after winter kill of existing forage. Sorghums can be conserved as chopped or wrapped bale silage or utilized fresh as green chop or grazed. Sorghum forage quality declines rapidly with advancing maturity. The sorghums can be divided into two broad groups: 1. Single-cut: grain sorghum and sweet sorghums (forage sorghum) are usually harvested for silage in a single cut. They provide suf®cient quality for milking cows when harvested early. 2. Multicut: sudangrass and hybrid forage sorghum (sorghum � sudangrass hybrids) can be cut 2±3 times per season at about 1 m. Later and taller cuts produce higher yields but lower-quality feed. Single-cut Grain sorghum (Sorghum bicolor) Under favourable seasonable conditions maize will outyield grain sorghum but under less favourable conditions sorghum can produce higher yields than maize. Sorghum silage is harvested between the milk and dough grain stage. The grain content of the forage is near 50%, which is higher than maize. Special silage varieties have been developed that are taller than the dwarf grain varieties. They can yield close to 20 t DM haÿ1 and are nearly equal in quality to maize silage. The following factors in¯uence feed quality: 1. Tannin content: varieties with both low grain tannin and low plant tannin may be more digestible.
1134
FORAGES AND PASTURES/Annual Forage and Pasture Crops ± Species and Varieties
2. Low apparent digestibility of grain: near 20% of whole sorghum grain can pass into the dung undigested. Rolling the silage so 95% of grain is cracked improves grain digestion. Specialist forage varieties with high grain digestibility are required. 3. Protein digestibility: crude protein content of sorghum forage is usually higher than maize but the protein is less digestible and protein supplementation similar to maize is required. 4. Other improvements: grain sorghum forage could be improved with increased stem digestibility, stem sugar content, DM yield, stay-green and drought resistance. Forage sorghum (sweet sorghum) (Sorghum vulgare) Sweet sorghum or sorgo has tall sweet juicy stems with small grain heads and is mostly used for silage. Quality and yield are stable near harvest, with a balance between stem sugar content and grain yield. DM yields can be as high as maize but the yield of total digestible nutrients is much lower. Protein content is similar to maize, but energy content is usually less than maize. BMR varieties have been developed with similar digestibility to maize but they will lodge. Multiple-cut Sudangrass (Sorghum sudanense) Sudangrass tillers extensively and regrows rapidly. Stems and tillers are ®ner and more suitable for grazing and dry down for haymaking than other sorghum types. Flowering is day length-sensitive, which restricts running to head early in the season. Sudangrass has lower yield than sorghum � sudangrass hybrids but can be managed to produce higher-quality feed. Sudangrass hybrids have been developed from crosses of sudangrass strains. The hybrids are slightly larger plants and higher-yielding than true varieties. Sorghum � sudangrass hybrids Hybrid forage sorghums are usually developed from a forage sorghum female and a sudangrass male plant. Hybrids have more propensity to run to head than sudangrass and generally produce higher yields of lower-quality feed than sudangrass. More than 50% of the yield is in the stems. BMR hybrid forage sorghums produce similar yields but lignin is reduced and stalks are weaker and plants may fall over near maturity. BMR varieties should be harvested early. BMR hybrid forages offer real improvements so that production and quality are similar to maize when managed ef®ciently. Important sorghum antinutritional factors include:
� Prussic acid (HCN) poisoning � sulphur de®ciency
� low sodium � nitrate poisoning. Millets
Millets are useful forages for emergency sowings to ®ll feed gaps both early and late in the summer± autumn period. Pearl millet managed ef®ciently is a useful high-yielding high-quality summer±autumn forage. Short-season millets can be sown much later than other summer forages and still give reasonable DM yield. One bene®t is that they can use nutrients from a failed earlier planted crop. Millets tend to be lower-yielding than other summer crops and forages, particularly in wet and cool years. However, they can withstand dry and relatively low fertility conditions. Some millets can be grazed effectively when plants are 15±30 cm tall; any later nutritive value declines and regrowth is restricted. Hay can be made at the boot stage but thick culms make drying dif®cult. Pearl (bulrush, candle, cattail) millet (Pennisetum glaucum, synonyms typhoides and americanum) Pearl millet has the highest yield potential of all millets. It tillers profusely, has a high leaf-to-stem ratio and strong regrowth potential. Flowering is induced with increasing day length and late-maturing varieties give leafy feed late in the season. Millets mainly grow in the summer and early autumn. Protein content can be near 15% at 1.5 m, which is higher than other millets, sorghums and maize. Pearl millet is useful for hay, silage and grazing. Pearl millet crops are more susceptible to establishment failure than other summer grass annual forages and should be sown carefully with close contact between soil and seed. Japanese millet (Echinochloa crus-galli) Japanese millet has superior cold tolerance to all summer forages and will establish when soil temperature reaches 14 � C. It is the most useful forage to ®ll early summer feed gaps. Grazing is available 4±6 weeks after planting and ripe grain 45 days from seeding. DM yield is lower than other summer forages. Japanese millet is adapted to wet soils and tolerant of low pH and salinity. Late-sown millets Some millets can be used as latesown rescue crops or sown under more extreme conditions than other summer forages. Four millets, useful for these purposes, are:
� foxtail (German, Italian, Siberian or Hungarian) millet (Setaria italica)
� Siberian millet (Echinochloa colonum var. frumentace)
FORAGES AND PASTURES/Annual Forage and Pasture Crops ± Species and Varieties
1135
� proso (white French) millet (Panicum milaceum) � browntop millet Ramosum.
The following annual ryegrass types are useful for annual forage production.
Sugar Cane
Italian ryegrass (Lolium multiflorum) This is a biennial to short-term perennial which can grow in the second year but produces much less forage than from a fresh sowing. Best results are obtained by resowing each year. Doubling the chromosomes in a normal diploid varieties breeds tetraploid varieties. Tetraploids have higher sugars, higher digestibility, larger leaf and seed size and fewer but larger tillers than diploid varieties. The tillers are more open and less competitive with legumes. They are also grazed preferentially. Nevertheless, diploids often grow better, are more grazing-tolerant and regrow more rapidly, providing more grazings.
Sugar cane (Saccharum of®cinarum) is used in Brazil and other tropical and subtropical areas as highenergy roughage. Mineral content is low and phosphorus, sulphur, zinc and manganese supplements could be required. Protein levels are low and urea is mixed with the forage as a nonprotein nitrogen source. The sulphur also assists in rumen protein synthesis. Cane varieties with high sugar content should be used. The forage should be chopped just before feeding and the additives mixed in carefully. The harvested material should not be stored for more than 2 days. Sugar cane can ®ll feed gaps. Preparing and feeding sugar cane is labour-intensive.
Cool-Season Grasses Annual Ryegrass
Annual ryegrass produces high-quality feed and is used worldwide for grazing, hay and silage production. It prefers mild to warm climates: production is suppressed by low temperatures and severe cold in the winter and by high temperatures in the summer. Annual ryegrasses grow further into the summer than many other cool-season grasses, with peak growth in the temperature range 20±25 � C. Rapid establishment and long season production are shown by being quicker to the ®rst grazing than perennial ryegrass by 2±3 weeks and lasting 2±3 months longer than oats. Effective systems incorporating annual ryegrass include: 1. Overseeding into existing summer grass pastures (e.g. kikuyu, couch paspalum) to extend the growing season. Oversowing in autumn at a high seed rate will provide autumn±winter and spring feed. Annual legumes, red clover or white clover can also be combined in mixtures for oversowing to enhance feed quality. 2. Small grain and annual ryegrass mixtures when oversown provide a good seasonal spread of production. Small grains (oats, barley) provide high production in autumn to mid-winter and then ryegrass takes over in late winter and spring. 3. Oversowing into perennial ryegrass pastures to increase late autumn±winter and early spring production. The perennial ryegrass may be weakened, however. 4. Oversown in brassicas (turnips) to extend summer± autumn production into winter±spring or autumn± winter production into spring (kale, rape or pasja). 5. Cover crop for perennials (fescue, cocksfoot).
Westerwolds ryegrass (Lolium multiflorum var. westerwoldicum) Westerwolds ryegrass is a true annual, which will mature, set seed and die in the year of sowing. It has less heat tolerance than other annual ryegrasses. Short-rotation ryegrass (Lolium hybridum; Lolium perenne 3 Lolium multiflorum) The hybrids produced from perennial ryegrass and Italian ryegrass crosses are variable; some are like Italian, some are closer to perennial and some are intermediate. They usually grow more aggressively than perennial ryegrass and often have the ¯owering characteristics of Italian ryegrass. Many cultivars have been developed within each of the three types. The main differences are in maturity and resistance to disease, particularly leaf, crown and stem rusts. Annual ryegrass can usually ¯ower when day length is greater than 10 h. There are varietal differences in day length requirement. Stress speeds up ¯owering and favourable conditions hold it back. Snow cover will assist winter survival in cold climates. Annual ryegrass has a deep root system, prefers fertile soils, responds signi®cantly to nitrogen fertilizer and competes successfully with weeds and other crops. Self-regenerating annual ryegrass Annual ryegrasses are available which will regenerate from seed set in the previous year. These ryegrasses are valuable in Mediterranean climates characterized by cool and wet winters and springs and hot dry summers. Wimmera ryegrass (Lolium rigidum) Wimmera ryegrass is early-maturing, and has heavy seed set which will not germinate across the hot dry summer. It is not useful in high-rainfall environments.
1136
FORAGES AND PASTURES/Annual Forage and Pasture Crops ± Species and Varieties
Subterranean clover is often sown in combination with Wimmera ryegrass. Small-Grain Cereals
The small-grain cereals wheat, oats, barley, triticale and rye are useful as annual forages. Potential uses for small-grain cereals as forage for dairy production include: 1. Whole crop silage or hay harvested at the optimum time for accumulation of digestible nutrients haÿ1. Legumes are also sown with cereals to increase protein. 2. Double-cropping with maize to produce high perhectare production. 3. Grazing followed by growing out for hay, silage or grain production. 4. Grazing only:
� specialist crop planted for grazing may be
mixed with legumes and sown on clean seed bed or direct-drilled � oversown into existing pastures, either alone or in mixtures with annual ryegrass or legumes, to extend the season of growth of the pasture into the autumn and winter.
5. Emergency forage when stands or new sowings of perennial forage fail. Winter and spring cereals The ¯owering stimulus in different cereal varieties can be managed to produce forage from cereals in most seasons. Winter cereals need a period of low temperature before they are vernalized and will proceed to ¯owering. Spring cereals have no cold requirement and will ¯ower in response to increasing day length. Some winter cereals, once vernalized, also require increasing day length to ¯ower. In cold climates, winter hardiness is important in the seasonal distribution of cereal forage. Cereals with adequate cold tolerance are effective in very cold climates. Rye has best winter hardiness potential (ÿ25 to ÿ33 � C), followed by wheat, triticale, barley and oats (ÿ15 � C). There are large differences between cultivars in winter hardiness. Acclimatization is needed to harden off plants. Planting early allows tolerance to increase for ÿ3 � C at the beginning of autumn to ÿ19 � C by early winter. Crowns should also be well developed before freezing conditions commence (2±3 leaves are suf®cient for survival). Cold hardiness will be maintained if crown temperatures remain below freezing but hardiness declines rapidly with warm winter temperatures. Snow cover helps crowns survive
when temperatures fall below minimal survival temperatures. Varying combinations of variety, vernalization requirement, day-length response for ¯owering and sowing date provide a range of opportunities for forage production from cereals. 1. Spring sowings of winter cereal provide forage through late spring, summer and autumn, as the cereal will not ¯ower until vernalized. Spring cereals sown at the same time will ¯ower and set grain as day length increases. 2. Intercropping of spring-sown, spring and winterwheat provides earlier forage production from the spring wheat and later from the winter wheat. 3. Silage/pasture can be obtained by spring-sowing mixtures of winter and spring cereals. Silage is made from the spring cereal and the winter cereal is grazed after the silage is removed. 4. Sowing winter wheat in autumn allows grazing in late autumn and early spring but care must be taken not to graze when stems start to ascend as the growing point will be eaten and forage or grain production will be restricted. Rye is the best cereal to do this at high latitudes. Sow early to get grazing and also to increase winter hardiness. Specialist forage varieties of cereals are available, but grain varieties predominate as forage varieties, mainly for their high-level disease resistance. Specialist-bred forage varieties also need high levels of disease resistance to leaf rusts, stem rusts and viruses. Tall varieties usually produce more forage than dwarf varieties and late-maturing varieties also increase forage yield potential. Forage quality in cereals can fall rapidly with advancing maturity. The stage of harvest for hay and silage is critical in ensuring that forage of suf®cient feed quality is obtained. At the preboot stage, cereals usually contain nearly 20% protein and have an in vitro dry matter (IVDM) digestibility near 80%. By the milk stage, protein has fallen to 12% and IVDM digestibility to 62%. The stage of harvest to produce suf®cient quality for milking cows from each cereal type is:
� Rye: no later than boot preboot best, as chemicals
in the head reduce feed intake through unpalatability. Feed quality also falls rapidly. � Triticale: boot stage with less than 25% of heads with visible seed heads. Any later becomes unpalatable and intake is reduced. � Oats, wheat and barley: harvest in boot to milk stage.
FORAGES AND PASTURES/Annual Forage and Pasture Crops ± Species and Varieties
Insect pest attack should be avoided with appropriate sowing dates or controlled when infestations occur, e.g. hessian ¯y in North America. The most suitable cereal will vary between environments. The cereal which meets local climatic conditions best should be used. Choices are between the following. Wheat (Triticum aestivum) Wheat varieties are separated into winter- and spring-¯owering stimulus, soft or hard grain and red or white grain. Red grain varieties resist sprouting in the head and hard and soft grain varieties are suitable for forage. Many of the grain varieties are dwarfs, which restricts forage potential. Oats (Avena sativa) Oats are the best cereal for oversowing into existing pasture either alone or in association with annual ryegrass to ®ll feed gaps. Careful grazing management, controlling interval and height, is required to ensure that growing points are not grazed off. Oats planted in pure stands can give three grazings plus a hay crop. Oats tolerate acid and poorly drained soils but require more moisture than other cereals and are prone to heat damage and lodging. A range of maturities is available among oat varieties. Barley (Hordeum vulgare) Barley matures earlier than wheat or oats. There are two- and six-row varieties. Some have rough awns and should not be used for hay but ensiling softens the awns adequately. Barley uses moisture ef®ciently and is tolerant to salinity but is sensitive to acid soils and is responsive to soil fertility and good management Winter barley is less winter-hardy than winter wheat. Rye (Secale cereale) Rye will grow at cooler temperatures and provide later autumn and early spring pasture than other winter grains. It is the earliest of winter cereals. Early plantings in North America avoid hessian ¯y damage and it is the best cereal for autumn and spring pasture. Rye is the most winterhardy of all grains and is resistant to winter kill. Quality is maintained when used as pasture. Rye matures rapidly with declining feed quality and can be lower-quality than other small grains when taken for hay or silage. It is highly unpalatable if matured past the boot stage. Lighter and poorer soils not suitable for other cereals can be used for rye production. Triticale Triticale varieties are developed from wheat � rye or durum wheat � rye hybrids. Spring
1137
and winter varieties are available which have the potential for high forage yield. Spring types need a long growing season and will produce more silage than oats or barley. Winter triticale forage yield is usually higher than wheat. It takes longer to develop winter hardiness than wheat, so it must be sown earlier than wheat. When developed, hardiness is similar to that of wheat. Tall varieties are susceptible to lodging but shorter varieties are available. Triticale is drought-tolerant and produces adequate forage in areas with restricted water supply. In some countries triticale grain is not harvested as there is no market for it, but in Australia the grain is used in the dairy industry as a stock food.
Warm-Season Legumes Summer annual legumes produce high-quality feed in late summer and autumn in tropical and subtropical environments, when quality is declining in summer grasses and forages. Frequently, half their forage is leaf and half is stem. Leaf digestibility is near 60± 75% and stem near 50±55%. Leaf crude protein is near 20% and stem near 10%. Grazing stock should be removed when the leaves are eaten to allow regrowth. Severe cutting will restrict regrowth. Bloat occurs, but the risk is low. At the ®rst grazing, stock will avoid the legume and eat grasses ®rst. These legumes can be used in mixtures with millets and sorghums. They ®x nitrogen and supply protein to protein-de®cient summer diets. Important summer legumes include the following. Cowpea (Vigna unguiculata)
DM yield potential is 2000±3000 kg DM haÿ1 grown dry land and 8000 kg DM haÿ1 when irrigated. Regrowth is obtained if grazing is delayed to ¯owering and two to three grazings are possible. Silage taken at mid-¯owering provides the best quality. Cowpeas can also produce grain. Soya bean (Glycine max)
Yield potential in irrigated crops is up to 10 000 kg DM haÿ1. Grazing is available only once, when green pods are present. Stock reject stems when fed as hay but will eat more as silage. Late-maturing varieties will maximize yield potential. Lablab (Lablab purpureus)
Dryland yields are variable (500±5000 kg DM haÿ1) and irrigated yields up to 14 000 kg DM haÿ1 are obtained. Lablab can be grazed up to three times. It ¯owers later than other summer legumes (12±14 weeks
1138
FORAGES AND PASTURES/Annual Forage and Pasture Crops ± Species and Varieties
compared to 10±12 weeks), with a higher growth rate in autumn. Trampling tolerance is better than that of cowpeas. Silage can be cut after 12 weeks' growth. To widen the range of potentially useful summer legumes, the following can be useful in speci®c situations:
� phasey bean
(Macroptilium lathyroides) and aeschynomene (Aeschynomene americana) can be useful in wet areas which are prone to ¯ooding � alyce clover (Alysicarpus vaginalis) can be useful for late sowing for hay production; quality is retained through a 4±6-week harvest window � annual lespedezas (common Kummerrowia striata and Korean Kummerrowia stipulaceae) tolerate soil acidity and low soil phosphorus. They are adapted to infertile sites and produce highnutritive-value feed from low-input systems. There is a huge potential to develop legumes further worldwide. Many legume genera have not been effectively exploited. Domestication of wild legumes for speci®c purposes could enhance dairy productivity worldwide, particularly in tropical and subtropical environments.
Cool-Season Legumes Annual cool-season legumes are important in supplementing protein and providing a highly digestible feed source. They ®x nitrogen which stimulates grass growth and builds nitrogen fertility, but can cause bloat. These legumes are used in the following systems: 1. Pure stands are grazed or made into hay or silage. 2. They are planted with other legumes and grasses such as annual ryegrass or cereals for grazing and conservation. 3. They are used as a break crop in dryland cropping rotations. Different legumes have seasonal differences in growth. Legume seed is more expensive than grasses and seeding rates are lower than grasses but cost can in¯uence the sowing of some legumes. The erect habit of some varieties is valuable in competing with grass species. Deep-rooted species like arrowleaf and crimson clover extend green feed supply. Legume protein is highly rumen degradable. Degradability is reduced with increasing tannin content and advancing maturity. When crude protein in the diet exceeds 25%, energy is required to excrete the excess and essential amino acids are used inef®ciently. Annual types divide into two groups: (1) resown annually and (2) self-regenerating from hard seed.
Trifoliums
Trifoliums make up the largest group of cool-season annuals. Varieties with the best resistance to local diseases and insects should be used. Resown annuals
Egyptian or berseem clover (Trifolium alexandrinum) Berseem clover falls into two groups: 1. Single-cut (var. alexandrinum): unbranched or slightly branched Fahl group of cultivars which have later maturity. 2. Multicut (var. serotinum): branches from base. Mescawi group of varieties includes Bigbee and Multicut. Berseem is adapted to neutral to alkaline soils and has tolerance to salinity. Winter growth rate is better than other annual legumes and berseem also lasts longer into the spring, but it will not tolerate severe winters and requires irrigation. High yields, up to 22 t haÿ1 are possible. Conditioning helps to dry high-moisture cut forage when making hay. Several cuts are possible after autumn sowing. High growing points restrict grazing potential. A quick grazing rotation is required, with resting periods for regrowth, in contrast to set stocking or prolonged grazing. Crimson clover (Trifolium incarnatum) Crimson clover can be grazed in winter and cut for silage or hay in the spring. Crimson clover is characterized by 100% soft seed (Capera variety). It is quick to establish, grows erect, with some autumn and early winter growth, but highest production is in early spring. Crimson clover can be sown early with wheat or oats for grazing. Deep rooting extends the growing period in spring. Seed production is cheaper than for subterranean clover. Persian (shaftal) clover (Trifolium resupinatum) Persian clover has rapid regrowth after grazing and high tolerance of waterlogging and moderate salinity tolerance. It is sometimes called shaftal or giant shaftal, but shaftal is really Trifolium clusii (annual strawberry clover). There are two subspecies of Persian clover: 1. Var. majus has an erect habit, thick hollow stems, large lea¯ets, low hard-seededness (1±2%) and late ¯owering and maturity. Varieties include Maral, Leeton, Laser and Lightning. 2. Var. resupinatum has a more prostrate habit, thinner stems and smaller lea¯ets. It is earlier than majus with more hard-seededness and higher
FORAGES AND PASTURES/Annual Forage and Pasture Crops ± Species and Varieties
1139
seed yields. Varieties include Kyambro and Nitroproli®c.
produce well in acid soils 5±6 pH (CaCl2) and are tolerant to soil aluminium (2.4 cows haÿ1) and production per cow is low (� 4000 l milk per cow) in order to maximize pasture utilization. Thus the axiom is: In New Zealand, production criteria are measured in terms of milk solids per hectare. In North America, cows are invariably con®ned to feedlots and fed total mixed rations (sometimes called zero grazing). Consequently, production based on maize silage and lucerne (alfalfa) hay is high (>7000 l milk per cow). However, there is interest in grazing cows in order to reduce unit costs of production, primarily in the south where winters are milder. Nonetheless, the axiom is: In North America, production criteria are measured in terms of milk per cow. In Australia, South Africa and South America, and to a lesser extent in Europe, where the climate is harsher and less reliable than in New Zealand, supplements are brought in to ®ll feed gaps at times of low pasture growth. As a consequence, production criteria are a compromise between production per cow and per hectare.
Grazing Management should be a Win±Win Situation for Pasture and Animals Many dairy farmers simply look at pastures as a feed source for high-producing cows. However, in their natural state, pasture plants provide vegetative growth for grazing herbivores only to `entice' them to proliferate the species ± seeds are spread on the coats of grazing animals or end up in dung pats after ingestion and excretion by stock. As a consequence, `native grasses' have short vegetative periods and seed proli®cally. Man has selected in favour of vegetative top growth over root and reproductive growth. In order to exploit the high potential production of modern pasture cultivars, the environment has often had to be modi®ed (by management of soil fertility, irrigation and grazing). Grazing is one management factor that can have a major imposition on growth and survival of the pasture plant with the impact dependent on:
� intensity of grazing (re¯ected in stubble height post-grazing) (stock per unit area)
� grazing interval (or rotation interval ± period between one grazing and the next) (days)
� grazing duration (or period of occupation ± period continuously on an area of pasture) (days).
There are many systems of grazing with set stocking (or continuous stocking or grazing) at one extreme to various degrees of controlled (or intermittent) grazing, commonly known as `rotational grazing', at the other end.
Grazing Management for C3 Temperate Pastures Controlled or Intermittent Grazing
Controlled or intermittent grazing is commonly known as rotational grazing but goes by many other names, including cell, block or short-duration grazing or mob stocking. Controlled grazing involves moving cows to new pasture at `intermittent' intervals ± the intervals, intensity and duration of grazing are controlled by man rather than by the animal, as is the case in set stocking. The criteria on which movement of stock and stock numbers are based vary considerably and this often means that comparisons between `rotational' grazing systems, and between rotational and set stocking systems is often not valid. A de®nition of intermittent grazing has been given in the following terms: ``Rotational grazing rations pasture to meet the needs of the animal (as feed is rationed in a con®nement system) while protecting
FORAGES AND PASTURES/Grazing Management
the plant from overgrazing.'' By inference, when opting to `control' grazing, it assumes that the outcome will lead to better pasture growth and persistence and higher pasture utilization by stock, and that forage will be of higher quality than if the animal determines its own grazing options as in a setstocked situation. The criteria used to determine timing of grazing within a controlled grazing system are various and include: 1. Set days. This is probably the most common criterion used, with the farm permanently subdivided into a number of paddocks ± usually 20 to 35. This criterion does not consider the needs of the pasture or the animals in terms of changes in growth rate or rate of leaf maturation and hence quality. 2. Leaf area index or LAI. The leaf area index is the ratio of leaf area to the corresponding ground area, and it has been shown, for example, that the LAI at maximum growth of a perennial ryegrass/ white clover pasture is between 2 and 4. Below this there is inadequate leaf area to capture all the incoming solar radiation and above this, growth slows and net accumulation tends towards zero. The two issues with LAI are: (1) it is not practical to measure LAI on-farm, although it is a useful research tool; and (2) an LAI of 2 to 3 may maximize pasture growth but this may be beyond the period when average growth rates are maximized and after the oldest leaves have begun to senesce. 3. Pasture height. Sward height can be estimated visually or with the aid of a sward stick. It is more appropriate than `set days' as it is related to dry matter (DM) on offer (animal factor) and pasture growth (plant factor) but does not consider plant (tiller) density. 4. Dry matter on offer. This attribute is usually estimated by a rising plate meter (measures the height to which a plate of known weight per unit area (4 kg mÿ2) is held up by pasture), a pasture probe (measures the capacitance as related to leaf DM) or visually, with some training (scoring by referencing nominated ®xed areas from which DM yield is later determined), and does consider plant density. The value of this measurement is that it re¯ects pasture growth and feed availability. Recommendations are often based on a maximum pregrazing (2 leaves per tiller); and (2) Maximum grazing interval: onset of senescence of the oldest leaf after 3 new leaves per tiller have grown, with a commensurate fall in forage quality and wastage as leaves die. Water-Soluble Carbohydrates
WSC or nonstructural carbohydrates are the ®rst products of photosynthesis in the plant, and these are the labile energy source used for the processes associated with growth and maintenance, with any not immediately used being stored as plant reserves. As a consequence, the balance between photosynthesis (`source') and growth and respiration (`sinks') determines the concentration of WSC reserves in the plant (see later). Similarly, in lucerne the timing of defoliation is determined by the elongation of the crown buds. Grazing should occur before the buds grow above grazing height (or cutting height in the case of hay production). At this time, carbohydrate reserves have been replenished in the taproot of the lucerne plant. Research has shown that this optimizes both yield and persistence. Like the leaf number method in ryegrass, this results in seasonal differences in the recovery time between defoliations. The stored WSC reserves in the tiller bases of grasses are used for plant recovery after grazing as shown in Figure 1. Stage 1: 1 to 3 days after commencement of grazing In a well-grazed ryegrass pasture, most or all of the leaves are removed and only the tiller bases (stubble), containing carbohydrate (WSC) reserves, remain. Immediately after grazing the roots stop growing. The youngest leaf, which was expanding prior to grazing, must continue to extend in order to catch sunlight and produce its own WSC through photosynthesis. In the meantime, it relies on WSC reserves in the stubble for growth and respiration. If this new shoot is removed by stock, as a result of a long grazing duration (or occupation time), regrowth is substantially reduced because there is little WSC
1144
FORAGES AND PASTURES/Grazing Management Stage 1
Stage 2
Stage 3
Stage 4 leaf 4
leaf 1
leaf 1
leaf 3
remnant leaf
leaf 2 leaf 1
root growth stops
leaf 2
leaf 1 (oldest leaf remnant leaf dying) dying
root growth resumes
WSC in tiller bases (% DM)
20
15
10
5
0 0
4
8
12
16
20
24
28
Days
Figure 1 Changes in water-soluble carbohydrates (WSC) (% DM) with regrowth time (days and number of leaves per tiller) in . (Adapted from Fulkerson and Donaghy, 2001.) relation to initiation and expansion of new leaves. Movement of WSC is shown as
Stage 2: Plants are most vulnerable to grazing When the ryegrass tiller has about 34 of a new leaf, it is producing enough WSC to meet requirements for growth and respiration, and replenishment of WSC reserves begins. The roots begin to grow again. At this stage, the plant is most vulnerable to regrazing as it has very low levels of WSC reserves to again regrow. Stage 3: Minimum grazing interval At 2 new leaves per tiller, the WSC reserves are adequately replenished for the plant to cope with being grazed again and subsequent regrowth will not be restricted. In the glasshouse experiment shown in Figure 2, regrowth was not affected if plants were previously defoliated at a 2 leaves per tiller interval, provided the subsequent defoliation interval was long enough, i.e. at least at the 2-leaf stage. On the other hand, plants defoliated at 1 leaf per tiller had signi®cantly lower growth rates over extended periods. In this
5 4 g DM plant–1
left to reinitiate growth. If animals are able to graze regrowth shoots, duration of grazing is too long ± as a rule of thumb duration of grazing should be restricted to 2 days.
3 2 1 0
0
6
12 18 24 Age of regrowth (days)
30
36
Figure 2 Yield (g DM plantÿ1) of perennial ryegrass with regrowth time for plants previously defoliated once at 3 leaves per tiller (!), once at 1 leaf per tiller and once at 2 leaves per tiller (!) or three times at 1 leaf per tiller (*). (After Donaghy DJ and Fulkerson WJ (1997) Grassland Forage Science 52: 401±407.)
study, regrowth at 12 days (1-leaf stage) was related to WSC reserves according to the equation: leaf DM
g plantÿ1 0:28 0:04 WSCtiller bases
g kgÿ1 DM
r2 0:97
FORAGES AND PASTURES/Grazing Management Table 1 Yield of perennial ryegrass in the establishment year (1993) and plant density (mÿ2) in the following autumn (1994) in pastures defoliated at 1 or 3 leaves per tiller in 1993
1145
(A) 30 25
Annual yield (1993) (kg DM ha ÿ 1)
Ryegrass plants (autumn 1994) (m ÿ 2 � SD)
3 1
10 905 7 673
12 � 2.2 4.7 � 0.4
% DM
20
Defoliation interval (leaves per tiller)
15 10 5
35 (B) 0
Data from Fulkerson and Donaghy, 2001.
30
20 15 10 5 0
6
18
12
24
30
Age of regrowth (days) 1 2 No. of leaves per tiller
3
Figure 3 Concentration (% DM) of WSC (!) and crude protein (*) with regrowth time (days and number of leaves per tiller) in tiller bases of perennial ryegrass in a mixed pasture with white clover, in (A) July and (B) September. (After Fulkerson WJ et al. (1998) Australian Journal of Experimental Agriculture 38: 227±240.)
(A) 4.5 4.0
% DM
3.5 3.0 2.5 0.0 (B)
0.4 % DM
Stage 4: Maximum grazing interval After 3 leaves per tiller have regrown, the oldest leaf (leaf 1) begins to die as a new one (leaf 4) appears. As a consequence, pasture quality begins to decline and pasture is wasted, through either rejection by stock or decay of dead leaves. More frequent defoliation has also been shown to reduce survival of perennial ryegrass plants over the stressful summer period in the subtropics (see Table 1). In addition, the quality of ryegrass pastures is improved, as a feed for dairy cows, if it is allowed to regrow to over 212 leaves per tiller. Plant WSCs provide an important source of readily available energy for grazing ruminants. Thus, as expected from the pattern of change of WSC in tiller bases, WSC in the leaves accumulates with leaf maturity up until the commencement of senescence at 3 leaves per tiller (see Figure 3) after which the concentration of WSC falls as they are exported to other parts of the plant. Crude protein (CP) levels in ryegrass pastures at a vegetative stage of growth are normally too high for dairy cows. In contrast to WSC, CP is particularly high in early regrowth with a higher proportion of N as nitrates (NO3). High NO3 intake can inhibit digestion of pasture in the rumen as NO3 are converted to nitrites, and in the extreme case can cause death from nitrate poisoning. Grazing at 212 to 3 leaves per tiller improves the ratio of WSC to CP as a feed for dairy cows (see Figure 3). Potassium is another nutrient, like N, taken up by the plant in luxury levels and is normally well in excess of cow requirements (1% DM) and has been implicated in metabolic problems in dairy cattle (grass tetany, milk fever). On the other hand, the concentration of calcium and magnesium are marginally too low. Again grazing at 212 to 3 leaves per tiller improves the balance of these minerals compared to younger grass (see Figure 4). Only phosphorus declines with regrowth and this is in contrast to cow requirements. The rate of leaf appearance is almost entirely related to ambient temperature (up to a maximum temperature of 25 � C for ryegrass) such that the 3-leaf
% DM
25
0.2
0.0
0
8
16
24
32
40
48
56
Age of regrowth (days)
1 2 No. of leaves per tiller
3
Figure 4 Concentration (% DM) of (A) potassium (*) and (B) calcium (*), magnesium (!) and phosphorus (!) with regrowth time (days and number of leaves per tiller) in tiller bases of perennial ryegrass.
1146
FORAGES AND PASTURES/Grazing Management
appearance interval in spring may be as short as 12 days to over 100 days in the winter in the colder dairy regions. Leaf appearance interval can be estimated from ambient temperatures from the relationship: leaf appearance interval (days) 20 ÿ 0:55
maxm T � C ÿ minm T � C Leaf number per tiller is a logical, convenient and practical in-®eld indicator of replenishment of WSC reserves and leaf maturity, or the readiness of pasture to be grazed ± and a knowledge of its pattern of change can be used as a basis for farm layout for a controlled grazing programme. For example, an appropriate farm layout on a farm with a maximum temperature of 22 � C and minimum temperature of 6 � C in the coldest month of the year, would need 17 � 2 day grazing blocks. This would be based on: 3-leaf interval
days 320 ÿ 0:55
22 ÿ 6 34 days This would optimize pasture growth and quality on each paddock and any remaining feed de®cit for stock would need to be made up from supplements. Under this system, because total intake by stock is the same, response to supplements should remain high and constant. Another goal of grazing management should be to optimize tiller density in recognition that this has a major in¯uence on productivity of grass pastures. The management criteria here are to ensure optimal conditions (1) for tiller initiation (usually in late spring and autumn) which are primarily to allow light to reach the tiller bud at the base of the plant, and adequate availability of N; and (2) for minimizing tiller death (usually in summer) by not overgrazing. Using both `DM on Offer' and `Leaf Number per Tiller' to Control Grazing
In practice it makes sense to use both `DM on offer' (more dif®cult to measure), an animal-related criterion, and `leaf number' (easy to monitor), primarily a plant-related criterion although its consideration of forage quality also makes it animal-related, to ¯ag time of grazing. In this context, the use of either criteria alone to ¯ag time to grazing can mislead. For example, pasture 1 is growing on a relatively infertile soil and has 1600 kg DM haÿ1 on offer but is at the 312-leaf stage of regrowth, pasture 2 is on fertile soil and has 2000 kg DM haÿ1 but is only at the 112-leaf stage whilst paddock 3 has 2500 kg DM haÿ1 and is at 213leaf stage and is lodging. The choice, based on `DM
on offer' alone would be to choose paddock 2 over paddock 1, whereas paddock 1 has stopped growing but paddock 2 has potential for more growth ± as indicated by leaf number. Paddock 3 is one which should be grazed based on `DM on offer' but not leaf number ± its growth will fall due to shading and its palatability will also fall. Experience indicates it is dif®cult to utilize pastures with greater than 2500 kg DM haÿ1 on offer and still achieve reasonable levels of milk production per cow. Likewise, `DM on offer' is or could be used as the criteria for determining grazing intensity, in terms of calculating pasture intake (pregrazing minus postgrazing DM) for stock. However, as far as the plant is concerned, stubble height (4±6 cm), rather than DM, is the more important criterion. The actual pasture on offer corresponding to the 3±5 cm stubble will depend on (tiller) pasture density and this in turn is also in¯uenced by climate. For example, in cool temperate regions where tillering is proli®c, tiller density may be 8000±30 000 tillers mÿ2, whereas in warmer subtropical regions tiller density may be down to 2500±4000 tillers mÿ2. Set or Continuous Stocking
Set stocking is, in fact, not continuous grazing but intermittent grazing at the plant level, with grazing interval and intensity being determined by the grazing animal through stocking rate. In this instance, duration of grazing is not relevant. For example, studies in the United Kingdom have found that the interval between individual ryegrass tillers being grazed was 19 to 36 days at a stocking rate of 1000 kg liveweight haÿ1 but this shortened to 6 days when stocking rate was increased to 3000 kg liveweight haÿ1. At the plant level, bite size has been found to be fairly constant at 40% of pro®le height ± up until when the animal reaches the maximum capacity of a bite (which probably varies with animal size). As there is only a small variation in grazing time (h dayÿ1) there must be a sward height at which pasture intake is maximized on a pasture with a given tiller density. This has been found to be the case, and a sward height of 5±8 cm is recommended for dairy cows grazing ryegrass pastures in temperate dairy regions. This is also the range within which net DM accumulation is maximized, coinciding with maximum average growth rates. The use of a logical criterion for determining optimum stocking rate, such as sward height, overcomes a major drawback of set stocking by giving the capacity to increase (take out supplements, reduce area, close for silage) or decrease (put in supplements)
FORAGES AND PASTURES/Grazing Management
pasture availability or change effective stocking rate in a calculated way. In practice, very few dairy farmers set stock in New Zealand, Australia and South Africa but a proportion do in the United Kingdom. There are some good practical reasons why set stocking may not be attractive including: 1. Selection for the most palatable, desirable species in a pasture can be extreme with set stocking, leading to the opportunity for undesirable grasses and weeds to proliferate and dominate. 2. The inconvenience of locating and moving, say, 200 cows in a 140 ha paddock is obvious. 3. The larger the paddock the more uneven is the distribution of nutrients in dung and urine, concentrating nutrients at gateways, water points and cattle camps. 4. Damage to soil structure occurs, if stock graze areas being irrigated or that have been recently been irrigated. 5. Health problems can arise, if cows graze pasture recently fertilized with N. However, recent studies with beef cattle set stocked on pasture fertilized with up to 990 kg N haÿ1 have exhibited no health problems. However dairy cows may be more sensitive. 6. Animals select the youngest leaf which invariably has the highest concentrations of K and N. With both normally well in excess of cow requirements, this can cause metabolic problems (milk fever, grass tetany, nitrate poisoning). 7. Pasture cannot be rationed accurately and intake can ¯uctuate to extremes as growth rates stop, due to frost or moisture de®cit or surplus, unless pasture available can be altered by changing stock numbers or pasture area available. This cannot always be achieved in practice. Comparison between Set Stocking and Controlled Grazing
In general, comparisons between set stocking and controlled grazing have shown no difference to a moderate increase in milk production at higher stocking rates. Some caution is needed in interpreting these results for the following reasons: 1. Nearly all comparisons have been made at the same stocking rate and, at an equal feed requirement, the pasture actually utilized (measured as `growth') would be the same. In other words, the potential to improve utilization needs to be created by increased stocking rate to show any bene®ts. 2. There are variable de®nitions of controlled grazing. For example, having a set rotation of 1 week
1147
grazing and 3 weeks spell would be expected to be far worse than set stocking in view of the previous discussions on replenishment of plant WSC reserves and leaf maturity and senescence. 3. Practical problems are associated with continuous or set stocking as outlined previously. In this regard, 22 dairy farms in the United Kingdom were surveyed to compare production under `rotational' and set stocking systems of farming and a signi®cantly higher level of milk production was produced from the rotationally grazed properties.
Grazing Management for C4 Tropical Pastures Whereas vegetative growth of temperate pastures is generally of adequate quality for reasonable levels of milk production (� 21 l milk dayÿ1 per cow at no liveweight loss) and therefore grazing management goals are to maximize growth, utilization and persistence, management goals for C4 tropical grass are very clearly to optimize forage quality. For example, yields of over 50 t DM haÿ1 off tropical grass pastures have been achieved with optimal N fertilizer and irrigation but in practice only 6±10 t DM haÿ1 of high-quality leaf can be utilized. The aim of management of C4 grasses is to maximize availability of leaf as the metabolizable energy (ME) of leaf can be in excess of 9 MJ kgÿ1 DM while the ME of stem and stolons is usually below 7.5 MJ kgÿ1 DM. It is generally considered that 12 l milk per cow per day is all that can be derived from C4 tropical grass pastures although cows grazing well-managed pangola grass (Digitaria erianthia) and kikuyu (Pennisetum clandestinum) have been found to produce up to 15 l milk per cow per day. Kikuyu differs from other C4 grasses in a number of ways: (1) it tends to be a cooler or subtropical C4 grass, (2) it seeds from stolons when grazed or cut short and (3) it tends to be better quality if managed appropriately. Controlled Grazing of Tropical Grass Pastures
Studies in Australia have related changes in quality of kikuyu to new leaves per tiller as in ryegrass, making recommendations for grazing more applicable over regions and seasons (see Figure 5). The proportion of stem and dead material increased substantially after 4 leaves per tiller had regrown and this was re¯ected in a decline in organic matter digestibility. Thus, grazing management is geared to grazing before 4 new leaves per tiller have regrown and this could be as frequently as every 10± 12 days in summer extending to 35 days in late autumn. The aim is to graze two-thirds of the available
1148
FORAGES AND PASTURES/Grazing Management
in order to reduce N fertilizer use and improve forage quality has been largely unsuccessful in view of their cost, unreliability of establishment and extreme sensitivity to overgrazing (see Forages and Pastures: Perennial Forage and Pasture Crops ± Establishment and Maintenance). Recent attempts to select tropical legumes with more tolerance to grazing (e.g. Arachis and Vigna spp.) may allow the use of mixed pastures of C4 species in dairy pastures.
Proportion of total DM (%)
(A) 100 80 60 40 20 0
20
60
15
45
Key Decisions OMD (%)
Protein (% DM)
(B)
30
10 0
8
16 24 32 Age of regrowth (days)
40
1 2 3 4 5 No. of fully expanded leaves
Figure 5 The changes (% DM) in (A) components: leaf (*), stem (!) and dead material (!), and (B) organic matter digestibility (OMD) (*) and crude protein (!) in kikuyu grass in summer with regrowth time (days and number of leaves per tiller). (After Reeves M et al. (1996) Australian Journal of Agricultural Research 47: 1349±1359.)
pasture and then remove inedible (to milking cows) stem as it accumulates every two to three grazings using cows of lower feed requirements (dry stock) or mechanically (slashing or mulching). With many tufted tropical grasses such as rhodes grass (Chloris gayana), green panic (Panicum maximum) and to a lesser extent setaria (Setaria anceps), the practice has been to allow uninhibited growth with cows selecting leaf within a high canopy. A common recommendation has been to provide 1 t leaf DM haÿ1 to satisfy milking cows and this variously equates to 2.4 to 4 t total DM haÿ1 on offer. Intensi®cation of management by controlled or intermittent grazing management of tuft-forming tropical grasses has been ineffectual in increasing production per cow. A study found that despite changes in DM on offer from 2, 4 or 6-weekly grazed swards of rhodes grass, pasture quality did not differ signi®cantly and this was re¯ected in similar levels of milk production per animal because of the ability of animals to select their own diet. On the other hand, intensi®cation did increase milk production per hectare. The incorporation of tropical legumes (e.g. glycine (Neonotonia wightii) and siratro (Macroptilium atropurpureum)) into grass pastures for dairy cows
These are the three basic decisions every pasturebased dairy farmer needs to make every day of the year: 1. Grazing intensity: how many animals (feed requirement) and/or what area of pasture (feed availability). 2. Grazing interval: how long is each pasture area spelled. 3. Grazing duration: period grazed on a particular area of pasture. The key considerations in choosing a grazing system should be to clearly identify desirable goals. These goals will only be achieved if the grazing criteria set are relevant. For temperate species, these criteria include replenishment of WSC reserves, monitoring of leaf maturity to optimize quality and palatability and considering critical periods when tiller initiation and tiller death peak, in the recognition that tiller density is a key determinant in potential productivity of a pasture. Adherence to such criteria will ensure attainment of the goals of optimizing pasture growth and utilization, persistence and forage quality. For C4 tropical grasses, management clearly aims to optimize forage quality by maximizing leaf density at a young leaf age. See also: Forages and Pastures: Perennial Forage and Pasture Crops ± Species and Varieties; Perennial Forage and Pasture Crops ± Establishment and Maintenance; Annual Forage and Pasture Crops ± Species and Varieties.
Further Reading Cowan RT, Davison TM and Shepherd RK (1986) Observations on the diet selected by Friesian cows on tropical grass and legume pastures. Tropical Grasslands 20: 183±192. Cowan RT and Lowe KF (1998) Tropical and subtropical grass management and quality. In: Cherney JH and Cherney DTR (eds.) Grass for Dairy Cattle, pp. 84±93. Wallingford: CAB International.
FORAGES AND PASTURES/Grazing Management Davies WIC, Cromack J, Davies EI, Prytherch A and Rowlands P (1979) Continuous grazing by dairy cows. Grass and Forage Science 34: 69±70. Donaghy DJ (1998) Improving the Production and Persistence of Temperate Pasture Species in Subtropical Dairy Regions of Australia. PhD thesis, University of New England, Australia. Earle DF and McGowan AA (1979) Evaluation and calibration of an automated rising plate meter for estimating dry matter yield of pasture. Australian Journal of Experimental Agriculture and Animal Husbandry 19: 337±343. Erlich WK, Cowan RT and Lowe KF (1996) Improving the Quality of Irrigated Tropical Grass Forage during Autumn. Final report to Dairy Research and Development Corporation. Brisbane, Australia: Queensland Department of Primary Industries. Fulkerson WJ and Donaghy DJ (2001) Plant soluble carbohydrate reserves and senescence: key criteria for developing an effective grazing management system for
1149
ryegrass-based pasture: a review. Australian Journal of Experimental Agriculture 41: 261±275. Hodgson J (1966) The frequency and defoliation of individual tillers in a set-stocked sward. Journal of the British Grassland Society 21: 258±263. Hood AEM (1974) Intensive set stocking of dairy cows. Journal of the British Grassland Society 29: 63±67. Parson AJ and Chapman DF (2000) The principles of pasture growth and utilization. In: Hopkins A (ed.) Grass: Its Production and Utilization, pp. 31±88. Oxford: Blackwell. Reeves M, Fulkerson WJ and Kellaway RC (1996) Forage quality of kikuyu (Pennisetum clandestinum): the effect of time of defoliation and nitrogen fertiliser application and in comparison with perennial ryegrass (Lolium perenne). Australian Journal of Agricultural Research 47: 1349±1359. Smetham ML (1995) The management of pastures for grazing. Outlook on Agriculture 24: 167±177. Voison A (1959) Grass Productivity. New York: Philosophical Library.
GALACTO-OLIGOSACCHARIDES
1151
G GALACTO-OLIGOSACCHARIDES M Playne, Melbourne Biotechnology, Hampton, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Food-grade galacto-oligosaccharides produced from lactose are important food ingredients which impart certain physicochemical properties to the food. Food-grade galacto-oligosaccharides are important functional foods, as they also are used as a prebiotic (Table 1) to support the growth of probiotic bacteria, such as bi®dobacteria (see Bi®dobacterium spp.: Applications in Fermented Milks). The most common forms are b-1-4-galacto-oligosaccharides and b-1-6-galacto-oligosaccharides. Other related compounds, with functional properties, derived from
lactose are: lactitol (a sugar alcohol), lactulose (an isomer of lactose), lactobionic acid and lactosucrose (see Lactose: Nutritional Signi®cance of Lactose and Lactose Derivatives). Substantial tonnages of these compounds are produced commercially, and they form an important added-value use for lactose from cheese whey. Oligosaccharides and other longer-chain carbohydrates have been studied extensively during the last 20 years for their use as a prebiotic. Most studies have been conducted on fructo-oligosaccharide (FOS) and inulin, and considerable data are emerging on the health ef®cacy of FOS and inulin. Some health data on galacto-oligosaccharides are available, but are much more limited than those for FOS and inulin. In this article, production methods, uses and applications, and the bi®dogenic properties and health bene®ts of galacto-oligosaccharides are reviewed.
Table 1 De®nitions of terms relating to galacto-oligosaccharides Term
De®nition
Functional food
A food that contains (in adequate concentration) one or a combination of components which affects functions in the body so as to have positive cellular or physiological effects
Prebiotic
A nondigestible food ingredient that bene®cially affects the host by selectively stimulating the growth and/or activity of one or a number of bacteria in the colon, thus improving health. These ingredients are normally restricted to certain carbohydrates (particularly oligosaccharides), but could include certain proteins, peptides and lipids
Probiotics
Microbial cell preparations or components of microbial cells that have a bene®cial effect on the health and well-being of the host, by modulating mucosal and systemic immunity, as well as improving nutritional and microbial balance in the intestinal tract
Synbiotic
A mixture of probiotic bacteria and a prebiotic carbohydrate which bene®cially affects the host by improving the survival and the implantation of live microbial dietary supplements in the gut, by selectively stimulating the growth and/or metabolic activity of one or a limited number of health-promoting bacteria, but especially the added probiotic bacterial strain/s
Oligosaccharide
A carbohydrate composed of two to ten monomer sugar units linked together
Nondigestible oligosaccharide (NDO)
A term to distinguish those oligosaccharides that are not digested in the stomach and small intestine by acid conditions or by hydrolytic enzymes, and which reach the colon largely intact, from oligosaccharides that are digested, such as malto-oligosaccharides. NDOs include galacto-, fructo- and xylo-oligosaccharides.
1152
GALACTO-OLIGOSACCHARIDES
Historical Perspective The intestinal micro¯ora of breastfed babies contains signi®cantly more bi®dobacteria than that of bottle-fed babies. This fact has led many researchers to seek to identify `bi®dus growth factors'. Bi®dus growth factors, such as N-acetyl-D-glucosamine, panthetine, and bovine casein hydrolysates were recognized by 1955 by Gyorgy and others. Lactulose was ®rst recognized by Petuely in 1957 to be bi®dogenic. In 1971, Yoshioka showed that some oligosaccharides could be more effective than lactulose in promoting the growth of bi®dobacteria. By 1983, a number of Japanese authors had published data on the selectivity and ef®ciency of utilization of various galacto-oligosaccharides by bi®dobacteria, and the ®rst papers appeared on the effect of galactooligosaccharides on the gut micro¯ora. However, very little research was published then or now on the health ef®cacy of galacto-oligosaccharides. Between 1980 and 1988, Yakult Honsha, Snow Brand Milk Products, Nissin Sugar and Unitika (all located in Japan) took out 15 patents relating mainly to the production of galacto-oligosaccharides. By 1990, galacto-oligosaccharides were being used commercially in Japan in a number of foods and beverages, and were also used in feeds for calves and pigs. A parallel development of fructo-oligosaccharides also took place in Japan at that time. It is only CH2OH
CH2OH H OH
O H Glc OH H
H
H
Hydrolysis
H Gal H OH
OH
H
OH Glucose
Chemical Structures Galacto-oligosaccharides are formed by the enzyme b-galactosidase (EC 3.2.1.23), from lactose in a transgalactolysation reaction. This synthetic reaction occurs simultaneously with hydrolytic degradation of the lactose. Thus, a mixture of glucose, galactose, lactose and tri-, tetra- and penta-oligosaccharides are usually formed. The proportions and the structure of the oligosaccharides formed depends on the origin of the b-galactosidase used. Several structures of trisaccharide can be formed. Both 4 0 -galactosyl lactose (Galb1-4Galb1-4Glc) and 6 0 -galactosyl lactose (Galb1-6Galb1-4Glc) predominate in the commercial products. However, 3 0 -galactosyl lactose is also commonly formed. Structures of products commonly formed during transgalactosylation of lactose are shown in Figure 1. The formation of tetra- and penta-oligosaccharides also occurs, but at low concentrations, in commercial processes. While food-grade oligosaccharides are invariably mixtures of oligosaccharides (both in chain length CH2OH
CH2OH O
HO
since the early 1990s that the use of oligosaccharides started to be explored and commercialized in Europe and the United States. The prebiotic concept was born in Japan, and not in Europe as is sometimes stated.
H
H H
O
OH
O
H
H Glc OH
H OH
H
OH
HO
Isomerization
H
HOCH2
O H OH
H
H
OH
Lactose
H H O
H
O
OH HO
CH2OH
H
Lactulose
CH2OH OH H
O H Gal OH
H
OH H
H OH Galactose
Transglycosylation CH2OH OH H
O H Gal OH H
CH2OH OH H
CH2OH O
CH2OH O
O
H Gal OH
H
H
OH
H
H
H
H Gal OH
H
H
OH
O H
O
H
O CH2 H OH
OH
H
CH2OH O H
H
OH
O H
H
H Glc OH
H OH
H
OH
69-galactosyl lactose (Galβ1-6Galβ1-4Glc)
49-galactosyl lactose (Galβ1-4Galβ1-4Glc)
Figure 1 Chemical structures of products formed from lactose.
O
H
H Gal OH
H
H Glc OH
H
H
OH
OH
GALACTO-OLIGOSACCHARIDES
and in chemical structure), the pharmaceutical and chemical industries have studied extensively enzymic routes for the formation of speci®c oligosaccharides. Glycosidases (such as b-galactosidase) are less selective, and consequently less regio-speci®c, than glycosyltransferases. Glycosidases are widely available from plant, animal and bacterial cells. Glycosyltransferases however, require expensive cofactors (UDP), and their use can be justi®ed only when longer-chain speci®c oligosaccharides are required. One application of the use of glycosyl transferases is the production of synthetic human milk oligosaccharides. Food-grade galacto-oligosaccharides, although mixtures, are well de®ned and consistent in composition. This is achieved by close control of the manufacturing process (choice of enzyme/s source, temperature of process, lactose concentration, puri®cation steps).
Manufacturing Process Food-grade oligosaccharides, with the exception of lactulose, are made by three processes: (1) extraction and puri®cation from crops, e.g. soya bean oligosaccharides, inulin from chicory, (2) controlled enzymic degradation of polysaccharides, e.g. xylo-oligosaccharides, isomalto-oligosaccharides and some fructo-oligosaccharides, (3) enzymic synthesis from sugars, e.g. some fructo-oligosaccharides, galacto-oligosaccharides and lactosucrose. Galacto-oligosaccharides are formed from re®ned lactose derived from whey in a batch reactor, using one or more b-galactosidases (lactases) in sequence or together. Elevated temperatures are used (50±80 � C). The principal reason for this is to achieve a high solubility of lactose and thus to reduce water activity and push the enzymic reaction towards synthesis of oligosaccharides rather than hydrolysis to monosaccharides. Lactose concentrations of up to 400 g lÿ1 are used. The choice of enzymes is important as some sources will produce b1-4 linkages and others b1-6 linkages. Some enzymes also tend to have stronger hydrolytic activity than others. Differences are also found between enzymes in the composition of the mixture of oligosaccharides produced by them, with some producing more pentaand hexasaccharides. Generally, manufacturers appear to prefer the production of trisaccharides. Enzymes derived from Cryptococcus laurentii and Bacillus circulans tend to produce b1-4-linked galacto-oligosaccharide, whereas Aspergillus oryzae and Streptococcus thermophilus produce predominantly b1-6-linked galacto-oligosaccharide. The former enzymes are used by the Nissin Company to produce their Cup-Oligo product which is a b1-4
1153
galactosyl lactose, whereas Yakult and Snow Brand have used the latter enzymes for their products which have predominantly b1-6 linkages, although Yakult now also uses Bac. circulans to produce b1-4-linked product. The Yakult products are named Oligomate and TOS. Immobilization of enzymes has been researched to reduce enzyme cost, but it is not believed that this is used commercially. A wide range of organisms has been studied for the suitability of their bgalactosidases, and organisms like Sterigmatomyces elviae have given high oligosaccharide yields from lactose at 200 g lÿ1 at 85 � C. Following batch reaction, the product mix is decolorized and demineralized, ®ltered and concentrated to produce either a syrup or a powder. Where highly concentrated product is required, such as for Yakult's TOS100 product, further processing is required and this usually involves chromatographic separation of the mono- and disaccharides from the longer-chain oligosaccharides (Figure 2). Cost of production of galacto-oligosaccharide mixtures must be contained, as their value in the food ingredient (and prebiotic) market is limited (6 lactations) should be routinely culled, and more than 70% of the herd should be in the 3±6-year-old group. Body Condition
Because of the strong correlation between body condition score (BCS) of goats and breeding ef®ciency, young survivability and milk yield, condition scoring should be used by goat producers to evaluate the nutritional status of goats before breeding, particularly under extensive husbandry conditions. A 5-point (0, thin; 5, obese) system can be used with goats. Decreased conception and ovulation rates are associated with BCSs below 2.5 and above 4. Also, the response of goats in poor body condition to prostaglandin treatment or buck exposure is markedly delayed. For optimum reproductive performance does should be gaining condition during the breeding period and should kid in moderate to good condition (scores of 3 or 3.5). A key time to evaluate condition scores of goats is 1 month before mating. In these evaluations, thin goats should be sorted out for extra feeding and perhaps parasite evaluation. Oestrus Synchronization
Oestrus synchronization permits the ef®cient use of arti®cial insemination and the embryo transfer procedure. Additional advantages are the simpli®cation of kid-rearing, the control of sexually transmitted diseases, the freshening of goats in the autumn, assuring a supply of milk when other does are dry, and the possibility of breeding the does to the highest genetic merit bucks available for arti®cial insemination (AI).
There are several approaches for controlling heat cycles and also out-of-season mating in goats. The simplest means of synchronization is the sudden introduction of an intact buck, testosterone-treated does, androgenized castrated bucks to does with no previous contact with males (Table 1). The buck stimulus elicits rapid, pulsatile luteinizing hormone (LH) release suf®cient in length and magnitude to initiate the ovulatory process. The proportion of does responding to the buck exposure will depend principally on their nutritional status, `depth of anoestrus' stage postpartum and the intensity of the male stimulation. Another system applicable to the breeding and nonbreeding season is the administration of progesterone or progestogens via intravaginal polyurethane sponges (30±45 mg ¯uorogestone acetate (FGA); or 60 mg medroxiprogesterone acetate (MAP)), intravaginal dispensers (CIDR-Gr 330 mg progesterone), or removable subcutaneous implants (0.2±1 of the implant used for cattle; 1.2±6 mg norgestomet) for 9±21 days. Equine chorionic gonadotrophin (eCG; 375±750 IU) or human chorionic gonadotrophin (hCG)/eCG (250 IU combination product PG600r ) is given either 2 days before the end of the progestogen treatment (nonbreeding season) or at progestogen withdrawal (breeding season). If the duration of the progestogen treatment is shorter (9±11 days) than the luteal phase, it is necessary to add an injection of prostaglandin F2a (PGF2a) 48 h before the end of the progestogen treatment. The goats are generally in heat within 72 h of the end of the progestogen treatment. It is worth mentioning that when goats receive repeated synchronization treatment that include eCG, some of them develop anti-eCG antibodies, which leads to absence of oestrus and low fertility. Two intramuscular injections of PGF2a or its analogues
Table 1 Common approaches for controlling heat cycles and inducing ovulation in anovular or cycling goats Protocol a
Oestrus response (%)
Onset of standing oestrus (h)
Conception or kidding rate (%)
2 injections PGF2a 10±14-days apart FGA 16 days/eCG 250 IU FGA 11±21 days/eCG 400 IU/PGF2a MAP 13±17 days/eCG 300±500 IU MAP 11±19 days/eCG 300±500 IU/PGF2a CIDR 11 days/eCG 200±600 IU 60±70 days photoperiod (19L : 5D) 60 days photoperiod (20L : 4D)/60 days melatonin Buck stimulus Buck stimulus/norgestomet 9 days Sterile copulation/FGA 12 days
84±94 95 96 90±100 Ð 70 63±79 91±93 79±92 92 70
52±55 Ð 33 35 52±81 40±50 Ð Ð 110±115 54 40±50
55±75 58 32±67 41±81 50±67 53±75 63±80 86±93 82±85 78 53±75
a PGF2a, prostaglandin F2a; FGA, ¯uorogestone acetate; eCG, equine chorionic gonadotrophin; MAP, medroxiprogesterone acetate; CIDR, controlled intravaginal drug release; L, light; D, dark.
GOAT HUSBANDRY/Reproductive Management
(1.25±15 mg dinoprost trometamine; 62±250 mg cloprostenol) 11±14 days apart will synchronize oestrus ef®ciently only during the mating period. Mating outside the normal season can also be accomplished by arti®cial lighting, either alone or in conjunction with melatonin. To simulate long days (16±20 h light period; 16±20 L : 8±4 D) it is necessary to subject the goats, during 2 months (e.g. January and February), to `long days' (1 h supplementary light given 16±17 h after a ®xed dawn). After the light regime, goats receive 3 mg of melatonin orally, by implant or by daily injection for 60 days, followed by induction of ovulation by the `buck effect'. Embryo Transfer
For progressive breeders, embryo transplantation is another reproductive management tool. This process involves:
� oestrus synchronization of the donor and recipi� � � �
ents superovulation of the donor fecundation of the donor recovery of the embryos transference of embryos to recipients.
Donor and recipients are synchronized using any of the techniques described previously. Superovulation is achieved through the administration of high doses of gonadotrophins. Common protocols for superovulation include a single injection of 1500± 2000 IU eCG or a total of 20 mg follicle-stimulating hormone (FSH) administered twice daily for 4 days (starting on day 7 after the initiation of a 9-day progestogen treatment) in descending doses of 4, 3, 2 and 1 mg. Superovulatory response to eCG has been variable and is lower than in an FSH-induced superovulation. Superovulation with eCG brings about short, irregular oestrous cycles and a high number of nonovulated follicles. Acceptable ovulation rates in does after FSH treatment range from 10 to 25. Embryo recovery can be accomplished by surgical and nonsurgical methods. The success rate achieved with transcervical embryo collection is comparable to the alternative techniques (laparotomy or laparoscopy). For surgical recovery, the donor doe is anaesthetized 3 to 5 days after mating, using halothane or barbiturates. A midventral incision permits ¯ushing of the oviducts and uterine horns with 20±50 ml of embryo ¯ush medium (e.g. phosphate-buffered saline (PBS) with 1% foetal calf serum) for the recovery of fertilized (cleaved) eggs. After microscopic inspection, all normal embryos can be used for fresh transfer (surgical or laparoscopic procedure), temporary storage (cultured for 1±2 days at 39 � C in
1255
bicarbonate or PBS media and slowly cooled to below 10 � C for a further 2±3 days or incubation in the amniotic cavity of a developing 4-day-old chick embryo) or long-term storage at ÿ196 � C in liquid nitrogen. Pregnancy rates following transfer of goat embryos range from 45% to 80%, according to the quality of embryos, nutritional status of the does and transfer expertise. Management of Natural Serving Bucks
Despite the overwhelming evidence of the genetic advantage of arti®cial insemination over natural service by bucks, many dairy goat producers consider the use of natural service to be bene®cial to their reproductive management approach, particularly under extensive conditions. Under these circumstances, bucks should pass a breeding soundness and a genetic merit evaluation before being used, and the test should be repeated at least once a year at the beginning of the mating season. The genetic merit evaluation should examine production records of all available daughters, including cases of possible genetic defects. The breeding soundness examination must evaluate physical soundness and structural defects that could affect the ability to mount and serve, as well as libido and semen quality. General physical examination The physical examination should focus on conformation of the feet and legs, body condition, stature, testicles, eyes, teeth and heritable conditions. A common structural fault that may limit the desire to mate is the `post-legged' conformation (rear legs too straight), which increases pressure on the pasterns and provokes overgrown hooves. To be a satisfactory potential breeder, particularly under extensive conditions, a buck should not have arthritis and overgrown hoofs, and his BCS should be between 3 and 4, in order to withstand the stress during the breeding season, which can lead to a considerable weight loss (0.5 kg daily under range conditions). Bucks on a good plane of nutrition that may cause weight gain will have higher testicular mass, exhibit more mounting libido and ejaculations, and can induce more does to ovulate than those on de®cient diets. It is important to note that testicular size, and thus spermatogenesis, responds to improved nutrition even during the nonmating season. Deworming and extermination of external parasites before the breeding season is prudent. Teeth should be complete and in good condition, because poor teeth can adversely affect the buck's ability to maintain body condition, particularly if he is rangebred. Finally, it is necessary to discard polled bucks, because sterlite intersexuality is a condition linked to
1256
GOAT HUSBANDRY/Reproductive Management
the polled trait, and other heritable conditions (e.g. upper or lower brachygnathia). The genital examination This examination involves palpation of the testicles and epididymis, and auscultation of the scrotum for size, symmetry, consistency and pathological changes. Both testes should be oval, with a smooth, regular outline and a slightly turgid, resilient texture. Scrotal circumference correlates highly with testicular and epididymal sperm content, although the direct relationship of a buck's scrotal size to fertility is unknown. The circumference of the scrotum is measured with a ¯exible tape, at the site of the testicles' largest diameter. Although criteria for minimally acceptable scrotal size have not been established for bucks, Table 2 shows typical values for fertile bucks of different breeds used in milk production systems. Palpation of the head of the epididymis is particularly important in homozygous polled bucks, because sperm granuloma, the result of blind efferent tubules, is common in these animals. The penis and prepuce is examined while an ejaculate is being collected. The skin of the prepuce should be thin and pliable, without in¯ammatory or proliferative lesions. Common penile and preputial lesions include those of traumatic origin, such as lacerations and haematomas. Also, hypospadias (incompletely formed penis and sheath) and obstruction of the urethral process due to urinary calculi have been observed in bucks. Fertility examination This examination consists of three components: evaluating the libido, the ability to mount the female and the quality of semen. The goat industry has no standardized procedure for evaluating the libido or mounting capacity of bucks. However, sexual behaviour can be evaluated during
the semen collection process, when bucks are brought in contact with does in oestrus. Typically, a buck with good libido shows an immediate and intense desire for does, and this desire is manifested by restlessness, pawing, intense and tenacious chasing of does if they are not fully in oestrus and exhibition of the ¯ehmen reaction after urination of the doe. Bucks also show precopulatory activity, such as nudging the doe with the head, ¯exing the foreleg against the doe with short, choppy, kicking motions, lowering and tilting the head sideways while uttering low-pitched babbling vocalizations and visible tongue play. Semen collection can be accomplished by using an arti®cial vagina or an electroejaculator. When the arti®cial vagina is employed, it is held next to a buck (used as a dummy) or a doe in heat, and the buck's penis is diverted from the doe to the arti®cial vagina. Fortunately, the intense libido of most bucks make this procedure easy. Also, ejaculation can be induced by the electroejaculator. The disadvantage of this method is that it does not allow the evaluation of libido or the ability of the buck to mount and mate a doe. Besides, some bucks ejaculate into their penile sheath, so that the penis can not be examined. As with males of other species, semen quality is determined basically by volume, concentration, motility and morphology. Typical semen values are shown in Table 2. Caution should be taken when bucks are examined during the nonbreeding season (spring and summer above latitude 35� N), because a reduction in testis size, libido and motility of spermatozoa is expected during this period. The appropriate number of ejaculates needed for the evaluation of sperm quality has not been established, so elimination of a buck suspected of subfertility should be based on at least two examinations of different ejaculates. No ®rm guidelines have been developed
Table 2 Selected characteristics of scrotum and semen of mature bucks during the mating season, of different breeds utilized in intensive and extensive milk production systems Breed
Scrotal circumference (cm)
Volume of seven (ml)
Sperm concentration (x 10 6 mlÿ1)
Motility of sperm (%)
Abnormal sperm (%)
Live sperm (%)
Saanen Alpine Toggenburg Nubian Granadino Barbari Jamnapari Beetal Sudanese Nubian Mexican Criollo
27.4 25.4±27.3 26.3 26.1±28.5 26.0±27.0 Ð Ð Ð 20.6 26.8±27.7
0.72±0.96 1.1 1.0 1.1±1.5 1.5 0.8±1.0 0.6±1.1 1.7 1.5 1.0±1.3
2780 2115 2425 1770±2650 1799±2890 1920 2293±3650 2671±2820 1600 2580
90 67 Ð Ð 71 79 74±80 80 89 73
6.2 5.0 5.6 9.0 5.0±6.0 Ð Ð 5.7 6.7 5.6±6.5
82±85 90 Ð 82 90 71±84 71±90 81 86 88
GOAT HUSBANDRY/Reproductive Management
to classify bucks according to semen, libido and testis characteristics. Thus, bucks would be classi®ed as either sound, questionable or unsatisfactory according to the experience of the examiner.
Mating Management Breeding Guidelines
In general, under extensive grazing systems a ratio of one mature buck in good body condition for every 60 does is appropriate, even if most does come into heat during a 1-week period. This mating load does not compromise kidding rate because bucks are able to increase service rates as the number of does in oestrus increases, performing, on average, 9 copulations daily in a 3-week mating period. With hand-mating systems, mature bucks can be individually mated with 60 does in a 30-day period, with no risk of a reduction in the number of pregnant does. Under grazing conditions, the optimal length of the mating period is 4 weeks. During this period, if pregnancy fails to be established at the ®rst mating, most does have a second opportunity to become pregnant. This is because introduction of the buck results in an earlier and relatively synchronized ovulation (2.2 to 2.8 days after the introduction of bucks), although a great proportion of does induced to ovulate, particularly noncyclic animals, present a short ovulation cycle (average 5.3 days) and do not exhibit oestrus. Pretreatment of anovular does with progesterone eliminates premature luteal regression and silent heats in goats responding to the buck stimulus. In those goats with short cycles, the ovaries are restored to normal function at the second ovulation. Kidding rate is not further improved with mating periods longer than 4 weeks. The mating season and the number of mating periods during the year is dictated primarily by the prevailing agroclimatic conditions of the goat operation, the market for the goats' products and the
1257
natural mating period of the goats utilized. Under extensive conditions in arid zones, and with goat operations focusing on milk production, the mating season should start 5 months before the rainy season in order for the lactation to coincide with the months of good natural nutritional conditions.
Gestation Management Pregnancy Detection
An early assessment of reproductive performance is essential for optimal reproductive results, especially for a seasonal breeder such as the goat. This information enables females requiring repeat breeding or insemination to be identi®ed and allows the separation of pregnant and open does for differential management. Therefore, in both intensive and extensive systems, pregnancy detection should be a part of routine management. A variety of approaches have been explored for the early detection of pregnancy and possible foetal numbers (Table 3). The easiest and cheapest method for pregnancy detection (or, more accurately, for the detection of oestrus) is to expose does to a mature buck, which has been surgically altered to prevent copulation, from day 18 to 24 after mating (hand-mating systems) or 30 days after the end of the mating period (extensive conditions). In both cases, accuracy of nonpregnancy diagnosis is above 86% (Table 3). A serious disadvantage of this method is the failure to detect oestrus when goats pass into anoestrus immediately after breeding. The most promising and versatile technique currently available for pregnancy detection in goats is the use of real-time ultrasound scanning. Transabdominal scanning (linear array and sector scanners) allows reliable pregnancy diagnosis at 35 days of gestation, whereas transrectal examination (5 and 7 MHz linear-array transducers) will reduce this period further to 25 days, although the correct determination of twinning is possible after day 40.
Table 3 Comparison of some techniques for pregnancy diagnosis in goats Technique
Time of diagnosis (days)
Foetal numbers
Accuracy (%)
Practical application
Oestrous observation after mating Abdominal palpation Progesterone assay kit Real-time ultrasound (transabdominal) Real-time ultrasound (transrectal) Rectal abdominal palpation Abdominal circumference
18±30 61±70 20±24 35±50 25±30 55 68±90
No No No Yes Yes No No
86±92 70 82±88 91±100 Ð 94±97 85
High Moderate Moderate High High Low Moderate
1258
GOAT HUSBANDRY/Reproductive Management
Another reliable and commercially practical method to detect pregnancy as early as 21 days postinsemination under ®eld conditions is the measurement of milk or blood serum progesterone levels. With commercial kits, the intensity of the colour of the sample in the test tube is inversely related to the progesterone concentration in the sample. Thus does are deemed to be positive if a pale colour appears in the sample. The accuracy of the test is high, as an indicator of both pregnancy and nonpregnancy, but it does not distinguish between pregnancy and pseudopregnancy. Despite the introduction of this animal-side testing for blood or milk progesterone by enzyme immunoassay (kits designed for cattle can be used in goats), this procedure is not expected to ®nd widespread application in goats. Both ultrasonography and progesterone testing require skill and experience, and kits and equipment for these procedures are expensive, making their general use prohibitive for goat operations under extensive conditions in developing countries. Therefore, under these circumstances, teasing of the doe with the buck for a brief period after the breeding season is the most practicable method of detecting nonpregnant does. Another quick, simple, cheap and relatively accurate technique for pregnancy diagnosis in small ruminants is rectal±abdominal palpation. However, the risk of rectal damage from bruising, abrasion or perforation, and the occurrence of abortion, is relatively high, which makes this procedure unattractive for goat-owners. The abdominal palpation method is another practical and simple method for pregnancy diagnosis in goats, although its accuracy is moderate. The method consists of lifting the abdomen repeatedly in front of the udder, with the goat in a standing position. If the goat is pregnant, the foetus will be felt to drop on to the palpating hand. Finally, at the beginning of the 3rd trimester of pregnancy, an increment of approximately 7 cm in abdominal circumference is a fairly reliable indicator of pregnancy. Pregnancy Losses
One important goal of any gestation feeding programme, particularly under extensive conditions, is to maintain the condition of goats during mid- to late pregnancy in order to avoid embryo losses or abortions of nutritional aetiology. Unfavourable nutritional conditions during pregnancy result in high embryo losses or abortion `storms', whose incidence in commercial ¯ocks can be above 50%. Thus, in many areas and under extensive conditions, abortions together with kid mortality constitute the major
causes of reproductive losses. Abortion due to nutritional stress is triggered by a drop in blood glucose concentration, which initiates hyperactivity of the foetal adrenal glands, resulting in elevated oestrogen levels and expulsion of the foetus. Subnutrition can also trigger a chronic hyperadrenocorticism which results in foetal death and subsequent abortion. Thus, abortion can be prevented by adequate nutrition during pregnancy, because this reproductive problem can be considered a temporary reaction to a negative energy balance. See also: Body Condition: Measurement Techniques and Data Processing. Bull Management: Artificial Insemination Centres. Dairy Animals: Goat Breeds. Gamete and Embryo Technology: Multiple Ovulation and Embryo Transfer. Goat Husbandry: Feeding Management. Mating Management: Artificial Insemination, Utilization; Fertility. Oestrus Cycles, Control: Synchronization of Oestrus; Synchronization of Ovulation and Insemination.
Further Reading Amoah EA and Gelaye S (1997) Biotechnological advances in goat reproduction. Journal of Animal Science 75: 578±585. Baril G and Saumande J (2000) Hormonal treatments to control time of ovulation and fertility of goats. 7th International Conference on Goats, 15±21 May, Tours, France, pp. 400±405. Chemineau P, Baril G, Leboeuf B, Maurel MC and Cognie, Y (1996) Recent advances in the control of goat reproduction. 6th International Conference on Goats, 6±11 May, Beijing, China, pp. 776±784. Cognie Y (1999) State of the art in sheep±goat embryo transfer. Theriogenology 51: 105±116. Delgadillo JA and Malpaux B (1996) Reproduction of goats in the tropics and subtropics. 6th International Conference on Goats, 6±11 May, Beijing, China, pp. 785±793. Gordon I (1996) Controlled Reproduction in Sheep and Goats. Wallingford: CAB International. Hesselink JW and Taverne MAM (1994) Ultrasonography of the uterus of the goat. Veterinary Quarterly 16: 41±45. Ishwar AK (1995) Pregnancy diagnosis in sheep and goats: a review. Small Rumininant Research 17: 37±44. Walkden-Brown SW and Bocquier F (2000) Nutritional regulation of reproduction in goats. 7th International Conference on Goats, 15±21 May, Tours, France, pp. 389±395. Walkden-Brown SW and Restall BJ (1996) Environmental and social factors affecting reproduction. 6th International Conference on Goats, 6±11 May, Beijing, China, pp. 762±775.
GOAT HUSBANDRY/Multipurpose Management
Multipurpose Management G M Wani, Sher-e-Kashmir University of Agricultural Sciences and Technology, Srinagar, Kashmir, India Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Only 12.5% of this planet is land, most of which consists of swamp, hot and cold deserts, fallows, marginal land and mountains. Consequently, there is competition between humans, animals and plants for the land resources available, which is gradually shrinking. The goat, because it is able to utilize less favourable marginal environments and to thrive under dif®cult conditions, is found almost everywhere. This is attributable to its ef®cient utilization of food material, disease tolerance, reproductive capacity and its adaptabilty, not least to different farming systems. Apart from the dog, the goat was the ®rst species to be domesticated. The husbandry of any animal species is dependent on its relationship with humans (governed by socioeconomic, political, religious and cultural factors) and its relationship to the land (governed by geographical and climatic factors). Goat farming, because of its low capital investment and quick economic returns, has been integrated into ¯exible and vulnerable animal agriculture production systems. As a source of milk, meat, ®bre, skin, hair, horns, manure and other valuable byproducts, goat husbandry calls for multifunctional management systems. These management systems range from the extensive (e.g. free-grazing on common land, ranching) to the intensive (e.g. zero grazing, tethering or stall-feeding and tethering). Many combinations of these systems exist. Flock size varies with the management system adopted and ranges from singles (tethering) or tens (stall-feeding) to hundreds (group grazing or semiintensive) or thousands (extensive, zero-input management systems).
Origin and Domestication of Goats Evidence from areas of modern-day Iraq, Iran, Jordan, Turkey and Palestine shows that goats were domesticated as long ago as 7500±7000 BC. This is supported by the ®nds of toy goats from the cities of Harappa and Mohenjo-Daro (Pakistan).
1259
Three sources of the domestic goat have been identi®ed:
� the bezoar goat (Capra aegagrus) is thought to be the origin of Western Asian goats
� the ibex or wild goat (Capra ibex) has been traced as the origin of Asian, East African and European goats � the markhor (Capra falconeri) is thought to be the ancestor of the Cashmere (Pashmina) goats found in Afghanistan, Mongolia, the former USSR, China, Kashmir and across the Karakoram hills.
Archaeological and molecular evidence tends to support the above theories, but more recent studies suggest that the goat has Zagoros±Iranian roots. Descriptions from the ®fth century BC trace Angora (Mohair) goats to central Anatolia. Ancient GraecoRoman papers on agronomy and natural history from this period also refer to goats and the references to goats in the Bible, Torah, Koran and other ancient writings point to their existence since ancient times. The present-day domestic goat was named Capra hircus by Linnaeus in 1758, and it was mentioned in a livestock inventory compiled by Buffon in the mideighteenth century. Goats were ®rst classi®ed by Sanson in 1886, on the basis of ear shape. However, with the advent of modern cytogenetic and biometric evidence, these old classi®cations have been replaced by a classi®cation based on genes speci®c for coat colour and for ear or horn variants. Coat-colour variants and intersexuality associated with hornlessness are common worldwide.
Distribution and Economic Contribution of Goats The majority (67%) of the world's goats live in Africa and Asia, but they thrive in all environments, whether temperate, tropical, arid, humid, semihumid, or hot or cold desert. Developing countries with poor economies have more goats (94%) than developed industrialized nations, and most are reared for meat, milk and ®bre. Other byproducts, such as hides, bone and hair, are also utilized. The meat and milk contribution from goats for a variety of countries is shown in Table 1. The annual growth rate in the production of chevon (goat meat) in Asia and Africa is about 4±6%, while that of milk is 2±3%. It is estimated that about 89% of goats in the world are reared for meat; the nutritional values of goat meat are shown in Table 2. Goats' milk is considered wholesome and easy to digest, and its fat and protein contents are similar to those of human milk, making it ideal for human
1260
GOAT HUSBANDRY/Multipurpose Management Table 1 Goat meat and milk contributions to diets Country Algeria Bangladesh China Cyprus Greece Haiti India Indonesia Iran Lebanon Mali Mexico Nepal Somalia Sudan Syria Turkey a
Meat (%) 29.6 27.3 30.8 21.7 11.9 42.6 16.5 14.3 2.9 9.6 5.4 11.6
Table 3 Composition of goats' milk
Milk (%) a
Item
Content
12.8 55.2 3.0 20.0 24.8 56.0 3.0 28.8 24.2 24.4 42.7 4.1 6.2 51.0 15.8 6.1 9.0
Total solids (w/w) Lactose Fat (w/w) Protein Casein
12.9% 4.4% 4.1% 3.5% 3.1%
Minerals Potassium Calcium Phosphorus Sodium Magnesium Zinc
0.8% 204 mg lÿ1 134 mg lÿ1 111 mg lÿ1 50 mg lÿ1 14 mg lÿ1 0.3 mg lÿ1
Vitamins Ascorbic acid Pantothenic acid Niacin Ribo¯avin Thiamine Vitamin A
1.3 mg lÿ1 0.31 mg lÿ1 0.28 mg lÿ1 0.14 mg lÿ1 0.048 mg lÿ1 185 IU lÿ1
Fatty acids C4:0 C6:0 C8:0 C10:0 C12:0 C14:0 C16:0 C18:0 C16:1 C18:1 C18:2 Cholesterol PH
0.13 g lÿ1 0.09 g lÿ1 0.10 g lÿ1 0.26 g lÿ1 0.12 g lÿ1 0.32 g lÿ1 0.91 g lÿ1 0.44 g lÿ1 0.08 g lÿ1 0.91 g lÿ1 0.11 g lÿ1 11 mg lÿ1 6.6
% of all milk produced in the country (FAO, 1993).
Table 2 Nutritional value of chevon (goat meat) Item
Content
Moisture Protein Fat Minerals Calcium Phosphorus
72.2% 21.4% 3.6% 1.1% 12 mg 100 gÿ1 193 mg 100 gÿ1
nutrition (Table 3). It contains smaller fat globules than cows' milk (3.5 mm compared to 4.5 mm) and has different protein polymorphs and high levels of short-chain and polyunsaturated fatty acids.
Economics of Goat-Keeping ``The goat is a poor man's cow'', said Ghandi. Indeed, if investment costs are considered, a goat producing 750 kg of milk annually can be equivalent to a cow producing 3750 kg of milk annually. Goat-keeping requires very little capital investment in equipment and housing and is ideally suited to poor economies. Shelter from the elements vary from a `kan' box or a brick wall to a bamboo house or a low-cost wirenetting and masonry shed. (Figures 1 to 4). Low feed and fodder requirements, early puberty, short gestation and high proli®cacy (i.e. twins, triplets and quadruplets) are added advantages. The Latur District of Maharashtra in India, after being struck by a devastating earthquake in 1993, focused on goat-farming as part of its rehabilitation
From US Department of Agriculture Handbook (1976).
programme. It was found that 10±12 female goats yielded suf®cient pro®t (Rs 50±200 per goat) to sustain the unit. Studies in Etawah, also in India, on 64 families in three villages, revealed goat-farming to be a pro®table small-scale enterprise. The pro®table holding size ranged from 1 to 10 head per unit, and involved 76 adult work-days and 20 child work-days a year. In a study in Bangladesh, 200 households were getting 0.2 kg dayÿ1 of milk from rearing goats. With a body weight gain of 25 kg dayÿ1 and a kidding rate of 2.0 per goat, this was pro®table under a zero-input system. A study in India of the relative economic bene®ts of different ruminants revealed goats to be 130% superior to cattle under free-range grazing conditions and 250% superior to sheep under sedentary and migratory systems. Studies in Pakistan showed that goats were 40±60% more pro®table than sheep. In
GOAT HUSBANDRY/Multipurpose Management
1261
Figure 3 Bamboo house as goat shelter.
Figure 1 Kan box as goat shelter.
Figure 4 Wire-netting and masonry goat shelter.
with no resources and for labourers without land. In Mexico, it was found that rearing 50 goats haÿ1 gave a net return of $US417 haÿ1, which was a far better return than other agricultural operations.
Figure 2 Small brick wall as goat shelter.
Malaysia, the cost of producing 1 litre of goats' milk was half that of 1 litre of cow's milk. A cost±bene®t analysis of a dairy-goat agroforestry management system in Guatemala revealed net pro®ts of 13% during the ®rst year, which subsequently increased to 200%, excluding labour and incidental costs. All goat-farming models tested were pro®table and provided employment opportunities; the goats were also a source of protein for the households. Because the farmers involved only held small amounts of land, they were unable to rear larger ruminants. Further experiments have demonstrated that goats produce more meat and milk per unit weight or feed input than sheep, camels or cows. Many studies in Africa, China, India and Mexico have shown goats to be an economically viable option for poor farmers
Biological Advantages of Goats Goats mostly occupy marginal lands, with low rainfall and poor soil, that are un®t for cultivation (Figure 5). However, they have certain biological advantages over other ruminants. Unlike cattle, which have a large buccal cavity and swallow a large bolus after grazing, goats nibble selectively and swallow a small bolus. They also browse on leaves, which they carefully select rather than biting at the whole plant (Figure 6). As a result, the plant matter eaten by goats contains more nutrients than that eaten by other ruminants. They also obtain more energy per bite and therefore they need a proportionately smaller volume of food. Experiments have shown that, if desirable browse plants are maintained and stocking rates are properly balanced, goats will have little competition from other grazing animals. Any deterioration of the environment is caused by unrealistic stocking rates
1262
GOAT HUSBANDRY/Multipurpose Management
Figure 5 Goats grazing on fallow lands.
Figure 6 Goats browsing in Rajouri (India).
and cutting of wood (Figure 7) rather than by the grazing or browsing of goats in areas where crops have been harvested (Figure 8). Close-harvesting of ground vegetation is more harmful to the soil (Figure 9) than grazing by goats (Figure 10).
Soil±Plant±Goat Relationship This relationship determines the husbandry and management system of a species. Most of the grasslands in the world have been overgrazed by sheep and cattle but only scrub vegetation is utilized by goats. Their feeding habits (see above) make them less destructive to ground vegetation, the loss of
Figure 7 Cut wood: Who is the destroyer, man or goat?
Figure 8 Goats grazing on stubble ®elds.
which leads to soil erosion. They are lighter in weight than other ruminants and do not cause as much disturbance to the soil. In addition, their urine and droppings enrich the soil and aid plant propagation by dispersing seeds. It is therefore dif®cult to see why the goat should be a subject for environmental concerns, given an appropriate stocking rate. A stocking rate of 3 goats haÿ1 does not affect soil texture under semi-arid and arid conditions, and increased stocking rates may be sustained in temperate pastures and humid, tropical and subtropical conditions. Recently, goats have been put to bene®cial environmental use in the control of herbaceous weeds, shrubs and noxious plants (Lantana, Tithonia,
GOAT HUSBANDRY/Multipurpose Management
1263
milk, in varying degrees of importance according to the situation. Meat and Fibre
Most goats (65%) are found in arid and semiarid areas. The people who rear goats in these situations are either landless or wandering labourers with their unemployed families. These nomadic people require goats which can withstand water deprivation for days and which can digest low-quality forage during their long migrations. Breeds such as the Bedouin of Africa, Khagani of Pakistan, Bakarwal of Kashmir and Cashmere (Pashmina) of Mongolia can take in large amounts of water when it becomes available with no adverse effects on the rumen. The management objective under these situations is mostly meat or ®bre, milk and other byproducts being secondary.
Figure 9 Forest grasses harvested and stocked.
Milk
In subhumid parts of the world, where 16% of goats are found, and in some other climatic zones, the farming system is attuned to a tree±crop integrated management system, based on subsistence goat production and management by individuals not groups of people. These individuals range from a few hobby goat-keepers to landless labourers. The management objective of this group is milk for use at home or for limited sale. The goat is also an insurance against hard times or illness. In this system, labourers work in crop-rearing or plantation establishments during the day and bring home twigs, leaves, byproducts or waste to feed their goats. At times, the goats are tethered in shade or in the farm area where their owners work (Figure 10). Such small-scale goat-keeping systems are mostly aimed at milk production. The 9% of goats reared in humid environments, under a combination of stall-feeding and zero grazing, are also raised for milk. Figure 10 Tethered goat under integrated management.
Nasella trichotoma, Rubus fruticosus and Rosa rubiginosus) in forests, as well as in the creation of ®rebreaks.
Goat Husbandry: Management Objectives Goats are husbanded in areas of poor economic conditions with the aims of producing meat, ®bre or
Meat, Fibre and Milk
In areas of range and pasture land, where goatrearers have no land tenancy rights, the extensive management system makes optimum use of what is available. In this almost zero-input type of management, meat or ®bre for marketing is the objective. In subsistence, village-based, agropastoral situations, goats are kept for milk and feed on fallow-land vegetation, roadside tree loppings, browse and grazing, supplemented with crop residues. Home consumption rather than marketing is the main objective.
1264
GOAT HUSBANDRY/Multipurpose Management
Other Objectives
Apart from the above purposes, goats are also reared as an insurance on future investments. In the event of crop failure, for example, goats can be sold to buy seeds and other goods. They are also kept for religious rituals and other customs, such as the buck®ghts held on festive occasions in Mongolia. Their horns and hooves are trimmed to serve as ornaments and aphrodisiacs, and their blood and bones serve as meal for poultry. They are used as pack animals in Nepal, Bhutan, Sikkim and Ladakh. Their silky white hair is used for ®shing lines by farmers on the east coast of Mali, and Cashmere and Mohair ®bre is highly prized for textiles.
Goat Husbandry: Management Systems The various management systems have been named differently by different authors. For a better understanding of their purpose and characteristics, the systems have been grouped into four categories, as shown in Table 4. The breeds of goat, the countries where they are found, and the management systems and objectives are summarized in Table 5. Subsistence
Subsistence means `maintaining existence'. These goats are reared not for commercial purposes but to help and sustain the individual farmer's domestic needs. Such goat-keepers are mostly smallholders, landless labourers or marginal farmers. This is the predominant system in semi-humid and humid climatic zones, although it is also found in other zones. In this system, one or a few goats are reared by the farmer. The goat is mostly kept indoors but is also tethered outside for some time during the day. This system is usually associated with an intensive agricultural system, such as rice paddy, wheat or plantation crops, e.g. sugar cane, rubber or fruit trees. Tethering may be combined with grazing, i.e.
the goats may be tethered in a grazing area or moved onto roadsides, bunds or river banks for grazing. Usually, the owner ®nds time during his work on a crop-intensive venture to feed tree leaves or loppings to his goats, which are tied up in the shade of a tree, held in corrals or in the charge of children. Sometimes, a child may take a group of such goats to graze in stubble ®elds (Figure 8), alongside canals or on common land. Women bringing lunch to workers in the ®elds may also take charge of the goats for a time and, with their children, also feed the goats on loppings, leaves, cut grass, waste materials or crop residues when at home. In small urban and rural areas, goats are sometimes let loose to browse on roadside trees and hedges. Hobby goat-keepers also keep their goats housed, after letting them browse in the garden or communal compounds. In India and other developing countries, some urban households rear small goats on kitchen waste and freely available browsing materials. The Barbari in India is one example of a breed used for this purpose. Intensive System
This system requires permanent housing and equipment for feeding, watering, milking, etc. A commercial venture, it is mostly aimed at producing milk or milk products, such as cheese (France) and goatmeat products (e.g. kebabs in Turkey). The goats are kept indoors (zero grazing) and stall-fed. This system is common in industrialized countries where waste materials are used to rear goats. It is combined with various agroforestry systems and is applied mainly to dairy goats. In developing countries, it has been propagated through government-owned farms. The smaller and more compact goats are better suited to this system than the larger, hardy, longlegged or hairy breeds. The Saanen, Toggenburg, Barbari and some East African breeds, for example, are suited to stall-feeding. This intensive production system involves intensive fodder production and supplementation with balanced feeds throughout the
Table 4 Goat management systems System
Synonyms
Purpose
Subsistence (S) Intensive (l) Semi-intensive (SI)
Tethering, sedentary Stall-feeding, zero grazing Grazing with night penning, browsing with supplementation Transhumance, migratory zero-input system, free-grazing system, open-range system, ranching
Milk Meat and milk Meat, ®bre and milk
Extensive (E)
Meat, ®bre and milk
GOAT HUSBANDRY/Multipurpose Management
1265
Table 5 Breeds of multipurpose goats and their management systems worldwide Goat breed
Country
Purpose a
Management system b
Alpine Altai Mountain Anatolian Black Anglo-Nubian Angora Angora Barbari Beetal Benadir Bhakerwal Bhuj Black Bengal Boer Canary Island Carpathian Cashmere Chamois Changthangi Chapper Charneguerg Chegde Polled Chegu Chengdu Corsican Damascus Dera Din Pannah Don Duan Dutch White Gaddi Ganjam Garganica German Improved Fawn German Improved White Girgentana Gohilwadi Gorki Greek Huaipi Jamnapari Jining Grey Kaghani Kajli Kamori Kannaiadu Katjang
France, Switzerland, USA Former USSR Turkey UK Turkey USA, Turkey, South Africa India India Somalia India Brazil India, Bengladesh South Africa Spain Europe China, Mongolia, Pakistan Switzerland India Pakistan Portugal China India China Corsica Syria, Lebanon Pakistan Former USSR China The Netherlands India, Pakistan Pakistan Italy Germany Germany Italy India Former USSR Greece China India China Pakistan Pakistan Pakistan India Malaysia Indonesia Pakistan Turkey Iraq, Iran India USA Pakistan China China India Spain Syria Lebanon Israel Jordan
Mi F H Mi MF F MMi MMi MMi M MMi MMi MMi Mi MMi F MMi F F M/Mi F F MMi Mi MMi M F M Mi M MMi MMi Mi Mi Mi H Mi MMi M MMi P H/M H Mi M M M MMi Mi F H Mi HM M F MMi Mi H
I/SI SI SI I SI E SI/S/I SI/S SI E SI/I SI/S SI SI Si F SI SI E SI Si/E SI SI SI E SI/E SI/E E SI SI SI SI I/SI I/SI SI/I E SI/I SI SI SI SI/E E E SI SI/E SI SI SI SI E E I/SI E SI E I/SI I/SI E
Khurasani Kilis Kurti Kutchi La Mancha Lehri Leizho Liaoning Malabari Malaga Mamber
1266
GOAT HUSBANDRY/Multipurpose Management
Table 5 Continued Goat breed
Country
Purpose a
Management system b
Mambrina Marwari Matou Mehsana Mingrelian Mongolian Murcia-Granading Nachi Nordic
Brazil India China India Former USSR China Spain Pakistan Norway Sweden Finland USA USA Former USSR India Brazil India West Africa, USA Spain Bosnia Nigeria Russia UK Israel Switzerland France, USA, New Zealand Africa Italy Portugal Portugal Pakistan Nepal India Africa Somalia Kenya Former USSR USA Sudan India Switzerland, USA West Africa, USA China China India Egypt China China
MMi H M H Mi F Mi H Mi
SI E/SI E E/SI I/SI E/SI I/SI E I/SI
Mi Mi F MMi MMi F MMi MMi Mi MMi Mi Mi Mi Mi Mi MMi MMi MMi MMi MMi H MMi M M
I/SI I/SI SI/E SI SI E SI SI SI SI I/SI SI SI SI/I SI/I I/SI I/SI SI SI SI E/SI SI/E E/SI E/SI
F M MMi MMi MMi M F F H Mi P F
E E I/SI SI I/SI E/SI E E E SI E E
Nubian Oberhasli Orenburg Osmanabadi Parda Alema Pashmina Pygmy Pyrenean Red Red Sokoto Russian White Saanen
Sahelian Sardinian Serpentina Serrama Sind Sinhal Sirohi Small East African Somali Soviet Mohair Spanish Sudanese Nubian Surti Toggenburg West African Dwarf Wuan Xinjiang Zalawadi Zaraibi Zhongwei Zuwlin a b
F, ®bre; H, hair; M, meat; Mi, milk; P, pelt. E, extensive ± zero input; I, intensive/stall-feeding; S, subsistence/sedentary; SI, semi-intensive.
year. It also utilizes waste and agricultural byproducts, such as fallen apples and sugar-cane waste, all of which are fed to goats after enrichment or forti®cation. Grazing goats are preferable to highintensive browsers. This system is practised for milk production in southern Germany, France and other parts of
Europe, the United States and other temperate countries. In India, in the humid and semihumid conditions of Maharashtra and Kerala, this type of goat-rearing is gaining in popularity. In Kerala, Malabari goats are fed leaves of jack fruit (Artocarpus heterophyllus) and cassava (Manihot esculenta). The biggest advantage of this system is the
GOAT HUSBANDRY/Multipurpose Management
effective utilization of waste or cheap available materials and its conversion into animal proteins. The controlled rearing has no damaging effects on the environment. The ¯ock size under this system is limited to tens or hundreds, not thousands, as in the case of extensive or semi-intensive management systems. This type of goat-rearing is labour intensive and involves proper hygiene, nutritive care and veterinary attention. These stall-feeding farms breed pedigree goats and supply genetic stocks with proper records to other farms. Semi-Intensive System
This involves the controlled grazing of goats during the day and keeping them overnight in some form of shelter. Grazing is supplemented with feed or fodder. Almost two-thirds of the goats in the world are reared under some version of this type of management. It is a compromise between the intensive and extensive systems and combines free grazing for a few hours with supplementations during the night. All-purpose goats can be managed under this system. Some of the traditional ways of practising this system are as follows: 1. All village goats, about 100±150, are ¯ocked together before dawn and taken to a forest/ pasture area for grazing by a traditional goatherd who knows the area well. He is often accompanied by a herding dog to protect the ¯ock from predators. He brings the ¯ock back at dusk and the goats are housed, fed and milked during the night. Kids are retained and fed at home. The goat-herd is paid either monthly or on a barter system. The villagers provide him with food each day and, on harvesting of the crops, he receives a ®xed share per goat to compensate him for days not working. 2. During the summer in temperate areas, dry ¯ocks of a few hundred or thousand are taken to highland pasture by a more experienced goatherd on a monthly ®xed rate per animal. He takes his family with him and is supplied with salt and precautionary medicaments by the owner. After the harvest, the ¯ock is brought back and stall-fed during the winter (or even during a harsh summer). 3. In some areas, even in tropical climates, a few individuals will take their own ¯ock of 20±25 goats out to browse or graze on common land or fallow forest land during the crop-growing season. The goats are brought back in the evening, stalled and given supplementary rations.
1267
Extensive System
This system is practised in dry, barren lands with low rainfall, and in hot and cold deserts. Such land has a low carrying capacity and is un®t for agriculture, or it consists of steep mountains and dif®cult terrain. In temperate and subtropical conditions, this system consists of a summer migration to rich upland pastures and a winter migration to warmer areas where there is no snowfall. The goat-keepers move with their ¯ocks in search of pasture or food resources for their goats. They do not own any land but pay a tax to the government which gives them rights to browse and graze their goats in forest and other available land. During their upward and downward migrations, many landowners allow the goat-keepers and their ¯ocks to stop-over on their land so that it may be fertilized by the goats. They may also offer them some grass if it is available. Usually, recently harvested intensive-cropping areas are offered for grazing and night rests. This system is prevalent in regions where pasture, common land or forest land is available. This is a zero-input system and the goat-farmers do not feed or shelter their ¯ocks; feed or fodder is only given to sick or pregnant goats. Generally, a few families in a tribe live and move together. Most of the goats are hardy and they are reared mostly for meat and ®bre. Hides and milk are usually considered to be a byproduct. In the rich pastures of temperate Russia, Mongolia, China and Kashmir, milking is routine but the main objective is ®bre. The animals suffer during migrations and casualties due to severe weather conditions are common. The goat-keepers have horses or donkeys to transport tents and camping equipment and dogs to guard the goats in pastures. At times, especially on uphill stretches, goats reared for ®bre may be used as pack animals. The system involves little labour. Migration stress may be reduced by using trucks to transport animals up or down the mountains. In dry and tropical climates, these migrations cross areas at times when crops have been harvested and ®elds are open for grazing, or when leaves are falling in autumn, so that browse is available for the goats.
Factors Affecting Goat Husbandry Size of Land Holdings
Worldwide, there is an unequal distribution of land, 65% being held by only 2.5% of the population. Landholders fall into three categories: commercial farmers with large holdings, those with small or
1268
GOAT HUSBANDRY/Multipurpose Management
marginal land holdings, and labourers with no land at all. With the exception of the few who own dairy goats as a hobby, most of the world's goat-rearers belong to the last two categories. On average, a goat-farmer holds 1.0±2.0 ha of land (this is the size of holdings of 71% of farmers in Asia, 64% in South America and 85% in Africa). In the Philippines, goat-rearing is subsidiary to crop husbandry in almost 80% of households. Similarly, in Fiji, it is subsidiary to sugar-cane cropping in 70% of households. Of the goat-farmers in India and in Guatemala, 68% and 88% respectively are smallholders. In Sri Lanka, goat-keepers with families ranging from ®ve to eight in number hold 0.5±2.0 ha of land, while those operating under the intensive system of management own only 0.3 ha. In Costa Rica, more than 40% of small-scale goat-keepers tether their goats, while 26% allow them to graze freely on bush and 27% have crop-combination/ open-pasture grazing goats. Labour Requirements
Goat-farming does not involve much labour, requiring three times less labour than crop-farming or cattle-rearing (slightly less for sheep). On average, and varying according to ¯ock size, 40±50 days of total family labour is spent on goat-farming. The women's share in the family labour varies from 20 to 34 days, i.e. marginally more than 50%. Flock Size
Flock size varies from one to thousands depending on the management objectives (see Table 4). Generally, large ¯ocks are maintained for meat and ®bre under an extensive management system, medium-sized ¯ocks are kept in semi-intensive and intensive commercial systems, and smaller ¯ocks are kept under a subsistence (tethering) system. However, experimental combinations of these systems are found in various organized and private farms with goat numbers ranging from hundreds to thousands. Under the subsistence stall-fed system (nonmigratory, `stationary' farmers), ¯ock sizes are small, e.g. 2±10 in Indonesia, 6±7 in India, 5 in Nigeria and 1±9 in Malaysia. However, under the extensive management systems used for goats reared for ®bre, meat or as pack animals, ¯ock sizes are large and are mostly free-range grazers. This zero-input system bears pro®ts but these may be reduced by adverse weather conditions, e.g. ¯oods, drought, forest ®res and high winds. In the northern hills of the Philippines, the introduction of night shelters and vaccinations to this system has given good results.
Socioeconomic Conditions of Goat-Farmers The socioeconomic conditions of farmers rearing goats in Kashmir have been studied in a collaboration between the universities of Hohenheim in Germany and Shalimar in India. Various parameters, e.g. farming system, family status, family income, housing pattern, ¯ock structure, goat housing, landholding size, and grazing land available under multipurpose management systems, were studied. Family Status
Most of the goat-farmers lived in joint families varying from nine to 12 members. In Malaysia, the Philippines and other developing countries, goatfarmers live in joint families or in group clusters of tens, not in a nuclear family, as is prevalent in developed countries. Housing
Housing patterns varied between the migratory goatfarmers (using extensive or semi-extensive systems), who are in the majority, and the nonmigratory, sedentary goat-farmers (using subsistence/semiintensive/stall-feeding systems). Neither owned their own pastureland, although sedentary farmers, especially those rearing goats under a semi-intensive management system, owned some grazing rights in the locality. Goat-farmers managing goats under an extensive, transhumance migratory system also had grazing rights on common land. Unlike migratory goat-farmers, sedentary farmers tend to till the land and live in their own houses. In India, about 90% of the sedentary goat-rearers shared their house with goats. Most (60±90%) owned some land, which they used to grow cereals and the goats were grazed on forested land. In Kashmir, some of the sedentary farmers own their own houses. The house is often shared with the goats but, in some places, a separate kacha (mud house) or a permanent shed is available for housing goats during the winter. Goats reared under subsistence or intensive management systems were not the sole livelihood of these families and contributed only 4±15% of the family income. On the other hand, farmers rearing goats under extensive, migratory systems are fully dependent on the goats for their income.
Goat±Farmer/Management Interaction The four management systems described are not clear cut and variations occur from country to country. Some institutes in Guatemala and India (Central
GOAT HUSBANDRY/Multipurpose Management
Institute for Research on Goats, Makhdoom, Mathura, India) have experimented on dairy goat/ agroforestry management interaction systems, using goat manure in place of fertilizers and tree twigs or routine loppings for feeding the goats. Many of the experiments on zero-grazing management, in which cut-and-carry forage was used, returned pro®ts in spite of the investment on shelters, corrals and dairy equipment. These experimental models were pro®table even when the ¯ock size was small (2) and shelters 2±3 m2 in area and 50 cm off the ground were provided. In these models, ¯ock size (mostly females) varied from 1 to 5 (small holding), 6 to 10 (medium holding) or more than 10 (large holding). All models returned pro®ts. A similar combination of goats and coconut plantations in the Philippines, operated under a semi-intensive management system, also produced pro®ts and was of bene®t to the plantations because the goats controlled weeds and undesirable grass growth beneath the trees. Similarly pro®table semi-intensive to intensive goat-rearing proved possible in the Jaffna peninsula of Sri Lanka, where impoverished Tamil labourers rear goats. There, ¯ock size varies between 2 and 10, and the goats are fed tree-loppings from Gliricidia, jak or ipil. In Guatemala, forage trees and bushes planted on irrigated land provided 90% of the browse replacement to stall-fed goats. Many combinations of crop-integrated, semiintensive to intensive goat management systems exist around the world, e.g. in rice-paddy±goat integrated farming, paddy straw enriched with molasses and urea is fed to the goats. Similarly, many other agricultural wastes (e.g. from the cultivation of mangoes, apples, mulberries, rubber, coconuts) and crop residues can be used as fodder. In Papua New Guinea, ¯ocks of 20±30 stall-fed goats (native goats crossbred with Saanens) are reared on vegetable waste, supplemented with vegetable waste. Similarly, in the Philippines, crosses of the native goat with the AngloNubian, Saanen or Toggenburg are commonly reared on crop residues in backyards. In Korea, intensive stall-feeding on enriched nutrients is pro®table and improved varieties of goats are emerging.
Summary Goat farming, because of its low capital investment and quick economic returns, has been integrated into ¯exible and vulnerable animal agriculture production systems. As a source of milk, meat, ®bre, skin, hair, horns, manure and other valuable byproducts, goat husbandry calls for multifunctional management systems. These management systems range from extensive to the intensive with many combinations. It
1269
has been shown that goats are a uniquely successful earner of cash for small farmers or landless labourers. Goats are excellent at utilizing unfavourable marginal environments, and in better terrain can be integrated with crop production as an extra source of pro®t. Many specialized breeds of goats have been developed to exploit these different opportunities. See also: Dairy Animals: Goat Breeds. Dairy Farm Management Systems: Goats. Goat Husbandry: Feeding Management; Milking Management; Reproductive Management. Goat Milk. Mammals. Predator Control in Goats and Sheep. Ration Formulation: General Nutritive Requirements in Sheep and Goats.
Further Reading Acharya RM (1992) Goat production. Proceedings of the 5th International Conference on Goats, 2±8 March 1992, New Delhi, pp. 49±93. Alam MR, Huq MA, Amin MR and Akhbar MA (1994) Evaluation of feeds and production potentials of goats. Bangladesh Journal of Animal Science 23: 1±2. Devendra C (1992) Goat production: an international perspective. Souvenir (pre-conference). Proceedings of the 5th International Conference on Goats, 2±8 March 1992, New Delhi, pp. 64±81. Devendra C and Burns M (1983) Goat Production in the Tropics. Wallingford: CAB International. Gall C (1997) Analysis of Genetic Resources of Goat Breeds in Kashmir. Final Report of Research Cooperation between Sher-e-Kashmir University of Agricultural Sciences and Technology and University of Hohenheim. Stuttgart, Germany: Institute of Animal Production in the Tropics and Subtropics. Gall C, Geldermann H and Wani GM (1995) Analysis of Goat Populations in Kashmir by use of DNA Variants. Report of Research Cooperation between Sher-eKashmir University of Agricultural Sciences and Technology and University of Hohenheim. Stuttgart, Germany: Animal Breeding Department. Khatlani TS, Wani GM, Khan MZ et al. (1996) Performance of Ghaddu Goats. Report of Research Cooperation between Sher-e-Kashmir University of Agricultural Sciences and Technology and University of Hohenheim. Srinagar, Kashmir: Division of Animal Reproduction, SKUAST. South Asian Association of Regional Cooperation (1996) Data Base on Livestock Production, Breeding and Management in SAARC Countries. Dhaka: SAARC Agriculture Information Centre. Singh NP (1998a) Production performance of Kutchi goats under different systems of feeding management. Indian Journal of Small Ruminants 4(2): 57±61. Singh NP (1998b) Production performance of sheep and goats under different management systems. Golden Jubilee Seminar on Sheep, Goat and Rabbit Production and Utilization, 4±26 April, Jaipur.
1270
GOAT MILK
Wani GM and Khalpani TS (1996) Planning and development of tribals through improved goat productivity. Proceedings of Seminar on Planning and Development for Tribals, March 1996, pp. 1±11. Srinagar, Kashmir: Institute of Management and Public Administration.
Sheep Husbandry/Predator Control
Wani SA, Wani MH, Wani GM, Gall C and Geldeman H (1995) Economics of Pashmina Production in Ladakh. Report of Research Cooperation between Shere-Kashmir University of Agricultural Sciences and Technology and University of Hohenheim. Srinagar, Kashmir: Division of Animal Reproduction, SKUAST.
see Predator Control in Goats and Sheep.
GOAT MILK A Tziboula-Clarke, Hannah Research Institute, Ayr, UK Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Goats' (Capra hircus) milk ranks fourth after cows', buffaloes' and sheep's milk in terms of world milk production. Although goats' milk production (12.16 Mt for 1999) accounts only for 2.16% of the total world milk production, goat-keeping has a signi®cant economic importance in countries where climatic conditions are not favourable for cattlekeeping. The world leaders in goat milk production are shown in Table 1. Europe produces about 18.3% of the world's goats' milk supply and 1.47 Mt goats' milk were produced in 1999. Countries around the Mediterranean region have the most developed dairy goat industries, with France, Greece, Spain and Italy among the main goats' milk-producing countries (Figure 1). In the last decade, there has been an increased interest for goats' milk production and conversion to value-added products, encouraged within the EU countries by the introduction of quotas on cows' milk in 1984. Changes in social attitudes and increased frequency of travel have resulted in greater consumer awareness and demand for gourmet foods. In recent years, there has also been a renewed interest in goats' milk as an alternative milk source for people with cows' milk intolerance.
Composition of Goats' Milk The composition of goats' milk varies widely and is in¯uenced by breed, nutritional and environmental factors, stage of lactation, parity and season. To add to this complexity, there is a wide variability in composition among individual animals of the same breed, which is attributed to an extensive and complex genetic polymorphism of the goats' milk caseins. Table 2 gives the average gross composition of goats' milk as well as the ranges of the main milk constituents. Protein values represent crude protein, i.e. total nitrogen multiplied by 6.38 and thus are about 0.25% higher than true protein (total nitrogen minus nonprotein nitrogen). Goats' milk has a
Table 1 Top ten goats' milk-producing countries in the world Country India Bangladesh Sudan Pakistan France Greece Iran Somalia Spain Russian Federation World goat milk production Data from FAO electronic statistical service.
Milk production 1999 (Mt) 3.18 1.28 1.15 0.82 0.48 0.46 0.40 0.36 0.32 0.29 12.16
1270
GOAT MILK
Wani GM and Khalpani TS (1996) Planning and development of tribals through improved goat productivity. Proceedings of Seminar on Planning and Development for Tribals, March 1996, pp. 1±11. Srinagar, Kashmir: Institute of Management and Public Administration.
Sheep Husbandry/Predator Control
Wani SA, Wani MH, Wani GM, Gall C and Geldeman H (1995) Economics of Pashmina Production in Ladakh. Report of Research Cooperation between Shere-Kashmir University of Agricultural Sciences and Technology and University of Hohenheim. Srinagar, Kashmir: Division of Animal Reproduction, SKUAST.
see Predator Control in Goats and Sheep.
GOAT MILK A Tziboula-Clarke, Hannah Research Institute, Ayr, UK Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Goats' (Capra hircus) milk ranks fourth after cows', buffaloes' and sheep's milk in terms of world milk production. Although goats' milk production (12.16 Mt for 1999) accounts only for 2.16% of the total world milk production, goat-keeping has a signi®cant economic importance in countries where climatic conditions are not favourable for cattlekeeping. The world leaders in goat milk production are shown in Table 1. Europe produces about 18.3% of the world's goats' milk supply and 1.47 Mt goats' milk were produced in 1999. Countries around the Mediterranean region have the most developed dairy goat industries, with France, Greece, Spain and Italy among the main goats' milk-producing countries (Figure 1). In the last decade, there has been an increased interest for goats' milk production and conversion to value-added products, encouraged within the EU countries by the introduction of quotas on cows' milk in 1984. Changes in social attitudes and increased frequency of travel have resulted in greater consumer awareness and demand for gourmet foods. In recent years, there has also been a renewed interest in goats' milk as an alternative milk source for people with cows' milk intolerance.
Composition of Goats' Milk The composition of goats' milk varies widely and is in¯uenced by breed, nutritional and environmental factors, stage of lactation, parity and season. To add to this complexity, there is a wide variability in composition among individual animals of the same breed, which is attributed to an extensive and complex genetic polymorphism of the goats' milk caseins. Table 2 gives the average gross composition of goats' milk as well as the ranges of the main milk constituents. Protein values represent crude protein, i.e. total nitrogen multiplied by 6.38 and thus are about 0.25% higher than true protein (total nitrogen minus nonprotein nitrogen). Goats' milk has a
Table 1 Top ten goats' milk-producing countries in the world Country India Bangladesh Sudan Pakistan France Greece Iran Somalia Spain Russian Federation World goat milk production Data from FAO electronic statistical service.
Milk production 1999 (Mt) 3.18 1.28 1.15 0.82 0.48 0.46 0.40 0.36 0.32 0.29 12.16
GOAT MILK 600
Production (Mt)
500 400 300 200 100
97
99 19
19
95 19
93 19
91 19
89 19
87 19
19
85
0
Figure 1 Goats' milk production in the European Union, 1985± France, Austria, Italy, Greece, 1999. Portugal, Germany, Spain. (Data from FAO, electronic statistical service.)
Table 2 Gross composition of goats' milk Component
Average (%, w/w)
Range (%, w/w)
Total solids Fat Crude protein Casein Lactose Ash
13.02 4.20 3.52 2.90 4.52 0.80
9.95±21.5 2.46±7.76 2.49±5.06 2.33±4.63 3.62±6.30 0.69±0.89
1271
Goats' milk fat contains signi®cant concentrations of aliphatic d-lactones or their hydroxy acid precursors. These compounds are associated with the development of ¯avours in heated and stored dairy products. Goats' milk fat globules do not coalesce upon cooling because they lack agglutinin, which is responsible for the aggregation of fat globules in cows' milk. It is believed that goats' milk fat globules are smaller than those in cows' milk. In a recent study, it was found that the average diameter of the individual fat globules in goats' milk is 2.76 mm, smaller than the mean diameter of 3.51 mm in cows' milk; 90% of the fat particles in goats' milk were less than 5.21 mm whereas 90% of the fat particles in cows' milk were less than 6.42 mm. The milk fat globule membrane (MFGM) consists of the plasma membrane of the secretory cell and contains protein constituents (some of which are enzymes), phospholipids, cerebrosides, gangliosides and sterols. So far, studies suggest that the protein and phospholipid composition of the MFGM are similar in goats and cows. About 60% of the total phospholipids in goats' milk are on the MFGM. All the classes found in cows' milk are present ± phosphatidyl cholines, phosphatidyl ethanolamines, phosphatidyl serines, phosphatidyl inositols and sphingomyelins. Proteins
similar composition to cows' milk in terms of total solids (TS), fat, crude protein, lactose and ash contents but there are important differences in the individual components, as detailed below. Lipid Fraction
The composition of the fat of goats' milk is typical of that of other ruminants. There is a relatively high content of saturated fatty acids with chain lengths of 4±12 carbon atoms. Goats' milk fat is characterized by higher contents of C6:0, C8:0, C10:0 and C12:0 than cows' milk due to differences in the polymerization of the acetate produced by the rumen bacteria in goats. Gas liquid chromatography of goats' milk triglycerides shows a wide spectrum of molecular weights. The distribution of acyl carbons numbers shows maxima at C40 and C52 and a minimum at C48. Analysis of the positional distribution of fatty acids in goats' milk triglycerides shows that most of the short chains (C4±C8) are esteri®ed at position sn-3 of the glycerol while the longer chains (C10 or greater) are at position sn-2. This speci®c placement of fatty acids implies that triglycerides are synthesized from a pool of long-chain 1,2-diglycerides.
The principal proteins in goats' milk are the same as in the milk of other species, namely the caseins (k-, b-, aS1-, aS2- and g-caseins) and the whey proteins, b-lactoglobulin, a-lactalbumin, serum albumin and immunoglobulins. The amino acid composition and sequence of the goat caseins and whey proteins have been determined by cDNA analysis and are shown in Table 3. A homology of 80±90% exists between goats' and cows' milk proteins. The relative proportions of the four major caseins in caprine milk varies widely between individual animals (Table 4). This variation is due largely to an unusual and complex genetic variability that exists on the casein loci (see below). Compared to cows' milk, goats' milk has a higher bcasein and a lower aS1-casein content. However, a number of important differences occur in the individual caseins between the two milks which affect their processing properties and are responsible of the characteristic textural and sensory attributes of goat milk products. Minor Proteins
Goats' milk, like cows' milk, contains 20±200 mg lÿ1 each of lactoferrin and transferrin. Prolactin has also
1272
GOAT MILK
Table 3 Amino acid composition of goats' milk caseins and whey proteins Amino acid
Caseins �s1-CnB
Aspartic acid Asparagine Threonine Serine Serine phosphate Glutamic acid Glutamine Proline Glycine Alanine Cysteine Valine Methionine Isoleucine Leucine Tyrosine Phenylalanine Lysine Histidine Tryptophan Arginine Total
�s2-Cn
1-CnA
-lactoglobulin 2-CnA
�-lactalbumin
�-CnA
7 11 5 9 9 20 14 19 9 12 0 9 5 9 17 11 7 13 4 2 7
5 13 14 5 9 25 16 13 2 9 2 11 4 12 10 12 7 24 5 3 7
4 4 11 10 5 19 21 33 5 4 0 21 6 9 22 3 9 12 5 1 3
4 4 11 9 6 19 21 33 5 4 0 21 6 9 22 3 9 12 5 1 3
7 9 15 11 2 11 15 19 1 16 3 12 1 10 8 9 4 8 4 1 5
8 6 8 6
14 8 6 6
15 9 8 5 16 5 10 4 10 21 4 4 16 2 2 3
6 7 2 5 6 8 5 0 8 13 4 4 13 3 4 1
199
208
207
207
171
162
123
Table 4 Proteins of goats' milk
Table 5 Mineral composition of goats' milk
Protein
Concentration %
Total casein b-Caseina k-Caseina aS1-Caseina aS2-Caseina
2.33±4.63 0b±64.0 15.0±29.0 0b±28.0 10.0±25.0
Whey proteins b-lactoglobulinc a-lactalbuminc Serum albumin/lactoferrinc Immunoglobulinsc
0.37±0.70 39.2±72.1 17.8±33.3 5.1±21.5 4.6±21.4
Sodium Potassium Calcium Phosphorus Magnesium Chloride Citrate
Mean (mg lÿ1)
Range (mg lÿ1)
480 1870 1350 1100 150 1570 1330
390±560 1400±2420 850±1980 850±1530 100±360 1040±2040 700±1800
b
Approximately two-thirds of the total calcium and phosphate occurs in the colloidal phase (colloidal calcium phosphate) bound to the phosphoseryl residues of the caseins in the casein micelles. More than 50% of the magnesium is found in the soluble phase.
been isolated (�44 mg lÿ1) and immunoglobulins (IgGs, IgA, IgM). A minor whey protein (glycoprotein) that binds folate has also been identi®ed.
Trace Elements
a
% total casein. Absence of b- or aS1-caseins in milk from animals carrying the respective null alleles. c % total whey.
Minerals and Salts
The average salt composition of goats' milk is shown in Table 5. There is great variability in the reported values due to genetic effects, diet, stage of lactation and analytical procedures. Overall, goats' milk has higher levels of potassium and chloride than cows' milk, although both vary considerably.
Trace elements are part of essential substances such as haemoglobin and vitamin B12. Many enzymes also require speci®c metallic activators. Colostrum is much higher in trace elements than mid-lactation milk. The concentration of some elements, such as zinc, molybdenum and strontium varies greatly with their concentration in the diet. Zinc and manganese are found largely in the micellar phase while copper and iron are most abundant in the soluble phases of milk.
GOAT MILK
1273
45
Enzymes
Casein Concentration (g l–1)
The lysozyme content averages 25 mg lÿ1, which is in the low range characteristic of artiodactyls. Ribonuclease, lipase and xanthine oxidase activities are lower than those in cows' milk. Levels of lactic hydrogenase and malic dehydrogenase are comparable to those of cows' milk. Raw goats' milk contains substantially lower levels of alkaline phosphatase than cows' milk. Inactivation of this enzyme serves as the basis for the evaluation of the effectivenes of pasteurization in cows' milk. The low levels of alkaline phosphatase in goats' milk precludes its use as an effective index of pasteurization.
30
15 Whey protein 0 01
02
03
04
05
0
Lactation stage (weeks) Figure 2 Changes in the concentration of the major goats' milk proteins during lactation.
Variability in Milk Composition
5.0
Factors affecting Milk Yield
Fat
2.5
4.0
3.0 1.5 2.0
Fat (%)
2.0 Milk yield (l)
Milk yield is closely linked to the breed, lactation number and lactation period, season of kidding and litter size. Genetic selection has resulted in improved breeds, e.g. Alpine and Saanen, with yields several orders of magnitude higher than local unimproved breeds. Maximum yield is usually attained during the third to fourth lactations and early kidding favours milk production. Litter size is also positively correlated to milk yield. Nutritional and environmental factors, such as a diet supplemented with concentrate, husbandry conditions and ¯ock management, can in¯uence milk yield. Milk yield is inversely related to the fat content, total solids and crude protein content in milk.
1.0 Yield 0.5 0.0 0
10
20 30 40 Lactation stage (weeks)
1.0
0.0 50
Figure 3 Changes in the milk yield and fat content of goats' milk during lactation.
Lactation
In most of the relevant studies, the lactation effects are confounded with nutritional and seasonal effects. During the ®rst month after parturition, milk has a higher content of fat, total solids, protein and non-fat solids than milk at later stages of lactation. As a general consensus, a curvilinear response in total milk solids, fat, total casein and total whey protein contents during the lactation period has been reported (Figures 2 and 3). There is a gradual decrease in total milk solids, fat and protein content, reaching a minimum around week 20±25 of lactation, followed by an increase towards the end of lactation. The proportion of the individual caseins does not seem to change during lactation but among the whey proteins, b-lactoglobulin seems to vary more than alactalbumin (Table 4). The total fat content is highest on the ®rst days after parturition, falling to day 110 of lactation. The fat composition changes greatly during lactation. After parturition, when deposit body fat starts to be
mobilized, a high content of C18:0 and C18:1 fatty acids is found in milk and a relatively low content of C16:0 fatty acids. A higher proportion of C14:1 and C16:1 fatty acids in the colostrum is probably of the same origin. As lactation advances, there is a shift in metabolism to utilize substrates derived entirely from the diet rather than from body stores. The proportion of milk fat derived from the de novo synthesis then increases and citrate decreases. The short-chain C4:0, C6:0, and C8:0 fatty acids decrease during lactation as well as the long-chain C18:1 and C18:3 fatty acids whilst the levels of C10:0 and C14:0 fatty acids increase. Fatty acids with 8, 9 and 10 carbon atoms ¯uctuate relatively little during lactation and their concentration in milk is independent of lactation or nutrition. Diet
Several studies have dealt with the in¯uence of dietary fat on the fatty acid composition of goats'
1274
GOAT MILK
milk. Lowering the fat intake of goats depresses milk production and fat percentage. The content of C12 to C16 fatty acids increases signi®cantly whilst that of C18 fatty acids decreases. Addition of peanut oil to the low fat diet causes an increase in the C18:1 fatty acid in milk fat at the expense of C16:0 and C18:0. By the appropriate administration of dietary fat, milk fats with widely different compositions and properties can be produced. During the period of green feeding, fatty acids with 18 carbon atoms are synthesized through ruminal micro¯ora and their relative concentrations are increased, in particular those of C18:0, C18:1 and C18:3. Certain unsaturated, fatty acids, C14:1 and C16:1, also increase. Information on the effect of concentrate diet on milk yield and fatty acid composition is somewhat con¯icting. In some studies, doubling the amount of concentrate caused a rise in milk yield and a decrease in the fat content of milk but in others milk yield and fat percentage were unaffected by the proportion of concentrate to forage in the diet. The fat content of milk is inversely related to milk yield. Dairy goats in temperate climates have higher milk yields but have less fat, total protein, ash and solids non-fat than goats in hot regions. Breed
Goats' milk composition varies within breeds. (Table 6). Undoubtedly, some of the variation in the reported values arises also from differences in sampling and analytical procedures. The casein number (casein N/total N) ranges from 0.69 to 0.82, with an average of 0.76, which is similar to that of bovine milk. The greatest variation is observed in the total solids level and fat content. Unusually high levels of fat, total solids and protein have been reported for the West African dwarf goat, pygmy goats of Oregon, Black Bengal and Barbari in India. Indigenous goats in Greece (Capra prisca) and Sardinia have been reported to produce milk richer in total solids, fat and protein. Generally, Alpine and Saanen milks have a lower fat, protein and casein content. This is not unexpected given the higher milk yields of these breeds. Statistical analysis of the composition of milk fat of individual goats suggests the existence of genetic differences in fatty acid composition. Nubian and Anglo-Nubian goats produce milk with higher fat and protein levels than animals of the Alpine breed kept at the same experimental station. In Libyan goats (Maltese cross), it has been reported that the concentrations of C6±C18 fatty acids are similar to those found in the Masri breed of Southern Arabia (which they resemble closely).
Genotype
It is well established that the casein composition in goats' milk is in¯uenced by genetic polymorphism on the casein loci. Polymorphism of aS1-casein is the most interesting and extensively studied because it controls the level of aS1-casein excretion in milk. So far, more than 18 alleles have been identi®ed. They are distributed amongst seven different classes of protein variants (aS1-casein A±G) and associated with four levels of aS1-casein expression ranging from 0 (null allele aS1±Cn0) to 3.5 g lÿl per copy of each A, B or C (strong) alleles. Alleles F and G (weak) are associated with low contents of aS1-casein (0.5 g lÿ1 per allele) and allele E (medium) is associated with an intermediate content (1.1 g lÿ1 per allele). Variant aS1-casein B1 is believed to be the original type of the species because it has the closest homology with bovine and ovine counterparts. From this allele, mutations of single amino acid substitutions or deeper genomic modi®cations have given rise to the variants known to date. The proposed phylogenic relationship of the goat aS1-casein encoding alleles and molecular bases between the corresponding variants are shown in Figure 4. Variants A, B1±B4, C and F have 199 amino acid residues, the same as the bovine homologues. Alleles E, F, G, O1 are defective mutants and are characterized by extensive deletions in their amino acid sequences. O2 is not completely characterized but insertions have been found recently. The allele frequencies at the aS1-casein locus vary with breed. In French and Italian Alpine and Saanen goats, alleles E and F predominate. In a recent study on the Italian goat breed, Sarda, the strong A and B alleles predominated whilst the majority of the Verzaschese goats bore the weak F variant. In French and Spanish breeds, allele E is the most frequently encountered whilst in Swiss breeds there is a high frequency of the defective mutants E, F
B1
B2
A O1
O2
G
F
B3 B4 C
E
Figure 4 Phylogenic relationship of caprine aS1-casein alleles and the corresponding protein variants. Alleles A and B1±B4 are the `strong' alleles. E is a `medium', F, G (low), O1 and O2 (null) are defective mutants. (Reproduced with permission from Grosclaude et al., 1994.)
15.28 18
Native (Capra prisca)
Jamnaparati Beetal Barbari Black Bengal Parbatsar Sardinian Maltese cross
Red Sokoto
African Dwarf
Greece
India
Italy Libya
Nigeria
11.13 11.15 13.4
Masri
Aardi Murciano±Granadina
Verata
Spain
12.94
14.69 13.62 14.93 18.07 14.57
14.8
12.6
South Arabia
France Finland
11.6
British Saanen British Alpine Anglo-Nubian Toggenburg Alpine Finnish
United Kingdom
Total solids (%)
Breed
Country
4.54
2.83
3.06
6.9
4.86
5.59 4.74 5.69 7.93 5.00 5.1 4.00
5.63
3.48 3.77 4.84 3.69 3.38 3.90
Fat (%)
Table 6 Variation in gross composition of goats' milk from different breeds
3.45
3.28 4.09
3.4
3.9
4.38
3.85 3.74 4.05 4.97 3.32 3.9 3.76
3.77
2.61 2.74 3.5 2.72 3.08 3.52
Crude protein (%)
3.21
2.66 2.57 2.64 3.48
3.05
2.33
2.3
Casein (%)
4.12
4.12
6.3
4.72
4.4
4.4 4.32 4.31 4.28 4.31
4.76
4.48
4.3
Lactose (%)
0.82
0.77
0.82
0.71 0.88
0.85 0.82 0.88 0.89
0.73
0.84
0.80
Ash (%)
Quiles A, Gonzalo C, Barcina Y et al. (1994) Small Ruminant Research 14: 67±72. Rabasco A, Serradilla JM, Padilla JA et al. (1993) Small Ruminant Research 11: 151±161.
Gnan SO, Erabti HA and Rana MS (1985) Australian Journal of Dairy Technology 40: 163±165. Jenness R (1980) Journal of Dairy Science 63: 1605±1630. Jenness R (1980) Journal of Dairy Science 63: 1605±1630. Sawaya WN, Sa® WJ, Al-shalhat AF et al. (1984) Journal of Dairy Science 67: 1655±1659.
Jenness R (1980) Journal of Dairy Science 63: 1605±1630. Anifantakis EM and Kandarakis JG (1980) Milchwissenschaft 35: 617±619. Agnihotri MK and Prasad VSS (1993) Small Ruminant Research 12: 151±170.
British Goat Society, electronic services.
Reference
1276
GOAT MILK
and O, in order of decreasing frequency. This has enormous implications because the genes of the Alpine, Saanen and Toggenburg breeds have been spread worldwide. The aS1-casein genotype in¯uences the total protein, total casein and fat contents and is linked to the technological behaviour of goats' milk. Milk from animals with the strong alleles has higher levels of fat, total solids and protein. The aS1-casein genotype does not interfere with the level of expression of the other caseins or whey proteins. As a result, the percentage composition of the four major caseins varies widely with the aS1casein genotype. This is expected to have remarkable consequences in the internal organization of the micelles. The extensive deletion in variant F removes a highly hydrophilic cluster of 5 SerP residues which are normally involved in interactions with colloidal calcium phosphate in the internal structure of the micelle. Differences have been found in the micellar size distribution in milk from animals of different aS1-casein genotypes. Thus, F type milk has, on average, larger micelles than milk with aS1-casein A, B or E. Technologically, milk from animals with the strong alleles is considered superior to milk from animals with weak alleles, with higher cheese yields and ®rmer curds. Organoleptically, cheeses made from F-type milks are characterized by a `strong' goaty ¯avour. Milk high in aS1-casein produces stronger gels upon acidi®cation with glucono-d-lactone than milks with a low aS1-casein content. Lipolysis is lower in A milk and the relative proportions of free fatty acids differ between A and O milks. Signi®cant differences have been found also in the heat stability pro®les of milks of different genotypes, with F-type milk being more stable than Atype milk. Caprine b-casein is encountered at two different phosphorylation levels, b1 and b2, with six and ®ve phosphoseryl residues, respectively. Beta-casein is the main casein fraction in goats' milk and for a long time was considered to be monomorphic. However, a null allele was detected in the Garganica and Creole de Guadeloupe breeds, and Corsican goats, with an elevated frequency of occurrence (20%). The total casein content in the milk of animals with the null allele has been reported to be extremely low and its clotting ability poor. There are also reports on the existence of an allele b-CnO which is relatively rare. So far, there are two known variants of k-casein, A and B, corresponding to the bovine homologues. They differ from each other by one amino acid substitution in the N-terminal portion of the molecule.
Caprine k-caseins, like their bovine counterparts, occur with different degrees of glycosylation. Caprine k-caseins have a higher net negative charge, contain only one Met residue, have an extra Cys residue at position 10 and an extra phosphate group which is attached at Ser168. Caprine para-k-casein (produced upon cleavage of the Phe105±Met106 bond by chymosin) has a net negative charge at alkaline pH whereas bovine para-k-casein has a net positive charge. These differences may have important technological implications by in¯uencing the proteolytic and coagulation stages of renneting. There is also polymorphism at the aS2-casein locus, with three variants: A, B and C. Variants B and C are the mutation products of variant A. In variant B, the Glu at position 64 is replaced by Lys and this in¯uences the phosphorylation of Ser62. In variant C, there is a substitution of Lys167 by Ile. Two genetic variants of caprine b-lactoglobulin have been identi®ed. Caprine b-lactoglobulins have a lower net charge than their bovine counterparts. Differences also occur in the charged amino acids of the a-lactalbumins and two variants have been reported as having a Lys and Ala as N-terminal residues but these ®ndings have not been con®rmed. Caprine a-lactalbumin is devoid of methionine and resembles sheep a-lactalbumin.
Special Properties An important characteristic of goats' milk is the unique `goaty' ¯avour. This is attributed to differences in the fat fraction of goat milk. Although the composition and particularly the dominant position of the triglycerides is not unlike that of cows' milk, a larger concentration of free fatty acids is found in goats' milk. These are the result of hydrolysis and their presence could lead to the development of desirable or undesirable ¯avours, depending on their type and concentration. In goats' milk, these free fatty acids are the main source of the characteristic ¯avour. A number of lipases have been identi®ed and are considered responsible for the hydrolysis. Most of these enzymes can easily be inactivated by heat treatment. Other investigators attributed the characteristic `goaty' ¯avour to the relatively higher proportion of short and medium chain-length fatty acids. From the technological point of view, it is clear that the differences in chemical composition and particularly the impact of casein genotype on the structure of the caprine casein micelles are suf®ciently pronounced to explain the differences in the textural characteristics of cheeses and fermented milk products.
GOAT MILK
Use of Goat Milk in the Production of Dairy Products In the Mediterranean and many eastern European countries, goats' milk has gained economic importance mainly via its utilization in cheesemaking. Greece and France have by far the largest goat-cheese production and along with Italy and Spain are also noted for their ewe-milk cheeses. Excellent cheeses are made with ewes' or goats' milk or mixtures of the two. Differences in the fatty acid composition of the fat give a unique ¯avour to the cheeses. Ripened goats' milk cheeses are characterized by a piquant and peppery-sharp ¯avour whilst sheeps' milk cheese is smooth, mellow and aromatic. Goat cheeses are white because goat milk lacks carotene. Best cheeses are obtained from early lactation milks. Table 7 gives some compositional information on the most popular goat milk cheeses in the world. In 1999, in France 330 Mt of goats' milk were transformed into cheese in industries and 120 Mt in local farms. Most (92%) of the goat cheeses are made exclusively from goat milk. From the annual production of 68 000 t of goat cheese, 46 000 t are for domestic consumption. French goats' milk cheeses
1277
are differentiated into three main categories: `fresh', with a soft texture, neutral taste and fresh character; `lactic', products of lactic acid fermentation, which are mature cheeses with a crumbly texture, strong typical ¯avours and melt-in-the-mouth character; and `pressed' in which the curds are subjected to pressure. The latter are mature Camembert-type cheeses with a soft, mouth-melting texture and typical smooth creamy taste. Some varieties are prepared from raw milk. There are large differences in the manufacture of goats' cheeses, but there are certain common steps. These include: 1. Filtration of the milk. 2. Pasteurization or heating. 3. Application of pressure, the intensity and duration of which determine the ®nal character of the product. 4. Draining the curds. 5. Addition of seasoning and other ingredients. 6. Moulding, depending on the variety of cheese. 7. Ripening, usually for 2±3 weeks but sometimes for 5 weeks under controlled conditions; the ripening period depends greatly on the size and
Table 7 Composition of some traditional goats' milk cheeses Country
Cheese variety
Consistency
Fat in dry matter (% min)
Moisture (%)
Raw material
France
Crotin de Chavignol Chabichou Le-Mothe St-Heraye St-Maure Valencay Selles sur Cher Pouligny St Pierre Picodon de la Drme Rocamadour Feta Kaseri Graviera of Crete Kopanisti Galotyri Anthotyros Manouri Metsovone Ladotyri Formaella Goats' cheese Gjetost Gammelost Valdeteja Cabrales Iberico Trochon Majorero Anejo Enchilado
Semi-hard Soft Soft Soft Soft Soft Soft Soft
45 45 45 45 45 45 45 45 45 45 45 38 48 47 65, 65 52 44 47 50 45 38 5
53 max 50 max 55 max 55 max 55 max 41 max 40 max Ð Ð 53 42 average 40 min 60 average 71 70, 40 76 42 34 33 66 13.4
Goat milk Goat milk Goat milk Goat milk Goat milk Goat milk Goat milk Goat milk Goat milk Sheep 5±10% goat milk Goat sheep milk Goat sheep milk Cow/sheep/goat milk or mixtures Goat and/or sheep milk Sheep and/or goat whey Sheep and/or goat whey Sheep and/or goat milk Sheep and/or goat milk Sheep and/or goat milk Goat milk Goat milk and whey Goat milk Goat milk Blend cow/sheep/goat milk Blend cow/sheep/goat milk Byproduct in cheese manufacture Goat milk Goat milk
Greece
Israel Norway Spain
Mexico
Soft Semi-hard Hard Soft Soft Soft or dry Soft Hard Hard Hard Soft Semi-soft Hard Soft Hard/oily Semi-soft Hard Hard
31 50
1278
GOAT MILK
shape of the ®nal product and alters the consistency of cheese. In Greece, there are very few pure goats' milk cheeses; most Greek cheeses are produced from mixtures of sheep's and goats' milk. Out of a total estimated milk production of 440 million l, 39% is processed into cheese. Of the remainder, 33% is consumed by producers in liquid form or as cheese. Feta, the most widely known Greek cheese, is traditionally produced from 100% sheep's milk or sheep's milk blended with 5±10% goat's milk. It is a soft cheese with a crumbly texture, pure white in colour. It is matured in wooden barrels or metal containers over a 2-month period. The process of maturation takes place in two stages; in the ®rst, the addition of salt plays a major role in the organoleptic properties of the cheese and in the second the cheese is matured in refrigerators. The use of preservatives or colourings is not permitted and the cheese is preserved in brine. Katsikisio (goats' cheese) is a relatively new cheese, similar to Feta and is produced entirely from goats' milk. Kaseri is the second most popular traditional Greek cheese. It is produced either from sheep's or/and goats' milk by the addition of rennet. It is a semi-hard cheese of light yellow colour without holes. It has a thin rind which is coated with paraf®n. It matures over a period of 3 months. Graviera is traditionally made of cows' milk but Graviera PDO (Protected Designation of Origin) is made from sheep's or goat's milk or from mixtures of the two using traditional methods. It is produced by the addition of rennet. It is left to mature for a period of at least 3 months and has a compact texture with a pleasantly sweet ¯avour and rich aroma. Goats' milk butter is also very popular in Greece. It is white in appearance and has a delicate typical ¯avour. Among the Spanish cheeses, Cabrales is a renowned blue cheese from northern Spain. It is made from blends of cows', goats' and sheep's milk, is matured in naturally formed caves and has a creamy texture. Iberico is a hard, oily cheese also made from milk blends. It is mild but aromatic in taste. Tronchon, a semi-soft cheese, is a byproduct of the cheese-manufacturing process. It comes in rindless wheels. The interior is bone white and has many small holes. In India, the use of goats' milk is limited compared to buffaloes' or cows' milk. Goats' milk is usually blended with cows' milk and is used for the preparation of a variety of milk products. Chhana is an acid- and heat-coagulated milk product. A most suitable combination for making chhana from goats' milk with desirable body and texture is sandesh, a chhana-based sweet prepared by kneading chhana
and cooking in sugar syrup over medium heat. The manufacture of cheese did not develop in India mainly because animal rennet could not be used by orthodox vegetarian Indians. Paneer, the most popular cheese variety in India, is a semi-hard cheese manufactured by the combined effect of heat and acid. Khoa is a heat-desiccated indigenous milk product used in the preparation of a variety of sweets. Ghee (clari®ed butterfat) is produced traditionally by fermenting whole milk into curd and churning out butter, followed by heat clari®cation at 105±145 � C. Goats' milk ghee prepared by ripening the cream with lactic starter has a ®ne texture and a mild acid ¯avour. There are also a number of whey cheeses, byproducts of the cheese manufacture, the most famous perhaps is Gjetost which is a traditional whey cheese from Norway. It is a hard cheese made from boiled goats' milk whey or blended with cows' milk whey. It has a sweet caramel-like character and is dark brown in colour. Gjetost is a nonperishable dessert cheese eaten with Norwegian ¯atbread. In many industrialized countries, new varieties of speciality goat cheeses appear on the market in response to the increased consumer demand for such products. Fermented goats' milk products, mainly yoghurts, are also widely available and in many countries there is a growing demand for fresh goats' milk as an alternative to cows' milk for people with cows' milk intolerance. See also: Dairy Animals: Goat Breeds. Goat Husbandry: Milking Management; Multipurpose Management. Milk Proteins: Casein Nomenclature, Structure and Association Properties.
Further Reading Anifantakis EM and Kandarakis JG (1980) Contribution to the study of the composition of goat's milk. Milchwissenschaft 35: 617±619. Brendehaug J and Abrahamsen RK (1985) Chemical composition of milk from a herd of Norwegian goats. Journal of Dairy Research 53: 211±221. Buniol et al. (1992) Sequence of caprine as2-casein. EMBL/ GenBank/DDBJ Data Bank. www.ncbi.nlm.nih.gov/ genbank/genbankoverview.html Coll A, Folch JM and Sanchez A (1992) Sequence of caprine k-casein. EMBL/GenBank/DDBJ Data Bank. www. ncbi.nlm.nih.gov/genbank/genbankoverview.html Crepaldi P, Corti M and Cocogna M (1999) Factors affecting milk production and proli®cacy of Alpine goats in Lombardy (Italy). Small Ruminant Research 32: 83±88.
GOAT MILK Freeman CP, Jack EL and Smith LM (1965) Intramolecular fatty acid distribution in the milk fat triglycerides of several species. Journal of Dairy Science 48: 853±858. Grosclaude F, Rocordeau G, Martin P et al (1994) Du geÁne au fromage: le polymorphism de la caseÂine aS1 caprine, ses effets, son evolution. Institut National de la Recherche Agronomique, Production Animale 7: 3±19. Jenness R (1980) Composition and characteristics of goat milk: review 1968±1979. Journal of Dairy Science 63: 1605±1630. JuaÂrez M and Ramos M (1984) Dairy products from ewe's and goat's milk. Dairy Industries International 49(70): 20±24. Leroux C et al. (1992) Sequence of caprine aS1-casein. Analytical Journal of Biological Chemistry 267: 6147±6157. Martin P, Ollivier-Bousquet M and Grosclaude F (1999) Genetic polymorphism of caseins: a tool to investigate casein micelle organization. International Dairy Journal 9: 163±171. Moioli B, Pilla F and Tripaldi C (1998) Detection of milk protein genetic polymorphism in order to improve dairy
Grass Tetany
traits in sheep and goats: a review. Small Ruminant Research 27: 185±195. Morand-Fehr P and Sauvant D (1980) Composition and yield of goat milk as affected by nutritional manipulation. Journal of Dairy Science 63: 1671±1680. Parkash P and Jenness P (1968) The composition and characteristics of goats' milk: a review. Dairy Science Abstracts 30: 67±87. Ramos M and JuaÂrez M (1981) The Composition of Ewe's and Goat's Milk. Bulletin of the International Dairy Federation no. 140. Brussels: IDF. Roberts et al. (1992) Sequence of caprine b-casein. Genetics 121: 255±262. Ruiz-Sala P, Hierro MTG, Martinez-Castro I and SantaMaria G (1996) Triglyceride composition of ewe, cow and goat milk fat. Journal of the American Oil Chemists' Society 73: 283±293. Story JE, Grandison AS, Millard D, Owen AJ and Ford GD (1983) Chemical composition and coagulating properties of renneted milks from different breeds and species of ruminant. Journal of Dairy Research 50: 215±229.
see Diseases of Dairy Animals, Noninfectious: Grass Tetany.
Grazing Management
1279
see Forages and Pastures: Grazing Management.
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Quality Management and Dairy Herd Health 1281
H Hairy Heel Warts
see Diseases of Dairy Animals, Infectious: Hairy Heel Warts.
Harmonized Systems in Dairy Trade
see Trade in Milk and Dairy Products, International
Standards: Harmonized System.
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS Contents
HACCP, Total Quality Management and Dairy Herd Health Processing Plants
HACCP, Total Quality Management and Dairy Herd Health J P Noordhuizen, University of Utrecht, The Netherlands Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Animal health management and product quality control have evolved from a solely curative veterinary practice, where disease or quality problems were addressed once the problem had arisen, to the application of veterinary herd health and production management programmes, where herd performance was monitored in an operational setting in order to better prevent disorders. Herd health and production management programmes much more focused on early disease detection, herd monitoring and risk assessment of disorders in health, reproduction and productivity.
More recently, more emphasis is put on the issue of quality of the product (e.g. milk and meat) and of the production process. The latter regards aspects like animal health status and animal welfare, and environmental issues. There is an increasing tendency that livestock production is integrated into food production chains, from the farm level up to the consumer level. An important element in such production chains is that each link should provide the next link with safeguards regarding the product delivered. Certi®cation of products and production processes is hereby introduced. This article addresses the different quality control concepts as applied at dairy farm level. Moreover, it is discussed how quality management at farm level can be integrated with herd health management.
Quality and Quality Control on the Dairy Farm During the last decades, consumers have increasingly paid attention to the livestock industry. This was partly caused by the foodborne disasters such as mortality due to hamburger consumption, outbreaks
1282
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Quality Management and Dairy Herd Health
of salmonellosis or cryptosporidiosis, and the epidemics of BSE in Europe. Food safety now plays a paramount role in the consumer attitudes and concerns about the livestock industry and the products of animal origin. On the other hand, the general public puts increasing demands on the way that farmers produce. In this situation it is not food product safety that is referred to, but rather husbandry methods with regard to animal health and welfare (see Welfare of Animals, Political and Management Issues), to productivity and to environmental issues. Although the consumer perception of the livestock production sector appears to be highly biased by a lack of knowledge and although there is a large psychological gap between the farmers' community and the urban population in their mutual understanding, it has become clear to the farmers that the quality demands set by the general public have to be met. Livestock production has become market-driven and quality control is an important part of meeting the demands of the society. Certi®cation and quality assurance programmes have been introduced. Quality control can be conducted according to different concepts: Good X Practice codes (GXP), International Standardization Organization systems (ISO-9000), Hazard Analysis Critical Control Points (HACCP) and Total Quality Management (TQM). These concepts are extensively addressed in textbooks on quality control. Differences between GXP, ISO and HACCP with regard to on-farm application have been categorized as given in Table 1. The starting issue was the question to what extent a quality control concept could be applied to animal health hypothesized as a feature of the quality of the production process. It is clear that HACCP can be regarded as the best choice for safeguarding and certifying animal health in dairy practice. However, before any action is to be taken to design and implement a quality control programme, the
appropriate attitude and mentality towards quality is necessary. This is the area of GXP codes. These GXP codes, where the `X' can be replaced by any term like veterinary (V), hygiene (H), clinical (C), manufacturing (M) or farming (F), comprise general statements of attitude regarding the production process. Take for example the statement in the GHP code that the calving pen should be cleaned and disinfected after every calving. Such statements are not speci®c and do not refer to speci®ed locations or steps in the production process. An example of a GFP-like approach is given below. The ISO concept refers to a whole systems approach, where all respective elements, suppliers and advisors are included in and elaborated by the system. This concept is far too elaborated to be practically feasible at farm level; it can function nicely in regular industries. Most quality control systems, like ISO, emphasize the need for creating a quality team before starting the build-up of a quality control system. On a dairy farm of considerable size, say 500 cattle or more, this seems feasible because of the number of workers and the labour organization. On smaller, family-based farms, say 80±100 cattle, however, such a quality team would basically mean the farmer himself full time, possibly assisted by his wife or a coworker. ISO is commonly addressed in textbooks on quality control, but is not further addressed in this article. The HACCP concept has been proposed as an alternative quality control system for dairy farms, because it addresses hazards and risks (exactly as is being done in disease control and disease management), and focuses on preventive risk management in a farm-speci®c setting. Its orientation is on the product (e.g. milk) by addressing the production process steps (e.g. risks). HACCP is discussed in this article in more detail. TQM can be considered as a mixture of both GXP codes and HACCP, and therefore could represent the
Table 1 A comparison between different quality control concepts with regard to animal health as a quality feature Feature
International Standardization Organization (ISO) system
Good Manufacturing Practice (GMP) codes
Hazard Analysis Critical Control Points (HACCP)
Bottom±up approach? Orientation? Health demonstrable? Fit for true certi®cation? Documentation needed? Self-management? Farm-speci®c? Labour-intensive? Many people involved?
No Process Yes Yes Very much No No Yes Yes
No Product No No Much No No No No
Yes Process/ product Yes Yes Little Yes Yes No No
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Quality Management and Dairy Herd Health 1283
best choice in the end, especially in situations where for reasons of ef®ciency an integration of quality management and herd health management is warranted. This option is also presented in this article.
Good Farming Practice The ®rst response of the dairy sector to society's demand for quality control was the development of Quality Assurance Programmes (QAP) in the areas of microbiological hazards and residue control, which are still product-oriented. QAP are aiming at monitoring and controlling these hazards and risks by product testing and by implementing codes of practice and standard operational procedures throughout the whole production chain. Recently, issues of animal welfare and environmental pollution and their control have also been addressed through more integrated programmes, like Chain Quality Milk (CQM). CQM was formulated in The Netherlands in 1998 by a joint action of the Dutch Farmers' Association and the national milk industry, and is compulsory for dairy farmers. The Dutch CQM comprises six modules: 1. Animal health and welfare. 2. Handling and storage of antimicrobial products (including withdrawal periods). 3. Milk harvesting and storage. 4. Hygiene and disinfection procedures. 5. Feed and feedstuffs. 6. Environment, water and waste management. Quality is now de®ned in a much broader sense: not only the product is involved but also the production method and the production unit surroundings. CQM could ± up to the present time ± be regarded as GFP codes aiming at the improvement of attitude and mentality. For each module in CQM, the farmer conducts a written self-evaluation of GFP. These forms are checked for compliance with CQM regulations and the farms are audited by an independent organization. Each year the demands in each module are becoming stricter. A veterinarian who wants to serve such a CQM-acknowledged farm needs to act according to a Good Veterinary Practice (GVP) code to obtain access to that particular farm. The veterinarian has to sign that GVP code. Feed producers, e.g. of concentrates, have to demonstrate that they have operated according to a Good Manufacturing Practice (GMP) protocol. Such a GMP is primarily meant to reduce the risk of delivered feed stuffs containing salmonella, undesired antibiotics or mycotoxins.
These good practices codes basically regard codes of behaviour, attitudes and mentality in general. GFP is not a control programme in itself. It may point, however, to certain critical issues on a farm, like the extent to which manure-borne pathogens such as salmonella and Mycobacterium paratuberculosis are introduced into and spread within the farm. The critical spots in that respect are for example the entrance of the farm where both farm workers and extension people cross, crossing-lines between cows leaving the milking parlour on their way to the pasture and farm machinery bringing feed to the barn, a worker passing from the lactating cow group to the dry cow group or to the young stock barn without crossing hygiene barriers. Drawbacks of GFP are that it is not farm-speci®c and that such attitude or mentality can not be truly demonstrated to third parties which is required for certi®cation. On the other hand, it appears that quality control programmes can only be successful if the proper foundation for adoption is present; GFP helps in building that foundation by creating awareness in the farmer.
Hazard Analysis and Critical Control Points (HACCP) The HACCP concept appears to be the best choice so far for the farmer who wants to act according to quality control principles, not in the least where animal health is considered a quality feature. Key issues in the HACCP concept are the design of a production process decomposition diagram, the identi®cation of hazards, risk assessment, de®nition of critical control points and critical management points, the monitoring of the production process, planning of corrective measures, and the risk management procedures. An example of a general production process decomposition diagram for a dairy farm is presented in Figure 1. This shows where the animals on the farm pass from one step to the other, including the pathways and pasture plots. Further detailing can be done on each particular farm (see Dairy Farm Design and Layout: Building and Yard Design, Warm Climates). Hazard identi®cation means that major disorders and potential threats are identi®ed as well as the risk factors contributing to their occurrence. Examples of such hazards are introduction to the farm of pathogens, like that of Johne's disease or bovine virus diarrhoea through purchased animals; spread of infections within the farm over units and between herds through poor hygiene or transport trucks; contamination of milk due to insuf®cient milking technique of the milker. Within herds, infections have to be eliminated before they
1284
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Quality Management and Dairy Herd Health
Outer farm
Calves, contacts, surface water
Pasture
Inner farm
Sold
Bulk milk tank
Youngstock barn
Calving pen
Milking parlour Lactating cow barn
Milk truck
Dairy factory
– machine – housing
– technique
– feeding
– treatment
– care
! lactating ! dry
Dry cow barn Diseased cow barn
Inner farm Outer farm
Purchase
Sold alive culled for slaughter
Origin, transportation, certificate, quarantine
Figure 1 Example of a production process decomposition diagram of a dairy farm. Boxes represent major production process steps, ovals represent risk factors.
can cause dramatic economic losses. Infections between herds have to be eliminated if they involve highly contagious diseases or diseases that threaten larger regions such as infectious bovine rhinotracheitis or brucellosis. Risk factors are obtained through either literature analysis, observational±analytic ®eld surveys, or adaptive conjoint analysis procedures, as has been reported in literature. These risk factors are assigned to the respective sites in the production process where they have their impact. Critical control points (CCPs) and critical management points (CMPs) then need to be de®ned on the basis of these risk factors. The CCP is a measuring point, a condition or a sequence in the production process which is related to the hazard, for which the control is crucial and where deviations can be detected by comparison with accepted target and tolerance levels, for which corrective measures are available which after loss of control in their turn lead to full restoration of control. Examples of CCP are bacteria counts per millilitre of milk; temperature of the cleaning water of the milking machine at the end of the cleaning process; air velocity in the barn; animal (blood antigen) check before delivery. There are not many CCPs de®ned for dairy production. One reason could be that the number of physical entities (e.g. water temperature for cleaning the milking machine) on a farm is relatively small as compared to other industrial sectors. Another reason could be that it is hard to
de®ne true CCPs for biological entities such as cows due to the wide intra- and interanimal variation of many variables. The CMP is a point, a condition or a sequence in the process which is related to the hazard but where control cannot be fully guaranteed because there are no true target levels or tolerances de®ned, or which is hard to measure, but which is still crucial in the control process. CMP focuses on the best possible practice to reduce a risk or its impact. Examples of CMP are sero-titres; managerial actions to deny access of calves to pastures where manure has recently been spread which potentially carries salmonella bacteria; level of maintenance of the slatted ¯oor with regard to traumatic hoof disorders. It can be stated that CMPs are the most critical issues in a biosecurity programme which have a scienti®cally sound basis. An example related to the determination of CMPs is presented below.
� Hazard: milk quality deviations. � Hazard speci®cation: milk quality deviations due to mastitis, teat lesions and poor teat-cup liners.
� Risk conditions related to the hazard (CMPs in
a qualitative sense are given between brackets) are for example:
± microbiological quality of the milk (expressed in somatic cell counts; coliform bacteria count;
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Quality Management and Dairy Herd Health 1285
udder pathogens; clinical and subclinical mastitis) ± teat hygiene (expressed in coliform and total bacteria count of the teat skin) ± teat condition and health (expressed in coliform and total bacteria count of the teat skin; teat end condition as expressed in teat end callosity scores) ± milking technique and milking hygiene ± milking machine function and maintenance (e.g. poor teat-cup liners) ± general hygiene scores of cows and surroundings ± body condition scores of the cows ± nutrition, especially in fresh cows, related to the effects of severe negative energy balance and hence (subclinical) ketosis ± the situation regarding lameness in the herd. The risk conditions are translated into CMPs. CMPs for microbiological quality of milk are the acceptable percentage of lactating cows with somatic cell counts above 200 000 ml ÿ 1 (e.g. 15% or less); the percentage of clean udders in the herd (at least 80% of lactating cows); the acceptable percentage of cows with clinical mastitis (20% or less); a proper herd mastitis treatment plan (antibiotic sensitivity determination; known pro®le of mastitis-causing pathogens); replacement of teat-cup liners after 1200 milkings; optimal milking hygiene and milking technique (e.g. udder preparation time 30 s or less per cow); milking machine evaluation at least twice yearly; general hygiene conditions according to Good Farming Practice codes; the percentage of ketotic cows in early lactation (less than 10% of the fresh cows up to 70 days postpartum: ketosis is associated with an increased mastitis risk); patterns of body condition scores throughout the lactation according to the standards set for milking cows; the percentage of lactating cows with deviating teat end callosity scores in the worst class (less than 15%). With regard to the corrective measures in this case, we must design an udder health control programme (UHCP) for mastitis as cause of contamination (too high somatic cell count and or bacteria) of the milk. This UHCP should focus on the prevention of new infections and the elimination of existing infections, e.g. by addressing milking machine function, milking technique, control of clinical as well as subclinical mastitis, culling of cows with an udder health problem. In such a UHCP cows and farm conditions are regularly monitored. This monitoring may also be part of a regularly executed veterinary herd health and production management programme (HHPM). All CCPs and CMPs together on a farm represent the on-farm monitoring network.
Integrating the HACCP Concept and Total Quality Management on a Dairy Farm True CCPs are hardly de®ned for a dairy farm and therefore more focus is on the CMPs. CMPs are critical points for management attention and often part of a biosecurity plan. Many CMPs are known on a dairy farm because ± as was stated previously ± they are derived from risk factors related to the occurrence of certain disorders on a farm. Paramount activity in a quality control programme is to determine these CMPs in the different production process steps. These production process steps can be de®ned by designing a process decomposition diagram of the farm (see Figure 1). Next, the respective activities and goals in the different steps in that diagram are logically and chronologically organised. Then, the CMPs are assigned to the different activities within each step and a monitoring procedure is developed, implemented and evaluated. Parts of this concept are elaborated in Figure 2. We then have a mixture of Good Farming Practice codes and the HACCP concept, comprising CMPs and CCPs. This mixture can be regarded as Total Quality Management, especially if ± in addition to quality control of the product itself and to process control with regard to animal health ± emphasis is also put on animal welfare, public health and food safety, and environmental issues.
Herd Health and Production Management Programmes and their Integration with Quality Control In more business-like conditions, TQM can be integrated with veterinary herd health and production management programmes (HHPM). The latter are focused on operational and tactical management support with regard to decision-making on health, reproduction and productivity of the herd according to standard protocols. Such a protocol is presented in Figure 3. The ultimate objective of HHPM is to reduce operational costs and/or to increase farm income. These programmes have three major characteristics: (1) the basis is routine monitoring and surveillance of animals, farm conditions and information during regularly planned farm visits, (2) the analysis of herd problems and related risk conditions in order to solve those problems, and (3) the prevention of disorders by monitoring, eliminating or reducing risk conditions. During biweekly or monthly farm visits the monitoring leads to early signals of possible deviations, on the basis of which farm-speci®c plans of
1286
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Quality Management and Dairy Herd Health
Suppose that we design a quality risk management programme for the hazard ‘contamination of milk due to mastitis, teat lesions and poor teat-cup liners’ during the housing period on a certain dairy farm. On the basis of the farm-specific production process decomposition diagram (see Figure 1) one looks for the sites in the production process where the hazard may occur. The diagram is broken down to those sites where the hazard may occur, in this example the calving pen, the lactating cow barn, the milking parlour, the bulk milk tank. Calving pen
Calving pen
Cubicles
Lactating cow barn
Feed rack
Milking parlour
Walking area
Bulk milk tank
Waiting area
Milking parlour
If needed, each of these sites are subdivided into smaller parts. For example:
Milking machine
Bulk milk tank
For each part of this process the goals and monitoring activities have to be defined, while also GFP and CMPs (*) have to be determined. For example: Goals: cubicles should provide adequate cow comfort for lying and easy standing as well as for ruminating, without high risk of udder infection, teat lesions or claw/leg problems
Goals: the milking parlour must be fit for adequate milking of cows while their welfare should be unharmed, probabilities of infection transfer to the quarters should be prevented, contamination of milk avoided, and detected udder infections properly treated.
Monitoring activities and CMPs*: size of cubicles; shoulder rail adjustment* cubicle floor; front leg board* keerbuis; bedding material* cleaning and disinfection*
Monitoring activities and CMPs*: regular evaluation of milking machine function*; replace teat-cup liners after 1200 milkings*; apply strict milking hygiene practices; apply appropriate milking technique; apply adequate therapy*; teat dipping; culling of chronic mastitis problem cases*; machine cleaning water temperature (CCP)
Proceed according to the described monitoring activities; record CMP checks on particular sheets; evaluate records regularly; adjust procedures if needed.
Figure 2 Integrating TQM, HACCP and HHPM: a simpli®ed example.
OBJECTIVES
Preventive actions • risk factors • critical management points
Define preset targets
EXECUTION Material and methods Farm inspection
Clinical inspection
Data inspection
DECISION MAKING Farm inspection data
Hard and external data
Monitoring Evaluation
Clinical inspection data
+
– Confirm
Problem analysis protocol
FOLLOW-UP I Recommendations Continue routine duties or
Diagnosis Intervention
FOLLOW-UP II Evaluation of interventions
Figure 3 A standard protocol for veterinary herd health and production management with three components: routine monitoring, problem analysis, and prevention. (From Brand et al., 1996.)
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Quality Management and Dairy Herd Health 1287 Table 2 Examples of routine monitoring activities in a Herd Health and Production Management (HHPM) programme Cow/herd level
Farm environment
Farm information
Body condition score Rumen ®ll score Faeces score
Milking technique
Performance ®gures
Hygiene procedures Nutrition and pasturing Housing conditions Climatic factors Boiler temperature
Milk recording data Milk quality data
Claw score Teat end score Reproductive examinations Growth measurements Clinical cow examination
Rodent/insect control Other managerial activities
Roughage analysis Soil analysis Surface water quality Quality audit reports
action are designed, implemented and followed up by the veterinary surgeon at subsequent farm visits. Examples of routine monitoring are presented in Table 2. This farm monitoring can be regarded as an overall farm inspection, the prestage of problem analysis or an epidemiological survey wherein risk factors for disorders are searched for in order to provide means for elimination or control of that disorder. Such a survey yields a list of risk factors for one or more disorders, as well as a quanti®cation of their contribution to the occurrence of that disorder, the parameter being the relative risk or the odds ratio. The strength of such epidemiological surveys is that contributing risk factors can be ranked according to the impact they have on disease occurrence at population level. On the individual farm it is checked with this list which risk factors are prevalent there and which are not. In this way it is easier to set priorities in addressing risk factors through managerial action, especially when cost±bene®t calculations have been done. This is the area of risk management. From the previous paragraphs on quality management, HACCP and TQM it is clear that TQM including HACCP principles and HHPM can be easily integrated. They show many similarities in approach and have the same basis in monitoring and surveillance. In Figure 2 an example is given of the integration of the TQM concept including GXP and HACCP principles with HHPM on the dairy farm, following the sequences outlined in the previous paragraphs.
Record-Keeping In every organization it is necessary that the manager is able to assess the current situation and has insight into the past herd performance. Therefore, it is
necessary that some relevant documentation is available for scrutiny and evaluation (see Business Management of Dairy Farms: Management Records and Analysis). On-farm information in that respect regard are the milk production data (test day results), the herd fertility±health overview, insemination data, results from laboratory testing on e.g. serology or milk samples, feed analysis, culling, farm economics. Veterinary herd health programmes usually show a more extended database. This includes for example data on clinical mastitis, cell counts and pathogens, data on lameness and other diseases, data of monitoring rumen ®ll, body condition, faeces consistency, teat end callosity. Moreover, a formal herd health status certi®cate can be acquired after testing of the herd (e.g. on infectious bovine rhinotracheitis, bovine virus diarrhoea, leptospirosis). HHPM uses these data to better support the farmer in his decisionmaking about health, reproduction and productivity of animals. In the case of quality control on dairy farms, usually the dairy industry carries out the control of the delivered product before acceptance (e.g. antibiotics residues, somatic cell counts, pathogens). If the dairy production process is to be addressed, as was described in this article, monitoring of hazards and risks in this production process on the farm needs to be done. Furthermore, if one has to demonstrate to third parties what activities have been executed to achieve a certain animal health status or quality level, documentation is paramount. Important in this respect may be the speci®c listing of the CCPs and CMPs which have been monitored over time, with dates, observers, outcome, and incidental corrective measures applied and their effect. This may support both the HHPM and the QAP activities.
Concluding Remarks Many developments in the dairy sector have taken place over the last decades. The currently most important one regards the quality assurance related to food safety and public health. Furthermore, due to ongoing urbanization, city-dwellers live closer to the farming communities in several regions and countries. As a consequence and even more enhanced by problems like BSE, general public opinion has a greater impact on livestock production than before. Farmers need to demonstrate to third parties how they proceed with regard to animal health, animal welfare, food safety and environmental issues. Quality control, certi®cation and animal health status are all part of a so-called licence to produce. If a farmer does not comply with the rules set, he will
1288
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Processing Plants
lose his licence. This is the reason that dairy farmers want management support in their operational, tactical and strategic decision-making on issues including quality. They expect this support from different experts among whom is the veterinary surgeon. Given the different sociological farming styles, it is crucial that advice on quality risk management is given tailor-made. It could be worthwhile to have a `quality team' functioning closely around the farm. The members of that team are, for example, the veterinary surgeon, the milking-machine advisor, the extension of®cer and the nutritionist. The team members are responsible for their own discipline and should address the monitoring, interpretation and advice in that discipline. The team approach should lead to the best possible advice to the farmer and avoid contradictory advice being given. One of the main advantages of applying quality control would be that emphasis will be on disease risk management instead of disease control on the farm. This means that focus is on prevention rather than on curative action. Prevention will be more cost-effective and represents investment, while curative action refers to economic losses. This has also been the incentive of the Bovine Alliance on Management and Nutrition in the United States for providing the documentation on biosecurity for dairy farms in 2000 and 2001. The effects of these efforts should be twofold: on the one hand the farmer responds to the public health and food safety demands from society and on the other hand it refers to optimal cost±bene®t dairy farming. Quality control goes beyond the common issues of residues and use of antibiotics, or even animal health. Also animal welfare is to be included, as well as environmental issues. The ®rst steps regarding environmental issues have been made in, for example, The Netherlands and Denmark. Currently, practical welfare scoring indices are being developed and tested in the ®eld, for example, in The Netherlands and the United Kingdom. With regard to environmental issues, surface water quality indicators have been developed, as well as farm mineral-status bookkeeping. Such indicators need to be translated into CMPs in an on-farm network for monitoring. It can be foreseen that, particularly in Europe, compulsory farm and herd inspections will be implemented on a regular basis for the sake of consumer protection. The quality of dairy products and dairy production in its broadest sense will hence continue to play a paramount role in our society. See also: Business Management of Dairy Farms: Management Records and Analysis. Dairy Farm Design and Layout: Building and Yard Design, Warm
Climates. Risk Analysis. Welfare of Animals, Political and Management Issues.
Further Reading Brand A, Noordhuizen JPTM and Schukken YH (1996) Veterinary Herd Health and Production Management in Dairy Practice. Wageningen, The Netherlands: Wageningen Press. Evans JR and Lindsay WM (1996) The Management and Control of Quality. St Paul: West Publishing Co. Knudsen S (1997) A quality and environmental management system developed by farmers. In: Quality Management and Process Improvement for Competitive Advantage in Agriculture and Food, Proceedings of the 49th Seminar of the European Association of Agricultural Economists, vol. 1. Noordhuizen JPTM, Frankena K, van der Hoofd CM and Graat EAM (1997) Application of Quantitative Methods in Veterinary Epidemiology. Wageningen, The Netherlands: Wageningen Press. Schiefer G (1997) Total quality management and quality assurance in agriculture and food. In: Quality Management and Process Improvement for Competitive Advantage in Agriculture and Food, Proceedings of the 49th Seminar of the European Association of Agricultural Economists, vol. 1.
Processing Plants M Jones, Centre for Food Technology, Toowoomba, Qld, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The Hazard Analysis and Critical Control Points (HACCP) technique for the identi®cation, evaluation and control of food safety hazards was developed in the mid-1960s and publicly presented in the early 1970s. Since then it has been progressively adopted by the food industry and enforced by regulators. It is the technique preferred by the Codex Alimentarius Commission for the enhancement of food safety. The technique was originally developed as a system for the control of microbiological hazards of public health signi®cance, due to the limitations of microbiological testing for the control of food processes. HACCP has now been widely adopted
1288
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Processing Plants
lose his licence. This is the reason that dairy farmers want management support in their operational, tactical and strategic decision-making on issues including quality. They expect this support from different experts among whom is the veterinary surgeon. Given the different sociological farming styles, it is crucial that advice on quality risk management is given tailor-made. It could be worthwhile to have a `quality team' functioning closely around the farm. The members of that team are, for example, the veterinary surgeon, the milking-machine advisor, the extension of®cer and the nutritionist. The team members are responsible for their own discipline and should address the monitoring, interpretation and advice in that discipline. The team approach should lead to the best possible advice to the farmer and avoid contradictory advice being given. One of the main advantages of applying quality control would be that emphasis will be on disease risk management instead of disease control on the farm. This means that focus is on prevention rather than on curative action. Prevention will be more cost-effective and represents investment, while curative action refers to economic losses. This has also been the incentive of the Bovine Alliance on Management and Nutrition in the United States for providing the documentation on biosecurity for dairy farms in 2000 and 2001. The effects of these efforts should be twofold: on the one hand the farmer responds to the public health and food safety demands from society and on the other hand it refers to optimal cost±bene®t dairy farming. Quality control goes beyond the common issues of residues and use of antibiotics, or even animal health. Also animal welfare is to be included, as well as environmental issues. The ®rst steps regarding environmental issues have been made in, for example, The Netherlands and Denmark. Currently, practical welfare scoring indices are being developed and tested in the ®eld, for example, in The Netherlands and the United Kingdom. With regard to environmental issues, surface water quality indicators have been developed, as well as farm mineral-status bookkeeping. Such indicators need to be translated into CMPs in an on-farm network for monitoring. It can be foreseen that, particularly in Europe, compulsory farm and herd inspections will be implemented on a regular basis for the sake of consumer protection. The quality of dairy products and dairy production in its broadest sense will hence continue to play a paramount role in our society. See also: Business Management of Dairy Farms: Management Records and Analysis. Dairy Farm Design and Layout: Building and Yard Design, Warm
Climates. Risk Analysis. Welfare of Animals, Political and Management Issues.
Further Reading Brand A, Noordhuizen JPTM and Schukken YH (1996) Veterinary Herd Health and Production Management in Dairy Practice. Wageningen, The Netherlands: Wageningen Press. Evans JR and Lindsay WM (1996) The Management and Control of Quality. St Paul: West Publishing Co. Knudsen S (1997) A quality and environmental management system developed by farmers. In: Quality Management and Process Improvement for Competitive Advantage in Agriculture and Food, Proceedings of the 49th Seminar of the European Association of Agricultural Economists, vol. 1. Noordhuizen JPTM, Frankena K, van der Hoofd CM and Graat EAM (1997) Application of Quantitative Methods in Veterinary Epidemiology. Wageningen, The Netherlands: Wageningen Press. Schiefer G (1997) Total quality management and quality assurance in agriculture and food. In: Quality Management and Process Improvement for Competitive Advantage in Agriculture and Food, Proceedings of the 49th Seminar of the European Association of Agricultural Economists, vol. 1.
Processing Plants M Jones, Centre for Food Technology, Toowoomba, Qld, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The Hazard Analysis and Critical Control Points (HACCP) technique for the identi®cation, evaluation and control of food safety hazards was developed in the mid-1960s and publicly presented in the early 1970s. Since then it has been progressively adopted by the food industry and enforced by regulators. It is the technique preferred by the Codex Alimentarius Commission for the enhancement of food safety. The technique was originally developed as a system for the control of microbiological hazards of public health signi®cance, due to the limitations of microbiological testing for the control of food processes. HACCP has now been widely adopted
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Processing Plants
internationally by the dairy processing industry for the development of process-control procedures within the framework of documented quality management systems. Dairy processors use the technique for the identi®cation and control of hazards to the safety and quality of a product as well as conformance to legal requirements. HACCP is one of a number of worksheet-based hazard identi®cation techniques but is unique in that it was developed speci®cally for the food processing industry. There are many variations of the HACCP worksheet and an example is given in Table 1. HACCP is very effective when used in conjunction with process design veri®cation tools, risk assessment techniques and cause and effect analysis to develop process control procedures within documented quality management systems. HACCP-based process control procedures also need to be supported by welldeveloped and documented Good Manufacturing Practices (GMP).
Applying HACCP to Dairy Processing: There are 12 generally accepted steps to the application of the HACCP technique. They are: 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12.
Assemble the HACCP team. Describe the product. Identify the product's intended use. Construct a process ¯owchart. Verify the process ¯owchart. List the potential hazards associated with each process step and identify control measures. Determine Critical Control Points (CCPs). Establish critical limits for each CCP. Establish a monitoring system for each CCP. Establish corrective actions. Establish veri®cation procedures. Establish documentation and record keeping.
Steps 6 to 12 are referred to as the seven principles of HACCP. When applying HACCP to dairy processing operations, it is important to be aware of the complexity of these processes compared to other sectors of the
food processing industry. Much of the information on applying HACCP has been written with labourintensive batch processing of solid food in mind. The highly automated continuous processing of liquid milk into a large variety of dairy products involves complex, capital-intensive plant. The ®rst task undertaken by the HACCP team after it has been given the scope of the HACCP plan is to develop system description documents. The dairy process is too complex to attempt hazard identi®cation by observation of the process alone and must be simpli®ed and described on paper. The two main system description documents used are the product speci®cation and the process ¯owchart (PFC). The product speci®cation is a full description of the product including measurable limits that address all hazards included in the scope. While another team may develop this document, it is the responsibility of the HACCP team to review its adequacy. Those compiling this document need to ensure they are up to date with the epidemiology of illnesses associated with the product in question. HACCP uses the PFC to describe the process. While a PFC listing the process steps may be adequate in less complex food processes, other system description documents such as Piping and Instrumentation Diagrams (P&ID) should be consulted when analysing a dairy process. A typical dairy process PFC is shown in Figure 1. While it is not a strict requirement, many dairy processors use the symbols shown in Figure 1. These symbols are also widely used throughout the broader food processing industry. A key to the use of the symbols is given in Figure 2. A typical P&ID appears in Figure 3. The HACCP team should ensure that the design of the process has been veri®ed before conducting a HACCP on a dairy process. Process design veri®cation will normally be conducted by engineers using a technique such as Hazards and Operability Studies (HAZOP) which uses the more detailed P&ID as the main system description document. This veri®cation should have been conducted as a part of plant commissioning as well as after any subsequent changes to the plant design.
Table 1 HACCP worksheet Process step
Hazard
Control measure
Assessed risk
1289
CCP
Critical limits
Monitoring procedure
Corrective action
1290
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Processing Plants
Raw milk storage
Pre-heating
Separation
Cream cooling
In dairy processing there are certain control measures that are relevant to every process step in every process undertaken in the factory. These control measures are typically documented in the GMP section of the quality manual and should include:
� � � � �
equipment and premises' cleaning and sanitation personnel hygiene pest control equipment maintenance and calibration staff training.
Vacreation
Identifying Hazards Cooling
Storage
Churning
Salting
Working
Packing
Storage
Figure 1 Process ¯owchart (PFC).
Operation: A process step where any of the product characteristics are deliberately altered.
Storage: Material is kept under controlled conditions such as in a warehouse or cold room.
Inspection: A step in the process where HACCP has determined that monitoring is required.
Transportation: Where the movement of material is a significant part of the process.
Delay: A point in the process where conditions prevent the immediate performance of the next process step.
Combined activity: A step in the process where a combination of any two activities takes place. Commonly used to where monitoring of a process step is required.
Figure 2 Key to typical process ¯owchart symbols.
The most important aspect of HACCP is the identi®cation of potential hazards, which may occur at each step in the process. HACCP is used as a predictive tool in that the team is not only assessing hazards that have occurred in the past but also those that have the potential to occur. The rigour of a hazard identi®cation technique is judged on its thoroughness in uncovering potential hazards. Each technique includes a mechanism for enhancing this rigour. HAZOP, for example, utilizes a series of guide-words, which are used to create questions with which the team challenges the process. HACCP relies heavily on the experience of the team; therefore, the selection of an appropriate team is of utmost importance. HACCP teams should include both technically quali®ed people and experienced process operators. The team must include someone with knowledge of the microbiology of the product. Well-written product speci®cations are essential to the identi®cation of all potential hazards. The speci®cations serve as a checklist to be referred to as each step in the process is analysed for hazards to determine which, if any, of the speci®cations are at risk. It is essential that the latest epidemiological data have been consulted in the writing of the product speci®cations. In the absence of the latest data, it is conceivable, for example, that in the mid-1980s HACCP plans for soft cheeses might have been developed with no consideration given to the pathogenic organism Listeria monocytogenes. This might have occurred during the early days of the organism's importance being recognized, with the epidemiological data being in existence but perhaps not widely available. The intended use of the dairy product should always be identi®ed in the product speci®cations as an aid to the identi®cation of hazards, for example, the differences between the intended uses of high-heat skim milk powders and infant dietetic powders. One is to be used as an ingredient in a product which
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Processing Plants
1291
To 2213–B
378 CIP-R From cottage cheese/butter
2219
CIP-R From 8214
2212 V2212–1
2214
CIP return from starter RM 7212 CIP from 2220–B
V2213–3 V2213–2
CIP-P From Blue vein
To cheese VATS 3111
2213
V2111–4 2117
To 2421–B
2421
V2117–1 2220 Water
To 2416–B
2416 Starter to 2112–B 2112
V2132–1
From 2132–B
2111
To blue vein then 8132
V2132–2
2129
V2129–1
2111 Raw milk from 1102
2122 2111–2
2101
From Gouda and blue vein
V2101–1
2127
MG
Steam
V2111–3
To 2122–B 2128
V2219–1
V2126–2
2126
V2111–5
V2102–3
Holding vat 1 F 220
V2111–2
MG
V2127–2 Balance tank
V2126–1
L212
V2102–4
V2102–2
To floor
Holding vat 2 F 210
To pump L1111
V2111–1 V2220–1
Vat 1
V2102–1
V2213–1 H 213 Filter
V2230–1
From 2125–B
2125 Hot water
E 230
V2101–4
Pasteurizer
2124
To drain
L 232
V2101–2 V2101–3
To vat room 8118
2118
L 221
V2115–1 V2123–1
V2127–3
2115
Legend CIP circuit 2 CIP circuit 3 Equipment
Non return valve Parallel pipe coil Press reduction valve
Instrument
Auto actuating valve
Manual switch
To 2124–B
F 231
2129
To blue vein
Computer
Chilled water Chilled water
2441
7–1
From separator line 1101
To 2110–B
2110
2111–1
2102
2230 From 11230
V2122–1
2132
Manual valve Electrical control line
3 way valve Butterfly valve 2 way valve Pump
MG
2123
From 2123–B To 2115–B
Mercery in glass Temperature Flow rate
Float valve Flex hose Pneumatic control line
Case study – cheese process Figure 2a. pasteurizer room Drawn Date Scale TAJ 21-02-94 Checked Ref. Rev.
Drawing no Date
MJ–022A
of
Disc file: CP–Fig2A
A3
Figure 3 Piping and Instrumentation Diagram (P&ID).
undergoes further heat processing, while the other is obviously intended for a sector of the population with a high risk of fatality from food poisoning. On a more process-speci®c level, the company's customer complaints register can offer an insight to the HACCP team. It is also important when identifying hazards to consider the inputs to the process. Dairy processing includes the use of raw materials and ingredients other than milk, such as ¯avours, thickeners and stabilizers. These other ingredients need to be considered in terms of the hazards they may introduce into the process.
Assessing Risk The team approach to hazard identi®cation works best if a brainstorming process is used. Using this approach requires trivial hazards to be eliminated and the critical hazards highlighted. Over recent years, the importance of risk assessment in a HACCP plan has been increasingly recognized. Other hazard identi®cation techniques such as Failure Mode Effect and Criticality Analysis (FMECA)
utilize a risk assessment method. There are as many risk assessment techniques available as there are hazard identi®cation methods. Regardless of the risk assessment method selected, it must consider both the likelihood of the hazard occurring and the severity of the consequences. Either a quantitative or a qualitative measure of both needs to be undertaken. The total assessed risk is: total assessed risk frequency of occurrence � severity of consequence The simple scoring system shown in Tables 2 to 4 has been used effectively in the dairy processing industry in Australia. A score of 1 to 5 (from Tables 2 and 3) is given to both the likelihood of the hazard occurring and the severity of the consequence should it occur and the total assessed risk calculated using Table 4. The risk of a hazard is determined assuming no process control procedures (monitoring and corrective action) are in place. If the risk is unacceptable, process control procedures that will reduce the risk to an acceptable level need to be put in place.
1292
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Processing Plants Table 2 Scores for frequency of occurrence
Table 3 Scores for severity of consequence
Frequency score
Frequency of event
Severity score
Severity of consequence
5 4 3 2 1
Frequent Probable Occasional Remote possibility Improbable
5 4 3 2 1
Critical Major Minor Marginal Negligible
Table 4 Total assessed risk matrix Frequency score
Severity of consequence score 1
2
3
4
5
1
1
2
3
4
5
2
2
4
6
8
10
3
3
6
9
12
15
4
4
8
12
16
20
5
5
10
15
20
25
Acceptable risk
The aim in this system is to reduce all hazards so that the total assessed risk score is 5 or less (`acceptable risk' category in Table 4) where all critical hazards are improbable. Other systems used simply assign a high, medium or low rating to the frequency and severity.
Determining Critical Control Points The intention of HACCP is to ensure that the focus of process control is at the Critical Control Points (CCP). A CCP is a point in the process where control can be applied to prevent (or eliminate) a food safety hazard or reduce the total assessed risk of that hazard to an acceptable level. There are decision trees available to help identify a CCP; however a simple and logical approach which works well in the analysis of a dairy process is found in the ®rst ®ve columns of the HACCP worksheet in Table 1. Firstly, determine if there is a potential hazard at the process step being analysed. If a potential hazard exists, determine whether a control measure exists at that process step for the hazard. If a control measure exists, determine the signi®cance of the hazard (i.e. the acceptability of the risk). If the hazard is signi®cant then the process step is a control point. In summary, if a signi®cant hazard exists at
Unacceptable risk
a process step for which there is a control measure available then the process step is a control point. With the application of HACCP no longer restricted to microbiological hazards of public health signi®cance, a distinction needs to be drawn between critical public health hazards and less serious quality issues. This is generally being achieved in the dairy processing industry by restricting the label CCP to process steps with public health hazards and describing other control points as QCP. The main point of confusion in determining control points in a dairy process is at the beginning of the process, usually the raw milk storage in silos. It is at this point that the team may nominate hazards that can only be prevented on farm, such as the risk of antibiotic contamination of the milk. The result of conducting HACCP should be a process control procedure based on prevention. In order to achieve this, the control point for this hazard must be on the farm. If the scope of the HACCP were always ``from paddock to plate'', this confusion would not occur.
Developing Effective Process Control An important aspect of process control is that it is preventative. In order for a process control system to be preventative, it must concentrate on
HAZARD ANALYSIS AND CRITICAL CONTROL POINTS/Processing Plants
monitoring the control measure and not the hazard. For example, in order to assure the desired low level of bacteria in the process, the time and temperature of storage should be monitored and held within desired limits rather than testing milk for bacterial levels. Checking bacterial levels is, however, an important means of verifying the adequacy of a HACCP-based process control system. Effective process control relies on the correct control measures being monitored. This often requires cause and effect analysis, as control measures focus on the cause of the hazard. For example, in the production of vacuum-packed cheese, leaking packages are likely to constitute a signi®cant hazard. For this hazard, the possible causes could include: incorrect vacuum, incorrect temperature of the heating bars, inadequate time allowed for sealing, product on the sealing surface, or holes in the packaging material. One of these ®ve possible causes is likely to be responsible for 80% of the leaking packages. Critical limits need to be set at each control point for each control measure. Setting critical limits makes the process measurable and therefore controllable. By setting upper and lower limits, a truly preventative process control procedure is developed. Trends in the process can be observed and the process adjusted before the hazard has occurred. This principle has been long understood in the canning of `sterile' milk. In this process, can-seam measurements are taken and graphed so that trends can be monitored and canclosers adjusted before any leaking cans are produced. It is also useful to set an aim or target level usually in the middle between the upper and lower limits. To set only an upper limit or only a lower limit should be seen as an exception. For example in milk or product storage, it may seem logical to set the critical limit as a maximum of 4 � C. A lower limit of 0 � C should, however, be considered, as freezing milk is also undesirable (milk of normal composition would freeze below ÿ0.5 � C). As a general principle, the critical limits should be validated. In other words, evidence should be obtained indicating that the hazard will be controlled by maintaining the control measure within those limits. In many cases in the dairy processing industry, the critical limits are industry standards. For example, each processor need not validate the pasteurization critical limits (minimum of 72 � C for a minimum of 15 s). However, when Listeria monocytogenes became widely recognized as a hazard in dairy products, pasteurization had to be validated again for this organism. When the frequency and rigour of monitoring are being set, the assessed risk should be considered.
1293
For example, there will be similarities between HACCP plans for various milk powders, but process control for a skim powder for further processing will have less rigorous monitoring for Salmonella control than an infant dietetic powder. With the aim of developing practical process control procedures, it needs to be recognized that there will be times when monitoring indicates that the process has not remained in control and within critical limits. It is therefore necessary to include a plan of action to correct the process. Corrective actions should include actions to: bring the process back to within critical limits; isolate, and determine the disposition of affected product; determine the cause of the loss of control; and maintain a record of actions taken. While every effort is maintained to ensure the HACCP plan is effectively developed by a diverse and experienced team and, where necessary, by validation that critical limits are appropriate, until the resultant process control procedures are tried in practice, there is no absolute guarantee of the ef®cacy of the plan. It is therefore essential that veri®cation procedures also be developed. The principle of modern quality management is to assure the quality and safety of product by controlling the process and not by testing for and rejecting defective ®nished product. However, product testing is still an essential component in verifying the system. No matter how rigorous the monitoring of a process producing infant dietetic powder it would never be justi®able to stop testing the ®nal product for Salmonella. Finally, the HACCP plan must be documented. This involves both the documentation of HACCP procedures and the development of a record-keeping system. Ideally, this should be as part of a documented quality system as this will ensure that the HACCP plan is not only veri®ed and kept up-to-date but also continuously improved. See also: Hazard Analysis and Critical Control Points: HACCP, Total Quality Management and Dairy Herd Health. Risk Analysis.
Further Reading Baumann HE (1994) The origin of the HACCP system and subsequent evolution. Food Science and Technology Today 8(2): 66±72. Bryan F (1992) WHO Hazard Analysis Critical Control Point Evaluations: A Guide to Identifying Hazards and Assessing Risks Associated with Food Preparation and Storage. Geneva: World Health Organization.
1294
HEALTH ASPECTS OF DAIRY PRODUCTS/Bone Health
Christian JHB (1994) Problems with HACCP. Food Australia 46: 81±82. Codex Alimentarius Commission and the FOA/WHO Food Standards Program. (1997) Hazard Analysis and Critical Control Point (HACCP) System and Guidelines for its Application, Annex to CAC/RCP 1±1969, Rev. 3. Rome: FAO/WHO. Dillon M and Grif®th C (1996) How to HACCP, 2nd edn. Grimsby: MD Associates. Hammer W (1980) Product Safety and Engineering. New York: Prentice Hall International. Jones MK (1995) Environmental Risk Assessment Tools for the Food Processing Industry. MEng thesis, University of Queensland, Brisbane, Australia. Jones MK, Green AJ and Maple PC (1991) A Practical Approach to the Application of HACCP, a paper presented to the Codex Coordinating Committee for North America and South West Paci®c, Canberra, 2±6 December.
Hazardous Substances in Milk
Jones MK, Morain MR, Dennien G, Houlihan A, Deeth HC and Johns MR (2000) Environmental Management Tools for the Dairy Industry. Brisbane, Australia: Queensland Department of Primary Industries. McConnell J (1989) The Seven Tools of TQC, 3rd edn. Maryborough, Australia: Delaware Books. Mitchell R (1992) How to HACCP. British Food Journal 94: 16±20. Mortimore S and Wallace C (1994) HACCP: A Practical Approach. London: Chapman & Hall. Pierson MD and Corlett DA (1992) HACCP Principles and Applications. London: Chapman & Hall. Sumner J (1995) A Guide to Food Quality Assurance. Moorabbin, Australia: M&S Food Consultants Pty Ltd, Deviot, and Tasmania and Barton College of TAFE. Tromans S (1993) Food Manufacturers and the Application of Hazard Analysis Critical Control Point. MSc thesis, University of Humberside, Hull, UK.
see Contaminants of Milk and Dairy Products: Contaminants
Resulting from Agricultural and Dairy Practices; Environmental Contaminants.
HEALTH ASPECTS OF DAIRY PRODUCTS Contents
Bone Health Colon Cancer Prevention Caries Prevention and Oral Health
Bone Health A Zittermann, University of Bonn, Germany Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The most frequent bone disease worldwide is osteoporosis, affecting several million people. Osteoporosis results in a reduced bone mass leading
to enhanced bone fragility. Postmenopausal women and elderly male subjects are primarily affected. The prevalence is higher in the white race than in Blacks and Asians. The incidence of osteoporosis is still expanding due to demographic changes which lead to an increasing number of elderly people in the developed and also in the developing countries. Osteoporosis should be prevented by achieving maximal bone mass in young subjects compatible with individual genetic background and by reducing the rate of bone loss in elderly subjects.
1294
HEALTH ASPECTS OF DAIRY PRODUCTS/Bone Health
Christian JHB (1994) Problems with HACCP. Food Australia 46: 81±82. Codex Alimentarius Commission and the FOA/WHO Food Standards Program. (1997) Hazard Analysis and Critical Control Point (HACCP) System and Guidelines for its Application, Annex to CAC/RCP 1±1969, Rev. 3. Rome: FAO/WHO. Dillon M and Grif®th C (1996) How to HACCP, 2nd edn. Grimsby: MD Associates. Hammer W (1980) Product Safety and Engineering. New York: Prentice Hall International. Jones MK (1995) Environmental Risk Assessment Tools for the Food Processing Industry. MEng thesis, University of Queensland, Brisbane, Australia. Jones MK, Green AJ and Maple PC (1991) A Practical Approach to the Application of HACCP, a paper presented to the Codex Coordinating Committee for North America and South West Paci®c, Canberra, 2±6 December.
Hazardous Substances in Milk
Jones MK, Morain MR, Dennien G, Houlihan A, Deeth HC and Johns MR (2000) Environmental Management Tools for the Dairy Industry. Brisbane, Australia: Queensland Department of Primary Industries. McConnell J (1989) The Seven Tools of TQC, 3rd edn. Maryborough, Australia: Delaware Books. Mitchell R (1992) How to HACCP. British Food Journal 94: 16±20. Mortimore S and Wallace C (1994) HACCP: A Practical Approach. London: Chapman & Hall. Pierson MD and Corlett DA (1992) HACCP Principles and Applications. London: Chapman & Hall. Sumner J (1995) A Guide to Food Quality Assurance. Moorabbin, Australia: M&S Food Consultants Pty Ltd, Deviot, and Tasmania and Barton College of TAFE. Tromans S (1993) Food Manufacturers and the Application of Hazard Analysis Critical Control Point. MSc thesis, University of Humberside, Hull, UK.
see Contaminants of Milk and Dairy Products: Contaminants
Resulting from Agricultural and Dairy Practices; Environmental Contaminants.
HEALTH ASPECTS OF DAIRY PRODUCTS Contents
Bone Health Colon Cancer Prevention Caries Prevention and Oral Health
Bone Health A Zittermann, University of Bonn, Germany Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The most frequent bone disease worldwide is osteoporosis, affecting several million people. Osteoporosis results in a reduced bone mass leading
to enhanced bone fragility. Postmenopausal women and elderly male subjects are primarily affected. The prevalence is higher in the white race than in Blacks and Asians. The incidence of osteoporosis is still expanding due to demographic changes which lead to an increasing number of elderly people in the developed and also in the developing countries. Osteoporosis should be prevented by achieving maximal bone mass in young subjects compatible with individual genetic background and by reducing the rate of bone loss in elderly subjects.
HEALTH ASPECTS OF DAIRY PRODUCTS/Bone Health
Bone Mass Changes during Lifetime Bone mass increases until the third decade of life, then slowly decreases (Figure 1). Bone health is a complex interplay of genetics, mechanical forces and hormonal and nutritional factors. According to the Utah paradigm of skeletal biology muscle, mass/strength is the most important force for bone health. Thus, the lower muscle mass of women compared to men can also explain the lower bone mass observed in the female population. In women, oestrogens enhance bone density. In the ®rst 5 years after menopause, 15% of peak bone mass will be lost and up to 30±50% will be lost before the age of 70, when menopause-related bone loss is completed. The bone loss rate associated with the process of ageing is approximately 1% yearÿ1 in men and women. Therefore, having larger bone mass and spending it more parsimoniously, i.e. reducing bone loss, delays the attainment of a bone density level at which fracture risk is high. Fracture incidence in individuals whose bone density is greater than 1 standard deviation above the mean is 50% lower at 80 years.
Calcium and Bone Health Calcium is considered to be an important nutrient for bone health. Since more than 99% of the body's calcium stores are located in hard tissues like teeth and bones, a positive calcium balance is mandatory to increase bone mineral density and, thus, bone strength. In contrast, a negative calcium balance always results in a loss of bone mineral density.
Bone mass
Menopause
0
10
20
30
40
50
60
70
80
Age (years) Figure 1 Changes in bone mass during lifetime. The solid line indicates the mean age-related change in bone mass. The dashed lines indicate the deviation in bone mass accretion during growth and early adulthood and the deviation of bone mass loss in elderly subjects. The dotted lines indicate the deviation in bone mass loss of fast bone losers (upper curve) and of slow bone losers (lower curve).
1295
Very low calcium intake in children induces rickets, osteomalacia and growth retardation. Infants having intakes below 200 mg dayÿ1 have radiographic appearance of rickets. Clinical intervention trials provide evidence that increasing dietary calcium intakes of calcium of pubertal girls above their habitual calcium intake of about 900 mg dayÿ1 to the recommended intake of 1200±1300 mg dayÿ1 is associated with positive effects on bone mineral accretion. However, mounting evidence from randomized clinical trials also suggests that the bone mass gained during childhood and adolescence through calcium is not retained postintervention. Thus, data indicate that a lifelong high calcium intake is mandatory to preserve the positive effects of calcium on bone. In postmenopausal women, oestrogen replacement therapy is more effective in preserving bone mineral density with a calcium intake of 1200 mg dayÿ1 instead of 560 mg dayÿ1: an additional annual increase of approximately 1.5±2.0% of bone mineral density can be achieved at the forearm, the spine and the femoral neck under oestrogen replacement therapy with high calcium intake compared to oestrogen replacement therapy alone (see Minerals in Dairy Products: Macroelements, Nutritional Signi®cance).
Consumption of Dairy Foods in the Evolutionary Context Dairy foods represent a distinct group in human nutrition, presumably because of their relatively high calcium content. Calcium in non-dairy sources is less concentrated, making it dif®cult to meet the recommended dietary allowance of 1000±1300 mg calcium dayÿ1 for adolescent/adult subjects without concomitant consumption of dairy foods or supplements (Table 1). Cereal products and meat products are low in calcium content and relatively high in energy content. Thus, even an adequate energy intake can be associated with an insuf®cient calcium ingestion without consumption of dairy products. Dairy foods have not been part of the diet of adults for most of human evolution. In prehistoric times, a high daily calcium intake of approximately 1600±1800 mg was primarily achieved by ingestion of calcium-rich wild fruits and wild vegetables. Cereal grains were infrequently used by hunters and gatherers, but these foods became a major part of the diet after the adoption of agriculture. In parallel with this adoption and domestication of dairy animals, selected populations began to use dairy products regularly after weaning age. As a consequence, intestinal b-galactosidase activity remained high in the majority of these populations, e.g. in white adults
1296
HEALTH ASPECTS OF DAIRY PRODUCTS/Bone Health Table 1 Calcium content and calcium±energy relations of some animal products, cereals and wild plant foods Food
Calcium (mg 100 gÿ1)
Energy (kJ 100 gÿ1)
Calcium-to-energy ratio (mg MJÿ1)
RND a
Animal productsb Pork Chicken Beef Salmon Egg
3 12 6 13 56
443 693 454 842 646
6.8 17.3 13.2 15.4 87
0.05 0.13 0.10 0.11 0.64
Cerealsb Wheat Rye Maize Oat
38 64 15 80
1310 1245 1385 1478
29 51 10.8 54.1
0.22 0.38 0.08 0.40
122 84 129 151
395 492 1310 1371
Wild plant foodsc Underground storage organs (n 39) Fruits (n 39) Nuts (n 9) Legumes (n 14)
1545 452 415 556
11.4 3.35 3.07 4.12
a Relative nutrient density; ratio of the calcium density of a food (mg Ca MJÿ1) to the recommended Ca density (mg MJÿ1) of a distinct population group (here postmenopausal women, aged 51±65 years, 135 mg MJÿ1). b Adapted from Souci SW, Fachmann W and Kraut H (1994) Food Composition and Nutrition Tables, 5th edn. Stuttgart, Germany: Medpharm. c Adapted from Eaton SB and Nelson DA (1991) American Journal of Clinical Nutrition 45: 281S±287S.
living in central and northern Europe. Thus, these people were able to consume milk without the occurrence of gastrointestinal side effects like cramps, ¯atulence and diarrhoea. Vitamin D promotes intestinal calcium absorption. In Europe there is a lack of UV rays in the sunlight during wintertime, resulting in an insuf®cient skin synthesis of vitamin D. The low vitamin D status during wintertime results in a concomitant low calcium absorption rate. Lactose tolerance enabled European population groups to increase the amount of absorbed calcium by simply increasing the amount of oral calcium intake. Lactose tolerance could, thus, decrease the risk of rickets and female pelvis deformations in former times, which might have been important for the survival of European population groups.
Calcium Content of Dairy Products The calcium content of dairy products is listed in Table 2. Because of its low water content, cheeses, especially hard cheeses, have the highest calcium content of all dairy products. For example, one portion (30 g) of Emmental cheese delivers approximately 300 mg calcium, while the calcium content of one portion of fresh cheese (30 g) contains only 24 mg calcium. In a Western diet, dairy products are the
most important supplier of calcium. Representative nutrition surveys have shown that approximately 60±70% of daily calcium intake comes from these foods. The calcium to energy ratio of most dairy products is high and the relative calcium density is clearly above the recommended level of 1. Exceptions are fresh cheese and the non-dairy product milk chocolate. Milk and some foods with a high milk content are rich in lactose (Table 3). However, most cheeses are lactose-free owing to the bacterial degradation of sugars during cheese ripening. Cheese is therefore well tolerated even by people with lactose intolerance. Moreover, nonheated yoghurt is an alternative calcium source for lactose malabsorbers, although yoghurt contains signi®cant amounts of lactose. Yoghurt also contains relatively high amounts of bacterial b-galactosidase and this enzyme can be reactivated in the human gastrointestinal tract to metabolize the lactose from yoghurt.
Calcium Bioavailability from Dairy Products Beside its high calcium content milk also has a good calcium bioavailability of approximately 30%. Only a few non-dairy foods like spinach, sesame, kale and certain mineral waters are also
HEALTH ASPECTS OF DAIRY PRODUCTS/Bone Health
1297
Table 2 Calcium content and calcium±energy relations of dairy productsa Food
Calcium (mg 100 gÿ1)
Energy (kJ 100 gÿ1)
Calcium-to-energy ratio (mg MJ ÿ1)
RND b
Milk Cows' milk (3.5% fat) Skim milk Goats' milk
120 123 127
269 147 281
446 839 452
3.30 6.21 3.35
Milk-containing products Chocolate Ice cream Pudding
214 140 100
2242 856 393
96 164 255
0.71 1.22 1.88
Dairy products (except cheese) Buttermilk Yoghurt (3.5% fat) Cream (10% fat)
109 120 101
157 293 510
694 410 198
5.14 3.04 1.47
79 400 534 570 678 1020
1407 1430 1111 1185 1469 1593
56 280 481 481 461 640
0.42 2.07 3.56 3.56 3.41 4.74
Cheese Fresh (minimum 60% fat in dry matter) Brie (50% fat in dry matter) Limburger (40% fat in dry matter) Camembert (45% fat in dry matter) Edam (45% fat in dry matter) Emmental (45% fat in dry matter) a
Adapted from Souci SW, Fachmann W and Kraut H (1994) Food Composition and Nutrition Tables, 5th edn. Stuttgart, Germany: Medpharm. RND, relative nutrient density; ratio of the calcium density of a food (mg Ca MJÿ1) to the recommended Ca density (mg MJÿ1) of a distinct population group (here postmenopausal women, aged 51±65 years, 135 mg MJÿ1). b
Table 3 Lactose content of dairy productsa Food
Lactose (g 100 gÿ1)
Milk Cows' milk (3.5% fat) Skim milk
4.8 5.0
Milk-containing products Chocolate Ice cream Pudding
9.5 6.7 4.5
Dairy products (except cheese) Buttermilk Yoghurt (3.5% fat) Cream (10% fat)
4.0 4.0 3.2
Cheese Fresh (minimum 60% fat in dry matter) Brie (50% fat in dry matter) Limburger (40% fat in dry matter) Camembert (45% fat in dry matter) Edam (45% fat in dry matter) Emmental (45% fat in dry matter)
2.6 0 0 0 0 0
a Adapted from Souci SW, Fachmann W and Kraut H (1994) Food Composition and Nutrition Tables, 5th edn. Stuttgart, Germany: Medpharm and from Renner E and Renz-Schauen A (1996) Nutrition: Composition Tables of Milk and Dairy Products. Giessen, Germany: M Drathen.
rich in calcium content. While calcium absorption from kale and from calcium-rich mineral water is comparable to milk, calcium bioavailability from sesame (783 mg calcium 100 gÿ1) and from spinach (126 mg calcium 100 gÿ1) is much lower than from milk and clearly below 10%. Contrary to earlier suggestions, the lactose content of milk has no bene®cial effect on intestinal calcium absorption. In lactose-tolerant subjects, lactose is rapidly digested in the upper small intestine, indicating that no lactose-speci®c mechanism exists to enhance intestinal calcium uptake. Moreover, postprandial parathyroid hormone response, an indirect indicator of the amount of calcium absorbed, does not differ after ingestion of similar amounts of calcium from milk and (lactose-free) fermented cheese. The native vitamin D content of milk is low. However, in some regions of the world, e.g. North America, forti®cation of milk with vitamin D is mandatory, at 40 mg per gallon (1 US gallon 3.78 litres). In other regions, e.g. in Europe, such a measure would be unusual or even prohibited. Better vitamin D nutrition may improve vitamin D status and may, thus, contribute to a better intrinsic ability to absorb calcium. In particular, home-bound elderly
1298
HEALTH ASPECTS OF DAIRY PRODUCTS/Bone Health
people or elderly persons living in nursing homes often have an insuf®cient vitamin D status and a very low calcium intake (often below 500 mg dayÿ1). They might improve their calcium balance through a higher intake of (vitamin D-forti®ed) milk.
Calcium-to-Sodium Ratio of Different Dairy Products The sodium content of dairy products can vary widely (Table 4). The differences are mostly due to the addition of sodium chloride during the technological process of cheese production. Sodium chloride has a calciuretic effect because of sodium±calcium exchange in the proximal renal tubule. An additional sodium intake of 1 g day ÿ1 (43 mmol) has been associated with a renal calcium loss of 20± 40 mg dayÿ1 (0.5±1.0 mmol). If uncorrected, the extra sodium would result in a skeletal loss of approximately 1% yearÿ1. The calcium-to-sodium ratio of dairy foods varies from approximately 2.7 for milk to 0.21 for fresh cheese. Even in different cheeses, the calcium-tosodium ratio can vary by a factor of 10. Young adults are able to adapt to a high sodium chloride intake by increasing gastrointestinal calcium absorption and/or decreasing endogenous faecal calcium loss. However, such a mechanism no longer exists in postmenopausal women. Consequently, in postmenopausal women sodium chloride can induce a rise in bone resorption processes.
Calcium-to-Protein Ratio of Different Dairy Products Protein intake is related to renal calcium excretion. To offset protein's calciuretic effect, calcium allowances have been recommended at a calcium-toprotein ratio (in mg : g) of 20 : 1. In milk this ratio is 36 : 1 and, thus, more favourable than recommended. In other dairy products, however, the calcium-to-protein ratio varies between 35 : 1 (Emmental cheese) and 7 : 1 (fresh cheese). Although a low calcium-to-protein ratio may increase the risk of a negative calcium balance, there is evidence that, at least in young subjects, the higher renal calcium loss during high protein intake can be compensated by an increase in intestinal calcium absorption rate. Dairy protein consumption may be bene®cial to bone health. The protein value of dairy foods is high and an adequate protein intake is important for maintaining muscle mass. Especially elderly subjects are at an increased risk of inadequate protein intake. The Framingham Osteoporosis Study has demonstrated that elderly persons in the lowest quartile of protein intake, which was below the recommended daily protein intake, have the greatest bone loss. Similar to the overall protein effect, a lower percentage of animal protein is related to bone loss at speci®c skeletal sites of increased osteoporotic fracture risk (spine and femoral sites).
Table 4 Protein and mineral content of dairy foodsa Food
Calcium-to- Potassium Protein Calcium-to-protein Sodium (mg 100 gÿ1) sodium ratio (mg 100 gÿ1) (g 100 gÿ1) ratio (mg : g)
Milk Cows' milk (3.5% fat) Skim milk Goats' milk
45 53 42
2.67 2.32 3.02
141 150 181
3.34 3.50 3.69
35.9 35.1 34.4
Dairy products (except cheese) Buttermilk Yoghurt (3.5% fat) Cream (10% fat)
57 48 40
1.91 2.50 2.52
147 157 132
3.50 3.88 3.10
31.1 30.9 32.6
Cheese Fresh (minimum 60% fat in dry matter) 375 Brie (50% fat in dry matter) 1170 Limburger (40% fat in dry matter) 1300 Camembert (45% fat in dry matter) 975 Edam (45% fat in dry matter) 654 Emmental (45% fat in dry matter) 450
0.21 0.34 0.41 0.59 1.04 2.27
95 152 128 110 67 107
11.30 22.60 22.40 21.00 24.80 28.70
7.0 17.7 23.8 27.1 27.3 35.5
a
Adapted from Souci SW, Fachmann W and Kraut H (1994) Food Composition and Nutrition Tables, 5th edn. Stuttgart, Germany: Medpharm.
HEALTH ASPECTS OF DAIRY PRODUCTS/Bone Health
Potassium Content of Dairy Products Potassium appears to play an important role in protecting against calcium loss from the renal acid load of protein. The mammary gland is able to concentrate the potassium content against a high serum gradient. Frequent intake of certain dairy products like milk and yoghurt can signi®cantly contribute to the total daily potassium intake of 2±3 g. Epidemiological data indicate a protective effect of potassium intake on bone density. Potassium administration to postmenopausal women with a signi®cantly higher protein intake than recommended decreases urinary excretion of the bone resorption marker hydroxyproline and increases serum osteocalcin, a marker of bone formation.
Is the Consumption of Dairy Products a Risk Factor for Osteoporosis? Cross-cultural comparisons have reported positive correlations between calcium intake and fracture risk. Moreover, some epidemiological studies indicate a positive association between the intake of animal protein and the prevalence of osteoporosis. In Western diets, both calcium intake and protein intake are closely linked to dairy intake. In some nonscienti®c publications, the relatively high consumption of dairy products in Western societies has been blamed for the high risk of osteoporosis. However, the cross-sectional nature of the above-mentioned data, and the absence of controls for confounding factors such as genetic and lifestyle differences, points towards a ¯uke association. To obtain valid scienti®c data about the association between dairy consumption and bone health it is absolutely necessary to perform controlled clinical trials.
Lactose Intolerance and Bone Health The impact of the consumption of dairy products on bone health can be elucidated by examining the risk of osteoporosis in lactose absorbers and lactose malabsorbers in a population group. The prevalence of b-galactosidase de®ciency in central and northern Europeans and their descendants ranges from 3% to 30% and rises to approximately 50% in the subgroup of elderly subjects. Since milk consumption can cause gastrointestinal symptoms in lactose malabsorbers, a marked reduction in milk consumption (and often also in the consumption of other dairy products) can be the consequence. White females with b-galactosidase de®ciency have a mean lactose intake of 6±7 g dayÿ1, which is only one-third to one-half of the regular lactose intake of their lactose-tolerant counterparts. In parallel, dietary calcium intake can be
1299
reduced by 50%. In clinical studies, a higher prevalence of lactose malabsorbers has been found in osteoporotic than in nonosteoporotic women: the prevalence of lactose malabsorbers ranged from 26% to 65% in osteoporotic women and from 0% to 20% in nonosteoporotic women. However, lactose malabsorption alone is not suf®cient to induce a spontaneous avoidance of milk and milk products. The true culprit for the avoidance of lactose-related foods in the diet is not malabsorption itself but gastrointestinal intolerance due to malabsorption of this carbohydrate. Lactose malabsorption, in fact, does not always lead to intolerance. Reasons for the individual variability of gastrointestinal symptoms in malabsorbers are: the ability of the colon to absorb short-chain fatty acids derived from the bacterial fermentation of malabsorbed lactose, hydrogen consumption by colonic methanogenic bacteria and/or reduced colonic pH which could lead to a signi®cant decrease in volume of colonic gas, and the possible induction of colonic bacterial lactase by lactose malabsorption. When lactose malabsorption is accompanied by symptoms of intolerance it represents a particular risk factor for osteoporosis. Although yoghurt and cheese are normally well tolerated by subjects with lactose intolerance, those who are not aware of this connection avoid these dairy products and are thus at an increased risk for inadequate dietary calcium intake. Approximately 50% of subjects with the diagnosis of lactose malabsorption tolerate one single portion of 10 g lactose (equivalent to 250 ml milk) without gastrointestinal symptoms. In the past, the association between b-galactosidase de®ciency and osteoporosis has been questioned because American Blacks, in whom b-galactosidase de®ciency occurs in approximately 90% of the adult population, have a lower incidence of osteoporosis than whites. However, this discrepancy can be explained by the different genetic background resulting in a higher initial bone mass, a resistance of bone to calciotropic hormones, and in an altered bone remodelling in Blacks compared to whites. These associations are not an argument against the prevention of osteoporosis by a high intake of dairy products in the white population.
Controlled Trials on the Effect of Dairy Products on Bone Health Only randomized controlled trials can con®rm or reject the hypothesis that adequate milk and dairy product consumption supports good bone health. Such a study design is mandatory, since dietary intake cannot be assessed accurately by gathering
1300
HEALTH ASPECTS OF DAIRY PRODUCTS/Bone Health
epidemiological data. Even large sample size does not overcome that weakness of epidemiological data. During the last decade, some intervention studies have been performed on pubertal/adolescent girls. These investigations have demonstrated a bene®cial effect of dairy food on bone health. No unfavourable results for this category have been published. Postintervention observations indicate that it is mandatory to continue with a lifelong high dairy-product diet to preserve the positive effects on bone health. The few studies do not permit calculation of the effect of dairy food consumption on bone density. However, with an additional intake of 300 ml milk it seems possible to increase the increment in bone mineral density during puberty by more than 10%. The bene®cial effect may at least be due to higher dietary intakes of calcium, vitamin D and protein. In postmenopausal women, supplementation by milk powder can result in cessation of bone loss at the hip. There is evidence from controlled trials that increasing the consumption of dairy products alone is less bene®cial to postmenopausal bone mineral content than an additional restriction of dietary sodium chloride intake. It should be noted that no unfavourable interventional trials of dairy consumption on postmenopausal bone health have been reported.
Conclusions There is evidence that adequate dairy food consumption supports good bone health in adolescent girls and probably in postmenopausal women. Dairy products can contribute to adequate calcium and protein intake and, thus, to the maintenance of muscle and bone mass. However, some dairy products, particularly some processed cheese products, have a high sodium chloride and protein content relative to their calcium content. In postmenopausal women in particular, these nutrients can possibly adversely affect calcium metabolism. Accordingly, not all dairy products are equally good vehicles of calcium and may, thus, differ in their effect on bone mineralization. There are too few studies in male whites and other ethnic groups for conclusions to be drawn about the effect of any dairy food on bone health in these groups. See also: Health Aspects of Dairy Products: Caries Prevention and Oral Health. Lactose Intolerance. Minerals in Dairy Products: Macroelements, Nutritional Significance. Vitamins: Vitamin D, Nutritional Significance.
Further Reading Cadogan J, Eastell R, Jones N and Barker ME (1997) Milk intake and bone mineral acquisition in adolescent girls: randomized, controlled intervention trial. British Medical Journal 315: 1255±1260. Chan GM, Hoffman K and McMurry M (1995) Effects of dairy products on bone and body composition in pubertal girls. Journal of Pediatrics 126: 551±556. Eaton SB and Nelson DA (1991) Calcium in evolutionary perspective. American Journal of Clinical Nutrition 45: 281S-287S. Evans CEL, Chughtai AY, Blumsohn A, Giles M and Eastell R (1997) The effect of dietary sodium on calcium metabolism in premenopausal and postmenopausal women. European Journal of Clinical Nutrition 51: 394±399. Fehily AM, Coles RJ, Evans WD and Elwood PC (1992) Factors affecting bone density in young adults. American Journal of Clinical Nutrition 56: 579±586. Heaney RP (2000) Calcium, dairy products, and osteoporosis. Journal of the American College of Nutrition 19: 83S±99S. Kolars JC, Levitt MD, Aouji M and Savaiano DA (1984) Yogurt: an autodigesting source of lactose. New England Journal of Medicine 310: 1±3. Mainguet P, Faille I, Destrebecq L, Devogelaer JP and Nagant de Deuxchaisnes C (1991) Lactose intolerance, calcium intake, and osteopenia. Lancet 338: 1156± 1157. Merrilees MJ, Smart EJ, Gilchrist NL et al. (2000) Effects of dairy food supplement on bone mineral density in teenage girls. European Journal of Nutrition 39: 256±262. Newcomer AD, Hodgson SF, McGill DB and Thomas PJ (1978) Lactase de®ciency: prevalence in osteoporosis. Annals of Internal Medicine 89: 218±220. Prince R, Devine A, Dick I et al. (1995) The effects of calcium supplementation (milk powder or tablets) and exercise on bone density in postmenopausal women. Journal of Bone and Mineral Research 10: 1068±1075. Polley KJ, Nordin BEC, Baghurst PA, Walker CJ and Chatterton BE (1987) Effect of calcium supplementation on forearm bone mineral content in postmenopausal women: a prospective, sequential controlled trial. Journal of Nutrition 117: 1929±1935. Recker RR and Heaney RP (1985) The effect of milk supplements on calcium metabolism, bone metabolism and calcium balance. American Journal of Clinical Nutrition 41: 254±263. Renner E and Renz-Schauen A (1996) Nutrition Composition Tables of Milk and Dairy Products. Giessen, Germany: M Drathen. Weinsier RL and Krumdieck CL (2000) Dairy foods and bone health: examination of the evidence. American Journal of Clinical Nutrition 72: 681±689. Zittermann A, Bock P, Drummer C et al. (2000) Lactose does not enhance calcium bioavailability in lactosetolerant, healthy adults. American Journal of Clinical Nutrition 71: 931±936.
HEALTH ASPECTS OF DAIRY PRODUCTS/Colon Cancer Prevention
1301
Some of the earliest case-control and ecological studies pointed to dairy foods such as milk, cheese G H McIntosh, CSIRO Health Sciences and Nutrition, and/or other fermented dairy foods being protective. Adelaide, SA, Australia The suggestion that dairy fat has a negative in¯uence Copyright 2002, Elsevier Science Ltd. All Rights Reserved due to its calories promoting cancer may be too simplistic, as there are a number of components in dairy fat (e.g. sphingolipid, vitamin D, conjugated linoleic acid, butyrate), which distinguish it from animal carcass fat, and might be instrumental in Introduction protecting against cancer. There is signi®cant evidColorectal cancer is the second most common ence supporting the view that dairy products do not malignancy affecting humans in westernized cul- increase, but rather decrease risk. The presence of tures, such as western Europe, the United Kingdom, signi®cant amounts of dairy food in the diet may also North America, New Zealand and Australia. The provide interactions or synergies with other major sporadic form of the disease is the end stage of components of the diet, such as cereal grain foods. a gene±environment interaction, and diet is seen as Commercial food processing is now an inevitable part having a signi®cant in¯uence on its expression. of food preparation in western food cultures, and While our understanding of initiatory factors is some signi®cant changes may result, such as loss of poor, it is nevertheless clear that, along with ageing, nutritional value and production of reaction products diet can have a signi®cant promotional or inhibitory (Maillard reaction products) which might bring effect on the disease. In some societies such as about their own in¯uences, such as antioxidant African nationals eating traditional diets the disease effects and/or altered digestibility. This may then is virtually unheard of, while in other societies it in¯uence their impact on large-bowel health and occurs with a prevalence of 25±40 cases per 100 000 colon cancer risk. population. Within some high-incidence societies The study of individual components of dairy foods a threefold difference in expression has been identi- and their in¯uence on in vitro cancer cells and animal ®ed, between urban and rural communities and models of cancer have provided useful insights into differing geographical climes with varying food/ possible mechanisms whereby they might downlifestyle preferences, e.g. northern versus southern modulate risk in humans, albeit there is inevitably populations of India, Italy and Sweden. Dairy food a need subsequently to establish their relevance in consumption is high in some of these countries, human populations via commonly consumed diets. providing most of the daily requirement of calcium A good example has been the recent recognition of (60±80% recommended dietary intake), and sig- conjugated linoleic acid (CLA) in dairy products and ni®cant amounts of energy and protein in an its anticancer in¯uences, particularly in animal breast omnivorous diet. The oft-referred-to in¯uence of and skin cancer models, but also in some rodent high animal protein and fat diets on colon cancer colon cancer studies. This has led to a careful rerisk has been reported to include dairy foods and examination of evidence from human epidemiologitheir high fat content, which have therefore been cal studies. A better understanding of the pathoreferred to as part of `the problem'. genesis of the disease, including genotypic changes and The study of dietary eating patterns and their phenotypic expression at different stages, provides in¯uence on colon cancer risk has produced some both the opportunity for elucidating mechanisms and detailed and comprehensive analyses of populations identi®es points at which reversal of the disease at risk, and has also led to some inconsistent results. process might be possible with appropriate dietary For example, the World Cancer Research Fund and strategies (Figure 1). American Institute for Cancer Research (1997) report In examining the relationship between dairy foods of epidemiological evidence came to the conclusion and colon cancer, epidemiological and intervention that ``the evidence on the relationship between colon studies will be discussed, along with what is known cancer and dairy products is inconsistent; no judge- regarding the mechanisms of dairy foods and comment is possible'', adding the ambivalent statement: ponents on colon cancer expression. ``any increased risk may be due to fat, whereas decreased risk may be the consequence of vitamin D and Epidemiology calcium''. The latter statement acknowledged the potential for protection, and that there was substan- Studies spanning 66 years have repeatedly pretial support for several possible agents being effective sented evidence that dairy foods, including fermented products, are associated with longevity and in this respect.
Colon Cancer Prevention
HEALTH ASPECTS OF DAIRY PRODUCTS/Colon Cancer Prevention
Histological stage
Genetic regulation
Normal epithelium APC β-catenin
Initiation
1302
p53
Promotion
K-ras DCC SMAD4
COX-2 Proliferation Apoptosis
Progression
Villous/ dysplastic adenoma
CYP/NAT GST/phase II enzymes Oxidation damage ODC
Dysplastic crypts
Tubular adenoma
Potential target
Carcinoma Angiogenesis Metastasis
Figure 1 Multistep model of carcinogenesis with targets for chemoprevention. Signi®cant genes involved in regulation at sequential stages in carcinogenesis include adenomatous pholyposis coli (APC), K-ras, DCC and p53. A number of inducible enzymes are involved at critical stages in promotion and/or protection. COX-2, cyclooxygenase-2; CYP, cytochromes P450; DCC, deleted in colorectal cancer; GST glutathione S-transferase; NAT, N-acetyl transferases; ODC, ornithine decarboxylase. (Reproduced with permission from Sharma RA, Manson MM, Gescher A and Steward WP (2001) European Journal of Cancer 37: 12±22.)
reduced risk of several cancers, including colon cancer. One early study (1933) providing evidence was a London-based case-control study involving 462 cancer cases and matched controls, in which cancer patients had more constipation, drank less milk and ate less wholemeal bread and vegetables than controls. Milk and vegetable consumption were singled out as being worthy of further study. Since then there have been case-control and/or cohort studies in India, Sweden, Finland, Russia, France, Italy, The Netherlands, Australia and the United States which have largely con®rmed the protectiveness of dairy foods fermented and/or unfermented against adenomas and/or colon cancer. Risk reduction by 20±40% in a population has been proposed for highest versus lowest consumers of dairy foods. More recently, low-fat dairy foods have been stipulated in some of these studies as being protective, with the majority proposing calcium as the most
protective component. Vitamin D has also been reported to be inversely associated, with dietary sources, sun (UV) exposure and geographical proximity to the equator also being in¯uential factors. Dairy foods offer only modest amounts of dietary vitamin D (milk 30±40 IU l ÿ1) unless forti®ed, as occurs in the United States. Studies in France found no evidence for dairyderived calcium as a signi®cant protective factor, but reported that fermented dairy products provided protection against large adenomas (large being more prognostic for colon cancer) in men and women. Lack of a calcium effect was attributed to an already high calcium level (exceeding 1 g day ÿ1) in the French diet, which is not common for average diets in many other westernized cultures. A New York study reported calcium intakes of 400±500 mg calcium day ÿ1, with about 80% of the calcium coming from dairy foods. Interestingly, a Finnish cohort study of milk consumption and colorectal cancer risk from Kuopio University reported a signi®cant inverse association, with lactose consumption being most involved, while calcium and vitamin D and fermented milk were found not to have any speci®c association. In some epidemiological studies, when fat intake was adjusted for in high dairy-food intake studies, an inverse association between dairy product consumption and colon cancer became clear and strong. That is, dairy food components but not fat were found to be responsible for the protection observed. Fat may not be a problem in populations where signi®cant physical activity is part of the lifestyle or cold justi®es more energy for work and/or body heat maintenance. However, westernization has brought with it a more sedentary lifestyle and temperature-controlled work environment. Clearly, competing and at times contradictory in¯uences have led to considerable dif®culty in establishing causal in¯uences related to differing lifestyles.
Intervention Studies Intervention studies have used a number of measures to identify reduced cancer risk, with colonocyte proliferation and polyp recurrence as two commonly used measures. Polyps are not cancers as such, but show predisposition to develop into a cancerous state with a frequency of about 1 in 10. Other studies have examined faecal water cytotoxicity and/or genotoxicity, as well as other metabolic markers such as pH, secondary bile acids and butyrate concentration, as possible biomarkers of risk. People at risk of developing sporadic polyp and colon cancer have regularly been enlisted for such intervention studies, that is,
HEALTH ASPECTS OF DAIRY PRODUCTS/Colon Cancer Prevention
men and women aged 50 years and over, when incidence begins to increase dramatically. One recent study examined the in¯uence of removing dairy foods from the diet on risk markers in a group of healthy young male and female volunteers (Table 1). There was a 13% decrease of energy intake following the removal of dairy foods, mainly as a result of lower fat and protein ingestion, while carbohydrate and ®bre remained constant. Calcium was lowered from 1488 to 372 mg dayÿ1, which indicated that the dairy portion accounted for 75% of daily calcium intake. Phosphate and vitamin D were lowered similarly. Faecal water was extracted from stools and cytotoxicity and genotoxicity measured using in vitro HT29 colon cancer cells and the comet assay. Cytotoxicity increased signi®cantly in faecal water in the absence of dairy foods (seen as lower HT29 cell survival), while genotoxicity was not affected. This result pointed to dairy foods providing signi®cant protection, a result which was attributed to the increased calcium and phosphate seen in the colon. There are now two major intervention studies which have identi®ed calcium supplementation as a signi®cant factor in reducing polyp recurrence. The evidence is more consistently positive than for dietary ®bre, despite signi®cantly more attention having been given to dietary ®bre over the years. Calcium has also been shown signi®cantly to reduce colonocyte proliferation in the upper region of colonic crypts, and this is another useful indicator of risk. A calcium
polyp prevention study involving a randomized double-blind trial showed a 20±25% reduction in polyp recurrence over 4 years, associated with a daily supplement of calcium (1200 mg) as calcium carbonate. This result was independent of fat or calcium intake consumed in the background diet (Table 2). A large European randomized double-blind intervention trial study showed a slight but signi®cant reduction in polyp recurrence with the daily ingestion of 2 g calcium as calcium gluconolactate and carbonate. This reduction was not seen in the other arm of the study which examined a soluble psyllium ®bre supplement of 3.5 g dayÿ1.
Mechanisms Calcium/Vitamin D
The in¯uence of calcium in the diet on colon function and cancer prevention has been investigated with animal modelling of a westernized diet, characterized by low calcium and vitamin D, high phosphate, high fat and low ®bre. The western diet is associated with elevated epithelial cell proliferation, and an increased tendency to develop aberrant crypts and tumours induced in rodents by 1,2-dimethylhydrazine or azoxymethane. While the responsible mechanisms may be only partially understood, there is now good experimental evidence for signi®cantly increased faecal water cytotoxicity associated with the diet, probably as a result of free fatty acids, secondary bile acids from
Table 1 Human faecal water parameters in dairy-rich and dairy-free diet perioda
Wet weight of faeces pH of faecal water %HT-29 cell survival Caco-2 genotoxicty
1303
Dairy product-rich
Dairy product-free
Signi®cance
130 � 63 7.0 � 0.5 34 � 28 6.1 � 5.7
115 � 50 6.7 � 0.3 20 � 22 6.5 � 5.9
ns 0.013 0.025 ns
a Eighteen healthy male and female volunteers were enrolled in a cross-over design. Mean � SD, n 18. Reproduced with permission from Glinghammar B, Venturi M, Rowland IR and Rafter JJ (1997) American Journal of Clinical Nutrition 66: 1277±1282.
Table 2 In¯uence of calcium supplements on colorectal adenoma recurrence over a 4-year period of intervention in postpolypectomy subjects Calcium supplemented daily for 4 years(1200 mg)/placebo with 409/423 subjects with recent history of adenomas ± repeated colonoscopies Adjusted risk ratio: adenoma recurrence was 0.81 (CI 0.67±0.99, p 0.04) Adjusted ratio: average number of adenomas was 0.76 (CI 0.6±0.96, p 0.02) Calcium supplementation is associated with a signi®cant though moderate reduction in risk of recurrence, independent of initial dietary fat or calcium intake Reproduced with permission from Baron JA, Beach M, Madel JS et al. (1999) New England Journal of Medicine 340: 101±107.
1304
HEALTH ASPECTS OF DAIRY PRODUCTS/Colon Cancer Prevention
microbiological activity, but possibly also genotoxic products of microbiological origin. The in¯uence of these products is effectively diminished or eliminated in the presence of adequate calcium, by neutralization and/or precipitation as innocuous soaps. A lowered pH may in¯uence this process, from the fermentative production of short-chain fatty acids. Vitamin D assists with calcium uptake and utilization from the diet, and this has also been shown to affect cell function and diminish proliferation at the level of colonocytes in the large bowel (Figure 2) (see Vitamins: Vitamin D, Nutritional Signi®cance. Minerals in Dairy Products: Macroelements, Nutritional Signi®cance). Probiotics
Probiotic bacteria have been shown to reduce the expression of tumorigenesis in animal models of colon cancer. Epidemiological evidence has been inconsistent in showing protection, although there are some studies which showed clear bene®ts of fermented dairy foods, as mentioned previously. The main probiotic bacteria used in dairy foods have been strains of Lactobacillus acidophilus and bi®dobacteria species which are regularly added to fermented dairy foods like yoghurt because of their perceived functional bene®ts to gastrointestinal health. Although a number of possible bene®ts in antimutagenic and anticarcinogenic terms have been reported, which have been demonstrated by in vitro and animal studies, convincing evidence from human studies is lacking. On the other hand, bene®ts in the control of diarrhoea, improved immune responsiveness, reduced constipation and treatment of food allergies have been reported and appear to be promising potential applications (see Probiotics, Applications in Dairy Products). Diet-dependent effects Nutrient
Dairy Proteins
Some epidemiological and experimental studies provide evidence supporting a protective role of dairy proteins relative to red meat, eggs and some other alternative protein sources. Experimental investigation has been made possible by the availability of concentrated puri®ed protein products (isolates and concentrates). Whey proteins, in particular, appear to offer signi®cant protection in the rodent model of chemically induced colon cancer. While mechanisms of protection are still not well understood, the contribution of sulphur amino acids seems to be important (Figure 3). Lactoferrin and a-lactalbumin offer some of the richest sources of cystine (disulphide bridge compounds) and in our studies were associated with signi®cantly increased hepatic glutathione, an important antioxidant and xenobiotic deactivating agent. It has a major role in protecting the host against toxic/mutagenic factors (Figure 4).
HOOC[CH[CH2[CH2[C=O
OH NH2[CH[C CH2
NH[CH2[COOH
NH[CH[C
NH2 O
CH2
SH
O
SH
Cysteine C
Glutathione C
S
S
S
S
C Cystine
C Glutathione disulphide
Figure 3 The most important sulphydryl compounds: glutathione contains cysteine, glycine and glutamine. (Reproduced with permission from DroÈge W and Breitkreutz R (2000) Proceedings of the Nutrition Society 59: 595±600.)
O2
LH
O2–
L
Response of colonic epithelium
Colonic lumen Normal cells
Fat
Factor X
+ Apoptosis
+
Cytotoxicity
+ Necrosis
Soluble BA + FA
–
Hyperproliferation + Apoptosis resistance Mutagenesis
Xanthine oxidase Sulphydryl oxidase
SOD
H2O2
Ca +P1
CaP1
Binding + precipitation
Carcinogenesis
Figure 2 Proposed mechanism of the effects of dietary fat, calcium and phosphate on colon carcinogenesis. BA, secondary bile acids; FA, fatty acids; CaPi, insoluble amorphous calcium phosphate. (Reproduced with permission from Van der Meer R, Lapre JA, Govers MAP and Kleibeuker JH (1997) Cancer Letters 114: 75±83.)
Lactoferrin transferrin
Lactoperoxidase Catalase GSHPx
LOO
Fe2+ Haem
•OH
LOOH
Figure 4 Proposed action of some pro- and antioxidant properties of milk. (Reproduced with permission from LindmarkMansson H and Akesson B (2000) British Journal of Nutrition 84: S103±S110.)
HEALTH ASPECTS OF DAIRY PRODUCTS/Colon Cancer Prevention
Fat levels in faeces also appear to be signi®cantly in¯uenced by the protein source, and this effect may have re¯ected associations, such as, for example, saturated fat with red meat, and soluble ®bre components with soy protein in soya bean meal. Dairy proteins have been identi®ed in in vitro assay systems as being signi®cantly antimutagenic and/or anticarcinogenic. Whether they can play a signi®cant role in protection against colon cancer as part of a normal human diet is not yet established, but some of the evidence is that they probably do (see Milk Proteins: Nutritional Quality of Milk Proteins). Lactose/Lactulose
The possibility that lactose and/or lactulose might have a signi®cant in¯uence on colon cancer risk has been proposed, and is an interesting possibility, deserving more investigation. Lactose intolerance is not an uncommon condition in adult populations (prevalence in Australian adults may be somewhere in the range 4±20%), and could be having a signi®cant in¯uence on large-bowel health. It is capable of causing signi®cant bloating and colic and softening of the stool, due to active fermentation in the hindgut. Lactulose can form during the heat processing of milk (e.g. ultraheat treated (UHT) milk 10±50 mg 100 ml ÿ1), and is produced commercially by enzymatic processing of lactose. Daily supplements of lactulose (e.g. 8±60 g dayÿ1) have been shown to reduce stool pH, transit time, bile acid pool size (35%) and concentration (including deoxycholic acid, a cocarcinogenic secondary bile acid), and to increase stool size and frequency. Japanese studies have shown a major shift towards bi®dobacteria in the stools of people ingesting 8 g lactulose day ÿ1. In many respects, lactose (in lactose maldigesters) and its derivatives, lactulose and lactitol, behave similarly to dietary ®bre, providing an enzymeresistant carbohydrate which is fermented in the hindgut, possibly also altering the balance of bacterial ¯ora in the process. Products of that fermentation could include short-chain fatty acids (including butyrate), reduced pH, bulking and other stool changes which might act to reduce colon cancer risk. Feeding studies in rats colonized with human gut ¯ora showed signi®cantly reduced DNA damage (genotoxicity) by 1,2-dimethylhydrazine in their colonocytes as a result of feeding 3% lactulose in place of sucrose in the diet. Increased lactobacilli were evident in the caecal ¯ora of these rats, which may have provided some protection.
1305
Sphingomyelin
The presence of phospholipids and sphingolipids in the fat component of milk provides a signi®cant source of biologically active molecules, which may play an important role in signal transduction and cell regulation. Hydrolysis of sphingomyelin in the gut leads to the generation of phosphocholine and ceramide, a potent inducer of cell differentiation and programmed cell death (apoptosis). Sphingosine, a deacylated product of ceramide, is a potent inhibitor of protein kinase C, which otherwise induces signi®cant cell proliferation and increases risk of tumorigenesis. It competes with the inducers of this enzyme. These sphingolipids are released throughout the gastrointestinal tract during digestion and, given their antiproliferative effects, they have been referred to as tumour suppressor lipids. Along with signi®cant amounts present in dairy fats/ buttermilk, they are also found closely associated with whey protein isolates and concentrates. In chemically induced rodent colon cancer studies they have been shown to inhibit tumorigenesis, when present in concentrations of 0.025±0.1% sphingomyelin in a puri®ed rodent diet. Butyrate
The presence of signi®cant amounts of the shortchain fatty acid butyrate in dairy fat derives from fermentation of carbohydrates in the cow's rumen, and raises the possibility that it might provide some of its known antineoplastic and/or differentiating effects. There would appear to be rapid utilization of butyrate from the fat throughout the gastrointestinal tract epithelium, such that it seems unlikely that it will reach the large intestine at least from this source. When provided in stable form (e.g. tributyrin, a triglyceride with three butyrate molecules attached), signi®cant systemic blood levels of butyrate were achieved, which have been associated with reduced cancer expression in a chemically induced model of breast cancer in rats. Butyrate, when present in the rat colon (direct infusions into the rat colon have been undertaken in amounts of about 400 mmol day ÿ1 or by fermentative generation) leads to reduction of azoxymethane-induced aberrant crypt foci (early preneoplastic markers of cancer risk) adenomas and/or adenocarcinomas. However, when butyrate (as Na butyrate) was included in the diet so as to deliver similar amounts, no effect was observed. At this stage therefore it remains speculative whether ingested butyrate in dairy products has any signi®cant in¯uence on colon health.
1306
HEALTH ASPECTS OF DAIRY PRODUCTS/Caries Prevention and Oral Health
Conclusions Some epidemiological evidence has identi®ed fermented and nonfermented dairy foods as providing signi®cant protection against colon cancer. Recently, low-fat dairy foods have been proposed as being of increased value due to their high calcium and protein value. Most studies into relevant components have claimed that dietary calcium is a principal factor responsible. Two recent intervention studies in adenoma prone populations in Europe and the United States showed that calcium supplements in excess of 1 g dayÿ1 signi®cantly reduced adenoma (polyp) recurrence. Certain probiotic bacteria associated with dairy foods have also been proposed as offering signi®cant protection. However, the evidence in humans for protection has not been as consistent as might have been expected from results with animal studies. Other components of dairy foods which have been shown to reduce mutagenicity or genotoxicity or diminish colon tumour formation in animal models of the disease include whey proteins, vitamin D, conjugated linoleic acid, sphingolipids, lactulose and butyrate. It is not possible currently to prioritize these components in terms of their potential contribution, to evaluate their effects adequately in combination, or to con®rm their relevance in humans, but the fact that they occur together in dairy foods is supportive of their potential value as part of a cancer-preventing diet. A number of possible mechanisms in cancer prevention could be operating, and this is a very productive area for ongoing research. It should in time help to con®rm desirable dietary strategies, as well as to predict any modi®cations to dairy foods which are likely to be of additional bene®t in this respect. See also: Lipids: Conjugated Linoleic Acid. Milk Proteins: Nutritional Quality of Milk Proteins. Minerals in Dairy Products: Macroelements, Nutritional Significance. Nutritional Role of Dairy Products: Contribution of Dairy Foods to Nutrient Intake. Vitamins: Vitamin D, Nutritional Significance.
Further Reading Baron JA, Beach M, Mandel JS et al. (1999) Calcium supplements for the prevention of colorectal adenomas. New England Journal of Medicine 340: 101±107. Dashwood RH (1999) Early detection and prevention of colon cancer (review). Oncology Reports 6: 277±281. Holt PR (1999) Dairy foods and prevention of colon cancer: human studies. Journal of the American College of Nutrition 18: 1±12.
Jain M (1998) Dairy foods, dairy fats and cancer: a review of the epidemiological evidence. Nutrition Research 18: 905±937. Kampman E, Slattery ML, Caan B and Potter JD (2000) Calcium, vitamin D, sunshine exposure, dairy products and colon cancer risk (United States). Cancer Causes and Control 11: 459±466. Lipkin M, Reddy B, Newmark H and Lamprecht SA (1999) Dietary factors in human colorectal cancer. Annual Review of Nutrition 19: 54±86. McIntosh GH and Le Leu RK (2001) The in¯uence of dietary proteins on colon cancer risk. Nutrition Research 21: 1053±1066. McIntosh GH, Royle PJ, Le Leu RK et al. (1998) Whey proteins as functional food ingredients? International Dairy Journal 8: 425±434. Parodi PW (1998) Cow's milk components as potential anticancer agents. Journal of Nutrition 127: 1055±1060. World Cancer Research Fund and American Institute for Cancer Research Report (1997). Food Nutrition and Prevention of Cancer: A Global Perspective. Washington, DC: AICR.
Caries Prevention and Oral Health E C Reynolds, University of Melbourne, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Dental caries (tooth decay) is the localized destruction of tooth tissue by speci®c dental plaque bacteria that ferment dietary sugar to organic acids. Even though in most developed countries the prevalence of dental caries has decreased through the use of ¯uorides, the disease remains a major public health problem. A substantial volume of literature now exists demonstrating an anticariogenic effect of dairy products (milk, milk concentrates, powders and cheeses) in laboratory, animal and human in situ caries models. This anticariogenic effect has been attributed to the multiphosphoseryl-containing sequences of casein and their ability to stabilize calcium phosphate. These sequences can be released as casein phosphopeptides (CPP) from an enzymatic digest of casein. The CPP have a remarkable ability to stabilize calcium phosphate in solution as amorphous calcium
1306
HEALTH ASPECTS OF DAIRY PRODUCTS/Caries Prevention and Oral Health
Conclusions Some epidemiological evidence has identi®ed fermented and nonfermented dairy foods as providing signi®cant protection against colon cancer. Recently, low-fat dairy foods have been proposed as being of increased value due to their high calcium and protein value. Most studies into relevant components have claimed that dietary calcium is a principal factor responsible. Two recent intervention studies in adenoma prone populations in Europe and the United States showed that calcium supplements in excess of 1 g dayÿ1 signi®cantly reduced adenoma (polyp) recurrence. Certain probiotic bacteria associated with dairy foods have also been proposed as offering signi®cant protection. However, the evidence in humans for protection has not been as consistent as might have been expected from results with animal studies. Other components of dairy foods which have been shown to reduce mutagenicity or genotoxicity or diminish colon tumour formation in animal models of the disease include whey proteins, vitamin D, conjugated linoleic acid, sphingolipids, lactulose and butyrate. It is not possible currently to prioritize these components in terms of their potential contribution, to evaluate their effects adequately in combination, or to con®rm their relevance in humans, but the fact that they occur together in dairy foods is supportive of their potential value as part of a cancer-preventing diet. A number of possible mechanisms in cancer prevention could be operating, and this is a very productive area for ongoing research. It should in time help to con®rm desirable dietary strategies, as well as to predict any modi®cations to dairy foods which are likely to be of additional bene®t in this respect. See also: Lipids: Conjugated Linoleic Acid. Milk Proteins: Nutritional Quality of Milk Proteins. Minerals in Dairy Products: Macroelements, Nutritional Significance. Nutritional Role of Dairy Products: Contribution of Dairy Foods to Nutrient Intake. Vitamins: Vitamin D, Nutritional Significance.
Further Reading Baron JA, Beach M, Mandel JS et al. (1999) Calcium supplements for the prevention of colorectal adenomas. New England Journal of Medicine 340: 101±107. Dashwood RH (1999) Early detection and prevention of colon cancer (review). Oncology Reports 6: 277±281. Holt PR (1999) Dairy foods and prevention of colon cancer: human studies. Journal of the American College of Nutrition 18: 1±12.
Jain M (1998) Dairy foods, dairy fats and cancer: a review of the epidemiological evidence. Nutrition Research 18: 905±937. Kampman E, Slattery ML, Caan B and Potter JD (2000) Calcium, vitamin D, sunshine exposure, dairy products and colon cancer risk (United States). Cancer Causes and Control 11: 459±466. Lipkin M, Reddy B, Newmark H and Lamprecht SA (1999) Dietary factors in human colorectal cancer. Annual Review of Nutrition 19: 54±86. McIntosh GH and Le Leu RK (2001) The in¯uence of dietary proteins on colon cancer risk. Nutrition Research 21: 1053±1066. McIntosh GH, Royle PJ, Le Leu RK et al. (1998) Whey proteins as functional food ingredients? International Dairy Journal 8: 425±434. Parodi PW (1998) Cow's milk components as potential anticancer agents. Journal of Nutrition 127: 1055±1060. World Cancer Research Fund and American Institute for Cancer Research Report (1997). Food Nutrition and Prevention of Cancer: A Global Perspective. Washington, DC: AICR.
Caries Prevention and Oral Health E C Reynolds, University of Melbourne, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Dental caries (tooth decay) is the localized destruction of tooth tissue by speci®c dental plaque bacteria that ferment dietary sugar to organic acids. Even though in most developed countries the prevalence of dental caries has decreased through the use of ¯uorides, the disease remains a major public health problem. A substantial volume of literature now exists demonstrating an anticariogenic effect of dairy products (milk, milk concentrates, powders and cheeses) in laboratory, animal and human in situ caries models. This anticariogenic effect has been attributed to the multiphosphoseryl-containing sequences of casein and their ability to stabilize calcium phosphate. These sequences can be released as casein phosphopeptides (CPP) from an enzymatic digest of casein. The CPP have a remarkable ability to stabilize calcium phosphate in solution as amorphous calcium
HEALTH ASPECTS OF DAIRY PRODUCTS/Caries Prevention and Oral Health
phosphate (ACP). Through their multiple phosphoseryl residues, the CPP bind to ACP nanoclusters in metastable solution preventing their growth to the critical size required for nucleation and phase transformation to an insoluble crystalline calcium phosphate. Nuclear magnetic resonance (NMR) conformational and binding studies have shown that the casein phosphoseryl residues are essential for ACP interaction. The casein phosphopeptide±amorphous calcium phosphate complexes (CPP±ACP) have been shown to localize at the tooth surface and prevent demineralization and promote remineralization of enamel subsurface lesions in laboratory, animal and human in situ experiments. The proposed anticariogenic mechanism for dairy products therefore is the localization of ACP at the tooth surface which buffers the free calcium and phosphate ion activities, thereby helping to maintain a state of supersaturation with respect to tooth enamel, preventing demineralization and promoting remineralization.
Dental Caries Dental caries (tooth decay) is initiated via the demineralization of tooth hard tissue by organic acids from the fermentation of dietary sugar by dental plaque odontopathogenic bacteria. The estimated economic burden of treating dental caries in most developed communities is higher than that for other diet-related diseases including coronary heart disease, hypertension or stroke. In developing countries where the availability of industrialized food products is increasing, caries prevalence is also increasing. Recent studies have highlighted a number of sociodemographic variables associated with caries risk, high risk being associated with ethnicity and low socioeconomic status. The frequency of high-risk individuals has remained constant even though the overall severity and prevalence of disease in the community has decreased. During the caries process, the organic acids produced by the plaque bacteria diffuse into the tooth enamel via the water-®lled interprismatic spaces and dissolve apatite crystals in a process referred to as demineralization. This loss of calcium phosphate from the enamel structure results in the development of an incipient subsurface enamel lesion. At this stage the caries process is reversible and it is possible for calcium and phosphate ions to diffuse into the subsurface lesion to restore the lost apatite in a process referred to as remineralization. However, the use of remineralization solutions containing calcium and phosphate ions clinically has not been successful due to the low solubility of calcium phosphates, particularly in the presence of ¯uoride ions. Insoluble
1307
calcium phosphates are not easily applied, do not localize effectively at the tooth surface and require acid for solubility. Soluble calcium phosphate ions are at low concentrations, and also do not substantially incorporate into plaque or localize at the tooth surface. Dairy products contain a highly bioavailable form of calcium phosphate stabilized by the major milk proteins, the caseins, and a substantial volume of literature now exists demonstrating an anticariogenic effect of dairy products.
Anticariogenicity of Dairy Products The food group most recognized as exhibiting anticariogenic activity is dairy products (milk, milk concentrates, powders and cheeses). A number of studies have been conducted using fractions or puri®ed components of bovine milk in an approach to identify the major anticariogenic component. While some anticariogenic activity of milk has been attributed to the antibacterial effects of milk fat and proteins such as lactoperoxidase and lactoferrin, the major component responsible for the activity has been identi®ed as casein-stabilized amorphous calcium phosphate. The bovine milk protein casein, through its ability to stabilize and carry ACP, is an obvious candidate for an anticariogenic activity of dairy products. In early studies on the anticariogenicity of casein, insoluble forms were used and these required high levels for activity. More recently lower levels of soluble casein have been shown to be anticariogenic when added to the drinking water or as an ingredient or supplement in a cariogenic diet. Anticariogenic Casein Phosphopeptides
Digestion of casein with trypsin does not destroy the protein's anticariogenicity indicating that the activity resides in smaller peptide sequences. In a human intraoral caries model peptides of casein were found incorporated into the intraoral appliance plaque and were associated with a substantial increase in the plaque's content of calcium and phosphate. It was concluded that the peptides responsible for the anticariogenic activity were the calcium phosphate sequestering phosphopeptides. The CPP released by trypsin that sequester calcium phosphate are Bos aS1-casein X-5P (f59-79), Bos b-casein X-4P (f1-25), Bos aS2-casein X-4P (f46-70) and Bos aS2casein X-4P (f1-21), whose sequences are given in Table 1 using Ser(P) to represent a phosphoseryl residue. These peptides are 10% w/w of casein and through their multiple phosphoseryl residues sequester their
Arg1-Glu-Leu-Glu-Glu-Leu-Asn-Val-Pro-Gly-Glu-Ile-Val-Glu-Ser(P)-Leu-Ser(P)-Ser(P)-Ser(P)-Glu-Glu-Ser-Ile-Thr-Arg25. b(1±25)
Asn46-Ala-Asn-Glu-Glu-Glu-Tyr-Ser-Ile-Gly-Ser(P)-Ser(P)-Ser(P)-Glu-Glu-Ser(P)-Ala-Glu-Val-Ala-Thr-Glu-Glu-Val-Lys70. aS2(46±70)
Lys1-Asn-Thr-Met-Glu-His-Val-Ser(P)-Ser(P)-Ser(P)-Glu-Glu-Ser-Ile-Ile-Ser(P)-Gln-Glu-Thr-Tyr-Lys21. aS2(1±21)
Bos b-casein X-4P (f1±25)
Bos aS2-casein X-4P (f1±21)
Gln59-Met-Glu-Ala-Glu-Ser(P)-Ile-Ser(P)-Ser(P)-Ser(P)-Glu-Glu-Ile-Val-Pro-Asn-Ser(P)-Val-Glu-Gln-Lys79. aS1(59±79) Bos aS1-casein X-5P (f59±79)
own weight in amorphous calcium phosphate nanoparticles to form colloidal complexes. The CPP are not associated with the unpalatability or allergenicity of the caseins and have a potential for a speci®c anticariogenicity at least ten times greater on a weight basis.
Bos aS2-casein X-4P (f46±70)
Sequence Casein phosphopeptide
HEALTH ASPECTS OF DAIRY PRODUCTS/Caries Prevention and Oral Health
Table 1 Sequences of the casein phosphopeptides that sequester calcium phosphate
1308
Interaction of CPP with Calcium Phosphate The CPP have a remarkable ability to stabilize calcium phosphate in solution. The interaction of the CPP with calcium phosphate was recently studied in detail using the puri®ed peptide aS1(59±79). Solutions containing 0.1% w/v aS1(59±79) at pH 7 to 9, varying calcium and phosphate concentrations, but at constant ionic strengths were used to characterize the peptide's interaction with calcium phosphate. The peptide stabilized calcium phosphate as colloidal nanoparticles of approximately 50 nm diameter with each peptide molecule stabilizing 24 Ca and 16 Pi. The ion activity products for the various calcium phosphate phases (hydroxyapatite (HA); octacalcium phosphate (OCP); tricalcium phosphate (TCP); amorphous calcium phosphate (ACP); and dicalcium phosphate dihydrate (DCPD)) were determined from the free calcium and phosphate concentrations at each pH using an iterative computational procedure that calculates the ion activity coef®cients through the use of the expanded Debye± HuÈckel equation and takes into account the ion pairs CaHPO40, CaH2PO4 , CaPO4ÿ and CaOH, the dissociation of H3PO4 and H2O and the ionic strength. The only ion activity product that signi®cantly correlated with calcium phosphate bound to the peptide independently of pH was that corresponding to ACP (Ca3(PO4)1.87(HPO4)0.2xH2O) suggesting that this is the phase stabilized by the CPP. In neutral and alkaline supersaturated calcium phosphate solutions ACP nuclei spontaneously form. It is proposed that the CPP bind to the forming ACP nanoclusters producing a metastable solution preventing ACP growth to the critical size required for nucleation and phase transformation. From stoichiometric analysis the stabilized nanoparticles had the unit formula (aS1(59±79)(ACP)8)n where n is equal to or greater than 1. The synthetic octapeptide AcGlu-Ser(P)-Ile-Ser(P)-Ser(P)-Ser(P)-Glu-GluNHMe stabilized only 12 Ca and 8 Pi per molecule. Synthetic peptides corresponding to the N-terminal sequence Gln-Met-Glu-Ala-Glu and the C-terminal sequence Ile-Val-Pro-Asn-Ser(P)-Val-Glu-Gln of aS1-casein(59±79) did not stabilize calcium phosphate suggesting a role for these ¯anking residues
HEALTH ASPECTS OF DAIRY PRODUCTS/Caries Prevention and Oral Health
within aS1-casein(59±79) in conformational binding of ACP. A solution of CPP at 1.0% w/v can stabilize 60 mmol CaCl2 and 36 mmol sodium phosphate at pH 7.0 to form colloidal amorphous calcium phosphate±CPP complexes (CPP±ACP). The anticariogenicity of the CPP±ACP complexes has been con®rmed in a variety of in vitro, human in situ and animal caries models.
Anticariogenicity of Dairy Products in the Rat The rat caries model has been used extensively to study dairy products as either powdered ingredients of the cariogenic diet or as dietary supplements. Some of the earliest reports on the effect of diet in the rat caries model involved skim milk powders and casein powders as components of the diet. These studies showed that addition of skim milk powders or casein to the cariogenic diet reduced caries activity. The rat caries model has been re®ned over the years with the understanding of the importance of eating frequency and the development of automated programmable feeders. The feeders have allowed the investigation of dietary supplements, such as cheese on caries development. Several studies have investigated the effect of cheese on caries in the rat including cheeses with diverse physical and compositional characteristics. These studies have all con®rmed the anticariogenicity of cheese and again have correlated the activity with casein and calcium phosphate levels. In a more recent study casein±phosphopeptide amorphous calcium±phosphate complexes (CPP± ACP) have been shown to reduce caries activity in the rat caries model. CPP±ACP solutions, applied to the animals' teeth twice daily, signi®cantly reduced caries activity with 0.1% w/v CPP±ACP producing a 14% reduction and 1.0% w/v CPP±ACP a 55% reduction relative to the distilled water control. CPP±ACP at 0.5% w/v produced a reduction in caries activity similar to that of 500 mg l ÿ1 Fÿ. The anticariogenicity of CPP±ACP and ¯uoride were additive as animals receiving 0.5% CPP±ACP plus 500 mg lÿ1 Fÿ had signi®cantly lower caries activity than those animals receiving either CPP±ACP or ¯uoride alone. In this study the synthetic octapeptide AcGlu-Ser(P)-Ile-Ser(P)-Ser(P)-Ser(P)-Glu-Glu-NHMe complexed with ACP also signi®cantly reduced caries activity. However, the lower molar speci®c activity relative to the longer CPP suggested that the ¯anking residues and conformational speci®city were required for full ACP binding and anticariogenicity. Other residues that may be important are the
1309
hydrophobic residues of the CPP that might be important for ACP stabilization and attachment to hydrophobic surfaces of salivary proteins adsorbed onto the teeth.
Anticariogenicity of Dairy Products in Human in situ Studies The anticariogenicity of dairy products has also been demonstrated in human intraoral caries models. These models usually consist of a removable appliance containing a left and right pair of enamel slabs placed to produce a plaque retention site. The interenamel plaque that develops (3±5 mg) is bacteriologically similar to normal supragingival plaque. On frequent exposure to sucrose solutions over a 3-week period the levels of cariogenic bacteria increase and subsurface enamel demineralization results in the formation of a subsurface enamel lesion. Using this model the effects of water-soluble components of cheese on enamel subsurface demineralization have been investigated. The water-soluble cheese extract was shown to reduce enamel demineralization and the effects were attributed to an increase in plaque calcium produced by the extract. The water-soluble extract of the cheese would have contained amorphous calcium phosphate stabilized by casein phosphopeptides released during cheese manufacture. Further studies have reported similar effects of CPP±ACP in the human intraoral caries model. In one human intraoral study two exposures of a 1.0% w/v CPP±ACP solution per day was shown to reduce enamel mineral loss by 51% relative to the control solution. The plaque exposed to the CPP±ACP solution exhibited signi®cant increases in calcium and inorganic phosphate levels. The level of the CPP was determined by competitive enzyme-linked immunosorbent assay (ELISA) using an antibody that recognized both a S1(59±79) and b(1±25). Electron micrographs of immunocytochemically stained sections of the plaque revealed localization of the peptide predominantly on the surface of microorganisms but also in the extracellular matrix. In another human in situ study the ability of CPP±ACP added to sugar-free chewing gum to remineralize enamel subsurface lesions was investigated. Subjects wore removable palatal appliances with human-enamel, half slabs inset containing subsurface demineralized lesions. There were three treatment groups in the study: sugar-free gum containing 0.6% w/w CPP±ACP, sugar-free gum without CPP±ACP and a nil-treatment control. The gums were chewed for 20-min periods, four times
1310
HEALTH ASPECTS OF DAIRY PRODUCTS/Caries Prevention and Oral Health
a day. The appliances were worn for this 20-min period and a further 20-min period after gum chewing. Each treatment was for 14 days' duration and each of the ten subjects carried out each treatment with a 1-week rest between the treatments. At the completion of each treatment the enamel slabs were removed, paired with their respective demineralized control, embedded, sectioned and subjected to microradiography and computer-assisted densitometric image analysis to determine the level of remineralization. Chewing the sugar-free gum not containing CPP±ACP resulted in 9.16 � 1.16% remineralization compared to 3.28 � 1.01% remineralization in untreated controls (Figure 1). The gum containing 0.6% CPP±ACP however produced 18.35 � 3.02% enamel remineralization, with all values being signi®cantly different (Figure 1). Scanning electron microscope energy-dispersive X-ray
% Enamel remineralization
25 20 15 10 5 0 Nil-treatment
Control
0.6% CPP–ACP Gum
Figure 1 Effect of CPP±ACP containing sugar-free gum on remineralization of enamel subsurface lesions in situ.
analyses (SEM-EDAX) of sections of the remineralized enamel revealed that the mineral deposit was hydroxyapatite. These results showed that addition of 0.6% CPP±ACP to sugar-free gum produced a 100% increase in subsurface enamel remineralization. Microradiography of the enamel lesions before and after remineralization showed that the CPP±ACP effected remineralization throughout the body of the lesion (Figure 2).
Remineralization of Enamel Lesions by Dairy Products A number of studies have shown that dairy products and fractions are not only capable of preventing dental caries but can also repair the early stages of enamel caries. Enamel subsurface lesions placed in bovine milk or in water extracts of cheese in vitro have been shown to increase in mineral content. This capacity to remineralize enamel subsurface lesions has been attributed to the high levels of available and stabilized calcium phosphate ions. These ®ndings have led to the development of casein phosphopeptide-stabilized amorphous calcium phosphate to add speci®cally to foods and oral care products to effect remineralization of early enamel carious lesions. Solutions containing various amounts of CPP, calcium and phosphate at different pH values (7.0±9.0) were studied for their ability to remineralize arti®cial lesions in human third-molar enamel. The associations between the activities of the various calcium phosphate species in solution and the rate of enamel lesion remineralization for this series of solutions were then determined. The activity of
Before
After
Before
After
Control Gum
0.6% CPP– ACP Gum
Figure 2 Microradiographs of enamel subsurface lesions before and after treatment with CPP±ACP sugar-free chewing gum.
HEALTH ASPECTS OF DAIRY PRODUCTS/Caries Prevention and Oral Health
the neutral ion species CaHPO40 in the various remineralizing solutions was found to be highly correlated with the rate of lesion remineralization. The diffusion coef®cient for the remineralization process was estimated at 3�10ÿ10 m2 sÿ1 which is consistent with the coef®cients of diffusion for neutral molecules through a charged matrix. CaHPO40 and associated species after diffusion into the enamel lesion, would by the formation of Ca2 and PO43ÿ ions, increase the degree of saturation with respect to hydroxyapatite (HA). The formation of HA in the lesion would lead to the generation of acid and phosphate including H3PO4, which would diffuse out of the lesion down a concentration gradient. The results indicate that dairy product-bound ACP acts as a reservoir of the neutral ion species CaHPO40 that is formed in the presence of acid. The acid could be generated by dental plaque bacteria; under these conditions, the ACP would buffer plaque pH and produce calcium and phosphate ions, in particular CaHPO40. The increase in plaque CaHPO40 would offset any fall in pH thereby preventing enamel demineralization. Acid is also generated in plaque as H3PO4 by the formation of HA in the enamel lesion during remineralization. This may therefore explain why the dairy products are so ef®cient at remineralization; they consume the H3PO4 produced during enamel lesion remineralization generating more CaHPO40 thus maintaining its concentration gradient into the lesion. These results are consistent with the proposed anticariogenic mechanism of dairy products being the inhibition of enamel demineralization and enhancement of remineralization through the localization of ACP at the tooth surface.
Interaction of CPP±ACP with Fluoride The anticariogenic mechanism of ¯uoride is now proposed to be the localization of the ¯uoride ion at the tooth surface, particularly in plaque in the presence of Ca and phosphate ions. This localization increases the degree of saturation with respect to
¯uorapatite (FA) thus promoting remineralization of enamel with FA which is more resistant to caries than HA. It is clear that for the formation of FA (Ca 10(PO4)6F2), calcium and phosphate ions must be colocalized at the tooth surface with the ¯uoride ion. The additive anticariogenic effect of dairy products and F observed by some investigators may therefore be attributable to the colocalization of Ca, Pi and F at the tooth surface. This hypothesis was tested recently in a mouthwash study of a CPP±ACP containing F ÿ mouthwash. The mouthwash contained 176 mmol calcium ions, 128 mmol phosphate ions and 18 mmol (342 mg lÿ1) F ions stabilized by the CPP. The use of the mouthwash resulted in a 1.9-fold increase in plaque calcium, a 1.5-fold increase in plaque phosphate, and a 3-fold increase in plaque ¯uoride ion. These increases in the supragingival plaque levels of Ca, phosphate and ¯uoride ions are markedly greater than those obtained in similar studies with toothpastes containing 1000 mg l ÿ1 F. These results suggest that dairy product consumption may result in the colocalization of Ca and phosphate at the tooth surface with salivary ¯uoride ions to produce an amorphous calcium ¯uoride phosphate with superior anticaries activity.
Structural Characterization of the Multiphosphorylated Sequences of the Caseins Several phosphoproteins that interact with calcium phosphates have now been identi®ed (Figure 3). As well as the caseins these include the phosphoprotein from saliva (statherin), egg phosvitin and phosphoproteins from mineralized tissue (dentine phosphophoryn) and bone phosphoproteins, osteopontin and matrix±Gla protein. The sequences reveal that these proteins all contain multiple phosphoseryl and acidic residues in clusters. The proposed functions of these proteins are (1) the stabilization of calcium phosphate in solution preventing spontaneous precipitation or
-Ser(P)-Ser(P)-Ser(P)-Ser(P)-Ser(P)-Ser(P)-Ser(P) -Ser(P)-Asp-Ser(P)-Ser(P)-Ser(P)-Asp-Ser(P)-Ser(P)-Met-Ser(P)-Ser(P)-Ser(P)-Glu-Glu-Ser(P)-Ser(P)-Gly-Ser(P)-Ser(P)-Glu-Glu-Ser(P)-Ile-Ser(P)-Ser(P)-Ser(P)-Glu-Glu-
Phosvitin Phosphophoryn Riboflavin binding protein Osteopontin αS1-casein
- S e r (P ) - L e u - S e r (P ) - S e r ( P ) - S e r ( P ) - G l u - G l u -Asp-Ser(P)-Ser(P)-Glu-Ser(P)Asp-Ser(P)-Ser(P)-Glu-Glu-
β-casein Matrix-Gla protein Statherin
Figure 3 Phosphoproteins that interact with calcium phosphate.
1311
1312
HEALTH ASPECTS OF DAIRY PRODUCTS/Caries Prevention and Oral Health
(2) biomineralization, where the protein, cross-linked to a collagen matrix, has been proposed to act as a nucleator/promoter of crystal growth. It is conceivable that multiple-phosphoseryl-containing proteins could on the one hand act as nucleators/ promoters of calcium phosphate phase separation and on the other as stabilizers of metastable supersaturated solutions depending on concentration and conformation of the protein and the composition and degree of saturation of the aqueous phase. An immobilized, rigid phosphoprotein should bind strongly in a stereospeci®c manner to a particular calcium phosphate phase thereby providing a mineralization template. In contrast, the soluble, ¯exible phosphoproteins, in particular phosphopeptides, could adapt their conformation to a wider range of surfaces including those of amorphous phases thereby binding spontaneously forming clusters of calcium phosphate ions in metastable solution preventing their growth to the critical size required for nucleation and precipitation. Protein ¯exibility in solution is the outstanding characteristic to emerge from spectroscopy studies on the caseins. Phosphorylation appears to destabilize secondary and tertiary structure rather than promote higher levels of ordering. However, it is very likely that the ¯exible phosphorylated sequences adopt more regular conformations when bound to calcium phosphate. Binding of Ca2 by phosphophoryn for example, induces a conformational change with an increase in extended b-structure as measured by circular dichroism (CD). Optical rotatory dispersion (ORD), CD, hydrodynamic and 31P NMR measurements of the caseins all indicate that aS1-casein and b-casein have a rather open structure in solution with many amino acid side chains exposed to solvent and relatively ¯exible. Furthermore 31P±NMR relaxation measurements indicate that Ser(P) residues are relatively mobile in b-casein. Medium- and long-range nuclear Overhauser enhancements (nOes) have been demonstrated in twodimensional 1H NMR spectra of aS1(59±79) in the presence of Ca2 indicating a conformational preference. Two structured regions were identi®ed. Residues Val72 to Val76 are implicated in a b-turn conformation. Residues Glu61 to Ser(P)67, which extend over part of the Ser(P) cluster motif -Ser(P)-Ser(P)Ser(P)-Glu-Glu-, are involved in a loop-type stucture. Recent two-dimensional NMR studies on b-casein (1±25) and aS2-casein(1±21) have shown evidence of preferred conformations in the presence of calcium ions. Molecular modelling of both aS1(59±79) and b(1±25) using the constraints derived from the NMR spectroscopy has indicated that the peptides adopt conformations that allow the glutamyl and
phosphoseryl side chains to interact collectively with calcium ions. The relationship between casein structure and the interaction with amorphous calcium phosphate was investigated recently using a series of synthetic peptide homologues and analogues. These studies showed that the cluster sequence -Ser(P)Ser(P)-Ser(P)-Glu-Glu- is effectively responsible for the interaction with ACP and that all three contiguous Ser(P) residues are required for maximal interaction.
Conclusion The anticariogenicity of dairy products has been demonstrated in the rat caries model, in vitro remineralization/demineralization models and human in situ caries models. The proposed anticariogenic mechanism of dairy products is the localization of ACP at the tooth surface which buffers free calcium and phosphate ion activities, thereby helping to maintain a state of supersaturation with respect to tooth enamel preventing enamel demineralization and promoting remineralization. See also: Health Aspects of Dairy Products: Bone Health; Colon Cancer Prevention.
Further Reading Harper DS, Osborn JC, Clayton R and Hefferren JJ (1986) Cariostatic evaluation of cheeses with diverse physical and compositional characteristics. Caries Research 20: 123±130. Harper DS, Osborn JC, Clayton R and Hefferren JJ (1987) Modi®cation of food cariogenicity in rats by mineralrich concentrates from milk. Journal of Dental Research 66: 42±45. Krobicka A, Bowen WH, Pearson S and Yang DA (1987) The effects of cheese snacks on caries in desalivated rats. Journal of Dental Research 66: 1116±1119. Loesche WJ (1986) Role of Streptococcus mutans in human dental decay. Microbiological Reviews 50: 353±380. Reeves RE and Latour NG (1958) Calcium phosphate sequestering phosphopeptide from casein. Science 128: 472. Reynolds EC (1987) The prevention of sub-surface demineralization of bovine enamel and change in plaque composition by casein in an intra-oral model. Journal of Dental Research 66: 1120±1127. Reynolds EC (1997) Remineralization of enamel subsurface lesions by casein phosphopeptide-stabilized calcium phosphate solutions. Journal of Dental Research 76: 587±1595. Reynolds EC and Black CL (1987) Confectionery composition and rat caries. Caries Research 21: 538±545. Reynolds EC, Cain CJ, Webber FL et al. (1995) Anticariogenicity of tryptic caseinand
HEAT EXCHANGERS synthetic-phosphopeptides in the rat. Journal of Dental Research 74: 1272±1279. Reynolds EC and Johnson IH (1981) Effect of milk on caries incidence and bacterial composition of dental plaque in the rat. Archives of Oral Biology 26: 445±451. Rosen S, Min DB, Harper DS et al. (1984) Effect of cheese, with and without sucrose, on dental caries and recovery
1313
of Streptococcus mutans in rats. Journal of Dental Research 63: 894±896. Silva MFdeA, Burgess RC, Sandham HJ and Jenkins GN (1987) Effects of water-soluble components of cheese on experimental caries in humans. Journal of Dental Research 66: 38±41. Thylstrup A and Fejerskov O (1986) Textbook of Cariology. Copenhagen: Munksgaard.
HEAT EXCHANGERS U Bolmstedt, Tetra Pak Processing Components AB, Lund, Sweden Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Control of Product Temperature One of the most important requirements of modern dairying is to be able to control the temperature of products at every stage in the process. Heating and cooling are therefore very common operations in the dairy. Heating
of 72 � C, held at that temperature for 15 s and then chilled again to 4 � C. The heat of the pasteurized milk is utilized to warm the cold milk. The process takes place in a heat exchanger and is called regenerative heat exchange or, more commonly, heat recovery. As much as 94±95% of the heat content of the pasteurized milk can be recycled.
Heat Transfer Theory
Heat can be transferred in three ways: by conduction, convection and radiation.
On arrival at the dairy the milk is cooled to 5 � C or lower, to limit microbiological growth. Following pasteurization, the milk is cooled to about 4 � C using chilled water, brine solution or an alcohol solution such as propylene glycol.
1. Conduction means transfer of thermal energy through solid bodies or through layers of liquid at rest (without physical ¯ow or mixing in the direction of heat transfer). 2. Convection occurs when ¯uids (gases or liquids) at a high temperature are mixed with colder ¯uids and transfer their heat to the latter by conduction; hence, convection involves mixing. 3. Radiation is the emission of heat from a body that has accumulated thermal energy. The thermal energy is converted to radiant energy, emitted from the body and absorbed by other bodies, which it strikes. Almost all substances emit radiant energy.
Regenerative Heating and Cooling
Principles
In many processes, a product must ®rst be heated and then cooled. During pasteurization, milk is heated from, perhaps, 4 � C to a pasteurization temperature
Heat transfer in dairies occurs by convection and conduction. Two principles are used: direct and indirect heating.
Milk is heated by a heating medium such as lowpressure steam (very seldom used nowadays) or hot water, so that the temperature of the product rises and the temperature of the water drops correspondingly (see Services in Processing Plants: Heat Generation). Cooling
HEAT EXCHANGERS synthetic-phosphopeptides in the rat. Journal of Dental Research 74: 1272±1279. Reynolds EC and Johnson IH (1981) Effect of milk on caries incidence and bacterial composition of dental plaque in the rat. Archives of Oral Biology 26: 445±451. Rosen S, Min DB, Harper DS et al. (1984) Effect of cheese, with and without sucrose, on dental caries and recovery
1313
of Streptococcus mutans in rats. Journal of Dental Research 63: 894±896. Silva MFdeA, Burgess RC, Sandham HJ and Jenkins GN (1987) Effects of water-soluble components of cheese on experimental caries in humans. Journal of Dental Research 66: 38±41. Thylstrup A and Fejerskov O (1986) Textbook of Cariology. Copenhagen: Munksgaard.
HEAT EXCHANGERS U Bolmstedt, Tetra Pak Processing Components AB, Lund, Sweden Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Control of Product Temperature One of the most important requirements of modern dairying is to be able to control the temperature of products at every stage in the process. Heating and cooling are therefore very common operations in the dairy. Heating
of 72 � C, held at that temperature for 15 s and then chilled again to 4 � C. The heat of the pasteurized milk is utilized to warm the cold milk. The process takes place in a heat exchanger and is called regenerative heat exchange or, more commonly, heat recovery. As much as 94±95% of the heat content of the pasteurized milk can be recycled.
Heat Transfer Theory
Heat can be transferred in three ways: by conduction, convection and radiation.
On arrival at the dairy the milk is cooled to 5 � C or lower, to limit microbiological growth. Following pasteurization, the milk is cooled to about 4 � C using chilled water, brine solution or an alcohol solution such as propylene glycol.
1. Conduction means transfer of thermal energy through solid bodies or through layers of liquid at rest (without physical ¯ow or mixing in the direction of heat transfer). 2. Convection occurs when ¯uids (gases or liquids) at a high temperature are mixed with colder ¯uids and transfer their heat to the latter by conduction; hence, convection involves mixing. 3. Radiation is the emission of heat from a body that has accumulated thermal energy. The thermal energy is converted to radiant energy, emitted from the body and absorbed by other bodies, which it strikes. Almost all substances emit radiant energy.
Regenerative Heating and Cooling
Principles
In many processes, a product must ®rst be heated and then cooled. During pasteurization, milk is heated from, perhaps, 4 � C to a pasteurization temperature
Heat transfer in dairies occurs by convection and conduction. Two principles are used: direct and indirect heating.
Milk is heated by a heating medium such as lowpressure steam (very seldom used nowadays) or hot water, so that the temperature of the product rises and the temperature of the water drops correspondingly (see Services in Processing Plants: Heat Generation). Cooling
1314
HEAT EXCHANGERS
Direct heating Direct heating means that the heating medium is mixed with the product. This technique is used:
� to heat water; steam is injected directly into the
layer on the other side is almost entirely by conduction, while further transfer to the milk in the central zone of the channel is accomplished by both conduction and convection.
water and transfers heat to the water
� to heat products such as curd in the manufacture of certain types of cheese (by mixing hot water with the curd), and to sterilize milk or milk products by steam injection or infusion of the product into steam.
The direct method of heat transfer is ef®cient for rapid heating. It offers certain advantages, especially in long-life, ultra-heat-treated (UHT) milk production, where heating is followed by rapid ¯ash-cooling. It does, however, involve mixing the product with the heating medium, which necessitates certain steps in the subsequent process. It also makes strict demands on the quality of the steam. Direct heating is forbidden by law in some countries on the grounds that it introduces foreign matter into the product. Indirect heating Indirect heat transfer is therefore the most commonly used method in dairies. With this method, heat is transferred from the heating medium through a partition into the product (Figure 1). In a plate heat exchanger, the plate is the partition. The velocity of the liquids is reduced by friction to almost zero at the boundary layer in contact with the partition. The velocity increases progressively and is highest at the centre of the channel. The temperature of the hot water is highest in the middle of the channel. The closer the water is to the partition, the more it is cooled by the cold milk on the other side. Heat is transferred, by convection and conduction, to the boundary layer. Transfer from the boundary layer through the wall to the boundary
The Heat Exchanger A heat exchanger is used to transfer heat by the indirect method. The temperature pro®les of the heating medium and milk in a typical tubular heat exchanger are shown in Figure 2. Dimensioning Data for a Heat Exchanger
The size and con®guration of a heat exchanger depend on many factors. The calculation is intricate and is normally done with the aid of a computer. The factors that must be considered are:
� � � � � � �
product ¯ow rate physical properties of the liquids temperature programme permitted pressure drop heat exchanger design cleanability requirements running time requirement.
The formula for calculating the heat transfer area of a heat exchanger is: A
Q � � � cp � �t �tm � k
1
where A required heat transfer area, Q product ¯ow rate, � density of the product, cp speci®c heat °C
ti2
to1 t °C
Heat flow
to2 ti1 Time
to1
ti1
ti2 Figure 1 Heat transfer from a heating medium to a cold product on the other side of the partition. (Courtesy of Tetra Pak.)
to2
Figure 2 Temperature pro®les for heat transfer in a heat exchanger with countercurrent ¯ow. (Courtesy of Tetra Pak.)
HEAT EXCHANGERS
of the product, �t temperature change of the product, �tm logarithmic mean temperature difference (LMTD), and k overall heat transfer coef®cient. Product flow rate The ¯ow rate Q is determined by the planned capacity of the dairy. Other factors being constant, the size of the heat exchanger is directly proportional to the ¯ow rate. Physical properties of the liquids These include density, �, speci®c heat, cp and viscosity, �. The values depend on product and temperature. Temperature programme Several aspects of the operating temperature must be considered, including the change of temperatures, the differential temperature between the liquids and the ¯ow direction of the liquids. Temperature change Inlet and outlet temperatures of the product are determined by preceding and subsequent process stages. The change of product temperature (�t in the general formula above) can be expressed as (Figure 2): �t1 to1 ÿ ti1
2
The inlet temperature for the service medium is determined by processing conditions. The temperature of the outgoing service medium can be calculated by an energy balance calculation. For a modern heat exchanger, the energy losses to the surrounding air can be neglected. Thus, the heat lost by the hot liquid is equal to the heat gained by the cold liquid. It can be expressed as: Q1 � �1 � cp1 � �t1 Q2 � �2 � cp2 � �t2
3
Countercurrent flow The temperature difference between the two liquids is best utilized if they ¯ow in opposite directions through the heat exchanger (Figure 2). The cold product then meets the cold heating medium at the inlet and a progressively warmer medium as it passes through the heat exchanger. During its passage, the product is gradually heated so that the temperature is always only a few degrees below that of the heating medium at the corresponding point. This type of arrangement is called countercurrent ¯ow. Co-current flow With the opposite arrangement, co-current ¯ow (Figure 3), both liquids enter the heat exchanger from the same end and ¯ow in the same direction. In co-current ¯ow it is impossible to heat the product to a temperature higher than that which would be obtained if the product and the heating medium were mixed. This limitation does not apply in countercurrent ¯ow; the product can be heated to within 2±3 � C of the inlet temperature of the heating medium. Overall heat transfer coefficient This factor, k, is a measure of the ef®ciency of the heat transfer. It indicates how much heat passes through 1 m2 of the partition per 1 � C of differential temperature. In a heat exchanger, k should be as high as possible. The heat transfer coef®cient depends on the following:
� � � � �
permitted pressure drops for the liquids viscosities of the liquids shape and thickness of the partition material of the partition presence of fouling matter. °C
Logarithmic mean temperature difference There must be a difference in temperature between the two media for heat transfer to take place. The differential temperature is the driving force. For sensitive products there are, however, limits to how great a difference can be used. The differential temperature can vary through the heat exchanger. A mean value, LTMD or �tm, is used for calculation.
ti2 ÿ to1 ÿ
to2 ÿ ti1 �tm ln
ti2 ÿ to1 =
to2 ÿ ti1
1315
ti2
∆tm to2 to1 ti1 Time
to1
ti1
4
An important factor in determining the mean temperature differential is the direction of the ¯ow in the heat exchanger. There are two main options: countercurrent or co-current ¯ow.
ti2
to2
Figure 3 Temperature pro®les for heat transfer in a heat exchanger with co-current ¯ow. (Courtesy of Tetra Pak.)
1316
HEAT EXCHANGERS
Permitted pressure drop To increase the value of k, and improve heat transfer, it is possible to reduce the size of the channel through which the product ¯ows. This reduces the distance over which heat must be transferred from the partition to the centre of the channel. At the same time, however, the crosssectional area of ¯ow is reduced. As a result:
� the ¯ow velocity through the channel increases, which in turn
� makes the ¯ow more turbulent � increases the pressure drop. The greater the allowed pressure drops for product and service media, the more heat is transferred and the smaller the heat exchanger needed. Products that are sensitive to mechanical agitation (e.g. milk fat) may, however, be damaged by violent treatment. The product pressure before the heat exchanger must be increased to force the product through the narrower channels. It may then be necessary to install a booster pump. In some countries, installation of a booster pump is speci®ed in legal requirements, basically to secure a higher pressure on the product side and thus prevent leakage of unpasteurized product into pasteurized product. Heat exchanger design Viscosity of media The viscosity of the product and the service medium are important to the dimensioning of a heat exchanger. A liquid with high viscosity develops less turbulence when it ¯ows through the heat exchanger compared to a product with lower viscosity. This means that a larger heat exchanger is needed, everything else being constant. Special attention must be paid to products with non-Newtonian ¯ow behaviour. For these products, the apparent viscosity depends not only on the temperature but also on the shear rate. A product that seems rather thick in a tank may ¯ow much more readily when it is pumped through pipes or a heat exchanger. Shape and thickness of the partition The partition is often corrugated to create a more turbulent ¯ow, which results in better heat transfer (Figure 4). The thickness is also important; the thinner the partition, the better the heat transfer. However, this must be balanced against the need for the partition to be strong enough to withstand the pressure of the liquids. Modern design and production techniques allow thinner partitions than were possible only a few years ago. Material of the partition For food processing, the normal material is stainless steel, which has fairly good heat transfer characteristics.
Presence of fouling matter Most dairy products are sensitive to heating, which must therefore be done very carefully to avoid product damage. If the surface is too hot in relation to the product, there is a risk that proteins in the milk will coagulate and be deposited in a thin layer on the partitions. The differential temperature between heating medium and product should therefore be as small as possible, normally 2±3 � C above the pasteurization temperature. Heat must be transferred through the deposit, reducing the value of the overall heat transfer coef®cient, k. The temperature differential between the heating medium and product will then no longer be suf®cient to transfer the same amount of heat as before, and the product outlet temperature will drop. This can be compensated for by increasing the temperature of the heating medium, but this also raises the temperature of the heat transfer surface so that more protein coagulates on the surface, the thickness of the crust increases and the value of k drops still further. The value of k is also affected by the ¯ow rate through the heat exchanger. Increasing the ¯ow rate makes the ¯ow more turbulent and increases the value of k. Throttling the ¯ow reduces the turbulence and hence also reduces the value of k. In modern pasteurizers and sterilizers the possibility of variable capacity is often included. In addition, multipurpose plants, i.e. plants designed for processing of various products in combination, are today common. As an example, a modern milk sterilizer for 10 000 l hÿ1 of whole milk may be capable of also processing milkbased vanilla pudding at 5000 l hÿ1. In calculating the heat transfer area, the sensitive nature of the product and the process demands must also be considered. Two such factors, not included in the formula, are the requirements for cleanability and running time. Cleanability requirements A heat exchanger in a dairy must be cleaned at the end of a production cycle, by circulating detergents. To achieve ef®cient cleaning, the heat exchanger must be designed not only to meet the temperature requirements, but also with cleaning in mind. If some passages in the heat exchanger are very wide, i.e. have several parallel channels, the turbulence during cleaning may not be enough to remove fouling deposits effectively. On the other hand, if some passages are very narrow, i.e. few parallel channels, the turbulence may be so high that the pressure drop will be very great. Such a high pressure drop may reduce the ¯ow velocity of the cleaning solution, thereby reducing its effectiveness. A heat exchanger must therefore be designed for effective cleaning.
HEAT EXCHANGERS (A)
(B)
1317
(C)
Figure 4 The shape of the partition in a plate heat exchanger may differ depending on the product to be treated and thermal ef®ciency requirements. (A) and (B) herringbone pattern; (C) washboard pattern. (Courtesy of Tetra Pak.)
Running time requirement Some fouling always occurs when milk products are heated to a temperature above 65 � C. Hence, the pasteurizer must be stopped periodically for cleaning. The length of the running time is dif®cult, not to say impossible, to predict, as it is determined by the degree of fouling which depends on factors such as:
� temperature difference between product and heating medium
� milk quality � air content of the product � pressure conditions in the heating section. It is especially important to keep the air content as low as possible. Excess air in the product will greatly contribute to increased fouling. Under certain conditions, the running time may also be limited by the growth of microorganisms in the downstream part of the regenerative section of a plate heat exchanger.
This is, however, rare; when it occurs it is usually related to the pretreatment of the milk. Hence it is important to allow for cleaning at regular intervals when making production plans for pasteurizers. Regeneration
Using the heat of a hot liquid, such as pasteurized milk, to preheat cold incoming milk is called regeneration. The cold milk also serves to cool the hot milk, thus economizing on water and energy. Regeneration ef®ciencies of up to 94% or 95% can be achieved in ef®cient modern pasteurization plants. The percentage of regeneration is calculated as: R
tr ÿ ti � 100
tp ÿ ti
5
where R regenerative ef®ciency (%), tr milk temperature (� C) after regeneration, ti temperature
1318
HEAT EXCHANGERS
(� C) of raw incoming milk, and tp pasteurization temperature (� C). Holding
Correct heat treatment requires that the milk is held for a speci®ed time at the pasteurization temperature. This is done in an external holding cell, which usually consists of a pipe arranged in a spiral or zigzag pattern and often covered by a metal shroud to protect operators against burns. The length of the pipe and the ¯ow rate are calculated to provide the required holding time. Accurate control of the ¯ow rate is essential to achieve the speci®ed holding time. The holding time changes in inverse proportion to the ¯ow rate. Calculation of holding time The appropriate tube length can be calculated when the hourly capacity and the inner diameter of the holding tube are known. As the velocity pro®le in the holding tube is not uniform, some milk molecules will move faster than the average. To ensure that even the fastest molecule is pasteurized suf®ciently, an ef®ciency factor, �, must be used. This factor depends on the design of the holding tube, but is often in the range of 0.8±0.9. The length, L, of the holding cell is calculated as follows: Q�H 6 dm3 V 3600 � � L
V�4 � � d2 � 10
m
of treatment, such as preheating, ®nal heating and cooling, take place. The heating medium is hot water, and the cooling medium cold water, ice water or propylene glycol, depending on the required product outlet temperature. The plates are corrugated in a pattern designed for optimum heat transfer. Formerly, the so-called washboard pattern (Figure 4C) was predominant but today the herringbone pattern is normally used for all types of plates, also within the dairy industry (Figure 4A and 4B). The main advantages with the herringbone pattern are increased thermal ef®ciency and increased mechanical strength, the latter allowing the plates to be made thinner, which reduces cost and weight of the plate. The increased thermal ef®ciency reduces the necessary number of plates, which in turn reduces the cost of the unit and also product hold-up volume. The plate pack is compressed in the frame. Supporting points on the corrugations hold the plates apart so that narrow channels are formed between them. The liquids enter and leave the channels through holes in the corners of the plates. Varying patterns of open and blind holes route the liquids from one channel to the next. Gaskets around the edges of the plates and around the holes form the boundaries of the channels and prevent external leakage and internal mixing. Figure 5 shows a typical arrangement.
7
where Q ¯ow rate at pasteurization (l hÿ1), H holding time (s), L length (m) of holding tube, d inner diameter (dm) of holding tube, V volume (l or dm 3) of milk, and � ef®ciency factor, dimensionless. Types of Heat Exchangers
The following three types of heat exchanger are most widely used in the dairy industry:
� plate heat exchangers � tubular heat exchangers � scraped-surface heat exchangers. Plate heat exchangers Most heat treatment of dairy products is carried out in plate heat exchangers. The plate heat exchanger (often abbreviated PHE) consists of a pack of stainless-steel plates clamped in a frame. The frame may contain several separate plate packs ± sections ± in which different stages
Figure 5 Principles of ¯ow and heat transfer in a plate heat exchanger. (Courtesy of Tetra Pak.)
HEAT EXCHANGERS
Flow patterns The arrangement of the plates is such that the product ¯ows through alternate channels in the plate pack. The service (heating or cooling) medium is introduced at the other end of the section and passes through alternate plate channels. Each product channel consequently has service medium channels on both sides. For ef®cient heat transfer, the channels between the plates should be as narrow as possible, but both ¯ow velocity and pressure drop will be high if a large volume of product must pass through these narrow channels. Neither of these effects is desirable and, to eliminate them, the passage of the product through the heat exchanger may be divided into a number of parallel ¯ows. In Figure 6, the product ¯ow is divided into two parallel ¯ows which change direction four times in the section. The channels for the heating medium are divided into four parallel ¯ows which change direction twice. This combination is written as 4�2/ 2�4, i.e. the number of passes multiplied by the number of parallel ¯ows for the product over the number of passes multiplied by the number of parallel ¯ows for the service medium. This is called the grouping of the plates. Tubular heat exchangers Tubular heat exchangers (THE) are today normally used for UHT treatment of dairy products. The tubular heat exchanger (Figure 7), unlike plate heat exchangers, has no contact points in the product channel and can thus handle products with particles, the maximum particle size depending on the diameter of the tube. The tubular heat exchanger can also run longer between cleanings than the plate heat exchanger in UHT treatment. From the standpoint of heat transfer, the tubular heat exchanger is less ef®cient than a plate heat exchanger. Tubular heat exchangers are available in two fundamentally different types; multi/ mono tube and concentric tube.
1319
principle, with the product ¯owing through a group of parallel tubes and the service medium between and around the tubes. Turbulence for ef®cient heat transfer is created by helical corrugations on the tubes and shell. The heat transfer surface consists of a bundle of straight corrugated or smooth tubes welded into tube plates at both ends. The tube plates are in turn sealed against the outer shell by a double O-ring construction (¯oating design). This design allows the product tubes to be taken out of the shell by unscrewing the end bolts and this makes the unit strippable for inspection. The ¯oating design absorbs thermal expansion and the product tube bundles in the shell can be changed, allowing different combinations to be used for different applications. The monotube is a version with only one inner tube, which will permit particles with a diameter up to 50 mm to pass. Multi/ mono tubes are well suited for processes operating at very high pressures and high temperatures. Concentric tubes The heat transfer surface of a concentric tubular heat exchanger consists of straight tubes of different diameters concentrically located on a common axis by headers at both ends. The product ¯ows in the gap between two concentric tubes and the service medium on both sides of these
Multi/mono tubes The multitube tubular heat exchanger operates on the classic shell-and-tube
Figure 6 The system of parallel ¯ow pattern for both product and heating/cooling medium channels. In this example the combination is written 4�2 / 2�4. (Courtesy of Tetra Pak.)
Figure 7 The tubular heat exchanger tubes are assembled in a compact unit. (Courtesy of Tetra Pak.)
1320
HEAT EXCHANGERS
tubes. The ¯oating design as described above is also applied to the concentric tubes. In addition, the multi/ mono tube inserts and the concentric tube inserts are interchangeable for maximum ¯exibility. The concentric tube is especially suited for processing viscous products, such as dessert puddings. Due to the thin product layer in the annular channel, very ef®cient heat transfer is achieved. Also, due to the single product channel design, the risk of maldistribution across parallel tubes on viscous products is eliminated. Scraped-surface heat exchangers The scraped-surface heat exchanger (Figure 8) is designed for heating and cooling viscous, sticky or lumpy products and for crystallization of products. The operating pressures on the product side are high, often as much as 4 MPa. All products that can be pumped can therefore be treated. A scraped-surface heat exchanger consists of a cylinder through which the product is pumped in countercurrent ¯ow to the service medium in the surrounding jacket. Exchangeable rotors of various diameters, from 50.8 to 127 mm, and varying pin/ blade con®gurations allow adaptation to different applications. Smaller diameter rotors allow larger particles (up to 25 mm) to pass through the cylinder, while larger diameter rotors result in shorter residence time and improved thermal performance. The product enters the vertical cylinder through the lower port and continuously ¯ows upward through the cylinder. At process start-up, all the air is completely purged ahead of the product, allowing complete and uniform product coverage of the heating or cooling surface. The rotating blades continually remove the product from the cylinder wall (Figure 9), in order to ensure uniform heat transfer to the product. In addition, the surface is kept free from deposits.
The product exits the cylinder via the upper port. Product ¯ow and rotor speed are varied to suit the properties of the product ¯owing through the cylinder. At shutdown, thanks to the vertical design, the product can be displaced by water with minimum intermixing, which helps assure product recovery at the end of every run. Following this, complete drainage facilitates cleaningin-place (CIP) and product changeover. As mentioned above, rotor and blades are exchangeable, an operation which is possible owing to the automatic hydraulic lift that facilitates raising and lowering the rotor/blade assembly (Figure 10).
Heating or cooling medium
Cylinder Rotor Blade
Rotor
Cylinder Blade
Product Figure 8 Vertical type of scraped-surface heat exchanger. (Courtesy of Tetra Pak.)
Figure 9 Section through a scraped-surface heat exchanger. (Courtesy of Tetra Pak.)
HEAT STABILITY OF MILK
1321
of margarine and shortenings. The scraped-surface heat exchanger is also available in versions designed for aseptic processing. Two or more vertical-type scraped-surface heat exchangers can be linked in series or parallel to give a greater heat transfer surface depending on the processing capacity required. See also: Liquid Milk Products: Pasteurized Milk; Super-Pasteurized Milk; Sterilized Milk. Pasteurization of Liquid Milk Products: Pasteurizers, Design and Operation. Process and Plant Design. Services in Processing Plants: Heat Generation. Ultra-High Temperature Treatment (UHT): Heating Systems.
Further Reading
Figure 10 Removal of blades from the rotor assembly in lowered position. (Courtesy of Tetra Pak.)
Typical products treated in the scraped-surface heat exchanger are ice cream and dairy spread, but fruit preparations, such as yoghurt, are also treated. It is also used for fats and oils for crystallization
Bylund G (1995) Dairy Processing Handbook. Lund, Sweden: Tetra Pak Processing Systems. Coulson JM and Richardson JF (1990) Chemical Engineering, vol. 1. Oxford: Butterworth±Heinemann. Eastop TD and McConkey A (1993) Applied Thermodynamics for Engineering Technologists. Harlow: Longman. Heldman DR and Lund DB (eds.) (1992) Handbook of Food Engineering. New York: Marcel Dekker. McCabe WL, Smith JC and Harriott P (2000) Unit Operations of Chemical Engineering, 6th edn. New York: McGraw-Hill Kogakusha Ltd. Sneeden J-BO and Kerr SV (1969) Applied Heat for Engineers, 4th edn. London: Blackie Academic and Professional.
HEAT STABILITY OF MILK J E O'Connell and P F Fox, University College Cork, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Heat Stability of Milk Since the ®rst heat treatment of milk by Pasteur in c.1860, thermal processing of milk has become an integral step in dairy processing and today the majority of milk, regardless of its ultimate use, is
subjected to at least one heat treatment. The objective for the heat treatment of milk varies considerably, from being part of the manufacturing process for speci®c products, e.g. coprecipitates and yoghurt, to enabling the production of stable and safe products through the reduction or elimination of spoilage and pathogenic microbes. Accordingly, heat treatments vary considerably from mild (thermization at 65 � C for 15 s), to very severe (in-container sterilization at 110±115 � C for 10±15 min). Milk is extremely heat stable, owing principally to the ill-de®ned tertiary structure of the caseins, and can tolerate most
HEAT STABILITY OF MILK
1321
of margarine and shortenings. The scraped-surface heat exchanger is also available in versions designed for aseptic processing. Two or more vertical-type scraped-surface heat exchangers can be linked in series or parallel to give a greater heat transfer surface depending on the processing capacity required. See also: Liquid Milk Products: Pasteurized Milk; Super-Pasteurized Milk; Sterilized Milk. Pasteurization of Liquid Milk Products: Pasteurizers, Design and Operation. Process and Plant Design. Services in Processing Plants: Heat Generation. Ultra-High Temperature Treatment (UHT): Heating Systems.
Further Reading
Figure 10 Removal of blades from the rotor assembly in lowered position. (Courtesy of Tetra Pak.)
Typical products treated in the scraped-surface heat exchanger are ice cream and dairy spread, but fruit preparations, such as yoghurt, are also treated. It is also used for fats and oils for crystallization
Bylund G (1995) Dairy Processing Handbook. Lund, Sweden: Tetra Pak Processing Systems. Coulson JM and Richardson JF (1990) Chemical Engineering, vol. 1. Oxford: Butterworth±Heinemann. Eastop TD and McConkey A (1993) Applied Thermodynamics for Engineering Technologists. Harlow: Longman. Heldman DR and Lund DB (eds.) (1992) Handbook of Food Engineering. New York: Marcel Dekker. McCabe WL, Smith JC and Harriott P (2000) Unit Operations of Chemical Engineering, 6th edn. New York: McGraw-Hill Kogakusha Ltd. Sneeden J-BO and Kerr SV (1969) Applied Heat for Engineers, 4th edn. London: Blackie Academic and Professional.
HEAT STABILITY OF MILK J E O'Connell and P F Fox, University College Cork, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Heat Stability of Milk Since the ®rst heat treatment of milk by Pasteur in c.1860, thermal processing of milk has become an integral step in dairy processing and today the majority of milk, regardless of its ultimate use, is
subjected to at least one heat treatment. The objective for the heat treatment of milk varies considerably, from being part of the manufacturing process for speci®c products, e.g. coprecipitates and yoghurt, to enabling the production of stable and safe products through the reduction or elimination of spoilage and pathogenic microbes. Accordingly, heat treatments vary considerably from mild (thermization at 65 � C for 15 s), to very severe (in-container sterilization at 110±115 � C for 10±15 min). Milk is extremely heat stable, owing principally to the ill-de®ned tertiary structure of the caseins, and can tolerate most
1322
HEAT STABILITY OF MILK
processing conditions to which it is normally subjected; for example, it can be heated at 140 � C for up to 20 min before it coagulates. However, problems may be encountered regarding the thermal processing and subsequent storage or processing of concentrated milk, homogenized milk products and cheese milk (see Cheese: Rennet Coagulation of Milk).
Assessment of the Heat Stability of Milk Three main experimental procedures are used to assess the heat stability of milk. Firstly, heat stability may be expressed as the time elapsed between placing a sample in an oil bath, usually at 140 � C for unconcentrated milk or 120 � C for concentrated milk, and the onset of coagulation or ¯occulation of milk proteins, i.e. heat coagulation time (HCT, referred to as the subjective heat stability assay; Figure 1A). Secondly, heat stability may be recorded as the temperature at which milk coagulates instantaneously. This procedure is essentially a measure of the inherent stability of milk proteins as it is unaffected by heat-induced reactions such as thermal oxidation of lactose, dephosphorylation and proteolysis of caseins, Maillard reaction, etc. (A) HCT (min at 140 °C)
40
30
20
10
(B)
Protein content in supernatant (% w/v)
0
6.40
6.60
6.80 pH
7.00
7.20
4
3
2
1
0
0
10
20
30
Heating time (min at 140 °C) Figure 1 (A) Heat coagulation time±pH pro®le of unconcentrated type A (Ð) and B (....) milk and concentrated milk (---); (B) protein depletion curve of type A milk at pH 6.7 (---) or 6.9 (Ð). �, coagulation time.
Finally, the heat stability may be determined objectively by measuring the percentage of total protein sedimentable by low gravitational forces (�400 g) as a function of heating at a constant temperature, with a sudden increase in the amount of sedimentable protein denoting coagulation (Figure 1B). Heat-induced coagulation of milk has a Q10 value of �2±3, an apparent activation energy (Ea) of �140 kJ molÿ1 and there is a slight curvilinear relationship between temperature and the log of heat coagulation time.
Effect of Compositional Factors The heat stability of milk is affected by a myriad of factors of which pH is the most signi®cant. The majority of unconcentrated milk (�80±90% of milk from an individual cow and �100% of bulk milk), exhibit a type A HCT±pH pro®le; stability at pH values 100 � C reactions occur rapidly and are irreversible. The main heat-induced changes in milk are:
� � � � � � � �
aggregation of micelles dissociation of k-casein from the micelles acidi®cation dephosphorylation of caseins proteolysis of caseins Maillard reaction covalent polymerization of protein changes in micellar hydration and zeta potential.
The true signi®cance of any of these changes has yet to be elucidated, for example it is unclear which reactions cause coagulation, predispose the milk system to coagulation or are merely a consequence of coagulation. On heating at the assay temperature (�120 � C), the casein micelles do not disintegrate but appear distorted; at pH values 6.7, k-casein, which plays an essential role in protecting the other casein fractions against calcium-induced coagulation, dissociates into the serum phase. It appears
HEAT STABILITY OF MILK
that on heating, dissociation occurs owing to electrostatic repulsion; at elevated temperatures, colloidal calcium phosphate links and hydrophobic bonds are weakened and are no longer strong enough to inhibit the dissociation of k-casein by electrostatic repulsion. Dissociation of micellar k-casein is affected by a number of factors:
� calcium:
an increase in calcium reduces dissociation � concentration: dissociation increases with concentration � protein pro®le: the addition of b-lactoglobulin to a SPFCM dispersion decreases heat-induced dissociation at pH values 6.7. Acidi®cation, which occurs on severe heating, has a Q10 value of �2 and starts initially at a rate of �5 mmol lÿ1 H minÿ1 but decreases to �1 mmol lÿ1 H minÿ1 after 10 min at 140 � C; the pH on cooling at coagulation approaches pH 5.5, though it is thought that the pH at the assay temperature is approximately 4.9 at coagulation. The three principal reactions that cause acidi®cation are: (1) thermal oxidation of lactose to organic acids (mainly formic acid which is formed at 0.4 mol m ÿ3 minÿ1, accounts for �80% of total acids formed and a pH decrease �0.03 units minÿ1); (2) the precipitation of primary and secondary phosphates as tertiary phosphate with a concomitant release in H ; and (3) the dephosphorylation of casein and subsequent precipitation of the liberated phosphate. The ®rst two reactions are thought to contribute �50% and 30% of total acid formation, respectively, while the signi®cance of dephosphorylation of casein with respect to heat-induced acidi®cation is unclear. Heat-induced acidi®cation is likely to play an important role in the coagulation of milk proteins, as shown by the fact that milk may be heated for at least 3 h at 140 � C without coagulation if the pH is readjusted periodically to its original value. Acidi®cation is likely to directly affect the stability of milk by reducing the micellar zeta potential and hydration, and consequently should promote protein±protein interactions. However, heat-induced coagulation of milk proteins should not be seen as an indirect acid coagulation process, as the Q 10 values for the two processes differ and coagula produced on heat coagulation are not redispersible if the pH is increased. Also, the fact that the pH at the point of thermal coagulation is not constant would preclude the possibility of heat-induced coagulation being an indirect form of acid coagulation.
1325
Other heat-induced changes that may result in an increase in protein±protein interactions include thermal dephosphorylation, deamidation of glutamine and asparagine residues, proteolysis and the formation of covalent crosslinks. Thermal dephosphorylation of caseins has an E a of �120 kJ molÿ1, a Q10 of �2.5, follows ®rst-order reaction kinetics and appears to occur by either alkali ®ssion of the phosphate esters at the ±C-O- linkage or by belimination of the ±O-P- linkage. The signi®cance of dephosphorylation has not been fully elucidated, but, in addition to increasing protein±protein interactions by reducing the net negative charge on proteins, it may also result in the disruption of colloidal calcium phosphate linkages and the formation of dehydroalanine, which would be expected to affect stability. Heat-induced proteolysis of milk proteins has an Ea of �70 kJ molÿ1, a Q10 of �2 and follows zero-order reaction kinetics. The hydrolysis of kcasein, which is linear with time and has a Q10 value of �3 from 110 � C to 150 � C, is likely to be signi®cant in that �30% of total k-casein is hydrolysed at the point of coagulation, regardless of assay temperature. Deamidation of glutamine and asparagine residues is a zero-order reaction and has an Ea of �90 kJ molÿ1. Deamidation may affect stability by altering net protein charge and also possibly by enhancing the Maillard reaction. Many forms of covalent crosslinks may be formed on heating, such as sulphydryl±disulphide reactions, isopeptide bond formation, Maillard reactionderived crosslinks and crosslinks formed by the reaction of dehydroalanine (which is formed by the b-elimination of proteins containing cysteine or phosphoserine residues or carbohydrate moieties), and nucleophilic amino acid residues, e.g. lysine, cysteine, arginine, ornithine and histidine. The Maillard reaction, which involves a condensation reaction between the "-amino group of lysine (and to a lesser extent the guanidino group of arginine, indolyl group of tryptophan or imadazole group of histidine) with the carbonyl group of lactose, is extensive on prolonged heating. The Schiff base formed by the condensation reaction then undergoes Amadori rearrangement to form N-substituted 1-amino-1-deoxy-2-ketose which may then either enolize to form 1-amino-1,2-enol or 1-amino-2,3enodiol, which are then broken down to form hydroxymethylfurfural and a-dicarbonyl, respectively, or alternatively engage in a Strecker degradation process to form aldehydes, CO2 and pyrazines. Compounds formed by both pathways then interact and polymerize to form melanoidins. The role of the Maillard reaction in the coagulation process
1326
HEAT STABILITY OF MILK
is unclear. Some researchers have suggested that it destabilizes the milk system by polymerizing proteins, while others have proposed that the Maillard reaction products stabilize milk proteins against heat-induced coagulation through their capacity to chelate calcium.
pH Dependence and Mechanism of Heat-Induced Coagulation It would be expected that the heat stability of all milk samples would increase as a function of pH (type B HCT±pH pro®le) owing to the increase in protein charge, hydration and zeta potential with pH. An attempt to explain the pH dependence of type A milk has been proposed. At pH values 0
Pressure p Figure 1 Relationship of ln k, the reaction rate constant, with operating pressure. (Reproduced with permission from Hinrichs et al., 1996.)
1
Piston
High-pressure vessel Sample 2 Valve
High-pressure pump
Figure 2 Schematic diagram of a batch high-pressure system. (Reproduced with permission from Hinrichs et al., 1996.)
Highpressure vessel Free piston
Liquid food (fruit juice) 1. Low-pressure pump 2. High-pressure pump
Figure 3 Schematic diagram of a semicontinuous high-pressure system. (Reproduced from Barbosa-CaÂnovas et al. (1998) by courtesy of Marcel Dekker Inc.)
HEAT TREATMENT, ALTERNATIVES TO/High-Pressure Processing
costs. A continuous system suitable for liquid foods such as milk and fruit juice has been reported, but only on a research scale.
Microbiological Effects Vegetative Organisms
A major function of high-pressure processing of food is destruction of microorganisms. When a microbial cell is subjected to high pressure, the following detrimental changes take place: 1. Cell membranes are destroyed via irreversible changes to the structure of the membrane macromolecules, particularly proteins. 2. The homogeneity of the intermediate layer between the cell wall and the cytoplasmic membrane is disrupted. 3. Membrane ATPase is inactivated. 4. The nucleic acids and ribosomes involved in the synthesis of proteins are disrupted. The result is permeabilization of the membranes and concomitant leakage of the contents of the cells and organelles, with eventual death of the bacterial cell. In general, Gram-negative bacteria are inactivated at a lower pressure than Gram-positive bacteria, and rod-shaped bacteria are more sensitive to pressure than cocci. The pressure sensitivities of yeast are reported to be intermediate between these two bacterial groups. The lower resistance of Gramnegative compared with Gram-positive bacteria is attributed to their lack of teichoic acid which strengthens the cell wall of Gram-positive bacteria. Bacteria in the stationary phase are more resistant than those in the early log phase of growth, due to a transition of the vegetative organisms into a dormant condition. The bactericidal ef®ciency of high pressure can be increased by combining it with heat and other `hurdles' as well as other energy forms such as ultrasound, shear, electromagnetic ®elds or high-voltage pulses. Concomitant treatment of foods with chemical agents such as ethanol, lysozyme, chitosan, and sorbic and benzoic acids enhance the effect of pressure on microorganisms, and allow the use of lower pressures, lower temperatures or shorter application times to be used to achieve inactivation. The medium containing the bacteria can also affect the bactericidal ef®ciency. For example, Listeria monocytogenes is more susceptible in buffer solutions than in milk as proteins, carbohydrate and fat seem to protect the bacterial cells.
1329
Bacterial Endospores
The antibacterial effect of high-pressure processing is limited in that it cannot destroy bacterial endospores. Because of this limitation, it cannot be used for producing sterile products, and all pressuretreated foods have to be kept refrigerated. However, high pressure can stimulate germination of bacterial spores which enables the resulting vegetative form to be destroyed. Some variations of the standard singlepressure treatment, such as repeated cycling between high and low pressures, `pulsed' or `oscillatory' pressurization, and combined high pressure and high temperature, enhance the sporicidal effect of high pressure. Effect on Bacterial Flora and Keeping Quality of Milk
Hite in 1899 observed a 5±6 log reduction in the number of microorganisms when milk was treated at 680 MPa for 10 min at room temperature. Subsequent reports have supported these observations, all ®nding a small proportion of the bacterial population which could not be inactivated under normal high-pressure operating conditions. These resistant organisms are mostly sporeformers. It has been concluded that to achieve the shelf-life of thermally pasteurized milk of 10 days at 10 � C, a pressure treatment of at least 400 MPa for 15 min or 500 MPa for 3 min is required. While a reasonable shelf-life of milk may be obtained with pressure treatments of 400 or 500 MPa, some strains of the pathogenic bacteria Listeria monocytogenes and Staphylococcus aureus are quite pressure-resistant and may not be suf®ciently inactivated. Some mutant strains of Escherichia coli (LMM1010, LMM1020 and LMM1030 developed from E. coli MG 1655) are particularly barotolerant being only reduced 2 log at 600 MPa for 30 min. It has also been suggested that high-pressure treatment might sublethally injure a proportion of cells which could then grow slowly at refrigeration temperatures. The risk of the presence of barotolerant pathogenic bacteria in milk must therefore be considered before this technology is adopted for producing `pasteurized' milk. The safety aspects of highpressure and other nonthermal processes have been recently addressed by many bodies, including the International Dairy Federation's Task Force on Alternatives to Traditional Heat Treatments.
Chemical Effects High-pressure processing of food differs from heat processing in the chemical effects produced. The
1330
HEAT TREATMENT, ALTERNATIVES TO/High-Pressure Processing
pressure-induced effects are mostly concerned with secondary and tertiary structural changes in large molecules. Consequently, enzymes and polysaccharides in an aqueous environment undergo reversible or irreversible conformational changes resulting in denaturation, dissociation, aggregation or gelation. By contrast, the heat-induced breaking of covalent bonds in both small and large molecules causes changes to colour, ¯avour and other sensory properties which are not observed with pressure treatment. Effects on Water
Changes to the water component by high-pressure processing have signi®cant direct and indirect relevance to foods. The changes include: 1. Reduction of volume, which at high pressure can be substantial, e.g. 15% at 600 MPa. 2. Reduction of the freezing point of water. At 50 MPa, the freezing point is reduced to ÿ4 � C, at 100 MPa to ÿ8 � C, and at 210 MPa to ÿ22 � C. Thus, water at 210 MPa remains liquid down to ÿ22 � C. This phenomenon gives rise to interesting effects including subzero food storage without ice crystal formation, rapid thawing of conventionally frozen foods and `pressure-shift' crystallization. 3. Decrease in pH. Increasing the pressure on water from 100 to 1000 MPa causes a decrease of pH by about 1, due to dissociation of water molecules. This can have a signi®cant effect on the stability and characteristics of food products and also contribute to the effect of high-pressure treatment on microorganisms. Effect on Proteins
Moderate pressures (100 m (pure fats and oils are electrical insulators). Reported resistivities for milk and yoghurt range from 1.3 to 3.1 m. Effect on bacterial endospores Bacterial endospores, such as those formed by Bacillus and Clostridium
species, are more resistant than vegetative cells to many food-preservation treatments, and PEF is no exception. There are several reports of PEF being ineffective against endospores. Wave shapes and pulse frequency are two critical factors. A 3±5 log reduction of Bacillus subtilis and Bac. cereus spores has been obtained using an electric ®eld strength of 50 kV cmÿ1 with 30 and 50 pulses of instant charge reversal or exponential decay pulses, respectively. Inactivation of spores increased with an increase in time gap between pulses from 2±3 s to 5±6 s. A 95% reduction in Bac. subtilis spores treated at 30 kV cmÿ1 for 500±3000 ms at 36 � C in the presence of L-alanine has been reported. The reason for the greater resistance of spores to PEF is that the electrical conductivity is considerably lower in endospores than in vegetative cells, due to the low water content and relative immobility of ions within the spore core. It has been suggested that spores are more susceptible to PEF at the time of germination and outgrowth. However, germination is not initiated by PEF. Therefore, processes capable of inducing germination (e.g. treatment with high hydrostatic pressure, heat or ultrasound) may enhance the effectiveness of PEF in inactivation of spores. Effect on Enzymes
PEF has a variable effect on enzymes with some being completely or partially inactivated (e.g. milk plasmin), some being stimulated (e.g. lysozyme and pepsin) and some being unaffected (e.g. pectinesterase). The effect also varies with electric ®eld strength, pulse width and treatment time. Signi®cant enzyme inactivation generally requires a higher electric ®eld strength than destruction of vegetative cells. A summary of the effects on some enzymes, taken from various sources, is given in Table 1. In dairy processing, it is of interest that milk plasmin (alkaline protease) which is resistant to heat treatments, even UHT, is largely inactivated by PEF. However, alkaline phosphatase and lipase which are completely inactivated by HTST pasteurization are only partially inactivated by PEF. Mechanisms proposed for the inactivation of enzymes by PEF include alteration of secondary and tertiary structures of the protein and oxidation of key components of the enzyme. In the case of enzymes present in microorganisms, localized joule heating of cell membrane components due to PEF may cause thermal denaturation of membrane-bound enzymes. Stimulation of some enzymes may be caused by creation of more active sites or increasing access to existing sites.
HEAT TREATMENT, ALTERNATIVES TO/Pulsed Energy Technologies
1337
Table 1 Effect of PEF on some enzymes Number of pulses/pulse width (�s)
Enzyme
Medium
Electric ®eld strength (kV cmÿ1)
Natural lipase Alkaline phosphatase Lactoperoxidase Peroxidase Alkaline phosphatase a-Amylase Lipase Polyphenol oxidase Glucose oxidase Papain
Raw milk Raw milk Raw milk Phosphate buffer Diethanolamine buffer Deionized water Deionized water Phosphate buffer Sodium acetate buffer
21.5 21.5 21.5 13±87 13±87 13±87 13±87 13±87 13±87 20±50
30/2 30/2 30/2 30/2 30/2 30/2 /4
30, 45
50/
Plasmin
Applications in Dairy Processing
Milk has been subjected to PEF in several studies and the results are reasonably consistent. Most report 4±5 log reductions of non-sporeforming bacteria. Typical conditions used are 50±55 � C at 20 kV cmÿ1; lower reductions are observed at lower temperatures (20±40 � C). PEF treatment, without pasteurization, can achieve a safe product (the bacterial count of raw milk inoculated with 108 cfu mlÿ1 Listeria spp. was reduced to �101 cfu mlÿ1, i.e. the level of spores in the raw milk before inoculation, by treatment at �60 � C; the corresponding thermal effect is 1±2 log reduction) and up to 14 days extension of shelf-life. Little or no change in ¯avour, colour, lipid oxidation, alkaline phosphatase activity, bovine serum albumin, fat globule membrane, casein micelles or coagulation properties have been observed. However, a reduction in vitamin C in milk treated with PEF has been observed. PEF-treated yoghurt containing yeast (10 cfu mlÿ1), which can reduce its shelf-life, had no detectable yeast after storage for 30 days at 7±9 � C.
Pulsed High-Intensity Light Technology Broad-spectrum white light in intense, shortduration pulses is capable of reducing the microbial load on surfaces and transparent ¯uids. The spectrum of light used is from ultraviolet (UV) to near infrared (NIR), with 70% between 170 and 2600 nm. A typical spectrum is: 25% UV, 45% visible, 30% IR. Signi®cantly, it includes the UV wavelengths 200±300 nm which are ®ltered out by the atmosphere; these are important for killing some microorganisms. The intensity of the pulses, or ¯uence, is 0.01 to 50 J cmÿ2, about 20 000 times intensity of
% inactivation
65 5 25 30±40 5 70±85 70±85 30±40 70±85 Signi®cant reduction 90
sunlight at the surface of Earth. The duration of pulses ranges from 1 ms to 0.1 s and the frequency of the ¯ashes applied is in the range of 1 to 20 sÿ1. A high level of microbial inactivation requires only a few ¯ashes so the treatment time is typically less than 1 s. The normal light energy required in a treatment is 6 J cmÿ2, for example, 2 pulses of 3 J cmÿ2 per pulse; an excessive treatment uses 10 pulses. Use of light pulses with a relatively high UV content minimizes the total ¯uence necessary to achieve the desired microcidal effect. Generation of Light Pulses
A pulsed light unit consists of two main parts: the power unit which generates high-voltage, highcurrent electric pulses; and the lamp unit which consists of one or more inert gas (xenon) lamps. The high-voltage, high-current pulses energize the lamp unit and the high current passing through the gas emits an intense pulse of light. The ¯ashing frequency is selected according to the application. Effect on Microorganisms
High-intensity pulsed light is more bactericidal than continuous UV light, but the UV content of the pulses is important. It has a broad spectrum microcidal effect and destroys bacteria resistant to other agents such as heat, H2O2 and gamma radiation, bacterial endospores (e.g. Bacillus spp.) and mould spores (e.g. Aspergillus niger). For example, Bac. cereus and Aspergillus spores, inoculated onto packaging material at up to 103 cfu cmÿ2 were destroyed by a single light pulse of intensity 2 J cmÿ2. The most effective application of this technology is in the destruction of bacteria on surfaces. On smooth, nonporous surfaces, light pulses can cause
1338
HEAT TREATMENT, ALTERNATIVES TO/Pulsed Energy Technologies
a 9-log reduction of vegetative organisms. By contrast, on porous and complex surfaces such as plastic packaged cheese and meat, reductions of �3 log are observed. For example, a 1.5-log reduction was observed when curds of commercial dry cottage cheese inoculated with Pseudomonas spp. were treated with light pulses of 0.5 ms duration and total energy of 16 J cmÿ2; no effect on the taste of the cheese was noted. When the light absorption coef®cient of a surface is low, an absorption-enhancing agent is required. The enhancing agent may be applied by spraying, dusting or vapourizing the agent onto the surface. Carotene, red dye no. 3, lime green, black cherry and cooking oil can be used as absorption-enhancing agents. Such agents increase the photothermal and photochemical reactions on the surface which affect microorganisms. A further surface application for pulsed light treatment in the dairy and other food industries is in sterilization of the surfaces of preformed packages or packaging material used in the fabrication of food packages, such as those used for extended shelf-life (ESL) and UHT dairy products. A process for sterilization of the continuous roll paperboard material used for aseptic cartons has been described and patented. Pulsed light can be used for ¯uids provided they are transparent to light at the wavelengths supplied. In fact, the technology is successfully used commercially for drinking water. For satisfactory disinfection, it is preferable for the ¯uid to have a transparency to UV light and for at least half of the incident light at 260 nm to be transmitted through 0.25 cm of the ¯uid. Mechanism of inactivation of microorganisms Microorganisms are inactivated by a combination of photochemical and photothermal mechanisms. The biological effect of the UV wavelengths contained in the pulse light spectrum is through absorption by conjugated double bonds in proteins and nucleic acids. Inactivation of enzymes, which is due to photochemical effects, may also contribute to the effect of pulsed light on microorganisms.
Oscillating Magnetic Field Technology High-intensity oscillating magnetic ®elds (OMF) can inactivate microorganisms in foods. However, while there is research and commercial interest in this technology, there is less published information on it compared with the other two pulse technologies discussed in this article. Oscillating magnetic ®elds used are of 5±50 Tesla (T) (50±500 kilogauss (kG)) intensity, a frequency of oscillation of 5± 500 kHz and total exposure time 25 ms to 100 ms for 1±100 pulses. Frequencies higher than 500 kHz are less effective for microbial inactivation and generate heat in the food. Food to be treated is typically contained in a plastic package; metal packages cannot be used. The most important requirement for the application of this technology is that the food material must have high electrical resistivity, greater than 1± 2.5 m. Since most dairy products have a resistivity higher than 2 m, this technology is applicable to these foods. The magnetic ®eld intensity applied depends on the electrical resistivity and the thickness of the food being treated; the lower the electrical resistivity and the greater the thickness of the food material, the higher the intensity of magnetic ®eld required. Generation of a High-Intensity Magnetic Field
The inactivation of microorganisms requires magnetic ®eld intensity of 5±50 T. Magnetic ®elds are usually generated by electric currents, commonly using a coil and an iron core. However, the maximum magnetic ¯ux density obtainable from this method is only about 3 T. Magnetic ®elds of ¯ux density up to 50 T can only be obtained in pulse form for a short duration. The current supplied to the coil is the discharge current from a capacitor bank which is charged from a high-voltage source. An oscillating current is generated between the plates of the capacitor producing an oscillating magnetic ®eld. The oscillating current and magnetic ®eld intensity drops to a small percentage of the original intensity after about 10 oscillations. Inactivation Theory
Effect on Enzymes
Some enzymes are affected by high-intensity light pulses. For example, alkaline phosphatase is reduced by 60±70% with a single full-spectrum ¯ash of light of ¯uence 1 J cmÿ2. Polyphenol oxidase, which causes browning on cut surfaces of fruit and vegetables (e.g. potatoes), is also destroyed and hence enzymatic browning is inhibited.
Inactivation of microorganisms by OMF is attributed to the coupling of energy into the magnetically active parts of large critical molecules such as DNA where separation of charge constitutes a dipole. The amount of energy per oscillation which can be coupled to one dipole in the DNA is 10ÿ2 to 10ÿ3 electron volts in a magnetic ®eld of intensity of 5±50 T. When several dipoles in the DNA molecules
HEAT TREATMENT, ALTERNATIVES TO/Other Nonthermal Technologies
are activated in an OMF, suf®cient local energy may result in the breakdown of covalent bonds with eventual inhibition of growth and reproduction of microorganisms. Magnetic ®elds may affect the genetic material of cells. For example, mitotic division in Penicillium polycephalum is delayed by 0.5±2 h and multinuclear forms of Trichomonas vaginalis were observed after exposure to magnetic ®elds. Growth of microorganisms is inhibited or stimulated depending on the ®eld strength and frequency of the pulsed magnetic ®eld. Applications in Dairy Processing
Counts of Streptococcus thermophilus in milk and Saccharomyces spp. in yoghurt at �103 to 104 cfu mlÿ1 were reduced by 1.4 to 2 logs by two different OMF treatments ± 1 pulse, 6 kHz, 12.0 T, 23 � C; and 10 pulses, 416 kHz, 40 T, 4 � C, respectively. In another report, treatment of milk with 1 pulse, 1.087 kHz using a device generating 16 kJ of power reduced the microbial cell count in milk from 25 000 to 970 cfu mlÿ1. At a maximum log reduction of about 2, this technology currently has little to offer to the dairy industry over existing or other emerging preservation technologies. Developments in the technology can be expected to improve its ef®cacy and renew interest in its application to preservation of dairy foods. See also: Heat Treatment, Alternatives to: HighPressure Processing; Other Nonthermal Technologies. Sterilization of Milk and Other Products.
Further Reading Barbosa-CaÂnovas GV, Gongora-Nieto MM, Pothakamury UR and Swanson BG (1999) Preservation of Foods with Pulsed Electric Fields. San Diego: Academic Press. Barbosa-CaÂnovas GV, Pothakamury UR, Palou E and Swanson BG (1998) Nonthermal Preservation of Foods. New York: Marcel Dekker. de Jong P and van Heesch EJM (1998) Review: Effect of pulsed electric ®elds on the quality of foods. Milchwissenschaft 53: 4±8. Dunn J, Ott T and Clark W (1995) Pulsed light treatment of food and packaging. Food Technology 49(9): 95±98. Grahl T and MaÈrkl H (1996) Killing of microorganisms by pulsed electric ®elds. Applied Microbiology and Biotechnology 45: 148±157. Ho SY, Mittal GS, Cross JD and Grif®ths MW (1995) Inactivation of Pseudomonas ¯uorescens by high voltage electric pulses. Journal of Food Science 60: 1337±1340, 1343.
1339
Hoffman GA (1985) Deactivation of microorganisms by an oscillating magnetic ®eld. US Patent 4 524 079. Knorr D, Geulen M, Grahl T and Sitzmann W (1994) Food application of high voltage ®eld pulses. Trends in Food Science and Technology 5: 71±75. Marquez VO, Mittal GS and Grif®ths MW (1997) Destruction and inhibition of bacterial spores by high voltage pulsed electric ®eld. Journal of Food Science 62: 399±401, 409. Reina LD, Jin ZT, Zhang QH and Yousef AE (1998) Inactivation of Listeria monocytogenes in milk by pulsed electric ®eld. Journal of Food Protection 61: 1203±1206. Vega-Mercado H, Barbosa-CaÂnovas GV, Powers J and Swanson BG (1995) Inactivation of plasmin by pulsed electric ®eld. Journal of Food Science 60: 1143±1146.
Other Nonthermal Technologies N Datta and H C Deeth, University of Queensland, Gatton, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Background In addition to high-pressure and pulsed energy technologies described in preceding articles, there are several other nonthermal technologies which may be used for preservation of milk and dairy products. These are based on either physical or chemical processes and act by removing or destroying microorganisms, or inhibiting their growth. Physical processes include centrifugation, micro®ltration, ultrasonication and ionizing radiation, while the chemical processes involve antibacterial enzymes and other proteins, bacteriocins and carbon dioxide.
Physical Processes Centrifugation
Centrifugation is a technique for removing bacteria and somatic cells from milk by centrifugal force. It is sometimes referred to as bactofugation because the commercial equipment manufactured by Tetra Pak is marketed under the trade name of BactofugeTM; however, centrifuges are available for this purpose from other manufacturers also.
HEAT TREATMENT, ALTERNATIVES TO/Other Nonthermal Technologies
are activated in an OMF, suf®cient local energy may result in the breakdown of covalent bonds with eventual inhibition of growth and reproduction of microorganisms. Magnetic ®elds may affect the genetic material of cells. For example, mitotic division in Penicillium polycephalum is delayed by 0.5±2 h and multinuclear forms of Trichomonas vaginalis were observed after exposure to magnetic ®elds. Growth of microorganisms is inhibited or stimulated depending on the ®eld strength and frequency of the pulsed magnetic ®eld. Applications in Dairy Processing
Counts of Streptococcus thermophilus in milk and Saccharomyces spp. in yoghurt at �103 to 104 cfu mlÿ1 were reduced by 1.4 to 2 logs by two different OMF treatments ± 1 pulse, 6 kHz, 12.0 T, 23 � C; and 10 pulses, 416 kHz, 40 T, 4 � C, respectively. In another report, treatment of milk with 1 pulse, 1.087 kHz using a device generating 16 kJ of power reduced the microbial cell count in milk from 25 000 to 970 cfu mlÿ1. At a maximum log reduction of about 2, this technology currently has little to offer to the dairy industry over existing or other emerging preservation technologies. Developments in the technology can be expected to improve its ef®cacy and renew interest in its application to preservation of dairy foods. See also: Heat Treatment, Alternatives to: HighPressure Processing; Other Nonthermal Technologies. Sterilization of Milk and Other Products.
Further Reading Barbosa-CaÂnovas GV, Gongora-Nieto MM, Pothakamury UR and Swanson BG (1999) Preservation of Foods with Pulsed Electric Fields. San Diego: Academic Press. Barbosa-CaÂnovas GV, Pothakamury UR, Palou E and Swanson BG (1998) Nonthermal Preservation of Foods. New York: Marcel Dekker. de Jong P and van Heesch EJM (1998) Review: Effect of pulsed electric ®elds on the quality of foods. Milchwissenschaft 53: 4±8. Dunn J, Ott T and Clark W (1995) Pulsed light treatment of food and packaging. Food Technology 49(9): 95±98. Grahl T and MaÈrkl H (1996) Killing of microorganisms by pulsed electric ®elds. Applied Microbiology and Biotechnology 45: 148±157. Ho SY, Mittal GS, Cross JD and Grif®ths MW (1995) Inactivation of Pseudomonas ¯uorescens by high voltage electric pulses. Journal of Food Science 60: 1337±1340, 1343.
1339
Hoffman GA (1985) Deactivation of microorganisms by an oscillating magnetic ®eld. US Patent 4 524 079. Knorr D, Geulen M, Grahl T and Sitzmann W (1994) Food application of high voltage ®eld pulses. Trends in Food Science and Technology 5: 71±75. Marquez VO, Mittal GS and Grif®ths MW (1997) Destruction and inhibition of bacterial spores by high voltage pulsed electric ®eld. Journal of Food Science 62: 399±401, 409. Reina LD, Jin ZT, Zhang QH and Yousef AE (1998) Inactivation of Listeria monocytogenes in milk by pulsed electric ®eld. Journal of Food Protection 61: 1203±1206. Vega-Mercado H, Barbosa-CaÂnovas GV, Powers J and Swanson BG (1995) Inactivation of plasmin by pulsed electric ®eld. Journal of Food Science 60: 1143±1146.
Other Nonthermal Technologies N Datta and H C Deeth, University of Queensland, Gatton, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Background In addition to high-pressure and pulsed energy technologies described in preceding articles, there are several other nonthermal technologies which may be used for preservation of milk and dairy products. These are based on either physical or chemical processes and act by removing or destroying microorganisms, or inhibiting their growth. Physical processes include centrifugation, micro®ltration, ultrasonication and ionizing radiation, while the chemical processes involve antibacterial enzymes and other proteins, bacteriocins and carbon dioxide.
Physical Processes Centrifugation
Centrifugation is a technique for removing bacteria and somatic cells from milk by centrifugal force. It is sometimes referred to as bactofugation because the commercial equipment manufactured by Tetra Pak is marketed under the trade name of BactofugeTM; however, centrifuges are available for this purpose from other manufacturers also.
1340
HEAT TREATMENT, ALTERNATIVES TO/Other Nonthermal Technologies
A centrifugal force of �9000 g is used in this process to remove bacteria from milk. It is a fast process, typically taking less than 1 s for passage of the milk through the centrifuge. Separation of the bacteria is based on differences in the speci®c gravity (SG) of milk and bacterial cells. Since milk has an SG of 1.028±1.038 g mlÿ1 and bacterial spores have SGs of 1.30±1.32 g mlÿ1, it is reasonably ef®cient in removing spores from milk. However, normal vegetative bacterial cells have much lower SGs (1.07±1.12 g mlÿ1) and are more dif®cult to remove from milk by centrifugation. When whole milk is subjected to centrifugation, about 30% of the sporeforming bacteria move with the cream phase and hence there is a need ®rst to separate the cream. This also reduces the viscosity of the milk, which increases the rate at which the bacteria can be removed. In early equipment, the separated bacteria-rich portion, or centrifugate, represented �3% of the total liquid ¯ow (and up to 6% of the protein); this residue could be recovered by sterilizing it by an ultra-heat-treatment (UHT) process (for example, 140 � C for 3±4 s) and adding it back to the milk. In modern equipment, a continuous centrifugate stream (�3% of the milk feed) can be recycled through the centrifuge and a discontinuous, bacteria-rich concentrate of much smaller volume (0.1±0.3% of the milk feed) is ejected periodically (Figure 1). The latter can be sterilized as above. Typically, when operating in the optimum temperature range of 55±60 � C, centrifugation reduces the total bacterial count of milk by 80±90% (about 1 log). However, it can remove 98±99.5% of anaerobic sporeforming organisms such as Clostridium and about 95% of aerobic sporeformers such as Bacillus. 1
3
PI
FI
2
4
Figure 1 Schematic representation of bacterial clari®cation of milk by centrifugation with concentrate recyling. 1, Milk feed; 2, bacterially clari®ed milk, discharge; 3, recycled centrifugate; 4, discontinuously discharged bacterial concentrate. (Courtesy of Westfalia Separators Australia Pty Ltd.)
The gain in shelf-life of refrigerated milk by centrifugation is about 4±5 days. Its major application is in cheese manufacture where it is used to remove butyric acid bacterial spores, e.g. Clostridium tyrobutyricum and Cl. butyricum. These organisms, which are not destroyed by normal pasteurization of cheese milk, cause the `lateblowing' defect in cheese. Centrifugation can also be combined with lysozyme addition to reduce the level of nitrate, added to inhibit Clostridium growth and prevent late blowing of cheese. The use of centrifugation is bene®cial in the production of UHT milk, concentrates and powders. Used in-line before homogenization and UHT treatment, it allows a reduction in the high-heat temperature by about 15 � C to produce UHT products of at least equivalent bacteriological quality. It can also be used to reduce the levels of spores in whey protein concentrates, infant formulae and milk powder where application of suf®cient heat to destroy sporeforming bacteria is not possible because of its effect on heatlabile milk components, especially whey proteins. Microfiltration
Micro®ltration, like centrifuguation, can be used to remove bacteria from milk. This process has been commercialized and drinking milk manufactured using this process (e.g. PureFiltre milk in Canada) has been produced for several years. It is also widely used for cheesemilk. Micro®ltration separates the bacteria from milk using a semipermeable membrane with a pore size of 0.8±1.4 mm. Since milk fat globules are about 1±10 mm, the cream must be removed from milk before it can be micro®ltered. For production of a whole-milk product, the cream is separately heat-treated at about 120 � C for 4 s to destroy bacteria, including sporeformers, and added back to the micro®ltered skim milk. The micro®ltration retentate, which contains most of the bacteria and somatic cells and some large casein micelles, is similarly treated. In some systems, the retentate is fed back into the inlet of the cream separator and the sludge is discharged by the normal desludging procedure. This obviates the need for high heat treatment of the retentate. The whole process, with options, is shown schematically in Figure 2. To meet current regulatory requirements, whole milk produced using the micro®ltration process and intended for the drinking milk market usually undergoes a ®nal high-temperature, short-time (HTST) pasteurization step. Pasteurized milk produced in this manner has a refrigerated shelf-life of 20±32 days, compared with 6±18 days for normal pasteurized milk. While milk with a similar extended
HEAT TREATMENT, ALTERNATIVES TO/Other Nonthermal Technologies
shelf-life can be produced by a short-time heat treatment at around 120 � C, micro®ltered milk is considered to have a better (fresher) ¯avour. A commercial system which combines both micro®ltration and moderate heat treatment (18 kHz). Ultrasound can travel through gas, liquid and solid materials and is therefore suitable for use with milk and milk products. It has applications in the dairy industry in both its high- and low-power forms. The high-power form (10±1000 W cmÿ2) at relatively low frequencies (20±100 kHz) causes changes in bacteria, the physical structure of food
Table 1 Reduction of spores in skim milk by micro®ltration (MF) Bacterial spore
Initial spore count (spores l ÿ1)
MF system/membrane pore diameter (�m)
Spore reduction (log)
Reference
Bacillus cereus Anaerobic spores
1.5�107±1.5�108 106±4.9�106 105±106 3.0 mm may impart a `gritty' sensation. Very small particles impart a `slick' mouthfeel. Monoacylglycerols and diacylglycerols are useful in low concentrations (60 days postcalving, when cows are at or near positive energy balance. During early lactation, response to bST is minimal. In addition to increasing milk yield, bST increases the ef®ciency of lactation. Cows treated with bST increase feed intake over the ®rst few weeks to match increased nutrient demands for milk synthesis and thus cows remain in neutral or positive energy balance during the greater part of lactation. However, because milk secretion increases more rapidly than voluntary intake, bST-treated cows initially experience a temporary period of negative energy balance. Respiration calorimetry studies demonstrated that the energy requirements for body maintenance and the partial ef®ciency of milk synthesis from absorbed nutrients were not changed in bST-treated cows. Milk production ef®ciency is therefore increased by bST treatment because the increased milk production is achieved without nutritional overhead. Assuming an 11% increase in milk production, nine bST-treated cows can yield the same amount of milk as ten control cows and the energy savings would be the maintenance requirements for one cow. However, it is important to note that bST is not unique in this regard. There are other methods of increasing milk production, such as increased milking frequency, that increase ef®ciency of lactation because production is increased without increasing energy requirements for maintenance. In contrast, thyroid hormone supplementation increases milk production but also increases body metabolism and maintenance requirements so that there is no gain in ef®ciency. Administration of bST typically does not alter the gross composition of milk from cows in positive energy balance. Synthesis of milk protein, fat and lactose are all increased proportionately to milk volume so that normal milk composition is maintained. Additionally, there is little change in the composition of milk protein or milk lipid when cows are treated with bST. Casein proteins are expressed in the same proportions in milk from control and bSTtreated cows, whey proteins that have been evaluated appear similarly unaffected by treatment, and the
1460
LACTATION/Galactopoiesis, Effect of bST Treatment
ratio of whey to casein proteins is unaltered. Lipid classes and fatty acid composition of milk fat are not altered or altered very slightly by bST treatment when cows are in positive or neutral energy balance. For example, there may be a small increase in the relative amount of long-chain fatty acids in the milk of bSTtreated cows. For reasons discussed subsequently, the fat content of milk increases and fatty acid composition may change if cows are in negative energy balance when bST is administered. Mineral content of milk appears largely unaffected by bST treatment and vitamin concentration is seemingly unaltered, although vitamin content has been less thoroughly examined. When bST is provided as a sustained release formulation, small cyclical effects on milk yield and composition have been noted. With the biweekly injection protocol, milk production peaks 7±9 days after injection and then declines until the next injection, seemingly as a function of bST concentrations in the blood. Concentration of milk lactose follows the same cyclical pattern as milk yield, although the reasons for this effect are unclear. Milk fat and protein cycle in a manner that is out of phase with milk yield, i.e. the concentration of milk protein and fat is at a nadir when milk yield peaks. With the biweekly injection protocol, a steady state of the metabolic alterations coordinated by bST is seemingly never fully achieved. Thus, synthetic processes for synthesis of milk components may not be fully coordinated, resulting in minor and temporary alterations in milk composition. Other factors, such as changes in nutrient balance or changes in mammary blood ¯ow, may also occur in response to bi-weekly injections of bST. These may produce small changes in availability of nutrients to the mammary glands and may partially underlie the small ¯uctuations in milk volume and composition. However, it should be noted that these cyclical ¯uctuations in composition are not apparent in the bulk tank milk because cows within a herd typically calve asynchronously and are injected with bST asynchronously. Thus, this effect is of no importance to milk processors or consumers. Indeed, these variations in milk composition during bST treatment are minor compared with the normal variation in milk composition that occurs between herds and within a herd. Milk composition is more strongly in¯uenced by season, stage of lactation, genetics, nutritional management and energy balance.
Mode of Action of bST The galactopoietic action of exogenous bST may be the result of a combination of direct and indirect
effects: (1) direct stimulation of mammary tissue, (2) indirect stimulation of mammary tissue, (3) direct effects on other tissues to supply nutrients to support increased milk production and (4) indirect effects on other tissues to supply nutrients to support milk production. The preponderance of evidence suggests that bST enhances milk production largely by partitioning nutrients to support milk production by both direct and indirect actions of bST, but that bST does not alter digestibility of nutrients. Effects on the mammary gland appear to be indirect; whether direct effects of bST are operative remains to be determined. It is questionable whether bST has direct effects on the lactating mammary gland. Although bST is galactopoietic in vivo, addition of bST to mammary culture systems has failed to increase synthesis of milk components, and receptor-binding assays have failed to detect somatotrophin receptors in mammary tissue. These early results argued against a direct effect of bST on the mammary gland and it was presumed that if endocrine stimulation of the mammary gland occurred it was via bST-induced increases in circulating IGFs. Because bovine mammary epithelial cells have receptors for IGF-I and IGF-II, they appear to be target cells for IGF signalling. Indeed, infusion of IGF-I or IGF-II into the local arterial supply to one of the mammary glands of a goat caused an increase in milk production and blood ¯ow to the infused gland within 2±4 h. Although this increase in milk yield is consistent with a direct galactopoietic effect of IGFs on mammary tissue, it may also have been an indirect outcome of increased blood ¯ow and nutrient supply to the mammary gland. It is interesting to note that in vitro treatment with bST increased milk fat synthesis by mammary explants when co-cultured with adipose and liver explants, but not in the absence of liver and adipose tissue. This is consistent with a nutrient and hepatic IGF-mediated effect on milk component synthesis. More recently, somatotrophin receptor mRNA has been detected in lactating bovine mammary tissue by Northern blotting and by in situ hybridization. The mRNA for somatotrophin receptor was localized in both epithelial and stromal (nonsecretory) elements of mammary tissue, but IGF-I mRNA was restricted to stroma. Assuming the bovine somatotrophinreceptor transcripts are translated into protein (as they are in rabbit and rat mammary epithelium in which somatotrophin-receptor protein has been detected by immunohistochemistry), the results open the possibility that bST may have direct effects at the mammary gland or effects that are mediated by local production of IGFs. Indeed, the importance of locally produced IGF-I is indicated by the recent
LACTATION/Galactopoiesis, Effect of bST Treatment
demonstration of normal body growth of mice that do not produce hepatic IGF-I and have very low circulating concentrations of IGF-I (75±80% reduction), due to deletion of the hepatic IGF-I gene. Rather than systemic IGF-I, locally produced IGF-I may be of primary importance for (paracrine) regulation of mammary gland function. However, several levels of complexity are involved in modulating IGF-regulated functions: the local concentration of IGF, expression of IGF receptors and their downstream signalling pathways and the types and quantities of IGF binding proteins. To date, six high-af®nity IGF binding proteins (IGFBP-1 to 6) have been identi®ed and nine low-af®nity IGFBPs, also known as IGFBP-related proteins (IGFBP-rp1 to 9), have been identi®ed. A number of IGFBPs are synthesized by mammary epithelial cells. Depending upon the speci®c IGFBP, the binding proteins may reduce IGF activity by competing with IGF receptors for ligand, increase IGF activity by serving as delivery vehicles to the target cell or serve as a reservoir for IGFs, causing their slow release and reducing IGF turnover. Furthermore, the IGFBPs may have activities that are independent of their interaction with IGFs and they are subject to enzymatic modi®cations that may alter their various activities. The picture that emerges is one of a highly complex IGF system with multiple levels of regulation, making the speci®c actions of IGFs during lactation dif®cult to resolve. Somatotrophin directly or indirectly coordinates metabolic adaptations that promote increased milk production in the lactating dairy cow. These
adaptations involve chronic alterations in carbohydrate, lipid and protein metabolism in a number of tissues and serve to preferentially direct nutrients toward the mammary gland (Figure 1). This coordinated regulation to support the priorities of a physiological state has been termed homeorhetic regulation. The importance of integrated nutrient partitioning is illustrated by udder perfusion studies. Milk secretion by the isolated goat udder is dependent upon the presence of glucose in the perfusate. Deletion of acetate or amino acids permits continued milk synthesis; however, the secretion of fat and protein is reduced. Normal milk composition is dependent upon balanced nutrient supply to the mammary gland. Lipid metabolism is strongly in¯uenced by bST administration. Although bST has no acute effects on lipogenesis or lipolysis, it has chronic effects on these processes in adipose tissue. When cows are in negative energy balance during bST administration, lipolysis is increased. This is manifested as increases in blood nonesteri®ed fatty acids, increased milkfat percentage and an increase in the percentage of longchain fatty acids in the milk fat. (In mammary gland, the long-chain fatty acids incorporated into milk triacylglycerols are from mobilized fat stores and from dietary sources, whereas short- and mediumchain fatty acids are synthesized within mammary tissue.) When cows are in positive energy balance during bST administration, lipogenesis is inhibited. These effects are achieved by altered responsiveness to key homeostatic signals and changes in the quantity of key enzymes.
Body Tissues ↓ Uptake of glucose ↓ Oxidation of amino acids for energy
Liver ↑ Gluconeogenesis
Fat Stores ↓ Uptake of glucose and acetate ↓ Lipogenesis during positive energy balance ↑ Lipolysis during negative energy balance ↑ Glucose from glycerol via lipolysis
1461
Glucose NEFA Amino Acids
Mammary Gland ↑ Blood flow ↑ Milk synthesis ↑ Glucose uptake and lactose synthesis from glucose ↑ NEFA utilization for milk fat synthesis ↑ Amino acid utilization for milk protein synthesis ↑ Maintenence of secretory cell number
Figure 1 Effect of bovine somatotrophin administration on nutrient partitioning to support increased milk production. Metabolism is altered in an organ-speci®c fashion to establish nutrient ¯ux toward the mammary gland. NEFA, nonesteri®ed fatty acids.
1462
LACTATION/Galactopoiesis, Effect of bST Treatment
Modulation of insulin responsiveness provides an important means to regulate lipid metabolism, and bST antagonizes some of the actions of insulin. Insulin is a key homeostatic regulator of nutrient metabolism. Insulin promotes the facilitated transport of glucose into most cells of the body (central nervous system and mammary gland are not insulindependent) and inhibits many of the liver enzymes that catalyze gluconeogenesis. This hormone also promotes the synthesis of glycogen and inhibits glycogenolysis. Insulin stimulates the deposition of fat by enhancing the activity of key enzymes in fatty acid synthesis and by inhibiting lipolysis of triacylglycerol. In addition, insulin stimulates protein deposition by enhancing facilitated uptake of amino acids and increasing the activity of some ribosomal enzymes involved in protein synthesis. Only a few of the actions of insulin are antagonized by bST treatment. Most importantly, bST inhibits the lipogenic activity of insulin and the effect appears to be exerted on processes that are downstream in the signalling cascade from the insulin receptor, consistent with the targeted inhibition of a limited number of insulin actions. Lipoprotein lipase (LpL) is an enzyme that is partly regulated by insulin. Bovine ST treatment of lactating dairy cows causes a decrease in LpL in adipose tissue but no change in mammary tissue. LpL is an enzyme that hydrolyses triacylglycerols of very low-density lipoproteins and chylomicrons in the serum, permitting the uptake of the nonesteri®ed fatty acids (NEFAs) by surrounding cells. Reduced LpL in adipose tissue and normal LpL in mammary tissue, along with the inhibition of lipogenesis in adipose tissue, ensure the preferential delivery of NEFAs to the mammary gland for synthesis of milk fat. Bovine ST also decreases expression of key enzymes involved in fatty acid synthesis, such as fatty acid synthase and acetyl-CoA carboxylase. When nutrients are in limited supply, bST enhances lipolysis again by altering the response to homeostatic regulators. Dairy cows treated with bST mobilize considerably more NEFAs following epinephrine challenge than do control cows. However, there is little change in adrenergic receptor numbers and no change in the stimulatory G-proteins and other components of the cyclic AMP lipolytic signalling pathway. Rather, it has been discovered that bST enhances lipolysis by antagonizing antilipolytic regulators. Treatment with bST decreases activity of the inhibitory G-proteins. Thus, bST promotes lipolysis by chronic inhibition of antilipolytic regulation. The ability to enhance lipolysis often comes into play when bST treatment is initiated. Because cows are typically near neutral energy balance when treatment is initiated and feed intake does not increase
immediately, bST induces a period of negative energy balance that requires the mobilization of energy stores. When cows enter positive energy balance, for the majority of lactation, inhibition of lipogenesis is the hallmark of bST action on lipid metabolism. Carbohydrate metabolism is altered by bST treatment to meet the increased glucose requirement for greater milk secretion. Increased glucose is made available for milk synthesis by increasing hepatic glucose production and decreasing oxidation by body tissues. In ruminants, the products of rumen fermentation are the volatile fatty acids, and only a small percentage (15%) of blood glucose is derived from the diet. Body glucose supply is met by hepatic gluconeogenesis, which can amount to the production of 3 kg dayÿ1 in a lactating cow. Administration of bST enhances hepatic gluconeogenesis, at least in part, by antagonizing the ability of insulin to inhibit gluconeogenesis. Glucose serves as the substrate for lactose synthesis in the mammary gland, and in high-producing lactating dairy cows, nearly 85% of total glucose turnover is used for milk synthesis. Treatment with bST increases net utilization of glucose in mammary tissue and decreases glucose utilization by nonmammary tissues. These metabolic adaptations are suf®cient to provide the necessary glucose for milk synthesis; no glucose de®cit is encountered and ketosis is not induced. Somatotrophin treatment also decreases expression of glucose transporters in skeletal muscle and in fat stores, but has no effect on transporters in mammary gland, thus increasing the proportional ¯ux of glucose into the mammary gland. Other data suggest that effects on glucose uptake are secondary to nutrient gradients created by metabolic effects on the tissues. Protein metabolism of bST-treated lactating dairy cows is altered to support the added amino acid requirements for increased milk protein synthesis. This appears to be largely the result of more ef®cient utilization of amino acids. Whole body oxidation of amino acids is reduced in bST-treated dairy cows and there is a resulting decrease in concentrations of urea and decreased urinary nitrogen loss. Increased milk protein synthesis appears to be supported primarily by increased availability of precursors to the mammary gland due to decreased oxidation of amino acids by other tissues. Bovine somatotrophin exerts an overarching control, but not an overriding control, on metabolic processes that support milk production. While bST exerts homeorhetic regulation, homeostatic regulatory processes that ensure animal well-being are still operative, and other homeorhetic mechanisms such as those to support body growth or to support foetal development during pregnancy are still
LACTATION/Galactopoiesis, Effect of bST Treatment
operative. Increases in milk yield are greater in multiparous than in primiparous cows because the milk response to bST is reduced by an amount that is dictated by the nutrient requirements of continued body growth. Similarly, when bST-treated cows are simultaneously lactating and pregnant, milk production declines normally during the later months of pregnancy and thus minimizes con¯ict with nutrient demands for foetal growth. Use of bST does not ensure increased milk production to the detriment of a young lactating animal's continued body growth or to a lactating animal's ability to support pregnancy. Normal physiological processes that serve to ensure the well-being of a lactating animal and survival of her foetus are still operative during prolonged use of bST during lactation. Indeed, use of bST over multiple lactations has proven to be safe and effective. Although much has been learned about the nature of the metabolic alterations and tissue-speci®c effects of bST, the means by which the hormone signal elicits the biological response is poorly understood. Effects of bST on adipose tissue can be demonstrated in vitro, suggesting that these effects are direct and mediated by the somatotrophin receptor. Effects on the liver are presumed to be direct effects because these too can be mimicked in vitro. However, within these tissues, locally acting paracrine or autocrine effects cannot be ruled out. In contrast, effects of bST on muscle and mammary tissue appear to be primarily mediated by the IGF system. Although the metabolic effects of bST on nonmammary tissues effectively spare nutrients to support milk synthesis, there also appear to be effects at the level of the mammary gland. Infusion of IGFs into the close arterial supply of the mammary gland stimulates milk production and argues for IGF-mediated effects on mammary gland synthetic ability. Associations between energy balance, bST, the IGF system and milk production suggest the importance of IGF-mediated effects on the mammary gland. Moderate undernutrition causes a muted IGF response to administration of bST and a reduced galactopoietic effect. Thus, during early lactation, when cows are in negative energy balance, IGF response to bST administration is reduced and bST is a less effective stimulator of milk production. During severe undernutrition there is dissociation between bST and the IGF system; both IGF response and the milk production response to bST are abolished. Other than bST, thyroxine is the only other hormone known to increase milk production in dairy cow, and there are numerous interactions between the somatotrophic and thyroid hormone axes. Indeed, tissue-speci®c changes in thyroid hormone metabolism alter the
1463
local action of systemic thyroid hormones, a process that appears important for supporting milk production and for modulating the galactopoietic response to prolactin and somatotrophin in mice and rats. The situation in dairy cows is less clear and has received scant attention. In addition to metabolic effects, bST appears to alter population kinetics within the mammary gland. Production data indicate that bST increases the persistency of lactation, and this may be achieved by decreasing the loss of secretory cells during lactation and by increasing cell proliferation. Data for goats indicate that bST administration results in maintenance of cell number as lactation progresses, due to decreased cell loss. Recent data suggest that cell proliferation is increased in mammary tissue of bSTtreated dairy cows and heifers during mid-lactation. These data are consistent with the in vitro mitogenic activity of IGF-I and IGF-II in bovine primary cell culture, mammary tissue slices, and an established line of bovine mammary epithelial cells (MAC-T cells) and suggest that the IGFs mediate this effect. However, decreased cell death and increased cell proliferation assist in the partial maintenance of the population of secretory cells, as previous studies have demonstrated that bST does not increase mammary cell number. These effects supplement the metabolic alterations induced by bST and lessen the decline in milk production with advancing lactation.
Galactopoiesis in Other Species Although dairy cows have been the subject of most investigations, bST has been shown to be an effective galactopoietic hormone in other dairy animals, including sheep, goats and the Italian water buffalo. As with dairy cows, substantial increases in milk production are obtained (14±30%) and the composition of milk remains unaffected. The processing attributes of milk are unimpaired. In fact, coagulation time is improved in milk from ewes during late lactation. Because sheep, goats and buffalo are seasonal breeders, the ability to increase persistency of lactation is particularly attractive to maintain milk production throughout the year.
Effects on Udder Health The effect of bST on mastitis has been studied extensively in the 1990s using more than 11 000 cows in 19 investigations. The conclusion of these experiments is that bST treatment does not signi®cantly alter the incidence of mastitis and has negligible
1464
LACTATION/Galactopoiesis, Effect of bST Treatment
effects on milk somatic cell count. In a review of Dairy Herd Improvement Program records from dairy herds in the northeastern United States (8 years, >80 000 cows and >2 million test days), Bauman and coworkers reported no change in the stayability and herd-life of cows from herds that used bST. Although bST caused a small but signi®cant increase in the milk somatic cell count, the increase is of little biological signi®cance. It is consistent with the small increase in somatic cell count that accompanies increased milk yield, and the increase is considerably lower than the effects of season, parity, breed and age in control cows. Bovine ST helps to maintain milk production in mastitic quarters, and there is evidence that it enhances neutrophil function and quickens the recovery from (coliform) mastitis.
Effects on Reproduction Dairy cows undergo a period of reduced fertility during early lactation when they are in a state of negative energy balance. Administration of bST is approved for use after 63 days of lactation to minimize its use during this period of negative energy balance. Nonetheless, both heifers and multiparous cows treated with bST often experience a reduction in pregnancy rate and an increase in days open, which is partially due to increased frequency of undetected oestrus. Despite these apparent effects, reproductive performance of bST-treated cows typically does not differ from that of cows with equivalent milk production. However, administration of bST increases the incidence of twinning and follicular development. In¯uence of the bST±IGF axis on ovarian function is an area of active research that should provide information to improve fertility. See also: Lactation: Galactopoiesis, Effects of Hormones and Growth Factors.
Further Reading Akers RM (2002) Lactation and the Mammary Gland. Ames: Iowa State University Press. Barbano DM, Lynch JM, Bauman DE et al. (1992) Effect of a prolonged-release formation of N-methionyl bovine somatotrophin (sometribove) on milk composition. Journal of Dairy Science 75: 1775±1793. Bauman DE, Everett RW, Weiland WH and Collier RJ (1999) Production responses to bovine somatotrophin in northeast dairy herds. Journal of Dairy Science 82: 2564±2573. Baumrucker CR and Erondu NE (2000) Insulin-like growth factor (IGF) system in the bovine mammary
gland and milk. Journal of Mammary Gland Biology and Neoplasia 5: 53±64. Beswick NS and Kennelly JJ (2000) In¯uence of bovine growth hormone and growth hormone-releasing factor on messenger RNA abundance of lipoprotein lipase and stearoyl-CoA desaturase in the bovine mammary gland and adipose tissue. Journal of Animal Science 78: 412±419. Burvenich C, Paape MJ, Hoeben D et al. (1999) Modulation of the in¯ammatory reaction and neutrophil defense of the bovine lactating mammary gland by growth hormone. Domestic Animal Endocrinology 17: 149±159. Capuco AV, Kahl S, Jack LJ, Bishop JO and Wallace H (1999) Prolactin and growth hormone stimulation of lactation in mice requires thyroid hormones. Proceedings of the Society for Experimental Biology and Medicine 221: 345±351. Capuco AV, Keys JE and Smith JJ (1989) Somatotrophin increases thyroxine-5 0 -monodeidonase activity in lactating mammary tissue of the cow. Journal of Endocrinology 121: 205±211. Capuco AV, Wood DL, Baldwin R, McLeod K and Paape MJ (2001) Mammary cell number, proliferation and apoptosis during the bovine lactation cycle: relation to milk production and effect of bST. Journal of Dairy Science 84: 2177±2187. Cohick WS (1998) Role of the insulin-like growth factors and their binding proteins in lactation. Journal of Dairy Science 81: 1769±1777. Etherton TD and Bauman DE (1998) Biology of somatotrophin in growth and lactation of domestic animals. Physiological Reviews 78: 745±761. Fekry AE, Keys JE, Capuco AV et al. (1989) Effect of bovine growth hormone on incorporation of [14C]acetate into lipids by co-cultures of bovine mammary, liver, and adipose tissue explants. Domestic Animal Endocrinology 6: 87±94. Glimm DR, Baracos VE and Kennelly JJ (1988) Effect of bovine somatotrophin on the distribution of immunoreactive insulin-like growth factor-I in lactating bovine mammary tissue. Journal of Dairy Science 71: 2923± 2935. Hauser SD, McGrath MF, Collier RJ and Krivi GG (1990) Cloning and in vivo expression of bovine growth hormone receptor mRNA. Molecular and Cellular Endocrinology 72: 187±200. Lincoln DT, Sinowatz F, el-Hifnawi E, Hughes RL and Waters M (1995) Evidence of a direct role for growth hormone (GH) in mammary gland proliferation and lactation. Anatomia Histologia Embryologia 24: 107±115. Lucy MC (2000) Regulation of ovarian follicular growth by somatotrophin and insulin-like growth factors in cattle. Journal of Dairy Science 83: 1635±1647. Yakar S, Liu JL, Stannard B et al (1999) Normal growth and development in the absence of hepatic insulin-like growth factor I. Proceedings of the National Academy of Sciences, USA 96: 7324±7329.
LACTATION/Galactopoiesis, Seasonal Effects
Galactopoiesis, Seasonal Effects R J Collier and D Romagnolo, University of Arizona, Tucson, AZ, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The enhancement of established lactation is referred to as galactopoiesis (from Greek, `galakt', milk, `poiesis', production). In dairy production, the capacity for mammary tissue to synthesize and secrete milk components is maximal at peak lactation and declines in a linear manner thereafter. The slope of the decline in milk yield following peak lactation is referred to as the persistency of lactation. Generally, genetic selection for milk yield has altered the peak but not the persistency of lactation. Enhancing established lactation has major economic bene®ts to dairy producers. Hence, the factors that coordinately regulate nutrient uptake by mammary tissue and milk synthesis and secretion have been a major focus of research and are discussed here relative to galactopoiesis. Milk yield is discussed ®rst followed by factors affecting components of milk.
Factors affecting Milk Yield Three management methods are known consistently to increase milk yields in lactating dairy cows: the administration of exogenous bovine somatotrophin (bST), increased milking frequency and increased photoperiod. Two of these methods, increased photoperiod and bovine somatotrophin, also alter lactation persistency while the third, increased milking frequency, alters peak milk yield but has little or no effect on persistency. A fourth management technique, feeding cattle with thyroid compounds, transiently increases milk yield but also alters basal metabolic rate, leading to eventual milk yield loss.
1465
circulating and local IGF-binding proteins. However, a direct role of IGF-I on galactopoiesis in mammary tissue has not been established. In general, somatotrophin coordinates metabolism to alter the delivery of nutrients to the mammary gland. This action of bST is termed homeorhetic in that metabolism is coordinated to favour the ¯ow of nutrients for a speci®c physiological function, namely increased milk yield. The response to bST is remarkably consistent and increases lactation yields by approximately 900 kg over a 305-day lactation. Typically, treatment begins following peak lactation and is continued until dryoff. The milk yield response is to a degree in¯uenced by stage of lactation because of differences in body condition. For example, more fat is partitioned to the mammary gland in cows receiving bST during early lactation at the expense of lipid synthesis in adipose tissue. In the ®rst 8 weeks of treatment, exogenous bST promotes an increase in milk energy yield while dry matter intake and digestibility are not affected, whereas the rate of peripheral glucose oxidation is reduced. Treatment with bST increases the circulating concentration and the oxidation rate of nonesteri®ed fatty acids, which suggests that fatty acids are mobilized from adipose tissue to compensate for the decreased energy balance due to the higher milk output. There is a concomitant accumulation of fat in milk, predominantly long-chain fatty acids at the expense of de novo fatty acid synthesis. These changes apparently occur in the absence of ¯uctuations in the concentration of circulating insulin or glucose, although, in some studies, administration of bST was accompanied by a hyperglycaemic response. Treatment with bST increased mammary uptake of glucose at the expense of that of nonmammary tissue. Glycerol appears to contribute to the synthesis of glucose via gluconeogenesis, whereas the contribution from glycogen, amino acids and proprionate seem to be negligible. After 8 weeks of treatment, dry matter intake increases, thus compensating for increased milk output in the absence of effects on milk fat content. The exact causes of the increase in milk output are not known. Proposed mechanisms include increased rate of synthesis per cell, reduced rate of cell loss and an increase in the number of cells actively secreting at any one time.
Bovine Somatotrophin
The galactopoietic response of ruminants to recombinant bST has stimulated much research into its role in the partition of nutrients. Stimulation of hepatic tissue with bST leads to increased secretion of IGF-I, which may act on the mammary gland through an endocrine mode of action in concert with
Milking Frequency
Increasing the milking frequency from two to three times daily increases milk yield by approximately 20%. Further increases in milk yield of 21% were obtained when milking frequency was increased from 3 times (38.5 kg dayÿ1) to 6 times (46.8 kg dayÿ1).
1466
LACTATION/Galactopoiesis, Seasonal Effects
Transition from 3 times to 6 times was accompanied by an increase in the circulating levels of oxytocin, growth hormone, IGF-I, prolactin, dry matter intake and digestibility, and nonesteri®ed fatty acids, and a decrease in circulating insulin, whereas levels of glucose were unaffected. There is also a stage-oflactation effect on the response to increased milking frequency. Initiating 3 times milking at the beginning of lactation results in much greater responses than initiating 3 times milking after peak lactation. Furthermore, there is a positive carryover effect on milk yield if cattle being milked 3 times are returned to 2 times milking after peak lactation. It is postulated that these bene®cial effects associated with early lactation are the result of enhanced mammary growth. As milk yields have increased, the percentage increase in increased milking frequency has declined. The new US Department of Agriculture adjustments for 3 times milking over 2 times milking for lactation records are 12% increase for the ®rst lactation and 14% for the second and later lactations. Increased milking frequency is additive to the increase in milk yield associated with the use of bST and the increase in milk yield associated with increased photoperiod. Photoperiod
Photoperiod is greatly in¯uenced by latitude. Near the equator there is little variation in photoperiod. However, at latitudes greater than 30� north and south of the equator the range in photoperiod is much more pronounced. Increasing photoperiod to 16 h of light and 8 h of darkness from 12 h of light and 12 h of darkness increases milk yield by 8±10%. This response is associated with increased feed intake and increased plasma prolactin concentration. In some studies, plasma IGF-I concentration is also increased. There appears to be no stage-of-lactation difference in the response to photoperiod and there is no evidence that increased photoperiod alters mammary growth during lactation or pregnancy. Milk component concentration is generally not affected by long-day photoperiod, although some studies have reported both increased and decreased milk fat percentages. When cattle are exposed to continuous lighting, there is change in milk yield and this is hypothesized to be due to desynchronization of the cows' biological rhythm. The increase in milk yield due to increased photoperiod has been shown to be additive to increased milk yields due to exogenous bST and increased milking frequency. This suggests that the three management methods are increasing milk yields through differing mechanisms. Studies evaluating effect of photoperiod during the dry period on milk yield in the subsequent lactation do not show
any positive effects of long-day photoperiod. On the contrary, short-day photoperiod treatment of pregnant dry cows resulted in higher milk yields in the subsequent lactation. Thus, manipulation of the cows' photoperiod has potential for increasing milk yield in cattle.
Factors affecting Milk Component Yields Milk Protein
Uptake of amino acids and peptides After parturition, developmental and hormonal signals induce a number of ontological events that lead to enhanced expression of milk protein genes. Speci®cally, the lactogenic hormone, prolactin, and glucocorticoids contribute to the activation of expression of caseins and whey proteins. The transfer of amino acids to the mammary gland is primarily from plasma. Although red blood cells contribute modest amounts of amino acids, they account for about 14% of the total mammary uptake of methionine. About 15±30% of the mammary uptake of aspartic acid and proline concentrate in red blood cells as they pass through the mammary gland. The partition of amino acids into milk protein synthesis is in¯uenced by several factors, including the availability of amino acids in the arterial blood, mammary blood ¯ow rate and the ef®ciency with which amino acids are taken up by the mammary gland and used for protein synthesis or intracellular metabolism. The ef®ciency of conversion of extracted amino acids into milk protein can be expressed by the following equation: K
AV=AC � BF � E where K is the fractional use for milk protein synthesis, AV the arteriovenous concentration difference divided by the arterial concentration AC, BF the blood ¯ow rate (l hÿ1) and E the ef®ciency of utilization of the extracted amino acid. Total protein synthesis exceeds by approximately twofold the rate of protein secretion, thus suggesting a high rate of protein turnover by mammary tissue. Protein degradation affects both newly synthesized and mature caseins, and contributes to maintaining an intermediary pool of available amino acids at the sites of protein synthesis. Amino acids, including leucine, valine, isoleucine, arginine, threonine and histidine, are typically extracted in excess of their milk output, suggesting that the mammary gland may metabolize these amino acids to balance milk protein requirements. In
LACTATION/Galactopoiesis, Seasonal Effects
contrast, when maize silage-based diets are fed, amounts of nonessential amino acids and lysine and methionine available for uptake rarely exceed milk output. For example, supplementation of increasing amounts of soya bean meal as protein supplement further decreased the absorbable methionine. Duodenal infusion of lysine to cows at peak of lactation (about 5 weeks postpartum) and fed a 70 : 30 maize silage : concentrate ratio increased the blood extraction rates of amino acids and secretion of milk protein. In contrast, lysine infusion had no effects on milk yield beyond week 8, suggesting that lactational response to supplemental amino acids is in¯uenced by stage of lactation. Amino acids limiting milk yield and composition vary depending on the type of forage and protein supplements in the basal diet. The pool of amino acids available to the mammary gland is in¯uenced by the pro®le of the absorbed amino acids and metabolism by nonmammary tissues. For example, metabolism of approximately 20±30% of absorbed total essential amino acids by the portal-drained viscera and liver results in deviations from the absorbed amino acid composition. The amino acids lysine and methionine are the most likely to be limiting in metabolizable protein for milk protein synthesis in diets based on maize silage, whereas histidine has been identi®ed as ®rst-limiting for milk yield of cows fed a grass silage and cereal diet. However, methionine de®ciencies seem to in¯uence milk fat more effectively than protein synthesis, whereas lysine may be more important in mammary gland amino acid metabolism. Supplementation of maize silage and grass silage diets with ruminally protected methione effectively increased milk fat content. A possible explanation is that, in mammary tissue, methionine may serve as a methyl donor in the transmethylation reaction of lipid biosynthesis. Therefore, amino acids may in¯uence milk composition beyond their expected role of precursors for protein synthesis. Modulation of protein synthesis Milk protein content is relatively constant, although substrate availability may in¯uence, at least in part, protein synthesis by the mammary gland. For example, fat supplementation has been reported to depress protein synthesis because of reduced mammary blood ¯ow. A potential explanation for this phenomenon is that increased levels of circulating fatty acids have a sparing effect on oxidation of acetate, thereby increasing the ef®ciency of lactose synthesis from glucose. However, the increased availability of glucose and higher milk yields are not paralleled by an increase in amino acid uptake, thus resulting in a reduction of protein in milk. In contrast, feeding of
1467
diets containing a high percentage (70±80%) of concentrate increases the supply of amino acids to mammary tissue or the extraction from blood of amino acids, which sustain increased synthesis of milk proteins. In general, milk protein production is highly correlated to energy in the diet. Enhanced microbial protein, which is in¯uenced by energy availability, accounts for the largest component of intestinal protein ¯ow. Approximately 11% of adenosine triphosphate (ATP) generated within the mammary gland is utilized for protein synthesis. Studies of the endocrine regulation of milk protein synthesis have reported that treatment with bST increases the yield but not the concentration of milk components. On the other hand, treatment with insulin, under conditions of a euglycaemic clamp, increased protein percentage (from 3.13% to 3.44%) in milk of cows fed on alfalfa hay±maize based diet and receiving casein infusion. These data suggest that protein synthesis in the mammary gland is under endocrine regulation. Additionally, there is approximately 25% additional protein synthetic capacity in bovine mammary tissue that is not presently being utilized. Milk caseins are subjected to partial hydrolysis during mammary gland involution, whereas the whey proteins a-lactalbumin and b-lactoglobulin are relatively resistant to plasmin digestion. This process probably involves hydrolysis by plasmin and other proteases. The accumulation of milk components at drying-off is one of the factors that contribute to increasing susceptibility to mastitis. Digestion of milk protein leads to the production of biologically active peptides that may be involved in mammary gland involution. Lactoferrin, an important antimicrobial protein found in mammary secretions during involution, may also be a substrate for degradation by plasmin. Digestion products of lactoferrin, lactoferricins, have a broad-spectrum antimicrobial activity. Phagocytocis by leucocytes that invade the mammary gland during involution contributes to clearance of milk components. Lactose
Lactose is the major osmotic determinant of milk and therefore factors which increase lactose synthesis also increase milk yield. Treatment of lactating dairy cows with bST has been shown to increase availability of glucose and rate of synthesis of lactose, leading to an increase in milk yield. However, the increase in milk yield is proportional to the increase in lactose synthesis, resulting in no change in lactose concentration in milk. Likewise, increased milking frequency and
1468
LACTATION/Galactopoiesis, Seasonal Effects
increased photoperiod, which also increase milk yield, do not alter milk lactose concentration. Fat
Milk from Holstein dairy cows fed standard diets based on maize or grass silage and alfalfa hay contains approximately 35±40 g lÿ1 of fat. Fat content tends to increase as cows transition from early to midand late lactation. Acetate and b-hydroxybutyrate are important sources of carbons for de novo synthesis of fatty acids by the mammary gland. About half of the butyric acid originates directly from circulating b-hydroxybutyrate, whereas the remaining half is formed by condensation of acetyl units. Approximately 50±60% of dietary fatty acids can be transferred in milk through transport by circulating low-density lipoproteins (LDLs), very low-density lipoproteins (VLDLs) and chylomicrons. Uptake of fatty acids from triglycerides requires enzymatic release by a lipoprotein lipase. The rate of uptake of fatty acids is in¯uenced by the position of the fatty acid in triglycerides. For example, in triglycerides from VLDLs C18:0 and trans-C18:1 accumulate in positions 1 and 3, whereas C16:0 and C14:0 tend to occupy position 2. Saturated long-chain fatty acids, such as myristic (C14:0), palmitic (C16:0), and stearic (C18:0) contribute to about 50±60% of total fatty acids in milk. The monounsaturated oleic acid (C18:1), and polyunsaturated linoleic (C18:2) and linolenic (C18:3) acids represent approximately 21 g and 4 g of fat 100 gÿ1 of milk fat, respectively. Shortchain fatty acids (C4±C10) account for approximately 13 g 100 gÿ1 of milk fat. The fact that saturated fatty acids in milk represent a signi®cant percentage of total fat is due to extensive microbial hydrogenation of dietary fatty acids in the rumen. Approximately 97% of fat in milk is present as triacylglycerol esters of fatty acids, whereas the remainder comprises monoacylglycerol and free fatty acids. Rates of milk fat synthesis from acetate are a function of the concentration of acetate and glucose in the blood, which vary depending upon the proportions of sugars, starch, hemicellulose and cellulose in the diet and the stage of lactation. The content of short-chain fatty acids is increased at peak of lactation compared with mid-lactation. The supply of acetate and glucose are lower when cows are in negative energy balance, which leads to accumulation in milk of long-chain fatty acids mobilized from adipose tissue. Oxidation of glucose via the pentose cycle and cytosolic isocitrate dehydrogenase generate reducing equivalents in the form of nicotinamide adenine dinucleotide phosphate (NADPH), which is used for lipogenesis in the mammary gland.
Modulation of milk fat synthesis Compared to protein and lactose, nutrition exerts profound effects on milk fat content. Milk fat is derived from preformed dietary fatty acids or synthesized de novo by the mammary gland. Rumen microbial fermentation of cellulose and hemicellulose present in forages contributes the precursors acetate and butyrate for the de novo fatty acid synthesis. Therefore, modi®cations of the rumen environment in¯uence greatly the supply of precursors available to the mammary gland for fatty acid synthesis. Dairy cows in early lactation are typically in negative energy balance because energy expenditures to support milk production far exceed energy intake. When high-yielding dairy cows are in negative energy balance, a larger percentage of longchain fatty acids are mobilized from adipose tissue and incorporated into milk, causing a concomitant reduction in de novo synthesis of short-chain fatty acids. However, the proportion of C4 is relatively constant. Increasing the percentage of fermentable starch at concentrations higher than 50% of total dry matter in order to increase the energy density of the ration shifts the balance of volatile fatty acid production in the rumen in favour of propionate (acetate : propionate ratio of 2 : 1 or lower). Reducing the levels of acetate and butyrate available for fatty acid synthesis leads to milk fat depression, which is also accompanied by a change in the relative proportion of fatty acids. The concentration of C18:1 and trans-C18:1 in milk increases at the expense of short-chain fatty acids. An important class of long-chain fatty acids that accumulates in milk with depressed fat is represented by positional and geometric isomers of linoleic acid with conjugated double bonds (conjugated linoleic acid, or CLA). In the rumen, the bacterium Butyrivibrio ®brisolvens produce intermediates of biohydrogenation of linoleic acid. Then, the CLA is hydrogenated to trans-11-octadecenoic acid (trans11-C18:1), which is the predominant trans-monounsaturated fatty acid in milk fat. Based on the observation that the fatty acid trans11-C18:1 can be converted to CLA by rat liver microsomes, it has been suggested that this pathway may be operational in humans. In human subjects receiving a diet enriched with trans-fatty acids from vegetable oils, blood levels of CLA were increased. A wealth of data has been reported during the recent past concerning the opportunity of increasing the content of CLA in milk because of its anticarcinogenic and antidiabetic properties. Milk fat is the richest natural source of CLA, which is present predominantly in the cis-9 0 -trans-11-C18:2 isoform. Its concentration varies greatly and ranges from 2.0
LACTATION/Galactopoiesis, Seasonal Effects
Seasonal effects Pronounced seasonal patterns of milk yield and composition are evident in cattle. These seasonal patterns are largely induced by climatological variables and, to a degree, by breed effects and management factors, such as feed source and reproductive management of the lactation cycle. Month of parturition has a pronounced impact on subsequent milk yield and composition. Highest yields occur following calvings in January and February while lowest yields occur following August and September calvings (see Figure 1). This results in correction factors which are used to adjust milk
14 000 13 750 13 500 Milk (lb)
to approximately 28.0 mg gÿ1 of fat. Because of the enzymatic activity of the rumen micro¯ora, unsaturated fatty acids are typically biohydrogenated to saturated fatty acids. However, low ruminal pH, due to feeding of high levels of fermentable starch or reduction in forage particle size, reduce the ef®ciency of microbial growth and biohydrogenation of polyunsaturated fatty acids, which are accompanied by accumulation of positional isomers of the double bonds from the cis to trans position. In addition, CLA can be originated through endogenous synthesis from trans-11-C18:1. In a recent study, abomasal infusion of trans-11-C18:1 (12.5 g dayÿ1) increased the CLA (cis-9, trans-11-C18:2) content in milk by 31%. Approximately 64% of the CLA in milk fat was of endogenous origin and involved the formation of cis-9, trans-11 CLA from trans-11-C18:1 via the enzyme �9-desaturase. With the onset of lactation the �9-desaturase is highly expressed in the mammary gland of ruminants, suggesting that one strategy to enhance milk fat CLA may be dietary supplementation with fats rich in trans-C18:1, in addition to management of microbial biohydrogenation in the rumen. The increased delivery of CLA to the intestine and subsequent uptake of trans fatty acids by the mammary gland contributes to their accumulation in milk, which is paralleled by inhibition of de novo fatty acid synthesis and milk fat depression. For example, abomasal infusion of CLA (100 g) in a 24-h period reduced milk fat concentration by 34% and fat yield by 27% compared with linoleic acid. The concentration of CLA in milk increased from 0.5% at the beginning of the CLA infusion to 3.3% after 36 h whereas, in response to CLA, the concentration of stearic acid nearly doubled compared with the level of stearic acid in response to linoleic acid. Lower concentrations and yield of short-chain fatty acids (C6±C16) accounted for the reduction in fat yield. These changes were monitored in the absence of adverse effects on dry matter intake and total tract digestibility.
1469
13 250 13 000 12 750 12 500 12 250 12 000 J
F M A M
J
J
A
S O N D
Month Figure 1 Effect of season of calving on 305-day milk yield.
yields in order to remove effects of season on breeding considerations. The seasonal pattern in milk yield is related to the direct and indirect effects of environment on milk production. Direct effects are related to the effects of elevated temperature on milk yield; indirect effects are due to the negative impact of heat stress, during late pregnancy, on birth weight and subsequent milk production and, potentially, to the effects of photoperiod during pregnancy on subsequent milk yield. The majority of studies published on climatic effects on milk composition and yield have evaluated effects of temperature. Dairy cattle are sensitive to heat stress because of their own high metabolic heat production and feed intake. Likewise, for the same reasons, dairy cattle are resistant to cold stress. Heat stress in cattle is characterized by increased rectal temperature, elevated respiration rates and decreased feed intake. Subsequently, milk yield is decreased. The environmental temperature range from ÿ5 to 23.9 � C has little impact on milk composition and is referred to as the thermoneutral zone for the lactating dairy cow. However, temperatures above 23.9 � C are known to decrease solids-not-fat (SNF), protein, lactose and fat percentage of milk. Due to its involvement in osmotic regulation, the impact of temperature on lactose and mineral content of milk is much smaller than the impact of temperature on protein and fat yields. Generally, in temperate regions, the fat content may average 0.4% lower and the protein content 0.2% lower in summer as compared to winter months. Heat stress is a major contributor to the seasonal pattern of milk yield, due to the negative effects of elevated temperature on feed intake and subsequently
1470
LACTIC ACID BACTERIA, TAXONOMY
on milk yield. There is a demonstrated genotype � environment interaction both across and within breeds, indicating that genetic selection for increased heat tolerance is feasible. Furthermore, some traits, such as increased sweat gland number and increased skin surface area, could be altered without adversely affecting milk yields. However, the time period required is quite lengthy. Therefore, the greatest opportunity for increasing milk yield during periods of environmental heat stress has been in the management of the environment around the cow. Dairies in warm climates use a variety of cooling systems, including protection from solar radiation (shades), fans, combinations of fans and misters, and evaporative cooling to produce an environment around the cow which is preferably in the thermoneutral zone (ÿ5 to 23.9 � C). See also: Lactation: Galactopoiesis, Effects of Hormones and Growth Factors. Galactopoiesis, Effect of BST Treatment. Lipids: Conjugated Linoleic Acid. Mammary Gland: Growth, Development, Involution. Stress, Cold, in Dairy Cattle: Effect on Nutritional Requirements, Health and Performance. Stress, Heat, in Dairy Cattle: Effects on Milk Production and Composition.
Further Reading Allen DB, DePeters EJ and Laben RC (1986) Three times a day milking: effects on milk production, reproductive
ef®ciency and udder health. Journal of Dairy Science 69: 1441. Armstrong DV (1994) Heat stress interaction with shade and cooling. Journal of Dairy Science 77: 2044. Bauman DE and Currie WB (1980) Control of nutrient partitioning in lactating ruminants. In: Mepham, TB (ed.) Biochemistry of Lactation, p. 437. Amsterdam: Elsevier. Bauman DE, Everett RW, Weiland WH and Collier RJ (1999) Production responses to bovine somatotrophin in northeast dairy herds. Journal of Dairy Science 82: 2564. Collier RJ and Byatt JC (1994) Somatotrophin in domestic animals. In: Altman A (ed.) Agricultural Biotechnology. New York: Marcel Dekker. Evans NM and Hacker RR (1989) Effect of chronobiological manipulation of lactation in the dairy cow. Journal of Dairy Science 72: 2921. Miller ARE, Erdman RA, Douglass LW and Dahl GE (2000) Effects of photoperiodic manipulation during the dry period of dairy cows. Journal of Dairy Science 83: 962. Miller ARE, Stanisiewski EP, Erdman RA, Douglass LW and Dahl GE (1999) Effects of long daily photoperiod and bovine somatotrophin (TROBESTr ) on milk yield in cows. Journal of Dairy Science 82: 1716. Newbold JA, Chapin LT, Zinn SA and Tucker HA (1991) Effects of photoperiod on mammary development and concentration of hormones in serum of pregnant dairy heifers. Journal of Dairy Science 74: 100. Stanisiewski EP, Mellenberger RW, Anderson CR and Tucker HA (1985) Effect of photoperiod on milk yield and milk fat in commercial dairy herds. Journal of Dairy Science 68: 1134.
LACTIC ACID BACTERIA, TAXONOMY
G K Y Limsowtin, M C Broome and I B Powell, Australian Starter Culture Research Centre, Werribee, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Foodstuffs such as yoghurt, cheese, salami, sourdough bread and wines are the partial or whole
products of fermentations by lactic acid bacteria (LAB). Since many species of LAB and other foodassociated bacteria have had a long historical association with human foods, they are recognized as `generally regarded as safe' (GRAS) bacteria. This GRAS status underlies their increasing use in traditional foods and in an expanding range of novel foods and products designed to have speci®c nutritional or other health-enhancing bene®ts. However, there are many LAB that do not have a traditional association with foods, and it cannot
1470
LACTIC ACID BACTERIA, TAXONOMY
on milk yield. There is a demonstrated genotype � environment interaction both across and within breeds, indicating that genetic selection for increased heat tolerance is feasible. Furthermore, some traits, such as increased sweat gland number and increased skin surface area, could be altered without adversely affecting milk yields. However, the time period required is quite lengthy. Therefore, the greatest opportunity for increasing milk yield during periods of environmental heat stress has been in the management of the environment around the cow. Dairies in warm climates use a variety of cooling systems, including protection from solar radiation (shades), fans, combinations of fans and misters, and evaporative cooling to produce an environment around the cow which is preferably in the thermoneutral zone (ÿ5 to 23.9 � C). See also: Lactation: Galactopoiesis, Effects of Hormones and Growth Factors. Galactopoiesis, Effect of BST Treatment. Lipids: Conjugated Linoleic Acid. Mammary Gland: Growth, Development, Involution. Stress, Cold, in Dairy Cattle: Effect on Nutritional Requirements, Health and Performance. Stress, Heat, in Dairy Cattle: Effects on Milk Production and Composition.
Further Reading Allen DB, DePeters EJ and Laben RC (1986) Three times a day milking: effects on milk production, reproductive
ef®ciency and udder health. Journal of Dairy Science 69: 1441. Armstrong DV (1994) Heat stress interaction with shade and cooling. Journal of Dairy Science 77: 2044. Bauman DE and Currie WB (1980) Control of nutrient partitioning in lactating ruminants. In: Mepham, TB (ed.) Biochemistry of Lactation, p. 437. Amsterdam: Elsevier. Bauman DE, Everett RW, Weiland WH and Collier RJ (1999) Production responses to bovine somatotrophin in northeast dairy herds. Journal of Dairy Science 82: 2564. Collier RJ and Byatt JC (1994) Somatotrophin in domestic animals. In: Altman A (ed.) Agricultural Biotechnology. New York: Marcel Dekker. Evans NM and Hacker RR (1989) Effect of chronobiological manipulation of lactation in the dairy cow. Journal of Dairy Science 72: 2921. Miller ARE, Erdman RA, Douglass LW and Dahl GE (2000) Effects of photoperiodic manipulation during the dry period of dairy cows. Journal of Dairy Science 83: 962. Miller ARE, Stanisiewski EP, Erdman RA, Douglass LW and Dahl GE (1999) Effects of long daily photoperiod and bovine somatotrophin (TROBESTr ) on milk yield in cows. Journal of Dairy Science 82: 1716. Newbold JA, Chapin LT, Zinn SA and Tucker HA (1991) Effects of photoperiod on mammary development and concentration of hormones in serum of pregnant dairy heifers. Journal of Dairy Science 74: 100. Stanisiewski EP, Mellenberger RW, Anderson CR and Tucker HA (1985) Effect of photoperiod on milk yield and milk fat in commercial dairy herds. Journal of Dairy Science 68: 1134.
LACTIC ACID BACTERIA, TAXONOMY
G K Y Limsowtin, M C Broome and I B Powell, Australian Starter Culture Research Centre, Werribee, Victoria, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Foodstuffs such as yoghurt, cheese, salami, sourdough bread and wines are the partial or whole
products of fermentations by lactic acid bacteria (LAB). Since many species of LAB and other foodassociated bacteria have had a long historical association with human foods, they are recognized as `generally regarded as safe' (GRAS) bacteria. This GRAS status underlies their increasing use in traditional foods and in an expanding range of novel foods and products designed to have speci®c nutritional or other health-enhancing bene®ts. However, there are many LAB that do not have a traditional association with foods, and it cannot
LACTIC ACID BACTERIA, TAXONOMY
safely be assumed that GRAS status applies to all bacteria that may be classi®ed as LAB. Because of their signi®cance in the diet and as an important part of major food industries, considerable research has gone into de®ning the various species of LAB, analysing their properties, determining the relationships between them (phylogeny) and deriving a coherent scheme for classifying them (taxonomy). This article describes the phylogeny and taxonomy of the LAB and other bacteria associated with dairy fermentations, and introduces the reader to concepts and terminology likely to be encountered in taxonomic literature. Other general information on milk microbiology can be found in the article on Microorganisms Associated with Milk. The application of bacteria in making fermented foods is described in the articles Cheese: Starter Cultures: General Aspects; Starter Cultures: Speci®c Properties; Secondary Cultures; Microbiology of Cheese.
What Are Lactic Acid Bacteria? The key property de®ning the LAB is that these bacteria produce lactic acid as the major or sole fermentation product. The LAB lack porphyrins, and so they are catalase-negative and do not carry out cytochrome-dependent oxidative electron transport reactions. They lack the Krebs cycle and obtain energy by substrate-level phosphorylation. However, they are not strict anaerobes. In general, they have limited biosynthetic abilities and complex nutritional requirements including some amino acids, vitamins, purines and pyrimidines, and some speci®c peptides (see Cheese: Starter Cultures: General Aspects; Starter Cultures: Speci®c Properties). Acid production by LAB lowers the pH in food containing a fermentable carbohydrate. As such they can suppress or kill other bacteria, including spoilage and pathogenic bacteria. The reader should be aware that there is no universally agreed complete de®nition of the term `lactic acid bacterium', and it is often loosely applied in the dairy literature. The term is usually used to refer only to bacteria that do not form spores and are associated with food fermentations, though the simple metabolic de®nition (``produces mainly lactic acid'') would include, for example, pathogenic Streptococcus and spore-forming Sporolactobacillus. On the other hand, bi®dobacteria are sometimes referred to as LAB even though their metabolism is somewhat different. Not all of the bacteria used in making cheese or other fermented dairy products are strictly LAB, and not all LAB can be regarded as normal components of fermented foods.
1471
Classification of Lactic Acid Bacteria Important Note: The Reasons for New Species Names
The nomenclature and classi®cation of the various types of LAB can be very confusing. Much of this confusion stems from recent changes in many species names and species descriptions. These changes are not arbitrary. Species names and the formal descriptions that de®ne which bacteria are classed as belonging to a particular species are changed when there is strong evidence that the existing classi®cation scheme does not accurately re¯ect the true genetic (evolutionary) relationships between different bacteria. Changes have also sometimes been made, for example, to avoid confusion or to correct spelling and grammatical usage in Latin binomial species names (e.g. correction of Lactobacillus sanfrancisco to Lactobacillus sanfranciscensis). There is no of®cial enforceable scheme for bacterial classi®cation. The scienti®c literature generally follows the recommendations of the taxonomy committees that operate under the auspices of the International Union of Microbiological Societies. The reader should be aware that obsolete or nonstandard species names will often be encountered (especially in older literature or in commercial contexts) and proposed new species names sometimes appear in the literature but are not subsequently adopted. How are species classified?
For most of the history of the science of microbiology, bacteria could only be identi®ed and classi®ed on the basis of observable characteristics such as their morphological, biochemical and physiological properties. Such observable properties are often referred to as the phenotype. In general terms, bacteria with very similar properties have been regarded as belonging to same species (plural ± species), and species with similar properties have been classed as belonging to the same genus (plural ± genera). Sometimes, a species is further divided into subspecies (abbreviated to subsp. or ssp.) or varieties. The standard format for formal species nomenclature is based on the Latin binomial system originally devised for plants and animals. Lactococcus lactis, for example, is a species of the genus Lactococcus. Lactococcus lactis subsp. cremoris is a subspecies of Lactococcus lactis. The genus component of a name can be abbreviated, as long as the abbreviation is not ambiguous. For example, L. lactis is a valid abbreviation of Lactococcus lactis or Leuconostoc lactis, and an author would need to use different abbreviations (Lc. lactis and Ln. lactis are commonly used) to distinguish them.
1472
LACTIC ACID BACTERIA, TAXONOMY
The science of classi®cation (taxonomy) is still developing. There have never been any ®xed rules on issues such as how phenotypically different two bacteria should be before they are classed as different species, or what characteristics are important in de®ning subspecies, species and genera. How a particular bacterium is classi®ed may change over time as more information about it is gathered. Extending phenotypic studies to the molecular level (using, for example, serological techniques, electrophoretic mobilities of proteins or cell wall composition data) has added greatly to our knowledge of bacteria, their similarities and differences. The advent of techniques for DNA analysis (DNA hybridization studies and DNA sequence comparisons) made it possible to study the actual genetic similarities and differences between organisms. At present, DNA hybridization studies provide the most accepted measure of whether or not two species belong to the same species. Phenotypic properties continue to be very important and useful markers for identifying and classifying bacteria, but the phenotypic properties of organisms (even major features like cell morphology) do not always accurately reveal the overall genetic relationships between them. Techniques for determining DNA nucleotide sequences became routine in the 1980s, leading to a rapid increase in our knowledge of genetic relationships between bacterial species. Many classi®cation changes have been made. The guiding principle behind these recent changes is that taxonomy should re¯ect phylogeny; i.e. a classi®cation scheme should, wherever possible, re¯ect the evolutionary history of each species deduced from genetic relationships to other species. Even so, there is currently no coherent scheme for de®ning genera, species and subspecies solely on the basis of DNA hybridization and sequence information, and de®nitions still rely (at least in part) on phenotypic characteristics for which the genetic basis is often unknown. Further classi®cation changes are likely in the future as more DNA sequences (including whole-genome sequences) become available for comparison. The present emphasis on food safety has spurred recent progress in the genetic detection, identi®cation and classi®cation of LAB. Such techniques are increasingly seen as a normal part of the full characterization of any bacterium used in food fermentations. Ribosomal RNA
Ribosomes are complex structures containing proteins and ribonucleic acid (RNA) molecules, and are an essential part of the protein synthesis machinery of living cells. Comparison of ribosomal RNA (rRNA)
nucleotide sequences has become a major aid in de®ning species. Some parts of the rRNA molecules from different species are very similar (conserved regions) but other parts differ (variable regions). Species-speci®c signature sequences can often be found (usually in the variable regions), while overall comparison of sequences can be used to deduce evolutionary relationships between species. Phylogenetic trees derived from sequence data are generally consistent and reliable aids in taxonomy, though it is sometimes necessary to reconcile slightly different trees obtained if different mathematical methods for deriving degrees of relationship are used or if different data sets are analysed. The most widely studied rRNA is the rRNA from the small subunit of the bacterial ribosome (known as 16S rRNA). Ribosomal RNA sequences (now usually determined from the DNA sequences of the corresponding genes) have been a major in¯uence behind many recent taxonomic revisions.
Phylogeny of the Lactic Acid Bacteria
The LAB are not a distinct phylogenetic group Three domains of living organisms are now recognized. The eukaryotes, organisms with their chromosomes carried within a cell nucleus (including plants, animals and fungi), are classed as Eucarya. The prokaryotic organisms that are often collectively referred to as bacteria are divided into two groups that are about as evolutionarily distant from each other as they are from the Eucarya. These are the Archaea and the Bacteria (also known as Eubacteria). In phylogenetic terms, there is not a distinct group of bacteria that can be called the LAB. The LAB are all within the low GC subdivision (i.e. their DNA base composition is less than about 53 mol% GC) of the Gram-positive (Firmicute) Eubacteria. This is sometimes referred to as the clostridial subdivision. However, not all bacteria within this subdivision are LAB; for example, Bacillus, Listeria and Staphylococcus are as closely related to the LAB as the LAB are to each other. The properties of various species of LAB are described below, with emphasis on the genera generally associated with food fermentations: Enterococcus, Lactobacillus, Lactococcus, Leuconostoc, Pediococcus and Streptococcus. Figure 1 illustrates the phylogenetic relationships of the major LAB genera. Other bacteria commonly associated with dairy fermentations Bi®dobacterium, Brevibacterium, Micrococcus and Propionibacterium are also Grampositive bacteria that do not form spores. However,
LACTIC ACID BACTERIA, TAXONOMY
they are not biochemically LAB, nor do they group closely with the LAB phylogenetically (Figure 1). These are high-GC Gram-positive bacteria, within the actinobacterial (actinomycete) subdivision.
The Genus Lactobacillus Lactobacilli grow as rod-shaped Gram-positive cells, 0.5±1.2�1.0±10 mm in size. They are typically long rods in short chains, but very short rods, single cells and long chains are also known. Lactobacillus is the largest LAB genus. Over 80 species and subspecies names are currently recognized, but the list is continually being re®ned as more comparative data become available. There is further detail on the major groups of Lactobacillus important in dairy fermentations in articles Lactobacillus spp.: General Characteristics; Lactobacillus acidophilus; Lactobacillus casei Group; Lactobacillus delbrueckii Group; Lactobacillus helveticus; Lactobacillus plantarum; Other Species. Lactobacilli can be found in habitats containing fermentable sugar, vitamins, cofactors, hydrolysed protein products and low oxygen tension. For example, they are found associated with humans and other animals (oral cavity, intestinal tract, vagina), in
1473
manure and soil, associated with plants, as desirable organisms in food fermentations (silage, milk, meat, vegetable and cereal) and as food spoilage organisms (beer, fruit and green mashes, marinated ®sh, sugar processing and other fermented meat and milk products). In the dairy industry, only a few Lactobacillus species are used in starter cultures; a larger number are found in the secondary ¯ora of cheeses. Groups within Lactobacillus
Lactobacillus is a very heterogeneous genus. For example, DNA base compositions are in the broad range of about 32±55 mol% GC. The inclusion of such diverse bacteria in a single genus is largely historical, and subdivisions with the genus have been a subject of great taxonomic interest for some years. On phenotypic grounds, they have been divided in two, three or four groups, depending on the characteristics used for discrimination. A three-group subdivision based primarily on fermentation characteristics is described below. This grouping is useful in understanding the fermentation applications of lactobacilli, but does not correlate with the three groups indicated by phylogenetic analysis (Figures 1 and 2). Properties of some Lactobacillus species are shown in Table 1.
Bifidobacterium Propionibacterium Micrococcus Brevibacterium Aerococcus Camobacterium Vagococcus Enterococcus Tetragenococcus Weissella Oenococcus Leuconostoc Lactobacillus delbrueckii Lactobacillus helveticus Lactobacillus acidophilus Pediococcus Lactobacillus plantarum Lactobacillus casei Streptococcus thermophilus Lactococcus raffinolactis Lactococcus lactis Figure 1 Low-resolution dendrogram showing phylogenetic relationships between bacteria of the high- and low-GC subdivisions of the Gram-positive division, based primarily on 16S rRNA sequence data. Representative LAB are shown, along with other genera discussed in the text. Branchings indicate phylogenies; phylogenetic distances are not shown to scale.
'Lb. casei / Pediococcus' group
Pe d
ioc
oc
cu
s
Oenococcus
Weissella 'Lb. delbrueckii' group
Leuconostoc Figure 2 Phylogenetic branching within Lactobacillus and its near relatives, showing the three major groups. Branchings indicate phylogenies; phylogenetic distances are not shown to scale. Data used in preparing this ®gure were derived from the Ribosomal Database Project accessed at Michigan State University (via ftp.cme.msu.edu).
Ho Ho
Ho FH Ho FH FH FH FH He He He He He
D D
D D CP CP CP CP CP CP CP CP CP Ln
Metabolic groupb
ÿ ÿ V ÿ
ÿ ÿ
15 �C
ÿ ÿ V ÿ ÿ ÿ ÿ V ÿ ÿ
45 �C
Growthc
ÿ V V ÿ ÿ
ÿ
Galactose
ÿ ÿ V V V ÿ
Lactose
V V V ÿ
ÿ
Maltose
c
b
ÿ V ÿ ÿ ÿ
ÿ ÿ
Ribose
Acid productionc
Phylogenetic groups: D, `Lb. delbrueckii' group; CP, `Lb. casei-Pediococcus' group; Ln, `Leuconostoc' group. Metabolic groups: Ho, homofermentative; FH, facultatively heterofermentative; He, heterofermentative. Most strains positive (); most strains negative (ÿ); highly variable (V). Data from Dellaglio et al. (1994) and Stiles and Holzapfel (1997).
a
Lb. acidophilus Lb. delbrueckii subsp. bulgaricus Lb. helveticus Lb. acetotolerans Lb. farciminis Lb. casei Lb. curvatus Lb. plantarum Lb. sake Lb. brevis Lb. buchneri Lb. fermentum Lb. ke®r Lb. fructosus
Phylogenetic groupa
Table 1 Properties of some Lactobacillus species
ÿ ÿ ÿ ÿ V V ÿ ÿ
ÿ
Sucrose
ÿ ÿ ÿ ÿ
ÿ ÿ
Gluconate
ÿ ÿ V ÿ ÿ ÿ ÿ ÿ
ÿ ÿ
Arginine dihydrolasec
L()
DL
DL
DL
DL
DL
DL
DL
L()
L()
DL
DL
D(ÿ)
DL
or D(ÿ)
or D(ÿ)
Lactate isomer
Murein type Lys-D-Asp Lys-D-Asp Lys-D-Asp Lys-D-Asp Lys-D-Asp Lys-D-Asp Lys-D-Asp mDAP Lys-D-Asp Lys-D-Asp Lys-D-Asp Orn-D-Asp Lys-D-Asp Lys-Ala
GC (%) 34±37 50 37±40 35±36 34±36 45±47 42±44 44±46 42±44 44±47 44±46 52±54 41±42 47
LACTIC ACID BACTERIA, TAXONOMY
Homofermentative lactobacilli These species metabolize hexose sugars through the Embden±Meyerhof glycolytic pathway, and lactic acid is the only or highly dominant end product under typical milk fermentation conditions. They do not ferment pentoses or gluconate. Some of these species are of great importance to cheese, yoghurt and probiotic drinks. Facultatively heterofermentative lactobacilli The facultatively heterofermentative species metabolize hexoses through the Embden±Meyerhof glycolytic pathway, but pentoses and some other substrates are metabolized via a phosphoketolase-dependent pathway (the phosphoketolase is inducible) to produce lactic acid and other products (typically acetic acid and ethanol). Several species are traditionally associated with fermented foods and silage. Obligately heterofermentative lactobacilli These lactobacilli use only the phosphoketolase-dependent pathway for sugar metabolism, and so lactic acid is never the sole end product. They produce signi®cant quantities of acetic acid and/or ethanol with generation of CO2. In some contexts they are regarded as spoilage organisms. They are found in the gastrointestinal tract and are associated with a range of foodstuffs, notably including ripened cheese. Phylogenetic groupings Molecular and genetic analysis has been useful in de®ning individual species and their relationships to closely related species, but it has not yet provided suf®cient information to justify a complete revision of the genus. At present, three broad groups are generally recognized (Figure 2). Lactobacilli are phylogenetically close to both Leuconostoc and Pediococcus. Almost all of the species in the `Lb. delbrueckii' phylogenetic group are homofermentative. Lactobacillus delbrueckii and Lb. helveticus are important components of the thermophilic starters used for Italian and Swiss cheeses and for yoghurt production. DNA studies of strains previously classed as Lb. acidophilus have led to six distinguishable species being de®ned, now known as Lb. acidophilus, Lb. amylovorus, Lb. crispatus, Lb. gallinarum, Lb. gasseri and Lb. johnsonii. The `Lb. casei±Pediococcus' group is a mix of homofermentative (e.g. Lb. salivarius, Pc. damnosus), facultatively heterofermentative (e.g. Lb. casei, Lb. paracasei, Lb. plantarum, Lb. rhamnosus, Pc. acidilactici) and obligately heterofermentative species.
1475
The presence of pediococci in this group illustrates how cell morphology is not a reliable indicator of relatedness. Lactobacillus casei is found in many dairy products (e.g. ripened cheese, probiotic yoghurts) and in silage, as well as the human oral cavity, gastrointestinal tract and sewage. The taxonomy of Lb. casei and its near relatives has been in dispute, with considerable debate in recent years over the transfer of subspecies and strains from Lb. casei to Lb. paracasei, and the elevation of Lb. casei subsp. rhamnosus to full species status as Lb. rhamnosus. Lactobacillus plantarum is used as a meat and cereal starter and is also found in fermented vegetables and ripened cheese. Some examples of the obligate heterofermenters are Lb. fermentum (associated with ripened cheeses and fermented vegetables), Lb. ke®ri (fermented milks), Lb. sanfranciscensis (sour dough bread), Lb. hilgardii (high alcohol wine), Lb. collinoides (grape juice) and Lb. suebicus (apple and pear juice). Some Lactobacillus species have been shown to be phylogenetically closer to Leuconostoc than to other lactobacilli. After considerable taxonomic revision, several species have been reclassi®ed as Weissella and few species in this `Leuconostoc' group are currently known as Lactobacillus. The `Leuconostoc' group contains obligate heterofermenters, and is another example of a phylogenetic group with mixed cell morphology.
The Genus Lactococcus Five species of Lactococcus (Lactococcus lactis, Lc. garvieae, Lc. plantarum, Lc. piscium and Lc. raf®nolactis) are currently recognized. Lactococci grow as spherical or ovoid cocci (0.5±1.2�0.5±1.5 mm), usually in pairs and chains. Only Lc. lactis subsp. lactis and Lc. lactis subsp. cremoris are used in starter cultures for food fermentations. These lactococci are the most common mesophilic starters used in the manufacture of a wide range of cheese types (see Lactococcus spp.: Lactococcus lactis; Bacteriophage and Non-phage Inhibition Problems; Flavour Development). Lactococcus lactis has been isolated from animal sources and the dairy farm environment. It is likely that the bacteria became associated with dairy fermentations when they contaminated milk during milking and feeding. Milk and milk processing environments are now recognized as their most prevalent habitats. A third subspecies, Lc. lactis subsp. hordniae, has been found associated with insects.
1476
LACTIC ACID BACTERIA, TAXONOMY
Lactococcus plantarum has been implicated in the spoilage of peas. Lactococcus raf®nolactis has been isolated from unpasteurized milk, garden carrots and termite gut, from animal gastrointestinal tracts and from dairy farm environments. Lactococcus garvieae and Lc. piscium are emerging pathogens in ®sh aquaculture. Lactococcus garvieae has also been associated with bovine mastitis and human infections, with a variety of other animal sources and with farm soil. With the exception of the more recently described Lc. piscium, the lactococci were previously classi®ed within the genera Streptococcus (the Group N `mesophilic lactic streptococci') and Lactobacillus The dairy starters Lc. lactis subsp. cremoris and Lc. lactis subsp. lactis were previously known as Streptococcus cremoris and Sc. lactis. Some strains of Lc. lactis subsp. lactis are capable of metabolizing citrate, producing CO2, diacetyl and other intermediates that are typical of the aroma of, for example, cultured butter and Gouda cheese. In the past, these strains were given either species (Sc. diacetilactis) or subspecies (Sc. lactis subsp. diacetilactis) status, but they are now regarded as a minor variant type of Lc. lactis subsp. lactis. These `citrate-positive' (Cit) lactococci are sometimes referred to as Lc. lactis subsp. lactis biovar diacetylactis. Nisin, a peptide bacteriocin produced by some lactococcal strains, has been commercially available for some years as an acid-stable additive to extend shelf-life through suppression of Gram-positive micro¯ora in foods.
The Genus Streptococcus Over 50 species and subspecies of Streptococcus are currently recognized. They typically grow as spherical or ovoid cells (0.5±2.0 mm in diameter) in pairs and chains. Streptococcus includes the `pyogenic' and `oral' groups of streptococci. Most are found in the mouth and respiratory tract of vertebrates; some species are major contributors to tooth decay, while some are pathogens, causing respiratory infections, endocarditis, etc. Only one species, Sc. thermophilus, is used as a dairy starter. It is an important component of thermophilic cultures used in making yoghurt and high-cook cheeses (e.g. various Italian and Swiss cheese types), usually in combination with thermophilic lactobacilli. Phylogenetically, Sc. thermophilus is part of the oral streptococcal group, and was for a time considered to be a subspecies of Sc. salivarius
(Sc. salivarius subsp. thermophilus) (see Streptococcus thermophilus).
The Genera Leuconostoc, Oenococcus and Weissella Leuconostoc has 11 currently recognized species (see Leuconostoc spp.). Leuconostoc bacteria form pairs and chains of spherical or elongated cells (0.5± 0.7 � 0.7±1.2 mm). Their natural habitats are principally green plants where they colonize the leaves, grains, grapes and in¯orescenses. In dairy fermentations, leuconostocs (especially Ln. lactis and Ln. mesenteroides) are important for their production of CO2 and diacetyl from milk citrate. Diacetyl is the main ¯avour compound in lactic butter, sour cream, fresh cheese and other cheeses such as Gouda and Edam. The CO2 is important for eye formation in these cheeses. Leuconostocs are also very important in meat and vegetable (sauerkraut) fermentations. In recent taxonomic revisions, Ln. cremoris, Ln. dextranicum and Ln. mesenteroides have been combined as three subspecies of an expanded Ln. mesenteroides. Leuconostoc-like bacteria associated with malolactic fermentation of wine (`Ln. oenos') have been given separate genus status as Oenococcus oeni (this is the only known species of this genus), and `Leuconostoc paramesenteroides' (important in sausage fermentation) has been transferred to the genus Weissella as W. paramesenteroides. Of the eight recognized species of Weissella, ®ve were previously classed as Lactobacillus.
The Genus Pediococcus Seven species of Pediococcus are currently recognized. Pediococci form tetrads of spherical cells (1±2 mm diameter), distinguishing them from the chain-forming cocci. Phylogenetically, they are grouped with the lactobacilli. Their main habitat is plants rather than animals. They are readily found on a large number of plants such as grape vine leaves, in silage, sauerkraut fermentations, olives and beer. These diverse habitats demonstrate the versatility of this genus to adapt to different and occasionally extreme conditions. The antimicrobial properties of some Pediococcus strains have recently been exploited by their incorporation in many fermented foods, and several pediocins (bacteriocins produced by pediococci) are now available commercially as
LACTIC ACID BACTERIA, TAXONOMY
additives to improve food safety, especially through suppression of Listeria. Pediococci are found in large numbers in several fermented meat and ®sh products. They are also found in natural cheese (commonly Pc. acidilactici and Pc. pentosaceus) where they participate in the overall development of cheese ¯avour.
The Genus Enterococcus Enterococcal cells are typically spherical or ovoid (0.6±2.0�0.6±2.5mm) in pairs and short chains. The genus Enterococcus was de®ned when it became clear that the `oral' and `faecal' streptococci were phylogenetically more distant than had previously been believed. Several faecal streptococcal species were transferred to Enterococcus. At least 19 species of Enterococcus are currently recognized, and they are found in a variety of habitats including human and other monogastric animal intestines, green plants, silage, milk, soil, and in association with insects, birds and other wild life (see Enterococcus faecalis and Enterococcus faecium). Though generally nonpathogenic, infections do occur, especially by haemolysin-producing strains. Enterococcus faecium and Ec. faecalis are found in many cheeses made from raw milk; in Fontina cheese enterococci can dominate the micro¯ora. `Streptococcus durans' (some strains are now classed as Ec. durans, others as Ec. faecium) has been used as a starter in short-time/high-temperature Cheddar cheese manufacture, though the cheese quality is generally poor. Some enterococci are now proposed as probiotic strains, mostly as veterinary aids. In silage, enterococci are known to be active at the beginning of the fermentation process, competing effectively against Gram-negative bacteria and thereby creating a good environment for lactobacilli to continue the fermentation.
Other LAB Genera The occurrence of other LAB in dairy fermentation cultures or in other traditional food fermentations is comparatively poorly studied. The existence of some species has only very recently been established, mostly on the basis of rRNA sequence analysis. These species are not currently included in de®ned-species dairy cultures (see Cheese: Starter Cultures: General Aspects). Carnobacteria are rod-shaped cells (0.5±0.7 �1.0± 2.0 mm) that grow singly, in pairs or in short chains. Some strains are motile. Formerly regarded as atypical
1477
lactobacilli, Carnobacterium is phylogenetically closer to the enterococci than to the lactobacilli. Seven species are now recognized. Carnobacteria have been isolated from processed beef and chicken meat, the gastrointestinal tract of live salmon, refrigerated ®sh, from the waters of an Antarctic lake, and from soft cheeses. Glucose metabolism is predominantly homofermentative and these bacteria grow at high pH (pH 9) and at low temperatures. Cells of Vagococcus are spherical to short rods (0.5±1.2�0.5±2.0 mm) and occur singly, in pairs or in short chains. Originally described as motile Group N streptococci (sharing the Group N surface antigen with the bacteria now known as Lactococcus), four species of Vagococcus are now known. Motility and the Group N antigen are variable. Known sources include irrigation water, chicken faeces and ®sh. Tetragenococcus and Aerococcus are tetradforming cocci, morphologically similar to pediococci but phylogenetically closer to the enterococci. Tetragenococcus strains (many of them previously classi®ed as Pediococcus halophilus) are salt-tolerant, and have been isolated from salty fermentations such as soy and squid liver sauces, as well as from salt lakes and salted ®sh. Two species are recognized. Aerococcus is not considered a desirable food bacterium. It has been isolated from diverse sources, including milking machines, hospital air samples, canals and ponds, and is a pathogen of lobsters also associated with human infections. Three species are recognized. Other species might also be classed as LAB, although in some cases the classi®cation is based more on phylogenetic evidence than on con®rmed biochemical properties. These include Abiotrophia, Atopobacter, Dolosicoccus, Eremococcus, Gemella, Granulicatella and Paralactobacillus. Some of the more recently described species are Alloiococcus otitis (associated with ear infections), Desemzia incerta (previously classed as a Brevibacterium), Dolosigranulum pigrum (a poorly studied pathogen of humans causing a variety of symptoms), Melissococcus plutonius (a pathogen of bees) and clinical isolates Globicatella sanguinis and Ignavigranum ruof®ae. It seems likely that the taxonomy of at least some of these will be revised as more information becomes available.
Other Dairy Bacteria Bi®dobacterium, Brevibacterium, Micrococcus and Propionibacterium are Gram-positive bacteria, but
1478
LACTIC ACID BACTERIA, TAXONOMY
from within the high-GC actinobacterial (actinomycete) subdivision (see Bi®dobacterium spp.: Morphology and Physiology; Applications in Fermented Milks. Brevibacterium linens and Other Smear Organisms. Propionibacterium spp.). Bi®dobacteria are anaerobic bacteria, and produce lactic and acetic acids from sugar fermentation. Their principal habitat appears to be human and other animal intestines, and many strains are in commercial production as probiotic cultures. At least 32 species and subspecies are recognized. The taxonomy of Brevibacterium has undergone many changes in recent years. At least 11 species are currently accepted. Brevibacteria are aerobes, and produce little or no acid from sugar metabolism. They have mainly been isolated from skin, ears and dairy products. Brevibacterium linens is widely used as a cheese ripening smear. Eleven species and subspecies of Propionibacterium are currently recognized. Some species (e.g. Prop. acidipropionici, Prop. freudenreichii subsp. shermanii, Prop. jensenii) are traditional adjunct components of starters for Swiss cheeses. Their metabolic conversion of lactic acid to propionic and acetic acid (with generation of CO2) gives these cheeses their characteristic aroma and eye formation. Propionibacteria are commonly found on skin and in dairy products. Micrococci are strict aerobes, but they are found in diverse environments including human skin, river sediments, tropical estuaries and Antarctic samples, as well as in milk, cheese, ice-cream and vacuum-packaged meat. After much taxonomic revision, only three species are recognized. Micrococci are typically minor components of mature cheese micro¯ora.
Conclusion The micro¯ora of dairy products can include a broad variety of bacteria, many of which are historically proven to be useful in the manufacture of fermented foods and to be safe for human consumption. These bacteria are mainly drawn from the genera collectively known as the lactic acid bacteria. Only in recent years have the phylogenetic relationships between these bacteria (and between them and other bacterial species) begun to become clear, and the current taxonomic view re¯ects this new knowledge. However, new data are emerging every day, and
future revisions and re®nements of this view are likely. See also: Bifidobacterium spp.: Morphology and Physiology. Brevibacterium linens and Other Smear Organisms. Enterococcus faecalis and Enterococcus faecium. Lactobacillus spp.: General Characteristics; Lactococcus lactis. Leuconostoc spp. Pediococcus spp. Propionibacterium spp. Streptococcus thermophilus.
Further Reading Aguirre M and Collins MD (1993) Lactic acid bacteria and human clinical infection. Journal of Applied Bacteriology 75: 95±107. Axelsson L (1998) Lactic acid bacteria: classi®cation and physiology. In: Salminen S and von Wright A (eds.) Lactic Acid Bacteria: Microbiology and Functional Aspects, 2nd edn, pp. 1±72. New York: Marcel Dekker. Dellaglio F, de Roissart H, Torriani S, Curk MC and Janssens D (1994) CaracteÂristiques geÂneÂrales des bacteÂries lactiques. In: de Roissart H and Luquet FM (eds.) BacteÂries Lactiques: Aspects Fondamentaux et Technologiques, vol. 1, pp. 25±116. Uriage: Lorica. DSMZ (2001, and subsequent updates) Bacterial nomenclature up-to-date. http://www.dsmz.de/bactnom/ genera1.htm EuzeÂby JP (2001, and subsequent updates) List of bacterial names with standing in nomenclature. http://www. bacterio.cict.fr Gasser F, Montel M-C, Talon R and Champomier M (1994) Taxonomie moleÂculaire appliqueÂe aÁ la classi®cation des bacteÂries lactiques. In: de Roissart H and Luquet FM (eds.) BacteÂries Lactiques: Aspects Fondamentaux et Technologiques, vol. 1, pp. 117±139. Uriage: Lorica. Holt JG, Krieg NR, Sneath PHA, Staley JT and Williams ST (eds.) (1994) Bergey's Manual of Determinative Bacteriology, 9th edn. Baltimore: Williams & Wilkins. Klein G, Pack A, Bonaparte C and Reuter G (1998) Taxonomy and physiology of probiotic lactic acid bacteria. International Journal of Food Microbiology 41: 103±125. Logan NA (1994) Bacterial Systematics. Oxford: Blackwell Scienti®c Publications. Pot B, Ludwig W, Kersters K and Schleifer K-H (1994) Taxonomy of lactic acid bacteria. In: de Vuyst L and Vandamme EJ (eds.) Bacteriocins of Lactic Acid Bacteria: Microbiology, Genetics and Applications, pp. 13±90. Glasgow: Blackie Academic and Professional. Stiles ME and Holzapfel WH (1997) Lactic acid bacteria of foods and their current taxonomy. International Journal of Food Microbiology 36: 1±29.
LACTOBACILLUS
LACTOBACILLUS
SPP./General
Characteristics
1479
SPP.
Contents
General Characteristics Lactobacillus acidophilus Lactobacillus casei Group Lactobacillus delbrueckii Group Lactobacillus helveticus Lactobacillus plantarum Other Species
General Characteristics B Curry and V Crow, Fonterra Research Centre, Palmerston North, New Zealand
well as from milking equipment and milk storage vessels. Raw milk can contain Lactobacillus levels of up to several thousand cfu mlÿ1.
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Taxonomy of Lactobacillus
Introduction Lactobacilli are bacteria found in a wide variety of environments, including soil (most commonly associated with the rhizosphere), plants (particularly decaying plant material) and animals (especially the oral cavity, intestinal tract and vagina). They are isolated from and/or used commercially in numerous fermentations including vegetables (e.g. sauerkraut, pickles), cereals (e.g. sourdough), plants (e.g. silage) and dairy products. In dairy products such as cheese and fermented milks, the lactobacilli have multiple effects depending on the species, the strain, manufacturing conditions and product. The two most obvious bene®cial roles of lactobacilli are as starter cultures (to produce acid rapidly) and as probiotic cultures. However, they can also produce other bene®ts such as bacteriocins, exopolysaccharides and ¯avours in different dairy products. The disadvantage is that the presence of some lactobacilli in dairy products can, under certain conditions, cause ¯avour and texture defects. Lactobacilli are not found in milk drawn aseptically from the udder, but during normal milking procedures, contamination occurs from soil, manure, grass, silage and other feeds adhering to the udder, as
Lactobacilli are Gram-positive, catalase-negative, non-sporeforming rod-shaped bacteria that produce lactic acid as the major end product of fermentation. They have complex nutritional requirements, needing to be supplied with carbohydrates, fatty acids or fatty acid esters, salts, nucleic acid derivatives and vitamins. The genus Lactobacillus is a diverse group of bacteria as indicated by the wide range of GC ratios and little DNA±DNA homology between many of the species. The genus is most closely related to the genera Leuconostoc and Pediococcus with a more distant relationship to the streptococci, Carnobacterium and the aerobic Bacillus species. The genus has traditionally been split into three distinct groups based on their carbohydrate fermentation pathways: 1. Obligate homofermentative lactobacilli ferment hexoses almost entirely to lactic acid; pentoses or gluconate are not fermented. 2. Facultative heterofermentative lactobacilli either ferment hexoses almost entirely to lactic acid or, under glucose limiting conditions, ferment hexoses to lactic acid, acetic acid, ethanol and formic acid; pentoses are fermented to lactic acid and acetic acid. 3. Obligate heterofermentative lactobacilli ferment hexoses to lactic acid, CO2, acetic acid and/ or ethanol; pentoses are fermented to lactic acid and acetic acid.
1480
LACTOBACILLUS
SPP./General
Characteristics
Table 1 Common dairy lactobacilli classi®ed by fermentation group Homofermentative
Lb. Lb. Lb. Lb. Lb.
acidophilus helveticus delbrueckii subsp. delbrueckii delbrueckii subsp. lactis delbrueckii subsp. bulgaricus
Lactobacilli commonly found in dairy products are listed under these groupings in Table 1. More recently, examination of the lactobacilli by genetic methods such as DNA±DNA homology and 16S rRNA sequencing has led to the reclassi®cation of a number of lactobacilli. This has led to some traditional species being grouped together as one species (e.g. Lb. delbrueckii, Lb. bulgaricus, Lb. lactis (including Lb. leichmannii) being reclassi®ed as subspecies of Lb. delbrueckii) or split into several species (e.g. Lb. casei split into Lb. casei, Lb. paracasei and Lb. rhamnosus). A number of traditional lactobacilli have been transferred to other genera (e.g. Lb. viridescens to Weissella viridescens, Lb. minutus to Atopobium minutum and Lb. carnis to Carnobacterium piscicola). New species are being described regularly with 75 species validly described at time of publication. An up-to-date list of current bacterial nomenclature can be found on the Internet at www.dsmz.de (see also Lactic Acid Bacteria, Taxonomy).
Isolation and Enumeration of Lactobacillus Media for the growth of lactobacilli must provide for their complex nutritional requirements and their preference for microaerophilic conditions. The most commonly used medium for the nonselective enumeration of lactobacilli is MRS agar. APT agar is a similar medium that may also be used to grow lactobacilli. For anaerobic lactobacilli 0.05% cysteine should be added to the medium to help reduce the oxygen tension. The agar plates should be incubated anaerobically, usually for 48 h at 30 or 37 � C. Selective enumeration of lactobacilli relies on their aciduric nature for differentiation from other bacteria. The most commonly used medium for selective enumeration of lactobacilli in dairy products is Rogosa agar (SL or LBS agar). The pH of this medium should be adjusted to 5.3±5.4 to prevent the growth
Heterofermentative Facultative
Obligate
Lb. Lb. Lb. Lb. Lb. Lb.
Lb. Lb. Lb. Lb. Lb. Lb.
casei coryneformis curvatus paracasei plantarum rhamnosus
bifermentans brevis buchneri fermentum ke®ri reuteri
of lactococci, enterococci and streptococci. MRS agar with pH adjusted to 5.4 may also be used for selective enumeration of lactobacilli. Plates of both media should be incubated anaerobically either for 3 days at 37 � C or 5 days at 30 � C. However, neither of these media are totally selective, as Leuconostoc (cocci in pairs and short chains), Pediococcus (cocci in tetrads and clusters) and some yeast are also able to grow on these media at pH 5.4. Microscopic examination of the isolates may be necessary to determine if colonies are lactobacilli.
Lactobacillus as Starter Cultures in the Manufacture of Cheese and Fermented Milks The species and strain of lactobacilli, the inoculum level, the presence and densities of other bacteria, the type, composition and heat treatment of the milk base, presence of additives and fermentation conditions all contribute to the effects of lactobacilli in dairy products. The most obvious effect is when lactobacilli are used as starters, either by themselves or more often with other starter species. As a starter, the lactobacilli are added at a high inoculum to rapidly ferment lactose to lactic acid, which lowers the pH. The low pH will suppress or kill undesirable organisms and, in fermented milks such as yoghurt, will also be the main factor in forming the gel. The starters may also produce other bene®ts. Lactobacilli are also often added as adjuncts rather than starters, where either the conditions or the inoculum level ensure that other added cultures are responsible for the starter function of acid production. Increasingly, lactobacilli adjuncts are added to cheesemilk to contribute to the ripening phase only. Fermented Milks
In fermented milks, the main starter culture is a mixture of Lb. delbrueckii subsp. bulgaricus and
LACTOBACILLUS
Cheese
The main lactobacilli starter cultures used in cheese include Lb. delbrueckii subsp. bulgaricus, Lb. delbrueckii subsp. lactis and Lb. helveticus. These are usually used in combination with Sc. thermophilus for the acid development of cheese types with high cook temperatures (45±60 � C) such as Mozzarella, Parmigiano and Swiss-type cheeses. These thermophilic lactobacilli survive the high cook temperatures and continue to make acid in the cooling curd. The species and strain of the thermophilic lactobacilli, the inoculum levels and the ratio of the starter used with Sc. thermophilus are important for controlling the pH pro®le during curd manufacture. Lactobacillus helveticus strains and some strains of Lb. delbrueckii subsp. lactis have an additional role in some cheese types where removal of the galactose produced by the starter Sc. thermophilus is important. Galactose can cause undesirable browning in the ®nal cheese product. Most lactobacilli will make some contribution to ¯avour during the acid development stage and more so during the ripening of the cheeses. Particular strains of the thermophilic lactobacilli also produce capsules or exopolysaccharides during curd acidi®cation, which can in¯uence the texture, particularly through increasing the retention of moisture. Inhibitors of Starter Activity
The growth of lactobacilli starters and associated acid development in both cheese and fermented milks can
Characteristics
1481
be inhibited by a number of similar factors. There are industrial examples of bacteriophage (phage) for lactobacilli causing poor coagulation during milk fermentations. For any large and repetitive dairy fermentations with lactobacilli, well-established precautionary measures to control phage must be practised (see Bacteriophage in the Dairy Industry). Natural milk inhibitors (e.g. the peroxidase system), the presence of high somatic cell counts, residues of antibiotics and cleaning agents, microbiologically generated or added hydrogen peroxide and heatinduced inhibitors are other important factors inhibiting starter activity. The compatibility of lactobacilli with their costarters is important as a number of strains from different starter species can make bacteriocins that inhibit other starters.
Lactobacillus as Non-Starter Lactic Acid Bacteria (NSLAB) Lactobacilli are one of the few contaminant bacteria of cheese that are able to grow in the cheese after manufacture. Lactobacilli of non-starter origin either originate from the milk or the manufacturing environment. Pasteurization usually eliminates lactobacilli from the cheesemilk but recontamination from equipment, personnel and the environment during cheese manufacture is more dif®cult to prevent. Therefore, it is normal for lactobacilli to be present in cheese manufactured from both raw and pasteurized milk and, given time and a suitable ripening temperature, the initially low levels of lactobacilli in the cheese can increase to high levels (Figure 1). However, not all lactobacilli are able to thrive in the low pH and the moderately high salt environment of cheese, or grow at normal ripening temperatures, or utilize the various substrates available in cheese. Therefore, a relatively limited number of species are
Log counts (cfu g–1)
Streptococcus thermophilus. The ratio used will vary according to the product being produced. A 3% inoculum of a bulk starter at an optimum temperature of 40±45 � C can lower the pH suf®ciently (pH 4± 4.5) within 3 h. The two different starter organisms provide each other with bene®cial growth compounds (see Lactobacillus spp.: Lactobacillus delbrueckii Group). In some drinking yoghurts, a mixture of Lb. delbrueckii subsp. bulgaricus and Lb. paracasei subsp. paracasei will slowly take the pH down over 150 h to minimize gel formation. Other lactobacilli used in fermented milks include Lb. acidophilus, Lb. rhamnosus, Lb. plantarum, Lb. reuteri and Lb. paracasei biovar shirota. In many products, these species are added for their health features as in general they do not rapidly acidify milk. Different lactobacilli can produce other bene®ts to fermented milks in addition to their acid production and health features, for example, exopolysaccharide production can be a bene®cial texture agent, production of bacteriocins as additional preservatives and production of ¯avour compounds such as acetaldehyde and diacetyl.
SPP./General
10 9 8 7 6 5 4 3 2 1 0 0
6
12
18
24
Ripening time (months) Figure 1 Growth of non-starter lactic acid bacteria (NSLAB) in Cheddar cheese manufactured from pasteurized milk. &, Starter; &, NSLAB.
1482
LACTOBACILLUS
SPP./General
Characteristics
able to dominate the NSLAB ¯ora of cheese. These include Lb. casei, Lb. paracasei, Lb. plantarum and Lb. rhamnosus, which can grow in most cheeses, and Lb. coryneformis, Lb. curvatus, Lb. brevis, Lb. buchneri, Lb. fermentum and Lb. bifermentans, which grow when the ripening temperature and saltin-moisture allow. Other species are found in cheese soon after manufacture, but do not tend to dominate the non-starter ¯ora. Significance of NSLAB in Dairy Products
In young cheese (ripened 99.0 80% of near-equal quantities of the cis-9, trans-11-18:2 and trans-10, cis-1218:2 isomers in suf®cient quantities for animal feeding trials. Utilizing such a mixture >90% pure cis9, trans-11-18:2 and up to 97% pure trans-10,
1590
LIPIDS/Conjugated Linoleic Acid
cis-12-18:2 was obtained after a series of low-temperature crystallizations from acetone. A lipase from the fungus Geotrichum candidum selectively esteri®es cis-9, trans-11-18:2. This selectivity was used to isolate the cis-9, trans-11-18:2 isomer at 98% purity and trans-10, cis-12-18:2 at around 85% purity. Other methods, such as reduction of methyl santalbate from Santalum album seeds, produced cis-9, trans-11-18:2 at >99% purity. However, at this time, the cost of near-pure CLA isomers prohibits their use in animal and human feeding trials.
Analysis of CLA The analysis of CLA isomers is a demanding exercise because their content is low, and during chromatography other fatty acids can both elute in the CLA region and coelute with CLA isomers. The method of choice will depend on the complexity of the mixture and the information required. Capillary gas chromatography (GC) and high-performance liquid chromatography (HPLC) are usually the methods of choice for identi®cation and quanti®cation of CLA isomers. Before analysis, it is customary to prepare methyl ester derivatives. Because CLA isomers are very sensitive to isomerization extreme care is required during derivatization. Acid-catalysed esteri®cation at elevated temperatures and for extended periods produces both artifacts and isomerism, particularly for the natural cis-9, trans-11-18:2, which is converted to the trans, trans isomer. Early studies that used such procedures provided inaccurate results where the ratio of cis-9, trans-11-18:2 to the other isomers was too low. It is now recommended that sodium methoxidecatalysed transesteri®cation be used for esteri®ed CLA, while boron tri¯uoride/methanol at ambient temperature or methanol with 1% sulphuric acid at 50 � C for 1 h be employed for free acids. GC separation on a 100±120 m capillary column coated with CPSIL 88 or equivalent is satisfactory for many purposes. CLA isomers can be concentrated by HPLC using reversed-phase columns. Silver-ion HPLC with UV detection at 234 nm can separate a complex CLA mixture into three well-separated groups, trans,trans-; cis, trans/trans, cis-; and cis, cis-. Within each group, there is further separation into positional isomers. The separation is improved by connecting columns in series. Because saturated and nonconjugated acids do not absorb at 234 nm silver-ion HPLC can be used to establish the presence or absence of CLA isomers in a sample. HPLC analysis has the additional bene®t of achieving separations with underivatized acids, thus avoiding any change of
isomerization and artifact formation. Combined use of GC and silver-ion HPLC can provide valuable information from complex mixtures. Complementary analytical techniques are employed to determine unequivocally the structure of CLA isomers. GC mass spectrometry can establish the molecular weight and determine the position of the double bonds. GC/Fourier transform infrared spectroscopy can con®rm the position of the double bonds, geometric con®guration and provide structural information on artifacts. 13C nuclear magnetic resonance also provides unequivocal information about the identity and content of CLA isomers in complex mixtures. However, these sophisticated techniques are for research purposes rather than everyday use.
CLA Content of Dairy and Other Foods Milk fat is the richest natural source of CLA (up to 37 mg gÿ1 fat), although the tissue fat of ruminant animals contains lesser, but substantial amounts (up to 15 mg gÿ1 fat for pasture-grazing animals). Small quantities of CLA have been detected in tissue fat from nonruminant animals, such as pigs, turkeys and chickens. This CLA most probably originates from dietary sources like meat meal and tallow rather than synthesis by intestinal bacteria. Vegetable oils contain negligible amounts of CLA; however, under normal processing conditions, small quantities can be present in partially hydrogenated vegetable oils. A number of studies have investigated the effect of processing and ageing on CLA levels in various types of dairy products. There is no convincing evidence that processing or storage in¯uences CLA levels to any marked extent. Thus the CLA content of any dairy product is a function of its fat content and the range of CLA expected from the cow's dietary regimen.
CLA Enhancement in Tissues Diets rich in milk fat can increase the CLA (cis9, trans-11-18:2) content of human adipose tissue, blood and breast milk. In contrast, linoleic acid-rich diets, supplied as saf¯ower oil, did not increase blood CLA levels. This suggests that human intestinal micro¯ora does not have the capacity to convert cis-9, cis-12-18:2 to cis-9, trans-11-18:2.
Health-Related Benefits of CLA Since the Wisconsin group's discovery that CLA had antimutagenic properties there have been a large number of studies that report multiple health-related
LIPIDS/Conjugated Linoleic Acid
bene®ts for CLA. These studies used synthetically prepared CLA that contained a number of isomers of varied composition and were in the form of nonesteri®ed fatty acids. More recent studies utilized a mixture of near-equal quantities of cis-9, trans-1118:2 and trans-10, cis-12-18:2. A few studies have employed these isomers individually in a near-pure form. Feeding animals diet containing 1% CLA or less will generally produce the desired biological effect.
Anticarcinogenic Properties
1591
dimethylhydrazine (DMH)-induced ACF than rats fed 20% corn oil. Using a similar protocol, corn oil, butterfat or CLA (rumenic acid)-enhanced butter diets were fed post initiation. In this instance, only the CLA-enhanced diet signi®cantly decreased ACF formation. On the other hand, dietary CLA did not reduce intestinal tumour development in Apc mice. In this model, the mice have a germline mutation in the adenomatous polyposis coli (Apc) gene and they develop adenomas throughout the intestinal tract. Mutations in the APC gene are found in most human sporadic cancers.
Chemically Induced Animal Tumours
Mammary Tumorigenesis
Mouse epidermal tumour development, induced by the carcinogen 7,12-dimethylbenz[a]anthracene (DMBA) and promoted by phorbol ester, was inhibited by topically applied CLA. In another study with this mouse skin multistage carcinogenesis model 1.0±1.5% CLA was fed to mice at the time when tumours were promoted with phorbol ester, 1 week after treatment with DMBA. Mice fed CLA produced fewer tumours than mice not fed CLA. In a different mouse model enteral administration of CLA inhibited benzo[a]pyrene-induced forestomach tumour development compared to similar treatment with linoleic acid or olive oil. Grilling beef and ®sh produces a number of mutagenic hetrocyclic amines including 2-amino-3methylimidazo [4,5-f] quinoline (IQ) and 2-amino-1methyl-6-phenylimidazo [4,5-b] pyridine (PhIP). Administration of these mutagens to rodents can produce tumours at a number of sites including the colon and mammary glands. Rats administered CLA by gavage 2 weeks before and 2 weeks during treatment with IQ had signi®cantly reduced levels of IQ±DNA adducts in the colon compared to control animals. In a complimentary study IQ-treated rats administered CLA for 16 weeks had signi®cantly reduced numbers of aberrant crypt foci (ACF; microscopically determined preneoplastic lesions from which adenomas and carcinomas may develop), compared to those fed saf¯ower oil. In a similar study rats were fed diets containing PhIP with or without 0.1±1.0% CLA. Supplemental CLA inhibited PhIP± DNA adduct formation in the mammary glands and liver. These and other studies suggest that the chemopreventive action of CLA may not be the same for all organs and its inhibitory action on adduct formation may depend on the sex of the animal, the type of mutagen and the manner of its administration. A recent study found that rats fed a 20% corn oil diet supplemented with 0.8% CLA or a 20% butterfat diet from weaning developed signi®cantly fewer
In 1991 Clement Ip and colleagues at the Roswell Park Cancer Institute fed rats diets containing increasing levels of CLA. DMBA-induced mammary tumour development was inhibited in a dose-dependent manner, but no further bene®t was evident at levels above 1%. This protection is in contrast to the action of linoleic acid that enhances tumour development in this model. Ip's group subsequently conducted a series of experiments to investigate the role of CLA in mammary tumour prevention. When the level of carcinogen was decreased, lower levels of CLA (0.05±0.5%) were effective. The timing and duration of CLA supplementation was found to affect outcomes. Shortterm CLA feeding only during the period when the mammary gland was attaining adult stage maturity, and prior to administration of the carcinogen, offered protection against subsequent tumour development. However, when CLA feeding commenced when the rats were older and after tumour initiation, a continuous intake was required to provide protection. Dietary CLA was equally bene®cial in preventing tumour development induced by methylnitrosourea (MNU), which is a direct acting carcinogen and DMBA that requires prior metabolic activation. The degree of tumour inhibition by 1% CLA was not affected when it was part of a 5% low-fat diet or a 20% high-fat diet. Likewise, tumour incidence and numbers were similar when CLA was part of a 20% unsaturated-fat diet, supplied as corn oil, or a 20% saturated fat-diet, supplied as lard. Rats fed a diet containing 12% linoleic acid had greater tumour incidence and numbers than rats fed 2% linoleic acid. Nevertheless, the degree of tumour suppression was essentially identical when CLA was fed to both groups. Dietary CLA is preferentially incorporated into mammary tissue neutral lipids. When CLA was removed from the diet, its disappearance from neutral lipids paralleled the rate of occurrence of new tumours.
1592
LIPIDS/Conjugated Linoleic Acid
A recent study showed that a rumenic acidenriched butter suppressed MNU-induced mammary tumour development to the same degree as an equivalent amount of synthetic CLA. What is more, the butter-fed rats had signi®cantly higher levels of CLA in liver, mammary fat, peritoneal fat and blood plasma. These elevated tissue CLA levels no doubt arise from the endogenous desaturation of trans-1118:1. This experiment illustrates that rumenic acid and a precursor trans-11-18:1 have potent anticancer potential. In Vitro Cell Culture Studies
Physiological concentrations of CLA inhibited the growth of a wide range of human cancer cell lines. These lines included cancers of the breast, colon, prostate, liver and ovary, and melanoma, mesothelioma, glioblastoma and leukaemia. CLA may be more effective in inhibiting the growth of estrogen receptor (ER)-positive MCF-7 breast cancer cells than ER-negative MDA-MB-231 cells. Perhaps CLA interrupts an oestrogen-regulated mitogenic pathway. The cis-9, trans-11-isomer appears to be more effective than the trans-10, cis-12-isomer in inhibiting growth of MCF-7 cells. Studies that compared the growth properties of linoleic acid usually found it promoted growth. Linoleic acid also promoted growth in normal human breast epithelial cells whereas CLA inhibited growth. Human Cancer Cell Transplants into Mice
Severe combined immunode®cient (SCID) mice were fed 1% CLA prior to and following inoculation with human prostate cancer cells. Subsequently, they had reduced tumour growth, a drastic reduction in lung metastases and serum human ICAM-1 prostate antigen levels compared to animals fed the control or a 1% linoleic acid diet. Similarly, dietary CLA both inhibited the growth of human breast cancer MDAMB468 cells transplanted into SCID mice and completely abrogated metastatic spread to the lung, peripheral blood and bone marrow. Epidemiology
A Finnish case-control study found that women with the highest milk intake had a lower risk of breast cancer. This protection was attributed to CLA. A study from France noted that CLA levels were higher in adipose tissue adjacent to benign breast tumours than from tissue adjacent to malignant tumours. A recent Finnish case-control study reported that the risk of breast cancer for postmenopausal women was threefold higher for those with the lowest intake of
CLA compared to those with the highest intake. Similarly, women with the lowest serum levels of CLA or trans-11-18:1 had a ®vefold greater risk of breast cancer than women with the highest levels. Mechanisms of Tumorigenesis
The mechanisms through which CLA inhibit tumorigenesis are not fully established, although a number have been proposed. The relative importance of each may depend on the isomer, site, species and type of carcinogen. Various mechanisms may act in concert and include: 1. In the mammary terminal ductal system, the target site for tumour development; inhibition of cell proliferation, branching and density. 2. Induction of apoptosis (elimination of damaged or unwanted cells). 3. Inhibition of angiogenesis (growth of new blood vessels essential for tumour growth). 4. Potent activation of peroxisome proliferatoractivated receptors (PPARs), transcription factors which modulate gene expression associated with cell growth. 5. Modulation of linoleic-acid-derived eicosanoids, such as prostaglandin E2 (PGE2), which are associated with tumorigenesis. 6. Antioxidant or cytotoxic prooxidant properties. 7. Stimulation of the immune system.
Antiatherogenic Properties A few studies examined the antiatherogenic properties of CLA. Compared to control diets, the addition of 0.1±1.0% CLA reduced serum low-density lipoproteins (LDL)-cholesterol and triglyceride levels in hamsters and mice. The response was inconsistent in rabbits, whereas rats and pigs did not respond to CLA. Studies with hamsters suggest that trans-10, cis-12-18:2, but not cis-9, trans-11-18:2 is responsible for lowering LDL-cholesterol; however, the in¯uence of the two isomers on serum triglycerides is variable. Atherogenic diets augmented with as little as 0.1% CLA reduced the severity of atherosclerotic lesions in the aortas of rabbits and hamsters, but not in mice. CLA reduced the development of atherosclerosis to a greater degree than an equivalent amount of linoleic acid. In addition, feeding 1% CLA reduced the severity of pre-established atherosclerosis in rabbits. The impact of CLA on atherosclerosis may be independent of its role in lowering LDL-cholesterol. CLA has antithrombotic properties; it inhibits thromboxane production and platelet aggregation.
LIPIDS/Conjugated Linoleic Acid
Both cis-9, trans-11-18:2 and trans-10, cis-12-18:2 produce this effect. Data from a German case-control study show that control subjects had 24% more cis-9, trans-11-18:2 in their adipose tissue than patients with angiographically documented coronary heart disease.
Antidiabetogenic Properties CLA may prove to be bene®cial for the prevention and treatment of non-insulin-dependent diabetes mellitus (NIDDM). The Zucker diabetic fatty rat is the animal model for NIDDM. Addition of 1.5% CLA to the diet of young prediabetic rats normalized glucose tolerance, improved hyperinsulinaemia and lowered circulating free fatty acids, which prevented or delayed the onset of hyperglycaemia and diabetes. The magnitude of improvement in diabetogenic parameters by CLA was similar to those produced when littermates were fed 0.2% troglitazone, a member of the potent thiazolidinedione family of insulin-sensitizing antidiabetic drugs. A recent study with Zucker rats, which compared dietary butterfat supplemented with an equal mixture of cis-9, trans11-18:2 and trans-10, cis-12-18:2 with butterfat naturally enhanced with an equivalent amount of cis-9, trans-11-18:2 suggests that it is the trans-10, cis-12 isomer that is the antidiabetogenic factor.
Immunomodulation Activated macrophages and monocytes secrete a range of cytokines, such as tumour necrosis factor-a (TNF-a) and interleukin (IL)-1. IL-1 stimulates the synthesis and release of PGE2 and thromboxanes and all these factors are associated with in¯ammatory and allergic responses. CLA can inhibit the production of these cytokines and cytokine-derived eicosanoids. In addition, TNF-a prevents the synthesis of lipogenic enzymes and blocks the uptake of triacylglycerol by cells and also causes catabolism of skeletal muscle, which results in wasting or cachexia. Feeding chicks and rats CLA prevented immunization-induced cachexia. Studies with laboratory animals showed dietary CLA enhanced: (1) lymphocyte proliferation in response to T-cell mitogens; (2) IL-2 production, which stimulates T-cell proliferation; (3) delayed-type hypersensitivity response; (4) macrophage phagocytosis. However, other studies found no enhancement and some noted diminished responses for certain immune functions. The in¯uence of CLA on immune system parameters was more pronounced in young than old rats. Short-term supplementation of healthy young
1593
women with 3.9 g CLA daily neither bene®ted nor had an adverse effect on their immune system. Feeding rats 1% CLA decreased splenic and mesenteric lymph node lymphocyte levels of the proallergenic immunoglobulin (Ig)E, whereas the levels of antiallergenic IgA, IgG and IgM increased. Serum levels of PGE2 were also reduced. This suggests that CLA could have a role in controlling food allergy.
Body Composition The observation that dietary CLA can reduce body fat and increase lean body mass in animals has generated considerable interest, because of the potential economic importance for animal production and for obesity in humans, which is now an important public health issue. Growing mice, rats, chickens and pigs fed 0.5±2.0% CLA have all exhibited this modulation of body composition. However, there was no CLAinduced body composition change for adult rats fed a diet providing more energy than required for maintenance. In contrast to animal experiments, there is, as yet, no convincing evidence that CLA can reduce body weight and fat mass in humans. There may be multiple mechanisms whereby CLA modulates body composition. These include reduced energy intake and effects on hormones, cytokines and PPAR target genes associated with lipid metabolism. Evidence supports a major role for inhibition of fat storage in adipocytes (increased lipolysis and decreased lipogenesis), together with increased fatty acid b-oxidation in skeletal muscle. Recent studies indicate that trans-10, cis-12-18:2 but not cis-9, trans-11-18:2 is responsible for body composition modulation. However, there is some evidence that cis-9, trans-11-18:2 may be a growth factor for young rats, enhancing body mass and feed ef®ciency.
Bone Growth and Biology Watkins and colleagues at Purdue University have performed a number of studies on CLA and bone biology, which provide tantalizing evidence that CLA could be bene®cial for the prevention of osteoporosis, osteoarthritis and in¯ammatory joint disease. Chickens fed butterfat, which naturally contained 1.5% CLA, had a higher rate of bone formation in the tibia than those fed linoleic acid-rich soya bean oil. Higher bone formation was associated with a decrease in arachidonic acid and ex vivo PGE2 (a bone resorption factor) production and an increase in IGF-I (a bone growth factor) in bone. PGE2 production was also
1594
LIPIDS/Conjugated Linoleic Acid
signi®cantly reduced in bone organ cultures of the tibia and femur from rats fed 1% CLA. Although it has not been demonstrated in bone, the levels of bone resorption factors IL-1, IL-6, TNF-a and leukotriene B4 have been reduced in other tissues of animals fed CLA. CLA, in contrast to linoleic acid, increased collagen synthesis and decreased PGE2 levels in cultures of avian epiphyseal chondrocytes, which suggests CLA may bene®t growth plate function in long bone of the young and reduce in¯ammation in adults. However, the action of CLA on bone growth and its biomarkers may be modulated by the content of other dietary polyunsaturated fatty acids in the diet, an area requiring further study.
Multifunctionality of CLA Although it is quite intriguing that CLA has so many health-related bene®ts, there are plausible biological explanations for this multifunctionality. First, time will no doubt show that the two major CLA isomers have disparate biological effects. Second, cyclooxygenase-2 (COX-2) is a rate-limiting enzyme in the metabolism of the linoleic acid-derived arachidonic acid metabolism pathway for the production of PGE2. Dietary CLA can be desaturated and elongated to produce metabolites with conjugation intact. These metabolites may inhibit the production of linoleic acid metabolites leading to the formation of arachidonic acid or inhibit the induction of COX-2. This will decrease the level of PGE2, which is associated with diverse conditions such as carcinogenesis, allergy, in¯ammation and bone resorption. Finally, CLA is a potent activator of PPAR-a and PPAR-g. The target genes of these receptors all belong to pathways associated with lipid transport, metabolism and catabolism. PPARs are promiscuous receptors and a wide range of compounds including other unsaturated fatty acid and eicosanoids can achieve activation. The antidiabetic drug thiazolidinedione (TZD) and the ®brate family of hypolipidemic drugs are powerful activators of PPARs and, like CLA, they exhibit multiple physiological bene®ts. TZD prevents aspects of carcinogenesis at a number of sites including breast, colon and prostate; inhibits atherosclerosis; decreases bone resorption markers and exhibits anti-in¯ammatory properties. Fibrates prevent high fat diet-induced increase in body weight, reduce hyperglycaemia, modulate in¯ammation by inhibiting TNF-a and interleukins and have anticarcinogenic properties.
See also: Health Aspects of Dairy Products: Bone Health; Colon Cancer Prevention. Lipids: General Characteristics; Triacylglycerols; Nutritional Significance.
Further Reading Bauman DE, Baumgard LH, Corl BA and Griinari JM (2000) Biosynthesis of conjugated linoleic acid in ruminants. In: Proceedings of the American Society of Animal Science 1999, pp. 1±15. Desvergne B and Wahli W (1999) Peroxisome proliferatoractivated receptors: nuclear control of metabolism. Endocrine Reviews 20: 649±688. Griinari JM, Corl BA, Lacy SH et al. (2000) Conjugated linoleic acid is synthesized endogenously in lactating dairy cows by �9-desaturase. Journal of Nutrition 130: 2285±2291. Ip C (1996) Multiple mechanisms of conjugated linoleic acid in mammary cancer prevention. In: Calvo F, Crepin M and Magdelenat H (eds.) Breast Cancer: Advances in Biology and Therapeutics, pp. 53±59. Montrouge: John Libbey Eurotext. Khosla P and Fungwe TV (2001) Conjugated linoleic acid: effects on plasma lipids and cardiovascular function. Current Opinion in Lipidology 12: 31±34. Kritchevsky D (2000) Antimutagenic and some other effects of conjugated linoleic acid. British Journal of Nutrition 83: 459±465. Moya-Camarena SY and Belury MA (1999) Species differences in the metabolism and regulation of gene expression by conjugated linoleic acid. Nutrition Reviews 57: 336±340. Pariza MW, Park Y and Cook ME (2000) Mechanisms of action of conjugated linoleic acid: evidence and speculation. Proceedings of the Society for Experimental Biology and Medicine 223: 8±13. Parodi PW (1999) Conjugated linoleic acid and other anticarcinogenic agents of bovine milk fat. Journal of Dairy Science 82: 1339±1349. Parodi PW (2001) Cow's milk components with anticancer potential. Australian Journal of Dairy Technology 56: 65±73. Sebedio J-L, Gnaedig S and Chardigny J-M (1999) Recent advances in conjugated linoleic acid research. Current Opinion in Clinical Nutrition and Metabolic Care 2: 499±506. Watkins BA and Seifert MF (2000) Conjugated linoleic acid and bone biology. Journal of the American College of Nutrition 19: 478S±486S. Whigham LD, Cook ME and Atkinson RL (2000) Conjugated linoleic acid: implications for human health. Pharmacological Research 42: 503±510. Yurawecz MP, Mossoba MM, Kramer JKG, Pariza MW and Nelson GJ (eds.) (1999) Advances in Conjugated Linoleic Acid Research, vol. 1. Champaign: American Oil Chemists' Society Press.
LIPIDS/Lipolysis
Lipolysis H C Deeth, University of Queensland, Gatton, Queensland, Australia Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Lipolysis, or hydrolysis of lipids, can result in serious defects in milk and milk products and is a constant concern to the dairy industry of most countries. It is caused by the enzyme lipase which hydrolyses the triacylglycerols (triglycerides), the major constituents of milk fat. The products of this hydrolysis are free fatty acids and mono- and diacylglycerols. The free fatty acids formed from milk fat, particularly the short-chain acids, butyric, caproic and caprylic, have strong ¯avours and can impart unpleasant ¯avours variously known as rancid, bitter, butyric, unclean, astringent or `lipase'. It should be noted that some of these terms are also applied to other ¯avour defects: rancid ¯avours can result from oxidation of fats, bitter ¯avours from proteolysis and unclean ¯avours from the growth of some bacteria. The ¯avour defect caused by lipolysis is sometimes referred to as `hydrolytic rancidity', which should not be confused with `oxidative rancidity' which results from oxidation of fats. In some cheeses, lipolysis is important for the development of the characteristic ¯avour. For example, lamb, kid and calf lipases are used in the manufacture of Parmigiano and Romano to produce short-chain fatty acids which impart a piquant ¯avour, while free fatty acids produced by the lipases from the blue Penicillium mould make a major contribution to the ¯avour of blue vein cheese. Lipases are also used in the production of various dairy ¯avourings used in some chocolate and other confectionery products. The other products of lipase action, the mono- and diacylglycerols, have surface-active properties which can affect some products. For example, they can cause milk to exhibit poor steam-frothing properties. Lack of frothing during preparation of cappuccino coffee is a relatively common phenomenon which can often be attributed to lipolysis in the milk. The lipases that cause problems in milk and dairy products are of two main types: (1) milk lipase, which occurs naturally in all raw milk and (2) bacterial lipases, which are produced by contaminating bacteria.
1595
Each of these causes lipolysis under certain conditions, and each is discussed separately below. Another family of lipolytic enzymes which can affect milk and dairy products are the phospholipases. These hydrolyse phospholipids, which constitute a major part of the milk fat globule membrane (MFGM), and cause destabilization of the milk fat globule. The most well-documented defect caused by these enzymes is `bitty cream' which results from damage to the membrane causing partial coalescence of fat globules and production of unsightly specks of fat on the surface of hot beverages. Fortunately, homogenization effectively disperses the specks and masks the defect in milk (see Lipids: Phospholipids; Milk Fat Globule Membrane).
Lipolysis by the Milk Lipase System The natural milk lipase is a lipoprotein lipase which means that it is activated by lipoproteins such as those in blood serum. (This can be easily demonstrated by adding some blood serum to milk and observing the lipolysis which results.) In milk, it appears to operate without the cofactors associated with blood lipoproteins, although there has been conjecture that similar molecular entities may exist in milk and activate the enzyme. Milk lipase is inactivated by HTST pasteurization and hence does not cause lipolysis in pasteurized milk or products made from it. The fat portion of milk exists as small discrete globules, neatly enveloped in a biological membrane, the milk fat globule membrane (MFGM). The membrane facilitates dispersion of the fat in the aqueous phase of milk and also segregates the fat from the natural milk lipase which exists in the aqueous phase. In fresh normal milk, this membrane is intact and is impermeable to the milk lipase. However, under certain circumstances, the integrity of the membrane can be disrupted, allowing contact between the lipase and its substrate, and resulting in lipolysis. This can occur spontaneously in the milk on the farm or it can be induced during handling before pasteurization. Spontaneous Lipolysis
Milk from some cows can undergo spontaneous lipolysis. It is initiated by cooling the milk to 20 � C, and then again cooling to � 10 � C. `Spontaneous' milks are more susceptible to this type of lipolysis induction. A situation where this can occur at the farm is when warm milk direct from the cow is mixed with refrigerated milk from a previous milking and the temperature reaches >20 � C (see Lipids: Milk Fat Globule Membrane).
Lipolysis by Bacterial Lipases Lipolysis caused by bacterial lipases has become signi®cant since the widespread introduction of cold storage of milk on farms. This change has caused the levels of lactic acid bacteria to decline and of psychrotrophic bacteria to increase. During low-temperature storage, the proportion of the latter bacteria in the milk increases and they become dominant. Many of these produce extracellular lipases which can cause lipolysis. The major bacteria concerned are pseudomonads, particularly Pseudomonas ¯uorescens. These are common bacteria in soil and water and are ever-present in the farm and factory environments. Consequently, they constitute the dominant type of bacterial ¯ora in both raw milk and pasteurized milk after a period of cold storage. One of the most important properties of these microbial lipases is their heat stability. Most retain at least some of their activity after pasteurization and even after UHT processing. This means that although the bacterial cells may be destroyed by the heat treatments used in dairy processing, their enzymes can remain active in the heat-treated product. Hence, a product may exhibit no defects immediately after manufacture but develop rancid off-¯avours during storage. The longer the product is stored and the higher the temperature at which it is held, the greater the risk of lipolysis defects developing if the product contains small amounts of contaminating lipase. In contrast to the natural milk lipase, most microbial lipases are not prevented from attacking
1597
the fat in milk fat globules by the MFGM. The reason for this difference is not completely understood. The practical signi®cance of this is that milk fat globules do not have to be disrupted before these bacterial lipases can act on the fat. Proper attention to time and temperature of storage of raw milk is required to prevent problems due to heat-stable bacterial lipases. In virtually all cases of such problems, failure to keep the temperature low or limit the time of storage has been identi®ed as the cause. As a general rule, if milk is stored for more than 3 days, there is a risk of products made from it developing lipase defects. If during those 3 days the temperature is allowed to rise above 4 � C, the risk is increased. One situation in which lipase problems have been encountered is when milk (or cream) is transferred between factories; in such situations the time/temperature rules are often broken. Another situation is when milk is kept for extended periods of time before processing; this can occur over weekends or public holidays, at times of low milk production (and hence less frequent collection), or times of adverse weather conditions causing transport delays between farm and factory.
Lipolytic Defects in Milk and Dairy Products All milk products containing fat have the potential to suffer from lipolytic defects. However, it is important to understand the most likely cause(s) of the problem in different products so that procedures can be devised to minimize the risk. Once lipolysis has occurred to such an extent that a ¯avour defect is detectable, there are no processes available for eliminating the defect from the product. Pasteurized Milk
Two major lipase-related problems are encountered in milk: rancid ¯avours and poor frothing capacity. The lipolysis is most commonly due to milk lipase, and may occur on the farm or in the factory. If it occurs at the farm, it can be either spontaneous or induced. The former occurs most often when a large proportion of the cows is in late lactation and/or when high-quality feed is not available. A common cause of induced lipolysis is excessive air intake at the teat-cup cluster. In the factory, excessive pumping (particularly with centrifugal pumps with faulty seals through which air is drawn into the milk causing foaming), homogenization of raw milk without immediate pasteurization, and mixing of homogenized (pasteurized) milk and raw milk can induce
1598
LIPIDS/Lipolysis
lipolysis. Lipolysis produced by bacterial lipases is less likely in market milk as the bacterial count required to produce suf®cient lipase to present problems in cold-stored milk over a relatively short time, � 107 cfu mlÿ1, should not occur in the raw milk and only occurs at the end of the pasteurized milk shelflife. The end of the shelf-life of pasteurized milk is characterized by off-¯avours such as bitter, sour, putrid, and oxidized which tend to mask the rancid ¯avours which may also be present. Steam-frothing dif®culties are signi®cant in relation to making cappuccino coffee. When milk is frothed for making cappuccino coffee, steam from a steam generator is injected, with air, into the milk to create a foam and to heat the milk to �70 � C. The volume of the frothed-up milk should be about twice the original volume of the milk, and the foam should be stable for at least 10 min. However, at times, milk exhibits poor steam-frothing capacity and cannot be frothed enough to make acceptable cappuccino coffee. One of the reasons known for depressing the steamfrothing capacity of milk is lipolysis; the greater the extent of lipolysis the greater the depression of frothing. UHT Milk
While it is possible that a rancid ¯avour in UHT milk can result from lipolysed raw milk, a much more likely (and common) cause is lipolysis by heat-stable bacterial lipases produced by psychrotrophic bacteria in the raw milk before heat treatment. Only trace quantities of lipase are required to cause an increase in free fatty acid content during storage at room temperature until the use-by date, which can be 12 months after manufacture. Butter and Anhydrous Milk Fat
Off-¯avours in butter and anhydrous milk fat can be caused by lipolysis before or after manufacture. Off¯avours originating before manufacture are mostly due to milk lipase action and result in soapy, bitter and `back palate' taste sensations at manufacture. This is characterized by a high FFA content at manufacture. The free fatty acids present are generally longer in average chain length than those of the parent milk fat because the shorter-chain acids have some water solubility and are lost in the buttermilk and any washing steps during butter manufacture. By contrast, postmanufacture lipolysis is caused by heat-stable bacterial lipase action and results in characteristically sharp, butyric, `front palate' ¯avours. This is because all fatty acids are retained in the butter and contribute to the ¯avour. Gas
chromatography of the free fatty acids can be used to observe their fatty acid pro®le; this allows the cause of the off-¯avour to be determined. This type of lipolysis occurs more readily in butter because of its higher water content. However, it can occur in anhydrous milk fat through the small amount of water present, given that the product may be stored unrefrigerated for long periods of time before use (see Butter: The Product and its Manufacture). Milk Powder
Residual bacterial lipases in whole milk powders are a major concern. Since such lipases usually act slowly in the product during storage, lipolysis may be detected months after manufacture and when used in production of other foods such as recombined dairy products and confectionery. This can have serious economic rami®cations (see Milk Powders: Types and Manufacture). Cheese
Free fatty acids are an integral part of the typical ¯avour of most cheeses, especially the more highly ¯avoured types. However, for most cheeses, excessive lipolysis results in a ¯avour defect. As with butter, cheese can be affected by pre- or postmanufacture lipolysis. If the former occurs, the ¯avour defect is noted in the fresh cheese but if the latter occurs, the defect develops during storage. It is unusual for serious problems to occur in cheese as a result of lipolysis in the milk; however, very serious problems can result from postmanufacture lipolysis due to heat-stable bacterial lipases. Additives can be another cause of lipase action in cheese. Some of these, such as pepper, contain lipases which can cause soapy, rancid off-¯avours (see Cheese: Biochemistry of Cheese Ripening; Cheese Flavour; Mould-Ripened Cheeses). Yoghurt
Few problems are caused by lipase action in yoghurt. This is due to a combination of factors including low pH (outside of the optimal pH range for most lipases of concern), low storage temperature, relatively short shelf-life, and high normal ¯avour level. However, some additives used in yoghurts have been known to produce a lipolytic defect through the action of their constituent lipases. For example, the lipase in passionfruit seeds can produce rancid ¯avours in some tropical fruit yoghurts (see Flavours and OffFlavours in Dairy Foods).
LIPIDS/Lipolysis
Analytical Methods Measurement of Free Fatty Acids
The most widely used measure of the extent of lipolysis in milk and other dairy products is free fatty acid content. The most commonly used methods are based on extraction±titration procedures in which the free fatty acids (and the fat) are extracted from the product and titrated with an alcoholic alkali solution. The extraction can be by a solvent system, such as isopropanol±petroleum ether or ethyl alcohol±diethyl ether, or by a procedure which isolates the fat from the product. The fatty acids released from milk fat by lipases range from short-chain, water-soluble acids such as butyric (C4) to long-chain, water-insoluble acids such as oleic and stearic (C18). No extraction procedure quantitatively extracts all of these acids, so absolute FFA contents are usually not obtained. Procedures involving solvent extraction extract more than do methods involving isolation of the fat as the latter extract almost all the long-chain acids but a low proportion of the short-chain acids. These two extraction methods also lead to different units for the FFA contents. For example, for milk, FFA values from the solvent extraction methods are reported in milliequivalents of acid per litre of milk while those from the fat-extraction methods are reported as acid degree value (ADV) in milliequivalents of acid per 100 g of fat. An approximate conversion of one to the other can only be made if the fat content of the milk is known. Alternatively, a relationship between the two can be derived empirically. Accurate procedures for determining the amounts of each of the free fatty acids produced are now available using gas±liquid chromatography (GLC) or high-performance liquid chromatography (HPLC). These methods are not generally used for routine dairy industry testing but they can provide useful information for troubleshooting and research applications. Lipase Activity
Ideally, the dairy industry should have a simple, rapid, sensitive and reliable test for low levels of lipase activity in milk and dairy products. If such activity could be measured before storage of products, only products free of activity would be subjected to long periods of storage. Many different lipase assay procedures are available but to date no one method has been universally adopted for this purpose. Assays based on milk fat as substrate are intuitively ideal since it is the lipase action on milk fat during storage which the test is
1599
meant to predict. However, such tests are time-consuming and/or not very sensitive. Consequently, methods using non-triglyceride substrates such as bnaphthyl, para-nitrophenyl, indoxyl and umbelliferyl esters have been developed. The major advantage of these is that a coloured or ¯uorescent product is formed which can be readily detected. These tests meet the criteria of simplicity, speed and sensitivity but most lack reliability because esterolytic enzymes which do not act on milk fat are detected as well as the true lipases. Such tests are ideal screening tests and could be used in this way in the dairy industry. Other available methods are based on radioactively labelled substrates, decrease in turbidity of fat emulsions, enzymatic analysis of the free fatty acids, immunological detection of the lipase molecule, and chromatographic analysis of the lipolysis reaction products. Methods based on a triacylglycerol substrate (such as milk fat or triolein) and a sensitive chromatographic analysis (either GLC or HPLC) of the released free fatty acids (and/or other products) are particularly attractive because of their sensitivity and use of natural substrates. A commercial test kit for measuring low levels of lipase activity in heattreated milk is produced by Merck. It utilizes a test strip on which a colour produced by lipase action on the attached substrate is quanti®ed by re¯ectometry. See also: Butter: The Product and its Manufacture. Cheese: Biochemistry of Cheese Ripening; Cheese Flavour; Mould-Ripened Cheeses. Flavours and OffFlavours in Dairy Foods. Lipids: Phospholipids; Milk Fat Globule Membrane. Milk Powders: Types and Manufacture.
Further Reading Anderson M, Heeschen W and Jellema A (1991) Determination of Free Fatty Acids in Milk and Milk Products. International Dairy Federation Bulletin no. 265. Brussels: IDF. Cogan TM (1977) A review of heat resistant lipases and proteinases and the quality of dairy products. Irish Journal of Food Science and Technology 1: 95±105. Deeth HC and Fitz-Gerald CH (1995) Lipolytic enzymes and hydrolytic rancidity in milk and dairy products. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 2, Lipids, pp. 247±308. London: Chapman & Hall. Deeth HC and Touch V (2000) Methods for detecting lipase activity in milk and milk products. Australian Journal of Dairy Technology 55: 153±168. IDF (1975) Proceedings of the Lipolysis Symposium held in Cork, Ireland, March 1975. International Dairy Federation Bulletin no. 86. Brussels: IDF. IDF (1980) Flavour Impairment of Milk and Milk Products due to Lipolysis. International Dairy Federation Bulletin no. 118. Brussels: IDF.
1600
LIPIDS/Lipid Oxidation
IDF (1987) Signi®cance of Lipolysis in the Manufacture and Storage of Dairy Products. International Dairy Federation Bulletin no. 144. Brussels: IDF. McKellar RC (ed.) (1989) Enzymes of Psychrotrophs in Raw Food. Boca Raton: CRC Press. Olivecrona T and Bengtsson-Olivecrona G (1991) Indigenous enzymes in milk. 2. Lipase. In: Fox PF (ed.) Food Enzymology, vol. 1, pp. 62±78. London: Elsevier Applied Science.
Lipid Oxidation N M O'Brien and T P O'Connor, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Edible fats containing unsaturated molecules are susceptible to attack by molecular oxygen. This process is referred to as lipid oxidation and can give rise to undesirable volatile ¯avour compounds, potentially toxic oxidation products and a general deterioration in the quality of the fat. Fat oxidation is in¯uenced by a range of parameters, including light exposure, temperature, presence of prooxidant metals, presence of antioxidant compounds, and the degree of unsaturation of the fat. The volatile ¯avour products of lipid oxidation include aldehydes, ketones, alcohols, esters, lactones and hydrocarbons, of which the unsaturated aldehydes and ketones are primarily responsible for undesirable oxidized (rancid) ¯avours. Lipid oxidation is a chain reaction involving initiation, propagation and termination stages. Oxidation of unsaturated fatty acids results in the formation of odourless, tasteless intermediate products known as fatty acid hydroperoxides. These compounds are unstable and can degrade via a variety of pathways, ultimately yielding volatile ¯avour products. Inhibiting the progress of lipid oxidation in foods, including milk and milk products, is a key factor in maintaining quality and extending shelf-life. Milk is a complex biological matrix which contains many factors that can exert antioxidant and/or prooxidant effects. Subsequent processing and storage of milk may also exert a profound in¯uence on the progress of lipid oxidation.
Mechanism of Lipid Oxidation The fundamental principles of lipid oxidation were elucidated in the 1940s and are widely accepted. Oxidation of unsaturated edible fats (RH) is a free radical process that involves initiation, propagation and termination steps. These can be outlined as shown in Figure 1. The initiation reaction generally involves removal of a hydrogen atom from the methylene (CH2) group adjacent to a double bond in an unsaturated fat molecule. This generates the fatty acid radical (alkyl radical, R·). The formation of R· from RH is in¯uenced by light exposure, metal catalysts, heat, active oxygen species and other factors. However, the detailed mechanism of formation is not fully understood. The alkyl radical (R·) is extremely reactive and can combine with molecular oxygen to produce a peroxy radical (ROO·) which can combine with another unsaturated fatty acid molecule (RH) and generate the corresponding hydroperoxide (ROOH) and a new alkyl radical. Hydroperoxides are unstable and degrade to produce volatile, nonradical end products, many of which result in off-¯avours. Alternatively, the hydroperoxides can degrade to produce an alkoxy radical (RO·) and a hydroxy radical (·OH), both of which are extremely reactive and can propagate the chain reaction by reacting with further RH molecules. The decomposition of hydroperoxides is commonly catalysed by prooxidant metals, such as copper and iron. Initiation R• + H•
RH (fatty acid, free or esterified)
(alkyl radical)
Propagation R• + O2
ROO• (peroxy radical)
ROO• + RH
ROOH
+
R•
(hydroperoxide)
RO•
ROOH
+
(alkoxy radical)
RO• + RH
ROH + R•
•OH
H2O + R•
+ RH
•OH (hydroxy radical)
RO• + ROOH
ROH + ROO•
ROOH
Nonradical end products, e.g. aldehydes
Termination R• + R•
RR
RO•
ROOR
+
RO•
RO• + R•
ROR
ROO• +
ROOR
R•
Figure 1 Oxidation of unsaturated edible fats.
1600
LIPIDS/Lipid Oxidation
IDF (1987) Signi®cance of Lipolysis in the Manufacture and Storage of Dairy Products. International Dairy Federation Bulletin no. 144. Brussels: IDF. McKellar RC (ed.) (1989) Enzymes of Psychrotrophs in Raw Food. Boca Raton: CRC Press. Olivecrona T and Bengtsson-Olivecrona G (1991) Indigenous enzymes in milk. 2. Lipase. In: Fox PF (ed.) Food Enzymology, vol. 1, pp. 62±78. London: Elsevier Applied Science.
Lipid Oxidation N M O'Brien and T P O'Connor, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Edible fats containing unsaturated molecules are susceptible to attack by molecular oxygen. This process is referred to as lipid oxidation and can give rise to undesirable volatile ¯avour compounds, potentially toxic oxidation products and a general deterioration in the quality of the fat. Fat oxidation is in¯uenced by a range of parameters, including light exposure, temperature, presence of prooxidant metals, presence of antioxidant compounds, and the degree of unsaturation of the fat. The volatile ¯avour products of lipid oxidation include aldehydes, ketones, alcohols, esters, lactones and hydrocarbons, of which the unsaturated aldehydes and ketones are primarily responsible for undesirable oxidized (rancid) ¯avours. Lipid oxidation is a chain reaction involving initiation, propagation and termination stages. Oxidation of unsaturated fatty acids results in the formation of odourless, tasteless intermediate products known as fatty acid hydroperoxides. These compounds are unstable and can degrade via a variety of pathways, ultimately yielding volatile ¯avour products. Inhibiting the progress of lipid oxidation in foods, including milk and milk products, is a key factor in maintaining quality and extending shelf-life. Milk is a complex biological matrix which contains many factors that can exert antioxidant and/or prooxidant effects. Subsequent processing and storage of milk may also exert a profound in¯uence on the progress of lipid oxidation.
Mechanism of Lipid Oxidation The fundamental principles of lipid oxidation were elucidated in the 1940s and are widely accepted. Oxidation of unsaturated edible fats (RH) is a free radical process that involves initiation, propagation and termination steps. These can be outlined as shown in Figure 1. The initiation reaction generally involves removal of a hydrogen atom from the methylene (CH2) group adjacent to a double bond in an unsaturated fat molecule. This generates the fatty acid radical (alkyl radical, R·). The formation of R· from RH is in¯uenced by light exposure, metal catalysts, heat, active oxygen species and other factors. However, the detailed mechanism of formation is not fully understood. The alkyl radical (R·) is extremely reactive and can combine with molecular oxygen to produce a peroxy radical (ROO·) which can combine with another unsaturated fatty acid molecule (RH) and generate the corresponding hydroperoxide (ROOH) and a new alkyl radical. Hydroperoxides are unstable and degrade to produce volatile, nonradical end products, many of which result in off-¯avours. Alternatively, the hydroperoxides can degrade to produce an alkoxy radical (RO·) and a hydroxy radical (·OH), both of which are extremely reactive and can propagate the chain reaction by reacting with further RH molecules. The decomposition of hydroperoxides is commonly catalysed by prooxidant metals, such as copper and iron. Initiation R• + H•
RH (fatty acid, free or esterified)
(alkyl radical)
Propagation R• + O2
ROO• (peroxy radical)
ROO• + RH
ROOH
+
R•
(hydroperoxide)
RO•
ROOH
+
(alkoxy radical)
RO• + RH
ROH + R•
•OH
H2O + R•
+ RH
•OH (hydroxy radical)
RO• + ROOH
ROH + ROO•
ROOH
Nonradical end products, e.g. aldehydes
Termination R• + R•
RR
RO•
ROOR
+
RO•
RO• + R•
ROR
ROO• +
ROOR
R•
Figure 1 Oxidation of unsaturated edible fats.
LIPIDS/Lipid Oxidation
The reaction ultimately terminates if the supply of RH molecules is exhausted, if O2 becomes limiting, if radicals react with each other to generate nonradical end products as outlined above, or if radicals react with antioxidant molecules (see below). Food lipids typically exhibit a lag phase (induction) during which the rate of lipid oxidation is low. However, as the autocatalytic chain reaction accelerates, hydroperoxides accumulate rapidly and reach a maximum, following which hydroperoxide decomposition reactions and generation of volatile off-¯avoured (rancid) compounds become more important. The longer the induction period, the more stable is the food to oxidation.
Oxidation Products and Off-Flavours in Milk Milk is characterized as having a pleasing, slightly sweet taste with no unpleasant aftertaste. However, its bland taste makes it susceptible to a variety of ¯avour defects. Since milk fat contains many minor unsaturated fatty acids, as well as major ones, very many carbonyl products may be produced during the autooxidation of milk fat. Thus, the overall ¯avour produced by autooxidation is the combination of many ¯avours imparted by individual volatile compounds present at minute concentrations. However, compounds such as n-hexanal, 2-octenal, 2-nonenal, 2,4-heptadienal and 2,4-nonadienal have been reported in many studies as key compounds contributing to the oxidized off-¯avour of milk fat. 2,4-Decadienal and 1-octen-3-one have been reported also. Flavour threshold values for carbonyl compounds are in¯uenced by many factors, including the number of carbon atoms, number and location of unsaturated double bonds and isomeric form, and the carbonyl compounds have up to 100 times greater ¯avour potency in an aqueous medium (e.g. milk) than in an oil (e.g. butteroil). Hence, off-¯avours tend to be more noticeable at lower concentrations of carbonyl compounds in liquid milk than in butter.
Spontaneous Oxidation in Milk Some samples of raw milk are more susceptible to oxidation than others. Spontaneous milk is capable of developing oxidized ¯avour within 48 h of milking without the presence of contaminating iron or copper. Approximately 12±20% of raw milk samples exhibit this behaviour. Susceptible milk does not oxidize spontaneously but does develop oxidized ¯avours following contamination with iron or
1601
copper. Use of noncorrodible dairy equipment reduces the probability of oxidation in this category of milk samples. Nonsusceptible milk does not oxidize even in the presence of iron or copper. Some cows consistently produce spontaneous milk, others do so occasionally, and others not at all. The phenomenon is in¯uenced by heredity, stage of lactation and feeding practices. Some research has suggested that the enzyme xanthine oxidase, which is a major component of the milk fat globule membrane, is involved in spontaneous oxidation. However, the research on this issue is equivocal. Other research suggests that the susceptibility of milk to spontaneous oxidation is related to its relative content and distribution of prooxidants and antioxidants. In general, milk from pasture-fed cows is less susceptible to oxidation than that from animal ration-fed cows due to its higher content of antioxidant tocopherols.
Factors affecting Oxidation of Lipids in Milk and Milk Products The rate and extent of lipid oxidation in milk and milk products is in¯uenced by a range of parameters including oxygen, light, endogenous and exogenous metals, antioxidants such as ascorbic acid, tocopherols, carotenoids, thiols, proteins and enzymes, milk fat globule membrane (MFGM) and storage temperature. Oxygen
Oxygen is a requirement for oxidative deterioration of lipids. Oxygen has greater solubility in nonpolar than in polar solvents and, hence, is more soluble in liquid milk fat than in whole raw milk. A substantial percentage of the total oxygen in whole milk is present in the fat phase. Oxygen is excluded from the solid fat phase as it crystallizes. However, as the temperature of butter is reduced, oxygen excluded from the crystallized fat phase partitions into and saturates the liquid fat and aqueous phases of the butter. Thus, oxygen is available to react with the more unsaturated fat in the liquid phase and with phospholipids and prooxidants in the MFGM fragments. The maximum rate of hydroperoxide production in irradiated butter is at ÿ20 � C, which may re¯ect an increased rate of chain terminations at higher temperatures and reduced propagation reactions at lower temperatures. Removal of oxygen from liquid milk or its replacement by an inert gas, such as nitrogen, reduces the development of oxidized ¯avours. Similarly, the oxidative stability of whole milk powder can be enhanced by vacuum treatment or replacement of
1602
LIPIDS/Lipid Oxidation
oxygen with an inert gas. Oxidized ¯avour is of minor importance in fermented dairy products such as cheese or yoghurt. Several factors may be involved, such as the depletion of oxygen level by starter bacteria, the acidic pH of such products or the formation of antioxidants by microorganisms. Light
A considerable body of research data indicates that light is a very effective promoter of off-¯avour development in milk and milk products. The extent of oxidation-induced off-¯avour development is a function of the light wavelength, intensity and duration of exposure. Light has been shown to penetrate milk to an appreciable depth. Potential oxidation-induced off-¯avours in butter may be reduced by light-barrier packaging, such as aluminium foil. Direct exposure to light is the principal factor affecting photooxidation of butter; temperature and duration of storage exert little effect on butter with subsensory levels of light-induced oxidation. Metals
A wide variety of metal ions, including the prooxidant transition metal ions of copper and iron, are found in milk and milk products. Awareness of the role of metal ions in the oxidation of milk fat has existed for nearly a century. It has long been recognized that copper and iron are the principal metals involved. Both these metal ions occur naturally in milk but may also be present as contaminants. Copper has been reported at levels of 20±400 mg lÿ1 and iron at levels of 100±900 mg lÿ1. These ions function as prooxidants primarily by decomposing hydroperoxides to generate new reaction chains. Either the oxidized or reduced metal ion can decompose hydroperoxides to allow the following catalytic cycle to occur: Mn ROOH ÿ! M
n1 OHÿ RO· M
n1 ROOH ÿ! Mn H ROO· Thus, small quantities of metal ions can generate large numbers of reaction chains by cycling between the oxidized and reduced forms. The standard reduction potentials for iron and copper suggest that iron is a much stronger oxidizing agent than copper. However, copper in milk is more prooxidant than iron. This anomaly probably re¯ects differences between the interactions of the two metals with other milk constituents such as ascorbic acid, thiol groups and serine phosphate residues which could modulate their prooxidant effects.
The endogenous copper in milk is derived via the bloodstream from the cow's feed. It has been reported that 10±35% of the indigenous copper and 20±47% of the indigenous iron in milk are associated with the MFGM. However, only 2±3% of added (exogenous) copper and virtually no added iron become associated with the MFGM. While indigenous copper and iron in milk are complexed with proteins and are nondialysable at the normal pH of milk, added copper and iron are dialysable to some extent. This suggests that added metals interact less with milk proteins than indigenous metals. It appears that the juxtaposition of a copper±protein complex with the phospholipids of the MFGM is an important factor in the development of oxidized ¯avour in liquid milk.
Antioxidants Addition of antioxidant compounds is widely used in food products to inhibit the progress of lipid oxidation. However, addition of antioxidants to dairy products is prohibited in most countries. Thus, antioxidant effects in milk rely primarily on endogenous compounds. Tocopherols
Tocopherols are effective antioxidants in lipid systems. While they may exert a prooxidant effect at high concentrations, this is unlikely to occur in milk which contains approximately 20 mg of a-tocopherol gÿ1 fat. The principal factor in¯uencing the tocopherol content of milk is the feed of the cow which, in turn, is in¯uenced by season. Summer milk produced on green pasture feed typically has a higher a-tocopherol content than winter milk produced on dry-lot feeding. Many studies have demonstrated the feasibility of increasing the a-tocopherol content of milk by supplementation of the feed with consequent increased resistance of the milk to spontaneous and copper-induced oxidation. However, only about 2% of ingested a-tocopherol is actually transferred to the milk and consequently the economics of direct supplementation of feed are unfavourable. A signi®cant correlation exists between the atocopherol content of milk fat and its oxidative stability. Tocopherol concentrations are at least threefold higher in lipids of the MFGM than in the core of the fat globule. Tocopherol concentration in the MFGM lipids shows a closer correlation with oxidative stability than the tocopherol content of butteroil. During storage of cream containing added ascorbic acid and copper, total destruction of tocopherols in the MFGM was observed compared to 30% destruction in the butteroil due to the proximity
LIPIDS/Lipid Oxidation
of the tocopherols in the MFGM to prooxidants and highly oxidizible phospholipids. Tocopherols have been reported to act as free radical scavengers but have also been shown to quench active oxygen species such as singlet oxygen (1O2). Each tocopherol molecule can typically deactivate about 120 molecules of singlet oxygen before it is destroyed. Ascorbic Acid
Ascorbic acid is a very effective scavenger of alkoxy radicals (RO·). However, under certain circumstances it can exert a prooxidant effect. Concentrations of ascorbic acid above those typically found in milk (approximately 20 mg lÿ1) provide antioxidant protection in milk. However, at the concentrations normally found in milk, ascorbic acid acts as a prooxidant. Ascorbic acid has been shown to be crucial to the development of oxidized ¯avour in cream. Cream washed free of ascorbic acid did not develop oxidized ¯avour over 3 days despite being contaminated with copper. It has been proposed that ascorbic acid reduces Cu2 to Cu1, which in turn reduces molecular oxygen to hydrogen peroxide, which oxidizes lipids in the MFGM. Further work has shown that added copper did not promote oxidation in milk or butter depleted of ascorbic acid and that oxidation in ascorbic acid-free milk could be initiated by addition of ascorbic acid. Carotenoids
The importance of singlet oxygen (1O2) as an initiator of oxidation has increased interest in prevention of singlet oxygen reactions by quenching to groundstate oxygen (3O2). Food constituents such as carotenoids and tocopherols have been reported to exert this effect. Quenchers must either have the ability to accept energy from the 1O2 molecule (energy-transfer quenching) or have the ability to donate electrons to 1 O2 (charge-transfer quenching). Quenching of 1O2 by carotenoids is an example of energy-transfer quenching whereas tocopherols, amines and phenols have been shown to exert a charge-transfer quenching mechanism. Beta-carotene is one of the most potent quenchers of 1O2, with one molecule estimated to quench 250 to 1000 molecules of 1O2. The rate of quenching is in¯uenced by the number of conjugated double bonds present. Carotenoids, with nine or more conjugated double bonds, are ef®cient quenchers, whereas those with seven or fewer are not capable of accepting energy from 1O2. Thiols
Mild heat treatment (e.g. pasteurization) of milk increases its susceptibility to spontaneous,
1603
copper-induced and photo-induced oxidation, probably due to the migration of copper to the cream phase of milk. However, many researchers have reported an inhibitory effect of high-heat treatment on the oxidative deterioration of milk and milk products. This effect has been associated with the activation of thiol groups primarily in the MFGM and the serum protein b-lactoglobulin. Thiol groups resulting from the heat treatment of milk exert an antioxidant effect, probably as univalent reducing agents, peroxide decomposers or as metal ligands. Proteins and Enzymes
Caseins have been shown to possess signi®cant antioxidant activity which may be related, in part, to their hydrophobic nature and orientation of potential antioxidant side chains of constituent amino acids at the lipid interface. Homogenized milk has been reported to be less susceptible to oxidation when milk fat droplets are resurfaced with casein. Caseins can also bind prooxidant metals to phosphoseryl residues. The major whey proteins have considerably less antioxidant properties than the caseins. Superoxide dismutase (SOD) has been detected in and isolated from milk but, apparently, it is present at insuf®cient levels to provide substantial antioxidant protection.
Milk Fat Globule Membrane Milk fat exists primarily in globules surrounded by a complex membrane consisting of a mixture of unsaturated phospholipids, proteins, glycoproteins and other minor constituents. The MFGM is a focal point for oxidation of milk lipids due to the proximity of unsaturated phospholipids to various prooxidants in the lipoprotein matrix. Once oxidation is initiated in the MFGM, diffusion of the propagating chain reaction radicals into the more saturated fat globule core from the fat±plasma interface results in generalized oxidation of milk fat triglycerides. It has also been proposed that xanthine oxidase, a metalloprotein abundant in the MFGM, may also be partially responsible for the susceptibility of the membrane to lipid oxidation.
Cholesterol Oxidation Cholesterol is an unsaturated alcohol and is susceptible to oxidation, with more than 60 known cholesterol oxidation products (COPs). The C7 atom of cholesterol is most susceptible to oxidation, giving rise to a series of A- and B-ring oxidation products. The C20 and C25 atoms in the side chain are also susceptible to oxidation. Humans are capable of
1604
LIPIDS/Cholesterol, Factors Determining Levels in Blood
absorbing COPs from the diet and there is ongoing research and debate regarding the health signi®cance of COPs, particularly in relation to atherosclerosis. The development of atherosclerotic plaque by the deposition of saturated cholesterol esters in arteries has been studied extensively for many decades. Many studies have shown, however, that cholesterol does not accumulate in the vascular endothelium until lesions occur. It has been proposed that COPs may be a cause of lesion formation, after which pure cholesterol and cholesterol esters accumulate as a secondary process, generating atherosclerosis. COPs have not been detected in signi®cant amounts in fresh, pasteurized, UHT, condensed or skimmed milk. COPs have been reported in full-fat milk powders, baby foods, cheeses such as Parmigiano, Cheddar, blue and Romano, butter, butteroil and ghee. While research and debate on the human health signi®cance of COPs in foods continues, it would be prudent to optimize the processing, preservation, storage and distribution of milk and milk products to minimize the formation of COPs.
Measurement of Lipid Oxidation As low levels of oxidation can lead to off-¯avours in milk and milk products, routine procedures to assess the extent of oxidation should be sensitive, reliable and simple. Measurement of hydroperoxides (peroxide value) is a classical method for quantifying lipid oxidation. A variety of procedures exist. One procedure used extensively to study lipid oxidation of milk fat involves the oxidation of ferrous to ferric iron by hydroperoxides in the fat in the presence of ammonium thiocyanate to produce ferric thiocyanate which can be quanti®ed spectrophotometrically. Another commonly used procedure is based on the liberation of iodine from potassium iodide by hydroperoxides. A serious problem with procedures based on the determination of hydroperoxides is that they may not correlate well with the level of off-¯avour in the products, particularly when oxidation has been extensive. During the course of lipid oxidation, peroxide values reach a peak and then decline. Procedures using thiobarbituric acid (TBA) as an analytical reagent have also been widely used to monitor lipid oxidation in milk and milk products. The TBA procedures have been shown to correlate well with the intensity of oxidized ¯avour in liquid milk. A variety of other chemical methods such as the anisidine value and the Kreis test may also be used to monitor lipid oxidation in milk fat.
See also: Enzymes Indigenous to Milk: Xanthine Oxidase. Flavours and Off-Flavours in Dairy Foods. Lipids: Fatty Acids; Milk Fat Globule Membrane; Cholesterol, Factors Determining Levels in Blood. Packaging. Vitamins: Vitamin E, Nutritional Significance; Vitamin C, Nutritional Significance.
Further Reading Bosinger S, Luf W and Brandl E (1993) Oxysterols: their occurrence and biological effects. International Dairy Journal 3: 1±33. Bradley DG and Min DB (1992) Singlet oxygen oxidation of foods. Critical Reviews in Food Science and Nutrition 31: 211±236. Hamilton RJ (1983) The chemistry of rancidity in foods. In: Allen JC and Hamilton RJ (eds.) Rancidity in Foods, pp. 1±20. London: Elsevier Applied Science. Kanner J, German JB and Kinsella JE (1987) Initiation of lipid peroxidation in biological systems. Critical Reviews in Food Science and Nutrition 35: 317±364. Min DB (1998) Lipid oxidation of edible oil. In: Akoh CC and Min DB (eds.) Food Lipids: Chemistry, Nutrition and Biotechnology, pp. 283±296. New York: Marcel Dekker. O'Connor TP and O'Brien NM (1994) Lipid oxidation. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 2, Lipids, pp. 309±347. London: Chapman & Hall. Weihrauch JL (1988) Lipids of milk: deterioration. In: Wong NP (ed.) Fundamentals of Dairy Chemistry, 3rd edn, pp. 215±278. New York: Van Nostrand Reinhold.
Cholesterol, Factors Determining Levels in Blood S M Grundy, University of Texas, Dallas, TX, USA This article is reproduced from Encyclopedia of Human Nutrition, Sadler MJ, Strain JJ and Caballero B (eds), 1999, Academic Press.
Introduction A high blood (serum) cholesterol level is a major risk factor for atherosclerotic coronary heart disease (CHD). Consequently, there has been much interest in the causes of elevated serum cholesterol concentrations. Although the serum cholesterol can be measured as a single entity, in fact cholesterol is carried in the bloodstream by several independent entities called lipoproteins. Each lipoprotein has its own characteristics and the concentrations of each are affected by different factors. Several of these
1604
LIPIDS/Cholesterol, Factors Determining Levels in Blood
absorbing COPs from the diet and there is ongoing research and debate regarding the health signi®cance of COPs, particularly in relation to atherosclerosis. The development of atherosclerotic plaque by the deposition of saturated cholesterol esters in arteries has been studied extensively for many decades. Many studies have shown, however, that cholesterol does not accumulate in the vascular endothelium until lesions occur. It has been proposed that COPs may be a cause of lesion formation, after which pure cholesterol and cholesterol esters accumulate as a secondary process, generating atherosclerosis. COPs have not been detected in signi®cant amounts in fresh, pasteurized, UHT, condensed or skimmed milk. COPs have been reported in full-fat milk powders, baby foods, cheeses such as Parmigiano, Cheddar, blue and Romano, butter, butteroil and ghee. While research and debate on the human health signi®cance of COPs in foods continues, it would be prudent to optimize the processing, preservation, storage and distribution of milk and milk products to minimize the formation of COPs.
Measurement of Lipid Oxidation As low levels of oxidation can lead to off-¯avours in milk and milk products, routine procedures to assess the extent of oxidation should be sensitive, reliable and simple. Measurement of hydroperoxides (peroxide value) is a classical method for quantifying lipid oxidation. A variety of procedures exist. One procedure used extensively to study lipid oxidation of milk fat involves the oxidation of ferrous to ferric iron by hydroperoxides in the fat in the presence of ammonium thiocyanate to produce ferric thiocyanate which can be quanti®ed spectrophotometrically. Another commonly used procedure is based on the liberation of iodine from potassium iodide by hydroperoxides. A serious problem with procedures based on the determination of hydroperoxides is that they may not correlate well with the level of off-¯avour in the products, particularly when oxidation has been extensive. During the course of lipid oxidation, peroxide values reach a peak and then decline. Procedures using thiobarbituric acid (TBA) as an analytical reagent have also been widely used to monitor lipid oxidation in milk and milk products. The TBA procedures have been shown to correlate well with the intensity of oxidized ¯avour in liquid milk. A variety of other chemical methods such as the anisidine value and the Kreis test may also be used to monitor lipid oxidation in milk fat.
See also: Enzymes Indigenous to Milk: Xanthine Oxidase. Flavours and Off-Flavours in Dairy Foods. Lipids: Fatty Acids; Milk Fat Globule Membrane; Cholesterol, Factors Determining Levels in Blood. Packaging. Vitamins: Vitamin E, Nutritional Significance; Vitamin C, Nutritional Significance.
Further Reading Bosinger S, Luf W and Brandl E (1993) Oxysterols: their occurrence and biological effects. International Dairy Journal 3: 1±33. Bradley DG and Min DB (1992) Singlet oxygen oxidation of foods. Critical Reviews in Food Science and Nutrition 31: 211±236. Hamilton RJ (1983) The chemistry of rancidity in foods. In: Allen JC and Hamilton RJ (eds.) Rancidity in Foods, pp. 1±20. London: Elsevier Applied Science. Kanner J, German JB and Kinsella JE (1987) Initiation of lipid peroxidation in biological systems. Critical Reviews in Food Science and Nutrition 35: 317±364. Min DB (1998) Lipid oxidation of edible oil. In: Akoh CC and Min DB (eds.) Food Lipids: Chemistry, Nutrition and Biotechnology, pp. 283±296. New York: Marcel Dekker. O'Connor TP and O'Brien NM (1994) Lipid oxidation. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 2, Lipids, pp. 309±347. London: Chapman & Hall. Weihrauch JL (1988) Lipids of milk: deterioration. In: Wong NP (ed.) Fundamentals of Dairy Chemistry, 3rd edn, pp. 215±278. New York: Van Nostrand Reinhold.
Cholesterol, Factors Determining Levels in Blood S M Grundy, University of Texas, Dallas, TX, USA This article is reproduced from Encyclopedia of Human Nutrition, Sadler MJ, Strain JJ and Caballero B (eds), 1999, Academic Press.
Introduction A high blood (serum) cholesterol level is a major risk factor for atherosclerotic coronary heart disease (CHD). Consequently, there has been much interest in the causes of elevated serum cholesterol concentrations. Although the serum cholesterol can be measured as a single entity, in fact cholesterol is carried in the bloodstream by several independent entities called lipoproteins. Each lipoprotein has its own characteristics and the concentrations of each are affected by different factors. Several of these
LIPIDS/Cholesterol, Factors Determining Levels in Blood
factors are related to diet, i.e. dietary cholesterol, certain fatty acids and energy imbalance resulting in obesity. Other factors also modify lipoprotein metabolism including advancing age, the postmenopausal state in women, and genetic predisposition. Consideration of each of the factors regulating serum cholesterol concentrations ®rst requires a description of the different lipoprotein species.
Serum Lipoproteins Lipoproteins are macromolecular complexes that consist of discrete particles and are composed of both lipids and proteins. The lipids include cholesterol, phospholipids and triacylglycerols (TAG). A portion of serum cholesterol is esteri®ed with a fatty acid; the remainder is unesteri®ed. The protein components are termed apolipoproteins. The major forms of apolipoproteins and their functions are listed in Table 1. Four categories of lipoproteins that carry cholesterol in the serum include chylomicrons, very low-density lipoproteins (VLDL), low-density lipoproteins (LDL) and high-density lipoproteins (HDL). The characteristics and metabolism of each lipoprotein will be reviewed brie¯y. Chylomicrons
Dietary cholesterol enters the intestine together with fat, which is predominantly TAG. The latter undergoes hydrolysis by pancreatic lipase and releases fatty acids and monoacylglycerols. In the intestine, these mix with bile acids, phospholipids and cholesterol from the bile. The mixture of hydrolysed lipids associates with phospholipids and bile acids to form Table 1 Apolipoproteins of serum lipoproteins Apolipoprotein
Function
A-I
Major apolipoprotein of HDL Activator of LCAT Structural apolipoprotein of HDL (other functions unknown) Apolipoprotein of chylomicrons (other functions unknown) Chylomicron assembly and secretion VLDL assembly and secretion Ligand for LDL receptor unknown Unknown Activator of LPL Inhibitor of LPL Apolipoprotein of remnant lipoproteins Ligand for LDL receptor Promotes hepatic uptake of remnants
A-I A-IV B-48 B-100 C-I C-II C-III E
HDL, high-density lipoproteins; LDL, low-density lipoproteins; VLDL, very low-density lipoproteins; LCAT, lecithin cholesterol acyl transferase; LPL, lipoprotein lipase.
1605
mixed micelles. Fatty acids, monoacylglycerols and cholesterol are taken up by the intestinal mucosa. In the mucosal cells, the fatty acids and monoacylglycerols are recombined by enzymatic action to form TAG, which are incorporated with the cholesterol into lipoprotein particles called chylomicrons. Most of the cholesterol in chylomicrons is esteri®ed with a fatty acid. The major apolipoprotein of chylomicrons is apo B-48; other apolipoproteins ± apo Cs, apo Es and apo As ± attach to the surface coat of chylomicrons and aid in metabolic processing. In the mucosal cells, microsomal lipid transfer protein (MTP) facilitates the transfer of TAG and cholesterol ester into chylomicron particles. The presence of MTP is required for the secretion of chylomicrons from mucosal cells. Chylomicrons are secreted by intestinal mucosal cells into the lymphatic system; from here they pass through the thoracic duct into the systemic circulation. When chylomicrons enter the peripheral circulation they come into contact with an enzyme, lipoprotein lipase (LPL), which is located on the endothelial surface of capillaries. LPL is activated by apo C-II on chylomicrons; this process is modulated by apo C-III, an inhibitor of LPL activity. None the less most chylomicron TAG is hydrolysed by LPL; a residual lipoprotein particle, named chylomicron remnant, is released into the circulation and is rapidly removed by the liver. Hepatic uptake of chylomicron remnants is believed to be mediated by binding of remnants with a glycoprotein on the surface of liver cells. Almost all of newly absorbed cholesterol thus enters the liver in association with chylomicron remnants. Very Low-Density Lipoproteins
The liver also secretes a TAG-rich lipoprotein called VLDL. Fatty acids used in synthesis of TAG in the liver are normally derived from circulating nonesteri®ed fatty acids (NEFA); even so, the liver has the capacity to synthesize fatty acids when the diet contains mainly carbohydrate. MTP inserts TAG into newly forming VLDL particles. The surface coat of VLDL contains unesteri®ed cholesterol, phospholipids and apolipoproteins. The major apolipoprotein of VLDL is apo B-100. Other apolipoproteins, notably apo Cs and apo Es, also are present. As VLDL circulate they acquire cholesterol esters from HDL. Circulating VLDL particles lose TAG through interaction with LPL in the peripheral circulation; in this process, VLDL are transformed into VLDL remnants. The latter can have two fates: hepatic uptake or conversion to LDL. Hepatic uptake of VLDL remnants may occur via two mechanisms: interaction
1606
LIPIDS/Cholesterol, Factors Determining Levels in Blood
with glycoproteins or interaction with LDL receptors. Both glycoproteins and LDL receptors are located on the surface of liver cells. Low-Density Lipoproteins
Conversion of VLDL remnants to LDL appears to be largely the result of hydrolysis of remaining TAG by hepatic triacylglycerol lipase. Normally about twothirds of cholesterol is carried by LDL, most of this LDL cholesterol existing in the form of esters. The only apolipoprotein in LDL is apo B-100. LDL is removed from the circulation largely by hepatic LDL receptors. The level of expression of LDL receptors is a major determinant of serum LDL cholesterol concentrations. The synthesis of LDL receptors is regulated in large part by the liver's content of cholesterol. An increase in hepatic cholesterol content suppresses LDL receptor synthesis and raises serum LDL cholesterol; conversely, a decrease in hepatic cholesterol stimulates receptor synthesis and lowers serum LDL cholesterol. The mechanism whereby hepatic cholesterol controls LDL receptor synthesis is through a regulatory protein called sterol regulatory elementbinding protein (SREBP). When hepatic cholesterol content falls, SREBP is activated and stimulates the synthesis of LDL receptors. The regulatory form of cholesterol in the liver cell is unesteri®ed cholesterol, not cholesterol ester. The hepatic content of unesteri®ed cholesterol depends on several factors including the amounts of cholesterol derived from chylomicrons and other lipoproteins, hepatic synthesis of cholesterol, secretion of cholesterol into bile, conversion of cholesterol into bile acids, esteri®cation of cholesterol, and secretion of cholesterol into serum with VLDL. Factors that in¯uence each of these processes can alter serum LDL cholesterol concentrations by modifying the hepatic content of unesteri®ed cholesterol and thereby expression of LDL receptors. High-Density Lipoproteins
HDL consist of a series of lipoprotein particles of relatively high density, all of which contain apo A-I. A proportion of HDL particles also contain apo A-II. Some HDL species (HDL3) are more dense than others (HDL2). HDL particles are composed largely of byproducts of catabolism of TAG-rich lipoproteins. The surface coats of HDL particles contain phospholipids and unesteri®ed cholesterol, apo A-I with or without apo A-II, and other apolipoproteins (apo Cs and apo Es). Their particle cores consist largely of cholesterol esters, although small amounts of TAG are also present. The cholesterol esters of HDL are formed by esteri®cation with a fatty acid
through the action of an enzyme, lecithin cholesterol acyl transferase; the substrates for this reaction derive from either unesteri®ed cholesterol released during lipolysis of TAG-rich lipoproteins or from the surface of peripheral cells. After esteri®cation of cholesterol, the cholesterol esters of HDL are transferred back to TAG-rich lipoproteins and eventually are removed by the liver through direct uptake of remnant lipoproteins or LDL. Whether whole HDL particles can be directly removed from the circulation is uncertain. Some investigators believe that the HDL components are dismantled and removed piecemeal.
Dietary Regulation of Serum Lipoproteins A large body of research has shown that diet has a major impact on the concentrations and composition of serum lipoproteins, and hence on serum cholesterol concentrations. Three major factors affect cholesterol and lipoprotein concentrations: (1) dietary cholesterol, (2) the macronutrient composition of the diet, particularly dietary fatty acids, and (3) energy balance, as re¯ected by body weight. The in¯uence of each of these factors can be considered. Dietary Cholesterol
All dietary cholesterol is derived from animal products. The major sources of cholesterol in the diet are egg yolks, products containing milk fat, animal fats and animal meats. Many studies have shown that high intakes of cholesterol will increase the serum cholesterol concentration. Most of this increase occurs in the LDL cholesterol fraction. When cholesterol is ingested, it is incorporated into chylomicrons and makes its way to the liver with chylomicron remnants. There it raises hepatic cholesterol content and suppresses LDL receptor expression. The result is a rise in serum LDL cholesterol concentrations. Excess cholesterol entering the liver is removed from the liver either by direct secretion into bile or by conversion into bile acids; also, dietary cholesterol suppresses hepatic cholesterol synthesis. There is considerable variability in each of these steps in hepatic cholesterol metabolism; for this reason the quantitative effects of dietary cholesterol on serum LDL cholesterol levels vary from one person to another. For every 200 mg dayÿ1 of cholesterol in the diet, serum LDL cholesterol is increased on average by about 6 mg dlÿ1 (0.155 mmol lÿ1). Macronutrient Composition of the Diet
Dietary fat and fatty acids Most of the fat in the diet consists of TAG that are composed of three fatty
LIPIDS/Cholesterol, Factors Determining Levels in Blood
acid molecules bonded to glycerol. The contribution of TAG to total energy intake varies among individuals and populations, ranging from 15% to 40% of total nutrient energy. The fatty acids of TAGs are of several types: saturated, cis-monounsaturated, trans-monounsaturated and polyunsaturated fatty acids. All fatty acids affect lipoprotein levels in one way or another. Table 2 lists the major fatty acids of the diet and denotes their effects on serum lipoproteins. Also shown are the effects of carbohydrates, which also in¯uence serum lipoprotein metabolism. It should be noted that all lipoprotein responses are compared and related to those of cis-monounsaturated fatty acids which are widely accepted to be neutral, or baseline. Saturated fatty acids The saturated fatty acids are derived from both animal fats and plant oils. Rich sources of dietary saturated fatty acids include butterfat, meat fat and tropical oils (palm oil, coconut oil and palm kernel oil). Saturated fatty acids are straight-chain, organic acids with an even number of carbon atoms (Table 2). All saturated fatty acids that have from eight to 16 carbon atoms raise the serum LDL cholesterol concentration when they are consumed in the diet. In the United States and much of Europe, saturated fatty acids make up 12±15% of total nutrient energy intake. The mechanisms whereby saturated fatty acids raise LDL cholesterol levels are not known, although
available data suggest that they suppress the expression of LDL receptors. The predominant saturated fatty acid in most diets is palmitic acid (C16:0); it is cholesterol-raising when compared with cis-monounsaturated fatty acids, speci®cally oleic acid (C18:cis1n-9), which is considered to be `neutral' with respect to serum cholesterol concentrations. In other words, oleic acid is considered by most investigators to have no effect on serum cholesterol or lipoproteins. Another saturated fatty acid, myristic acid (C14:0), apparently raises LDL cholesterol concentrations somewhat more than does palmitic acid, whereas other saturates ± lauric (C12:0), capric (C10:0) and caprylic (C8:0) acids ± have a somewhat lesser cholesterol-raising effect. On average, for every 1% of total energy consumed as cholesterol-raising saturated, fatty acids, compared with oleic acid, the serum LDL cholesterol level is raised about 2 mg dlÿ1 (0.025 mmol lÿ1). One saturated fatty acid, stearic acid (C18:0), does not raise serum LDL cholesterol concentrations. The main sources of this fatty acid are beef tallow and cocoa butter. The reason for its failure to raise LDL cholesterol concentrations is uncertain, but may be the result of its rapid conversion into oleic acid in the body. trans-Monounsaturated fatty acids These fatty acids are produced by hydrogenation of vegetable oils. Intakes of trans-monounsaturates vary from one
Table 2 Macronutrient effects on serum lipoprotein cholesterol Nutrient
Symbol a
VLDL cholesterol a
LDL cholesterol b
HDL cholesterol c
Fatty acids Saturated Palmitic Myristic Lauric Capric Caprilic Stearic trans-Monounsaturated cis-Monounsaturated
C16:0 C14:0 C12:0 C10:0 C8:0 C18:0 trans C18:1n-9 cis C18:1n-9
Ðc Ð Ð Ð Ð Ð Ð Ð
"" """ " " " Ð " or "" Ð
Ð # Ð Ð Ð Ð or # # Ð
C18:2n-6 DHA, EPAe
Ð or # ### """
Ð or # Ð or # Ð
Ð or # Ð ##
Polyunsaturated n-6d n-3d Carbohydrate a
First number denotes number of carbon atoms; second number denotes number of double bonds. Abbreviations: VLDL, very low-density lipoproteins; LDL, low-density lipoproteins; HDL, high-density lipoproteins. c The dash (Ð) indicates that there is no change in level compared to that produced by cis-monosaturated fatty acids (oleic acid) (C18:1n-9). All the lipoprotein responses to oleic acid are considered `neutral', i.e. no effect. d The letter `n' and number indicates at which carbon atom, numbered from the terminal methyl group, the ®rst double bond appears. e DHA, docosahexanoic acid (C22:6n-3); EPA, eicosapentanoic acid (C20:5n-3). b
1607
1608
LIPIDS/Cholesterol, Factors Determining Levels in Blood
country to another depending on consumption of hydrogenated oils. In many countries they contribute between 2% and 4% of total nutrient energy intake. A series of trans acids are produced by hydrogenation; most are monounsaturated. For many years, it was accepted that trans-monounsaturated fatty acids were neutral with respect to LDL cholesterol concentrations. However, recent studies have shown that they raise LDL cholesterol concentrations to a level similar to that of palmitic acid when substituted for dietary oleic acid. In addition, they cause a small reduction in serum HDL cholesterol concentrations. Thus, trans-monounsaturates must be placed in the category of cholesterol-raising fatty acids. cis-Monounsaturated fatty acids The major fatty acid in this category is oleic acid (C18:cis1n-9). It is found in both animal and vegetable fats, and typically is the major fatty acid in diet. Intakes commonly vary between 10% and 20% of total energy. Oleic acid intake is particularly high in the Mediterranean region where large amounts of olive oil are consumed. Other sources rich in oleic acid are rapeseed oil (canola oil) and high-oleic forms of saf¯ower and sun¯ower oils. Peanuts and pecans also are high in oleic acid. Animal fats likewise contain a relatively high percentage of oleic acid among all their fatty acids; even so, these fats also tend to be rich in saturated fatty acids. When high-carbohydrate diets are consumed, the human body can synthesize fatty acids; among these, oleic acid is the predominant fatty acid produced. As indicated before, oleic acid generally is considered to be the `baseline' fatty acid with respect to serum lipoproteins levels, i.e. it does not raise (or lower) LDL cholesterol or VLDL cholesterol concentrations, nor does it lower (or raise) HDL cholesterol concentrations. It is against this `neutral' fatty acid that responses of other fatty acids are de®ned (Table 2). For example, when oleic acid is substituted for cholesterol-raising fatty acids, the serum LDL cholesterol concentration will fall. None the less, oleic acid is not designated a cholesterol-lowering fatty acid, but instead, this response de®nes the cholesterol-raising potential of saturated fatty acids. Polyunsaturated fatty acids There are two categories of polyunsaturated fatty acids: n-6 and n-3. The major n-6 fatty acid is linoleic acid (C18:2n-6). It is the predominant fatty acid in many vegetable oils, e.g. corn oil, soya bean oil, and high linoleic forms of saf¯ower and sun¯ower seed oils. Intakes of linoleic acid typically vary from 4% to 10% of nutrient energy, depending on how much vegetable oil is consumed in the diet. The n-3 fatty acids include
linolenic acid (C18:3n-3), docosahexanoic acid (DHA) (C22:6n-3), and eicosapentanoic acid (EPA) (C20:5n-3). Linolenic acid is high in linseed oil and present in smaller amounts in other vegetable oils. DHA and EPA are enriched in ®sh oils. For many years, linoleic acid was thought to be a unique LDL cholesterol-lowering fatty acid. Recent investigations suggest that earlier ®ndings overestimated the LDL-lowering potential of linoleic acid. Even though substitution of linoleic acid for oleic acid in the diet may reduce LDL cholesterol levels in some people, a difference in response is not consistent. Only when intakes of linoleic acid become quite high do any differences become apparent. At high intakes, however, linoleic acid also lowers serum HDL cholesterol concentrations. Moreover, compared with oleic acid, it may reduce VLDL cholesterol levels in some people. Earlier enthusiasm for high intakes of linoleic acid to reduce LDL cholesterol levels has been dampened for several reasons: for example, its LDL-lowering ability does not offset potential disadvantages of HDL lowering; and other concerns include possible untoward side effects such as promoting oxidation of LDL and suppressing cellular immunity to cancer. The n-3 fatty acids in ®sh oils (DHA and EPA) have a powerful action to reduce serum VLDL levels. This action apparently results from suppression of the secretion of VLDL by the liver. The precise mechanism for this action is not known. However these fatty acids do not reduce LDL cholesterol concentrations relative to oleic acid. They have been used for treatment of some patients with elevated VLDL concentrations, although drug treatment generally is employed when it is necessary to lower serum VLDL levels. Carbohydrate When carbohydrates are substituted for oleic acid in the diet, serum LDL cholesterol levels remain unchanged. However, VLDL cholesterol concentrations usually rise and HDL cholesterol concentrations fall in high-carbohydrate diets. Thus, a lack of difference in total serum cholesterol concentrations during the exchange of carbohydrate and oleic acid is misleading. The two categories of nutrients have different actions on lipoprotein metabolism. The differences in response to dietary carbohydrate and oleic acid provide a good example of how measurements of serum total cholesterol fail to reveal all of the changes that are occurring in the lipoprotein fractions. Energy Balance
Obesity When energy intake exceeds energy expenditure, the balance of energy is stored in adipose
LIPIDS/Cholesterol, Factors Determining Levels in Blood
tissue in the form of TAG. When the TAG content of adipose tissue becomes excessive (body mass index 30 or above), a state of obesity is said to exist. In some obese persons, excessive accumulations of TAG occur in other tissues than adipose tissue. Two such tissues are skeletal muscle and liver. High contents of TAG in muscle and liver arise due in large part to continuous leakage of excessive quantities of NEFA from adipose tissue. In the presence of desirable body weight, normal insulin levels are suf®cient to suppress hydrolysis of TAG in adipose tissue, and NEFA release is low. On the other hand, in obese persons NEFA release is excessive and skeletal muscle and liver are ¯ooded with high serum NEFA concentrations. The result is engorgement of these organs with TAG. When skeletal muscle is overloaded with TAG, insulin-mediated glucose uptake is impaired. This condition is called `insulin resistance'. When liver is packed with TAG, hepatic metabolism is altered and insulin action on the liver is deranged. As a result, there is an overproduction of VLDL; this leads to high VLDL cholesterol concentrations, and because LDL is a product of VLDL, to higher LDL cholesterol levels. In addition, obesity is accompanied by a reduction in HDL cholesterol concentrations. Thus obesity is responsible for multiple alterations in lipoprotein metabolism; it has signi®cant effects on three major lipoprotein species ± VLDL, LDL and HDL. These changes appear to be the result of a combination of excessive hepatic TAG as a substrate for VLDL formation and failure of insulin to exert its usual action to curtail VLDL secretion. Exercise Many of the adverse metabolic effects of obesity are reversed by exercise. Increased energy expenditure through regular and sustained exercise helps to prevent accumulation of excessive quantities of TAG in adipose tissue. In addition, increased muscle metabolism produced by exercise burns off NEFA and prevents TAG accumulation in the liver. Hence, increased and sustained energy expenditure favourably modi®es the lipoproteins, particularly by lowering VLDL cholesterol concentrations and raising serum HDL cholesterol. Effects of exercise on LDL cholesterol concentrations are more modest, but in some people exercise produces a reduction.
Other Factors Affecting Serum Lipoproteins Advancing Age
Between the ages of 20 and 50 years, there is a gradual rise in serum cholesterol concentrations. In the United States, for example, the serum
1609
cholesterol increases on average about 50 mg dlÿ1 (1.295 mmol lÿ1). This change may be related in part to increasing obesity, according to the mechanisms described above. However, even in people who do not gain weight with advancing age, serum cholesterol concentrations usually rise to some extent. Available evidence indicates that this rise results from a decrease in expression of LDL receptors. The reasons for a decline in receptor synthesis with ageing are not known, but may re¯ect `metabolic' ageing. However, in men, after age 50 years, there is little further rise in serum cholesterol. This observation suggests that the impact of weight gain, which occurs mostly between the ages of 20 and 50 years, may be greater than generally recognized. Postmenopausal State in Women
In women, there is a further rise in serum cholesterol concentrations which occurs after age 50 years. This rise is believed to be due largely to loss of oestrogens after the menopause. Oestrogens are known to stimulate the synthesis of LDL receptors and, consequently, receptor expression declines after the menopause. This increment in cholesterol levels can be largely reversed by oestrogen replacement therapy. Genetic Factors
Family studies and research in twins indicate that about 50% of the variation of serum cholesterol concentrations in the general populations can be explained by genetic polymorphisms. Presumably this variation is related to factors that regulate lipoprotein concentrations. In some cases, speci®c genetic defects are severe, resulting in marked changes in lipoprotein concentrations. When this occurs, the affected individual is said to have a monogenic disorder. In other cases, multiple genetic modi®cations are present that combine to alter lipoprotein concentrations. When a few modi®cations are present, the condition is called oligogenic, but when many modi®cations combine to change lipoprotein concentrations, the condition is named polygenic. Several monogenic disorders have been identi®ed; a few oligogenic conditions have been described; but there are very few instances in which complex polygenic traits have been unravelled. A question of great interest is whether nutritional and genetic factors ever interact synergistically to alter lipoprotein concentrations. Undoubtedly, dietary factors and genetic changes can be additive in their effects on serum lipoproteins; but synergistic interaction has been dif®cult to prove. In what follows, consideration will be given to the impact of modi®cation of some of the key gene products regulating lipoprotein metabolism.
1610
LIPIDS/Cholesterol, Factors Determining Levels in Blood
LDL receptors The most severe elevations in LDL cholesterol levels occur in patients who have mutations in the gene encoding for LDL receptors. About one in 500 people in Western populations are heterozygous for these mutations. Their condition is called heterozygous familial hypercholesterolaemia. LDL cholesterol concentrations are essentially twice the normal level in this condition. Very rarely patients are homozygous for mutation in the LDL receptor gene, and thus have homozygous familial hypercholesterolaemia. Their LDL cholesterol levels are approximately four times normal. Individuals with this condition develop severe, premature atherosclerosis. Many other people appear to have a reduction in LDL receptor expression on a genetic basis, but they do not have as severe elevations of serum LDL cholesterol as occur in patients with familial hypercholesterolaemia. Presumably, these people have genetic modi®cations in factors that regulate transcription of the LDL receptor gene. Although such genetic modi®cations may be relatively common, they are poorly de®ned. Again, an important but unanswered question is whether some people are genetically susceptible to the cholesterol-raising effects of dietary cholesterol and saturated fatty acids. If so, they may possess modi®cations in the genetic control of LDL receptor expression. Apolipoprotein B-100 structure About one in 500 people in Western populations also have a mutation in the primary structure of apo B that interferes with its binding to LDL receptors. This mutation gives rise to the disorder called familial defective apolipoprotein B-100. The consequence is an elevation of LDL cholesterol concentrations, and the clinical pattern resembles that of familial hypercholesterolaemia. Apolipoprotein B synthesis Rare patients have mutations in the gene encoding for apo B that impair the synthesis of this apolipoprotein. Such patients usually have very low LDL cholesterol concentrations. These individuals are said to have familial hypobetalipoproteinaemia. In other rare cases, the intracellular TAG transport protein called MCT is genetically absent; when this occurs, no lipoprotein particles containing apo B can be formed. LDL cholesterol is absent from serum, and the disorder is called familial abetalipoproteinaemia. Some researchers speculate that serum elevations in VLDL cholesterol and LDL cholesterol can result from excessive synthesis and/or secretion of apo Bcontaining lipoproteins by the liver. When this occurs on a genetic basis, the disorder is designated familial combined hyperlipidaemia. However, a monogenic basis of this clinical phenotype has never been
identi®ed. Therefore, most investigators have concluded that familial combined hyperlipidaemia most likely represents an oligogenic or polygenic disorder. In this disorder, lipoprotein elevations appear to be worsened by nutritional factors ± particularly by obesity. Apolipoprotein E This apolipoprotein is present on TAG-rich lipoproteins and it facilitates removal of remnant lipoproteins by LDL receptors in the liver. When apo E is affected by mutation, this enabling action is curtailed and hepatic uptake of remnant lipoproteins is impaired. The result is an accumulation of chylomicron remnants and VLDL remnants in the circulation. The accumulation is accentuated by the coexistence of other disorders of metabolism of TAG-rich lipoproteins. When remnant accumulation occurs on a genetic basis, the disorder is called familial dysbetalipoproteinemia. Apolipoprotein C There are two forms of apo C ± apo C-II and apo C-III. Apo C-II is required for activation of LPL; when it is genetically absent, affected patients develop severe elevations of TAGrich lipoproteins. Apo C-III inhibits the activity of LPL. In certain metabolic disorders, notably insulin resistance, synthesis of apo C-III is increased; an elevated apo C-III can lead to impaired function of LPL and increases in serum concentrations of TAG-rich lipoproteins. Apolipoprotein A-I This is the major apolipoprotein of HDL. Rare patients have mutations in apo A-I which results in very low concentrations of HDL cholesterol. However, most people in whom HDL cholesterol concentrations are moderately reduced show increased catabolism of apo A-I. The mechanism for this change has not been fully determined, but one important cause may be an overexpression of hepatic triacylglycerol lipase. Lipoprotein lipase This enzyme is required for lipolysis of TAG in TAG-rich lipoproteins. Rare patients are homozygous for mutations in LPL that impair its function. In such patients, serum concentrations of chylomicrons are markedly increased. The accumulation of chylomicrons in serum is greatly accentuated by the presence of fat in the diet. Only by stringent dietary fat restriction is it possible to prevent severe TAG elevations in serum. Genetic regulation of HDL cholesterol Family and twin studies reveal that about 50% of the variation in serum HDL cholesterol levels in the general population is explained by genetic factors. However, the regulation of HDL cholesterol concentrations is complex, and HDL cholesterol levels are determined
LIPIDS/Cholesterol Removal from Dairy Products
by many factors, e.g. serum TAG concentrations, activity of hepatic triacylglycerol lipase, production rates of apo A-I, and activities of cholesterol ester transfer protein (CETP) and LCAT. Genetic factors undoubtedly affect each of these regulating factors. See also: Lipids: General Characteristics; Fatty Acids; Triacylglycerols; Conjugated Linoleic Acid; Cholesterol Removal from Dairy Products.
Further Reading Bonanome A and Grundy SM (1988) Effect of dietary stearic acid on plasma cholesterol and lipoprotein levels. New England Journal of Medicine 318: 1244±1248. Cater NB, Heller HJ and Denke MA (1997) Comparison of the effects of medium-chain triacylglycerols, palm oil, and high oleic sun¯ower oil on plasma acylglycerol fatty acids and lipid and lipoprotein concentrations in humans. American Journal of Clinical Nutrition 65: 41±45. Connor WE (1988) Effects of v-3 fatty acids in hypertriglyceridemic states. Seminars in Thrombosis and Hemostasis 14: 271±284. Denke MA, Sempos CT and Grundy SM (1993) Excess body weight: an underrecognized contributor to high blood cholesterol levels in white American men. Archives of Internal Medicine 153: 1093±1103. Dietschy JM, Turley SD and Spady DK (1993) Role of liver in the maintenance of cholesterol and low density lipoprotein homeostasis in different animal species, including humans. Journal of Lipid Research 34: 1637±1659. Ericsson S, Eriksson M, Vitols S et al. (1991) In¯uence of age on the metabolism of plasma low density lipoproteins in healthy males. Journal of Clinical Investigation 87: 591±596. Expert Panel on Detection, Evaluation, and Treatment of High Blood Cholesterol in Adults (SM Grundy, chairman) (1994) National Cholesterol Education Program: Second Report of the Expert Panel on Detection, Evaluation, and Treatment of High Blood Cholesterol (Adult Treatment Panel II). Circulation 89: 1329±1445. Grundy SM (1986) Comparison of monounsaturated fatty acids and carbohydrates for lowering plasma cholesterol. New England Journal of Medicine 314: 745±748. Grundy SM (1991) Multifactorial etiology of hypercholesterolemia: implications for prevention of coronary heart disease. Arteriosclerosis and Thrombosis 11: 1619± 1635. Grundy SM and Denke MA (1990) Dietary in¯uences on serum lipids and lipoproteins. Journal of Lipid Research 31: 1149±1172. Hegsted DM, McGandy RB, Myers ML and Stare FJ (1965) Quantitative effects of dietary fat on serum cholesterol in man. American Journal of Clinical Nutrition 17: 281±295. Innerarity TL, Mahley RW, Weisgraber KH et al. (1990) Familial defective apolipoprotein B-100: a mutation of
1611
apolipoprotein B that causes hypercholesterolemia. Journal of Lipid Research 31: 1337±1349. Keys A, Anderson JT and Grande F (1965) Serum cholesterol response to changes in the diet. 4. Particular saturated fatty acids in the diet. Metabolism 14: 776± 787. Mattson FH and Grundy SM (1985) Comparison of effects of dietary saturated, monounsaturated, and polyunsaturated fatty acids on plasma lipids and lipoproteins in man. Journal of Lipid Research 26: 194±202. Mensink RP and Katan MB (1990) Effect of dietary trans fatty acids on high-density and low-density lipoprotein cholesterol levels in healthy subjects. New England Journal of Medicine 323: 439±445.
Cholesterol Removal from Dairy Products R Sieber and H Eyer, Federal Dairy Research Station, Berne, Switzerland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Cholesterol is a waxy, fat-like substance found in the cells of humans and animals. It is a key constituent of cell membranes and is a precursor for some hormones and vitamin D. Cholesterol is also a natural component of many food products, but the amount varies widely from food to food (Table 1). It is located mainly in plasma membranes, lipoproteins and depot fats. The highest amounts of cholesterol are found in the brain, bone marrow, kidney and liver. Cholesterol is also present in the milk of all mammals at modest concentrations, e.g. 1 g of bovine milk fat generally contains about 2.6±3 mg of cholesterol. During the commercial processing of milk, the cholesterol is carried over with the bulk fat to the product. Plants, fruits, seeds and leaf lipids also contain cholesterol in very small quantities in addition to phytosterols.
Processes for the Removal of Cholesterol from Food Historically, the importance attached to dietary cholesterol as a possible risk factor in human hypercholesterolaemia and so to an increased risk of coronary heart disease has led to certain foods being regarded as bad and to consumer preference for
LIPIDS/Cholesterol Removal from Dairy Products
by many factors, e.g. serum TAG concentrations, activity of hepatic triacylglycerol lipase, production rates of apo A-I, and activities of cholesterol ester transfer protein (CETP) and LCAT. Genetic factors undoubtedly affect each of these regulating factors. See also: Lipids: General Characteristics; Fatty Acids; Triacylglycerols; Conjugated Linoleic Acid; Cholesterol Removal from Dairy Products.
Further Reading Bonanome A and Grundy SM (1988) Effect of dietary stearic acid on plasma cholesterol and lipoprotein levels. New England Journal of Medicine 318: 1244±1248. Cater NB, Heller HJ and Denke MA (1997) Comparison of the effects of medium-chain triacylglycerols, palm oil, and high oleic sun¯ower oil on plasma acylglycerol fatty acids and lipid and lipoprotein concentrations in humans. American Journal of Clinical Nutrition 65: 41±45. Connor WE (1988) Effects of v-3 fatty acids in hypertriglyceridemic states. Seminars in Thrombosis and Hemostasis 14: 271±284. Denke MA, Sempos CT and Grundy SM (1993) Excess body weight: an underrecognized contributor to high blood cholesterol levels in white American men. Archives of Internal Medicine 153: 1093±1103. Dietschy JM, Turley SD and Spady DK (1993) Role of liver in the maintenance of cholesterol and low density lipoprotein homeostasis in different animal species, including humans. Journal of Lipid Research 34: 1637±1659. Ericsson S, Eriksson M, Vitols S et al. (1991) In¯uence of age on the metabolism of plasma low density lipoproteins in healthy males. Journal of Clinical Investigation 87: 591±596. Expert Panel on Detection, Evaluation, and Treatment of High Blood Cholesterol in Adults (SM Grundy, chairman) (1994) National Cholesterol Education Program: Second Report of the Expert Panel on Detection, Evaluation, and Treatment of High Blood Cholesterol (Adult Treatment Panel II). Circulation 89: 1329±1445. Grundy SM (1986) Comparison of monounsaturated fatty acids and carbohydrates for lowering plasma cholesterol. New England Journal of Medicine 314: 745±748. Grundy SM (1991) Multifactorial etiology of hypercholesterolemia: implications for prevention of coronary heart disease. Arteriosclerosis and Thrombosis 11: 1619± 1635. Grundy SM and Denke MA (1990) Dietary in¯uences on serum lipids and lipoproteins. Journal of Lipid Research 31: 1149±1172. Hegsted DM, McGandy RB, Myers ML and Stare FJ (1965) Quantitative effects of dietary fat on serum cholesterol in man. American Journal of Clinical Nutrition 17: 281±295. Innerarity TL, Mahley RW, Weisgraber KH et al. (1990) Familial defective apolipoprotein B-100: a mutation of
1611
apolipoprotein B that causes hypercholesterolemia. Journal of Lipid Research 31: 1337±1349. Keys A, Anderson JT and Grande F (1965) Serum cholesterol response to changes in the diet. 4. Particular saturated fatty acids in the diet. Metabolism 14: 776± 787. Mattson FH and Grundy SM (1985) Comparison of effects of dietary saturated, monounsaturated, and polyunsaturated fatty acids on plasma lipids and lipoproteins in man. Journal of Lipid Research 26: 194±202. Mensink RP and Katan MB (1990) Effect of dietary trans fatty acids on high-density and low-density lipoprotein cholesterol levels in healthy subjects. New England Journal of Medicine 323: 439±445.
Cholesterol Removal from Dairy Products R Sieber and H Eyer, Federal Dairy Research Station, Berne, Switzerland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Cholesterol is a waxy, fat-like substance found in the cells of humans and animals. It is a key constituent of cell membranes and is a precursor for some hormones and vitamin D. Cholesterol is also a natural component of many food products, but the amount varies widely from food to food (Table 1). It is located mainly in plasma membranes, lipoproteins and depot fats. The highest amounts of cholesterol are found in the brain, bone marrow, kidney and liver. Cholesterol is also present in the milk of all mammals at modest concentrations, e.g. 1 g of bovine milk fat generally contains about 2.6±3 mg of cholesterol. During the commercial processing of milk, the cholesterol is carried over with the bulk fat to the product. Plants, fruits, seeds and leaf lipids also contain cholesterol in very small quantities in addition to phytosterols.
Processes for the Removal of Cholesterol from Food Historically, the importance attached to dietary cholesterol as a possible risk factor in human hypercholesterolaemia and so to an increased risk of coronary heart disease has led to certain foods being regarded as bad and to consumer preference for
1612
LIPIDS/Cholesterol Removal from Dairy Products
Table 1 Cholesterol content of different foods Food Human milk Cows' milk Skim milk Cream Yoghurt Cheese Camembert Cheddar Emmental Fresh cheese Gouda Parmigiano Quark Butter Egg Whole Yolk, liquid Beef tallow Lard Veal Muscles only Liver Kidney Beef (muscles only) Pork Muscles only Liver Flounder Herring (Atlantic) Mackerel Sole
Fat content (g 100 gÿ1)
Cholesterol content (mg 100 gÿ1)
4.03 3.78 0.07 31.7 3.75
25 12 3 109 11
22.3 32.3 31.2 31.5 25.4 25.8 5.1 83.2
62 100 88 103 114 68 17 239
11.3 31.9 99.5 100.0
396 1260 95 86
0.81 4.14 6.37 1.9
70 360 380 58
1.86 4.9 0.7 17.8 11.9 1.37
65 354 48 77 76 50
Reproduced with permission from Souci SW, Fachmann W and Krant H (2000) Food Composition and Nutrition Tables, 6th edn. Stuttgart, Germany: Medpharm.
low-cholesterol and cholesterol-reduced foods. As a natural consequence of this consumer preference, legislators such as the US Food and Drug Administration, have developed labelling guidelines for these products (per serving): cholesterol free, 25% less cholesterol than a reference product. Many biological, physical and chemical methods have become available for the development of cholesterol-reduced products. Biological Processes
Microorganisms In nature, there are a number of cholesterol-degrading bacterial species. Nocardia, Rhodococcus and Eubacterium have been isolated from butter, bacon, pork fat, chicken fat and soil. Of approximately 120 bacterial strains isolated from these foods and from cheese, beef fat, beef liver and egg yolk, 19 isolates had a cholesterol-degrading
ability. The highest cholesterol-degrading ability was found in the isolate C-5 belonging to the genus Kurthia, where cholesterol was completely degraded via 4-cholesten-3-one into other compounds. In experiments with humans, cholesterol concentrations can be lowered in the blood by oral administration of a coprostanol-producing microorganism. Enzymes Cholesterol is modi®ed through various enzymes produced by different bacteria, principally cholesterol oxidase(s) and reductase(s). Cholesterol oxidase has been isolated from Nocardia erythropolis, Nocardia rhodochrous, Rhodococcus equi, Rhodococcus erythropolis and Streptomyces spp. These enzymes were shown to be of the intrinsic (membrane-bound) type. Extracellular enzymes have also been described in the broth ®ltrates of Streptomyces violascens, Brevibacterium sterolicum, Streptoverticillium cholesterolicum and Rhodococcus equi. The strain Rhodococcus equi No. 23, isolated from butter, produced larger amounts of extracellular cholesterol oxidase than strain No. 33, isolated from bacon. A culture of a suspension of Nocardia labegensis appears to have potential for the biological degradation of sterols in animal and vegetable fats. Microcapsules containing cholesterol-degrading microorganisms may also be used to reduce the cholesterol levels in liquid foods. The use of bacteria to lower cholesterol levels in foods raises some important issues. First, there is the question of bacterial inoculation of the food, which may be of great concern to the consumer. Second, some of the species used may be pathogenic; in fact, Rhodococcus equii has been identi®ed as an important pathogen. Finally, there are the potentially harmful effects of the byproducts produced after bioconversion of the cholesterol. When cholesterol is reduced to coprostanol, e.g. by cholesterol reductase from Eubacterium, this does not seem to be a problem as it is absorbed poorly or not at all. Rhodococcus strains catalyse the conversion of cholesterol to 4-cholesten-3-one whose formation and disappearance differs according to the strain used. In this case, the problem is more serious as oxidized cholesterol and its derivatives are toxic. Chemical Processes
Solid±liquid extraction Cholesterol can be removed from liquid foods by selective solid phase extraction using adsorbents such as activated charcoal, coated porous glass, ceramics and plastics. Silica gel may also be used as an adsorbent. Organic solvents or their mixtures can be applied to remove cholesterol, but it should be noted that these solvents are mostly
LIPIDS/Cholesterol Removal from Dairy Products
toxic and should not be used in foods. The extraction of other lipid-soluble components, denaturation of proteins, removal of ¯avour and relative nonselectivity are other disadvantages of a process using an organic solvent. Complex formation Beta-cyclodextrin, a cyclic oligosaccharide consisting of seven glucose units joined as a-(1 ! 4) isomers, forms a stable insoluble inclusion complex with cholesterol and is nontoxic, edible, nonhygroscopic, stable chemically and easily separable. The effectiveness of cholesterol adsorption is dependent on the adsorbent concentration, stirring time, speed and temperature, and centrifugation conditions. Starch-containing products also seem to form stable complexes. All of these complexes are stable in aqueous solutions, which allows cholesterol removal from the lipid phase. Incidentally b-cyclodextrin can be fermented by the human colonic ¯ora. Safety aspects of residual b-cyclodextrin of egg were studied in rats by a subchronic toxicity study indicating that b-cyclodextrin treated egg samples do not show any toxicity. Extracted b-cyclodextrin can be recovered by heating or by addition of increased amount of sodium chloride. It is also possible to minimize the level of cholesterol in animal fat with an aqueous solution of bile salts and one or several glyceryl esters or with cyclic anhydrides such as succinic anhydride. The cholesterol-containing aqueous phase is then separated or the ®nal product of the reaction with cyclic anhydrides is extracted with aqueous alkali. In another method, animal fat is brought in contact with phospholipid or anionic polysaccharides. The formed sterol-reduced fat is then removed from the aqueous mixture. Saponins such as quillaja powder (a commercial preparation of saponins from the bark of Quillaja saponaria, which are accepted for food processing and are `generally recognized as safe' (GRAS) in the United States) and also polymer-supported saponins such as digitonin (consisting of the aglycon digitonenin linked to a pentasaccharide) or tomatine (composed of a polycyclic steroidal secondary amine, tomatidine, and a tetrasaccharide) form insoluble cholesterol complexes, which can be removed by ®ltration or centrifugation. The polymers may be regenerated by benzene extraction, which restores the original cholesterol-binding capacity. Physical Processes
Distillation and crystallization methods Cholesterol is soluble in steam so steam-stripping technology can be used to remove large quantities from fat. This technique allows the reduction of up to 95% of the
1613
cholesterol in anhydrous butter fat and ®sh oils. The procedure is quite simple. The fat is ®rst deaerated, mixed with steam, heated and then ¯ash vaporized with subsequent cholesterol removal by thin-®lm stripping in a countercurrent of steam. The product is then cooled and stored in the absence of oxygen. The process consumes large amounts of energy, entails signi®cant operating costs and can lead to polymerization and oxidation of various constituents. Short-path distillation or crystallization are processes that are used to fractionate fat. The ®rst process consists of evaporation of fat into a substantially gas-free space. In the latter procedure, the fat is liqui®ed and is then cooled to the speci®c crystallization temperatures. To crystallize different components that are subsequently separated from the liquid phase, different temperatures can be applied. Milk fat is essentially a mixture of different triglycerides with varying physical properties (including the melting point), so it is possible to separate milk fat into fractions with different chemical compositions and also different cholesterol levels. Supercritical fluid extraction Supercritical ¯uid extraction has been used for a long time in the food industry. It has been applied to delipidation of protein, de-oiling of lecithin, isolation of important oils, fractionation of butterfat, decaffeination of coffee, oil extraction from oilseeds, removal of bitter aroma compounds from hops, extraction of spices and removal of cholesterol from different foods. In this process, a product is treated with a gas, e.g. carbon dioxide, of high density, low viscosity and reduced surface tension under high pressure and at high temperatures. Because carbon dioxide has many advantages, such as being easily removable, nontoxic, non¯ammable, noncorrosive, nonoxidizing, cheap, available in large quantities and high purity, and has a relatively low critical temperature (31 � C), it is used in the processing of natural products intended for human consumption. Supercritical ¯uid extraction has the great advantages of low energy costs, higher yields, products that are of superior quality as a lower extraction temperature range is used, the absence of potentially explosive and toxic solvents, and no toxic byproducts are formed. In general, no chemical solvent is left in the food with this technique. However, a substantial capital investment is required for the installation of the necessary equipment.
Cholesterol Removal from Different Foods The processes described in world patents and the scienti®c literature relate mainly to the removal of
1614
LIPIDS/Cholesterol Removal from Dairy Products
Table 2 Effect of various conditions on cholesterol removal from milk by means of b-cyclodextrin -cyclodextrina
Mixing temperaturea
(%)
Cholesterol removed (%)
�
0.5 1.0 1.5 2.0
92.2b 94.0b 95.3b 88.6c
4 10 15 20 25
C
Mixing timea
Centrifugal forcea
Centrifugation timea
Cholesterol removed (%)
min
Cholesterol removed (%)
�g
Cholesterol removed (%)
min
Cholesterol removed (%)
93.7b 94.6b,c 93.0b 93.5b 95.2c
5 10 15 20 25
93.2b 93.9b 92.1b 92.5b 90.3b
55 111 166 222 178
86.7b 94.9c 95.9c 91.5b,c 87.3b
5 10 15 20 25
81.9b 94.6b 94.1b 92.9b 88.3c
a Other experimental variables were: b-cyclodextrin added, 1%; mixing speed, 800 rpm; mixing temperature, 10 � C; mixing time, 10 min; centrifugation force, 111 �g; and centrifugation time, 10 min. b,c Means within a column with different susperscript letters differ (p4 l) container applications; milk is ®lled into laminated plastic bags, which have been sealed and then presterilized by irradiation. The ®lled bags are held within wood, plastic or cardboard outer cases or steel drums.
Mans J (2000) Long live the quik! Dairy Foods 101: 37±42. Sanders MJ (1987) Infusion heating: the thermal technology for premium dairy products. DFI News 10: 6±7, 10±11. US Food and Drug Administration (1995) Grade `A' Pasteurized Milk Ordinance. Washington, DC: US Food and Drug Administration. Vatne KB and Castberg HB (1991) Processing and packaging aspects of extended shelf-life products. Australian Journal of Dairy Technology 46: 98±100. Westhoff DC (1978) Heating milk for microbial destruction: an historical outline and update. Journal of Food Protection 41: 122±130.
Conclusion
Sterilized Milk
Super-pasteurization represents an alternative to UHT processing, combining the bene®ts of an extended refrigerated shelf-life with the favourable sensory character of traditional HTST pasteurized milk. Achievement of the up to 90-day shelf-life of super-pasteurization is a complex process involving advanced thermal technologies, aseptic packaging and ®lling, and proper temperature control throughout distribution.
M Rosenberg, University of California±Davis, Davis, CA, USA
See also: Heat Exchangers. Hygiene in Dairy Production and Processing. Liquid Milk Products: Pasteurized Milk. Sterilization of Milk and Other Products. Ultra-High Temperature Treatment (UHT): Aseptic Packaging; Heating Systems.
Further Reading Anonymous (1995a) Introduction to aseptic/ESL systems. In: APV Aseptic/Extended Shelf Life Processing Handbook, pp. 17±19, 31±33, 47. APV292. Rosemont: APV Crepaco, Inc. Anonymous (1995b) Extended shelf life/ESL. In: APV Technology Update: Long Life Dairy, Food and Beverage Products, pp. 6±10, 22±24. Rosemont: APV Crepaco, Inc. Blake MR, Weimer BC, McMahon DJ and Savello PA (1995) Sensory and microbial quality of milk processed for extended shelf-life by direct steam heat injection. Journal of Food Protection 58: 1007±1013. Bylund G (1995) Pasteurized milk. In: Dairy Processing Handbook, pp. 201±207. Lund, Sweden: Tetra Pak Processing Systems. Cromie SJ (1991) Microbiological aspects of extended shelf-life products. Australian Journal of Dairy Technology 46: 101±104.
1637
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Quality attributes, acceptability and shelf-life of sterilized milk products are affected and determined by the combined in¯uence of milk composition, storage history and quality, by the sterilization process con®guration and conditions and by the conditions under which the ®nal product is stored. Although the prime target of the sterilization process is the microbiological population in the processed milk, it also signi®cantly affects the physical and chemical stability, ¯avour, colour and nutritional value of the product. The overall quality of sterilized milk products is determined not only by the effect of heat treatment during the manufacturing process but rather continues to be signi®cantly in¯uenced by a broad array of physicochemical phenomena and some enzymatic reactions that occur during storage. The mode and extent to which the in¯uence of process and storage variables is manifested in a given products are affected by composition, properties and quality of the milk, prior to processing.
Factors affecting Quality of Sterilized Milk Products High temperatures used in the manufacture of sterilized milk products induce a broad array of physical
1638
LIQUID MILK PRODUCTS/Sterilized Milk
Table 1 Some chemical, enzymatic and physical phenomena that occur during manufacturing and storage of sterilized milk products Component or property
Phenomena
Proteins
Unfolding, denaturation (50±85%), formation of complexes with k-casein at the surface of the casein micelles; increase in size of casein micelles, some disintegration of the micelles, increase in proportion of nonsedimentable casein, proteolysis during storage, increase in the proportion of nonprotein and noncasein nitrogen, polymerization during storage; formation of lactulosyl lysine and fructosyl lysine during storage Decrease in proportion of ionic Ca and Mg due to precipitation as phosphates during processing; partial reversal of the latter during storage Maillard reaction, isomerization to lactulose Increases with both UHT and retort sterilization, decreases during storage of UHT milk UHT milk: increases during storage Retort-sterilized milk: unchanged during storage UHT milk: signi®cant increase during storage Retort-sterilized milk: some increase during storage Lipolysis by heat-resistant or reactivated lipases during storage
Minerals Lactose Rennet coagulation time Sensitivity to alcohol Sensitivity to calcium Lipids
and chemical changes (Table 1). These affect some of the principal quality attributes of milk, such as ¯avour, colour, odour and nutritional value and thus the keeping quality, commercial value and acceptability of the product. A properly designed sterilization process has to be based on introducing time±temperature conditions that are needed to attain the desired extent of commercial sterility, from the microbiological and enzymatic points of view, while minimizing the adverse effects on all other quality attributes. Retort-sterilized milk or concentrated milk products are shelf-stable for a long period of time and exhibit different levels of browning, development of cooked and/or caramelized ¯avour and loss of nutritional value. These products are not considered desirable as beverages and are more suitable as ingredients in various formulations or as coffee milk. Sterilized milks prepared using the direct UHT method are shelf-stable for up to 12 and 6 months at a storage temperature of 4 and 20 � C, respectively, and that prepared using the indirect process con®guration is shelf-stable for more than 12 months at 4 � C and up to 1 year at 20 � C. UHT processes achieve a sporicidal effect that is at least equal to that obtained with retort sterilization while maintaining the extent of adverse effects on the colour, ¯avour and nutritional value signi®cantly lower than that obtained with the retort processes. The keeping quality of UHT milk is determined by the manifestation of phenomena affecting the physical stability of the product during storage. Among these are, potentially, protein sedimentation, fat separation and gelation. Flavour and colour changes that can, potentially, occur during processing and storage of UHT products may signi®cantly impact the sensorial characteristics of the product; however, the extent to which these events
occur can be controlled through adjustment of process con®guration and conditions. Fat separation can be controlled by proper homogenization and heat treatment conditions and the manifestation of sedimentation can be minimized by properly adjusting the sequence of unit operations. It has been established that with UHT processed milk, physical phenomena, especially gelation during storage, are the most detrimental to the keeping quality. Physicochemical Changes
All major milk constituents (proteins, lipids, minerals and carbohydrates) are signi®cantly affected during the manufacture and storage of sterilized milk and concentrated milk (Table 1). Effects of heat treatment continue to in¯uence the properties and thus the quality of the product pending consumption. Physicochemical changes that occur during heat treatment trigger complex cascades of different reactions which manifest themselves during storage and collectively determine the shelf-life and quality of the product. A detailed discussion on the effect of heat treatment is beyond the scope of this article and only some aspects are discussed (see Pasteurization of Liquid Milk Products: Pasteurizers, Design and Operation. Thermization of Milk. Heat Stability of Milk. Ultra-High Temperature Treatment (UHT): Heating Systems). Heat treatment during the sterilization of milk or concentrated milk lead to denaturation of whey proteins and interactions between the latter and caseins. Denaturation of b-lactoglobulin depends on the severity of the heat treatment and ranges between 50% to more than 85%. The sterilization process leads to irreversible formation of disulphide bondmediated complexes between b-lactoglobulin and
LIQUID MILK PRODUCTS/Sterilized Milk 80
directions. Changes in mineral balance and distribution occur during both sterilization and storage and affect the aggregation and stability properties of the casein system in the product (Table 1).
70 60 Whey proteins (%)
1639
50
Sediment Formation
40 30 20 10 0 150/0.8 s 150/2.4 s
142/10 s 29/1.5 min 116/17 min
Heat treatment conditions (temperature, °C/time) Figure 1 Effect of heat treatment conditions on the proportion of whey proteins that become associated with the casein micelle. (After Renner and Schmidt, 1981.)
k-casein at the surface of the casein micelle (Figure 1) that change the zeta potential and aggregation properties of the casein micelle system. Sterilization of milk or concentrated milk results in various extents of temperature- and pH-dependent dissociation of caseins from the micelle system and disintegration of micelles. UHT processes result in some rearrangements of casein components in the casein micelle through both aggregation and disintegration reactions (Table 1). Side chain groups of amino acids and possibly terminal groups of proteins undergo different reactions at high temperatures that reduce protein solubility. The sterilization process can also lead to liberation of different active compounds such as HSÿ, NH4, HPO42 ÿ , etc. which may in¯uence the sensorial and physicochemical properties of the product. Lactose
Lactose undergoes heat-induced reactions during milk sterilization which have a signi®cant effect on the physicochemical and sensorial characteristics of the product. Lactose interacts with amino residues of milk proteins, mainly with lysine, through the Maillard reaction and also undergoes isomerization that parallels the Maillard reaction or can occur at a slow rate in the absence of amino groups. Isomerization results in the accumulation of 300±1000 mg lÿ1 lactulose and minute quantities of epilactose in sterilized milks. Isomerization reactions that occur during sterilization are reversible and may lead to additional
Formation of sediment, although typical to UHT milk, does not represent a signi®cant quality problem. Sediment formation has been suggested to represent fouling material generated during the process. When it appears, the amount of sediment is small and proportionally related to the severity of the heat treatment as well as to the proportion of ionic calcium in milk, and is inversely related to pH, milk quality and homogenization pressure. Indirect-heat UHT processing results in less sediment formation than the direct-heat process.
Age Gelation of Sterilized Milk Products Age gelation, an irreversible phenomenon that occurs during the storage of sterilized milk and which ultimately transforms the product into gel, is considered the most important single quality problem associated with this type of product, and, when fully manifested, signals the end of the product's shelf-life. Age gelation in retort-sterilized milk is not a common problem. The viscosity of UHT milk or concentrated milk undergoes signi®cant changes during storage. Typically, some thinning is evident during the early stages of storage and is followed by a long period during which no signi®cant changes in consistency are observed. Then, a steep increase in viscosity occurs and indicates the onset of irreversible gelation that occurs within 1±3 weeks. Syneresis is not evident on gelation, but it may occur during postgelation storage. Gelation of UHT milk is less critical than that in UHT concentrated milk. Although investigated by many, the physicochemical and mechanistic aspects of age gelation have not been fully understood and elucidated yet. Age gelation of UHT sterilized milk and concentrated milk is affected by the combined in¯uence of a multitude of variables related to milk composition and quality as well as to process and storage conditions. Although similar factors affect the gelation of concentrated and unconcentrated UHT milk, the extent of the speci®c in¯uence varies. The severity of the heat treatment, both prior to and during the sterilization process, critically affects age gelation in UHT milk products. The resistance to gelation of a given product, re¯ected by the duration of `gelationfree' time during storage, is proportionally related to
1640
LIQUID MILK PRODUCTS/Sterilized Milk
the severity of the sterilization conditions, due to the in¯uence of heat-induced changes in the state and distribution of the proteins. The formation, mainly through disulphide bonds, of complexes between blactoglobulin and k-casein at the surface of the casein micelle (Figure 1) renders the micelles more resistant to gelation during storage. The protection against gelation is proportionally related to the extent to which whey proteins are attached to the surface of the casein micelles. The role of the reported increase in casein micelle size during UHT processes in affecting the propensity to gelation is unclear. Although the changes in calcium distribution during sterilization and storage (Table 1) are likely to affect the stability of the protein system in milk, the speci®c in¯uence on the gelation of sterilized milk is unclear. Storage Conditions
Both process conditions and additives that may be added to the processed milk affect the age gelation of sterilized milk (Tables 2 and 3; Figures 2±4). Sterilized milk produced by the direct-heat UHT process is more prone to gelation that that prepared using the
indirect method, probably due to the better control over the severity of heat treatment given in the latter. Homogenization and the sequence of unit operations also affect the gelation of UHT milk products. The rate of gelation of sterilized (HTST or UHT) concentrated milk during storage is proportionally related to the total solids content of the product, in particular to the proportion of non-fat constituents (Figure 3). The effect of heat treatment in retarding gelation during storage is in¯uenced by the total solids content of the product. Under given sterilization conditions, the gelation-free storage time of concentrated milk is inversely related to total solids while at a given total solids, the time to gelation is inversely related to the severity of the heat treatment. In the manufacture of concentrated UHT milk, preheating the concentrate at >110 � C for several minutes enhances the stability of the product; cold storage of concentrated milk prior to sterilization accelerates age gelation, probably due to effects of oxidation/reduction reactions that modify the stability of the protein system. Seasonality, breed, stage in lactation cycle and health of the animal affect gelation properties of sterilized milk products, through
Table 2 Effects of some processing variables on the age gelation of sterilized milk products Variable
Effect
Sterilization temperature Heating time Preheating Process con®guration Forewarming Sequence of unit operations
Gelation-free shelf-life increases with sterilization temperature Gelation-free shelf-life increases with sterilization time Delays gelation Indirect heating provides better resistance to age gelation than direct heating Delays gelation of in-container sterilized concentrated milk Homogenization prior to concentration and heat treatment reduces the resistance to gelation of sterilized concentrated milk; concentration prior to sterilization enhances resistance to gelation Retards gelation if carried out at optimal viscosity; homogenization at lower or higher viscosities leads to gelation or sedimentation, respectively
Holding the sterile concentrate at 94 � C followed by homogenization
Table 3 Effects of some additives on the age gelation of sterilized milk products Additive
Effect
Sodium phosphate, sodium citrate
Enhances gelation of UHT milk and concentrated milk; improves heat stability during retort sterilization of concentrated milk Delay gelation of UHT milk and concentrated milk Ef®cacy increases with chain length and concentration of the polyphosphate Enhance age gelation Delay the gelation of UHT milk and concentrated milk More effective than polyphosphates Enhances gelation Delay the gelation of sterilized concentrate Delay the gelation of sterilized concentrate Promote the gelation of sterilized concentrate Enhances the gelation of UHT sterilized skim milk concentrate
Polyphosphates Orthophosphates Cyclic condensed phosphates Mixture of monophosphates and polyphosphate Polyhydric compounds (lactose, sucrose, sorbitol) Sulphydryl blocking agents Disulphide reducing agents Hydrogen peroxide
LIQUID MILK PRODUCTS/Sterilized Milk
1641
45
(A)
40 40 35 Time to gelation (weeks)
30 20 10 0
Gelation-free time (days)
(B)
Gelation-free time (days)
(C)
20 18 16 14 12 10 8 6 4 2 0
30 25 20 15 10 5 0
A
B
C
D
Product Figure 3 Effect of composition and sterilization time on gelation-free time during storage at ambient temperature of sterilized concentrated milk. Total solids: 26% (A, B) and 36% (C, D). Sterilization time at 132 � C: 35 s (A, C) and 70 s (B, D). (After Harwalkar, 1992.)
500 450 400 350 300 250 200 150 100 50 0
140
120
100 21
30 37 Storage temperature (°C) P1
P2
Figure 2 Some effects of additives and process con®guration on gelation-free shelf-life of sterilized milk stored at different temperatures. P1, process consisting of forewarming, homogenization, additives, sterilization, and concentration. P2, process consisting of forewarming, concentration, additives, sterilization and homogenization. Additives: (A) none, (B) monophosphates and (C) polyphosphates. In all cases: total solids, 36%; sterilization, 138 � C for 15 s. (After Harwalkar, 1992.)
their in¯uence on milk composition and physicochemical properties. The gelation-free storage time of sterilized milk is inversely related to the microbiological load in the milk, especially the presence of microorganisms that produce heat-stable proteases, such as those originating from psychrotrophs. Different additives to the milk have been shown to be effective in in¯uencing the gelation properties of sterilized milk products (Table 3, Figure 2) through their in¯uence on the protein and mineral constituents of the product. Storage temperature greatly
Time to gelation (days)
Gelation-free time (days)
50
80
60
40
20
0 15
20 25 30 Storage temperature (°C)
35
Figure 4 In¯uence of storage temperature on gelation-free time of UHT milk sterilized at 140 � C for 3 s. (After Harwalkar, 1992.)
affects the gelation-free time of sterilized milk products (Figure 4); however, con¯icting information about the relationship between temperature and gelation of sterilized milk exists and the reported Q10
1642
LIQUID MILK PRODUCTS/Sterilized Milk
varies signi®cantly (>1±4). There is an inverse relationship between storage temperature and the gelation-free storage time of sterilized concentrated milk. For both concentrated and unconcentrated products, the signi®cant differences between reported data, relating storage temperature and gelation, suggest that this relationship is critically dependent on the history of the product. The dif®culty in drawing clear and consistent correlations depicting relationships between storage temperature and age gelation may be attributed to the fact that the actual gelation re¯ects the manifestation of the potential for gelation that has been introduced prior to storage. This potential is, in turn, the overall result of a multitude of physicochemical phenomena that are known to be dependent on milk and process conditions. It is thus clear that products with inherent different gelation potentials would gel to varying extent at a given storage temperature. Role of Proteins and Minerals
Changes in state, distribution and stability of both protein and mineral constituents of sterilized milk during storage (Table 1) signi®cantly affect the manifestation of gelation. Changes that affect the stability of the colloidal dispersion of caseins and minerals have been correlated with the gelation during storage. Changes with storage time and temperature that in¯uence the charge, size, mineral content and composition of the casein micelles affect the association properties of the micelles. The degree of association between casein micelles increases during storage and parallels the changes in product viscosity. Proteolysis, due to residual activity or reactivation of microbial and milk-derived proteases evident during storage of sterilized milk, is in¯uenced by both milk quality and process variables and has been correlated, in many cases, with age gelation of UHT milk products. Gelation-free time is inversely related to the level of heat-resistant proteases, especially those derived from psychrotrophic bacteria, in the original milk. At a given milk quality, UHT milk produced by the `direct' method exhibits a higher degree of proteolysis during storage than that prepared by either `indirect' UHT or in-container sterilization processes. Proteolysis in UHT concentrated milk during storage is slower than in UHT milk, but the former gels sooner than the latter. Although the proteolysis-derived increase in nonprotein nitrogen content of UHT milk products has been correlated with gelation time, a critical level of proteolysis needed for initiation of gelation has not been established.
Mechanistic Aspects
The mechanistic aspects of gelation during storage have not been fully elucidated and understood yet. It has been established that age gelation represents the ultimate result of sequential events that collectively destabilize the colloidal dispersion of the casein micelles in milk by modifying the surface of the micelles and allowing the micelles to interact with each other to form a gel consisting of a three-dimensional network of aggregated modi®ed casein micelles. Attempts to model the events leading to gelation have been based on either assuming a signi®cant role for proteolysis or physicochemical phenomena. In light of the evident proteolysis during the storage of sterilized milk products and the observed pro®le of changes in sensitivity to calcium as well as the observed changes in viscosity, a mechanism consisting of an enzymatic triggering stage followed by a nonenzymatic aggregation phase has been suggested to govern age gelation. This assumption is supported by the short gelation-free shelf-life of UHT milk prepared from poor-quality milk or from milk that has been subjected to a long cold storage prior to processing. The activity of heat-stable proteases has been suggested, among other things, to trigger age gelation. However, this hypothesis failed to explain age gelation in cases where proteolytic activity was not evident, cases where proteolysis was deliberately inhibited and cases where age gelation was not evident in products that exhibited proteolytic activities. It has been postulated that although proteolysis is involved in age gelation, nonenzymatic mechanisms play a major role in governing the phenomenon. It has been hypothesized that changes in the surface properties of casein micelles, due to nonenzymatic physicochemical phenomena, especially those affecting interactions between caseins and whey proteins, govern age gelation. The exact nature of these mechanisms is not fully understood yet; however, this hypothesis is supported by the aforementioned effects of sterilization on structure, composition and properties of the casein micelles and by the evident relationships between the process-dependent extent of these modi®cations and the manifestation of age gelation. Modi®cations of the casein micelles by Maillard reactions, disulphide bonding or physical disintegration of the micelles have been also implicated with age gelation. However, consistent information to substantiate these assumptions has not been developed yet.
Colour and Flavour of Sterilized Milk Temperatures used for milk sterilization introduce a whitening effect which has been attributed to the
LIQUID MILK PRODUCTS/Sterilized Milk
time- and temperature-dependent effect on mineral distribution and especially on denaturation of whey proteins, especially b-lactoglobulin and the formation of complexes between the latter and k-casein at the surface of the casein micelles. Such interactions modify, through their effect on the size of the casein micelles, the light re¯ectance properties of milk and hence make sterilized milk whiter. At a pH lower than 6.55, there is a decrease in whiteness due to sedimentation. The colour of sterilized milk, especially in the case of in-container-sterilized milk, is affected by the accumulation of dark-coloured compounds, melanoidins, as a result of nonenzymatic browning via the Maillard reaction. The extent of browning is dependent on pH and time±temperature conditions during both sterilization and storage. Over the temperature range 25±150 � C, the browning reaction has an activation energy of 107 kJ molÿ1. In the temperature ranges 95±120 � C and 100±150 � C, the overall browning has a Q10 of 2.41 and a z value of 26.2 � C and Q10 of 2.26 and a z value of 28.2 � C, respectively. Browning reaction occurs in the aqueous phase of milk; however, the overall effect on a
product's colour is in¯uenced by the fat content of the product. At given time±temperature conditions, the extent of perceived browning is inversely related to the fat content. In homogenized, sterilized milk, the ultimate colour is also affected by the whitening effect that is dependent on homogenization conditions, through its in¯uence on particle size distribution of milk lipids. Storage Effects
Flavour and odour pro®les of UHT and in-containersterilized milk product change during storage (Table 4) and represent complex and dynamic systems that are affected by the composition and quality of the processed milk, the severity and con®guration of the heat treatment and storage conditions. At a temperature above 70 � C, a `heated ¯avour' is developed and is associated with the formation of free ±SH groups due to denaturation of the b-lactoglobulin. The free ±SH groups can be oxidized to the volatile hydrogen sulphide which is responsible for the characteristic odour of freshly heated milk. The level
Table 4 Stages in development of ¯avour characteristics of sterilized milk and some of the suggested constituent ¯avour compounds Stage
Characteristics
Primary, phase 1 Primary, phase 2 Primary, phase 3 Secondary, phase 1 Secondary, phase 2 Secondary, phase 3
Heating ¯avour along with sulphydryl odour Weaker sulphydryl odour and cooked ¯avour Acceptable ¯avour; residual cooked ¯avour note Acceptable ¯avour and odour Acceptable, notes of oxidized ¯avour and odour Development of oxidized and rancid ¯avour and odour; possible bitterness
Type of ¯avour
Flavour compounds: diacetyl, lactones, alcohol ketones, maltol, vanillin, benzaldehyde, acetophenone
Sterilized ¯avour
Suggested UHT ¯avour
1643
Compound
Concentration (mg kg ÿ 1)
2-Methyl-1-propanethiol 2-Heptanone 2-Nonanone Benzothiazole g-Octalactone 2-Undecanone d-Decalactone Hydrogen sulphide Diacetyl Dimethyl disulphide g-Dodecalactone d-Dodecalactone Methanethiol 2-Heptanone Methyl isothiocyanate Ethyl isothiocyanate Maltol
0.008 0.4 0.21 0.005 0.025 0.18 0.65 0.03 0.005 0.002 0.025 0.1 0.002 0.29 0.01 0.01 10.0
1644
LIQUID MILK PRODUCTS/Sterilized Milk
of free ±SH groups decreases with time, due to oxidation during the early stages of storage of UHTsterilized milk. This change alters the ¯avour and odour of the product and results in the formation of a new ¯avour, called `degenerate heated ¯avour'. At temperatures above 90 � C, the level of free ±SH groups decreases and a different ¯avour, `sterilized ¯avour', characteristic of sterilized milk, appears, probably due to the Maillard reaction. The intensity of the `sterilized ¯avour' increases with storage time, even at room temperature. The contribution of free ±SH to the ¯avour characteristics of freshly processed UHT milk may be affected by fat content. The proportions of ascorbic acid in milk, the redox potential and the level of O2 also affect the accumulation and disappearance of free ±SH groups and thus the ¯avour of UHT milk. The rate of disappearance is proportionally related to the level of O2 and inversely related to the storage temperature. A wide variety of compounds, originating from the effect of high temperature on milk proteins and lipids, have been identi®ed and some have been suggested to be associated with the sterilized ¯avour (Table 4). The ¯avour and odour of UHT sterilized milk change with storage time in a way that re¯ects the combined effects of process history, level of oxygen, exposure to light and of storage conditions. Fresh UHT milk is characterized by a poor ¯avour, described as a noticeable `heated' ¯avour, and by a sulphurous odour note. The initial sensorial characteristics of UHT milk disappear within a few days of storage at a proper temperature and a characteristic UHT milk ¯avour develops with storage time. Acceptable ¯avour and odour pro®les can be accomplished by wisely adjusting process and storage conditions and by controlling milk quality. Efforts to identify and quantify compounds responsible for the typical ¯avour of UHT milk have been made and a `synthetic UHT ¯avour' has been composed (Table 4). The signi®cant differences between the sterilized ¯avour and the `mature' typical ¯avour of UHT milk have suggested that some of the ¯avour compounds associated with the latter serve as precursors of the former. Intensity of ¯avour notes typical to UHT and in-container sterilized milk has been shown to correlate well with the accumulation of lactulose. For a given severity of heat treatment, the ¯avour acceptability of UHT milk prepared by the direct-heat method is comparable to that manufactured by the indirect-heat process. However, ¯avour differences can be anticipated in cases where process-associated differences in severity of heat treatment exist. Flavour acceptability of sterilized milk is critically dependent on level of free ±SH groups, originating from the effect of heat treatment on whey proteins, and are
responsible for the strong hydrogen sulphide odour of fresh sterilized milk. Level of these compounds declines rapidly, due to oxidation, with storage time at a rate that is proportionally related to the level of oxygen in the product. The rate and extent of the Maillard reaction that occurs during storage contributes to the decline of ¯avour quality of UHT milk. Proteolysis and Lipolysis
Proteolysis and lipolysis during the storage of sterilized milk, due to the activity of residual or reactivated milk and bacterial proteases and lipases, can introduce different off-¯avours and odour. Bitterness has been related to the effect of proteolysis while lipolysis-related ¯avour and odour deterioration is dependent on the relative amounts and type of free short-chain fatty acids that are liberated. With relatively high levels of oxygen and upon exposure to light, especially in the absence of signi®cant amounts of the reduced form of ascorbic acid, the oxidation of milk lipids occurs and leads to development of strong rancid (`painty') ¯avour and odour notes.
Nutritional Value Severe heat treatment can, potentially, lead to the destruction of important nutrients such as vitamins. Nutritional loss in sterilized milk products is governed by the severity of the heat treatment, process con®guration and storage conditions. Additionally, loss of nutrients such as vitamins is also affected by exposure to light, the level of oxygen in the product and by interactions between vitamins and other constituents, as well as by interactions between vitamins. In general, although different process con®guration-dependent data have been reported, vitamins loss in UHT processed products is relatively small and is signi®cantly smaller than that observed with in-container sterilized product (Table 5, Figure 5). Oil-soluble vitamins (A, D and E) as well as some water-soluble vitamins (ribo¯avin, nicotinic acid, biotin) are heat-stable and are not adversely affected by either in-container or UHT processes. Vitamins such as folic acid, vitamin B12 and ascorbic acid are lost, to different extents. With some vitamins, such as vitamin C, the detectable loss in sterilized milk products represents not only the effect of heat treatment but also the in¯uence of chemical reactions, such as oxidation. The detectable loss of ascorbic acid depends on the extent to which the natural, reduced form of the vitamin has been oxidized by dissolved oxygen prior to heat treatment. The oxidized form is heat labile and is likely to be completely destroyed during UHT process while loss of only 10±20% of the reduced form can be
LIQUID MILK PRODUCTS/Sterilized Milk
1645
Table 5 Loss of some vitamins during storage of UHT milk under different conditions Storage conditions
Vitamin loss
Airtight container, 3±6 months storage at 15±25 � C in the dark
Thiamin: 0±10% Ribo¯avin: 0±10% Nicotinic acid: 0±20% Vitamin B6: 35±50% Vitamin B12: 15±40% Vitamin C: >90% after 7 days Folic acid: 100% after 30 days Vitamin C: 13% and 15% after 30 and 60 days, respectively Folic acid: 1000 cfu gÿ1. Remaining reports of cheese-borne listeriosis are con®ned to isolated cases, of which only one has been well documented and positively linked to consumption of raw goat's milk cheese.
Sources Primary reservoirs for Listeria include soil, faeces, water and vegetation ± particularly that which has undergone decay. Consumption of aerobically spoiled and improperly fermented silage having a pH value >4.5 has been routinely linked to outbreaks of listeriosis in ruminant farm animals. Numerous wild and domestic animals, including ruminant farm animals, are susceptible to listeric infections, with large numbers of healthy asymptomatic carriers excreting high numbers of Li. monocytogenes in their faeces. Long-term survival of Listeria under adverse environmental conditions typically leads to further spread of this pathogen along the food chain. The hardy nature of this ubiquitous psychrotrophic foodborne pathogen, along with the ability to colonize, multiply and persist in food production facilities for many months, makes Li. monocytogenes a major threat to manufacturers of dairy products as well as ready-to-eat meat and poultry products, smoked ®sh, prepared sandwiches and delicatessen products, all of which have been frequently found to harbour Listeria. Being unable to survive pasteurization, this pathogen most often enters dairy products as a postpasteurization contaminant. While most frequently
1653
isolated from ¯oor drains, conveyor belts and areas with condensation, Li. monocytogenes also has been recovered from cheese vats and ®lling machines, thus lending further support to this pathogen as a postpasteurization contaminant.
Incidence and Behaviour in Milk and Dairy Products Dairy cattle, sheep and goats can intermittently shed Li. monocytogenes in their milk at levels up to 104 cfu mlÿ1 as a result of Listeria-related mastitis, encephalitis or abortion. Milk from severely infected cows is unlikely to reach consumers due to a variety of overt symptoms that typically include excessive salivation, inability to eat or drink, impaired locomotion and `circling disease', all of which are related to disturbances of the central nervous system. However, mildly infected and apparently healthy animals can shed Li. monocytogenes in their milk for many months and are thus of far greater public health concern. Composite results from numerous bulk tank surveys conducted since 1983 indicate that 3±5% of the North American and European raw milk supply can be expected to contain low levels (i.e. 1.6 kg minÿ1), which are more susceptible to infection, probably because of larger teat canal diameter. Besides vacuum ¯uctuations, pressure gradient between liner space and teat can, under experimental conditions, also lead to moving of milk with pathogens from the exterior into the teat. Under ®eld conditions the in¯uence of this mechanism is unknown.
Frequency and/or Degree of Udder Evacuation Good premilking procedures and adequate lag-time before attachment of the teat cups will allow cows with a milk yield of 10 kg milk per milking to milk in about 5 min (�30 s). To make optimum use of milk letdown, to ensure milking on empty teats is avoided, a lag-time between ®rst teat manipulation during premilking treatment and applying the teat-cups must be 30±90 s. Attaching the teat-cups too soon, before milk letdown occurs, results in the teat-cup crawling up during the ®rst minutes of milking and less complete and ef®cient harvest of milk. Cases of poor type or condition of the liner, mismatch between claw inlet and short milk tube, a too light cluster, a cluster which is not evenly hanging, high milking vacuum levels or malfunctioning pulsators may lead to inadequate milk removal and this incompleteness of milking can cause problems. Incomplete milking or omitted milking tend to increase new infection rates or subclinical infection transfer to clinical stage. Many bacteria are removed by the ¯ushing action of milk as it moves through the teat duct during milking. Increasing cluster weight and use of a mechanical device to align the unit squarely on the udder reduce strip yields. Early removal of the milking unit (400 versus 200 g minÿ1) does not affect milk yield or composition, and the incidence and prevalence of subclinical mastitis. Machine-on time is shortened and teat condition improved, and udder health does not seem to be affected.
1753
Although overmilking can damage the epithelial lining of the teat sinus through teat tissue being rubbed together during liner collapse, little teat damage occurs from moderate overmilking when milking machines are installed correctly and operated properly. Overmilking in combination with inadequate pulsation or excessive vacuum ¯uctuation increases new infection rate.
Resistance of Teat to Bacterial Invasion Teat Condition
The teat canal is a strong and important primary barrier against invasion of mastitis pathogens into the udder (see Mammary Resistance Mechanisms: Anatomical). Teat tissue changes by machine milking can be seen as teat swelling (teat-end, base or top), teat ¯attening, colour changes, openness of the teat ori®ce, vascular damage (haemorrhages), teat lesions, teat-end callosity and loss of teat canal keratin. Changes of the teat canal integrity and teat tissue pliability may favour penetration of bacteria into the udder. Trauma to the mucous membranes lining the teat sinus may provide an environment favouring bacterial colonization or multiplication. Local pain may lead to neurohormonal responses that suppress immune function and increase the likelihood of disease. Teat swelling Vacuum opens the teat canal and milk ¯ows out but also blood and lymph are drawn to the teat-end. The collapsing liner exerts a mechanical force on the teat-end (compressive load), causing teat canal closure and transport of blood and lymph back to the udder. During milking the thickness of the teat-ends decreases during the high-¯ow-rate phase, increases during the low-¯ow rate and overmilking phases, and starts decreasing as soon as milking is ®nished. The difference in increase of teat-end thickness is in¯uenced by overmilking, use of wide-bore liners, high vacuum, pulsation failure, insuf®cient rest phase of pulsation, short A and C phases of pulsation, or liner mouthpiece chamber. Vacuum level seems to have a greater effect than the duration of milking. For teats milked without pulsation or with linerless teat-cups, the increase in teat-end thickness is signi®cantly greater than for conventional liners and pulsation settings. Decreases in teat-end thickness have been observed for positive pressure pulsation, calf suckling and hand-milking. Milking with narrowbore liners, that have a soft mouthpiece lip, reduce congestion and oedema. It is generally agreed that the internal diameter of the liner should be at least
1754
MASTITIS THERAPY AND CONTROL/Role of Milking Machines in Control of Mastitis
1 mm smaller than the average teat diameter in a herd before milking. Teat orifice openness Factors associated with greater openness of the teat ori®ce include high milking vacuum, overmilking, design of the liner mouthpiece, unusually heavy cluster weight, or excessively high mounting tension of the liner. Teat lesions Skin injuries on the teats are common sites for bacteria and viruses to multiply. Bacteria ± Staphylococcus aureus, Streptococcus agalactiae and Sc. dysgalactiae in particular ± are often associated with teat lesions. The risk of infection is ampli®ed when lesions are at, or near, the teat ori®ce. Overmilking, pulsation ratios above 70%, housing and insuf®cient hoof care are associated with an increased incidence of teat lesions. The associations of pulsation ratio and overmilking suggest that factors disposing for teat-end oedema and/or irritation during milking might cause teat lesions. Vascular damage The proportion of teats with petechial haemorrhages is one indication for the extent of any vascular damage. Vascular damage usually re¯ects some type of pulsation failure, wide pulsation ratios (>80%) often associated with high vacuum and/or prolonged overmilking. Teat-end callosity Following repeated use of the milking machine, the long-term effects are changes in teat-end tissue, resulting in a callous ring around the teat ori®ce. Changes in teat-end tissue result from mechanical forces exerted by vacuum and the collapsing liner during machine milking. Teat-end callosity increases during lactation and parity. Highyielding cows are more often affected, probably because machine-on time is longer. Part of the difference between farms can be explained by the differences between the cows and part by the characteristics of the milking machine and management, such as use of high vacuum, wide pulsation ratios and teat dip. Most of the systems classifying teat-end condition either do not differentiate between smooth and rough callosity rings or do include scabs or lesions. The adapted classi®cation system of The Netherlands shows marked differences in the thickness of the callosity ring, which is transformed into ®ve classes: none (N), slight (A), moderate (B), thick (C) and extreme (D). Additionally, the ring is classi®ed as smooth (1) or rough (2) (Figure 2). Teat-end callosity consists of hyperkeratosis (stratum corneum) (Figure 3). Thicker callosity rings show parakeratosis; the nucleus is shown. Teats with
a higher score of teat-end callosity show perivascular reaction ± in®ltration of lymphocytes, granulocytes or erythrocytes. With thick callosity, the outside proportion of the teat canal cannot close as tightly and microorganisms may penetrate the teat more easily. On rough callosity it is easier for bacteria to anchor and reproduce, another factor which affects mastitis. Mild hyperplasia is a basic physiological response to the forces imposed by milking. Teat canal keratin Milking removes keratin from the teat canal, and this seems to be essential to the teat canal defence. Loose keratin traps invading bacteria and is a ¯ushing system. Up to 40% of keratin is lost from the teat canal wall during milking. The loss is greater in milking with pulsation than in milking without pulsation. However, milking without pulsation increases new infection rates, as it apparently removes an inadequate amount of keratin. Higher losses of keratin can also increase new infection rates, such as occurs in very high ¯ow rates. Under the right milking conditions, there will be a healthy balance between the degree of desquamation per milking and the rate of regeneration. Machine-Milking Factors affecting Teat Condition
The mechanical forces during machine-milking that result in changes in teat-end tissue are milking vacuum, pulsation vacuum, liner type and teat shape (see Milking Machines: Principles and Design). Liner and teat The compressive load can be estimated from the shape of the curved liner and the pressure difference across the liner just underneath the teat (Figure 4): pR pr if
i.e. p P � r=R
kPa
P 50 kPa then
p 50 � r=R
kPa
where R the radius of curvature of the liner around the teat (mm), p pressure (kPa above atmosphere) between liner and teat, r radius of curvature of liner just underneath the teat (mm) and P pressure difference across the liner just under the teat (kPa). On average, a ratio r : R can be assumed to be 1 : 5, thus pressure on the teat would be around 10 kPa. Very soft, thin-walled liners will show a ratio of 1 : 15, indicating a compressive load of 3 or 4 kPa. Thick-walled liners under high tension show a ratio of 1 : 2, indicating a compressive load of 25 kPa. The compressive load applied by the liner on the teat should be 8±12 kPa. This approximates bovine arterial pressure of 10 kPa.
MASTITIS THERAPY AND CONTROL/Role of Milking Machines in Control of Mastitis
1755
Smooth ring
0 none
1A Thin 2A
1B Moderate
1C Thick
2B
2C
Extreme 2D
Rough ring
Figure 2 Teat-end callosity classi®cation system. (Reproduced with permission from Neijenhuis et al., 2001.)
Vacuum Increasing the milking vacuum at the teatend results in shortened milking times. On the other hand, milking at high vacuum can increase strip yields, teat-end callosity and teat thickness. Local trauma of the mucous membranes lining the teat sinus by excessive vacuum may provide an environment favouring bacterial colonization or multiplication. Milking at low vacuum increases machine-on time and frequency of liner slip, decreases milk ¯ow rate, but has a positive in¯uence on teat condition and udder health compared to milking on high vacuum. Vacuum underneath the teat should not exceed 40±42 kPa during peak milk ¯ow. This results in a nominal vacuum setting of 40±46 kPa for low lines and 47±50 kPa in high lines. Figure 3 Microscopic view of a teat-end with a thick, rough callosity ring (2C). (Photograph by Drs A de Man, YH Schukken and JP Koeman; courtesy of Utrecht University.)
Pulsation If the duration of liner collapse is inadequate or if the liner is too short so that collapse does not occur at the teat-end, there will be an
1756
MASTITIS THERAPY AND CONTROL/Role of Milking Machines in Control of Mastitis Management Control Options; Medical Therapy Options. Milking and Handling of Raw Milk: Milking Hygiene. Milking Machines: Principles and Design; Robotic Milking. Teat
Further reading Liner R p Teat canal
P
r Figure 4 Sketch of section of the liner bent around the teat-end along the plane of collapse. (Reproduced with permission from Williams D and Mein GA (1980) Effects of pulsation ad pulsation failure on the bovine teat canal. Proceedings, International Workshop on Milking Machines and Mastitis, pp. 73±81.)
increase in infection, possibly through loss of mature stratum corneum and the exposure of an immature (desmosome-bound) surface. The closing phase of the liner (D-phase) should be more than 150 ms per cycle. See also: Goat Husbandry: Milking Management. Mammary Resistance Mechanisms: Anatomical. Mastitis Pathogens: Contagious Pathogens; Environmental Pathogens. Mastitis Therapy and Control: Automatic On-Line Detection of Abnormal Milk;
Bramley AJ, Dodd FH, Mein GA and Bramley JA (eds.) (1992) Machine Milking and Lactation. Reading: Insight Books. IDF (1987) Machine Milking and Mastitis. International Dairy Federation Bulletin no. 215. Brussels: IDF. IDF (1994) Teat Tissue Reactions to Machine Milking and New Infection Risk. International Dairy Federation Bulletin no. 297. Brussels: IDF. Hillerton JE, Morgan WF, Fransworth R et al. (2001) Infectious factors and infections. Mastitis and Milk Quality, Proceedings of the National Mastitis Council and American Association of Bovine Practitioners 2nd International Symposium, 13±15 September, Vancouver, Canada, pp. 352±356. Hillerton JE, Morgan WF, Timms L et al. (2001) Getting the numbers right. Mastitis and Milk Quality, Proceedings of the National Mastitis Council and American Association of Bovine Practitioners 2nd International Symposium, 13±15 September, Vancouver, Canada, pp. 357±361. Mein GA, Neijenhuis F, Morgan WF et al. (2001) Noninfectious factors. Mastitis and Milk Quality, Proceedings of the National Mastitis Council and American Association of Bovine Practitioners 2nd International Symposium, 13±15 September, Vancouver, Canada, pp. 357±361. Neijenhuis F, Mein GA, Britt JS et al. (2001) Relationship between teat-end callosity or hyperkeratosis and mastitis. Mastitis and Milk Quality, Proceedings of the National Mastitis Council and American Association of Bovine Practitioners 2nd International Symposium, 13± 15 September, Vancouver, Canada, pp. 362±367.
MATING MANAGEMENT/Detection of Oestrus
1757
MATING MANAGEMENT Contents
Detection of Oestrus Arti®cial Insemination, Utilization Fertility
Detection of Oestrus R L Nebel and C M Jones, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The expression of oestrus behaviour is brought about by high systemic concentrations of oestradiol-17b produced by the preovulatory follicle which stimulates behaviour coincident with the ovulatory surge of luteinizing hormone. A cow `standing' to be mounted is the most de®nitive behavioural expression of oestrus. Secondary signs of oestrus include attempting to mount other cows, clear mucous discharge from the vulva, swelling and reddening of the vulva from increased blood ¯ow, bellowing, restlessness, trailing other cows, chin resting, snif®ng the genitalia of other cows and lip curling. These signs may occur before, during or after oestrus and are not related to the time of ovulation. These signs should be used as clues that cows are near oestrus so that they can be observed more intensely for `standing' behaviour. The occurrence of silent ovulation ± ovulation without the expression of oestrus behaviour ± during the postpartum period is common for the ®rst ovulation following calving and its occurrence is related to the extent and duration of negative energy balance and loss of body condition during the transition period or approximately the ®rst 30 days postpartum. Documentation of silent ovulation has been based on endocrine assay and visual observation, including video recording, combined with additional information provided by techniques such as rectal palpation, the use of marker animals, animal activity and milk temperature measurements. A recent study using radiotelemetry (HeatWatchr System, DDx Inc., Denver, CO) to allow continuous monitoring of
cow mounting activity to identify mount acceptance by oestral animals and frequent blood collection for progesterone analysis characterized 22% of all ovulations during the postpartum period as having a silent ovulation. If visual observations for the detection of oestrus were the only criteria of determination, 62% of all ovulations during the postpartum period would have been classi®ed as silent ovulation. However, many ovulations were associated with fewer mounts accepted by the oestral cow and were of shorter duration than mounts accepted at the time of subsequent ovulations. Occasionally, pregnant cows exhibit signs of oestrus. It is most frequently observed during middle to late gestation. Cows with ovarian follicular cysts have similar hormonal relationships to oestrous cows and may express oestrus; however, most cows with ovarian cysts are anoestrous. Numerous researchers have concluded that body condition at parturition is the determining factor related to reinitiation of postpartum oestrous cycles in the beef cow. However, in dairy cows, it has been shown that a further loss of body condition during lactation may be even more closely related to reproductive failure than body condition at parturition. Increased loss of body condition following parturition has been shown to decrease ovarian activity and increase the number of days to conception. Excellent reproductive performance can be de®ned as the ability consistently to have 90% or more of the cows in the herd conceive and maintain pregnancies in a timely, economically justi®ed manner. Maintaining a consistently high-performing reproductive programme requires a substantial investment in management, labour, and other costs such as semen and pharmaceuticals. Dairy farming is one of the most intensive technology-intergraded systems in the world of production agriculture. In general the market sorts out which technologies offer a competitive advantage and which do not. No technology is appropriate for every farm. New approaches are being developed to provide automated systems of
1758
MATING MANAGEMENT/Detection of Oestrus
detection of oestrus using remote sensing technology, but clearly the development of new tools has just begun. The goal of an oestrus detection programme should be to identify oestrus positively and accurately in all cycling cows and to identify all notcycling cows. The ultimate goal should be to predict the time of ovulation, thus allowing for insemination that will maximize the opportunity for conception. Technologies using pedometry, a pressure-sensing radiotelemetric system, body temperature, monitoring of milk progesterone levels and detection of volatile odours will be reviewed. Independently, studies using pedometer activity systems and pressure sensing to monitor mounting activity have obtained an optimal time of arti®cial insemination (AI) of 4±17 h after either the increase in locomotive activity or following the ®rst standing event associated with the onset of behaviour oestrus.
Physical Activity
Steps h–1
Almost 70 years elapsed between the ®rst published recognition that female mammals display a predictable increase in physical activity when in oestrus and the ®rst potentially useful ®eld application of pedometry. The ®rst critical description of the relationship between physical activity and stage of the
800.0 600.0 500.0 300.0 250.0 220.0 200.0 180.0 160.0 140.0 120.0 100.0 80.0 60.0 50.0 40.0 30.0 10.0 0.0
0
19
38
57
76
oestrous cycle utilized 13 Guernsey cows on pasture. Cows equipped with mechanically activated pedometers were characterized as having a 218% higher physical activity during oestrus than during late dioestrus and prooestrus or during metoestrus. More than 20 years elapsed after this report before research at the US Department of Agriculture in Beltsville, Maryland, revived interest in pedometry as a practical tool for oestrus detection of dairy cows. The average increase in activity at the time of oestrus was 393%, or approximately four times the activity of cows not in oestrus when housed in a freestall barn. When cows were housed in comfort stalls, cows in oestrus were about 2.76 times more active during oestrus, indicating that the type of housing in¯uences the magnitude of change in physical activity. It was noted that the daily activity for each cow must be monitored and activity associated with oestrus compared to that obtained during the other stages of the oestrous cycle for pedometry to be most effective in identifying cows in oestrus. Individual cows differed signi®cantly in the amount of activity expressed under the same conditions. Figure 1 represents a typical activity graph for a complete lactation. One group of researchers studied the activity of cows continuously monitored with time-lapse video recording. Investigations revealed that cows spent considerably more time walking when in oestrus and
95 Days
114
133
152
171
Figure 1 Typical activity graph for the ®rst 175 days of lactation. (Reproduced with permission from Nebel RL, Altemose DL, Munkittrick TW, Sprecher DJ and McGilliard ML (1989) Comparisons of eight on-farm milk progesterone tests. Theriogenology 31: 753±764.)
MATING MANAGEMENT/Detection of Oestrus
less time resting and eating than when they were not in oestrus. Continuous visual observation combined with pedometer measurements con®rmed that continuous observation is more reliable than pedometry and periodic observations. A pedometer modi®cation was made that internally compared the activity change during a speci®c time interval to the ®ve previous morning or afternoon activities recorded. This modi®cation was implemented to account for individual activity variations reported in previous studies. Sexual activity during periods of moderate weather was shifted markedly by management practices, but only slightly by diurnal tendencies. It was recommended that when establishing a schedule for periods of visual observation, more concern should be given to disruptions of activities caused by management practices such as feeding and milking than the possible increase of the nocturnal occurrence of oestrus. Recommendations for visual observations of oestrus focused on location, with least crowding and best footing being primary to time of occurrence. The optimal time of AI based on pedometer readings was predicted using mathematical models and rectal palpation of 171 cows. The pedometers (Boumatic Heat-seeker-TXr , Dairy Equipment Co., Madison, WI) were set to produce an alarm signal (¯ashing light) when the mean activity of the last six 2-h periods was more than double the mean activity of the last six corresponding 2-h periods for the previous 2 days. Retrospectively, the time of the onset of oestrus and the number of hours from the beginning of increased activity to the time of AI was determined. The onset of oestrus was determined as the ®rst 2-h period in which the mean pedometer reading for the current 12-h window was twice the running mean of a comparable period in the previous 2 days. Chance of pregnancy was highest between 6 and 17 h after increased pedometer activity, and the calculated optimum time of AI was 11.8 � 1.7 h. Previously, the aim of most published applications of pedometers had been to improve rates of oestrus detection. It was stated that 70±80% of cows in oestrus are detected by pedometer measurements. Pedometry systems, which allow identi®cation of the onset of oestrus in addition to ef®cient and accurate oestrus identi®cation, will increase the usefulness of such technology in animal breeding. However, most current pedometry systems do not use real-time data transfer, thus requiring the activity information to be retrieved by an interrogation device. Therefore, most systems dictate that retrieval of activity measurements can occur two or three times daily, usually at milking, reducing the effectiveness of determining the timing of insemination.
1759
Pressure-Sensing Radiotelemetric System Radiofrequency data communications is the base technology employed by the commercially available pressure-sensing radiotelemetric HeatWatchr system shown in Figure 2. A radiotelemetric device attached to each cow consists of a miniaturized radiowave transmitter, powered by a lithium 3-V battery and linked to a pressure sensor enclosed in a hard plastic case 5.3�8.1 cm and 1.8 cm in height. Each device is secured in a water-resistant pouch, attached to a saddle-shaped nylon mesh patch that is glued with contact-type adhesive to the hair caudal to the sacral region. Activation of the pressure sensor by weight of a mounting herdmate for a minimum of 2 s produces a radiowave transmission (0.4-km range). Transmitted data consist of sensor identi®cation, date (month, day and year), time (hour and minute) and duration of sensor activation (seconds). Transmitted signals are sent to a microcomputer via a ®xed radio antenna. The remote signal receiver should be centrally located on each farm to maximize transmission area and situated to minimize transmission interference. Transmitted data from a remote receiver are chronologically stored in a buffer external to the microcomputer and transferred to a microcomputer at request of the software. The software generates both ®xed management reports and individual cow ®les that can be viewed or printed. Using the radiotelemetric system to monitor mounting activity and ultrasonography to determine the time of ovulation, a signi®cant positive relationship between duration of oestrus and time of ovulation was reported. A prolonged duration of mounting activity was associated with an extended interval from ®rst mount to ovulation. However, this relationship existed over a relatively brief time interval (25±34 h); therefore, differences in duration of oestrus would have limited importance in the
Transmitter Receiver Repeater
Buffer Computer Figure 2 Con®guration of the radiotelemetric HeatWatchr system (DDx Inc., Denver, CO).
1760
MATING MANAGEMENT/Detection of Oestrus
Table 1 Oestrus characteristic and conception rates (leastsquares means � standard error) for Holstein and Jersey cows and heifers continuously monitored by a rump-mounted pressuresensitive radiotelemetric system Oestrus periods (n)
Standing events (n)
Oestrus duration (h)
Conception rate (%)
Cows Holstein Jersey
845 410
8.8 � 1.7 12.3 � 1.4
7.2 � 0.31 8.8 � 0.37
47 � 1.5 53 � 1.1
Heifers Holstein Jersey
355 166
23.6 � 1.3 38.8 � 1.2
10.7 � 0.39 12.5 � 0.51
66 � 1.1 56 � 0.9
timing of AI. The average oestrus duration was 9.6 h, with a large standard deviation of 6.9 h. In a subsequent study the duration of oestrus did not have a signi®cant effect on conception rate. Duration of oestrus, de®ned as the time interval from ®rst to last standing event recorded by the radiotelemetric system, averaged 7.1 � 5.4 h for 2055 oestrus periods. The duration of oestrus varies greatly not only among cows in the same herd but also among different studies (Table 1). Differences in age, herd size, management conditions, frequency of observation and de®nition of onset of oestrus may account for most of the variation in duration of oestrus among studies. Determination of the onset of oestrus is only possible with continuous monitoring for behavioural activity to determine accurately the ®rst standing event when a herdmate is allowed to mount the animal in oestrus. Using time-lapse video recording it was disclosed that the highest frequency of onset of standing oestrus was observed at 1800±2400 h. Twelve years later, when the study was repeated with more advanced video equipment, the hourly distribution of oestrus onset was tested against a normal distribution and no signi®cant pattern of onset was revealed. Pooled 6-h intervals demonstrated that the highest frequency of the onset of oestrus occurred 1200±1800 and 0600±1200 h in the primiparous and multiparous groups, respectively. Con¯icting data concerning diurnal and nocturnal oestral activities are found in the literature. While the factors underlying these discrepancies are probably of a complex nature, a photoperiod effect directly or indirectly in¯uencing oestral expression may be a predominant one. If oestral activities are light-mediated, then suppression of oestrus expression should be expected during the nocturnal period. Using the radiotelemetric system to monitor mounting activity in pasture-fed cows, the onset of oestrus and distribution of total mounting activity
occurred equally throughout the day when grouped into 6-h periods. However, individual hourly variation did occur with the greatest number of ®rst mounts or oestrus onsets between 1200 and 1500 h and between 2100 and 2300 h. Total mounting activity did not parallel the hourly distribution of oestrus onsets and was more evenly distributed across the day, despite a trend toward more mounting activity in the afternoon. Thus, with the availability of a 24-h surveillance system to monitor behavioural events associated with oestrus, it seems appropriate to re-examine the timing of AI in dairy cattle. In a study designed to examine the importance of timing of AI, each of the 17 farms selected a 3-h interval to inseminate cows identi®ed in oestrus during the previous 24 h. Pregnancy status was determined by data for return to oestrus and palpation of the uterus 35±75 days following insemination. The time interval from onset of oestrus to insemination signi®cantly in¯uenced the percentage diagnosed pregnant 35±70 days following insemination. Odds of pregnancy resulting from AI increased approximately 34% for cows inseminated between 4 and 12 h after onset of oestrus when compared with a baseline interval of 0±4 h after onset. Intervals from onset of oestrus to AI >16 h were negatively related to the probability of conception. The bar graph shown in Figure 3 represents the cows that were diagnosed pregnant relative to 4h intervals from ®rst standing event to insemination. A curvilinear relationship between interval and pregnancy is unmistakable; conception rates were highest for cows inseminated 5±16 h following the ®rst standing event of oestrus. Inseminations performed between 4 and 12 h following onset of oestrus achieved a conception rate of approximately 50% versus 30% for inseminations performed after 16 h from onset (Figure 3). From previous studies, near optimal conception rates would be expected for cows submitted for insemination 12±18 h after detection of oestrus. Mathematical modelling to predict the optimal time for AI using activity pedometers and visual signs of oestrus estimated 11.8 h from onset, which coincides with the approximate midpoint of the 5±16 h optimum using the HeatWatchr system.
Electronic Nose During oestrus bovine body ¯uids, including vulvar and vaginal secretions, urine, milk and blood plasma, contain unique odours. Trained dogs can detect these odours with almost 90% accuracy. Dogs can also distinguish milk of preoestrus cows from milk of cows in either oestrus or dioestrus. Detectable
MATING MANAGEMENT/Detection of Oestrus
1761
Conception rate (%)
60 50 40 30 20 10 0
0–4
4–8
8–12
12–16
16–20
>20
Interval from first standing event to AI (h) Figure 3 Percentage pregnant by 4-h intervals relative to timing of arti®cial insemination (AI) from ®rst standing event detected by the radiotelemetric HeatWatchr system (DDx Inc., Denver, CO) across 17 herds and 2661 inseminations.
changes in milk odour are thought to occur due to hormonally induced changes in concentrations of volatile chemicals in milk. A research team from Texas A&M University found that cycling cows release an attractant oestrus pheromone 2±3 days before standing oestrus. Behavioural studies with bulls demonstrated that blood, follicular ¯uid and secretions of vulvar skin glands contained this pheromone. Analysis of the vapour phase of body ¯uids showed at least one volatile compound that seems to be related to standing oestrus and blood levels of oestradiol and progesterone. This volatile compound was later determined to be acetaldehyde, a small and highly volatile molecule. Analysis of 164 blood samples from 18 oestrus cycles indicated that acetaldehyde concentration rose suddenly and then fell just prior to or at standing oestrus. Researchers suggested that acetaldehyde concentrations were affected by endocrine control of metabolic processes. Acetaldehyde alone or in combination with acetone and hexanol did not attract bulls, and researchers suggested that the oestrous attractant was a mixture of compounds in a delicate balance, presumably including acetaldehyde. The researchers then attempted to characterize the volatile compounds in milk using gas chromatography and relate changes in these compounds to stages of the oestrous cycle. They identi®ed 59 major peaks with the same elution sequence in all samples. Of these, 36 peaks showed signi®cant concentration differences depending on stages of the oestrous cycle. However, the pattern of change was not consistent among all 36 components. Four patterns were detected from dioestrus to prooestrus and from prooestrus to oestrus: 14 peaks exhibited an increase followed by a decline (rise±fall); 13 were rise±rise; six fall±rises; and three fall-falls. Changes in folliclestimulating hormone, luteinizing hormone and oestradiol could regulate the metabolism of the substances characterized in the experiment. Such endocrine control has been demonstrated for some
volatile compounds in the mouse. Urinary concentration of 2-heptanone was observed to increase at oestrus and decrease during dioestrus. Following oestrogen implantation, urinary 2-heptanone was dramatically elevated, providing further evidence of hormonal control. Behavioural tests are needed to elucidate the role of speci®c volatile compounds in chemical communication. Recently, British researchers evaluated changes in perineal odour using an electronic nose. Perineal skin glands located on either side of the vulva undergo morphological changes at oestrus and are proposed to secrete a pheromone under the control of oestradiol. Oestrus was induced in cows using a prostaglandin F2a analogue. Oestrus was detected using ultrasound, plasma progesterone and oestradiol, and visual observation. Daily samples were collected from the perineal area, which was cleaned and allowed to dry prior to collection. Swab samples were immediately presented to an electronic nose. The nose was an integrated olfactory sensor composed of 12 individual sensors. Seven of the sensors detected changes in perineal odour affected by day of the oestrous cycle. The change in odour was greatest on the day before oestrus, with a small increase 3 days postoestrus. Changes in perineal odour exhibited a signi®cant positive correlation (r 0.25) with plasma oestradiol. Arti®cial olfaction technology detected increased perineal odour the day before oestrus. However, more studies are needed to determine the accuracy and ef®ciency of such a device. Further research might also identify the volatile chemicals secreted by perineal glands and improve the speci®city of electronic nose sensors.
Vaginal and Core Body Temperatures Body temperature, observed vaginally, typically declines about 3 days prior to standing oestrus and the preovulatory luteinizing hormone surge. An automated radiotelemetric system consisting of
MATING MANAGEMENT/Detection of Oestrus
temperature-sensitive radio transmitters, a radio receiving antenna, a radio receiver and a personal computer has been developed to monitor vaginal temperature continuously (Wildlife Materials, Inc., Carbondale, IL). A ¯exible plastic anchor with ®ngers 25±35 mm long houses the radio transmitter and secures it in the vagina. Research with lactating dairy cows showed that the elevation in body temperature lasted 2.5±11 h, with an average duration of about 7 h. In beef cows the elevation in temperature lasted 6.5 h on average. For dairy cows the peak temperature was about 0.6 � C higher than the previous 3 days. In beef cows the peak was even greater ± a 0.9 � C increase compared to the previous 3 days. In a study of beef cows, oestrus was predicted using three criteria: a vaginal temperature peak of at least 0.4 � C compared to a 3-day baseline with at least 3 h duration. Oestrus prediction by monitoring vaginal temperature produced more true-positive predictions than visual observation and had 89.4% prediction sensitivity compared to 53.2% for visual observation. However, visual observation was more accurate with a prediction value positive of 96.2% compared to 85.7% for vaginal temperature. Using similar radiotelemetric devices in dairy cows yielded 78±81% oestrus detection rates. The criteria used for dairy cattle were similar, except the temperature peak minimum was set at 0.3 � C. In both beef and dairy cows the incidence of false positives was low. Other attempts at using body temperature to detect oestrus have utilized core body temperature. System components are a transmitter contained in a bolus, an antenna, a receiver and a personal computer with specialized software (CowTempTM; Innotek, Inc., Garrett, IN). The bolus (9.525� 2.54 cm) is inserted using a standard balling gun and resides in the reticulum. The bolus can be programmed with a personalized identi®cation number, and the rate of temperature recording can be set from 3 s to 9 h. Data concerning the sensitivity and accuracy of this system are limited. Core temperature was measured once per minute and monitored using a 24-h moving average and a 5-day moving average. Data were grouped into 12-h intervals for analysis. In an initial study of ®ve cows, only two oestrus periods were detected by visual observation. It was determined that an increase of 0.5 � C in core body temperature would be the decision rule for oestrus. Only two out of 79 recorded 12-h periods had an increase greater than 0.5 � C. These time periods matched the time of visual observation of oestrus. The average change in temperature for the two periods was 0.54 � C. During the nonoestrus periods the average change was 0.09 � C.
A later study included 20 beef cows. In this study 23 oestrous periods were detected by visual observation. Using a cut-off of 0.25 � C, the core temperature measurements detected 18 oestrous periods. One of these was a cow not observed in standing oestrus. The average change in core body temperature during oestrus was 0.5 � C, compared to an average change of 0.0007 � C over all other days. Initial ®eld results have shown the feasibility of automated oestrus detection using core body temperature monitoring.
Progesterone Monitoring Blood concentrations of progesterone are much lower during prooestrus, oestrus and metoestrus than during the dioestrus period (Figure 4). Low levels of progesterone do not pinpoint the day of oestrus, but do indicate that the cow is near oestrus. Blood progesterone is correlated to milk progesterone when milk samples contain a representative fat percentage. As a steroid hormone, progesterone is concentrated in milk fat, which is lower in foremilk than in whole milk (Figure 4). Therefore milk samples for progesterone assay should be collected mid-milking or subsampled from the total volume of milk produced. Milk progesterone monitoring has been available since the early 1980s. The most common testing method is a competitive binding immunoassay. A plastic surface coated with progesterone antibodies is exposed to milk. Progesterone in the milk attaches to the antibodies. A solution containing progesterone bound to an enzyme complex is then added. Any unbound antibody can then bind the progesterone± enzyme complex. Next a substrate for the enzyme is
Milk progesterone concentration (ng ml–1)
1762
25
Foremilk Postmilk
20
15
10
5
0 –10
–8
–6
–4 –2 0 2 4 Day before and after oestrus
6
8
10
Figure 4 Relative milk progesterone level across one oestrous cycle for fore- and postmilk samples.
MATING MANAGEMENT/Detection of Oestrus
added. The amount of substrate broken down by the enzyme inversely indicates the amount of progesterone in the original sample. A colour-sensitive developer is used to measure substrate degradation. Monitoring progesterone levels using immunoassay kits is labour-intensive and time-consuming. Elaborate strategies have been created to minimize sampling and optimize oestrus detection. Progesterone monitoring can also be used to assess ovarian function and determine pregnancy. Sampling routines initially identify the time of ovulation. Then samples can be timed with the 21-day oestrous cycle to follow successive ovulations. Once the cycle is determined, samples can be used to predict ovulation and determine the time of insemination. One strategy for progesterone monitoring calls for sample collection three times per week starting 25 days postpartum. The threshold for detecting ovulation is when milk progesterone drops below 1 ng mlÿ1 and subsequently rises to >7 ng mlÿ1. At this point sampling is arrested for 15 days. When sampling resumes it is every other day until a drop in progesterone indicates the onset of oestrus. Cows can then be inseminated after 48 h. Sampling may continue in order to determine if conception occurred. This type of monitoring produced ovulation prediction rates of 98% and 99% in two separate research trials. Alternative methods to monitor progesterone have been investigated. One of these involved attaching progesterone antibodies to a quartz crystal and measuring changes in the crystal's refractive properties. Unfortunately, endogenous progesterone levels were below the system's limit of detection. Another approach utilized a nitrocellulose membrane system. Still other methods attempted to read the results of competitive binding assays electrochemically with a carbon electrode. This system has the potential for low cost production of disposable sensors made from a polyvinyl chloride base. Any ovulation prediction system must be affordable, repeatable and accurate. Additional bene®t could arise from inline, real-time analysis that could report a cow's progesterone status before she leaves the milking parlour. Technology with this capability also requires a shortened assay time to ensure that progesterone is tested mid-milking.
Conclusions Remote sensing systems for the detection of oestrus will be expected to be more ef®cient but not necessarily more accurate than visual observation. Differences in housing and environmental conditions, in addition to labour inputs, costs and ef®cacies, result
1763
in variable acceptance of remote sensing technologies. Detection ef®ciency and accuracy can be improved by the simultaneous use of more than one technology. Combining technologies for simultaneous measurements of several physiological events associated speci®cally with the onset of oestrus and subsequent analysis should provide greater ef®ciency of oestrus detection with fewer false positives. Ultimately, herd management must interpret the information gathered by these technologies and judge whether or not and when to inseminate cows based on their visual inspection of identi®ed cows.
See also: Body Condition: Effects on Health, Milk Production and Reproduction. Mating Management: Artificial Insemination, Utilization; Fertility. Oestrus Cycles: Characteristics. Oestrus Cycles, Control: Synchronization of Oestrus; Synchronization of Ovulation and Insemination. Replacement Management, Cattle: Breeding Standards and Pregnancy Management.
Further Reading Allrich RD (1994) Endocrine and neural control of oestrus in dairy cows. Journal of Dairy Science 7: 2738±2744. Arney DR, Kitwood SE and Phillips CJC (1994). The increase in activity during oestrus in dairy cows. Applied Animal Behavioral Science 40: 211±218. Drans®eld MBG, Nebel RL, Pearson RE and Warnick LD (1998) Timing of insemination for dairy cows identi®ed in oestrus by a radiotelemetric oestrus detection system. Journal of Dairy Science 81: 1874±1882. Hurnik JF, King GJ and Robertson HA (1975) Oestrous and related behaviour in postpartum Holstein cows. Applied Animal Ethology 2: 55±68. Klemm WR, Rivard GF and Clement BA (1994) Blood acetaldehyde ¯uctuates markedly during bovine oestrous cycle. Animal Reproduction Science 35: 9±26. Lehrer AR, Lewis GS and Aizinbud E (1992) Oestrus detection in cattle: recent developments. Animal Reproduction Science 28: 355±361. Maatje K, Loef¯er SH and Engel B (1997) Optimal time of insemination in cows that show visual signs of oestrus by estimating onset of oestrus with pedometers. Journal of Dairy Science 80: 1098±1105. Senger PL (1994) The oestrus detection problem: new concepts, technologies, and possibilities. Journal of Dairy Science 77: 2745±2753. Shipka MP (2000). A note on silent ovulation identi®ed by using radiotelemetry for estrous detection. Applied Animal Behavior 66: 153±159. Walker WL, Nebel RL and McGilliard ML (1996) Time of ovulation relative to mounting activity in dairy cattle. Journal of Dairy Science 79: 1555±1561.
1764
MATING MANAGEMENT/Arti®cial Insemination, Utilization
represented in eqn [2]:
Arti®cial Insemination, Utilization
Number of progeny per sire per year
R H Foote, Cornell University, Ithaca, NY, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
�
Fertility: % of inseminations producing progeny)
Introduction Arti®cial insemination (AI) of cattle represents the most successful sophisticated programme of animal breeding ever implemented to improve the quality, productivity and reproductive health of dairy cattle and other farm animals. This article, in conjunction with others on arti®cial insemination (see Gamete and Embryo Technology: Arti®cial Insemination), provides an overview of the advanced technology developed, the facilities and management required, and the genetic improvement in cattle as a result of the use of AI during the past half century. Other species are considered brie¯y. Advances in genomics relevant to future AI programmes are considered.
[2]
All of the improvements in harvesting sperm from the bull, preserving sperm with minimal loss and skilfully placing the right number of sperm in the wellmanaged cow at the proper time will affect the number of progeny. The fraction of semen harvested from a bull that is used for insemination depends primarily on the market, associated with the sire's genetic qualities, fertility, general popularity and price of the semen. With frozen semen sold directly to producers, reliable information on bull fertility often is not available. Various tests of semen quality, including heterospermic insemination and in vitro fertilization, become more important (see Gamete and Embryo Technology: Arti®cial Insemination).
Landmarks in Development of AI Facilities
Components of a Successful AI Programme The key to any successful programme is capable, well-trained and dedicated people. Expertise represented by the array of people in AI include geneticists to select bulls, expert bull handlers, semen collectors and laboratory technicians, highly trained ®eldworkers, skilled inseminators and superior farm managers. All require appropriate facilities and equipment to conduct a high-quality programme. The two major factors responsible for the success of AI are (1) improved reproductive health, particularly through the control of venereal diseases, and (2) genetic improvement in productivity and a reduction in lethal genes. All of the components of AI and their relationship can be quanti®ed by two simple equations. A sire's genetic contribution will depend upon its genetic superiority, and the number of progeny produced: Genetic impact per sire
Genetic superiority of the sire �
Number of progeny per sire
Number of sperm harvested per sire
Number of sperm inseminated per cow �
Fraction of the semen used for insemination
1
The physiology and management that impact on the number of progeny produced per sire are
When AI was started in the United States and elsewhere, facilities were very limited. Usually an existing barn was modi®ed to house several bulls, and an area was closed off and equipped to serve as a simple laboratory. A semen collection chute, often outdoors, was constructed. It was recognized that for AI to ¯ourish many improvements were needed, and extensive research was undertaken. Improved types of arti®cial vaginas for semen collection and improved methods of preservation of liquid semen were developed. The inclusion of antibiotics in the semen extender controlled several pathogens present in the semen from some bulls. Fertility was improved substantially (see Gamete and Embryo Technology: Arti®cial Insemination) and AI became attractive to farmers. Simultaneously, geneticists found that proofs of genetic merit on bulls brought into AI, based upon production of their daughters in individual herds in natural service, were not repeatable in AI, and better methods of sire testing were developed. Additionally, the physiologists reported that the number of sperm collected from bulls was much less than predicted sperm production, and bull management at the time of semen collection was improved to harvest more sperm. Also, AI personnel noted considerable
MATING MANAGEMENT/Arti®cial Insemination, Utilization
variation in semen quality, partly associated with seasonal changes. Proper bull housing was studied. Veterinarians were working on methods to eliminate pathogens from bulls that carried them. To attack these problems better, larger and costly facilities were required. Many small bull studs merged or ceased operations as climate-controlled bull barns, isolation facilities, special semen collection areas and modern laboratory facilities were built by the surviving larger AI organizations. Fieldmen were hired to help AI technicians and producers to manage the on-farm AI programme. Frozen semen became a commercially attractive option in the 1950s requiring special equipment for cryopreservation and storing semen. The equipment developed for bull sperm provided the basis for the worldwide cryopreservation of biologicals today (see Gamete and Embryo Technology: Arti®cial Insemination).
Frozen Semen in the Field Equipment for moving semen in liquid nitrogen at ÿ196 � C into the ®eld for further transfer to each inseminator's storage unit was developed. The inseminating technicians were given special training to handle frozen semen into and out of the liquid nitrogen tank, and to retrieve the proper breeding unit for insemination without exposing the remaining units in storage. Proper thawing of the semen and transfer to the cow are important. Otherwise carefully prepared high-quality sperm could be damaged with resultant lowering of fertility. With frozen semen came the possible storage at the farm of semen from bulls desired by the farm manager or owner. In the 1960s some farm managers started inseminating their own cows. By buying the semen and inseminating their own cows the cash cost of AI was reduced. However, this required the farm manager to undergo special training, and to set aside time for performing AI at the appropriate time. So inseminations today are performed by both professional inseminators, and farm owners who buy semen from a producer. As herd size has increased, many on-farm inseminators have gained pro®ciency by inseminating several hundred cows, one or more times.
Farm Facilities and Detection of Oestrus With the adoption of AI a very important task faced by dairy farmers was accurate detection of oestrus, so that cows could be inseminated at the proper time. In the early days of AI most cows were housed in stanchion barns and milked while in stanchions. This meant that cows had to be turned loose and observed
1765
carefully for oestrual activity, particularly for standing when mounted by other cows. This also was required previously with natural service, if the bull was selectively mated with each cow at the proper time. However, the farmers were less likely to notice that cows were not bred on time with their bull, until cash payments for AI service, and the more complete records in AI, showed that many cows were not pregnant when desired. Extensive efforts were made to be sure that all users of AI implemented sound programmes for oestrus detection. This included proper identi®cation of each animal (highly visible numbers), turning out cows in stanchions, and watching of cows for oestrus about 30 min each morning and evening. Some persons managed this programme better than others. Many aids for detection of oestrus were developed. Several will be listed here because poor detection of oestrus is the largest single cause of prolonged, uneconomic calving intervals (see Mating Management: Detection of Oestrus). Aids included using surgically altered bulls that could not mate with animals, but could mount and roll coloured paint on the rump of animals that stood when they were mounted. Alternatively, a coloured crayon could be used to stripe the rump of any animals due to be inseminated. This stripe would be smudged when that cow was mounted by another cow or by the surgically treated bull. Different types of pressuresensitive patches, easily attached to the rump, were developed that became more colourful when pressed hard by a mounting animal. Newer types of mount devices that transmitted this information electronically were produced. Electronic probes to measure changes in electrical resistance of cervical mucus also were effective in revealing changes at oestrus. Pedometers of various types were developed. Originally these recorded walking activity of the animal, indicated on a mechanical component of the pedometer. More advanced types transmit activity electronically, along with the cow identi®cation, to a receiver. Low-light-sensitive TV cameras were installed in a few places, to record cow movement at night, but too much time was required to review the video to be practical. To evaluate ef®ciency of programmes of oestrus detection it was necessary to monitor the oestrous cycle of cows. This became possible with the discovery that the cyclic hormone progesterone could be measured in milk. The milk pattern followed blood progesterone, so simply collecting small samples of milk two or three times per week for progesterone determination permitted the cyclic activity of each cow to be tracked. In addition this monitoring enabled one to determine missed oestruses (heats), plus
1766
MATING MANAGEMENT/Arti®cial Insemination, Utilization
cows that were inseminated at the wrong stage of the oestrous cycle or when pregnant. This wasted semen and could cause abortion. Studies in Israel and at Cornell University have shown that use of some of these technological aids, plus training of the farm managers and the inseminators, can minimize mating at the incorrect time, and thereby maintain an optimal calving interval. Heifers often are housed in open areas with bulls. However, they should be managed to use AI because more genetic progress is made when they are inseminated with semen from genetically superior bulls.
Insemination at a Fixed Time Several programmes have been developed tosynchronize oestrus and ovulation so that a group of cows can be inseminated at a ®xed time. These programmes involve the injection of prostaglandin F2a or analogues to regress the corpus luteum (the source of progesterone), and an injection of gonadotrophin releasing hormone (GnRH) to stimulate ovulation (see Oestrus Cycles, Control: Synchronization of Oestrus; Synchronization of Ovulation and Insemination). It is important to note here that the conception rate of lactating dairy cows at this induced oestrus, with a ®xed time of insemination, eliminating the need for visual detection of oestrus, is usually less than 50%. This means that more than 50% of the cows must be detected visually at a subsequent oestrus in order to reinseminate the nonpregnant cows.
Use and Efficiency of AI in the United States The changes in dairy cows numbers and the use of AI in the United States are summarized in Table 1. Milk production per cow has tripled since 1925 while the number of cows has been reduced by two-thirds.
Consequently, the many fewer cows today produce as much milk nationally as was produced in 1925. This production meets demands as milk consumption per capita has decreased. This massive increase in ef®ciency of milk production, with fewer cows and 99% fewer bulls used through AI, has saved 25 million tonnes of maize otherwise needed for feed. Along with other improvements in management it has allowed many producers to become so ef®cient that they have survived the increased costs of doing business despite receiving the same price for their milk as 20 years ago. This is a remarkable achievement. American agriculture is the most ef®cient in the world. However, the AI organizations are in a squeeze with a decreased cow market and increased production costs that are not fully passed on to the producer or consumer. Economic and other factors have resulted in the reduction of the number of AI organizations worldwide. In the United States there were about 100 AI organizations in the 1940s. Most of these organizations have merged or closed. Today ®ve AI organizations supply most of the semen for dairy cattle AI.
Extent of AI Worldwide In Table 1 it was shown that about 65% of the cows in the United States are enrolled in an AI programme. In many countries in western Europe, such as Germany, France, Spain, Italy and the United Kingdom, use of AI is as high or higher than 65%. In Czechoslovakia and Hungary, more than 90% of the dairy cows are arti®cially inseminated, and in Denmark, Israel and Japan the proportion of cows impregnated by AI is essentially 100%. The various countries comprising the former USSR also use AI extensively. Most countries rely essentially 100% on frozen semen for cattle. Countries with large dairy cow populations are listed in Table 2. In New Zealand,
Table 1 Dairy and beef cow numbers and the percentage inseminated arti®cially in the United Statesa Dairy cowsb
Year
1925 1950 1975 2000
Beef cows
Number
Arti®cially inseminated (%)
Number
25 000 000 21 500 000 12 000 000 9 000 000
0 12 57 65
10 000 000 15 000 000 45 000 000 34 000 000
Arti®cially inseminated (%) 0 40 mm) growing at the expense of smaller ones by the process of Ostwald ripening. Polysaccharides, such as carrageenan and locust bean gum, are added as stabilizers and are thought to help immobilize water, thus retarding ice crystal growth. 2. The temperature of storage is relative to the glass transition temperature (T 0G ). Below the T 0G , the serum phase exists as an amorphous solid, whereas above the TG0 the serum phase becomes mobile and reactive, allowing growth of ice crystals. 3. Fat helps retard ice crystal growth and provides lubrication in the mouth. 4. Excess or very large air spaces are prone to collapse, causing more rapid melting. 5. Emulsi®ers added to the premix adsorb to the fat globule surface during cold storage of the ice cream mix. This reduces the protein load on fat droplets and, during subsequent freezing and agitation, fat globules partially coalesce and adsorb to air spaces to form an internal matrix of fat that promotes foam stability. Addition of Rennet
The addition of rennet (chymosin) to milk cleaves the k-casein macropeptide from the micelle, reducing surface charge and thus promoting irreversible aggregation of para-casein. The ¯occulation of paracasein particles eventually forms a three-dimensional gel network with pores up to 10 mm that entraps whey and fat. The size of the pores depends on the relative rates of the enzyme reaction and protein aggregation. Continued fusion of para-casein after gel formation results in the expulsion of whey (syneresis). pH and Ionic Concentration
Freezing
Freezing of milk usually causes destabilization of the casein, due to increased concentration of milk salts in the nonfrozen portion of the milk and a decrease in pH. Frozen products, such as ice cream, may be described as a partly frozen foam containing �50% air by volume, 50% water, 10% fat, 12% sucrose and lactose and 0.5% stabilizers by weight. The
Acidi®cation of milk results in the dissociation of colloidal calcium phosphate. As the isoelectric point of casein is reached (pH 4.6), aggregation of micelles results in a continuous gel network. Dynamic confocal microscopy can be used to visualize this process (Figure 5). In yoghurt manufacture, milk is heated prior to acidi®cation to promote interaction between b-lactoglobulin and casein micelles. This results in a
MICROSTRUCTURE OF MILK CONSTITUENTS AND PRODUCTS (A)
(B)
(C)
(D)
(E)
(F)
1803
Figure 5 Confocal scanning laser micrographs of skim milk acidi®ed with glucono-d-lactone (GDL) at 31 � C. Time-lapse images taken at 1, 5, 8, 15, 30 and 50 min after addition of GDL ((A)±(F) respectively). Proteins appear white. Scale 25 mm.
®ner gel network and reduces syneresis. The addition of calcium promotes fusion of casein micelles. The concentration of salts greatly in¯uences the microstructure of heat-denatured whey protein gels, particularly during heating, with higher ionic concentration producing coarser gels as determined by light and electron microscopy studies. High-Pressure Treatment
High-pressure (HP) treated milks form acid or rennet gels with increased ®rmness, water-holding capacity and resistance to syneresis. HP treatment causes disintegration of the casein micelle and induces blactoglobulin denaturation, resulting in ®ner gel networks as demonstrated by SEM and TEM studies. Recently, CSLM studies of HP-treated Cheddar and Mozzarella cheeses indicated swelling of the paracasein matrix resulting in microstructures similar to those of ripened cheese. Mechanical Effects
Mechanical agitation is often used to mix ingredients and move product, in addition to imparting texture, e.g. in the production of aerated products such as whipped cream and ice cream. Shearing forces occur in pipes, pumps and mixing equipment and may be detrimental to product quality. High turbulence may cause disruption of fat globules, leading to increased free fat, while vigorous agitation can cause foaming, leading to denaturation of globular proteins due to interfacial forces. Microstructural observations under shear or controlled-¯ow conditions have not been
studied in great detail, although recent developments in the area of microrheology will undoubtedly offer insights into the in¯uence of processing on food behaviour.
Examples of Dairy Microstructure Whipped Cream
Cream is an oil-in-water emulsion containing �40% fat. Whipping incorporates air into the system, thus forming a foam structure that is stabilized by the following factors, based on TEM and cryo-SEM studies:
� lowering of the surface tension of the air±serum interface by proteins and phospholipids
� adsorption of fat globules to the air bubbles � ¯occulation±coalescence of the fat globules � adsorption of fat crystals to the air±serum interface
� fat `bridges' occurring between neighbouring air cells.
Destabilization phenomena include air coalescence, creaming and liquid drainage.
bubble
Yoghurt
Yoghurt is an acid gel formed by fermentation of heated milk by Lactobacillus bulgaricus and Streptococcus thermophilus. TEM studies were instrumental in demonstrating that heating milk creates interactions between denatured b-lactoglobulin and the k-casein of micelles. The resulting micelles are
1804
MICROSTRUCTURE OF MILK CONSTITUENTS AND PRODUCTS
covered in numerous appendages which facilitate linking into ®ne chains, �230 nm in cross-section, resulting in a high water-holding capacity. Unheated milk has much smoother micelles and consequently forms a coarser gel with poor syneretic properties. Acid-induced casein gels are particulate and fractal in nature; image analysis of CSLM has been used to relate fractal dimension to rheological properties. Mozzarella Cheese
The microstructural development of Mozzarella cheese during manufacture and ripening can be monitored using CSLM, SEM or TEM and observations can be related to compositional, rheological and functional properties. Figure 6 illustrates the changes in protein structure, as determined by CSLM, during processing and subsequent storage. Key stages of structure development are:
moisture decreases as the protein hydrates. The increased water-binding capacity of the curd improves ¯ow and stretch properties. Dairy Spreads
Margarine and butter contain �16% water, which is present as ®nely dispersed droplets 0.5±10 mm in diameter. The structural properties of these products are largely governed by the continuous fat phase. SEM and CSLM studies of margarine show that the fat phase consists of a network of small, interconnected fat crystals and sheetlike crystal aggregates (Figure 7A). Butter has a more complex microstructure and may include oil globules, globular
(A)
1. Curd formation and whey drainage. Para-casein micelles aggregate with concomitant release of whey into the surrounding spaces. 2. Cheddaring and salting. The para-casein micelles fuse into a more continuous protein phase, forming curd granules. 3. Plasticization. Linearization on stretching of protein into layers or ®bres occurs; fat globules partially coalesce and align between the protein ®bres. 4. Ageing. There is progressive swelling of protein phase and isolation of fat globules. Expressible
(A)
(B) (B)
(C)
(D)
Figure 6 Confocal scanning laser micrographs of Mozzarella cheese during processing and ageing. (A) Whey drainage; (B) salting and pressing; (C) plasticization (stretching); and (D) 6 weeks storage, note entrapment of fat globules (black). Protein appears bright. Scale 25 mm.
Figure 7 Confocal scanning laser micrographs of dairy spreads. (A) Margarine showing water droplets (arrows); and (B) butter showing various crystalline forms (arrows). Liquid fat phase is labelled and appears bright. Scale 10 mm.
MILK/Introduction
butterfat crystals, isolated needlelike crystals and interglobular fat (Figure 7B). These differences are re¯ected in functional properties, such as hardness, mouthfeel and emulsion stability. Product softening or plasticity is higher for margarine than butter, most probably due to the higher number of intercrystalline bonds present in margarine. See also: Butter: Properties and Analysis. Cheese: Rennet Coagulation of Milk; Cheese Rheology; Cheddar-Type Cheeses; Pasta-Filata Cheeses. Ice Cream and Frozen Desserts: Product Types. Lipids: Fat Globules in Milk; Milk Fat Globule Membrane. Milk Powders: Types and Manufacture. Physical and Functional Properties of Milk Powders. Milk Proteins: Caseins, Micellar Structure.
Further Reading Aguilera JM and Stanley DW (1990) Microstructural Principles of Food Processing and Engineering. London: Elsevier Applied Science. Brooker BE (1979) Milk and its products. In: Vaughan JG (ed.) Food Microscopy, pp. 273±331. New York: Academic Press. Brooker, BE (1995) Imaging food systems by confocal scanning laser microscopy. In: Dickinson E (ed.) New Physico-Chemical Techniques for the Characterization of Complex Food Systems, pp. 53±68. London: Blackie Academic and Professional.
Middle East, Fermented Milks from
1805
Buchheim W and Dejmek P (1997) Milk and dairy-type emulsions. In: Friberg SE and Larsson K (eds.) Food Emulsions, 3rd edn, pp. 235±278. New York: Marcel Dekker. Heertje I (1993) Structure and function of food products: a review. Food Structure 12: 343±364. Heertje I and Paques M (1995) Advances in electron microscopy. In: Dickinson E (ed.) New PhysicoChemical Techniques for the Characterization of Complex Food Systems, pp. 1±52. London: Blackie Academic and Professional. Hermansson A-M (1995) The importance of biopolymers in structure engineering. In: Dickinson E and Lorient D (eds.) Food Macromolecules and Colloids, pp. 363±375. Cambridge: Royal Society of Chemistry. Langton M, Astrom A, Stading, M and Hermansson A-M (1997) Effect of microstructure on sensory perception of particulate gels. In: Dickinson E and Bergenstahl B (eds.) Food Colloids: Proteins, Lipids and Polysaccharides, pp. 18±28. Cambridge: Royal Society of Chemistry. Kalab M (1979) Scanning electron microscopy of dairy products: an overview. Scanning Electron Microscopy 3: 261±272. Kalab M (1981) Electron microscopy of milk products: a review of techniques. Scanning Electron Microscopy 3: 453±472. Schmidt DG and Buchheim W (1992) The application of electron microscopy in dairy research. Journal of Microscopy 167: 105±121.
see Fermented Milks: Middle East.
MILK Contents
Introduction Physical and Physicochemical Properties
Introduction P F Fox, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Background Milk is a ¯uid secreted by female mammals, of which there are over 4000 species, for the nutrition of its offspring. In addition to meeting the complete
1812 MILK/Physical and Physicochemical Properties Applications. Lipids: General Characteristics. Mammals. Mammary Gland: Anatomy; Growth, Development, Involution. Milk Biosynthesis and Secretion: Milk Fat; Milk Protein; Lactose; Secretion of Milk Constituents. Milk Proteins: Heterogeneity; Fractionation and Isolation; Casein Nomenclature, Structure and Association Properties; Lactoferrin; Immunoglobulins; Whey Protein Products. Minerals in Dairy Products: Macroelements, Nutritional Significance. Nutraceuticals from Milk. Rheology of Milk and Dairy Products: Principles and Significance in Assessing Rheological and Texture Properties; Liquid Products and Semi-Solid Products. Trade in Milk and Dairy Products, International Standards: Harmonized System; Subsidy Measures. Vitamins: General Introduction. World Trade Organization.
Further Reading Fox PF (ed.) (1992, 1995, 1997) Advanced Dairy Chemistry, vols. 1, 2 and 3. London: Elsevier Applied Science, Chapman & Hall. Fox PF and McSweeney PLH (1998) Dairy Chemistry and Biochemistry. London: Chapman & Hall. IDF (2000) World Dairy Situation. International Dairy Federation Document no. 355. Brussels: IDF. Jensen RG (ed.) (1995) Handbook of Milk Composition. San Diego: Academic Press. Mepham TB (1987) Physiology of Lactation. Milton Keynes: Open University Press. Walstra P and Jenness R (1984) Dairy Chemistry and Physics. New York: John Wiley. Walstra P, Geurts TJ, Noomen A, Jellema A and van Boekel MAJS (eds.) (1999) Dairy Technology: Principles of Milk Properties and Processes. New York: Marcel Dekker. Wong NP, Jenness R, Keeney M and Marth EH (eds.) (1988) Fundamentals of Dairy Chemistry, 3rd edn. New York: Van Nostrand Reinhold.
Physical and Physicochemical Properties O J McCarthy, Massey University, Palmerston North, New Zealand Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Milk is a complex colloidal dispersion, the physical and physicochemical properties of which depend
on intrinsic compositional and structural factors, extrinsic factors such as temperature, and postmilking treatment. There is no clear dividing line between physical properties and physicochemical properties. However, physical properties may be thought of as measures of the bulk behaviour of milk and of how milk interacts with energy, while physicochemical properties are measures of how bulk behaviour and energy interactions depend on the constituent colloidal particles, molecules, atoms and ions in milk. Knowledge of physical properties is of importance particularly in the technological and engineering design and control of milk processes and processing equipment. Knowledge of physicochemical properties provides a basis for the design of modern methods of milk analysis, determination of milk microstructures and elucidation of the complex chemical reactions that occur in milk. In this article, recognizably physical properties such as rheological properties, density and thermal properties are discussed ®rst. Then, properties are discussed that fall within the realms of both physics and physical chemistry: surface tension, acoustic properties, electrical and dielectric properties and optical properties. Recognizably physicochemical properties ± the colligative properties, and acid±base and oxidation±reduction equilibria ± are discussed last (see Milk: Introduction).
Rheological Properties The rheological behaviour of milk is in accord with that of emulsions and suspensions in general. Milk may exhibit Newtonian or non-Newtonian behaviour depending on composition, temperature, prior treatment and measurement conditions. At a moderate to high shear rate, Newtonian behaviour is exhibited by skim milk, by whole milk at temperatures >40 � C (milk fat completely molten, no cold agglutination), and by whole milk at temperatures 40 � C, the upper end of the milk fat melting point range. At temperatures between the (initial) freezing point of
1814 MILK/Physical and Physicochemical Properties
milk and 40 � C, sensible heat demands are confounded with latent heat demands caused by phase changes in the milk fat, and eqn [5] must be written as Z�2 capp
� d�
�h
6
�1
where capp(�) is the apparent speci®c heat (J kgÿ1) expressed as some function of temperature. capp(�) depends on fat content, triglyceride composition and thermal history. There is a maximum (�4000 J kgÿ1 Kÿ1) in the temperature range 15± 20 � C and a minimum (�3880 J kgÿ1 Kÿ1) at about 40 � C. At temperatures above or below the maximum, speci®c heat is inversely related to fat content. Speci®c heat increases gradually with temperature above 40 � C, reaching �3940 J kgÿ1 Kÿ1 at 100 � C and �4000 J kgÿ1 Kÿ1 at 140 � C. At temperatures below the freezing point, latent heat demands arise from phase changes in both milk fat and water. Equation [6] again applies. The ability to predict enthalpy change between two chosen temperatures is, from a practical point of view, more useful than the ability to predict speci®c heat at speci®c temperatures. The following general expression is valid for any temperature range and any fat content: �h
�1 $�2 �hfat xfat �hnon-fat xnon-fat
7
where �hfat and �hnon-fat are the enthalpy changes in the milk fat and in the non-fat part of the milk, respectively, between �1 and �2, and x means mass fraction. �hfat must be found from a suitable set of published empirical data. �hnon-fat is calculated with eqn [8] or [9] or [10] below depending on the temperature range concerned. For �1 � �f and �2>�f : �hnon-fat;
�1 $�2 1:55
1 ÿ xw
�2 ÿ �1 2:09 ÿ3
� 10
1 ÿ
xw
�22
ÿ
�21
cw xw
�2 ÿ �1 ÿ 0:376 exp
ÿ43x2:3 w �
�2 ÿ �1
kJ kgÿ1
8
For �110 000 worms). The majority of these worms are present as inhibited (hypobiotic) fourth-stage larvae, which have a reduced pathology. Subclinical Parasitism in Lactating Dairy Cows
Clinical symptoms due to gastrointestinal nematode infections are extremely rare in adult cattle and infections remain generally at the subclinical level. `Subclinical parasitism' is a term used to describe a degree of parasitism which interferes with production but is not evident from physical and visual examination of the animal. In practice, it is a state of parasitism usually diagnosed by a positive response to the administration of an anthelmintic. For some parasites, such as liver ¯uke, it has been accepted for
L4
Adult
L2 L3
L1 Egg
Figure 1 Life cycle of Ostertagia. L denotes larval stages: L1, ®rst instar; L2, second instar; L3, third instar; L4, fourth instar.
PARASITES, INTERNAL/Gastrointestinal Nematodes
a long time that subclinical infections are responsible for a reduced milk production; however, it is only recently becoming generally accepted that the same effect occurs with subclinical gastrointestinal nematode infections. Thus, the importance of subclinical gastrointestinal nematode infection in adult cattle could also be referred to as `economical' infection. The economic importance of gastrointestinal nematode infections in adult cattle, and especially lactating animals, has been debated for the last 50 years. Since the 1970s, reports from Europe and the United States indicate that increases in the milk production of high-yielding cows occur following anthelmintic treatment around the time of parturition. This stimulated worldwide interest in this subject and since then many papers have been published on the effect of nematode infections on milk production. Nevertheless, controversy still surrounds the claims that anthelmintic treatments in dairy cattle increase milk production. Some research workers reported increased milk production after anthelmintic treatment, but others were unable to demonstrate any change in milk production attributable to the use of anthelmintics. In addition to reports on the effect on milk production, a number of reports are available on the effects of gastrointestinal parasitism on the reproductive performance of cows. In a dairy study that assessed the impact of parasitism on reproductive performance, dairy cows treated at drying-off with ivermectin had a signi®cantly shorter calving to conception interval than the untreated controls. It is important to stress that (subclinical) infections and build-up of immunity in calves during the ®rst and second grazing season will also in¯uence the animals' growth performance and milk production during subsequent lactations. Most published trials on the economic importance of gastrointestinal nematodes in adult dairy cattle are based either on arti®cial infections or on treatment of naturally infected cattle. Of eight arti®cial infection studies in adult cattle, six suggested that a parasitic infection had a negative impact on milk production. In four separate trials in which lactating cows were dosed with 200 000 mixed species of infective larvae it was observed that the uninfected cattle produced between 1.0 and 2.95 kg dayÿ1 more milk during the 30 days that followed the infection period. Similar results were obtained by infecting lactating cows with a mixture of 5000 Ostertagia and Cooperia infective larvae three times weekly for 9 weeks. Infected cows produced 2.16 kg dayÿ1 less milk than the uninfected cows. A smaller effect was reported when cows were infected with a single dose of 200 000 Ostertagia infective larvae before calving. The results from these trials suggest that
2217
infection with gastrointestinal nematodes can have a detrimental effect on milk production. However, care should be taken when results from these kinds of studies are extrapolated to ®eld situations. In addition to these arti®cial infection studies, a large number of studies were conducted in which naturally infected animals received anthelmintic treatment and were compared to a group of untreated control animals. These studies can be divided into three groups: cattle treated in mid-lactation, cattle treated during the dry period and/or just before or just after parturition and cattle treated repeatedly from early lactation or given strategic treatments throughout the year. Results vary between the different experiments, but the number of experiments in which the treated group had a higher milk yield was comparable to the number of experiments in which the control group had a higher yield. Taking into account 87 published experiments, a median increase of 0.63 kg dayÿ1 milk after anthelmintic treatment was calculated. Over a full lactation, this could amount to as much as 180 kg additional milk per treated cow. However, from all the studies published on milk production response to treatment, it is clear that herd responses vary from a large positive response of several hundred kilograms of milk on some farms to a negative response on others. For instance, a study performed in The Netherlands reported a herd response to treatment ranging from as low as ÿ839 to as high as 1287 kg milk per cow per lactation on 31 farms, with only 17 herds showing a positive response. One reason for this might be the difference in level of infection between the herds and the fact that milk production is a highly variable trait, dependent on factors such as nutrition, breed, age, season of calving and heritage. Additionally, the outcome of anthelmintic treatment in some trials was in¯uenced by the experimental design. In some trials, treatment groups were paired within herds, resulting in only a proportion of the herd being treated. Larval challenge is thus likely to be greater than if the whole herd had been treated. In some trials this could result in an underestimation of treatment responses and a marginal economic bene®t. Also, in several studies where endectocides (macrocyclic lactones) were used, the effect on milk production may have been due to a reduction of both gastrointestinal nematodes and ectoparasites. Although it seems obvious enough, the single most overlooked fact in most studies on treatment response in adult cattle is that, unless suf®cient parasites are present to inhibit the production performances, no response from anthelmintic treatment can be anticipated.
2218
PARASITES, INTERNAL/Gastrointestinal Nematodes
It is also important to distinguish between increased productivity and economic bene®t. Care must be taken when expressing the bene®ts of anthelmintic treatment as economic pro®t. There is a wide range of potentially hidden costs and bene®ts associated with parasitic disease and its control in production animals that have been largely ignored to date, and their consideration could add much to the value and credibility of impact studies. Large-scale studies indicate with reasonable certainty that there are situations in which anthelmintic treatment of adult cattle may be of economic bene®t; however, this bene®t is not apparent in all published studies. From all this, it is clear that the available data cannot support a universal recommendation for the use of anthelmintics in all adult cattle, but that `economical' treatment could be promoted at least for some animals. Viewed broadly, the question is not whether anthelmintic treatment of heifers is of any value, but rather when, under what conditions and for which animals is treatment likely to be valuable. Pathophysiology of Gastrointestinal Nematode Parasitism in Adult Cattle
Although many studies suggest an in¯uence from subclinical gastrointestinal nematode infection on production, little is known about the possible mechanisms for this interaction. It has been known for a long time that parasitic nematodes, even in the absence of clinical disease, can cause a reduction in voluntary feed intake. The extent of metabolic impairment induced by a parasitic infection is in¯uenced predominantly by the level of larval challenge and the number and species of worms which become established, but will be modi®ed by host factors such as age, breed, nutritional status and immune status. Loss of appetite is one of the main factors which can lead to reduced performance in subclinical infected animals. There are indications that the reduced appetite may be a result of the increased gastrin levels associated with the increased abomasal pH, which is in turn a result of damage to the parietal cells. However, drops in feed intake have also been associated with intestinal parasitism in animals in which blood gastrin levels remained at a normal level. Next to this, it has been postulated that hypersensitivity reactions to even small numbers of developing larvae will produce changes in the gastric glands that are severe enough to result in mucosal permeability of the kind usually seen only in more heavy infections. Effects from dual abomasal and intestinal infections have demonstrated that the host is able to compensate for impaired abomasal
digestion provided that the intestinal parasite burden does not occupy the main site of digestion and absorption in the latter organ. The observation that the highest-yielding cows respond better to anthelmintic treatment can also be sought in the pathophysiology of the infection and in the partitioning of scarce nutrient resources, such as energy and protein, between competing body functions of the host. For example, parasitized animals will give priority to reversing the pathophysiological damage caused by gastrointestinal nematodes over normal body functions or expression of immunity.
Diagnosing Gastrointestinal Nematode Infections in Adult Dairy Cattle: A Remaining Problem? The diagnosis of gastrointestinal nematode infections in cattle during their second, and subsequent, grazing seasons is more dif®cult than during the ®rst grazing season. In these older animals the only nematode of any signi®cance is Ostertagia ostertagi; other nematodes are, due to immunity development, of limited importance. Until now, it has not been possible to determine whether the levels of parasitism that occur in older animals result in compromised productivity. The determination of a threshold level for treatment of dairy herds is hindered by the rather low infection levels in adult cows, the limited sensitivity of most diagnostic techniques and by the high variability of milk production, which is in¯uenced by a number of factors other than gastrointestinal nematode infection. Faecal egg output in cows is generally low and faecal egg counts are considered to be a poor indicator of infection level in adult cattle. This is mainly due to acquired immunity, which interferes with the development and the fecundity of the worms. No relationship between treatment response and infection level could be demonstrated using faecal egg counts as a parameter of infection. Similarly, no correlation was found between the effect of anthelmintic treatment on milk production and Ostertagia infection levels as estimated by serum pepsinogen levels. Pepsinogen levels in adult cattle may overestimate the actual adult worm burden, possibly due to a hypersensitivity reaction to ingested L3 larvae, which do not necessarily develop into adult worms. Antibody levels against Ostertagia have been considered as a more useful parameter. Using a crude Ostertagia antigen enzyme-linked immunosorbent assay (ELISA), a signi®cant between-herd variation in serum antibody titres against Ostertagia and
PARASITES, INTERNAL/Gastrointestinal Nematodes
Cooperia was found, suggesting that it would be possible to estimate the infection level in an adult dairy herd by examining serum antibody titres. Subsequently, the relationship between antibody levels in serum and milk was investigated because, for routine screening purposes, milk samples from bulk milk in the cooling tank are less costly than serum samples. A good correlation was demonstrated between individual and herd mean serum antibody titres and milk antibody titres, and between the herd mean of individual milk antibody titres and the mean of two bulkmilk samples from the refrigerating tank. Individual milk samples had the same ability to discriminate between herds as serum antibody titres. A positive correlation between some management practices known to be associated with infection levels and bulk milk antibodies against Ostertagia was found, suggesting that bulk-milk antibody levels are a reasonable measure of parasite infection levels in a dairy herd. Although bulk-tank antibody levels were not associated with annual milk production nor with a seasonal decline in milk production, there was a negative relationship between antibody levels (expressed as optical density (OD) in an ELISA) and the level of milk production during the summer in herds exposed to grass. A recent study showed that an increase in OD from 0.58 to 0.83 was associated with a reduction in milk production of 1.25 kg dayÿ1 per cow. It was suggested that herds with high milk antibody levels may bene®t from parasite control programmes in the milking herd. In conclusion, Ostertagia antibody levels in milk are the most promising parameter for monitoring gastrointestinal nematode burdens in dairy herds, but a threshold for anthelmintic treatment still needs to be determined. A cutoff OD of 0.5 has been proposed, but more studies are needed to con®rm this. Other diagnostic methods for adult cattle, such as a copro-antigen detection test, are still in the experimental phase.
Control of Gastroinstestinal Nematodes in Dairy Cattle Many ef®cient anthelmintics are available for treatment of gastrointestinal nematode infections in cattle e.g. (pro-)benzimidazoles, levamisole and macrocyclic lactones. Considering that, in adult cattle, the major part of the worm population consists of inhibited larvae, the use of macrocyclic lactones is preferred. The class of macrocyclic lactones known as the avermectins/milbemycins (i.e. ivermectin, doramectin, moxidectin and eprinomectin) are not only very potent against all parasitic life stages of nematodes, including inhibited fourth-stage larvae,
2219
but also have an ef®cacy that persists for several weeks. The broad-spectrum and highly potent nematocidal activity of eprinomectin, coupled with the zero withdrawal time for milk, make it the ®rst macrocyclic lactone to be developed for use in all classes of cattle, including dairy cattle. The other macrocyclic lactones have withdrawal times of several weeks or may not be used in dairy cattle. Recently, in the United States, moxidectin also obtained a zero withdrawal time for milk.
Conclusions Although it is questionable whether suf®cient grounds exist for advocating routine treatment in all adult dairy cattle, positive responses of anthelmintic treatment on milk production have been extensively described. We can speculate that, on some farms, anthelmintic treatment would be pro®table, but identifying these herds remains a major problem. The currently used infection parameters are not sensitive enough accurately to estimate levels of infection in adult cattle. Additionally, no threshold levels are available to indicate which infection level could be economically detrimental. Also, little is known about the time and frequency of anthelmintic treatments, which will obviously depend largely on the local epidemiological parasite pattern and management situation. Since these differ greatly no general recommendation can be given. See also: Dairy Farm Management Systems: Goats. Parasites, Internal: Lungworms; Liver Flukes. Sheep Husbandry: Health Management.
Further Reading Agneessens J, Claerebout E, Dorny P, Borgsteede FMH and Vercruysse J (2000) Nematode parasitism in dairy cows in Belgium. Veterinary Parasitology 90: 83±92. Armour J (1970) Bovine ostertagiasis: a review. Veterinary Record 86: 184±190. Coop RL and Kyriazakis I (1999) Nutrition±parasite interaction. Veterinary Parasitology 84: 187±204. Eysker M and Ploeger HW (2000) Value of present diagnostic methods for gastrointestinal nematode infections in ruminants. Parasitology 120(supplement): S109±S119. Fox MT (1997) Pathophysiology of infection with gastrointestinal nematodes in domestic ruminants: recent developments. Veterinary Parasitology 72: 285±297. Gross SJ, Ryan WG and Ploeger HW (1999) Anthelmintic treatment of adult dairy cows and its effect on milk production. Veterinary Record 144: 581±587. GuitiaÂn FJ, Dohoo IR, Markham RFJ, Conboy G and Keefe GP (2000) Relationship between bulk-tank antibodies to Ostertagia ostertagi and herd-management
2220
PARASITES, INTERNAL/Lungworms
practices and measures of milk production in Nova Scotia dairy herds. Preventive Veterinary Medicine 47: 79±89. Kloosterman A, Ploeger HW, Pieke EJ, Lam TJGM and Verhoeff J (1996) The value of bulk milk ELISA Ostertagia antibody titres as indicators of milk production response to anthelmintic treatment in the dry period. Veterinary Parasitology 64: 197±205. Ploeger HW, Kloosterman A, Bargeman G, Wuijckhuise LV and Van Den Brink R (1990) Milk yield increase after anthelmintic treatment of dairy cattle related to some parameters estimating helminth infection. Veterinary Parasitology 35: 103±116. Shoop WL, Egerton JR, Eary CH et al. (1996) Eprinomectin: a novel avermectin for use as a topical endectocide for cattle. International Journal for Parasitology 26: 1237±1242. Thienpont D, Rochette F and Van Parijs OFJ (1979). Diagnosing Helminthiasis by Coprological Examination, pp. 182. Beerse, Belgium: Janssen Research Foundation. Vercruysse J and Claerebout E (2001) Treatment vs. nontreatment of helminth infections in cattle: de®ning the threshold. Veterinary Parasitology 98: 195±214.
Lungworms M Eysker, Utrecht University, Utrecht, The Netherlands Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Dictyocaulosis or lungworm disease in cattle is still common, particularly in dairy cattle in western Europe. In the tropics Dictyocaulus viviparus infections are rare and only in Cuba it is considered a problem. In North America dictyocaulosis is less important than in Europe. Usually disease is seen in calves at the end of the grazing season. However, throughout western Europe the incidence of the disease in lactating dairy cows is on the increase. The population dynamics of lungworm infections is characterized by a rapid dispersal of larvae to pasture, a high mortality rate on pasture and a rapid development of immunity. This implies a `race' between the build-up of infections and resistance against these infections in susceptible cattle. The outcome decides whether disease will occur.
For the control of lungworm a good understanding of the epidemiology of infections is required and, to determine this, proper diagnostic methods need to be available.
Life Cycle The adults live in the bronchi and bronchioles. Eggs containing ®rst-stage larvae (L1) are coughed up and swallowed and hatch during passage through the digestive tract. At mean temperatures above 10 � C the infective third-stage larvae (L3) develop within 1 week. Immediately after development almost all the L3 that are dispersed to the herbage do so in the sporangia of the coprophagic fungus Pilobolus. Thus, in western Europe lungworm larvae reach the herbage within a week throughout the grazing season. Other means of dispersal such as diarrhoea, rain, earthworms, insects and mechanical means (hoofs, boots, machines, etc.) are less important, although there is some evidence that torrential rain and subsequent ¯ooding may be important in the southern United States. In spring and summer most larvae die within 2±3 weeks in western Europe. In autumn and winter survival is longer. This rapid appearance of lungworm larvae on pasture by Pilobolus and the high mortality rate of these larvae differ completely from the situation in gastrointestinal nematodes. After ingestion the L3 penetrate the intestinal wall and reach the lungs where they mature after two additional moults via lymph, mesenteric lymph nodes and blood. The prepatent period is 3±4 weeks. Because immunity develops rapidly the patent period is only 6±8 weeks when primary infections are high. When initial infections are low patent infections last 1 or 2 months longer. Later on larvae may reappear in low numbers in a small proportion of reinfected animals. These are often nonsymptomatic `carriers' and they are very important in the epidemiology of lungworm infections. The occurrence of carriers in spring is usually associated with the maturation of larvae that overwintered as inhibited early ®fthstage larvae in the host. Like in Ostertagia ostertagi inhibited development is primarily a seasonal phenomenon.
Clinical Signs In the course of a heavy primary infection the following four phases can be distinguished: 1. Penetration phase (day 1±7): penetration of the larvae into the body and migration to the lungs. 2. Prepatent phase (day 7±25): development of the larvae in the lungs.
2220
PARASITES, INTERNAL/Lungworms
practices and measures of milk production in Nova Scotia dairy herds. Preventive Veterinary Medicine 47: 79±89. Kloosterman A, Ploeger HW, Pieke EJ, Lam TJGM and Verhoeff J (1996) The value of bulk milk ELISA Ostertagia antibody titres as indicators of milk production response to anthelmintic treatment in the dry period. Veterinary Parasitology 64: 197±205. Ploeger HW, Kloosterman A, Bargeman G, Wuijckhuise LV and Van Den Brink R (1990) Milk yield increase after anthelmintic treatment of dairy cattle related to some parameters estimating helminth infection. Veterinary Parasitology 35: 103±116. Shoop WL, Egerton JR, Eary CH et al. (1996) Eprinomectin: a novel avermectin for use as a topical endectocide for cattle. International Journal for Parasitology 26: 1237±1242. Thienpont D, Rochette F and Van Parijs OFJ (1979). Diagnosing Helminthiasis by Coprological Examination, pp. 182. Beerse, Belgium: Janssen Research Foundation. Vercruysse J and Claerebout E (2001) Treatment vs. nontreatment of helminth infections in cattle: de®ning the threshold. Veterinary Parasitology 98: 195±214.
Lungworms M Eysker, Utrecht University, Utrecht, The Netherlands Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Dictyocaulosis or lungworm disease in cattle is still common, particularly in dairy cattle in western Europe. In the tropics Dictyocaulus viviparus infections are rare and only in Cuba it is considered a problem. In North America dictyocaulosis is less important than in Europe. Usually disease is seen in calves at the end of the grazing season. However, throughout western Europe the incidence of the disease in lactating dairy cows is on the increase. The population dynamics of lungworm infections is characterized by a rapid dispersal of larvae to pasture, a high mortality rate on pasture and a rapid development of immunity. This implies a `race' between the build-up of infections and resistance against these infections in susceptible cattle. The outcome decides whether disease will occur.
For the control of lungworm a good understanding of the epidemiology of infections is required and, to determine this, proper diagnostic methods need to be available.
Life Cycle The adults live in the bronchi and bronchioles. Eggs containing ®rst-stage larvae (L1) are coughed up and swallowed and hatch during passage through the digestive tract. At mean temperatures above 10 � C the infective third-stage larvae (L3) develop within 1 week. Immediately after development almost all the L3 that are dispersed to the herbage do so in the sporangia of the coprophagic fungus Pilobolus. Thus, in western Europe lungworm larvae reach the herbage within a week throughout the grazing season. Other means of dispersal such as diarrhoea, rain, earthworms, insects and mechanical means (hoofs, boots, machines, etc.) are less important, although there is some evidence that torrential rain and subsequent ¯ooding may be important in the southern United States. In spring and summer most larvae die within 2±3 weeks in western Europe. In autumn and winter survival is longer. This rapid appearance of lungworm larvae on pasture by Pilobolus and the high mortality rate of these larvae differ completely from the situation in gastrointestinal nematodes. After ingestion the L3 penetrate the intestinal wall and reach the lungs where they mature after two additional moults via lymph, mesenteric lymph nodes and blood. The prepatent period is 3±4 weeks. Because immunity develops rapidly the patent period is only 6±8 weeks when primary infections are high. When initial infections are low patent infections last 1 or 2 months longer. Later on larvae may reappear in low numbers in a small proportion of reinfected animals. These are often nonsymptomatic `carriers' and they are very important in the epidemiology of lungworm infections. The occurrence of carriers in spring is usually associated with the maturation of larvae that overwintered as inhibited early ®fthstage larvae in the host. Like in Ostertagia ostertagi inhibited development is primarily a seasonal phenomenon.
Clinical Signs In the course of a heavy primary infection the following four phases can be distinguished: 1. Penetration phase (day 1±7): penetration of the larvae into the body and migration to the lungs. 2. Prepatent phase (day 7±25): development of the larvae in the lungs.
PARASITES, INTERNAL/Lungworms
3. Patent phase (day 25±55): production of eggs by mature worms. 4. Postpatent phase (day 55±90): occasional ¯are-up of severe respiratory signs at the end of the disease. The ®rst clinical signs appear at the end of the prepatent phase when blockage of the bronchi and small bronchioles by eosinophilic exudate produced in response to migrating larvae occurs. Clinical signs are most severe during the patent phase. This phase is associated with adults in the bronchi producing bronchitis. Most of the major clinical signs are caused by primary parasitic pneumonia, in which macrophages and giant cells, engul®ng aspirated eggs and larvae, consolidate the lung lobules. In the postpatent phase patients gradually recover. However, in severely affected animals a sudden exacerbation of dyspnoea may occur during the 7th or 8th week as a result of wide spread alveolar epithelialization. When immune cattle are reinfected larvae may reach the bronchioles before being destroyed by the immune response. When many larvae have been ingested this can lead to disease. Diagnosis of lungworm disease in these animals is often dif®cult because faecal examination is usually negative. The gradual development of bronchitis and pneumonia results in coughing and tachypnoea accompanied by varying degrees of anorexia, decreased weight gain and dyspnoea. Pyrexia may occur when secondary bacterial infections are involved. In severe infections coughing becomes frequent in weeks 2 and 3. The respiration rate may exceed 70 breaths minÿ1 in week 3. During the patent phase respiration rate exceeds 70 breaths minÿ1 and animals cough frequently. Dyspnoeic cattle stretch their necks in a characteristic air-hunger position and stick out their tongues each time they try to cough. On auscultation of the lungs, the inspiratory and expiratory sounds are harsh and rhonchi are present. Varying degrees of emphysematous crackling occur.
Epidemiology Development of Immunity
Between 8 and 11 days after a high primary infection protection against establishment of reinfection develops rapidly. In the presence of developing larvae and adult worms protection is slowly reinforced during patency. However, in the postpatent period protection against establishment wanes gradually in the absence of reinfection and after 6±12 months cattle are virtually fully susceptible again. Immunity also develops against the maturation of juvenile larvae, the period between 10 and 30 days
2221
after primary infection. Patent infections appear to be necessary for the development of this type of acquired immunity. In contrast to the protection against establishment this type of acquired immunity does not seem to wane. This possibly explains why high infections in adult animals may result in clinical disease without development of patent infections. Protection against establishment has then virtually been lost in the absence of reinfection, while protection against maturation of the worms still exists. Vaccination by itself will not result in patent infections and booster infections are necessary for animals to acquire both types of protection. The level of protection is exposure dependent and low primary infections will not lead to a suf®cient immunity level to be protected from disease after immediate reinfection. However, low natural exposure levels, even when cut by chemoprophylaxis, can result in suf®cient immunity levels later on. Prevalence of Infections
Very few studies are available on the proportion of cattle farms with lungworm infections. High prevalence regions where infections occur on the majority of farms are some countries in western Europe, such as the United Kingdom, Ireland and The Netherlands. Recent studies in the latter suggest that prevalence has decreased during the last decade. This coincides with an increase in outbreaks in dairy cows not only in The Netherlands but throughout western Europe. Possibly this is related to the increase in suppressive anthelmintic treatment in dairy replacement heifers. Decreased lungworm transmission may then have resulted in elimination of lungworm infections on some farms leaving a fully susceptible adult herd that will be affected after reintroduction of lungworm. In other regions in Europe, such as for instance Scandinavia, prevalence rates have always been lower. Outbreaks then occur in any age class of cattle and not mainly in the youngstock, as happens in high prevalence areas. Sources for Primary Infections
The onset of primary infections is very important for the build-up of infections and disease. The following situations may occur. Overwintering on pasture Overwintering of larvae on pasture is not a reliable phenomenon in Europe, except in the very humid Atlantic regions of the United Kingdom and Ireland. The size of the herd and the timing of turnout are important because
2222
PARASITES, INTERNAL/Lungworms
whenever larvae are present on pasture in spring numbers decrease rapidly. Thus, it is more likely that at least one animal will develop a patent infection when a large herd is turned out early. Carriers Carriers may be yearlings, other groups of calves or cows. The latter appear to be important in The Netherlands because in 8 out of 25 outbreaks on dairy farms carrier cows were the most likely cause. Later it has been shown that patent infections occur in some cows in almost any herd in spring. This also implies that most Dutch dairy cows are exposed to low lungworm infections annually, thus allowing maintenance of immunity. A separate category of carriers may be deer. Nowadays it has been recognized that Dic. eckerti from deer is a closely related, though separate species. Very recently another closely related Dictyocaulus species, that has even not yet been named, has been found in roe deer and moose in Sweden. Experimental cross-infections with Dic. eckerti from deer to cattle have been demonstrated, but, more importantly, patent Dic. viviparus have also been observed in deer. Nevertheless, it is dif®cult to quantify the possible role of deer in the transmission of Dic. viviparus. The most common deer species in Europe, the roe deer, does not seem to be highly susceptible to Dic. viviparus and preliminary molecular studies in Sweden only demonstrated the presence of Dic. viviparus in cattle. Infections of calves with Dic. ®larial from sheep and goats and Dic. arn®eldi from donkeys do not result in patency.
1
3
5
7
9
Stable infections As a rule stable infections are not important. However, they may occur and they even may occasionally result in disease. Possible Causes for Outbreaks
The rapid and massive dispersal of larvae from the faeces through Pilobolus results in a rapid sequence of worm generations. Each generation takes approximately 1 month, because the prepatent period is 3±4 weeks and dispersal of L3 to pasture takes 1 week (Figure 1). The occurrence of disease depends on the primary infection level and the weather conditions. Disease in the ®rst generation only occurs after heavy primary infections, for instance when calves are grazed on a pasture contaminated by other calves or, occasionally, yearlings. When primary infections result from overwintered larvae on pasture or from carriers such as cows or yearlings, they will be low or moderate. The subsequent infection patterns are then highly predictable. Reinfection results in an increase in faecal larval counts, and occasionally in disease, 4±5 weeks after the beginning of patency (Figure 1). Usually faecal larval counts decrease again after a further 4±8 weeks as a result of developing immunity. However, when infections are still low during the second lungworm generation a further increase of faecal larval counts and disease may be observed during the third generation of lungworm (Figure 1). When the third generation does not result in disease it is unlikely that it will ever occur,
11
13
15
17
19 20
Weeks after infection Figure 1 Faecal larval output patterns after primary lungworm infections. Disease may occur after approximately 1, 2 or 3 months following high, low or very low primary infections, respectively. As a result of partial immunity mean peak faecal larval counts decrease in each worm generation.
PARASITES, INTERNAL/Lungworms
because immunity will develop during the long period of low infections. Thus disease will occur approximately 1, 2 or 3 months after primary infection. The reason that disease is less common in beef cattle is probably the transmission of low infections from the dam herd to the calves. Suckling calves therefore will not be exposed to high infections and can easily develop immunity. Weather conditions also in¯uence the occurrence of lungworm disease. Although transmission of lungworm infections also occurs under hot and dry summer conditions outbreaks predominantly occur when summer and autumn are wet. This probably explains why dictyocaulosis is a lesser problem in the dairy regions of the northern United States and Canada than in Europe. The hot summer and the cold winter imply that transmission of lungworm infections is mainly restricted to relatively short periods in spring and autumn.
Diagnosis Diagnosis is based on the clinical signs and the grazing history. Experienced practitioners in endemic regions have no dif®culty in recognizing the typical signs in young animals. The diagnosis may be con®rmed by parasitological and immunological means. Diagnosis is often more dif®cult in adult animals because infections may not reach patency. The most convenient parasitological diagnosis is through detection of L1 with the Baermann technique. When performed properly it is highly sensitive in young animals with primary infections; it enables detection of one adult female worm when 30 g of faeces is examined. Proper performance of the Baermann method implies the following: 1. Faecal samples are taken rectally to prevent contamination with soil nematodes. 2. Faeces are processed the same day or stored at 4±8 � C until examination. 3. Glassware with steeply sloping sides is used. 4. Fine-meshed screens (cheesecloth or metal gauze) are used to avoid leaking of faecal material. 5. Baermann samples are left for 24 h (or at least overnight) before being examined; recovery is much lower when samples are examined the same day. 6. Samples are preferably examined with a dissecting microscope using magni®cations of 16±25�. 7. Lungworm larvae are differentiated from freeliving nematodes and from ®rst-stage larvae of Strongyloides papillosus and trichostrongylids. Dictyocaulus viviparus larvae are 450 � 25 mm, have a pointed tail, intestinal food granules and show a characteristic sluggish movement.
2223
Flotation techniques should not be used because they are far less sensitive than the Baermann method. Sputum examination for eggs and larvae is obviously more rapid than the Baermann method because detection can be done on the day of sampling. Moreover, egg-producing lungworms can be detected 1 or 2 days earlier than with faecal examination. When faecal examination is negative immature worms may be recovered through lung washings in severe cases. Diagnosis can also be performed through serology. Crude worm antigens in an enzyme-linked immunosorbent assay (ELISA) were used for seroepidemiological surveys in the 1980s in The Netherlands. The disadvantage of these tests was a lack of speci®city and therefore the seroprevalence at herd level may have been overestimated. A much more speci®c test is now available in a commercial ELISA kit (Ceditest, Institute of Animal Science and Health, ID-DLO, Lelystad, The Netherlands). This test allows the recognition of positive animals individually. However, the protein used for the test is an adult worm protein, possibly a major sperm protein. This implies that seroconversion is not obtained before patency and in fact, larvae can be found in the faeces before seroconversion. Vaccinated cattle score negative with this test and in the postpatent period titres gradually decrease to negative values. Therefore, this test may fail when used to con®rm lungworm disease in nonpatent older cattle. Nevertheless, the test still scores positive for some months in the postpatent period. This is clearly an advantage compared to faecal examination. It would be an advantage to have a test available that would allow detection of larval infections. In Scotland a test has been developed that looks promising. It is based on immuno¯uorescence of surface antigens on the sheath of infective larvae. Eosinophilia in cattle with respiratory signs provides inconclusive support for the diagnosis of lungworm disease.
Treatment Treatment implies application of an anthelmintic and, when necessary, further supportive treatment. When clinical signs are severe, they may aggravate after anthelmintic treatment and farmers have to be warned for that. Anthelmintics that can be used are the benzimidazoles, levamisole and the avermectins/ milbemycins. Compounds of the latter group all have a residual effect against lungworm of at least 3±4 weeks. Only one compound, eprinomectin, is licensed in many countries for lactating animals without a withdrawal period for the milk.
2224
PARASITES, INTERNAL/Lungworms
Prevention
Table 1 Early season treatment systemsa
General
Compound
Name
Approximate length of activity
Levamisole Morantel
Chronomintic Bolus Paratect Flex Bolus
Oxfendazole Oxfendazole Fenbendazole Ivermectin Ivermectinb Eprinomectinb
Repidose 5 Bolus Repidose forte Bolus Panacur-SR Bolus Ivomec-SR Bolus 0±6 or 0±8 w ivomec 0±6 or 0±8 w ivomec/eprinex 0±6 or 0±8 w enzec 0±8 w dectomax 0±10 w cydectin
3 months 3 months (not effective against lungworm) 4 months 4 months 5 months 5 months 2.5±3 months 2.5±3 months
The aim of control measures in high prevalence regions is on one hand to suppress lungworm infections to the extent that no disease occurs. On the other hand suf®cient exposure to infection is necessary for the build-up and maintenance of immunity. The latter is of vital importance because infections will be introduced inevitably on lungworm-free farms. In that case disease may occur in any age class. Outbreaks in lactating animals can cause high economic losses. This means that in high prevalence regions the aim is to seek for a balance between acquisition of infection and acquisition of immunity. The aim of control measures in low prevalence regions is less easy to de®ne. Acquisition of immunity may be less relevant than attempts to maintain a lungworm-free status on the majority of farms. However, it is not easy to guarantee a lungworm-free status for a particular farm and it is virtually impossible to guarantee maintenance of this situation. Control may be achieved by vaccination, suppressive anthelmintic treatment, grazing management and vigilance and treatment. Vaccination
Vaccination using an irradiated vaccine has been a highly effective control measure in high prevalence regions in Europe during the last 40 years (dictol or huskvac, Intervet). Two doses of approximately 1000 irradiated larvae are given 4 weeks apart and calves are turned out 2 weeks after receiving the last dose. On pasture reinfection is necessary for a further build-up and maintenance of immunity. However, during recent years the use of the vaccine has decreased. Vaccination is not justi®ed in low prevalence regions. On the moment several groups are working on novel recombinant vaccines for dictyocaulosis. Suppressive Anthelmintic Treatment
These include suppressive systems for the control of gastrointestinal nematodes (Table 1). The principle implies suppression of pasture contamination with nematode eggs in the ®rst half of the grazing season through application of a long-acting device or through a treatment at turnout and another one 6±10 weeks later with an avermectin/milbemycin. Such pastures can safely be used until the end of the grazing season. Although not designed for this purpose most of these systems will suppress lungworm infections.
Abamectinb Doramectin Moxidectin
2.5±3 months 3 months 3.5 months
a
These systems are not available everywhere. These systems are not recommended for lungworm by the producer, but may be considered. b
Table 1 shows that systems vary in the length of suppression of lungworm. The Paratect Flex bolus has no claim against lungworm though it will diminish penetration of the gut wall by L3. This bolus is sometimes combined with lungworm vaccination. The suppression of lungworm by these early season systems implies a low risk for lungworm disease in the ®rst grazing season. However, development of immunity may also be impaired. Thus, outbreaks may be delayed to later grazing seasons. Grazing Management
Considering the rapid dispersal of lungworm larvae to pasture dangerous reinfection can only be prevented by frequent moves to clean pasture. On the other hand survival of larvae is short and pasture infectivity will decrease rapidly. Therefore control schemes involving rotational grazing for 4- and 3-day periods in East Germany and Cuba, respectively, gave good results. In both schemes calves did not return to the same pasture within 36±40 days. Experiments in The Netherlands con®rmed that such rapid rotational grazing systems prevent lungworm disease. However, they did not prevent parasitic gastroenteritis and consequently cannot be recommended. Vigilance and Treatment
This implies anthelmintic treatment of susceptible animals at ®rst appearance of respiratory signs. This is often practised although it is rarely done as
PARASITES, INTERNAL/Liver Flukes
a deliberate control system. In The Netherlands lungworm disease was mentioned as the most common reason to apply anthelmintics in the ®rst grazing season. Relapses of disease after treatment are rare, because immunity will have developed. This may be the control method of choice in low prevalence regions. However, it implies regular examination of cattle at risk.
2225
Liver Flukes F H M Borgsteede, Institute for Animal Science and Health, Lelystad, The Netherlands Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction
Further Reading Boon JH, Kloosterman A and van der Lende T (1984) The incidence of Dictyocaulus viviparus in cattle in The Netherlands. 2. Survey of sera collected in the ®eld. Veterinary Quarterly 6: 13±16. David GP (1997) Survey on lungworm in adult cattle. Veterinary Record 141: 343±344. Divina BP, Wilhelmsson E, Matsson JG, Waller P and HoÈglund J (2000) Identi®cation of Dictyocaulus spp. in ruminants by morphological and molecular analysis. Parasitology 121: 193±201. Eysker M, Claessens EW, Lam TJGM, Moons MJ and Pijpers A (1993) The prevalence of patent lungworm infections in herds of dairy cows in The Netherlands. Veterinary Parasitology 53: 263±267. Jùrgensen RJ (1981) Studies on the lungworm Dictyocaulus viviparus (Bloch, 1792) and its epidemiology in young cattle with a description of an attempt to prevent parasitic bronchitis. Acta Veterinaria Scandinavica 76(supplement): 1±77. McKeand JB (2000) Vaccine development and diagnostics of Dictyocaulus viviparus. Parasitology 120: S17±S23. Michel JF, McKenzie A, Bracewell CD et al. (1965) Duration of the acquired resistance of calves to infection with Dictyocaulus viviparus. Research in Veterinary Science 6: 344±395. Ploeger HW and Eysker M (2000) Simulating Dictyocaulus viviparus infection in calves: the parasitic phase. Parasitology 120: S3±S15. Ploeger HW, Borgsteede FHM, Sol J et al. (2000) Crosssectional serological survey on gastrointestinal and lung nematode infections in ®rst- and second-year replacement stock in The Netherlands: relation with management practices and use of anthelminitics. Veterinary Parasitology 90: 285±304. Robinson J (1962) Pilobolus spp. and the translation of infective larvae of Dictyocaulus viviparus from faeces to pasture. Nature 193: 353±354. Taylor SM, Kenny J, Edgar HW, Mallon TR and Canavan A (2000) Induction of protective immunity to Dictyocaulus viviparus in calves while under treatment with endectocides. Veterinary Paraitology 88: 219±228.
Liver ¯uke infections in domestic animals are regarded as one of the most important parasitic diseases. The economic and social impact is huge. Estimations about the worldwide damage go up to US$2 billion with over 600 million animals infected. Particularly in the poorer countries of the world, where treatment is too expensive and other measures for control are dif®cult or impossible, liver ¯uke infections cause big problems for the animal owners. The following aspects of liver ¯ukes and the infection they cause will be discussed: systematics; geographical distribution; life cycle and epidemiology; pathogenesis; immunology; clinical signs and diagnosis; control and drug resistance.
Systematics Liver ¯ukes is the general name for those digenean trematodes (Phylum Platyhelminthes±Class Trematoda±Subclass Digenea) which live in the adult stage in the liver, the bile ducts or the gall bladder of vertebrates. In veterinary science, two families are of importance: the Fasciolidae with the genera Fasciola and Fascioloides and the Dicrocoeliidae with the genus Dicrocoelium. Particularly the genus Fasciola with the species Fa. hepatica, the common liver ¯uke, and Fa. gigantica, the tropical liver ¯uke, are of the utmost importance in cattle and sheep. The characteristics of infections with these species will be discussed in detail. The genus Fascioloides, with the species Fascioloides magna, is primarily found in deer in North America and rarely in some parts of Europe. Cattle and sheep may occasionally become infected with this species. The infection is almost always without clinical signs in cattle, but in sheep they may have a pathogenic effect with sometimes lethal consequences. However, because clinical infections are rare, this parasite species will not be discussed further. Dicrocoelium (most important species Dicrocoelium dendriticum) lives in the bile ducts and gall bladder. The genus has a worldwide distribution, but has a much lesser pathogenic effect than the Fasciola species. Further detailed information about
PARASITES, INTERNAL/Liver Flukes
a deliberate control system. In The Netherlands lungworm disease was mentioned as the most common reason to apply anthelmintics in the ®rst grazing season. Relapses of disease after treatment are rare, because immunity will have developed. This may be the control method of choice in low prevalence regions. However, it implies regular examination of cattle at risk.
2225
Liver Flukes F H M Borgsteede, Institute for Animal Science and Health, Lelystad, The Netherlands Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction
Further Reading Boon JH, Kloosterman A and van der Lende T (1984) The incidence of Dictyocaulus viviparus in cattle in The Netherlands. 2. Survey of sera collected in the ®eld. Veterinary Quarterly 6: 13±16. David GP (1997) Survey on lungworm in adult cattle. Veterinary Record 141: 343±344. Divina BP, Wilhelmsson E, Matsson JG, Waller P and HoÈglund J (2000) Identi®cation of Dictyocaulus spp. in ruminants by morphological and molecular analysis. Parasitology 121: 193±201. Eysker M, Claessens EW, Lam TJGM, Moons MJ and Pijpers A (1993) The prevalence of patent lungworm infections in herds of dairy cows in The Netherlands. Veterinary Parasitology 53: 263±267. Jùrgensen RJ (1981) Studies on the lungworm Dictyocaulus viviparus (Bloch, 1792) and its epidemiology in young cattle with a description of an attempt to prevent parasitic bronchitis. Acta Veterinaria Scandinavica 76(supplement): 1±77. McKeand JB (2000) Vaccine development and diagnostics of Dictyocaulus viviparus. Parasitology 120: S17±S23. Michel JF, McKenzie A, Bracewell CD et al. (1965) Duration of the acquired resistance of calves to infection with Dictyocaulus viviparus. Research in Veterinary Science 6: 344±395. Ploeger HW and Eysker M (2000) Simulating Dictyocaulus viviparus infection in calves: the parasitic phase. Parasitology 120: S3±S15. Ploeger HW, Borgsteede FHM, Sol J et al. (2000) Crosssectional serological survey on gastrointestinal and lung nematode infections in ®rst- and second-year replacement stock in The Netherlands: relation with management practices and use of anthelminitics. Veterinary Parasitology 90: 285±304. Robinson J (1962) Pilobolus spp. and the translation of infective larvae of Dictyocaulus viviparus from faeces to pasture. Nature 193: 353±354. Taylor SM, Kenny J, Edgar HW, Mallon TR and Canavan A (2000) Induction of protective immunity to Dictyocaulus viviparus in calves while under treatment with endectocides. Veterinary Paraitology 88: 219±228.
Liver ¯uke infections in domestic animals are regarded as one of the most important parasitic diseases. The economic and social impact is huge. Estimations about the worldwide damage go up to US$2 billion with over 600 million animals infected. Particularly in the poorer countries of the world, where treatment is too expensive and other measures for control are dif®cult or impossible, liver ¯uke infections cause big problems for the animal owners. The following aspects of liver ¯ukes and the infection they cause will be discussed: systematics; geographical distribution; life cycle and epidemiology; pathogenesis; immunology; clinical signs and diagnosis; control and drug resistance.
Systematics Liver ¯ukes is the general name for those digenean trematodes (Phylum Platyhelminthes±Class Trematoda±Subclass Digenea) which live in the adult stage in the liver, the bile ducts or the gall bladder of vertebrates. In veterinary science, two families are of importance: the Fasciolidae with the genera Fasciola and Fascioloides and the Dicrocoeliidae with the genus Dicrocoelium. Particularly the genus Fasciola with the species Fa. hepatica, the common liver ¯uke, and Fa. gigantica, the tropical liver ¯uke, are of the utmost importance in cattle and sheep. The characteristics of infections with these species will be discussed in detail. The genus Fascioloides, with the species Fascioloides magna, is primarily found in deer in North America and rarely in some parts of Europe. Cattle and sheep may occasionally become infected with this species. The infection is almost always without clinical signs in cattle, but in sheep they may have a pathogenic effect with sometimes lethal consequences. However, because clinical infections are rare, this parasite species will not be discussed further. Dicrocoelium (most important species Dicrocoelium dendriticum) lives in the bile ducts and gall bladder. The genus has a worldwide distribution, but has a much lesser pathogenic effect than the Fasciola species. Further detailed information about
2226
PARASITES, INTERNAL/Liver Flukes
a a
a
b
b
b
Figure 2 Adult Lymnaea truncatula. Figure 1 Adult Fasciola hepatica (a) and Fa. gigantica (b).
Dicrocoelium can be found in handbooks of veterinary parasitology. Here we will concentrate on Fa. hepatica and Fa. gigantica (Figure 1).
Geographical Distribution Fasciola hepatica can be found on all continents, particularly in the temperate climatic zones. Within these zones, the presence of a suitable intermediate host determines the presence of Fa. hepatica. Fasciola gigantica is the dominant species in tropical areas of Africa, South America and Southeast Asia, but can also occur in more subtropical regions of the United States and southern Europe. There are areas in the world (e.g. India, Pakistan) where both species occur concurrently.
Life Cycle and Epidemiology The life cycle of Fa. hepatica and Fa. gigantica involves a mollusc as ®rst and only intermediate host. Many snail species of the genus Lymnaea can act as intermediate host. In Europe and many other parts of the world, Ly. truncatula (Figure 2) is the most important host for Fa. hepatica, but in Australia and New Zealand Ly. tomentosa. The favourite snail hosts for Fa. gigantica in Africa are Ly. auricularia and Ly. natalensis. Part of the Life Cycle of Fasciola hepatica outside the Host
Fluke eggs produced by the adult worms reach the intestine with the bile and leave the host with the faeces. Eggs have to be washed out of the faeces, otherwise no further development is possible. The
Figure 3 Typical liver ¯uke environment.
development must take place in a wet environment (Figure 3). The developmental rate is dependent of the temperature (Figure 4). The minimum time required to develop to the ®rst larval stage, the miracidium, is about 10 days at 26 � C and 6 weeks at 15 � C. Below 10 � C no development is possible. The miracidium leaves the egg after the `lid' (operculum) of the egg has been opened. The miracidium has to ®nd a snail host within a few hours after hatching. It penetrates the snail with the help of proteolytic enzymes, and migrates as a young sporocyst to the hepatopancreas of the snail. The sporocyst develops into a redia and the redia may develop into daughter redia. Eventually, cercariae develop in the redia or daughter redia. The cercariae have many characteristics of the adult ¯uke, but they have a distinct tail. Cercariae have to leave the snail, can swim around and settle on the vegetation. They lose their tail and form a cyst. This stage is called metacercaria. This is the infective stage for the mammalian ®nal host. The development from miracidium to metacercaria can take place in minimal
PARASITES, INTERNAL/Liver Flukes
2227
1
2 6
3
5 4
Figure 4 Schematic life cycle of Fasciola hepatica: 1, adult ¯uke; 2, egg; 3, miracidium; 4, redia; 5, cercaria; 6, metacercaria.
5 weeks. Snails can shed cercariae for a couple of weeks. In dry periods, the release of cercariae can stop and can be continued when the conditions are wet again. Metacercariae can survive for long periods up to almost 1 year. Survival depends strongly on humidity. Dry conditions are lethal. They can survive a few degrees below 0 � C, but severe frost is also lethal. So liver ¯uke can overwinter as egg, as sporocyst/redia in the snail and as metacercaria on the vegetation. Within a year two waves of infection of the vegetation are possible, the winter infection in the period April±July caused by the shedding of cercariae by infected snails that has survived the winter and the summer infection caused by snails that have been infected in the spring and summer due to overwintered eggs or eggs shed by cattle in the spring. This infection becomes available on the herbage from July onwards with a peak in late autumn. It may be clear that on those places in the world where Fa. hepatica occurs the epidemiological pattern has been adapted to the local situation within the limits given above. Part of the Life Cycle of Fasciola hepatica within the Host
After ingestion of the metacercariae the outer cyst wall is removed under in¯uence of the digestion
enzymes in abomasum and duodenum and the young ¯uke escapes actively from the cyst. It penetrates the wall of the small intestine with the help of proteolytic enzymes and reaches the peritoneal cavity. They can be found there within 1 day. The majority of the young ¯ukes migrates in 3±4 days towards the liver, but occasionally ¯ukes may reach other organs such as lungs, brains or other organs (ectopic ¯ukes). If young ¯ukes are wandering in pregnant cows, they may reach the foetus and cause an intrauterine infection with sometimes abortion as a result. However, most ¯ukes penetrate the liver and wander through the parenchyma for a period of about 6 weeks to reach the bile ducts. In the larger bile ducts and gall bladder they grow out in about 4 weeks to adult ¯ukes of maximal 5 cm long and 1.5 cm wide. Flukes are hermaphroditic (with male and female genital organs) and proterandric (male sexual maturity is reached ®rst). The eggs that they produce are yellowish/brown gold in colour with an operculum. They are maximal 0.15 mm long and 0.09 mm wide (Figure 5). Egg production starts 10±11 weeks after ingestion of the metacercariae. This period may be delayed in secondary or later infections. In reinfections or heavy primary infections, ¯ukes may become inhibited in their development due to a crowding effect, an
2228
PARASITES, INTERNAL/Liver Flukes
Figure 5 Eggs of Fasciola hepatica.
immune response or a combination of both. Without appropriate treatment ¯ukes may live for years in their host. Comparison of Fasciola hepatica with Fasciola gigantica
The life cycles of both species are almost identical. The intermediate hosts of Fa. gigantica are more aquatic than that of Fa. hepatica. The development of the parasitic stages of Fa. gigantica in the snail is slower. The same can be said for the migration process of Fa. gigantica inside the ®nal host, resulting in a prepatent period of about 13±16 weeks. Adult ¯ukes are larger (maximal 7.5 cm long and 1.2 cm wide) and of a different shape than Fa. hepatica. Eggs are larger (maximal 0.19 mm long and 0.1 mm wide).
Pathogenesis The pathogenic effect of a liver ¯uke infection is dose dependent. Low numbers do not cause harmful effects and thus are invisible for farmers and veterinarians. We can distinguish between two phases of pathogenicity: 1. The effects caused by the migrating young stages. 2. The effects caused by the adult worms. Young ¯ukes escape from the metacercarial cysts in the small intestine and penetrate the intestinal wall. Massive penetration can cause peritonitis, but generally the ®rst weeks after infection no damage can be observed. Real damage occurs when the young ¯ukes make their way through the liver parenchyma. They feed themselves with hepatocytes and erythrocytes which are digested by the proteolytic
enzymes that they excrete. These enzymes, in combination with excretion products of the ¯ukes, cause also damage in the surrounding tissue which will be ®lled with blood and eosinophils. The end is ®brosis of the liver tissue which easily can be observed after slaughter. This ®rst part of the migration phase is characterized by increasing blood loss, a decline of the serum albumin level and increasing levels of hepatocyte enzymes in the serum such as glutamate dehydrogenase (GLDH). In cattle, the damage caused by young migrating ¯ukes, though sometimes severe, rarely ends with the death of the animal. This may occur in sheep and is called acute fasciolosis, while in cattle the chronic disease is common. When the growing ¯ukes reach the bile ducts, the liver parenchyma can be repaired by the formation of new liver tissue which can be recognized by its lighter colour. The level of the enzymes released through the destruction of the parenchyme cells decreases, but the albumin loss and the anaemia remain. In the bile ducts, the irritation of the wall by the migrating ¯ukes causes hyperplasia and in®ltration of ®brous tissue and the increase of another enzyme, g-glutamyl transferase (g-GT), in the serum (Figure 6). Secretory and excretory products of the ¯ukes may increase the in¯ammatory processes. Calcium is deposited and the characteristic `calci®ed liver ¯uke liver with pipes' is formed (Figure 7).
Immunity against Liver Fluke It is generally accepted that, in contrast with sheep, cattle can build up immunity against liver ¯uke infections. This may be a combined effect of the immune system of the host and the changes in the liver caused by earlier infections which make the place to live for new incoming ¯ukes unpleasant. Lower numbers of migrating ¯ukes reach the bile ducts and gall bladder. These worms are generally of smaller size, produce fewer eggs and have a shorter patent period. Immunity can be maintained only when regularly herbage with new metacercariae has been ingested. The best place to kill young ¯ukes is where they try to penetrate the intestinal wall. It is possible to make rats 100% immune to new incoming infections, but in cattle this has not been accomplished so far.
Clinical Signs and Diagnosis Light infections are without clinical signs. Fasciolosis in most cattle is not acute, but chronic. In temperate regions disease will be mostly observed
PARASITES, INTERNAL/Liver Flukes 160
2229
25
140
units l–1 (γ-GT)
100
15
80 10
60
milli-units l–1 (GLDH)
20
120
40 5 20 0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Weeks after infection
γ-GT
GLDH
Figure 6 Pattern of serum enzymes after primary infection with 1000 metacercariae of Fasciola hepatica.
Figure 7 Liver of a calf heavy infected with Fasciola hepatica.
in late autumn and winter. Calves and yearlings may show anorexia, loss of weight and signs of anaemia including sometimes submandibular oedema. In dairy cattle there is a lower milk yield, while fertility might be affected, resulting in a longer interval between pregnancies and, rarely, abortion. Food conversion in infected animals is far from optimal and at slaughter the carcass quality is lower. The presence of adult ¯ukes can be demonstrated by the presence of eggs in the faeces. Various techniques are available, most of them are based on sedimentation, because ¯uke eggs are rather heavy compared with eggs of gastrointestinal nematodes which easily ¯otate. Fluke eggs can be recognized by their colour and shape. Inexperienced people may
possibly confuse them with eggs of paramphistomes, although these eggs are generally larger and have a different colour. Diagnosis can be con®rmed by serum parameters such as the increase of the enzymes g-GT and GLDH and the number of eosinophilic leucocytes. However these parameters may vary according to the stage of the infection and are not always speci®c. Serological techniques have also been developed. The `old' indirect haemagglutination test has been replaced by modern enzyme-linked immunosorbent assay (ELISA) with very high sensitivity and speci®city. The `earliest' ELISAs can be used from 2 weeks after primary infection. Diagnosis of fasciolosis after slaughter is easy. The lesions caused by the worms are typical (®brosis and cholangitis) and cannot be confused with other infections of the liver (e.g. larval tapeworms). Heavily affected livers will be condemned and are excluded for human consumption. Apart from the already mentioned weight loss and reduced milk yield this forms another important source of economic loss.
Control of Liver Fluke Infections Control of liver ¯uke infections can be done in several ways. First of all, in some countries a forecast system has been developed to indicate the risk on infection. Control itself can be divided into control measures related to the intermediate host and control measures directed towards the parasitic stages in the host. Finally, in the future development of vaccines can be expected.
2230
PARASITES, INTERNAL/Liver Flukes
Forecast of Liver Fluke Infections
Control of the Flukes in the Host
Since the second half of the twentieth century forecast systems have been developed in the United Kingdom and other countries. In most systems the ingredients for the forecast are a combination of rainfall or days with rain in `important' months, evapotranspiration, condemnation ®gures of lamb livers in the second half of the year and infection percentages of snail populations. Systems may be adapted to the local situation. In a small country such as The Netherlands the forecast is given per district, because local differences in meteorological data may vary reasonably. In September a preliminary forecast is published and in November a de®nitive forecast is distributed by television, radio and appropriate journals. Today, modern satellite sensor techniques and geographical information systems (GIS) are also available in some countries as new tools.
A number of anthelmintics to control ¯ukes in the host are available. These ¯ukicides are listed in Table 1. The availability of these drugs may vary from country to country depending on the local registration. Today, triclabendazole is the ®rst choice ¯ukicide, although not registered in all countries with liver ¯uke problems. Triclabendazole is the only drug with excellent activities against all stages of the infection. That means that it can be used in the prepatent period, thus preventing the damage caused by adult worms and preventing egg excretion and pasture contamination. Apart from their costs, a big disadvantage of all ¯ukicides is that, if applied in dairy cows, there is a withdrawal period for the milk. Their use in the dry period does not always coincide with the optimal time of treatment. Another drawback is the emergence of anthelmintic resistance.
Measures to Prevent Uptake of Metacercariae
On `¯uky' farms or in `¯uky' areas it is possible to make a map with places where snails are present and infection of herbage with metacercariae may occur. Pasture management may be directed towards avoiding of these places. This may vary from fencing of dangerous spots to grazing on pastures only in safe periods. Another possibility in some countries is to lower the groundwater level and thus in¯uence the snail habitats. All these measures ®t very well in an integrated management system for sustainable agriculture with the aim to reduce the application of chemicals. The use of molluscicides has been practised in the past. Today this is no longer an option in many countries due to the costs, the sometimes disappointing results and for obvious ecological reasons.
Vaccination
Following the successful introduction in the late 1950s of a vaccine against lungworm in cattle by dosing them with irradiated infective larvae, studies have been undertaken to do the same with irradiated (gamma- or X-ray) metacercariae. These studies have been carried out both for Fa. hepatica and Fa. gigantica and have shown some spectacular results. Protection percentages up to 70±80% and sometimes even more have been reached in cattle, but the technique has never been commercialized. Other vaccination studies have been done with crude somatic antigens, antigens derived from secretory and excretory products and with well-de®ned antigens. Although there is not yet a commercial vaccine available, modern work concentrates on
Table 1 Flukicides for use in cattle Route of administration
Dose (mg kgÿ1 body weight)
Albendazole Bromphenophos Closantel Clorsulon
Per Per Per Per
os os os/injection os/injection
Netobimin Niclofolan Nitroxynil Oxyclozanide Rafoxanide Triclabendazole
Per os/injection Per os Injection Per os Per os Per os
Generic name
Active against ¯ukes aged 0±6 weeks
6±12 weeks
>12 weeks
10 12 2.5 8
ÿ ÿ ÿ ÿ
ÿ ÿ
20 3 10 10 7.5 12
ÿ ÿ ÿ ÿ ÿ
ÿ ÿ ÿ
ÿ, not active; , 50±90%; , >90%. *, not registered for milk-producing animals.
Withdrawal time (days) for Milk 5 5
* * (injection) 3 (per os) 5 5 5 4 * 28
Meat 8 21 30 3 (injection and per os) 14 7 30 14 28 42
PARASITES, INTERNAL/Liver Flukes
the possibility of using fatty acid binding proteins (FABPs), glutathione S-transferase (GST), haemoglobin and particularly proteolytic enzymes (e.g. cathepsins) alone or in combination as major vaccine candidates. Production of these candidates by recombinant techniques is on its way. It is expected that more vaccine candidates will become available, while DNA vaccination is another option to be worked out in the future. With the growing threat of anthelmintic resistance, development of vaccines is necessary to remain in the race against liver ¯uke. Genetic Resistance
It has been demonstrated that there is a difference in susceptibility among breeds of sheep against liver ¯uke. Although comparable studies in cattle have not yet been carried out, it is reasonable to think that these differences can also occur among cattle breeds. This may give us a clue for a possibility to look for resistant genes and the use of these in selection studies.
Drug Resistance Although laboratory selection studies carried out in the 1990s had already shown that Fa. hepatica in sheep was able to develop resistance against anthelmintics such as rafoxanide, closantel, benzimidazoles and triclabendazole, the ®rst reliable ®eld observation of triclabendazole resistance was reported from sheep in Australia in 1995. Later in Ireland, the United Kingdom and The Netherlands ®eld cases in sheep had been observed as well, while in the latter country resistance was also found in ¯ukes in cattle. Although the number of reported cases is still limited it poses a threat on the future of anthelmintic usage. Therefore, sustainable agriculture with minimal use of ¯ukicides is necessary to keep the existing drugs effective. No cases of anthelmintic resistance against the above listed drugs in Fa. gigantica have been described in the literature. A possible explanation might be the lesser frequency of treatment of Fa. gigantica and thus the lower selection pressure on the worm populations.
Paratuberculosis
2231
Further Reading Boray JC (1997) Chemotherapy of infections with Fasciolidae. In: Boray JC (ed.) Immunology, Pathobiology and Control of Fasciolosis, pp. 83±97. Rahway: MSD AGVET. Braun U, Wolfensberger R and Herzberg H (1995) Diagnosis of liver ¯ukes in cows: a comparison of the ®ndings in the liver, in the feces and in the bile. Schweizer Archiv fuÈr Tierheilkunde 137: 438±444. Cornelissen JBWJ, Gaasenbeek CPH, Boersma W, Borgsteede FHM and van Milligen FJ (1999) Use of a preselected epitope of cathepsin-L1 in a highly speci®c peptide-based immunoassay for the diagnosis of Fasciola hepatica infections in cattle. International Journal for Parasitology 29: 685±696. Dalton JP (1999) Fasciolosis. Wallingford: CAB International. Dalton JP, McGonigle S, Rolph TP and Andrews SJ (1996) Induction of protective immunity in cattle against infection with Fasciola hepatica by vaccination with cathepsin L proteinases and with hemoglobin. Infection and Immunity 64: 5066±5074. Dargie JD (1987) The impact on production and mechanisms of pathogenesis of trematode infections in cattle and sheep. International Journal for Parasitology 17: 453±463. Dawes B (1956) The Trematoda. Cambridge: Cambridge University Press. Estuningsih SE, Smooker PM, Wiedosari E et al. (1997) Evaluation of antigens of Fasciola gigantica against tropical fasciolosis in cattle. International Journal for Parasitology 27: 1419±1428. Ibarra F, Montenegro N, Vera Y et al. (1998) Comparison of three ELISA tests for seroepidemiology of bovine fasciolosis. Veterinary Parasitology 77: 229± 236. Moll L, Gaasenbeek CPH, Vellema P and Borgsteede FHM (2000) Resistance of Fasciola hepatica against triclabendazole in cattle and sheep in the Netherlands. Veterinary Parasitology 91: 153±158. Mulcahy G, O'Connor F, Clery D et al. (1999) Immune responses of cattle to experimental anti-Fasciola hepatica vaccines. Research in Veterinary Science 67: 27±33. Yilma JM and Malone JB (1998) A geographical information system forecast model for strategic control of fasciolosis in Ethiopia. Veterinary Parasitology 78: 103±127.
see Diseases of Dairy Animals, Infectious: Johne's Disease.
2232
PASTEURIZATION OF LIQUID MILK PRODUCTS/Principles, Public Health Aspects
PASTEURIZATION OF LIQUID MILK PRODUCTS Contents
Principles, Public Health Aspects Pasteurizers, Design and Operation
Principles, Public Health Aspects E T Ryser, Michigan State University, East Lansing, MI, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
and most vegetative spoilage organisms with only a few sporeforming bacteria surviving. Pasteurization, the most widely used thermal treatment for milk and ¯uid dairy products, is speci®cally designed to minimize possible health hazards arising from pathogenic microorganisms and also minimize chemical, physical and organoleptic changes that occur in milk during heating.
Background
Principles of Pasteurization
Milk can be de®ned as the lacteal secretion, practically free of colostrum, obtained by the complete milking of one or more cows, with parallel de®nitions also applying to milk from sheep, goats and other lactating animals. However, from a microbiological perspective, milk can be viewed as a highly nutritious growth medium for bene®cial organisms (e.g. lactic acid bacteria) as well as numerous spoilage organisms (e.g. Gram-negative psychrotrophs) and bacterial pathogens (e.g. Salmonella, Listeria). Although bovine milk, as secreted by a healthy, nonmastitic cow, is free of microorganisms, contamination from the udder and teat surface, as well as soil, bedding, manure, feed, milking equipment and/or milk handlers, invariably leads to the introduction of psychrotrophic and mesophilic bacteria at reasonably high numbers. Problems associated with microbial spoilage of milk are best handled by maintaining the milk at a temperature slightly above 0 � C until the time of consumption. However, since microbial pathogens are not eliminated during cold storage, milk and other ¯uid milk products, such as cream, are heattreated to reduce the number of microorganisms. Three general categories of heat treatment are currently recognized: thermization, sterilization and pasteurization. Thermization, a process used to improve keeping quality rather than eliminate pathogens, typically involves heating milk at 57±68 � C for 15 s. Sterilization of milk, achieved by heating the product at 112±115 � C for 10±20 min to 140 � C for 3±5 s, eliminates all pathogenic microorganisms
Pasteurization derives its principles and its name from the famous French scientist Louis Pasteur, who in 1864±65 found that heating wine at 50±60 � C would destroy microorganisms responsible for abnormal fermentations. He made similar studies on beer and later reported that souring of milk was similar to spoilage of wine and beer; they all result from the growth of undesirable microorganisms. Commercial thermal processing of milk began in the late 1880s with one of the primary goals being the inactivation of Mycobacterium tuberculosis, the causative agent of tuberculosis in humans, which was endemic in the raw milk supply. Interest in minimizing the public health hazards associated with the consumption of milk grew steadily during the early 1900s; pasteurization was almost universally adopted by developed countries after the end of World War II. Having been used for more than 120 years, pasteurization has been, currently is and will probably remain the treatment of choice to render milk, cream and related products safe for consumption. By de®nition, pasteurized milk and ¯uid dairy products have received a heat treatment suf®cient to minimize possible health hazards arising from pathogenic microorganisms associated with the raw product as well as adverse chemical, physical and organoleptic changes. All pasteurized dairy products which, by de®nition, are negative for alkaline phosphatase (a heat-labile enzyme in milk) immediately after processing must be cooled rapidly and packaged without delay under conditions that minimize contamination.
PASTEURIZATION OF LIQUID MILK PRODUCTS/Principles, Public Health Aspects
As previously mentioned, the primary purpose of pasteurization is to reduce the numbers of bacterial pathogens in milk to levels that do not constitute a risk to human health. The process has been designed to destroy the most heat-resistant non-sporeforming pathogens found in raw milk, including Coxiella burnetii, Mb. tuberculosis and Listeria monocytogenes. Other less heat-resistant pathogens of public health concern such as Brucella, Staphylococcus aureus, Salmonella, Campylobacter and Escherichia coli O157:H7, are even more readily inactivated by pasteurization. However, thermoduric non-sporeforming bacteria (e.g. Lactobacillus and Streptococcus) as well as sporeforming bacteria (e.g. Bacillus and Clostridium) can survive pasteurization with growth of these organisms adversely affecting product quality during refrigerated storage. Thermal inactivation of any microorganism is based on exposure to a suf®ciently high temperature for a suf®cient length of time, with the heating menstrum also playing a major role. Hence, different time/temperature treatments have been established for ¯uid milk and cream based on fat content. Three different types of thermal processes have been developed which meet the current requirements for pasteurization. Before continuous pasteurization systems became popular in the 1940s, pasteurization regulations required that milk be held at not less than 62.8 � C for not less than 30 min. This time/temperature treatment, termed vat pasteurization or lowtemperature long-time (LTLT) pasteurization, was the ®rst time±temperature treatment developed to render milk safe from microbial pathogens, including Mb. tuberculosis, the most heat-resistant pathogen of major public health concern in milk. LTLT pasteurization remains the most economical of the three pasteurization processes available and is still used today, primarily by cheese manufacturers. Hightemperature short-time (HTST) pasteurization, a continuous process in which milk is held at not less than 71.7 � C for a minimum of 15 s (or equivalent conditions at a higher temperature for a shorter time period), is now the norm for processing ¯uid milk and cream. Most vegetative bacterial cells are destroyed by both LTLT and HTST pasteurization. However, some thermoduric lactic acid bacteria and sporeforming organisms will survive, and this necessitates prompt cooling and refrigerated storage of the product to minimize the growth of psychrotrophic bacteria involved in spoilage. More recently, another continuous process, known as ultra-heat-treated (UHT) pasteurization, in which milk is heated to at least 135 � C for a minimum of 1.0 s, has been adopted by some segments of the dairy industry,
2233
particularly in Europe. When combined with aseptic processing/packaging technologies, the high heat treatment involved in UHT processing produces a shelf-stable product that can be kept unrefrigerated until opened. Unlike other products, UHTprocessed milk and cream are not subject to microbial spoilage; proteolysis of the milk by certain heatstable enzymes is generally the determining factor in product shelf-life. Public Health Aspects
The public health importance of various dairy products has changed dramatically over the last 100 years, with routine adoption of pasteurization virtually ensuring that milk consumed by the general public is safe. Consumption of raw milk and cream was the leading cause of dairy-related illness prior to World War II, with numerous outbreaks of typhoid and scarlet fever being reported. However, major improvements in sanitation, milk-handling procedures and animal health, along with routine pasteurization of milk and cream, have eliminated the threat of milk-borne typhoid and scarlet fever in all but a few developing countries. Today, about onethird of all dairy-related outbreaks still involve raw milk, most of which is consumed on small family farms. Home-made ice cream and, to a lesser extent, cheese have been responsible for most other dairyrelated outbreaks: butter, dried milk and dried whey have seldom been implicated. Except for two unusually large outbreaks ± one in the Chicago area in 1985 and the other in Japan in 1998 ± few outbreaks have been linked to pasteurized milk in recent years. Changes in milk production practices have altered the types of aetiological agents involved in milk-borne illnesses. However, more than 90% of all dairy-related illnesses continue to be of bacterial origin. At least 21 milk-borne or potentially milkborne diseases have been recognized (Table 1). Prior to 1940, typhoid fever and scarlet fever accounted for most cases of milk-borne illness: milk, typically raw milk, had been contaminated during or after milking by human carriers of Salmonella typhi or Streptococcus pyogenes, the bacteria responsible for typhoid and scarlet fever, respectively. During and shortly after World War II, brucellosis, staphylococcal poisoning and salmonellosis emerged as major threats to public health; nontyphoid Salmonella is still responsible for the largest number of dairy-related illnesses. During the 1970s, campylobacteriosis was identi®ed as a major public health concern for those individuals who still consumed raw milk. From 1973 to 1992, Campylobacter accounted for 26 of 46 raw-milk-associated outbreaks in the
2234
PASTEURIZATION OF LIQUID MILK PRODUCTS/Principles, Public Health Aspects Table 1 Historical, current and uncommon/emerging public health concerns regarding milk and dairy products Historical
Current
Uncommon/emerging
Diphtheria Poliomyelitis Scarlet fever Septic sore throat Tuberculosis Typhoid fever
Bacillus cereus poisoning Botulism Brucellosis Campylobacteriosis Enteropathogenic Escherichia coli Enterohaemorrhagic Escherichia coli Listeriosis Salmonellosis Staphylococcal poisoning Yersiniosis
A¯atoxin Citrobacter freundii Corynebacterium ulcerans Creutzfeldt±Jakob disease Cryptosporidiosis Haverhill fever Histamine poisoning Infectious hepatitis Johne's and Crohn's diseases Mycotoxins Q fever Shigellosis Streptococcus zooepidemicus Tick-borne encephalitis Toxoplasmosis
United States and similarly high incidence of such cases was also reported in England and Scotland. In 1985, as many as 85 people in California died of cheese-borne listeriosis, a rare illness that was epidemiologically linked to consumption pasteurized milk in Massachusetts 2 years earlier. More recently, E. coli O157:H7 has emerged as a serious threat to the dairy industry, with outbreaks of potentially fatal haemolytic±uraemic syndrome traced to consumption of raw milk in the United States, Canada and England. While able to cause potentially serious health problems, the rickettsiae, parasites and viruses are each responsible for less than 1% of all dairy-related illnesses, with mycotoxins such as a¯atoxin also posing minimal public health concerns. In response to the recent emergence of bovine spongiform encephalopathy (BSE or `mad cow disease'), the safety of the milk supply is again being questioned. However, no evidence exists for shedding of the prion ± the infectious protein responsible for fatal new-variant Creutzfeldt±Jakob disease (nv-CJD) in humans ± in milk.
Pathogens of Concern The presence of pathogenic bacteria in raw milk continues to pose a major public health concern to the dairy industry. The common pre-World War II pathogens, including S. typhi, Sc. pyogenes and Corynebacterium diphtheriae, have been replaced by organisms of more immediate concern, such as Bacillus cereus, Cb. jejuni, enterotoxigenic E. coli, enteroinvasive E. coli, Salmonella, St. aureus and Yersinia enterocolitica, all of which are responsible for gastroenteritis of various durations with nausea, vomiting and/or diarrhoea as predominant symptoms. Other milk-borne pathogens, including
Brucella spp., Clostridium botulinum, enterohaemorrhagic E. coli (EHEC: E. coli O157:H7) and Listeria monocytogenes are of particular importance because of their disease severity and high fatality rate. A common environmental contaminant of raw milk, Bac. cereus is both a public health and a spoilage concern, being responsible for gastroenteritis and `sweet curdling' of milk. Heat-resistant spores of Bac. cereus will survive pasteurization; germination and outgrowth of this organism occur in milk during refrigerated storage. Several large outbreaks of gastroenteritis involving infant formula also attest to the ability of this pathogen to survive spray-drying and grow to hazardous levels in the reconstituted product. Botulism, among the most fatal of the milk-borne diseases, results from ingesting minute amounts of a preformed neurotoxin produced by Cl. botulinum. Symptoms of botulism are particularly severe, progressing from initial diarrhoea and vomiting to blurred vision, dif®culty swallowing, muscle paralysis and eventual death due to respiratory failure. Spores produced by this anaerobic Gram-positive organism are widely distributed in the environment; soil serves as a primary reservoir. While spores of Cl. botulinum frequently contaminate raw milk and survive both LTLT and HTST pasteurization, toxin production in raw and drinkable milk does not occur because of the product's short refrigerated shelf-life and the organism's inability to compete with the native psychrotrophic background ¯ora. Consequently, reports of dairy-related botulism remain very rare; only 13 such outbreaks (12 traced to various cheeses and one to yoghurt) have been recorded since 1899. Human brucellosis, a classic zoonosis, is primarily acquired through direct or indirect contact with infected animals harbouring bacteria belonging to
PASTEURIZATION OF LIQUID MILK PRODUCTS/Principles, Public Health Aspects
three species of the genus Brucella. Two of these species, Br. melitensis and Br. abortus, cause disease in goats/sheep and cattle, respectively, and are consequently a major concern to the dairy industry. However, LTLT and HTST pasteurization are suf®cient to eliminate this pathogen from raw milk. In humans, symptoms of brucellosis typically occur after an incubation period of 3±21 days and may range from a mild ¯u-like illness to undulant fever, with the latter characterized by sweating, chills, chest and joint pain, weight loss and anorexia which can lead to numerous debilitating complications. Dairyrelated cases of brucellosis remain a rare occurrence in most well-developed nations; however, some Mediterranean and Middle Eastern countries are seeing a resurgence in human cases due to infections in domestic livestock. Most of these human cases have been associated with consumption of various raw-milk cheeses that were prepared from the milk of infected animals. Campylobacter jejuni, a leading cause of foodborne gastroenteritis worldwide, has a propensity for young children. Flu-like symptoms, including mild fever and profuse diarrhoea, predominate. Young children may exhibit appendicitis-like symptoms that lead to unnecessary appendectomies. Some elderly and immunocompromised adults develop other serious complications requiring medical intervention. While most often associated with poultry, up to 10% of the raw milk supply can, reportedly, harbour Campylobacter at any given time. Natural shedding of this pathogen in raw milk as a result of mastitis is considered rare, with faecal contamination of the milk during or after milking now regarded as the primary route of contamination. However, being a delicate organism readily destroyed by pasteurization, milk-borne outbreaks of campylobacteriosis have invariably been associated with raw or inadequately pasteurized milk. Escherichia coli is a common contaminant of raw milk. Although easily destroyed by pasteurization, E. coli frequently enters pasteurized milk and other ®nished products as a postpasteurization contaminant. Most E. coli strains are harmless commensals common to the gastrointestinal tract of humans and animals. However, three categories of E. coli ± enterotoxigenic E. coli (ETEC), enteroinvasive E. coli (EIEC) and EHEC ± have been responsible for dairyrelated illnesses. ETEC strains produce one or more enterotoxins responsible for traveller's diarrhoea, which is characterized by a low-grade fever, abdominal cramps, diarrhoea and vomiting. Two outbreaks involving ETEC have been traced to cheese. Unlike ETEC, strains classi®ed as EIEC invade the lining of the colon to produce a severe bloody diarrhoea
2235
accompanied by fever and abdominal cramps. Reports of dairy-related EIEC infections are con®ned to a single outbreak involving cheese. EHEC, which includes E. coli O157:H7, has recently emerged as the most serious E. coli threat to the dairy industry. Unlike other pathogenic strains of E. coli, dairy cattle are now recognized as a major reservoir for EHEC. Frequent shedding of this pathogen in cattle faeces has led to crosscontamination of milk on the farm, with raw milk contamination levels of up to 10% being reported. Compared to most other foodborne illnesses, infections involving E. coli O157:H7, the most commonly identi®ed strain of EHEC in the United States and many other countries, are particularly serious, with manifestations ranging from mild, nonbloody diarrhoea to haemorrhagic colitis (bloody diarrhoea and severe appendicitis-like abdominal pain), haemolytic±uraemic syndrome (kidney failure, seizures coma; terminal in 3±10% of cases) and thrombotic thrombocytopenic purpura (fatal strokes). Like Campylobacter, numerous dairyrelated outbreaks involving EHEC have been traced to raw milk consumption, particularly among small children visiting dairy farms. Several additional outbreaks have been traced to cheese. In 1985, Li. monocytogenes emerged as a major threat to the dairy industry with the report of up to 300 cases of listeriosis (including 85 fatalities) in southern California that were directly linked to the consumption of contaminated Mexican-style cheese. Additional outbreaks have also involved pasteurized milk, chocolate milk, various surface-ripened cheeses and butter. Unlike other foodborne pathogens, this Gram-positive, non-sporeforming organism is acid-tolerant, salt-tolerant and capable of growing in ¯uid milk and certain high-pH specialty surface-ripened cheeses, such as Camembert, at refrigeration temperatures. Listeriosis, the disease caused by Li. monocytogenes, is relatively rare. Approximately 2500 cases are reported annually in the United States, with similar incidence rates in other developed countries. Most listeriosis cases are con®ned to pregnant women, newborn infants, the elderly and immunocompromised individuals (i.e. patients with cancer, organ transplant and patients those with human immunode®ciency virus (HIV)/acquired immune de®ciency syndrome (AIDS) patients). Healthy adults are seldom affected. In contrast to most other foodborne infections, typical manifestations of listeriosis include meningitis, abortion and perinatal septicaemia (mortality level of 20±30%). One large outbreak of nonfatal gastroenteritis has been traced to the consumption of highly contaminated chocolate milk.
2236
PASTEURIZATION OF LIQUID MILK PRODUCTS/Principles, Public Health Aspects
Listeria monocytogenes is widespread in the farm environment: dairy cattle and other ruminants are capable of developing listeriosis and shedding the pathogen symptomatically or asymptomatically in milk and faeces for extended periods of time. While more heat-resistant than most other milk-borne pathogens, standard LTLT and HTST pasteurization practices are suf®cient to inactivate this pathogen in ¯uid milk; most dairy-related outbreaks are traced to products that were either prepared from raw milk or contaminated after manufacture. Salmonella, together with Campylobacter, are the two leading causes of dairy-related illness in the United States and western Europe. Infection levels are particularly high in areas of the world where raw milk is neither pasteurized nor boiled. All salmonellae are of public health importance given their propensity to produce manifestations ranging from mild selflimiting gastroenteritis (nausea, vomiting, diarrhoea) to life-threatening septicaemia and localized tissue infections. In addition to humans, dairy cattle and other ruminants are also prone to Salmonella infections. Symptomatic and asymptomatic shedding of this pathogen in faeces frequently leads to contamination of raw milk, with 2±6% of bulk tank samples normally testing positive. Standard HTST and LTLT pasteurization will destroy expected levels of salmonellae (e.g. 3.75) experience less feed intake, more fat mobilization and are at high risk of experiencing calving-related disorders. Consequently, BCS should be monitored specially during the last one-third of lactation and the dry period. Losses of more than 0.25 units should be 60 Milk yield
Millk yied/feed intake (kg day –1)
Parturition
2311
50 3.75
40 3.5
30
Feed intake
20 10 BCS (1–5)
2.5
0 10
20
30
40
50
60
70
80
90 100 110 120 130 140 150 160 170 180 200 220 240 260 280 300
Days of lactation
Figure 2 Milk production, feed intake and body condition score (BCS) in a typical dairy lactating cow.
2312
PREGNANCY/Periparturient Disorders
Table 1 Target body condition scores (BCS) Stage
Ideal BCS (scale 1±5)
Range
Dry-off (around 7 months of pregnancy Calving Early lactation Mid lactation Late lactation Growing heifers Heifers at calving
3.5
3.25±3.75
3.5 3 3.25 3.5 3 3.5
3.25±3.75 2.5±3.25 2.75±3.25 3.0±3.5 2.75±3.25 3.25±3.5
avoided during the entire dry period. Changing body condition through dietary manipulations requires some strategic planning and careful consideration. Underconditioned cows (thin animals) should be allowed to recover condition during the late lactation period because during this time lactating cows are more ef®cient in restoring body condition than during the dry period. In addition, the dry period may be too short to fully recover condition needed prior to calving. Cows should not lose weight during the dry period, as the cow must gain 0.45 to 0.68 kg dayÿ1 simply to meet the needs of the rapidly developing foetus.
Periparturient Disorders Milk Fever (Parturient Paresis)
During calving or shortly thereafter, the fall of calcium levels in blood (hypocalcaemia) is inevitable in the dairy cow and is characterized by a blood calcium concentration 2%) and a pH less than 5.5. However, butyric acid bacteria, which are also gasproducing microorganisms, are also involved in late blowing in Grana Padano cheeses. Split defect This can be described as the formation of cracks and ®ssures in the body of the cheese. Such an appearance of the cheese body decreases the economic value of the cheese for the cheese manufacturers. Propionibacteria can cause cheese defects such as splitting and brown spots in Appenzell, Raclette, Sbrinz, Emmental and other Swiss-type cheeses. Strains of three species, viz. Prop. freudenreichii subsp. freudenreichii and subsp. shermanii, Prop. acidipropionici and Prop. jensenii, have been identi®ed in brown spots in cheese. Production of Propionic Acid from Whey
The use of propionibacteria to produce propionic acid from whey dates from 1923, but the cost of biotechnological production is still higher than that of petrochemical process. However, consumer feeling and concerns about the environment and renewable energy sources have grown increasingly of late. Consequently, the demand for biologically based products has increased. In addition, new developments in fermentation processes based on the use of highdensity cell bioreactors for production and membrane processes for recovery decrease the production cost. The main species used in such bioprocesses is
PROPIONIBACTERIUM
Prop. acidipropionici. In batch processes, the yield of propionic acid ranges from 3 to 20 g lÿ1 and >3 days are required; however, in the new process with high-density cell bioreactors, the yield can reach 70 g lÿ1. Propionibacteria and Silage
In making silage, propionibacteria are really starter cultures. Propionibacterium freudenreichii or Prop. acidipropionici, isolated from fermented high-moisture maize, is usually added together with Lactobacillus spp. This addition improves the bunk stability and reduces the number of moulds and yeasts in maize silage. Propionic acid is not added as a single component because it is also corrosive. The organic matter digestibility of silage increases, and cattle grow faster and better. In the case of milk production, the results are contradictory; the milk yield either increases or remains the same. See also: Bacteriocins. Cheese: Biochemistry of Cheese Ripening; Cheese Flavour; Swiss-Type Cheeses. Lipids: Conjugated Linoleic Acid. Probiotics, Applications in Dairy Products.
Further Reading Boyaval P and Deborde C (2000) Metabolic behaviour of lactic and propionic acid bacteria. In: Barbotin JN and Portais JC (eds.) NMR in Microbiology, pp. 283±307. Wymondham: Horizon Scienti®c Press. Crow VL (1986) Metabolism of aspartate by Propionibacterium freudenreichii subsp. shermanii: effect on lactate fermentation. Applied and Environmental Microbiology 52: 359±365. Cummins CS and Johnson JL (1986) Genus I. Propionibacterium Orla-Jensen 1909. In: Sneath PHA, Mai NS, Sharpe ME and Holt JG (eds.) Bergey's Manual of Systematic Bacteriology, vol. 2, pp. 1346±1353. Baltimore: Williams & Wilkins. Deborde C and Boyaval P (2000) Interactions between pyruvate and lactate metabolism in Propionibacterium freudenreichii subsp. shermanii: in vivo 13C-NMR studies. Applied and Environmental Microbiology 66: 2012±2020.
Protein Coprecipitates Proteinases
SPP.
2339
Hettinga DH and Reinbold GW (1972a) The propionic acid bacteria. 1. Growth. Journal of Milk and Food Technology 35: 295±301. Hettinga DH and Reinbold GW (1972b) The propionic acid bacteria. 2. Metabolism. Journal of Milk and Food Technology 35: 358±372. Hettinga DH and Reinbold GW (1972c) The propionic acid bacteria. 3. Miscellaneous metabolic activities. Journal of Milk and Food Technology 35: 436±447. International Symposium on Propionibacteria (1995) Conference Proceedings, 17±19 May, Rennes, France. Lait 75: 305±487. International Symposium on Propionibacteria (1999) Conference Proceedings, 25±27 June, Cork, Ireland. Lait 79: 1±200. International Symposium on Propionibacteria (2002) Conference Proceedings, 8±11 July, Zurich, Switzerland. Lait 82: 1±148. Jan G, Leverrier P, Pichereau V and Boyaval P (2001) Changes in protein synthesis and morphology during acid adaptation of Propionibacterium freudenreichii. Applied and Environmental Microbiology 67: 2029±2036. Koussemon M, Combet-Blanc Y, Patel BK et al. (2001) Propionibacterium microaerophilum sp. nov., a microaerophilic bacterium isolated from olive mill wastewater. International Journal of Systematic and Evolutionary Microbiology 51: 1373±82. KraÈne W (1961) Die chemisch-physikalischen Bedingungen fuÈr das Wachstum und das GaÈrvermoÈgen von PropionsaÈurebakterien und ButtersaÈurebazillen: Literaturstudie zur Frage der Herstellung von Schnitt- und HartkaÈse ohne Verwendung von Salpeter. Milchwissenschaft 16: 184±187, 355±359, 620±629. Kusano K, Yamada H, Niwa M and Yamasato K (1997) Propionibacterium cyclohexanicum sp. nov., a new acid-tolerant omega-cyclohexyl fatty acid-containing propionibacterium isolated from spoiled orange juice. International Journal of Systematic Bacteriology 47: 825±831. Schneider Z and StroinÂski A (1987) Comprehensive B12. Berlin: Walter de Gruyter. Vorobjeva LI (1999) Propionibacteria. Dordrecht: Kluwer Academic Publishers. Wood HG (1981) Metabolic cycles in the fermentation by propionic acid bacteria. Current Topics in Cellular Regulation 18: 255±287.
see Milk Proteins: Protein Coprecipitates.
see Enzymes Exogenous to Milk in Dairy Technology: Proteinases. Enzymes Indigenous
to Milk: Plasmin System in Milk.
2340
PSYCHROTROPHIC BACTERIA/Pseudomonas spp.
PSYCHROTROPHIC BACTERIA Contents
Pseudomonas spp. Bacteria other than Pseudomonas spp.
Pseudomonas spp.
Sources of Pseudomonas spp. in Milk
J D McPhee and M W Grif®ths, University of Guelph, ON, Canada
Contamination from Milking and Storage Equipment
Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Signi®cant contamination of milk by pseudomonads occurs due to inadequately sanitized surfaces of milking and milk storage equipment. The organisms grow in milk residues present in crevices, joints, rubber gaskets and dead-ends of badly cleaned milking plant. Although many different bacterial types can be introduced into milk from milk mineral deposits present in milking equipment, the most important of these are the Gram-negative psychrotrophs, which predominate among the micro¯ora that adhere to stainless-steel milk transfer pipeline. Variations in cleaning regimes and levels of contamination from farm to farm lead to differences in the micro¯ora found on milking equipment. The only effective way to prevent the introduction of bacteria into the milk supply during milking is to ensure adequate cleaning and disinfection of all the equipment. The effectiveness of sanitation depends to a large extent on the design of the plant and on other factors such as the hardness of the water supply. Farm bulk tanks do not contribute greatly to the bacterial load of raw milk as they are easy to clean and, consequently, have a much lower bacterial content than the milk pipeline. However, ancillary equipment such as agitators, dipsticks, outlet plugs and cocks can be dif®cult to clean and these may be a possible source of contamination. Any residual bacteria present have the potential for growth during storage. Milk may be collected from farms on alternate days, or even longer in some instances. Thus, at collection part of the milk in the bulk tank may be 48 h old or more. Although alternate-day collection may have little effect on the bacteriological quality of milk rapidly cooled to 4 � C or below before addition to the tank, the growth potential of the raw milk micro¯ora is signi®cantly affected. Thus, milk collected on alternate days will contain bacteria that are entering the exponential phase of growth when the
Pseudomonas fluorescens and Related Species The widespread use of refrigeration on farms and in dairy processing plants has improved the quality of ¯uid milk and dairy products by controlling spoilage microorganisms. However, current practices for collection and storage of raw milk have selected for psychrotrophic bacteria. These are organisms capable of growth at temperatures below 7 � C, although their optimum growth temperature may lie between 20 and 30 � C. The microorganisms are easily destroyed by heat treatment but their extracellular heat-resistant enzymes remain in pasteurized milk. Although the psychrotrophic microorganisms found in refrigerated milk include both Gramnegative and Gram-positive bacteria, Pseudomonas spp., particularly Ps. ¯uorescens, dominate raw and pasteurized milk at the time of spoilage. Pseudomonas spp. comprise less than 10% of the initial raw milk micro¯ora but are considered to be the most important psychrotroph during dairy product spoilage.
Morphology and Characteristics Pseudomonads are Gram-negative, straight or curved rods which are motile by polar ¯agella. They are aerobic and their metabolism is never fermentative. They are catalase-positive and the majority are oxidase-positive. Pseudomonas ¯uorescens is found predominantly in soil and water and it produces a diffusible ¯uorescent pigment, pyoverdin.
PSYCHROTROPHIC BACTERIA/Pseudomonas spp.
milk arrives at the processing site, and the amount of time that this milk can be subsequently stored will be signi®cantly reduced. Pseudomonas spp. isolated from milk that had been stored at 7 � C for 3 days grew 10 times faster at 7 � C, had 1000-fold more proteolytic activity and were 280-fold more lipolytic than pseudmonads isolated from freshly drawn milk. However, the Pseudomonas counts in the milk increased by only about 1 log during the storage period. Contamination during Transportation and Storage at the Processing Facility
Adequate cleaning of any dairy equipment used for the collection, transport and storage of refrigerated raw milk must be performed to prevent fouling with milk ®lm, which can support growth of bacteria that then become a source of contamination to subsequent batches of milk. Milk is usually transported in insulated tanks or in tankers equipped with refrigerated storage, and may be transferred to larger vehicles for longer journeys. During transportation, the main causes of increased bacterial count are inadequately cleaned vehicles and growth of bacteria already present in the milk. The latter is dependent on the milk temperature of journey time. A twofold increase in count is common during transportation of milk from the farm to the processing site and this is due primarily to the growth of psychrotrophic bacteria, including pseudomonads. Critical sites in the milk tanker for cleaning have been identi®ed as the air separator, the milk meter, the milk sieve and the suction hose, and factors that contribute to inadequate cleaning include blockage of the cleaningin-place (CIP) spray system and low water pressure and ¯ow rate. These can lead to build-up of milkstone on the inner surface of the tanker. Changes in dairy industry practices such as the introduction of a 5-day working week, and milk shortages at certain times of year due to the adoption of quota systems, have led to milk being stored for longer times before processing. Thus, the temperature at which milk is stored becomes critical. It has been recommended that the milk is cooled to, and maintained at, 3 � C on receipt at the processing plant before storage. The average psychrotrophic aerobic bacterial count of silo milk at several dairies in southwest Scotland was 1.3 � 105 cfu mlÿ1. The majority of bacteria present were pseudomonads (70.2%) but Enterobacteriaceae (7.7%), Gram-positive bacteria (6.9%) and other Gram-negative, rod-shaped organisms were also isolated. When the milks were stored for a further 48 h at 6 � C, the psychrotroph count
2341
increased by two log to 1.3 � 107 cfu mlÿ1. Psychrotrophic growth patterns were independent of whether milk was selected according to its initial counts, and whether it was stored in large air-agitated silos or small, paddle-agitated vats. Growth rates were highest during ®lling of the silos, due possibly to temperature ¯uctuation, and ®nal bacterial numbers were dependent on initial counts and storage time, with the latter being the most signi®cant factor affecting ®nal quality. It has been shown that raw milk is spoilt exclusively by Gram-negative bacteria. Pseudomonas ¯uorescens biovar I (32.1% of isolates), Ps. fragi (29.6%), Ps. lundensis (19.8%) and Ps. ¯uorescens biovar III (17.3%) were the most commonly isolated. There is little difference between the types of spoilage associated with bovine milk and ovine and caprine milks. Postpasteurization Contamination
Although the Gram-negative, psychrotrophic bacteria present in raw milk do not survive pasteurization, these organisms are commonly isolated from pasteurized milk and cream, with Pseudomonas spp. being the most commonly isolated. Thus, it would appear that the shelf-life of pasteurized products is limited by postpasteurization contamination. Milk of short shelf-life (10 days have a higher proportion of other types of microorganisms (Pseudomonas spp. accounting for 68% of isolates). A variety of sources of contamination by pseudomonads exist in the processing plant. However, personnel and air probably contribute little to the contamination of pasteurized ¯uid milk products by these organisms. It has been shown that Pseudomonas spp. are able to form bio®lms. A likely cause of postpasteurization contamination is shedding of bacteria from bio®lms formed on gaskets in pasteurized milk pipelines. Electron microscopy has been used to show that Pseudomonas bio®lms can develop on the sides of gaskets, despite operation of CIP systems, and it is well accepted that sanitizer ef®cacy is greatly reduced against bacteria growing in bio®lms. There is substantial evidence that the ®lling operation has the greatest in¯uence on the potential shelf-life of pasteurized milk. Low levels of psychrotrophic bacteria (10±500 cfu lÿ1) can be introduced into the product at this stage and these can have a profound effect on shelf-life. Improvements to the design of ®llers have resulted in dramatic effects on the keeping quality of milk. Aseptically
2342
PSYCHROTROPHIC BACTERIA/Pseudomonas spp.
packaged milk can be kept for about 48 days when stored at 3 � C.
Consequences of Growth of Pseudomonads in Raw Milk As well as being able to grow rapidly in refrigerated milk, psychrotrophs produce extracellular enzymes that can degrade milk components. Although most psychrotrophs present in milk are not heat-resistant, in many cases the extracellular enzymes that they produce can survive pasteurization (70±80 � C) and even ultra-high temperatures (UHT: 120±140 � C). Both proteases and lipases produced by psychrotrophs, representative of a number of genera, retained 60±70% of their activity after heating at 77 � C for 17 s and about 30±40% of their activity remained after UHT treatment at 140 � C for 5 s. The heat stability of these enzymes is in¯uenced by milk proteins which exert a stabilizing effect. Not all the pseudomonads found in milk are capable of synthesizing these enzymes and, even in those that do, the levels produced are affected by many factors, including growth phase, nutrient supply and environmental conditions, such as temperature and oxygen tension.
Extracellular Enzymes Psychrotrophic bacteria in milk produce many types of extracellular enzymes, including proteinases, lipases, phospholipases, exopeptidases and glycosidases. Proteinases and lipases have been better characterized and are thus better understood.
Proteinases Most of the proteinases isolated from pseudomonads are metalloenzymes containing one zinc atom and up to 16 calcium atoms per molecule. There are reports of variable content of zinc and calcium, owing to the diversity of proteinases from psychrotrophs. Some strains of Pseudomonas have been found to produce more than one type of proteinase and strain-to-strain variability is common. Most have milk-clotting activity, are readily able to degrade k-, aS1- and bcasein, yet have low activity on nondenatured whey proteins. Isoelectric pH values of proteinases from Ps. ¯uorescens vary from 5.1 to 8.8. The pH optima of proteinases fall into two broad categories ± neutral proteinases with optima �pH 7 and alkaline proteinases with optima at pH 8±9. The molecular weights of most proteinases range from 40 to 50 kDa. Temperature optima range from 30 to 50 � C; in all
cases, activity decreases sharply at temperatures above the optimum but all proteinases for which data are available retained activity at 4 � C. Pseudomonas ¯uorescens proteinases are extremely heat-stable but most are unstable around 60 � C. Stability data at high temperatures are not reported for all proteinases. This is very important from a spoilage perspective because the presence of proteinases following commercial pasteurization (72 � C for 12±15 s) and UHT processing (135±148 � C for 2±5 s) can lead to quality defects.
Lipases Lipolytic degradation of milk is not as predominant as proteolytic degradation. Lipases from Ps. ¯uorescens typically form aggregates with lipids, or lipase±polysaccharide complexes. It is generally thought that Pseudomonas produces only one lipase; however, a second lipase, which has yet to be characterized, has been isolated from Ps. ¯uorescens. Pseudomonas spp. typically produce a lipase that is active on milk fat. Lipases from Pseudomonas spp. can actively hydrolyse a variety of natural oils and synthetic triglycerides ranging from tributyrin to triolein. One of the most important lipases found in milk is lecithinase, a phospholipase, which is able to hydrolyse the protective membrane of milk lipid. The membrane, composed primarily of lecithin, maintains the globular structure of milk lipid. Hydrolysis of the membrane can lead to fat aggregation and render milk lipid susceptible to the action of native milk lipases. Although lipases from Pseudomonas share one or more of the same epitopes, they are structurally diverse, which severely limits the ability to design DNA or antibody-based probes for their detection. The optimal pH range for lipases from Ps. ¯uorescens is 7±8; however, activity is maintained from pH 5 to 11. Reported temperature optima range from 22 to 55 � C, and activity has been found at ÿ29 � C. The pH and temperature optima reported seem, however, somewhat dependent on the substrate type used for their determination. The molecular weights of most lipases range from 32 to 633 kDa. Lipases appear to be less thermostable than proteases; however, activity has been found at temperatures as high as 130 � C. Strain-to-strain variation prevents generalizing on the thermostability of lipases from Pseudomonas spp. However, there are several reports indicating that lipases produced by Ps. ¯uorescens can survive commercial pasteurization and UHT processing and can affect the keeping quality of dairy products.
PSYCHROTROPHIC BACTERIA/Pseudomonas spp.
Regulation of Extracellular Enzymes A variety of factors, including growth phase, environmental and nutritional factors, are involved in the regulation of synthesis of extracellular enzymes. For example, pH, temperature, oxygen tension, adenosine triphosphate pools, presence of ions, organic nutrients, triglycerides, and many more have been found to in¯uence enzyme synthesis. Surprisingly, the regulation of synthesis of extracellular enzymes by Ps. ¯uorescens is not unequivocally established, despite research being conducted in the ®eld for the past 20 years. This fact further highlights the complexity and diversity of Pseudomonas extracellular enzymes. Understanding the complex mechanisms that direct enzyme synthesis will provide strategies to target for control. Heat-based processing methods that are currently employed to curb enzyme-related spoilage are also detrimental towards product quality. One factor responsible for regulation of extracellular enzymes is the phase of growth. Related to this is a growing body of research on cell-to-cell communication termed quorum sensing, dealing speci®cally with coordinated timing of cellular events to cell density. Pseudomonads, like other Gramnegative bacteria, produce an autoinducer, an acyl homoserine lactone derivative. This autoinducer is produced throughout the growth cycle, but it is only when its concentration reaches a threshold level towards the end of the log phase and early stationary phase that it is able to regulate the expression of several genes, including those responsible for synthesis of the extracellular enzymes of Ps. ¯uorescens. It has been shown that mutants of Ps. ¯uorescens that are incapable of producing extracellular proteinase are also incapable of synthesizing the autoinducer molecule. Quorum-sensing research has furthered the understanding of, and is offering new control strategies for, enzyme regulation in Ps. aeruginosa, and may, therefore, offer similar opportunities with food spoilage pseudomonads.
2343
described as having an inferior ¯avour. However, defects in pasteurized milk are not as prevalent as in other dairy products; this may be related to the short period of storage of raw milk prior to heat processing. Cheese can be affected by both proteinases and lipases causing reduced yields, ¯avour defects, rancidity and soapy ¯avours. It has been suggested that the slight adverse effects of proteinases on cheese quality might be due to their removal in whey. However, lipases appear to be retained in cheese, and, for this reason, ¯avour defects predominate rather than proteinase-related reduction in cheese yields, although the presence of free fatty acids resulting from controlled lipolysis of milk fat is necessary for the characteristic development of the cheese ¯avour. Excessive lipolysis of cheese typically results in off¯avours, usually associated with 7.5±8.3 log cfu mlÿ1 psychrotrophs in raw milk. Butter can also undergo considerable hydrolytic rancidity from heat-resistant lipases. The result is the production of rancid, putrid ¯avours due primarily to the growth of Pseudomonas spp. in water droplets. By virtue of its high fat content and the tendency of lipase to partition preferentially into the cream phase of milk, cream is very susceptible to lipases from psychrotrophs. Flavour defects are the most common complaint resulting from the growth of lipolytic psychrotrophs in cream. Yoghurt and cultured dairy products have been described as having unacceptable ¯avour scores and bitter, unclean or fruity ¯avours when made from milk having high level of psychrotrophs. It is clear that the growth and presence of psychrotrophs in dairy products prior to heat processing can adversely affect the quality of the ®nished products. Postpasteurization contamination at very low levels by Pseudomonas spp., however, is more detrimental to the keeping quality of pasteurized milk at 4±8 � C than the number of bacteria in raw milk. Pseudomonas spp. are also associated with spoilage of cottage cheese and they are able to oxidize diacetyl to acetoin, a ¯avourless compound. This results in a product with a bland taste.
Significance in Milk and Dairy Products In general, the overall keeping quality of milk (pasteurized and UHT) and other dairy products is mainly limited by the action of proteinases and lipases. When approximately 6 log cfu mlÿ1 psychrotrophs are present in raw milk before UHT heat treatment, gelation will occur in less than 20 weeks of storage. Counts of 6.9±7.2 log cfu mlÿ1 will result in gelation from 2 to 10 weeks; there is gradual development of `lack of freshness' and bitter ¯avours. Pasteurized milk having previously supported growth of psychrotrophs to levels of 5.5 log cfu mlÿ1 has been
Significance of Pseudomonas spp. and Related Enzymes There is general agreement that it is very dif®cult to prevent contamination of raw milk by Pseudomonas spp., probably due to their ubiquitous nature. Therefore approaches involving control of extracellular enzyme production seem to be a more promising solution than methods for prevention. Examples of the wide range of methods currently proposed either to control psychrotrophic bacteria and/or their
2344
PSYCHROTROPHIC BACTERIA/Pseudomonas spp.
extracellular enzymes include thermization (60±66 � C for 5±20 s), additives (CO2, nitrogen), high-pressure treatment, modi®ed atmosphere storage of raw milk, microbial antagonism, activation of the lactoperoxidase system in milk, addition of hydrolase inhibitors, addition of bacteriocin-producing lactic acid bacteria and low-temperature inactivation of enzymes, to name a few. Only one of the afore-mentioned processes (low-temperature inactivation of enzymes) speci®cally targets enzyme synthesis. Most practices currently employed in the industry focus on elimination of the bacteria by heat processing.
Enumeration Two general approaches are used to enumerate psychrotrophic microorganisms. Both apply to enumerating Pseudomonas spp. from dairy products. The traditional method selects speci®cally for psychrotrophs by incubation of test samples at 7 � C for 7 days. Due to the lengthy incubation, it is not very suitable as a quality assurance measure in the dairy processing industry. A second, and more rapid, approach to enumerating psychrotrophs involves incubation at 21 � C for 25 h. Most growth on agar plates using this method will be psychrotrophs since their optimum growth temperatures are typically between 20 and 22 � C. The second method is more rapid and correlates very well with the traditional 7-day incubation at 7 � C. Pseudomonas spp. grow well on nonselective media (e.g. plate count agar, tryptic soy agar, Luria Burtani agar, blood agar, MacConkey agar, eosine methylene blue agar). There exists a variety of media for speci®cally isolating ¯uorescent Pseudomonas. These media enhance production of the typical green ¯uorescent pigment pyoverdin and therefore allow for easy identi®cation of colonies on agar plates exposed to UV light. Examples of media found effective for identifying ¯uorescent pseudomonads include medium B and various media containing penicillin G, novobiocin and cyclohexamide. Considerable interference from other Gramnegative bacteria is encountered when attempting to isolate Pseudomonas spp. on nonselective media. One promising selective medium has been developed based on heart infusion agar with addition of the selective agents, cephaloridine, fucidin and cetrimide. This medium effectively suppresses growth of Gram-positive bacteria and inhibits growth of other Gram-negative bacteria. Following inoculation and spread plating, the agar is incubated at 25 � C for 48 h.
Pseudomonas aeruginosa Pseudomonas aeruginosa is a Gram-negative, aerobic rod, belonging to the bacterial family Pseudomonadaceae. Pseudomonas aeruginosa is an opportunistic pathogen that causes urinary tract infections, respiratory system infections, dermatitis, soft-tissue infections, bacteraemia and a variety of systemic infections, particularly in victims of severe burns and in cancer and acquired immunode®ciency syndrome (AIDS) patients who are immunosuppressed. Pseudomonas aeruginosa is occasionally a pathogen of plants and may cause mastitis. The organism can be isolated from soil and water. Pseudomonas aeruginosa isolates may produce three colony types. Natural isolates from soil or water typically produce a small, rough colony. Pseudomonas aeruginosa produces two types of soluble pigments, pyocyanin and (¯uorescent) pyoverdin. The latter is produced abundantly in media of low iron content, and could function in iron metabolism in the bacterium. Pseudomonas aeruginosa is primarily a nosocomial pathogen. The organism has an optimal growth temperature of 37 � C but is unable to grow at 4 � C. This makes Ps. aeruginosa an uncommon contaminant of refrigerated milk. See also: Milking and Handling of Raw Milk: Milking Hygiene; Effects of Storage and Transport on Milk Quality. Psychrotrophic Bacteria: Bacteria other than Pseudomonas spp.
Further Reading Champagne DP, Laing RR, Roy D, Mafu AA and Grif®ths MW (1993) Psychrotrophs in dairy products: their effect and their control. Critical Reviews in Food Science and Nutrition 34: 1±30. Dieckelmann M, Johnson LA and Beacham IR (1998) The diversity of lipases from psychrotrophic strains of Pseudomonas: a novel lipase from a highly lipolytic strain of Pseudomonas ¯uorescens. Journal of Applied Microbiology 85: 527. Fairbairn DJ and Law BA (1986) Proteinases of psychrotrophic bacteria: their production, properties, effects and control. Journal of Dairy Research 53: 139±177. Fox PF, Power P and Cogan TM (1989) Isolation and molecular characteristics. In: McKellar RC (ed.) Enzymes of Psychrotrophs in Raw Food, pp. 57±120. Boca Raton: CRC Press. Grif®ths MW (1989) Effect of temperature and milk fat on extracellular enzyme synthesis by psychrotrophic bacteria during growth in milk. Milchwissenschaft 44: 539±543.
PSYCHROTROPHIC BACTERIA/Bacteria Other than Pseudomonas spp. Grif®ths MW (2000) Milk and unfermented milk products. In: Lund BM, Baird-Parker AC and Gould GW (eds.) The Microbiological Safety and Quality of Food, pp. 507±534. Gaithersburg: Aspen Publishers. Grif®ths MW and Phillips JD (1984) Effect of aeration on extracellular enzyme synthesis by psychrotrophs growing in milk during refrigerated storage. Journal of Food Protection 47: 697±702. Grif®ths MW, Phillips JD and Muir DD (1981) Thermostability of proteases and lipases from a number of species of psychrotrophic bacteria of dairy origin. Journal of Applied Bacteriology 50: 289±303. Law BA and Fairbairn DJ (1982) In¯uence of nutritional factors on the production of extracellular proteinase by Pseudomonas ¯uorescens. Journal of Dairy Science 65: 74. McKellar RC (1982) Factors in¯uencing the production of extracellular proteinase by Pseudomonas ¯uorescens. Journal of Applied Bacteriology 53: 305±316. McKellar RC (1989) Regulation and control of synthesis. In: McKellar RC (ed.) Enzymes of Psychrotrophs in Raw Food, pp. 153±172. Boca Raton: CRC Press. Mottar JF (1989) Effect on the quality of dairy products. In: McKellar RC (ed.) Enzymes of Psychrotrophs in Raw Food, pp. 227±243. Boca Raton: CRC Press. Sùrhaug T and Stepaniak L (1997) Psychrotrophs and their enzymes in milk and dairy products: quality aspects. Trends in Food Science and Technology 8: 35±41. Stepaniak L and Sùrhaug T (1989) Biochemical classi®cation. In: McKellar RC (ed.) Enzymes of Psychrotrophs in Raw Food, pp. 35±55. Boca Raton: CRC Press.
Bacteria Other than Pseudomonas spp.
Ê s, Norway L Stepaniak, Agricultural University, A Copyright 2002, Elsevier Science Ltd. All Rights Reserved
General Considerations Several species of Gram-negative and Gram-positive bacteria which have the capacity to spoil milk and other short shelf-life dairy products and can grow at or below 7 � C (Table 1) have been isolated from raw milk and freshly pasteurized milk and cream. Commercial high-temperature, short-time (HTST) pasteurization (72 � C for 15 s) of raw milk of reasonable microbial quality essentially eliminates heat-labile psychrotrophic pseudomonads. Laboratory-pasteurized or pasteurized and aseptically
2345
packed milk and cream are free from postpasteurization contaminants but after prolonged cold storage become microbiologically spoiled, even at 1 � C (Table 2). Spoilage of such milk is mainly caused by sporeforming psychrotrophic and aerobic Bacillus spp. Unless aseptically drawn, good-quality raw milk contains after milking several thousand bacteria per millilitre, half of which are usually coryneform bacteria and Micrococcus spp. Psychrotrophic Pseudomonas spp. and other heat-labile Gram-negative psychrotrophs, such as Flavobacterium, Alcaligenes and Chromobacterium, are usually reported to be minor components of the micro¯ora of good-quality fresh raw milk. Corynebacteria, Micrococcus, Arthrobacter and Streptococcus are frequently both psychrotrophic and thermoduric. Many of these species, along with spores of Bacillus and Clostridium spp., survive HTST pasteurization. The total number of bacteria that survive HTST pasteurization is often higher than 1000 mlÿ1. The number of spores in raw milk is very variable but rarely exceeds more than 2% of the total micro¯ora. The psychrotrophic Bacillus spp. may represent only a small part of total spore count. Frequently, the number of spores of psychrotrophic Bacillus spp. in freshly pasteurized milk is so low that it can be determined only by the most probable number (MPN) technique. Spores of Clostridium spp. occur in markedly lower numbers than spores of Bacillus spp. The method recommended for the enumeration of total psychrotrophic count is the same as standard plate count except that plates are incubated at 7 � C for 10 days. Short methods with counts after 25 h based on incubation at an elevated temperature have also been developed. A way to obtain the proportion of bacteria present in milk as spores is to conduct viable count of a sample in which the vegetative cells have been killed by heat. Crystal violet or preparations of other selective inhibitors have been used to prevent Gram-positive bacterial growth. Procedures that include biotyping (examination of pro®le of biochemicals utilized by the cells) have been widely used for identi®cation of dairy isolates of psychrotrophic nonpseudomonads. Many of the isolates have only been identi®ed at the genus level. Computer-aided biotyping using miniaturized commercial kits has been introduced for identi®cation of both Gram-positive and Gram-negative bacteria, including many nonpseudomonad psychrotrophs. Enumeration, detection and typing of Bacillus cereus group isolates from milk have been extensively studied. Biotyping, serotyping, phage typing, nucleic acid-based techniques, immunological methods, electrophoresis of proteins, gas chromatographic
PSYCHROTROPHIC BACTERIA/Bacteria Other than Pseudomonas spp. Grif®ths MW (2000) Milk and unfermented milk products. In: Lund BM, Baird-Parker AC and Gould GW (eds.) The Microbiological Safety and Quality of Food, pp. 507±534. Gaithersburg: Aspen Publishers. Grif®ths MW and Phillips JD (1984) Effect of aeration on extracellular enzyme synthesis by psychrotrophs growing in milk during refrigerated storage. Journal of Food Protection 47: 697±702. Grif®ths MW, Phillips JD and Muir DD (1981) Thermostability of proteases and lipases from a number of species of psychrotrophic bacteria of dairy origin. Journal of Applied Bacteriology 50: 289±303. Law BA and Fairbairn DJ (1982) In¯uence of nutritional factors on the production of extracellular proteinase by Pseudomonas ¯uorescens. Journal of Dairy Science 65: 74. McKellar RC (1982) Factors in¯uencing the production of extracellular proteinase by Pseudomonas ¯uorescens. Journal of Applied Bacteriology 53: 305±316. McKellar RC (1989) Regulation and control of synthesis. In: McKellar RC (ed.) Enzymes of Psychrotrophs in Raw Food, pp. 153±172. Boca Raton: CRC Press. Mottar JF (1989) Effect on the quality of dairy products. In: McKellar RC (ed.) Enzymes of Psychrotrophs in Raw Food, pp. 227±243. Boca Raton: CRC Press. Sùrhaug T and Stepaniak L (1997) Psychrotrophs and their enzymes in milk and dairy products: quality aspects. Trends in Food Science and Technology 8: 35±41. Stepaniak L and Sùrhaug T (1989) Biochemical classi®cation. In: McKellar RC (ed.) Enzymes of Psychrotrophs in Raw Food, pp. 35±55. Boca Raton: CRC Press.
Bacteria Other than Pseudomonas spp.
Ê s, Norway L Stepaniak, Agricultural University, A Copyright 2002, Elsevier Science Ltd. All Rights Reserved
General Considerations Several species of Gram-negative and Gram-positive bacteria which have the capacity to spoil milk and other short shelf-life dairy products and can grow at or below 7 � C (Table 1) have been isolated from raw milk and freshly pasteurized milk and cream. Commercial high-temperature, short-time (HTST) pasteurization (72 � C for 15 s) of raw milk of reasonable microbial quality essentially eliminates heat-labile psychrotrophic pseudomonads. Laboratory-pasteurized or pasteurized and aseptically
2345
packed milk and cream are free from postpasteurization contaminants but after prolonged cold storage become microbiologically spoiled, even at 1 � C (Table 2). Spoilage of such milk is mainly caused by sporeforming psychrotrophic and aerobic Bacillus spp. Unless aseptically drawn, good-quality raw milk contains after milking several thousand bacteria per millilitre, half of which are usually coryneform bacteria and Micrococcus spp. Psychrotrophic Pseudomonas spp. and other heat-labile Gram-negative psychrotrophs, such as Flavobacterium, Alcaligenes and Chromobacterium, are usually reported to be minor components of the micro¯ora of good-quality fresh raw milk. Corynebacteria, Micrococcus, Arthrobacter and Streptococcus are frequently both psychrotrophic and thermoduric. Many of these species, along with spores of Bacillus and Clostridium spp., survive HTST pasteurization. The total number of bacteria that survive HTST pasteurization is often higher than 1000 mlÿ1. The number of spores in raw milk is very variable but rarely exceeds more than 2% of the total micro¯ora. The psychrotrophic Bacillus spp. may represent only a small part of total spore count. Frequently, the number of spores of psychrotrophic Bacillus spp. in freshly pasteurized milk is so low that it can be determined only by the most probable number (MPN) technique. Spores of Clostridium spp. occur in markedly lower numbers than spores of Bacillus spp. The method recommended for the enumeration of total psychrotrophic count is the same as standard plate count except that plates are incubated at 7 � C for 10 days. Short methods with counts after 25 h based on incubation at an elevated temperature have also been developed. A way to obtain the proportion of bacteria present in milk as spores is to conduct viable count of a sample in which the vegetative cells have been killed by heat. Crystal violet or preparations of other selective inhibitors have been used to prevent Gram-positive bacterial growth. Procedures that include biotyping (examination of pro®le of biochemicals utilized by the cells) have been widely used for identi®cation of dairy isolates of psychrotrophic nonpseudomonads. Many of the isolates have only been identi®ed at the genus level. Computer-aided biotyping using miniaturized commercial kits has been introduced for identi®cation of both Gram-positive and Gram-negative bacteria, including many nonpseudomonad psychrotrophs. Enumeration, detection and typing of Bacillus cereus group isolates from milk have been extensively studied. Biotyping, serotyping, phage typing, nucleic acid-based techniques, immunological methods, electrophoresis of proteins, gas chromatographic
2346
PSYCHROTROPHIC BACTERIA/Bacteria Other than Pseudomonas spp.
Table 1 Generation time of psychrotrophic bacteria in heat-treated milk and frequency of their isolation from raw or pasteurized contaminated milk and cream Generation time (h) at �
3±5 C
Frequency of isolation (%)
�
7±9 C
From cold stored raw milk
From spoiled pasteurized milk or cream stored at 4±5 �C
7 �C
Gram-negative bacteria Acinetobacter spp. Alcaligenes spp. Achromobacter spp. Enterobacteriaceae Flavobacterium spp. Pseudomonas spp.
Ð 14.4 Ð 9.0 10.3 Ð 6.5±8
Ð Ð 13 5.5 Ð 14.1 3.5±4
Ð nd±6 nd±1.5 nd±2 8±15 1±14 30±86
90 Ð 0.4 Ð 1 2 45±90
89 Ð 1.3 Ð 1 0.8 50±83
Gram-positive bacteria Bacillus cereus Bacillus circulans Bacillus polymyxa Bacillus spp. Micrococcus spp.a
Ð Ð Ð Ð Ð 26.2
Ð 7±48 5±12 22 (at 6 � C) Ð 20.9
Ð nd±10 Ð Ð Ð Ð
5±70 Ð Ð Ð 5±70 Ð
10±55 Ð Ð Ð 10±55 Ð
Psychrotrophic yeasts
Ð
Ð
Ð
Ð
0.7
a
Some can also be Gram-negative. nd, not detected by plate count. Compiled from: Craven HM and Macauley BJ (1992) Australian Journal of Dairy Technology 47: 38±45; Cromie SJ et al. (1989) Australian Journal of Dairy Technology 44: 74±77; Grif®ths MW and Phillips JD (1990) Journal of the Society of Dairy Technology 43: 62±66; Suhren G (1989) In: McKellar RC (ed.) Enzymes of Psychrotrophs in Raw Food, pp. 3±34. Boca Raton: CRC Press; TernstroÈm A et al. (1993) Journal of Applied Bacteriology 75: 25±34.
Table 2 Effect of temperature on the shelf-life and growth of thermoduric psychrotrophs in aseptically packed high-temperature, short-time (HTST) pasteurized milk Temperature (� C)
Shelf-life (days) terminated due to ¯avour defects
Count (cfu ml ÿ 1) at the time of spoilage
Days to reach a count of 107 cfu ml ÿ 1
1 3 7 12
75 52 28 11
5 � 107 7 � 107 6 � 107 2 � 107
51 34 20 10
Adapted from Dommett (1992).
analysis of cellular fatty acids and pyrolysis have been used for the identi®cation and/or typing of these microorganisms. Randomly ampli®ed polymorphic DNA procedure which includes polymerase chain reaction (RAPD±PCR) has been used for subtyping of Bac. cereus, Bac. licheniformis and Bac. thuringensis. RAPD±PCR also allowed the tracing of contamination routes of Bac. cereus in dairy processing.
Growth at Refrigeration Temperatures Compared with Pseudomonas spp., available data on the effect of temperature on the growth rate
and properties of enzymes produced by other psychrotrophs are limited. Based on the comparison of generation times, it can be generalized that Pseudomonas spp. are more potent psychrotrophs than other genera (Table 1). However, minimum growth temperatures (Tmin) calculated from the Ratkowsky `square root' equation indicate that Alcaligenes spp. and Chromobacterium spp. are as likely to be psychrotrophic as Pseudomonas spp. (Table 3). Both the lag time and the generation time of psychrotrophic Bacillus spp. vary considerably. Bacillus circulans can grow at 1 � C and has been found in independent studies to have a shorter lag
PSYCHROTROPHIC BACTERIA/Bacteria Other than Pseudomonas spp. Table 3 Theoretical minimum temperature (Tmin)a for selected bacteria Organism
Tmin (K)
Acinetobacterb spp. 55 Aeromonas hydrophila 1383 Alcaligenes faecalis G2/7 Bacillus cereus (four strains) Bacillus circulans (two strains) Bacillus lentus MRM 305 Bacillus polymyxa MRM 304 Chromobacterium spp. 12 Citrobacter freundii 1197 Coliforms (two strains) Coryneforms (two strains) Enterobacter agglomerans 1498 Micrococcus spp. (two strains) Pseudomonas spp. (®ve species) Serratia spp. (two species) Streptococcus faecalis NCIB 775
266.6±267.0 269.2±269.4 258.7±259.0 272.9±278.7 262.7±266.1 265.8±267.0 270±272.6 260.2±263.7 268.4±269.8 264±274 275.8±278.5 266.6±267.7 273.6±273.7 260.2±269.8 266.3±274.2 273.6±273.8
p a Calculated from Ratkowsky `square root' equation: r b (T ÿ Tmin), p where r is the square root of the growth rate constant, T is temperature (K) and Tmin (or T0) is theoretical (conceptual) temperature of no metabolic signi®cance (conceptual minimum growth temperature). b For single strains, data are from growth in skim and full-fat milk. Compiled from: Phillips JD and Grif®ths MW (1987) Food Microbiology 4: 173±185 and Ratkowsky DA et al. (1982) Journal of Bacteriology 149: 1±5.
time and generation time than six other species of psychrotrophic Bacillus spp. Psychrotrophic and thermoduric psychrotrophs may be simply variants of mesophilic organisms, which have adopted to grow at low temperatures. The growth rates and lag times in ultra-heat treated (UHT) milk and pasteurized milk or single and double cream are similar for Gram-negative psychrotrophs as well as Bacillus spp. Tmin for different bacterial cultures are similar in milk and other media. Spores of psychrotrophic Bacillus spp. show maximum germination activity at 15 � C, with a possible second maximum peak at 5 � C. Increasing the temperature of HTST pasteurization of milk may actually have an adverse effect on its keeping quality because temperatures higher than 72 � C may induce the germination of spores. Spores of Bacillus spp. may germinate and grow rapidly during the ®rst hours of incubation of fermented milks until the pH decreases to a value which is inhibitory to these organisms. Psychrotrophic yeasts and moulds can spoil fermented milks. Psychrotrophic Pathogens
Listeria monocytogenes, Yersinia enterocolitica, Bacillus cereus and probably enterohaemorrhagic Escherichia coli (see Bacillus cereus. Escherichia coli. Listeria monocytogenes. Yersinia enterocolitica) are psychrotrophic pathogens that can grow at or
2347
below 8 � C, but only Bac. cereus is a signi®cant determinant of shelf-life of pasteurized milk or fresh dairy products. Proteolytic psychrotrophs may stimulate the growth of pathogens in milk.
Incidence of Genera Other than Pseudomonas in Raw and Pasteurized Milk Psychrotrophs that Survive Pasteurization
The incidence of aerobic sporeforming bacteria in milk is highly seasonal. Studies in several countries have shown the highest number of spores during late summer and early autumn. Soiling of the udder during grazing may be responsible for the high count of sporeforming bacteria. Frequently, the total number of spores reported in raw milk is in the range 1±160 mlÿ1. Occasionally, high numbers (>104 mlÿ1) of spores or vegetative cells of Bacillus spp. have been reported. Both Bac. cereus group, Bac. licheniformis and Bac. coagulans, are the species of sporeforming bacteria predominantly in fresh raw milk. The number of spores in freshly pasteurized milk varies widely between dairy plants and on a daily basis in the same dairy plant. The spoilage potential of thermoduric/sporeforming psychrotrophs has been well demonstrated by incubating milk or cream free from postpasteurization contaminants and therefore free from Pseudomonas spp. and other heat-labile microorganisms. Spoilage may occur at 3 � C after approximately 7 weeks of storage (Table 2). The shelf-life of pasteurized, noncontaminated milk is approximately three times longer at 7±10 � C than the shelf-life of commercially produced milk, which becomes contaminated after pasteurization and stored at 3±5 � C (Table 4). Coryneform bacteria dominate freshly pasteurized cream or milk (Table 5). Very often, only 0.05±1 spore of psychrotrophic Bacillus spp. is detected in freshly pasteurized milk or cream by the MPN technique. Vegetative cells of Bacillus spp. can probably be detected on a selective medium such as polymyxin±egg-yolk±mannitol±bromothymol-blue agar in every package of freshly pasteurized milk which has been preincubated at room temperature. Raw milk has been shown to be a markedly more important source of psychrotrophic spores than postpasteurization contamination. Bacillus circulans occurs in both raw and freshly pasteurized milk at lower numbers than Bac. cereus. However, data from different sources show that Bac. circulans dominates spoiled milk or cream, free from postpasteurization contaminants, stored at 3±7 � C. At 12 � C, a signi®cant
2348
PSYCHROTROPHIC BACTERIA/Bacteria Other than Pseudomonas spp.
Table 4 Effect of postpasteurization contamination (PPC) on shelf-life and psychrotrophic count of pasteurized milk or cream. Postpasteurization recontamination was avoided using aseptic packing or laboratory pasteurization Effect on shelf-life
Effect on psychrotroph count Count (cfu mlÿ1) after storage at 6 �C
Shelf-life (days) of milk or cream Storage at
PPC-free
Contaminated
Storage of cream for
PPC-free
Contaminated
3±5 � C 7±10 � C
49±28 35±20
11±6 7±5
6 days 13 days
4 � 103 7 � 105
7 � 105 5 � 107
Adapted from: Muir (1996) and Stepaniak (1991).
Table 5 Microbial population patterns (% occurrence among isolated bacteria) of aseptically packed fresh and cold stored cream and cold stored concentrated milk Cream, pasteurized at 72 �C for 15 s, by the end of shelf-life at
Fresh cream, pasteurized at
Bacillus circulans Bacillus cereus Other Bacillus spp. Streptococci Micrococci Coryneforms
Concentrated 1 : 2 milk, pasteurized at 72 �C for 15 s, by the end of shelf-life at
72 �C for 15 s
80 �C for 15 s
3 �C
7 �C
12 �C
3 �C
7 �C
12 �C
nd nd 3 5 22 70
nd 2 5 nd 3 90
100 nd nd nd nd nd
50 2 nd 2 5 41
18 30 5 15 15 17
90 10 nd nd nd nd
95 5 nd nd nd nd
65 35 nd nd nd nd
nd, not detected by plate count. Adapted from Dommett (1992).
proportion of bacteria at the time of spoilage are Bac. cereus, coryneform bacteria, micrococci and streptococci (Table 5). Incidence of Psychrotrophs in Commercially Pasteurized Nonaseptically Packed Milk
Postpasteurization contamination of commercially pasteurized, nonaseptically packed milk is unavoidable. Recontamination in modern dairy plants can be as low as one bacterial cell per litre, and frequently is in the range of the number of psychrotrophic Bacillus spp. spores in freshly pasteurized milk. Major contaminants are Gram-negative rods, especially Pseudomonas spp., which are the most signi®cant bacteria determining shelf-life of nonaseptically packed milk stored at 7 � C or lower. The generation time and the lag time of micro¯ora in pasteurized milks with an initial psychrotrophic count 30 000 kg milk in a lactation. There are a number of Holstein herds in the United States with herd averages in excess of 13 000 kg per cow. A number of Jersey herds have herd averages exceeding 9000 kg yearÿ1.
2394
RATION FORMULATION/Lactation Rations in Cattle
a negative DCAD, urine pH should be between 5.5 and 6.5. Anionic salts are generally not palatable and should be included as part of a mixed ration to improve their intake. Anionic salts should also be fed only during the transition period and calcium is not restricted in diets when feeding anionic salts (Table 1).
Summary In dairy cows, the dry period is an essential part of the lactation cycle and preparations for a successful lactation begin during, and even before, the preceding dry period. The management goals of the dry period are to minimize stress and the occurrence of infectious diseases, and to feed in order to maximize intake, maintain body condition, nourish the calf and minimize the occurrence of metabolic and digestive disorders. Each cow's body condition must be monitored regularly and cows should be fed to attain the proper conditioning (3.5±4.0) before dry-off. Maintaining rumen ®ll throughout the dry period is important in maximizing intake and production after calving. In addition, minimizing intake depression around parturition is key to maximizing production and avoiding metabolic and digestive problems. With proper management, cows will calve in good health and body condition, which will enable them to cope with the physical and metabolic challenges of the next lactation cycle. See also: Body Condition: Measurement Techniques and Data Processing; Effects on Health, Milk Production and Reproduction. Diseases of Dairy Animals, Noninfectious: Ketosis; Milk Fever; Displaced Abomasum; Fatty Liver. Feed Supplements: Anionic Salts.Mastitis Pathogens: Environmental Pathogens. Mastitis Therapy and Control: Management Control Options; Medical Therapy Options. Nutrients, Digestion and Absorption: Fermentation in the Rumen. Ration Formulation: Lactation Rations in Cattle. Pregnancy: Periparturient Disorders.
Further Reading Beede DK, Risco CA, Donovan GA et al. (1992) Nutritional management of the late pregnant dry cow with particular reference to dietary cation±anion difference and calcium supplementation. Proceedings of the 24th Annual Convention of the American Association of Bovine Practitioners, Orlando. Bell AW (1995) Regulation of organic nutrient metabolism during transition from late pregnancy. Journal of Animal Science 73: 2804. Burhans WS and Bell AW (1998) Feeding the transition cow. Proceedings of the Cornell Nutrition Conference, Ithaca.
Grant RJ and Albright JL (1995) Feeding behavior and management factors during the transition period in dairy cattle. Journal of Animal Science 73: 2791. Grummer RR (1993) Etiology of lipid-related metabolic disorders in periparturient dairy cows. Journal of Dairy Science 76: 3882±3896. National Research Council (2001) Nutrient Requirements of Dairy Cattle, 7th edn. Washington, DC: National Academy Press. Rabelo E, Bertics WJ, Mackovic J and Grummer RR (2001) Strategies for increasing energy density of dry cow diets. Journal of Dairy Science 84: 2240±2249. Sorensen JT and Enevoldsen C (1991) Effect of dry period length on milk production in subsequent lactation. Journal of Dairy Science 74: 1277.
Lactation Rations in Cattle L E Chase, Cornell University, Ithaca, NY, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction The formulation of rations for lactating dairy cows is both an opportunity and a challenge for nutritionists. The opportunity is to blend a wide variety of feeds, housing systems and feeding systems into a total nutrition programme which permits dairy cows to express their genetic potential. The challenge is to do this within dry matter intake (DMI), economic and practical management constraints. An additional challenge is the need to apply formulation concepts that are biologically sound but for which research has not fully determined practical applications. The nutritionist must decide at what point to incorporate these concepts into practical formulations for use on dairy farms. Current examples of these concepts include amino acids, physically effective ®bre, biotin, choline and sugar content of rations. The continuing change in animal productivity is another factor that in¯uences the formulation process. The average lactation yield in 1960 for dairy cows enrolled in the Dairy Herd Improvement (DHI) programme was 4790 kg. This level of production increased to 9281 kg per lactation in 1999. This is an average milk production increase of 115 kg yearÿ1. Individual cows have produced >30 000 kg milk in a lactation. There are a number of Holstein herds in the United States with herd averages in excess of 13 000 kg per cow. A number of Jersey herds have herd averages exceeding 9000 kg yearÿ1.
RATION FORMULATION/Lactation Rations in Cattle
There are a number of considerations that must be kept in mind when developing nutrition programmes for dairy farms. These can be thought of as goals and may include the following factors: 1. To provide an adequate level of DMI and nutrient intake to permit dairy cows to express their genetic potential. 2. To provide rations and feeding management programmes that maintain a healthy rumen environment and maximize microbial protein production. 3. To maintain herd health and reproductive performance in the herd. 4. To optimize economic returns from the feeding programme. 5. To provide rations that minimize that nutrient excretion to the environment. The above list presents an imposing challenge for both the dairy producer and the agriservice professionals who are part of the farm advisory team. This list should be modi®ed depending on the goals and objectives of the speci®c farm unit. It is important to have a de®ned set of goals and objectives so that progress can be monitored.
As a base for developing dairy rations, it is essential to understand the relationships between DMI, milk production, nutrient use and pro®tability. Table 1 contains the relationships between milk production and the partition of energy and protein intake for milk production. As milk production increases, a larger portion of the total nutrient intake is used for milk synthesis. Conversely, a lower percentage of the total nutrient intake is required to meet the maintenance requirement of the cow. Table 2 contains the relationships between milk production, feed cost and income over feed cost (IOFC). The key points are:
� feed cost per cow per day increases as milk production goes up
� feed cost per 45 kg of milk production decreases with higher levels of milk production
� IOFC increases as milk production increases � Dry-matter ef®ciency (DME) increases with increased rates of milk production DME is a measure of kg milk produced kgÿ1 DMI.
The overall interpretation is that higher levels of milk production are related to higher levels of pro®tability. It is important to remember that this is a generalized
Table 1 Percentage of total nutrient intake used for milk production Milk (kg dayÿ1)
Net energy (%)
Metabolizable protein (%)
Crude protein (%)
15 25 35 45 55
51.2 63.7 71.0 75.9 79.4
53.0 61.8 66.0 69.4 71.4
75.0 83.6 87.7 90.1 91.8
Table 2 Feed cost and income over feed cost at varying levels of milk production
a,b
Milk (kg)
DMI (kg)
Feed cost per cow dayÿ1 (US$)
Feed cost 45 kgÿ1 milk (US$)
IOFCc (US$)
DMEd
15 25 35 45 55
16.8 19.9 23.3 26.3 28.9
1.70 2.27 2.88 3.46 4.20
5.10 4.09 3.70 3.46 3.43
3.30 6.06 8.78 11.54 14.13
0.9 1.25 1.5 1.7 1.9
a b
640 kg cow, milk fat test 3.7%. Feed and milk prices used: Milk 33 cents kgÿ1 Maize silage $27.5 tÿ1 Alfalfa silage $38.5 tÿ1 Maize meal $110 tÿ1 Soya bean meal $231 tÿ1
2395
Soya bean meal $253 tÿ1 (heat-treated) Animal fat $440 tÿ1 Mineral mix $495 tÿ1
Note: Feed prices are on an as-fed basis. c Income over feed cost total milk income ÿ total feed cost. d Dry matter ef®ciency (DME) kg milk kgÿ1 dry matter intake (DMI).
2396
RATION FORMULATION/Lactation Rations in Cattle
chart based on biological principles. These results are related only to the nutrition programme on the farm. They may not always translate to a higher level of total farm pro®tability. Other factors, such as total production costs, labour ef®ciency and debt load, will in¯uence total farm pro®tability. This table also contains information on DME. DME is a term that can be used to monitor the ef®ciency of the nutrition programme in converting feed nutrients into milk. Note that the DME factor increases as milk production increases. This term is beginning to be used by dairy managers as a monitoring tool for the feeding programme. The goal for DME will vary with the milk production average of the herd. DME values should be in the range of 1.3±1.5 for dairy herds producing 25±35 kg milk dayÿ1 per cow. The DME value in a speci®c dairy herd or group will be meaningless unless a measured DMI value is available. It is important to remember that the actual ration formulation process accounts for only a small portion of the total nutrition programme on a dairy farm. Some consultants estimate that the formulation of the ration accounts for 50 mg Ig mlÿ1) colostrum shortly after birth, followed by another 2 l within 12 h after birth to provide for transfer of Ig from the dam to the calf. Only high-quality colostrum from diseasefree cows should be used to feed newborn calves, to prevent transfer of diseases such as Johne's. Pasteurization kills many disease-causing organisms; however, on-farm pasteurization has been estimated to be economical only for dairies that feed more than 300 calves dayÿ1. Additionally, pasteurization of colostrum may not be advisable because temperatures above approximately 63 � C may damage Ig and thick colostrum can clog a pasteurization unit. A colostrometer can be used to estimate colostrum quality. Colostrometers, however, were designed for use with Holstein colostrum and may not provide
2412
REPLACEMENT MANAGEMENT, CATTLE/Preruminant Diets and Weaning Practices Table 1 Summary of the composition of colostrum, transition milk and normal milk Item
Speci®c gravitya Solids (%)a Protein (%)a Casein (%)a Immunoglobulin (mg mlÿ1)a Fat (%)a Lactose (%)a Vitamin A (mg dlÿ1) Vitamin E (mg gÿ1 fat)c a b c
Milking number
Milk
1
2
3
1.056 23.9 14.0 4.8 48.0 6.7 2.7 233±400b 45±206c
1.040 17.9 8.4 4.3 25.0 5.4 3.9 190a
1.035 14.1 5.1 3.8 15.0 3.9 4.4 113a
1.032 12.9 3.1 2.5 0.6 3.7 5.0 34a±38b
Foley and Otterby (1978) Journal of Dairy Science 61: 1033. Franklin et al. (1998) Journal of Dairy Science 81: 2623. Weiss et al. (1990) Journal of Dairy Science 73: 3187.
an accurate indication of colostrum quality of other breeds. It is preferable to feed colostrum from an older cow on the farm, which has been exposed to organisms prevalent on the farm, compared to a recently purchased cow. A supply of frozen or refrigerated high-quality colostrum from disease-free cows should be maintained at all times. (Colostrum can be kept refrigerated for 3±4 days if collected in a manner which prevents contamination with bacteria.) Freezing decreases colostrum quality slightly; however, freezing is preferable for long-term storage of colostrum. If an adequate quantity of colostrum from the dam is not available or the colostrum is only fair to poor in quality, stored high-quality colostrum should be warmed for the calf to at least 27.5 � C prior to feeding. If stored colostrum is not available, it may be necessary to feed the calf up to 4 l of fair to poor-quality colostrum using an oesophageal feeder to ensure suf®cient transfer of passive immunity. It is important to note that some research indicates that, as the mass of immunoglobulin fed increases, the ef®ciency of absorption of immunoglobulins decreases. Therefore, if colostrum quality is high, little additional bene®t, in terms of transfer of passive immunity, is achieved by forcing calves to consume 4 l of colostrum by using an oesophageal feeder. If, however, colostrum quality is not determined or the colostrum is low-quality, more than 2 l of colostrum should be fed. Some producers routinely feed 3 l of colostrum by nipple bottle to large-breed calves at birth to ensure transfer of passive immunity. In the author's experience, most large-breed calves will consume 3 l of colostrum voluntarily at the ®rst feeding after birth, and do not require the use of an oesophageal feeder. Calves should consume at least 100 g of IgG1 within the ®rst hour after birth to prevent failure of transfer of passive immunity. This would require feeding at least 2 l of
colostrum containing at least 50 mg IgG1 mlÿ1 of colostrum. In addition to immunoglobulins, colostrum supplies high concentrations of many important nutrients such as fat for energy, protein and vitamins (Table 1). Calves are born with very low reserves of energy that can be depleted within hours. It is extremely important to provide colostrum to calves soon after birth to provide necessary sources of energy from fat and lactose, especially when calves are born into cold environments. Protein in colostrum is very important, not only because immunoglobulins are part of the protein fraction, but also because the protein in colostrum provides amino acids for protein synthesis by the calf. Calves naturally are born with low concentrations of vitamins A and E in the blood and very low concentrations of vitamin A in liver, the main storage site for vitamin A, because vitamins A and E do not readily cross the placenta. Even with supplementation, concentrations of vitamin A in the blood do not increase to adult concentrations until approximately 6 weeks of age. Colostrum provides an important source of vitamins A and E for neonatal calves.
Colostrum Replacers and Supplements Several colostrum supplements and replacers are being marketed for use when fresh or frozen highquality colostrum is not available or, in some cases, when producers are trying to prevent the spread of diseases such as Johne's. To date, the author is unaware of any acceptable substitute for colostrum being marketed that will provide disease protection in every instance. Colostrum from the dam of a calf provides antibodies (immunoglobulins that are speci®c for certain antigens) against disease organisms
REPLACEMENT MANAGEMENT, CATTLE/Preruminant Diets and Weaning Practices
found on that farm. It is extremely dif®cult to develop a colostrum substitute that would provide protection against all the disease-causing organisms on all farms. Therefore, if colostrum from disease-free cows on the farm is available, it is preferable compared to using a colostrum substitute. If colostrum is not available, a colostrum substitute should provide some protection for the calf; however, the colostrum substitute must provide greater than 100 g of IgG per dose. If only poor-quality colostrum is available, a colostrum supplement may be added to the colostrum to attempt to augment disease resistance. Research also indicates that the manner in which Ig is separated from bovine plasma for use in colostrum supplements and replacers may affect the amount of Ig the calf can absorb. Apparently, IgG that has been separated from bovine plasma through the use of polyethylene glycol is not readily absorbed by neonatal calves.
Liquid Feeding Phase Several options are available for calves during the liquid feeding phase (Figure 1). These options include transition milk (waste milk), excess colostrum, saleable milk and milk replacers. Traditional feeding programmes, which recommend feeding calves at 8±10% of birth weight, result in intakes
Figure 1 Feeding a calf from a hand-held bottle.
2413
of approximately 450 g of dry matter daily. This is equal to approximately 3.72 l of whole milk. Transition milk and excess colostrum can be excellent sources of nutrition for calves. Transition milk contains greater concentrations of Ig than normal milk and provides some protection against pathogens in the gastrointestinal tract, even though the Ig is not absorbed into the bloodstream. Preferably, transition milk should be pasteurized to remove organisms that may be pathogenic to calves if enough calves are fed daily to make pasteurization economical. Additionally, only transition milk from cows tested free of Johne's disease should be used because on-farm pasteurization units may not completely eliminate the organism causing Johne's disease from milk. Waste milk that is mastitic or from cows given antibiotics should not be fed to calves. Organisms from mastitic milk may spread to calves and antibiotics may decrease milk intake and/or delay establishment of rumen microbial populations. Saleable milk is used by many dairy producers to feed calves during the liquid feeding phase. Although, in most cases, saleable milk provides better growth rates than milk replacers, there is the potential for transmission of diseases to calves from unpasteurized milk and the cost of feeding saleable milk is usually greater than the cost of feeding milk replacers. Milk, however, contains growth factors that are not available in milk replacers and has higher protein and
2414
REPLACEMENT MANAGEMENT, CATTLE/Preruminant Diets and Weaning Practices
energy concentrations compared to most commercial milk replacers. On a dry-matter basis, Holstein milk is approximately 25% protein and 27% fat, whereas milk replacers made from milk protein sources generally contain 20% protein and 10±20% fat. Milk replacers should not be fed at more than recommended rates to increase nutrient supply, however, because consumption of vitamins and minerals from the milk replacer would be greater than recommended amounts. A wide variety of commercial milk replacers are available for feeding calves. When choosing a milk replacer it is important to examine the feed tag to determine the components of the milk replacer. Although many advances have been made in formulating milk replacers to provide acceptable growth using plant protein sources, consistently the best gains achieved by feeding milk replacers are from feeding replacers containing only milk protein sources. The digestive system of the calf is not able to utilize ef®ciently many plant protein sources during the ®rst 3 weeks of life. Often plant protein sources are not completely digested and may result in increased ¯uidity of faeces and poor growth rates. When choosing a milk replacer, producers should also consider fat content. During extremes in temperature, producers should feed milk replacers with at least 20% fat to provide extra energy for warmth in the winter and cooling in the summer. During periods of extreme cold, calves may need up to 50% more energy than they would need when temperatures are above the critical temperature of 8±10 � C for calves. This can be achieved by increasing the amount of milk or milk replacer fed. Producers often feed milk replacers containing 20% fat throughout the year; however, the higher energy provided by the milk replacer may decrease consumption of dry starter feed and delay weaning. Acidi®ed milk replacers have been used to allow calves ad libitum access to cold milk replacer. Although calves may have greater growth rates with acidi®ed milk replacer, it is generally not an economical programme. Ad libitum feeding results in greater consumption of milk replacer and less consumption of grain than calves fed a conventional milk replacer programme, resulting in greater costs per unit of gain for ad libitum-fed calves. Many milk replacers are supplemented with antibiotics. Antibiotics have been shown to improve performance of young calves, especially stockyard calves or calves that have been relocated. Wellmanaged calves with little exposure to disease or stressors such as shipping will perform very well without being supplemented with antibiotics in the milk replacer.
Much research recently has been directed at the management of replacements to achieve `accelerated' growth, or growth rates of approximately 0.9 kg dayÿ1 during the liquid feeding phase. Traditional recommendations for raising large-breed dairy replacements suggest average daily growth rates of 0.45 kg dayÿ1 during the ®rst month of life. Calves, if free of disease, are capable of greater growth rates because of ef®cient conversion of feed to body weight during the ®rst 2 months of life. Some researchers suggest that taking advantage of this ef®ciency early in the life of a calf will help it achieve a younger age at ®rst calving. Others suggest that accelerated growth rates prior to puberty may have a negative impact on the mammary gland, resulting in decreased milk production caused by deposition of fat in the mammary gland. Additionally, accelerated feeding increases costs of the liquid portion of the diet and decreases intake of starter grains, delaying time to weaning. Currently, there is very little information regarding the impact of accelerated growth during the liquid feeding period on subsequent milk production or the economic bene®ts, if any, of accelerated growth. Often, calves that are fed restricted amounts of milk or milk replacer will grow at faster rates after weaning than calves fed for accelerated growth during the liquid feeding phase. If producers choose to feed calves for accelerated growth, they should either feed extra milk or feed milk replacers specially formulated for accelerated growth. Simply increasing the amount of standard milk replacer fed could potentially cause mineral imbalances and excessive intakes of vitamin A which, at very high amounts, can decrease growth rates.
Feeding Strategies for Calves with Diarrhoea Past recommendations were to remove milk from calves when they developed diarrhoea and feed only a source of electrolytes in water to rehydrate the calves and replace important minerals. It was believed that continuing to feed milk to calves caused the diarrhoea to be prolonged. After 2±3 days of electrolyte therapy, milk was gradually reintroduced to the calves until they were back to their full allotment of milk. Recent research and personal experience have shown that continuing to feed milk or milk replacer while also supplementing electrolytes prevents weight loss in calves and aids in recovery. The reason for this is that electrolyte treatments do not contain protein or enough energy to provide proper nutrition for the calves during an episode of diarrhoea. Calves can actually die of starvation during a prolonged
REPLACEMENT MANAGEMENT, CATTLE/Preruminant Diets and Weaning Practices
episode of diarrhoea if the milk or milk replacer is withheld. Electrolyte supplementation helps provide additional liquid for hydration of the calves and replaces minerals lost because of diarrhoea, but a milk diet is also necessary to provide protein and energy for the calves. Current recommendations are to feed calves their milk component at normal feeding times followed by 2 l of electrolyte therapy 2 h after each feeding. If calves will not drink voluntarily, an oesophageal feeder should be used to ensure calves do not become dehydrated. If the work schedule does not allow time for feeding electrolytes 2 h after feeding milk, it is important to wait at least 20 min between the milk and electrolytes to allow time for clotting and partial digestion of milk.
Dry Feed Along with a good ¯uid-phase feeding programme, it is important to provide clean water and starter grains to calves within 3 days of birth. Starter intake is increased when water is provided, resulting in increased weight gains. In cold climates, it is a challenge to provide water for calves; however, calves can suffer from dehydration in winter as well as summer. Water is important for calves in colder climates to support increased metabolism needed for heat generation by the calf. Small amounts of fresh calf starter should be provided daily to encourage consumption. It is especially important to provide fresh starter daily during warm weather. Starters may become wet and caked as the calf drinks from a water bucket then moves to the grain bucket. Damp starter quickly heats in warm weather and may become mouldy, causing decreased starter intake, increased time to weaning and decreased growth rates. Flies and birds may also decrease starter quality. Starter should be highly palatable to encourage consumption and highly digestible to enhance growth of calves. Calf starters should provide at least 18% crude protein (dry-matter basis) and 80% total digestible nutrients. The physical form of the starter may also affect intake. Starters typically are ground, textured or pelleted. Recent research indicates that voluntary consumption of starter began earlier with ground or textured starter compared to pelleted starter. Visual inspection of the feeds found that ®nes (powdery feed) were much greater with the pelleted starter. Because of greater intake, growth rates were greatest with textured starter compared to pelleted starter. A second trial which also compared a textured and a pelleted starter found no difference in starter intake or growth. Visual inspection of the feeds did
2415
not reveal a greater presence of disintegrated pellets in the pelleted starter compared to the textured starter. Pelleted starters can be fed successfully with comparable growth rates; however, pellet quality is of the utmost importance for adequate intake and rumen development. Research indicates that feeding hay prior to weaning is not necessary and, in fact, may be detrimental to growth of calves. Grain should be abrasive, however, and not ®nely ground to ensure that rumen papillae develop normally. Growth of rumen papillae, necessary for proper rumen development and function, is driven by volatile fatty acids which are produced from digestion of dry feeds. Digestion of either grains or hay will result in production of volatile fatty acids and maturation of the rumen, whereas digestion of milk alone will not. Feeding hay results in the rumen becoming ®lled with a feed of lower digestibility compared to starter grains, thereby limiting digestible energy available to meet the needs of the calf for growth. Therefore, calves should not be fed hay until after weaning. From a practical standpoint, feeding hay to preweaned calves not only decreases growth rates compared to feeding calf starter alone, but is often a wasteful practice, with the hay eventually being used as bedding by the calves.
Weaning Strategies Various weaning strategies have been used successfully to raise dairy calves. One strategy is to increase the amount of milk or milk replacer fed through 4 weeks of age, then gradually decrease the amount fed through weaning. This strategy provides for accelerated growth early but encourages grain consumption after 4 weeks. This strategy is not practical, however, with large numbers of calves. Many producers feed a constant amount of milk replacer through 6±7 weeks of age, decrease the amount of milk replacer by half the following week and then wean calves at about 7±8 weeks of age. Some producers, however, continue the liquid feeding phase for much longer periods. A 1996 survey of dairy farms in the United States (National Animal Health Monitoring System) found that the average weaning age for dairy replacements was 8.7 weeks of age. Calves can be weaned starting at approximately 4 weeks of age with good management. A recent study found that calves voluntarily achieve target daily consumption rates of 0.68 kg of high-quality starter by 31 days of age, even when fed milk at approximately 10% of birth weight. Dry-feed consumption and weight gains increased dramatically
2416
REPLACEMENT MANAGEMENT, CATTLE/Growth Diets
during the week following weaning. In general, early weaning decreases labour requirements and decreases the cost of raising heifers because starter grain costs less than milk or milk replacer. The Bovine Alliance on Management and Nutrition estimated an extra cost of $11 per calf for weaning at 8 weeks of age versus weaning at 5 weeks of age. The extra cost was for feed only and did not include a cost for extra labour. Clearly, early weaning can be practical and economical. If calves are raised individually, leave calves in the same housing situation after weaning until they have demonstrated adequate intake of grain. This will ensure that calves are consuming adequate amounts of grain prior to being placed in group housing where more aggressive calves might prevent timid calves from eating their share of the diet. Wait until calves are consuming at least 2 kg of grain daily before offering hay. A week or two after weaning, move calves into small groups of no more than eight calves. When moving calves into groups, make sure they ®nd the water supply the ®rst day to prevent dehydration, decreased feed intake and weight loss. Always have a clean supply of fresh water available for young animals.
Conclusions There are several strategies for successfully raising dairy replacements from birth through weaning. The one constant in all strategies is that calves must receive adequate transfer of passive immunity from colostrum in order to have protection against diseasecausing organisms in their environment. Dairy calves are the future of the herd and the producer, and should be cared for in a manner that re¯ects their importance. See also: Colostrum. Diseases of Dairy Animals, Infectious: Johne's Disease. Milk Proteins: Immunoglobulins. Replacement Management, Cattle: Growth Standards and Nutrient Requirements; Growth Diets; Health Management. Stress, Cold, in Dairy Cattle: Effect on Nutritional Requirements, Health and Performance.
Further Reading Bovine Alliance on Management and Nutrition (1996) A Guide to Modern Milk Replacers. Arlington: American Feed Industry Association. Bovine Alliance on Management and Nutrition (2001) A Guide to Colostrum and Colostrum Management for Dairy Calves. Arlington: American Feed Industry Association.
Davis CL and Drackley JK (1998) The Development, Nutrition, and Management of the Young Calf. Ames: Iowa State University Press. Quigley JD III and Drewry JJ (1998) Nutrient and immunity transfer from cow to calf pre- and postcalving. Journal of Dairy Science 81: 2779±2790.
Growth Diets R E James, Virginia Polytechnic Institute, Blacksburg, VA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Holstein heifers should calve at less than 22±24 months of age and, weighing nearly 600 kg after calving, should have a body condition score of 3.5 and be free of disease. Jerseys should calve at 20±23 months with a weight of approximately 350±400 kg. High lifetime pro®t is achieved when these goals are met at low cost. Published estimates of rearing costs range from a low of $US550 per heifer to $US1325. Typical rearing costs are shown in Table 1. Although total costs differ across different regions in the United States, the relative proportions within each category remain similar. Note that feed comprises over 54% of this budget, with estimates as high as 70% of the total costs in some budgets. Therefore, pro®table heifer-rearing enterprises must concentrate on economical feeding programmes. Labour is the second highest category and comprises 10±20% of total rearing costs in most estimates.
Table 1 Typical breakdown of heifer expenses from birth to calving Item Feed Labour Veterinary and medicine Mating, bedding, supplies Interest on investment (10.5%) Initial value of heifer Death loss (12.5%) Ownership cost: buildings, equipment, taxes Total
Cost ($US)
% of total
678 156 46 71 107 100 44 39
54.6 12.6 3.7 5.7 8.7 8.0 3.5 3.2
1241
100.0
Reproduced with permission from Cady and Smith (1996).
2416
REPLACEMENT MANAGEMENT, CATTLE/Growth Diets
during the week following weaning. In general, early weaning decreases labour requirements and decreases the cost of raising heifers because starter grain costs less than milk or milk replacer. The Bovine Alliance on Management and Nutrition estimated an extra cost of $11 per calf for weaning at 8 weeks of age versus weaning at 5 weeks of age. The extra cost was for feed only and did not include a cost for extra labour. Clearly, early weaning can be practical and economical. If calves are raised individually, leave calves in the same housing situation after weaning until they have demonstrated adequate intake of grain. This will ensure that calves are consuming adequate amounts of grain prior to being placed in group housing where more aggressive calves might prevent timid calves from eating their share of the diet. Wait until calves are consuming at least 2 kg of grain daily before offering hay. A week or two after weaning, move calves into small groups of no more than eight calves. When moving calves into groups, make sure they ®nd the water supply the ®rst day to prevent dehydration, decreased feed intake and weight loss. Always have a clean supply of fresh water available for young animals.
Conclusions There are several strategies for successfully raising dairy replacements from birth through weaning. The one constant in all strategies is that calves must receive adequate transfer of passive immunity from colostrum in order to have protection against diseasecausing organisms in their environment. Dairy calves are the future of the herd and the producer, and should be cared for in a manner that re¯ects their importance. See also: Colostrum. Diseases of Dairy Animals, Infectious: Johne's Disease. Milk Proteins: Immunoglobulins. Replacement Management, Cattle: Growth Standards and Nutrient Requirements; Growth Diets; Health Management. Stress, Cold, in Dairy Cattle: Effect on Nutritional Requirements, Health and Performance.
Further Reading Bovine Alliance on Management and Nutrition (1996) A Guide to Modern Milk Replacers. Arlington: American Feed Industry Association. Bovine Alliance on Management and Nutrition (2001) A Guide to Colostrum and Colostrum Management for Dairy Calves. Arlington: American Feed Industry Association.
Davis CL and Drackley JK (1998) The Development, Nutrition, and Management of the Young Calf. Ames: Iowa State University Press. Quigley JD III and Drewry JJ (1998) Nutrient and immunity transfer from cow to calf pre- and postcalving. Journal of Dairy Science 81: 2779±2790.
Growth Diets R E James, Virginia Polytechnic Institute, Blacksburg, VA, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Holstein heifers should calve at less than 22±24 months of age and, weighing nearly 600 kg after calving, should have a body condition score of 3.5 and be free of disease. Jerseys should calve at 20±23 months with a weight of approximately 350±400 kg. High lifetime pro®t is achieved when these goals are met at low cost. Published estimates of rearing costs range from a low of $US550 per heifer to $US1325. Typical rearing costs are shown in Table 1. Although total costs differ across different regions in the United States, the relative proportions within each category remain similar. Note that feed comprises over 54% of this budget, with estimates as high as 70% of the total costs in some budgets. Therefore, pro®table heifer-rearing enterprises must concentrate on economical feeding programmes. Labour is the second highest category and comprises 10±20% of total rearing costs in most estimates.
Table 1 Typical breakdown of heifer expenses from birth to calving Item Feed Labour Veterinary and medicine Mating, bedding, supplies Interest on investment (10.5%) Initial value of heifer Death loss (12.5%) Ownership cost: buildings, equipment, taxes Total
Cost ($US)
% of total
678 156 46 71 107 100 44 39
54.6 12.6 3.7 5.7 8.7 8.0 3.5 3.2
1241
100.0
Reproduced with permission from Cady and Smith (1996).
REPLACEMENT MANAGEMENT, CATTLE/Growth Diets
The purpose of this article is not to provide a `how to' description of heifer-feeding programmes because available feed resources and facilities vary so much. Instead, it will focus on a discussion of decision-making areas with considerable importance to the ®nancial success of the heifer-feeding programme. Managing the feeding programme of the heifer enterprise is not unlike that of any other decision made on the farm. Good heifer managers optimize bene®ts (growth), control expenses and manage risk well. The major goals that the heifergrower needs to achieve during the rearing period are: 1. Successful weaning, with minimal stress and loss of weight, and transition to group housing management systems. 2. Controlling the rate of gain during the prepubertal period to enable early mating (12±13 months) while assuring desired mammary development. 3. Sustained growth after breeding and optimization of economy of feeding. 4. Preparing the heifer for eventual calving or shipment back to the owner. Before discussing feeding programme management it is helpful to examine the growth of the dairy heifer. About 50% of the total gain in height occurs during the ®rst 6 months, 25% from 7 to 12 months, and the remaining 25% during the last 12 months. Feed cost is lowest per unit of gain during the ®rst 6 months and then increases at a decreasing rate during the remaining 18 months. The proportion of body weight to wither height increases linearly and the increase in wither height as a proportion of total height is greatest during the ®rst 6 months. What this emphasizes is that assuring growth during the ®rst 6 months is critical to success in growing the dairy heifer and is where nutrition and management must be optimal. Mistakes during the ®rst 6 months cannot be made up later in the rearing period. Once the heifer is growing well, opportunities for considerable economy of feeding exist. Pro®table heifer management requires labour ef®cient systems and the ability to evaluate dry matter intake and animal performance. A good set of scales for weighing heifers and good records are critical. Weigh tapes may be used but they are less accurate, more labour intensive and more disturbing to heifers.
Managing the Transition Calf Success during this phase is dependent upon good housing and health programmes. We will assume that the calf is consuming adequate amounts of a high-energy calf starter grain prior to weaning.
2417
Traditionally, it is recommended that calves be placed into small groups of four to six in order to allow them to adjust to competiting for feed. However, in an optimal environment, growers have been observed raising newly weaned calves in groups of 20±30 with great success. Under this scenario, ventilation is outstanding, bedded pens are cleaned every 2±3 days and calf starter grain is fed three times daily to keep the feed fresh. Calf starter grains can vary widely, but should be highly palatable and digestible, with nutrient concentrations as shown in Table 2 below. A system using transition pens has proved successful. The ®rst pen houses four to eight calves, with 2.8 m2 per calf, and calves are fed the same starter grain as they had been receiving prior to weaning. Two weeks later, the calves are moved into a larger pen, housing more calves, and are fed the same starter grain but with about 15% chopped alfalfa added to the ration. In the next transition pen, the amount of chopped alfalfa (lucerne) is increased to 20% of the mixture. By the time the calves are moved to the ®nal transition pen they can be switched to a more economical grower concentrate mixture (see Table 3). Workers at North Carolina State University have successfully developed a self-fed calf starter grain utilizing cottonseed hulls to limit intake. Calves are offered the starter from birth until 6 months of age. Cottonseed hulls represent a uniform, consistent source of more slowly digested ®bre that helps limit intake in the older heifers. Critical to the success of the system is maintaining a reliable source of clean cottonseed hulls, keeping the self-feeders clean and providing plenty of water. Nutrient analysis on a dry matter basis is 16% crude protein, 76% total digestible nutrients (TDN), 0.66% calcium and 0.42% phosphorus. Ingredient composition is: 440 kg ground maize, 268 kg cottonseed hulls, 165 kg 48% soya bean meal, 8 kg calcitic limestone, 4.5 kg tricalcium phosphate, 4.5 kg white salt, ionophore and a vitamin trace mineral mixture. Table 2 Desired nutrient levels in a calf starter grain Nutrient Crude protein (% of DM) Fat (% of DM) Total digestible nutrients (% of DM) Metabolizable energy (Mcal kgÿ1 of DM) Calcium (% of DM) Phosphorus (% of DM) Vitamin A (IU kgÿ1) Vitamin D (IU kgÿ1) Vitamin E (IU kgÿ1) DM, dry matter.
Amount recommended 18.0 3.0 80 3.1 0.60 0.40 2200.0 300.0 24.0
2418
REPLACEMENT MANAGEMENT, CATTLE/Growth Diets Table 3 Examples of calf starter grain mixtures Feed
% Total mixture on an as-fed basis
Cracked maize Rolled oats Rolled barley Molasses Soya bean meal Canola meal Limestone Dicalcium sulphate Salt Trace mineral mixa Vitamin E mixb Vitamin A, D and E mixc Additivesd
Grower 1
Grower 2
63.8 9.9 Ð 3.5 20.4 Ð 1.2 0.27 0.18 0.09 0.09 0.07 0.5
53.23 Ð 20.48 2.97 Ð 21.33 1.08 Ð 0.18 0.09 0.09 0.07 0.46
a
Composition: Co 0.01%; Cu 1.0%; Fe 5.0%; I 0.06%; Mn 4.0%; Se 0.03%; Zn 4.0%. Contains 44 000 IU kgÿ1. Composition A 44 000 KIU kgÿ1; D 990 KIU kgÿ1; E 17 600 IU kgÿ1. d Grower grain should contain coccidiostat or other additive as required. From Morrill (1999). b c
Table 4 Average daily grains necessary to achieve suggested 360 kg weight at mating and a postcalving body weight of 570 kg at varying ages Age goal (months)
Average daily gain (kg)
At calving
At mating
Birth±mating
Mating±calving
18 20 22 24
9 11 13 15
1.135 0.953 0.800 0.680
0.884 0.884 0.884 0.884
Assumes 39 kg birth weight, 45.4 kg loss of weight at calving and 280 days gestation.
Managing Growth of the Heifer from Weaning to Mating Once the heifer has been successfully weaned and has transitioned to group housing, control of rearing rate is of primary concern. If 22±24 months is the desired age for ®rst calving, mating should be initiated at 12±13 months. Animals must be of adequate weight in order to accomplish this. Table 4 demonstrates the challenges faced in feeding the heifer prior to mating. It also demonstrates the dif®culty in attaining ages at ®rst calving below 20 months. Based upon these assumptions, it is assumed that rations for the prebreeding heifers should enable an average daily gain (ADG) of 750±900 g. For small-breed heifers, such as Jerseys, ADGs of 450±550 g are recommended. Gains exceeding 900 g dayÿ1 for large breeds and 550 g dayÿ1 for small breeds may increase the risk of problems with mammary development due to deposition of fat, particularly if protein is limiting in the ration.
Forage quality, as de®ned by nutrient content, becomes less important for heifers over 135 kg body weight. Forages must be free of mould and spoilage to ensure adequate ration intake. Fermented feeds and a wide variety of byproduct feeds are readily accepted by heifers and encourage adequate rates of gain. Professional heifer-growers have been especially aggressive in seeking ways to provide nutrients at the lowest possible costs. This strategy requires the grower to think unconventionally when it comes to selecting ration components. Several example rations presented are based upon those used by several large growers in Colorado and Texas and more conventional rations used in heifer feeding trials at Virginia Tech (Table 5). Each ration was evaluated using the Cornell Penn Minor (CPM) programme to determine expected gains based on metabolizable energy (ME) and metabolizable protein (MP). Although ration I was
REPLACEMENT MANAGEMENT, CATTLE/Growth Diets
2419
Table 5 Example rations for growing a 225-kg heifer at an average daily gain of 815 ga Ration
Ic IId IIIe
Ingredient DM (kg)
CP (%)
RUP (% of CP)
TDN (%)
ME (Mcal/lb)
NDF (%)
6.0 5.85 13.6
11.2 17.2 12.0
45.4 29.4 33.9
66 68 67
2.2 2.6 2.4
46.0 35.91 41.3
Cost ($US dayÿ1)b
0.443 0.64 0.63
a
All rations fed as total mixed rations for ad libitum intake Prevailing feed prices as of August 1998. Ground wheat straw 1.45 kg; wet brewers' grain 2.9 kg; carrots 1.8 kg; wet beet pulp 1.8 kg; maize screenings 1.1 kg; alfalfa silage 3.6 kg; including rumensin. d Cotton gin trash 0.73 kg; rolled maize 1.27 kg; distillers' grains 0.454 kg; whole cottonseed 0.363 kg; alfalfa hay 1.0 kg; wheat midds 1.63 kg; cottonseed meal 0.363 kg; sorghum silage 1.27 kg; waste dairy products 1.82 kg. e Maize silage 6.82 kg; soya bean meal 0.454 kg; ground shelled maize 1.6 kg; orchardgrass hay 2.27 kg. CP, crude protein; DM, dry matter; ME, metabolizable energy; NDF, neutral detergent ®bre; RUP, rumen undegradable protein; TDN, total digestible nutrients b c
formulated for 800 g of gain, according to the grower, the CPM model indicated that the ME supplied by the ration should provide a daily gain of only 690 g. In spite of the low crude protein (CP) level, the model predicted suf®cient MP for a daily gain of 1.17 kg. This ration relied heavily on byproducts from vegetable processing, wet brewers' grains and low-cost alfalfa silage, which were of insuf®cient quality for lactating dairy cattle or export. Ration II used an exceptional array of byproduct feeds. Once again, alfalfa was of lower quality, as was the whole cottonseed. Outdated dairy products (ice cream, cottage cheese, yoghurt) were also used in this ration as they became available. In comparison to ration I, ration II contained an abundance of protein of a very degradable nature. Suf®cient ME and MP were present to support daily gains in excess of 1 kg, which supported observations on the feedlot of rapid gains and heavy body condition. Ration III represents the traditional ration fed to dairy heifers in Virginia. MP and ME were present in suf®cient amounts to support daily gains in excess of 900 g. These rations demonstrate the ability of heifers to grow at rates that support early calving at recommended body sizes and at very low ration costs. The greatest limitation involved in the successful use of byproduct feeds comes from personal prejudice and preconceived ideas of what will be successful. Once it has been determined that byproducts contain no harmful substances and that product quality is predictable, many byproducts prove to be economical ingredients for heifer rations. In some areas of the United States, the greatest nutritional asset is the availability of abundant, lowcost land suitable for pastures for dairy heifers. In one successful pasture system, daily feed costs were as low as $US0.56. The greatest challenge of pasture systems lies in the establishment of pastures that
enable maximum grazing throughout the season and provisions for supplementation when pasture nutrients are not available. Depending upon the climate and resources, successful growers utilize a mixture of swards containing cool- and warmseason perennial grasses and legumes. The biggest problem faced by heifer-growers during the periods of varying forage growth is the failure to adjust rations to animal performance because of poor records or, more probably, a reliance on subjective evaluations of animal growth. Surveys of heifer-growers revealed that a majority did not routinely weigh heifers, analyse forages or reformulate rations when apparent forage quality varied. In addition, poor vaccination and deworming programmes, and cold weather, can result in slow growth or no growth at all.
Feeding the Mating-Age and Mated Heifer Growers should not need to increase nutrient levels for the breeding-age heifer, since the animal should already be on a high plane of nutrition promoting an ADG of 750±900 g. Once the heifer is mated, too many managers decrease the intensity of management. As shown earlier, attaining a mating weight of 363 kg at 13 months of age requires an ADG exceeding 800 g. However, attaining the postcalving weight of 570 kg requires heifers to continue to gain 750±900 g dayÿ1. Opportunities to utilize byproduct feeds in total mixed rations continue. These heifers can tolerate variations in gain, and rapid compensatory growth prior to calving is well tolerated, provided that heifers do not become overconditioned.
2420
REPLACEMENT MANAGEMENT, CATTLE/Growth Diets Table 6 Suggested dimensions for post-and-rail feed barriers Age (months)
Weight (kg)
Throat height (cm)a
Neck rail height (cm)
6±8 9±12 13±15 16±24
150±225 225±300 300±355 355±575
35 39.5 43 48
71 76 86 104
a Maximum recommended throat height. If fence line lockups are used later, lower curb height 7.6 cm to allow room for bottom rail of lockup panel and space between bottom rail and curb to prevent feed build-up. From Bickert (1990).
Feeding Management Considerations Grouping heifers is a challenging issue because the solution is a compromise between facilities, labour and nutrient ef®ciency. Heifers should be placed in as many groups as is ef®cient from a labour standpoint. Suggested groupings of heifers after transition include 5±8-month-old, 9±12-month-old, mating age and pregnant heifers. If possible heifers should be grouped by size, within a range of 50 kg. Any signi®cantly older heifers within a group should be noted as they may need to be culled. Suggested dimensions of feeding facilities are shown in Table 6. Linear space is not as critical with heifers due to their lower daily dry matter intake. Factors Influencing Dairy Heifer Growth and Feed Efficiency
A common misconception regarding dairy heifer nutrition is that the nutrient recommendations in use in numerous countries provide suf®cient nutrients to assure the stated rate of gain under a wide variety of environments. It must be remembered that these recommendations are based on the assumption that replacement heifers are clean, dry, fed ad libitum, free of disease and parasites, unmated and raised at moderate temperatures. A survey of Wisconsin dairy herds/found much of the variation in gains could be attributed to environment rather than to feeding programmes. Net energy maintenance requirements were 12±24% higher in autumn/spring and winter than in summer. Failure to adjust for these added nutrient needs could decrease ADG by 90±180 g. A second adjustment is for cold stress. Cold stress occurs at low temperatures when the animal has lost the insulating capacity of its coat due to excess mud or moisture. Temperature also has an in¯uence on dry matter intake, except at extreme temperatures. In heifers, intake does not increase appreciably unless temperatures are less than ÿ10 � C for more than several days.
Likewise, heifers are not as prone to experiencing a meaningful depression in daily dry matter intake during hot weather because heifers delay eating during the day and consume the majority of their ration during the cooler hours of the evening. The type of housing has a strong in¯uence on growth and feed ef®ciency. Heifers housed in welldesigned con®nement systems are not subjected to wind, rain, snow or solar radiation. Nutrient expenditures for exercise are also reduced compared to pasture or more open housing systems. Several studies at Virginia Tech, conducted in a countersloped heifer barn, have demonstrated that housing systems with 4.2 m2 per head results in a feed ef®ciency 10±20% higher than expected according to the National Research Council. This is attributed to lower maintenance costs and less exercise. Similarly, housing can have a dramatic in¯uence on animal performance in heifers changing from con®nement systems to systems that are more extensive. Research at Virginia Tech has shown that, when heifers reared in a countersloped heifer barn with 4.2 m2 per head or less were moved to a pasture system, they lost between 500 and 1000 g dayÿ1 for the ®rst 30 days. This was primarily due to the increased activity of the heifers. This experience has demonstrated the need for transition housing under these circumstances and for substantial increases in energy in the diet. Fortunately the 2001 National Research Council recommendations enable the nutritionist to consider environmental conditions and exercise when estimating nutrient requirements. Although it is seldom mentioned, heifer feeding the question is whether heifer rations should be formulated on the basis of ad libitum intake or limit feeding. Unlike the high-producing dairy cow, the nutrient requirements of the growing heifer can be met at less than the animal's intake capacity. The advantages of balancing rations for ad libitum intake are that less expensive byproducts and high-®bre feeds can be utilized to reduce ration cost. Growers
REPLACEMENT MANAGEMENT, CATTLE/Growth Diets
and producers believe that it also encourages body development, but research has not con®rmed this anecdotal observation. When forage quality is high, rations must be formulated at less than maximum intake or else overfattening will occur. Research in beef feedlots indicates that there are slight advantages in feed ef®ciency but whether this is economically ef®cient depends upon ingredient costs. A signi®cant negative side effect of limit-feeding is that heifers become bored quickly and will readily consume fences if they are constructed of wood. Probably one of the most important components of the heifer-feeding programme is the implementation of a system to weigh and measure heifers on a routine basis. For the lactating herd, the Dairy Herd Improvement programme has provided a valuable decision-making tool for herd management. Similarly, ascertaining heifer weights and heights is essential to successful heifer-growing systems. Scales should be electronic with facilities that enable animals to be weighed easily, with minimum stress to the animal or grower. Such management information is necessary if the grower is to respond in a timely manner to environmental and health-related factors that might impair heifer growth or lead to overfattening. There is no better example of the use of routine bodyweight monitoring than the management system of the New Zealand Grazing Company that contract-raises over 30 000 heifers annually. All heifers are weighed monthly by a technician using electronic scales. Before they leave the farm on weigh day, the grower receives a report, as does the owner of the heifers. This has enabled the New Zealand Grazing Company to guarantee performance of heifers and build a business from fewer than 5000 heifers raised annually in 1988 to nearly 30 000 by 1994. Feeding programmes for heifers must ®rst achieve the ultimate goal of providing an animal capable of expressing her genetic potential at a reasonable age. Current research indicates that, for Holsteins, this is somewhere between 22 and 24 months of age and at a bodyweight of 550±600 kg after calving. Future research may yield ways in which age at calving can be reduced without signi®cant risk to mammary development. At present, average ages of below 22 months at ®rst calving are not advisable for all farms. The second requirement for success involves aggressively seeking out low-cost ingredients that will enable the attainment of growth goals. Pro®table heifer-growing operations thrive in locations adjacent to sources of byproducts or low-cost pasture, which will enable economical feeding programmes. The third requirement for success involves monitoring bodyweights of the growing heifers.
2421
Facilities for weighing and measuring animals must be incorporated into heifer management system.
Summary Heifer-feeding management requires a different approach than feeding cows. Heifer performance is not monitored well enough and the effects of management decisions on the heifer's ability to lactate are uncertain. 1. The importance of forage quality declines in importance as the heifer ages. There are signi®cant opportunities for economizing for growers willing to consider unusual byproduct feeds and forages of insuf®cient quality to use in the lactating herd rations. 2. Transition to group housing requires welldesigned facilities that permit easy accommodation of outliers from the average. 3. Control of the rate of gain from weaning to onset of puberty is critical. Too much energy and too rapid a rate of gain enhance the onset of puberty, but at the risk of impaired mammary development. Increasing protein avoids overfattening to a point but still may not result in normal udder growth. Too little energy and protein or poor environmental conditions reduce gains and delay breeding and calving, resulting in signi®cant increases in rearing costs. 4. Mated heifers offer signi®cant opportunities to economize in feeding because the nutrient density of rations is more moderate. 5. Feeding systems should be labour ef®cient and should enable monitoring of heifer growth and intake and documentation of rearing expenses. See also: Body Condition: Measurement Techniques and Data Processing; Effects on Health, Milk Production and Reproduction. Ration Formulation: Systems Describing Nutritional Requirements of Dairy Cattle. Replacement Management, Cattle: Growth Standards and Nutrient Requirements; Preruminant Diets and Weaning Practices; Health Management; Breeding Standards and Pregnancy Management. Stress, Cold, in Dairy Cattle: Effect on Nutritional Requirements, Health and Performance.
Further Reading Bethard GL, James RE and McGilliard ML (1997) Effect of rumen-undegradable protein and energy on growth and feed ef®ciency of growing Holstein heifers. Journal of Dairy Science 80: 2149.
2422
REPLACEMENT MANAGEMENT, CATTLE/Health Management
Bickert WG (1990) Feed manger and barrier design. In: Dairy Feeding Systems. Ithaca: Natural Resource, Agriculture and Engineering Service. Cady RA and Smith TR (1996) Economics of heifer raising programs. In: Calves, Heifers and Dairy Pro®tability. Ithaca: Natural Resource, Agriculture and Engineering Service. Hoffman PC (1999) Protein requirements of dairy replacement heifers. Proceedings of Western Dairy Management Conference, 8±10 April, Las Vegas, pp. 55±61. Hoffman PC, Brehm NM, Howard WT and Funk DA (1994) The in¯uence of nutrition and environment on growth of Holstein replacement heifers in commercial dairy herds. Professional Animal Scientist 10: 59. Kerz AF, Barton BA and Reutzel LF (1998) Relative ef®ciencies of wither height and body weight increase from birth until ®rst calving in Holstein cattle. Journal of Dairy Science 81: 1479±1482. Morrill JL (1999) Managing the calf from weaning through four months of age. Proceedings of the 3rd Professional Dairy Heifer Growers Association 26±28 March, Minneapolis, pp. 23±30. National Research Council (2001) Nutrient Requirements of Dairy Cattle, 7th edn. Washington, DC: National Academy Press. Quigley JD III, James RE and McGilliard ML (1986) Dry matter intake in dairy heifers. 1. Factors affecting intake of heifers under intensive management. Journal of Dairy Science 69: 2855±2862. Randle RF Harden DK and Zulovich JM (1998) The Missouri system of dairy heifer production. Proceedings of the 4th International Dairy Housing Conference, 28±30 January, St Louis, pp. 266±274. Wickham IW (1997) Marketing a custom heifer business. Proceedings of the 1st Professional Dairy Heifer Growers Association Conference, 10±12 April, Atlanta, pp. 13±22.
Health Management S T Franklin and J A Jackson, University of Kentucky, Lexington, KY, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Replacements are the future of the dairy industry. Focusing on improving health management of replacements will yield tremendous returns through
decreased losses of animals with the greatest genetic potential on the dairy, decreased costs of medication, improved growth rates, improved feed ef®ciency and earlier entry into the milking herd.
Precalving and Calving Management Health management of dairy replacements begins before the replacements are born. Several factors, such as nutrition of lactating and dry cows, vaccinations of lactating and dry cows, length of dry periods, cleanliness of the calving environment and disease status of the dams, will ultimately affect disease resistance and health of replacements. It is important to note, however, that cows that are overfed tend to have dif®culty calving because of being excessively overconditioned. Cows that are underfed, which results in mineral or vitamin de®ciencies or lack of body condition, may produce inferior and lowvolume colostrum. They also may experience dif®culty calving. Protein de®ciency in cows during the dry period may lead to low birth weights, low metabolic rates and poor vigour of calves, resulting in poor survivability. Some research also indicates that inadequate protein and energy nutrition of the dam results in poor absorption of immunoglobulins from colostrum by the calf. Cows that lose condition during the dry period are also at greater risk of experiencing calving dif®culty. Calves that experience dif®cult births require more time before being able to stand, experience an increase in the time to voluntary suckling and have a decreased ability to absorb immunoglobulins. All these problems result in decreased transfer of passive immunity from the dam to the calf and increased risk of disease in calves. As the degree of calving dif®culty increases, the risk of mortality for calves increases. Proper nutrition of dairy cows during lactation and the dry period will help decrease disease risks for replacements. Vaccinations of the dams will also impact disease resistance of dairy replacements. Proper vaccination of the dairy herd will increase the concentration of antibodies (immunoglobulins speci®c for diseases) in colostrum. Dams may be vaccinated during the dry period against pathogens that are common causes of diarrhoea in calves, such as Escherichia coli, rotavirus and coronavirus. Vaccination of the dams increases the concentration of antibodies against these pathogens in colostrum, thus providing increased protection for calves, resulting in decreased incidence or duration of diarrhoea. Vaccination of the dams during the dry period is more effective for prevention of disease in calves than vaccination of calves at an early age. The immune system of neonatal calves is
2422
REPLACEMENT MANAGEMENT, CATTLE/Health Management
Bickert WG (1990) Feed manger and barrier design. In: Dairy Feeding Systems. Ithaca: Natural Resource, Agriculture and Engineering Service. Cady RA and Smith TR (1996) Economics of heifer raising programs. In: Calves, Heifers and Dairy Pro®tability. Ithaca: Natural Resource, Agriculture and Engineering Service. Hoffman PC (1999) Protein requirements of dairy replacement heifers. Proceedings of Western Dairy Management Conference, 8±10 April, Las Vegas, pp. 55±61. Hoffman PC, Brehm NM, Howard WT and Funk DA (1994) The in¯uence of nutrition and environment on growth of Holstein replacement heifers in commercial dairy herds. Professional Animal Scientist 10: 59. Kerz AF, Barton BA and Reutzel LF (1998) Relative ef®ciencies of wither height and body weight increase from birth until ®rst calving in Holstein cattle. Journal of Dairy Science 81: 1479±1482. Morrill JL (1999) Managing the calf from weaning through four months of age. Proceedings of the 3rd Professional Dairy Heifer Growers Association 26±28 March, Minneapolis, pp. 23±30. National Research Council (2001) Nutrient Requirements of Dairy Cattle, 7th edn. Washington, DC: National Academy Press. Quigley JD III, James RE and McGilliard ML (1986) Dry matter intake in dairy heifers. 1. Factors affecting intake of heifers under intensive management. Journal of Dairy Science 69: 2855±2862. Randle RF Harden DK and Zulovich JM (1998) The Missouri system of dairy heifer production. Proceedings of the 4th International Dairy Housing Conference, 28±30 January, St Louis, pp. 266±274. Wickham IW (1997) Marketing a custom heifer business. Proceedings of the 1st Professional Dairy Heifer Growers Association Conference, 10±12 April, Atlanta, pp. 13±22.
Health Management S T Franklin and J A Jackson, University of Kentucky, Lexington, KY, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Replacements are the future of the dairy industry. Focusing on improving health management of replacements will yield tremendous returns through
decreased losses of animals with the greatest genetic potential on the dairy, decreased costs of medication, improved growth rates, improved feed ef®ciency and earlier entry into the milking herd.
Precalving and Calving Management Health management of dairy replacements begins before the replacements are born. Several factors, such as nutrition of lactating and dry cows, vaccinations of lactating and dry cows, length of dry periods, cleanliness of the calving environment and disease status of the dams, will ultimately affect disease resistance and health of replacements. It is important to note, however, that cows that are overfed tend to have dif®culty calving because of being excessively overconditioned. Cows that are underfed, which results in mineral or vitamin de®ciencies or lack of body condition, may produce inferior and lowvolume colostrum. They also may experience dif®culty calving. Protein de®ciency in cows during the dry period may lead to low birth weights, low metabolic rates and poor vigour of calves, resulting in poor survivability. Some research also indicates that inadequate protein and energy nutrition of the dam results in poor absorption of immunoglobulins from colostrum by the calf. Cows that lose condition during the dry period are also at greater risk of experiencing calving dif®culty. Calves that experience dif®cult births require more time before being able to stand, experience an increase in the time to voluntary suckling and have a decreased ability to absorb immunoglobulins. All these problems result in decreased transfer of passive immunity from the dam to the calf and increased risk of disease in calves. As the degree of calving dif®culty increases, the risk of mortality for calves increases. Proper nutrition of dairy cows during lactation and the dry period will help decrease disease risks for replacements. Vaccinations of the dams will also impact disease resistance of dairy replacements. Proper vaccination of the dairy herd will increase the concentration of antibodies (immunoglobulins speci®c for diseases) in colostrum. Dams may be vaccinated during the dry period against pathogens that are common causes of diarrhoea in calves, such as Escherichia coli, rotavirus and coronavirus. Vaccination of the dams increases the concentration of antibodies against these pathogens in colostrum, thus providing increased protection for calves, resulting in decreased incidence or duration of diarrhoea. Vaccination of the dams during the dry period is more effective for prevention of disease in calves than vaccination of calves at an early age. The immune system of neonatal calves is
REPLACEMENT MANAGEMENT, CATTLE/Health Management
unable to respond quickly to a vaccination or an infection because the immune system of the newborn is immature at birth. Both numbers and effectiveness of antibody-producing cells are lower in calves at birth than in adult cattle. Therefore, it is important for calves to obtain antibodies against common diseases of calves by consumption of colostrum rather than from an attempt to vaccinate calves at an early age. Vaccination of the dams against pneumonia may also help to decrease the incidence or severity of this disease in replacements. Another important factor that may affect the health of replacements is the length of the dry period of the dam. A dry period that is too short, i.e. less than 6 weeks, may not provide enough time for involution of the mammary gland and preparation for the next lactation. Cows with shortened dry periods produce small quantities of colostrum that may also have low concentrations of immunoglobulins. It is important for health of replacements, therefore, that cows have at least a 6-week dry period for production of highquality colostrum. Management of the calving environment has a tremendous impact on the health of replacements. It is important for calves to be born in a clean, dry environment. Wet, sloppy stalls provide a perfect environment for growth of bacteria. Calving on a grass lot may be the best alternative when the climate is dry and mild. If a maternity barn is used, it is important to clean stalls thoroughly between calvings to prevent transfer of disease. Maternity stalls should only be used for calving and never for housing sick cows. Maternity pens and sick pens should be kept in separate facilities in order to prevent transfer of disease to highly vulnerable neonates and periparturient dairy cows. It is also important for the cows to be as clean as possible at calving in order to prevent calves from contracting disease organisms when suckling or attempting to suckle their dams. Preferably, calves should be separated from dams prior to suckling in order to prevent the calf from ingesting pathogens present on the legs, belly, ¯anks or udder of the cow as the calf attempts to nurse. Separating the calf from the dam and feeding colostrum by bottle also ensures adequate intake of colostrum for transfer of passive immunity from the dam. Finally, it is important to know the disease status of cows prior to calving. Diseases such as Johne's disease, bovine viral diarrhoea (BVD), and bovine leucosis virus (BLV) may be passed in utero or through colostrum. Calves should only be fed colostrum from cows known to be free of these diseases. It is important, therefore, to maintain a supply of frozen, high-quality colostrum from cows free of such diseases.
2423
Care of Young Calves The importance for baby calves of adequate consumption of immunoglobulins from colostrum has been reviewed elsewhere (see Replacement Management, Cattle: Preruminant Diets and Weaning Practices). Mortality resulting from lack of consumption of adequate amounts of immunoglobulins is commonly greater than 35% and has been reported to be as high as 60%. Others have indicated a 74-fold increased risk of mortality when calves do not consume colostrum. Along with economic losses from high mortality rates as a result of lack of colostrum consumption, there are also increased costs associated with increased medication and poor feed ef®ciency. Transfer of passive immunity (absorption of immunoglobulins from colostrum) can be determined using commercial kits that measure immunoglobulins in the blood. For adequate protection of calves, blood immunoglobulin concentrations should be at least 10 mg mlÿ1. Serum protein concentrations in calves are also highly correlated with the concentration of immunoglobulins in blood and can be used to determine adequate transfer of passive immunity. A hand-held refractometer can be used to measure serum protein; levels greater than 5.0 g 100 mlÿ1 by 24 h of age indicate adequate consumption of colostrum. The use of colostrum substitutes and replacers may help improve disease resistance in calves when high-quality colostrum is not available. The most prevalent health problem of calves on most farms in the United States is diarrhoea. Organisms such as Cryptosporidium parvum, rotavirus and coronavirus that cause diarrhoea will not respond to antibiotic treatment. For cryptosporidiosis, the only means of prevention is sanitation, which includes controlling ¯ies. For rotavirus and coronavirus, the most effective prevention is vaccination of the dam to increase antibodies in the colostrum against these organisms. Other organisms, such as E. coli and Salmonella sp., may be resistant to many of the commonly used antibiotics. Producers often give antibiotics to calves during episodes of diarrhoea in order to prevent secondary infections; however, this practice often does more damage than good, killing bene®cial gut micro¯ora and damaging the gut lining. The ®rst step in caring for calves with diarrhoea is to provide ¯uids for hydration and electrolytes for mineral loss, while continuing to provide milk for protein and energy. An electrolyte solution can be fed from 20 min to 2 h after each feeding of milk or milk replacer until faeces return to normal. Secondly, the organism causing diarrhoea should be identi®ed to determine whether antibiotic treatment is needed.
2424
REPLACEMENT MANAGEMENT, CATTLE/Health Management
Pneumonia is the second most prevalent health problem of replacements, especially for replacements raised indoors. Research has shown that calves raised in individual hutches (plastic, ®breglass or wooden structures providing individual housing) perform very well and have fewer health problems, especially pneumonia, than calves raised in closed buildings. Open-front housing for older heifers should also help prevent pneumonia. Adequate, draught-free ventilation is important for prevention of pneumonia. Hutches, pastures and open-front housing for replacements provide optimal ventilation. In addition, hutches can be moved from location to location, giving producers the opportunity easily to remove old bedding and to break disease cycles. No matter what type of housing is used for replacements, cleanliness, dry bedding and adequate ventilation are essential to decrease incidence of disease. Another important factor for controlling disease in replacements is grouping of heifers. Most producers in the United States house young calves individually. In other areas, housing calves in groups and using mob-feeders is an ef®cient method of rearing calves during the liquid feeding phase. After weaning, calves should be housed in small groups of 10 or fewer until they have successfully made the transition from liquid feed to dry feed and the transition from individual housing to competing for food. Additionally, by housing in small groups (rather than mixing large groups of animals at one time), producers can limit the exposure of calves to disease organisms and match calves more closely by size. As calves age, they can be housed in increasingly larger groups; however, animals should be grouped so there is not more than 50 kg difference in size of animals up to 6 months and not more than 90 kg difference in size for older animals.
Biosecurity All dairy producers must actively institute biosecurity measures to prevent introduction of disease into the herd and to minimize spread of disease within the herd. For replacements, it is extremely important to prevent exposure of younger animals to older animals that may have Johne's disease. Exposure is not limited merely to animal-to-animal contact, but also includes articles of transmission, such as manure on hands, clothing and boots of workers, manure from older animals on equipment for feeding and handling replacements, or water that has been contaminated by older animals. In addition, ¯ies can transfer diseases from older to younger animals. Producers must determine whether to have a closed herd or to allow
introduction of new animals to the farm. If new animals are brought to a farm, the producer should work closely with a veterinary surgeon to determine which vaccinations animals should receive prior to coming to the farm. Once new animals arrive on the farm, or animals return to the farm from contractgrowers or exhibitions, they should be quarantined for at least 30 days. This will allow time to determine if the new animals are likely to become ill and to allow the new animals to be exposed more slowly to any disease organisms currently on the farm. Other potential sources of disease entry into replacements are visitors, vehicles removing dead animals, feed-delivery vehicles, wild and domestic animals, and birds. Within the herd of replacements, diseases can be transferred by using needles on more than one animal or using the same glove to palpate more than one animal. Producers must identify potential sources for transfer of disease-causing organisms within the herd and from outside the herd and institute a management plan to control them.
Digestive Disorders Digestive disorders can occur in dairy replacements, resulting in problems such as acidosis and overeating diarrhoea. Overeating diarrhoea is found in replacements during the liquid feeding phase and may be prevalent in systems using accelerated feeding programmes. This form of diarrhoea can be treated by decreasing the amount of dry matter offered to calves in the liquid diet until the consistency of the faeces returns to normal. Care should be taken to determine whether increased ¯uidity of the faeces is caused by overeating or by disease organisms. If caused by disease organisms, treatment should include administration of an electrolyte solution and may require use of antibiotics. Acidosis can occur in replacements if they consume large amounts of grains. Forages comprise the basis for diets for replacements after 3 months of age. Animals that gain access to ®elds of maize or bags of feed by accident will often suffer acidosis leading to laminitis (founder) or even death. Animals that are affected will generally have severe diarrhoea. They can be treated by withholding grain until faeces return to normal, followed by gradual reintroduction of grain into the diet.
Internal Parasites Several types of internal parasites are found in dairy replacements. Perhaps the most common problem is coccidiosis. Coccidiosis causes diarrhoea, which may
REPLACEMENT MANAGEMENT, CATTLE/Health Management
be severe, resulting in weight loss, dehydration and anaemia. Animals can be treated with a coccidiostat, such as amprolium, for severe coccidiosis. Coccidiostats such as decoquinate or lasalocid may be included in grain rations or even in milk replacers to help control coccidiosis. Another common internal parasite of calves is Cryptosporidium parvum. This organism causes diarrhoea in young calves at 7±10 days of age that lasts approximately a week. There are no cures for cryptosporidiosis and no means of prevention other than sanitation to decrease the pathogen load. Treatment involves electrolyte solutions along with continued milk feeding. Replacement animals are very vulnerable to internal parasites (especially worms) during their ®rst grazing season. Deworming of heifers yields economic returns in growth rates and feed ef®ciency. Producers should consult their veterinary surgeon to determine the most effective method of treating internal parasites both to decrease the parasite load in the animals and to prevent shedding of eggs onto pastures. Depending on geographical location, different deworming strategies are needed to control internal parasite populations. Producers should be aware that cold temperatures cause larvae to undergo arrest, even when ingested into the host. During this arrested stage, the larvae are resistant to most deworming agents.
External Parasites Many external parasites, including various species of ¯ies, affect health and growth of replacements. Several species of blood-sucking ¯ies affect replacements. Horn-¯ies can be a major problem for cattle. They can cause substantial blood loss, transmit diseases including mastitis to replacements and decrease growth rates. Use of forced back rubs is probably the most effective method of decreasing populations of horn-¯ies. Additionally, removal of manure, which is the major breeding habitat for horn-¯ies, helps decrease populations. Another type of ¯y, the stable¯y, breeds in wet feed. Severe infestations of stable¯ies can cause up to a 50% decrease in milk production. Counts of 25 ¯ies per animal cause economically important losses in milk production and growth. Removal of waste feed from under feed troughs and other areas to decrease breeding areas is the most important mechanism for control. Horse¯ies and deer-¯ies are also blood-sucking ¯ies and may be responsible for spread of several diseases but are impractical to control. Common house-¯ies are not blood-sucking insects but feed on muzzles, eyes and open wounds. They can
2425
be contaminated with more than 30 viruses and 175 bacteria, as well as other disease-causing organisms. The main form of control for common house-¯ies is sanitation and removal of breeding material because many house-¯ies are resistant to insecticide sprays. Cattle grubs are another parasite common in North America. The main damage to cattle is caused by the migration of the grubs through host tissues and production of cysts on the animals' backs. Growth rates can be adversely affected with infestations of cattle grubs. Appropriate insecticide treatment will kill grubs; however, care must be taken not to administer insecticides when large numbers of grubs may have accumulated in the spinal canal. Killing of large numbers of grubs at once can lead to anaphylaxis in cattle. Other external parasites that may affect dairy cattle include ¯eas, lice, ticks and mites. Itchiness and formation of scabs should be examined by a veterinary surgeon who can prescribe appropriate forms of treatment.
Vaccinations Many disease occurrences can be prevented or at least minimized by appropriate vaccination programmes. The programme that is appropriate, however, will vary from region to region, and even farm to farm. Establishment of a vaccination programme requires knowledge of diseases prevalent in the area, history of diseases on the farm, history of diseases in the herd, vaccinations used previously in the herd and an assessment of the risk of contracting economically important diseases based on management of the herd (open or closed). Producers should, therefore, consult their veterinary surgeon to develop a vaccination programme appropriate for their animals, management and location. Timing of vaccinations is important for replacement animals. If the colostrum consumed by the calf contained antibodies against the disease organism present in the vaccine, the vaccine will not generate a suf®cient immune response in the replacement animal. Maternal antibodies obtained from colostrum may be present up to 6 months of age, preventing an adequate response to vaccinations. It may be bene®cial to wait until 6 months of age or greater for many initial vaccinations in calves in order to avoid interference from maternal antibodies. Additionally, many vaccines are not effective in neonatal calves because their immune system is not suf®ciently developed to generate a protective response. Common mistakes made in vaccination programmes are lack of booster vaccinations at the appropriate time and lack of frequent vaccinations. If the vaccination protocol calls for an initial
2426
REPLACEMENT MANAGEMENT, CATTLE/Breeding Standards and Pregnancy Management
vaccination followed by a booster vaccination within 2 to 3 weeks, maximum protection will not be achieved without the booster vaccination. Essentially, the money spent for the ®rst injection is wasted. The second problem, lack of frequent vaccinations, is seen especially with leptospiral vaccines. Leptospiral vaccines should be administered every 6 months to achieve adequate protection. It is also important for heifers to start receiving leptospiral vaccinations at 6 months of age so that they have received two vaccinations by the time they are used for breeding.
Conclusions Health management of replacements requires attention to many different areas, ranging from nutrition and management of late lactation and dry cows to vaccinations of replacements. Health management of replacements is an area that is often overlooked because producers do not see an immediate return on their efforts and prefer to spend their time improving management of the milking herd. For health management of replacements, however, the old saying that ``an ounce of prevention is worth a pound of cure'' really holds true. See also: Body Condition: Effects on Health, Milk Production and Reproduction. Colostrum. Diseases of Dairy Animals, Infectious: Leptospirosis; Johne's Disease. Diseases of Dairy Animals, Non-Infectious: Acidosis/laminitis. Ration Formulation: Dry Period and Transition Rations in Cattle; Lactation Rations in Cattle. Replacement Management, Cattle: Preruminant Diets and Weaning Practices; Growth Diets.
Further Reading Bovine Alliance on Management and Nutrition (2000a) An Introduction to Infectious Disease Control on Farms: Biosecurity. Arlington: American Feed Ingredients Association. Bovine Alliance on Management and Nutrition (2000b) Biosecurity on Dairies. Arlington: American Feed Ingredients Association. Bovine Alliance on Management and Nutrition (2001) Biosecurity of Dairy Farm Feedstuffs. Arlington: American Feed Ingredients Association. Butler JF (1992) External parasite control. In: Van Horn HH and Wilcox CJ (eds.) Large Dairy Herd Management, pp. 568±584. Champaign: American Dairy Science Association. Courtney CH (1992) Internal parasites of dairy cattle. In: Van Horn HH and Wilcox CJ (eds.) Large Dairy Herd Management, pp. 564±567. Champaign: American Dairy Science Association. Hjerpe CA (1992) Vaccines and vaccination programs. In: Van Horn HH and Wilcox CJ (eds.) Large Dairy Herd
Management, pp. 538±555. Champaign: American Dairy Science Association. Quigley JD III and Drewry JJ (1998) Nutrient and immunity transfer from cow to calf pre- and postcalving. Journal of Dairy Science 81: 2779±2790.
Breeding Standards and Pregnancy Management J S Stevenson, Kansas State University, Manhattan, KS, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Replacement heifers represent the future of the dairy herd. Herd turnover occurs about every 3 to 4 years. Or, in other words, this rate of turnover translates into an annual culling rate of 25±33% necessitating a supply of herd replacements in the form of heifers. These rather high culling rates produce a signi®cant drain on income because the dairy producer loses in milk income (the cull generally produces more milk than her younger replacement), funds expended to purchase the replacement, and also may lose on the value of the calf born to the replacement depending on its genetic merit. In other words, the cost of a replacement heifer equals her purchase cost or value (if raised on the farm) plus the losses in milk yield (difference in the greater value of the milk from the cow and her replacement for what would be the remainder of the cull cow's lactation) minus the recovery value of the cull (sale price of a cull). As a result, the recovery value of the cull when sold is only about one-third to one-half the cost of purchasing her replacement. The time-sensitive nature of establishing pregnancy in dairy heifers dictates that excellent management inputs are required including the use of various hormones to manipulate the oestrus cycle to achieve pregnancy.
Value of Replacements Rearing and mating of replacement heifers is a critical step in the survival of the dairy farm because it represents 15±20% of total farm costs. Age at ®rst calving is the single most important variable in¯uencing the costs of raising heifers. Age at ®rst calving
2426
REPLACEMENT MANAGEMENT, CATTLE/Breeding Standards and Pregnancy Management
vaccination followed by a booster vaccination within 2 to 3 weeks, maximum protection will not be achieved without the booster vaccination. Essentially, the money spent for the ®rst injection is wasted. The second problem, lack of frequent vaccinations, is seen especially with leptospiral vaccines. Leptospiral vaccines should be administered every 6 months to achieve adequate protection. It is also important for heifers to start receiving leptospiral vaccinations at 6 months of age so that they have received two vaccinations by the time they are used for breeding.
Conclusions Health management of replacements requires attention to many different areas, ranging from nutrition and management of late lactation and dry cows to vaccinations of replacements. Health management of replacements is an area that is often overlooked because producers do not see an immediate return on their efforts and prefer to spend their time improving management of the milking herd. For health management of replacements, however, the old saying that ``an ounce of prevention is worth a pound of cure'' really holds true. See also: Body Condition: Effects on Health, Milk Production and Reproduction. Colostrum. Diseases of Dairy Animals, Infectious: Leptospirosis; Johne's Disease. Diseases of Dairy Animals, Non-Infectious: Acidosis/laminitis. Ration Formulation: Dry Period and Transition Rations in Cattle; Lactation Rations in Cattle. Replacement Management, Cattle: Preruminant Diets and Weaning Practices; Growth Diets.
Further Reading Bovine Alliance on Management and Nutrition (2000a) An Introduction to Infectious Disease Control on Farms: Biosecurity. Arlington: American Feed Ingredients Association. Bovine Alliance on Management and Nutrition (2000b) Biosecurity on Dairies. Arlington: American Feed Ingredients Association. Bovine Alliance on Management and Nutrition (2001) Biosecurity of Dairy Farm Feedstuffs. Arlington: American Feed Ingredients Association. Butler JF (1992) External parasite control. In: Van Horn HH and Wilcox CJ (eds.) Large Dairy Herd Management, pp. 568±584. Champaign: American Dairy Science Association. Courtney CH (1992) Internal parasites of dairy cattle. In: Van Horn HH and Wilcox CJ (eds.) Large Dairy Herd Management, pp. 564±567. Champaign: American Dairy Science Association. Hjerpe CA (1992) Vaccines and vaccination programs. In: Van Horn HH and Wilcox CJ (eds.) Large Dairy Herd
Management, pp. 538±555. Champaign: American Dairy Science Association. Quigley JD III and Drewry JJ (1998) Nutrient and immunity transfer from cow to calf pre- and postcalving. Journal of Dairy Science 81: 2779±2790.
Breeding Standards and Pregnancy Management J S Stevenson, Kansas State University, Manhattan, KS, USA Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Replacement heifers represent the future of the dairy herd. Herd turnover occurs about every 3 to 4 years. Or, in other words, this rate of turnover translates into an annual culling rate of 25±33% necessitating a supply of herd replacements in the form of heifers. These rather high culling rates produce a signi®cant drain on income because the dairy producer loses in milk income (the cull generally produces more milk than her younger replacement), funds expended to purchase the replacement, and also may lose on the value of the calf born to the replacement depending on its genetic merit. In other words, the cost of a replacement heifer equals her purchase cost or value (if raised on the farm) plus the losses in milk yield (difference in the greater value of the milk from the cow and her replacement for what would be the remainder of the cull cow's lactation) minus the recovery value of the cull (sale price of a cull). As a result, the recovery value of the cull when sold is only about one-third to one-half the cost of purchasing her replacement. The time-sensitive nature of establishing pregnancy in dairy heifers dictates that excellent management inputs are required including the use of various hormones to manipulate the oestrus cycle to achieve pregnancy.
Value of Replacements Rearing and mating of replacement heifers is a critical step in the survival of the dairy farm because it represents 15±20% of total farm costs. Age at ®rst calving is the single most important variable in¯uencing the costs of raising heifers. Age at ®rst calving
REPLACEMENT MANAGEMENT, CATTLE/Breeding Standards and Pregnancy Management
could be de®ned as total days on feed since birth and is a function of the rate at which mating weight (age) and conception is achieved. Once pregnancy is established, total days on feed become ®xed. Costs associated with age at ®rst calving include feed, labour, housing, interest on investment, mating and veterinary health, and death loss. To reduce the costs associated with rearing heifers, one must reduce age at ®rst calving or reduce feed costs because they represent approximately 60% of total rearing costs. Reducing age at ®rst calving is more easily achieved because ®nding signi®cant savings on low-cost feeds is unlikely given their lack of universal availability to most producers. In a recent survey, the average cost to raise a home-grown heifer was just US$100 more than if the heifer was raised on a custom heiferrearing operation.
Age at First Calving The age at ®rst calving is recommended to be at or about 24 months of age. Both lifetime yield and pro®tability data support this age at ®rst calving. However, an evaluation of 6 million US dairy cow records from 1960 to 1982 found no appreciable change in calving age for any of six dairy breeds. Mean ages (months) at ®rst calving for 1960 and 1982 were: Ayrshire, 28.4, 28.6; Brown Swiss, 28.2, 27.8; Guernsey, 27.6, 27.4; Holstein, 27.3, 27.8; Dairy Shorthorn, 27.7, 27.8; and Jersey, 26.0, 25.9 months. Age at puberty is generally not considered to be a limiting factor in age at ®rst conception and thus age at ®rst calving. Most dairy breeds achieve puberty by 11±12 months of age or sooner as long as they are fed according to National Research Council (NRC) standards for energy, protein, ®bre, minerals and vitamins. The NRC recommendations are an accepted minimum standard. Research based on the former 1989 standards showed that when all nutrient requirements were increased by 15%, heifers grew more adequately and produced more milk in their lifetime than those fed at the NRC standard rates. Age, but not body weight, at puberty was reduced by 3 weeks in those fed at the 115% standard. Most studies conclude that optimal age at calving to maximize lifetime performance is 23 months, whereas optimal pro®t was achieved at ®rst calving ages of 25 months. Attempts to reduce age at ®rst calving should avoid having heifers calving at less than 22 months of age. Heifers calving at younger ages ( 0.95) may help to keep these deviations at a justi®able level. With the concentric cylinder system, a wide variety of ¯uids may be measured. For ¯uids with low viscosity, special double-gap systems are available. One of the most important systems is the cone-andplate device, consisting of a ¯at plate and a cone with an angle usually ranging between 1� and 5� ; in many cases, the cone tip is truncated thus giving a working distance between plate and truncated cone of approximately 25 and 150 mm. Shear rate is proportional to angular velocity and indirect proportional to the cone angle, and the stress is a function of the torque and the radius of the system. One of the main advantages of the device is the shear rate distribution, which is uniform throughout the entire system; therefore, this device should be used whenever possible. Additionally, only a small volume (5. Whereas shear rate depends on angular velocity, radius and gap, the stress is proportional to the torque and inversely proportional to r3. Hence shear rate distribution is not uniform between the plates but reaches a maximum at the circumference; correction procedures for non-Newtonian materials are recommended. As long as the instruments are stiff enough, parallel plate systems as well as cone-andplate systems may also be used for determination of normal stress differences, which are relevant in the analysis of viscoelastic systems. Classification of Instruments
There are different types of rotational viscometers available on the market, which can be classi®ed with respect to (1) mode of operation and (2) geometrical design. In strain-controlled instruments, a rotary motion is applied by a motor, and angular velocity, which determines the shear rate, is directly related to rotary speed. In Couette-type viscometers, the resulting torque is measured on the counterpart of the rotating tool, i.e. at the bob in case of a rotating cup, or at the cone in case of a rotating plate. In Searle-type
RHEOLOGY OF MILK AND DAIRY PRODUCTS/Instrumentation
viscometers the torque is measured on the rotating tool which is usually the bob, the cone or the upper plate. The design of Searle viscometers is more simple with respect to construction of the drive, and it is also easier to achieve an appropriate temperature control of the outer, static part of the device. However, as compared to Couette systems, Searle viscometers show the disadvantage of presumable Taylor vortices in the annular gap, which may arise at higher rotational speeds. Additionally, acceleration forces contribute to the torque at the beginning of the rotation of the moving part. Usually, viscometers for standard purposes and routine control are of the Searle type, whereas the Couette principle is used in high-end viscometers for research and development. In stress-controlled rheometers, which are usually of Searle type, a particular torque is applied to the moving part of the geometry. By using device dimensions this torque corresponds to a particular stress, which causes a reaction of the ¯uid to be tested. Any de¯ection of the moving tool is then measured as a function of time thus giving angular velocity as primary output, which can be transferred easily into shear rate coordinates. Most of the instruments available commercially are stress-controlled viscometers, simply because they are less expensive than comparable strain-controlled instruments. As applications vary largely, it is hardly possible to provide any speci®c advice for using either stress- or strain-controlled viscometers. As samples are not forced to move below a critical value of the applied stress, stress-controlled instruments may be of advantage in applications where it is important to measure a yield value or related properties. On the other hand, strain-controlled instruments have some advantages, especially in applications where it is essential to have torque or stress responses at exactly de®ned shear rates.
(Figure 3). With high-end instruments available nowadays, it is possible to cover crosshead speeds ranging from a minimum of 0.1 mm minÿ1 up to a maximum of 2500 mm minÿ1 or even more. Frames with different nominal capacities and, for each con®guration, transducers with different maximum loads are available, therefore these instruments may be adjusted to a wide range of products. Universal testing machines show the advantage of being versatile, and a number of different test devices may be attached to the instruments. Some of these devices, which are mainly used for one-point measurements, will be discussed below. For a more sophisticated assessment of mechanical and fracture properties of solid foods, tests may be con®gured for compression, tension, or three-point bending. Whereas tension and bending tests represent the state-of-the-art in materials testing, some limitations have to be considered when referring to food materials. In bending and tension, fracture usually starts at the outside of the sample, which also gives the possibility of distinguishing between crack initiation and fracture propagation. Additionally, notching may be used to control fracture, and to calculate the speci®c energy involved in fracturing. However, several problems may occur during preparation of samples and during ®xing to the test geometries. Bending tests are not suitable for soft materials and for foods that deform strongly, because there are no valid calculations for stress and strain. Relatively large samples are needed for bending, which increases the possibility of inhomogeneity. Although large strains can be applied in tensile testing, it may be quite dif®cult to attach samples to the test ®xtures by avoiding slipping or effects of the grips on 1
2
Mechanical Measurements Mechanical measurements are frequently used to determine rheological or texture properties of food materials, which appear in a solid or semi-solid state. Basically, instrumentation covers so-called universal testing machines, which were developed for the nonfood industries and, in some cases, adopted to ful®l speci®c requirements necessary for the evaluation of food materials. Generally, universal testing machines consist of three important elements: a stable frame which carries a moving crosshead and tools to attach speci®c test ®xtures, a motor to apply linear motion to the crosshead, and a transducer to measure the response forces
2441
3 4
5
6
Figure 3 Core elements of a universal testing machine (simpli®ed). (1) Frame with spindles; (2) crosshead; (3) force transducer; (4) test ®xture; (5) control unit; and (6) base unit including drive.
fracturing. Therefore, uniaxial compressions are frequently used because (1) sample preparation is easy, (2) sample size is small and (3) test execution is simple. Bending, tension and compression are usually performed in the constant displacement mode, with a crosshead speed usually ranging between 10 and 100 mm minÿ1. Additionally, some of the newer instruments offer the possibility to perform constant load tests (creep experiments), where a constant force is applied to the sample and kept constant by slight movements of the test ®xtures.
(A)
Uniaxial Compression
(B)
In uniaxial compression, cylindrical specimens of a size of approximately 10±25 mm in diameter and height are compressed between parallel plates attached to a universal testing machine. Test samples can be prepared easily from larger samples by means of cork borers or similar instruments, and the length reduction of the test cylinders to the required length is usually done by stretched wire devices. As the test samples are small, there is a lower risk of undesirable inhomogeneities, and there is no need to ®x the specimens to the instrument. However, fracture during compression usually starts inside the samples and not outside, so the determination of fracture parameters might be uncertain. As a consequence, there is a common agreement in the scienti®c community that fracture parameters achieved by uniaxial compression are referred as stress or strain at apparent fracture. During uniaxial compression, force/distance/time data are collected by the instrument and redirected to an appropriate recording device, i.e. a strip-chart recorder or a computer. As force versus absolute deformation data depend largely on the dimensions of the samples, and because increasing deformation during testing changes the strain coordinates within the specimen signi®cantly, it is desirable to apply suf®cient correcting algorithms. There are two possibilities, which are widely accepted: to display data as `engineering' stress versus Cauchy strain, and as `true' or `corrected' stress versus Hencky strain. Engineering stress �e (Pa) is simply calculated by dividing the actual force by the initial cross-section of the specimen, and the corresponding Cauchy strain "C [ÿ] is a measure of relative deformation obtained from "C (h0 ÿ ht)/h0, where h0 and ht refer to initial sample height and height at time t, respectively. In the case of foods which do not change their volume during compression (e.g. cheese or butter), sample dimensions alter signi®cantly during deformation, therefore these measures represent only a rough approximation of stress and strain. Figure 4A depicts example pro®les of two hard cheeses, which show
Force (N) Engineering stress (Pa)
RHEOLOGY OF MILK AND DAIRY PRODUCTS/Instrumentation
Absolute deformation [mm] Cauchy strain [–] Corrected stress (Pa)
2442
Hencky strain [–] Figure 4 Illustration of results from uniaxial compression of two cheese samples depicted in terms of raw data or engineering stress versus Cauchy strain (A) and in terms of corrected stress versus Hencky strain (B).
a relatively large difference in fracture force (or fracture stress calculated as �e), whereas deformation (or Cauchy strain) at the fracture peak differs only slightly. The calculation of true or corrected stress �t [Pa] is based on the assumption that the volume of a specimen remains constant during compression and may be applied in case of test con®gurations, which ensure that cylindrical specimens do not change their shape; this may be achieved by lubricating the compression plates with oil to eliminate friction, or by using special materials such as te¯on. For the calculation of �t, the actual force Ft has to be divided by the actual cross-section of the sample cylinder which, in turn, can be calculated from the initial sample dimensions (radius and height) and the actual height at time t. Hencky strain "H [ÿ], which is frequently used as an accompanying deformation measure, considers that a particular absolute deformation causes an increasing relative effect with increasing compression, and is calculated by "H ÿln (ht/h0). It can be seen in Figure 4B that, after conversion of raw data into �t/"H coordinates, relative differences between the two samples decrease for stress at apparent
RHEOLOGY OF MILK AND DAIRY PRODUCTS/Instrumentation
Time
Response stress
Time
Strain rate
Response stress Strain rate
Time
Input strain
(B) Input strain
(A)
2443
Time p /2
Time
Time
Figure 5 Schematic illustration of strain, stress and strain rate ¯uctuation in dynamic rheological measurements. Behaviour of (A) an elastic solid and (B) a viscous liquid.
fracture but largely increase in case of the corresponding strain measure. In case of hard and semi-hard cheeses, stress at apparent fracture has been accepted as an instrumental measure of sensory ®rmness, and strain at apparent fracture can be used as an instrumental measure of the elasticity of the cheese body. Additionally, uniaxial compression allows the determination of a modulus of deformability MD (Pa) from the stress±strain curves. MD represents an approximation of the Young's modulus and represents an estimate of ®rmness prior to any structural damages.
Dynamic Methods Increasing attention has been paid to methods that allow a rheological characterization without affecting the microstructure of the measured sample. These methods include dynamic methods as well as certain transient tests, i.e. tests where the sample's response is measured as a function of time; results of dynamic and transient tests are interrelated as de®ned by the basic theories of linear viscoelastic behaviour. Oscillating methods may be applied to apparently liquid as well as to solid-like materials by using dynamic rheometers operating in different modes and by applying several directions of deformation (e.g. bending or compression). However, most of the commercially available instruments represent extensions of simple viscometers and, to be most versatile, work in dynamic shear. Test geometries usually do not differ from those used for viscometric studies (cf. Figure 2). As for viscometers, a sample can be deformed either by controlling the strain magnitude
or by controlling the applied stress. In dynamic methods, strain-controlled rheometers show some advantages, especially when determining phase transitions from low-viscosity materials to complex networks (for example, yoghurt), but are usually much more expensive than stress-controlled instruments because of the higher mechanical effort. Figure 5 depicts the principal actions of a dynamic strain-controlled rheometer. A particular strain, which varies sinusoidally and is characterized by its amplitude g0 (ÿ) and a corresponding frequency ! (rad sÿ1), causes a response stress which, in case of an `ideal' elastic material (e.g. a Hookean solid), is also sinusoidal in nature. The maximum shear stress amplitude � 0 (Pa) depends on the modulus of the material and, as the highest stress is reached at strain maximum, varies sinusoidally and in phase with the input strain. The dynamic shear strain rate amplitude _ 0
sÿ1 also varies sinusoidally but is zero at maximum strain and reaches its amplitude at zero strain, where angular speed is at its maximum. The corresponding phase shift between shear strain amplitude and shear strain rate amplitude is, therefore, �/2. This is, obviously, also true when Newtonian ¯uids are subjected to dynamic tests. However, the shear stress response runs in phase with strain rate, i.e. stress is highest when strain rate is highest, but out of phase with the strain input; the response stress is zero at maximum strain and vice versa. Materials that exhibit viscoelastic behaviour show an intermediate reaction to a strain input with a phase shift ranging between 0 and �/2, depending on the relation of elastic and viscous contributions to the total response.
2444
RHEOLOGY OF MILK AND DAIRY PRODUCTS/Instrumentation
Usually, the so-called dynamic moduli are used to quantify viscoelastic behaviour. The storage modulus G 0 (Pa) represents a measure of energy stored in the material, i.e. of elastic contributions, and is calculated from stress and strain amplitude and the sinus function by G 0 (� 0/g0) cos d, and the loss modulus G 00 (Pa) (� 0/g0) sin d represents a measure of dissipated energy, i.e. of viscous contributions. Apart from the phase shift d the corresponding tangent, tan d, which can also be calculated by tan d G 00 /G 0 , is frequently used as a measure of viscoelasticity. Depending on the situation, there are several ways to control dynamic experiments. By increasing the strain amplitude at constant angular frequency, the evolution of stress and, consequently, G 0 and G 00 , is an appropriate way for determining the linear viscoelastic region. As long as neither G 0 nor G 00 depend on the strain amplitude, the deformation is small enough to ensure that the microstructure of the material remains intact. Other dynamic tests such as frequency sweeps, which are performed by applying a constant strain amplitude, or time sweeps, which are performed by applying constant strain amplitude and constant angular frequency, are usually executed within the linear viscoelastic region. Frequency sweeps result in so-called mechanical spectra, i.e. the evolution of G 0 and G 00 as a function of angular frequency, and display the reactions of a material to deformations induced at different timescales. As time sweeps measure the dynamic moduli as a function of duration of the experiment, hardening or softening effects as well as reactions to temperature changes may be monitored. Depending on the type of the rheometer, transient methods can be employed either as relaxation tests (strain-controlled) or creep experiments (stresscontrolled). In relaxation, a particular deformation is suddenly applied, and the relaxation modulus Gt (Pa) de®ned as the ratio of stress to strain is monitored as a function of time. In creep experiments, a certain stress leads to the evolution of a strain, and the corresponding ratio of strain to stress is called compliance, Jt (1/Pa). As long as transient experiments are performed within the linear viscoelastic region of the material under study, there are several ways to calculate mechanical spectra from the transient functions, and vice versa.
One-Point Measurements There are a number of simpli®ed test setups that are `empirical' in nature and, therefore, hardly interpretable in exact rheological terms, but useful for routine characterization of texture or rheological properties of food materials. These methods are very
easy to perform but somewhat limited as regards the interpretation of test results. Frequently, the selection of one-point methods is based on a correlation either with more fundamental rheological tests, or on empirically established interrelations with sensory experiments. Flow Time Measurements
For liquid food systems, a number of simple devices are available for monitoring ¯ow time, i.e. the time which is needed for a particular volume of a liquid to pass a de®ned ori®ce, or related parameters. These systems are derived from capillary viscometers and appropriately modi®ed by, for example, changing the length-to-diameter ratio of the annulus. Examples are the Ford cup or the Posthumus funnel, which have frequently been used for the determination of viscosity-related parameters of yoghurt. Another example is the Hoeppler viscometer, which is based on Stokes's law; here, the time a ball of a particular diameter and a particular density needs to pass through a tube ®lled with a liquid is measured. Generally, ¯ow time measurements are simple to handle in case of ¯uids, which are apparently Newtonian. With increasing complexity of the ¯uid, e.g. in structured materials with shear-thinning or time-dependent behaviour, ¯ow time measurements become less reliable because the handling of the sample, shear history and other factors may affect the ¯ow time results. Penetration Tests
Penetration tests are frequently used to assess texture properties of apparently solid food materials. Depending on the principle of the method, i.e. whether a probe is driven at constant velocity or by a constant mass, the measured parameter is either a force value obtained after a particular time or a corresponding penetration depth or, in case of constant mass penetrometers, the penetration depth obtained after a prede®ned time interval or the time necessary to achieve a particular penetration depth. A number of differently shaped probes such as needles, plungers, cones, etc. may be used for the purpose of penetration tests. Several attempts have been made to take advantage of the simple test setup of penetration tests by combining the results with algorithms to approach less illde®ned results. For example, an apparent yield value may be calculated from cone penetration results for plastic fats, which considers both the cone angle and the mass applied to the system so that the method can be executed on samples with largely differing spreadability. An apparent modulus calculated from
RHEOLOGY OF MILK AND DAIRY PRODUCTS/Liquid Products and Semi-Solid Products
the initial slope of force versus deformation curves obtained from plunger penetrations of gels such as yoghurt might be useful to approximate results in the undeformed state. See also: Rheology of Milk and Dairy Products: Principles and Significance in Assessing Rheological and Texture Properties; Liquid Products and Semi-Solid Products.
Further Reading Barnes HA, Hutton JF and Walters K (1989) An Introduction to Rheology. Amsterdam: Elsevier. Borwankar RJ (1992) Food texture and rheology: a tutorial review. Journal of Food Engineering 16: 1±16. Bourne MC (1982) Food Texture and Viscosity: Concept and Measurement. New York: Academic Press. Ferguson F and Kemblowski Z (1991) Applied Fluid Rheology. London: Elsevier. Ferry JD (1980) Viscoelastic Properties of Polymers. New York: John Wiley. Lapasin R and Pricl S (1995) Rheology. In: Rheology of Industrial Polysaccharides: Theory and Applications, pp. 162±249. London: Blackie Academic and Professional. Peleg M (1987) The basics of solids food rheology. In: Moskowitz HR (ed.) Food Texture: Instrumental and Sensory Measurement, pp. 3±34. New York: Marcel Dekker. Szczesniak AS (1983) Physical properties of foods: what they are and their relation to other food properties. In: Peleg M and Bagley EB (eds.) Physical Properties of Foods, pp. 1±42. Westport: AVI. Tanner RI (1992) Engineering Rheology. Oxford: Clarendon Press. Tschoegl NW (1989) The Phenomenological Theory of Linear Viscoelastic Behavior. Berlin: Springer-Verlag. Whorlow RW (1992) Rheological Techniques. Chichester: Ellis Horwood.
Liquid Products and Semi-Solid Products O J McCarthy, Massey University, Palmerston North, New Zealand Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Background The rheological behaviour of milk is, in a general sense, typical of that of a semi-dilute emulsion/suspension.
2445
However, the complex composition and microstructure of milk result in complexities in behaviour not exhibited by simple systems of this kind. These complexities become more pronounced when milk is subjected to such treatments as concentration (of fat or of total solids), fractionation, heating, renneting and acidi®cation during its conversion to dairy products. In this article, quantitative descriptions (mathematical models) of the rheological properties of milk, cream, concentrated milks and creams, ice cream mix, yoghurts and fresh cheeses are presented. The models are of two kinds: those that relate rheological behaviour to composition and structure, and phenomenological models useful for technological and engineering design and control purposes (see Rheology of Milk and Dairy Products: Principles and Signi®cance in Assessing Rheological and Texture Properties).
Milks and Creams The rheological behaviour of milk and cream is in accord with that of emulsions and suspensions in general. Milk and cream can exhibit Newtonian or non-Newtonian behaviour depending on composition, temperature, prior treatment and measurement conditions. At moderate to high shear rate, Newtonian behaviour is exhibited by skim milk, by whole milk at temperatures of >40 � C (milk fat completely molten, no cold agglutination), and by whole milk at temperatures of 5.913, and viscosity has a value greater than that predicted by eqn [9]. Heat treatment severe enough to cause denaturation of b-lactoglobulin and its subsequent association with casein micelles results in an increase in � and a decrease in � B, the latter change indicating the development of mutual attraction between the casein micelles. This results in a viscosity increase greater than that predicted by either eqn [9] or eqn [10]. A computer-based model utilizing both the AHS theory and the denaturation kinetics of b-lactoglobulin has been developed that allows the prediction of the viscosity of skim milk resulting from any combination of heating temperature and heating time. The model shows that viscosity not only depends on the extent of b-lactoglobulin denaturation but, for a given extent, is higher for a higher heating temperature or a higher heating rate.
RHEOLOGY OF MILK AND DAIRY PRODUCTS/Liquid Products and Semi-Solid Products
The addition of chymosin to milk at the start of renneting initiates two sequential changes. Firstly, there is a fall in viscosity caused by the enzyme cutting k-casein hairs from the surfaces of the casein micelles, with a consequent reduction in �cas. Secondly, the loss of the stabilizing k-casein layer causes the micelles to become mutually attractive AHSs. This leads to an increasingly rapid rise in viscosity that eventually culminates in micelle ¯occulation. These two effects are together qualitatively and quantitatively well modelled by the AHS theory. The theory can be used to predict coagulation time, de®ned as the time after chymosin addition at which the viscosity recovers its initial value after its temporary fall. Acidi®cation of milk, e.g. that resulting from starter bacteria activity during yoghurt manufacture, causes micelle ¯occulation (eventually leading to coagulation) owing to a loss of the stearic stabilization of micelles. Loss of stabilization is caused by loss of the extended conformation of the k-casein hairs on the micelle surfaces, and their eventual collapse. The AHS theory successfully relates viscosity increase to pH drop during the initial stages of acidi®cation.
2449
The AHS theory has been applied mainly to normal skim milk. The effects of other variables such as fat content and calcium concentration on the applicability of the theory have apparently yet to be investigated. The viscosity of ultra-high temperature (UHT) milk can increase gradually during storage. This phenomenon, age thickening, can eventually lead to gelation. It is thought to be the result of the gradual release from the casein micelles of b-lactoglobulin± k-casein complexes formed during the hightemperature heat treatment, and the subsequent crosslinking of the complexes to form a gel network. Technologically Useful Relationships for Predicting the Rheological Properties of Milks and Creams
Successful attempts have been made to establish empirical relationships useful for technological and engineering purposes between the viscosity of Newtonian ¯uid milk products and their temperature and composition. A number of these, whose development ignored any observed (slight) nonNewtonian behaviour, are given in Table 3.
Table 3 Technologically useful relationships between the viscosity of Newtonian milk products, and temperature and composition Product speci®cations
Relationship
Reference
Milk, 8±28% TS, 0.11±7.36% fat, 0±80 � C
log � 0:249 ÿ 1:3 � 10ÿ2 � 5:2 � 10ÿ5 �2
Fernandez-Martin F (1972) Journal of Dairy Research 39: 75±82.
Milk, 0.03±15% fat, 70± 135� C
ln � 3:92 � 10ÿ5 �2 ÿ 1:951 � 10ÿ2 � 0:666
2:549 � 10ÿ2 ÿ 9:8 � 10ÿ5 � 4 � 10ÿ7 �2
%TS
5:43 � 10ÿ4 ÿ 1:39 � 10ÿ5 � 1:117 � 10ÿ7 �2
%TS2
F
ÿ9:53 � 10ÿ6 �2 1:674 � 10ÿ3 � ÿ 4:37 � 10ÿ2
Bertsch AJ and Cerf O (1983) Journal of Dairy Research 50: 193±200.
F 2
9:75 � 10ÿ7 �2 ÿ 1:739 � 10ÿ4 � 9:83 � 10ÿ3
Milk of normal composition, 25 � C
� 0:96 0:058 F 0:156 P
Milk and cream, ln � 0.1±30% fat, 0±30 � C
Milk and cream, 0±40% fat, 40±80 � C
Rohm H, MuÈller A and Hend-Milnera I (1996) Milchwissenschaft 51: (5) 259±261.
�
� 2731:5 0:1 F ÿ 8:9
273 �
Bakshi AS and Smith DE (1984) Journal of Dairy Science 67: 1157±1160.
log � A
F F 5=3 log �0 ÿ4
where A 1:2876 11:07 � 10 �, � � 103 ÿ 2:437 and �0 0:7687 273 �
� and �0 viscosity in mPa s; �, temperature in � C; %TS, % total solids; F, % fat; P, % protein.
Phipps LW (1969) Journal of Dairy Research 36: 417±426.
2450
RHEOLOGY OF MILK AND DAIRY PRODUCTS/Liquid Products and Semi-Solid Products
In the case of non-Newtonian milks and creams, phenomenological relationships between shear stress and shear rate have been developed for practical purposes. (These contrast with expressions for viscosity at zero shear rate, which are valuable for relating rheological behaviour to structure and composition in a fundamental way.) The markedly shear-thinning behaviour of raw whole milk at shear rates of 800 sÿ1, n increasing from 0.54±0.58 at _ 50 sÿ1 to 1.0 at _ 1000 sÿ1 (at 15 � C). The shear-thinning behaviour of pasteurized skim milk and whole milk at low shear rates, and temperatures of 32%, G 00 became increasingly greater than G 0 as the strain was increased. Preshearing and then resting resulted in the same behaviour, but the values of the moduli in the linear region were some 20% lower, indicating a temporary or perhaps permanent loss of structure. Within the linear region, values of G 0 measured dynamically were in good agreement with values of the relaxation modulus measured in stress relaxation experiments. (Critical values of strain such as those given above would be expected to vary with yoghurt and method of measurement.) Flow Behaviour
Rheological behaviour in continuous shear can be determined either by empirical tests, in which no attempt is made to generate fundamental shear stress±shear rate data, or by tests in which such data are generated and then modelled phenomenologically. The rheological characterization of a yoghurt by means of an empirical measurement (e.g. the apparent viscosity at a speci®ed spindle rotational speed in a rotary viscometer, or the area of the hysteresis loop on a plot of torque versus rotational speed obtained with the same type of viscometer) can be useful when the manufacturing process is highly standardized; in such a process the rheological character of the ®nal product may be predictable from a simple measurement of this kind. Stirred yoghurt in particular is amenable to more fundamental characterization by means of experiments, usually in rotary viscometers, in which instrument-independent values of shear stress and shear rate can be measured. Three approaches are commonly used: the generation of hysteresis loops by increasing and then decreasing again the applied shear rate, the measurement of the shear stress as a function of time at constant shear rate, and the
2453
measurement of the effect on viscosity of time and shear rate at constant shear stress. Hysteresis loops Hysteresis in up±down ¯ow curves is a consequence of the highly time-dependent shear thinning behaviour of yoghurt. As the recovery of viscosity (i.e. of shear-damaged structure) on postshear resting is usually slight, this behaviour has been called `irreversible thixotropy'. Individual ¯ow curves have been modelled with the power law equation (eqn [12]), the Bingham equation (eqn [13]), the Herschel±Bulkley equation (eqn [14]) and the Casson equation (eqn [22]). The Herschel±Bulkley equation has been found particularly useful for characterizing yoghurt ¯ow curves. However, one study found that over the complete range of shear rates involved, the following hyperbolic relationship, inspired by the well-known Michaelis±Menten equation, modelled ¯ow curves more accurately: �
Q _ �0 _
R
23
where (Q � 0) is the hypothetical asymptotic value of shear stress, �, at in®nite shear rate, and R is the shear rate at � � 0 Q/2. Values of the parameters in these phenomenological models are highly dependent on the experimental procedure used to obtain the up±down ¯ow curves, as is the area enclosed by the curves. This area is proportional to the degree of time-dependent behaviour. The modelling of thixotropic loops can be useful in product formulation. For example, it is found that the addition of pectin to stirred yoghurt increases both viscosity and shear stability, while the addition of fruit concentrate increases viscosity in a less shear-stable way. Rheological measurements allow rheological properties to be purposely manipulated by the addition of these two ingredients in appropriate proportions. Constant shear rate experiments In one wellrecognized study, the decay of shear stress (and thus apparent viscosity) with time at constant shear rate was modelled well by a modi®ed Herschel±Bulkley equation (eqn [14]). The modi®ed equation contains a structure parameter, �, that is time dependent: � �
�0 k _ n
24
The value of � ranges from unity at the start of shearing (�0 1, corresponding to �app,0) to an equilibrium value after prolonged shearing, �e, which is less than unity and corresponds to an equilibrium
2454
RHEOLOGY OF MILK AND DAIRY PRODUCTS/Liquid Products and Semi-Solid Products
viscosity, �app,e. The rate of change of � with time is given by the following kinetic equation: ÿ
d� K
� ÿ �e b dt
25
where K a _ d
26
where K is a rate constant, and a, d are empirical constants. A de®nition of � is obtained by combining eqns [24] and [5]: �app _ � �0 k _ n
27
By integrating eqn [25] and incorporating the de®nition given by eqn [27], the dependence of apparent viscosity on time at constant shear rate could be expressed as: �ÿ �1ÿb ÿKt
1 ÿ b �app �app;0 ÿ �app;e �1=
1ÿb 28 ÿ1 nÿ1 1ÿb �
�0 _ k _ �app;e Appropriate analysis of experimental �app versus time data at given constant shear rates was used to establish values of �app,0, �app,e, �e, � 0, k, n and K. An equally successful analogous model was obtained by starting with the following structure parameter-modi®ed exponential rheological equation instead of the modi®ed Herschel±Bulkley equation: ! 1 X _ �p exp
ÿtp 29 � � �0 _ p1
where �p and tp are constants. In another study of a commercial stirred yoghurt, the decrease in shear stress with time at constant shear rate was modelled in a somewhat different way by means of the Weltman equation (eqn [21]), modi®ed as follows: � � �� t for t � tm 30 � A ÿ B log tm where tm was the time (e.g. 12 s from the start of min shearing time) at which � was a maximum. The value of � at zero time, which cannot be expressed by eqn [30], was obtained by a separate linear
graphical procedure. This initial shear stress, and the parameters A and B in eqn [30], were quantitatively related to shear rate and to temperature. Equations [24], [29] and [30] are currently the best quantitative descriptions of the time-dependent shear-thinning properties of both stirred and set yoghurts. They are potentially useful in the engineering design of yoghurt processes in which the shear rates likely to be experienced by the product in equipment can be estimated. A structurally fundamental microrheological model for weakly aggregating dispersions has been shown to describe accurately the equilibrium viscosity of ropy yoghurts. Constant shear stress experiments Constant shear stress experiments can be used to study the recovery of viscosity (i.e. the recovery of structure) in yoghurt that has been subjected to shear by mixing, pumping or pipe ¯ow, or to study the loss of viscosity caused by such treatments by simulating treatments in the rheometer.
Fresh Cheeses Low-total-solids fresh cheeses have structures similar to that of stirred yoghurt. They are, like yoghurt, time-dependent shear-thinning materials. The fall in apparent viscosity with time at constant shear rate has been modelled by the following equation: log �app log ��1;1 E=RT B log t
31
where �� 1,1 is the hypothetical apparent viscosity (Pa s) at a temperature (� � C) of in®nity and a shearing time of 1 s, E activation energy of ¯ow (J molÿ1), R the gas constant (8.314 J Kÿ1 molÿ1), T absolute temperature (K), and B is a constant. Equation [31] was applied successfully to commercial fresh cheeses, and to cheese made from ultra®ltration concentrated coagulum, over the shear rate range 9±482 sÿ1 The relationship between apparent viscosity and time in experiments where the shear rate was oscillated linearly between 0 and 4.5 sÿ1 at a frequency of 0.05 Hz was modelled, for similar commercial cheeses, by the equation: 1 �app �t1
�t0 ÿ �t1 exp
ÿt=L
_
32
where L is the time required for �app to become equal _ t1
�t0 ÿ �t1 =e. to
1=
�
RHEOLOGY OF MILK AND DAIRY PRODUCTS/Liquid Products and Semi-Solid Products
At a given time, the phenomenological relationship between shear stress and shear rate could be modelled well by the Bingham equation (eqn [13]) for shear rates between 1 and 4.5 sÿ1. Over the whole shear rate range of 0±4.5 sÿ1 the data could be modelled by the power law equation (eqn [12]) or the Herschel± Bulkley equation (eqn [14]) or the Casson equation (eqn [22]). The power law was the poorest (though still reasonably good) model. The best model was found to be a modi®ed Bingham equation: � �0 �pl _ ÿ
C
_ ÿ _ 0
33
where C= _ is the difference between the shear stress value calculated using the Bingham equation and the value found by ®tting the experimental results with eqn [33]. C= _ 0 is the value of at C= _ at _ 0. (The units of C are Pa s.) Fresh cheeses are viscoelastic. It has been possible to model the stress relaxation properties of commercial fresh cheeses using the Avrami equation: � �t0 ÿ
�t0 ÿ �t1 expÿ
t=R1 n
34
where n exponent of time and R1 relaxation time after 1 s of stress relaxation. The time-dependent shear thinning, at constant shear rate, of spreadable cheeses made from ultra®ltration preconcentrated whole milk has been modelled with eqn [28] with b 2. At a given shear rate, the constant K in eqn [28] changed from one value (K 0 ) during the early part of the shearing time to a lower value (K 00 ) which then stayed constant during the remainder of the shearing time. K 0 decreased with increasing shear rate. K 00 was about half the value of K 0 . These ®ndings may be evidence for macroscopic shear-induced breakdown initially, followed by slower breakdown at a ®ner structural level. It is appropriate to mention here that eqn [28] (with b 2) has been found to describe adequately also the time-dependent shear thinning of a thickened cream (containing 35% fat, and gelatin as stabilizer). Clearly, this approach to modelling such behaviour is especially useful for dairy products (see Cheese: Cheese Rheology).
Conclusion In spite of the complexity of milk and semi-solid products made from it, there has been considerable success in quantitatively elucidating the interrelationships between rheological properties and microstructure, and in providing quantitative
2455
descriptions of rheological behaviour useful in dairy process design and control. These is no doubt that future advances in rheology theory, computing and, perhaps especially, in the sophistication of rheometers will lead to deeper understanding. See also: Analysis: Physical Methods. Cheese: Cheese Rheology. Concentrated Milk Products: Evaporated Milk; Sweetened Condensed Milk; Dulce de Leche. Cream: Manufacture. Ice Cream and Frozen Desserts: Manufacture. Rheology of Milk and Dairy Products: Principles and Significance in Assessing Rheological and Texture Properties.
Futher Reading Adam M, Celba J, HavlõÂcÏek Z et al. (1994) Thermophysical and Rheological Properties of Foods: Milk, Milk Products and Semi-Products. Prague: Institute of Agricultural and Food Information. Anonymous (1996) Physical Properties of Dairy Products. Hamilton, New Zealand: MAF Quality Management. Benezech T and Maingonnat JF (1994) Characterization of the rheological properties of yoghurt: a review. Journal of Food Engineering 21: 447±472. de Jong P and van der Linden HJLJ (1998) Polymerization model for prediction of heat-induced protein denaturation and viscosity changes in milk. Journal of Agricultural and Food Chemistry 46: 2136±2142. de Kruif CG (1993) Milk clotting time as a function of volume fraction of casein micelles. In: Dickinson E and Walstra P (eds.) Food Colloids and Polymers: Stability and Mechanical Properties, pp. 55±65. Cambridge: Royal Society of Chemistry. de Kruif CG (1998) Supra-aggregates of casein micelles as a prelude to coagulation. Journal of Dairy Science 81: 3019±3028. Hinrichs J (1999) In¯uence of volume fraction of constituents on rheological properties and heat stability of concentrated milk. Milchwissenschaft 54: 450±454. Jeurnink TJM and de Kruif KG (1993) Changes in milk on heating: viscosity measurements. Journal of Dairy Research 60: 139±150. Korolczuk J (1993) Flow behaviour of low solids fresh cheeses. Journal of Dairy Research 60: 593±601. Prentice JH (1992) Dairy Rheology: A Concise Guide. New York: VCH. Singh H, McCarthy OJ and Lucey JA (1997) Physicochemical properties of milk. In: Fox PF (ed.) Advanced Dairy Chemistry, vol. 3, Lactose, Water, Salts and Vitamins, 2nd edn, pp. 469±518. London: Chapman & Hall. Snoeren THM, Brinkhuis JA, Damman AJ and Klok HJ (1984) Viscosity and age-thickening of skim-milk concentrate. Netherlands Milk and Dairy Journal 38: 43±53.
2456
RISK ANALYSIS
van Marle ME (1999) Steady-shear viscosity of stirred yoghurts with varying ropiness. Journal of Rheology 43: 1643±1662. VeÂlez-Ruiz JF and Barbosa-CaÂnovas GV (1997) Rheological properties of selected dairy products.
Critical Reviews in Food Science and Nutrition 37: 311±359. Walstra P and Jenness R (1984) Dairy Chemistry and Physics. New York: John Wiley.
RISK ANALYSIS
C Heggum, Danish Dairy Board, Aarhus, Denmark Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Risk analysis is a formalized scienti®cally based approach that is recognized by the World Trade Organization as the tool to address food safety issues and on which food safety regulations are founded. When carried out correctly, risk analysis provides a tool for the identi®cation, assessment, management and communication of risk. In the area of food safety, risk analysis approaches have been applied for many years to assess and manage chemical food hazards (e.g. food additives, veterinary drugs and pesticides). Most recently, efforts have been made to develop risk analysis techniques for addressing microbiological food risks. The application of risk analysis techniques is an emerging discipline. This article attempts to provide an overview of the concept, the individual steps of risk analysis and its application.
Purpose and Role Traditionally, the approach to food safety control, both by the food industry and by public authorities, has been technical, ad hoc and mainly reactive, based upon utilization of experience obtained from many years of exposure to various hazards, taking into account local practices, traditions and technological possibilities. This approach has proven insuf®cient to ensure public health and fair international trade in foods.
Analyses of the major food safety problems that have occurred through the last decades teach that these are, most of the time, the consequence of organizational de®ciencies ± somehow an indication of a lack of effective global organization for approaching food safety. Risk analysis provides an opportunity to address these organizational dif®culties by systematic integration of scienti®c understanding of the risks involved and the legitimization of decisions taken. The rationale for utilizing a formal risk analysis approach has multiple components: 1. To assist in the control of the multiple foodborne risks in a proactive and cost-effective way. The multiple aspects of food safety include: (a) potential microbiological foodborne risks (for instance, from `classical' salmonellosis to emerging pathologies due to protozoa or viruses); (b) chemical/toxicological risks, such as naturally and environmentally occurring toxicants and residues of chemicals and drugs used; and (c) new areas of concern, such as endocrine perturbation, allergenicity, genetic engineering, etc. 2. To support national food safety regulation by providing a sound, science-based, systematic and target-focused tool which in addition facilitates fair international trade. The Sanitary and Phytosanitary (SPS) Agreement (see World Trade Organization:) of the World Trade Organization has established the tenet that ``members shall assure that their sanitary and phytosanitary measures are based on an assessment, as appropriate to the circumstances, of the risk to human, animal or plant life or health, taking into account risk assessment techniques developed by relevant international organizations'' (Article 5.1). Codex
2456
RISK ANALYSIS
van Marle ME (1999) Steady-shear viscosity of stirred yoghurts with varying ropiness. Journal of Rheology 43: 1643±1662. VeÂlez-Ruiz JF and Barbosa-CaÂnovas GV (1997) Rheological properties of selected dairy products.
Critical Reviews in Food Science and Nutrition 37: 311±359. Walstra P and Jenness R (1984) Dairy Chemistry and Physics. New York: John Wiley.
RISK ANALYSIS
C Heggum, Danish Dairy Board, Aarhus, Denmark Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Risk analysis is a formalized scienti®cally based approach that is recognized by the World Trade Organization as the tool to address food safety issues and on which food safety regulations are founded. When carried out correctly, risk analysis provides a tool for the identi®cation, assessment, management and communication of risk. In the area of food safety, risk analysis approaches have been applied for many years to assess and manage chemical food hazards (e.g. food additives, veterinary drugs and pesticides). Most recently, efforts have been made to develop risk analysis techniques for addressing microbiological food risks. The application of risk analysis techniques is an emerging discipline. This article attempts to provide an overview of the concept, the individual steps of risk analysis and its application.
Purpose and Role Traditionally, the approach to food safety control, both by the food industry and by public authorities, has been technical, ad hoc and mainly reactive, based upon utilization of experience obtained from many years of exposure to various hazards, taking into account local practices, traditions and technological possibilities. This approach has proven insuf®cient to ensure public health and fair international trade in foods.
Analyses of the major food safety problems that have occurred through the last decades teach that these are, most of the time, the consequence of organizational de®ciencies ± somehow an indication of a lack of effective global organization for approaching food safety. Risk analysis provides an opportunity to address these organizational dif®culties by systematic integration of scienti®c understanding of the risks involved and the legitimization of decisions taken. The rationale for utilizing a formal risk analysis approach has multiple components: 1. To assist in the control of the multiple foodborne risks in a proactive and cost-effective way. The multiple aspects of food safety include: (a) potential microbiological foodborne risks (for instance, from `classical' salmonellosis to emerging pathologies due to protozoa or viruses); (b) chemical/toxicological risks, such as naturally and environmentally occurring toxicants and residues of chemicals and drugs used; and (c) new areas of concern, such as endocrine perturbation, allergenicity, genetic engineering, etc. 2. To support national food safety regulation by providing a sound, science-based, systematic and target-focused tool which in addition facilitates fair international trade. The Sanitary and Phytosanitary (SPS) Agreement (see World Trade Organization:) of the World Trade Organization has established the tenet that ``members shall assure that their sanitary and phytosanitary measures are based on an assessment, as appropriate to the circumstances, of the risk to human, animal or plant life or health, taking into account risk assessment techniques developed by relevant international organizations'' (Article 5.1). Codex
RISK ANALYSIS
Alimentarius is in the process of establishing international principles and guidelines for risk analysis. 3. To address the increase in the social unacceptability of food risks. As food becomes objectively safer, the remaining and occasional risks are even less tolerated by the public at large, a trend that is enhanced by the general public feeling increasingly alien to food safety control activities (decisions are perceived to be mainly the affair of the food industry and/or the public agencies with relevant jurisdiction). The application of the risk analysis concept has, however, also some disadvantages when used to support national food legislation. Many legislative measures are multifunctional as they address public health issues as well as other issues such as wholesomeness/suitability of foods, environmental protection and basic animal welfare. Therefore, the challenge for legislators is to achieve suf®cient transparency in the objective(s) of any such measure to avoid confusion. Risk analysis is usually described as a process consisting of three elements: risk assessment, risk management and risk communication. It is a decisionoriented process and making decisions is a managerial activity. Hazards and risks
The meanings of the terms `hazards' and `risks' are often confused. This is mainly due to translation problems as, in many languages, these terms are directly translated into the same word. Although they are often synonymous in everyday life, they have taken different meanings in the technical language used in risk analysis. A hazard is a biological, chemical or physical agent in, or a condition of, food with the potential to cause an adverse health effect (Codex Alimentarius). A risk is the function of the probability of an adverse health effect and the severity of that effect, consequential to a hazard in food (Codex Alimentarius). In more common words, a risk is the likelihood and severity of a failure causing death or illness among consumers. For instance, the probability of humans being affected by a pathogenic microorganism surviving pasteurization is the risk while the microorganism itself is the hazard. The same confusion exists between risk analysis and hazard analysis (of the Hazard Analysis and Critical Control Point (HACCP) system). Hazard analysis is targeted at one particular food produced in one particular food plant and is, in principle, independent of any presence of the same hazard in other foods,
2457
while risk analysis is a more horizontal tool for a government to protect the health of the population.
Risk Assessment Risk assessment is the scienti®c part of risk analysis that is initiated and commissioned by risk managers. The purpose is to estimate the severity and likelihood of harm from the exposure to a certain hazard by furnishing all scienti®c data relevant for the evaluation. The output might, for example, be an estimate of annual rate of illness per 100 000 inhabitants, or an estimate of the rate of human illness as a function of the incidence of consumption. The scienti®c data needed are both qualitative and quantitative. They concern the nature and sources of the hazard, how it affects human health and how it behaves under various conditions. In addition, scienti®cally based information on the potential exposure to humans is needed. The risk assessment process comprises four steps: hazard identi®cation, exposure assessment, hazard characterization and risk characterization. The information is passed to the risk managers to assist them in conducting the risk management process. Codex Alimentarius has established general principles for the conduct of risk assessments (see Codex Alimentarius). Hazard Identification
Hazard identi®cation is predominantly a qualitative process, the purpose of which is to identify the hazards of concern in food. Hazards can be identi®ed from relevant data sources. Information on hazards can be obtained from scienti®c literature, from databases such as those in the food industry and government agencies, and through expert consultation. Relevant information includes data in areas such as: clinical studies, epidemiological studies and surveillance, laboratory animal studies, investigations of the characteristics of the hazards, the interaction between hazards and their environment through the food chain, and studies on analogous hazards and situations. Exposure Assessment
The purpose of exposure assessment is to obtain a quantitative assessment of the actual or anticipated human exposure of a food hazard. It is normally based upon realistic exposure scenarios, including the potential extent of food contamination, and on actual dietary information. Susceptible and high-risk population groups with regard to acute, chronic (including long-term), cumulative and/or combined
2458
RISK ANALYSIS
adverse health effects should also be brought into consideration. Typical factors considered include: 1. The frequency of food contamination and its level in the foods over time, which are in¯uenced by (a) the characteristics of the hazard; (b) the nature and ecology of the food; (c) the initial contamination of the raw material; (d) the level of process controls; (e) the methods of processing, packaging, distribution and storage of the foods. 2. Patterns of consumption, which relate to socioeconomic and cultural backgrounds, ethnicity, seasonality, age differences (population demographics), regional differences, and consumer preferences and behaviour. In practice, exposure assessment of foods can be qualitatively categorized according to (1) the likelihood that the foodstuff will or will not be contaminated at its source and (2) whether or not the level of the hazards in the food can increase over time, taking into account the potential for abusive handling. Hazard Characterization
The purpose of hazard characterization is to provide a qualitative or quantitative description of the severity and duration of adverse effects that may result from the ingestion of a hazardous substance or microorganism/virus in food. The level of the hazard that causes an adverse health effect (doseresponse assessment) should be estimated if such data are obtainable. Several important factors that are considered in hazard characterization relate both to the hazard itself and to the human host. Factors related to the hazard include:
� potential for the hazardous microorganism/virus to replicate
� virulence and infectivity of the hazard � impact of interactions between the host and the environment
� potential for transfer of genetic material (e.g. antibiotic resistance, virulence factors)
� potential for spread through secondary and tertiary transmission
� incubation period (clinical symptoms can be substantially delayed following exposure)
� potential for changed pathogenicity due to the attributes of a food, e.g. fat content.
Factors related to the host include:
� genetic factors � increased susceptibility due to breakdowns of physiological barriers
� individual host susceptibility characteristics such
as age, health and medication status, concurrent infections, immune status and previous exposure history � population characteristics such as population immunity and population behaviour, and persistence of the organism in the population. Risk Characterization
Risk characterization represents the integration of the results of hazard identi®cation, hazard characterization and exposure assessment, the purpose being to provide qualitative or quantitative estimates of the likelihood and severity of the adverse effects, which could occur in a given population. The data may permit only a qualitative estimate of risk. The degree of con®dence in the ®nal estimation of risk depends on the variability, uncertainty, and assumptions made in all previous steps. Variability represents heterogeneity within biological systems and populations, while uncertainty represents a lack of precise knowledge either associated with the data themselves or with the choice of model, and arise at all steps of the risk assessment process: 1. Hazard identi®cation, where uncertainty or variability may arise because of (a) misclassi®cation of the agent; (b) the potential unreliability of the screening method used for identifying the hazard; or (c) problems in extrapolating the information provided by the screening test for predicting human hazards. 2. Hazard characterization, where uncertainty and variability arise when extrapolating from high to low doses and from one species to another and when considering varying sensitivities within human populations. When models are used, additional uncertainty as to whether they represent actual biological processes is introduced. For instance, the transfer of data from animal studies into estimates relating to humans involves uncertainties. For this reason, a 100-fold safety factor is often applied to account for likely interspecies differences in susceptibility. 3. Exposure assessment, where many uncertainties arise due to lack of detailed data on, for example, the level of the agent in and the frequency, duration and magnitude of human intake of food products and changes in concentration of the chemical or microbiological agent during storage, processing and preparation of the food product. There is also a great deal of variability in dietary habits.
RISK ANALYSIS
4. Risk characterization, where uncertainty and variability arise because of the uncertainties and variability involved in its constituent steps and in the model used for constructing the distribution of individual or population risk. Risk Assessment of Chemical Hazards
Chemical risk assessment in one form or another has been applied to evaluation of various chemical hazards in foods for many years. Assessment of food additives and of contaminants fundamentally differ because food additives, which are generally of low toxicity, are deliberately added to food, whereas contaminants are unavoidable and generally demonstrate greater potential toxicity. Food additives can be easily controlled, while the elimination of contaminants from foods incurs costs, such as reduction in food availability and/or affordability. JECFA (Joint FAO/WHO Expert Committee on Food Additives) and JMPR (Joint FAO/WHO Meeting on Pesticide Residues) have traditionally carried out so-called `safety assessment' of food additives, food contaminants, veterinary drugs residues and pesticide residues: `Safety assessments' is a scienti®cally based process consisting of: 1. Determination of a No Observable Effect Level (NOEL). 2. Subsequent application of safety factors to establish an Acceptable Daily Intake (ADI) or tolerable intake. 3. Comparison of the ADI or tolerable intake with probable exposure to the agent. The approach is somewhat different from risk assessment, but does have the advantage of preventing problems associated with deciding on an acceptable level of risk. The acceptable or tolerable intake is an indication of both the magnitude and the duration of acceptable intake. The ADI usually represents an acceptable average daily intake for the life span of an individual. Tolerable intakes for contaminants should be compared with intake surveys of appropriate duration. In cases where no threshold is thought to exist, such as a¯atoxins, JECFA does not allocate tolerable intake values but recommends that the level of contaminant in food be reduced to As Low As Reasonably Achievable (ALARA). The ALARA level is regarded as the concentration of a substance that cannot be eliminated from a food without having to discard that food or severely compromising the availability of major food supplies (see Contaminants of Milk and Dairy Products:
2459
Contaminants Resulting from Agricultural and Dairy Practices; Environmental Contaminants). Codex Alimentarius has initiated a process intended to align the `safety assessment' to the risk analysis approach. Microbiological Risk Assessment
The risk assessment process was originally developed for chemicals. Extending the practice to microbial pathogens poses signi®cant dif®culties. Therefore, most microbial risk assessments currently have a qualitative base. However, in recent years, the interest in qualitative approaches to microbial food safety has dramatically increased and quantitative models for speci®c pathogen/food combinations have been developed. One dif®culty relates to the fact that microbial pathogens can multiply as food moves from the farm to the table, making intake assessment very dif®cult. In addition, many data gaps exist, limiting the precision necessary for quantitative risk assessments. For example, little information is available to estimate accurately the relationship between the quantity of a biological agent and the frequency and magnitude of adverse human health effects, particularly for susceptible populations. Microbial pathogens multiply and die and the biological interactions are complex. The contamination levels of the raw material entering the food chain dictate the character of the initial micro¯ora but this can be markedly modi®ed by subsequent events. Additionally, there are marked differences in the virulence and pathogenicity of animal and environmental strains for humans, and the individual interactions of host and pathogen are very variable. Factors to consider for exposure assessment include the frequency and level of contamination of raw materials, as well as possibilities of post- and cross-contamination levels in the food during shelflife. The characteristics of the pathogenic agent, the microbiological ecology of the food, the level of basic hygiene, sanitation and process controls, the methods of processing, packaging, distribution and storage of the foods, impact on these factors. Microbial pathogen levels may be kept low, for example, by proper time or temperature controls during food processing, but they can substantially increase with abuse conditions. Therefore, the exposure assessment should include different scenarios describing the pathways from production to consumption and should be constructed to predict the range of possible exposures. Construction of scenario trees for all steps from production and processing through to intended end
2460
RISK ANALYSIS
uses of a food describe the pathway for exposure, and targeted research is often required to accumulate appropriate microbiological data. Predictive modelling is playing an important role in this respect. Unfortunately, dose-response data to allow the hazard characterization component are currently very limited. Because of the wide variability inherent in much microbial data, Monte Carlo simulation modelling is being increasingly used to generate probabilistic risk estimates that are biologically realistic. FAO and WHO have recently established an expert body system, similar to JECFA and JMPR, the tasks of which are to carry out microbiological risk assessments. Physical Risk Assessment
Risk assessment for physical hazards can be readily achieved. The characteristics of the hazard do not usually change once they have been introduced to the food, and adverse health effects can usually be subjected to simple ranking systems to generate estimates of risk.
Risk Management Risk management is a continuing process and constitutes the managerial and political part of risk analysis. It concerns the transfer of the results of risk assessment into actions in accordance with established political priorities. Risk management sets priorities, commissions risk assessments, and implements, monitors and reviews the chosen strategies and options. The risk management process comprises four steps: risk evaluation, risk management options assessment, implementation, and monitoring and review. Risk Evaluation
The initial part of the risk management process sets the stage for a risk assessment, and evaluates the outcome of the risk assessment process, which should result in a risk estimate. Risk profiling A risk pro®le is developed when a new food safety problem has been identi®ed or if surveillance information shows an unacceptable increase in or level of a disease or a hazard. The food safety problem and its context is brie¯y described, including the size and nature of the problem, available data, type of foods involved, main sources, the values expected to be placed at risk (e.g. human health, economic concerns), stakeholders' perceptions, distribution of risks and bene®ts, and what
immediate action(s) may be necessary, including whether a risk assessment should be carried out. Goal setting/acceptable level of protection The goals for the risk management activity should be identi®ed as early as possible to guide the rest of the decision-making process. However, the results of a subsequent risk assessment process and subsequent steps of risk management may identify needs to modify or rede®ne the goals. One management goal can be to establish Food Safety Objectives (FSOs). Any goal should be related to the Acceptable Level of Protection ± de®ned by the SPS Agreement as the level of protection deemed appropriate by the Member State to protect human life within its territory and could, for instance, be expressed as the acceptable number of cases of a particular food-borne disease per million inhabitants. Usually, when no signi®cant food-related public health problem exists, the Acceptable Level of Protection is the level obtained from the sanitary measures already practised. The key point in the SPS Agreement is that any sanitary measure has to be based on science. A government cannot restrict trade or maintain a restriction against scienti®c evidence. Science can, of course, be misused. Therefore, the Agreement also speci®es that the scienti®c approach applicable are the scienti®c assessment principles and evaluation procedures established by international organizations, such as Codex Alimentarius. The SPS Agreement recognizes government's rights to decide what they regard as the Appropriate Level of Protection, or in other words, the right to decide on the acceptable level of risk that should be valid on their territory. Therefore, the level of protection may differ between countries, but it shall be determined using harmonized risk analysis procedures. Therefore, the importance of transparency in the risk assessments carried out is obvious. A government must be able to show which factors it has considered and what have been the results of its considerations. This is to ensure that potential differences between the regulations of two countries (e.g. differing maximum limits) are not due to differences in scienti®c evidence but only to differences in the politically decided acceptance levels. Decisions on acceptable levels of protection should be determined primarily by human health considerations, but other factors may legitimately be taken into account e.g. technological feasibility, and economic/political/social concerns. Different approaches to acceptable levels include:
� `zero-risk' policies, e.g. de minimus, Acceptable Daily Intake (ADI)
RISK ANALYSIS
2461
Table 1 Risk management options General risk management measures requiring HACCP programmes
Measures targeted individual commodities/hazards
Adherence to Good Agricultural Practices (GAP), Good Veterinary Practices (GVP) and Good Manufacturing Practices (GMP) Establishing public inspection schemes and procedures Setting up approval procedures Carrying out educational programmes
Setting maximum limits (e.g. MRLs, microbiological criteria) and/or Food Safety Objectives for the presence of speci®c hazards Requiring speci®c processing steps Tailoring frequencies of testing and monitoring for each commodity/hazard Requiring export/import certi®cates
� risk balancing policies, e.g. cost±bene®t, As Low
As Reasonably Achievable (ALARA) � risk threshold policies, e.g. speci®ed levels of risk deemed acceptable � risk comparison policies, e.g. comparison between sources, precedence � procedural approaches, e.g. negotiation, consensus building. Risk assessment policy Risk assessment policy setting serves to protect the essential scienti®c independence and integrity of the risk assessment. It provides guidelines for value judgements and policy choices that may be needed at speci®c decision points in the risk assessment process and addresses how to ensure transparency, clarity and consistency in outcome and how to deal with uncertainties (e.g. application of safety factors). JECFA and JMPR use the following risk assessment policies at speci®c decision points in their work: 1. Reliance on animal models to establish potential human effects. 2. Use of body weight scaling for interspecies comparison. 3. Assumption that absorption in animals is approximately the same. 4. Use of a 100-fold safety factor to account for likely inter- and intraspecies differences in susceptibility, with guidelines for deviations that are permitted in speci®ed situations. 5. Decision not to assign ADIs to food additives, veterinary drugs and pesticides that are found to be genotoxic carcinogens. 6. Establishment of temporary ADIs for additives and residues of veterinary drugs pending submission of requested data. Commissioning of risk assessments Commissioning of the risk assessment process is a risk management activity that aims at ensuring that the needs of the risk managers are addressed and that resources are used in the most effective way. Typically, it includes clear statements of purpose and scope of the assessment addressing the risk management goals.
Consideration of the result of risk assessment When the results of the risk assessment are available, a risk estimate is established. Risk estimates should take into account variability, uncertainties and assumptions made during the risk assessment process. Risk Management Options Assessment
Risk management option assessment typically includes four steps: 1. Identi®cation of available management options. 2. Selection of preferred management option, including consideration of an appropriate level of protection (see above). 3. Evaluation of impact on other factors of the preferred management options. 4. Final management decision targeted at appropriate stages throughout the food chain. Identification of available options Risk management options include consideration of all general and hazard speci®c measures (Table 1). A number of socioeconomic and technological factors may be taken into account and these could, for instance, result in the best management option being: 1. Control at the source rather than later in the food chain. 2. Regulation through detailed Good Manufacturing Practices (GMP) rules rather than, for example, mandatory HACCP systems. 3. Food safety veri®cation through end product testing rather than reliance on HACCP systems (for instance, where the origin of the food is unknown). Selection of options The SPS Agreement states that sanitary measures must not be more trade restrictive than required to achieve the appropriate level of protection, taking into account technical and economic feasibility (Article 5.6). A measure would be more trade restrictive than required if another equivalent and reasonably achievable measure is signi®cantly less restrictive.
2462
RISK ANALYSIS
The outcome of the risk management process for a speci®c hazard will differ in various societies, due to natural or cultural differences. Such difference can be scienti®cally justi®ed, for instance in relation to the exposure situations in different countries. Differences in the contaminant levels recommended by Codex Alimentarius may, for instance, be justi®ed where the average body weight differs and where relatively little average consumption permits higher threshold levels in a particular food. Also, the prevalence of various foodborne pathogens in the food chain and variation in foodborne disease patterns may justify a different risk management outcome. In selecting the preferred option, the consequences of impact on other factors should be estimated such as: 1. Impact on consumption patterns (e.g. nutritional consequences of restricting food availability). 2. Possible introduction of substitute risks (i.e. increasing another risk by reducing a risk, for instance increasing microbial risks when not allowing a preservative). 3. Impact on public acceptability of measures that interfere with cultural patterns and traditions (e.g. requiring that cheeses be made from pasteurized milk). Equivalence Differences in food safety programmes inevitably exist between countries. Therefore, determination of the equivalence in the sanitary measures applied in importing and exporting countries is becoming a priority issue in the international trade. The SPS Agreement requires that sanitary measures of other countries are accepted as equivalent, even if they differ from their own or others, if the exporting country objectively demonstrates that its measures achieve the appropriate level of protection established by the importing country (Article 4.1). Codex Alimentarius has developed a framework for the determination of equivalence that requires the development and application of principles and guidelines similar to the risk analysis approach.
Risk Communication Risk communication is the third component of risk analysis, and is a central and integral part of effective food safety management. Every stage of risk management should rely on a large exchange of information and opinions about risk between risk managers, risk assessors and all other stakeholders concerned about or affected by the problem and the risk management decision. Risk
communication and involvement of stakeholders is crucial for open, transparent and effective decisions. Communication of correct and updated risk assessment information to the food manufacturers is also crucial for obtaining correct hazard analyses and designs of HACCP programmes. Risk communication aids in considering the different, and at times con¯icting, interpretations of the nature and magnitude of the risk; it offers the opportunity to bridge gaps in understanding, language, values, and perceptions; it ensures that public values are considered; and it generates better accepted and more readily implemented risk management decisions. In brief, it supports democratic decision-making. Poor risk communication will almost always increase con¯ict and distrust over risk management decisions. See also: Codex Alimentarius. Contaminants of Milk and Dairy Products: Contaminants Resulting from Agricultural and Dairy Practices; Environmental Contaminants. Hazard Analysis and Critical Control Points: HACCP, Total Quality Management and Dairy Herd Health; Processing Plants. World Trade Organization.
Further Reading Codex Alimentarius Commission (1998) Principles and guidelines for the conduct of microbiological risk assessment. Appendix IV of the Report of the 13th Session of the Codex Committee on General Principles. Rome: FAO. Codex Alimentarius Commission (2002) Application of risk analysis principles for food additives and contaminants. Discussion paper for the 34th Session of the Codex Committee on Food Additives and Contaminants, CX/FAC 02/4. Rome: FAO. Codex Alimentarius Commission (2001) Proposed draft principles and guidelines for the conduct of microbiological risk management. Working document for the 34th Session of the Codex Committee for Food Hygiene. CX/FH 01/7. Rome: FAO. Codex Alimentarius Commission (2002) Proposed draft for exposure assessment of contaminants and toxins in foods. Working document for the 34th Session of the Codex Committee for Food Additives and Contaminants. CX/FAC 02/17. Rome: FAO. Codex Alimentarius Commission (2002) Proposed draft for application working principles for risk analysis in the framework of Codex Alimentarius. Appendix II of the Report of the 17th Session of the Codex Committee on General Principles. Rome: FAO. FAO/WHO (1995) Application of Risk Analysis to Food Standards Issues. Report of the joint FAO/ WHO expert consultation, Geneva, 13±17 March 1995. Geneva: WHO.
RISK ANALYSIS FAO/WHO (1997) Risk Management and Food Safety. Report of a joint FAO/WHO expert consultation, Rome, 27±31 January 1997. Rome: FAO. FAO/WHO (1998) Application of Risk Communication to Food Standards and Safety Matters. Report of a joint FAO/WHO expert consultation, Rome, 2±6 February 1998. Rome: FAO. Hathaway S (1998) General concepts of risk analysis. In: Heggum C (ed.) Proceedings of the 25th International Dairy Congress, 21±24 September 1998, vol. 5, pp. 30±39. Aarhus: Danish National Committee of IDF. Herrman JL and Nakashima N (1999) Assuring sciencebased decisions: expert advice and risk analysis ± validity of the process and dealing with uncertainty. In: FAO/WHO/WTO Conference on International
Rumen Fermentation
2463
Food Trade Beyond 2000: Science-Based Decisions, Harmonisation and Mutual Recognition, Conference Report Part IX A, para s132±s138. Rome: FAO. Jouve JL (1998) Development of risk analysis in the international framework. In: Heggum C (ed.) Proceedings of the 25th International Dairy Congress, 21±24 September 1998, vol. 5, pp. 10±29. Aarhus: Danish National Committee of IDF. Schlundt J (1998) Application and acceptance of risk management procedures. In: Heggum C (ed.) Proceedings of the 25th International Dairy Congress, 21±24 September 1998, vol. 5, pp. 41±47. Aarhus: Danish National Committee of IDF. Vose D (2000) Risk Analysis: A Quantitative Guide, 2nd edn. Chichester: John Wiley.
see Nutrients, Digestion and Absorption: Fermentation in the Rumen.
Ruminally Protected Amino Acids
see Feed Supplements: Ruminally Protected Amino Acids.
SALMONELLA
SPP.
2465
S SALMONELLA
SPP.
C Poppe, Health Canada, Guelph, Ontario, Canada Copyright 2002, Elsevier Science Ltd. All Rights Reserved
The Incidence of Salmonella spp. in Milk and Dairy Products Raw or Nonpasteurized Milk
Raw milk may contain a variety of food-borne pathogens including Salmonella, verotoxigenic Escherichia coli (VTEC), Campylobacter spp., Listeria monocytogenes, Yersinia spp. and Brucella spp. Cases of foodborne outbreaks due to the consumption of Salmonella-contaminated raw milk have been reported in many countries. Studies have been conducted to determine the incidence, prevalence and occurrences of Salmonella bacteria in milk and dairy products. Studies in a number of countries have shown that the prevalence of Salmonella in samples of raw milk taken at farms or from transport trucks ranged from 0.17% to 4.7%. A 1986±87 prevalence survey of Salmonella in raw milk in Ontario showed a seasonal character in that the prevalence rates declined from 1.2% in September 1986, to 0.4% in October± November, to 0.2% in December±January and to 0% in February 1987. Eight isolates of Salmonella MuÈnster and two of Salmonella Mbandaka were recovered from the milk ®lters of 9 (1.1%) of 813 farms. In a 1988 study, bulk milk ®lters from 22 (2.9%) dairy farms in southwestern Ontario, Canada, were Salmonella-positive, with a cumulative incidence rate of 9.0% yearÿ1. The Salmonella isolates consisted of S. MuÈnster (19 strains), S. Anatum var. 15 (2 strains) and S. Montevideo (1 strain). Farms with Salmonella-contaminated milk ®lters had younger cows and cows with longer average days in lactation than control farms. A study in 1997 of dairy farms in the same geographical area showed that 3 (0.17%) of 1720 raw milk samples collected in sterile vials at the time of pick-up of bulk tank milk
contained Salmonella. The Salmonella serovars isolated were S. Typhimurium (1 strain), S. Thompson (1 strain) and S. MuÈnster (1 strain). During a recent study of Salmonella contamination of milk ®lters collected from 404 dairy herds in the state of New York, Salmonella spp. were isolated from 6 (1.5%) milk ®lters. One isolate was a S. Typhimurium phage type 104. Passage of milk through the pasteurization process does not automatically ensure its safety. Investigation of a large outbreak of salmonellosis in the US in 1984 showed that 2% low-fat pasteurized milk processed at a dairy plant in Northern Illinois had become contaminated with S. Typhimurium. The likely cause of contamination was a cross-connection of a skim milk transfer line between tanks containing raw milk and a tank with pasteurized skim milk. Examination of the possible sources of contamination of the raw milk showed that 28 (5.5%) of pooled raw milk samples from 2786 milk producers in Wisconsin and Illinois contained Salmonella spp. Certified Milk
Certi®ed milk is raw nonpasteurized milk produced under conditions that comply with standards of sanitation. In California, outbreaks of salmonellosis due to S. Dublin occurred when people consumed certi®ed milk. Cheese
Soft cheeses or cheeses made from unpasteurized or insuf®ciently pasteurized milk may be contaminated with Salmonella. Investigation of cases of human infections with S. MuÈnster that occurred in the early 1980s in Ontario showed that cheddar cheese made from raw milk contained S. MuÈnster. Eleven (6.1%) of 181 vats of cheese were positive for Salmonella at the curd stage and two vats (1.1%) of the ®nished raw milk cheddar cheese were positive. The largest foodborne outbreak of salmonellosis in Canada occurred during the spring and summer of 1984 affecting about 2700 people who consumed
2466
SALMONELLA
SPP.
Cheddar cheese contaminated with S. Typhimurium phage type (PT) 10. The contamination level of the cheese was low and ranged from 0.36 to 9.3 Salmonella bacteria 100 gÿ1 of cheese. Up to 60 samples per lot of cheese had to be examined to ®nd a positive lot. Examination of raw milk samples from 327 farms on Prince Edward Island, Canada, that supplied milk to the cheese-processing plant showed that the bulk tank milk of one farm contained S. Typhimurium PT10. One of 24 cows in the herd, although clinically healthy, shed the same S. Typhimurium PT10 intermittently in the milk from one quarter of the udder during a 36-day observation period. Not all the milk used to produce the cheese was properly pasteurized since manual turning of an electronic ¯ow diversion valve in the plant allowed some raw milk to ¯ow into vats used for cheesemaking. The presence of phosphatase in samples of cheese associated with human illness indicated that the milk had not been fully pasteurized. Investigation of the outbreak suggested that only a few Salmonella bacteria might cause infection in consumers. Studies on the fate of S. Typhimurium in the manufacturing and ripening of low-acid Cheddar cheese showed that after a rapid initial decline, the number of Salmonella remains the same and can survive refrigerated storage for more than 40 weeks. In an outbreak of S. Javiana and S. Oranienburg infections in humans in Minnesota and Wisconsin in 1989, consumption of contaminated Mozzarella cheese was implicated as the source of infection. Again, the level of Salmonella contamination in the cheese was low and ranged from < 1 to 9 bacteria 100 gÿ1. The outbreak-associated serovars were isolated from two (3%) of 68 unopened 0.45 kg blocks of Mozzarella cheese. Salmonella-contaminated cheese used as an ingredient in foods was implicated in a 1998 Canada-wide outbreak of more than 800 cases of salmonellosis in humans, most of them children. Those affected had consumed a commercially available prepackaged lunch product containing pasteurized Cheddar cheese contaminated with S. Enteritidis PT 8. Raw goats' milk may also contain Salmonella and the drinking of raw goats' milk and consumption of cheese made from raw goats' milk has resulted in several outbreaks of salmonellosis in humans. In one outbreak in France in 1993, consumption of goats' milk cheese made from unpasteurized milk caused a large number of consumers to be infected with S. Paratyphi B. The organism was isolated from milk at the processing plant on two of ®ve occasions and was found in the milk from only one of 40 farms that supplied the plant.
Dried Milk Products
Dried milk products are occasionally contaminated with Salmonella. In an outbreak of salmonellosis in infants in the United Kingdom, all infected infants had been fed a reconstituted dried milk product from one manufacturer. Salmonella Ealing was isolated from four of 267 sealed packets that were examined. Similarly, an island-wide epidemic of salmonellosis occurred on Trinidad in the 1970s affecting approximately 3000 persons who had consumed one of seven different brands of powdered milk that were contaminated with S. Derby and had been packaged by the single processing plant on the island. Other outbreaks of salmonellosis due to S. Tennessee or S. Anatum have occurred in infants after consumption of powdered milk products and infant formula in England and Wales, Belgium, France, Canada and the United States. The prevalence of Salmonella serovars in dairy products is undoubtedly in¯uenced by, but does not appear to entirely coincide with, the prevalence of Salmonella serovars causing infection or shedding in dairy cattle. The reason the two parameters are not in complete congruence with one another may lie in the fact that dairy products are commonly produced on a very large scale and contamination with a less common serovar may result in widespread outbreaks of salmonellosis. Also, the Salmonella serovar isolated from the milk or processed dairy product is whatever serovar happens to be present or has survived in the product when samples are taken for analysis, whereas differences among serovars in host speci®city, virulence and infectious dose in¯uence whether infection and shedding in cattle occurs.
Sources Excretion of Salmonella in the Milk
Excretion of Salmonella by cows in the milk occurs when the animal is febrile and experiencing an acute episode of salmonellosis. This happens most frequently during the postpartum period. Cows infected with the host-adapted S. Dublin may shed Salmonella bacteria with the milk, but shedding of Salmonella via this route has also occurred with a number of other Salmonella serovars including S. Typhimurium, S. MuÈnster, S. Give, S. Heidelberg and S. Enteritidis. Occasionally, mastitis occurs in infected cows. Nonsymptomatic carrier animals may excrete Salmonella intermittently with the milk. Salmonella bacteria may be shed for prolonged periods of time from one quarter of the udder. In one study, S. Enteritidis PT8 was repeatedly isolated over a period of 7 months from the right hind quarter of the udder of
SALMONELLA
a 5-year-old Holstein cow. The milk appeared normal at all times. In a study in the United Kingdom, 26 of 70 milk ®lters examined during a 4-year period (1983±86) tested positive for S. Typhimurium phage type 49a. At the end of the study period when milk samples were collected from 131 lactating cows, Salmonella bacteria were found in one milk sample. Milk samples taken 3 months later from 152 cows in milk at the same farm showed the same results: one milk sample cultured positive for S. Typhimurium. The affected cow shed Salmonella from one quarter of the udder. The number of Salmonella bacteria shed in the milk may vary considerably. During an outbreak of S. MuÈnster infections in dairy cattle, one cow in midlactation in a herd of 35 cows shed S. MuÈnster at a rate of approximately 200 cfu mlÿ1. The cow continued to shed the organism during the rest of the lactation period and at freshening, S. MuÈnster was again isolated. One of the quarters of the udder showed signs of clinical mastitis at the freshening period. During the same outbreak affecting more than 200 herds, three other cows in three herds continued shedding S. MuÈnster in the milk, although the faecal samples were negative. Chronically infected Salmonella carriers may shed 10±30 bacteria mlÿ1 of milk, but shedding of as many as 105 bacteria mlÿ1 of milk has been reported. Contamination of Milk from Other Sources
Milk is most often contaminated after it leaves the cow by various means including faecal matter, contaminated equipment, dust and other environmental sources. Adult cattle that recover from clinical disease may become active carriers and such apparently healthy animals may excrete Salmonella in large numbers in the faeces for prolonged periods. Carrier animals are a major source of environmental contamination and infection of animals and humans. Cows excreting Salmonella may infect neighbouring cows in a barn, which then in turn may excrete Salmonella in the milk and the faeces. During an outbreak of salmonellosis in dairy cattle in Quebec, Canada, S. Give was isolated from the faeces of cows with clinical salmonellosis and from the bulk tank milk of two herds. In one herd, the infection was so widespread that S. Give was isolated from the faeces of 41% of the cows. Milk production was considerably reduced. Ten of 24 positive cows shed Salmonella in their faeces for more than 6 weeks, and ®ve of 23 cows for 11 weeks or longer. The only clinically affected cow had a profuse diarrhoea in its postpartum period. Salmonella Give was isolated from two of ®ve cats
SPP.
2467
that frequented the feeding alley in the barn. In a neighbouring dairy herd, a febrile and diarrhoeic cow excreted S. Give from the faeces, and a week later the two adjacent cows shed the same Salmonella serovars in the faeces. The distribution of the infection appeared to be limited to the immediate environment of the clinically ill animal since faeces from none of the other cows in the herd tested positive for Salmonella. One cow in this herd shed S. Give in the faeces for at least 26 weeks. Milking equipment may be contaminated with Salmonella before and during milking the cows. Dust, bedding, manure, other debris and aerosols may be aspirated by the vacuum pump of the milking systems and contaminate the milk with Salmonella and other pathogens. Plant ®bres and other particulate debris have been found on milk ®lters, suggesting that faecal matter, bedding and other debris may have contaminated the milk. Farmers and farm workers may be infected and transfer Salmonella from themselves or from sources in the immediate environment to the milking equipment and the milk. Salmonella-infected cats and dogs on the farm may play a role in contaminating the milk. Direct or indirect contamination of milk may occur when cows drink Salmonella-contaminated water or when the water contaminates the udder or the milking equipment. Farmers and their helpers may also contract the disease by direct transfer of Salmonella from infected cattle or calves via faeces or saliva. Cattle that drink from contaminated streams and creeks may ingest Salmonella and the water may contaminate the udder and teats. In the United Kingdom, cattle and calves grazing on pasture contaminated with human sewage became infected and S. Dublin, S. Typhimurium and other Salmonella serovars were repeatedly isolated from rectal swabs from the cows and calves and occasionally from milk ®lters. Dried milk products may be contaminated with Salmonella. In one outbreak, the source of contamination was traced to a spray-drier that had a hole in its inner lining, allowing contamination of the milk powder to occur. Utensils used for cheesemaking may be contaminated with Salmonella. In an outbreak of salmonellosis caused by the consumption of cheese contaminated with S. Berta, the unpasteurized soft cheese was made by ripening the skim milk curds at room temperature in large buckets. One of the buckets had previously been used for the soaking of chicken carcasses before they were frozen for later consumption. Salmonella Berta was also isolated from the chicken carcasses.
2468
SALMONELLA
SPP.
Control Measures There are many measures that could be taken to prevent salmonellosis. The most important public health control measure is undoubtedly pasteurization of the milk; if properly done, pasteurization is extremely effective in eliminating risk of infection. Other measures include prevention of contamination, inhibition of bacterial growth, prevention of gastrointestinal infection in infants and adults by the consumption of fermented milk products, and measures to control the feeding of Salmonellacontaminated feeds to animals. The growth of Salmonella can be inhibited by lowering the pH of foods, by treating foods with organic acids or sodium chloride and by refrigeration. Such preventative measures have been described by El-Gazzar and Marth (see `Further Reading'). Vaccination of cattle is also used to prevent and control salmonellosis (see Diseases of Dairy Animals, Infectious: Salmonellosis). Measures to curtail the drinking of unpasteurized milk have been highly successful in preventing infections. The implementation of legislation in 1983 in Scotland prohibiting the retail sale of untreated cows' milk effectively controlled the large generalcommunity outbreaks of milk-borne salmonellosis and Campylobacter enteritis. The measures were also very cost effective. A 1981 study in Scotland of the cost of one outbreak of salmonellosis affecting more than 650 persons, of whom two died, showed an estimated average cost per patient of £ 2637. In dairy farming communities where farm workers and their families continued to receive untreated milk as a wage-bene®t, outbreaks continued to occur. When further control measures were introduced directing that only heat-treated milk could be given to farm workers as a wage bene®t, further outbreaks were few and virtually ceased in Scotland. However, the drinking of raw milk by dairy farmers, their families and friends continues to be a common practice in many countries. It has caused numerous cases of salmonellosis among these groups. Dairy farmers and their families should be informed about the untold harm resulting from the drinking of raw milk and the ensuing cases of illness and number of deaths due to infections including salmonellosis, campylobacteriosis, listeriosis and brucellosis. Such information can be provided by placing articles about milk-borne illnesses and measures to control such illnesses in dairy producers' magazines and other publications for farmers and their families. The public at large, and especially chronically ill elderly patients and the parents of young children, should be cautioned against the drinking of raw milk, an increasingly popular `health food'.
Large outbreaks in the United States and Canada of milk- and cheese-borne salmonellosis in humans occurred as a result of misdirecting the ¯ow of raw milk into containers and vats intended to receive pasteurized milk. It is therefore imperative to maintain proper control of the ¯ow of pasteurized milk and to maintain a strict separation of unpasteurized and pasteurized products in dairy processing plants. Outbreaks of salmonellosis after consumption of reconstituted dried milk products prompted recommendations to manufacturers. These included increased monitoring of the drying process in order that defects in the process may be readily recognized and remedied, not to blend products with high bacterial counts with batches with a low viable count, and not to keep raw milk and whey on the site of a milkdrying plant. The average number of milking cows per dairy worker has increased signi®cantly during the last few decades in many countries and less time is available for attention to the hygiene of individual animals. In the process, the potential exposure of milk to contamination during production has also increased. Thus, strict hygienic measures before, during and after milking the cows should be maintained. Such measures include a clean milking parlour, proper disinfecting and cleaning of the udder and teats, good maintenance, cleaning and disinfecting of milking equipment before and after use and the institution of other measures to promote hygiene and prevent contamination of milk during production. Good manufacturing practices must be maintained in order to produce cheese free from Salmonella contamination. An outbreak of salmonellosis due to S. Heidelberg in Denver and Pueblo, Colorado showed that the raw milk used at the dairy processing plant to make the cheese contained more than 3 million organisms mlÿ1. The raw milk was stored for 1±3 days in insulated but unrefrigerated holding tanks and the milk was ®ltered only after pasteurization, a violation of guidelines for pasteurization. Also, bacterial culturing and phosphatase measurements of the pasteurized milk were not carried out. The manufacturer was urged to take appropriate corrective measures.
Salmonellosis in Humans Salmonella Serovars Infecting Humans
Throughout the world, a proportion of the milk consumed still is not pasteurized. In some countries, unpasteurized milk or certi®ed milk is for sale or can be obtained directly from the farm. The drinking of unpasteurized milk, the consumption of soft cheeses made from raw or improperly pasteurized
SALMONELLA
milk or milk contaminated after the pasteurization process has resulted in numerous single cases and small and large outbreaks of salmonellosis. The majority of milk-borne epidemics of salmonellosis in humans in the United Kingdom have been caused by S. Dublin and S. Typhimurium. These two Salmonella serovars have also been the most commonly isolated serovars from cattle in the western European countries, whereas in the United States and Canada S. Typhimurium has been the most frequently isolated serovar from bovine sources. Such outbreaks continue to occur. Recently, the consumption of Mexican-style soft cheese made from raw milk caused several outbreaks of S. Typhimurium phage type 104 infection in people in California and Washington State. Symptoms The symptoms observed in cases of human salmonellosis are diarrhoea, abdominal cramps, nausea, vomiting, fever, headaches and blood in the faeces. The frequency and severity of the symptoms may vary. In the soft-cheese-related outbreaks of infection with S. Typhimurium phage type 104 mentioned above, diarrhoea was observed in 100%, abdominal cramps in 93%, fever in 93%, bloody stools in 72% and vomiting in 9% of cases, whilst 9% of patients were hospitalized. In California, during the period 1971±74, there were 79 cases of human salmonellosis due to S. Dublin; 74 of the 79 patients drank certi®ed raw milk produced at a single large dairy. In 52 of the 79 cases, the organism was isolated from blood, urine or deep tissue sites, demonstrating the invasiveness of the infection. Sixteen of the 79 patients died of whom 13 had pre-existing chronic debilitating diseases. In 1993, in France, consumption of a raw goats' milk cheese was associated with a S. Paratyphi B infection in 273 patients; in 240 patients the organism was isolated from the faeces, in 15 from blood and in 14 from tissues and in another four the site was unknown. Thirty-seven per cent of the patients were hospitalized and one died. The largest single foodborne epidemic in the United States affected an estimated number of more than 160 000 persons who became ill as a result of S. Typhimurium infection from contaminated 2% low-fat milk produced by a dairy plant in Illinois in 1985. There were more than 16 000 culture-con®rmed cases, 2777 patients were hospitalized and 14 associated deaths occurred. Susceptibility to Salmonella infection and severity of illness Susceptibility to and severity of Salmonella infection in humans depends on various factors including the dose and virulence of the pathogen
SPP.
2469
for the human host, the type of food, the age of the host, and factors known to affect the immune status of the host, such as infection with the human immunode®ciency virus (HIV), leukaemia and/or the use of immunosuppressive drugs. Other hostassociated risk factors include diabetes, partial gastrectomy and the low gastric acidity associated with these conditions. The very young and the elderly are most susceptible to the infection. The fat content of contaminated foods such as cheese may in¯uence the dose necessary to cause an infection. Salmonella present in foods with a high fat content such as cheese may be trapped in hydrophobic lipid moieties and survive the acidic conditions of the stomach to subsequently attach to and invade the enterocytes lining the intestines. Cases in which humans became infected after ingestion of an estimated dose of 100±500 S. Heidelberg or, in another outbreak, by less than 10 S. Typhimurium in cheddar cheese support this hypothesis. See also: Cheese: Public Health Aspects. Diseases of Dairy Animals, Infectious: Salmonellosis. Microorganisms Associated with Milk.
Further Reading Brian FL (1983) Epidemiology of milk-borne diseases. Journal of Food Protection 46: 637±649. D'Aoust J-Y (1989) Manufacture of dairy products from unpasteurized milk: a safety assessment. Journal of Food Protection 52: 906±914. D'Aoust J-Y, Warburton DW and Sewell AM (1985) Salmonella Typhimurium phage-type 10 from Cheddar cheese implicated in a major Canadian foodborne outbreak. Journal of Food Protection 48: 1062±1066. Desenclos J-C, Bouvet P, Benz-Lemoine E et al. (1996) Large outbreak of Salmonella enterica serotype Paratyphi B infection caused by a goats' milk cheese, France, 1993: a case ®nding and epidemiological study. British Medical Journal 312: 91±94. El-Gazzar F and Marth EH (1992) Salmonellae, salmonellosis and dairy foods: a review. Journal of Dairy Science 75: 2327±2343. Fierer J (1983) Invasive Salmonella Dublin infections associated with drinking raw milk. Western Journal of Medicine 138: 665±669. Galbraith NS, Forbes P and Clifford C (1982) Communicable disease associated with milk and dairy products in England and Wales 1951±80. British Medical Journal 284: 1761±1765. Potter ME, Kaufmann AF, Blake PA and Feldman RA (1984) Unpasteurized milk: the hazards of a health fetish. Journal of the American Medical Association 252: 2050±2054. Ryan CA, Nickels MK, Hargrett-Bean NT et al. (1987) Massive outbreak of antimicrobial-resistant
2470
SERVICES IN PROCESSING PLANTS/Water Supply
salmonellosis traced to pasteurized milk. Journal of the American Medical Association 258: 3269±3274. Sharp JCM (1989) Milk-borne infection. Journal of Medical Microbiology 29: 239±242. Villar RG, Macek MD, Simons S et al. (1999) Investigation of multidrug-resistant Salmonella serotype Typhimurium
Sanitizers
DT104 infections linked to raw-milk cheese in Washington State. Journal of the American Medical Association 281: 1811±1816. Wray C and Sojka WJ (1977) Reviews of the progress of dairy science: bovine salmonellosis. Journal of Dairy Research 44: 383±425.
see Hygiene in Dairy Production and Processing.
Seasonal Dairying
see Dairy Farm Management Systems: Seasonal, Pasture-Based ± Dairy Cow
Breeds.
Sensory Evaluation, Principles of
see Analysis: Sensory Evaluation.
SERVICES IN PROCESSING PLANTS Contents
Water Supply Heat Generation Refrigeration Compressed Air Electricity Supplies
Water Supply B Creedon, Water Technology Ltd, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction
Some of these constituents may make the water unsuitable for use in speci®c applications in the dairy industry. The aim of water treatment is simply to modify the constituents to render the water suitable for a desired application. An analogy is the manipulation of impurities in a metal to form an alloy with desired characteristics.
Water from natural sources usually contains:
System Design and Specification
� dissolved natural minerals, gases and possibly
Water treatment systems are frequently designed by water treatment contractors/suppliers to meet speci®c needs de®ned by a client. A dairy industry client may consequently ®nd it necessary to decide between
some other chemicals � insoluble debris ± vegetable and mineral � microorganisms ± living or dead.
2470
SERVICES IN PROCESSING PLANTS/Water Supply
salmonellosis traced to pasteurized milk. Journal of the American Medical Association 258: 3269±3274. Sharp JCM (1989) Milk-borne infection. Journal of Medical Microbiology 29: 239±242. Villar RG, Macek MD, Simons S et al. (1999) Investigation of multidrug-resistant Salmonella serotype Typhimurium
Sanitizers
DT104 infections linked to raw-milk cheese in Washington State. Journal of the American Medical Association 281: 1811±1816. Wray C and Sojka WJ (1977) Reviews of the progress of dairy science: bovine salmonellosis. Journal of Dairy Research 44: 383±425.
see Hygiene in Dairy Production and Processing.
Seasonal Dairying
see Dairy Farm Management Systems: Seasonal, Pasture-Based ± Dairy Cow
Breeds.
Sensory Evaluation, Principles of
see Analysis: Sensory Evaluation.
SERVICES IN PROCESSING PLANTS Contents
Water Supply Heat Generation Refrigeration Compressed Air Electricity Supplies
Water Supply B Creedon, Water Technology Ltd, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction
Some of these constituents may make the water unsuitable for use in speci®c applications in the dairy industry. The aim of water treatment is simply to modify the constituents to render the water suitable for a desired application. An analogy is the manipulation of impurities in a metal to form an alloy with desired characteristics.
Water from natural sources usually contains:
System Design and Specification
� dissolved natural minerals, gases and possibly
Water treatment systems are frequently designed by water treatment contractors/suppliers to meet speci®c needs de®ned by a client. A dairy industry client may consequently ®nd it necessary to decide between
some other chemicals � insoluble debris ± vegetable and mineral � microorganisms ± living or dead.
SERVICES IN PROCESSING PLANTS/Water Supply
different types of system offered by different suppliers. The following article examines the information required to facilitate a properly designed system as well as the factors requiring consideration in selection of the appropriate technology. Design of a water treatment system incorporates six elements:
� � � �
constituents of the source water available properties required of the treated water limits placed on the type of treatment to be used speci®c design factors and budgetary considerations � volume of water to be treated � required operational ¯ow rate.
resources. There are also few industries prepared to invest in state-of-the-art packages in the absence of absolutely necessary or regulatory requirements. Thus, the dairy industry shares in the dilemma regarding how conservatively to design a system and how much sophistication in terms of performance, automation and monitoring equipment should be targeted. When a choice of different technologies exists as solution to the same problem, capital cost alone can be a poor basis for the selection of the most appropriate system. Some other questions to be considered are:
� Is the proposed system fully capable of the desired performance?
� How easy would it be to modify the system if water
Constituents of the Existing Water Supply
These are normally de®ned by laboratory analyses of the available water source. Most laboratory reports justi®ably contain a warning that the results re¯ect only parameters at the time of sampling. Laboratory analyses are snapshots of water quality and conditions such as weather may produce signi®cant variations. Time constraints often dictate that water treatment systems be designed on insuf®cient and inaccurate data.
� � �
Desired Properties of the Treated Water
�
The client, in consultation with the water treatment specialist, should de®ne the appropriate properties of the treated water. This often necessitates compromise because of the variety of end uses in the dairy industry (e.g. cleaning-in-place (CIP), process water, boilers, cooling/chilled water, etc.) and con¯icting requirements (e.g. fully softened water is bene®cial for cleaning duties but corrosive in some circumstances). Limitations on the Type of Treatment to be Used
Such limitations may invoke inclusion or exclusion of particular processes. A water treatment process may be necessary where the industry is responding to speci®c customer requirements or the demands imposed in the manufacture of a franchised product. Alternatively, some water treatment systems may be outruled because of prohibited ef¯uents. Processes may be undesirable owing to the cost, feasibility or politics of the ef¯uent handling required. Specific Design Factors and Budgetary Considerations
There are few challenges in water treatment that cannot be solved by the application of suf®cient
2471
� �
conditions or the speci®cations of the required treated water were to change in the future? Is the system simple to operate, maintain and service? Are there important safety and handling issues? Can the operation of the system be monitored or is monitoring equipment already included as part of the package? Is extra capacity available from the system for emergencies or future expansion and how easy is it to upgrade the system? What are the running costs, including energy, component replacement costs and consumables? Is the supplier offering a long-term commitment in terms of servicing and technical support?
Volume of Water to be Treated
Overall plant size is normally directly proportional to capital and running costs. Proper design is critically dependent upon the accuracy of computing the volume of treated water required. Inaccurate estimation of the volume of water required for particular processes can lead to unnecessary expense. In existing systems it is possible to measure the volume of water being used over a period of time. Nonintrusive ¯ow meters can be mounted on existing pipework to establish total usage and pattern of ¯ow to various applications. Required Operational Flow Rate
Where water is not required continuously, this may be exploited by downsizing the basic treatment capability and operating the plant on a continuous basis to build up a reserve of treated water during periods of low demand. This reserve may then serve to cope with brief periods of relatively high demand. Thus, sizing of storage facilities is intrinsically part of proper engineering design and may confer bene®ts such as security and reduction of overall plant capital costs.
2472
SERVICES IN PROCESSING PLANTS/Water Supply
Typical Water Treatment Arrangements in a Dairy Processing Plant A dairy processing plant will typically have a primary water treatment facility to treat all water for use in the plant. Such treatment might suf®ce for general process water but is usually augmented for more sensitive processes such as cooling water, chilling water or membrane washing. Treatment of make-up water for boilers frequently requires special consideration and is therefore often separated from that of the main water supply.
Common Constituents and the Problems They Cause Table 1 links some common constituents of water with speci®c problems. Removal of Suspended Solids and Turbidity
For most milk industry applications, water is required to be clear and free of suspended solids and turbidity. If a groundwater source is involved, treatment to improve turbidity is usually not required. Mains water supplies provided by utility companies/authorities are typically preclari®ed, although periodic discharge of material accumulating within the distribution system can occur. It is bene®cial, therefore, to ®t security ®lters to mains supplies that feed particularly sensitive processes. It should also be borne in mind that few water supplies lack some ®lterable material if a ®ne enough ®lter is used. Suspended solids and turbidity are typically removed by coagulation/¯occulation and settlement, followed by ®ltration. Chemical coagulants exploit electrostatic charges on suspended particles, encouraging coalescence to form larger particles. Flocculants provide a chemical bridging between these particles to form yet larger and heavier ¯ocs that may be removed by sedimentation. The dosage and
selection of chemical ¯occulants are best determined by on-site laboratory tests. (It is important to control the process pH to encourage maximal settlement and minimal carryover of suspended solids in the supernatant.) After ¯occulation the suspended solids are allowed to settle out. The clear supernatant liquid is removed and ®ltered to remove any remaining solids. (Sometimes the settlement stage can be omitted if the solids content is low enough, e.g. 50 mg lÿ1 or less.) The process of ®ltration can be achieved by a number of methods, although the traditional method of sand ®ltration is still the most common. The water is allowed to percolate through appropriately graded sand and suspended materials become trapped within the bed. A backwash process is used to clean and regenerate the sand ®lters periodically. Water is fed to the bottom of the ®lter bed to ¯ow up through the ®ltration media and then to drain. Flow is controlled at a high rate so as to expand the bed. The distance between the particles in the expanded bed is consequently increased to allow the backwash water of the ®ltered material to drain freely. Sometimes coarse materials of lower speci®c gravity are used along with the sand. These media settle on the top of the bed of sand after backwashing and are used to trap the larger particle, allowing smaller particles to pass through to the sand. This grading increases the capacity of the ®lter to handle greater volumes of ®lterable solids. Backwashable screen-type ®lters are appropriate to some applications. In these units, the water is fed into a ®lter chamber and allowed to ¯ow outwards through a ®lter screen. The ®ltered material builds up as a cake on the inside of the screen. Cleaning nozzles directed at the inside of the screen are used to suck off the ®ltered cake from a small section of the screen. During the cleaning cycle, the nozzles rotate until the entire screen has been addressed. These systems have the advantage that ®ltered water is available even
Table 1 Speci®c problems caused by common constituents of water Suspended solids Iron and manganese Microorganisms Organic compounds Calcium and magnesium Dissolved gases (O2 and CO2) Other dissolved materials Total dissolved solids
Settlement to form deposits on equipment and piping Facilitation of the growth of microorganisms Fouling and staining of equipment and piping Microbiological contamination of equipment surfaces Secondary contamination of products or potable supply Promotion of growth of microorganisms Imparting of taste or odour to product Staining of equipment and piping Scale formation when water is heated or evaporated Increase in detergency requirement (and reduced performance) Increased corrosion of pipework, etc. Contamination of product Increased blowdown requirement in boiler and cooling systems
SERVICES IN PROCESSING PLANTS/Water Supply
during the cleaning cycle. Filter screens as ®ne as 25 mm are available. For ®ltering smaller amounts of water, disposable or washable cartridge-type ®lters may be suitable. There are two standard types of cartridge: the depth type (where the solids are trapped within the cartridge itself) and pleated ®lter type (which depends on the surface layer to perform the ®lter duty, similar to ®lter papers used in a laboratory). Most ®lter elements are disposable, though washable types are available. Cartridge ®lters are rated either absolute or nominal, depending on the percentage of suspended solids of a particular size held back by the ®lter. Water can be ®ltered to 5 nm using present technology but, in general, the ®ner the ®ltered particle speci®cation, the more expensive the element. Bag ®lters offer a variation on the cartridge ®lter and can normally hold a larger quantity of ®ltered materials between ®lter changes. The water is fed into the centre of the bag and forced to ¯ow outwards through the bag to service. Filtered material trapped within the bag is removed periodically by manual or automatic procedures. Many systems depend on periodic disposal of the bag. The limiting factors for the sizing of ®lters are the maximum ¯ow rate required, the concentration of suspended solids present and the desired treated water quality. Removal of Iron and Manganese
Filters for the removal of iron and manganese deserve special mention. These minerals are often fully dissolved in the raw water. On exposure to air or oxidizing agents such as chlorine, insoluble oxides are formed which can heavily stain any materials subsequently in contact with the water. Characteristic red/brown/black staining of stainless steel is a feature of excess iron/manganese in the water supply of the dairy industry. Elimination of these salts involves controlled oxidization of the soluble minerals to insoluble forms, conveniently removable by ®ltration. Oxidizing ®lters containing media based on manganese dioxide (e.g. Birm, Filox or manganese greensand) are commonly used. Most high-performance systems incorporate a preoxidizing stage by the addition of air, chlorine, ozone or potassium permanganate solution. Interestingly, the preoxidation stages of these ®lters are also used to remove hydrogen sulphide, which is commonly associated with iron-bearing groundwaters. Even in small quantities, iron and manganese may foul water-softening resins. The ion exchange resins adsorb most metals, but iron and manganese are not
2473
deadsorbed by the regenerant salt solution, resulting in signi®cant loss of capacity of the softener over time. A relatively new development is the availability of processed natural zeolites that act as combination water softeners and iron/manganese ®lters. These are regenerated using an NaCl solution. Use of NaCl is not always possible, as signi®cant levels of total hardness are required to facilitate combinational performance. Destruction of Microorganisms
Understandably, the sterilization (total destruction) or disinfecting (subtotal but adequate destruction for speci®c use) of water supplies is a major cause of concern for processing facilities in the dairy industry. There are three commonly used techniques for the destruction of microorganisms in water: 1. Addition of a strong oxidizing agent. 2. UV irradiation. 3. Addition of a nonoxidizing biocide. Oxidizing agents Oxidizing agents in common use are chlorine, ozone, chlorine dioxide and bromine (normally in cooling systems). All oxidizing agents require an adequate contact time to disinfect properly. Stronger oxidizing agents require lower concentrations and shorter contact times. The water may be treated before the storage tanks or by installing an inline contact pressure vessel after the dosing point. Ozone is a replacement for chlorine in some applications. As a strong oxidizing agent not capable of forming trihalogenated methanes (THMs), it is particularly suited for disinfecting waters with a high content of organics or colorants. Ozone naturally decomposes rapidly to oxygen, and for this reason does not provide the extended postprotection offered by other oxidizing compounds. Water treated with ozone may be chlorinated to a low concentration to provide postprotection. Chlorine dioxide is another strong oxidizing agent available for disinfection. It also has the advantages of not forming chlorinated organic compounds, requiring less contact time, and it is effective over a wider pH range. With a greater ability to penetrate biomass, chlorine dioxide is also suitable for use in cooling systems. Chlorine dioxide is somewhat unstable and normally needs to be generated on-site, typically by metering pump blending of chlorite salt and oxidant. All of the above chemicals should be dosed according to the volume of water to be treated and the continuous processes the chemical ¯ow rate needs to be set in proportion to the water ¯ow rate so that the required concentration is reached. Chemical
2474
SERVICES IN PROCESSING PLANTS/Water Supply
concentration is often monitored by an online analyser to allow for automatic control of the chemical ¯ow rate. Ozone or chlorine gas is usually injected into a line by a venturi device. Solid-form chlorine, and bromine-release agents are also available. These are often used in cooling and chilled water systems. UV irradiation UV radiation used to control microorganisms has some advantages over chemical methods, which entail inconvenient and potentially dangerous handling. Chemicals may also leave unsuitable residual products in the water. The major disadvantage of UV systems lies in the failure to provide postprotection. There is then the possibility of water becoming reinfected after treatment. Ideally, UV systems should be used as close to the point of use as possible. Sizing to the particular ¯ow rate is critically important, as is matching to the UV transmittance of the pretreated water. Nonoxidizing biocides Nonoxidizing biocides are usually microbiologically toxic organics and ®nd most application in the treatment of cooling and chilled water systems. Typically, two chemicals are used alternatively to prevent the development of resistant strains. Removal of Organic Compounds
Organic materials appear occasionally in groundwaters and commonly in surface and postprocessing waters. For example, the high costs of both water extraction and ef¯uent treatment have led to renewed interest in techniques for the recovery and reuse of second condensate from milk powder evaporators for reuse as process water. One method for removing organics in this scenario is dosage of the condensate to a high level with an oxidizing agent. Chlorination at 6±10 mg lÿ1 or ozonation at 0.1±1 mg lÿ1 per 1 mg lÿ1 of organic material present would suf®ce. The contact time required depends on the oxidant used. The treated water is then passed through a carbon ®lter which destroys residual oxidizing agent and removes excess and oxidized organics by absorption into the carbon matrix. Carbon ®lters require periodic backwashing and the activated medium requires replacement from time to time. This process combines microbiological disinfection with organic removal. Ultra®ltration is also used to remove organic contaminants from water. These ®lters comprise molecular pore sizes of 5±10 nm and are used in a cross-¯ow con®guration. Water is split into two streams by the ultra®ltration element. The reject stream, containing the bulk of the solid materials, is diverted to drain while the product water or
permeate becomes the treated water stream. The cross-¯ow con®guration allows the process stream/ waste constantly and tangentially to wash the upstream surface of the membranes, thereby reducing the risk of fouling. Removal of Hardness
Scale formation and degradation of detergents owing to calcium and magnesium salts are well established. The most common method of removing hardness salts is base exchange softening. Typically, the water is passed through an ion exchange resin, held in a pressure vessel ®tted with some type of control valve system, usually automatic. Base exchange removes the hardness salts by adsorbing calcium and magnesium ions on to the resin in exchange for the ionic equivalent in sodium ions. Sodium salts rarely form scale. In time the resin will become saturated with adsorbed hardness metals, and regeneration is effected by passing a concentrated sodium solution (NaCl brine) through the resin bed. This solution displaces calcium and magnesium ions and leaves a sodium-rich resin recharged for the next service period. Concentrated hardness salts are washed to drain during regeneration. The process involves exchange of metals and does not lead to a reduction in the overall dissolved solids. Water softeners should be sized to maximum ¯ow rate, total hardness of in¯uent and required hardness of ef¯uent, thus determining the quantity of resin and the control valve design. Reduction in Dissolved Solids Concentration
It is sometimes desirable to reduce the total dissolved solids (TDS) in the water supply. Two examples, typical of the dairy industry, are waters used for boiler make-up or for the manufacture of cream liqueurs. Two systems are commonly in use. Ion exchange Ion exchange systems typically use two resin beds, housed in separate pressure vessels in series. The ®rst stage contains a cation exchange resin that will exchange positively charged metal ions for hydrogen ions. The cation exchanger is normally regenerated (while of¯ine) using hydrochloric acid. The water from the cation exchanger is fed to the anion exchanger unit, which exchanges the negatively charged anionic salts (e.g. chloride, bicarbonate, etc.) for hydroxide ions. The anion exchanger is regenerated using a caustic (sodium hydroxide) solution. The resultant hydrogen and hydroxyl ions equilibriate to form water. Sometimes a carbon dioxide stripping tower or other ion exchange stages are included for economic reasons or to produce
SERVICES IN PROCESSING PLANTS/Water Supply
higher-quality water. The major factors affecting the size of deionization equipment are ¯ow rate and the quantity of dissolved solids in the raw water. Reverse osmosis The second method of TDS reduction in common use is reverse osmosis, which uses a membrane system similar to that described for ultra®ltration. However, this membrane has a pore size of 0.1±1 nm. By applying upstream pressure higher than the natural osmotic pressure of the feed water, water can be forced to ¯ow through the membrane. This effectively allows the dissolved materials to be concentrated in the reject stream and produces a purer permeate stream with a low dissolved solid content. Reverse osmosis is particularly cost-effective for waters with very high total dissolved solids. Typically, chemical pretreatment is required.
Boiler Water and Cooling Water Treatment Boiler water in¯uent is known as feed water and needs to have minimal dissolved solids, no detectable hardness and low corrosive qualities. Feed water is typically made up mainly of returned condensate plus suf®cient make-up water to compensate for any losses. The make-up is normally at least treated either by softening or some form of TDS reduction. All boilers are limited to some maximum level of TDS. (Evaporation intrinsically leads to production of steam ± pure water ± and a residual ¯uid containing very concentrated solids.) The control of the TDS in the boiler itself is normally done by blowdown, which allows some water to drain from the boiler and automatic replacement by feed water of lower TDS. Electrical conductivity is usually monitored online to allow for automatic control of blowdown. Feed water added to the system must be heated to the boiler operating temperature. Thus there is a signi®cant cost associated with blowdown, which can be reduced by the removal of TDS from the make-up water. Typically, three chemicals are added to boiler water. A scale inhibitor is used to precipitate any calcium and magnesium salts that have escaped the treatment system. A corrosion inhibitor, usually an oxygen scavenger, is used to prevent corrosion of the boiler surfaces. A sludge conditioner is used to maintain precipitated solids in the boiler water as free-¯owing entities, rather than allowing them to form a coating on the heat-exchange surfaces. High-pressure boilers used to operate turbines in combined heat and power plants additionally need make-up water with a low silica content. Silica salts are volatile and may escape in the steam to deposit later on the turbine blades. Typical methods for silica
2475
removal are deionization and reverse osmosis. These boilers also require signi®cantly purer feed water and monitoring of chemical parameters. Evaporative cooling systems should also be ®tted with automatic blowdown systems for TDS control. Cooling towers are normally dosed with biocides and either a scale or corrosion inhibitor. Special cooling tower control units are available that combine the control of chemical dosing and blowdown. Chilled water systems are typically treated with a corrosion inhibitor only, though microbiological protection may be required in some instances.
The Future The more recent developments in water treatment have centred on systems utilizing membrane technologies, driven partially by a desire for less chemical handling and strongly by the need to reduce the quality and quantity of ef¯uent produced. It is likely that the trend to membrane-based technologies will continue. It is certain that increased requirements to reduce ef¯uent and the increasing cost of water as a resource will lead to increased efforts to recover more ef¯uent and waste less water. This trend is likely to parallel developments in the range of online analytical equipment used to allow for more precise and integrated control of ever more complex processes featuring combined technologies. See also: Corrosion. Dairy Plant Effluent: Nature of Pollutants; Design and Operation of Dairy Effluent Treatment Plants. Instrumentation and Process Control: Process Control. Process and Plant Design. Services in Processing Plants: Heat Generation.
Further Reading Droste RL (1996) Theory and Practice of Water and Wastewater Treatment. New York: John Wiley. Faust SD and Aly OM (1998) Chemistry of Water Treatment, 2nd edn. Washington, DC: American Water Works Association. Hammer MJ and Hammer MJ (2000) Waste and Wastewater Technology, 4th edn. New Jersey: US Imports and PHIPEs. Hillis P (ed.) (2000) Membrane Technology in Water and Wastewater Treatment. Cambridge: Royal Society of Chemistry. Letterman RD (ed.) (1999) Water Quality and Treatment Handbook, 5th edn. New York: McGraw-Hill. Mann HT and Williamson D (1982) Water Treatment and Sanitation, 2nd edn. Rugby: ITDG. Mathie AJ (1999) Chemical Treatment for Cooling Water. Englewood Cliffs: Prentice-Hall.
2476
SERVICES IN PROCESSING PLANTS/Heat Generation
Matsuo T, Hanaki K and Takizawa S (eds.) (2001) Advances in Water and Wastewater Treatment Technology. Amsterdam: Elsevier Science. McCoy JW (1981) The Chemical Treatment of Boiler Water. New York: Chemical Press. Ouki SK and Graham NJD (eds.) (1994) Role of Coagulants in Water and Wastewater Treatment. London: Imperial College of Science, Technology and Medicine. Schippers JC and Gimbel R (eds.) (2001) Innovations in Conventional and Advanced Water Treatment Processes. London: International Water Association. Wagner G and Pinheiro R (2001) Upgrading Water Treatment Plants. London: E & F Spon.
Heat Generation O D dos Santos Moto, University of Porto, Porto, Portugal Copyright 2002, Elsevier Science Ltd. All Rights Reserved
mechanical, thermal, chemical and phase equilibrium exists. It is characterized by two independent properties. Consider a constant mass of liquid water at pressure P1 1 kPa and temperature T1 20 � C (state 1) contained in a piston-cylinder arrangement (Figure 1). Heating the system with an external heat source will maintain a constant pressure and cause temperature and volume to increase. As can be seen in Figure 2, the system undergoes a change of state, from state 1 to state 2. As long as the temperature (T) is below the saturation temperature (Tsat � 100 � C), vaporization will not occur. This region is the liquid water region (T < Tsat). Additional heating will take the system to Tsat, bringing the liquid to the saturated state, state 3. Any more heating causes part of the liquid to vaporize. It is observed that, during this process, the temperature and pressure are constant and dependent variables, and the volume increases. The heat transferred during the liquid±vapour change is known as the latent heat of vaporization, and the mixture of saturated liquid in equilibrium with saturated vapour is called humid vapour. In this region, state 4 for example, the state of the system
Introduction
Properties of Water and Steam The thermodynamic properties of water have been determined experimentally for equilibrium states. A thermodynamic equilibrium state is reached when
Water
Q Figure 1 Piston±cylinder arrangement containing water.
P = 1bar Temperature (ºC)
Heat generation is a very broad subject and has many applications. These may be classi®ed according to the amount of power involved, e.g. high power values are transferred in power plants where the expansion of water vapour in turbines generates electricity. Low powers are frequent in industrial applications. In the dairy industry, heat generation is a vital service, since many of the processes require heat and vapour. Some examples include pasteurizing milk by heating it to a temperature of about 72 � C or above, heating milk with hot water in a heat exchanger, cooking coagulated milk and producing hot water for washing, all of which are processes in the production of processed cheese and in the manufacture of concentrated, dried or sterilized milk products. Water is abundant in nature and is the preferred working ¯uid for heat transfer because of its thermodynamic properties.
6 4
3
100
5
2 20
1
vl
vv
Specific volume of water (v (m3/kg)) Figure 2 Temperature (T ) changes for a speci®c volume of water during isobaric heating.
2476
SERVICES IN PROCESSING PLANTS/Heat Generation
Matsuo T, Hanaki K and Takizawa S (eds.) (2001) Advances in Water and Wastewater Treatment Technology. Amsterdam: Elsevier Science. McCoy JW (1981) The Chemical Treatment of Boiler Water. New York: Chemical Press. Ouki SK and Graham NJD (eds.) (1994) Role of Coagulants in Water and Wastewater Treatment. London: Imperial College of Science, Technology and Medicine. Schippers JC and Gimbel R (eds.) (2001) Innovations in Conventional and Advanced Water Treatment Processes. London: International Water Association. Wagner G and Pinheiro R (2001) Upgrading Water Treatment Plants. London: E & F Spon.
Heat Generation O D dos Santos Moto, University of Porto, Porto, Portugal Copyright 2002, Elsevier Science Ltd. All Rights Reserved
mechanical, thermal, chemical and phase equilibrium exists. It is characterized by two independent properties. Consider a constant mass of liquid water at pressure P1 1 kPa and temperature T1 20 � C (state 1) contained in a piston-cylinder arrangement (Figure 1). Heating the system with an external heat source will maintain a constant pressure and cause temperature and volume to increase. As can be seen in Figure 2, the system undergoes a change of state, from state 1 to state 2. As long as the temperature (T) is below the saturation temperature (Tsat � 100 � C), vaporization will not occur. This region is the liquid water region (T < Tsat). Additional heating will take the system to Tsat, bringing the liquid to the saturated state, state 3. Any more heating causes part of the liquid to vaporize. It is observed that, during this process, the temperature and pressure are constant and dependent variables, and the volume increases. The heat transferred during the liquid±vapour change is known as the latent heat of vaporization, and the mixture of saturated liquid in equilibrium with saturated vapour is called humid vapour. In this region, state 4 for example, the state of the system
Introduction
Properties of Water and Steam The thermodynamic properties of water have been determined experimentally for equilibrium states. A thermodynamic equilibrium state is reached when
Water
Q Figure 1 Piston±cylinder arrangement containing water.
P = 1bar Temperature (ºC)
Heat generation is a very broad subject and has many applications. These may be classi®ed according to the amount of power involved, e.g. high power values are transferred in power plants where the expansion of water vapour in turbines generates electricity. Low powers are frequent in industrial applications. In the dairy industry, heat generation is a vital service, since many of the processes require heat and vapour. Some examples include pasteurizing milk by heating it to a temperature of about 72 � C or above, heating milk with hot water in a heat exchanger, cooking coagulated milk and producing hot water for washing, all of which are processes in the production of processed cheese and in the manufacture of concentrated, dried or sterilized milk products. Water is abundant in nature and is the preferred working ¯uid for heat transfer because of its thermodynamic properties.
6 4
3
100
5
2 20
1
vl
vv
Specific volume of water (v (m3/kg)) Figure 2 Temperature (T ) changes for a speci®c volume of water during isobaric heating.
SERVICES IN PROCESSING PLANTS/Heat Generation
may be de®ned by using the fraction relating the saturated vapour mass, mv, to the total mass of the mixture, mv ml: x
mv mv ml
1
where ml is the saturated liquid mass. This parameter changes from 0% (saturated liquid) to 100% (saturated vapour). It is used to determine the speci®c volume of humid vapour, v V/m (where V/m is the volume of the system divided by its mass): v vl x
vv ÿ vl
2
where vv is the speci®c volume of saturated vapour (some authors prefer vg) and vl is the speci®c volume of saturated liquid (some authors use vf) (see Figure 2). This relationship is valid for other speci®c properties, such as internal energy, u, enthalpy, h u Pv, and entropy, s. The vaporization process ends at state 5, at the instant when all the liquid is completely vaporized and only saturated vapour is present. Further heating will cause increases in temperature and volume and take the system to a state called the overheated vapour state (T > Tsat), state 6 in Figure 2. If the entire heating process described above is repeated for another pressure, achieved by putting weights on the piston, the lines obtained correspond to P2, P3 etc. in Figure 3. It can be observed from Figure 3 that the horizontal part of the isobar (phase change) tends to be smaller as pressure increases, until it disappears at pressure Pc 22.1 MPa, the critical point pressure corresponding to Tc 374.2 � C, vc 0.00318 m3 kgÿ1, where instantaneous vaporization of liquid occurs.
Pc
Critical point
Temperature (ºC)
Tc = 374.2 c
100
General Classification of Steam Boilers Boilers are classi®ed according to different characteristics as follows: 1. 2.
3.
P1 Pi = 1bar
d
b a
Joining the points corresponding to the saturated liquid states in Figure 3 (i.e. a, b and c) results in the saturated liquid line. Linking the saturated vapour points (d, e and f) gives rise to the saturated vapour line. These two lines meet at the critical point (see Figure 4). In problem-solving, the thermodynamic properties of water are frequently obtained from tables: saturated vapour tables represent the saturated line, and overheated vapour tables represent both the overheated vapour and the liquid regions. There are also expressions that establish property relations but these are very awkward to use. In more advanced cases, computer programs generate the property values. In most of the applications, the water temperature lies between freezing point and the critical point. Using water in this range of temperatures takes advantage of the latent heat. Boilers are the equipment used to convert cold water into hot water, or into steam, by burning fuel that releases heat to the working ¯uid.
4.
P3
e f
vc = 0.00318
5.
Specific volume of water v ( m3/kg) Figure 3 Temperature versus speci®c volume of water for various pressures.
2477
6.
Location. The boiler may be moveable or installed in a ®xed place. Fuel. The fuel may be fossil, such as coal, fuel oil and natural gas, residual, or there may be none at all. In the latter case, ¯ue gases from industrial processes or internal combustion engines heat the working ¯uid. Working ¯uid. Water is the usual working ¯uid but other ¯uids may be used, such as thermal ¯uids. Water is treated to remove impurities. The pH must be controlled to prevent corrosion and should be maintained between 9.5 and 10.5, depending on boiler pressure. Pressure level of the working ¯uid. The ¯uid undergoes a phase change and the energy required to vaporize the liquid varies with pressure. Therefore, boilers may be classi®ed according to the working ¯uid pressure as: low-pressure boilers (P < 0.15 MPa), medium-pressure boilers (0.15 MPa < P < 9.0 MPa), high-pressure boilers (9.0 MPa < P < Pcrit (critical point pressure)) and very high-pressure boilers (P > Pcrit ± in this case, vaporization is instantaneous). Form of ¯ow promotion. The working ¯uid may travel through the boiler by natural convection or by forced convection. Flow location. In water-tube boilers, the water ¯ows inside the tubes while the hot gas products
2478
SERVICES IN PROCESSING PLANTS/Heat Generation
Critical point
Temperature
Saturated vapour line Saturated liquid line
Overheated vapour Liquid
Humid vapour
V
v
V L
LL Volume of water
Figure 4 Representation of the saturated line of water in a diagram of temperature versus speci®c volume.
of combustion heat the tubes from the exterior. If, instead, the combustion gases ¯ow inside the tubes, heating them internally, and the water surrounds the tubes exteriorly, then the boiler is of the ®re tube type. 7. Tubular bank con®guration. Tubes may be positioned horizontally, vertically or inclined. The tubes connect to boiler headers that are used to collect steam and water for distribution to other parts of the boiler or users. 8. Furnace position. The boiler is internally ®red if the boiler shell contains an internal furnace, or externally ®red if the combustion takes place outside the boiler shell and the products of combustion are directed to ¯ow within the tubes inside the shell. 9. Firing arrangements. The ®ring arrangements may be horizontal (¯ame travels horizontally into the furnace; used in small- to mediumcapacity boilers), vertical (the burner is located at the top of the furnace and the ¯ame travels downwards to the bottom of the furnace; used in small-capacity, ®re-type tube boilers and also in large-capacity water-tube boilers that burn pulverized coal) or tangential (the furnace has a square or rectangular geometry and, at each of the four corners, the ¯ame travels tangentially to a `®re ball' where all the ¯ames meet, located at the centre of the furnace). The great turbulence favours the mixing of the fuel and air. 10. Number of combustion gas passes. The design may include one, two, three or four passes
through the boiler. The latter con®guration is the most ef®cient; however, the greater the number of gas passes, the more fan power is required. In the dairy industry, small- to medium-capacity unit boilers are used. They may be water-tube or ®retube boilers, and are equipped with all the boiler auxiliaries, such as water pumps, fans, burners, ®ttings, controls, etc. The only exterior connections that need to be made are electrical, water, fuel and stack. Stacks, made of steel or concrete, are used to deliver the ¯ue gases to the atmosphere. In this way, dispersion of particles is simpli®ed and has a low impact on the environment. Prefabricated unit boilers are more advantageous than boilers constructed on site due to ease of installation, compactness of size and lower cost. They are limited to the existing design and produce small steam ¯ow rates, below 250 � 103 kg hÿ1. The heart of the boiler is the furnace where combustion takes place.
Combustion Combustion is a process of rapid chemical combination of fuel with air that releases the chemical energy of the fuel. Air and fuel are the reactants in the combustion reaction and the byproduct is the ¯ue gases (products of combustion) and heat. It may be represented by the following relation: fuel air ÿ! products of combustion heat
3
SERVICES IN PROCESSING PLANTS/Heat Generation
For this process to occur ef®ciently, good mixing between the fuel and the air (essentially a mixture of oxygen (O2) and nitrogen (N2)) must be accomplished by intensi®ed turbulence, and the ignition temperature of the fuel must be reached. In addition enough time must be allowed for the fuel to burn in the furnace. Normally, fossil fuels are burnt and these always have in common carbon (C) and hydrogen (H). However, the composition varies greatly with the fuel type: 1. Coal is a solid fuel consisting of carbon, hydrogen, moisture (water), nitrogen, sulphur and ash. It is classi®ed according to the carbon content: anthracite coal has 86±98% carbon (it has a caloric value of approximately 35 MJ kgÿ1, determined experimentally), bituminous coal has 70±86% carbon (and a caloric value of 25±36 MJ kgÿ1), lignite coal has a carbon content up to 70%. Coal needs to be prepared before combustion and its supply to the boiler has to be controlled. It is dif®cult to burn and produces a high level of ash and sulphur. 2. Fuel oil is a liquid fuel classi®ed according to its ash and moisture content. Its caloric value is the highest of all fossil fuels and may be as high as 46 MJ kgÿ1. Fuel oil has advantages over coal in requiring less storage space, yielding less ash, being easier to control and requiring less equipment. However, it is more expensive because its distribution is not so even around the world. 3. Natural gas is a gaseous fuel with a caloric value of approximately 37 MJ mÿ3. It has advantages over other fossil fuels in requiring the least amount of equipment, being easy to control, mixing well with air and requiring the least amount of excess air, and producing little or no ash (it is the cleanest fuel to burn). Combustion air is supplied to the reaction in a quantity greater than the theoretically least amount of air needed to burn all of the fuel, so that the combustion reaction is not limited by insuf®cient air. The amount of excess air depends on the fuel type. Relative to the theoretical amounts, the following are medium values for excess air: large coal particles, 30± 40%; pulverized coal particles, 15±20%; fuel oil, 10± 15%; and natural gas, 5±10%. In theory, the fuel is completely burned if the products of combustion are composed mainly of CO2 and H2O, and no traces of fuel exist in these products. In practice, this ideal situation does not occur and, due to furnace design, insuf®cient turbulence, or insuf®cient residence time of the fuel in the furnace, some traces of fuel, such as CO, always remain in the ¯ue
2479
gases, causing incomplete combustion. These gases are undesirable since they are poisonous and explosive and the caloric value is half of the value on complete combustion. The combustion process may be measured by the combustion ef®ciency. Among the several notions that exist for this parameter, a simple one is to consider the conversion of carbon to carbon dioxide, given by �c: �c
XCO2 real
XCO2 theoretical
4
where (XCO2 )real is the measured CO2 molar fraction and (XCO2 )theoretical is the CO2 molar fraction in the off-gas in the case of complete combustion. The theoretical amount of air needed for combustion is determined by the stoichiometry of the reaction.
Stoichiometry As mentioned above, normally the fuels burned in boilers are hydrocarbons of the type CxHy. The theoretical amount of air needed to completely burn this fuel is given by the following stoichiometric relation: y Cx Hy a
O2 3:76 N2 ÿ! xCO2 H2 O 2 3:76 a N2
5
where a x y/4. It must be noted that, since air is a mixture of roughly 21% of O2 with 79% N2 by volume (having insigni®cant traces of other gases), each mole of O2 is mixed with 79/21 3.76 moles of N2. From eqn [5] it can be observed that (4.76 � a) moles of air are necessary to completely burn 1 mole of fuel. Normally, the stoichiometric air±fuel ratio, (A/F)stoich, represents this relation on a mass basis as: � � � � A mair a
1 3:76 Mair 6 mfuel stoich Mfuel F stoich 1 where Mair and Mfuel are the molar masses of air and fuel, respectively, Mair 0.21 MO2 0.79 MN2 28.85 g molÿ1, and Mfuel xMC y MH where x and y are the number of carbon and hydrogen atoms in the fuel molecule, and MC and MH are the atomic mass of carbon and hydrogen, respectively 12.011 g molÿ1 and 1.00794 g molÿ1. If a smaller amount of air is supplied, then the reactant mixture is said to be rich in fuel; if excess air is supplied, it is lean in fuel. The equivalence
2480
SERVICES IN PROCESSING PLANTS/Heat Generation
ratio, f, is the ratio between the stoichiometric air± fuel ratio and the real air±fuel ratio, (A/F)real: �� � � � A A � 7 F stoich F real This parameter allows one to determine whether the combustion is stoichiometric, f 1, the reaction mixture is lean, f < 1, or the reaction mixture is rich, f > 1, and it is related to the following parameters: the percentage stoichiometric air is given by 100%/f, the percentage excess air is equal to (1 ÿ f)/f � 100%, and the percentage lack in air is given by (f ÿ 1)/f � 100%. Combustion and stoichiometry affect the global heat transfer from the fuel to the water in the boiler or, in other words, the boiler ef®ciency.
Calculation of Boiler Efficiency Boiler ef®ciency, �b, is the ratio between the heat _ w , and the heat power received by the water, Q _ content of the fuel, Qf , since the electrical energy that is necessary to drive the boiler's auxiliary equipment is comparatively much smaller than these values and is normally neglected: �b
_w m _ w �hw Q _f _ f LCVf m Q
8
_ w and m _ f are, respectively, the water and fuel where m mass ¯ow rates; �hw is the enthalpy difference the water undergoes while it travels through the boiler, and LCVf is the lower caloric value of the fuel (this is the caloric value usually considered since the water leaves the boiler as a vapour). Normally, not all the parameters in eqn [8] are easy to determine, so the boiler ef®ciency must be calculated, by an indirect approach, from the following equation: X Li 9 �b 100 ÿ This de®nition considers that the difference between the input and the output energy of the boiler is due to several energy losses. So, from the ¯ue energy P content, one subtracts the various energy losses, Li, expressed as a percentage of the LCVf value, namely: X
Li Luf
unburned fuel Lfg
flue gas Lp
purges Lh
heat losses to surroundings
These values may be calculated approximately by the expressions shown in Table 1. The unburned fuel may be present together with the ash, and the energy loss is Lufa (unburned fuel in the ash) because carbon may be carried away by the ash ± either the ¯y-ash, which escapes in the ¯ue
Table 1 Boiler energy losses in eqn 9 Energy losses (Li)
Expression or value (%LCVf) Lufa
A C LCVc 100
1 ÿ C LCVf
Luf Luff
F
1 ÿ Lufa CO LCVco LCVf
1 ÿ Lufa F Cpfg
T fg ÿ T at LCVf
Lp
W�h l LCVf
Lh
2.0% for Qw � 2 MW 1.6% for 2 MW < Qw < 5 MW 1.4% for Qw � 5 MW
Lfg
Parameters in expressions A mass of ash kgÿ1 of fuel C mass of carbon kgÿ1 of ash CO CO mass percentage, dry basis Cpfg specific heat of the flue gases F fuel gas mass kgÿ1 fuel mass LCVC lower caloric value of carbon LCVCO lower caloric value of carbon monoxide LCVf lower caloric value of fuel Q_ w heat power transferred to water Tfg flue gas temperature Tat atmospheric temperature W mass of water purged kgÿ1 of fuel �hl enthalpy difference between leaving and entering boiler liquid
SERVICES IN PROCESSING PLANTS/Heat Generation
Basic Control Techniques Basically, the control strategy is implemented as follows: measuring instrumentation detects physical values, such as temperatures, pressures and ¯ow rates; transducers convert these values into electrical signals and send them to data processing systems; these take a controlling action, by comparing the measured values to their preset ones, and send an electrical signal to control systems, e.g. electro-valves, that actuate on the components and regulate the physical values. By this means it is possible to control the properties of the water vapour produced, the water supply ¯ow and the water level that exists at the boiler's upper drum, the combustion process (regulating the operation of burners or fans), and also ash-removal systems, when applicable. Obviously, the pressure level of the water vapour produced must be controlled, not only to attain the goal of the boiler, but also to protect it from excessive pressure build-up that may cause boiler explosion. By controlling the pressure, the corresponding saturated
temperature is ®xed automatically (during vaporization, pressure and temperature are dependent variables). Therefore, temperature control acts on the temperature of overheated vapour that is produced in the boiler. One technique, known as attemperation, may be implemented by regeneration of water vapour or by a spray process. Another technique uses an independent energy source at the boiler exit. It is also essential to control the water supply ¯ow and the water level that exists at the upper drum in order to guarantee that water in the liquid state is always present inside the boiler (ready to be vaporized) and to avoid a tube explosion due to an excessively high temperature. The steam produced in the boiler is delivered by a steam piping system (normally made of steel) to the sites where it is used. A return piping system reintroduces the condensed water into the boiler. The design of these piping systems requires great attention because steam leakage losses and hot water losses occurring as a result of de®cient design may assume such importance that they may reduce the measures adopted to increase ef®ciency of the steam generator and of the steam user.
Design of Steam Piping Systems The design of the steam piping system is normally determined on an economy basis. The total cost of the system is equal to the sum of the capital, installation (an important part of the total cost) and operating costs. These costs depend upon the tube's internal diameter, D, as can be seen in Figure 5 which shows the relationship between cost and D. The dependency of the operating cost on diameter results from the pressure drop due to friction between the steam and the tube's internal surface. _ and considering Assuming a given ¯ow rate, V, suggested values for the ¯uid velocity, �, saturated
Cost of piping system
gases, and/or the bottom ash, which settles in the boiler. The ¯ue gases may also contain unburned fuel and the energy loss is Luff (unburned fuel in the ¯ue gases) because CO may exist in the products of combustion due to incomplete combustion. The energy loss due to the energy content of the fuel gases, besides unburned fuel, is represented by Lfg (¯ue gas). It must be noted that the latent heat of the water in the ¯ue gases is not accounted for because it normally leaves the boiler in the vapour phase. Periodic removal of debris from the bottom drums is necessary, as well as the removal of water for pH control purposes. The energy content of the water removed represents a loss designated Lp (purges). Heat loss to the surroundings, Lh, is very dif®cult to determine accurately. It is usually obtained by the difference due to all the other losses, so that the energy balance of the boiler is satis®ed. Medium values for ®re-tube or water-tube boilers at full rate depend on the boiler power, as can be seen from Table 1. By far the most important of the above energy losses is that in the ¯ue gases. For this reason it is usual to recover heat from the ¯ue gases after they leave the boiler, by passing them through economizers (to heat boiler feed water) and air heaters (to preheat combustion air). To attain good boiler ef®ciency it is necessary to implement a control strategy that acts on several parameters during boiler operation.
2481
Total cost (a + b + c)
Installation cost (b) Capital cost (a) Operating cost (c) Tube diameter (D)
Figure 5 Cost of piping systems as a function of tube diameter (D).
2482
SERVICES IN PROCESSING PLANTS/Heat Generation
steam velocity between 30 and 50 m sÿ1 and overheated steam velocity in the range 50 to 100 m sÿ1, the diameter, D, results from: D
4 V_ ��
!1=2 10
The next step is to select a normalized diameter close to this value, as well as at least two diameter sizes immediately above and immediately below it. The pressure drop, �p, is then calculated for each of these diameters from: � � 2 L X � 11 K �p � f 2 D where � is the speci®c mass given by steam tables ( 1/�); f is the friction P factor; L is the tube length (a known quantity); and K is the localized pressure P drop due to accessories (some authors convert K to Leq, i.e. an equivalent straight pipe length of the same diameter having the same pressure drop as the accessories). The friction factor in eqn [11] is given by the Colebrook equation: " !# 1 "=D 2:51 p ÿ2:0 log p 12 3:7 Re f f where Re is the Reynolds number; Re ��D/�; � is the steam dynamic viscosity; " is the tube rugosity; and " 0.000 05 m/D (m) (for commercial steel tubes). The pressure drop normally adopted is approximately 5% of the value of the pressure in the main steam pipe. Should the calculated value be greater, it is recommended to redesign the piping system by choosing another value for D. The outlined procedure allows calculation of the pressure drop, and hence the operating cost shown in Figure 5, for a range of possible sizes of tube (such that the steam velocity is within admissible values). Based on the economic criterion, the trend is to favour smaller pipe diameters, i.e. high steam velocities. An important aspect not to be neglected is that steam at a high temperature ¯owing in a pipe loses heat to the surroundings (depending on tube insulation), which may cause superheated steam or saturated steam to condense. To prevent damage by erosion or water hammer, the condensed water should be drained by allowing the tube to have a continuous fall in the direction of ¯ow of at least
4±5 mm in every 1 m, and by providing an adequate number of drain points (e.g. in a straight main pipe one every 20±40 m). During operation, condensed water is removed using steam traps; these automatic valves are able to remove liquid but prevent the escape of steam. The piping system can be optimized using the following parameters: 1. The operating pressure may differ from the design pressure; review the capital cost of the steam generator or steam user due to variation of friction losses. 2. Additional operating costs of returned feed water may be incurred due to an increase in operating pressure; the condensed water is collected and reintroduced into the boiler. 3. Heat loss may differ from the design value; steam enthalpy change affects the steam user and the operating costs. See also: Flow Equipment: Principles of Pump and Piping Calculations. Instrumentation and Process Control: Process Control. Process and Plant Design. Services in Processing Plants: Water Supply.
Further Reading Abrial JR, BoÈrger E and Langmaack H (1996) Formal Methods for Industrial Applications: Specifying and Programming the Steam Boiler Control. New York: Springer-Verlag. American Society of Mechanical Engineers (2000) ASME International Steam Tables for Industrial Use: Based on the International Association for the Properties of water and Steam Industrial Formulation 1997 for the Thermodynamic Properties of Water and Steam. New York: American Society of Mechanical Engineers. Basu P (2000) Boilers and Burners: Design and Theory. New York: Springer-Verlag. Energy Technology Supply Unit (1998) Coal-®red Commercial Boilers. Harwell: ETSU. Energy Technology Supply Unit (1998) Industrial Boilers. Harwell: ETSU. Goodall PM (1980) The Ef®cient Use of Steam. Guildford: Westbury House. Granet I (1996) Thermodynamics and Heat Power. Englewood Cliffs: Prentice-Hall. Johnson CD (1982) Process Control Instrumentation Technology. New York: John Wiley. KakacË S (1991) Boilers, Evaporators, and Condensers. New York: John Wiley. Payne FW (1985) Ef®cient Boiler Operations Sourcebook. Atlanta: Fairmont Press. Rhine JM and Tucker RJ (1991) Modelling of Gas-Fired Furnaces and Boilers and Other Industrial Heating Processes. London: British Gas.
SERVICES IN PROCESSING PLANTS/Refrigeration
Refrigeration A C Oliveira and C F Afonso, University of Porto, Porto, Portugal Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Vapour Compression Cycle Principles
Besides other methods for the conservation of perishable products, for instance lyophilization (freezedrying) and drying, refrigeration is nowadays the most common. When speaking generally about refrigeration we are considering the production and maintenance of a level of temperature in a space or object that is lower than ambient temperature. A consequence of lowering the temperature of perishable products is that the reactions that cause their deterioration, mainly microbial and enzymatic reactions, slow down, enabling the conservation of products for a longer period of time. The lower temperatures needed for conservation of perishable products can be subdivided in two groups: positive temperatures, which we refer to as refrigeration, and negative temperatures, below the freezing point of the product, which we refer to as freezing. While in the ®rst situation, all water in the product is in the liquid state, in the latter situation it can be mainly in the solid state. However, we must bear in mind that microbial and enzymatic reactions do not cease in either case, they just slow down, unless the temperature is less than approximately ÿ30 � C. As soon as the product is exposed again to ambient temperature those reactions accelerate again which causes the rapid deterioration of the products. One advantage of freezing is that the products can be stored for a much longer period than under refrigeration. Originally, refrigeration was understood as natural refrigeration, i.e. the lower temperatures were obtained with ice found in nature. Nowadays, it is understood as arti®cial refrigeration, i.e., the lower temperatures are obtained by mechanical systems, the most common being the absorption and the vapour compression systems. Figure 1 shows schematically a compression system. The basic system is composed of four components, namely the evaporator that is generally located inside the refrigerated space, the compressor, the condenser and the expansion valve, connected in series by piping. Inside the system there is a ¯owing ¯uid, called refrigerant, which exchanges energy in these components.
2483
Before the expansion valve (1), the refrigerant is in the liquid phase, either saturated or subcooled. The expansion valve is a device that controls the refrigerant ¯ow rate to the evaporator, where its pressure and temperature are lowered. Since in this equipment the refrigerant does not exchange either heat or work with the outside, it maintains its total energy ± enthalpy (H). After the valve (2), due to the pressure drop in the expansion valve, the refrigerant has two phases in equilibrium: saturated liquid and vapour. Then it ¯ows through the evaporator where it absorbs heat from the refrigerated space in which the products are stored, lowering or maintaining its temperature. This heat gain by the refrigerant in the evaporator (increase in enthalpy) causes boiling of the liquid so that point (3) corresponds to saturated or even superheated vapour. This process occurs at constant pressure and temperature if there is no superheating at the outlet of the evaporator. This vapour then enters the compressor where it is compressed to a higher pressure ± the same as at position (1) ± with an increase in temperature, and consequently an increase in enthalpy, state (4). At this point, the vapour ¯ows through the condenser, again in a constant-pressure process. In this component, the refrigerant loses heat to the outside (either ambient air or water, or both) with a decrease in enthalpy, changing phase again ± condensation ± so that at the outlet it is in the same state referred above as (1). As can be seen, this cycle operates between two constant-pressure levels: a higher one in the condenser and a lower one in the evaporator, the pressure drop and increase being carried out, respectively, by the expansion valve and by the compressor. In order to visualize the refrigerant's evolution in the vapour compression cycle, different types of thermodynamic diagrams may be used, the most common in refrigeration being the pressure±enthalpy (P±H) one. Figure 2 shows a P±H diagram of the cycle shown in Figure 1. It was considered that no
Heat loss
1
Condenser
Expansion valve 2
4 Compressor
Evaporator
Heat from refrigerated space
Figure 1 Vapour compression system.
3
Electrical energy
2484
SERVICES IN PROCESSING PLANTS/Refrigeration P
1
2
4
3
H Figure 2 P±H diagram of the cycle shown in Figure 1.
superheating or subcooling occurs in the refrigerant at the outlet of the evaporator and condenser. Applying the ®rst law of thermodynamics to the whole cycle, and to each of its components, neglecting changes in kinetic and potential energy, and if m is the refrigerant ¯ow rate, it is possible to calculate the different energy ¯uxes in the cycle: _ cond W _ evap Q _ 0 Q evaporator -- refrigeration effect: _ evap m
h _ 3 ÿ h2 Q compressor -- compression power: _ m
h _ 4 ÿ h3 W condenser -- condensation heat: _ cond m
h _ 1 ÿ h4 Q expansion valve: h2 h1 where hi is the enthalpy of the refrigerant at the different points of the cycle. As can be seen, all the energy ¯uxes can be easily evaluated if the refrigeration cycle is conveniently plotted in a P±H diagram of the refrigerant used. It is only necessary to read the different enthalpy values and make the above calculations. However, nowadays all the calculations can be performed analytically because the equations of state (equation that enables the evaluation of the different properties of the ¯uid used) of the different refrigerants are well known. Equipment
There is a wide range of equipment for each component mentioned so far in the vapour compression cycle. The choice of one or another depends mainly
on the purpose of the system. In this article, only a general classi®cation of the equipment will be given. Evaporators are heat exchangers in which the refrigerant boils while receiving heat from the surroundings. One possible classi®cation of evaporators is based on their use. In that way they can be classi®ed as direct expansion or indirect expansion evaporators. In the former the coils of the evaporator are in direct contact with the space or body to be refrigerated, i.e. the refrigerant absorbs heat directly from the space of body. In the second type, the refrigerant takes the latent heat of vaporization from a secondary ¯uid, usually brine or water. This ¯uid ¯ows in a closed loop, making the connection between the evaporator itself and the object to be cooled from which it withdraws heat. The evaporator itself can be classi®ed into one of two groups: direct expansion and liquid recirculation type. In the former, the refrigerant coming from the expansion valve boils completely in the tubes of the evaporator, leaving it as saturated vapour. The second type is designed so that only part of the liquid boils in the coils. At the outlet of the evaporator there are then two phases in equilibrium, liquid and vapour. The vapour ¯ows to the compressor, while the remaining liquid is recirculated back to the evaporator. Compressors can be classi®ed as centrifugal compressors, vane compressors, rotary screw compressors or reciprocating compressors, with the last type used in most refrigeration applications. When the pressure ratio of the compressor is typically above 10 (ratio between the condensation pressure and the evaporation pressure), the performance of the compressor decreases and it is not possible to use only one compressor if it is of the reciprocating type. In this case, it is necessary to use more than one compressor or choose another type. Usually, the compressors are coupled with electrical motors that give them the necessary running power. However, it is not very unusual to use internal combustion engines instead of electrical motors to drive compressors. Condensers, like the evaporators, are heat exchangers, and they are classi®ed as air-cooled, watercooled or evaporative. In the ®rst type, the condensing refrigerant loses heat to the ambient air, while in the second type, the loss of heat is to water that ¯ows in a closed loop, where usually a cooling tower cools the warm water. In the third type, air and water in a packed tower are used in counter¯ow over the coils of the condenser, inside which the refrigerant condenses. This type of condenser must be located outside the building and as the refrigerant ¯ows inside
SERVICES IN PROCESSING PLANTS/Refrigeration
it, the length of the pipe carrying it is much longer than with the ®rst two types of condensers. So, the pressure drop in the high-pressure part of the system is also higher. As the length of the piping increases, the probability of leakage is also increased. As already mentioned, the expansion valve controls the ¯ow of refrigerant into the evaporator. There are different types of expansion valve, namely, the manually operated, automatic low-side ¯oat valve, automatic high-side ¯oat valve, automatic valve, thermostatic valve and the capillary tube, the last two being very common in most applications. The capillary tube is used in small capacity refrigeration systems, namely refrigerators and small airconditioning equipment, while the application of the thermostatic valve is more general. This valve also controls the degree of refrigerant superheating at the outlet of the evaporator, comparing it to some preset value.
Coefficient of Performance The cycle analysed so far is an inverse thermal machine. As in any other thermal machine, performance can be evaluated as the ratio between the desired effect and the amount of energy required. The performance of refrigeration cycles is de®ned as coef®cient of performance (COP) and it is the ratio of refrigeration effect (desirable effect) divided by the compression power (what must be paid): COP
Qevap h3 ÿ h2 W h4 ÿ h 3
COP values are always positive and usually greater than 1, due to the fact that the refrigeration effect is greater than the compression power. Typical values of COP for the vapour compression system are in the range of 2 to 3. Even if the evaporation temperature is held constant throughout the year, the COP is not constant due to changes in air or water temperature feeding the condenser, which causes changes in the condensing temperature and also in the enthalpies affecting the COP equation.
Refrigeration Systems The system analysed so far is the basic vapour compression system that is used in several applications of refrigeration. However, and keeping in mind this basic system, better performance can be achieved if some modi®cations are introduced. There are several possible modi®cations that can be implemented, each for some speci®c application.
2485
Heat loss
Condenser Compressor
Electrical energy
Compressor
Electrical energy
Evaporator
Heat from refrigerated space
Figure 3 Multistage vapour compression system.
A very common modi®cation is the use of multistage compression, i.e. the use of more than one compressor, with intercooling of the refrigerant between each pair of compressors. Intercooling is carried out with the refrigerant at lower temperature withdrawn from other parts of the system. This technique reduces the total work of the system. Figure 3 shows such a system schematically. As can be seen, in this system there are three levels of pressure, one lower in the evaporator, one intermediate between the two compressors and one higher at the condenser. Multistage systems usually have higher COP values than vapour compression systems, owing to the fact that there is a decrease in compression work and an increase in the refrigerant effect. There are different ways to implement this technique, one of them being to couple the system with several evaporators, each one with a typical operating temperature. In order to achieve a very low temperature ± much lower than the freezing point of the product ± with a good performance, the so-called cascade system is frequently used. In its simplest form, it is composed of two basic vapour compression systems in such a way that the evaporator of one cycle is simultaneously the condenser of the second system, as shown in the Figure 4. In that way, the evaporator of the upper system absorbs the heat removed in the condenser of the lower system. Usually, two different refrigerants are used, one in each cycle. The refrigerant in the lower cycle should have good characteristics at lower temperatures while the other refrigerant should have good characteristics at higher temperature. It is also possible for each of the subsystems considered to operate as a multistage system. One variant of the vapour compression system is the absorption system, also used for refrigeration.
2486
SERVICES IN PROCESSING PLANTS/Refrigeration Heat rejection
Heat supply Refrigerant for condenser
Condenser
Condenser
Liquid solution (refrigerant + absorbent)
Compressor
Evaporator Condenser
Pump
Refrigerant from evaporator
Heat loss
Compressor Evaporator
Heat from refrigerated space
Figure 4 Cascade system.
This system is as old as the vapour compression system but only recently has its utilization increased, due to the ozone depletion potential of most synthetic refrigerants used in the vapour compression system (see below). The absorption system differs from the vapour compression system in the way the compression of refrigerant is carried out, having in common the other three components: the evaporator, the condenser and the expansion valve. Figure 5 shows only the variant part of the cycle. In the absorption system, compression is done using a secondary ¯uid that has the capacity of absorbing the main refrigerant ¯owing in the other three components. At the absorber outlet, where heat is lost to the outside in order to carry out the absorption process, there is an homogeneous liquid solution that is pumped to another component, the generator. Here, it is necessary to supply heat in order to separate the two ¯uids, a process opposed to the one in the absorber. The work of compression in the absorption system is much lower than in the vapour compression system due to the fact that liquid solution is pumped instead of vapour. But, in an opposite way, a large quantity of heat at higher temperatures (typically over 100 � C) must be supplied in the generator. These two effects, together lower the COP value of the absorption system, when compared to vapour compression systems, to values below 1, typically around 0.7. But if the heat supply in the generator is waste heat (found in many industrial processes), or complemented with solar energy, then the COP can have higher values. Because of the need to supply heat to carry out the compression process, this part of the system is also called a thermal compressor in contrast to the vapour compression system where a mechanical compressor is used. The absorption system is nowadays very common in house and camping refrigerators as well as in air-conditioning
Absorber
Figure 5 Compression in the absorption system.
equipment. The most widely used ¯uids in the absorption system are H2O±LiBr (water as refrigerant and lithium bromide as secondary ¯uid) and NH3±H2O (ammonia as refrigerant and water as secondary ¯uid). The ®rst pair of ¯uids is used for positive temperatures in the evaporator (water freezes below 0 � C at ambient pressure) while the second one can also be used for negative temperatures. In spite of a rapid increase in use, absorption systems are still more expensive than the classic vapour compression systems and are also longer.
Refrigerants The ®rst refrigerants used in the vapour compression systems were inorganic or natural and some are still widely used, namely NH3 and H2O. However, new refrigerants were synthetically produced from methane (CH4) and ethane (C2H6), being divided in two groups, depending on having chlorine or not in its molecular structure. In the ®rst group there are two different kinds of refrigerants: the chloro¯uorocarbons (CFCs), namely R11, R12, R113, R114, R115, R500 and R502 and the hydrochloro¯uorocarbons (HCFCs), namely R22, R123, R141b and R142b. The second group are the hydro¯uorocarbons (HFCs) and the refrigerants belonging to this group are R32, R134a, R143a and R152a. Due to the ozone depletion potential (ODP) of CFCs and HCFCs, it was established in 1987 at the Montreal Protocol that the production and use of these refrigerants should cease in a progressive way. This leaves room for HFCs, the most common one nowadays being R134a, and to inorganic ¯uids ± air and CO2 besides the above mentioned ones. Another problem regarding refrigerants is their global warming potential, related to the greenhouse effect. In spite of the null ODP of HFCs, they may have a signi®cant global warming potential, which makes the choice of the refrigerant to be used not easy when taking into account the two parameters simultaneously.
SERVICES IN PROCESSING PLANTS/Compressed Air
2487
Table 1 Characteristics of some synthetic and natural refrigerants Refrigerant
R12 (CFC)
R22 (HCFC)
R134a (HFC)
R717 (NH3)
R744 (CO2)
R290 (propane)
R600 (butane)
R718 (H2O)
R728 (air)
Natural substance Ozone depletion potential (compared with R11) Global warming potential (compared with R11) Toxicity TLVb (mg kgÿ1, volume) Flammability Critical point temperature (� C) Critical point pressure (bar) Normal boiling point (� C) Maximum refrigeration capacity at 0 � C (kJ mÿ3)
No 0.9
No 0.05
No 0
Yes 0
Yes 0
Yes 0
Yes 0
Yes 0
Yes 0
3
0.34
0.29
0
0a
< 0.03
< 0.03
0
0
1000
500
1000
25
5000
1000
1000
No
No
No 115.5 40.1 ÿ30 2733
No 96.2 49.9 ÿ40.8 4344
No 100.6 40.7 ÿ26 2864
Yes 133 114.2 ÿ33.3 4360
No 31.1 73.7 ÿ78.4 22600
Yes 96.8 42.6 ÿ42.1 3888
Yes 152.1 38.9 ÿ0.4 1040
No 374.2 221.2 100 1349c
No ÿ140 37.2 No Ð
a b c
Zero effective GWP, because more than suf®cient quantities of it can be recovered from waste gases. Threshold limit value for exposure of 8 hours per day, 40 h per week, without any adverse effect. At 100 � C.
Besides adequate thermodynamic and physical properties, each refrigerant must also have good chemical characteristics. From the safety point of view, these are its ¯ammability and toxicity. Regarding ¯ammability, ammonia is ¯ammable, as are propane and butane, while the others are considered as non¯ammable. All refrigerants are considered toxic in a small degree, except ammonia that can be lethal above small concentrations in air. Some characteristics of the most common synthetic and natural refrigerants are compared in Table 1.
See also: Hazard Analysis and Critical Control Points: Processing Plants. Hygiene in Dairy Production and Processing. Milking and Handling of Raw Milk: Milking Hygiene; Effects of Storage and Transport on Milk Quality. Process and Plant Design.
Further Reading American Society of Heating, Refrigeration and AirConditioning Engineers (1998) ASHRAE Handbook: Refrigeration. Atlanta: ASHRAE. C Ë engel YA and Boles M (1989) Thermodynamics: An Engineering Approach. New York: McGraw Hill. Gosney W (1982) Principles of Refrigeration. Cambridge: Cambridge University Press. Riffat S, Afonso C, Oliveira A and Reay D (1997) Natural refrigerants for refrigeration and air conditioning systems. Applied Thermal Engineering 17: 33±47.
Compressed Air O Mota, University of Porto, Porto, Portugal Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Compressed air is a utility that assumes an important share of the energy consumption in industry. Great attention must be paid to the production of this form of energy for it is one of the most expensive. The following are some compressed air applications: driving power for some types of equipment, conveying materials such as chemicals, ventilation of buildings, supplying combustion air for boilers, as a power source for air-operated valves and shutters, and as a medium to transmit signals as in instrumentation. Air compressors operate on a source of energy (normally electrical energy but other kinds are possible, e.g. internal combustion engines and vapour or gas turbines). Compressors take in air at atmospheric pressure (101 325 N mÿ2 (�100 kPa)) and produce compressed air at a desired pressure. This air is then sent to an air receiver and distributed via a piping system to the ®nal points of use. There are a great variety of compressors and selection depends on the pressure and volumetric ¯ow rate of the compressed air, among other factors.
SERVICES IN PROCESSING PLANTS/Compressed Air
2487
Table 1 Characteristics of some synthetic and natural refrigerants Refrigerant
R12 (CFC)
R22 (HCFC)
R134a (HFC)
R717 (NH3)
R744 (CO2)
R290 (propane)
R600 (butane)
R718 (H2O)
R728 (air)
Natural substance Ozone depletion potential (compared with R11) Global warming potential (compared with R11) Toxicity TLVb (mg kgÿ1, volume) Flammability Critical point temperature (� C) Critical point pressure (bar) Normal boiling point (� C) Maximum refrigeration capacity at 0 � C (kJ mÿ3)
No 0.9
No 0.05
No 0
Yes 0
Yes 0
Yes 0
Yes 0
Yes 0
Yes 0
3
0.34
0.29
0
0a
< 0.03
< 0.03
0
0
1000
500
1000
25
5000
1000
1000
No
No
No 115.5 40.1 ÿ30 2733
No 96.2 49.9 ÿ40.8 4344
No 100.6 40.7 ÿ26 2864
Yes 133 114.2 ÿ33.3 4360
No 31.1 73.7 ÿ78.4 22600
Yes 96.8 42.6 ÿ42.1 3888
Yes 152.1 38.9 ÿ0.4 1040
No 374.2 221.2 100 1349c
No ÿ140 37.2 No Ð
a b c
Zero effective GWP, because more than suf®cient quantities of it can be recovered from waste gases. Threshold limit value for exposure of 8 hours per day, 40 h per week, without any adverse effect. At 100 � C.
Besides adequate thermodynamic and physical properties, each refrigerant must also have good chemical characteristics. From the safety point of view, these are its ¯ammability and toxicity. Regarding ¯ammability, ammonia is ¯ammable, as are propane and butane, while the others are considered as non¯ammable. All refrigerants are considered toxic in a small degree, except ammonia that can be lethal above small concentrations in air. Some characteristics of the most common synthetic and natural refrigerants are compared in Table 1.
See also: Hazard Analysis and Critical Control Points: Processing Plants. Hygiene in Dairy Production and Processing. Milking and Handling of Raw Milk: Milking Hygiene; Effects of Storage and Transport on Milk Quality. Process and Plant Design.
Further Reading American Society of Heating, Refrigeration and AirConditioning Engineers (1998) ASHRAE Handbook: Refrigeration. Atlanta: ASHRAE. C Ë engel YA and Boles M (1989) Thermodynamics: An Engineering Approach. New York: McGraw Hill. Gosney W (1982) Principles of Refrigeration. Cambridge: Cambridge University Press. Riffat S, Afonso C, Oliveira A and Reay D (1997) Natural refrigerants for refrigeration and air conditioning systems. Applied Thermal Engineering 17: 33±47.
Compressed Air O Mota, University of Porto, Porto, Portugal Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction Compressed air is a utility that assumes an important share of the energy consumption in industry. Great attention must be paid to the production of this form of energy for it is one of the most expensive. The following are some compressed air applications: driving power for some types of equipment, conveying materials such as chemicals, ventilation of buildings, supplying combustion air for boilers, as a power source for air-operated valves and shutters, and as a medium to transmit signals as in instrumentation. Air compressors operate on a source of energy (normally electrical energy but other kinds are possible, e.g. internal combustion engines and vapour or gas turbines). Compressors take in air at atmospheric pressure (101 325 N mÿ2 (�100 kPa)) and produce compressed air at a desired pressure. This air is then sent to an air receiver and distributed via a piping system to the ®nal points of use. There are a great variety of compressors and selection depends on the pressure and volumetric ¯ow rate of the compressed air, among other factors.
2488
SERVICES IN PROCESSING PLANTS/Compressed Air
General Classification of Air Compressors Table 1 summarizes the general classi®cation of compressors, showing their most important characteristics and applications. Air compressors are normally grouped into two classes: positive displacement and dynamic. Positive-Displacement Compressors
These compressors operate intermittently, subjecting the air to non¯ow processes. An important limitation is that they can handle a small ¯ow rate compared to the dynamic compressors that operate continuously. The ¯ow proceeds in the same direction as the pressure gradient since these machines have parts that ensure positive admission and delivery of air, preventing undesired re¯ux. In this group, a distinction is made between reciprocating and rotating compressors, depending on the motion of the solid boundary.
Consequently, the volume of air decreases and its pressure increases. Regarding the pressure ratio (Pr, delivery air pressure/admission air pressure), for low values, singlestage compression is suf®cient: compression takes place in one or more cylinders of identical size. Multistage (two or more stages) are used when a higher pressure ratio is needed: the air is ®rst compressed in a large low-pressure cylinder, then ¯ows to an intercooler (normally a ®nned tube), where the air temperature drops, before proceeding next to
5b 5a 4
6 2
3
1 7
Reciprocating compressors A crankshaft is used to transfer the power, e.g. from an electric motor to the compressor (Figure 1). A connecting rod joins the crankshaft to the piston, which moves back and forth in the cylinder, with a velocity of between 2 and 4 m sÿ1 at normal crankshaft-rotating velocities. The power received by the air is due to hydrostatic pressure forces acting on a piston during the compression stroke (valves 5a and 5b closed, and the piston moves towards the cylinder head).
8
Figure 1 Schematic representation of a reciprocating air compressor: 1, cylinder; 2, piston; 3, piston ring; 4, cylinder head; 5a, admission value; 5b, discharge valve; 6, ®ns; 7, connecting rod; 8, crankshaft.
Table 1 General classi®cation of compressors Type Positive Displacement Reciprocatinga Rotating
Dynamic Radial (centrifugal) Axial
a
Roots (blower) Vane Screw
Pressure ratio, Pr
Free air delivery, VÇ1 (m3 minÿ1)
Some applications
< 1000
Small 10
Compressed air
Wi. In practice, the compression evolution can be considered polytropic, PVk const, where normally k 1.3 for low-speed compressors with good refrigeration, and k 1.35 for high-speed compressors. Clearance Volume
Not all the air is evacuated from the compressor at the end of the delivery stroke: some remains in
Before the discharge stroke begins, the air pressure must be greater than P2, allowing the opening of the discharge valve and overcoming the pressure losses due to the ¯ow from the cylinder through the discharge ori®ce into the piping system. As a consequence, the work increases and the air temperate rises because of its increased pressure. During the admission stroke, the work increases and the air temperature rises: the air passes isothermally through the admission valve and the pressure depletion that occurs is always greater than that at the end of this stroke. Consequently, the ¯ow rate decreases, causing a decrease in ef®ciency.
2492
SERVICES IN PROCESSING PLANTS/Compressed Air
Air Temperature Rises during the Admission Stroke
Flow Rate Losses
The effect of these losses on the cycle work is negligible. However, its in¯uence on ef®ciency must not be ignored because the effective ¯ow rate decreases and the work is fairly constant.
Compressor Efficiency Calculations The above differences between the real and the theoretical cycles result in a decrease in ¯ow rate and in ef®ciency. The volumetric ef®ciency (�v) accounts for the decrease in ¯ow rate. It is given by the ratio between the free air delivery (V_ 1 , the real volumetric air ¯ow rate produced by the compressor measured at the inlet pressure and temperature) and the piston displacement per unit of time (Figure 4): � i� V_ 1 Vd h 1=k 6 1ÿ Pr ÿ 1 �v Ve ÿ Vd V_ e ÿ V_ d where depends on Pr, the pressure losses at the valves and on the cooling medium (�v watercooled > �v air-cooled). Figure 5 is an example of the dependency of the volumetric ef®ciency on clearance volume and pressure ratio. It can be understood based on Figure 4 that, for a given clearance volume (Vd), as Pr rises (P > P2), it causes the entrapped air to expand to a greater volume (V > Va) reducing the admitted volume and therefore �v; on the other hand, for a given Pr (e.g. P2/P1), if the clearance volume is greater than Vd, the air expands to another volume (V > Va), causing a decrease in �v. Normally, �v ranges between 60% and 90%. The clearance volume causes the greatest decrease of ¯ow rate loss, up to 20% of the piston displacement per time unit. As mentioned above, another consequence of the differences between the real and theoretical cycles is greater power consumption of the compressor when compared to the ideal power consumption.
100
Cle
ηv (%)
During compressor operation, the temperature of the cylinder wall will be greater than that of the incoming air. This results in heat transfer to the air and, consequently, a temperature rise, in addition to that caused by pressure changes. Since the ¯ow rate is measured at the inlet, this temperature increase has an important effect on the compressor ef®ciency and may justify the differences encountered according to their refrigeration modes.
Cl
aran
ea
ra
nc
ce v olum
e=2
ev
%
olu
me
=8
%
0
0
Pr (–)
10
Figure 5 Volumetric ef®ciency versus pressure ratio with clearance volume as parameter.
The compressor ef®ciency, also referred to as the isothermal ef®ciency (�i), accounts for this effect. It is given by the ratio between the power of a frictionless compressor (with an isothermal evolution) and the shaft power of a real compressor: �i
_i W _ Wr
7
_ r is the shaft power. where W This ef®ciency de®nes the global compressor ef®ciency. In order to analyse the compressor operation, one may divide this ef®ciency into two factors, namely the indicated isothermal ef®ciency (�ii), and the mechanical ef®ciency (�m): � � isothermal power �i �ii �m indicated power � � 8 indicated power � shaft power where �ii is the losses due to cycle imperfections and �m is the friction losses. Therefore, the ratio �i =�m
isothermal power= shaft power �
shaft power=indicated power shows the power loss due to the fact that the compression evolution deviates from the isothermal evolution. Another notion of ef®ciency related to the compressor operation is the polytropic ef®ciency (�p): �p
_p W _r W
9
_ p is the theoretical power of a frictionless where W compressor undergoing a polytropic evolution such that at the end of the compression the real air temperature is reached. Relative to the isothermal ef®ciency, the polytropic ef®ciency includes the additional work converted to
SERVICES IN PROCESSING PLANTS/Compressed Air
heat the air during compression: �p ÿ �i losses in percentage of the shaft power. The referred ef®ciencies are not the only criteria by which the compressors are compared. It must be stated that their characteristics also come into play, namely the relationship between the delivery air pressure, free air delivery and power. It is the operating conditions that establish the delivery air pressure (which must equal the required pressure plus the line pressure losses), the free air delivery (which must equal the required ¯ow rate plus the line ¯ow rate losses), and the power consumption. Figure 6 represents the characteristics of recip_ rocating compressors, Pr versus W r =V_ 1 with �i as parameter. The isoef®ciency lines results by combining eqns [3] and [7]: _r �i W 10 ln
Pr P1 V_ 1 Two superimposed regions on Figure 6 show the characteristics of single- and double-stage compressors.
Basic Control Techniques In general, a ¯ow rate control is necessary because the need for compressed air varies greatly, depending
on the number of users connected to the piping system. There are two basic control techniques: motor on/off operation (applied to compressors with shaft power �12 kW), and continuous motor operation (shaft power >12 kW). During the on/off control, the compressor motor operates until the delivery pressure level is reached, turning off at this instant. When the line pressure drops, due to air consumption, below a pre-established value (normally 0.05 MPa below delivery pressure), the compressor turns on again. The maximum number of starts per hour is around 10. In the continuous motor operation control mode, the motor does not have an intermittent operation, which may cause malfunction considering the powers involved. When the required pressure is reached, the admission valve opens and the discharge valve closes. In this way, the air enters and leaves the compressor without being compressed. The power absorbed is 7±20% of the power needed to produce the normal ¯ow rate.
Treatment of Compressed Air From the point of view of compressed air production systems, atmospheric air contains undesired constituents or `impurities', mainly water vapour and dust particles. It is essential to treat the resulting ηi = 70%
ηi = 100%
ηi = 60%
ηi = 50%
100
Pr (–)
ηi = 40%
10
Single stage Double stage 1 0
2493
5
10 . . Wr V1–1 (kW (m3 min–1)–1)
Figure 6 Characteristics of single- and double-stage reciprocating compressors.
15
2494
SERVICES IN PROCESSING PLANTS/Compressed Air
compressed air, which may also contain lubricating vapours resulting from compressor operation. The degree of cleaning depends on applications, especially in the dairy and beverage industries. Several air-intake ®lters are used before the air enters the compressor:
� viscous ®lters ± as the air passes it impinges on an obstruction that traps the dust
� oil-bath ®lters ± the incoming air agitates the oil
in a reservoir, causing the impurities to settle in the bath � travelling screen ®lters ± air ¯ows through a screen that rotates continuously; the screen is coated with oil to trap the debris, which is then washed out as the screen moves through an oil bath � dry-type ®lters ± utilizing a medium often made of felt or ®breglass. It is common to install a silencer integrated with the air inlet ®lter to lower the noise level where this is problematic. Water and lubricant vapours are removed by condensation in cooling systems located at the compressor exit. Purges control the removal of water and oil condensed from the compressed air. For the majority of applications, compressed air has a dewpoint temperature of 2 � C (below this temperature, water vapour condensation occurs) and the lubricant vapour concentration is 1 mg mÿ3. The concentration of dust particles in air is roughly 5 mg mÿ3, consisting of particles with an average diameter of 5 mm.
Design of Compressed Air Piping Systems A piping system conveys the compressed air to the consumption points. An advantage of compressed air distribution systems is that no piping system is necessary for the return of the used air because it simply escapes to the atmosphere. The main distribution system is made of rigid tubes (steel, galvanized iron and plastic are common materials), while ¯exible tubes join the system to the ®nal users. Dilatation tubes are also used to compensate for temperature differences. Purges must be placed at low-level points (to remove further condensed water and oil), so the slope of the tubes towards these points must be at least 1%. Large tube diameters favour small pressure drops caused by the air ¯ow. The design of the piping system involves choosing all tube diameters on the basis of the admissible pressure drop through the tubes. However, it is suggested that the air ¯owing through the longest tube length, from the compressor
to the furthest consumption point, should undergo a maximum pressure drop of 0.01 MPa. Normally, the ¯ow is turbulent and the pressure drop (�p) is proportional to the square of the air velocity (v), i.e. inversely proportional to the fourth power of the internal tube diameter (D): � � 2 L X v 11 K �p � f 2 D where � is the speci®c mass given by the ideal gas equation ( P/(RT), R 287 J/(kg Kÿ1)), f is the friction factor, L is the tube length, �K is the localized pressure drop due to accessories (some authors convert �K to Leq, i.e. an equivalent straight pipe length of internal diameter D having the same pressure drop as the accessories) and v is the air velocity (suggested values for v range from 10 m sÿ1 for the main piping system to 20 m sÿ1 for the ¯exible pipes). For pressure drop prediction, normally only an order of magnitude is suf®cient. A more accurate value requires great calculation effort and it also requires the knowledge of the rugosity (roughness) of the tube's internal surface and an accurate de®nition of all the piping system components. In practice, an abacus is used for the determination of the pressure drop. The example shown in Figure 7 was constructed considering smooth pipes, admission air at P1 0.1 MPa and T1 293 K (20 � C). Following the calculus sequence (follow the line with an arrow in Figure 7):
� Assume an internal tube diameter D and a delivery pressure P2.
� For a given free air delivery V_1 , determine the
air velocity v V_1 =
�D2 =4 and f, from the Colebrook equation: " !# 1 "=D 2:51 p ÿ2:0 log p 12 3:7 Re f f
where Re is the Reynolds number, Re �vD/�, m 1.81 � 10ÿ5 Ns mÿ2 (is the dynamic air viscosity at T1), " is the tube rugosity (" 0 (smooth tube)). � Determine the pressure drop per unit tube length, assuming �K 0 (no localized pressure drop): �P f v2 � L D2
13
Roughly, one may increase the value of �P/L by 30% to account for the rugosity effect.
SERVICES IN PROCESSING PLANTS/Electricity Supplies 1000 V1
100
(m3 min–1) 10
1
D=
.0 150
m mm .0 m 100 = D m 0m 50. = D m 0m 25. D= m 5m 12. D=
0.1
1
10
P2–1 ( bar) 8 6 4
100
1000 ∆PL–1 (Nm–2 m–1) 10000
2495
Further Reading Anonymous (1982) Compressed Air and Gas Data, 3rd edn. Woodcliff Lake: Ingersoll±Rand. Antony B (1997) Pneumatic Handbook, 8th edn. Oxford: Elsevier Applied Science. Carello M, Ivanov A and Mazza L (1998) Pressure drop in pipe lines for compressed air: comparison between experimental and theoretical analysis. Advanced Fluid Mechanics 21: 35±44. Gresh MT (1991) Compressor Performance: Selection, Operation, and Testing of Axial and Centrifugal Compressors. London: Butterworth. John D and von Otto B (eds.) (1996) Process Fan and Compressor Selection. London: Mechanical Engineering Publications. Lamit LG (1981) Piping Systems: Drafting and Design. Englewood Cliffs: Prentice-Hall. Matley J (ed.) (1979) Fluid Movers: Pumps, Compressors, Fans and Blowers. New York: McGraw-Hill. O'Neill PA (1993) Industrial Compressors: Theory and Equipment. Oxford: Butterworth-Heinemann. Rollins JP (1989) Compressed Air and Gas Handbook, 5th edn. Englewood Cliffs: Prentice-Hall. Vetter G (ed.) (1995) Leak-Free Pumps and Compressors. Oxford: Elsevier Advanced Technology.
Figure 7 Abacus for determination of the pressure drop in smooth pipes.
The design is con®ned to determining D since the other variables are known: P2, the delivery pressure, and V_ 1 are imposed by the users of compressed air and the maximum value suggested for �P/L is 0.01 MPa Lÿ1. It must be borne in mind that the equipment consuming compressed air degrades with use, so higher pressures and ¯ow rates must be considered, respectively between 0.05 and 0.1 MPa (depending on L) and ¯ow rates between 30% and 40% relative to the operating characteristics when new. The piping system design is important for it is responsible for energy losses due to pressure drops (caused by the ¯ow) and due to ¯ow rate losses which occur mainly at the tube joints. The latter are the most important (for pipe lengths below 1000 m it may represent 5±10% of the ¯ow rate) so frequent inspection of the piping system is suggested. To meet the requirements of the piping systems, the choice of the compressor characteristics must be such that it has a small variation in pressure ratio values for a great variation in the ¯owrate values. See also: Flow Equipment: Principles of Pump and Piping Calculations. Instrumentation and Process Control: Instrumentation; Process Control. Process and Plant Design. Services in Processing Plants: Water Supply.
Electricity Supplies R Yacamini, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction A well-designed electricity supply system is fundamental to the operation of all processing plant. It is the electricity supply that provides much of the heat, as well as the power to drive pumps, compressors, refrigeration plant, instrumentation, lighting (both standard and emergency), control systems of all types, and computers and communication systems. It is important, therefore, that dairy scientists and plant operators have at least an understanding of the component parts of the electricity supply system.
Electricity for Power Electricity is generated primarily in large power stations which are powered by coal, gas, oil or
SERVICES IN PROCESSING PLANTS/Electricity Supplies 1000 V1
100
(m3 min–1) 10
1
D=
.0 150
m mm .0 m 100 = D m 0m 50. = D m 0m 25. D= m 5m 12. D=
0.1
1
10
P2–1 ( bar) 8 6 4
100
1000 ∆PL–1 (Nm–2 m–1) 10000
2495
Further Reading Anonymous (1982) Compressed Air and Gas Data, 3rd edn. Woodcliff Lake: Ingersoll±Rand. Antony B (1997) Pneumatic Handbook, 8th edn. Oxford: Elsevier Applied Science. Carello M, Ivanov A and Mazza L (1998) Pressure drop in pipe lines for compressed air: comparison between experimental and theoretical analysis. Advanced Fluid Mechanics 21: 35±44. Gresh MT (1991) Compressor Performance: Selection, Operation, and Testing of Axial and Centrifugal Compressors. London: Butterworth. John D and von Otto B (eds.) (1996) Process Fan and Compressor Selection. London: Mechanical Engineering Publications. Lamit LG (1981) Piping Systems: Drafting and Design. Englewood Cliffs: Prentice-Hall. Matley J (ed.) (1979) Fluid Movers: Pumps, Compressors, Fans and Blowers. New York: McGraw-Hill. O'Neill PA (1993) Industrial Compressors: Theory and Equipment. Oxford: Butterworth-Heinemann. Rollins JP (1989) Compressed Air and Gas Handbook, 5th edn. Englewood Cliffs: Prentice-Hall. Vetter G (ed.) (1995) Leak-Free Pumps and Compressors. Oxford: Elsevier Advanced Technology.
Figure 7 Abacus for determination of the pressure drop in smooth pipes.
The design is con®ned to determining D since the other variables are known: P2, the delivery pressure, and V_ 1 are imposed by the users of compressed air and the maximum value suggested for �P/L is 0.01 MPa Lÿ1. It must be borne in mind that the equipment consuming compressed air degrades with use, so higher pressures and ¯ow rates must be considered, respectively between 0.05 and 0.1 MPa (depending on L) and ¯ow rates between 30% and 40% relative to the operating characteristics when new. The piping system design is important for it is responsible for energy losses due to pressure drops (caused by the ¯ow) and due to ¯ow rate losses which occur mainly at the tube joints. The latter are the most important (for pipe lengths below 1000 m it may represent 5±10% of the ¯ow rate) so frequent inspection of the piping system is suggested. To meet the requirements of the piping systems, the choice of the compressor characteristics must be such that it has a small variation in pressure ratio values for a great variation in the ¯owrate values. See also: Flow Equipment: Principles of Pump and Piping Calculations. Instrumentation and Process Control: Instrumentation; Process Control. Process and Plant Design. Services in Processing Plants: Water Supply.
Electricity Supplies R Yacamini, University College, Cork, Ireland Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Introduction A well-designed electricity supply system is fundamental to the operation of all processing plant. It is the electricity supply that provides much of the heat, as well as the power to drive pumps, compressors, refrigeration plant, instrumentation, lighting (both standard and emergency), control systems of all types, and computers and communication systems. It is important, therefore, that dairy scientists and plant operators have at least an understanding of the component parts of the electricity supply system.
Electricity for Power Electricity is generated primarily in large power stations which are powered by coal, gas, oil or
2496
SERVICES IN PROCESSING PLANTS/Electricity Supplies
nuclear plants. These are often sited on a river or close to a sea coast because cooling water is a primary requirement for operation. Increasingly, `green' sources of supply, such as wind or waves, are being promoted but they are unlikely to provide more than a few percent of electricity power demand for the foreseeable future. The electricity, which is generated using synchronous generators, is transformed to a higher voltage using transformers and fed into an interconnected grid system, usually at a high voltage of 400±800 kV. This allows for the bulk transfer of power, which can be tapped into, using a transformer, to supply electricity to a city, perhaps at 200 kV or so, or downwards to what is known as distribution level, for supply to factories or processing plant, often at a voltage around 11 kV or perhaps 6 kV, depending upon the concentration and size of the plant. Unless very large motors or heaters are involved, this voltage is further reduced to perhaps 415 V threephase or 240 V single-phase. The exact voltage is determined by the standards of the country in which the plant is operating. Another factor which can vary between countries is the frequency of the supply, which can be either 50 Hz or 60 Hz. Users should be cautious when ordering equipment or instrumentation that is designed for use in plant in another country. For larger processing plants, a substation containing primarily transformers, switches and circuit-breakers is feature of the site, often at the roadside. If there are processes or systems within a plant that could be either commercially sensitive or unsafe if the electricity supply should fail, there might also be a diesel generator or some other standby supply of electricity which can be switched on if there is an emergency loss of power from the supply company. Another feature of processing plant is the existence of a battery room, often associated with an uninterruptible power supply (UPS), which may be used for emergency lighting systems, protection systems, gas alarms, ®re alarms, computer networks, or anything that has to be supplied with continuous power in the event of a supply failure. The interaction of these primary and standby power supplies is determined by commercial and safety considerations. A factor which is becoming increasingly important, as electricity suppliers are becoming more competitive and sophisticated postderegulation, is making use of, for example, standby generators at times when tariffs are very high due to high peak demand, in order to avoid exceeding agreed maximum demand levels.
Energy Management and Usage All energy management is a compromise. Energy costs can be saved by use of insulation to prevent heat loss or by the reprocessing of low-grade heat to higher-grade heat. The level of insulation or recovery depends very much on the size of the plant and also on the operating temperatures of hot liquids and the refrigeration plant. It is also a function of the system involved and the life expectancy of the plant. The larger the plant, the higher the temperature differences, and the greater the life expectancy the more scope there is for energy management. An important factor in the usage of electricity is to minimize costs by planning the optimum use of tariffs. This is a subject which gains in complexity with the size of plant because electricity suppliers, in order to reduce their installation and running costs, ®nancially discourage the consumption of power during times of peak demand. It is therefore advisable to carry out periodic energy audits to see whether cost savings can be made by replanning production or by segmentation of plant so that only essential loads are attached during times of peak demand. For smaller systems, the tariffs tend to fall into four categories, depending on location. These are: (1) a ¯at rate service fee, (2) a fee for electrical usage measured in kW h, (3) a charge (or credit) for running with a power factor outside an agreed limit and (4) peak demand charges. Apart from the power factor charge, these are largely self-explanatory. Loads that are connected in a plant and draw a current which is not in phase with the applied voltage are said to have a poor power factor. This will happen where there is a large induction machine load on the system or when power converters are used to convert three-phase AC into DC for whatever purpose. This poor power factor obliges the supply company to install extra generating capacity and burn extra fuel. The inductive loads can be balanced at plant level by installing power factor-correction capacitors that will pull the wave shape of the current into phase with the voltage. Depending upon the expected lifetime of the plant and the extent of the inductive load, power factor correction often turns out to be a good investment. Another factor which sometimes has to be taken into consideration is the effect that installed plant can have on the power quality. If large numbers of AC-to-DC power converters are used, they may distort the incoming supply. If the supply is distorted beyond a certain level (known as the harmonic
SERVICES IN PROCESSING PLANTS/Electricity Supplies
content) at the point of common coupling with other users, it may be necessary to ®t tuned harmonic ®lters. These will remove the offending distortion close to the source.
Distribution and Safety Issues The power distributed within a plant is fed from the incoming substation or switching room, primarily using cables. These are normally installed in ducts, using wall- or ¯oor-mounted cable trays, or in the wall, ¯oor or ceiling in spaces created during construction. In designing the electrical supply to a plant, safety is paramount. Safety considerations fall into three categories: (1) the prevention of personal accidents due to electric shock or contact with rotating machinery, (2) the prevention of damage to plant and the process and (3) the prevention of ®re. The safety of personnel is catered for at several levels. All electrical connections should be covered or positioned inside enclosures to which entry is forbidden except with a permit. All rotating machinery should be ®tted with a guard so that it cannot be touched inadvertently and it is impossible to fall onto rotating shafts. Shock prevention at low voltage is enhanced by the use of `residual current' or `earth-leakage circuit-breakers'. These trip at very low levels of fault current imbalance and were a major advance when ®rst introduced. Older plant should be retro®tted with such devices during plant maintenance. Damage to plant and the prevention of electrically induced ®res are prevented by using circuit-breakers and fuses. These either trip or blow if excess current is generated by a fault in a piece of equipment or if, for example, a cable is inadvertently cut by maintenance personnel or a vehicle within the plant. These will isolate the electrical supply until the fault is corrected.
Electric Motors The problem of selecting the most suitable type of motor was at one time a signi®cant factor in the design of new plant. Recent events have, however, simpli®ed the choice. In the past, processing plant tended to have a mixture of different types of motors, e.g. the DC motor was used widely where a variable shaft speed was required and induction (or asynchronous motors) were used where a ®xed speed of operation was deemed necessary.
2497
With the development of larger-powered, pulse width modulated (PWM) converters, the induction motor can now be used to power most variable frequency applications as well. The PWM drive, as the combination is known, is widely used for all applications from a small part of a kilowatt (low horsepower) up to the megawatt region. Previously, the choice of motor type, which was based on the detail of the starting torque and speed range required, was a matter of much debate. The various grades of motors are based on the National Electrical Manufacturers Association (NEMA) classi®cation A to F, from which different ratios of maximum torque compared to rated torque can be selected. Increasingly, the Class B general-purpose motor is used for all directly connected and variable-speed applications, making selection easier. In the author's opinion, variablespeed drives should not be bought as a separate converter and motor because this can lead to coordination problems. There is an exception to this new simpli®cation of the selection process: such motors should not be used in conditions where there is a potential danger of explosions, e.g. in an environment where there are dust particles in the air or where distillation products are escaping into the air. Under these conditions, it may be desirable to purchase totally enclosed motors of the type developed for mining and offshore oilplatform applications. These can also be found in the NEMA standards. See also: Hazard Analysis and Critical Control Points: Processing Plants. Process and Plant Design. Services in Processing Plants: Heat Generation.
Further Reading Fink DG and Beatty HW (1993) Standard Handbook for Electrical Engineers, 13th edn. New York: McGraw-Hill. Fitzgerald AE, Kingsley C and Umans BD (1990) Electric Machinery, 5th edn. New York: McGraw-Hill. McPartland JF (1984) McGraw-Hill's National Electrical Code Handbook. New York: McGraw-Hill. National Electrical Manufacturers Association (1989) Standard MG-1 Motors and Generators. Rosslyn: NEMA. Slemon GR (1992) Electric Machines and Drives. Boston: Addison-Wesley. Westinghouse Electric Corporation (1964) Electrical Transmission and Distribution Reference Book. East Pittsburgh: Westinghouse Electric Corporation.
2498
SHEEP HUSBANDRY/Feeding Management
Sexed Offspring Sheep Breeds
see Gamete and Embryo Technology: Sexed Offspring.
see Dairy Animals: Sheep Breeds.
SHEEP HUSBANDRY Contents
Feeding Management Milking Management Health Management Reproductive Management Multipurpose Management Predator Control
farming. This intensi®cation was featured in all Mediterranean countries by improved sheep G Molle, Istituto Zootecnico e Caseario per la nutrition and health status, controlled reproduction Sardegna, Olmedo, Italy and selection, and the promotion of mechanical S Landau, The Volcani Center, Bet Dagan, Israel milking that overall resulted in a marked rise of Copyright 2002, Elsevier Science Ltd. All Rights Reserved stock numbers per farm. However, the strategies for upgrading sheep nutrition varied between countries. In the more rainy parts of the Mediterranean, improvement in sheep nutrition was achieved by the establishment of arti®cial pastures, either rainIntroduction fed or irrigated, featured by higher herbage production than the natural pastures. In the semi-arid Sheep have been milked since time immemorial Eastern Mediterranean area, where little water was around the Mediterranean Basin, where they were available for irrigation, and where land tenure traditionally fed on natural pastures and cereal legislation was a problematic issue, sheep breeding stubble, and the lambing season coincided with the was progressively disconnected from grazing, sheep emergence of pasture. In these systems, sheep had were con®ned, and adapted feeding procedures were to be able to buffer phases of extreme underfeeding implemented. by depleting body reserves accumulated during phases of nutritional abundance. In the second half of the twentieth century, grain prices decreased Why Sheep are Suited to the relative to sheep milk prices. In addition, owing Intensification of Feeding Management to a general increase in the standard of living, the demand for sheep cheese increased. This Dairy sheep are much smaller than cattle, but the economic conjuncture, together with the limita- size of rumen relative to body weight is similar in tions of natural pastures as a food source, was these two species. However, the energy requirement the trigger for the intensi®cation of dairy sheep is proportional to metabolic weight, i.e. when related
Feeding Management
SHEEP HUSBANDRY/Feeding Management
to body weight, higher in sheep than in cattle. In other words, nutrient intake, relative to the size of the gastrointestinal tract, must be higher in sheep than in cattle. Because retention time is not higher in the rumen of sheep than in cows, the digestion of roughage generally tends to be lower in sheep compared with cattle. Therefore, sheep are not able to consume as much roughage as cattle per kilogram of metabolic weight. Like other small ruminants, they have to compensate for their small body size by increasing the concentration of dietary energy, which is consequent with their behaving as `concentrate selectors'. The diet selected by sheep is always more digestible than the average of dietary components available. Sheep can adapt well to starch-rich diets: they are less sensitive to acidic condition in the rumen; their small intestine, where bypass residual starch is digested, is longer; and they digest whole grain more thoroughly than cattle. Owing to these features, they easily adapt to diets rich in concentrates.
Intensive Dairy Sheep Production Systems Intensive production systems for dairy sheep are concentrated in the European Mediterranean countries (Italy, with particular reference to Sardinia, France, partially Spain and, to a lesser extent, Greece and Portugal), as well as in the Near East (Israel and Cyprus). These systems are based on different genotypes and are featured by intensi®cation levels depending on soil and climate conditions, feeding source, management and production targets. The main features of the most relevant systems are outlined in Table 1. Intensive dairy sheep systems can be grouped into two sectors depending on the main feeding source: 1. Systems based on grazing. 2. Zero grazing systems.
2499
Systems Based on Grazing
Sarda and Lacaune dairy sheep farming systems can be regarded as typical pastoral systems. Although in the 1980s and 1990s Lacaune dairy production has become more and more dependent upon conserved forage and concentrates, lactating ewes still graze for at least 6±7 months during the spring±summer period. The grazing season lasts up to 10±12 months in Sardinia on irrigated lowland farms (under very intensive conditions). Production systems based on grazing, even in the case of irrigated pastures, are usually featured by seasonal production. Mature ewe lambings are usually concentrated just before the beginning of the grazing season (late winter in France and late autumn in Sardinia). Herbage production and hence its availability, its quality and the distribution of nutrients on offer throughout the grazing season can be regarded as the main limiting factors for milk production. In temperate regions, such as the Rayon de Roquefort, pastures mainly consist of perennial forages and herbage quality rarely limits intake and performance through the grazing season. In contrast, limitations due to herbage quality generally occur in the Sarda sheep system, where annual grasses are usually the main feed sources. However in semiarid Mediterranean climates that are under irrigation, these limitations can be offset by adequate forage systems ± based on white clover, lucerne (alfalfa) and ryegrass ± that allow both high stocking rates (20 ewes haÿ1) and remarkable levels of milk yield (250 kg per ewe per lactation). Systems Based on Zero Grazing
Spanish, Cypriot and Israeli production systems, located in areas featured by harsh climates (dry continental in Spain and arid in Cyprus and Israel), are based on conserved forage, byproducts and concentrate feeding. The quality of these feedstuffs can be regarded as potentially limiting factors under these
Table 1 Features of the main dairy sheep intensive systems Country
Region
Breed
Stock number
Number of lactations per year
Milk yield per lactation (kg per ewe)
Italy
Sardinia Sicily Rayon de Roquefort Castilla±Leon Ð
Sarda Comisana Lacaune Crossbreedsb Assaf and Awassi
3 500 000a 750 000a 825 000 c. 800 000 46 200
1 1 1 1±1.1 1.1c, 1.3d
210 190 270 180±200 530c, 320d
France Spain Israel a b c d
About one-third of sheep managed under intensive conditions. Mainly based on crosses between Assaf rams and Churra, Castellana or Manchega ewes. Assaf. Selected Awassi.
2500
SHEEP HUSBANDRY/Feeding Management
conditions. In these systems, dairy ewes are con®ned and separated into groups fed different diets. Group number, size and grouping criteria can play an important role under these circumstances due to the limited extent to which individual ewe selective capability can be expressed.
Pasture and Supplements for Dairy Sheep When ewes are grazing under intensive conditions, grazing is usually based on arti®cial pastures that can either exclusively be devoted to grazing or used as multipurpose crops, cutting them at maturity stage for silage- or hay-making. These pastures are rarely offered as a unique food source under intensive conditions management. In fact, even when herbage mass availability is well above the threshold below which the ewes' intake is limited, the variability associated with outdoor conditions (weather, walking distances, abrupt changes in forage quality during grazing bouts, etc.) needs to be offset by the offer of supplements with the aim of increasing milk yield persistency over time. Temperate Pastures
These mainly consist of perennial ryegrass (Lolium perenne) and, to a lesser extent, white clover (Trifolium repens), perennial species that feed most of the grazing livestock in the temperate regions of northern Europe. Other species, such as Italian ryegrass (Lolium multi¯orum) and lucerne (alfalfa) (Medicago sativa) provide an important contribution to the forage chain, not only as grazed crops but also as conserved stock (silage and hay). An ancillary contribution comes from other perennial species, such as cocksfoot (orchardgrass) (Dactylis glomerata), tall fescue (Festuca arundinacea) brome grass (Bromus inermis), timothy (Phleum pratense) and red clover (Trifolium pratense). Overall, these forages are featured by both high mass production and good quality for most of the vegetative cycle, however, their feeding value will be strictly dependent on their management. In continuously stocked systems, herbage mass, measured by the sward height, is putatively an ef®cient criterion for grazing management. In mutton sheep, using undisturbed sward height measured by sward stick, intake and production per hectare were optimized when both perennial ryegrass and white clover were maintained at a sward height of 60 mm. These guidelines are acceptable also for dairy sheep grazing the same species under continuous stocking.
Under rotational grazing management, residual stubble height has been shown to be strictly related to intake and performance. Under these dynamic conditions, a stubble height of 40±60 mm warrants adequate intake and performance, in dry and lactating mutton sheep, respectively. According to some authors, a higher stubble sward height (around 80 mm) should be aimed for during autumn, when herbage growth is reduced. These thresholds can also be generalized to dairy ewes grazing perennial swards. Mediterranean Pastures
Under Mediterranean conditions, dairy sheep ¯ocks mainly live on annual pastures, such as Italian ryegrass, the self-seeding annual ryegrass (Lolium rigidum) and winter cereals like barley and oats, which are usually combined as `space' or `time' mixtures with high-quality legumes. Among them, berseem clover (Trifolium alexandrinum), self-reseeding forages such as burr medic (Medicago polymorpha) subterraneum clover (Trifolium subterraneum) or short-lived perennial legumes such as sulla (Hedysarum coronarium). Under irrigation, these `winter forages' are usually integrated with spring±summer growing forages, e.g. white clover, lucerne (used mainly for producing hay store) and C4 cycle forages such as Sorghum subsp., millet and maize (for silagemaking). When continuously stocked on Italian ryegrass, Sarda dairy sheep had a higher intake and performance when sward was maintained at 60 mm sward height, measured by a weighted disc, as compared with 30 and 90 mm. At 30 mm sward height, individual intake and performance were both depressed, whereas at 90 mm height during spring, quality was markedly reduced (more stems and fewer leaves) and hence performance was impaired. Moreover, the sward was markedly understocked. Sward heights kept within the range 80±90 mm in winter time were the optimal for individual intake and performance, but with a trend to lower stocking rate and performance per hectare (Figure 1). There is a lack of information on rotational grazing for most Mediterranean forage types; however, for annual ryegrass it would be sensible to take into account the stubble height, avoiding depletion of herbage below 60 mm in winter and 40 mm in spring. The quality of grass becomes limiting during the spring when Mediterranean annual pastures turn from the vegetative to the reproductive stage. In this case, the inclusion of broadleaved species, namely the legumes, can prevent marked decreases in nutrient intake and dairy yield. Furthermore, a timed
SHEEP HUSBANDRY/Feeding Management 90
Sward height (mm)
80
Underutilization – low stocking rate – lower herbage quality
70 60 50 40 30
Overutilization – herbage mass limiting intake – loss of body condition
20
0
Early spring
Winter
10 Dec
Jan
Feb
Mar
Late spring Apr
May
Figure 1 Suggested pro®le of sward height measured by weighted-disc of Italian ryegrass grazed continuously by dairy ewes during lactation. (Adapted with permission from Molle et al. (2001) In: Pulina G (ed.) Alimentazione degli Ovini da Latte, pp. 275±304. Bologna: Avenue Media.)
allowance on sulla pasture restricted to 6 h daily can increase the intake by 30% and the milk yield by 50% during the annual ryegrass heading stage. Under conditions of irrigation, the available mass during the spring and summer period is usually above sheep requirements. During this period, it is important to balance grass and legumes in the diet. An adequate ratio of protein to energy should be offered in order to reduce both the hazard associated with low-protein diets for milk production (see above) and that of protein waste, which can result in the high urea levels in blood and milk often associated with low fertility in ewes submitted to arti®cial insemination. Urea levels higher than 45 mg dlÿ1 were indeed found in ¯ocks with low fertility in Sardinia. Supplementation of Grazing Dairy Ewes
Supplementing grazing dairy ewes is a practical tool for reducing the variability in milk yield and reproductive performance. Under intensive conditions, moderate levels of high-quality legume hays (300± 500 g dayÿ1) are usually offered at night when sheep are housed, particularly during the winter months. Concentrate supplementation is aimed at increasing the individual intake and performance and also at `saving' the available herbage for additional stock, taking into account the substitution effect. Starchy concentrates, such as cereal grains, are particularly useful for attaining the latter goal due to their high substitution effect. This is modi®ed by herbage availability: substitution rate tends to increase along with herbage availability. Mixed concentrate usually gives lower substitution rates, the effect seems in relationship with the starch quality being higher with low-degradability starch (Table 2).
2501
Overall, it is evident from the literature that the responses in terms of milk yield to concentrate supplementation based on starchy concentrate is limited, as expected by the substitution effect and possible reduction of diet digestibility. Recent results show that concentrates high in digestible structural carbohydrate and pectins are more effective for milk production persistency during the last third of lactation than high starch concentrates, either in grazing or in housed conditions. This is probably attributable to a shift of the metabolizable energy consumed by the ewes receiving the high-starch concentrate towards the fat depot more than towards the mammary gland. In contrast, crude proteinbased supplements, particularly if of moderate to low degradability (lupin, soya bean meal), support milk yield in late lactation and can improve ovulation rate and proli®cacy in dairy sheep grazing on mature grassland.
Feeding Confined Dairy Sheep Feedstuffs for Confined Dairy Sheep
In Mediterranean areas, grazing sheep have been traditionally supplemented with hay and grain. Using agricultural byproducts for dairy sheep farming is almost as ancient as sheep domestication, and the use of cereal bran as fodder is mentioned in the Bible. The ®rst zero-grazing rations consisted of hay, wheat bran and whole grain. The development of agriculture and associated industries during the twentieth century provided dairy sheep farmers with new agricultural and industrial byproducts. These products can be classi®ed according to their moisture content and their functional role in rations (Table 3). Their classi®cation as concentrate or roughage is risky, because most of them combine both concentrate and roughage features; for example, whole cottonseed is featured by high energy (13.4 MJ kgÿ1 dry matter) but high (480 g kgÿ1) neutral detergent ®bre (NDF) content, with low content of long ®bre. The most widespread industrial byproducts used in sheep nutrition are citrus pulp, brewers' grains, tomato pulp, maize husks, grape pomace and olive cake, which can be fed fresh or ensiled. With the development of irrigated fruit and vegetable production in some Mediterranean areas, new sources of roughage have emerged, e.g. tomato and cantaloupe straw. Onion and garlic peels, residues of the ¯ower industry, or fruit (citrus, apple, peaches, avocado and dates) and vegetables (potatoes, eggplant, cantaloupe, watermelon), which are not marketed because of price-keeping policies, are regularly fed to dairy sheep.
2±3
2±5
2±3
2±3
3±4
5±6
Sardah
Comisanai
Comisana j
Sardak
Sardak
Sardal
1730 (40 mm)f
(continuous ± all day)
(rotational)
Italian ryegrass ± standing hay
2850 (60 mm)f
(continuous ± all day)
c
b
Ð 1200±600
3190 (90 mm)f
1400 (30 mm)f
Italian ryegrass ± spring
2650 (60 mm)f
1111 (20 mm)f
1400 (average)
1400±500
nd
Herbage mass (kg DM haÿ1 (Sward height))
Italian ryegrass ± winter
Natural pasture (rotational ± 5 h dayÿ1)
Natural pasture (rotational ± 5 h dayÿ1)
Rotational
Pasture type (grazing system)
Marginal substitution rates. Milk yield as proportion of a reference treatment (within experiment). Concentrate including 63% of cereals (2/3 barley: 1/3 maize). d Maize-based concentrate (low degradability starch). e Barley and wheat-based concentrate (high degradability starch). f Target sward heights measured by weighted disk. g Absolute substitution rates (i.e. referred to the unsupplemented control). h Sanna and Casu (1971) Rivista di Zootecnia 44: 19±26. i D'Urso et al. (1993) Animal Feed Science and Technology 42: 259±272. j Avondo et al. (1995) Livestock Production Science 44: 237±244. k Molle et al. (1997) Options MeÂditerraneÂennes, Serie A 34: 65±70. l Molle et al. (1995) Small Ruminant Research 17: 245±254. nd, no data.
a
Lactation stage (months)
Breed
Nil Maize grain Soya bean meal
Nil Maize grain Nil Maize grain Nil Maize grain
Nil Maize grain Nil Maize grain Nil Maize grain
Maize-based concentrated hay Maize-based concentrated hay Barley and wheat-based concentratee hay Barley and wheat-based concentratee hay
Cereal-based concentratec hay Cereal-based concentratec hay
Nil Hay Barley grain hay
Supplement type
Table 2 Effect of concentrate-based supplementation on substitution rate and milk yield of dairy ewes grazing Mediterranean pastures
Ð 250 270
Ð 500 Ð 500 Ð 500
Ð 500 Ð 500 Ð 500
350 500 700 500 350 500 700 500
300 500 600 500
Ð ad lib. 400 ad lib.
Supplement level (g dayÿ1)
Ð 74.0f 40.0f
Ð 50.0g Ð 136.0g Ð 116.0g
Ð 56.0g Ð 88.0g Ð 96.0g
Ð 58.3 Ð 47.4
Ð 43.0
Ð nd nd
Substitution rate a (%)
100 106 114
100 105 140 144 142 150
100 119 117 135 124 124
100 106 104 110
100 127
100 100 110
Effect on milk yield b (%)
SHEEP HUSBANDRY/Feeding Management
2503
Table 3 Characteristics of some byproducts used in dairy sheep feeding DM (g kgÿ1)
On DM basis ÿ1
CP (g kg )
NDF (g kgÿ1)
ME (MJ kgÿ1)
Wet byproducts Citrus pulp Brewers' grains Grape pomace Tomato pulp Olive cake silage
140 200 320 200 490a
72 210 72 180 50a
223 525 708 673 722a
12.5 10.5 5.0 8.4 5.36a
Dry byproducts Cottonseed (whole) Wheat bran Cottonseed hulls Sun¯ower seed hulls
890 890 910 910
220 170 41 49
474 456 810 860
14.6 10.9 7.5 2.5
Roughages Wheat straw Cotton-gin trash Maize straw (stover) Groundnut (peanut) straw Tomato/cantaloupe straw
900 900 900 890 910
22 66 2.9 110 110
790 800 693 523 590
5.8 6.9 8.8 7.7 5.0
a Hadjipanayiotou (1999) Livestock Production Science 59: 61±66. Compiled from INRA (1989) and NRC (1985) tables of feed composition.
Use and Misuse of Byproducts in Dairy Sheep Feeding
Until the late 1960s, byproducts were either fed ad libitum in the trough or provided in controlled, predetermined amounts. The former method was found to be associated with numerous metabolic disorders. When Awassi sheep were provided with citrus pulp ad libitum, it resulted in hypocalcaemia and overfattening, a ketosis-like syndrome was observed, and subsequent lactation was impaired. The free-feeding of cereal bran, rich in phosphorus and featuring a reversed calcium : phosphorus (Ca : P) ratio, resulted in urolithiasis of Assaf rams and lambs. Correction of the Ca : P ratio and addition of ammonium chloride are necessary under such conditions. Numerous ®eld cases of copper toxicity have been reported in sheep fed brewers' grains, where the brewing vats were made of copper, or in sheep fed copper-rich cottonseed meal. The copper hazard is critical in breeds that are sensitive to copper loading, such as the German Ostfriesland Milchschaf and breeds resulting from crossbreeding, such as the Assaf. Forages grown in some Mediterranean soils are de®cient in molybdenum and sulphur, which accounts for the high availability of copper, even in feeds of medium copper content. Calculation of absorbed copper can be carried out, taking into account dietary copper, sulphur and molybdenum, and accumulation in the liver can be calculated as
a function of liver size and time of accumulation. Such calculations can lead to the addition of molybdenum and sulphur when necessary, as constituents of added mineral and vitamin mixtures. Selenium de®ciency, resulting in the occurrence of white muscle disease in Assaf and Sarda lambs, has been reported in ¯ocks fed whole cottonseeds or cotton-gin trash. Selenium and vitamin E must, therefore, be added, where needed. Loose faeces and even chronic diarrhoea has been noted when Assaf dairy sheep are fed with tomato straw as the sole roughage, probably caused by excess calcium (more than 3%) and low phosphorus (less than 0.1%), resulting in an extremely impaired Ca : P ratio. Bad conservation procedures are thought to be responsible for the occurrence of botulism and listeriosis in Awassi and Assaf sheep fed fresh brewers' grains and orange pulp. Practical Implementation of Total Mixed Ration for Dairy Sheep
The advances in mixer-feeder manufacturing in the 1970s, involving digital scales and upgraded weighing software, resulted in widespread adoption of total mixed rations (TMR) in dairy cattle feeding. The new technology was based on the observation that there was less diurnal variation in the ruminal environment in TMR-fed cattle than in cattle fed roughage and concentrates separately. This technique also resulted
2504
SHEEP HUSBANDRY/Feeding Management
in a steadier feed intake featured by more small meals. Using TMR allowed the inclusion of well-controlled, diluted amounts of byproducts in ruminant diets, thus improving the safety of feeding byproducts. It also allowed a signi®cant cut in personnel expenses. These advantages were the trigger for the intensifying dairy sheep industry to employ the new technology. However, it soon became apparent that some problems speci®c to sheep needed to be solved before the use of TMR could become widespread. The ®rst problem that needed to be tackled was the high rate of residues left by TMR-fed sheep. When sheep are fed TMR prepared according to cattle manufacturing criteria, long-®bre roughage leftovers are left in the trough, i.e. sheep select short-®bre components and reject long-®bre components (Table 4), which is compatible with their normal feeding behaviour as `concentrate selectors'. Roughage and, in particular, silage have to be chopped to a length of approx. 20 mm, using the mixer-feeder, before other components are added, in order to decrease selecting behaviour. Thorough mixing of TMR fed to sheep must also be implemented in order to decrease selective behaviour. Unlike cattle and goats, feeding sheep with TMR ad libitum is often associated with decreased motivation to enter the milking parlour. Therefore, some of the concentrate is generally transferred from the TMR to distribution in the milking parlour, which results in decreased energy concentration in the TMR itself. Matching TMR Composition with Sheep Requirements
The requirement of dairy animals for nutrients is a function of milk component yield, which itself depends on genetic merit and days in milk. Also, dry matter (DM) intake varies with days in milk. Changes in DM intake relative to days in milk depend on breed and genetic excellence within a breed. In most cases, optimizing TMR formulation with individual requirement is not practical, even where milk
recording is practised. Two strategies are possible: (1) using a TMR suitable for high-producing animals, i.e. of high energy and crude protein (CP) content, and distributing limited amounts to low-producing animals; or (2) using a TMR of low energy and medium protein content, and supplying extra concentrate to high producers. Both strategies have drawbacks. Strategy (1) enables a proportion of the low producers to overfatten, while part of their group is underfed. Strategy (2) is deleterious to high producers, because decreased energy density is obtained by using bulky components. If roughage is chopped up before it is included in TMR, little selectivity can be applied by high yielders and their intake is decreased, resulting in a decreased milk yield. A compromise is generally achieved whereby TMR of medium (10.5 MJ kgÿ1 DM) energy concentration are fed to dairy ewes. Assuming that the energy requirement of a ewe weighing 70 kg and producing 2.5 kg of milk (containing 65 g kgÿ1 of fat) is 31.3 MJ of ME, and that DM intake is 2.9 kg, 23 MJ is supplied as TMR in 2.2 kg of DM, and the rest is supplied in the milking parlour as concentrate (Table 5). Only traces of concentrate are provided to low yielders in the milking parlour. Practical Formulation of TMR for Dairy Sheep
As stated above, TMR has enabled the safer use of byproducts in dairy sheep nutrition. However, emphasis is still placed on using only safe ingredients; glucosinate-rich rapeseed meal, gossypol-rich cottonseed and nitrate-rich forages must be identi®ed and discarded. Even if there is shortage of scienti®c information on the inclusion of byproducts in dairy sheep diets, practical experience exists, particularly in Israel. On the Eastern Mediterranean shore, rations are calculated according to Linear Programming (LP), so as to minimize costs, whereas in the French INRA system (INRAtion), which is partially adopted in Italy and Spain also, more emphasis is placed on prediction of intake, taking into account animal factors and interactions between feedstuffs.
Table 4 Chemical composition (in 1991) of a total mixed ration (TMR) and of residues left by early lactating dairy sheep at different times after meal administration; residual composition indicates positive selection of protein and fat-rich components (i.e. leaves, seeds) and avoidance of ®bre-rich components (i.e. stems) Composition (DM basis)
Crude protein (%) Ether extract Crude ®bre (%)
TMRa
20.7 4.6 21.5
Composition of residues at different times after TMR administration 2h
8h
12 h
24 h (refuse)
19.6 3.8 22.6
15.7 2.8 27.9
12.3 2.5 30.9
9.7 1.8 34.6
a Ingredients (on fresh matter basis): 39.9% maize silage, 18.3% mixed hay, 11.7% dehydrated alfalfa, 6.7% delinted cottonseed, 23.4% concentrate compound including barley, soya bean meal, sugar-cane molasses and mineral±vitamin premix.
SHEEP HUSBANDRY/Feeding Management
2505
Table 5 Practical formulation (a) and typical composition (b) of TMR (in 2001) for dairy sheep in Israel (in addition, 400 g of a commercial concentrate (17% CP) was in the milking parlour and an additional 200 g of a commercial concentrate was distributed for 1 month postpartum) (a) Constraints
Minimum
Maximum
Actual
DM (kg) FM (kg) CP (kg) ME (MJ) Roughage (kg) Calcium (g) Phosphorus (g)
2.9 Ratio constraint 0.420 31 0.800 23.0 10.0
2.8 Ratio constraint 0.500 No constraint No constraint No constraint No constraint
2.9 3.8 0.478 31 1.050 28.5 11.4
(b) Ingredients
% Dry matter
Ground maize grain Whole barley grain Whole oats grain Wheat bran Chopped wheat silage (35% DM) Vetch hay Limestone Mineral±vitamin premix
16.2 3.2 7.3 6.5 32.4 27.6 0.9 5.9
Chemical constraints for linear programming must take into account the fact that not all the ration is fed as TMR, and concentrate contribution must be forced into formulation as ®xed values. In Israel, feedstuffs matrixes and dietary constraints for formulation include mature equivalent (ME), crude protein, Ca, P, Cu, Mo, S, Ca : P ratio, Cu absorbed (as a function of Cu, Mo and S concentrations). Using tabulated data from in sacco trials, fermentable organic matter is used as a predictor of microbial protein contribution, and bypass protein is calculated. Because the number of ingredients may be as high as 20, no attempt is made in Israel to predict feed interactions on sheep intake; the substitution rate between each individual feed and all the others is assumed to be 1. In France, Italy and Spain, the partition of ruminally degradable and nondegradable protein is carried out using the French PDI system. A special component of the French method is a constraint of bulkiness of roughage constituents termed `®ll unit'. Another feature is calculation of substitution between concentrate and forage. The INRAtion software also takes into account differences in feed intake derived from breed and body condition, in the main breeds of dairy sheep. Special constraints on ingredients, resulting from trial and error, are used to ®ne-tune LP calculations. An example of TMR for dairy sheep, which was calculated taking the above criteria into account, is shown
in Table 6. This TMR was formulated for lactating sheep (40±50 kg body weight) with a potential milk yield averaging 1.1 kg dayÿ1 per ewe during the whole milking period (about 180 days). The allowance of a complementary pasture for a few hours daily proved a practical tool in reducing the feeding cost and improving feed ef®ciency of this `conventional' TMR based on good-quality forages and concentrates. In Israel and Cyprus, where complementary grazing is uncommon and byproducts are frequently used for sheep feeding, a typical TMR formulation for a 65±70 kg dairy sheep (2.2 kg DM, not including concentrate fed at the parlour) would consist, on a DM basis, of no less than 0.8 kg of total roughage (including at least 0.3 kg of palatable hay), no more than 0.3 kg of citrus pulp (or another fruit pomace) and no more than 1.0 kg of cereal silage. At least two grain sources, differing in ruminal degradability, are always included. The vitamin and mineral complementation always contains salt, a calcium contributor, such as calcium carbonate, and a mixture of vitamins A, D and E. Implications of Intensive Feeding Management on Dairy Sheep Product Quality
Sheep milk is used only for cheesemaking. Therefore, knowledge regarding nutritional effects on milk features should be extended to cheese. Unfortunately,
2506
SHEEP HUSBANDRY/Feeding Management Table 6 Formulation criteria (a) and composition (b) of typical TMR (in 2001) for milked sheep in Italy (in addition, 200±400 g of a commercial concentrate (16% CP) was offered in the milking parlour)a (a) Criterion
Minimum
Maximum
Actual
DM (kg) CP (% DM) PDI (% DM) NE (feed units kgÿ1 DM) ME (MJ kgÿ1 DM) Roughage (kg) Calcium (% DM) Phosphorus (% DM)
1.9 15 10.0 0.80 9.5 0.600 0.8 0.3
2.1 20b 13b 0.90 10.6 Ð Ð Ð
2.0 15.9 10.0 0.85 10.0 0.760 0.8 0.3
(b) Ingredients
% Dry matter
Maize grain Soya bean meal (48% CP) Dried sugar-beet pulp Chopped maize silage (33% DM) Lucerne hay Mineral±vitamin premix
17.0 6.0 9.0 33.0 34.0 1.0
a Allowing the sheep receiving this TMR to graze a buffer crop (e.g. Italian ryegrass) in vegetative stage for 3±5 h reduces TMR intake by about one-third and improves milk performance. b Maximum level depending on the current cost of CP and PDI. Reproduced from Proceedings of the 12th Congress of the National Scienti®c Association of Animal Production (ASPA) pp. 255±256.
knowledge on this issue is still scarce. In grazing conditions, stocking rate (or herbage on offer per individual) can affect protein content in the milk. If stocking rate is very high, intake becomes limiting, energy balance is markedly negative and under these conditions milk protein decreases as well as casein. This can result in a lower cheese yield. Utilization of starchy concentrates in winter can overcome this problem. Milk urea is a good practical gauge for monitoring protein nutrition in ewes. If it is too low, milk production can be limited, but on the contrary it is clearly wasted. This nitrogen cannot be recovered in cheese and therefore can become a concern, from a system and environmental viewpoint. Legumes as a complement to grasses can help to keep protein intake through the season as steady as possible, but this is particularly important when grass quality decreases (late spring±summer). In these conditions, urea levels would be lower in tannin-rich legumes such as sulla as compared to burr medic. Fat content in milk is usually strictly inversely related to milk yield. Its concentration is affected by the offer of roughage only when the concentration of NDF in the diet is particularly low, as typically occurs during the winter period when herbage is immature and scarce and the supplementation level is high. Milk fatty acid composition, which is of great
interest to consumers in terms of health, can also be affected by feeding. Unsaturated fatty acids, medium chain length fatty acids and conjugated linoleic acids play different roles in preventing some important human diseases. The use of fat-based supplements, such as full-fat seeds or beans, calcium soaps or byproducts of oil mills, can exert similar effects but, in some circumstances, reduce milk protein and casein. The same forage species has an effect on fatty acid composition. For instance, in sheep, as well in cows, the intake of fresh grass is linearly related to milk conjugated linoleic acids, but this is not the case for some fresh legumes. Offering legumes, such as sulla, as well as other species, such as daisy plants (e.g. Chrysanthemum coronarium), can affect the concentration of volatile compounds (e.g. terpenes) and hence the sensory properties of sheep cheese as compared with grassbased diets. This area of study is still in its infancy and further research is required to elucidate the mechanism through which nutrition can impact the concentration of these nutriceutical and organoleptic components in sheep dairy products.
Conclusions The intensi®cation of dairy sheep production in the Mediterranean has been a dichotomous process,
SHEEP HUSBANDRY/Milking Management
where food security has been attained by improving pastures or by discontinuing grazing completely. In countries where water resources were not severely limited, traditional pasture systems evolved into wellmonitored systems relying on high-yielding grasses and legumes, which were totally or partially devoted to grazing. In more arid countries, where no water or land was available to establish cultivated and irrigated pastures, the feeding of sheep with concentrates and agroindustrial byproducts has developed. Both systems are economically sustainable. The zero grazing system allows the maximization of milk production, but dairy products, even if of good quality, are not well individualized. In contrast, intensi®ed grazing systems, even if less productive, allow for marketing of traditional high-quality cheeses, e.g. the protected designation of origin (PDO) products. See also: Concentrate Feeds: Oilseeds and Oilseed Meals; Byproduct Feeds. Dairy Farm Management Systems: Dry Lot ± Dairy Cow Breeds; Sheep. Diseases of Dairy Animals, Noninfectious: Ketosis; Milk Fever. Feed Supplements: Macrominerals; Microminerals. Forages and Pastures: Perennial Forage and Pasture Crops ± Species and Varieties; Annual Forage and Pasture Crops ± Species and Varieties. Ration Formulation: General Nutritive Requirements in Sheep and Goats. Sheep Milk.
Further Reading Bocquier F, Guillouet P, Barillet F et al. (1993) A computer program for diet formulation in dairy sheep: evaluation of food intake predictions. Proceedings of the 5th International Symposium on Machine Milking of Small Ruminants, 14±20 May, 1993, Budapest, Hungary, pp. 608±621. Cannas A (1996) Nutrition of the dairy ewe. Proceedings of the Great Lakes Dairy Sheep Symposium, 28 March 1996, Madison. Fois N, Ligios S, Molle G et al. (1999) Dairy sheep farming in Sardinian irrigated lowlands. Options MeÂditerraneÂennes, Serie A 38: 219±222. Greenhalgh JFD and Reid GW (1973). The effects of pelleting various diets on intake and digestibility in sheep and cattle. Animal Production 16: 223±233. INRA (1989) INRAtion diet program. In: Jarrige R (ed.) Ruminant Nutrition. Recommended Allowances and Feed Tables. Paris: John Libbey Eurotext. Molina E, Ferret A, Caja G et al. (2001) Comparison of voluntary food intake, apparent digestibility, digesta kinetics and digestive tract content in Manchega and Lacaune sheep in late pregnancy and early and mid lactation. Animal Science 72: 209±221. Stern D, Adler JH, Tagari H and Eyal E (1978) Responses of dairy ewes before and after parturition
2507
to different nutritional regimes during pregnancy. 2. Energy intake, body-weight changes during lactation and milk production. Annales de Zootechnie 27: 335±346. Uden P, Rounsaville TR, Wiggans GR and Van Soest PJ (1982) The measurement of the liquid and solid digesta retention in ruminants, equines and rabbits given timothy (Phleum pratense) hay. British Journal of Nutrition 48: 329±339.
Milking Management O Mills, British Sheep Dairying Association, Alresford, Hants, UK Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Sheep Dairying Sheep have been used for milk production probably longer than any other mammal. They are easy to handle, graze, have wool and meat as byproducts and produce a milk exceptionally high in the elements required for healthy living. The high total solids in the milk make it ideal for cheesemaking, thick yoghurt and ice cream (see Sheep Milk). A wide variety of products can be made: yoghurt, cheese and ice cream are made from the milk and the whey is used for ricotta and sweetmeats. In the United Kingdom, the milk is bottled for drinking. Today, sheep can be milked economically in large numbers, and by careful genetic selection some breeds can produce ewes able to give yields of up to 1000 l in a lactation. Rams from such ewes provide a high genetic potential yield in their daughters.
Sheep Suitable for Milking All sheep will give milk after lambing, but only some breeds can be used in commercial sheep dairying. Most ewes are left to rear their lambs for 35±60 days after birth before being milked (see Dairy Farm Management Systems: Sheep). With high-yielding ewes, especially the Friesland, lambs can be taken away soon after birth (0 to 4 days) and arti®cially reared while the ewes are used for milking. The main dairy breeds are:
� Friesland (East Friesian) � Awassi
SHEEP HUSBANDRY/Milking Management
where food security has been attained by improving pastures or by discontinuing grazing completely. In countries where water resources were not severely limited, traditional pasture systems evolved into wellmonitored systems relying on high-yielding grasses and legumes, which were totally or partially devoted to grazing. In more arid countries, where no water or land was available to establish cultivated and irrigated pastures, the feeding of sheep with concentrates and agroindustrial byproducts has developed. Both systems are economically sustainable. The zero grazing system allows the maximization of milk production, but dairy products, even if of good quality, are not well individualized. In contrast, intensi®ed grazing systems, even if less productive, allow for marketing of traditional high-quality cheeses, e.g. the protected designation of origin (PDO) products. See also: Concentrate Feeds: Oilseeds and Oilseed Meals; Byproduct Feeds. Dairy Farm Management Systems: Dry Lot ± Dairy Cow Breeds; Sheep. Diseases of Dairy Animals, Noninfectious: Ketosis; Milk Fever. Feed Supplements: Macrominerals; Microminerals. Forages and Pastures: Perennial Forage and Pasture Crops ± Species and Varieties; Annual Forage and Pasture Crops ± Species and Varieties. Ration Formulation: General Nutritive Requirements in Sheep and Goats. Sheep Milk.
Further Reading Bocquier F, Guillouet P, Barillet F et al. (1993) A computer program for diet formulation in dairy sheep: evaluation of food intake predictions. Proceedings of the 5th International Symposium on Machine Milking of Small Ruminants, 14±20 May, 1993, Budapest, Hungary, pp. 608±621. Cannas A (1996) Nutrition of the dairy ewe. Proceedings of the Great Lakes Dairy Sheep Symposium, 28 March 1996, Madison. Fois N, Ligios S, Molle G et al. (1999) Dairy sheep farming in Sardinian irrigated lowlands. Options MeÂditerraneÂennes, Serie A 38: 219±222. Greenhalgh JFD and Reid GW (1973). The effects of pelleting various diets on intake and digestibility in sheep and cattle. Animal Production 16: 223±233. INRA (1989) INRAtion diet program. In: Jarrige R (ed.) Ruminant Nutrition. Recommended Allowances and Feed Tables. Paris: John Libbey Eurotext. Molina E, Ferret A, Caja G et al. (2001) Comparison of voluntary food intake, apparent digestibility, digesta kinetics and digestive tract content in Manchega and Lacaune sheep in late pregnancy and early and mid lactation. Animal Science 72: 209±221. Stern D, Adler JH, Tagari H and Eyal E (1978) Responses of dairy ewes before and after parturition
2507
to different nutritional regimes during pregnancy. 2. Energy intake, body-weight changes during lactation and milk production. Annales de Zootechnie 27: 335±346. Uden P, Rounsaville TR, Wiggans GR and Van Soest PJ (1982) The measurement of the liquid and solid digesta retention in ruminants, equines and rabbits given timothy (Phleum pratense) hay. British Journal of Nutrition 48: 329±339.
Milking Management O Mills, British Sheep Dairying Association, Alresford, Hants, UK Copyright 2002, Elsevier Science Ltd. All Rights Reserved
Sheep Dairying Sheep have been used for milk production probably longer than any other mammal. They are easy to handle, graze, have wool and meat as byproducts and produce a milk exceptionally high in the elements required for healthy living. The high total solids in the milk make it ideal for cheesemaking, thick yoghurt and ice cream (see Sheep Milk). A wide variety of products can be made: yoghurt, cheese and ice cream are made from the milk and the whey is used for ricotta and sweetmeats. In the United Kingdom, the milk is bottled for drinking. Today, sheep can be milked economically in large numbers, and by careful genetic selection some breeds can produce ewes able to give yields of up to 1000 l in a lactation. Rams from such ewes provide a high genetic potential yield in their daughters.
Sheep Suitable for Milking All sheep will give milk after lambing, but only some breeds can be used in commercial sheep dairying. Most ewes are left to rear their lambs for 35±60 days after birth before being milked (see Dairy Farm Management Systems: Sheep). With high-yielding ewes, especially the Friesland, lambs can be taken away soon after birth (0 to 4 days) and arti®cially reared while the ewes are used for milking. The main dairy breeds are:
� Friesland (East Friesian) � Awassi
2508
� � � � �
SHEEP HUSBANDRY/Milking Management
Assaf (cross between the Awassi and Friesland) Lacaune Sarda Manchega Chios.
There are many other pure and synthetic breeds, mainly developed in the Mediterranean basin, which suit the climate and existing conditions. Yields and lactation lengths of most dairy sheep quoted in the literature vary enormously (see Dairy Animals: Sheep Breeds). The selection of ewes for milking or culling of ewes should follow very speci®c guidelines. Ewes should be culled that:
� � � �
kick are slow milkers have recurrent mastitis are so nervous that they go dry within a few days of initiation of milking � have unsuitable temperaments and badly shaped udders as these take extra time and tend to make the operator tired and bad tempered.
Udder Shape The morphology or genetically determined udder shape is of great importance in commercial sheep milking (see Figure 1). Dr G. Caja has demonstrated that sheep whose teats are situated near the base of the udder not only evacuate the milk faster but also give more milk. He maintains that selection for yield alone will lead to pendulous udders, making them dif®cult to milk by machine. Culling such ewes can be a great economic loss initially as they give the most milk, so where the udders are so misshapen that the cups will not attach snugly (i.e. the teats are up the side of the udder) use of a Sagi hook will greatly facilitate milk evacuation (see Figure 2). The goatshaped udder with the teats facing forward is another udder shape which is particularly dif®cult to machinemilk. Ewes with this type of udder should not be bred from. Conical teats tend to be less prone to teat creep than cylindrical teats (®nger shaped) and are therefore less prone to some forms of mastitis.
Unit Size In the United Kingdom and countries where most of the ewes milked are either Friesland, part Friesland, or improved breeds like the Lacaune, Sarda, Manchega, etc., there are two distinct ways of utilizing their milk: 1. For on-farm manufacture of the milk, the unit size varies from 80 to 1000 ewes according to the
product, skills and time of the product maker, and the market. 2. For the production of milk alone, a viable unit size starts at about 400 and goes up to 1500 ewes. It is now common practice for ewes to be milked all year round, so the ¯ocks may be split up into three or four units to maintain the continuous production of lambs and subsequent milk, with the optimum number being milked at any one time. In other countries, especially where yields are lower, much greater numbers of ewes may need to be milked; however as most of these countries have a Mediterranean climate, milking year round is considerably easier provided labour is cheap and plenty of feed is available.
Yields Yields vary from breed to breed and from one farm to another (see Table 1). Feed as well as genetic selection plays a big part. Most producers tend to use the short cut to greater milk production by crossing their local breed with the Friesland. Although good results can be produced in the short term, a selected and improved pure breed or a scienti®cally developed synthetic breed may be more reliable in the long term. It would appear that 200±250 l per lactation is the lowest viable yield in modern commercial sheep dairying. However, where there is a good available market for the lambs and the ewes are only milked for the `third pro®t' (i.e. after the pro®t from meat and wool), lower milk yields can be compensated for by the high value of the lambs. The 1000 l per lactation ewe is at the top end of the Friesland, Assaf and Awassi breeds, most breeds achieving less than half that amount. Sadly, most ewes are seldom milked to their genetic potential due to poor management, poor or unsuitable feed or climatic conditions. Therefore, giving yield ®gures for a breed can be very misleading. More information on this can be obtained from the breed society or Flock Book. The Lactation Curve
Most ewes reach their peak of production at around 35 days and from then on to the end of the lactation there is a steady decline in milk yield. This decline can be rapid or slow according to the breed, nutrition and frequency of milking. Lactation Length
The lactation length of ewes varies considerably, and some milk recording programmes have set lactation length as a comparison tool only. However, anything
SHEEP HUSBANDRY/Milking Management (A) Bad udders I + II
I
II
Average udders III + IV
III
IV
Good udder V
V (B) Lumen Milk secreting cell Blood capillary Alveoli Basal membrane Myoepithelial cell
Alveoli Lobule
Alveolar udder
Milk duct Gland cistern Cisternal ringfold
Teat cistern
Figure 1 (A) Types of sheep udder; (B) sheep udder anatomy.
2509
2510
SHEEP HUSBANDRY/Milking Management (A)
always be kept well cleansed and sterilized. Correct vacuum levels and perishable parts of the equipment should be periodically checked.
Machine-Milking in Parlours The Parlour
(B)
Figure 2 (A) Sagi hook; (B) a Sagi hook in use.
Table 1 Milk production of various breeds in 1990 Breed
Lactation length (days)
Milk yield (litres)
Friesland Awassi Assaf Lacaune Manchega Chios
153±260 144±260 100±117 143±155 150 172±197
148±600 104±350 192±287 143±165 135 151±205
Reproduced with permission from Sukul (1991) Dairy Sheep Symposium. University of California.
from 150 to 240 days is to be found as a typical lactation length, while some good ewes will milk for well over a year before having to be bred again, somewhat like goats.
Milking There are advantages and disadvantages for both hand- and machine-milking. Circumstances vary from country to country but the three main deciding factors are:
� cost of labour � availability of clean water and electricity � rapid cooling facilities. Machine-milking is not necessarily cleaner than hand-milking. The machine-milking equipment must
Machine-milking for sheep has been available since the early 1930s, but it has evolved over the years as labour and time have become more costly. The machine-milking equipment and parlour must suit the number of ewes that can be milked within 2 h by any one operator. This will prevent tired operators from leaving cups on for too long or neglecting to detect mastitis. The principle is the same for all milking parlours. The batch of ewes come in, line up and the cups are put on, and when the milk has all been evacuated the cups are taken off and put on to other ewes in the row. The ewes then all leave to be replaced by the next batch. There are many varieties and improved versions of parlours being researched all the time. The height of the platform is very important as the operators should not have to bend their backs while putting the cups on, but at the same time must be able to see the cups on the teats (see Figure 3). Rotary parlours (see Figure 4), abreast, double abreast and one behind the other passages have all been developed into very sophisticated semi-automated milking equipment. Almost all parlours are much like miniature cow milking parlours (see Milking Parlours), but milking machines have two teat-cups per cluster instead of four. With the original `system casse' parlour invented by Alfa Laval (Figures 5 and 6), the ewes come in and line up on a platform, ®nd a place along a feed trough and are then wheeled back in front of the operator to be milked. With the rotary parlour, the ewes enter, are milked while on board the carousel and then step off at the conclusion of the circle. There is a wide variety of other ideas, all seemingly designed to speed up the milking time. There are both high-line and low-line parlours. The main advantage of high-line is that with a double abreast parlour, the cups can swing over to the opposite side after the ®rst line of ewes have been milked, allowing the second side to be milked while the ®rst side empties and re®lls with sheep. This is a cheaper option as only one set of cups is needed to milk both sides. Usually a set of cups is used for every one or every other ewe according to the system. Yokes or restraints are optional. The more amenable breeds of sheep may not require any form of restraint and can be packed into a line along a feed
SHEEP HUSBANDRY/Milking Management (A)
(B)
2511
Automatic Cup Removers
Perhaps one of the more useful inventions of modern times has been the automatic cup remover (ACR). This allows one operator to put the cups on, which are then automatically removed, either by the vacuum being cut off at a prescribed point in the rotary or at a set time, and pulled back away from the ewe to a clean and safe position. These ACRs are usually only ®tted in large parlours and there are a number of different versions. Problems can arise when ewes of differing milking capacity are in the same ¯ock, when the cups are left on too long, or pulled off too soon. However, the grouping of ewes in equal yield batches is perfectly feasible. Feeding
Figure 3 (A) View of one of the new generation of small parlours showing an excellent height for the operator to work at with typical good Friesland udders. (B) The ewes exit down a steep ramp in order to hasten the time taken to ®ll and empty the platform.
Feeding in the parlour is optional and is a matter of choice and management. Many producers believe that the sheep will not come in to be milked without the incentive of food, but this was also thought to be the case with cows. Milking is much faster without feeding and the ewes will happily go out to be fed in a yard after milking. The ewes need to drink water immediately after eating and should not be disturbed while doing so. Milk Recording
Milk recording is an important tool in modern milking, but can be very labour intensive. Highly computerized methods are in use, but for the smaller dairy manager, the use of milk jars in the line are usually the preferred method; they are either in place permanently or just on recording days. Milk meters for sheep are also available and some types have been shown to be very accurate. The Milking Equipment
The main items of equipment for machine-milking, common to all types of parlour, are the vacuum pump, the pulsator, and the shells and liners (cups or cluster) (see Milking Machines: Principles and Design). Figure 4 One of the smaller rotary parlours where the operator stands inside the circle.
trough and held in place by a cross bar, which is adjustable for the difference in numbers in any one row and the difference in width between shorn and full-wool sheep. For illustrations of a 6-point standing and a 12point standing platform see Figure 7.
Vacuum levels Vacuum levels tend to vary from country to country, especially if there is no automatic cut-off of the vacuum should the cups be kicked off. A lower vacuum level than that for cows or goats is most suitable for sheep. The `claw' is used to control the vacuum to the cups and acts as an attachment for the cluster to be suspended from. The prescribed mean vacuum at the claw is between 32 and 40 kPa.
2512
SHEEP HUSBANDRY/Milking Management
Figure 5 An Alfa Laval double abreast system casse milking parlour, showing automatic feed troughs, individual milk recording jars and low-line milking.
(A) Concentrate silo(s)
Cleaning unit Milk tank
A
Milk room
Operators' pit
B A
End unit
Sink
Machinery
Boiler
Electricity supply Vacuum pumps
Vent opening
Oil sump
Animal exit
Barn
(B)
Milk room
0
1
2
3
4
5
Figure 6 Parallel stall 2 � 24 places milking parlour, with recorders. (A) plan view; (B) section A±A.
10 m
Assembly area 1/3 m2 per sheep
SHEEP HUSBANDRY/Milking Management
2513
2390
(A)
2400
00
23
6610 1000
4780
(B)
2400
00
23
9000
1000
Figure 7 A 6-point standing (A) and a 12-point standing (B) milking platform.
The vacuum levels on the gauge measure the:
� high-line range from 37 to 42 kPa � low-line range from 34 to 38 kPa � ratio 50 : 50. It used to be thought that higher vacuum levels would `glue' on the cups and they would not be kicked off with subsequent loss of vacuum, but this has also been shown to damage the thin udder tissue and cause bruising, teat-end erosion, etc., leading to mastitis. Now, greater vacuum capacity as well as automatic cut-off of the vacuum if the teat-cups come off has solved the problem. Pulsation A lamb suckles at 180 pulses per minute (ppm), but until recently, most pulsators for sheep were set at 110±120 ppm. The new generation of
electronic pulsators are set at 180 ppm and are found to be faster, less stressful for the ewes, more ef®cient at evacuating the milk from the udder and show a lower somatic cell count (SCC). Air bleed The air bleed should be set to allow 7 l min ÿ 1 to be milked out. Cups The cups come in two lengths. The standard length is suitable for most sheep and a longer version is available for exceptional dairy ewes, such as the Assaf and the Friesland, which have soft udders and longer teats. With a shorter teat-cup, the teats can suffer from teat-end erosion and there may not be enough space at the end of the teat to evacuate the milk. Today, only a few companies manufacture cups, most of which are very light in weight and easy to clean.
2514
SHEEP HUSBANDRY/Milking Management
Sagi hook This metal hook suspended on a spring was developed by Professor Ram Sagi in order to lift the centre of large udders, so that the teats point downwards making it easier for the cups to ®t and to empty the cistern of milk (Figure 2).
Hand-Milking Hand-milking can be very ef®cient, clean and fast, but usually requires operators whose hands and backs are accustomed to the work. The ewes must be restrained in lines, or close penned. The restraints can be in a milking parlour situation with the ewes yoked at the right height for the operator to milk without bending his back, or at ground level as seen in places like Sardinia where the operator can either stand or sit, or bend over the ewes and milk backwards towards a bucket. In some places, sheep are still milked by hand with the operator sitting on a small stool. Almost all hand-milking is done through the back legs and not from the side as with a cow. For the sake of hygiene, it is important that surplus wool and hair is removed from the back end of the sheep and the receptacle used to collect the milk has, if possible, a hooded cover like those used in the past for the hand-milking of cows. Although extraneous material in the milk can be ®ltered out afterwards, in this modern culture of extreme hygiene, health inspectors can object to such forms of milking.
General Points Milking Hygiene
To maintain high standards of hygiene (see Milking and Handling of Raw Milk: Milking Hygiene), the following should be considered: 1. The operator should wear clean and waterproof clothing. 2. The area of the udder must be kept free of hair and wool either by crutching or shearing. 3. Fear may cause ewes to urinate. 4. Milklines and teat-cups must be renewed at regular intervals (once a year) and access by ¯ies or dust into the milkline prevented when not in use. The following should be watched out for:
� delayed afterbirth; this is unpleasant for the operator
� excessive diarrhoea due to worms; this is a serious hygiene hazard
� dirty wool around teat area; this should be clipped away before milking
� orf on teats (usually the result of suckling) which is highly contagious to the operator
� abscesses, often benign tumours, at the front of udders which can burst unseen
� early onset of mastitis; often detected by the operator handling the udder prior to milking
� poor udder shapes, which can allow vacuum leak at the teats and cause bruising
� large awkward udders needing a Sagi hook (see Figure 2)
� uneven halves of the udder, either due to only suckling one lamb or to subclinical mastitis in one half.
Washing of Udders
The washing of udders is not practised in most countries as it is slow and in very dry conditions not necessary. However, if ewes are kept out at pasture, and especially if out at grass in early lactation, the udders may well require washing and drying. Washing should be carried out with either hot water and chlorine or an impregnated damp cloth. Wiping or washing of the udders results in a certain amount of udder stimulation, which provides a stimulus to the udder to encourage milk letdown. Handling of the udder during washing should also indicate to a skilled operator the onset of mastitis, etc. Taking the Foremilk
In some countries, there are regulations to make this obligatory, but in fact it is seldom done if the udders are wiped or checked prior to milking, as the few millilitres held in the teat are evacuated automatically. Where this procedure is mandatory, it involves pulling the foremilk from each teat into a receptacle for inspection; the foremilk should not be released onto the platform. Milking Technique
Putting on the cups should be a quick operation without undue escape of vacuum. It is important to realize that the vacuum will act like a vacuum cleaner and the cups can suck in extraneous matter from the back end of the ewe if application is not swift and accurate. Where ewes have awkwardly shaped udders, a Sagi hook is invaluable as it lifts and divides the udder, bringing the teats to the base of the udder so that the cups can ®t correctly with no drag. In early lactation and for ewes with pendulous udders, without the bene®t of a Sagi hook, many ewes would have to be culled. The maximum amount of time for the cups to be attached is 1.5 min. If the ewe is a slow milker or has an exceptional amount of milk, the cups should be
SHEEP HUSBANDRY/Milking Management
removed to give her teats a rest from the suction for a few seconds before reapplying them. The vacuum should always be turned off when taking the cups off. The teats, in many breeds of sheep, have delicate skin and the rough pulling off of cups can cause pain and damage leading to mastitis and kicking. Hand or Machine Stripping
It is common practice to try and evacuate the udder completely. Some ewes have what appears to be two peaks during milking at the start of the lactation (the second peak is called the second letdown) or hold back milk for their lost lambs. Hand stripping is not to be encouraged due to the hygiene aspect, but putting some light pressure on the base of the cluster before taking the cups off may be enough to make sure all the milk has been evacuated. The cups can be reapplied before exiting if the udder has ®lled up again. Handling of Raw Milk (Cooling and Storage)