Stirring: Theory and Practice Marko Zlokarnik
Murk0 Zlokurnik
Stirring Theory and Practice
@WILEY-VCH Weinheim - New York - Chichester - Brisbane - Singapore - Toronto
Prof: Dr. Marko Zlokarnik GrillparzerstraBe 58 8010 Graz Austria
Printed in the Federal Republic of Germany. Printed on acid-freepaper. Typesetting Asco Typesetters,
This book was carefully produced. Nevertheless, editors, authors and publisher do not warrant the information contained therein to be free of errors. Readers are advised to keep in mind that statements, data, illustrations, procedural details or other items may inadvertently be inaccurate. Library of Congress Card No.: applied for
A catalogue record for this book is available from the British Library. Die Deutsche Bibliothek - CIP Cataloguing-in-Publication-Data A catalogue record for this publication is available from Die Deutsche Bibliothek
0Wiley-VCH Verlag GmbH, D-69469 Weinheim (Federal Republic of Germany). 2001 All rights reserved (including those of translation in other languages). No part of this book may be reproduced in any form - by photoprinting, microfilm, or any other means - nor transmitted or translated into machine language without written permission from the publishers. Registered names, trademarks, etc. used in this book, even when not specifically marked as such, are not to be considered unprotected by law.
Hong Kong Printing Strauss Offsetdruck GmbH, 69503 Morlenbach Bookbinding J. Schaffer GmbH & Co. KG, 67269 Griinstadt ISBN 3-527-29996-3
Contents
Preface
Symbols
1
xii xu
Stirring, general
1
Stirring operations 1 Mixing equipment 2 Mixing tanks and their fittings 2 Stirrer types and their operating characteristics G Nozzles and spargers 11 Sealing of stirrer shafts 12 Mechanical stress 14 Stress on baffles 14 Stress on stirrer heads 14 Tank vibrations 15 Wear of stirrer heads 15 Shear stress on the particulate material beinig mixed 16 Flow and Turbulence 20 Introduction 20 Statistical theory of turbulence 21 Description of turbulent flow 23 Energy spectra 25 Experimental determination of state of flow flow and its mathematical modeling 27 1.4.3.1 Homogeneous material systems 27 1.4.3.2 Heterogeneous G / L material systems 34 1.4.3.3 Heterogeneous L / L material systems 34 1.4.4 Pumping capacity of stirrers 34 1.4.5 Surface motion 36 1.4.5.1 Vortex formation. Definition of geometric parameters 3G 1.4.5.2 Gas entrainment via vortex 39 1.4.6 Micro-mixing and reactions 40 1.4.6.1 Introduction 40 1.4.6.2 Theoretical prediction of micro-mixing 43 1.4.6.3 Chemical reactions for determining micro-mixing 45
1.1 1.2 1.2.1 1.2.2 1.2.3 1.2.4 1.3 1.3.1 1.3.2 1.3.3 1.3.4 1.3.5 1.4 1.4.1 1.4.2 1.4.2.1 1.4.2.2 1.4.3
vi
I
Contents
1.4.6.4 1.5 1.5.1 1.5.2 1.5.3 1.6 1.6.1 1.6.2 1.6.2.1 1.6.2.2 1.6.2.3 1.6.2.4 1.6.2.5 1.6.2.6 1.6.3 1h.3.1 1.6.3.2 1.6.3.3 1.6.3.4 1.6.4 1.6.4.1 1.6.4.2 1.6.5 1.6.5.1 1.6.5.2 1.6.5.3 1.6.5.4 1.6.6 1.6.6.1 1.6.6.2
Experimental determination of micro-mixing 48 Short introduction to rheology 50 Newtonian liquids 50 Non-Newtonian liquids 51 Dimensionless representation of material functions 57 Short introduction to dimensional analysis and scale-up 60 Introduction 60 Dimensional analysis 62 Fundamentals 62 Dimensions and physical quantities 62 Primary and secondary quantities; dimensional constants 62 Dimensional systems 63 Dimensional homogeneity of a physical relationship 63 The pi theorem 66 Construction of pi sets using matrix transformation 66 Drawing-up of a relevance list for a problem 66 Determination of the characteristic geometric parameter 67 Constructing and solving of the dimensional matrix 68 Determination of the process characteristics 69 Fundamentals of the model theory and scale-up 70 Model theory 70 Model experiments and scale-up 71 Remarks regarding the relevance list and experimental technique 72 Taking into consideration of the acceleration due to gravity g 72 Introduction of intermediate quantities 72 Dealing with material systems with unknown physical properties 72 Experimental methods for scale-up 73 Conclusions 73 Advantages of use of dimensional analysis 73 Range of applicability of dimensional analysis 74
2 2.1 2.1.1 2.1.2 2.2 2.2.1 2.2.2 2.3
Stirrer power
3
Homogenization 97 Definition of macro- and micro-mixing 97 Definition of degree of mixing 98 Determination of the degree of mixing and the mixing time Physical methods 101
3.1 3.2 3.3 3.3.1
76
Stirrer power in a homogeneous liquid Newtonian liquids 76 Non-Newtonian liquids 82 Stirrer power in G / L systems 83 Newtonian liquids 83 Non-Newtonian liquids 90 Flooding point 94
;76
100
3.3.2 3.3.3 3.4 3.4.1 3.4.2 3.4.3 3.5 3.6 3.7 3.7.1 3.7.2 3.7.3
Chemical measurement methods 102 Degree of mixing and molar excess 102 Homogenization characteristics 104 Material systems without density and viscosity differences 104 Material systems with density and viscosity differences 110 Non-Newtonian mixtures 112 Optimization to minimum mixing work 116 Scale-up of the homogenization process 118 Homogenization in storage tanks 122 Homogenization with propellers 122 Homogenization with liquid jets 123 Homogenization through rising up gas bubbles 123
4
Gas-liquid contacting Introduction 126
4.1 4.2 4.2.1 4.2.2 4.2.3 4.2.4 4.2.5 4.3 4.3.1 4.3.1.1 4.3.1.2 4.3.1.3 4.3.2 4.3.2.1 4.3.2.2 4.3.2.3 4.3.2.4 4.4 4.4.1 4.4.2 4.4.3 4.4.4 4.4.5 4.4.6 4.5 4.5.1 4.5.2 4.5.2.1 4.5.2.2 4.5.3
126
Physical fundamentals of mass transfer 126 Determining the driving force 126 Temperature dependence of kLa 129 Saturation concentration c, of the gas in the liquid 130 Definition of the characteristic concentration difference Ac 130 Consideration of the absorption process from a physical and industrial viewpoint 132 Determination of k ~ a 132 Unsteady-state measurement methods 132 Measurement with oxygen electrodes 133 Pressure gauge method 133 Dynamic response methods 134 Steady-state methods 134 Sulfite methods 134 Hydrazine methods 136 Sodium sulfite feed technique 137 Hydrogen peroxide method 137 Mass transfer characteristics for the G / L system 138 Establishing mass transfer relationships 138 Mass transfer relationship: experimental data 139 Sorption characteristics in the coalescing system water/air 141 Sorption characteristics in coalescence-inhibitedsystems 143 Sorption characteristics in rheological material systems 145 Sorption characteristic in biological material systems 149 Interfacial area per unit volume a 151 Definition of a 151 Determination of a 152 Physical methods 152 Chemical methods 152 Process relationships for a 152
4.6 Gas fraction (gas hold-up) in gassed liquids 153 4.6.1 Definition of E 154 4.6.2 Determination of E 154 4.6.3 Process relationships for c 155 4.7 Gas bubble diameter d b and its effect upon k~ 156 4.8 Gas-absorption in oil/water dispersions 161 4.9 Chemisorption 162 4.10 Bubble coalescence 165 4.11 Foam breaking 175 4.11.1 Methods and devices for foam breaking 176 4.11.2 Foam centrifuge and foam turbine 177 4.11.3 Minimum rotor tip speed 179 4.11.4 Process characteristic of the foam centrifuge and its scale-up 180 Special gas-liquid contacting techniques 183 4.12 4.12.1 Hollow stirrers 183 4.12.1.1 Application areas 183 4.12.1.2 Suction, power and efficiency characteristics 185 4.12.1.3 Comparison of hollow stirrer and turbine stirrer 187 4.12.1.4 Sorption characteristics 190 4.12.2 Surface aerators 190 4.12.2.1 Centrifugal surface aerators 190 4.12.2.2 Power characteristic 191 4.12.2.3 Sorption characteristic 192 4.12.2.4 Plunging water jet aerators 194 4.12.2.5 Horizontal blade-wheel reactor 197 4.12.3 Gas spargers 199 4.12.3.1 Sintered glass or ceramics plates, perforated metal plates and static mixers 200 4.12.3.2 Injectors ( G / L nozzles) 201 4.12.3.3 Funnel shaped nozzle as ejectors 205 5 5.1
5.1.1 5.1.2 5.2 5.3 5.3.1 5.3.1.1 5.3.1.2 5.3.2 5.3.2.1 5.3.2.2 5.3.2.3
206 Classification of the suspension condition 206 Complete suspension 206 Homogeneous suspension 207 Distribution of solids upon suspension 208 Suspension characteristics 21 1 Relevance lists and pi spaces 211 Specification according to the nature of the target quantity n, 211 Specification according to particle property d, and/or w,, 21 1 Suspension characteristics with d, as the characteristic particle dimension 212 Relevance list and pi space 212 The process relationship 213 Power requirements upon suspension 216 Suspension o f Solids in Liquids (S/LSystem)
Contents
5.3.2.4 Power requirement for the critical stirrer speed n, 217 5.3.2.5 Scaling up in suspension according to the criterion n, 227 Suspension characteristic with w,, as the characteristic particle 5.3.3 property 217 5.3.3.1 Determination of the particle sinking velocity in the swarm w,, 217 5.3.3.2 The relevance list and the pi space 220 5.3.3.3 The process relationship 220 5.3.3.4 Final discussion from the viewpoint of the dimensional analysis 229 5.3.3.5 Establishing of scale-up criteria 230 Suspension characteristic with the energy dissipation number E* 231 5.3.4 Effect of geometric and device-relatedfactors on the suspension 5.3.5 characteristic 233 Homogenization of the liquid in the S / L system 235 5.4 Mass transfer in the S / L system 236 5.5 Physical basis of mass transfer in the S / L system 236 5.5.1 Process characteristics of mass transfer in the S / L system 237 5.5.2 Suspension in the S / L/G-system: hydrodynamics and power 5.6 requirement 241 Mass transfer in the S/L/G system 241 5.7 6
Dispersion in L / L Systems
6.1 6.2 6.2.1 6.2.2 6.2.3 6.2.4 6.2.5 6.2.6 6.2.7 6.2.8 6.3 6.3.1 6.3.2 6.3.3 6.3.4 6.4 6.5 6.6 6.7
Lowest stirrer speed for dispersion 244 Dispersion characteristics 246 The target quantity d32 246 Coalescence in the L / L system 247 Determination method for djz 247 Dimensional-analyticaldescription 248 The process characteristics 249 Effect of coalescence and of pv on d3z 250 Effect of viscosity 251 Effect of stirring duration 252 Droplet size distribution 253 Fundamentals 253 Effect of stirrer speed 254 Effect of stirrer type and material system 255 Effect of the mixing time 262 Stirrer power for dispersion 263 Scaling up of dispersion processes 263 Mass and heat transfer upon dispersion 264 Mathematical modeling of the dispersion process
7
Intensification o f heat transfer by stirring
7.1 7.1.1 7.1.2
Physical fundamentals of heat transfer 272 Determination of cli 273 Dimensional-analyticaldescription 273
244
272
267
I
ix
x
I
Contents
7.2 7.2.1 7.2.2 7.3 7.4 7.4.1 7.5 7.6 7.6.1 7.7 7.7.1 7.7.2 7.7.3 7.8 7.8.1 7.8.2 7.9
Heat transfer between a homogeneous liquid and a heat transfer surface 275 Flow range Re = 102-106 275 Flow range Re < lo2 278 Generalized representation of the heat transfer characteristic by including the stirrer power per unit volume 282 Effect of the Vis-term 284 Taking non-Newtonian viscosity into consideration 286 Optimization of stirrers for a maximum removal of reaction heat Heat transfer for G/L material systems 291 Dimensionally analytical description 291 Heat transfer in S/L systems 293 Direct heat exchange ice cubes/water 293 Indirect heat exchange for Ap > 0 294 Indirect heat exchange at Ap 0 295 Heat transfer in L/ L material systems 298 Direct heat exchange 298 Indirect heat exchange 298 Heat transfer in G/L/S material systems 299
Mixing and stirring in pipes 300 8.1 Mixing and homogenization 300 8.1.1 Straight, smooth or rough pipe without fittings 300 8.1.2 Pipe with a jet mixer or with a Tee piece 302 8.1.2.1 Jet mixers 302 8.1.2.2 Tee pieces 304 8.1.3 Flow deflecting fittings (“motionless or static mixers”) Kenics mixer 307 Sulzer mixers SMV and SMX [533] 308 Ross-ISG mixer 309 8.2 G/L-mass transfer 309 8.2.1 Mass transfer in pipe flow 309 8.2.2 Mass transfer in pipe with static mixer 310 Heat transfer 3 11 8.3 8.3.1 Heat transfer in pipe flow 311 8.3.2 Heat transfer in pipe with static mixer 311 8.4 Dispersion in L/L system 314 8.4.1 Dispersion in pipe flow 314 8.4.2 Dispersion in pipe with static mixer 315 8.5 Micro-mixing and chemical reaction 316 8.5.1 Pipe reactor 317 8.5.2 Pipe reactor with a jet mixer 319 Pipe reactor with static mixer 320 8.5.3 8.6 Modeling of mixing processes in pipes 322 Pipe flow 322 8.6.1 8
305
288
Contents
8.6.2 8.6.3 8.7
Pipe with Tee mixer 323 Pipe with static mixer 323 Stirring in pipes and mixing columns Literature
328
Subject Index
360
324
I
xi
xii
I
Preface Stirring is one of the unifying processes which form part of the mechanical unit operations in process technology. It is an important operation which has been used by man since time immemorial in preparing food and drink and in constructing his dwelling. Since the emergence of manufacturing and the advent of industrial production, stirring has been used in almost all branches of industry (metallurgy, building materials, glass, paper, chemicals, food, pharmaceuticals, etc.). Permeation of scientific method into this field largely took place in the second half of the twentieth century, during which all the other disciplines in process technology evolved from “arts into sciences”. Particularly chemical and process engineers in the chemical industry and in research have studied this topic intensively, since chemical, biochemical and biological processes can only take place when all the reaction partners are brought into close contact. This book represents a brief summary of the state of the art in the field of stirring technology from the viewpoint of the author. It particularly focuses on recent research results, account being taken of scientific literature published up to the summer of 2000. Only someone who has studied this topic intensively since the 1950’s can fully appreciate the immense advances made feasible by new physical measuring methods and computers. Forty years ago determination of the stirrer speed still required a stop-watch or a stroboscope! Today, the whole field of classical stirring technology can be regarded as largely accessible to scientific method, so that a standard design for stirrers for any stirring operation on an industrial scale is ensured. Research is shifting increasingly to mathematical simulation of stirring processes. In the future, interesting suggestions for industrial practice can be expected from this work. I wish to express my sincere thanks to my friend Dr. Dr.-Ing. e.h. Juri Pawlowski for his many helpful suggestions, to my long-standing colleague and co-worker, Dr.-Ing Helmut Judat from Bayer-Leverkusen for putting at my disposal the extensive, partly jointly collected, scientific literature from the 1950’s to the 1970’s, and to Dr.-Ing. H.-J. Henzler from Bayer-Elberfeld and to Dr.-Ing. habil. Peter Zehner from BASF-Ludwigshafen for the critical reading of a chapter of the manuscript.
Classification of Unifying Processes with Regard to the Material Systems Involved in the Unit Operations Mixing, Stirring and Kneading
It is obvious that mixing of wine with water or the preparation of an aqueous solution of common salt from powdered or crystalline common salt and water require different equipment and different procedures from those used for the preparation of bread dough, modelling paste with coarse or fine clay, or a concrete mixture. It is standard practice to classify mixing operations with regard to the state of aggregation of the major component in the mixture, since the same state of aggregation will generally be present in the final mixture. From the standpoint of process technology it is relevant, whether a gas is sparged into a liquid or a liquid is sprayed into a gas. A further distinction must be made with regard to the degree of uniformity of the liquid phase: low viscosity liquids will be much easier to handle than highly viscous paste-ldce liquids. In this respect the classification of fields of work given in Table 0.1 is recommended.
Classification of mixing operations according to the state of aggregation of the major component
Tab. 0.1
State ofoggregotion
Unit operotion
Stondord mixing equipment
gaseous liquid paste-like solid (particulate)
mixing, spraying stirring kneading mixing, blending
mixing chamber, nozzle stirrer, static mixing elements kneader, screw extruder mixer
To avoid misunderstandings, it should be pointed out that the above-used mixing terms do not enable a clear distinction to be made between the unit operation as action and as aim. Thus the term mixing includes both the unit operation of blending or intermingling and the result of this unit operation namely the preparation of a (stochastically or molecularly homogeneous) mixture. Finally one can mix a heap on a pan granulator only by moistening with atomized liquid or in a rotary furnace preferably by supplying heat. (This is also the case with the English terms mixing and blending.) When a material system, in which liquid phases predominate, is stirred, this action can result in miscible liquid phases forming a molecularly homogeneous mixture (“solution”). In the case of immiscible liquids, on the other hand, a dispersion (possibly an “emulsion”) will result. If stirring is performed to increase heat or mass transfer, the purpose is to accelerate this operation and the inherent mixing of the liquid phases is of secondary importance. A similar situation exists in the case of the term kneading. There are screw machines whose primarily task are the mixing or conveying of paste-like compositions. In such cases the kneading itself is of secondary importance, although it cannot be ignored.
It should therefore be borne in mind that the available terms such as mixing, blendmg, stirring, kneading denote the unit operations of unifylng processes, but tell us little or nothing about the result of the operation. (In this they differ from other unit operations such as grinding, filtration, distillation, etc. Here, the expected result is fully described by the term used.) This book has been exclusively devoted to stirring for a number of reasons: intensive research in this field has been carried out in the last 10-15 years, largely driven by the development of biotechnology, meriting a separate book and several books devoted to the other unifying operations (mixing of solids, mixing in extruders) have been published’) in the German language literature, making consideration of these topics unnecessary. It is neither the task nor in the ambit of the author, to mention all the significant scientific contributions over the last 50 years within the field covered by this book, much less, to honour them properly. This task has already been carried out at regular intervals in various reviews over the years. It is therefore appropriate, to refer to these reviews”. A researcher is very well advised to consult them before he begins his own research in a special field of stirring technology. 1)
Ralf Weinekotter - Hermann Gericke: Mischen von Feststoffen (Mixing of particulate solids) Springer-Verlag 1995 ISBN 3-540-58567-2
Juri Pawlowski: Transportvorgange in Einwellen-Schnecken (Transfer proceses in single-screw extruders) Salle+Sauerlander 1990 ISBN 3-793 5 -55 28-3
+2 +3 (Ed.: V.W. Uhl, Y.B. Gray) Academic Press, New York 1966, 1967, 1968
Kneule, F.: Riihren (Stirring) 3. Adage, Decherna Frankfurt/Main, 1986 ISBN 3-921567-48-3
Nagata, S.: Mixing - Prinaples and Application Kodansha Ltd. Tokyo & John Willey, New York 1975 ISBN 0-470-62863-4
Verfahrenstechnische Berechnungsrnethoden Teil4 Stofiereinigen in fluiden Phasen (Unifying processes in fluid phases) Authors: F. Liepe, W. Meusel, H.-0. M&kel, B. Platzer, H. WeiBgerber VCH Verlagsges., Weinheim 1988 ISBN 3-527-26 205-9
2) Mixing - Theory and Practice, Vol. 1
I
List of Symbols
Latin Characters
interfacial area per unit volume, a = A / V thermal diffusivity; a = k/(pCp) area, interfacial area Hamaker constant height of stirer (paddle) blade concentration saturation concentration drag coefficient of a sphere in a fluid flow pipe flow friction factor heat capacity at constant pressure stirrer diameter bubble diameter, usually represented by d32 mean gas bubble or liquid droplet diameter (“Sauter diameter”; eq. (6.8)) particle or droplet diameter terminal (final) bubble diameter inside tank or pipe diameter diffusion coeficient effective dispersion coefficient (in axial direction) difference enhancement factor in chemisorption; eq. (4.76) energy spectrum of vortices energy dissipation density spectrum, eq. (1.14) activation energy in chemical reactions force mass flow (rate of mass transfer, oxygen uptake) stirrer distance from bottom of the vessel (bottom clearance) heat transfer coefficient, definition eq. (7.1) total liquid depth (liquid height) in vessel momentum mass flux; eq. (4.7) heat flux, eq. (7.1) rate constant in eq. (1.1)
xv
k k R
proportionality constant, eq. (1.45) thermal conductivity wave number of vortices gas side mass transfer coefficient kG liquid side mass transfer coefficient kL volume-related over-all mass transport coefficient, eq. (4.9) kLa L base dimension of length L pipe length mixing length in pipe flow Lrn flow index in pseudoplastic fluids m mass, rn = pV m m enhancement factor in physical absorption; eq. (4.88) base dimension of mass M M degree of mixedness, definition p. 100 n stirrer speed N number of stages normal stress ( x = 1 or 2); eq. (1.50, 1.51) Nx P? AP pressure, pressure difference (pressure drop) P power, stirrer power volume throughput 4 liquid throughput, brought about by a stirrer 4’ heat flow (rate of heat transfer) Q R heat of reaction surface; cross-sectionalarea S t time base dimension of time T temperature T degree of turbulence, definition p. 23 Tu U tip velocity ( u = nnd) velocity components in the x-, y-, z-direction Ui mean flow velocity U mean values of velocity fluctuations ( u ; = @) U! LJ over-all heat transfer coefficient, eq. (7.2) velocity; superficial velocity V superficial flow velocity (uG K qG/Dz) VG liquid volume (ungassed) V sinking velocity of single particles; eq. (5.17) WS sinking velocity of a particle swarm; eq. (5.20)-(5.22) wss X chemical conversion X = (co - ct)/co number Z
Creek Characters a
/lo
angle temperaturc coefficientof the density
List of Symbols
I
xvii
deformation shear rate, eq. (1.41) temperature coefficient of the viscosity, eq. (7.6) thickness (of film, layer, wall) mixing power per unit mass e = P / p V gas hold-up (gas fraction in liquid) mixing time kinetic energy per unit mass, E k i n / m = (1/2)ma2/m = v 2 / 2 Kolmogorods micro-scale of turbulence; 2 = (v3/&)'I4; eq. (1.6) relaxation time, eq. (1.53) macro-scale of turbulence; A K d dynamic viscosity chemical potential scale factor p = LT/LM kinematic viscosity density heat capacity per unit volume at constant pressure interfacial, surface tension standard deviation under given conditions (,) variance variance coefficient mean residence time r = V / q shear stress, eq. (1.41) yield stress volume or mass fraction
Subscripts
0
ax C
d F G
h i
bulk kin L min
M n
0
P 'I
outer axial continuous phase dispersed phase flake gas, gas phase hydraulic inner bulk of liquid kinetic liquid minimum model scale related to stirrer speed start condition, initial value particle (solid or liquid) related to throughput
I
P'Pe S
baf S foam t t
T voli W
x. y. z
radial Pipe saturation value baffles solid, solid phase foam terminal (final) value value at the time t technological scale, full-scale vortex wall space coordinates in the vessel
Dimensionless Numbers
Ar Bd Bo cd
Cf De E' Eu Fo Fr Fr' Ga Gr Hat1 Hat2 Ne Nu no Pr Pe Q Re Ri Wi We cr* S:
Sc
Archimedes number Bond number Bodenstein number drag coefficient of a sphere in fluid flow friction factor in pipe flow Deborah number energy dissipation number Euler number Fourier number Froude number Froude number, modified by A p Galilei number Grashof number Hatta number, 1.order reaction Hatta number, 2.order reaction Newton number Nusselt number Mixing number Prandtl number PCclet number Throughput number Reynolds number Richardson number Weigenberg number Weber number physical properties number physical properties numbers describing bubble coalescence behaviour Schmidt number
Ar Bd Bo
= Re2/Fr' = WeFr = nd2/D,tf
Cd
E
and vD/D,R, resp. 2Eu Cf 2 E u d/L De = ?/A& n l E' = ( E A ~ / v ~ ) ' / ~ E u = Ap/(pv2) Fo = at/d2 Fr = n2d/g Fr' = F r p / A p Ga = Re2/Fr Gr = pATgd3/v2 Hatl E m/kL Hat2 = d z / k L Ne = P/(pn3d5) N U E hiD/k
= v/a = C,p/k = RePr = nd2/a = nd2pCp/k Q = w3) Re = nd2p/p Ri = [Fr'd/H]-' Wi = Nl/r W e = pn2d3/a Pr Pe
We/(FrRe4)' I 3 structure unknown Sc =
list of Symbols
I
xix
Sh St
Vis 'I
Sherwood number Stanton number Viscosity number Sorption number
Sh = kLdp/D St = Nu/RePr = h / ( v p C p ) Vis = h / p see definition eq. 4.72
Stirring
Theory and Practice Marko Zlokarnik
0Wiley-VCH Verlag GmbH, 2001
I’ 1
Stirring, General 1.1
Stirring Operations
If the liquid component predominates in the mixture of substances to be mixed, the mixing operation is named stirring and a stirrer (an impeller) is used as the mixing device. The following five stimng operations can be distinguished [Gll]:
- Homogenization, i.e. equalization of concentration and temperature differences; - Intensification of heat transfer between a liquid and a heat transfer surface; - Suspension (and possible dissolution) of a solid in a liquid or slurry formation; Dispersion (or emulsification) of two immiscible liquids; - Dispersion (or sparging) of a gas in a liquid (gas-liquid contacting). The term homogenization is used, if a uniform liquid phase has to be realized, e.g. a molecularly homogeneous mixture of several miscible liquids or equalization of concentration and temperature differences during a chemical reaction in the liquid phase. (The same term is used in the food industry for a completely different operation, namely for L/ L (liquid/liquid) dispersion under extreme shear conditions; e.g. the “homogenization” of milk). Intensification of heat transfer in a stirred tank can represent, especially in case of viscous liquids, an important stimng operation, particularly if a strongly exothermic reaction takes place (e.g. block polymerization). In such cases the stimng operation consists of reducing the thickness of the liquid boundary layer on the tank wall and realizing liquid transport to and from the heat exchanger surface. If particulate matter has to be dissolved in a liquid or if a chemical reaction catalyzed by a solid is involved, the particles must be suspended from the vessel bottom, so that the total surface can participate in the process. In continuous processes a stochastically homogeneous distribution of the solid in the bulk of the liquid is required, so that the solid particles can be transported with the liquid from stage to stage (for example in a cascade crystallization process). In this intensive suspension process, the solid is, as a rule, subjected to high mechanical stress, which can result in its attrition. In the case of dispersion in a L / L or L / G (liquid/gas) systems, one fluid phase is distributed in the other in the form of fine droplets or gas bubbles to accelerate
mass transport between the two phases. In suspension polymerization the stirring conditions are adjusted so that a particular desired droplet size distribution results. Often different stirring operations must be carried out simultaneosly, an example being solids-catalyzedhydrogenation, in which the stirrer disperses the gas (hydrogen) in the liquid phase, swirls up the catalyst particles (e.g. Raney nickel) from the bottom of the reactor and intensifies the removal of reaction heat. In such cases the stirring conditions are determined by that stirring operation which is the bottleneck in the process.
1.2
Mixing Equipment 1.2.1
Mixing Tanks and Auxiliary Equipment
The mixing tank or stirred vessel is the most commonly used piece of stirring equipment. (It is also the most commonly used chemical reactor). This is due to its considerable flexibility as regards the flow conditions, which can be realized in it. Mixing tubs and storage tanks are the second most commonly used pieces of mixing apparatus. The tank diameter is restricted to D 5 4.6 m on transport grounds. A further increase in liquid volume is therefore only possible by an enlargement of the vessel height. Two disadvantages have thereby to be taken into account: a) the stirrer shaft becomes longer and support bearings may be required along its length; b) mixing times increase (see Fig. 3.6). (For most stirring operations the most favorable aspect ratio HID (liquid height to vessel diameter) is HID z 1). The design of mixing tanks is standardized DIN 28 130 [161,5061, ASME Code Section VIII. Internal fittings include: baffles, coils, probes (e.g. thermometer, level indicators) and feed and drain pipes. All of these fittings can influence the stirring process. If an axially positioned stirrer is operated in a vessel without inserts, the liquid is set in rotation and a vortex is produced. In the case of rapidly rotating stirrers and low viscosity liquids, the vortex can reach the stirrer head with the result that the stirrer entrains the gas in the liquid (see section 1.4.5.2).This is generally undesirable because it results in an extraordinarilyhigh mechanical stress on the stirrer shaft, bearings and seal, due to the absence of the “liquid bearing”. This ofien leads to the destruction of the stirrer. Even when the vortex formation causes no gas entrainment, rotation of the liquid is always undesirable if a two-phase system with different densities is concerned, since the centrifugal force counteracts the stirring process. The rotation of liquid in cylindrical tanks is prevented by the installation of baffles. So-called “complete baffling” is realized with four baffles (flow interrupting strips) D/10 in width, where D is the inner diameter of the vessel, arranged along the entire vessel wall. Dead zones in the flow direction behind the baffles can be
7.2 Mixing Equipment 13
A
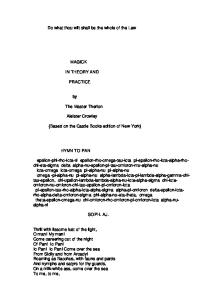
B
Fig. 1.1 Baffle design A - Standard design B - For glass and coated vessels (baffle basket with pressurefitted ring)
avoided by using baffles Dl12 in width, set at a clearance of D/50 from the vessel wall. Baffles are usually attached to the vessel wall by means of welded brackets (Fig. 1.1a). In enamel-coated vessels they are attached to the vessel lid. If this is not possible (glass tanks, wooden vats), they are made in the form of a basket with pressure-fitted rings (Fig. 1.1b). Baffles are not necessary, if stirring is carried out in a container with rectangular cross-section (e.g. basins or pits) or when the stirrer is mounted laterally in the tank wall. In the case of weak stirring, rotation of the liquid can be prevented even in cylindrical tanks by installing the stirrer eccentrically and/or at an angle to the tank axis. In this case, however, uneven mechanical stress in the stirrer shaft must be accepted. A jacketed vessel wall is sufficient to supply or remove relatively small quantities of heat. The usual configurations are shown in Fig. 1.2. To transfer larger quantities of heat, the installation of coils is necessary. A helical coil (Fig. 1.3a) is only efficient with axially working stirrers, since they produce good liquid circulation in the annular space between the helical coil and the wall. On the other hand, the liquid circulation produced by radially working stirrers is strongly deflected by a helical coil, so that the flow through the annulus between the coil and wall is suppressed. For such stirrer types, it is advantageous to arrange the coil in vertical loops along the vessel wall (meander coil, Fig. 2b). This arrangement does not deflect the radial flow pattern, but prevents bulk rotation of the liquid to such an extent that baffles are often superfluous.
Fig. 1.2 Design of the vessel wall for heat transfer [102]. A - Jacketed vessel B - Cast iron vessel with integral steel tubes C -Welded helical coil with intercolated copper plates D -Welded half pipe coil E - Welded corner iron channels F -Jacketed bolt welding
1.2 Mixing Equipment 15
6
I
1 Stirring, General
The heat-exchangetubes can also be arranged into bundles and installed instead of baffles. (Fig. 1 . 3 ~ )These . heat exchangers possess a particularly large surface area and are therefore mainly used in biotechnology, e.g. in penicillin and enzyme production, because the operating temperature in such processes has to be kept below 40°C, resulting in extremely small temperature differences. 1.2.2 Stirrer Types and Their Operating Characteristics
The stirring operations discussed in the introduction can obviously not be performed with a single type of stirrer. There are many types of stirrers appropriate for particular stirring operations and particular material systems. In this section only those stirrer types will be discussed which are widely used in the chemical industry and for which reliable design guidelines exist. The dimensions of stirrer types have also been standardized to a large extent [ 1611. In Fig. 1.4 the stirrer types are arranged according to the predominant flow pattern they produce, as well as to the range of viscosities over which they can be effectively used. 90% of all stirring operations can be carried out with these standard stirrer types. The flow patterns obtained with typical radially and axially conveying stirrers are shown in Fig. 1.5. Of the stirrer types which set the liquid in a radlal motion - or into a tangential flow in the case of high viscosities - only the turbine stirrer*) (so-called “Rushton turbine”, a disk 2d/3 in diameter supporting 6 blades each d / 5 high and d/4 wide [474]) belongs to the high speed stirrers. It can be sensibly utilized only with low viscosity liquids and in baffled tanks. Its diameter ratio Dld is 3-5. The turbine stirrer causes high levels of shear and hence is well suited for dispersion processes. The PFAUDLER impeller stirrer was developed for use in enamel-coated vessels [438] and thus has rounded stirring arms. It is installed with small bottom clearance at a Dld ratio of 1.5 and can be used both with and without baffles. Due to the small bottom clearance it can be used with strongly fluctuating filling levels (e.g. during emptying), since it can efficiently mix even small liquid volumes. PFAUDLER [438] has developed the so-called“Cryo-Lock-System”,enabling enamelcoated-BE vessels according to DIN 28136 to be equipped with impellers of d > 600 mm via a manhole of I600 mm in diameter. It is a stirrer with four paddles of different design (straight, pitched paddles, TurbofoilJ-o) its paddles being arranged on the hub in an X-configuration rather than in a cross configuration. The fastening of the impeller hub to the impeller shaft is realized inside the tank by first contracting the shaft in liquid nitrogen (-196”C),then mounting the impeller hub and finally heating to produce the connection [316]. Cross-beam, grid and blade stirrers are slow-speed stirrers and are used at D / d = 1.5 to 2 both with and (in the case of viscous liquids) without baffles. They are particularly suitable for homogenization.
*
In the German literature on mixing the Rushton turbine is referred to as Scheibenriihrer:“disk stirrer”. This is a
misleading choice of words, since it is not the disk which effects the stirring, but the blades it supports [ G37].
7.2 Mixing Equipment 17
Liquid viscosity [mPa s]
500 - 5 000
c 500 ~
P
I
Turbine
Impeller@ (Pfaudler)
j x 103-5x 104
; I : L
C r O S beam
Frame
Blade
Anchor
4 'itched blade
Propeller
MIG@(Ekato)
Fig. 1.4 Classification of stirrers according to the predominant flow pattern they produce and to the range of viscosities over which they can be effectively used
Fig. 1.5
Flow patterns in a baffled tank, generated by A - axial-flow propeller and a B radial-flow turbine stirrer
-
INERMIG@ (Ekato)
ielical ribbon
8
I
7 Stirring, General
The slow-speed anchor stirrer is generally utilized with close wall clearance (D/d I 1.05) to intensify heat transfer in high viscosity liquids. Pitched-blade turbines, and in particular propeller stirrers, belong to the group of high-speed stirrers, which accelerate the liquid in the axial direction. Both stirrer types are generally utilized with low viscosity liquids and baffled tanks. They are suitable for homogenization and suspension of solids. Multiple-stage pitched-blade stirrers are required to enhance the axial flow in vessels of H / D > 1 (e.g. in fermenters), especially in viscous media. Examples of such stirrers are cross-beam stirrers with pitched beams, the MIG and INTERMIG stirrers from EKATO, Schopfheim, Germany [0.14]. They are operated at low speeds at D / d = 1.5 with baffles and at D l d = 1.1without baffles and are used for homogenization, suspension of solids, and dispersion. The very slow-speedhelical ribbon stirrer is a close-clearance stirrer ( D / d x 1.05) and is so operated that the liquid on the wall is transported downwards. Under these conditions this stirrer is the most suitable of all the stirrer types for homogenizing high viscosity liquids. In addition to these frequently used stirrer types, there are special designs of which only a few will be mentioned here. In stirrer types acting according to the rotor/stator principle, the rotor is a turbine stirrer (Fig. lh),or a toothed ring (as implemented in the “Ultra-Turrax” from IKA Janke & Kunkel [227], Fig. 1.7), which is surrounded by a baffle ring as stator. In this way extremely high shear forces are realized in a small space (“wet grinding”). If the stirrer consists of a flat toothed disk, as e.g. the ZAR design [52G] (Fig. 1.8), the liquid is accelerated radially in a small ring away from the disk and then rapidly decelerated. This produces high shear forces even in the absence of a stator ring and baffles. These two stirrer types are particularly suitable for emulsification and dispersion in a wide range of viscosities (e.g. in the production of pigment paints). In hollow stirrers the stirrer head is hollow and is connected via a hollow shaft to the gas space above the liquid. The suction generated behind the stirrer edges by rotation according to the Bernoulli principle can thus be used to supply gas to the liquid. Hollow stirrers are suitable for enhancing mass transfer in gas/liquid con-
Fig. 1.6 A stirrer based on the rotor/stator principle
1.2 Mixing Equipment 19
Fig. 1.7
Ultra-Turrax" of IKA Janke& Kunkel [227]
Fig. 1.8
Toothed or dissolver disk; ZARdesign [526]
tacting, combining the roles of a stirrer and a gas-supplying device. Fig. 1.9 shows the so-called "pipe stirrer", a simple and very effective hollow stirrer. All hollow stirrers operate at high speed and at Df d x 3-5 in baffled tanks. Manufacturers of mixing equipment offer special stirrer designs for particular problems, also to gain a market edge. Examples are: Interprop@,Isojet@(Fig. l . l O ) , Paravisc, Coaxial systems (frame stirrer Viscoprop%)from EKATO [0.14]; Alpham, Sigma" (Fig. 1.11) and Zeta@stirrers and coaxial stirrers (in different combina-
+
Fig. 1.9
Hollow stirrer, type pipe stirrer [252]
10
I
I Stirring, General
Fig. 1.10 Isojet'" and Interprop" of EKATO[0.14] PR - propeller, EIPR- EKATO Interprop"
tions) from Stelzer RLihrtechnik [ 5261; Turbofoilc (Fig. 1.12) from Pfaudler-Werke GmbH [438] and Maxilo T-Hydrofoil-Impeller@(PMD) from Prochem "3, 3561 (Fig. 1.13). The advantages and material savings currently achievable with systematic stirrer
Fig. 1.11 SigmaH stirrer of Stelzer Ruhrtechnik [526]
1.2 Mixing Equipment
I
l1
development are shown by the EKATO Interprop" stirrer (EIPR). It offers a space saving, twin-wing construction with an at least 30% saving in material and at the same time is clearly superior to the propeller stirrer in the solids suspension and to turbine stirrer in mass transfer in G / L (gas/liquid) systems [134]. In the course of the advent of biological waste water treatment, civil engineers have developed very different types of surface aerators (see [ 6281 and surface aeration, Section 4.12.2). 1.2.3
Nozzles and Spargers
Nozzles enable the kinetic energy of a liquid propulsion jet to be utilized for different purposes. In the first instance one can distinguish between one- and twocomponent nozzles. Single fluid nozzles are generally used as atomizer nozzles, in which the kinetic energy of the liquid propulsion jet is utilized for dispersion of its own. There are, however, also pneumatic atomizer nozzles, which belong to twocomponent nozzles [ 5711. In a few cases the energy-rich propulsion jet of a sinfle fluid nozzle is also utilized for homogenization of liquid mixtures in storage tanks (see Homogenization in Storage Tanks, Section 3.7). If the kinetic energy of the propulsion jet (gas, steam, liquid) is utilized according to the Bernoulli principle for generating suction, the nozzles are referred to as ejectors or ejector nozzles. These are not dealt with here. If, on the other hand, the energy of the liquid propulsion jet is utilized in a mixing chamber, which is connected to the diffuser, for sparging the gas throughput into fine gas bubbles, the nozzles are referred to as injectors. These are utilized
Fig. 1.13 Maxflo T-Hydrofoil-Impeller" (PMD) of Prochem [183, 3561
12
I to an increasing extent in gas-liquid contacting in biological waste water treatment 1 Stirring, General
(see Spargers, Section 4.12.3). They are also suitable as spargers in bubble columns and for pneumatic mixing in storage and equalizing tanks (see Homogenization in storage tanks, Section 3.7). Spargers are utilized for distributing gas throughput in bubble columns and to a large extent in aerobical waste water treatment plants (so-called activated sludge ponds). Formerly they consisted of a perforated, slotted or punched steel sheet, but they are currently generally made of porous plastic. There are two types: tubular aerators (“filter cartridge”) and plate aerators (“dome”) (see [629] and Aeration with Spargers, Section 4.12.3). 1.2.4
Sealing of Stirrer Shafts
In closed stirred tanks the rotating shaft must be sealed against the tank lid (or against the tank bottom). The type of seal depends upon whether the gas or liquid space has to be sealed, on the stirrer speed and on the pressure difference Ap between the operating pressure (system pressure) in the tank and the outside pressure (generally atmospheric pressure). In choosing the type of seal and the seal material, it has also to be taken into account that most “free-flying’’shafts are subject to flexional stress, which causes radial shaft displacement in the seal face. According to [0.14]this can amount to 0.1 to 1mm, depending upon the distance between the two bearings and the distance between the lower bearing and the seal face. It has further be taken into account that the sealing material at the shaft entry from the tank lid can come into contact not only with the gas space above the liquid but also through splash and foam formation with the whole contents of the tank. This is found to be particularly problematic in the presence of a third solid phase (e.g. solid catalysts). A survey of seal types is shown in Fig. 1.14. Immersion seals are only practicable at low stirrer speeds and negligible Ap values between inside and outside. Silicone oils of different viscosities can be used as the sealing liquid. A seal cage or lantern ring can withstand relatively large Ap values (Ap I4 bar). In the case of ships’ propellers wood was used, which swelled under the influence of water. Plaited asbestos impregnated with oil or with graphite powder was formerly generally used as compression packing in the chemical industry. Currently cotton cord impregnated with lubricating plastics (Teflon”, PTFE) is used. At high shaft speeds and negligible Ap values labyrinth seals can be utilized, whose narrow openings build up a high dynamic pressure [log]. Lip seals are practicable at Ap values < 1 bar, particularly for laboratory devices. They are made of rubber or silicone plastics and often have to be cooled. Generally slip properties have to be maintained with a liquid (usually silicone oil). For high pressure differences the usual type of sealing device is the mechanical seal, of which there are a range of designs (internal and external single and double mechanical seals; with and without throttle bushing, with or without pressure relief). Some of them can be dismantled and replaced in filled tanks under pres-
1
Immersion seal
Labytinth seal
c3
’
< 300
< 25
Stuffing or packing box
Lip seal
Mechanical seal
Magnetic clutch
Fig. 1.14 Classification of shaft sealing devices with regard to system pressure and the shaft speed
sure (Ap = 16 bar [62])with the stirrer at standstill. This requires an additional seal for shaft at standstill. Seal faces can be produced from carbon, metals (steel, stainless steel, Ti, Ta) or industrial ceramics and carbides (Sic, WC). For satisfactory sealing, lubrication of the seal face and cooling is generally unavoidable. Upon introducing the stirrer shaft from underneath, the so-called sub-level seals have to be permanently flushed to protect the seal faces from solids. Typical operating limits for single sliding ring seals are velocities of u I 5 m/s and Ap < 7 bar and for double sliding ring seals Ap < 26 bar (in special designs up to 40 bar) [0.14,5261. For high pressure and high-speed shafts hermetic sealing of the space on the product side via a split-pot in contact-free torque transmission by way of a magnetic coupling remains the only safe alternative. Example: EKATO “Safety magnetic
14
I
I Stirring, General
mixing device” (ESM). By the utilization of modern permanent magnets on the basis of rare earths/cobalt or neodymiumjiron torques between 100 and 2.000 Nm can be transmitted at operating pressures < 100 bar and temperatures < 300°C depending upon the design (EMS 2040 to 2100) [583]. Detailed information over sealing possibilities can be obtained from the manufacturer’s brochures [0.14, 62, 5261. 1.3 Mechanical Stress
In dealing with the problem of mechanical stress one has to distinguish between the aspects which concern device construction and those which are of concern to the device users. Information over the mechanical forces, which operate on the stirrer, the shaft, the shaft bearings and the shaft seal, together with the critical stirrer speed etc., can be obtained from the brochures of the stirrer manufacturers [0.14, 5261 and from research papers such as [123, 393, 4201. In this section only those aspects which are of interest to the comparatively large group of users of mixing equipment will be considered. 1.3.1 Stress on Baffles
Flow deflecting fittings are unsteadily influenced by the turbulence produced by the stirrer and by the boundary layer separation. Resonance can thereby occur, knowledge of which is indispensable in the design of large stirred tanks. Kipke [271] investigated experimentally the dependence of the dynamic stressing of baffles upon stirrer type, the number of baffles and their arrangement in the vessel. He came to the following conclusions: - The maximum stress on the baffles depended upon stirrer type. The following Fmax/Faverase values were obtained: 1.3 for cross-beam stirrer; 1.G for MIG 07; 1.8
for turbine stirrer, and 2.5 for propeller stirrer. These values were independent of the tip speed of the stirrer. - The pressure loading on the baffles decreased independently of the stirrer type approximately directly proportionally with increasing number z of baffles: Ap a 2-l. In the case of propeller stirrers, the relationship Ap a z-’I2 was found. - The pitch of the baffles was only investigated with the MIG 07 stirrer. It was found that any pitch in a positive or negative direction from the radial position resulted in an increase in pressure loading. 1.3.2 Stress on Stirrer Heads
The fluctuating hydraulic forces, which operate on stirrer heads [273], are expressed as Newton numbers Nef = F/(yn2d4)with the forces Foperating on the stirrer sur-
7.3 Mechanical Stress
face. The radial (subscript I) and tangential (subscript t ) forces have to be distinguished from one another. In the sub-critical range the Nef,, values are in general higher than in the supercritical range; for propeller and MIG stirrers they are more than double as high as the corresponding Nef., values. The design of the stirrer shaft (same or stepwise downwards tapered shaft diameter) has hardly any influence on the two Nef values. 1.3.3
Tank Vibrations
Tank vibrations are observed upon stirring in homogeneous material systems at low viscosities. Viscous liquids strongly damp these vibrations. On the other hand particularly strong vibrations occur in vessels when gassing low viscosity liquids, such as those currently in use in biotechnology. In [393] it was found that propeller and MIG stirrers, operating in G/L dispersions in a relatively narrow range of Reynolds numbers, produced strong vessel vibrations, whereas turbine stirrers in the industrially interesting stirrer speed range produced a relatively even vibration spectrum with low overall vibrations. 1.3.4
Wear of Stirrer Heads
Kipke [274] investigated the wear of stirrer heads, a problem that occurs mainly in ore dressing (mineral and clay slurries). The wear of (primarily) axially working pitched-blade turbine, propeller and INTERMIG stirrers were studied. The stirrers were made out of brittle acrylic glass (PMMA) and the material systems used were aqueous slurries of corundum (dp = 0.5 and 1.0 mm; qm = 2.5-10 wt.-%). The wear of the stirrers (measured by weight loss) during the operating time t was converted to decrease in diameter, which gave a wear rate defined as u ( t ) = ad(t)/at. The theoretical prediction of the relationship u cc u3 ( u being the tip speed of the stirrer, comparable with the collision rate of the particles) was fully confirmed. It was independent of stirrer type. The same applied for the dependence u = f(t). It was found that the wear is greatest at the beginning with the not yet reduced stirrer diameter at which the tip speed was highest. Later on it leveled off until a constant value was reached, which is virtually independent of the starting conditions. The relationship u = f(t) was suitable for estimating the operating lifetime of stirrers. It is only necessary to supply the maximum permissible diameter reduction d/do. In practice d/& values in the range of 0.9 to 0.99 are acceptable. The wear rate increased directly proportionally up to q m = wt.-5%, above which it decreased. The cause is the ever greater collision frequency between the particles themselves. The influence of the particle diameter d , on the wear rate is considerable: u K di. This relationship can also be proven theoretically [274]. As regards the influence of the type of solid on the wear, there are only approximate data. The wear is roughly 50 times smaller with lime particles than with corundum, with the corresponding values for glass and quartz being 3 and 1.1
16
I
7 Stirring, General
respectively. Kipke [274] recommended, in the case of stirrers vulnerable to wear, that pilot plant experiments be carried out with the original material system and the stirrers be made out of acrylic glass and that the results be converted with his formulas. 1.3.5
Shear Stress on the Particulate Material Being Mixed
The hydrodynamic stress on the particles in reactors is in many industrial processes of crucial importance. It can be welcome, e.g. in dispersion processes in G / L (gas/liquid) and L/L (liquid/liquid) systems. It can, however, also be undesirable, e.g. in many agglomeration and crystallization processes, particularly in biotechnological systems. Thus, for example, mammal cells can be destroyed even at low shear forces. The morphological structure of the cell clusters, important for product formation in fungal cultures (penicillin and citric acid), can be negatively influenced by shear forces, as can the biofilm formation of microorganisms and enzymes on solid carriers (immobilisation of bio material), etc. It is therefore not surprising that an increasing number of papers have appeared on this theme in the recent biotechnogical literature (e.g. 183, 349, 379, 423, 501, 562)). It is not possible to quantify the mechanical shear in bioreactors. Besides this, experiments with biologically active systems are very costly. Model systems on the basis of blue clay flocks are therefore investigated. Their destruction is monitored with laser scanning microscopy [2131. The “blue clay HFF of Witterschlick” (98 wt.-%, particle diameters < 2 pm) is coagulated with cationic flocculants (IJRAESTOLe650 BC of Stockhausen, Krefeld, Germany) to flocks. Their size and stability can be adjusted over a wide range (2 to 2000 pm) by varying the flocculant concentration. A further advantage is that the size of the flocks is retained when the shear stress is reduced, the reagglomeration of the flocks being very slow, can hence be ignored. Through comparative experimentswith biological systems (shearing off of mamal cells attached to carriers) it was established that a qualitative correspondence exists between the shearing off rate for mamal cells and the flock destruction rate [213]. At constant mechanical stress the flock destruction kinetics is described by a 1. order rate equation:
where dF, dFo, dFco are the flock diameters at time t, at time t = 0 and after the destruction is completely finished, respectively; t = co was independent of the experimental conditions. It is the time necessary to attain the original particle size again which can take a very long time. Therefore the stable terminal flock size was pm/s [28]. It is known taken to be that at a destruction rate d(dF)/dt = 5.5 x as the comparison flock diameter dFc.
7.3 Mechanical Stress
Tests in vessels of different size ( D = 0.29-0.975 m) have proved that the flock destruction depended strongly on the power per unit volume P/V, but was virtually independent of the stirrer tip speed. Fig. 1.15 proves this conclusively: in geometrically similar mixing vessels of different sizes a given P/V value was always attained at another tip speed. The left part of Fig. 1.15 shows the results for a propeller stirrer, the right part those for an anchor stirrer. The difference between the two stirrer types proved, that, for a large-surface stirrer the power was evenly distributed over the vessel volume and hence for the same P/V value exhibited a lower shear. This finding demonstrates that the mixing power does not relate to the whole vessel volume, but only to the volume V, = wd’h ( h - stirrer height) swept by the stirrer, assuming that most of the power has been dissipated therein [28, 2141. This is proved by the results in Fig. 1.16, which were obtained with 6 stirrer types and different values of d/D and h/d. In the left part of the figure, the comparison flock diameter dFc is plotted as a function of P/ V and in the right part as a function of P/Vs. The relationship is well correlated with P/Vs for the stirrer with d/D = 0.33 and corresponds approximately to
The propeller stirrer with d/D = 0.55 and the INTER-MIGwith d/D = 0.65 lay on the fitting line, when V, was set equal to V. Comparable results in bubble columns of different sizes, whose spargers were sintered plates or perforated plates, gave similar results (see Fig. 1.17). The fitting line corresponds to the relationship:
where P,/pV represents the adiabatic compression power per unit mass [197]. From these data it can be concluded that in bubble columns and in stirred tanks the same shear stress is present, if in small and in large vessels the geometric similarity and E
= P/pV = idem
(1.4)
are ensured. This is consistent with the Kolmogorov’s theory of locally homogeneous and isotropic turbulence [289], see section 1.4. In turbulent flow range, turbulence exists on the micro- and the macro-scale. The micro-scale3, is responsible for the shear stress, which for a particle size ( dp) which is significantly smaller than 1 (i/dp = 5-25), can influence the particle size of the dispersed phase. The micro-scale 1 of turbulence is according to Kolmogorov described by 3, = ( V ~ / E ) ~[289]. / ~ The shear condition on a small-scale is similar to that on a largescale when the physical properties, here the kinematic viscosity v, and the geometry
0
Fig. 1.15
102
U
LL
5
-
103
40
60
80
100 120
1
0
50
100
200
t [min]
150
Anchor, d/D = 0.75
Desintegration kinetics o f flocks for propeller and anchor stirrers at different P / V values in differently sized mixing vessels; from [28].
20
Propeller;d/D = 0.33
0.4
0.29
Fig. 1.16
100 162
p N s [kW/ms3]
161
Comparative flock diameter dFc as a function of P / V (left side) and P / V s (right side) for 6 stirrer types; from [28].
10-1
3Inti-MIG i
0
stirrer type
i
I
-
1
Md
-.- -..
0.65
dm
I
i I
I
30.7
27.6
V N ~
4 baffles
I
1 4 1
N al-1
20
I
7 Stirring, General
Fig. 1.17 Comparative flock diameter d, as a function of P,/pV for bubble columns with different spargers and different liquid heights; from (197).
are kept constant
L(E/V~)’/~ = idem This statement confirms eq. (1.4). Langer and Deppe [G57]offered an explanation for the above findmgs. For this, the macroscopic flow had to be considered. It was found that the stretching flow component had a significantly greater effect on breakup than the shear flow component. Measurements of the power consumption of various stirrer types in viscoelastic fluids verified that the axially working stirrers exerted a considerably higher portion of stretching flow component as compared to the radially working ones. The effect of shear history on size, density and structure of flocs during flocculation is discussed in [G73].The material system was polystyrene-aluminum oxide flocs in water.
1.4 Flow and Turbulence 1.4.1
Introduction
The experimental and mathematical perception of flow conditions in a stirred tank are of great importance for a deeper understanding of mixing processes in different mixing operations and thereby for well-founded scale-up. The three dimensional flow field in a tank characterized by secondary flow patterns was long inaccessible to theoretical treatment. It is therefore not surprising that it was first tackled by the statistical theory of turbulence [20, 57, 209, 2891. Later numerical methods were applied, which are based on the laws of conservation of mass and momentum, and are restricted to stationary, isothermal and
7.4 Flow and Turbulence
I
21
rotationally symmetrical flow of homogeneous incompressible Newtonian liquids. The stirrer is thereby approximated for the calculation of turbulent flow by a tangential jet 1288,4411, and for laminar flow by a cylinder [46-48, 50, 981. The stirred tank is split up into a number of zones, to which one can assign characteristic flow patterns and analytically describable velocity profiles. Models with up to 8 zones have been developed, but only two models (for stream ejected by the stirrer and for circulation flow) have been able to explain the experimental results satisfactorily [4401. Currently a wide range of calculation methods and powerful computers are available. In the EU, 13 research groups have joined forces to tackle the numerical and experimental investigation of flow conditions in stirred tanks [ 1221. Both commercially obtainable CFD codes and those further developed in the universities are available (CFD - Computational Fluid Dynamics). Simple K-E and advanced turbulence models are utilized and compared with one another ( K - kinetic energy per mass; E - stirrer power per mass). The flow produced by the stirrer is described by approximate calculations of the 3-dimensional (3D), non-steady state circulation of the stirrer paddles. For experimental determination the flow pattern produced by the stirrer was initially visualized using different photographic methods (e.g. [ 574, 497]), but hydraulic probes were also used to determine the pressure distribution (e.g. [ 1351) and velocity distribution (e.g. [437]).Also, convection probes (spherical probes) and pressure probes (Prandtl‘s Pitot tube) were used. Later constant temperature hotwire/hot-film anemometry was used. Currently contactless laser doppler velocimetry (LDV)/anemometry(LDA) is exclusively utilized. 1.4.2 Statistical Theory of Turbulence
In his treatise “The local structure of turbulence in an incompressible viscous liquid at very high Reynolds numbers”, Kolmogorov [ 2891 considered the elements of free turbulence as random variables, which are in general terms accessible to probability theory. This assumes local isotropic turbulence. Thus the probability distribution law is independent of time, since a temporally steady-state condition is present. For these conditions Kolmogorov postulated two similarity hypotheses: 1. The laws of statistical distribution for locally-isotropic turbulence are clearly determined by the kinematic viscosity v and the power per unit mass E = P / p V . Dimensional analysis gives the following relationship for the linear dimension I of a turbulence element:
1 = (V3/&)]’4 where 1 is the dimension of the smallest turbulence element, whose energy due to the viscosity is directly converted into heat. i has become known as the Kolmogorov’s micro-scale of turbulence.
22
I
1 Stirring, Genera/
2. Energy transfer from larger to smaller turbulence elements is independent of
viscosity for all turbulence elements in between with dimensions > i. According to Kolmogorov the turbulent flow field (Re > lo4) can be understood as a superposition of turbulent eddies of different orders of magnitude. This view is based on the interpretation of the temporal course of turbulent fluctuating velocities at a point in the flow field, which can be explaned as the superposition of different frequencies of different amplitudes (amount of fluctuating velocities). These eddy elements can be characterized accordingly by particular frequencies or after a Fourier transformation by particulat wave numbers k. The largest eddies are produced by the stirrer head. They give their kinetic energy up cascade-liketo ever smaller eddies. This energy transport is not prevented by the viscosity forces, as long as the eddies and their Reynolds numbers Re, are sufficiently large. The viscosity forces only dominate in the case of small eddies and ensure that the energy of flow is converted into (dissipated as) heat. In this range of eddy sizes local isotropy prevails, although the main flow is anisotropic. In other words, the small eddy elements characterized by high wave numbers are completely statistically independent of the main flow. On the other hand, the so-called macro-scale of turbulence A is given by the size of the primary eddies and is of the order of magnitude of the stirrer diameter. Thus the precondition for the existence of locally isotropic turbulence is sufficient difference between both scales and in a high Re number [ 3641. The division of the kinetic energy into the individual eddy regions takes the form of an energy spectrum E ( k ) . Only those parts of the spectrum in the region of small eddies are of interest, in which locally-isotropicturbulence is expected. Two regions can be clearly distinguished, for which different relationships apply (see Section 1.4.2.2). In a well regarded contribution, Kipke [277] ventured the speculation that the turbulence field could not be adequately described in the laboratory by the Reynolds or Froude numbers, a “healthy compromise” had therefore to exist between the turbulence theory and the theory of similarity. In this regard he referred to the drag characteristics of the sphere and the controversy between Prandtl and Eiffel at the beginning of the twentieth century. Prandtl had however been able to show that the laminar boundary layer around the sphere was converted into a turbulent boundary layer by a purely geometrical interference (“trip-wire”), which already at lower Reynolds numbers rips off the boundary layer and thus reduces the drag. In other words, this apparatus-related boundary condition is not included in any dimensionless number, the drag characteristic of the sphere is unequivocally described in the space { cd, Re}, where c d is the drag coefficient. Such a situation is echoed in stirring technology, where the flow conditions in a mixing tank also essentially depend upon whether baffles are present or not, and this fact is only included as a boundary condition and is not reflected in any dimensionless number! This problem is due to the fact that stirring experiments are generally carried out in small laboratory devices ( D < 1 m), in which the micro-scale turbulence is predominant. They therefore often do not supply reliable information on scale-up for that mixing operation in which macro-scale turbulence is essential. The latter is
7.4 Flow and Turbulence
mostly scale-dependent: AT > AM. A classical example is given by natural convection, which can only be clearly recognized in a large space: Gr cc D 3 ! Weber [572]has recently drawn attention to this problem by reminding us of the fact that fully developed turbulence cannot be realized in unbaffled laboratory vessels. Only at Re > l o 6 does the friction factor Cf in stirrer flow (counterpart of the Newton number) become constant. This can only be attained by stirring water in tanks with D 2 1 m! How does axial circulation, a precondition for large-space mixing, take place in an unbaffled tank? A purely rotational motion would be useless. Answer: A boundary layer is formed at the wall due to the van der Waals and the viscosity forces, which is kept there by the shear stress. The tank contents therefore rotates more slowly than the stirrer, and the centrifugal forces of the stirrer convey the liquid radially outwards. (It has been found that axial rotation immediately almost completely fails, when a friction-reducing tenside is added [ 5721.) The deceleration of the tank contents is much more effective with baffles (stream crossways to the baffle surfaces) than by hydrodynamic boundary layers (stream parallel past the wall surface). In analogy with the flow against plates it can be expected that only at Re > 5 x lo4 the boundary layer will be turbulent and the laminar underlayer so thin that the wall roughness (< 50 pm) projects above it. For turbulent flow, the local velocity components, which are approximately equal to the axial flow velocities u, are a constant proportion of the tip speed of the stirrer u : u,/u = constant (see also [497]). This fact is, however, not confirmed in unbaffled tanks. In this case these velocity components decrease with the diameter of the tank. As regards scale-up it must therefore be noted that mixing efficiency in small devices is more favorable than in large ones. This must also be taken into account in baffled tanks, although here V , , ~ , , / U is constant, but the circulation and macromixing times are longer! This relationship will be considered further in connection with micro-mixing and chemical reactions (see [462] and Section 1.4.6.4).
1.4.2.1
Description of Turbulent Flow
The following concepts and terms are used ii - mean flow velocity, averaged over time according to contribution and direction; - mean value of the fluctuating motion in the flow direction ui and u! = perpendicular to the flow directions u;, u;. These values are time constant in steady-state turbulent flow; Tu = J(&i2+ f i I 2 + ui2)/3ii‘2z 4- turbulence intensity Y A - macro-scale of the turbulence; characterizes the dimensions of the largest eddy present; 1 = ( v’/c) - micro-scale of the turbulence; characterizes the dimensions of the smallest turbulence element, whose energy is converted into heat due to viscosity. E - power per unit mass e = P / ~ v [ L ’ T - ~ ] .
I
23
24
I
7 Stirring, General
u! and Tu characterize the intensity of the turbulence and A its macro-structure. In free turbulence A is of the same order of magnitude as the turbulence generator, i.e. the stirrer with diameter d
A x d
(1.7)
The structure and the intensity of the largest eddy are responsible for the turbulent bulk transport which is e.g. crucial for premixing in homogenization. From Tu = idem, it follows that:
On the other hand, micro-turbulence is particularly crucial in processes, which proceed in multiple phase systems (Dispersion in L/L systems, shear stressing of solid agglomerates, etc.). In such cases the eddy must be of the same order of magnitude as the dispersed phase. The fluctuating motion of micro-turbulence results in two points separated by Ar exhibiting different velocities. However, it is also possible to define an average value for a turbulent process, which in the case of locally isotropic turbulence is independent of the spacial orientation of the distance Ar: Au‘
=
= u’(r)
-
u’(r + Ar)
z’
The mean values of the velocity differences are represented in dimensionless form in Fig. 1.18 as a function of the distance Ar/A between two points. Two distinctly different regions are found, that on the right for larger distances between the eddies and higher velocity differences being known as the inertial sub-range, and that on the left being known as the dissipation sub-range.
Arlh
Fig. 1.18 Mean values of the velocity differences G’ between two adjacent points Ar/i; from [O.S].
1.4 Flow and Turbulence
The inertial sub-range is that range, in which the eddy element is statistically already independent of the main flow and for which the following expressions apply: Au’(v~)-= ~ ’ 1.38(Ar/L)’/3 ~
a’ = 1.38(Ar~)’/~
+
(1.10)
The viscosity has no influence here. With the Reynolds number of the eddy, Re, Au’Ar/v, it follows that: Re, = 1.38(Ar/A)4/3
for A r / l > 15: Re,
+
> 51
=
(1.11)
Eddies with dimensions Ar > 201 are per se turbulent. Their deceleration is due to inertial forces, hence the name of this range. The energy spectrum in this range of wave numbers R is given by:
E ( R ) K e 2 / 3 K 5 / 3CT ( c ~ / R ’ ) ’ / ~
(1.12)
For the dissipation sub-range the following relationships apply: -
Au’(vc)-’/~= 0.26(Ar/l)
--f
Au’ = 0.26Ar(~/v)’/~
.
dAu’ dr
*/ = __ = O . ~ ~ ( C / V ) ’ / ~
Re, = 0.26(Ar/1)’
E(A)K ~
~
v
+
-
~
for Ar/l 1
~
< 6: Re, < 9.4
~
(1.13)
The kinematic viscosity has here an equally strong, although opposite influence to the dissipation density E. Eddies of these dimensions flow laminarly. The high dissipation density results in most of the kinetic energy being converted into heat in this range. The average shear stress i is given directly by the relation G’(Ar). 1.4.2.2 Energy Spectra
The turbulence spectra can be divided into the following three regions: 1. Large eddies with frequencies of 0 < f > f, with f, = n x z (f,- frequency of the stirrer blades, n - stirrer speed, z - number of blades). They account for only a small part of the total energy. The relative spectral dissipation energy E”(f) increases with f or remains approximately constant, where E*(f) is given by the expression:
(1.14) 2. In the immediate proximity o f f , a range of eddies with the largest proportion of E * ( f ) exists.
I
25
26
I
7 Stirring, General
3. The equilibrium range includes both sub-ranges. In the dissipation sub-range
strongly anisotropic systems exhibit an isotropic behavior. Here the energy spectra E*(f) are similar to one another, independent of the size and speed of the stirrer and within particular limits also of the direction of the vector of the local average velocity. However, the maximum of the energy, which the stirrer dissipates at f, and 2f, decreases strongly with the radial distance from the outer side of the stirrer blade. The energy spectra of the flow ejected by the stirrer can be measured with hot-film and laser doppler anemometry. Many papers from the 1970’s concerning such measurements are listed in [ 139, 3641. In general the inertial sub-range was detected. As regards the other turbulence parameters there is still considerable disagreement. It is generally assumed that in the proximity of the stirrer local isotropic turbulence prevails, but over their local distribution contradictory results were obtained. The results shown in Fig. 1.19, taken from [139], are representative of those from the papers of this period. They were chosen, because they were obtained with
10’
0
100
a
m
0
8
0
0
.
m e 0-1
8
8 e
!8
0-2
8
I 0-3 0.24
E
Fig. 1.19 Energy spectrum E * ( f , ) for a baffled tank
0.00
4
0
- 0.24
Q
- 0.48
=
I 0-4 100
equipped with a turbine stirrer for f, = 20 s-’; Re 2 . los; < R (2r - d)/d = 0.36; different 103 Z values; from 11391.
10’
102
=
1.4 Flow and Turbulence
I
27
an industrial-scale experimental set-up (baffled tank with D = H = 1 m; turbine stirrer with d = 0.25 m) at a constant stirrer speed n = 200 min-’ G f, = 20 s-’; Re % 2 x lo5)in water at 20°C. It was found that the intensity of the turbulence Tu = u’/U exhibited a noticeably non-uniform profile along the flow. The lowest Tu values (Tu 2 0.5) were measured in the center of the liquid streams, which are ejected by the blades. From the energy spectra it follows that the turbulence in particular in the proximity of the stirrer blade is markedly non-isotropic and non-homogeneous. The turbulence spectra E*(f,) for different values of the radial coordinates R = (2r - d ) / d with the axial coordinates Z = 2z/h as parameters furnish evidence of their independence from R and 2, as long as the measurements are carried out within the streams ejected from the paddles. The system is isotropic even at a relatively low frequency of f , x 200 s-l and satisfies the conditions for isotropic turbulence in the inertial sub-range: (1.15)
and in the dissipation sub-range from R = 0.36:
The inertial sub-range begins accordingly with the individual frequency f, = 20 spl of the stirrer, the dissipation sub-range with f, > 200 spl; see Fig. 19. Similar results have been presented recently in [ 662, 7001. 1.4.3 Experimental Determination of the Flow Conditions and Their Mathematical Modeling 1.4.3.1 Homogeneous Material System
In an earlier little recognized study Schwartzberg and Treybal[497] determined the fluid motion in baffled tanks with turbine stirrers by visualizing it using streak photography. They found that outside the stirrer discharge zone the fluctuating velocities u’ were described by the proportionality
u’ K n d 2 / V ’ f 3= n d 2 / ( D 2 H ) 1 ’ 3
(1.17)
which for H = D reduces to d / n d = constant. This was also confirmed by [322]; the intensity of turbulence is scale-independent. Detailed evaluation of the test results gave the following: a) average flow velocity in m/s in the vertical plane: E = 3.5 x 1 0 - 2 n d 2 / ( D 2 H ) ” 3
28
I
7 Stirring, Genera/
b) average overall velocity
U = 4.1 x 10p2nd2/(D2H)‘/3
c) average fluctuating velocity uLR = 1.4 cc 10-’nd2/( D2 H)‘/3
From this it followed that u‘ increased proportionally to n and that u‘/ii z 113. Through the following reasoning the authors came to an interesting proposition: If P/V = constant is taken as a scale-up rule of thumb: P/V cc n3d5/(D2H)
(1.18)
and the third root is taken, it follows that:
(1.19) This expression was very close to that of equation (1.17). From this it was concluded that if P/ V = idem, approximately the same local flow velocities will occur in tanks of different sizes. Thomae [544] measured the turbulent flow field in an unbaffled stirred tank of V = 1.G m 3 by determining the vector of the momentary flow velocity by point for point determination with a constant temperature hot-film anemometer. From these paths of equal flow velocity, so-called isotachs, and paths of equal turbulence, so-called isotarachs, were derived for the turbine and for the propeller stirrer. It was also found that u and u’ increased linearly with Re up to Re = 4 x lo5: u’ K ii cc nd2. However, relatively low values were found for the ratio u’/ii: 0.18 for the turbine stirrer and ca. 0.09 for the propeller stirrer. Fluid flow in a stirred tank with anchor stirrer can be characterized as flow past a horizontal plane [310] induced by the vertical arms of the close-clearance stirrer. A numerical algorithm of the two-dimensional Newtonian flow past a horizontal plane was established using an iterative method for the determination of the boundary values of the stream function. The flow profile was determined with measurements and the stirrer power derived therefrom. The correspondence between the measurements and calculations was excellent. A general prediction of the mixing process is only possible for laminar flow. The velocity field generated by a model stirrer is thereby described by applying the Navier-Stokes equations and the continuity equation taking into account the appropriate boundary conditions and solving them numerically. In [SO]lines of equal concentration, so-called “isenhyles” were calculated both as a function of Reynolds and Schmidt numbers and the various points of addition. Then according to the degree of homogeneity ( p t / p o = 0.01) the mixing time was determined and described as the Fourier number Fo = I ~ D / ( D / The ~ ) ~three . dimensional representation of the concentration fields imparts interesting insights into the temporal
1.4 Flow and Turbulence
I
29
progress of the concentration equalization. It shows, that the secondary flow at the beginning of the process is beneficial, but towards the end of the process it hampers the concentration equalization. The flow model propounded by Bittins and Zehner [33] for a baffled tank equipped with radial-flowstirrers is based on the fluid-dynamicinteraction between the stirrer and the stationary vessel wall as well as the fittings such as baffles, coils etc. In the case of the blade stirrer, the radial liquid discharge qs towards the vessel walls is produced by the centrifugal forces, which has increased to q b by the time it reaches the baffles as a result of the inclusion of surrounding liquid. There the tangential flow velocity, which has left the stirrer with a value of us2, is decelerated from usl to 1.4~2.The flow is turned back and flows above and underneath the stirrer plane back to the stirrer, where it arrives with a value of u,1. The tangential velocities u are crucial for the forces on the stirrer and on the baffles. They are calculated using the laws of angular momentum. The liquid discharge from stirrer to baffle is represented by:
This relationship can be rearranged to give
For the average values between the flow there and back, we have:
The force Fb, which acts on a baffle, is:
Fb = NebAbuip/2
(1.23)
where Neb is the Newton number (the counterpart of the friction coefficient) produced by the force at the baffle and Ab is the baffle surface flowed against. With z b as the number of baffles and under the assumption that Fb to a close approximation acts on the lever arm rb = 012, as well as applying equations (1.21) and (1.22), wherein u b may be replaced by us,the momentum M b acting on the baffles is given
by:
A similar consideration when applied for the stirrer led via the tangential velocity of the liquid on the outer edge of the stirrer to the sought relationship for the power number of the stirrer
W, and
wb
are known quantities derived from zbNeb and from zbNeb and corre-
30
I
1 Stirring, General
1oc
2 Ne IT3 WR
4 & 2 blade stirrer 0,2< dlD < 0,7 0,2< bld < 1,O
lo-’
turbinestirrer 0,2 < dlD < 0,7 bld = 0,2
1 0-2
lo-’
10-2
100
10’
Fig. 1.20 Modelling of the turbulent flow (Re > lo3) in a mixing vessel according to the theoretical prediction, eq. (1.24) [33]; measured data from [33, 1901
sponding geometric parameters. q b / q s is unknown, this ratio being given by the momentum balance between the stirrer and the baffles:
4!J% = d
r n
(1.26)
A is the cross-sectional area of the jet impinging on the vessel wall/baffle in the stirrer plane. In Fig. 1.20 the power numbers Ne for three different radially working stirrers in baffled and unbaffled vessels are represented as a function of the geometric parameters d / D and H b / D (where f f b is the immersion depth of the baffles). The agreement between measurements and predictions is excellent. In [344]the homogenization process was simulated in a vessel with turbine stirrer under fully turbulent flow conditions. The K-&-modelwas used to model the influence of turbulence, and the simulation calculation was based on the numerical solution of the turbulent three dimensional (3-D) flow field utilizing a CFD model. Parallelly the course of homogenization was followed experimentally with 10 conductivity probes. It was found that, in its final phase, homogenization followed a first-order reaction with a time constant k l . The point at which the components to be mixed were added had, however, a major influence on the process. The first-order reaction has ken observed over the whole course of the homogenization process only for a few additional points. Only then a simple relationship existed between the mixing time and k l for a particular degree of mixing. Simulation of flows in vessels with commercially available simulation software FLUENT [206]enables insights to be obtained into the three-dimensionalbehavior in mixing processes in any geometry. The inclusion of chemical reactions or of a solid or gaseous phase is also possible. The “method of slipping networks” is based upon the flow behavior periodically changing at a repeating rate n x z in the case
7.4 Flow and Turbulence
I
31
of a stirrer with z blades. This fact enables a segment which subtends an angle of 360"/2 to be cut out, which only contains one stirrer blade and optionally a baffle on the tank wall. In the zone between the stirrer blade and the baffle a cut is made, which separates the rotating parts from the stationary parts. In the (timedependent) calculations the rotating parts move past the stationary parts. By means of appropriate interpolation methods the laws of conservation for flow are maintained on the cut surfaces. The results from this computer simulation are presented visually in the form of a vector representation. In [218] the flow conditions, the turbulence parameters and the energy dissipation were measured with the help of laser doppler anemometry (LDA) in a baffled vessel ( D = 150 mm) with a turbine stirrer (d = 50 mm) at a constant stirrer speed of 1200 min-' in white oil ( R e = 1.2 x lo3).As regards large volume flow, the highest local energy dissipation occured in the zone of the radially ejected liquid stream at which it was a factor of 40 to 200 higher than in the other flow zones. It is fed by the eddies, which are separated from the edges of the blades. The energy dissipation occurring inside the stirrer zone accounted for 80% of the total energy dissipated in the liquid. An analysis [238] of different simulation calculations of flow conditions in baffled vessels with turbine stirrers proposed in the literature resulted in a number of inconsistencies and provoked the question of whether it was permissible to simplify the three dimensional flow by an axially symmetrical approximation. The results obtained for a turbulent 3-D single phase flow, showed that the standard K-Emodel did not produce a satisfactory result, due to the strongly pronounced velocity gradients in the turbulence field in the immediate proximity of the stirrer. In particular, the necessary assumption of a momentum sink for the baffles averaged over the circumference of the tank led to misrepresentation of the tangential flow field. A three dimensional turbulent flow field in unbaffled tank with turbine stirrer or 6-paddle stirrer was numerically simulated by the method of finite volume elements [80],whereas in the case of free surface the vortex profile was also determined using iterative techniques. The prediction of the velocity and turbulence fields in the whole tank and the stirrer power was compared with literature data and their own results. Of the two simulation techniques used, turbulent eddyviscosity/K-e turbulence model and the DS model (differential 2. order shear stress), only the latter produced satisfactory results. In particular it proved that fluctuating Coriolis forces have to be taken into account by source terms in the transport equation for the Reynolds shear stress. In a baffled vessel with flat bottom and a pitched-blade turbine the flow conditions were made qualitatively visible by laser sheet flow visualization and quantified by LDA-measurements [376]. The measurements with water and glycerine solutions were limited to turbulent and intermediate range. The flow visualization showed turbulent macro-instabilities as vortices between the stirrer and the liquid surface. These macro-structures characterised an organized modification of the flow pattern, creating a transient violent flow activity in the upper part of the vessel which contradicted the view that turbulence had a completely random character.
32
I
7 Stirring, General
Time-pulse measurements and spectral analysis revealed a position-independent, periodic process, whose frequency was much lower than that of the paddle movement, but which was linearly dependent upon the stirrer speed. The appearance of macro-instabilities in the proximity of the stirrer coincided with a strong increase in fluctuation intensity at Re z GOO. The flow condition was measured in a vessel with dished bottom and turbine stirrer or two different axially working stirrers with a two-component LDA [359], which was operated in back-scattering mode, such that the flow field could be averaged over a long period. The measurements were limited to a vertical plane in the middle between two baffles. The liquid viscosity was varied, so that the flow conditions could be measured both in the virtually laminar zone and in the turbulent zone. The internal liquid circulation and the pumping capacity of the stirrers was determined from the velocity measurements. An increase in the viscosity significantly reduced the rate of liquid circulation, as expected. The velocity profile and the kinetic energy distribution were both determined in an unbaffled vessel equipped with a pitched-blade turbine and completely filled with water [8].The mean velocity and the fluctuating velocities were measured with the LDA at 5 heights and 20 radial positions in the vessel. The velocity distribution, the fluctuating velocities, power consumption and the pumping capacity were calculated using the commercially available simulation software (CFD) FLUENT. The turbulence effects were simulated using the K - E and algebraic stress models (ASM). The agreement between measured and predicted values was very good, although the velocity predictions with the ASM model were better than those with the IC-E model. It was further found that the tangential velocities were considerably larger than the other two. A strongly radially oriented stram leaving the stirrer blades, was observed in the r-z plane. This stream produced liquid circulations both above and below the plane of the stirrer. The dimensionless formulated average velocity and turbulent kinetic energy were almost independent of the Reynolds number. From an engineer’s point of view it should be possible to calculate the distribution of velocity within a stirring vessel from the circumferentially averaged force input. A model based on this assumption [ G U ] should facilitate a numerical investigation of the flow field almost independently of any experimental data, starting from a force balance around a stirrer blade and considering the lift and drag forces. The calculations were carried out time-averaged for the G-pitched-blade turbine and compared with the experimental data obtained by LDA. The comparison of the axial velocity components showed an agreement between numerical and experimental data. Simultaneous velocity measurements were caned out at two positions with a twocomponent LDA in order to characterize the turbulence along the stream paths exerted by a Rushton turbine in a tank with water [ 6651. In addition to mean values of the velocity and their fluctuations, space-time correlations have been studied to enable the determination of the convective velocity and the scale of the turbulent eddies and thus investigate the validity of Taylor’s hypothesis. It was found that the Taylor’s hypothesis is valid for times which are shorter than those corresponding to the macro-scale, but only if the inhomogenity of the turbulence is considered. For
1.4 Flow and Turbulence
I
33
longer times a correction is needed which takes into account the length of the macro-scale A (blade height) and the space averaged convective velocity of the turbulent eddies. M. Schafer et al. [G53] examined by Laser-Doppler-Anemometerand using lasersheet flow visualization the formation and decay of trailing vortices around a 45" 4-pitched-blade turbine. These vortices represent the major flow mechanism responsible for mixing and dispersion in stirring vessels. The high turbulence levels in the vortices have an important impact on drop breakup and on cell damage in bioreactors. The study focussed on the mean flow and turbulence structure. It was found that single trailing vortex is formed around each turbine blade. The vortex axis spread radially by less than 0.0015 D and was inclined at 20" to the horizontal plane. The vortices merged into the bulk flow structure at around 135" behind each blade. Periodicity of the mean flow due to the crossing of the individual blades and high levels of kinetic energy of turbulence ( K ) are contained within a radial distance of around r / D = 0.23 from the axis and a vertical distance of z / D = 0.07-0.46 from the bottom of the vessel. The K levels decay to nearly-uniform and low values outside this region. These measurements provide the most comprehensive data set of the mean flow and turbulence field in a vessel stirred by an axial flow stirrer reported to date and should prove very useful for the validation of future CFD predictions of the flow. Two-dimensional images of (Plane) Laser Induced Fluorescence (DLIF) have been used to study the turbulent mixing process in a vessel equipped with the Rushton turbine [G54]. Particular attention has been paid to the bulk and to the stirrer stream regions at P / p V = 0.3 and 0.7 W/kg. The averaged concentration fields show a common two-dimensional steady circulation pattern. The probability density functions of concentration reflect well the instability of the flow in the two regions investigated and the non-isotropic distribution of these instabilities around the reference point when the feed port is situated in the bulk region only. To test the ability of a commercial CFD package, the unstructured mesh was used to compute flow fields generated by a propeller stirrer in a baffled cylindrical vessel with a multiple reference frame approach without the need of any experimental boundary conditions [659].As the unsteady stirrer-baffle interactions have not been implemented in the CFD package, different positions of the blades relative to the baffles have been investigated to approximate the unsteady flow fields for each time step. Computational results have been experimentally validated by calculating common global hydrodynamic parametres such as the power, pumping and circulation numbers. All the numerical results fit the experimental data well. Nevertheless, some numerical results could be improved with mesh refinement and smoothing. They are extremely sensitive to mesh quality. In [679] the laminar flow produced by a Rushton turbine at very low Reynolds numbers (Re < 6) has been measured by the LDA technique. In [G82] the power consumption of a Rushton turbine in Newtonian and in shear-thinning fluids has been investigated by measurements and using a commercial software package FLUENT. A good agreement between both methods was found.
34
I
1 Stirring, General
1.4.3.2 Heterogeneous Material System GI1
The flow round the stirrer blades interacts with the stationary baffles and produces a complex, circulating turbulent flow. When gas is sparged in a tank it collects in low pressure zones behind the stirrer blades forming gas cavities, which considerably influence the flow and the turbulence in the vessel. The turbulent gas/liquid flow in bafRed tanks with turbine stirrer can be predicted. A mathematical model has been developed for turbulent, dispersed G / L flow. The time-averaged two phase momentum equations were solved by using a finite volume algorithm. The turbulent stresses were simulated with a ic-c-model. The distribution of gas around the stirrer blades is predicted for the first time. This model also enables an a priori prediction of the drop in the power dissipated by the stirrer in the presence of gas. Predicted flow characteristics for the gas/liquid dispersion show good agreement with the experimental data. The maximum dissipation rates for the dispersion of droplets and gas bubbles with different stirrer types such as turbine and pitched-blade stirrers, Lightnin A 310 and Cheminer HE 3 was determined using 1D-LDA measurements, and the resulting turbulent fluctuating velocities were calculated using a model based on dimensional analysis. The essential parameters were identified using statistical analysis supported by sensitivity analysis. It was found that in the relationship E c c n3d2 the stirrer speed dependence with n3 is correct, but that for the stirrer diameter with d2 was set too low. The number of baffles was of secondary importance [6081. 1.4.3.3 Heterogeneous Material System L/L
In the mathematical modeling of flow conditions in two phase L / L systems, the mixing process in zones of low Reynolds numbers is divided into three steps: stretching of dispersed drops, break up of the liquid threads formed, and coalescence of the final droplets upon collision. In [235] the rules and criteria were proposed, which determined the individual process steps. They were simplified into a two zone mixing model, in which the flow field was divided into a succession of “strong” and “weak’ zones. In the “strong” zone the droplets and the liquid threads were stretched to a minimum radius. In addition the stretched threads could also break up into droplets. In the “weak’ zones the remaining threads break up and the resulting droplets coalesce. After passing through a number of these zones a dynamic equilibrium was established, which led to the final morphology. Increased viscosity of the dispersed or continuous phase generated a finer morphology, since the break up of the threads was delayed, which made further stretching possible, and coalescence was suppressed. 1.4.4 Pumping Capacity of Stirrers
Under the term pumping capacity q’ of the stirrer is meant the liquid flow (throughput), which is conveyed through the surface swept by the stirrer. This surface is given by n d 2 / 4 for axially working stirrers and by ndb for radially working
7.4 Flow and Turbulence
stirrers, d being the stirrer diameter and b the blade height. q' is determined for axially working stirrers from the circulation time t = V/q' of particles with Ap z 0 and for radially working stirrers from the integral of the measured flow velocity distribution. Assuming the same power, stirrers with paddles having large surfaces produce larger liquid throughputs than stirrers with small paddles. The discharged flow velocities in the stirrer plane us are on the other hand smaller. Large liquid throughputs (= large circulation speeds) enhances homogenization and heat transfer processes and also the suspension of solids. On the other hand, small liquid throughputs in connection with low flow velocities generate strong shear fields, which are necessary for dispersion processes [6061. Continuously operated stirred tanks can only attain homogenization if q' 9 q (where q is the liquid throughput through the vessel). The mixing time is then 0 cc V/q' (where V is the liquid volume of the vessel). Knowledge of q', in the case of propeller stirrers, enables the flow velocity along the heat exchanging surfaces of one or more concentric cylindrical coils round the stirrer (and consequently the heat transfer rates) to be calculated. Such an installation may be indispensable in case of extremely exothermic reactions. The throughput characteristic for a given stirrer is given by:
where
= q'/(nd3) is the liquid throughput number Re = nd2/v is the Reynolds number Q'
Dld; hld are the geometric parameters of the stirrer installation
In the turbulent flow range (Re > l o 3 )the following process characteristics apply for individual stirrer types in baffled vessels with H/D = 1: Propeller stirrers with pitch s = 1 (where s is the tangent of the pitching angle of the vane) and distance h from the bottom from h/d = 1, according to [137]:
Q'
Dld > 3
= 0.654(d/D)0.'6
(1.27)
Pitched-blade stirrer with 6 paddles ( a = 45",b / d = 0.2); according to 11361: Q' = 1.29(d/D)0.20
2
< D/d < 3.3
(1.28)
Turbine stirrer with 6 blades; according to [85]:
Q'
= 0.75
For other installation conditions and other numbers of paddles see [477].
(1.29)
I
35
36
I
7 Stirring, General
The class of turbine stirrers with stator rings (c.f. Fig. 1.6) includes a number of well known designs such as Ultra-TurraxKfrom Janke & Kunkel, “Mischsirene” from Kotthoff, Pentax etc. Judat [ 2431 determined the power characteristics and the velocity profiles of a turbine stirrer surrounded by a stator ring, in which both the number z of vertical blades (baffles) z I 24 and their pitch z = -60” to +60° (positive values in the rotation direction of the stirrer) could be varied. At a = 0” and z I 10 the power number Ne (at Re = 10’) decreased linearly with z and for higher values of z Ne remained constant (Ne z 4.5). For z = 32-45”, Ne reached a maximum of Ne z 5.4. A linear relationship existed between the flow velocity and the stirrer speed, so that the throughput number Q’ = q’/(nd3)remained constant. The out of plane surface of the radial velocity profile was proportional to the liquid throughput and the throughput number Q‘ and exhibited the same dependence upon z and a of the stator blades as the power number Ne. Thus the relationship NelQ’ = constant according to the theory of the infinite paddle number applied for this stirrer arrangement. Depending upon the stirrer type, the liquid in the proximity of the stirrer is accelerated either axially or tangentially and radially. The liquid throughput q’ generated entrains the surrounding liquid, so that a larger circulation flow qcirc is brought into motion. Due to the momentum losses resulting from this momentum exchange, the stirrer power P can only be partly converted into directed liquid flow. This process can be described by the laws of conservation of momentum [606]. The liquid throughput q‘ generated by the stirrer and thus the number Q’ are little dependent upon the d / D ratio. The circulating current qclrc, which is kept circulating as a result of the pumping action of the stirrer in the vessel, behaves differently. It is found [138] that for several axially operating stirrers the relationship Qcircoc D/d applied in the range 0.25 < d/D < 0.4 i.e. Qnrcd/D = constant. Propeller and 3-pitched-bladestirrer ( a = 24”): Qcircd/D z 0.5 6-pitched-bladestirrer ( a = 45”):
Qdrcd/D z 0.4
1.4.5
Surface Motion 1.4.5.1 Vortex Formation In the case of more or less axially mounted stirrers in vessels without baffles, the liquid is set in rotation, and generates a liquid vortex. As long as the vortex is not so deep that gas can be entrained by the stirrer, the vortex depth has no influence either on the stirrer power or on the mixing process. Naturally, the power number Ne and the mixing number ne depend upon whether the stirred tank is provided with baffles or not (see Fig. 1.36 and 3.3). As soon as the vortex reaches the stirrer head of a rapidly rotating stirrer (e.g. propeller or turbine stirrer) or the outer stirrer side of a slowly rotating stirrer (e.g. blade stirrer), gas is entrained in the liquid. Gas entrainment via vortex was
1.4 Flow and Turbulence Fig. 1.21 Vortex formation; definition o f geometric parameters
L
D
formerly utilized on an industrial-scale for gas-liquid contacting [ 1781. Gas throughputs of self aspirating hollow stirrers confirm, however, that this process cannot compete with the currently used gassing processes, see Fig. 1.22. The entrainment of gas in the liquid is undesirable in most mixing operations. In addition, the bearings and seals of stirrer shaft are subjected to exceptionally strong mechanical stress, due to the inhomogeneous gas/liquid mixture and the fact that the stirrer partly rotates in air and therefore the liquid bearing is absent. It is therefore of practical interest to know how a stirrer can be operated in an unbaffled vessel in such a way that vortex formation can be tolerated. The vortex formation involves on the one hand a lowering of the liquid level, which is characterized by the vortex depth h’ on the stirrer shaft, and on the other hand a liquid level increase h” on the vessel wall, Fig. 1.21. The question concerning the relatively small liquid level increase h” at the vessel wall compared with the vortex depth h’ is irrelevant. The vortex depth h’ on the stirrer shaft depends, for a given stirrer type and for geometric installation conditions (D/d, h/d) upon the stirrer diameter d, the stirrer speed n, the liquid height H’ above the stirrer at rest, the physical properties of the liquid (density p, kinematic viscosity v) and the acceleration due to gravity, g:
The dimensional analysis gives:
h’/d
= fi(Fr,Re, H‘/d) = f3(Fr,Ga, H’/d)
(1.31)
I
37
38
I
1 Stirring,
General
where Fr = n2d/g is the Froude number and Re = nd2/v is the Reynolds number. To replace the Reynolds number by a dimensionless number which does not contain stirrer speed, the Froude and Reynolds numbers are combined to Galilei number, Ga:
Ga
5
Re2/ Fr 5 d3g/ v2
(1.32)
The functional dependence of equation (1.31) can only be determined experimentally. Van de Vusse [554] investigated the mixing conditions under wich the vortex reached a propeller stirrer. Under these conditions (h' = H ' ) equation (1.31) reduced to h'/d = f2(Fr, Re). He established that for
Re 2 3 x lo3
h'/d = 24 Fr Re-'.'
Re 2 lo4
h'/d = 2 Fr
Zlokarnik [618] found in experiments in three differently sized vessels (D= 300; 400; GOO mm) the following process equations for the relative vortex depth h'/d for the gate, turbine and propeller stirrer: gate stirrer:
h'/d = 20.0 Fr(0.25 - Ga-' ")
(1.33)
turbine stirrer:
h'/d = 62.0 Fr(O.10 - Ga-0-'8)(H'/d)p0.'6
(1.34)
propeller stirrer: h'/d = 13.8 Fr(0.25 - G R " . " ) ( H ' / ~ ) 33 ~~
(1.35)
The influence of viscosity was taken into account in all three relationships by simple expressions - f(Ga) - which are similar to one another. Further, it is to be noted that the parameter H'/d did not influence the relative vortex depth with gate stirrers, whereas in the relationship for turbine stirrers it appeared to the 6th root and in the relationship for propeller stirrers it appeared to the 3rd root. This could be explained by the large surface area of the gate stirrer generating a largely tangential liquid flow, which could apparently be transferred, even at high filling levels (i.e. with no influence of H'/d), without appreciable frictional losses. For turbine and propeller stirrers, on the other hand, radial and axial flow components were present, which could act more strongly at larger H'/d values as a result of stronger liquid deceleration, thereby reducing the vortex depth. The above expressions enable the determination of any vortex depths h'. To determine the critical stirrer speed at which the vortex depth reaches the stirrer, h' is set equal to HI. In the case of slow stirrer speeds air is generally not entrained even for h' = H'. Two 6-turbine stirrers arranged above one another on the same shaft behave with respect to vortex formation like a single turbine stirrer. In contrast, two 4-pitched turbine stirrers generate a 20% deeper vortex than a single stirrer 13471.
1.4 flow and Turbulence
I
39
For other stirrer types and installation conditions see [52, 325, 4641. A comprehensive comparison of experimental results is given in [ 3481. 1.4.5.2 Gas Entrainment via Vortex
As regards gas entrainment via vortex, the author is only familiar with his own work [ 6091. The apparent absence of other papers is probably due to the difficulty in finding an appropriate definition for this process. Upon intensive mixing in unbaffled vessels, the stirred tank is converted into a centrifuge. Consequently, a large proportion of the gas entrained in the liquid escapes in the immediate proximity of the stirrer. Therefore it is only partially justifiable to speak of gas throughput. In contrast to gas circulation in the stirrer plane, the gas stream which escapes above the stirrer from the liquid vortex, can be easily determined, if it can be ensured that it is not entrained by the stirrer again and mixed back into the liquid. In [609] a vertically displaceable tube, concentrically positioned round the stirrer shaft, was air-tight mounted on the vessel lid and dipped into the liquid vortex (see sketch in Fig. 1.22).A thin, smooth disk was attached to the lower end of the tube, which dipped into the liquid vortex, without disturbing the flow pattern, thereby separating the vortex into two zones. The lower zone is connected via the tube with the atmosphere, and the gas stream escaping into the upper zone can now be determined with a gas-meter. Measurements were carried out with a turbine stirrer (d = GO mm) in a vessel (D = 200 mm) at H I D = 1 and h/d = 1 in a water/air system. Preliminary experiments showed that the diameter of the separating disk (55; 6 0 70 mm) had no influence on the results. The dependence of the entrained gas throughput q upon the distance A between the separating disk and the upper edge of the stirrer was determined at only one stirrer speed ( n = 2000 min-l; Fr = 6.8 = constant). The following correlation was found:
Q = 4.2 x 10-3(A/d)-0.84;
A/d
= 0.05-0.67
(1.36)
where Q = q / ( n d 3 ) .The gas throughput decreased approximately directly proportionally with the distance from the upper edge of the turbine stirrer. In other words: the entrained gas escapes extremely quickly out of the liquid. Figure 1.22 shows the dependence of the gas throughput q upon the stirrer speed n for a constant distance A/d = 1/6 in the dimensionless form of Q = f(Fr), where the Froude number is defined as Fr = n2d/g. For comparison, the gas throughput characteristicof a self-aspiratinghollow stirrer (type: three-edged stirrer [610])is also given to show that aeration via vortex cannot be regarded as an alternative to selfaspirating hollow stirrers, not to mention the gas-liquid contacting using gas compressor to convey the gas and turbine stirrer to disperse it. (For self-aspiratinghollow stirrers see Section 4.12.1.) It must also be considered that the latter mentioned gassing operation takes place in the whole liquid volume, whereas in the gas entrainment via vortex only a portion of the surface of the vortex is involved.
40
I
1 Stirring, General
1.4.6
Micro-Mixing and Reactions 1.4.6.1
Introduction
The liquid flow generated by a stirrer in a mixing vessel produces both macro- and micro-mixing. Macro-mixing has been discussed in Section 1.4.2.This is responsible for the transport of liquid balls and is to a large extent scale-dependent. The homogenization time 6’ in batchwise operated mixing vessels, and the residence time distribution of the throughput in continuously operated mixing vessels, can be regarded as an integral expression of the macro-mixing intensity. If this corresponds to the statistically predicted course for ideally back-mixed vessels, then this is regarded as ideal macro-mixing, in which there are no short cuts and dead zones in the reactor. The mean residence time is then unequivocally given by z = V / q . This situation is generally realized when T 6’. Micro-mixing, on the other hand, describes the process of homogenization of liquid balls with their surroundings on a molecular level. This process takes place within the micro-scale 1 and is not scale-dependent. For a given degree of macro-mixing, the degree of micro-mixing can vary. Both borderline conditions for micro-mixing can be demonstrated on the models of Danckwerts or of Zwietering, which both start out from an identical ‘t distribution. The Danckwerts model [92] regards a plug flow reactor and a ideal back-mixed reactor in series (Fig. 1.23). In case A the pipe reactor is preceded by the stirred tank and in case B the reverse is the case. If a first order reaction is carried out in both configurations, the result (chemical
+
1.4 Flow and Turbulence Fig. 1.23 Model of Danckwerts: Mixing vessel and plug flow reactor in series. Both orders of the apparatus A and B give identical residence time distribution; from [92].
A
V
plug flow
k-
I r
-4
pug tl0W
conversion X) is completely independent of the order of the apparatus, because in this case only the effective residence time of molecules of the same type is important, which for the same r-distribution is the same. However, in the case of non-linear kinetics (e.g. a second-order reaction) the rate of reaction also depends upon the concentration of the reaction partners and thus on the “earliness of the mixing”. If the mixing vessel precedes the pipe reactor, the concentration of the reaction partners immediately drops to the level of the outlet concentration due to back-mixing. The reaction rate is therefore low in both reactors. If, however, the pipe reactor precedes the stirred vessel, the reaction can proceed at a high concentration, the conversion being higher for reaction orders greater than 1. In ideal pipe reactor, the liquid elements do not exchange their contents with their surroundings (in axial direction). This is described by the term complete segregation (degree of segregation of 1)and the liquid is named macro-liquid. In a stirred tank, which is ideally back-mixed on a molecular level, micro-liquid exists with a zero degree of segregation. The residence time of a volume element is composed of its momentary age and its life expectation. At the reactor inlet all volume elements have a almost identical (low) age, but their life expectation is very different. At the outlet of the reactor, on the other hand, all the volume elements have the same life expectation (i.e. zero), but have different ages. In their passage through the reactor, neighboring volume elements will therefore have had very different experiences. This concept is the basis of the Zweitering model [644] (Fig. 1.24 a and b). In case A the molecules entering the pipe reactor are immediately molecularly mixed with other molecules of different ages, but the life expectation for all the neighbors is the same (plug flow). The intimate mixing occurs at the earliest possible moment i.e. the maximum “degree of mixedness” exists.
I
41
42
I
I Stirring, General Fig. 1.24 Model of Zweiterling: A side feeding plug flow; B: side leaving plug flow. Both modes of operation give identical residence time distribution; from (644).
In case B all molecules enter the reactor at the same time and still have the same age when they exit the reactor. Since they are leaving at successive points, they have, however, different life expectations. They are mixed at the last possible moment, i.e. at the reactor outlet. In this case the minimum “degree of mixedness” exists. The behavior of the Zweiterling reactor, in which separate zones exist with a maximum degree of mixedness and those of a maximum degree of segregation in correspondingly defined equivalent classes, has been mathematically treated by Astarita et al. [170]. They analysed the mathematical description of the behaviour of maximum mixedness and maximum segregation reactors in appropriately defined equivalence classes, all members of any such class behaving equivalently in a well-defined sense in both steady- and unsteady-state. Three important conclusions were reached. First, they established under which conditions the behaviour of at least one member of an equivalence class is, at all times, in the domain of the initial conditions, and the reactor has therefore perfect memory. Second, when the reactor has perfect memory, the boundary conditions play no role whatsoever, so in the discussion of what are the appropriate ones for the maximum mixedness, the Zwitering reactor is shown to be empty. Third, both the possibility of multiple steady-states and of the sustained conduction of a biochemical (or more generally, autocatalytic)reaction are shown to be related to the memory of the reactor, and not to backmixing. In chemical reactors the micro-mixing process dominates in liquids of low viscosity and strong mixing. The degree of segregation increases with increasing viscosity. In general the degree of segregation is determined in material systems of one single phase (in heterogeneous material systems the dispersed phase is always completely segregated) on the one hand by competing effects between the flow through the reactor and the equalization processes (laminar shear, turbulence, molecular difision) occuring in it, and on the other hand by the concentration differences due to the reaction. The influence of the above-mentioned parameters upon the degree of segregation can be weighted up by the following three characteristic time constants 1941: 1. mixing time for the homogenisation process, 0 2. residence time for the liquid throughput, 5 3. relaxation time of the chemical reaction, tR. For t R 4 0 the concentration differences produced by reaction are insufficiently rapidly reduced, and volume elements with different concentrations exist. For
1.4 Flow and Turbulence Tab. 1.1 i and 0 at P / p V = 1 W/kg foi water and glycerine
~
1 1000
0.032 5.6
1 30
T 8, on the other hand, the feed is not distributed fast enough in the entire reactor volume, and neither complete micro-mixing nor ideal macro-mixing is realized. The homogenisation processes are determined by the size of the micro-eddies (equation 1.6) and the size of the molecular diffusivity D. The following expression for micro-mixing time H (homogenization time to molecular level) can be derived from dimensional analysis: H = i 2 / D . According to equation (1.6) the size of the material balls for a relatively intensive m2/s)is 32 pm mixing operation of P/pV = 1W/kg in an aqueous liquid ( v = and in a liquid with the viscosity of pure glycerine at room temperature ( v = m2/s) is already 5.6 mm (see Table 1.1).This shows that viscous systems will always remain to a certain extent segregated, since the Kolmogorov micro-scale i can be comparatively little influenced by the mixing power: 3, uc E C ' / ~ . With D E lo-' m2/s as a typical value for liquids, the micro-mixing times B in water and glycerine are 1 and 30 s respectively (see Table 1.1). Segregation is therefore only important in the case of very rapid reactions or in the case of reactions in viscous systems (polymerizations,fermentations). The product quality of polymers can, in particular, be strongly influenced by the degree of segregation.
1.4.6.2 Theoretical Prediction of Micro-Mixing
Patterson [424] propounded a model for the computation of turbulent mixing with a simultaneous second-order reaction, on the basis of the turbulence theory and the numerical solution of a large set of continuity equations. The propounded expression between the mixing rate and the properties of turbulence made it possible to calculate the degree of conversion,the degree of segregation, the flow velocity and the energy dissipation for a baffled tank with turbine stirrer (HID= 1, D / d = 1/3) as a function of the distance along the flow path. A strong decay of the degree of segregation and of the dissipation rate of turbulent energy [ momentum/(throughput x time)] was found along the flow path. The direct proportionallity of the degree of segregation with the scale of the apparatus was also confirmed by measurements by third parties. The calculation of the degree of conversion of a secondorder reaction in a pipe reactor as a function of the degree of mixedness agreed as well with the experimental results. Brodkey [56] stated that only with the advent of the modern turbulence theory a deep understanding of micro-mixing processes and turbulent scalar transfer processes on a microscopic level was possible and that this theory enabled the definition of measurable mixing criteria. Knowledge of the turbulence parameter made it possible to estimate the degree of mixing. The parameters could be estimated from the geometry of the flow system and from simple empirical expressions. The
I
43
44
1
J Stirring, Genera/
course of second-order chemical reactions could be predicted, when mixing was concerned. The problems concerning a theoretical prediction of the micro-mixingfor moderately fast to fast chemical reactions persist in that the material transfer between the micro-balls and their surroundings is diffusion-controlledand therefore the course of the chemical reactions depends upon the micro-scale. Enlargement of the microballs results in a loss of surface area of the micro-balls. Ottino’s review over this subject 14141 indicated that a lamella model could often lead to accurate predictions if mixing is concerned. Worthy of mention are the observations of lamella structure in Kolmogorov’s micro-scale in highly turbulent flow and the establishing of a kinematic relationship between chaos and mixing. In this context it is noteworthy, that the smallest scale in turbulent flows and chaotic flows appear to be described by the same statistics. Baldyga and Bourne [ 141 have propounded a model, which they call the “engulfment model”. This starts from the idea that between macro-mixing and micromixing, meso-mixing exists, in which mutual inclusion of the reaction partners occurs. It is proposed that the meso-phase has the structure of islands of fresh B, which are randomly distributed in a sea of A-rich liquid. If the the mutual inclusion (meso-mixing)represents the rate-determining turbulent step for mixing on a molecular level (micro-mixing), then the half-life for mixing corresponds to the reciprocal of the inclusion coefficient (“engulfment rate coefficient”) E, which is given by:
E =0.058(~/v)~’~
(1.37)
The turbulent energy dissipation E in the individual mixing devices has values, whose orders of magnitude are given in Table 1.2. In aqueous solutions E-’ x 20 ms, if E = 1 W/kg. A reaction with a half-life of at least 0.2 ms is therefore not influenced by micro-mixing. However, there are many much faster reactions, e.g. the simultaneous diazotization of 1- and 2-naphthol with the diazotized sulphanylic acid according to the schema in Fig. 1.25, whose product distribution still depends upon micro-mixing, if E = lo5 W/kg. High speed microphotography showed [ 3311 that fluid elements injected from a point source tended to exhibit slice-like and strip-like configurations rather than lamellar structure during the turbulent mixing of fluids with Sc % 1. Based on this phenomenon a new micromixing model was developed. It starts from the propoEnergy dissipation densities E = P/pV achiaved in different mixing devices
Tab. 1.2
Mixing device
& ~
IW
h I
~~~
Pipe flow or centrifugal pump mixing vessel (position depending) static (motionless)mixers stirrer according to the rotor-statorprinciple
1 0.1-10 103 103-104
7.4 Now and Turbulence
I
45
Reaction system of two competing parallel reactions. Abooe: Diazo-coupling of 1-naphthol A with diazotised sulphanilic acid B to bis-azo-dye 5 via intermediary products 0-and p-mono-azo-dyes. Below: Diazo-coupling o f 2-naphthol AA with diazotized sulphanylic acid B to mono-azoFig. 1.25
dye
P-R A
/d
A
k Y
s
0-R
Q
A A
B
*Q
sition that both deformation by shrinkage and molecular diffusion contribute to micro-mixing and that the equilibrium between these two processes leads to the exponential growth of the volume element. After a given time this growth is checked by the development and expansion of a turbulent zone. This leads to three temporally sequential zones with different boundary conditions and segregation conditions. A simplified mathematical description of this three-zone model proved [332], however, that the quantity of material converted in the dispersion zone could be ignored, if the original concentration ratio of A and B was less than 0.1 and the action of micro- and macro-mixing is described by the Damkohler number Da = k2cBo/s and n = ZnwD/(qs) (where w is the flow rate; D is the dispersion coefficient; q is the liquid throughput; and s [s-l] is the shrinkage rate of the volume element). The model was evaluated with competitive reactions in series and parallel reactions, and was found to be adequately applicable. 1.4.6.3 Chemical Reactions for Determinationof Micro-Mixing
The material and process parameters, which govern the micro-mixing efficiency can only be determined by the selectivity of extremely fast chemical reactions, whose progress (conversion and yield) can be simply and rapidly monitored. Consequently the application of chemical reactions as “probes of molecular resolution” [ 941 represents the most sensitive investigating method for characterizing micromixing. There are a number of comprehensive reviews of this technique [13, 40, 94, 5651. Only multiple, complex reactions are appropriate, which can be described by more than one reaction equation and more than one reaction rate constant. The progress of these reactions is given by the conversion X of the reactant being consumed, which is present at a sub-stoichiometricconcentration, and the yield Yp of the desired product, from which the selectivity S p = Yp/X and the product distribution Z = P / R can be determined ( R - undesired by-product). The product distribution for an extremely fast and complex reaction will depend upon the micromixing, and consequently serves to characterize the interactions between mixing and reaction in partially segregated mixtures.
46
I
7 Stirring, General
Currently only competing parallel and consecutive reactions are used for determining micro-mixing. The most frequently used competitive reaction is the diazo-couplingof 1-naphthol with diazotized sulphanilic acid at a pH = 9.9, in which a single coupled (desired) and double coupled (undesired) products are formed (if the side-reaction in which the bis-azo-dye is decomposed due to the presence of excess diazonium ions is disregarded): k +B1 , P P+Bk R
A
(desired) (undesired)
Only the products can be monitored spectrophotometrically. Bourne [41]relates the selectivity to the undesired byproduct R and defines it as follows:
SR =
2R 2R+P
__
(1.38)
Consequently the mixing operation had the task of minimizing SR. Both competing consecutive reactions proceeded fast enough to investigate micro-mixing in reactors with a power input of P / p V = 200-400 W/kg, which is far above the application range of stirrers. For even stronger mixing intensities (e.g. those which can occur in centrifugal pumps) up to lo5 W/kg, the simultaneous coupling of 1- and 2-naphthols with diazotized sulfanilic acid under the same conditions has been proposed as an alternative [MI. The reaction schemas for these reactions are given in Fig. 1.25. If the reaction rate is comparable with the rate of the local micro-mixing, similar information can be obtained from competitive parallel reactions as from competitive consecutive reactions. However, parallel reactions offer the experimenter greater degrees of freedom with respect to different feed sequences or different stoichiometric ratios. Bourne [45] investigated two parallel competive reactions: the simultaneous neutralization of HC1 and the alkaline hydrolysis of ethyl chloroacetate with NaOH:
+ HC1+ NaCl + H 2 0 NaOH + CHzCI-COO-CzHs + CHzC1-COO-Na + CzH50H NaOH
which can be abbreviated to:
A+B-+P A+C+Q
+
The product distribution ZQ can be expressed as: ZQ = Q / ( Q P). This two-step reaction system can be easily extended to three steps, if an ester mixture is used e.g. with the methyl and ethyl chloroacetate. In the shortened form
1.4 Flow and Turbulence Tab. 1.3 Inorganic reaction system of two competing parallel reactions after Villerrnaux [141, 5661
reaction equations
abbreviation
-
~
+
1 HzBO, H+ 9 H3BO3 2 5I-+IOj+6H+*31~+3HzO 3 12 I- * I 3
+
A+B+R 5/6D+1/6E+B+1/2S D+S*T
this reaction system is then: A+ B
--f
Zp
P
=
P / ( P + Q + R’)
A+C+Q
Z,=Q/(P+Q+R’)
A+M+R
Z,=R/(P+Q+R)
Villermaux [ 141, 5661 used an inorganic system of competitive parallel reactions. The first reaction was an acid/base neutralization, the second an oxidation reaction (oxididation of hydrogen iodide HI to iodine I2 by iodic acid HI03) and in the third reaction iodine was complexed with an iodide ion to a triiodide ion, which could be spectrophotometricallymonitored at 353 nm (Table 1.3). The kinetics of the second reaction were described by r2 = k[ H+]’[ I-] ’[ IO;], where k depends on the ionic strength; k z 105[(l/mol)3sP1]. Initially 110; were in an alkaline medium. In the range pH < pH’ iodine was stable and in the range pH > pH’ 110, were stable. The initial pH-value was determined by the starting concentration of borate ions and the final pH-value by the addition of acid. If both pH-values are greater than pH’, then the solution of 1- I O j remained stable and no iodine was formed. If iodine was observed, then this could only mean that segregation was present which produced a local excess of acid. The task of the boric acid was to maintain a pH > 9 at which the second reaction could not in practice take place. In a local excess of acid, iodine was produced, which was immediately complexed with 1- to triiodide I T , which could be measured spectrophotometricallyat 353 nm. The three reaction equations for determining the segregation index are given together with their abbreviated forms in Table 1.3. The third reaction was initially blocked. At the start n A o , nDo (in excess) and GEo moles were present and a little nBo was added. After complete consumption of B, the yield of S in the second reaction in the case of incomplete mixing was:
+
+
+
If micro-mixing was very fast, B was only consumed by the first reaction and ns was zero, and hence Ys = 0. If, on the other hand, the micro-mixing was slow, both reactions could with respect to B be equally fast and their selectivity would be given by the ratio of n A
I
47
48
I
7 Stirring, General
and nB. If account was taken of the stoichiometry:
where the X’s were the respective conversions. The yield of the second reaction was therefore:
and the segregation index could be defined as follows:
+
Now the 3. reaction has to be taken into account and ns replaced by ns nT, since nT was determined spectrophotometrically,from which with knowledge of the rate constants ns could also be calculated. For perfect micro-mixing X, = 0 and for complete segregation Xs = 1. The degree of micro-mixing a can be regarded as the ratio of the perfectly mixed to the segregated volume fraction: a=-
1 - xs
XS
(1.39)
This expression is coupled to the ratio of the reaction and micro-mixing time t ~ l 0 . Micro-mixing means the uptake of the surrounding liquid in the micro-eddies, in which the reaction takes place. Consequently, a was essentially dependent upon the ratio t ~ l 0 where , 0 cc (Y/E)”*. Thus E depended upon the position in the vessel: E = 42, and constituted only a part 4 of 8. (d was the average stirrer power per unit mass: 6 = Nen3d5/V.) 1.4.6.4 Experimental Determination o f Micro-Mixing
In experiments [141, 5661 in three baffled stirred tanks with turbine stirrers ( V = 1; 2 0 100 I), the position of the feed point for the acid and the stirrer power were vaned. The micro-mixing was determined according to the Villermaux’s method. The results in Fig. 1.26 show a fairly weak dependence of the degree of micromixing u upon thepower per unit mass 8: a = 4.7co.14
(1.40)
The position of the feed point apparently has no significant influence. The results in the 100 1 vessel in part were lower than in the two smaller vessels. A number of papers [16, 42, 4621 refer to the fact that at P I p V = constant a de-
1.4 Flow and Turbulence
I
49
Dependence of the degree of micro-mixing z upon the mass-related power i for three differently sized vessels and different positions of the acid feed points (1): 0.84 h; (2): 1 .O h; (3): 1.7 h (h - bottom clearance of turbine stirrer); from [566]. Fig. 1.26
1011
/
/kA
A
+Yo '
/+A "+ i
0
r.t-'
2
V[I]
feed positions
I
creased with increasing scale. The circulation times increased with increasing scale (macro-mixing was slower) and the reaction zones expanded to less well-mixed zones. It was also established that the presence of solid particles (20 < d, [pm] < 1300 and y < wt.-5%) had a negligible effect upon the micro-mixing [169]. In [19] it was found that the selectivity was only influenced at high mass fractions u, of particles and only in case of smaller and heavier particles. This indicated that it was only under these conditions that the turbulence was significantly affected in stirred systems. In addition a paper should be mentioned, which provided extremely interesting results, although with inadequate evaluation. In [ 5451 the competitive parallel reaction proposed by Bourne (neutralization ester saponification) was carried out in four differently sized (D= 0.14; 0.29; 0.61; 0.91 m; H/D = l), geometrically similar, baffled vessels with turbine stirrers. Ethanol yield Y E ~ O=H[EtOH]/[NaOH], was determined as a function of the tip speed of the stirrer nnd, the volume-related power P/V and the mixing time 8. It was found that in all four differently sized vesels similar Y E ~ O Hvalues were realized, if the mixing time 8 was kept constant. The number and the position of the feed points was also found to have a strong effect. The reaction partner, here NaOH, should be added as near as possible to the stirrer. No details were given over the determination of the mixing time. Since the scaleup criterion must be formulated dimensionlessly and in the above-mentioned case Re, no,8 v / D 2 or Qmust be obviously excluded, the dimensionless numbers 8(E/v)1'2 and 8(e/D)1'2, resp., came next into consideration, otherwise a combination of several relevant dimensionless numbers must be used.
+
50
I
7 Stirring, General
In 17101 the effect of ultrasound on micro-mixingwas studied in a small (50 ml) continuously operated cell. The degree of macro- and micro-mixing was determined by the residence time distribution and by the iodide-iodatereaction coupled with the neutralisation. The measured product distributions, obtained with not premixed throughputs of different ratios and viscosities, proved the influence of the ultrasound of low frequency (20 kHz) on the micromixing. The enclosure model, coupled with the dynamical model, was used to determine the micro-mixing time as a function of the segregation index. It is shown that the characteristic micromixing time can achieve the order of magnitude of 0.001 s. 1.5
Short Introduction to Rheology 1.5.1 Newtonian Liquids
Ideal liquids are incompressible and their flow is by definition frictionless. Real liquids are characterizedby cohesion forces operating between the molecules, which bring about frictional forces, whose action is known as internal friction. If a liquid between two plates with parallel faces is considered (see Fig. 1.27) with the lower plate stationary ( u = 0), while the upper plate moves with a constant velocity u to the right, the uppermost liquid layer moves with a velocity u, while the lowermost liquid layer is stationary. A velocity gradient is thereby produced in the liquid. This does not have to be linear, a differential velocity gradient perpendicular to the flow direction ( x ) is hence defined by du,/dy. If the individual liquid layers slide over each other with different velocities without mixing, this flow is termed laminar (lat. lamen = the layer). The frictional force Ff, necessary to displace the upper plate with surface area A with constant velocity u parallelly, is proportional to the surface area A and the velocity gradient du,/d y :
With the shear stress 5 r=py
-+
p=
= Ff/A [Pa], Newton's Law of friction (1723) can be derived (1.41)
5/y
For the velocity gradient dv,/dy the term shear rate
X
i is used. The proportion-
Fig. 1.27 Illustration of Newton's Law o f friction. A linear velocity gradient results o f sliding liquid layers
7.5 Short Introduction to Rheoloby
ality factor p is the dynamic viscosity with the dimension Pas (Pascal seconds) = Nsjm2
kgj(ms).
Fluids for which a proportionality betwecn r and ;. exists arc k n o w n as Newtonian fluids. For such fluids the dyriarriic viscosity is a material constant, which is only tcmpcrature dependent. Thcir tcmperature dcpcndence can be well described by an Arrhcriius relationship. For othcr liquids. in particular rererenceinvariant representations, see [431]. Liquids for which Newton'sLaw of friction according to cquation (1.41)does not apply, are known as nori-Newtonian fluids. The viscosity of liquids is a material property, whose value can span several orders of magnitude. Whereas. for cxamplc. the surfacc tcnsion CI and the density y of liquids differ not more than by a factor of 3 from one another (e.g. of methanol and water and 11 of methanol and concentrated sulfuric acid), the differences in thc viscosity between watcr and e.g. sugar syrup at room temperature amounted to 5 x lo4!This fact has a large influence on flow behaviour and on momentum. mass and heat transfer.
,I'
1.5.2
Non-Newtonian Liquids
In general the viscosity of a liquid can depend upon three parameters: (1.42) if pressure p, which fiist becomes significant at very large liquid pressures (e.g. in drilling slurries), will not be considered here. In non-Newtonian liquids, p is not only a physical constant which is dependent upon temperature. but also depends upon and under certain circumstances upon t. Such liquids are classified according to their flowbehavior (seeTable 1.4 and D I N 1342;l & 2 DIN 13 342):
>
Tab. 1.4
Classification o f the rheological behaviour o f fluids
p =f(matter, T )
Newtonian non-Newtonian
r p =f(matter,T, -
pseudoplastic
y)
........... thixotropic
gingham plastic Ostwaldde Waele Fluid
dilatant
viscoelastic
........... rheopectic
4
I
51
52
I
I Stirring, General
I f
Fig. 1.28 Typical viscosity behaviour of different liquid classes. Left: flow curves, right: viscosity curves. (1) and (2): Newtonian liquids ( p 2 > p , ) (3) dilatant, (4) pseudoplastic viscosity behaviour
I. The viscosity is independent of the duration of the shear stress. 11. The viscosity is dependent upon the duration of the shear stress. 111. The liquid behaves in part as a solid body.
The graphic representation of the flow behavior in the form ~ ( jis) known as a flow curve and in the form p ( i ) as a viscosity curve. The two forms of representations are compared in Fig. 1.28 for two Newtonian liquids of different viscosities (,u2> pl) and for two non-Newtonian fluids of material class I. The first material class consists of three sub-classes: 1.1 Bingham plastics, 1.2 pseudoplastic (shear-thinning) liquids,
1.3 dilatant (shear-thickening)liquids.
ad 1.1: The rheological behavior of pastes only differ from liquids in that pastes exhibit a yield stress ‘to. The shear stress T must exceed a yield value TO before the fluid deforms and flows. The friction law for such pastes is written as follows: 7 - 70
= pplastY
(1.43)
If blast = constant, it is a Bingham plastic. This class of materials includes mineral slurries, highly concentrated suspensions of fine particles, meat soup extracts and the activated sludge in waste water purification. If the yield value is first exceeded at a particular shear rate, this is termed Herschel-Buddey viscosity behavior, an example being tomato soup concentrate [ 361. ad 1.2: Pseudoplastic liquids form the largest group of non-Newtonian liquids. Under shear stress the solid aggregates of a liquid/solid of liquidjliquid dispersion
1.5 Short Introduction to Rheology
(e.g. paints, toothpastes) break down into individual particles, which orientate themselves in the flow direction. The intertwined chains of macromolecules in a polymer solution (or melts) are stretched in the flow direction; e.g. spherical erythrocytes in blood are deformed lengthwise in the flow direction. In these cases the viscosity is reduced by shearing, see the dashed curves (4) in Fig. 1.28. In a number of polymer solutions (e.g. aqueous polyacrylamide (PAA) solutions [ 1951) a Newtonian flow behavior is observed at very low and extremely high shear rates j . The constant viscosity at very low j is known as the zero-shear viscosity puo A unequivocal relationship exists between p,, and the molecular weight of the polymer [ 3051. If, in a double logarithmic plot of the viscosity curve, a straight line with a slope m < 1 is found (see dashed curve (4) in Fig. 1.28, right side), this liquid is termed an Ostwald - de Waele fluid, whose viscosity curves obey the so-called “power law”:
K is the consistency index; m is the flow index; peff is the effective viscosity. In the case of non-Newtonian fluids the viscosity p - inclusively that obeying the so-called “power law” - represents a local quantity, linking the local shear stress t and the local shear rate j acording to 7 = p j . The term “effective viscosity” stresses these facts. Classical model liquids of this type are aqueous solutions of carboxymethyl cellulose (CMC), polyacrylamide (PAA),Carbopols@(strongly acidic acrylic acid polymer from Goodrich) etc. If the power characteristics Ne( Re) for Newtonian and non-Newtonian fluids are determined under otherwise identical geometric conditions, the curves coincide, if the Reynolds number is formed with an effective viscosity p e p According to the concepts of Metzner and Otto [366] the stirrer speed n is directly proportional to the shear rate j : jeR = kn
(1.45)
The proportionality constant k depends upon the stirrer type. For propeller stirrers k = 10 [68], for turbine stirrers k = 11.5 and pitched-blade stirrers k = 13 [104]. For blade stirrers k = 2.5, for cross-beam stirrer k = 4.1 and for helical ribbon stirrer k = 6.0 [411]. Calderbank [66] found that when turbine stirrers were used with Bingham and pseudoplastic fluids k = 10 and when used with dilatant liquids k = 12.8 (d/D)’.’. Lower k values were found as the viscoelastidty of fluids increased [104]. In the case of close-clearance anchor stirrer k depended upon the wall clearance [241. Consequently, for fluids which obey a power law, equation (1.44) can be rewritten as: (1.46)
I
53
54
I
I Stirring, General
If the Reynolds number is, for example, not formulated with ii,ffbut with the expression according to equation ( 1.46), the following expression is obtained: (1.47) If an analogy is assumed between the pressure loss characteristic of the pipe flow of a non-Newtonian fluid and the power characteristic of a stirrer, the following expression for f(Re,ff, m ) follows: (1.48)
which for K = p and m = 1 becomes Re 5
nd2p
-.
P
The great disadvantage of taking peE into account according to equation (1.46) lies in the fact, however, that the dimension of K depends upon the value of rn: [ K ] = ML-1Tm-2.This fact infringes the principle of consistency of physical quantities and leads - in case of a temperature dependent viscosity - to the situation that &.a/& is not dimensionless. That value of peR should therefore be used that corresponds to the effective shear rate in the measured viscosity curve pea($) = peff(kn). A further possibility of obtaining pertinent peffvalues is given by the determination of the power characteristic in the non-Newtonian fluid concerned, because in the laminar flow range Ne cc Re-’ applies, see e.g. [ 1041. ad 1.3: In so-called dilatant (shear-thickening) liquids the apparent viscosity increases with shear stress, see the dash-dotted curves (3) in Fig. 1.28. If the viscosity curve obeys a power law in double logarithmic scale, this gives a straight line with a slope m > 1. Classical examples of dilatant viscosity behavior: beach sand, quick sand, starch slurries in water, PVC plastisols (thickly packed PVC particles in plasticizers), titanium dioxide suspensions. Dilatant viscosity behavior comes about, because under shear stress the particles are pressed apart, whereupon large cavities are formed, which are less “lubricated’. This flow behavior is to be avoided in the chemical industry and should be circumvented e.g. by changing the recipe. The second class of materials consists of two subclasses: 11.1 thixotropic liquids, 11.2 rheopectic liquids.
If in non-Newtonian liquids the “structure” of the liquid is destroyed upon increasing j , hysteresis curves are observed as shown in Fig. 1.29. The behaviour of these liquids depends not only on the time of shear but also on the past shear and thermal history. Pseudoplastic liquids of this kind are named thixotropic, and dilatant liquids are referred to as rheopectic. The longer the duration of shear, the stronger is the destruction of the liquid structure, and the longer it takes to restore it.
7.5 Short Introduction t o Rheology I55
Fig. 1.29 Typical behaviour of fluid classes with viscosities depending on time of shear. Left curves: thixotropic fluid, right curves: rheopectic fluid
A
Figure 1.30 shows a prime example of this behavior: Up to the critical point the same viscosity curve is followed if the shear rate is decreased. After the critical point on the viscosity curve has been passed, the fluid is partly “destroyed’. and upon reducing the shear rate the old viscosity is no longer obtained. The third class of materials only comprises: [II. viscoelastic liquids.
Many liquids also possess elastic properties in addition to viscous properties. This means that the distortion work resulting from a stress is not completely irreversibly converted into frictional heat. but is stored partly elastically and reversibly. In this sense they are similar to solid bodies. The liquid strains give way to the mechanical shear stress in a similar way as do elastic bands by contracting. This is shown e.g in shear experiments (Fig. 1.27) as a restoring force acting against the ihcar force. which at the sudden ending of the effect of the force. moves back the platc to a certain extent. A borderline case of viscoelastic behavior is the so-called linear viscoelastic behavior. which is observed upon small deformations ;and deformation rates ?. For such behavior the viscous contribution follows the Newton Law of friction ( T = ~ q )) , and the clastic contribution follows Hooke’s law ( T = Go,) A law can be derived therefrom for an unsteady laminar flow, which describes the behavior of a so-called M ~ Xcll U body: r
+ ioi- / l o ; .
iO po/Go - relaxation time 7
(1.49)
56
I
7 Stirring, General
30
20
10
0 2
5
10'
5
2
lo2
2
103
Destruction o f the liquid structure of a special oil 57/FS4/1 after passing the critical point on the viscosity curve; from [425].
Fig. 1.30
In industrially interesting flows a non-linear-elasticbehavior is generally observed, since the deformation y and deformation rate j are not small and the above statements do not apply. In this case the following procedure provides a solution. In viscoelastic fluids in the case of steady-statelaminar flow, normal stresses are observed in all three directions in addition to shear stress 7 = 021 = p i : in the flow direction:
Qll
+p
perpendicular to the flow direction:
022
+p
and a33+ p
The isotropic pressure p can be eliminated by formation of normal stress differences: 1. normal stress difference: N1 2. normal stress difference:
= 011 - a22
(1.50)
Nz = (722 - a33
(1.51)
Since N2 values are always smaller than N1 values, see e.g. [195], it would be sufficient for many processes, if only Nl were taken into account. The normal stress differences are independent of flow direction and under laminar flow (low j ) are
7.5 Short introduction to Rheology
I
57
proportional to f 2 . By analogy with equation (1.41) for the Newtonian viscosity p = T / $ , normal stress coefficients w1 = N l / j 2 and w2 = N z / j 2 are occasionally used, whose dependence upon the shear rate I,Y( j ) describes the non-linear-elastic behavior of the fluid. For the correct representation of the viscoelastic behavior of a fluid from the viewpoint of dimensional analysis, however, the ratio of the normal stress coefficients to the shear stress is used. The so-calledWeissenburg number is defined as: Wil
= Nlfr
(1.52)
In Fig. 1.31 the Wil values are represented as a function of 1; for the most often used model polymer solutions. Frequently a characteristic relaxation time 3, is formed to describe the viscoelastic behavior. It is a measure of the time, which is necessary to convert reversibly stored elastic energy into frictional heat:
1 = N1/(2rj)= Wi/(2f)
(1.53)
As a result of the tendency to give way to the mechanical shear stress, viscoelastic fluids behave oddly in many processes. The Weissenberg effect is well known in which the liquid creeps up the rotating shaft (impressive photographs thereof are contained e.g. in [585] and [36]).This behavior often causes secondary flows which, due to the inertial forces, work in the opposite direction. This can be particularly observed in the flow field round a rotating sphere [155] or in the funnel-shaped outlet or a hole on flat ground [36, 154, 4961. If a viscoelastic liquid is gassed, the gas bubbles are transported away from the zone with intensive shearing into a zone with low shearing, which weakens bubble coalescence. 1.5.3
Dimensionless Representation of Material Functions
As a rule process engineering measurements in the laboratory are carried out with the aim of supplying design data for the industrial plant. For this purpose it is required that a complete similarity exists between the process on laboratory-scale and that on industrial-scale, which is expressed in identical numerical values for the process-describingnumbers: lTi = idem (see Section 1.6, Dimensional analysis). Assuming that a non-Newtonian fluid participates in the process and the Reynolds number ReeE = nd2p/peR is the applying process number. Since peR depends for its part on the shear stress and consequently on the operating conditions, this must be taken into account in an additional material characteristic, which takes into consideration the rheological circumstances. Pawlowski [428,4291 indicated that the rheological properties of many nonNewtonian fluids can be described by material parameters, whose dimensional matrix had the rank of 2. By reasonable combination these material parameters could be transformed into two dimensional material constants:
58
I
7 Stirring, General
PAA Seperon AP3O
10-1
100
10’
102
103
:
[s-ll
Fig. 1.31 Wil ( j ) dependences for the most used model polymer solutions. T = 20-25°C. Upper plot: aquaeous PAA and CMC solutions; from [195]; middle and lowest plot: W i ( j ) and ,ueff(j)for aquaeous xanthan 2.5% and PAA 1 .O and 1.5% solutions, resp.; from [196].
7.5 Short
lntroduction t o Rheology
I
59
Tab. 1.5 pi-framework for heat transfer characteristic in a Newtonian and a non-Newtonia fluid. 1: temperature independent, 2: temperature dependent viscosity Newtonianfluid
non-Newtonianfluid
H - a characteristic viscosity constant, and 0 - a characteristic time constant
and optionally in a set of dimensionless material numbers dimensional-analyticalrelevance list is given by:
whereby the
(1.54) For the transition from Newtonian to non-Newtonian liquid the following consequences with regard to the complete n set follow:
a) all numbers containing ,u are now formulated with the dimensionally identical value H (e.g. po and p c s , resp.); b) a single process number is added which contains 8, e.g. l / j , c) the pure material numbers are increased by &he+ These facts are illustrated by the heat transfer characteristics of a smooth straight tube in Table 1.5. Case 1 stands for the temperature-independent and case 2 for the temperature-dependent viscosity. In case 2, yH = 6 In H/6T and ye = 6 In 8/6T are added. AT stands for the temperature difference between the liquid and the wall. Between the generally used expression p / p W(w = wall) and yHAT the followinglink exists: p/pw = eXp[-yH(T - T.,,,)]. (The symbol yH represents the temperature coefficient of the viscosity, in analogy with the temperature coefficient of the density Po.) Since the rheological material properties of an industrial fluid are usually incompletely known, it is indispensable to carry out model experiments with the same substance, which is to be used on an industrial scale. The process then takes place in a n space thanks to nmaterial = idem
(here PrH = idem) and
nrheo] = idem
which compared with the Newtonian case is only extended by a single parameter (namely uO/L). Upon scale-up from the model to a large scale, however, a complete similarity cannot be retained when the same material system is used, since, taking the abovementioned example, in keeping p, H, 8 = idem, ReH = puL/ H and at the same time u O / L cannot be kept idem. It is therefore recommended that the same substance be used, but that the model-scale be varied, to arrive at a safe scale-up rule. Pure
60
I
1 Stirring, General
Xanthane A ,,Rhodigel"
,v 2
lo-'
0,5 0,041 0,70 0,58 1 0,1141 0~86 0-5 -
2
0,6
1
1,3
0.35
-
1
1oo
10'
(jdyJ(1-m)
Fig. 1.32 Material functions o f different polymer solutions whose viscosities obey the power law; from [195].
hydrodynamic processes in the range of creeping ( p irrelevant) stationary and isothermal flow are an exception. Here mechanical similarity is achievable despite constant material properties, see example A10 in [636]. The material functions of pseudoplastic fluids, whose viscosities obey the power law (Ostwald-de Waele fluids), can according to the above be represented dimensionally analyhcaly correctly as follows:
j l = ( K / , U ~ ) ~ / (is~here ~ " ) the characteristic shear rate, see Fig. 1.32.
An analogous representation for the viscoelastic fluids is possible, see Fig. 1.33. For the experimental determinations of the rheological material properties the literature has to be consulted [195, 387, 5691. For viscous and viscoelastic properties of fermentation broths see [ 1941.
1.6
Short Introduction to Dimensional Analysis and Scaleup 1.6.1
Introduction
The process engineer is generally concerned with the industrial implementation of processes in which chemical or microbiological conversion of materials is cou-
1.6 Short Introduction to DimensionalAnalysis and Scale-Up
4-
Wi Wio
1-
0.4 -
Fig. 1.33 Material functions of polymer solutions from Fig. 1.31, upper plot, which exhibit a viscoelastic viscosity behaviour; from [195].
pled with the transfer of mass, heat, and momentum. These processes are scaledependent, i.e. they behave dfferently on a small-scale (in laboratories or pilot plants) and on a large-scale (in production). They include heterogeneous chemical reactions and most unit operations (e.g., mixing, screening, sifting, filtration, centrifugation, grinding, drying, and combustion processes). Understandably, chemical and process engineers have always wanted to find ways of simulating these processes in models to gain insights that will assist them in designing new industrial plants. Occasionally, they are faced with the same problem for another reason: an industrial facility already exists but does not function satisfactorily and suitable measurements have to be carried out on the model-scale to discover the cause of the difficulties and provide a solution. Irrespective of whether the problem involved represents a “scale-up”or a “scaledown”, certain important questions always apply: 1. How small can the model be? Is one model sufficient or should tests be carried out on models of different sizes? 2. When must or when can physical properties differ? When must the measurements on the model be carried out with the original material system? 3. Which
I
62
I
7 Stirring, General
rules govern the adaptation of the process parameters in the model measurements to those of the full-scale plant? 4. Is it possible to achieve complete similarity between the processes in the model and those in the full-scale counterpart? These questions touch the fundamentals of model theory, which is based on dimensional analysis. Although they have been used in the field of fluid dynamics and heat transfer for more than a century - cars, aircraft, vessels, and heat exchangers were scaled up according to these principles - they have only been applied to a limited extent in most areas of process technology, although stirring technology represents a notable exception. 1.6.2 Dimensional Analysis 1.6.2.1 Fundamentals
Dimensional analysis is based on the recognition that a mathematical description of a physico-technological problem can be of general validity only when it is formulated dimensionally homogeneously. 1.6.2.2 Dimensions and Physical Quantities
A dimension is a purely qualitative description of a perception of a physical entity or a natural appearance. A length can be experienced as a height, a depth, a breadth. A mass presents itself as a light or heavy body, time as a short moment or a long period. The dimension of length is L, the dimension of mass is M , etc. Unlike a dimension, a physical quantity represents a quantitative description of a physical property (e.g. a mass of 5 kg). It consists of a measuring unit and of a numerical value. The measuring unit of length can be a metre, a foot, a cubit, a yardstick, a nautical mile, a light year, etc. The measuring unit of energy can be e.g. Joule, cal, eV, etc. Therefore it is necessary to establish the measuring units in a appropriate measuring system. 1.6.2.3 Primary and Secondary (Derived) Quantities; Dimensional Constants
A distinction is made between primary or base quantities and secondary quantities derived from them. The base quantities are based on standards and are quantified by comparison with them. The secondary quantities are derived from the primary ones according to physical laws, e.g. velocity = length/time. All secondary measuring units must be coherent with the base units, e.g. the measuring unit of velocity must not be miles/hr or km/hr but m/s! If a secondary quantity has been established by a physical law, it can happen that it contradicts another one. Example: According to Newton's 2nd law of motion, the force F is expressed as a product of mass m and acceleration a: F = mu, having the measuring unit of [ kg m/s2 = N]. According to Newton's law of gravitation, the force is defined by F cc mlm2/r2,thus leading to completely another measuring unit [ kg2/m2]. Therefore, the gravitational constant G, a dimensional constant, had to be introduced to ensure dimensional homogeneity of the latter equation: F = Gmlm2/r2.
1.6 Short Introduction to Dimensional Analysis and Scale-Up
Base quantities, their dimensions and corresponding base units according to the currently valid International System of Dimensions, SI
Tab. 1.6
Basic quantity
basic dimension
basic measuring unit
Length Mass Time Thermodynamic temperature Amount of substance Electric current strength
L M T 0 N I
Luminous intensity
I
metre kilogram s second K kelvin mol mole A ampere cd candela m
kg
A further example is the universal gas constant R , the introduction of which ensures that in the perfect gas equation of state pV = nRT the secondary unit for work W = p V [ M L 2 T 2 ]was not violated. Another class of derived quantities is represented by the dimensional coefficients in the transfer equations of momentum, mass and heat. These are so-called “definition quantities”, established by the respective physical equations and are only determinable via measurement of their constituents. 1.6.2.4 Dimensional Systems
A dimensional system consists of all primary and secondary dimensions and corresponding measuring units. The currently valid International System of Dimensions (“Syst6me International dunitks”; SI) is based on seven base dimensions. They are presented in Table 1.6 together with their corresponding base units. Table 1.7 lists the most important secondary dimensions, and Table 1.8 refers to some frequently used secondary units which have been named after famous researchers. 1.6.2.5
Dimensional Homogeneity of a Physical Content
The aim of the dimensional analysis is to check whether the physical content in examination can be formulated in a dimensionally homogeneous manner or not. The procedure necessary to accomplish this consists of two parts: First, all physical parameters are listed, which are necessary to describe the problem. This so-called “relevance list” of the problem consists of the target quantity in question and all of the parameters which influence it. In general only one target quantity must be considered it is the only dependent variable. On the other hand, all the influencing parameters must be primarily independent of each other. In the second step the dimensional homogeneity of the physical content is checked by transferring it in a dimensionless form. Note: A physical content which can be transformed in a dimensionless expression is dimensionally homogeneous! The information given hitherto will be made clear by a well-known example:
I
63
64
I
7 Stirring, General
Most important secondary quantities and their dimensions in mechanical and thermical process engineering Tab. 1.7
secondary quantities
dimension
surface volume angular velocity shear rate frequency velocity acceleration kinematic viscosity diffusion coefficient temperature conductivity density surface tension dynamic viscosity momentum force pressure, tension angular momentum mechanical energy work, torque power specific heat heat conductivity heat transport coefficient
L2 L3
T-'
-'
LT LT-2 L ~ T - ~
ML-3 MT-~ M L - l T-'
MLT-' MLT-~ ML-' T - 2 M L T-' ~ ML~T-~ MLZT-' L2T-20-1 MLT-30-' MT- 3 0-1
What determines the period of oscillation of a pendulum? We should first draw a sketch depicting a pendulum and write down all the quantities which could be involved in this question. It may be assumed that the period of oscillation 0 of a pendulum depends on the length 1, and mass m of the pendulum, the gravitational acceleration g and the amplitude of swing c(: Our aim is to express 0 as a function of 1, m,g and a: (1.55)
Important secondary quantities and their dimensions and measuring units in mechanical engineering, named after famous researchers Tab. 1.8
second. quantity
dimension
measuring unit
name
Force Pressure Energy Power
MLT-2 ML-~T-~ ML~T-~ ML2T-3
kg m s-' = N kg rn-l s-2 e Pa kg mz s-' = I kg rn2 s-3 = W
Newton Pascal Joule Watt
x
I . G Short lntroduction to Dimensional Analysis and Scale-Up
Fig. 1.34 Sketch o f the pendulum
Can this function be dimensionally homogeneous? No! It is evident that the base dimension of mass M only occurs in the mass m itself. Changing this base unit, e.g. from kilograms to pounds, would change the numerical value of the function. This is unacceptable. Either our list should include a further variable containing M, or else mass is not a relevant variable. If we assume the latter, the above relationship is reduced to:
Both 1 and g incorporate the base unit of length. When combined as a ratio l/g they become dimensionless with regard to L and thus independent of changes in the base unit of length
Since the angle IX has no dimension, we are left with the dimension Ton the lefthand side of the equation and T2 on the right. To remedy this, we will have to write This expression will keep its dimension [TI only if it remains unchanged, so we have to take it out of the function f,and we obtain finally:
a.
em
=
f (4
(1.58)
Tab. 1.9 The relevance list for the period of oscillation of a pendulum
Physical quantity
Symbol
Dim
Period of oscillation Length of pendulum Mass of pendulum Grav. acceleration Amplitude (angle)
e
T
1 m g
M
U
L
LT-~ -
I
65
66
I
1 Stirring, General
The dependence between four dimensional quantities, containing two base dimensions ( L and T ) in their dimensions, is reduced to a 4 2 = 2 parametric relationship between dimensionless expressions (n numbers, pi-numbers)! This equation is the only statement that dimensional analysis can offer in this case. It is not capable of providing information on the form o f f . The integration of Newton's equation of motion for small amplitudes leads to f = 2x and is independent of a. The relationship can now be expressed as: ~
The elegant solution should not leave the impression that dimensional analysis can be used to solve every problem at the desk. To treat this example by dimensional analysis, the knowledge of the acceleration due to gravity g = 9.81 m/s2 had to be known. Sir Isaac Newton derived it from Kepler's laws of planetary motion in 1665. From the above example we learn that a transformation of a physical dependency from a dimensional into a dimensionless form is automatically accompanied by an essential compression of the statement: The set of the dimensionsless numbers is smaller than the set of the quantities contained in them, but it describes the problem equally comprehensively. In the above example the dependency between 4 dimensional parameters is reduced to a dependency between only 2 dimensionsless numbers! This is the proof of the so-called pi-theorem (pi after n, the sign used for products), which states: 1.6.2.6 The pi-Theorem
Every physical relationship between n physical quantities can be reduced to a relationship between m = n - r mutually independent dimensionless groups, whereby r stands for the rank of the dimensional matrix, made up of the physical quantities in question and generally equal to the number of the base quantities contained in them. 1.6.3
The Determination of a pi-Set by Matrix Calculation 1.6.3.1
The Establishment o f a Relevance List of the Problem
As a rule, more than two dimensionless numbers will be necessary to describe a physical technical problem and therefore they cannot be derived by the method described above. In this case the easy and transparent matrix transformation introduced by J. Pawlowski [429] is increasingly used. It will be demonstrated by the following stirring example. Which is the pi-set for the mixing power of a stirrer? In this case, too, we first draw a sketch of the apparatus, Fig. 1.35. We consider an arbitrary stirrer in a baffled vessel filled with a liquid. Then we facilitate our work by proceeding systematically: For this, the influencing parameters will be devided into three groups: geometrical, material and process related parameters:
1.G Short Introduction to Dimensional Analysis and Scale-Up 167
Fig. 1.35
Sketch of a mixing vessel with a blade stirrer
P ,‘7
,n
v
1 I
mixing power P 1. Target quantity: 2. Parameters a) geometrical: stirrer diameter d b) physical properties: fluid density y kinematic viscosity v c) process-related stirrer speed n
Thus we obtain the following relevance list:
We interrupt the procedure by asking an important question concerning the determination of the characteristic geometric parameter. 1.6.3.2 Determinationof the Characteristic Geometric Parameter
It is obvious that we could name all the geometric parameters indicated in the sketch. They were all the geometric parameters of the stirrer and of the vessel, especially its diameter D and the liquid height H. In the case of complex geometry such a procedure would compulsorily divert from the problem. It is therefore advisable to introduce only one characteristic geometric parameter, knowing that all the others can be converted into dimensionless geometric numbers by division with it. As the characteristic geometric parameter in the above case the stirrer diameter
68
1
I Stirring. General
was introduced. This is reasonable. One can imagine how the mixing power would react to an increase of the vessel diameter D: It is obvious that from a certain D on, there would be no influence from it, but a small change of the stirrer diameter d would always have an impact! We now proceed in solving our example: 1.6.3.3 Constructing and Solving of the Dimensional Matrix
In transforming the five physical quantities in the relevance list proposed in (1.59), a so-called dimensional matrix has first to be constructed. To minimize the calculation effort, the following advice should be followed a) The dimensional matrix consists of a square core matrix and a residual matrix. b) The rows of the matrix are formed of the base dmensions, contained in the dimensions of the quantities; they will determine the rank r of the matrix. The columns of the matrix consist of the physical quantities (parameters). c) The quantities contained in the square core matrix may eventually appear in the denominators of all the dimensionless numbers formed, whereas each element of the residual matrix will form the numerator of a single dimensionless number. For this reason the residual matrix should contain the essential variables such as the target quantity and the most important physical properties and process-related parameters. d) By the (simple!) matrix calculation (linear transformations), the core matrix is transformed into a unity matrix: The main diagonal consists only of ones and the remaining elements are all zero. One should therefore arrange the quantities in the core matrix in a way to facilitate this procedure. e) After the generation of the matrix of unity, the dimensionless numbers are created as follows: Each element of the residual matrix forms the numerator of a fraction while its denominator consists of the fillers from the matrix of unity with the exponents indicated in the residual matrix. We now proceed with solving our example: The dimensional matrix reads:
d
P
Mass Length Time
M L T
1
-3 0
0 1
0
core matrix
n
P
0 0
-1
1 2 -3
V
0
2
-1
residual matrix
Only one linear transformation is necessary to transform -3 in L-row/p-column into zero. The subsequent multiplication of the T-row by -1 transfers -1 to 1:
1.G Short Introduction t o Dimensional Analysis and Scale-Up
I
69
Tab. 1.11
Solving o f the dimensional matrix I
1
I
-T
1
unity matrix
residual matrix
The residual matrix contains only two parameters, therefore only two result:
nl
P
-
P
p 1 n 3 d s pn3d5
3
Ne (Newton number) (Reynolds number)
n numbers (1.GO)
(1.61)
The interdependence of 5 dimensional quantities of the relevance list (1.59),reduces to a set of only 5 - 3 = 2 dimensionless numbers:
{Ne, Re} or f ( N e , Re) = 0
(1.62)
thus again confirming the pi-theorem. 1.6.3.4
Determinationof the Process Characteristics
The hnctional dependency, Eq. (1.62), is all that dimensional analysis can offer here. It cannot provide any information about the form of the function f . This can only be obtained experimentally. These experiments can however be carried out in a considerably simpler manner, since not the individual parameter but the numerical value of the process number Re has to be vaned. This can be achieved by varying the stirrer speed n, the stirrer diameter d or the kinematic viscosity v. It is simplest to vary the kinematic viscosity, which can be varied over orders of magnitude in liquid mixtures of water and glycerine or molasses. In this way measurements were carried out to determine the power characteristic Ne(Re) of a blade stirrer of fixed geometry in a tank, see Fig. 1.36. Several extremely interesting findings can be obtained from this graph: 1) In the range Re < 20 the proportionality Ne x Re-' is found, thus resulting in the expression NeRe = P / ( p n 2 d 3 ) = const. Density is irrelevant here - we are dealing with the laminar flow region. 2) In the range Re > 50 (vessel with baffles) or Re > 5 x lo4 (unbaffled vessel) a constant Newton number Ne 5 P / ( p n 3 d 5 )is found. In this case, viscosity was irrelevant - we are dealing with a turbulent flow region.
70
I
7 Stirring, General
Fig. 1.36: Power characteristic of a blade stirrer with a given geometry ( b / d = 1) and installation conditions ( D / d = 2; H / D = 1); b - blade height.
3) Understandably, the baffles do not influence the power characteristics within
the laminar flow region. However, their influence is extremely strong at Re > 5 x lo4. Here, the installation of baffles under otherwise unchanged operating conditions increases the power consumption of the stirrer by a factor of 20! 4) Stirring in unbaffled tanks produced liquid rotation and the formation of a liquid vortex. Experimental results showed that the acceleration due to gravity g and hence the Froude number Fr = n2d/g had no influence under such conditions. This was confirmed by the points on the lower Ne(Re)curve, where the same Re value was set for liquids with dtferent viscosities. This could only be done by a proportional change in stirrer speed. Thus for Re = idem Fr # idem, but this had no influence upon Ne:g was therefore irrelevant! 1.6.4 Fundamentals of the Model Theory and Scale-Up 1.6.4.1 Model Theory
The results in Fig. 1.36 obtained by changing the kinematic viscosity and the stirrer speed could have also been acquired by changing the stirrer diameter: It does not matter, by which means a relevant number is changed. This is clear evidence that the representation of a physico-technological problem in a dimensionless form is independent of scale - “scale-invariant’’- and this presents the basis for a reliable scale-up: According to model theory two processes are considered completely similar to one another if they take place in geometrically similar spaces and if all the dimensionless numbers necessary to describe them have the same numerical value (ni = identical or “idem”).
7. G Short lntroduction to Dimensional Analysis and Scale-Up
In other words, a reliable scale-up of a desired process condition from a model to full-scale can be accomplished only if the problem was formulated and dealt with according to the dimensional analysis. 1h4.2 Model Experiments and Scale-Up
In the above example a process characteristichas been developed, which represents so to speak a visiting card of the process. This often expensive and time-consuming method is however unnecessary, if a given process condition has only to be scaledup from the model to the industrial plant (or vice versa). Take for example the above example and assuming that the Ne(Re) characteristic in Fig. 1.36 is not known. The task is to predict the power consumption of a blade stirrer of d = 2 m, installed in a baffled vessel of D = 4 m (D/d = 2) and rotating with n = 10 min-'. m2/s. Let the kinematic viscosity of the liquid be v = 1 x Let us assume - and this is essential - that the flow condition in this case is governed solely by the Reynolds number and that the process is described by an unknown dependence Ne( Re). Then one can calculate the Re number of the industrial plant: Re = n d 2 / v = 6.7 x lo3
Let us further assume that we have a geometrically similar laboratory device of D = 0.2 m and d = 0.1 m and that the stirrer speed can be arbitrarily chosen. Which must be the stirrer speed to obtain Re = idem using water (v = 1 x lop6 m2/s)as model liquid? The answer is
nd2/v = 6.7 x lo3
+
n = 40 min-'.
Under these conditions the stirrer power must be measured and the power number Ne = P/(pn3d5)calculated. We find Ne = 8.0. Since for Re = idem Ne = idem applies, the power consumption Pr of the industrial stirrer can be calculated
From Ne = 8.0 found in laboratory measurement, the power P of the blade stirrer of d = 2 m and a rotational speed of n = 10 minp' is calculated as follows: P = Nepn3ds = 8.0 x 1 x lo3 x (10/60)3x l 5= 1,185 W
1.2 kW
We realize that in scale-up the comprehensive knowledge of the functional dependency f ( I I i ) = 0 - like that in Fig. 1.36 - is not necessary. All we need is to know which pi-space describes the process. The scale-up can then be reliably undertaken, if a deeper insight into the relationships from the dimensionally analytical point of view is provided and these relationships are proved by appropriate measurements.
I
71
72
I
7 Stirring, General
1.6.5
Remarks Regarding the Relevance List and Experimental Technique 1.6.5.1 Consideration o f the Acceleration Due to Gravity g
If a natural or universal physical constant has an impact on the process, it has to be incorporated into the relevant list, whether it will be altered or not. In this context the greatest mistakes are made with regard to the gravitational constant g. This is all the more surprising, since the significance of the acceleration due to gravity can be rapidly recognized, if the following question is posed: Would the processfunction dijfterentlyfi it took place on the moon instead of on Earth? If the answer to this question is affirmative, g is a relevant variable. The gravitational acceleration g can be effective solely in connection with the density as gravity gp. When inertial forces play a role, the density p has to be listed additionally. Thus it follows that: a) In cases involving the ballistic movement of bodies, the formation of vortices in stirring, the bow wave of a ship, the movement of a pendulum and other processes affected by the Earth‘s gravity, the relevance list comprises gp and p. b) Creeping flow in a gravitational field is governed by the gravity gp alone. c) In heterogeneous physical systems with density differences (sedimentation or buoyancy), the differences in gravity g A p and p play a decisive role. 1.6.5.2
Introduction of Intermediate Quantities
Many engineering problems involve several parameters which impede the elaboration of the pi-space. Fortunately, in some cases a closer look at a problem (or previous experience) facilitates reduction of the number of physical quantities in the relevance list. This is the case when some relevant variables affect the process by way of a so-called intermediate quantity. Assuming that this intermediate variable can be measured experimentally, it should be included in the problem relevance list, if it replaces more than one variable from the list. The fluid velocity u in pipes - or the superficial gas velocity UG in mixing vessels or in bubble columns - presents a well known intermediate quantity. Its introduction in the relevance list replaces two other quantities (throughput q and the diameter D), since u a q / D 2 and UG cc q G / D 2 , respectively. The impact, which the introduction of intermediate quantities can have on the relevance list, is convincingly demonstrated by the treatment of the homogenisation characteristic for mixtures with density and viscosity differences, c.f [GlG] and section 3.4.2. 1.6.5.3 Dealing with Material Systems of Unknown Physical Properties
Particularly when dealing with foams, slurries and slimes one is confronted with the problem of not being able to list the physical properties, because they are unknown and therefore cannot be quantified. This situation, which has increased very considerably in seriousness with the emergence of biotechnology, often leads to the opinion that dimensional analysis would “fail” in such cases.
1. G Short Introduction to Dimensional Analysis and Scale-Up
It is obvious that this conclusion is wrong: The dimensional analysis is a method based on logical and mathematical fundamentals. If relevant parameters cannot
be listed because they are unknown, one cannot blame the method. The only solution is to perform the model measurements with the same material system and to change the model scales. 1.6.5.4
Experimental Methods for Scale-Up
In the Introduction a number of questions were posed which are often asked in connection with model experiments. 1. How small can a model be? The size of a model depends on the scale-factor LT/LM, and on the experimental precision of measurement. Where LT1L.M = 10, a measurement accuracy of f10% may not suffice. Therefore a larger modelscale will have to be chosen to reduce the scale-factor. 2. Is one model-scale sufficient or should tests be carried out on models of different sizes? One model-scale is sufficient if the relevant numerical values of the dimensionless numbers necessary to describe the problem (the so-called “process point” in the pi-space describing the operational condition of the technical plant) can be adjusted by choosing the appropriate process parameters or physical properties of the model material system. If this is not possible, the process characteristics must be determined in models of different sizes, or the process point must be extrapolated from experiments in technical plants of different sizes. 3. When must model experiments be carried out exclusively with the original material system? Where the material model system is unavailable (e.g., in the case of non-Newtonian fluids) or where the relevant physical properties are unknown (e.g., with foams, sludges, slimes and slurries) the model experiments must be carried out with the original material system. In this case measurements must be performed on models of various sizes. 1.6.6 Conclusions
1 h6.1 Short Summary of the Essentials of the Dimensional Analysis and Scale-Up
In short, the advantages made possible by correct and timely use of dimensional analysis are as follows: 1. Reduction of the number of parameters required to describe the problem. The
pi-theorem states that a physical problem can always be described in dimensionless terms. This has the advantage that the number of dimensionless groups which fully describe it is much smaller than the number of dimensional physical quantities. It is generally equal to the number of physical quantities minus the number of base units contained in them. 2. Reliable scale-up of the desired operating conditions from the model to the f d scale plant. According to the theory of models, two processes may be considered
I
73
74
I
I Stirring, Genera/
similar to one another if they take place under geometrically similar conditions and all dimensionless numbers which describe the process have the same numerical value. 3. A deeper insight into the physical nature of the process. By presenting experimental data in a dimensionless form, one distinct physical state can be isolated from the other (e.g., turbulent or laminar flow condition, floating condition, heat transfer by natural or forced convection, etc.) and the effect of individual physical variables can be identified. 4. Flexibility in the choice of parameters and their reliable extrapolation within the range covered by the dimensionless numbers. These merits can be easily recognized if one considers the well-known Reynolds number, Re = d / v , which can be varied by altering the characteristic velocity u, or a characteristic length 1, or the kinematic viscosity v. By choosing appropriate model liquids, the viscosity can be very easily altered by several orders of magnitude. Once the effect of the Reynolds number is known, extrapolation of both D and 1 is possible within the examined range of Re. 1.6.6.2 Area o f Applicability o f the Dimensional Analysis
In order that a physico-technological relationship can be represented by a complete set of dimensionsless numbers, all the relevant physical quantities, which describe the problem, must be known. This requirement presupposes a discussion as thorough and as critical as possible of the process being investigated. In fact the application of dimensional analysis is strongly dependent upon the knowledge available. Pawlowski [in 6381 formulated the following five levels: 1. The physics of the basic phenomenon is unknown. Consequence: Dimensional analysis cannot be applied. 2. Enough is known about the physics of the basic phenomenon to compile a first, tentative relevance list. Consequence: The resultant pi-set is unreliable. 3. All the relevant physical variables describing the problem are known. Consequence: The application of dimensional analysis is unproblematic. 4. The problem can be formulated mathematically. Consequence: A closer insight into the pi-relationship is feasible and may facilitate a reduction of the set of dimensionless numbers. 5. A mathematical solution of the problem exists. Consequence: The application of dimensional analysis is superfluous. It must, of course, be said that approaching a problem from the point of view of dimensional analysis also remains usefil even if all the variables relevant to the problem are not yet known: The timely application of dimensional analysis may often lead to the discovery of forgotten variables or the exclusion of artefacts. By an appropriate combination of the process characteristics of a process, the optimum operating conditions can often be easily ascertained. Use will be made of this at many points in this book, such as e.g. in the determination of the most
1.6 Short Introduction to Dimensional Analysis and Scale-Up
I
75
favorable stirrer type and its optimum operating conditions in the homogenization of liquid mixtures (see Section 3.5), in the optimum removal of reaction heat (see Section 7.5) and in the self-aspirating action of hollow stirrers (see Section 4.12.1). The last example shows that problems exist, for which scale-up of a device is not to be reccomended. In the field of dimensional analysis and scale-up, monographs from Pawlowski [429] and Zlokarnik [638] are available together with a number of publications in the scientific literature, e.g. [632, 639, 6411. For treatment of partial similarity, which is not dealt with in this book, see [634, 3681. The dimensionally analytical treatment of variable material properties is comprehensively dealt with in [431], the dimensionally analytical treatment of rheological material properties is addressed in detail in [428, 6381 and is dealt with in Section 1.5.3 of this book.
Stirring
Theory and Practice Marko Zlokarnik
0Wiley-VCH Verlag GmbH, 2001
76
I 2 Stirrer Power 2.1
Stirrer Power in a Homogeneous Liquid
To operate a stirrer, knowledge is in the first instance required concerning the required power input Pu of the electrical motor. This has to take into account both the stirrer power and all power losses Pv in the shaft bearings, in the gear box and in the shaft seals. In addition the start up power PA has to be included. This considerably depends upon the stirrer type and upon the type of drive (stirrer shaft rigidly or elastically coupled with the motor shaft; belt drive):
Details over the start up power are e.g. available in [285, 333, 4011, those over the power losses in the gear box, in bearings and in seals can be requested from the apparatus manufacturer. This section is solely devoted to the stirrer (shaft) power P. In order to determine the stirrer power P the torque Md and the stirrer speed n have to be known: P = Mdo
w = 2nn - angular
velocity
(2.2)
The torque can be measured e.g. electrically with a torsion shaft with strain gauges or eddy current transducers or mechanically with the swiveling motor. The stirrer speed is indicated by mechanical, electrical (photocell)or optical (stroboscope)instruments. 2.1.1
Newtonian Liquids
The power P of a given stirrer type and given installation conditions (vessel diameter D, liquid height H, stirrer bottom clearance h) in a homogeneous liquid depends upon the stirrer diameter d (as the characteristic length), the degree of baffling, the material parameters of the liquid (density p and dynamic viscosity v) and upon the stirrer speed n. It has been found that the stirrer power is not affected by the formation of a
2. I Stirrer Power in a Homogeneous Liquid
I
77
liquid vortex during stirrer operation in unbaffled tanks, as long as the vortex does not reach the stirrer head and no gas thereby enters into the liquid. Contrary data in [474] could not be confirmed in subsequent research, see extensive measurements in [ 5431. The acceleration due to gravity g, which has a considerable effect on the vortex, is therefore not relevant as regards the stirrer power. The above-mentioneddependence upon dimensional parameters
leads via dimensional analysis to the following, considerably reduced, dependence between dimensionless numbers:
fi( N e , Re, D l d , HID,h l d ) = 0 Ne is the so-called Newton number (ofien termed the power number) and Re is the Reynolds number. These numbers are defined as follows:
P
= pn3d5 -
Newton number
Ne
Reynolds number
Re--
(target number)
nd2p - nd2 P
--
(2.5)
(process number)
V
Dependence (2.4) is called the power characteristic of a stirrer. It had already been presented in Section 1.6.3.4 in connection with its dimensionally analytical generation for a blade stirrer as the geometrically simplest stirrer type, see Fig. 1.36. In Fig. 1.36 three flow ranges can be identified 1. In the range Re < 20 Ne K Re-' applies, i.e. NeRe = P / ( p 2 d 3 )= constant. The density is here irrelevant, we are dealing here with the laminar flow, and the following expression applies:
P = constl n2d3p 2. In the range Re
> 50 (baffled vessel) or Re > 5 x lo4 (tank without baffles)
Ne = P / ( p n 3 d 5 )remains constant. Here the viscosity is irrelevant, it is the turbulent flow range. The following expression applies:
lo4) in which the effect of both density and viscosity are present. In this case Ne K Re-*I3 applies.
3. In unbaffled tanks an intermediate range exists ( R e x 20 to 5 x
In addition two further informations are obtained: 1. Baffles have no effect in the laminar flow range (understandably),but for Re > 5 x lo4 their effect is very pronounced. Under the same operating conditions
78
I
2 Stirrer Power
the fitting of baffles increases the stirrer power in the case of a blade stirrer by a factor of 2O! 2. In unbaffled tanks the liquid rotates and a liquid vortex is produced. The question of whether under these conditions the acceleration due to gravity and thereby the Froude number Fr = n 2 d / g has an effect, is answered in the negative by the experimental results in Fig. 1.36. One notes those points on the lower Ne(Re) curve, at which the same Re value is realized for liquids of different viscosities. This could only be achieved by a proportional change in the stirrer speed. For Re = idem the Froude number Fr = n2d/g # idem, but this has no effect upon Ne: g is therefore irrelevant! Since the power characteristics would be expected to depend upon stirrer type, the geometric parameters of the stirrer and the installation conditions in the tank, a given dependence Ne( Re) applies only for precisely specified conditions. The power characteristics for frequently used stirrer types with the dimensions and installation conditions given in Fig. 2.1 are shown in Fig. 2.2 (from [611]). This graphical representation enables an interesting comparison to be made between the power characteristics of different stirrer types. In the first place it is evident that the Ne value for Re = l, i.e. NeRe = constl increases with the surface area of the stirrer, it being with the anchor stirrer a factor of 10 greater and with the helical ribbon stirrer a factor of 25 greater than that of the propeller stirrer. The smaller the wall clearance of the stirrer, the longer laminar flow conditions remain. With gate and cross-beam stirrers these are maintained up to Re !z lo2,with anchor stirrers and helical ribbon stirrers even up to Re x lo3. However, the flowed against front faces of the stirrers provide a far from proportional contribution to the stirrer power. Measurements on four helical ribbon stirrers with helices of hfferent length confirm this (single and double helical ribbon stirrers with pitches of 0.5 and 1; helical ribbon area Aw). The following relationship was found [Gll]: Ne = 1 x 103Re-1(A,/d2)o~Z However, it has to be pointed out that the high value of constl in equation (2.9) is taken - like Ne(Re) values for all the other stirrer types in Fig. 2.2 - from [611]. In this work the helical ribbons were mounted on a flat steel frame. Had they been directly connected with spokes to the stirrer shaft [262, 3631, then constl in expression (2.7) would have been a factor of 3 lower: NeRe = 340. To determine the stirrer power according to the expressions (2.7) or (2.8), the constants constl and const2 can be taken from the table in Fig. 2.2. In general the stirrer power can be determined using the expression:
P = Nen3d5p
(2.10)
First the Reynolds number is determined. With this value the corresponding power number Ne is read off from Fig. 2.2 and with this P is calculated.
2.7 Stirrer Power in a Homogeneous Liquid
I
79
b
h
Fig. 2.1 Dimensions and installation conditions of the generally used stirrer types; from [611). Vessels with H I D = 1. (Baffles indicated by dashed lines mean that the stirrer concerned is utilized in both baffled and unbaffled tanks.)
t
I
t
80
I
2 Stirrer Power type of stirrer I Ne(Re = 1) I Ne(Re = 10s) cross-beam a 110 0.4 cross-beam ab 110 32 frame b 110 05 frame bb 110 55 1 0.5 blade c 110 blade cb 110 98 d 420 0 35 anchor helical ribbon e 1 OOO 035 0.22 MIG f 100 MIG fb 100 I 0.65 turbine gb 70 5.0 propeller hb 40 impeller I 85 0.2 impeller Ib 85 0 75
1
'
In the case of stirring in unbaffled tanks, the monotonously decreasing Ne number over a wide range of Re values offers the possibility of determining the viscosity of a reaction mixture, and thereby possibly the progress of the reaction or the degree of polymerization as a finction of time through measuring the stirrer power. There are numerous publications which deal with the determination of the stirrer power for a wide variety of stirrer types under a wide range of installation conditions. Of the fundamental papers only those by W. Biiche [Gl], by J.H. Rushton et al. [474] and by S. Nagata et al. [391] should be mentioned. Power characteistics are given for differently designed turbine and paddle stirrers in vessels with baffles in [22], in tanks without baffles in [543], for different screw agitators in [478,479], for helical ribbon stirrers with different wall clearances in [363] and for MIG stirrers in [573]. Many power characteristics are contained in the literature over mixing times [159,190,220,261,400,552,G11]. Power characteristics are given in [225] for the pitched blade stirrer, for the axially pumping impeller stirrer, for the Lightnin' A310 stirrer and the Chernineer HE-3 stirrer. In the case of turbine stirrers an effect of d / D is almost absent, but for 4-blade stirrrer the expression Ne K (D/d)-' approximately applies in the range d / D = 0.3-0.7. Figures 2.3 and 2.4 show the dependency N e ( d / D ) for 4-blade stirrers in baffled vessels as a function of the relative submersion depth of the baffle H J D or the
2. I Stirrer Power in a Homogeneous Liquid
I
81
Fig. 2.3 N c ( ! / D o f the 4blade stirrer in a baffled tank ( H b / D = 0.7) for different b l d values; experimental data from [190], the curves are the theoretically predicted dependences from 1331, see Chapter 1.4.3. (Hb - baffle height, 6 - height of the blades)
relative blade height b / d . Tncy prove that for small b l a h the Ne(d/D) dependency is hardly pronounced, whereas for large Idades it is strongly pronounced and that abovc a relative submersion depth of the baffle of H,/D = 0.7 the Ne value increases approximately directly proportionally (Fig. 2.4). The curves are theoretical predictions of this relationship and were derived by Bittins and Zehner [33] (see Modeling of flow, Section 1.4.3). Further experimental data concerning the influence of the baffle length on the power consumption of a Rushton turbine are given in [667]. In [120] power measurements are presented for the combination of turbine stirrer and helical ribbon stirrer in Ncwlonian liquids in the laminar range. It was found that the total Ne value with the combination was considerablc larger than the sum of the individual Nc values: NeRe - 70 for turbine slirrcrs, 150 for helical ribbon stirrers and 350 rather than 220 Tor thc combination. ‘I’his can be explained by the disturbance of thc axial flow of the helical ribbon stirrer by thc radial flow of the turbine stirrer in the lower vessel region. Measurements o f power consumption of a PARAVISC stirrer (combinalion of anchor and helical ribbon stirrcrs) in dilatant (shear-thickening) fluids are presented in [ 7081.
Fig. 2.4 N e ( d / D ) o f the 4-blade stirrer in a baffled tank ( b / d -- l . O J for different H b / D values; cxperimental data from 133, 1901, the curvcs are the theoretically predicted dependences from [33]. see Chapter 1.4.3. (Hb - baffle height, b height of the blades)
Ne
82
I
2 Stirrer Power
Similar behavior of stirrer combinations as regards stirrer power was also reported in [419]. A combination of anchor, propeller and toothed disk stirrers (dissolver disk) was investigated which is occasionally in use in the production of paints and pastes. Newtonian solutions of glucose were used as liquid ( p = 1mPa s to 80 Pa s). If one or both high speed stirrers rotated with a different Re value than the anchor stirrer, a stronger effect on the Ne(Re) dependency was found for the anchor stirrer in the intermediate Re range. On the other hand if all three stirrers rotated at the same Re value, the Ne(Re) dependency was that of the stirrers operating separately. 2.1.2
Non-Newtonian Liquids
The power characteristic Ne( Re) for homogeneous Non-Newtonian liquids differs little from that for Newtonian liquids, if the Reynolds number is formulated with the effective viscosity peff: nd2p
ReeE = Peff
(2.11)
Over the last 40 years many papers have dealt with this topic, all starting from the formulation of the characteristic shear gradient due to Metzner-Otto, expression (1.45) [24, 26, 66, 455, 502, 6841. In [24] it was found that correlation of the stirrer power of anchor stirrers required that the wall clearance s = (D - d) has to be taken into account in addition to Re,E according to expression (1.47).The power characteristic found for the laminar range was: n2-md2
Ne = 82
K[k(l
-
rn)lm-'
}
-0.93
(s/D)-'I4
(2.12)
In [26] the velocity fields and thereby the power for stirrers with simple geometry (anchor stirrer and gate stirrer) have been calculated for the laminar case (highly viscous liquid with Newtonian or pseudoplastic flow behavior) by the help of the numerical solution of the continuity and momentum balance in connection with the rheological constitutive equation. In the case of Newtonian fluids the power characteristic in the laminar flow range could be calculated for all three stirrers with the help of the expression: r-
NeRe =
L
d / D - (d/D)3
(2.13)
Constant C had numerical values of 124 for rotating coaxial cylinders, 43 for anchor stirrers and 65 for gate stirrers.
2.2 Stirrer Power in Gassed Liquids
I
83
A satisfactory correlation was also obtained for the combination turbine stirrerhelical ribbon stirrer in the case of non-Newtonian liquids, if Ne was plotted as a function of Ree5 according to expression (1.47) [ 1201:
Reviews over the power characteristics for different stirrer types are given in [34, 2871. Further important information over stirrer power in non-Newtonian liquids is to be found in publications concerned with the homogenization or gassing of nonNewtonian fluids, see Sections 3.4.3 and 4.4.5.
2.2
Stirrer Power in Gassed Liquids 2.2.1
Newtonian Liquids
In many processes gas is continuously introduced into the liquid under the stirrer (either via a tube or by a sparger centrally positioned under the stirrer). The task of the stirrer is to break up the gas throughput into very small gas bubbles, i.e. to produce a G/L dispersion. Knowledge of the stirrer power in a gassed liquid is important for two reasons. In the case of gassing of liquids the stirrer power per unit volume P/V clearly determines the phase boundary per unit volume in the gaslliquid system and thereby the mass transfer itself, see Section 4.4. Knowledge of the stirrer power is therefore necessary both as regards the dimension of the stirrer drive and that of the whole device. There are numerous papers in which the question of stirrer power in gassed liquids has been treated. Although Calderbank [64]as early as 1958 correlated his measurements on stirrer power in gassed liquids (water, ethanol, glycol) in the dimensionless space PIP0 = f{q/(nd3)}, the first important contribution in this area is regarded as that of Michel and Miller [368], because, particularly in the English language literature, this paper is still referred to. These authors proposed the following dimensional expression for predicting the power of the turbine stirrer in a gassed liquid:
(2.14) where PO and Pc are the stirrer power in pure and in gassed liquid and q is the gas throughput. Measurements on 4-paddle turbine stirrers with d = 1.7-3.1 m in a pit with a liquid volume of 900 m3 [551] have shown that the correlation with PO is better
84
I than with Pi, giving the following expression in this case: 2 Stirrer Power
(2.15) The first publication in German in this area, which exclusively dealt with the stirrer power in gassed liquids, is that by G. John [239]. The disadvantage of this and later publications (see [185, 223, 4051)and the literature in 16191) is that the experimental results are either presented in dimensional correlation equations - which give no guarantee for a correct prediction of the stirrer power in a large-scale plant - or in dimensionless representations in which the appropriate process numbers have not been chosen. Furthermore, the target quantity used is without exception not the power number Ne, but a related power number PIPO, whereby Po stands for the stirrer power in the ungassed liquid. Its introduction requires knowledge of the Ne(Re) relationship in the ungassed liquid and would be only advantageous, if in this way a possibly complicated Ne( Re) relationship particularly in viscous liquids could be circumvented. However, in none of these publications is evidence provided justifying the introduction of this quantity. The power P of a given stirrer under given installation conditions is in an ungassed liquid dependent upon the stirrer diameter d, the physical properties of the liquid ( p and v ) and the stirrer speed n, see expression (2.3). In a gassed liquid the following process parameters must be added to this list: the gas throughput q and the acceleration due to gravity g, since a material system with density differences Ap is only effective as g A p under the influence of gravity. The physical properties of the gas phase ( p ’ and v’) are in contrast to those of the liquid phase certainly negligible, but not a priori the surface tension u and the, up to now, unspecified physical properties Si, which regulate the gas bubble coalescence and control the size of the gas bubbles. The smaller the stable gas bubble size in the system, the lower the tendency of gas bubbles to leave the system - the higher the gas content in the liquid and the lower the density of the material system. The relevance list is here, for given geometric conditions, much more extensive as compared with expression (2.3):
and is compressed by means of dimensional analysis to the following set of 6 pi-numbers:
{ Ne, Q, Fr’, Re, We, S:}
(2.17)
The meaning of Ne and Re is the same as above [expressions (2.5) and (2.6)], the other abbreviations stand for the following pi-numbers:
2.2 Stirrer Power in Gassed Liquids
I
85
Q=4
gas throughput number
(process number)
(2.18)
(process number)
(2.19)
(process number)
(2.20)
nd3
=
Froude number
Fr’
Weber number
We=
coalescence numbers
S:
n2dp ~
gAP
n2d3p ~
U
(material numbers)
At low process pressures the quotient A p l p in Fr’ becomes z 1, whereupon the extended Froude number Fr’ (2.19) reduces to Fr = n 2 d / g . The number of process numbers Fr, Q, Re and We can be reduced by one, if three of them are combined such that the process variable n and the stirrer diameter are eliminated. In this way one of the process numbers is replaced by an additional material number: U* G
4
We =p (FrRe4)‘I3 -
U
113 a
(material number)
(2.21)
The set of dimensionless numbers of (2.17) is then given by: (2.22)
{Ne, Q, Fr, Re,a*, S}:
which in addition to the target number Ne consists of three process numbers Re, Fr and Qand several unknown material numbers (u*,S:). Zlokarnik [619] found no effect of U* and S: in measurements with a turbine stirrer of conventional design in pure liquids and in glycerine-water mixtures (coalescing material systems!). Surprisingly, the Froude number also had no effect on Ne in the industrially interesting range of Fr 2 0.65, so that for Re 2 lo4 the power characteristic could just be described by Ne(Q) (Fig. 2.5). The process equation is: Ne = 1.5
+ (0.5Q0.075+ 1600Q2.‘)-’
(2.23)
Validity range: Q I 0 . 1 5 ; Fr 2 0.65; Re 2 lo4 and Dld 2 3.3. To apply this process equation in an extended D l d range ( D / d 2 2.2), Q had to be replaced by A = Q[1 38(D/d)-’]. The experimental results in the intermediate range Re = 103-104 on the other hand can only be taken into account with a much more complicated term f(Q, Re):
+
f(Q, Re) = 1+ [(3.9Re0-I2+ 6 x 10~’2Re3~45)(0.22Q0.1 + 6.25Q3)]-’
(2.24)
which in equation (2.23) was multiplied by Ne. The process equation for the extended application range with the incorporation of A = Q[l + 38(D/d)-’] becomes:
86
I
2 Stirrer Power
6
1o-2
2
5
lo-'
2
Fig. 2.5 Power characteristic Ne(Q) of a turbine stirrer in the air/water system; H / D = 1, h / d = 1. The curve corresponds t o equation (2.23); from [619].
Ne x f ( Q , Re) = 1.5
+ (0.5A0.075+ 1600A2.G)p1
(2.25)
It now applied in the range: Q I 0.15; Fr 2 0.65; Re 2 lo3 and Dld 2 2.2. However, the simpler expression (2.23) is sufficient for almost all practical purposes. H. Judat has comprehensively extended this work. In [24G] Ne(Qj relationships are given for different stirrer types, namely for perforated disk stirrers with 12 holes (after Brauer [48]), for 3-wane propeller stirrers with a pitch s( = 26", for pitched-blade stirrer with a pitch cz = 45" and for conventional turbine stirrers with different numbers of blades i = 6; 12; 18; 24 (Fig. 2.6). The measuring range of Q was extended for turbine stirrers to Q x 1.0. It was shown that in the Q range 0.2 to 1.0 expression (2.23) did not apply. With increasing Q, Ne decreases hrther. The effect of Dld was investigated in a further paper [247]. For Df d = 3.8 and 5 this geometric parameter had no effect on Ne up to Q = 0.2, but for Dld = 2.4 the Ne(Q) curves split with increasing Fr values ever more strongly. Judat [248] explained this on the basis of the increasing back flow of gas bubbles in the suction region of the stirrer with decreasing Dld ratio. Judat recommended [245] the following relationship for the calculation of the Ne value of turbine stirrers with z blades, which do not influence one another (Ah/D > 0.75), on the same shaft: Ne = z[Neo + 187QFrp0.32(d/D)1-53 - 4.6Q1.25]x [l
+ 136Q(d/D)1.14]-'
It applied for Neo = 4 . 9 Fr -< 0.07(D/d)3; d/D = 0.2-0.42; Ah/D > 0.75 and Re > lo4. Power measurements in vessels of pilot to industrial scale ( V = 0.18; 4.5 and 900 m3)have confirmed this relationship for practical purposes (margin of error 30%) [193].
Fig. 2.6 Power characteristic Ne(Q) i n the air/water system for four different stirrer types: turbine stirrer with i = 6 and 18 paddles; pitched blade stirrer; propeller stirrer; perforated disk stirrer; from [246].
D/d = 5; H/D = 1; h/d = 2.5 material system: waterlair
-
-
11.47 1L.16
10.23 ___
6.9L 7.96 9.06
5.98
0.89 1.27 1.73 2.27 2.87 3.54 428 5.10
Fr 0.51
00 U
s-
h.
n P 5.
P
88
I
2 Stirrer Power
D. S. Dickey [99] also established an increasing splitting of the Ne(Q, Fr) curves for small D l d values ( D l d = 2.3 and 3.0) in tanks of industrial size ( D = H = 1.5 m; V = 2.6 m3), in which not only D l d but also the h l d ratio (hld = 0.42 and 0.5) were varied at the same time with differently sized turbine stirrers. (This makes, however, a weighting of the effect of both geometric parameters impossible!). It remains to be noted, that particularly large quantities of gas can then be dispersedwith the smallest stirrer power with turbine stirrers, if D / d c 3 and h / d < 0.5. In addition, however, under these conditions the gas bubbles remain longer than usual in the liquid and for rapid chemical reactions in gas/liquid systems this can possibly lead to depletion of the gaseous reaction component (e.g. oxygen or air). The stable bubble size in material systems with suppressed bubble coalescence (see Section 4.10) is smaller than in coalescing material systems. Smaller gas bubbles leave the liquid more slowly, their quantity in the liquid is thereby increased and this results in smaller Ne values than for coalescing systems for the same Q value [ 5581. Biesecker [29] has observed the flow pattern, which was brought about when a turbine stirrer with a single blade dispersed the gas throughput in the liquid using a stroboscope and flash photography. He found thereby two characteristic flow patterns. For small gas throughputs, the two liquid vortices, which were discharged radially from the stirrer blades, were filled with gas. At higher gas throughputs the whole wake of the stirrer blade was gradually filled, which, due to the then separated liquid flow, considerably reduced the flow resistance and thereby the power requirement. J.M. Smith et al. [58,557, 5591 followed the gassing with a television camera mounted on and rotating with the stirrer shaft, and also with a stroboscope, flash photography and high speed photography (5000 photographs/s). In this way G and 18 blade turbine stirrers could be investigated instead of the single blade turbine stirrer. They found that by increasing the gas throughput hrther, the gas cavity behind the stirrer blade became so large, that it enveloped the next blade. This only resulted in a considerable decrease in the flow resistance. However, the enveloping of the next blade was an unstable intermittent process (lasting up to 20 s), which was apparent as a discontinuity in the Ne( Q) curve. The course of the Ne( Q) dependence was therefore clearly determined by the hydrodynamics of the formation of the gas cavity. The authors also confirmed that the viscosity played an important role only above p = 2 x Pa s, whereas the surface tension had hardly any influence. A recent examination [G94] of trailing vortices and gas accumulation behind stirrer blades was performed by flow simulation methods, based on the rc-e-model. The hspersing effect of the stirrer on the gas throughput occurs via the shear flow, which brings it about. It is therefore not sufficient just to disperse the gas, but the gas bubbles formed must be removed from the shear region of the stirrer by liquid flow, so that the shear effect is not reduced. It is therefore to be expected that suitable stirrer forms for dispersing gases in liquids are those that in addition to a high shear effect also exhibit a high pump capacity for the liquid. Recently it has been found that a turbine stirrer with concave blades fulfills these
2.2 Stirrer Power in Gassed Liquids
I
89
Fig. 2.7 Turbine stirrer with 6 blades concavely curved in the direction of rotation; Scaba 6 SRCT; from [12].
requirements. In this stirrer type, which is commercially available as Concave Disc (CD-6) Impeller [72], half-pipe shells are mounted on the disk concavely in the rotation direction (see Fig. 2.7). This stirrer type is characterized in that its power number is above Q = 0.1 almost a factor of 2 higher than with a conventional turbine stirrer and that it is capable of dispersing more than double the gas throughput of conventional designs (see [12]; for flooding point see Section 2.3). Blade curvature (tubular surface reduced to a quarter or to a half) had no effect upon stirrer power, but the rotation direction (concave or convex) did [256]. In the turbulent flow range concave blades exhibited an Neo = 2.9 whereas convex blades exhibited an Neo = 3.3, which compared with flat perpendicular blades in nongassed liquids only represented 52 to 60% of the power number (Neo = 5.5). The mixing power of a Rushton turbine with 6 flat blades and with 6 blades concavely curved in the direction of rotation was measured in pure and in gassed liquid of Newtonian and nowNewtonian (pseudoplastic and viscoelastic)behaviour [660]. The results were plotted as PIP0 = f(Q) and proved that the concave turbine used only 1/5 to 1/3 of the power at the same Q. In [709]power characteristics of turbine stirrers wirh G different shapes of concave blades are presented in the same form PIP0 = f(Q). Fig. 2.8 shows a paddle stirrer, in which six paddles are arranged underneath the disk running conically downwards from the disk perimeter to the stirrer shaft (paddle height = disk diameter). Power measurements [255, 6721 in gassed liquids gave Ne( Q) characteristics, which were similar in form to those of classical turbine stirrers, but were a factor of 7 to 9 lower! The Prochem Hydrofoil stirrer shown in Fig. 1.13 exhibited a much improved pumping effect over conventional turbine stirrers, which makes them more efficient particularly for gas/liquid mass transfer in viscous material systems (e.g. fermentation with micelles). Pilot plant experiments (D= 0.8 m) in ungassed liquids at Re > 2 x lo6 yielded Ne = 6.5 for the classical turbine stirrer and Ne = 1.1 for the Hydrofoil stirrer [ 1501. The power loss due to gassing, the Ne( Q) dependence, was found, however, to be identical for the two stirrer types. Measurements with pitched-blade downflow impeller (PTD) have shown, that they were particularly strongly dependent upon the distance between the sparger and the stirrer, see [458]. For the sake of completeness, two American papers are mentioned in which the stirrer power in gassed liquids was correlated in other pi-spaces than those presented.
90
1
2 Stirrer Power Fig. 2.8 Paddle stirrer with six paddles arranged underneath the supporting disk and tapering downwards forming a cone. The diameter of the disk is the stirrer diameter; from 11081.
Luong and Volesky [ 3431 found the following correlation equation for the stirrer power of turbine stirrers in the turbulent flow range (Neo = 6.14) for gassed Newtonian liquids (water, methanol, 40% by volume aqueous glycerine solution): P G / P o = 0.497Q-0.38Wec0.'8
Q = 0.02-0.08; We = 500-1500
(2.26)
and for the gassing of Non-Newtonian 0.4% by weight CMC solutions: P G / P o = 0.514Q-0.38Wec0"94
Q and We range as in (2.26)
Hughmark [223] correlated extensive experimental results from third parties (391 results) in the space P G / P o = f(Q, Fr x d / b ) , in which both process characteristics were formulated with the liquid volume V instead of d3 and b as the blade width of the turbine stirrer, and found: PG
/ Po = 0.10[4/(nV)]
[n2d4/ (gb V2/3)]-'Is
(2.27)
A comprehensive review of the publications over stirrer power in gassed liquids up to the end of the 1970's was given in [371/1]. 2.2.2 Non-Newtonian Liquids
In a more phenomenologically oriented study 13961, Newtonian liquids ( p < 19 mPa s), non-Newtonian liquids (pseudoplastic e.g. CMC), several high viscosity liquids with viscoelastic properties and Carbopol and xanthane as fluids with yield stress were used. In gassed conditions three flow ranges could be distinguished:
- Re < 10: The Ne values were the same in gassed and ungassed conditions, but assumed higher values at increased viscoelasticity. For fluids with yield stress the bubbles also remained behind the paddles, if the gassing was ended. - Re = 10 to 900 The Ne values were lower for viscoelastic fluids than for Newtonian and non-Newtonian fluids, independently of the gas load q / D 2 , but not
2.2 Stirrer Power in Gassed Liquids
upon the stirrer speed n. An increase in n had the effect that the lowest Ne values were attained in the range Re = 250 to 450, whereas increased elasticity and/or yield stress producced the lowest Ne values, since the gas bubbles stayed in the cavities behind the blades. - Re > 900: Viscoelasticity also reduced the Ne values in ungassed liquids. The Ne values were at Re > lo3 not similar to those for water. Higher stirrer speeds were necessary to realize a complete dispersion. The influence of viscosity affected the power characteristics in gassed liquids differently for different stirrer types. For turbine stirrers at Re < lo4, a decrease in Ne was observed simultaneously with a decrease in the effect of Q [ 6191. In the top graph of Fig. 2.9, this is well supported by the form of the Ne(Ga1I2)dependence. On the other hand, a decreasing influence of Fr was to be observed with decreasing Ga (Fig. 2.10), which disappeared in the turbulent flow range (Re > lo4) from Fr > 0.G [619]. This is due to the formation of gas cushions and gas trails behind the flowed against stirrer blades. They reduced the flow resistance with the result that the power number was much lower than that with ungassed liquids.
Ne
5
2 1
5
2 Fig. 2.9 Dependences o f Ne upon Ca’l’ = Re/Fr’/‘ for different values o f Q for a turbine stirrer with d / D = 0.3 i n aqueous glycerine and CMC solutions. The middle and bottom graphs apply for aqueous PAA solution and prove the considerable influence of the stirrer type upon gas cushion formation in a viscoelastic liquid; from [216].
1
1
--_as- -
5 3-MIG stirrer dlD = 0.4; HID = 2
a2 3 L
102
103
10‘
105
Gain = R e / F P = (d3 gWeff)1/2
I
91
92
I
2 Stirrer Power Fig. 2.10 Dependence N e ( Q ) for different values o f Fr and Ca for a turbine stirrer with d / D = 0.3 in aqueous glycerine solutions; from [216].
5
Ne 2
1
I
I
I
The gas cushion behind the flowed against stirrer surface also reduced the dispersing ability of the stirrer; since its gas content was left in the form of large bubbles which were poorly dispersed. These escaped rapidly from the region of high shear due to their greater buoyancy. Stirrers with large paddles (gate stirrer, pitched-blade stirrer) produced large wake regions and hence were not suitable for the gas dispersion. MIG stirrers with a few paddles of low height may on the other hand be suitable [ 1921. In the top graph of Fig. 2.9 the Ga number for the pseudoplastic liquid CMC is formed with the effective viscosity peE after Metzner-Otto (k = 11.5), whereupon good consistency with the experimental values for glycerine is achieved. The experimental data with turbine stirrers in viscoelastic aqueous PAA solutions (see central graph of Fig. 2.9) showed a very much pronounced decrease in Ne numbers than with the Newtonian or pseudoplastic fluids. This already started in the turbulent range at Re = 5 x lo4 and was also caused by trailing vortices behind the stirrer paddles. Viscoelastic liquids exhibited normal stress, which damped the turbulence and even promoted the development of gas cushions at comparatively high Re numbers [ 1921.
2.2 Stirrer Power in Gassed Liquids
I
93
1o-2
2
lo-’ Q [ 1 + 38(d/D)5] 5
2
Fig. 2.11 Power characteristic o f a turbine stirrer in the range Re = 103-105;Fr 2 0.6; d / D < 0.45 for aqueous glycerine, CMC and PAA solutions with different viscosities; from [192]. Further literature therein. Dashed curve for water from [619].
The experimental data with 3-MIG stirrer in viscotatic aqueous sc,Jtions of PAA (see bottom graph in Fig. 2.9) proved the above-mentioned expectation, that stirrers with a few paddles with low heights barely allowed the formation of gas cushions and as a result the Ne(Ga) dependence was only marginally affected by the gas throughput number Q. The relationship, which is valid for turbine stirrers with d / D < 0.45, Newtonian liquids in the range of Re = lo3 to los and Fr > 0.6: Ne x f ( Q ,Re) = f(A) according to expression (2.25),is shown in Fig. 2.11 as a dashed curve. The plotted experimental data were those from Hocker and Langer [216, 2171, obtained with water, glycerine, CMC solutions and PAA solutions as converted by Henzler [192] and were well represented by equation (2.25) in a relatively narrow range of A, otherwise they were by 15% higher.
94
I
2 Stirrer Power
2.3
Flooding Point The most important boundary condition for the application of the proposed power characteristic Ne( Q, Fr, D/d, h / d ) is however given by the upper boundary value of the gas throughput number Q. Each stirrer can, namely, at a particular stirrer speed only disperse a particular maximum gas throughput in the liquid. Upon exceeding this value the stirrer is “flooded” by gas i.e. it is completely enveloped by gas and is incapable of dispersing it. In dispersion processes in gas/liquid ( G / L ) systems gas cushions are developed in so-called suction regions behind the flowed against surfaces of the stirrer, whereby the pumping ability of the stirrer for liquid (circulation flow) ceases.
Fig. 2.12 Flooding characteristic Qmax(Fr)for five stirrer types, whose Ne(Q. F r ) dependences are shown i n Fig. 2.6; from 12461. Material system airlwater; D/d = 5; H/D = 1; h/d = 2.5.
2.3 Flooding Point
I
95
Thereby the discharge of the gas dispersion is also diminished, the gas cushions becomes ever larger and at a particular value of the gas throughput number Qmax the stirrer is flooded with gas. In order to be able to determine reliably the upper value of the gas throughput number, experiments have been carried out at different but constant stirrer speeds such that the air throughput was initially slowly increased until flooding occurred. Then the gas throughput was slowly reduced and the value at which the dispersing effect of the stirrer was restored noted [612]. The Q m a x ( F r )dependences are shown in Fig. 2.12 for those stirrer types, whose Ne(Q) dependence is shown in Fig. 2.6. Over a large Fr range a direct proportionality is found between Qmax and Fr. Furthermore, it is evident that turbine stirrers were far more suitable for dispersing large quantities of gas than the other stirrers investigated. Indeed these also expended the highest power for this. In order to obtain information over the eficiency P/qma, of these types of stirrer, the results from Fig. 2.6 and Fig. 2.12 were linked to one another by introducing two new dimensionless numbers: (2.28) The relationship between these numbers is shown in Fig. 2.13 and proves, that turbine stirrers performed best even as regards the efficiency of gas dispersion. In this regard the 12-blade turbine stirrer is clearly superior to the usual 6-blade turbine stirrer.
Fig. 2.13 Efficiencies (P/q,,,)* for stirrer types, whose power characteristic Ne(Q, F r ) and flooding characteristic have been shown in Fig. 2.6 and Fig. 2.12 resp.; from [246].
96
I
2 Stirrer Power
On the other hand, D. S. Dickey [99] found the following dependence for the maximum gas throughput in industrially sized tanks:
Qmax= 1.9Fr’/2(D/d)3/2
(2.29)
It applies for Dld ratios of 2.5 and 4.0 and for h l d values of 0.42 and 0.67. In [12] a comparison of the flooding points for 6-blade turbine stirrers with flat and concave blades was drawn up in the form of the following relationship: Q = const Fr(D/d)-’.’
(2.30)
The constant had numerical values of 30 for flat and 70 for concave blades respectively. In gassing viscous liquids, the flooding point was only clearly observable up to a viscosity of approx. v = 3 x m2/s. At higher viscosities a gradual change in the flow conditions took place, whereby a clear definition of the maximum gas throughput was rendered impossible [ 1921. Measurements with a turbine stirrer (d/ D = 0.3) and aqueous glycerine solutions are plotted up to a kinematic viscosity of v = 3.2 x m2/s in Fig. 2.14. The dashed straight line is from [619] and applies to water under the same process conditions. It was recognized that in the cited v range it is possible to disperse more gas in the viscous liquid than in water, but that it is not possible to quantify the { QmX,Fr, Ga} relationship.
a
a1
I
1 4 . ~104 i~
I
H rn
0.05
0;1
C
1
n2 dQ5
. Fr =- g
Fig. 2.14 The relationship {Qmax, F r , Ga} for a turbine stirrer with d / D = 0.3; H/D = 1 for aqueous glycerine solutions and for water (dashed line from [619]); from [192].
2.1
104
Stirring
Theory and Practice Marko Zlokarnik
0Wiley-VCH Verlag GmbH, 2001
I
97
3 Homogenization 3.1
Definition of Macro- and Micro-Mixing
The first of the five stirring operations listed in Section 1.1 is homogenization. The term homogenization concerns the equalization of concentration and temperature differences, which is by far the most important and the most frequently carried out stirring operation. Its objective is the production of a uniform molecularly homogeneous mixture (solution). Since homogenization is concerned with the equalization of concentration differences, whose last step, represented by the concentration equalization on a molecular level, is brought about by difision, the equalization process of “micromixing” is at least conceptually separated from the stochastically homogeneous coarse mixing, convective macro-mixing, brought about by stirring. The operation of stirring consists of shortening the diffusion length, by decreasing the dimensions of the material balls, thereby accelerating the equalization process. In this connection it is important to be able to ascertain the smallest material ball attainable and to estimate the homogenization time, which is thereby required. Mixing or stirring power has to be expended to decrease the diffusion length or decrease the size of the segregated liquid balls. According to the statistical theory of turbulence due to Kolmogorov [143,289], see Section 1.4.2, the size of the liquid balls can be estimated:
a = (V3/E)1/4
(3.1)
1- Kolmogorov’s “micro-scale of turbulence” [m] E - stirrer power per unit mass [W/kg = m2/s3] v - kinematic viskosity [m2/s]
According to this formula the size of the material balls in a relatively intensive mixing operation with P / p V = 1 W/kg in water at room temperature (v = lo-‘ m2/s) is 32 pm and in pure glycerine at room temperature ( v = lop3 m2/s) is already 5.6 mm. From this it is evident that viscous material systems always remain to a certain extent segregated, since their state can only be influenced to a comparatively small extent by the stirrer power (1. oc E - ~ / ~ ) . In contrast to macro-mixing, which represents the scale-dependent homogenization process, the subsequent micro-mixing as a molecular process is not scale-
98
I
3 Homogenization
dependent. The mixing time 8, which is necessary for molecular equalization of concentration, can be determined from:
0 = A2/D
(34
With D z m’/s as typical value for liquids, equation (3.2) yields 8 values of 1 and 30 s for micro-mixing in water and pure glycerine respectively (see Table 1.1, page 43). It follows from this, that at least in industrial vessels the process of macro-mixing effected by stirring is rate-determining. In fact no investigation of the course of mixing processes during stirring has up to now been able to prove an effect of D (and therewith an effect of the Schmidt number, Sc = v / D ) . The residence time distribution and the probability theory predict that the mixing time of a marker during stirring in batch operated tanks can only be characterized by the decay rate constant [270]. This quantity is used to define the mixing time dimensionlessly. Experiments in tanks with turbine and propeller stirrers confirm this, the mixing time number being a function of the Reynolds and the power numk r . These new correlations enable the calculation of the necessary time or the necessary power to attain the desired degree of mixing. The quantitative understanding of micro-mixing time is discussed in connection with homogenization in pipes in Section 8.6.1.
3.2
Definition of Degree of Mixing During the mixing of two miscible liquids A and B, the concentration of component A, which has been added to component B, which has a volume greater than that of component A, experiences local and temporal changes until the complete mixing has been achieved with the attainment of a final value cA-. In describing these processes it is useful to formulate the local concentrations dimensionlessly as volume fractions, they being given for A by a and for B by 1 - a. After complete homogenization the final value of a amounts to C A = ~ ii = VA/( VA VB). During the mixing process, for a at any time a frequency distribution (differential or density distribution) f (a) ensues. After the area normalization, the integral of the frequency distribution is equal to 1:
+
(3.3)
In Fig. 3.1 two possible temporal density distributions ( 0 2 > 01) are represented, whereby the form of the curve for OZ permits different definitions of a relative deviation from homogeneity [ 2051: 1. The maximum amount of the relative deviation is given by:
(3.4)
3.2 Definition of Degree of Mixing
I
99
Fig. 3.1 Density distributions f(a) for different mixing times (82 > 01). Volume ratio ofthe mixture VA = V,; 1:Z; a = V A / ( V A V,) = 0.5; from
+
12051.
With A a = (a- ii( for a symmetrical distribution function also applies: Aamax = Aarnin 2. The average amount of the relative deviation is given by:
(3.5)
3. The relative standard deviation is given by: 6, = a/ii
where a is the square root of the variance a2 = (Ka)2
4. The degree of deviation according to Kappel[262] is:
_ _ A = Au/(Aa),
(3.7)
This definition refers to the average amount of the deviation to its value at the beginning of the mixing process.
5. The degree of segregation according to Danckwerts [go] reads:
: is the variance at the beginning of the mixing process. Both A and S where a thus pass through the range from 1 to 0 during the mixing process.
100
I
3 Homogenization
The degree of mixing is defined by M = 1 - 8 In addition it must be stated which expression 6 has been chosen for the relative deviation from the final concentration e.g. M A = 1 - A; Ms = 1 - S; etc. Frequently M = 1 - 6 is also formed with 6, with 8 or with do = a/ii. It should then be certainly noted that at the beginning of the mixing process M = 0 does not apply for arbitrary values of a. For a discontinuous mixing process, the time period for a particular approximation to homogeneity is designated as the mixing time 0. The attained (or the required) relative deviation 6 can be given as an index. Thus 6 = 0.03 is attained after a mixing time of 86 = 80.03 or the degree of mixing M = 97% is attained at OM = 897. Both representations are widely used, the latter will be used in this book. In a continuous mixing process e.g. in a pipe with flow diverting fittings, the degree of mixing at every point of the pipe is stationary and instead of the mixing time is a function of the pipe length (calculated from the point at which the components were brought together). After the homogenization length L6 a relative deviation 6 exists, whose type and contribution also have to be specified. In mixing processes under constant conditions the concentration fluctuations generally fade away exponentially (Fig. 3.2). The following expressions apply: In 6 = k l - kz(86 - t,)
resp. In S = - k 3 ( &
-
t,)
(3.9)
where ki are constants and t , is a possible lag or relaxation time, which in particular occurs with laminar flow and often can be ignored. The mixing times for other 6 can be calculated from two mixing times 86 for two different 6, and the determination of a possible t, in a single measurement. This circumstance makes the determination of mixing times for very small 6 with its relatively poor accuracy dispensable [205]. E. Schonemann [491,492] investigated the effect of the degree of mixing M for an extremely wide range of M = 0.1-0.99, however only in a very narrow flow range of Re = (1-7) x lo4.The tank used had a dished bottom, no baffles, a 3-vaned propeller stirrer and D / d = 3; HID = 1.
Fig. 3.2 Mixing time 0 related to 099, as a function o f A, 5 or d (latter, in case d, = 1); from
(2051.
3.3 Determination of the Degree of Mixing and the Mixing Time
I
lol
The total mixing time 6, can thus be seen as the sum of the time span for coarse and fine mixing and described by the following relationship: 0 = 00
- 0k
In(1 - M )
The time span denoted as dead time 60 is for coarse mixing. The second term describes the time span for fine mixing. In this term 00 + ek is that mixing time in which the degree of mixing M = 1 e-l = 0.632 is realized. ~
3.3
Determination of the Degree of Mixing and the Mixing Time
There are physical and chemical methods for following the course of a mixing process or for determining the mixing time, for which the attainment of a particular degree of mixing is required. 3.3.1
Physical Methods
In the physical methods the mixing of an additive, which differs in temperature, concentration or density (refraction index) from the vessel contents, is followed by measuring the temperature, the electrical conductivity,the pH-value or by Schlieren optics. Other methods worthy of mention are: 1. The image analysis method due to W. Muller [384],in which the homogeniza-
tion process is monitored via photographic images taken at predetermined times. A liquid colored with methylene blue is injected as an additive into the clear liquid provided and the photographs analytically evaluated (gray tone distribution in the black and white negative; 60,000 measuring points per image) and the variance selected as measure of the degree of mixing. Stochastic homogeneity is attained, when the variance drops below the value of c = 0.02 (corresponding to 098). 2. Light intersection imaging process, in which the distribution of a fluorescing tracer liquid, which emits yellow-green light upon excitation with light, is followed in a light plane [548]. For determining mixing times, the application of the LIF method (Laser-Induced Fluorescence method with fluorescein as indicator) was reported in [ 1001. 3. Computer tomography with coherent light [173]. An object marked by a dye (e.g. a liquid jet from a nozzle) is irradiated with parallel monochromatic light. A two dimensional image is obtained. By irradiating in different directions the object can be reconstructed using a tomographic process in horizontal planes using mathematical techniques. The process requires irradiation from four lines of sight, to be able to calculate the concentration field in the tank. In addition the beams were photographed on four ground-glass plates with synchronized
102
1
3 Homogenization
motor-driven 35 mm cameras. The negatives of the black and white film were scanned and processed by a image analytical apparatus. This image information was then transferred to a large computer, where the tomographic reconstruction was carried out. The results are concentration profiles of mixing streams, from which the mixing time could be calculated according to a model concept [174]. 4. In electrical resistance tomography (Em)[ 346, 6741 the electrical conductivity distribution in the measuring field is reconstructed, with which the material distribution is determined for materials with known properties. A number of electrodes are arranged equidistantly round the wall of the tank in horizontal planes. For recording a series of measurements current is passed through two neighboring electrodes and the voltage difference exhibited on the other electrodes was measured pairwise. Such a voltage difference represents integral information over the conductivity distribution inside the tank. These measurements must therefore be repeated with other electrodes to which current is supplied. The local distribution of the electrical conductivity from this integral data is then reconstructed tomographically with a linearized back-projection process. Thus the temporal mixing behavior of two liquids with different electrical conductivities can, for example, be investigated. A three dimensional representation with sufficient resolution can be obtained by appropriate interpolation of the two-dimensional tomograms of the measurement planes (here 8). The temporal resolution used in this work is 20 images/second. 5. If the homogenization process proceeds during the temporal course of the temperature equalization, a thermographic method (LCT) can be used, which is based on the coloring of thermochromatic liquid crystals [645].
3.3.2 Chemical Measurement Methods
The mixing time can be determined by chemical means, if the tank contents is mixed with a reaction component and the component to be added is mixed with a (1 x)-fold equivalent of the second reaction component, so that after intimate mixing the two reaction partners react with one another. The disappearance of the reaction partner is shown by a color indicator, which experiences a sudden color change. (“Method of the last color change” is used, in contrast with decolorizing reaction which is proportional to the degree of conversion, see e.g. Kappel [262]). The redox reactions of thiosulfate with iodine (indicator: starch) and the neutralization of sodmm hydroxide with sulfuric acid (indicator: phenolphthalein) have been found to be simple fast ionic reactions, suitable for this purpose. The black/colorless endpoint of the redox indicator starch has an advantage over pH-indicators, in that the disappearance of the dark color in thick layers in a red/ yellow or blue/yellow color change is sometimes not clear [ 2051. Phenolphthalein with its color change red/colorless is less suitable for measurement purposes, since the color at high pH-values bleaches due to a slow secondary reaction. In mixing experiments with tap water time lag has been also observed [51].
+
3.3 Determination of the Degree of Mixing and the Mixing Time
I
103
3.3.3
Degree of Mixing and Molar Excess
The relationship between the maximum amount of the relative deviation,,S and the ratio x = nA/nB of the normahties of both reaction partners before they are brought together (A - additive; B - receiver) can be established as follows. Upon color change both reactands are present in stoichiometric equivalence ( e ) . For the local volume fraction the following then applies (3.10) (3.11)
The parameter a, is therefore freely selectable via the ratio of the normalities x. If the color change indicates a local relative deviation
, , ,a
= Aa,in/ii
=
(ii - a,i,)/a
see expression (3.4),then expression (3.11) and a, = amingive a condition for the choice of x : X =
1 - a ( 1 - d,,) 4 1 - &nax)
(3.12)
With this equation it can, for example, be established that with a volume ratio of VA/VB = 1:100, i.e. at the end value of ii (3.13)
and an excess of 1 equivalent % of A in the ready mixture, the normality ratio x in both receivers corresponds to (3.14)
The relative deviation amounts to d,, = 0.01, i.e. d,, corresponds to the set normality excess after the mixing (here 1 equivalent %), if a + 0. Whereas with physical methods the course of the intimate mixing can generally only be monitored at a few points in the tank (with the exception of Schlieren methods, if the Schlieren pattern can be followed with the naked eye), with chemical methods the happenings in the tank are completely recorded. A further advantage of chemical methods is that they accurately give the end point of the intimate mixing, whereas the accuracy of the physical methods does not enable this. This disadvantage can, however, be circumvented in the case of physical methods by not measuring to the point of time of complete homogenization, i.e. at mixing time 0100, but at a mixing time 0 at which M% of the theoretically to be expected end state is attained (see also comments regarding Fig. 3.2).
104
I
3 Homogenization
The mixing time is strongly influenced by the place at which the second reaction component is supplied to the liquid content in the vessel. The addition should proceed, if possible, as fast as possible in the immediate catchment area of the stirrer. Measurements of homogenization time with different measuring techniques have been reported in [220, 6111 and a critical assessment of the measuring processes is given in [205, 2621.
3.4
Homogenization Characteristics 3.4.1
Material Systems Without Density and Viscosity Differences
The target quantity of this stirring operation, the mixing time 0, or OM - in the following for the sake of simplicity shortened to 8 - depends, for a material system without density and viscosity differences and for a particular stirrer type under given geometric conditions, only upon the characteristic measurement of length (stirrer diameter d), both material parameters (density p and kinematic viscosity v) and the stirrer speed n: (3.15)
This dependence is condensed into a dmensionless form by the relationship: n8 = fi(Re)
(3.16)
in which ne is the mixing time or homogenization number and Re = nd2/v is the Reynolds number. The process equation (3.16) is known as the homogenization or mixing time characteristic of the stirrer. Whereas Re characterizes the flow condition upon stirring, n8 represents the number of stirrer rotations, which are necessary to attain the desired degree of homogenization. Bearing in mind that the final homogenization step (micromixing) realized by molecular diffusion cannot be shortened by stirring, it has to be expected that this range is characterized by 0 = const and not by n8 = const. Viewed in this way, it would have been more favorable, if in the case of the homogenization characteristic the term n8IRe
= 0v/d2
(3.17)
had been opted for, which at high Re numbers approaches a constant numeric value and in addition makes it clear that the mixing time in this Re range increases with the square of the stirrer or tank diameter. By way of example, in Fig. 3.3 the mixing time characteristic of a blade stirrer is
3.4 Homogenization Characteristics
I
I
I
1
I
I
I
1
baffles with without
Fig. 3.3 Mixing time characteristic o f blade stirrer according to Fig. 2 . l c in the form o f n0 = f ( R e ) . Geometrical conditions: D/d = 2; b / d = 1; h / d = 0.4; from [611].
represented in the form &(Re). The course of mixing in baffled tanks can be roughly split into three ranges: n8Re = const 8 cc v/(nd)2 The mixing time decreases with the square of the tip speed. 2. Re = 103-104: n8 = const 8 cc l / n The mixing time decreases directly proportionally with the stirrer speed. 3. R e > 10': nQcc Re'; n8IRe = const 8 cc d2/v The mixing time is independent of the stirrer speed; it increases with the square of the tank diameter. 1. Re = 101-103: nQoc Re-';
In unbaffled tanks, the 2. range is broader ( R e = 2 x lo2-lo4) than in baffled tanks. This is not surprising, because upon rotation of the liquid contents in the vessel the vertical flow component, indispensable for homogenization, is suppressed. The circumstances represented in Fig. 3.3 are reproduced in Fig. 3.4 in the form &/Re
= 8v/d2 = f ( R e )
to show that the 3. range tends to 8 x const, which for scale-up nevertheless means O c c D2!
As far as the above-mentioned 3. range is concerned, it should be mentioned that very few researchers have observed it in laboratory-scalemeasurements. This is not
106
I
3 Homogenization
Fig. 3.4 Mixing time characteristic of blade stirrer from E Fig. 3.3 in the form of = f(Re); after [611].
surprising, since in this range 8 -+ 0 s and as a result the measurement accuracy is very small. For accurate measurement of homogenization times in the range Re b lo4, experiments with thin liquids in industrially sized tanks are inhspensable (see the comments in Section 1.4.2 and the work of Weber 15721). On an industrial-scale, however, the quantitative recording of mixing time represents a problem in as much as the tanks are not transparent and therefore the optical detection of the total volume of liquid is not possible, see 16131. In addition, the thick water layers gleam which is prejudicial to optical observation. Nevertheless, in the meantime measurements to determine mixing time in tanks of different sizes are available, which support this view. Schluter and Deckwer 14861 reported experiments in three geometrically similar bioreactors with higy aspect ratios and volumes of 42; 72; 300 and 1500 1, which were stirred with only one or up to 3 turbine stirrers ( h / H = 0.25; 0.50 and 0.75) on the same shaft or with 2 x 2 INTERMIG stirrers. With regard to the mixing characteristics for M = 0.90 or $90, the following was found: 1. 72 1 reactor in the range of 6 x lo4 < Re < 3 x lo5 1 turbine stirrer: no, = const 2 or 3 stirrers: ~1890cc Re1/' 2. all 4 reactor sizes in the range of 4 x lo4 < Re < 1 x loG 3 turbine stirrers or 2 x 2 INTERMIG stirrers: 11890 cc
3.4 Homogenization Characteristics
The authors explained this behavior on the basis of circulation loops, due to the individual stirrers. The axial mixing in the reactor is thereby hindered. The inevitable increase in circulation times with increasing scale has already been mentioned in Section 1.4.6.4. There can be little doubt that for thin liquids and large stirred tanks, i.e. in the flow range Re > lo5, the above discussed 3. range inevitable appears, because the macro-mixing (coarse mixing) is strongly scale-dependent. The uneasiness involved in basing the design of very large stirred tanks for homogenization on the expression no = const, had already been mentioned years ago by Kipke. In his paper [277] over outstanding problems in stirring, he pointed out, that the macro-scale of turbulence depended upon the size of the stirrer, whereas micro-scale of turbulence was merely a function of the dissipated stirrer power per unit volume and hence independent of scale (see Section 1.4.2). In scale-up of a stirred tank to industrial-scale (e.g. 12 0x 26 m; V = 3000 m3),if P/V = const the micro-scale of turbulence does not change (micro-eddies with dimensions , I= 0.2 mm), whereas its macro-scale, which was characterized by the size of the primary eddy A, which is A z 0.08 D here, determines the primary eddy of ca. 0.7 m diameter, whose size would therefore far exceed the size of the experimental tank. In Fig. 3.5 the mixing time characteristics n099 = f(Re) for the stirrer types with
z
5
cross-beam
10’
z
5
10’
z
5
helical ribbon MIC
frame
a = 1.8 c ab=1.8cb b = 1.25 c bb = 1.25 cb
blade
C
anchor
cb d
turbine propeller impeller
10’
z
5
e
f fb gb hb ib
Fig. 3.5 Mixing time characteristics o f the stirrer types represented in Fig. 2.1 under given installation conditions; from [611]. (The nH values for the cross-beam and the gate stirrer are by the factor given in the table higher than that o f the blade stirrer. b - baffled tank)
10‘
z
5
lo5 z
5
I
107
108
1
3 Homogenization
fixed geometry given in Fig. 2.1 are presented. With the exception of the helical ribbon stirrer, they all exhibit in principle the same trends in their no( Re) dependences, which are discussed in Fig. 3.3 using the blade stirrer as an example. If the course of mixing with a helical ribbon stirrer in the represented laminar range is approximated with n o = const, it can be said that the mixing time decreases directly proportionally with the stirrer speed. From about Re = 50 the forces of gravity begin to affect the flow pattern. Round the stirrer shaft a liquid cone remains under the surface, whose participation in the intimate mixing is retarded [61 11. The helical ribbon stirrer is therefore only sensibly usable in the range Re < 100. For helical ribbon stirrers not only the power characteristic but also the mixing time characteristic is clearly dependent upon the size of the helical surface A, (single or double helix; pitch 0.5 or 1.0). For the range Re < 100 it was found that: no99 = 47Re0'(Aw/d2)-0.5
(3.18)
Of the many publications, which have concerned themselves with the homogenization of liquids, only a few of the most comprehensive will be initially mentioned here [ 190, 220, 552, 6111 and then those which deal with particular stirrer types: helical ribbon stirrers [261, 363, 651, 6941; enamaled stirrer types [159]; turbine and paddle stirrers [457]; PARAVISC stirrer (combination of anchor and helical ribbon stirrers) [ 6581. Mixing times in gassed liquids have been dealt with in [ 5241. An interesting alternative to the utilization of a propeller stirrer in baffled tanks appears to be the use of two propeller stirrers rotating in opposite directions on two concentric shafts, whereupon the use of baffles is superfluous. Tschuor and Widmer [5481 have given both the stirrer power and mixing time characteristics for such a stirrer configuration. In the plot according to Fig. 3.11 the straight lines are parallelly shifted for the same power consumption only a 30% shorter mixing time is realized with this stirrer combination. In the turbulent range, Jahoda and Machon [234] found no difference between the ne(Re) values of a turbine stirrer and that of a pitched blade stirrer ( a = 45"). Since the latter, under otherwise the same conditions, only required a quarter of the power, it is more suitable for homogenization. Axial flow is indispensable for the rapid mixing of the contents of a tank as is evident from the course of the mixing process with a blade stirrer in a tank without baffles. It is therefore disadvantageous for mixing times, if the height of the liquid rises significantly above H I D = 1. Corresponding tests (099, neutralization reaction with phenolphthalein as indicator [61 11) with cross-beam and propeller stirrers showed the strong effect of these geometric parameters; see Fig. 3.6. For cross-beam stirrers, whose beam number increases proportionally with H I D ( H I D = 1: 4 beams; H I D = 2: 9 beams; H I D = 3: 13 beams) the following relationship was found in the range H I D = 1 to 3 [ G l l ] :
no9!, = I G . s ( H / D ) ~ . ~ Re = 103-105
(3.19)
Fig. 3.6 Mixing time characteristics for different H I D ratios; the top graph holds for the cross-beam stirrer, the bottom for the propeller stirrer, after Fig. 2.la and h, resp.; from [611]
t
l
I
I
I
I
I
I
I
I
2 103
5 2 102 103 2
5
104
105
Re = n d2/v For propeller stirrers the effect of the H I D parameter was somewhat less pronounced, since this stirrer type produced an axial liquid circulation. It was found that:
cc ( H / D ) 2 ' 2
Re = lo4
nog9oc ( H / D + 3)3.8
Re = 10'
cc ( H I D + 3)2.'
R e = lo6
no99
(3.20)
but the nO values for Re zz (1-5) cc lo4 were about a factor of four higher. By mounting a second propeller stirrer on the same shaft the no value was approximately halved. On the other hand a draught tube did not shorten the mixing time. This indicated that flow short-circuitingwas advantageous for effecting mixing. These are also results, which make scale-up of a homogenization process according to no = const appear doubtful. They show that longer flow paths inevitably lead to longer circulation times and hence to longer mixing times. Prinzing and Hiibner [447] investigated the effect of the aspect ratio H I D upon the &(Re) dependence in a tank (D= 288 mm) with a propeller stirrer in the draught tube. They found that n o did not depend upon Re in the range Re =
110
I
3 Homogenization
105-10G. Up to H / D 2 3, nB increased directly proportionally with this parameter, in the range H I D = 3-9, however, much more strongly, namely according to nO E (H/D)”. 3.4.2
Material Systems With Density and Viscosity Differences
In the case of density and viscosity differences, the relevance lists in (3.15) is expanded by the density and viscosity of the components about to be mixed, the volume ratio q~ of the two liquids and the weight difference g A y due to the effect of the density difference and the acceleration due to gravity g :
Experiments with Schlieren optical method, which were possible due to the differences in density, in which the whole contents of the tank could be observed (therefore M z loo%), showed that, after a relatively short coarse mixing step, the mixing process took place in a material system, in which the physical properties of homogeneous mixture applied [616]. With p = f(pl,p2, p) and i = f ( v 1 , v 2 , p ) the above relationship reduces to
which in dimensionally analybcal terms is compressed to the dependence no = f ( Re, Ar) where Ar represents the Archimedes number Ar
= Re2/Fr’ = d3gAp/(ij2p)
(3.23)
Results obtained with a cross-beam stirrer (see Fig. 2.la and insert in Fig. 3.7) in tanks with D = 300 and 600 mm in the systems waterlaqueous sugar s p p , glycerine solution or cooking salt solution and in which A p / p and v1/v2 are varied over a considerable range, can be well described by the following relationship (see Fig. 3.7): = 51.GRe-1(Ar’/3
+ 3)
10’
< Re < lo5 lo2 < Ar < 10”
(3.24)
This finding meant that the mixing time in this flow range increased with to
( A ~ l j j ) ~An ’ ~increase . in ( A p l p ) by an order of magnitude, e.g. from increased the mixing time by a factor of 4.6.
In a more recent publication [467] it was confirmed that in homogenization with a turbine stirrer the effect of density and viscosity differences upon nH(Re) could not be as well described by the viscosity ratio p l / p 2 and a modified Fr number, as
3.4 Homogenization Characteristics
HID = 1 Dld = 1.5 hld = 0.15 bld = 1.05
did =0.15
Ud =0.15
Fig. 3.7
Mixing time characteristics for cross-beam stirrers at
H I D = 1 in material systems with density and viscosity differences; from [616].
when the material parameters of the homogeneous mixture were used as described above. In a recent publication [646]concerning the same topic, the authors distinguished between the stirrer-controlled (no z 30 = const) and the gravity-controlled regime. However, a correlation of these data with the aid of Richardson number, Ri, see below, was not satisfactory. Ahmad et al. [3] investigated the mixing of layers of hot water and cold salt solution in baffled tanks (D = 28.8 and 90 cm) with centrally arranged ship’s propellers, in which temperature differences were monitored with thermoelements placed at different heights in the liquid. They correlated the results with two composite pi-numbers: mixing time number process number
= nt?(d2s/V) and Ri = [Fr( p / A p )d / H]-’ ( H Z/ d D ) ’.’ T
I
ll1
112
I
3 Homogenization
and found a satisfactory linear relationship of the form: T = 1.6933 + 0.13GlRi
where s is the propeller pitch; V is the liquid volume; H is the liquid height; Ri is the Richardson number. In all cited publications two liquids with A p and/or Av were arranged in layers over one another, before the stirrer was switched on. If, on the other hand, a small quantity of the second liquid was added during the stirring, other relationships apply [G4G]. For the stirrer-determined flow condition Re > lo3 and in the range Av = 1-5000 mPa s, the mixing time is practically independent of Av, the point of addition and of (small) volume ratios. In the specific gravity controlled range of Ri = [Fr'd/H]-' = 1-100, on the other hand, the mixing times were > 10 times longer, their being determined by A p and Av. 3.4.3
Non-Newtonian Mixtures
Non-Newtonian mixtures are homogenized considerably more slowly than Newtonian liquids in laminar and transition ranges. This is also due to a shear rate field existing in the tank, which causes strong viscosity differences. Opara [411]has observed isolated stagnant zones in the form of well-known eddy rings in tanks with dished bottoms and blade stirrers, cross-beam stirrers and helical ribbon stirrers in the liquid (aqueous hydroxyethyl cellulose and SepararP XD solutions) in the transition range ReeE = nd2p/pen = 10-200. The liquid movement in the rings comprised two components: one rotated the ring round the stirrer shaft at a speed, which was smaller than the stirrer speed, and the other rotated round its own axis. Whereas the well mixed bulk liquid in the tank (ca.95% of the tank contents) was rapidly decolored by convective flow, the decoloration of the rings occured very slowly from the outside inwards. Thus two mixing times could be measured, the convective 0, and the total time 8. Whereas the mixing times for Newtonian liquids were only slightly shorter than the convective ones for nonNewtonian liquids, there was a greater difference between Oc and O in the transition range Re,E = 10-200 for blade stirrers and cross-beam stirrers: Olec = 3 to 10. Opara stated, that it was not to be expected that a correlation between the mixing time and peff and hence with Re,*, could be realized, because the concept of Metzner and Otto was derived from work on the power characteristic. There p,ff was determined from the shear rates, which occured at the largest rate differences, whereas the regions close to the walls, in which the smallest rate differences were to be found, were determining for homogenization times. To amve at a representative viscosity for the mixing process, Tebel and Zehner [539] used the proportionality between the circulation number N* = q 2 / q l and the mixing effect in a loop reactor driven by a propulsion jet (where q 2 is the total liquid circulating and q1 is the throughput of the propulsion jet). Its circulation characteristic N*(Ree@)was due to the purposeful flow direction and momentum
3.4 Homogenization Characteristics
effect in the laminar flow range simply predictable from the geometric parameters of the loop and the friction characteristic (Cf = const/Re,K) of the loop flow [ 350, 351):
N*= const(Geom)Rt$
ReeF
= uDp/pef
i i e f f ,which is necessary for calculating Ree* was determined from the relationship peR (?),
the appropriate shear rate here being obtained only from the circulation speed L' and the loop diameter D: = k u / D , where k = 13 for the loop reactor. The viscosity of a pseudoplastic liquid obeys the Ostwald - de Waele power law, giving in analogy to expression (1.46) (3.25)
The rn value for the above equation can be determined by bringing into coincidence the predicted and measured circulation characteristics N * (Re,tf) for different CMC solutions. This concept for the determination of the effective viscosity for mixing processes is also transferable to stirred vessels, because in the laminar flow range the above circumstances also apply for propeller loop reactors [351]. This was proved with tanks with pitched-blade stirrers 15401. The nO values could be better correlated with ReeR numbers, which were produced according to expression (3.25), than those which contained peRaccording to expression (1.45) after Metzner-Otto. W. Miiller (Technical University Dortmund) [ 3841 has utilized differently concentrated aqueous solutions of glucose (Newtonian), CMC (pseudoplastic) and PAA (viscoelastic) in experiments in baffled tanks with pitched-blade stirrers and found that in the ReeE range of Reef = 101-103the no9*values were about a factor of 100 to 10 higher with PAA than with glucose, whereas these values for CMC and glucose only differed by a factor of 5. Only above ReeR = lo4 did the nonNewtonian properties cease to have an effect on this relationship (Fig. 3.8). W. Miiller [384] made use of the deliberations of Opara [411], according to which that shear gradient was important, which was effective the furthest away from the stirrer and was rate determining for the homogenization process. According to this, the representative viscosity p e f f was not that corresponding to the average shear gradient, but that corresponding to the shear gradient at the wall, which in the simplest case could be obtained from the radial distribution of the shear gradient. In addition, that expression was employed which applied to the flow of an Ostwald-de Waele liquid between two concentric cylinders: j ( r * , rn) with r* = ( r - ri)/(ra - q), where r, and ri represented the outer and inner radii of the cylinder. For r = r, and pw determined from &, the experimental results could be presented in the form n098(Rew).It assumed that the homogenization process was better described with the wall viscosity than the average viscosity peR,but there could be no question of a satisfactory correlation n098 values. The following deliberations help matters further. In the description of the flow behavior of viscous and viscoelastic materials, elastic, viscous and inertial forces
114
1
3 Homogenization
0
0
v . v v
-10)
~
Fig. 3.8 Mixing time characteristics for a pitchedblade stirrer in baffled tanks with Newtonian and nonNewtonian fluids in the conventional representation. For legend see Fig. 3.9; from
[384]. -lo2
em*
10’
-*-.-*--.e-m.-m
-
have to be taken simultaneously into consideration, which can be achieved with a composite of dimensionless numbers, in which the inertial forces (IN)were present as a ratio with the viscosity ( V I )and elasticity forces ( E L ) : JN
VI + CEL
--
1
Re
+ CWi
(3.26)
The adjustment factor C could be seen as a weighting factor, which took the relative contributions of viscous and elastic behavior into consideration. With the help of the term (1 CWi)”, Ford and Ulbrecht [129] succeeded in correlating the mixing times in CMC and PAA solutions with different concentrations in the laminar flow range. If the no98 values are plotted as a function of expression (3.26),in which Re, was formulated with and the Weissenberg number Wi, with the relaxation time A,, which correspond to the shear rate ,f yielded a quite satisfactory correlation of mixing times. At the same time the results obtained with CMC converged futher, as can be seen in Fig. 3.9. This concept was also shown to be viable in the coupling of mixing time and power characteristics after [ 6111, if the modified characteristic for intimate mixing is extended by a Wi term. The dimensionless numkrs according to expression (3.28) were formulated with peffand Leg, resp., according to the average shear rate after Metzner-Otto. The left of Fig. 3.10 shows experimental results from Portner [444] with Newtonian and non-Newtonian liquids in tanks with turbine stirrers, the right of Fig. 3.10 the converging of the results with the WieR term. Finally mixing time characteristics were mentioned [ 5351, which were determined with seven different designs of helical ribbon stirrers, in which the gap
+
3.4 Homogenization Characteristics
I
115
Fig. 3.9 Mixing time characteristics for a pitchedblade stirrer in baffled tanks with Newtonian and NonNewtonian fluids taking into consideration the shear rate j, a t the wall; from [384]. Ordinate as in Fig. 3.8.
0 180Pas 0
033
0
v
001 om1 4 wl -%
9
3
e
-0
om
leer
CMC
r
2 0 1 5 wt -%
m
l,o
PAA
P 05 025
Q
001
-e
10'
10'
103
10'
Re, width s, in particular, was varied: s/D = 0.02-0.09. Hydroxyethylcellulose HEC was used as the liquid, whose rheological behavior obeys the power law and which exhibits practically no viscoelasticity. In the range of Re,s = 10-2-101no values increased slightly with Re,R:
Fig. 3.10 Modified homogenization characteristic according to [609]for the turbine stirrer and non-Newtonian fluids, on the right extended to include the Wie* term; from [444].
116
I
3 Homogenization
no = cRe&
a
%
1.2Q
(3.27)
The definition of Re,E was that given in expression (1.47). The constant c depended upon the flow index m of the medium, the exponent a upon the pumping efficiency of the stirrer Q = qL/(nd3).
3.5
Optimization With Respect to Minimum Mixing Work
The decision about which stirrer type is the most suitable under particular material and geometric conditions for the homogenization of a liquid mixture without density and viscosity differences, can only be answered by coupling the mixing time and power characteristics. Optimum conditions are then realized, under which this process can be carried out with the minimum mixing work PO [Ws = J]. The question posed is which stirrer type realizes for a given material system and given tank (tank diameter D) the required mixing time 0 with the lowest power and hence the minimum mixing work (PO = min) ? In this question in the first instance neither the stirrer diameter nor its speed is therefore of interest. The relevance list is as follows:
It provides two dimensionless numbers: (3.28)
Both these numbers can be obtained from the known Ne, nO and Re numbers with the assistance of the (also known) diameter ratio D/d. The following applies: II1
G
NeRe3D/d and 112 = nBRep1(D/d)2
(3.29)
The relationship nl = f(n2)is shown in Fig. 3.11 for those stirrer types represented in Fig. 2.1, which in a particular range of the number 112exhibit the lowest nl values, i.e. require the lowest stirrer power in this range. The application of this work diagram is extremely simple. The physical properties of the material system, the size of the tank ( D ) and the required mixing time B are known, therefore n2can be formulated. The following information can be obtained from the curve n, = f(n2)in Fig. 3.11: 1. The most favorable stirrer type and baffling are given along the abscissa line.
The stirrer diameter follows from the known vessel diameter D and the details concerning the stirrer geometry follow from Fig. 2.1 and the insert in Fig. 3.11.
3.5 Optimization With Respect to Minimum Mixing Work
I
!
I
0
H/D = 1 D/d =A33 h/d = 2
-ttt
l
H/D D/d h/d b/d b/d
l
I
l
l
I
0
=1
HID O/d h/d b/d
-2 =h2 = 1.5
I
I
l
I
I
O4 baffledvessel -
104
10-3
10-2
10-1
l
@
=1
I
117
H/O = 1 O/d = 1.02 h/d =a01 b/d = 1 did =a1
=1 =2 =Q4
= 0.1
‘/d=W
I
100
Work sheet for determining the most favorable stirrer type and the most favorable stirring conditions to attain the smallest mixing work PO; from [611].
Fig. 3.11
2. The numerical value of nl is read off at the intersection of the rI2 value with the curve. The stirrer power is now calculated from it. 3. The numerical value of Re is read off at the same intersection on the Re scale and this is used to determine the stirrer speed. It should be emphasized that in this diagram only those stirrers are exemplary represented, whose geometric conditions are given in Fig. 2.1 and whose power and mixing time characteristics are presented in Fig. 2.2 and Fig. 3.5. To ascertain which stirrer type is actually the most suitable for a particular homogenization operation, a whole range of stirrer types must be evaluated and documented while changing their parameters (number of stirrer elements, pitch of the blades or stirrer vanes) and particularly their installation conditions (H/D, D / d , h/d etc.), which vastly exceeds the scope of this book. [0.19] is recommended literature in this connection.
10’
I
118
1
3 Homogenization
108
107
Helical ribbon stirrer 106
105
104 -3
10-2
lo-’
100
10’
a Fig. 3.12a, b Investigation of the possible scale-up criterion P / V = const for different stirrer types and different flow conditions; c( from [ZZO], 6 from [611].
Furthermore it should be mentioned that the mixing characteristics from Fig. 3.5 which are fundamental to this evaluation correspond to a very high degree of mixing of M = 99%. There are certainly many mixing operations for which a much lower degree of mixing would suffice. Both these points of view must be taken into consideration in determining stirring conditions for economic homogenization.
3.6 Scaleup of the Homogenization Process
There can be no doubt that the &(Re) and Ne(Re) characteristics as well as the relationship nl = f(n2,Re) in Fig. 3.11 represent the mandatory source materials for designing stirrers for homogenization processes. Formerly it was often claimed
3.6 Scale-up of the Homogenization Process
I
119
b Fig. 3.121, b (continued)
that the volume-related stirrer power P / V was generally a suitable parameter for scaling up stirring devices. It can now be easily checked, whether this claim is valid or not for homogenization processes. A modified P l V number l l 3 is formed from the test data nB(Re, old) and Ne(Re, D l d ) :
P o2 n3 = D3 P
(3.30)
which must also be a function of llz = &ID2 and Re, This relationship is reproduced in Fig. 3.12a with the test results from Hoogendorn and den Hartog [220]. It shows that I I 3 = const applied in the laminar range for several axially conveying stirrer types (helical ribbon stirrers; propeller stirrers in a draught tube), i.e. the stirrer power per unit volume, which is required for a particular homogenization time, is here proportional to the viscosity p of the liquid and independent of the tank diameter. l l 3 and therefore P/D 3 x P / V in this range is actually a scale-up criterion for these stirrers. In the range II2 b lo-' n3 is no longer constant for these stirrer types, but decreases rapidly only to start strongly increasing again from n2 = lo2;see also Fig. 3.12b, from [fill].In general P/V is by no means suitable as a scale-up criterion for homogenization operations.
120
I
3 Homogenization Tab. 3.1 Relationship between P / V [kW/m3] and the tank diameter D [m] to attain the same mixing time (0 = 30 s) in the same material system ( p = lo-' Pas; p = 1000 kg/m3); from [632].
0.5 1.0 1.5 2.0 3.0 4.0
1.2 ' 2.0 ' 10-2 5.1 1.5 lo-' 1.2 ' 100 1.3, 10'
The P / V values given in Table 3.1 for the same mixing time of 8 = 30 s and for a blade stirrer in a tank without baffles for different tank diameters shows the large differences. Mersmann et al. [363] determined from the nO(Re) characteristics for different stirrer types in different publications those (no*,Re*) value pairs, in which the mixing time characteristic in the turbulent flow range changes into a straight line and plotted these values, converted into nl and l&, as can be seen in Fig. 3.13 upper left. They found the relationship
n, = const ni3
resp.
pe3 ~
PD5 = 300
(3.31)
which up to that time none of the investigated stirrers had numerically undercut. This brought about the following relationship:
(no)*= 6.7Ne-1/3(D/d)5/3
(3.32)
The relationship (3.32) enabled, the number of stirrer rotations necessary for homogenization to be calculated from the diameter ratio and the Newton number in the turbulent range and is therefore particularly suitable for investigating the effectiveness of new stirrer types and their efficiency in this region. The relationship also particularly recommends investigation of the effect of the diameter ratio D/d upon Ne and upon n8 in the turbulent range, see Fig. 2.3 and 2.4. Two things immediately follow from expression (3.31): a) when P/V = const, B increases cc , u ~ /(,u ~ ;= D T / D M - scale-up factor) b) when D = const, fl decreases with (P/V)-1/3.
3. G Scale-up of the Homogenization Process
. -.stirrer
1
propeller
lZ1
Ibaffles Iauthor 1 + I Kramers et al. van der Vusse Biggs Zlokarnik -,, -
-I-
b
111
1,
A
-"-
blade
_._
1
frame A pitchedblade
m Q,
I I :
,
-I
-
-n-
Gramlichl Lamade
turbulent:
I
lol'R Helical ribbon stirrer 108
=- O v
Re (D/d)* - D2 Fig. 3.13 Optimum conditions for the homogenization; from [363]. above left: different stirrer types in the turbulent flow range; below right: helical ribbon stirrer at different d / D ratios in the laminar flow range.
In Fig. 3.13 below, the authors [363] plotted their own measurements for the helical ribbon stirrer for different wall clearances d / D . It shows (see the table below right), that the stirrer power of the helical ribbon stirrer decreased rapidly with increasing wall clearance and that, to a smaller extent, the no values also decreased. This stirrer type, which up to now has proved to be the most suitable for homogenization in the laminar flow range, should if at all possible be utilized with d / D = 0.9. The authors [ 3631 established for d / D = 0.9 the relationship pe2 = 5.8 D3P
105
I
(3.33)
This confirmed the finding already made that in the laminar flow range the mixing time remained constant, if in scale enlargement the viscosity p and P/ V remained constant. The helical ribbon stirrer is particularly favorablefor homogenizing in the laminar flow range, but has two serious drawbacks, namely. the high cost of manufacture and the complicated introduction and installation in the tank. These disadvantages
122
I
3 Homogenization
can be obviated by using the Alpha stirrer [268],which consists of helically shaped segments. Its power and homogenization characteristics to a great extent match those of the helical ribbon stirrer.
3.7 Homogenization in Storage Tanks
Large storage tanks are only homogenized with stirrers in exceptional cases, since it mainly involves thin liquids and normally relatively long mixing times are permissible. For this side-entering propeller stirrers (propeller pumps) are used or mixing is achieved with jets or via rising gas bubbles. 3.7.1 HomogenizationWith Propellers
In homogenization with propellers [ 4 7 , 5551 one or more propellers are installed through the tank wall at an angle of 7 to 10” to the diameter. At this angle an intensive liquid circulation is brought about without appreciable rotation of the liquid contents. Since the relationship 0 K V/g’ exists (V- liquid volume) between the mixing time 0 and the liquid throughput q’ of the stirrer, the stirring conditions are so selected,that for a given stirrer power a large pumping effect is obtained, which is attained by a large stirrer diameter and a small stirrer speed (see Section 1.4.4).The following relationship applies at HID = 1 and P = const, according to [4071: 0 cc ( D / L ~ ) ~ . ’ 10 < D / d
< 30
The mixing time for a given d is shortened in direct proportion to the stirer power P: 0 K P-’
d = const
A density difference significantly lengthens the mixing time:
In general one of two hydrodynamic conditions occur upon mixing with propellers:
a) At high mixing intensity, the mixing depends essentially upon convection and turbulent diffusion. b) At (the generally used) low mixing intensity even small differences in density bring about the formation of layers, whose dissolution takes place through boundary waves. This process is much slower than process (a) and depends to a large extent upon the geometry of the tank and on the physical properties of the system. The boundary between the two flow ranges is given by the numerical
3.7 Homogenization in Storage Tanks
I
123
value of the critical Froude number FrirIt= n&dp/gAp [586]: log
= 1.40
+ 0.04( D/d)
For Fr' % Fririt,nO is independent of Fr', but depends strongly upon Dld: nO = 90(D/d)'.3 For Fr'
< Fririt,on the other hand, the following applies:
nH = 90 ( D/d)
(Fr& / Fr ')
+lo" and /?= +lo" ( a - angle between the stirrer shaft and the horizontal; fi angle between the stirrer shaft and the radms) were also found to be favorable installation conditions for propeller stirrers in [ 351. The power characteristic of sideentering propeller stirrers is ca. 1/3 lower than those with vertical stirrer installation. (3 =
3.7.2 Homogenization With Liquid Jets
In homogenization with jets the mixing time can be relatively accurately calculated on the assumption 6' cc V/q' [555]. The total liquid throughput q' is composed of the propulsion jet and the quantity of entrained liquid. For calculating the propulsion jet see [140,1801 and for the quantity of entrained liquid see [ 14, 1271. The nozzle can be positioned centrally in the tank just under the liquid surface and operated by the liquid contents of the tank, so that the jet streams perpendicularly downwards and sets the liquid contents of the tank in circulation. Experiments [ 1741 were carried out, in which 3% of the vessel contents was utilised and the mixing time, which is necessary for attaining 99% homogeneity, determined. The following mixing time characteristic (0- jet velocity in the nozzle, d - nozzle diameter) was found
&/d = 0.8G(D/d)2.75 The nozzle can also be positioned centrally at the bottom of the tank and through a single injection of a particular volume of liquid (1 to 3% of the recipient vessel) the attaining of completely homogeneous mixing can be attempted (4561. In fact degrees of mixing >95% can be achieved. The number of nozzles and their diameter was varied in the experiments, the results followed photographically and the images compared with the predicted concentration profile. Other publications over this theme are [ 2801 and [ 5071. 3.7.3
HomogenizationThrough Rising Gas Bubbles
The homogenization of relative thin liquids ( A < 100 mPa s ) in storage tanks can be particularly effectively realized by rising gas bubbles from a sparger (sintered
124
I
3 Homogenization
ro2 8
6
4
2
70 8 6
4 T
2
I I
70°
r63
2
4
6 8 70-’
2
4
6 8 70’
Fig. 3.14 Work sheet for determining the necessary gas throughput q (1 bar, 20°C) for a given mixing time 0. D tank diameter, H liquid height. Only valid for water and the given sparger. Dashed line: example in text; from [613].
or perforated plate, two-component nozzle) at the bottom of the tank, since their buoyancy and thereby the stirring effect remains constant over the entire height. (With the restriction that the gas dissolved in the liquid has no adverse effects!) In the case of watery liquids without appreciable density and viscosity differences, the following expression applies 16131:
B(g/D)’/’
= 4.75Fr-’/4(dH2/D3)’/4 with Fr E
q2/(D5g)
(3.34)
After transformation it becomes:
BID = 4.75(H/q)”2(d/g)’/4
(D,H - diameter and height of tank; q - gas throughput; d sparger; g - acceleration due to gravity).
(3.35) -
diameter of the
3.7 Homogenization in Storage Tanks
The corresponding worksheet is shown in Fig. 3.14. It also contains an accurate sketch of the sparger used (and to be used). The calculation example included in this figure is based on the following data: 0 = 30 min; D = 2 m; H = 6 m; water, which yields for the ordinate the value of O/D = 15, which at the intersection with the straight lines for H = 6 m indicates a required gas throughput of q = 60 l/h. This result shows, that homogenization can be carried out exceptionally favorably with gas throughput. Compared with propeller stirrers, power values are obtained which are of the same order of magnitude, only the investment costs in the case of a gas sparger with compressor are incomparably lower. A surface tension which is low compared with water reduces the bubble coalescence. The gas bubbles remain smaller, their density in the gas/liquid flue becomes larger and this increases the pumping effect and thereby reduces the mixing time. In liquids with high viscosities, on the other hand, the gas bubbles are larger and furthermore the liquid circulation is reduced with the result that the mixing time is longer. For the homogenization characteristics which apply under such conditions, see [613]. Other papers over this subject are: [324, 4831. Homogenization with rising gas bubbles is also interesting for the intimate mixing of water reservoirs or of lakes. Appropriate model measurements [515] provide the following expression for the mixing time 8:
0 = 250[H4/(qg)]'/' which can be reduced to the dimensionless relationship B(g/D)'/' = 250Fr-'/6(H/D)4/3
(3.36)
Stirring Theory and Practice Marko Zlokarnik
0Wiley-VCH Verlag GmbH, 2001
126
I 4
Gas-Liquid Contacting 4.1
Introduction
In this operation, generally termed gas-liquid contacting or simply gassing, the aim is to increase the interfacial area between the gas and the liquid. This important operation is utilized in the chemical industry in the hydrogenation, chlorination, oxidation, etc. In fermentations and in aerobic waste water purification, supply of oxygen is one of the most important process engineering operations. In this field this operation is therefore still the subject of intensive research. Stirred tanks and bubble columns are typically used for this operation in the chemical and pharmaceutical industries, whereas flat ponds and recently high cylindrical tanks (“towers”) are being used in waste water purification. The target quantity of the gassing process is the absorption rate in the gas/liquid ( G / L ) system. It is directly proportional to the interfacial area between the gas phase and the liquid phase. The limiting factor is the diffusion of the dissolved gas through the liquid-side of the boundary layer, which can only be affected by its thickness to a limited extent. A substantial intensification of mass transfer is only possible by increasing the G/L interfacial area: gas sparging by means of stirrers, nozzles, sintered or perforated plates etc. should therefore effect a dispersion of the gas into fine bubbles. Unlike the heat exchange, the G / L interfacial area is not constant, but depends in addition to the process parameters also on specific physical properties, which significantly contribute to the size of the gas bubbles (see Section 4.10).
4.2
Physical Fundamentals of Mass Transfer 4.2.1
Determining the Driving Force
The driving force in these processes is the deviation from the equilibrium and thus the chemical potential p. The mass transfer ceases, when a thermodynamic equilibrium is realized at the interface. The possible density or concentration
4.2 Physical Fundamentals of Mass TranZfer
I
127
jump present has no effect (as shown by water/steam or water/ice equilibria). The chemical potential pi or the partial molar free enthalpy (C7G/dn,)p,T,nBof the transported gas i is equal on either side of the interface, its change at the phase boundary being continuous. p A can be expressed in terms of fugacities, which are only equal to the partial pressures of the components involved in an ideal gas mixture [9]. The driving force is then the fugacity gradient (in a perfect gas: the partial pressure drop Ap). This gives the following expression for the mass flux
j m i: '
With the Two-film theory of Lewis and Whiteman (1923/24) [ 327, 5941 two conditions are postulated for this transfer process: 1. Either side of the phase boundary two stationary laminar fluid layers (films) are formed with thicknesses SG and SL, through which the gas can only pass by diffusion. 2. At the interface a thermodynamic equilibrium immediately arises. This means, that in the phase boundary the equilibrium concentration i.e. the saturation concentration G* = c, = f(i, T ,p) applies.
The Two-film theory enables the difficultly accessible chemical potential difference Ap to be replaced by the concentrations of the gas in the gas phase, liquid phase and in the phase boundary c*, only then the concentration change from phase to phase is discontinuous but makes a jump, as demonstrated on the left of Fig. 4.1. This discontinuity is eliminated using Henry's Law (1803). This concerns the equilibrium of a volatile (gaseous) substance in a low volatility solvent and postulates, that the partial pressure p of the volatile substance is proportional to its concentration c in the liquid: p = Hyc
H y = f (material conditions; temperature)
Phase boundary
Fig. 4.1 Representation of the mass transport process in the gas/liquid ( C / L ) system according to the Two-film theory. Left not taking and right taking Henry's Law into consideration
a
b
-- gas-side boundary kyer liquid-side boundary layer
(4.2)
Phase boundary
128
I
4 Gas-Liquid Contacting
The proportionality constant is the Henry constant Hy. Taking this into account, the concentration change is continuous, as shown on the right of Fig. 4.1. According to the first postulate of the Two-film theory, an overall mass transfer occurs. There are two mass transfer coefficients, kG and kL, which are defined by their corresponding film thicknesses 6 and diffusion coefficients D (see Fig. 4.1):
The mass transfer equation formed with the mass flux j, then reads:
and p* = H y c * , expression (4.2). From these equations a mass transfer coefficient can be obtained, whose form depends upon whether p * is eliminated with c* or vice versa. In the first case one obtains:
and in the second case:
Typical diffusion coefficients D for gases are approximately a factor of lo4 to 10' higher than for liquids, hence DG DL applies and according to expression (4.3) also k G 9 k L i.e. resistance to gaseous transport 1 / k G is negligible compared with
+
WL.
The only important exception, in which k G < k L has to be assumed, is the chemisorption of a gas component from a gas mixture in flue gas scrubbing, since here depletion of the gas to be adsorbed is involved and in addition the concentration of the gas is already zero at the interface due to the extremely fast chemical reaction (chemisorption).Since gas scrubbing is not normally carried out in stirred tanks, this exception will not be considered here. Thus equation (4.4) becomes:
j,
E
G/A = kL(c* - c )
+
G = kLAAc
(4.7)
The mass flow G of the gaseous component is directly proportional to the mass transfer coefficient on the liquid side, k L , the mass exchange surface A and the concentration difference Ac. The mass exchange surface A is unknown and with k L is itself a function of the physical properties and the process-related parameters. This is the reason why the
4.2 Physical Fundamentals of Mass Transfer
I
129
target quantity in mass transfer is, as a rule, a product of the two quantities. kLA is the target quantity in surface aeration:
If gas-liquid contacting takes place in the liquid volume, e.g. in stirred tanks and in bubble columns, a quasi-uniform material system is usually assumed (same bubble density in each volume element) and the mass flow G is related to the (ungassed) volume of liquid V: G / V = kLaAc
kLa =
~
G VAc
a = A/V
(4.9)
Therefore kLa, the volume-related liquid-side mass transfer coefficient, rather than k L is the aim of most investigations in this area. kLa is usually referred in the English language literature by the term “volumetric liquid-side mass transfer coefficient”, which is not strictly correct, since the mass transfer is not recorded by a volumetric measurement, but merely is related to the volume [637]. In this book the term “volume-related liquid-side mass transfer coefficient” will be used. 4.2.2
Temperature Dependence of kLa
Different correlations are used to take the temperature dependence of kLa into consideration. One of them [514] takes the physical interrelation k L = DL/& into consideration, from which kL(T) must result from DL(T)and p ( T ) , and uses the
-% !!.expression
T + 273
ship
T + 273 becomes:
= const which is borrowed from the Einstein-Stokes relation-
= const. The correction factor, related to the kLa value at 20°C,
1OOkLaT
kLa(20.c) = 100
+ 2.665(T
-
20)
(4.10)
Judat used a simpler T correction [ 2491:
Panja and Rao [422] measured the kLa(T) dependences at 18.5; 35 and 45°C and found an increase of 17-21% per 10°C. This increase depends upon kL(T), which can be determined according to Calderbank and Moo-Young [67]: k ~ ( v g ) - ’ ’ ~= 0.132S~’/~. At higher temperatures k L increased by 18% per 10°C, although a only increases 1.5% according to the corresponding equation in [67].
130
I
4 Cas-Liquid Contacting
Temperature dependence of the kLa calculated according to three different procedures
Tab. 4.1
15141
[249]
20% each 10°C
40
1 1.26 1.53
50
1.80
1 1.26 1.60 2.03
1 1.20 1.44 1.72
20
30
A comparison of these three calculation procedures is given in Table 4.1, in which column 3 has been roughly calculated with a 20% increase per 10°C. Since the accuracy of mass transport measurements is 5-lo%, these approximate calculations according to [422] are sufficient. 4.2.3 Saturation Concentration c, of the Gas in the Liquid
Knowledge of the characteristic concentration difference Ac is necessary for determining the kLA or kLa values. To determine these, the saturation concentration c, of the particular gas in the liquid must be known. For many gases and in particular for oxygen in pure water, these values are to be found as a function of temperature in many tables. The electrolytes and most non-electrolytes,however, reduce the solubility of gas in water, salting the gas out. There are a number of publications, which deal with calculation of this effect (Sechenov 1889; Krevelen and Hoftijzer 1950; Danckwerts and Onda 1970 Schumpe 1970). Schumpe [494] gives a comprehensive review of these publications and proposes an improved simpler expression: (4.12) where c G , ~ / c G is the ratio of gas solubility in pure water and that in solution; ci is the ion concentration; hi and hG are the ion-specific and gas-specific parameters. The hi parameters for 20 cations and 19 anions and the h~ parameter for 15 different gases are tabulated for the temperature of 298.2 K in [494].The agreement between calculation and measurement is excellent (standard deviation of 0.014). For the solubility of 0 2 in particular biological solutions see e.g. [369]. 4.2.4
Definition of the Characteristic Concentration Difference Ac
From expression (4.9) it follows that the quantity kLa can be determined via Ac and thereby via measurements of the concentration of dissolved gases in the liquid. Thus Ac is linked in a particular way to the saturation concentration c,, see expres-
4.2 Physical Fundamentals of Mass Transfer
sion (4.13),which in addition to temperature and the partial pressure of gas p’ is also dependent upon the system pressure p . For surface aeration (the system pressure p is at least in biological waste water purification atmospheric pressure) the following applies: AC = c,( TI p’) - C
(4.13)
where c, (T. p ’ ) is the saturation concentration at given temperature T and partial pressure p’ = p x ( p is the system pressure; x is the mole fraction of gas in the gas mixture; c is the concentration of dissolved gas in the liquid). In well-mixed liquid volumes (stirred vessels, bubble columns) with high liquid heights, a saturation concentration is established under unsteady-state experimental conditions, which satisfies the relationship: c, = c,(T,p’)(l
+ O.OSH[m])
(4.14)
For a 20 m water column, a doubling of the table values for oxygen is to be expected upon saturation: p = patm+ Phydr/2,whereby Phydr= pgH. For volume gassing the average logarithmic concentration difference Acm (similar to ATm in heat exchangers) applies, if it can be assumed that the gas phase is not backmixed (which is the case with high aspect ratio bubble columns and fermenters): (4.15)
Aclarge = c’ - c Acsmali = c”
-
c
c’ = c , x ’ p = c , x ’ ( l
with c’
= c,
with c”
at gas inlet
= c,
at gas outlet
+ O.lH[m])
H is the liquid height over the gas inlet point x’ is the mole fraction of the gas (air-oxygen:x’ = 0.21) C N = c,x”p
(4.16) where q is the gas throughput; G is the mass flow of the absorbed gas; pc is the density of the absorbed gas. For continuously operated devices (steady-stateoperation) a constant concentration c of dissolved gas is established over the whole liquid depth, depending upon the operating conditions. This has been shown by measurements of the mass transfer in large tanks ( H = D = 26 m) with injector aeration. Moreover the c must obey the condition c @ c“, if desorption (degassing) is to be avoided: in this case expression (4.15)were also inapplicable due to the negative Acsmall!
I
131
132
I
4 Gas-Liquid Contacting
In batch operation the concentration of the absorbed gas in the liquid steadily increases until its saturation concentration is attained. Measurements of the mass transfer in large tanks ( H = D = 26 m) with injector aeration have confirmed expression (4.14),according to which the saturation concentration reaches that value, which applies for the average system pressure. 4.2.5
Consideration of the Absorption Process from a Physical and Industrial Viewpoint
Formulation of the volume-related liquid-side mass transfer coefficient kLaleaves the questions open, of whether this quantity should be regarded and investigated as such, or as the product of two parameters k L and a independent of one another. Whereas for industrial problems and design criteria only kLa is important, for an in depth consideration of the process it is certainly interesting to establish, how the two components of this quantity depend upon the material and process-related parameters, since a deeper insight into this relationship can also provide hints for a directed optimization of the absorption process. The following target quantities of the absorption process appear to be of interest: 1. volume-related liquid-side mass transfer coefficient kLa, 2. liquid-side mass transfer coefficient kL, 3. volume-related interfacial area a, 4. gas fraction in the liquid (“gas hold-up”) E , 5. gas bubble size distribution in the liquid.
4.3 Determination of &Lo
There are a number of physical and chemical methods for determining kLa E G/( VAc)[s-’], which can be subdivided into unsteady-state and steady-state measuring methods, depending upon whether the concentration c of the gas dissolved in the liquid changes with time during the measuring process or remains constant. 4.3.1
Unsteadystate Measurement Methods
Unsteadystate measurement methods are based upon the fact, that the sorption process proceeds according to the first-order time law, whereby kLa represents the time constant of the process: dc = kLa(c, - c) dt
In-
c, - c cs - 6%
= -kLa t
(4.17)
(4.18)
4.3 Determination of kLa
I
133
The semi-logarithmic plot of the relative concentration of oxygen c/c, or (c, - c)/ (c, - c,) against time t gives a straight line, whose slope provides the value of kLa. 4.3.1.1 Measurement With Oxygen Electrodes
The currently most used measuring method is the monitoring of the concentration of dissolved gas with time in absorption and desorption by means of polarographic oxygen electrodes. It is therefore restricted to oxygen or air and water or aqueous solution. The oxygen is either blown out with nitrogen or it is chemically bound by a stoichiometric quantity of sodium sulfite, so that the liquid can be repeatedly used, after oxygen saturation has been approximately attained. In this case Co2+ ions are added as a catalyst. The test liquid must be renewed, if the salt concentration exceeds 0.5 g/l, since above this value the coalescence behavior changes significantly (see Section 4.10). The response time of oxygen electrodes must be in the range of 2-3 s, if k ~ is a to be measured to an accuracy of lo-’ s [560]. The concentration of oxygen in the air, which continuously decreases upon bubbling through and therefore for high values of kLa (particularly for chemisorption!) has to be taken into consideration, can pose a problem. A corresponding correction must be applied, if there is a significant depletion of the gas phase (low gas pressure and high kLavalues). In this case equations (4.17) and (4.15) are used and the time-dependent saturation concentration c”(t) is taken into consideration as follows: c’ dc/dt kLa = - with Ac,(t) = AcIn(t) In
-
c”(t)
CI - c
(4.19)
~
c”(t) - c
The value of kLa can only be genuinely determined with the unsteady-statemethods, if the time constant of the electrode t E < l/kLa. t E x kLaz 0.2 should apply in the case of low viscosity liquids (no additional reduction of the response time by boundary layer effects). 4.3.1.2 Manometric Method
Manometric method can be used in combination with any liquid and any pure gas (not gas mixtures!) [624]. Figure 4.2 shows the test apparatus. It consists of a stirred tank with a self-aspiratinghollow stirrer and storage and measuring vessels for the gas (e.g. nitrogen of 99.9% purity). After the saturation at atmospheric pressure at test temperature is achieved, the stirrer is switched off, the gas outlet valve closed and a higher pressure is attained in the gas space (e.g. 2.0 bar) by fast supply of gas from the storage vessel. After switching on the stirrer, the liquid takes up more gas as a result of the higher system pressure. This is accompanied by a decrease in pressure in the gas space, which is compensated for from the measuring vessel, so that the absorption process proceeds isobarically (i.e. at constant pressure). Measurement of the absorption process consists of registering the pressure drop in the measuring vessel by means of a pressure transmitter and plotting this with time.
134
I
4 Gas-Liquid Contacting
-
-
Fig. 4.2 Testing apparatus for manometric measurements of the absorption rate in C / L systems in any liquid and any pure gas (not gas mixtures!); from 16241.
reaulatina
recorder pen-
\\
\
gas measuring cylinder __
L s t i r r i n g vessel
After saturation with nitrogen at 2 bar, the pressure is reduced to 1 bar while stirring the tank and the measurement can be repeated under different stirring conditions. Since the stirrer used is a hollow stirrer, a change in the stirrer speed affects both the stirrer power and the gas throughput (see Section 4.12.1). This measuring method is, due to its adaptability, very good for investigating coalescence phenomena in any physical system and is suitable for clarifying the chemical kinetics in mass transfer-limited reactions in gas/liquid systems (e.g. hydrogenations, oxidations, phosgenations, etc.) (see also [215]). 4.3.1.3
Dynamic Response Methods
The term dynamic response method refers to methods in which oxygen electrodes in the liquid respond rapidly to changes in the composition of the gas phase. They are mainly employed in fermentation technology. The problems which arise either depend upon the response behavior of the electrodes or upon assumptions made with regard to the mixing of the gas cushion and the liquid. Many publications refer to the special features of the measuring technique [71, 971, the sources of error [265] and modeling [106,3721. 4.3.2 Steady-State Methods
4.3.2.1 Sulfite Method
Most sorption methods are carried out with air, oxygen and nitrogen being absorbed in the liquid. Before the invention of the polarographic oxygen electrodes, which permitted unsteady-state measurements in salt-free liquids (Section 4.3.1.1), steady-state measurements had to be used and an oxygen sink provided, for which Cu2+and Co2+ catalyzed sodium sulfite oxidation was suitable. The concentration of dissolved oxygen was thereby always equal to zero and the absoption rate (oxygen mass flow G ) determined from the change in the normality of the sulfite solution with time.
4.3 Determination of kLa
I
135
When the saturation concentration of oxygen in 1 N or 2 N sulfite/sulfate solution was not yet known, the oxygen concentration difference was expressed as the oxygen partial pressure, whose value, p”, could be determined from the gas throughput and the absorption rate [84, 257, G10/2]. Westererp et al. [587] determined the oxygen saturation value in pure water to be 42.9 mg 0 2 / ( 1 x bar) and in a 1.G N sodium sulfite solution to be 21.45 mg 02/(1 x bar). Zlokarnik [G24] found values of 28 and 18 mg 0 2 / ( 1 x bar) for oxygen saturation in 1 N and 2 N sodium sulfate solutions, respectively, using the manometric method and concluded from the similarity of nitrogen saturation values in sodium sulfite and sodium sulfate solutions of the same normality that the oxygen saturation values in sodium sulfate solutions also applied to sulfite. Gestrich and Pontow [153] fully confirmed this in their determination of the solubility of oxygen in sodium sulfite solution (sulfite concentration < 1.2 mol/l) at O-3O0C, with the sulfite oxidation inhibited by pphenylene diamine. The solubilities of a number of gases in different salt solutions can be found in tables, e.g. 14501. Cu2+-catalyzedsodium sulfite oxidation had already been studied in the 1930’s and was used by Cooper et al. in 1944 [84] to determine the absorption rate in stirred tanks. Linek [ 3281 proved experimentally in work of fundamental importance, that there are significant differences between Cu2+- and Co2+-catalyzedsodium sulfite oxidations. When Cu2+ is used, a pure physical absorption is involved at c = 0. If it is catalysed by > 3 x low4mol coso4/1 at pH = 7.9, it proceeds by chemisorption in the phase boundary. Hence, measurements under these conditions permit the determination of the interfacial area. Waal and Okeson [5G8] came to the same conclusion at about the same time. They established that the oxidation with oxygen was a first-order reaction and the reaction rate constant could be vaned between 50 and 10,000 s-l by changing the Co2+ concentration at pH = 8.0 and T = 15-25°C. An activation energy of SO kJ/ mol was found. The kinetics of the Co2+ heterogeneously catalysed oxidation of sodium sulfite were measured by Sawicki and Barron [480] in a falling-film column. In contrast with [ 5681 the reaction under such conditions was found to be of second-orderwith respect to oxygen concentration and 0.5-order with respect to Co2+ concentration. On the basis of the measured apparent activation energy of 47.7 kJ/mol, it was concluded that the diffusion-controlledreaction step, in which the Co(1I)-complex was oxidized to Co(II1)-complex,the actual catalyst was rate-determining for the process. In the concentration range 0.2-0.9 M sodium sulfite the reaction was found to be of zero-order with respect to SO:- concentration [409]. On the other hand the kinetics of the Co2+ homogeneously catalysed oxidation of sodium sulfite were independent of the oxygen concentration. The reaction was 3/2-order with respect to SO:- concentration and 0.5-order with respect to Co2+ concentration [5491. A comprehensive review over the two kinetics (141 literature references!) is contained in [ 3301. Linek [328] has determined a significantly smaller interfacial area a in measure-
136
I
4 Gas-Liquid Contacting
Fig. 4.3 kLa(P/ V) dependences for the Cu2-- or Co*+-catalyzed sulfite oxidation with 0 2 or with air; from [624]
.
kLa[s-11
/'
21-A/
I absorption + reaaion (chemisorption) lube sliner. d-60 mm vessel 300'~ 300 mm matenal system: 1 n k m / a i r reso 02
1
ments in Co2+ catalyzed systems using air than in those using pure oxygen. He explained this finding on the basis of the transfer resistance on the gas side l/kc, which, in the case of relatively low gas throughputs q = 1.15 m3/h [Q = q/(nd3)= 0.0381 can be significant due to the longer residence time of the gas in the gas bubbles. Zlokarnik [G24]found on the other hand GO% higher kLa values in experiments with Co2+ and air than with oxygen (Fig. 4.3). He explained this by the Co2+catalyzed sodium sulfite oxidation in the case of pure oxygen consuming so much oxygen, that the gas bubbles shrink and hence the bubble surface area decreased. In the case of air the oxygen shrinkage in the gas bubbles is, on the other hand, comparatively small, since the absorption was significantly slower due to the factor of five smaller Ac and in addition the nitrogen ballast accounted for 280% of the gas volume. (These differences could not be observed in the relatively slow purely physical absorption with Cu2+as catalyst.) Hydrazine Method A considerable disadvantage of the sulfite method is that the liquid contains much 4.3.2.2
salt, making the gas bubble coalescence not comparable with those in material systems with low salt contents (see Section 4.10). This disadvantage first attracted attention in studies of the absorption behavior in gassing devices for biological systems and for waste water purification and was the reason for looking for an alternative. This was found in the hydrazine method [624]. The hydrazine oxidation proceeds in alkaline medium and in the presence of a Cu-containing catalyst according to the reaction equation
4.3 Determination of kLa
NzH4
+
+ 2 HzO
(4.20)
An aqueous hydrazine solution is continuously fed into the test tank, where it is oxidized with aeral oxygen. Thus the content of hydrazine is close to zero and no reaction products are formed, which could affect the coalescence behaviour of the system. Since in each case, depending upon the experimental conditions, at the steady-statecondition 0 2 = const # zero, the method requires the use of an oxygen electrode. In the first utilization of this measurement technique [G21] a copper sulfate concentration of 0.01 mol/l was used at a pH = 11-12, i.e. the catalyst consisted of a mixture of suspended copper hydroxides/oxides/oxidehydrates, whose composition was age-dependent. In addition the catalyst precipitated slightly or coated the tank walls. These disadvantages were circumvented by using copper tetra-sulfophthalocyanine as a homogeneous catalyst [5751. Extensive measurements in systems with or without coalescence inhibition (common salt, iso-propanol)established, that the hydrazine method produced about 25% higher kLa values than the steadystate measurements 15761: pH 12.0-12.4; copper concentration (5-10) x mol/l; oxygen concentration 3.0-6.0 mg/l. The most recent investigations I3521 favor CuClz in an ammonia-ammonium buffer over copper tetra-sulfo-phthalocyanine, because it is less expensive and more readily available. Under the test conditions used (pH = 10.5; 20°C; 5 x lop4M CuC1,; 0.1 M NH:/NH3) an ammonia alkaline Cult- or Cu2+-complexwas formed, which exhibited good catalytic activity. An investigation of the kinetics of hydrazine oxidation [ 1491 yielded the expression r = k [NzH4][02]-1/3 for the rate of reaction, i.e. the reaction is inhibited by the educt oxygen. The activation energy ER of the reaction rate constant of ER = 12.2 If: 1.5 kJ/mol in the temperature range of 15-35°C was fairly low. 4.3.2.3 Sodium Sulfite Feed Technique The sodium sulfite feed technique has been proposed for measuring the absorption rate in large tanks (fermenters) [228]. 1 x mol/l of CoSO4 as catalyst was added to the test liquid and during aeration a 0.1-0.3 M sodium sulfite solution was continuously fed in. It is thus a steady-state physical absorption in a material system, whose coalescence condition corresponds to that of pure water, as long as the salt concentration does not exceed 0.5 g/l. 4.3.2.4
Hydrogen Peroxide Method
In the department of Prof. Nienow, Birmingham University, an interesting method has been developed [356], which utilizes the catalyhc decomposition of hydrogen peroxide and works on the assumption that for G / L mass transfer it is unimportant whether its direction is L --t G or G -+ L. The decomposition of hydrogen peroxide according to the equation: 2 Hz02
I
137
0 2 + N2
-+
2 H20
+0 2
(4.21)
is catalytically accelerated, for which Mn02 or the enzyme Catalase is utilized. The
138
I
4 Gas-Liquid Contacting
reaction rate is of first-order with respect to the hydrogen peroxide concentration and is independent of the Catalase concentration. As in the hydrazine method, hydrogen peroxide is fed in continuously. In the steady-state co2 = const and thus the oxygen formation rate is the same as its desorption rate from the liquid in the gas phase.
4.4
Mass Transfer Characteristics for the C/L System
Most of the measurements concerning mass transfer in G / L system were carried out with the turbine stirrer, because very early it became apparent, that stirrers with resistance due to their shape are the most suitable for dispersing gas. There are indeed measurements, which prove that turbine stirrers with 12 paddles are energetically more favorable than those with 6 paddles 12481. In several publications differently designed hollow stirrers have been utilized. Hollow stirrers are also excellent gas dispersers in addition to their sucking the gas in. 4.4.1
Establishing Mass Transfer Relationships
Dimensional formulations of mass transfer processes will be referred to as “relationships”, whereas their dimensionless formulations will be referred to as “characteristics”. Evaluation framework Under given geometric and material conditions the following quantities are involved: target quantity:
kLa
E
G/(VAc)
=
G/(SHAc)
process parameters: 1. P / V 2. u = q/S oder q/V = q / S H where S is the cross-sectionalarea of the working space; H is the liquid height; q is the gas throughput. Since the second process parameter is defined, on the one hand, as gas throughput per surface (“superficial velocity”) and on the other hand as gas throughput per unit volume, there are two fundamentally different evaluation concepts: (4.22) (4.23) Evaluation of experimental data according to concept 2 suggests a compression of the evaluation space [621]: 2a. kLaV/q = G/(qAc) = f(P/V)
(4.24)
4.4 Mass Transfer Characteristics for the G I L System
I
139
Tab. 4.2 Concepts for representing mass transport during gassing in stirred
tanks and in bubble columns
mixing vessel; concept 1 1841 mixing vessel; concept 2 16191 mixing vessel; concept 3 [193] bubble column with injector 16241
target quantity
process quantity
kLa = G / ( VAc) kLaV/q= G / ( q A c ) kLa/r = G/(HqAc) kLa/r = G/( H q Ac)
plq
P/V, c = q / s
PIVv
= P/(qH)
P/q
A decision over whether the gas throughput is appropriately taken into consideration with 1; = q / S or with q/V = q / S H , can only be made on the basis of experiments carried out at different scales. (To come straight to the point: it was found that the first concept with G’ = q / S provides an appropriate evaluation framework for scale-up!) Henzler [193] utilized an evaluation framework, in which a degree of freedom was dispensed with, in that both kLa and PIV were coupled by multiplication with 0. This 3. approach assumes the evaluation space 3. kLa/t.= f (P/Vu)
(4.25)
These quantities can be interpreted as follows: (4.26) The first quantity is identical with that, which was found to be appropriate for bubble columns. The second differs by the liquid height H from that of ( P l q ) , which applies for bubble columns with injectors [626, 6291. Thus there are three possible frameworks available for the evaluation of experimental data of mass transfer, which are shown in Table 4.2. 4.4.2
Mass Transfer Relationship: Experimental Data The first quantitative representation of the mass transfer relationship came from Cooper, Fernstrom and Miller in 1944 [84].They worked with a vaned disk with 16 radial vanes in three different sizes (scale 1:3) in 1 N sodium sulfite solution and formulated the kLa value with the oxygen partial pressure as Kv [kmol 02/m3 h at], since the oxygen solubility in the sulfite solution was then unknown. The result for this stirrer in a completely coalescence-inhibited material system was:
K , cc (P/V)0.’5v0-67
(4.27)
where P/V is the stirrer power related to the volume of the ungassed liquid; u is the superficial velocity of the gas.
140
I
4 Gas-Liquid Contacting
For the German reader it is interesting to know, that the authors made the decision in favor of a volume-related stirrer power P / V with reference to the paper of Biiche [ G l ] ! Van? Riet [SGO] already in 1979 could evaluate and compare 76 publications in which the turbine stirrer had been utilized as gas disperser. He derived the following dimensionally formulated mass transfer relationships: a) ion-free water (complete coalescence): (4.28)
kLa = 2.6 x 10-2(P/V)0.4c0.5 +20-40% b) ion-containing water (suppressed coalescence):
kLa = 2.0 x 10-3(P/V)0.7v0.2 +20-40%
(4.29)
The boundary conditions in both cases were: V = 0.002-2.6 m3; P/V = 0.510 kW/m3. The constants applied for P/V[W/m3], u[m/s] and kLa [s-l]. The work of Robinson and Wilke [469] was probably the first one which quantitatively investigated the effect of salts on gassing of liquids. The ionic strength was established as an influence quantity, which was calculated as follows: 1 = 0.5 Cztrni [gion/l]; all ions have therefore to be taken into consideration. (zi is the charge number of an ion i and rn is its molality.) Examples of the calculation of the factor k, with which the salt concentration in g/mol must be multiplied to determine the ionic strength in gion/L, are: M + X - + k = 1; M + X 2 - = M 2 + X -
-+
k = 3;
M2+X2-
+ k = 4,
etc., see [9].
In the kLameasurements both the unsteady-state oxygen saturation and the steadystate sulfite oxidation were used and thus only a few material systems could be utilized: KCI; KCl KOH + KzCO3; NazSO, + CuS04; Na2S04. For these it was established that in the relationship kLa cc (P/V)"um both exponents depend upon the total ionic strength C I. For the range C I > 0.4 gion/l is found:
+
kLaK (P/V)o.9uo.39
(4.30)
This means, that material systems of these ionic strengths are to be regarded as completely coalescence-inhibited,because for a 1 N sodium sulfite solution both (P/V)0.'5, which corresponds to expression (4.27), and (P/V)O.*,which corresponds approximately to the expression (4.39) in [610/2],was found. It can thus be seen that different process conditions pertain for coalescing and non-coalescing material systems. In the first case the power input due to immediate bubble coalescence is little used (exponent of P/V between 0.4 and O S ) , whereas in the second case it is almost completely utilized (exponent of P/V between 0.9 and 1.0).
4.4 Mass Transfer Characteristicsfor the CIL System
I
141
4.4.3
Sorption Characteristics for Coalescing Water/Air System
Yagi and Yoshida [596] have formulated the sorption characteristics of turbine stirrers in low viscosity Newtonian liquids (aqueous solution of glycerine and acidhydrolyzed starches) in a dimensionless form as a process characteristic: (4.31)
The expressions in brackets represent in our notation Re, Fr, Sc, Q’WelRe and Q’-’. Q’ = v/nd = 4 7 ~ ( d / D ) ~ Q . In [624] measurements were carried out in a single model scale. These showed that the sorption characteristics for the coalescing material system water/air can be satisfactorily represented in the space:
where:
Dimensionlessly formulated material parameters are combined in S,: which described the coalescence behavior of the liquid phase, but at that time were still unknown in type and number. Certainly since Van’t RiePs literature survey [SGO] it has been clear, that the process parameter stirrer power must be formulated as P/V and the gas throughput as v = q / S , to be able to guarantee a reliable scale-up. The following relevance list is therefore the starting point:
from which the following set of pi-numbers results:
(kLa)*= kia(+)
113
; ( P / V ) *=
PIV p ( vg4) ~
.
’
U*
=
U ‘
(vg)1’3 ’
sc; o*; sy
(4.33)
Judat (2491 evaluated comparatively 12 publications in the area of coalescing systems. The measurements were carried out both under unsteady-state (nine publications) and also under steady-state (hydrazine method; three publications) test conditions, in which the geometric parameters were vaned within extraordinarily wide boundaries: d = 0.05-3.1 m; D = 0.15-12.2 m; H = 0.15-6.1 m; the volume
142
I
4 Gas-Liquid Contacting
Fig. 4.4 Sorption characteristic (kLa)' = f { ( P / V ) * , B * } for fully unsuppressed coalescence (waterlair); from [249]. Superficial velocity o f the gas 8 ' (7r/4)u*
=
of the test tank was varied in the range V = 2.5 1 to 906 m3! The geometric numbers ranged from D/d = 2.0-7.3; h/d = 0.3-1.1; H/D = 0.5-1.0 and the gas throughput number B* = (n/4)u*= 0.01-1.5. This test material could be described with an accuracy of 30 % just with the two intensity quantities (P/ V) * and B*, see Fig. 4.4: ( ~ L u )= * 9.8 x 10-5(P/V)*0'40(B*-0.6 +0.81 x
10-0.6S/B')-1
(4.34)
This sorption characteristic was unwieldy to use, a dimensional representation was therefore worthwhile:
k ~= a 5.26 x 10-3(P/V)o."o/f(B)
with
f(B) = 8.68 x 10-2v-o.6 + 0.81 x 10-o.o"/v If the results obtained from equation (4.34) are compared with equation (4.28):
it turns out that equation (4.34) provides ca. 30% higher values than equation
4.4 Mass TranZfer Characteristicsfor the G I 1 System
I
143
(4.28), the values from (4.28) being on the bottom edge of the f30% spread. Thus the simpler equation (4.28) can be used and 30% added. kLa measurements in low viscosity sugar, starch and fermentation solutions performed in laboratory fermenters ( D = 0.2 m; V = 81) and in pilot plant fermenters, for which H I D = 1.3-1.7 and 1-3 turbine stirrer on the same shaft were utilized [ 5611 were evaluated within the same dimensionally analytical framework. It was found that:
(kLa)* = 7.9 x 10-5(P/V)*o~34u*o~39 +30%
(4.35)
It must now be checked whether and how the 3. concept of Henzler [193] is consistent with the findings of equations (4.28) and (4.29): (4.36) With equations (4.28) for a = 0.4 and b = 0.5 we obtain:
klalu = c o n s t ( P / V ~ ) ~ ~ ~ u - ~ ~ '
(4.37)
and with equations (4.29) for a = 0.7 and b = 0.2 it follows:
kLa/v = c o n s t ( P / V ~ ) ~ ~ ~ u - ~ - '
(4.38)
The third concept expression (4.36) therefore dispenses with u-'.'. The representation of the test data in this framework, Fig. 4.5, certainly proves that this waiver is unimportant; the straight lines for water indicate a slope of 0.4-0.5 and that for salt solutions one of 0.7, as equations (4.28) and (4.29) suggest. The coupling of u both with the target quantity (kLa/u)and also with the process quantity (P/Vu) thus enables a simpler representation of the above dependences (a 2 parameter evaluation framework rather than a 3 parameter one). Although the structure of the combined quantity P/Vv suggests
that it is not an intensity quantity, since it includes in addition to P/q the liquid height H, evaluation of large scale measurements (Uhl et al., V = 900 m3) in Fig. 4.5 proved that this representation is scale-independent. 4.4.4
Sorption Characteristics in Coalescence-InhibitedSystems
Information about the sorption characteristics of coalescence-inhibited systems was obtained using hollow stirrers (type: 3-edged stirrers) in geometrically similar
144
I
4 Cas-Liquid Contacting
-I
,I I
3-i
solutions
">
4I
1
Fig. 4.5 Sorption characteristics for water and aqueous salt solutions in the evaluation framework according t o the 3. concept, equation (4.25). Literature data in [193].
stirred tanks in scales ,u = 1-5 with the material system 1 N sodium sulfite solution [610/2, 6243. In self-aspirating hollow stirrers u is not a freely selectable process parameter! The dependence (kLa)* = f ( P / V ) * is shown in Fig. 4.6. The sorption characteristic was:
(kLu)* = 1.1
~O-~(P/V)*~.*
(4.39)
It corresponded in respect of P / V well with the process relationships of Van? Riet [560]:
kLa = 2.0 x 10-3(P/V)0.7vy or from Robinson and Wilke (4691:
in which the gas throughput (i.e. the superficial velocity u) was a freely selectable process parameter.
4.4 Mass Transfer Characteristicsfor the C I L System
I
145
3-edged stirrer in a vessel D/d =3.33 h/d = 1.0 d [mml
10":
d[mml . 060 5. "90 A120
0
0
?
0 A 0
0"
A o g E 2-
&\ c/T
lo-?
0
@La)*= 1.1 x
180
x 240
b
A
60
120
1
(P/v)*o'8
+ 300
V
4.4.5
Sorption Characteristics in Rheological Material Systems
With the advance of fermentation technology (antibiotics, citric acid, essential amino acids, etc.) interest has increased in the supply of aerial oxygen to more viscous and non-Newtonian liquids. It is thus not surprising that the first important study of mass transfer in G/L systems [64, 651 was linked in its title to industrial fermentation and that the bubble column has been adopted as a classical apparatus for this basic operation in chemical technology having first been used in fermentation technology. In their k ~ measurements a Yagi and Yoshida [ 5961 also tested two non-Newtonian fluids CMC and PANa = sodium salt of polyacrylic acid. They found that equation (4.31)had to be expanded by an extra term, which contains the WeiBenberg (or Deborah) number Wi G De G In,to correlate k ~ values a for viscoelastic fluids {see equations (1.53) and (1.45)}: kind2 ~
D
= O.O6Of{Re,
Fr, Sc, Q' We/Re, Q'} x (1
+ 2.0(h)0,5}-0.G7
(4.40)
146
I
4 Gas-Liquid Contacting
Hocker [216, 2171 could reproduce equation (4.32),which is not viable in respect of scale-up, with his experiments with water, CMC and glucose in the framework. Henzler I1921 has compared and evaluated a number of studies, in which high viscosity and non-Newtonian fluids were gassed, also in the same framework. It is important with regard to the measurements represented according to evaluation framework 2, such as referred to here and also later, that they can easily be converted into the correct evaluation framework 1. In this way valuable test data can be rescued. If a liquid with a higher viscosity than water is gassed, the viscosity of the liquid v as a material parameter has an effect, whereas the influence of surface tension IT and the coalescence parameter S; is pushed into the background. Experiments showed that with increasing viscosity the diffusion coefficient D decreases strongly. The relationship D K vPa with a = 0.5-0.7 applies to saccharose, glycerine and millet gruel [192], the Schmidt number increasing according to Sc = v / D cc V" ( b = 1.5-1.7). Raising the viscosity two orders of magnitude thus lowered the diffusion coefficient by a factor of about 10-25 and increases the numeric value of the Schmidt number by a factor of 1000-2500. A plot of the experimental data of Fig. 4.7 in the form kLaV/q = f(Sc) for ( P / q ) * = lo4 showed the following dependence kLa( V / q ) cc Sc-' in which c = 0.30 for glucose and glycerine; c = 1/3 for CMC; and c = 1/G for millet gruel. The sorption characteristic for aqueous CMC solutions proposed in the evaluation framework (kLaV/q)Sco.3 = f ( P / q ) * in Fig. 4.8 showed a good correlation of the data. The process characteristic was as follows: CMC solutions: kLa( V/q) SC'.~'
= 0.082( P/q)*O"
(4.41)
Similarly good correlations were obtained for the other two material systems mentioned above by incorporating the Sc number:
100 h
9
L 1! Y 10'
10' I
I
lo5
106
I
loL
Fig. 4.7 Sorption characteristics for water, aqueous glucose and CMC solutions. Tank with turbine stirrer ( d / D = 0.3, H / D = 1); from [192].
4.4 Mass Transfer Characteristicsforthe C / L System
Fig. 4.8 Sorption characteristics for CMC solutions incorporating the Sc number. Tank with turbine stirrer ( d / D = 0.25to 0.33; H I D = 1); from [193]. For literature data given in the inset see 1193).
aqueous glycerine or glucose solution:
kLa( V/~)SCO.~O = O.O45(P/q)*O.'
(4.42)
millet gruel:
kLa(V/q)Sc1I6= 0.0125(P/q)*0.6
(4.43)
Henzler later utilized his own evaluation framework to represent the mass transfer data: k l a / u = f(P/Vu), see Fig. 4.9. Now the incorporation of the Sc number is apparently unnecessary. In the gassing of viscoelastic fluids (e.g. PAA-solutions) the sorption characteristics for D/d > 2.5 (e.g. turbine stirrer) are also dependent upon the stirrer speed, since then the effect of the stirrer is ever more strongly limited by its immediate surroundings, and this even more so the more intensively the liquid is sheared. For D/d < 1.67 (e.g. MIG stirrer), on the other hand, the same results are obtained as in pseudoplastic liquids, see equation (4.41). Sorption measurements with a 1.5% CMC solution and two different stirrer types (turbine and MIG stirrer) have shown [217], that the stirrer type exerted no effect, whereas the sparger exerted a clear effect. A large area three ring rose head gave the best performance. The turbine stirrer was compared with the Prochem Hydrofoila stirrer in the fermentation of avermectin in a tank with D = 0.8 m and HID = 2 (operating volume = 800 1) [ISO]. In both cases kLa cc (P/V)o.6 applied.
I
147
148
I
4 Gas-Liquid Contacting
o3 Fig. 4.9 Sorption characteristics of the liquids in Fig. 4.7 in the evaluation framework according to 3. concept, but not incorporating the Sc number. Tank with turbine stirrer ( d / D = 0.24 to 0.4; H / D = 1); from [193]. For literature data given in the inset see [193].
Tecante and Choplin [542] investigated a stirrer arrangement consisting of an propeller mixer and a helical ribbon stirrer in a laboratory tank (D= 210 mm; d = H = 185 mm; D / d = 1.14).Aqueous solutions of CMC, xanthan and polyacrylamide were used as material systems. The evaluation proceeded according to equation (4.32).The following sorption characteristics were obtained: CMC: kLaV/q = 0.28(P/q)*o.23S~-o.22 f 20%
(4.44)
XTN:
kLaV/q = 0.27(P/q)*o'23Sc-o,24 25%
(4.45)
PAA: kLaV/q = o.27(P/q)*o.23sc-o.28f 20%
(4.46)
Application range: ( k L ~ V / q ) s c = ~ , 0.6-0.7 ~~ and (P/q)* = 1 x 102-2.2 00 lo4. The kLa values lie between 1 x lop3and 1 x s-l (= 3.6-36 h-'). They correspond to those for 6-turbine and INTERMIG stirrers in polymer solutions with similar rheological behavior.
4.4 Mass Transfer Characteristicsfor the CIL System
I
149
Schluter et al. 14851 investigated the mass transfer performance of three geometrically similar reactors with higy aspect ratios ( V = 0.072; 0.3; 1.5 m3),which according to the DECHEMA reference proposal should be suitable for cultivating micro-organisms, and a 3.0 m 3 reactor (B. Braun Diessel Biotech GmbH). All four tanks were baffled and contained 3 turbine stirrers on the same shaft. Alternatively the first three geometrically similar reactors were also equipped with four INTERMIG stirrers. A strict aerobic yeast (T. cutaneum)was utilized as the medium. It was found that at u = 0.011 m/s = const, no satisfactory correlation of the kLa values with P/ V resulted, but the measurements were excellently described with the process characteristic in the { (kLa)*, (q/ V )* , (P/ V )* } space: Turbine stirrer:
(kLa)*= 7.94 x 10-4(q/V)*0.23(P/V)*o.G2
INTERMIG-stirrer: (kLa)*= 5.89 x 10-4(q/V)*o'19(P/V)*o.62
(4.47) (4.48)
Process conditions: P/V = 0.5-16 kW/m3; q/V = 13.7-97.2 h-'. This was a remarkable result in that, it is in contradiction with the established wisdom that scale-up had to proceed in the { (kLa)* ,u * , (P/ V) * } space, see equation (4.33). If in the dimensionlessly formulated relationship (kLa/u)*= f(P/Vu) * according to Fig. 4.9
the effective viscosity v,tf according to Metzner and Otto was related to the average shear rate in the tank, no satisfactory correlation of the test data was attained. The shear rate produced by the stirrer was thus only effective in a space, which is described by the volume VM = (7r/4)d3 covered by the stirrer. This could be taken into consideration, if the tank volume V was replaced by VM and v,tf was determined from that representative shear rate j , which prevailed in VM. In addition it appeared that it was also prudent to relate the superficial velocity to the cross-section S M = (n/4)d2:u M = q / S M . This relationship is shown in Fig. 4.10 for a strongly pseudoplastic and viscoelastic liquid, xanthan. See the rheological behaviour of this substance in the middle and bottom representations of Fig. 1.31. 4.4.6
Sorption Characteristic in Biological Material Systems
In supplying oxygen to the aerobic microorganisms it must be taken into consideration that the cells may affect the oxygen transfer rates from air to the medium in three ways: a) by their own breathing activity, b) in their property as solid particles and c) by changing the physical properties of the medium. These three possible effects were investigated in [242] with baker's yeast as biomaterial in a stirred tank
150
I
4 Gas-Liquid Contacting
Fig. 4.10 Sorption characteristic for xanthan, in which the superficial velocity Z M is related to SM and the shear rate y is related to VM for determining v , ~ . Aqueous xanthan solution with K = 24 Pa s”’, in = 0 21, from [196].
with air fed via sintered plate, whereby the baker’s yeast fraction and the process parameters (stirrer speed and air throughput) were varied. In general it was found that the presence of the biomass enhanced oxygen transfer rates. It was heavily reduced by the presence of cells as solid particles, presumably due to the lower oxygen permeability of the cell layer, which surrounded the bubble surfaces. The other two effects, on the other hand, had a positive effect. The suppression of mass transfer through non-respiring cells and its enhancement due to cell respiration were stronger at higher stirrer speeds and lower aeration rates. This was attributed to the higher interfacial cell accumulation associated with the smaller bubbles produced under these conditions in the system. The determination of the kLa values in the fermentation broth was falsified by the presence of biomaterial, because, on the one hand, it increased the transport resistance in the liquid film round the oxygen electrode and, on the other hand, acted as an oxygen sink. Correction factors must therefore be applied, which take the following factors into consideration [534]: (1) the presence of both breathing and non-breathing cells in the fermentation broth; (2) endogenic breathing; (3) the transfer resistance in the membrane of the oxygen electrode, as well that which is influenced by the changed gas hold-up in the fermentation broth. The provision of a mammal or plant cell culture with aerobic oxygen is as a rule made more difficult by the fact, that, on the one hand, these cells can tolerate hardly any mechanical shear stress (see Section 1.3.5) and, on the other hand, the G I L interface has a cell-damaging effect (damaging of the fold-structure of the proteins). For this reason a so-called “bubble-free” provision of oxygen is carried out when the occasion arises, for which there are two possibilities: 1) The oxygen is fed under pressure though silicone helical coil dipped into the liquid. The gas diffuses through the wall of the tubing to its surface, where it
4.5 Interfacial Area Per Unit Volume a
I
151
dissolves in the liquid without bubble formation. To accelerate mass transfer in both directions (COz is also dissolved in the membrane wall and diffuses in the opposite direction) the coil is either moved in a swaying motion, or the tank contents are moved with a slowly rotating stirrer along the silicone cylindrical coil [323]. The oxygen is dissolved in a saturator in a perfluoro-hydrocarbon,which is circulated through the fermenter, in which oxygen is released into the aqueous material system in accordance with the difference in oxygen solubility (see Section 4.8).
4.5
Interfacial Area Per Unit Volume a
The volume-related interfacial area a in the G I L system depends in two ways upon the bubble size: on the one hand, it increases for a given gas throughput as the bubble size becomes smaller, and on the other hand, because small gas bubbles in the liquid rise more slowly and thus result in a larger gas hold-up. 4.5.1 Definition of a
The interfacial area per unit volume being the sum of all the bubble surfaces, is related to the volume of the ungassed liquid and is defined as: a = AG/V
(4.49)
Knowledge of the gas hold-up E in the liquid gives: &=
VGIV
(4.50)
Assuming spherical gas bubbles with an average bubble diameter d b = d32 according to:
(4.51)
in which the subscript VS stands for volume-surface and is often abbreviated to 32. This is the so-called "Sauter diameter", introduced by J. Sauter [481]in his PhD over Fuel Gasifiers, Technical University Munich, 1926. Occasionally the gas volume is also related to the volume V, of the gassed liquid c'=vc/vg=l+E
(4.52)
152
I
4 Gas-Liquid Contacting
4.5.2
Determination of a
Physical Methods The determination of E proceeds via the measurement of the liquid heights or the hydrostatic pressures in the working space (see Section 4.6) before and during gassing, or determination of the average gas bubble size via photographic images or from the bubble size distribution, for which sucking out of the gas bubbles with a glass capillary and photoelectric measurements of their size are necessary (see Section 4.7). 4.5.2.1
Chemical Methods Chemical methods are based on the fact that kLais determined in a material system, in which parallel to the absorption process a chemical reaction occurs which is so fast that it proceeds at the phase boundary (see Section 4.9). Under such circumstances k~ is a reaction kinetically determined constant, which permits a = kLa/kl to be evaluated from the absorption measurements by chemical means. 4.5.2.2
4.5.3 Process Relationships for a
A large number of publications report, amongst other data, information about the interfacial area per unit volume u. Calderbank [64] determined a by physical means at low Reynolds numbers in two baffled stirred tanks with turbine stirrers ( V = 5 and 100 l), utilizing 10 different liquids and found (4.53) This relationship is not dimensionally homogeneous. To achieve dimensional homogeneity, the term ( V / U ~ ) ~is. ~introduced instead of U O . ~ . (ut represents the terminal velocity of the raising up gas bubbles, which for a bubble diameter of d b of 2-5 mm should be vt z 26.5 cm/s: (4.54) Yoshida and Miura [599] determined a by chemical means (material system: 114% volume fraction of C02 in air/aqueous NaOH). They used a 16-wane turbine stirrer in geometrically similar tanks of 25; 37.5 and 58.5 cm in diameter and Hf D = 1; h f D = 0.3; df D = 0.4. They found:
a x (r~d)'.*u~.~~ The average bubble size was 1.5-4.5 mm.
(4.55)
4.6 Gas Hold-Up in Gassed Liquids
I
Investigations of the interfacial area per unit volume a acquired a particular importance, only when the question was posed, to what extent was the influence of the coalescence phenomena on kLa due to its components kL and a. Midoux [371/1] compared and evaluated five publications, in which e or c’ was determined in aqueous solutions of electrolytes, and found that: c
or c’ = 5.1 K I O ~ ~ ( P / V ) ~ . ~ ~ ~ ~ . ~ ~
(4.56)
A review of the experimental data from 84 publications up to 1984 is contained in [371/2]. GraBhoff [I601 determined a from the bubble size distribution via the relative cumulative frequency of the surface area and found ./ao = f ( P / V , c[Na2SO4]) independent of the stirrer type (a0 -water value of a). The ./ao values increased at P/V = 1 kW/m3 almost directly proportionally with molarity in the concentration range of 0.03-0.12 M and then remained constant. For an aqueous 0.25 M Na2S04 solution a/ao z 9. In the same publication [ 1601 an interesting finding was reported, which proved the large effect that coalescence inhibiting additives have on the interfacial surface. Whereas there was no difference between water, aqueous HCI or ammonium lactate, addition of hydrochloric acid to ammonium lactate liberated lactic acid, which acted in a strongly coalescence inhibiting manner thereby producing a dramatic change in the cumulative surface area distribution. Obernosterer [402] determined in his systematic investigations of the coalescence behavior of aqueous solutions of different tenside classes also its effect upon a/ao. It was mentioned, as an example, that the a / & value increased with increasing concentration of sodium-alkyl-sulfateto values of a/ao = 5-6 and in fact this increase was faster, the longer the length of the alkyl chain of the sodium-alkylsulfate.
4.6 Gas Hold-Up in Gassed Liquids
The gas hold-up E in the liquid is of interest for the correct dimensioning of the height of the gas space of a stirred tank, or a bubble column. This quantity is more important, however, in connection with the average gas bubble diameter db, since it enables the interfacial area per unit volume a to be determined: 4, = &/a; see equation (4.51). A direct proportionality is expected between kLa and E for monodisperse bubble populations in coalescence-inhibited material systems. In fact it was found [ 6171 for three differently sized bubble columns of D = 96; 200; 300 mm with a perforated plate as sparger (boreholes 0.5 mm in diameter) in the material system 1 N sodium sulfite solution (Cu’+-catalyzed sulfite method for kLa determination) that:
kLa [kmol 0 2 / ( m 3h at)] = 1.78
(4.57)
153
154
I
4 Gas-Liquid Contacting
Since in the above-mentioned study [G17] the aspect ratio H I D at constant liquid volume of V = GO 1 varied widely ( H / D = 86.5;9.5;2.8), this result proved that the bubble coalescence in 1 N sodium sulfite solution is actually fully suppressed and that monodisperse gas bubbles were present. Under such circumstances kLa can actually be derived from and the measurements performed much more simply. 4.6.1
Definition o f E
The gas hold-up c in a gassed liquid can be related both to the ungassed and to the gassed ( g) liquid. In the first case: (4.58)
applies, whereby VG is the gas volume and V is the liquid volume. H, is the height of the gassed liquid and H is the height of the ungassed liquid. The gas density is ignored. p , means the density of the gassed liquid. In the second case: (4.59) applies correspondingly, where V g is the volume of the gassed liquid. The following relationship thus exists between E and E’: &=-&
H, H
1 - P
--&
-- 8’
I -
pg
(4.60)
1-8’
4.6.2
Determination of E
The gas hold-up in the liquid can be determined via the measurement of the gassed liquid height H , or the hydrostatic pressure. The following applies
Calderbank [64] linked equation (4.53) for a, derived by physical means at low Reynolds numbers, with the corresponding bubble diameter d,, and found
The meaning of the symbols are as for equation (4.53).For high power input, the first term of the expression can be ignored and the expression reduces to
4. G Gas Hold-Up in Gassed Liquids
c = (P/V)O.4VO.5
(4.62)
which is close to the expression found by Rushton [ 1421 &
= (P/V)O.47UO.53
(4.63)
4.6.3
Process Relationships for
E
Hassan [185] determined E‘ in two differently sized tanks (2.65 and 19 1) with three different stirrer types (turbine stirrer, Dld = 3; pitched-bladeturbine, Dld = 3- and 4-paddle stirrers, Dld = 1.5) in aqueous solutions of non-electrolytes and electrolytes and correlated the results with the dimensional quantity qn2/o[m3/kgs] with the following results: Tank of D = 0.29 m with - 6-turbine stirrer water, ethylene glycol and glycerine sodium sulfate solution - 6-paddle stirrer water, ethylene glycol and glycerine - 4-paddle stirrer water, ethylene glycol and glycerine
E’
cc (qn’/~r)~’’ cc (qn2/0)0.43
E‘
cc ( q n ’ / ~ ) ~ . ~ ~
E’
cc (qn2/a)0.S
Hughmark [223], in analogy with his determination of stirrer power in gassed liquids, also used a similar concept for the gas hold-up and found n2d d3
For the meaning of the symbols see the original paper [ 2231. A comprehensive literature search of the theme gas hold-up is presented in [371/2, 6811. Smith [516] found for the turbine stirrer in tanks of D = 0.25-2.7 m and for d/D = 0.3-0.5 the relationship: E’
=O.~(F~RCQ)~.~~(~/D)’.~~
(4.64)
whereby FrReQ = q n 2 / ( v g ) .It is thus proved that c is independent of a dimension of length! Measurements with the pitched-blade stirrer (type PTD)could not be well correlated in the framework of expression (4.64); instead of which it was found that [461]:
I
155
156
I
4 Gas-Liquid Contacting
4.7
Gas Bubble Diameter d b and Its Effkct Upon k~
If one considers, that k L was defined according to the Two-film theory 1594, 3271 by k L x DI6, see Fig. 4.1 ( D is the diffusivity of the gas in the liquid; 6 is the thickness of the liquid-side boundary layer), a strong dependence kL = f(6) must be expected,
since the thickness of the boundary layer not only depends upon the viscosity of the liquid, but also upon the bubble diameter db. This relationship was extensively investigated by Calderbank and Moo-Young [67] in bubble columns with sieve or sinter plates as spargers and in stirred tanks. If pure liquids are treated, the gas bubbles ( d b > 2.5 mm) surge round unimpeded by the surrounding liquid and its surfaces oscillate. Then
k~ (vgAp/p)
= 0.42 SC-’/’
(4.66)
applies. In coalescence inhibiting aqueous solutions of hydrophilic solubles the gas bubbles are much finer in stirred tanks ( d b 6 2.5 mm): kL(vgAp/p)-’I3= 0 . 3 1 S ~ - * ~ ~
(4.67)
Calderbank and Moo-Young also confirmed the classical correlation for mass and heat transfer through natural convection in dispersions of fine droplets or fine gas bubbles for so-called “rigid spheres”: Sh = 2 + 0 . 3 l ( S ~ A r ) ” ~
(4.68)
The transition from small to large bubble hameter was attained in aqueous glycerine solution at different concentrations (14 to 70% by weight). It is thereby shown that this transition occurs at d b = 0.6-2.5 mm and that kL K d b applies within this range. The conventional determination of bubble diameter through photographic images, image enlargement and measurement of selected gas bubbles, was extended at the beginning of the 1 9 7 0 s by photoelectric measuring techniques. Gas bubbles were sucked up with the associated liquid phase by a glass capillary, which had been slightly widened in front to form a funnel. Inside the capillary the gas bubbles are deformed cylindrically. They pass two light barriers, via whose signals the length of the cylindrical gas bubble is determined. The fact is thus utilized that the refractive index of the liquid is significantly different from that of the gas. The bubble volume is calculated from the cylinder length and the capillary diameter and from this the diameter of the spherical bubble is determined (error ca. 10% with respect to the bubble surface area, since real bubbles are ellipsoids with a larger surface area than spheres). Fundamental disadvantage of this method is that the total spectrum of bubbles sizes is not recorded. The upper limit is at ca. five times the capillary diameter, since too large bubbles can no longer be sucked up without disturbance. The lower limit is given by the diameter of the capillary (capillaries < 0.2 mm in diameter are not available).
4.7 Gas Bubble Diameter db and Its Efect Upon k~
I
157
Todtenhaupt [ 5461 has used this measuring technique to determine cumulative and density distributions of bubble diameters produced in bubble columns (dependent upon the type of sparger and point of measurement) and in stirred tanks (dependent upon the point of measurement, gas throughput and stirrer speed). kL can also be determined by chemical means. kL is then a constant, which depends upon the coalescence conditions. Robinson and Wilke [470] have evaluated a test method, which is based on the quasi steady-state chemisorption of carbon dioxide coupled with unsteady-state oxygen desorption, to determine kL and a simultaneously under identical material and hydrodynamic conditions. kLa is determined by the oxygen absorption, whereas only a was determined by the carbon dioxide chemisorption and kL is determined from both kLa and a. Three low viscosity solutions were used under intensive stirring conditions, the ion strengths were 0.1; 0.22 and 4.2 gion/l. The average bubble diameter was d b = 0.2-2 mm. The main conclusion was that kL increases with the bubble diameter as kL cc d: 84. Motarjemi and Jameson [ 3811 have posed the question of how large the optimal bubble size must be, so that a gas bubble when rising up the liquid column of a given height gives up e.g. 95% of its oxygen, before reaching the surface, if c = 0 is maintained in the water. Two pieces of information are necessary for this: 1. knowledge of the kL(db) dependence and 2. knowledge of the terminal velocity ut of the gas bubbles. Two relationships are available for this: The Frosling equation for very fine (rigid) bubbles: Sh = O.GR~’/’SC~/~ The Higby equation for oscillating bubbles:
kL = 2(D/atd)”*
where td is the time, which a bubble requires to move further by a bubble diameter. kL values calculated according to these two equations differ, however, by a factor of ca. 5! Thus one must know, when a bubble ceases to behave as a rigid bubble and begins to oscillate. Measurements were carried out with individual bubbles with db = 0.1 to 1 mm in a column with a quadratic cross-section 12 x 12 cm2 and 65 cm high. The gas was pure oxygen. The absorption rate was calculated for two heights from photographic images of the individually ascending gas bubbles, which were assumed to be spherical. The resulting kL(db) plot in Fig. 4.11 proves that bubbles with db 20.15 mm follow the Frosling equation i.e. are rigid. For larger diameters the bubbles begin to rotate, whereby kL also increases. kL attains its maximum at db = 2 mm. The Higby equation applies to db 2 2 mm. In the range of smaller bubble diameters ( 120°C all aqueous salt solutions represent coalescing systems! The rate of absorption was measured and evaluated in aqueous solutions of n-aliphatic alcohols in the same way as in electrolyte solutions. From Fig. 4.18 it can be concluded that also here the enhancement factor m can assume values of 6-7, but the concentrations, which are necessary for a particular m-value,decreased with the 4 t h power of the chain length?. According to Steinbach [525] water molecules associate themselves round the aliphatic chain of the aliphatic molecules and form complexes, which manifest themselves as measurable properties. One of these is the saturation concentration 6,. Building upon this information it was established that for c4-C~alcohols an almost inverse proportionality existed between da/dc and the saturation concentration c,: da/dc K cgo.’. If the respective c values in Fig. 4.18 are correlated with the term (c, 1.3)-2,there is a satisfactory correlation, although only up to m = 4. Keitel and Onken [2GG] have also investigated the effect of organic compounds in their investigations of bubble size distribution and the volume-related interfacial area a in a bubble column with sintered plate (pore size 100-150 pm). The abovementioned results could be fully confirmed for the homologous series of n-aliphatic alcohols with 1-8 carbon atoms, it being pointed out that finer bubbles and hence higher m values could be attained in stirred tanks than in a bubble column. If the concentration ~0 of the additive, at which coalescence inhibition begins, was plotted against the number of carbon atoms in the compound Z C , a relationship was found: In Q GC -1.53z~, in which the aliphatic acids exhibited a stronger effect than the alcohols, glycols and ketones.
+
*) The paraffin chain radical is hydrophobic and
the solubility of the alcohol is merely due to the hydrophilic OH-groups. It is known, that the surface tension reduction by organic substances decreases with increasing chain
length. According to a rule discovered by Traube the capillary action of the substance in a homologous series continuously increases with chain length.
4.10 Bubble Coalescence
I
173
Fig. 4.18 Enhancement factor m for physical absorption for a homologous row o f normal aliphatic alcohols with different molar concentrations; from [630].
Oolman and Blanch [410] point out, that in the coalescence process in aqueous solutions of organic substances, which have a vapor pressure, supply from the solute from the gas bubble in the film surface had to be taken into consideration. They proposed a very complicated formula for this, whose solution has to date foundered on the non-availability of numerical values. In conclusion, the coalescence behavior of gas bubbles in a liquid very considerably depends upon its internal structure. However, this, at least in gas/liquid contacting in stirred tanks, cannot be fully described by the da/dc term (or a material parameter proportional to it) on its own. This covers the situation presented in Fig. 4.17 and 4.18 and also the extremely complicated coalescence behavior of aqueous solutions of benzene and its derivatives, see Fig. 4.19, which cannot be correlated with a single material parameter! The question arises now, of whether there are materials, which, even in a microconcentration, bring about a significant increase in the kLa value and in this way reduce the mechanical effort and hence the stirrer power in chemical and biotechnological reactors or even render it superfluous. Tensides are particularly suitable in this regard. Obernosterer [402] systematically investigated the effect of several non-ionic and ionic tenside classes on kLa values in the water/aeral oxygen system. He also used the Manometric (pressure gauge) measuring technique and determined the m-values as a findion of the nature and concentration of the tenside under constant test conditions.
174
I
4 Gas-Liquid Contacting
Fig. 4.19 Dependence of the complex coalescence behavior of aqueous solutions of benzene and its derivatives upon their molar concentration. Own, not yet published data from the 1970's.
Among the nonionic tensides, tested in concentrations of 2-200 pmol/l, were different polyethylene glycol (PEG)-ethers,-esters and -amides with a hydrophobic chain with 18,17 or 12 C carbon atoms and a hydrophilic chain with 10-50 ethylene oxide (EO) groups. For all these compounds the rn-values were found to increase up to ca. rn = 3 (except for a minimum of rn < 1 for very small concentrations) with increasing tenside concentration and an increasing number of EO groups. This result was only marginally dependent upon the length of the hydrophobic C-chain and was independent of the nature of the connecting element and of the structure of the hydrophilic part of the molecule. The number of EO groups had a strong influence. (An increase in size of the carbon chain only diminished the kLa value very slightly and the structure of the hydrophobic part of the molecule had no effect.) Among the ionic tensides investigated were sodium alkyl sulfates with hydrophobic chains with different lengths (C8, C10, C12), C12-PEG-ether sulfates with 8-50 EO groups and sodium, lithium and ammonium dodecyl sulfate. For all the ionic tensides investigated, lengthening the hydrophobic chain led to a similar increase in the rn-value as with non-ionic tensides. The kLa values increased both as a function of the hydrophobic chain and also with that of the hydrophilic EO-part, the nature of the counter-ion having no effect. It was found with aqueous solutions of the ionic tenside sodium dodecyl sulfate, that addition of sodium chloride no longer exhibited a coalescence-inhibitingeffect, once the tenside concentration exceeded 20 pmol/l. Furthermore, in [402] the question was explored of whether the electrical forces, which arise with ionic tensides, make a contribution to the mass transfer. The effect was tested of two tensides, lauryl ether EO 10 (non-ionic)and sodium lauryl ether
4.7 7 Mechanical Foam Breaking
I
175
sulfate (ionic), which only differed from one another in their end-groups. It was established that, at the same concentration, the ionic tenside exerted a significantly stronger effect. Finally Obernosterer [402] discussed the origin of the coalescence-inhibiting effect of tensides and came to the following conclusions: Steric repulsion forces could be ruled out. The effect of surface shear viscosity (investigated using the method of Mannheimer-Schechter)could not be proved. - The effect of surface stretching elasticity (method due to Lunkenheimer) did not correlate with the measured coalescence inhibition. - Coalescence inhibition due to electrostatic repulsion forces was certainly involved. -
-
Thus there is still a need for research into the field of coalescence inhibition through tensides. Coalescence processes are not only important in industrial chemistry and in biotechnology, but are ever more important in aerobic waste water purification, since so-called fine bubble aeration became established over surface aeration. It is therefore hardly surprising, that there has recently been strong research activity in this field [32,5701. (Bubble coalescence is not involved in surface aeration [625].) Since tensides become concentrated in the G/L interfacial area, particular nonionic tensides are often used as anti-foaming agents. Several of them have been tested regarding their effect on kLa values [630].It was shown that in the case of particularly effective anti-foaming agents 3 ppm was sufficient to halve the kLa value for pure water, see Fig. 4.20. This is connected with the fact, that these substances reduce both k L and a. This shows, that the use of chemical anti-foaming agents should be dispensed with.
4.1 1
Mechanical Foam Breaking
Foams can occur in any chemical, biological or industrial process to such an extent, that process control is made considerably more difficult or even becomes impossible. Thus, for example, chemical reaction systems tend to foaming, if nascent (“in statu nascendi”) gas is produced in them, because such fine gas bubbles do not coalesce into larger ones and therefore remain in the system. Major foaming problems are often connected with the expulsion of the residual monomer after the end of emulsion polymerization (e.g. “Buna” rubber manufacture), because here the finest gas bubbles are formed in a material system, which contains emulsifiers, e.g. foam-forming surface active substances. In microbiological processes foam problems occur therefore more often than in chemical reactions, because many metabolic processes produce surface-active substances, the process taking place in a 3- or 4-phase system (G-L-(S)-micro-
176
I
4 Gas-Liquid Contacting
Fig. 4.20 Dependence of coalescence behavior of several surfactants (foam breakers) upon their mass fraction; from
(6301.
organism), and hence a very intensive aeration occurs or gas is produced (fermentation processes). It can be shown [339] that solid particles stabilize foam, in that they collect in the folds of the foam lamellae and thus render the draining of foam liquid more difficult. This often leads to the non-controllabilityof foams. Finally industrial processes can bring a b u t foaming (gas absorption, distillation) or be purposefully based on foam formation (flotation, foaming out). 4.1 1.1
Methods and Devices for Foam Breaking
Foam can be controlled by chemical, thermal and mechanical means. Chemical defoaming agents (generally extremely surface active substances of limited solubility, e.g. silicones) are best, if they do not impair the quality of the product. Thermal foam breaking (by direct injection of steam into the foam space or by indirect heating of the walls) aims at bursting the inflated gas bubbles, while simultaneously lowering the viscosity of the liquid lamellae. It has proved to be ineffective, frequently resulting in (thermal) damage to the product and incrustation of the heating surface. Mechanical foam breaking, the most frequently used method, is essentially based on subjection the foam lamelae to shear stress. In addition, the pressure changes
4. I 7 Mechanical Foam Breaking
within the foam breaker as well as the collision of the compressed secondary foam against primary foam in the gas space or at the tank wall play a role. The task of a mechanical foam breaker is to compress the voluminous primary foam into a flowable secondary foam, so that this can be fed back into the liquid contents of the tank. The following devices are used for this: - Injectors, ejectors, orifices: a sudden pressure release is hereby occasionally -
-
-
superimposed on the shear stressing, so that the bubbles can burst. Rotating turbines, turbine stirrers: the shear stressing is here reinforced by sudden pressure changes. Centrifuges, cyclones: the centrifugal force is here superimposed on the rotational force; the effect of the resulting Coriolis force, which should apply torsion to the foam strands, cannot, however, be proved. For the sake of completeness, destruction of primary foam by spraying it with the same liquid should be mentioned [339, 4181.
4.1 1.2 Foam Centrifuge and Foam Turbine
Two foam breakers will be presented and compared, which will be termed the foam centrifuge [633,636] and the foam turbine [48, 1711. The foam centrihge is shown in Fig. 4.21, possible modes of installation being shown in Fig. 4.22 and Fig. 4.23. The foam turbine and its installation conditions are shown in Fig. 4.24 and Fig. 4.25. The foam centrihge was evaluated in three sizes (d = 200, 300; 400 mm) in geometrically similar stirred tanks [G33],the foam turbine in two designs (d = 150 mm with 6 paddles; 300 mm with 12 paddles). 5 foaming agents were utilized (i.e. glycol ether, MarlonB, MersolaP H, Triton@X), the viscosity of the liquid in the case of Mersolatc@ H and the foam turbine being slightly varied by adding glycerine ( p = 2.6 and 6.6 mPa s).
Fig. 4.21 Foam centrifuge according t o [633]. Conventional design: cone angle go", 4-8 channels with d,h/d = 0.1; d - base diameter of cone; dch - channel diameter
I
177
178
I
4 Gas-Liquid Contacting
Fig. 4.22 Preferred installation of the foam centrifuge in the stirred tank (or in a bubble column); from [633].
Fig. 4.23 Installation o f foam centrifuge in the exhaust pipe and feeding back of the secondary foam into the wessel; from 1633).
Ird
Fig. 4.24 Foam turbine after [148]. The rotor is a paddle stirrer with 6 or 12 paddle (paddle height hb/d = 0.43); no baffles.
4.1 I Mechanical Foam Breaking
I
179
Installation of foam turbine on a tank lid; from [748].
Fig. 4.25
drive of the foam turbine
air inlet
t
W stirrer drive
4.1 1.3
Minimum Rotor Tip Speed
The foam centrifuge compresses the primary foam ( d b > 1 mm) to a flowable secondary foam (db > 0.05-0.1 mm). Preliminary experiments showed that a foam density of ca. 0.5 kg/l is necessary [633], which was attained with a rotor tip speed of ca. 20 m/s. A similar trend of the density of the compacted foam pf as a function of the rotor tip speed u was achieved with the foam turbine [ 1711; for which a foam density of 0.35 kg/l was sufficient for the secondary foam to flow. Fig. 4.26 shows these measurements for both types of foam breaker and different foams and also shows the large effect the concentration of the foaming agents exerts in the range 0.2-2.0 mmol/l = 0.073-0.73 g/L (CMC is the Critical Micelle Concentration). However, Fig. 4.26 also shows that to realize the same flowability of the foam
180
I
4 Gas-Liquid Contacting
Fig. 4.26 pf(u) dependence for two foam breakers and different surfactants o f different concentrations cT; from [633] Fig, 4,and from [171] Fig. 4 and 15. (1) Foam centr$uge; CG = 0.28 m/s; alkyl ether sulfate, c = 1 g/l (2-4) Foam turbine; uG = 8.7. m / s z 31 mPh
(2) Mersolat"H, c = 0.63 g/l P 2 m m o l / l & 1 CMC (3) CTAB, c = 0.073 g/l & 0.2rnmol/l 2 0.1 CMC (4) CTAB, c = 0.73 g/l t 2 rnrnol/l 2 1 CMC CTAB - cetyl-trirnethylarnmonium bromide, CMC - critical micelle concentration.
( 2 foam density pf) the centrifuge required a significantly lower tip speed than the foam turbine. For three tensides (Triton:"] X, Mersolatm H and CTAB), whose concentrations in the liquid were c = 1 CMC, the following relationship was determined between the average bubble diameter dj2 in foam and the liquid fraction y L in foam ( 2 foam density p f ) with the foam turbine [171]: d32
[mm] = 0.022q0f2
From this it follows that a compressed secondary foam with y L > 0.50 ( G foam density pf > 0.5 k / l ) consisted of bubbles with d32 < 0.1 mm, whereas the primary foam with qLz 0.10 (a foam density pf z 0.1 kg/l) contained bubbles of d32 % 2 mm. Increasing the liquid viscosity from 1.0 to 6.6 mPa s had no effect on this result. 4.1 1.4
Process Characteristic o f the Foam Centrifuge and Its Scale-Up
Consideration of the foam breaking process using dimensional analysis leads to the following relevance list for the problem:
where Si represent the unknown physical properties of the foam, which define the stability of the foam to breaking. cT is the tenside fraction [ppm] and qf is the foam yield, which is here equal to the gas throughput q~ = q. In the original publication [633] the acceleration due to gravity was not included in the relevance list on the grounds that centrifugal forces cause foam breaking, which exceed it by a multiple.
4.7 1 Mechanical Foam Breaking
I
lS1
This is indeed true, but it has to be taken into consideration that the state of the foam upon entry into the foam centrifuge very much depends upon the force field in which it has been produced. The above-mentioned relevance list provides the following pi-space:
Q-'
= f(Fr? S::CT)
with Q-'
= nc,itd3/q
and Fr = q2/(dsg)
(4.90)
The number Q-' represents the inverse of the well known gas throughput number Q, Fr is the Froude number incorporating the gas throughput and CT is the dimensionless fraction of the foaming agent in the liquid (e.g. in ppm). S* represents a (still unknown) dimensionless combination of physical properties, which describe the tendency of the foam to break up. Model experiments were carried out on three geometrically similar devices in the model-scale p = 1; 1.5; 2. Fig. 4.27 shows expression (4.90) for the surfactant Mersolat'"! H in two concentrations. The process relationship is as follows Q-1
= ].37Fr-0.4OC:32
(4.91)
where the constant, here 1.37, will be a function of S * . For the 5 surfactants investigated, the following values for the exponents in Q-' = FrpacFwere found: a = 0.40-0.45 and b = 0.1-0.36. The relationship Q-I cc Frpa can be reduced, depending upon the numerical value of the exponent a, by transforming it into the following dependences:
a = -0.5:
n2d/g = (const c:")~
(4.92)
a = -0.4:
nd = const q0.2g0.4~yb
(4.93)
Fig. 4.27 Process characteristic o f the foam centrifuge for two different concentrations CT o f Merso1at"H; after [633].
182
I
4 Gas-Liquid Contacting
5XlO’C
I 0-5
2
5
I 0-4
2
5
10-3
Fig. 4.28
Process characteristics for 4 further surfactants for CT = 50 pprn; after [633].
In the first case, equation (4.92),the necessary centrifugal acceleration n2d is only a function of the foam parameters S* and GT. It is independent of the gas throughput (1foam yield q f ) . It concernes foams which are easy to control. In the second case, equation (4.93), as was the case with Mersolat” H, the tip speed nd necessary for the control of the foam is to a small degree also dependent upon the gas throughput. This situation also applied to the measurements denoted by (1) in Fig. 4.26, which were carried out with three differently sized foam centrifuges and could be correlated with nd. Since the exponent a of Fr in the process relationship (4.91) exhibited a numerical value of a = 0.45 for 4 foaming agents and only a = 0.40 for Mersolat” H, see [633], the numerical value of the constant could be represented for all five foaming agents as a function of foaming agent concentration, to demonstrate thereby the tendency to foam breaking of individual surfactants. This relationship is plotted in Fig. 4.28 and demonstrated that, for example, for c = 50 ppm the value of the constants dffered by a maximum of a factor of 1.7 from one another. The effect of the type of foaming agent on the foam breaking is surprisingly low. The proposed process relationships have been derived with foam centrifuges with z = 8 channels. z has surprisingly little effect on Y. Q-’ cc Z - ’ . ~ was found for foam centrifuges with 2-24 channels, i.e. a doubling of the channels only reduces the tip speed by 15%. If a foam centrifuge of the discussed type has to be designed, tests have first to be carried out with the material system in question in an appropriate laboratory device. The scale-up of the industrial foam centrifuge is thereafter not a problem. On the other hand, these tests and their evaluation enabled a quantitative assessment of the foam properties for the manufacturers of surfactants as shown in Fig. 4.28.
4.72 Special Cos-Liquid Contacting Techniques
I
183
4.1 2
Special Cas-Liquid Contacting Techniques 4.12.1 Hollow Stirrers
Hollow stirrers are so designed, that they can utilize the suction, which develops behind the flowed against stirrer surfaces, for sucking gas into the liquid. For this purpose a shape is required, which exerts a high flow resistence thereby producing a high pressure drop (suction) and otherwise enables a good pumping action for the liquid, so that the gas sucked in is rapidly transported away from the stirring region, so as not to weaken the suction. The stirrer must be hollow and provided with a hollow shaft, so that a connection exists between the gas space over the liquid and the sucking region behind the flowed against stirrer surfaces. The function of hollow stirrers can be illustrated by the term “rotating ejectors”, which act according to the Bernoulli principle. A very effective and at the same time simple hollow stirrer, the four-armed pipe stirrer, is shown in Fig. 1.9. A very large variety of hollow stirrer shapes have been invented and patented 12191. As regards the patent literature, it must therefore be pointed out, that occasionally hollow stirrer forms have been rediscovered and filed as patents, whose original patents had expired 50 years ago! Therefore a study of expired patents [219] is highly recommended. With the exception of “Vogelbusch dispergators” [ 2811 and the “Immersion aerators” from Frings [ 1451, which have both become established in the fermentation industry (acetic acid manufacture) and currently occasionally have also been utilized in municipal water treatment plants for the aeration of activated sludge [6291, the other commercially distributed hollow stirrers have been developed for chemical laboratories and pilot plants (Gas inducing stirrers from KERAG, CH Richterswil; Inferator@from Escher Wyss GmbH, D - Ravensbriick). It will be shown bellow, that hollow stirrers are only suitable for laboratory devices, particularly those using high gas pressures. 4.12.1.1 Application Areas
Four different ways of using hollow stirrers are outlined in Fig. 4.29. Depending on whether the hollow shaft opening is installed above or below the tank lid, the stirrer can suck external air (a) or the contents of the gas cushion (b) and distribute it in the liquid. The latter mode is particularly useful, since the gas is not completely consumed by a single passage through the liquid and therefore collects in the gas space above the liquid. The use of hollow stirrers is gaining importance particularly in working under high system pressure, because in this way a isobaric reaction can be carried out without additional gas supplying device. For working with a pure gas (e.g. 99.9% N2 or with Hz in hydrogenations) the Manometric (Pressure gauge) method (see Section 4.3.1.2) [215, 6241 can also be used for the determation of the overall reac-
184
I
4 Gas-Liquid Contacting cn
reactio
reacti
reacti
C
Fig. 4.29 Utilization possibilities for hollow stirrers (0.51: a aeration; b recycling of the reaction gas; c simultaneous gassing and recycling of the liquid phase (material system C/C/L); d gassing and suspension of solid particles (material system C / L / S )
tion kinetics. The pressure drop in a stirred tank as a result of gas absorption is compensated by further supply of reaction gas from a storage vessel, whose weight or pressure loss is monitored as a function of time. If opposite stirrer openings are alternately connected with the hollow shaft for gas entry and with the hollow hub, Fig. 4.29(c) and Fig. 4.30, an additional purposive liquid circulation can be realized at the same time. This has been advantageous in working with three-phase G / L / L material systems (particularly for large density differences between the two liquid phases) or in reactors with a high aspect ratio, in which liquid circulation can be forced in this way. It was found in this combined mode of operation, that the gas throughput hinders the liquid throughput and therefore the Froude number may not exceed a numerical value of Fr = 3, if a good liquid circulation is required [615].
Fig. 4.30 Hollow stirrer designs for the simultaneous suction of gas and liquid; left from [219/11], right from [219/16].
2 Fig. 4.31 Power characteristic o f the "three-edged'' hollow stirrer in turbulent flow range (Re > lo4). Material system water/air; from [610/1]. Installation conditions: H I D = 1; D/d = 3.33; h/d = 1; for legend see Fig. 4.32
Operating in the G / L / S material system, a propeller stirrer can be installed underneath the hollow stirrer on the same shaft, so that in addition to an intensive suction of the gas an intensive suspending of solid particles also occurs [615]. The scientific work on this class of stirrer dates back to the 1960s, when complete design and optimization data were aquired for the three-edged stirrer ([219/1], [GlO]) and the pipe stirrer ([252], [615]). 4.1 2.1.2
Suction, Power and Efficiency Characteristics
The power and throughput characteristics of three-edged stirrers in the turbulent flow range (water/air system) are shown in the Fig. 4.31 and 4.32, which were determined under the geometric conditions given in Fig. 4.31 in the scale range of p = 1 :2:3:4:5. Both figures show that the state of flow in the turbulent range (Re > lo4) is unequivocally described by the Froude number:
n lo-'
Fig. 4.32 Gas throughput characteristic o f the "threeedged" hollow stirrer i n turbulent flow range (Re > l o 4 For installation conditions see Fig. 4.31.
.e.9
I
O
I
I . /
I
186
I
4 Gas-Liquid Contacting
10 3
Fig. 4.33 Dependence o f the efficiency E = P / q of the "three-edged" hollow stirrer with respect to the self-sucked gas throughput upon the range of operation ( F r )
5
2
102
5
100
2
Ne = f i ( F r )
5
and
10'
2
5
Q =h ( F r )
102
(4.94)
(Hollow stirrers were, moreover, the first stirrer types, in which the dominance of the Froude number clearly was established. The surface aerators were investigated much later, Section 4.12.2). There are stimng operations in chemical engineering in which a large gas throughput is involved (e.g. blowing out of volatile compounds from a liquid), for which a minimization of stirrer power input is desirable. The condition for which P/q = min can be obtained from the process characteristics Q = fi ( F r ) and N e = f 2 ( F r ) (Fig. 4.31 and 4.32),if the Ne, Q, Fr numbers are combined in a way, that a dimensionless expression for P / q arises: (4.95)
This, as the components themselves, is a function of the Froude number. Fig. 4.33 shows the course of this function. It shows, that there are two operating ranges: K d. In this range P / q increases directly proportionally with scale: P / q K d. (In case of a scale-up of ,D = 1:10,the full-scaledevice required a ten-fold stimng power for the same gas throughput!) 2. For Fr 2 10, hollow stirrer operate still less economically, since here N e F r / Q increases approximately proportionally with Fr oc n2d : P / q K d2!
1. For Fr 5 10, N e F r / Q = const applies, i.e. P/q
The fact, that hollow stirrers are not suitable on an industrial scale for suclung up large gas throughputs, could be described "small is beautiful". Here, the gas throughput and the stirrer power must be decoupled from one another, by feeding a fast rotating stirrer from underneath by externally compressed gas. In transport-controlled reactions in the G / L systems, mass transfer is usually
4.12 Special Gas-Liquid Contacting Techniques
I
187
scaled-up according to P/V = idem and u = q / S = idem (idem denotes the same numerical value), see Section 4.4. This requirement also supports the decoupling of the gas throughput and stirrer power in the scale-up,because processes with two process parameters operating independently of one another are more easily optimized than those with only one process parameter. However, there are many reactions in gas/liquid systems, in which a high gas throughput is not required e.g. because the micro-kinetics are rate-determining. In such circumstances the hollow stirrer due to its dual role as stirrer and gas pump is the stirrer type of choice, particularly in high pressure reaction engineering. The simplest and most effective hollow stirrer has been found to be the pipe stirrer [G15]. Its dimensions are given in Fig. 4.34. The following process characteristics apply for this stirrer type in thin liquids (Re > lo4) [GlS]: - beginning of gas aspiration: Fr d/H' = 0.156 (Liquid coverage of hollow stirrer H' = H - h),
- Power characteristic: Ne = [0.42
+ exp(-0.317Fr
~
0.G1G)](H'/d)0.25
- Gas throughput characteristic:
+ 180(D/d)-4.' + 180(D/d)p4.'
Fr d/H' 5 1.80: Q-'
= 33.O(Fr d/H')-1.47
Fr d/H' 2 1.80 Q-'
= 15.5(Fr d/H')-'.''
Since the hollow stirrer operates in accordance with the principle of jet suction, it should be pointed out here that the process number Fr dlH' in the gas throughput characteristic is the reciprocal value of the Euler number Eu. If the tip speed of the stirrer u = nd is regarded as a characteristic velocity, it follows that: (4.96)
in which the term pgH' is the hydrostatic pressure Aph, which the suction of the hollow stirrer must overcome. 4.1 2.1.3
Comparison of Hollow Stirrer and Turbine Stirrer
The question is considered in [GlS], of whether a hollow stirrer or a turbine stirrer is more suitable for the dispersion of large gas throughputs. In the hollow stirrer the compressed air is fed in via the hollow shaft and in the turbine stirrer via a separate inlet pipe underneath it. Those values of gas throughput and stirrer power were retained, which occurred upon restoration of dispersion after reaching the flooding point.
188
I
4 Gas-Liquid Contacting
h/d = 1 H/D = 1 D/6 =10
F
=1,5dw 2
d/dw =10 d/dN = 3 d/dri = 7,5 d/d,,=
6
Fig. 4. 34 Geometry and installation data for a pipe stirrers; from [0.5].
4dri
C-
4.72 Special Gas-Liquid Contacting Techniques
I
189
(Installation conditions: Dld
=
3.33; H'ld
= 2.33; hld
= 1).
1. Gas throughput characteristics:
turbine stirrer: Qm = 0.19Fr3f4 0.1 < Fr < 2 pipe stirrer:
Qm = 0.05Fr3/4 0.2 < Fr < 5
As a result, the turbine stirrer at a given stirrer speed can disperse an approximately four-fold larger quantity of gas than a similarly sized pipe stirrer. This means that the turbine stirrer conveys the liquid better and thus transports the dispersed gas more effectively away from the suction region. 2. Power characteristic:
turbine stirrer: Ne = 1.36Frp0." 0.2 < Fr < 1 pipe stirrer:
Ne = 0.75Frp0.56 0.1 < Fr
20 vol. % of quartz sand and it attained half of the LA value of water at 40 vol. % of quartz sand. If this result is compared with that found with the paddle-wheel reactor, it can be seen that the effect of the process number Fr in this case with (Fr0.5)0.53= Fro.*' is significantly smaller than in the case of the paddle-wheel reactor ( Fr0.43-Fr0.6). 4.12.3 Gas Spargers
In this section devices are discussed, which are utilized to intensify mass transfer in gas/liquid systems, but cannot be regarded as stirrers. They are:
- sintered glass or ceramics plates, perforated metal plates and static mixers, - injectors (two-component nozzles) Sintered glass or ceramic plates and perforated metal plates are classical gas spargers (dispersers) for bubble columns. Static mixers and nozzles became available with the emergence of biological waste water purification. They all realize gas
I
199
200
I dispersion directly and the hydrodynamics in the processing space is solely deter4 Gas-Liquid Contacting
mined by the rising bubble swarm. A stirrer, on the other hand, produces gas dispersion indirectly via an intensive shear flow of the liquid, which disperses the gas continuum as gas bubbles. In other words: for the stirrer to produce gas bubbles, the whole liquid content must be kept in motion! There are numerous publications from the field of chemical reaction ingineering, see the references in [629], which deal with mass transfer in bubble columns. They consistently report, that the volume-related mass transfer coefficient on the liquid-side kLa at not too high superficial gas velocities ( u 2 200 m/h) is directly proportional to the superficial velocity u: kLa K v
+
kla/u = const.
(4.109) b
This is an importantant information when one realizes that kLa = - and the VAc
superficial velocity is u = -. 4 Then the following expression is obtained: S
G
S
G
kLa/o = -x - = -= const. VAc q qHAc
(4.110)
where the liquid volume V is the cross-sectional area S of the processing space multiplied by the liquid height H: V = SH. In contrast with expression (4.109), the proposition of expression (4.110)is intellectually understandable, the rate of absorption G being directly proportional to the gas throughput q (number of gas bubbles), the liquid height (residence time of the gas bubbles) and the concentration difference Ac! 4.12.3.1 Sintered Glass or Ceramic Plates, Perforated Metal Plates and Static Mixers
For spargers with the gas throughput as the only process parameter, the target quantity kla/o should only depend upon the sparger type. In this case dimensional analysis provides one target number:
(4.111) which may depend only upon physical properties of the system (Sc, Sir) and upon the sparger type. In fact, however, it appears that it rapidly decreases in the strongly coalescent system air/water with the superficial velocity u, see Fig. 4.42.For pipe and dome aerators (see [629])it is possible to calculate roughly with the numerical value 105Yx 4-5. For the Kenics aerator this value is higher 105Yz 6, because a gas/liquid dispersion is produced, whose momentum protects it against constriction as a result of the liquid entrainment of the bubble flue (airlift pump!).
4.72 Special Gas-Liquid Contacting Techniques
Fig. 4.42 Dependence of the sorption number 10 Yacc. (4.111) upon normal gas throughput q N 9 for different spargers (pipe and dome aerators) and for Kenics aerator from 16291 8
r);
7 6
5 4
. , J 2
loo
I q N [ r n j ~ / hper ] aeration’unit 2
I
10’
I
2
lo2
4.1 2.3.2 Injectors (Two-Component Nozzles)
There are two types of two-component nozzles: ejectors and injectors. The ejectors are liquid jet aspirators, which operate according to the Venturi principle and with their propulsion liquid jet in the mixing space (diffuser) attain a substantial pressure drop on the gas side. Vacuum is commonly produced by water ejectors (vacuum pumps) in the laboratory and by steam ejectors on an industrial scale. In an injector practically no pressure drop is produced, the power of the propulsion liquid jet being utilized in the mixing chamber for producing an energyrich gas/liquid dispersion. The free jet of the gas/liquid dispersion requires this energy to mix into the surrounding liquid, before a strong bubble coalescence takes place due to the high gas bubble density. In contrast with spargers, the injectors dispose of a second freely selectable parameter in addition to the gas throughput qc, the liquid throughput q L , which would bring about the process characteristic q L / q G . In analogy to stirring, instead of q L / q G a dimensionless number was proposed [626,627] which took the power of the propulsion jet into consideration: PL/qc. This number assumes knowledge of the pressure drop characteristics of the propulsion jet nozzle EuL as follows: ( P L / q G ) *
=
-
-and is PLqt
pL’qc where PL = ApLqL. PL (vg)2’3’ ~
With this enlargement the expression (4.111) becomes:
Y = f{ ( P ~ / q c*,) Sc, S i r , type of disperser}
(4.112)
Only the injectors of Bayer AG, Leverkusen, Germany have been investigated in this framework. They form the basis of Bayer’s Tower biology for the aerobic waste water treatment of highly polluted industrial effluents. The two-component nozzles concerned are: Bayer injector 8/14 and Bayer slot injector [626, 6271, see Fig. 4.43, which are briefly discussed below.
1
201
202
I
4 Gas-Liquid Contacting
Fig. 4.43 BAYER injectors. Left: injector 8/14, right: slot injector; from [625].
Since every injector shears the gas continuum into a gas/liquid dispersion only on the periphery of the propulsion jet, scale-up under the condition of geometrical similarity is here always linked with a considerable efficiency loss: the circumference of the propulsion jet increases linearly with the nozzle diameter, its crosssection on the other hand quadratically. The larger the injector, the greater is the fraction of the liquid throughput leaving the injector without having accomplished its task. This is the reason why the small Bayer injector 8/14 could not be simply geometrically similarly enlarged. A nozzle form had to be developed, which disposes over a larger jet circumference than the circular design. In Fig. 4.44 the sorption characteristics for both injectors are shown as a function of the degree of coalescence of the medium (water).This is vaned via the addition of salt. The small 8/14 injector produces finer gas bubbles, the effect of the salt concentration (degree of coalescence) is greater with it than with the slot injector. A concentration of only 3 g NaC1/1 brings about a doubling of the kLa value under otherwise identical conditions! If the injectors are utilized for supplying activated sludge with aerial oxygen in a biological waste water purification plant, it is of particularly interest that they
4.12 Special Gas-Liquid Contacting Techniques
I
203
Fig. 4.44 a,b Dependence of sorption characteristics Y = f(&/qc)' of (a) injector 8/14 and ( b ) the slot injector upon the system proneness to coalescence (expressed through the NaCl concentration); from 16271.
a 2
lo5
5 y&
a
v ("*'
5
2
1"
lo6
g Na C I A
2
10 5
b
2
5
lo5
2
5
realize the oxygen uptake G [kg Oz/h] with a high efficiency E [kg Oz/kWh]. Since the injectors possess two degrees of freedom ( 4 and ~ q L ) , an optimization procedure is used, which is shown in Fig. 4.45 for the slot injector. The circumstance, that the E value increases with increasing liquid height H,is founded on a longer residence time, during which the gas bubbles give up oxygen to the liquid, thereby increasing the oxygen utilization. Thus for a given oxygen uptake G a smaller gas throughput and hence a lower compression power PG is necessary. Since the sorption characteristic Y = f (P L / q G ) * and the pressure drop characteristics EUL and EUGare known as a function of the throughput ratio q L / q G , an infinite number of value pairs of {qr, q G } can be found for each required oxygen uptake G (e.g. 5 kg Oz/h) under given boundary conditions (liquid height H, concentration of dissolved oxygen to be maintained, e.g. 1 ppm), which fulfill these requirements. However, only one of them satisfies this requierement with a mini-
EIkg0,lkWhl
oxygen uptake with a slot injector. Boundary
+
mum total power (ZP= PG P L ) and hence maximum efficiency E. This is illustrated in Fig. 4.45. The plot of E,,,(H) in Fig. 4.46 shows, how the efficiency and the oxygen utilization behave with liquid height (basis of Bayer's Tower biology). The fact, that 40°C is more favorable than 20°C, can be explained by the increase of Sc and hence k L in this temperature interval not yet being nullified by the simultaneous decrease of Ac, due to cs ( T ) . Finally it is interesting to learn, which values of the sorption characteristic Y the proposed gas/liquid contacting devices attain in comparison with gas bubbles of a particular size dt, which individually emerge from a borehole. This comparison is presented in Table 4.4 and shows that the bubbles in the swarm have a terminal bubble size of d, b 2 mm. A sorption number value achieved with the slot injector
-
E,,,~kgO,/kWhl
BAY ER Slot injector G N = 0.1 kg O$m3 h 1 lnjektor 110 m2
c = lppm 0 2
H [ml
2
"
I
"
5
"
I
'
3
8
10
8
I
15
"
,
O
I
20
Maximum attainable efficiency Emaxfor slot injector. Operation conditions: G / V = 0.1 kg 02/m3h, J = 20 and 40"C, t = 1 pprn 02.The scale on the curves gives the oxygen concentration in the off gas in vol-%; after [627].
Fig. 4.46
"
'
8
,
'
'
25
I
I
30
4.12 Special Gas-Liquid Contacting Techniques
I
205
Tab. 4.4 Sorption numbers Yas a function of the terminal bubble size dt (Tab. 4.3) in comparison with the Yvalues achievable with conventional aeration devices
bubble diameter dt and type of aerator, resp.
105 Y
dt = 0.5 mm d, = 0.G mm dt = 0.7 mm dt = 1.0 mm dt = 2.0 mm slot injector (H’= 2 m and X z 4.8 . 10’)
129
107
bubble column with a sintered glass plate; u
I 180 m/
92 64 32 20 14
h 8 9
bubble column; bore holes of 1 mm diameter cartridge filter aerator
9
5
corresponds to a of Y = 2 x corresponds to a d, = 3.2 mm, Y = 1.4 x d, = 4.6 mm and Y = 9 x lop5corresponds to a d, = 6 mm. These numbers attest, to what extent bubble coalescence in sintered glass plates and cartridge aerators increases the stable terminal value of the bubble diameter. 4.12.3.3
Funnel Shaped Nozzle As Ejectors
Finally the funnel shaped nozzle is briefly described. This is the only ejector which discharges the self-aspirated gas radially over the whole cross-section of the vessel bottom. There are different types of this type of ejector. One of it exhibits a constant hydraulic cross-section of the annular space between the conicallyshaped deflecting element and the housing, see Fig. 4.47. Then the self-sucked gas throughput can also be throttled, whereupon Apc becomes a free process parameter. It produces the finest gas bubbles which can be produced by mechanical means, because the propulsion liquid jet in the channel exerts a strong shearing action. The funnel shaped nozzle is utilized as a gas disperser in flotation cells [631].Their design details are given in [64O].
Fig. 4.47 Sketch of the principle o f the funnel nozzle; here with a annular channel having a constant hydraulic cross-sectional area sh. Characteristic channel diameter dch = St5; from (6401.
4I
-
D
I
s25
Stirring
Theory and Practice Marko Zlokarnik
0Wiley-VCH Verlag GmbH, 2001
5
Suspension of Solids in Liquids (S/L Systems) Suspension is connected with the presence of a dispersed solid phase, which is suspended (“whirled up”) in the liquid. The material system solid/liquid (S/L) is thus involved. Occasionally a gas is distributed and dispersed in the liquid at the same time, whereupon the material system concerned is a solid/liquid/gas ( S / L / G ) system. This stirring operation is exceedingly frequent; according to a well known German stirrer manufacturer it was in the period 1976-80, at 65%, the most frequent of all stirring operations, closely followed by the stirring operation homogenization [2771. For solids to be dissolved rapidly in liquids, their total surface must be accessible to the liquid, i.e. the solid particles must be completely suspended in the liquid. In this case that critical stirrer speed ncr is of primary interest, at which this state is just attained, and the other stirring conditions (stirrer type and instalation), which ensure the maintenance of these flow conditions with the lowest stirrer power. In crystallization or in solid catalyzed reactions it is, on the other hand, generally necessary, that the dispersed phase is largely uniformly distributed over the whole liquid height. This condition naturally requires both a higher stirrer speed and power and occasionally also another stirrer type than suspension alone.
5.1
Classification of the Suspension Condition
Generally only two suspension criteria have become established, namely:
- complete suspension and - homogeneous suspension. 5.1.1
Complete Suspension
Complete suspension is achieved, when no particle or no particle cluster stays longer than 1 second on the bottom. This 1-s criterion establishes the so-called
5. I Class8cation of the Suspension Condition
I
207
Tab. 5.1 Relationship between the 1-s criterion and the corresponding time number t * = t(g/D)”’ upon changing the tank diameter D in the scale p = 1 : 10; from [641]
0.2 0.5 1.0 2.0
1 1 1 1
7.07 4.47 3.16 2.23
7.07 7.07 7.07 7.07
1.00
1.58 2.23 3.17
critical stirrer speed n,, and is due to Zweitering [G43]. On the other hand, the criterion of the so-called “100% suspension” [520], according to which the particle may not even stay for 1-s on the tank bottom, has not become established. A time criterion is an easy to determine, but inaccurate measured quantity, which possesses a low sensitivity. Who can decide purely visually, whether it is 0.7 or 1.3 s? In addition, this quantity is unfortunately chosen from the dimensionally analytical and scale-up standpoint, because it is not dimensionless [ 1121. However, this situation is not disadvantageous, simply because this quantity is so insensitive. Were a dimensionless time number to be chosen rather than the time t [s], e.g. t* = t(g/D)’I2, this would bring no advantage, as can be seen from Table 5.1. On the left side of this table is shown for four differently sized tanks of D = 0.2-2.0 m, how for t = 1s the numerical value of the dimensionless number t’ varies, changing only by a factor of 3.17 upon passing from D = 0.2 + 2.0 m. The right side of the table shows how the 1-s criterion has to change upon scaling up to satisfy t’ = const. 5.1.2
Homogeneous Suspension
The term “homogeneous suspension” describes a state in which the solid particles are homogeneously distributed over the whole liquid height. It concerns a suspension state, which is particularly aspired to, if the suspension must be continuously conveyed through the vessel. Since this state is difficult to achieve and to measure, Einenkel [ 1121 suggested that a “homogeneous suspension” should be referred to when the height of the suspended particle layer, h,, attains 90% of the liquid height. Above this a usually clear, particle-free liquid layer is produced. The height h, of the suspension zone can, particularly for small particles, be measured with 5 5 % accuracy. The particle layer height criterion of h* = 0.9 is introduced, whereby h* = h,/H represents the relative height i.e. the particle layer height h, related to the liquid height H, which the particles have on average attained. The relationship between these two suspension criteria is represented in Fig. 5.1, in which the dependence h”(n,pv) is shown for a suspension of glass beads (dp = 0.2-0.25 mm) in water in a baffled tank ( D = H = 190 mm) with a propeller stirrer (d/D = 0.315). The f d l points mark the attainment of the 1-s criterion (n,)
208
I
5 Suspension of Solids in Liquids (S/L Systems) Fig. 5.1 Relative layer height h' as a function of stirrer speed n and the volume fraction o f solids 0";after Einenkel [112]. Full circles represent the connection with the 1-s criterion
300
500
700
1000
1500
and show, that with increasing volume fraction pv of solids at n, increasingly lower values of h* are obtained. Interestingly n, coincides with the discontinuity in the h*(n,pv) dependence. Einenkel [112]explains this in that for n < ncr the stirrer power also has to suspend an increasing number of particles from the bottom, whereas the additional power above n 2 ncris utilized for increasing the particle layer height. In the following the stirrer speed, necessary for achieving h* = 0.9 will be represented by no.9.
5.2
Distribution of Solids Upon Suspension
Einenkel [114]has suspended different volume fractions (pv = 0.05-0.25)of glass beads (dp = 0.2 mm) in water in a vessel with propeller stirrer (D = 790 mm, d/D = 0.315;n = 541-650 min-l) and determined by sampling the volume fraction of solids qv,h as a function of height. The result in Fig. 5.2 shows, that in the neighborhood of the stirrer (bottom clearance of stirrer h) the expected average solids fraction qv was certainly present. Above the stirrer (at h* z 0.5)a significantly higher Vv,v,h value was found, which for greater heights (h* + 0.9) reduces to zero. This circumstance is not dependent upon the average volume fraction of solids q,. If the stirrer speed is varied much more strongly (n= 459-1377 min-I), Fig. 5.3 shows its greater effect upon the distribution of solids in the tank. These experi-
5.2 Distribution of Solids Upon Suspension Fig. 5.2 Normalized distribution of solids (glass beads) over the relative layer height h'; h, is the bottom clearance of the stirrer. For the experimental conditions see 11 141
1.0
0.8 0.6 0.4
0.2 0
0
0.5
1.0
1.5
2.0
ments were carried out with the same material system as above, but in a smaller tank (D= 0.365). The solids distribution with height can be described by a statistical average value. In Fig. 5.3 and 5.4 the variance o2 from the experimental data, which were obtained at N = 13 measuring points distributed over the liquid height, is also cited. The variance is defined by the following relationship:
Fig. 5.3 Normalized distribution of solids (glass beads) over the relative layer height h' as a function of stirrer speed; from [114]. h, bottom clearance of the stirrer.
I
209
210
I
5 Suspension of Solids in Liquids (S/L Systems)
5.0
.-----
Fig. 5.4
dborder
02
30
propeller stirrer [I 141 D = 365 mm; d/D = 0,315
The relationship u2 = f ( n . p ) ; from
2.0
=0.95
1.0
a7
= 0.5
0.5
02
0.3
t
‘3
a2 0.l 0.07
x 3a7 020.2 A
0.05
bl
* 1.0
11
123
11
I1
12
11
11
1.15 11
11
1.0
u2=0.25
11
n [min-11 a03
zoo
300
500
mo imo
1500
According to [114],u2 = 0.95 approximately corresponds to the 1-s criterion, u2 = 0.5 to the h’ = 0.9 criterion and at u 2 = 0.25 the energetically still justifiable limit of suspension homogeneity is approximately achieved. Fig. 5.4 shows the effect of the dynamic viscosity p upon u2.Although the state of flow in the tank is turbulent, the viscosity of the medium is important, because it affects the sinking velocity of the particle swarm w,,.The particle Reynolds number Re, formulated with w,,and d , lies in the laminar to transition ranges. Measurements at u2 = 0.25 and 0.95 have additionally shown that the stirrer speed required to realize this distribution quality initially increases with pv, but remains constant from yv = 0.15-0.20. This also demonstrates the relevance of the sinking velocity w,, in the swarm, which decreases with increasing yv. The circumstance that the stirrer speed no.9 needed for h* = 0.9 is related to the sinking behavior of the particle, is clearly evident from Fig. 5.5, which represents the stirrer speed for h* = 0.9 G u2 = 0.5 as a function of particle diameter d,. For small d,, n cc dZd3 applies, for large d , on the other hand n K di’6 is found. This is consistent with the particle sinking behavior. According to Stokes’s law, w,, GC d i applies to very small particles (laminar flow round particles), w,, K di.5 for large particles (turbulent flow round particles). The exponents in the two dependences differ by a factor of 4. The transition range lies approximately between Re, = 10 and 100. A phase Doppler velocimeter was used to measure the axial, radial and tangenitial mean velocities u and the mean velocity fluctuations u’ of the continuous (water) and dispersed phase (glass beads, d , = 250 pm, pv = 0.5%) in dependence upon
5.3 Suspension Characteristics
I
211
The relationship nos = f(dp,vvv); from [l14l. Mullite in water; D = 365 mm; Fig. 5.5
2
d / D = 0.315
5
lo-‘
2
5
100
2
3
the measuring point in a fully baffled vessel with a flat bottom and propeller stirrer. The data are presented in dimensionless form as v / ( n d ) and u ’ / ( n d ) ,respectively and are plotted versus the spheric coordinates r / d and Z / d (r- radial distance from the axis, Z - axial distance from the stirring plane, d - stirrer diameter). They show that the particles lag behind the continuous carrier phase in the upward parts of the flow field, but are ahead in some downward parts. The slip velocities are of the same order of magnitude of the terminal velocity evaluated by classical correlations. A mean diameter field over the plane of measurement has been provided and shows non-homogeneities in the suspension [652]. In [655] measurements of the concentration profiles were presented which were measured in a vessel with contoured bottom (see Fig. 5.18a) and a 4Y-pitchedblade turbine. Material system: glass beads in water.
5.3 Suspension Characteristics
5.3.1 Relevance Lists and pi Spaces 5.3.1.1
Specification According to the Nature of the Target Quantity n,
When different criteria for describing the suspension state are in use, these must also be taken into consideration in the formulation of the suspension characteristics. Depending on which criterion is used in the determination of the “critical stirrer speed n,”, which can be represented by “,” for the 1-s criterion, for the particle layer height criterion h’ = 0.9 or by a required distribution quality d,the process numbers are correspondingly designated e.g. Re, or Fr,. 5.3.1.2 Specification According to Particle Property d , and/or wss
In the early investigations of suspension in stirred tanks, there were no deep technical insights in the flow behavior in this complicated phenomenon and there
212
I
5 Suspension of Solids in Liquids (S/L Systems)
had been no appropriate borrowing of concepts from the areas of sedimentation or fluidization, although there had certainly been attempts [283, 5801. In the research studies in the 1960s and 1970’s the average particle size d, was taken to be the characteristic dimension of length of the solid particle in the relevance list and the geometrical number d,/d was thus formed. It was evident, however, that the pi spaces, which is addition to g A p only took this particle number into consideration, differentiated too strongly and led to contradictory scale-up rules. A cause for this circumstance could, however, not be identified (see Section 5.3.2.5). On the basis of the analogy between no.9 and d, (Fig. 5.5), on the one hand, and the sinking velocity of the particle swarm w,,and d,, on the other, the sinking velocity of the swarm w,,was later incorporated into the relevance list. This consciously took account of the fact, that this property of the particle swarm is calculated from the sinking velocity w,of a single particle in a liquid at rest and thus strictly speaking only applies to a liquid at rest. wss is thus preferably incorporated into the relevance list, because the process can be physically better interpreted with it. From the standpoint of dimensional analysis it must be examined which consequences result from the incorporation of this quantity. Two possibilities must be taken into consideration:
- w,, is a material quantity, whose incorporation in the relevance list is due to experimental reasons (accuracy of measurements, availability etc.) and replaces another less sensitive material characteristic (i.e. w,, replaces d,). - w,, is an intermediate material quantity, whose incorporation in the relevance list replaces more than one of the previously listed parameters (i.e. w,, instead of d, and qv;see the determination equations for w,, in section 5.3.3.1). 5.3.2 Suspension Characteristics with
d, as the Characteristic Particle Dimension
5.3.2.1 Relevance List and p i Space The relevance list for a given stirrer and tank geometry is as follows:
Target quantity’): Geometrical parameters: Material parameters: Process parameters:
critical stirrer speed n, d; d,; pm or pV”;GP,i3) p; Y g(p, - p ) = gAp’)
The target quantity is a process parameter. It is currently usual to see the volume fraction 60, of the solids as a parameter in the suspension, since this and not the mass fraction p, affects the sinking velocity in the swam. 3) If the partides are not spherical, their shape 1) 2)
must be described with appropriate geometric parameters Gp,,. 4) The weight difference is the second process parameter in this relevance list. The combination gAp is indispensable: without A p g would not be effective and in gravity-free space A p would have no effect.
5.3 Suspension Characteristics
I
213
From these 8 dimensional quantities 8 appears as follows:
~
3 = 5 numbers are formed; the pi space
or
where Re,
n,d2 =-
-
critical Reynolds number as target number,
V
4dP FrxI = -
- Froude number extended by p/Ap, which is usually
gAY Re2 Ar= Fr’
converted into d3gAp
~
v2p
-
the Archimedes number.
5.3.2.2 The Process Relationship
The suspension characteristic for the target quantity Re, is as follows:
or
Kneule and Weinspach [284] in a comprehensive research study have derived the suspension characteristics for the 1-s criterion with a number of stirrer types in baffled and unbaffled vessels with differently shaped bottoms (dished, hemispherical, truncated cone, flat) by using 2 tank sizes ( D = 0.37 and 2.07 m) and different solid particles ps = 2630 to 11.100 kg/m3; dp = 1.1-10 mm) with mass fractions q m of 0.02 to 0.25. As an example, experimental data are presented in Fig. 5.6, which were obtained with an open double turbine (12-paddle stirrer with paddle height b of b/d = 0.5; from EKATO)in baffled tanks with dished bottoms (D = 370 mm; D/d = 3.25; h/d = 0.5; circles: D = 370 mm; filled triangles: D = 2.07 m). From this it can be derived, that the turbulent Reynolds range begins at Rels > 130(d/dp)
(5.3)
in which the viscosity of the medium is unimportant (Rel, is irrelevant) and the process characteristic is hence given by
214
I
5 Suspension of Solids in Liquids (S/L Systems)
105
10‘
103
102
10’ 10‘
104
105
10‘
105
1oc
10:
108
109
Ar (ddd)2 (pmo.5 Fig. 5.6 The suspension characteristic for the 1-s criterion for a double turbine (partly covered on both sides), Type EKATO (for geometry see the original publication) in the transition and turbulent flow range; from [284]
(The non-appearance of the d,/d effect in comparison with later studies by other researchers was explained by their employment of large dp’s in the turbulent range [5671.) The corresponding numerical values in expression (5.4) for propeller stirrers, which convey downwards, and turbine stirrers are 3.06 and 1.21 respectively. Therefore in the same material system the propeller stirrer must operate with a factor of (3.0G/1.21)0.5= 1.59 higher stirrer speed than an identically sized turbine stirrer to maintain the solids in suspension. On the other hand, according to [284], for tests in the transition range Rel,(dp/d) = 13-130, the following applies: Re,, = 1.91Ar0~4[(d/d,)(p,]o~2 or Fr;, = 5.05Re-’.’ [ (d/dp)pm]O3
(5.5)
The numerical values in the two process relationships (5.4)and (5.5) are summarized in tables for a number of stirrer types and the above-mentioned geometric ratios [284]. It emerges that the dished bottom is insignificantly less favorable than the hemispherical bottom for suspending solids. The shape of the bottom must be in such a condition that it conveys the solids to the center, where the stirring effect is the strongest. The D / d ratio exerts a very strong effect. D/d of ca. 3.3 is regarded
5.3 Suspension Characteristics
I
215
as optimal. In the range 0.3 < h/d < 0.8, the h/d ratio has practically no effect, a h/d ratio of h/d x 0.5 being recommended. As stirrer type, propeller stirrers, which convey axially downwards, are recommended as well as radially acting double turbines. Lamad6 [ 3151 has evaluated the suspension characteristics for three different enameled stirrers (PFAUDLER impeller, pitched-blade, paddle stirrers) in the turbulent flow range. He found a process relationship of the form:
Fr;, increases with h/d to the power of (d/D)’.’! Einenkel [113] has evaluated 8 earlier studies dealing with the suspension of solid particles with propeller stirrer in the turbulent range comparatively and found for the process relationship of the type: Re], cc Ara(dp/d)b&,
the following exponents: a = 0.45 to 0.6; b = -0.2 to +0.25; c = 0.25 to 0.28. There are still several studies to be mentioned, in which the experimental data was evaluated in the same way:
- 12-turbine stirrer with paddles covered on both sides, different particles (sand, glass, siderite with d, = 0.1-1.25 mm), kinematic viscosity of the liquid 10% = 1-160 m2/s [283]: Frls = 1.07 x 1011Re-2~,(d/dp)2.5
< Ar < 10‘
- 4- and 6-pitched-blade stirrers in tanks with flat bottoms [221]: Rel,
= aAro.Sy10.25
applies for Ar(dp/d)2po.’ = 2 x 10’-3 x
- G-pitched-bladestirrers, D/d
= 3;
lo4
h/d = 0.5; flat bottom [465]:
d,/D < 7 x
Fri,
= 16.G(dp/D)0.6
dp/D > 7 x
Fri,
= 0.86
These relationships apply for pv = 0.025 and d,/D = 2 x 10-4-3 x
- 6-turbine stirrer at different installation conditions [ 111: Frl, = 0.61(dp/d) 0.38(h/d) 0.35 (D/d) 2‘sq0.32 - G-blade and pitched-blade turbine at extremely low bottom clearances
0.021-0.25) and different liquid viscosities [680]. .
(h/d =
216
I
5 Suspension of Solids in Liquids (S/L Systems)
5.3.2.3
Power Requirements Upon Suspension Up
Weinspach [ 5811 has determined the power characteristics for the downwards conveying propeller stirrer and for the on both sides partly covered double turbine in suspension operation. Here the density and the dynamic viscosity of the suspension were defined as follows: Psus
=P
+ vlv(Psusp - P )
(5.7)
where pv is the average volume fraction of solids in the suspension, pv,maxis the maximum fraction of solids in the closest spherical packing (pv,max = 0.74). p is the dynamic viscosity of the homogeneous liquid. ,u was varied in this study by adding tylose (methyl cellulose with Newtonian viscosity behavior). It was found that up to pv = 0.25-0.30 suspensions behave as homogeneous mixtures, i.e. up to these pv values no Nesus(pv)dependence was found. If the Newton and Reynolds numbers are formulated with the material properties valid for suspensions, see (5.7) and (5.8), and are represented as Nesus(ReSus),the curves for Re > 5 x lo2 and qv < 0.25-0.30 coincide within experimental accuracy. Einenkel [ 1141 pointed out that in the suspension process it cannot be assumed that the average density and viscosity values hold sway according to equations (5.7) and (5.8). On the contrary, the controlling density in the region of the stirrer can deviate considerably from it. This relationship is shown in Fig. 5.7, in which the quotient P e ~PL / from the measured stirrer power and the stirrer power in the pure liquid is plotted against the stirrer speed for different pv values as a parameter. In the lower right corner of the figure P e ~ / P values ~ are indicated, which correspond to the PsWp/PLvalues. With regard to the starting of stirrers in settled suspensions, see [278, 3831.
Fig. 5.7 P e ~ / = P ~f(n) for a propeller stirrer (D = 365 mm; d/D = 0.315) and different co, values and suspension conditions. The vertical dashes show the beginning of the suspension. Material system: glass beads/water (dp = 0.25-0.32 mm; ( p = 1.48 kg/l); from [114]
5.3 Suspension Characteristics
n, The stirrer which operates most favorably energetically is that which expends the lowest stirrer power at the critical stirrer speed. In the turbulent flow range, for which Fr’ = const applies, see (5.4), this condition is described by the relationship NeFr’3/2 = min. With Ne = 0.35and 5.0 for the propeller and turbine stirrers respectively (see Table in Fig. 2.2) and the above-mentioned constants for equation (5.4) it can be calculated that the propeller stirrer only requires 28% of the power of the turbine stirrer. From an energetic standpoint stirrer types which convey the liquid axially downwards are clearly superior to axially operating ones. 5.3.2.4 Power Requirement at the Critical Stirrer Speed
5.3.2.5 Scale-Up in Suspension According to the Criterion n,
The process characteristics allow scale-up rules for the process being established. Mersmann et al. [363]in a review over stirring established that the then available studies over the suspension of particles in liquids yielded extremely different rules for scale-up. If the process characteristic is reduced to the proposition
where the indices Tand M relate to industrial and model scale and ,u is the scale factor, values for the exponent a between a = -1 and 0.5 are obtained. In the first case the tip velocity of the stirrer u cc nd was to be held constant in scale-up and in the second case the Froude number Fr cc n2d. This discrepancy was the incentive to investigate the suspension process more accurately from the hydrodynamical viewpoint. 5.3.3 Suspension Characteristic with w,, as the Characteristic Particle Property 5.3.3.1
Determination of the Particle Sinking Velocity in the Swarm wss
The particle sinking velocity in the swarm w,, is a kinematic quantity, which can be calculated according to different recommendations. If the height-related pressure loss Ap/l at the fluidization point (FP) in a fluidized bed Ap/l= gAp(1 - 8 )
(5.10)
is put equal to the pressure loss of the fluid in the fixed bed Ap/l=
3
v2pl-8
4
d,
-Cd-
it follows that
~
c3
(5.11)
I
217
218
I
5 Suspension of Solids in Liquids (S/L Systems)
(5.12)
where u is the superficial velocity, E is the porosity at the fluidization point; Cd is the drag coefficient of the sphere in a liquid flow. According to Ergun [ 1191 the following cd (Re) dependence applies:
cd
= 1.75
+ lSORep’(1 - &)
0.2 < & < 0.8
(5.13)
and upon incorporating equation (5.13) into equation (5.12) the relationship for the borderline between solid bed and fluidized bed is obtained. If the resistance force (CduZAspherep/2)exceeds the buoyancy reduced force of griyity by a small amount, the particle is discharged. Then due to E + 1 c d = 413
Fri-’
(5.14)
applies. The borderline follows by setting equations (5.13) and (5.14) equal to one another and it is represented in the diagram of state of a fluidized bed as: (5.15)
Fri = f ( Re,, E )
The Fri and Re, numbers contain both the superficial velocity v and the characteristic particle dameter d,. They can, however, easily be combined, such that in each combination thereof only one of the above-mentioned quantities appears: (Re2/Fr’)i/3 E d , [ g A p / ( p ~ * ) ] ~ ’and ~
(ReFr’);’3
= u[~/(gApv)]’/~
(5.16)
Since at the fluidization point the superficial velocity u and the sinking velocity of the particle in the swarm w,,are equal to one another, v can be replaced by w,, in the above equations. This situation is graphically represented in Fig. 5.8. The following expression for the sinking velocity w, of a single particle follows from equation (5.12):
(5.17)
For a turbulent flow field round a sphere c d zz 0.4, for a laminar flow field on the other hand c d K Re;‘. According to Stokes’s law, the following expression applies for small particles and laminar flow (Rep < 1 2 Ar, = (Re*/Fr’), < 100):
5.3 Suspension Characteristics
Fig. 5.8 Diagram of state for homogeneous fluidization; after [4, 6071
10'
loo ArP
lo2
lo3
= dp [gap/(+ p)]1/3
According to [ 3671, the following also applies: Re
-
1.74ArS AI,O.~
- 31.3
(5.19)
+
Different expressions are in use also for w,,: after Andersson [4]:
w,, = w,(1 - do,)
4.65
(5.20)
nach Richardson [463]: wss = ws(l - y,)"
(5.21)
after Kaskas [258]:
(5.22)
w,, = w, exp(-4.5pv)
where, according to [271], m depends upon Ar,, see Fig. 5.9. [605] provides a comprehensive presentation of the calculation methods for w, and w,,. According to [497] the sinking velocities in a turbulent field are up to a half smaller than those in the liquid at rest, thus the calculation of the minimum stirrer speed for suspension is on the safe side [ 5671. For determining the sedimentation velocity of spherical particles in pseudoplastic liquids, whose viscosity obeys the power law according to Ostwald - de Waele, see [294]. From what has been said above, it should be borne in mind that the sinking velocity of a single particle w,,which has been mostly calculated for rnonodisperse
I
219
220
I
5 Suspension of Solids in Liquids ( S / L Systems) I
1
I
I
1
Fig. 5.9 m(Ar,) dependence; after 12711
I
I
1
spherical particles or has been measured, depends upon a,(-’ ATp)and upon the flow state ( R e p ) ,see expressions (5.17)-(5.19). The sinking velocity of the particle swarm w,, additionally depends upon (ov:
5.3.3.2 The Relevance List and the pi Space
From what has k e n stated above it is evident that wss/ws does not depend upon d,/d. It can therefore not replace this parameter in the pi set, see equation (5.1). Rep and A r are proportional to Rex and A r and therefore do not need to be incor-
porated into the relevance list. Whether w,,/w,completely replaces the parameter (o, can only be determined experimentally. The relevance list for a given stirrer and tank geometry is as follows: Target quantity: Geometric parameters: Material parameters: Process parameter:
nx (critical stirrer speed) d, d,, qv p, v ; wsS/ws g(p,
- p ) = gdp.
From these 8 dimensional parameters 8 - 3 = 5 dimensionless numbers are produced
or
5.3.3.3
The Process Relationship
Einenkel [114] succeeded in deriving a process characteristic for the propeller stirrer and three suspension conditions u 2 ,in which, as in Kneule’s study [284], see
5.3 Suspension Characteristics
I
221
Fig. 5.10 The suspension
0
characteristic for n o s for a propeller stirrer (D = 365 mm; d / D = 0.31 5; h / D = 0.3) and three suspension states c2. w,, is related to &; after [114]
also Section 5.6, the parameter d,/d was found to be irrelevant. (This fact indicates in the first instance that the parameter d, can be replaced with wss.) The experimental results apply for d, = 0.063-1.6 mm; pv = 0.04-0.31; p = 1-20 mPa s and D = 365 and 790 mm. The solid straight lines of the process relationships in Fig. 5.10 correspond to the relationship: u 1 Fr'0.9 - - a Re-0.27 wss Pv
lo3 < Re < lo6
(5.25)
where u is the tip speed of the stirrer. This fact leads to the following scale-up rule for P/V
Kipke [277] points out, that the result in equation (5.25) is physically not tenable. If the power per unit volume P/ V required for achieving the 1-s criterion is namely projected according to the criterion F r = idem (corresponding to PT = P M ~ * / and ') is compared with that for attaining a homogeneous suspension according to equation (5.25), it is found that from D = 3 m more power is necessary for whirling up than for the maintenance of a homogeneous suspension, see also Fig. 5.11.
Fig. 5.11 Comparison o f the scale-up rules for the 1-s and the h* = 1 criteria. Test conditions: propeller stirrer d / D = 0.31; dp = 0.5 rnm; pV= 0.05; p = 1600 kg/rn3; H I D = 1; from
(2771
222
I
5 Suspension of Solids in Liquids (S/L Systems)
-
A Einenkel 0 Liepe 0 Niesmak Kipke V Ditl-Rieger
lo5-
2403’
10-6
io-5
io-4
Fig. 5.12 Representation of both boundary conditions with F r ’ ( d / d P ) ( w s / w , , ) * ~ ; ’= f(dp/D) after Mersmann and Laufhiitte; from (5671
Kipke cited, as a possible reason for this discrepancy the fact, that the w,,,which applies for liquids at rest, is tacitly used in the calculations of [ 112 and 1141.When, however, the turbulence field is determining for the sinking velocity and this changes in the macro-range by ,u, then it “can be imagined that for particles with particular dimensions relative to the micro- and macro-scales no generally valid scale-up criterion for all boundary conditions is to be expected” [277]. Kneule [286, 0.111 has pointed out, that under operating conditions for complete suspension (1-s criterion) different flow conditions can exist. Thus the solid can e.g. form strands or local agglomerations, which have to be whirled up, or, however, be uniformly distributed over the entire bottom and must be brought into and maintained in suspension. It is thus to be expected that there will be two boundary laws to describe the suspension state at I-s point. Mersmann and Laufhutte [567] have made use of the analogy to the hydraulic transport of bulk material and have represented the results of several authors in the plot: F r ’ ( d / d p ) ( w s / w s s ) 2 ~ = ; 1 f(d,/D), see Fig. 5.12. It is evident that there are in fact two boundary laws, which depend upon the d , / D range: d,/D
Scale-up rule:
Fr’(d/d,) = const
(5.27)
Fr’(d/d,) cc n2d2 x nd = idem :
Fr’(d/d,) cc ( d P / D ) - ’ ---t Fr’(d/D) = const Fr’ cc n2d = idem
(Scale-up at geometric similarity and d,, qv = idem).
(5.28)
5.3 Suspension Characteristics
I
223
Voit and Mersmann 15671 proved this fact with theoretical considerations. The condition Fr’(d/d,) = const follows from the force balance on the suspended particle. It applies for small particles in large tanks (ignoring collision of particles with the bottom). From the energy balance in the suspension process it follows, on the other hand, that Fr’(d/d,) cc D / d , or Fri = const This applies for large particles in small tanks, which collide with a probability of 1 with the bottom. A boundary value for D/dp is obtained by equating the two criteria. It appears that most researchers have operated in the transition region between these two boundary laws, see Fig. 5.12. The study carried out by Geisler et al. [ 1521, which considered the dimensioning of the specific stirrer power per unit mass of the suspension E = P/pV,indicated the paramount importance of the D / d , parameter. In industrially-sized tanks (D/dp > 500) this quantity consists of two sum terms: from an ess, which is required for maintaining that vertical flow rate w1, which is equal to the terminal sinking velocity of the particle swarm w,,,and from the term tCirc, which covers the frictional losses of the flow upon reversal of the flow direction: (5.29)
According to Einenkel [ 1161 E,, can be described by the relationship:
Experimental data show, that C E is a factor of lo3 higher for small tanks than E ~ , , whereas in large tanks both these quantities are of the same order of magnitude. Geisler’s measurements 11511 have shown that wl/w,,= f(Arp) exists. For A r , + 0 it can be estimated that w 1Jw,,= 320 = const and for very large Ar, values (i.e. large d p ) wl/w,, 4 5. Using these relationships it is found that eCirccc D-’ i.e. &drc increases with ever smaller D and for D + co tends to zero. On the other hand css is independent upon tank size, see equation (5.30). From equation (5.29) it follows, that the second sum term depends upon D/dp, whereas the first does not. tCirc dominates in small to medium sized, css in large tanks. &cirC depends upon the geometric parameter (d/dp)(D/d)3,whereas E,, is independent of the tank size. If the average specific power C Ein the turbulent flow range is related to the specific power of a sinking partide with a constant drag coefficient, it follows that E* = x ~ / { d ~ ( g A p ( p ) ~ The } ~ . relationship ’. of Fig. 5.13 is obtained by plotting it versus (d/d,)(D/d) , which applies for complete suspension and the usual numerical values of the material parameters of both Ne and QL, for two different ArP values and pv = 0.01-0.3 (where Q L = qL/(nd3) is the liquid throughput number). The highest power inputs were required in the range pv = 0.25-0.3, which, however, decrease steeply with increasing D. A constant stirrer tip velocity, which decreases with D-l, is sufficient for suspension in the range (d/dp)(D/d)3< 2 x lo4. For (d/dp)(D/d)3> lo6 C Eis constant and proportional to E,,. In this case the suspension process is dimensioned according to P/ V = idem.
c
224
I
5 Suspension of Solids in Liquids (S/L Systems)
m
*w
w
10-1
lo-*
1
I
:
I
10'
103
,
I
105
I
.
1
.
lo6
I I
10'
, '
d D 3 108 (-) d
dP
CE'
Fig. 5.13 Calculated values as functions of the geometrical parameters (d/d,)(D/d)3, for two Ar, values and pv = 0.01-0.3; from [152]
If the experimental data of different authors are inserted in this figure, both those carried out in vessels with D < 1.5 m (corresponds to an abscissa value of < 5 x lo4) and those falling in the range (d/d,)(D/d)3 > 5 x lo4 due to D > 1.5 m substantiate the theoretical predictions in [152]. This applies for q, = 0.05-0.3 regardless of the suspension criterion and stirrer type. Whereas Mersmann and Einenkel [ 1121 correlated their experimental data on the basis of energy equations and Liepe and Joschek [ 3341 set the power needed for particle suspension proportional to the stirrer power, Zehner [GO31 made use of the laws of momentum transfer. This appeared more reasonable to him, because in this case the efficiency of mechanical energy transfer did not have to be introduced. In his first fundamental investigations he utilized the jet loop, which due to the directional flow in the draught tube and in the annular space enabled easier balancing. The situation is much more complicated for calculation of the hydrodynamic regularities upon suspension in stirred tanks, because here the radial acceleration may not be ignored. (This is evident from the fact that the specific stirrer power required for suspension decreases with increasing tank diameter!) Zehner developed a theoretical concept, which took into consideration the radial acceleration in the stirred tank and in this way realized relationships, which described the rneas u e d ncrin tanks of different sizes well.
5.3 Suspension Characteristics
I
225
A power balance in the loop produced by propeller stirrer was drawn up in 1297, 2981, according to which the thrust power of the stirrer must be at least equal to the sum of the sinking velocity of the particle swarm and the frictional and impact losses of the circulating flow, in order that the particles are maintained in suspension: Pthrust= Psi& Pfrict:
+
where C, is the constant in the momentum equation; w,,,, is the circulation velocity of the liquid flow; S = nD2/4 the cross-sectional area; Cf is the friction factor of the pipe flow; S' = Sdraught tuh/S. The minimum circulation velocity w,,,,min for the two limiting cases of flow (turbulent, laminar) can be calculated from this balance, if it is assumed that the power number Ne is not changed by the presence of the particles and w,, is not subject to turbulence effects. In the case of turbulent flow Cf = const, for laminar flow Cf = const/Re, where Re = wclrcD/vsusp. It thus follows for the turbulent flow range that:
(5.32)
and for the laminar flow range:
(5.33)
In both these expressions w,, is the determining parameter and it still depends upon 4%. The physical properties of the pure liquid are taken as a basis for calculating the power input, because the physical properties of the suspension in the neighborhood of the stirrer are unknown. ~ ~ iis directly ~ ~ related , ~ toi the~ minimum stirrer power: Pmin= Ne p nki,d5 Pmin corresponds to the sinking power of the particle swarm. For further calculation steps wCirc.m,n is converted into a dimensionless expression for D and is termed D*. For H = D the following relationship thus applies:
(5.34)
(The term D* should make clear, that the combination of dimensionless numbers
226
I
5 Suspension of Solids in liquids (S/L Systems)
ArRe,,/Cf can be regarded as an expanded Archimedes number and thereby as a dimensionless expression for the tank diameter. The kinematic quantity wCirc.min is no longer contained in it.) It now follows for the turbulent range that:
(5.35a) and for the laminar range: Pmin
d - (4/n)1.53/2(CcS*)1/2= const
(5.35b)
psi& D
(here D* is formulated with the w,-irc of the turbulent flow range, hence the exponent 3/4. For the propeller stirrer Ne zz (&4/n) presents a good approximation.) The measurements with turbine and propeller stirrers were carried out both in laminar (D = 0.1 m, viscous medium, low wss) and turbulent ( D = 1.0 m, low viscosity medium, high wss)ranges. The target quantity was n0.9 for which the Reynolds number of the stirrer must also be >lo3.The graph in Fig. 5.14 shows D* as abscissa plotted against the ratio of stirrer power P0.9 (at no.9) to sinking power as the ordinate. The fitted curve for the turbine stirrer is:
'"
___ Psink
D
= 7.5
+ 1.08 x
(5.36a)
and for the propeller stirrer (5.3Gb) Experimental data from Breucker (19%) and the correlation due to Einenkel are also inserted into the bottom figure. It can be seen that the relationship found by Einenkel D*+'I3 can indeed be included into the total picture, but that it only applies in a small D* range. Furthermore, it is evident that the power input Po.9, particularly in the laminar range, is a multiple of that from the power balance in equation (5.35) based on equating the thrust and sinking powers. Further, the factor of 3 difference in power input between the two stirrer types should be noted, see the comments in Section 5.3.2.4. In the laminar range ( D * 5 lo4) the slope of the curves is -3/4, which for the scale-up means ( P / V ) , = ( P / V ) M p - * .On the other hand, in the turbulent range (D' > lo5) the slope of the curves is zero. Therefore for scale-up P/V = idem. The turbulent range is only realized in large tanks with high w,, and low v values (thereby completely confirming the predictions of [ 1521). The circumstances of Fig. 5.14 only apply for the stipulated stimng condi-
5.3 Suspension Characteristics
1o2
-1 0' 1oJ
1o3
1o5
1o4
1o6
I I propeller stirrer I
d
I
I
I
l
l
I
I
i
dlD = 0.315
lo2
10'
1oo
10'
1O2
1o3
1o4
1o5
lo6 D*
107
Fig. 5.14 Dependence o f the power ratios for no.9 as a function of the dimensionless tank diameter D' for turbine and propeller stirrers; from [298]
tions. Both pv and the parameter d / D have a considerable effect on the suspension process. The following applies: m . 9 CT
V;/~(D/~)~
(5.37)
Now the lower boundary values must be given for the pv range, in which the relationship of Fig. 5.14 applies, because for the suspension of individual particles other relationships apply than for particle swarms. Individual particles in laminar flow: (5.38a)
1
227
228
I
5 Suspension of Solids in Liquids (S/L Systems)
Individual particles in turbulent flow:
%.boundary
CfS* w,'p ws 33/2 DgAp wss
CfS*
-= __ ---
3312
ws
Fr'z
(5.38b)
For propeller stirrers CfS* = 1.2 and for turbine stirrers CfS* = 10.7. These boundary values are due to S* = &aught tuh/S being strongly dependent p0.9 d upon tank diameter. The relationship __ - = f(D*) applies for D = 0.1 m not psi& D until pv 2 G%, for D = 1.0 m on the other hand, already from pv 2 7%. Upon transition from laminar to turbulent flow the boundary values increase. Determination of the process parameters P0.9 and no.9 in a technical realization of a suspension process requires the following procedure: (1) If the dependence P O . ~ ( ~ / D )=/ fP( D ~ *~) ~for the given material and geo-
metric conditions is unknown, it can be derived using model experiments:
(2) If all the material values are known, the sinking power Psi,& and D* can be
calculated and thence the stirrer power can be determined using equation (5.31). If, however, the necessary details are not available, model experiments with the original material system are necessary, with which a representative sinking power, also for particle collectives with broad particle size distributions, can be determined. The dependence of the power ratio on the Reo.!, number has first to be determined, for which knowledge of the particle properties is not necessary. D* and Reo.9 can be immediately converted into one another. For this the known relationship (5.31) is transformed into: Reo.9 = no.9d2/v = (D"/Ne1/')[(4/n)(C,
+CZD*-~/~)]'/~
(5.40)
Now due to equation (5.38) the experimentally determined dependence (5.39) can be represented by:
(3) The D* value is determined from the technical realization and using expression (5.40).
~10.9determined
This procedure was checked with the material system used by Kipke 12791 and the experimental data were confirmed, which Kipke had obtained in a 21 m3 tank. Einenkel [ 117) proposed an alternative scenario for the discussed facts. For pv + 0 and hence Psi& + 0, Psink is unimportant and Pstir= Pcircapplies. With Ress = Re rc ws,/u, the following relationship follows:
5.3 Suspension Characteristics
I
229
Fig. 5.15 Pstlr/Psink= f ( R e s s ) dependence for the propeller stirrer (h' = 0.9; d / D = 0.315; h / D = 0.3; 3 baffles); from [117]
This relationship applies for qv I 0.01. For qv > 0.01 the utilization of Fig. 5.15 is suggested, in which Pstir/Psink is plotted against Ress. The following relationship exists between Pstir/Psink and the ordinate in Fig. 5.14: (5.42) The fitted straight lines are: Ress < 2 x lo3: Pd,/Psid = 286Re;f3* Ress > 2 x lo3:
Pstir/PsinkE
K
(for K values see Table 5.2)
(5.43)
It is pointed out that the circumstance K = Pstir/Psink = constant can even occur in tanks with D = 0.5 m. A hrther important finding is that the increase of K for small D' values cannot be attributed to the effect of Pcirc;thus viscosity forces are probably responsible for it. 5.3.3.4
Final Discussion from the Viewpoint of the Dimensional Analysis
No industrial stirring operation in Germany in connection with the scale-up criterion has caused more stir and none was more controversially discussed than the suspension of solid particles. It is noteworthy that the authors without exception ascribed to dimensional analysis the blame for the inappropriate or deficient, in the sense of scale-up criteria, at any rate inadequate pi space.
230
I
5 Suspension of Solids in Liquids ( S / L Systems)
Values for K = Pst,,/Pslnkin expression (5.43) for different stirrers for d / D = 0.315; from [117) Tab. 5.2
K
stirrer type
installation conditions
24
turbine stirrer pitched-blade turbine propeller stirrer propeller stirrer *) propeller stirrer
h / D = 0.166 h / D = 0.166 h / D = 0.3; 3 baffles h / D = 0.3; 3 baffles h/D = 0.3; 4 baffles
15 14 18 9
*) Value of the straight line in Fig. 5.15
This is to an extent laughable, because dimensional analysis is a method for producing dimensionless numbers and is not an aid, which replaces the thinking of the researcher or can take away the decision over which quantities should be considered relevant and incorporated into the relevance list and which not! After the 1-s criterion was recognized as a poorly sensitive measuring quantity for the so-called critical stirrer speed and was replaced by the layer height criterion h* = 0.9, the sinking velocity of the swarm wss was incorporated into the relevance list, which was derived from the analogy to suspension processes in fluidized beds for which physical calculation formulae exist. Conscious account was taken of the fact that this only applies to non-stirred liquids [114]. In addition, in view of physical insight, the mass fraction of solids pm was replaced by the volume fraction of solids pv. First it should be stated, that the incorporation of the quantity w,, enabled sedimentation and suspension processes to be physically explained, but did not replace pv, although on the basis of dimensional analysis this quantity as linearly independent should be omitted, due to the relationship w,,/w, = f(pv). The sedimentation process can be more unequivocally described by wss/wsand pv than through wss/ws or pv alone. In the studies of Einenkel [114, 116, 1171 and Kraume and Zehner [297,298] w,, and pv always appear as the product wssvv and in the study of Mersmann and Laufhiitte (5671 w,”pv is to be found. In view of the unequivocal relationship w,,/w, = f(pv), the inclusion of the quantities wss/wsor w, in the relevance list, which already contains qV,was not necessary. It proved, however, to be advantageous for testing reasons: the high Re values which occur in industrial stirred vessels (D > 2 m) being difficult to realize on a laboratory scale (D < 0.5 m). The testing methods of Kraume and Zehner [298], laminar flow: D = 0.1 m, viscous medium and small wss; turbulent flow: D = 1.0 m, low viscosity medium and high w,,,cover this problem unequivocally and showed, that the inclusion of the parameter wss/wswas advantageous for testing reasons. 5.3.3.5
Establishing of Scale-Up Criteria
The research studies of the 1980s and 1990s yielded the scale-up rules listed in Table 5.3. It should be recognized that there are always discrepancies between the
5.3 Suspension Characteristics
I
231
Tab. 5.3
Scale-up rules in the light of recent publications
source
range
criterion
[114]
Re = 103-10G
(5671
D/d = 3.3 d,/d < 1 x d,/d > 3 x
[ 1521
D/d = 3.3 d,/d > 3 x 10d,/d < 3 x lo-'
(2981 (1171
nd = idem n3d2 = idem
scale-up rule
T)'/'(
= ('/')Mp
('/') == 'I ('/')M
D* 2 105
Eq. (5.36 a + b) Eq. (5.36 a + b)
( P / V ) , = (P/V)Mp-' (PI'), = ( P / V ) ,
Rees < 2 x lo3 Re,, > 2 x 10'
Eq. (5.43) Eq. (5.43)
('lV),= (p/v)Mp-038 ('1 'IT = ('/ ')M
D * < lo4
individual studies. It can, however, be taken as proved, that there are two flow ranges, whereby in the turbulent range (D 2 1.0 m, low viscosity medium, high wss)the scale-up rule P/V = idem can be seen as reliable. 5.3.4
Suspension Characteristic With the Energy Dissipation Number € *
The energy dissipation number E" is derived from the Kolmogorov theory [289, 2901. This theory is based on the concept, that in the turbulent flow range the kinetic energy is transferred by inertial forces from large to ever smaller eddies, until it is finally dissipated through viscosity forces. The eddies produced by the stirrer have the size of the stirrer head and are responsible for the macroscopic turbulence, the smallest eddies on the other hand are directionless. On the microscale so-called isotropic turbulence exists, see Section 1.4.2. The turbulent fluctuacting velocities v are thus only dependent upon two parameters: the energy dissipated in the system E and the kinematic viscosity v of the liquid. Thus the Reynolds number for a eddy is: Re,
= vl/v =f(d4/v3)
'I3
(5.ua)
Jw
is the relative velocity between two random adjacent points where u = separated by the distance of the turbulence scale 1 and E is the stirrer power related to the mass of the material being mixed P / p V [m2/s3];E' = ( E A ' / v ~ ) ' / ~ . If 1 on the micro-scale is replaced by d,, the following relationship is obtained Re,
= vd,/v
=f(
~l'/v~)''~
(5.44b)
Kuboi et al. [303] have shown, that to a first approximation - accuracy &SO% the following can be written:
232
I
5 Suspension of Solids in Liquids (S/L Systems)
Re,
= vd,/v
= O . ~ ( E ~ : /'I3 V~)
(5.444
According to Einenkel [ 1141 identical suspension conditions (0' = const) were attained, if the ratio between the suspension power P and the sinking power of the particle swarm Pslnk = Vq,gApwSs is proportional Re-0-3: (5.45a) With E
= P / p sV it follows that: (5.45b)
This relationship can be explicitly formulated with the valid relationships for the different flow conditions (Rep = wsdp/v) for w, and with the inclusion of the turbulence number E' = (~d;/v~)'/~ expressed as follows: (5.46) lo3 < Rep
< 5 x lo5 w, = ( 3 . 3 3 ~ l ~ g A p / p , ) ' /E'Re'.' ~:
a RepFri-li2
(5.47)
I f the values of Einenkel [114] and BohnetINiesmark [37] are plotted in the sense of expression (5.47)in Fig. 5.16, the expected slope of 413 is obtained for Re, whereas surprisingly the Frp number does not need to be taken into consideration. The straight lines are parallelly shifted for different pV values. The following expression
103
lo2
10'
loo
10'
loo
10'
10
Fig. 5.16 Representation of the suspension characteristic by means of the energy dissipation number E*;from
*R g ,lo3 s
[2001
5.3 Suspension Characteristics
applies:
I
+
E*Reo-lsc (pv 0.01)'/* A plot of the experimental data of different authors in this space proves its good applicability in the investigated flow range [ 2001. 5.3.5 Effect of Geometric and Apparatus-Related Factors on the Suspension Characteristic
Herndl [ 200) investigated the influence of the d / D ratio on the stirrer speed for suspension and found, that this decreased approximately with the inverse of the square of the stirrer diameter (which was in good agreement with expression (5.37)):
n, cc d-'.88
I
(5.48)
Evaluation of his experimental data together with those from [ 3951 is presented in Fig. 5.17. To eliminate the effect of different geometries (stirrer type, bottom clearance), in the ordinate the particular stirrer speed is related to that n', which applies for d/D = 1/3. This result shows, that from an energetic standpoint it is most favorable to operate with a larger stirrer and correspondingly smaller stirrer speed, since expression (5.48) corresponds to p oc d-0.64
(5.49) I
4.0 -
nln* 2.0 -
I
I
I I I I I
'I
\
n3d5 IX d-0 33
U 4,
1 0 --
-
'D
o Nienow
02 -
I
I
I
geometry d/D = 0.17 -0.75 hJH=0.17-050
- n'at -
\ -
,1
author
I
stirrer
- propeller 6-turbine - gitctcxl-blade -
--
\
0.4 -
Fig. 5.17 Dependence of suspension stirrer speed n, upon d / D ratio. Experimental data from [200] and [395]; from
I
Illll
J
d/D = 0.3
233
234
I
5 Suspension of Solids in Liquids (S/L Systems)
a
b
0.25 Fig. 5.18 Favorable bottom shapes; from (77, 781
Chudacek [77, 781 investigated the influence of different bottom shapes on the suspension process (Fig. 5.18). He used tanks with flat bottoms, with a completely profled bottom (a) and a bottom provided with a cone in the middle and a sloping rim along the walls (b). Construction (a), as regards the dependence P/V = f(h*), always proved to be the best, if materials which are easily suspended are being dealt with. However, it brings about the formation of rings of suspended solids on the inner side of the circulation loops. Bottom profile (b) is almost equally suitable to (a), if rapidly sedimenting particles are dealt with, otherwise it is intermediate in suitability between the profiled and flat bottoms. Only if slurry above the complete suspension has to be maintained in suspension, is (a) slightly more suitable. Summarizing it has to be said, that design (b) represents a considerable improvement over a flat bottom and is considerably simpler and cheaper than the fully profiled bottom (a). Buurman et al. [ 631 have established through measurements (1-s criterion) in two differently sized tanks ( D = 4.3 and 0.48 m, HID = l ) , equipped with a 4-pitched blade stirrer ( a = 45", d/D = 0.4), that in the flow range investigated by them the scale-up rule P/V = const applies and that thin stirrer paddles are advantageous for saving power, because they produce eddies in the lower range of the
5.4 Homogenization ofthe Liquid in the S/L System Fig. 5.19 Favorable paddle shape. Detailed information in text; from [63]
-
-
-
-
turbulence spectrum, which is determining for suspension process. They correspond to the Kolmogorov micro-scale (A z 40 pm). They found
Fr'(d/dp)'I3
= const.
(b/d)''2
I
235
p
(5.50)
where b is the paddle thickness. Since for strength reasons b cannot be reduced without any limit, it is suggested that the paddle edges be slanted. From a range of different paddle profiles, that shown in Fig. 5.19 has proved to be the most favorable. For a stirrer diameter d = 192 mm the blade height is 48 mm, the blade thickness 4 mm, the length of the slant 15 mm and the edge width 0.5 mm. Measurements showed, that in this way the stirrer speed could be reduced by 5% and the stirrer power reduced by 17%. Turbine stirrers with larger paddle surfaces than the standardized turbine stirrer, but each provided with G perforations, which are sufficiently large so that they have an identical active paddle surface, exhibit a significantly lower power characteristic [472] compared with standard turbine stirrer. Both paddle shapes are compared in Fig. 5.20.
6 Fig. 5.20 Both paddles exhibit the same surface area; from
I4721
5.4
Homogenization of the Liquid in the S/L System
Kraume and Zehner [ 2961 investigated the question of to what degree the presence of a dispersion of solid particles interferes with the homogenization of the liquid, i.e. the suspended particles hinder and reduce liquid circulation.
-
-
~
236
I
5 Suspension of Solids in Liquids (S/L Systems)
0
200
400
600
800
1000
1200 n
[min-111600
Fig. 5.21 Relationship between the homogenization time H and the suspension state in stirred tanks; from [296]
According to Fig. 5.21 the mixing time increases with the fraction of suspended particles and attains a maximum upon complete suspension (1-s criterion). Above this, a further increase in stirrer speed shortens the mixing time to such an extent, that upon achieving the layer thickness criterion h* = 0.9 there is only a small difference compared with the homogenization process in a pure liquid.
5.5
Mass Transfer in the S / L System
The enhancement of mass transfer in the solid/liquid system is a frequent stirring operation. It should be remembered, that many salts must be dissolved in the liquid, to prepare a salt solution or to initiate a chemical reaction. In order that the dissolution process proceeds rapidly, the whole surface of the solid particles must be wetted as completely as possible by the liquid and the liquid flow should be turbulent, so that the boundary layer on the liquid side is small and the transfer of the dissolved material to the bulk of the liquid proceeds rapidly. 5.5.1
Physical Basis of Mass Transfer in the SIL System
The physical basis of mass transfer in the solid/liquid (S/L)system is the leveling out of the chemical potentials p between the two phases. In the present case, the change from Ap to Ac is simple to understand, see Fig. 5.22. The change of the concentration of the solid material cs to its saturation concentration c, at the interface remains discontinuous: cs # c,.
5.5 Mass Transfer in the S/L System
I
237
phase boundary solid salt
liquid
phase I oundary solid salt
liquid
%olid !Solid
C*
Solid
=5/
= p*
Csolid #
c* = c s
The course of the chemical potential p on both sides of the phase boundary (left side) and its comparison with that of the solid concentration, resp. (right side)
Fig. 5.22
In comparison with mass transfer in gas liquid ( G / L ) systems there are two advantages: (a) the exchange surface is independent of the stirring intensity; (b) the saturation concentration c, is only a function of temperature and the physical properties of the liquid phase. 5.5.2 Process Characteristics o f Mass Transfer in the S / L System I
The relevance list for mass transfer in the solid/liquid system for given stirrer installation conditions (mixing tank and stirrer) is: Target quantity: mass transfer coefficient on the liquid side kL (KD/&) Influencing quantities geometric: stirrer diameter d, characteristic particle diameter d, material: density p, kinem. viscosity v and diffusion coefficient D of the liquid process-related: stirrer speed n, weight difference gAp. From this the following pi set results: (5.51) where:
5 Suspension of Solids in Liquids (S/L Systems)
lo2
103
10'
lo5
5
lo6
Fig. 5.23 Dependence of the process characteristic of mass transfer upon suspension state; from [210]
Sh = k L d p / D is the Sherwood number Ar = digAp/pv2 is the Archmedes number Sc E n / D is the Schmidt number Re = nd2/v is the Reynolds number1
dPld
is the geom. ratio
It was Hixon and Baum [210], who as early as 1941 pointed out, that the process characteristic of the pi-space (5.51) depended essentially upon the particular suspension condition concerned, see Fig. 5.23. Before the condtion of complete suspension, the fraction of the suspended and wetted by liquid particles is particularly increased with increasing stirrer speed. Subsequently only the liquid boundary layer is further reduced. This is also expressed in the two process characteristics: Re
< Re,,:
Re > Re,,:
ShSc-'.* cc Re:;@
(5.52a)
S ~ S C - ' .cc ~ Re:;"
(5.52b)
Kneule [ 2821 described the mass transfer charcteristic upon dissolution of sylvine
5.5 Mass Transfer in the S / L System
and urea in water (with and without thickening agent) in the suspension condition ( Recr = Re],), which for relatively large particles (d, = 0.9-12 mm) was found to be independent of d,, with the relationship
This relationship was confirmed by Weinspach [577, 5791 with tests concerning the suspension point in a fluidized bed. (Material system: rapidly dissolving KC1 and slowly dissolving boric acid in water with or without thickening agent; v = 1 x 10P6-2.5 x loP4 m’/s). Validity limits for equation (5.53): 10’ < Gr < lo7; 1 0 2 < sc < 105. If the theory of slip velocity is used as the starting point (suggestion of Calderbank & Moo-Young [G7], developed by Harriott [179]), it is possible to transform the equations for mass transfer upon forced convection to the circumstances governing the suspension process. For forced convection and steady-stateflow conditions, the following applies: Re, < 1: Sh = 0 . 9 9 1 ( R e , S ~ ) ~ / ~[144]
(5.54a)
> 1: Sh = 2 + O . G R ~ ~ ’ ’ S C ~ /[452] ~
(5.54b)
Re,
In turbulent flow this must be considered separately: Sh = 2
+ 0.55Re1/4(RepSc)1/Z
(5.54c)
The effect of particle diameter d, on mass transfer in the ranges Rep < 1 and Re, > lo3 is vanishingly small. The largest effect of d, on mass transfer is exhibited in the transition range 1 < Re, < lo3 [198]. The theory of the unsteady-state mass transfer (surface renewal theory) starts from the assumption, that the boundary layer which surrounds the particle is constantly renewed by random motion: it starts from the random impact between the particles and the eddies. This theory provides: Re, > 1: Sh = 2
+ (RepSc)’/’
(5.54d)
i.e. here Sc has the power 1/2; in expressions (5.54a, b) it was 1/3. The use of relationships (5.54a-d) is made more difficult, because the relative velocity v’ = ,“between the particles and the liquid has to be known. The introduction of w, (terminal sinking velocity of the particle in the liquid at rest) or the turbulence number E* is a good approximation, particularly if the relationship of expression (5.44~) may be started from. Kuboi et al. [303] used a self-derived calculation method for determining u’ in turbulent dispersions on the basis of a force balance instead and evaluated their mass transfer measurements in terms of expression (5.54~). They could be reproduced to an accuracy of 17% with the relationship
I
239
240
I
5 Suspension of Solids in Liquids (S/L Systems)
Sh = 2
+O.~~(RC,SC)"~
(5.54e)
If the mass or heat transfer in the S/L system is considered from the standpoint of Kolmogorov's theory of isotropic turbulence, it can be expected that both transfer coefficients only depend upon the stirrer power dissipated in the system and the kinematic viscosity of the fluid. In the state of suspension the mass transfer must then be represented in the pi space:
{ Sh, Sc, E ' }
(5.55)
whereas it should be independent of the shape and size of the stirrer and of d,. This prognosis was completely confirmed by Brian et al. [53] by evaluating experimental data for the dissolution of pivalic acid in water and the heat transfer in the dissolution of ice cubes in water. They obtained:
( s h - 2 ) ~ ~ a- E ~* O ./~ ~
(5.56)
A comparison with earlier measurements of other researchers, however, did not yield a satisfactory agreement, because apparently the Arp number has also to be taken into consideration. Herndl and Mersmann [ 1981 also plotted their mass transfer data in the sense of expression (5.54), see Fig. 5.24.
Fig. 5.24 Process characteristic of mass transfer in the S / 1 = 0.02 and system in the pi-space {Sh, Sc, E * } with Re = 5 . lo4;from 11981
5.7 Mass Transfer in the S/L/C System
I
241
For 1 < Re, < lo3,the following process relationship applies:
( S h - 2 ) s ~=~0.5E*2/3 ”~
(5.57)
which is very similar to expression (5.56).
5.6 Suspension in the S/L/C-System: Hydrodynamics and Power Requirement
Suspension in the solid/liquid/gas system is a frequent operation in chemical technology. One has only to think of solid-catalysedhydrogenation using e.g. Raney-Ni. A further extremely important industrial operation in this material system is the flotation of minerals [G20]. For complete suspension (1-s criterion) a higher stirrer speed and, as a rule, a higher power is also required in the S/L/G system than in ungassed suspensions. This is understandable, since the buoyancy of the gas bubbles brings about a flow in the tank, which hinders or works against that caused by the stirrer and in addition reduces the average density of the material mixture and hence the momentum transfer. The values for the average gas hold-up are lower than in the S/L system, the flooding behavior is, however, similar to that in systems without solids [5901. Turbine and propeller stirrers with a low bottom clearance (h/d = 0.25-0.5) are regarded as optimal stirrers. A perforated ring should be used as gas sparger. The required stirrer power is lower, if the baffles are only installed in the upper half of the liquid height [592]. Hollow stirrers as gas supplyers are unsuitable in the S/L/G system. If their use is, however, desired (e.g. in high pressure hydrogenation), they are fitted on the same shaft with a downwards conveying propeller stirrer [615]. Laboratory tests have given the following suspension characteristic (5-s criterion):
Frl = 50(p,dp/d)’/3
exp(l.lbD/d - 4.54)
D/d = 3.33; 5.0; 6.66
5.7 Mass Transfer in the S/L/C System
The presence of the gas phase hinders the S / L mass transfer. If the experimental data upon dissolving the boric acid cylinder in water [SO41 are represented in the plot S ~ S G C ”= ~ f(E*)
the shape of the curve corresponds to that found by Brian et al. [53], but the mass transfer values are about 20% lower than those in the S / L system. In another study [232], which was also concerned with the dissolution of salts in liquids during simultaneous gassing, the following mass transfer relationships
242
I
5 Suspension of Solids in Liquids (S/L Systems)
were found: d, I 1.1 mm: 1.54 < d, [mm] I 3.68:
+ 0 . 0 9 1 5 ( ~ ' d , / v ) ~ ' (n' ~ ~ S=~ 15.6%) ~~~~ (2= 11.1%) Sh = 2 + 0.102(u'dp/li)075S~0.45 Sh = 2
Boundary conditions: d, = 0.55-3.6 mm; Sc = 8 x 102-5.9 x lo5;UG = 0.09-0.35 m/s where u' represents the average intensity of the turbulence according to 14211. It is defined by the following relationship: u' = 0.43[gD(u -
u is the superficial velocity; ut is the terminal rising velocity of the gas bubbles; and gas hold-up in the liquid. The question of influencing G/Lmass transfer through the presence of solids is pursued in several studies. In 14873, the following relationship was found for a = A/V in the S/L/G system in the Co2+ catalyzed sulfite oxidation:
c is the
whereas a a (PIV) applied in the G/L system. In [523], on the other hand, it was found for the range P/V = 0.5-5 kW/m3 that:
a = 3.0(P/V)1.14 (air/NazS03 system); a [m-'1 a = 1.5(P/V)'.14 (air/NazS03/glass beads system, py = 0.3) For the same material system, the following were given in [ 791: a = 32.77(P/V)0.66u0.45(1 + pm)-2.11 a [m-'1, P/V = 0.3-8.7 kW/m3; u = 0.5-2 cm/s; ym = 0-0.2
In the range P/V = 10-'-1O1 kW/m3, kL is to 3.7 x m/s in the system without particles and in the system with pm = 0.3. is ca. 3 x m/s. kLa increases directly proportionally with P/V and in a solids-free liquid is a factor of ca. 2 higher compared with a system with ym = 0 . 3 [488]. For 0 2 absorption in pure water in the presence of glass beads with d, = 66 pm, it was found in [373], that for n and u = const, kLa decreases with pv:
kLa = (0.10 - 0.0018py)(P/V)o~G7uo~31yy = 0.1-0.4 This, however, provides the important insight [403], that, particularly for small solids concentrations, the type of solid can dramatically increase (e.g. in the case of Al2O3) or decrease (e.g. in the case of glass beads) kLa.With increasing solids concentrations, the kLa values fall due to increasing effective viscosity. According
5.7 Mass Transfer in the S/L/G System
I
243
to [403]it can be generally stated, that the use of glass beads for simulation of actual suspensions leads to mass transfer characteristics, which are not industrially representative! Goto et al. [ 1581 investigated the question, of which reactor type is best suited for kinetic studies of solid-catalyzed reactions. Three possibilities were investigated: (a) the catalyst was suspended with a 6-turbine stirrer (slurry reactor), (b) the catalyst was placed in two baskets fixed to the reactor wall (stationary catalyticbasket reactor), (c) the baskets with the catalyst rotated (rotating catalytic basket reactor). The test results were represented in the form:
Sh - 2 = f ( E * ) For larger particle diameters and higher stirrer speeds (E* > l o 5 ) ,variant (c) provided the best values, the two other variants giving similar results to one another.
Stirring
Theory and Practice Marko Zlokarnik
0Wiley-VCH Verlag GmbH, 2001
244
I 6
Dispersion in L/f Systems Dispersion in liquid/liquid (L/L)systems is associated with the enlargement of the interface area between two immiscible liquids, so that e.g. an extraction process or a chemical reaction (saponification, nitration, etc.) can proceed rapidly or dispersions of particular droplet size are produced (bead and suspension polymerizations, etc.). In this chapter only dispersion by stirrers is considered. If this process is assisted by the addition of surface-active substances, it is termed emulsification, for which completely different laws generally apply, see e.g. [201]. In general the phase with the smaller volume is mixed into the other continuous phase and broken up into droplets therein (dispersed phase). However, in the case of phases with comparable volume fractions, the possibility of inversion exists, which phase becoming continuous depending on the dispersion starting conditions (e.g. in which phase the stirrer is to k found) and upon the physical properties of the system [498]. According to 13641 the stirrer speed increases proportionally to in the phase in which the inversion proceeds, independently of the volume ratio (pv = 0.2-0.4). For further details see [6, 81, 166, 4151. In dispersion in L / L systems the lowest stirrer speed at which one phase is completely mixed into the other, the achievable droplet size or droplet size distribution, the size of the interfacial area and the mass transfer coefficient are all of interest.
6.1
Lowest Stirrer Speed for Dispersion
In analogy with suspension in S / L systems, for which the lowest, critical stirrer speed at which small particles are no longer to be found on the bottom is important, that stirrer speed at which a phase is completely stirred into the other is of interest in dispersion in L I L systems. It is to be expected that this lowest stirrer speed nmin is dependent upon the material system and the stirrer type. Van Heuren and Beck [202] established for the 6-blade turbine stirrer that:
Fr’ = 36.1(ReWe)-0’2(1+ 2.5pv)2.34
6.1 Lowest Stirrer Speed for Dispersion
I
245
according to Skelland and Seksaria [ 5101 the following applies: Fr'04 = 10.1WeCo.G(,u/p'd) -2ig(Ap/p)05(D/d)3.24
and according to GroBmann [ 1661: nmin - 0.2d-0.765
(gAp/p) 0.294(D / d )(h/ D)0.4(1 - qv)
(1
+ 3.5qv)0'5' (6.3)
The following applies to the beam stirrer according to Nagata [ 3891 n,h = const d - 2 / 3 ( p / y ) 1 ' 9 ( A p / p ) 0 . 2 G
Skelland [512] determined the relationship for nminfor 5 common stirrer types ( 2 axially and 3 radially acting) in 11 materials systems for different D, H and pv conditions. He obtained the relationship:
where Ar = d3gAp/(v2p) is the Archimedes number and Bo = d2gAp/a is the Bond number. These dimensional and dimensionless process relationships can be reduced to the relationship nminda= idem. Two statements are possible: 1. How does nminbehave upon scalingup? Answer:
2. How does (P/V),,
i
behave upon scaling-up?Answer:
The answers, obtained from expressions (6.1)-(6.5), are summarized in Table 6.1 (scale-up factor p = dT/dM). It is evident, that both nmin and also the associated stirrer power per unit volume become smaller upon scaling up. According to [ 1651, the lowest stirrer speed already brings about a high degree of homogeneity in the dispersion. A complete homogeneity cannot be attained, since even at very high stirrer powers considerable inhomogeneities occur in the radial direction, which is all the stronger, the more coalescence-pronethe material system is [517]. Measurements [364] established, that the lowest stirrer speed for complete dispersion also depended upon the bottom clearance h. In the range d / D = 0.2-0.3 it was found for the 6-blade turbine stirrer that for:
2-46
I
6 Dispersion in L/L Systems
CClhJwater:
FrIn,,
o-Dichlorbenzene/water: Fr,,,
W D )
cx ( h / D )
Skelland and Kanel [513] established. that the relationship [512] given by them in Table 6.1 was also fully applicable, if a Newtonian liquid (diisobutyl ketone) was stirred into a pseudoplastic liquid (aqueous solutions of Carbopol“ 934, a stongly acidic acrylic acid polymer), if its apparent density, which obeys the power law of Metzner and Otto, was appropriately taken into consideration. Tab. 6.1
nm,nand the associated P / V for
scale-up
6.2 Dispersion Characteristics 6.2.1
The Target Quantity d32
During dispersion a steady-state situation is esta ishe’ in n i c h the droplets formed coalesce to ever larger droplets and are broken up anew by the stirrer. The droplet size distribution of the dispersion produced by stirring is usually characterized by an average droplet size d32, which is defined by the expression:
where ni and di are the number and diameter of the droplet of the class i. The average droplet diameter d32 is obtained from the sum of the volumes of all the spherically shaped droplets, divided by their surface area. This definition is due to J. Sauter [481], who as early as 1926 introduced it in his study on fuel gasification in carburetors. Thus d32 is known in the English language literature as the Sauter mean diameter. The following relationship exists between d32 and the interfacial area a per unit liquid volume:
6.2 Dispersion Characteristics
I
247
6.2.2
Coalescence in the L/L System
An extensive literature exists over coalescence in L / L systems, because this is of crucial importance for the dimensioning of extraction columns. On the other hand this process has been much less investigated during dispersion in stirred tanks. This is because it is not the only process involved, it being constantly disturbed by the dspersion action of the stirrer, and thus producing a steady-state droplet size distribution. jaeger et al. [233] carried out a hydrodynamic analysis to determine the drainage rate for completely mobile interfaces and vanishingly small viscosity ratios. It is based upon the equilibrium between driving and resistance forces upon film drainage. In the first step of drainage, the droplets retain an ideal spherical shape. Only when the pressure in the film exceeds the Laplace pressure, does deformation begin. The extent of the flattening is obtained from the energy equation. The drainage process is described by two dimensionless numbers:
1. the capillary number R = p,ir/a, which describes the strength of the flow field, and 2. the flow number FE = 6npcr’/A, which gives the ratio between the hydrodynamic and the van der Waals forces. ( p , is the viscosity of the continuous phase; i is the shear rate; r is the droplet radius; and A is the Hamaker constant.)
The time for film drainage is obtained from the duration of the collision, which is determined by the rotation of the collision doublet. It was shown that flattening of the droplet delays the drainage and, above a capillary number of 0.02, considerably reduces the coalescence probability. In general it can be said that droplets with full surface mobility possess a much higher coalescence probability than those with rigid surfaces. This also confirms Aderangi’s study [2], which was concerned with the effect of surface active substances on coalescence and came to the conclusion that the coalescence times do not correlate with the surface tension, but with the surface viscosity. 6.2.3
Determination Method for d32
The following measuring methods were generally used, see the reviews in (87,1651: 1. light absorption techniques (light scattering) for determining the average volume-
related droplet surface, from which the average droplet diameter can be calculated; e.g. [64, 5631. 2. microphotographic images of samples of the surfactant-stabilized dispersion; e.g. [128, 3141 or size measurement with a Coulter counter [392]. 3. Sudden chilling of the dispersed phase and sieve-analysisof the solidified droplets or as under 2); e.g. [54,276, 3981.
248
I
G Dispersion in L/L
Systems
4. Interfacial polycondensation to stabilize the droplet surface 1203, 244, 374, 375, 3921; finally as under 2). 6.2.4
Dimensional Analytical Formulation
The process relationship for the target quantity d32 (or for a) can be formulated either with extensive or intensive quantities. The difference lies in the choice of the process parameter. The dispersion characteristic formulated with extensive quantities uses as the process parameter the extensive quantity stirrer speed and leads, assuming a given geometry (stirrer type; D / d , H/d, h/d = const), to the following dependence (the index d indicating the physical properties of the dispersed phase, no index indicating the physical properties of the continuous phase): d32
= f(d;Pd,P,Pd,~'ra~~v;gAp,n)
(6.10)
From this follows the pi-set:
where We = pn2d3/a represents the Weber number. On the other hand the dispersion characteristic formulated with intensive quantities is based on the assumption that the dispersion process proceeds in the turbulent range (Re > lo4), in which the volume-related stirrer power P/V can be defined by P/V cc n3d2p.If this (intermediate) quantity is incorporated in the relevance list instead of the stirrer speed n, the length scale d can also be dispensed with, because a quasi-homogeneity in the operating space can be assumed
The pi-space is reduced by one dimensionless number to:
in which:
(6.13)
n,
-we-O.G d32
then applying. d Proceeding on the assumption that in the L/L system at high stirring intensity the weight difference gAp can be ignored, the l l 3 number can be dispensed with and the dispersion process can be described by the following pi-set:
6.2 Dispersion Characteristics
I
249
(6.14)
The set B of dimensionless numbers has two numbers less than that of A. 6.2.5 The Process Characteristics
Most process characteristics were represented in the pi-space A. For the 6-blade turbine stirrer it was correspondingly found that: d3z/d = const We-0.6f(pv)
(6.15)
and most researchers have found that const = 0.05-0.08, see [563] and the reviews in [73, 87, 3641. The relationship (d32/d)Weo.6 = const can be derived with the help of the theory of isotropic turbulence [289]. However, this relationship only applies, if the boundary conditions for the presence of isotropic turbulence are fulfilled, i.e. if the flow in the tank is turbulent (Re > lo4),both liquids exhibit comparable viscosities and the volume fraction of the dispersed phase is low. Droplet disintegration is caused by the kinetic energy of the turbulence eddies. Eddies whose size 3, corresponds approximately to the droplet diameter d32, i.e. I = d 3 2 , have the strongest dispersing action. For 1 9 d32 the droplet is carried along by the flow and thereby is hardly deformed, whereas for 1< d32 the eddies possess insufficient kinetic energy to cope with the surface tension. For 1 = d3z, it holds that:
Taylor [537], Hinze [208] as well as Shinnar and Church [503] applied the theory of isotropic turbulence [2891 to droplet disintegration. Droplets oscillate about their equilibrium condition. The kinetic energy Eki,,, which in introduced into the dissipation or steady-statesub-region, is in equilibrium with the surface energy E,, which is released, if the droplet is removed from the equilibrium state. This equilibrium can be expressed by the quotient of the kinetic energy due to oscillation and the surface energy (uis the time-averaged value of the velocity differences in a distance corresponding to the droplet size d 3 2 ) :
(6.16)
The critical Weber number We for the droplet disintegration can be obtained from the above relationship. It is the turbulent velocity fluctuations and not the shear rates, which are responsible for the droplet disintegration. Above a critical Weber number the droplet is unstable and breaks up.
250
I
G Dispersion in L / L Systems
Under the conditions under which Kolmogorov's theory of isotropic turbulence [ 2891 applies, the state of turbulence depends upon the local contribution of energy dissipation per unit mass of the liquid ( E = P / p V ) :
u2 = const ( 8 d 3 2 ) 2 / 3
(6.17)
from which follows the following relationship for the largest stable droplet diameter d f,
d;
= const
(We~r/p)~,'~-~~
(6.18)
which can be put down to the relationship d,/d
= const
We-'.'
(6.19)
see Section 6.5. = 2 in baffled tanks with Molag [ 3751 actually found no droplets larger than 6-blade turbine stirrers. Thus the maximum stable droplet lameter is attained for df, x 2d32, which corresponds to the critical Weber number. 6.2.6
Effect of Coalescence and of pv on
With increasing qv the droplets of the dispersed phase damp the turbulence. On the other hand droplet coalescence increases in the turbulence-deficient flow regions in the stirred tank. The result is an increase in the average droplet size. Doulah's [ 1031 deliberations based on the Kolmogorov theory led to the following relationship for
f(vv)
+
(d3z/d) Weo.6cc (1 Cqv)
(6.20)
with C = 3. This has been confirmed by several researchers. The relationship in expression (6.20) must however be of a more complex nature, because the coalescence is not only dependent upon the material system, but also upon the stirrer type. The analysis carried out in [96] came to the conclusion, that droplet size enlargement proceeds in essence at the expense of coalescence and turbulence damping only plays a minor role. Shinnar and Church [ 5031 found on the basis of theoretical deliberations that for coalescence-prone material systems, in which the coalescence process dominates, applies, see [73]. This was completely confirmed the relationship d32/d a We-0.375 by Rodger [471] for vv = 0.5. In the carnauba wax/water system at 95"C, a strong coalescence tendency was found by Kipke [276] even in a relatively small fraction of dispersed phase (qv = 0.05). It yielded the relationship d32 a n-o.Gand not d 3 2 cc n-* 2 , which would be expected according to expression (6.17). This had been already found for the same
6 2 Dispersion Characteristics
I
251
material system and with the 6-blade turbine stirrer [ 541. The finding corresponded to d32/d K (P/V)-o.2. These results could not be confirmed by GroBmann [165] for the system paraffin/water, in which &/d K WeC0.G9was found for a turbine stirrer and d32/d x WeC0,815for a propeller stirrer. Evidently large differences exist between wax and paraffin with respect to coalescence properties. Nishikawa et al. [398] in the material system bee wax/water at 80°C found, that the mechanism, which determines the droplet size, changes from disintegration to coalescence, upon increasing the average dissipation energy. Its critical value decreases, if the volume fraction is increased. In connection with the d3Jd = f(rp,) dependence, it was found that in the region in which disintegration dominates, the following relationship applied
whereas in the region in which coalescence dominates, the following relationship applied
+
d32/d x 1 3.5~:'~.
As regards the effect of the stirrer type, the findings of Kipke [276] are informative. He found for the material system carnauba wax/water at 95°C and qv = 0.01-0.1, the values for the constant C in expression (6.20) listed in Table 6.2 for the conventional stirrer types. Values of the constants C in equation (6.20)for four standard stirrer types
Tab. 6.2
stirrer type
d/D
C
propeller stirrer 6-pitched-blade stirrer a = 45" INTERMIG, 2 stages INTERMIG, 2 stages
0.31 0.31 0.70 0.50
7 8.4 13.7 16
6.2.7
Effect of Viscosity
Expression (6.19) only applies, if d, is much smaller that the Kolmogorov microscale and the viscosity of the dispersed phase is small (pd < 10 mPa s). With increasing & the resistance to deformation grows. Arai [5] determined, for & / p > 100,the theoretical relationship for the maximum stable droplet diameter d;, to be: d&/d cc Re'-'
7i
(6.21)
252
I where the Reynolds number is formulated with &. For dispersed phases with 6 Dispenion in L/L Systems
higher viscosities, the surface tension and hence the Weber number no longer have any effect. Considered from the standpoint of flow dynamics, an increase in the viscosity of the dispersed or continuous phase causes a finer flow structure, because it slows down the break-up of the strands of the dispersed phase, thus enabling further stretching of the liquid strands and reducing the coalescence [321]. Measurements [ S ] in the system of polystyreneio-xylene droplets in water, in which the viscosity of the organic phase was varied between 0.78 and 1500 mPa s, confirmed the theoretically derived expression (6.21) given above. The following relationship was found: (6.22)
The effect of viscosity is important in the production of liquid membranes. These are, to a limited extent, employed in the extraction of non-ferrous metal salts (particularly Zn, Ni, Cu) from process efluents. In their manufacture a prepared waterioil emulsion (e.g. 113 kerosene with 2% of a surfactant and 213 aqueous NiS04 with a homogenizing agent) is stirred into the non-ferrous metal salt containing effluent in a ratio of ca. 1 5 . It emerged [404], that it is by no means unimportant, how the prepared waterioil emulsion is stirred into this solution. It can be carefully added layer-wise over the aqueous solution and then the stirrer switched on (A), or immediately added to the rotating stirrer (B). In the case of (A) the viscosity has no effect up to an emulsion viscosity of p = 160 mPa s: d32/d = O . ~ ~ W C - ~ - ~ ( p < 160 mPa s)
djz/d = 0.002We-0.sp0-8
( p = 160-1000 mPa s)
For (B) it was found that:
d32/d cc We-'.' x f(p) The dependences upon p are not dimensionally homogeneous! 6.2.8
E f k d of Stirring Duration
The stirring time, which is required for attaining the steady-state in respect of d32/d, can last up to 2 h, see e.g. 151. It apparently strongly depends upon the material system and is slightly reduced upon increasing P/V. In recent studies it has been shown, that the droplet size distribution can still change after 10 hours of stirring [314].
6.3 Droplet Size Distribution
I
253
6.3
Droplet Size Distribution 6.3.1
Fundamentals
Droplet size distributions are, as are all particle size distributions, either represented as volume density distributions q3(dp) or as cumulative volume distributions Q3 (dp):
where Ni is the number of particles with the diameter di; Ad, is the class width. The modal value d,,, (at the maximum of the density distribution curve), the median value d S O of the cumulative volume distribution curve or the “Sauter diameter” d32 is selected as dp. GroBmann [ 1651 found, by evaluating the experimental data of different authors, that these three reference values behave with respect to one another as follows: dm,/d3z w 1.1; dso/d32 x 1.06. Particle-size distributions are characterized by distribution functions. The following three distribution functions are common used: - The linear normal distribution (bell curve; “Gaussian normal distribution”) is
generally suitable for very narrow particle-size distributions. The standardized, dimensionless shape of the normal distribution produces a straight line on semilogarithmic probability paper. - The logarithmic normal distribution is more suitable for broad particle size distributions. In it, it is not the particle size, but its logarithm that is normally distributed. The corresponding distribution curve gives a straight line if plotted on double-logarithmic probability paper, whereby the standard deviation cqn, a measure of the width of the distribution, is obtained from its slope, e.g. Oln = ln(x~/xso). This simple relationship only applies, however, if the comulative distribution over virtually the whole ordinate range (0.1-99.9%) can be approximated by a straight line. - The RRSB-distribution according to Rosin-Rammler-Sperling-Bennetappears as a straight line on paper with double logarithmic ordinate and simple logarithmic abscissa. In is not applicable here. K. Sommer [699] refers to the errors in the representation of the particle size distributions. He emphasizes that the depiction of a continuous density distribution by a percentage value on the ordinate makes no sense. Although logarithmic
254
I
G Dispersion in L / L
3
Systems
2.0 - trichloroehtene/water - dlD = 0.33;hld = 1; q~ = 0.2
.
P
----.
400 450
.--a
---
0
600
...(.
350
dp [Pml Fig. 6.1 Volume density distribution q3(dp) as a function o f d, for the 6-blade turbine stirrer at four different stirrer speeds in the material system trichloroethene/water (pv = 0.2); from
I'661
density distributions serve the purpose with distinctly separated bi- or multimodal distributions (by analogy with analytical chemical sprectra), they can lead to serious interpretation errors in the case of the monomodal distribution. Thus for monomodal distributions either the density distribution q3(dp), see Fig. 6.1, should be used or no representation of the density distribution attempted. 6.3.2 Effect of Stirrer Speed As the stirer speed increases, not only the average droplet size is reduced, but also the droplet size distribution is markedly narrowed [125, 1661. This situation is graphically shown in Fig. 6.1. A bunching of the curves is realized, if, as in Fig. 6.2, the abscissas and the ordinates are standardized with the corresponding median value dso. If the results in Fig. 6.2 are plotted on double-logarithmicprobability paper, Fig. 6.3, a curve is obtained, which can be approximated by two straight lines, whereby that for dp/dso > 1 is steeper than that for d,/& < 1. Chen and Middleman [73] obtained similar droplet size distributions for a 6-blade turbine stirrer and 14 different organic liquids in water, whereby, however, the pv value with pv = 0.001 to 0.005 was kept low. Judat found similar results for propeller and turbine stirrers for the cyclohexane/water system, see Fig. 6.4.
6.3 Droplet Size Distribution
I
255
h
0
m
9Q 5?
8 31
w z,m
carbon tetrachloride I water chlorobenzene I water trichcloroethene I water trichloroethane /water
500 min-' 600 mirrl 400min-' 600min-'a f
:
..
.. .. . .. ..,. . -
U
A
1.
Q
0.3
0.6
0.5
0.6
0.7
0.8 0.9 1.0 1.1 12 1.3 1.6 1.5 standardized droplet diameter dp/d50
Fig. 6.2 With the median value dSo standardized volume density distribution q 3 ( d p / d 5 0 ) as a function of dp/d.jo for the 6-blade turbine impeller at different stirrer speeds and four different chlorohydrocarbons in water (qv = 0.2); from [166]
6.3.3
Effect of Stirrer Type and Material System
Fischer [125] compared the suitability of a 4-paddle stirrer with vertical (free and also partly covered on both sides) and pitched paddles with a rotating disc for use in an agitated extraction columns (type Kiihni) and found, that the disc was not suitable for dispersion, whereas the three paddle stirrer arrangements were comparable in performance. Judat [ 2441 investigated the dispersion action of rapidly rotating stirrer types: 3-vane propeller stirrer, 6-pitched-bladestirrer ( a = 45"), 6-blade turbine stirrer and a rotor-stator arrangement (rotor: 6-turbine stirrer, stator: 24 vertical paddles whose angle could be varied between -60" and +60° with respect to the radial position). Isobutyl chloride/water and cyclohexane/water (y, = 0.02) were used, see Table 6.3. The stirrer power per unit volume was maintained constant with P/V = 0.5 or 1.0 kW/m3. After 30 minutes stirring the samples were fixed by interfacial polycondensation with a diamine. The test evaluation was undertaken in the pi-space B (Section 6.2.4) and represented in the form of a log-log normal distribution. The curves obtained were to a
256
I
G Dispersion in
L/L Systems
h
0
m
s! 3 0.99
0
0
v
a"
A 0
.-c&. 0.95
carbon tetrachlorideIwater chlorobenzene I water trichcloroethene/ water trichioroethane/water
3
0 CJO
d/D = 0.33;hld = 1 ;
L
c. u)
= 0.2
5 0.80
-39 'c]
3 T3 I=
0.70 0,EO 0.50 0.40 0.30 0.20
B u) !j 0,lO .-
9 0.05 44
E
a01
0.3 Fig. 6.3
0.4
0.5
0.6 0.7 0.8 0,s 1.0 1.2 1.4 standardized droplet diameter dp/d50
Standardized cumulative volume distribution
Q3(dp/dSo) as a function of dp/d50 in the form of logarithmic normal distribution for the test conditions given in Fig. 6.2; from 11 661
first approximation regarded as straight lines. Thus they are logarithmic normal distributions, whose parameters dSo, median value, and q,,,standard deviation of log d50 are listed in the inset in Fig. 6.4, where N is the number of measured droplets; IIly is the pi-number formed with d50 instead of d3z. Fig. 6.4 shows the droplet distribution for the three stirrer types and Fig. 6.5 shows that for the rotorlstator arrangement. The particle size distributions in Fig. 6.4 are flatter for the material system (2) and hence broader than that for the material system (1). This proves that the results cannot only be described by n,, but also cannot be correlated with the material numbers pd/p and p d / p either [253, 5971. It is also necessary to take the interfacial tension into consideration with n,. It is found that lTlv is dependent upon &, whereas oh decreases with increasing nz . To assess the suitability of stirrer types for dispersion in L/L systems, the stan-
6 3 Droplet Size Distribution
I
257
Fig. 6.4 Standardized cumulative volume distribution as a function o f It1 for three stirrer types; from [244]. Hollow symbols: isobutyl chloride/water; P / V = 0.5 kW/m’; I I 2 = 1.2 x lo-”. Filled symbols: cyclohexane/water; P / V = 1.0 kW/m3; = 3.1 x 10-l2
n2
dard deviation 00 of the average value of the d32 distribution as a function of the “Sauter diameter” is shown in Fig. 6.6 for all the investigated stirrer types and two n2 values at a constant value of n l / d ~ : (P/V)0.4pO.2
nl/d32
Tab. 6.3
,0,6
values.
Physical properties o f the material systems used in [244]
moterial system ~
[ 1) (2)
for two
p [kg/m3j ~
isobutyl chloride cyclohexane water
p [mPo s]
lo3 u [kg s-*]
0.47 0.96 1.02
14.3 23.9
~
865 778 1,000
258
I
G Dispersion in L / L Systems
837 735 11 969 V 924 0 865
A
0
94.76 9170 8451 80.24 82.93
75 50
25 10 5 1
Q5 Q1
0.02 Fig. 6.5 Standardized cumulative volume distribution as a function o f for a rotor/ stator arrangement with a = -45" in dependence upon 9v= 0.10-0.30. lsobutyl
chloride/water; P / V = 0.5 kW/m';
lT, = 1.2 x lo-". The three distributions for qv = 0.10-0.20 and the two for qv = 0.25-0.30 each fall on the same lines; from [244]
In this representation the most favorable stirrer type must show the lowest value pairs (00; d 3 2 ) for P/V = const. It emerges that the relationship 00 cc d$' is observed for all four stirrer types and that, as expected, the rotor/stator combination (but only for CI = +45" and -45") provides the lowest ( 0 0 , d 3 2 ) value pairs. The good performance of the propeller stirrer was later completely confirmed by other researchers, see e.g. [ 166, 2763. This is not surprising, because the propeller stirrer has to rotate the fastest of all the stirrers to attain the same P/V value, resulting in particularly high shear and pump actions. (This circumstance is also reinforced by the fact that the propeller stirrer, contrary to long held convictions, proved to be particularly shear active and hence in these circumstances damaging, as was also
G.3 Droplet Size Distribution
I
259
Fig. 6.6 Dependence of the standard deviation uo of the average value o f d32 distribution O~ for ( P / v ) O ~ ~ O . ~=/ ~const. Hollow symbols: isobutyl chloride/water; P/V = 0.5 kW/ m 3 ; IT2 = 1.2 x lo-". Full symbols: cyclohexane/water; P/V = 1 .O kW/m3; = 3.1 x The squares give the confidence intervals, from [244]
n2
10
P9 1 L
0O;
6
5 4
3
2
5AO'
540' 6
7
8 9 10'
1.2 1.4 1.6 1.8 2.0 d32 bm1
confirmed in model investigations concerning particle stressing in reactors, Section 1.3.5.) Judat's [244] is the only study, in which a wealth of experimental data in the pispace B was evaluated and thus the effect of II2 and vv on the droplet size distribution was clearly substantiated. This, furthermore, unequivocally proves that the stirrer type exerts a comparatively minor influence on the form of the droplet size distribution. Kipke [276] investigated the effect of different stirrer types and their d / D ratios on the droplet size and its distribution. This study utilized the already mentioned coalescence-prone carnauba wax/water system (type 2442; p = 825 k g / m 3 , & = 2 mPa s at 95°C).The wax/water dispersion could be frozen in with ice water and the droplet size distribution determined by sieving. The stirrer types investigated were: 2-stage INTERMIC ( d / D = 0.5; 0.6; 0.7); propeller stirrer ( d / D = 0.31; 0.37); pitched-blade turbine ( d / D = 0.31); 6-blade turbine stirrer, PFAUDLERimpeller stirrer ( d / D = 0.575). The experimental data are presented in Fig. 6.7. It is evident that in this material system the droplet size distribution extended to dp/d32 = 0.4-1.5. For constant values of P / V (11-13 kW/m3) and d / D = 0.31, it was found, that all stirrer types with the exception of the PFAUDLER impeller stirrer performed simi-
260
I
G Dispersion in L/L
Systems
standardized droplet diameter dp/d50 Fig. 6.7 Standardized cumulative volume distributions for different stirrer types in the coalescence-prone material system water/carnauba wax at 95°C. from [276]
larly and only exerted a minor influence on the droplet size distribution; qn= 0.28 (but in a very narrow droplet spectrum.) With the 2-stage INTERMIG the diameter ratio was varied at P/V = const. The lowest average droplet size and the narrowest droplet size distribution was realized with the lowest d/ D ratio. Molag [ 3751 investigated the droplet size distributions of different stirrer types in tanks with and without baffles and found, that the standard deviation of the droplet size distribution already attained the value of approximately qn = 0.35 after relatively few splitting steps independent of stirrer type. Interestingly, he obtained straight lines upon plotting his experimental data on linear normal distribution paper. Brown [55] also obtained straight lines on linear normal distribution paper for the material system kerosene/l% aqueous NaCl solution for qv = 0.05-0.25, from which he concluded that a non-coalescing material system was involved. In strongly coalescing material systems, the form of the distribution curve is strongly dependent upon from where in the tank the sample was taken. This was shown, for example, by measurements in the system methyl isobutyl ketone/ 1% aqueous NaCl solution and qv = 0.25 [517].
6.3 Droplet Size Distribution
I
261
t L
-
0.95 -
080 c.90
-
0.70 0.60 0.50 0.a -
0.20
0.30
-
0.10-
0.01 I0.05
I
I
0.3
0.L
0.5
I I I I I I I I I I 0.6 0.7 0.8 0.9 1.0 1.2 1.1 standardized droplet diameter dp/d32
Fig. 6.8 Comparative presentation o f standardized cumulative volume distributions for the 6-blade turbine stirrer and different hydrocarbons
The above-discussed particle size distributions are shown, for the sake of comparison, as logarithmic normal distributions in Fig. 6.8 for the 6-blade turbine stirrer and different material systems. It emerges, that, with the exception of carnauba wax, all organic liquids in the p, range investigated behaved similarly in this
262
I
6 Dispersion in L / L Systems
1.5
trichloroethane / water n = 550 rnin-l;rp, = 0.2 duration of stirring 8 [min] 0 112 40 0 28
1.o
0.5
0
0
100
200
300 400 droplet diameter d, pm]
Fig. 6.9 Change of the volume density distribution with stirring time; after [166]
respect and almost like non-coalescing systems. The more coalescence-inhibited the material system was, the more the droplet size distribution produced straight lines upon plotting on linear normal distribution grid (I), (2), (4). The comparison between the investigated organic liquids and camauba wax shows, that the coalescence properties exert a far greater effect upon the droplet size distribution than the stirrer type. 6.3.4 Effect of the Mixing Time
The particle size distributions are presented in Fig. 6.9 as a function of the mixing time [lGG]. At least 2 h mixing time was thus required under the experimental conditions specified to realize a steady-state condition. Molag [375] found in the material system (benzene CC14)/water at A p = 0, that 16 min mixing was sufficient to attain an equilibrium condition, the droplet size distribution then being characterized by a Gaussian normal distribution. I f the droplets were only passed once through the mixing zone, only 80% of the droplets were still randomly distributed. The standard deviation of the droplet size distribution achieved the value of ca. 01" = 0.35 after relatively few splitting processes, which was indeed essentially independent of stirrer type and of the baffling of the tank.
+
6.5 Scaling Up of Dispersion Processes
+
6.4 Stirrer Power for Dispersion
In dispersing of L / L systems, the same power characteristics apply as with mixing in homogeneous material systems, if for the liquid density the average density of the dispersion Pm
(6.23)
'P+V"AP
and for the viscosity of the liquid the weighted geometric mean of the viscosities of both phases
of the physically more understandable expression (6.24)
is used [313, 5631.
6.5 Scaling Up of Dispersion Processes
Starting from the dispersion characteristic d32/d cc lows that the scale-up criterion is:
(d32/d)Weo.6= d3l(p/a)0.6(n3 d 2 ) 0.4
-
expression (6.5), it fol-
. idem
(6.25)
From this the following scaling up rule for the stirrer speed is obtained: nT = n M p -213
I
263
+
In the material system (0.5 octane 0.5 CC14; 0.8 anisole 0.2 CC1,; chlorobenzene/water; vV = 0.05) a steady-state condition had still not been achieved after 30 min [392]. In the material system trichloroethane/water (pv = 0.2) it took 2 h [ 1661. Finally the studies [314, 3921 should be mentioned, which also deal with the effect of mixing time on the droplet size distribution. Logarithmic cumulativevolume distributions were presented as a function of droplet volume for different mixing times. qv was made so small, that the mixing time only caused parallel shifts of the distribution curves (without changing the slope); this confirmed, that the disintegration process did not change with time.
(6.26)
264
I If in the scale-up criterion the expression n 3 d 2 is replaced by the equivalent expresG Dispersion in L/L 5ysterns
sion for the turbulent flow range, P I p V , the following expression is obtained d 3 2 ( p 0 ~ 2 / ~ ) 0 G ( P / V=) 0idem 4
(6.27)
which states, that the average droplet size and thus the same volume-related interface area a is maintained, if on a small or large scale the same stirrer power per unit volume is utilized. 6.6 Mass and Heat Transfer Upon Dispersion
Mass transfer in the L I L system proceeds via the boundary layer of the continuous phase, which surrounds the droplet. k, (index c denotes the continuous phase) depends upon the flow conditions, the droplet size and the physical properties of the surrounding continuous phase. It can be assumed, that mass transfer inside the droplet proceeds via diffusion. Calderbak and Moo-Young [67], in 1961, carried out a comparative investigation of the mass and heat transfer in bubble columns and columns with sieve or sintered plate spargers in the G / L and L / L phase systems and arrived at relationships, which apply for both phase systems ( k L = kc). It emerged that both k L and also the heat transfer coefficient h only depended upon the material properties and not however upon the flow condition (relative velocity). Two process relationships were obtained, which apply for different diameter ranges for the dispersed phase. For particle sizes d , I 2.5 mm, the droplet/bubble surface did not oscillate; the flow ktween the two phases was hindered. Thus so-called rigid spheres were involved. On the other hand for d, 2 2.5 mm, the dispersed phase moved freely under the influence of the acceleration due to gravity and free convection between the two phases could occur. The corresponding process relationships are as follows (see also Fig. 6.10): Bubble/droplet diameter d p 5 2.5 mm; rigid spheres: Sh = 0.31(ArSc)'I3
Nu=0.31(ArPr)'13
k L ( L Y l 3 cc S C - ~ I ~ PgAP
+
( )
113
- p2 'pP H A P
a pr-V
(6.28a)
(6.28b)
Bubble/droplet diameter dp 2 2.5 mm; oscillating bubble surfaces: (6.29a) Nu = 0.42Pr'/2Ar113
j
(6.29b)
6.G Mass and Heat Transfer Upon Dispersion
I
265
1041 10-5
I
a
1 1 1 - 1 1 1
10-4
I
I
~
~
~
1
,
*
10-3
a1
I
~
1
~
1
10-2
8
~
~~
1
~
lo-’
~ s
~
. ~
~
~
~ ~I
100
1
Fig. 6.10 Process relationships for mass and heat transfer in dispersions of tiny bubbles and rigid drops (lower straight line) and of larger, freely mobile drops (upper straight line); from
(671
This fundamental study, which also serves as an excellent example of the analogy between mass and heat transfer, only gives the kL or k, values for the flow conditions in tray columns, i.e. for flow processes, in which the particle size is set in, or in the immediate neighborhood of the sparger. Schindler and Treybal [484] investigated the mass transfer in the L / L system in continuously operated stirred tanks with and without baffles. They established, that k, increased according to k, cx (P/V)0.55and that the stirrer for the same power in the tank without baffles realized a ca. 2.5-fold k, compared with the tank with baffles. This and the effect of the residence time of the droplets in the stirred tank are the reasons for the positive effect of droplet coalescence and redispersion, which renew the boundary layer of the surrounding phase. Keey and Glen [263] used the same experimental apparatus as [484], but worked with a ternary material system and used other methods for determining the volumerelated interfacial area. However, they could satisfactorily confirm the experimental results of Schindler and Treybal [484], as can be seen from Fig. 6.11. If the dependence k, = f(P) is approximated with k, K (P)0.5, the fitting line satisfies the expression:
k,
= 1.55 x 10p4P0,5,
1
.
1
266
I
G Dispersion in L/L Sptems
Fig. 6.11 Dependence of mass transfer coefficient k, for complete back-mixing of the drops upon the stirrer power per unit volume; after [263]
or with respect to the tank volume used of V = 11.01:
k, = 1.7 x 10-2(P/V)o'G
(6.30)
where k, is in [cm/s] and P in [W] or P/V in [kW/m3]. Theoretical approaches lead to the proposition
Sh K CdO5Re'.' S C ' . ~
(6.31)
where c d is the drag coefficient of the droplet. If c d cc Re-'l4 is assumed to apply for the transition flow range, it follows from expression (6.31) that:
Expression (6.31) was experimentally proved, which for the range Re = 104-105 and Sc 1.5 x lo3 resulted in:
Sh cc Re'.' It is as well immaterial, whether it is assumed that both phases are completely back-mixed or not.
G. 7 Mathematical Modeling of the Dispersion Process
I
267
For assessing the effect of physical properties upon mass transfer in the L / L system, these must be more strongly varied than in the studies discussed thus far. This happened in [511], but also here for a very low and narrow D and pv ranges (pV= 0.03 and 0.09). For three material systems with p, = 1-3 rnPas, ,ud = 1.9 mPa s and a high interfacial tension of 0 = 0.032-0.039 N/m it was found that: (6.33)
whereby it was remarkable, that the Re term in this relationship completely corresponded with that predicted according to expression (6.32). If the above dependence k,(D) is combined with that according to the Higby penetration theory (1935)
and the contact time
t,
replaced with the time measure
TK
after Kolmogorov
the theoretical relationship for the turbulent flow range (Ne = const) then follows -kc
-
da
C,(d/D)0.75Rey
(6.34)
which does not correspond to the determined expression (6.33) with respect to the Re term. This discrepancy is explained in [511] by k, being influenced by the surface renewal rate s, [s-'1. Most mass transfer occurs, before the droplet size is stable. It was found for the average value of s, that it largely behaves according to Danckwerts defined value for SD = k 2 / D :s, = f (kc/D0.5)and can be expressed by the following process relationship:
&
= 4.4 x 10-7Re'.33p;o.5(d/D)0~6
(6.35)
This relationship corresponds well with the predicted one in expression (6.33).
6.7 Mathematical Modeling of the Dispersion Process
If a calculation of the mass transfer in a continuously operating device (stirred tank, extraction column, etc.) is required, a range of information is necessary, which
268
I
6 Dispersion in L/L Systems
can be divided into microscopic and macroscopic information. Knowledge over the droplet formation, droplet coalescence and interfacial transport is part of the microscopic information, whereas flow conditions and the residence time distribution in the device belong to the macroscopic information. Thus to predict the mass transfer rate in the interface, the chemical kinetics and the local flow dynamics must be known. For determining the reaction kinetics, special laboratory reactors are occasionally necessary [536]. The problem of flow dynamics can be circumvented, if the film and penetration theories are fallen back upon. The macroscopic problem is more intricate. The type of model utilized depends upon the ratio of the diffusion and reaction rates and thus upon the importance of micro- and macro-mixing. In a pipe reactor the values of the axial dispersion coefficients for both phases are required. For modeling, micro-mixing models are used, which describe the mutual interlinking of coalescence and redispersion processes. In the past the population-equilibrium relationship (PER) was utilized with success for the mathematical description of the dispersed phase distribution. The complexity of the numerical treatment of the integro-differential PER can be circumvented by simulation techniques, with which the continuously operated stirred tank can be simulated with lfferent models [17, 18, 87, 881. For mathematical modeling of the flow situation in the L / L system upon stirring, see Section 1.4.3.3. Chen [ 741 derived with the help of a population balance equation a mathematical mechanistic model, which enables the description and prediction of the droplet size distribution arising from emulsion and suspension processes in the loop reactor. Pawlowski [432] derived a simulation model for calculating droplet size distributions upon dispersion in the L / L system and tested it on equilibrium distributions [55,244] and on the time sequence of distributions in the case of suppressed coalescence [392]. In total 6 material systems with 34 distributions in 7 test arrangements were taken into consideration. The volume fraction of the dispersed phase was pv = 0.001 to 0.20. The basis of the simulation model was a slightly modified integro-differential equation for the temporal change of the mass density distribution H(rn, t) used by Chen [74]. It was fixed by four model-specific quantities which were determined from the experimental data: - the effective dissipation density of the homogeneous dissipation field; - the critical droplet mass merit. Only droplets with a mass rn > rncrit split up by the
turbulence energy;
- dispersion constant tions
Kdisp
and colescence constant Kcoal in the kinetic transfer equa-
G. 7 Mathematical Modeling of the Dispersion Process
I
269
where the symbols have the following meaning: Ekin is the turbulent kinetic energy [289], E, is the interfacial energy, E,1, EO2, EOlzare the interfacial energies of the droplets before and after the collision, and S is the collision factor. The dispersion process is determined by the mean dissipation density c, = P / ( pc V) and the volume portion pv od the dispersed phase. A possible influence of the the mass density ratio pd/& of both phases was not considered. The time change of the droplet mass density distribution H(m, t ) was recorded by balance equations [74]. With @ ( x , r ) , x = m/mcrit and t = mc-itKdispt the mathematical formulation of the problems is as given in equation (6.36).
am
- = F1 ( x , A) as
+ p A2 BF2(x)
jx
@ ( x ) dx = 1
@ ( x ,7 = 0) = @o(x)
(6.36)
In addition to the dissipation hnction f(Edisp) = 1.3OEdisp
+ 0.12E&, + 0.012E&p
the simulation model contains four model functions Diss
(6.37) EmV5 =(a/p)4 and
Pv in
which E,E, Kdisp and Kcoal appear. They were evaluated from the experimental data < Diss < lop1': obtained in the range
270
I
6 Dispersion in L/L Systems
Values for the constants C, and C2 as dependent of the yv value and stirrer type
Tab. 6.4
stirrer type
9"
Cl
cz
propeller stirrer paddle stirrer 6-blade turbine stirrer
0.020 0.020 0.020
1.28 x lo-" 3.57 x lo-" 1.94 x lo-"
3.74 x 10" 2.68 x 10' 3.40 x 10'
6-blade turbine stirrer
0.001
4.00 x
1.02 x lo1
6-blade turbine stirrer 6-blade turbine stirrer 6-blade turbine stirrer
0.050 0.100 0.200
2.60 x 10-13 4.74 x 10-13 5.11 x 10-13
1.61 x 10' 1.21 x 10' 1.20 x 10'
Between ceff and mcit a remarcable correlations exists: (6.39)
It follows empirically from the fit of the model functions to the experimental data. Both constants Cl and Cz depend on q., and on geometric conditions (stirrer type, installation conditions). The values of the experimental data used are given in Table 6.4. As a result of the formulation of equation (3.36) the model functions C and D are not involved, which makes the treatment of the problem essentially easier. These functions do not appear until the final conversion of ( x , 7) to ( m ,t ) is performed. The simulation model and the model functions obtained from it can be used in the range < Diss < for the calculation of the dispersion kinetics for any condition of vessel geometry, stirrer type and q.,. To perform this, it is only necessary to evaluate the assigned C1 value from the mathematical simulation of
,
cx=- (+ ) y2 lo3
Fig. 6.12 Sequences of integral distributions with time. Symbols - experimental data: (CC14, SO% + iso-octane, SO%)/water &blade turbine stirrer; from [392] calculated curves: Diss = 3.06 x C1 = 4.00 x a: T = 0 (1 min), b: t = 3 3 2 x lo-) (2 rnin), c: 5 = 1.06 x lo-* (4 min), d: 7 = 3.17 x (10 min)
Fig. 6.13 Sequences of integral distributions with time. Symbols - experimental data. (Anisole, 80% CC14, 20%)/water 6-blade turbine stirrer, from 13921 calculated curves Diss = 4 67 x a r = 0 (1 min), ~1 = 4 00 x (10 min), c T = 3 73 x b r = 1 57 x (30 min)
+
1
I /
-
~~
7-
$
;
08 I
.J
P /
+
I f
/
Y
06 I
04
1
L ,J+ /
only one corresponding distribution. Fig. 6.12 and 6.13 show two examples of the mathematical simulation of time sequences. They show the time course of the experimentally determined and calculated integral distribution as a function of the dimensionless droplet mass p
= Cx = P
r$y
- . The initial experimental distribution functions are taken as
the start distribution in the integration process.
Stirring
Theory and Practice Marko Zlokarnik
0Wiley-VCH Verlag GmbH, 2001
7
Intensification of Heat Transfer by Stirring The intensification of the heat transfer through stirring is seldom the primary stirring task. It mostly occurs in connection with the intensification of mass transfer by stirring (dispersion of gases or liquids with a simultaneous exothermic chemical reaction, dissolution of solids with liberation of the latent heat of solution etc.). Occasionally the stirring heat has to be removed, so that the process can proceed under isothermal conditions. Stirring reduces the thickness of the liquid boundary layer on the heat transfer surface and convective motion of the tank contents ensures that the temperature gradients are reduced. If only small amounts of heat need to be transferred, the tank wall is a satisfactory heat transfer surface, when appropriately jacketed (Fig. 1.2). The wall surface often is inadequate for heat transfer, particularly in the case of industrial tanks, because upon scale-up the liquid volume increases according to D3 whereas the surface area only increases according to D2. Additional heat transfer surfaces have then to be installed in the form of differently designed pipe coils or pipe bundles (helical coils, meander coils (cooling basket); tube bundles; see Fig. 1.3). In both cases indirect heat transfer in involved. Direct heat transfer is discussed in Section 7.7. This is the case if the liquid is cooled by the addition of ice cubes or is heated by injection of steam. 7.1 Physical Fundamentals of Heat Transfer
The driving force of the heat transfer process is the tendency of systems to equilibrate out temperature differences. The heat flux j , = Q/A is directly proportional to the temperature difference AT = ITb - T,I,the proportionality factor being the heat transfer coefficient h, which is also defined by the general heat transfer equation:
The indices b and w denote the liquid bulk and the wall, through which heat transfer proceeds. In indirect heat transfer through a wall surface two heat transfer coefficients
7.7 Physical Fundamentals of Heat Transfer
I
273
have to be distinguished ha und hi (from the outside and inside surfaces of the wall). In addition the heat conduction in the wall has to be taken into consideration: k/6 ( k is the thermal conductivity of the wall material; b is the wall thickness). These three heat transfer coefficients have to be added together as resistances and form the overall heat transfer coefficient U: 1
1 +8- + -1 ha k hi
---
U
Only hi can be affected by stirring. This, in the case of viscous media, is usually determining ( U x hi). For glass walls, enameled surfaces and thick-walled high pressure vessels the k/6 term can be of decisive importance. ha can only be affected by flow conditions in pipes or the channels of jackets. 7.1.1
Determination o f hi
F
b i
I’
h, is generally determined by measurements under steady-state conditions, in which a second heat source is introduced into the liquid. Thus the liquid is e.g. heated via a heating coil and simultaneously cooled through the jacketed surface or vice versa. Measurements under unsteady-state conditions in the turbulent flow range are much less accurate, because the temperature of the tank contents changes to rapidly. Two alternatives are possible for investigating the heat transfer in the laminar flow range under steady-stateconditions: a division of the tank wall into two halves, whereby the upper half is electrically heated and the lower half is water-cooled [451], or, however, pumping the test liquid, which is cooled or heated, in a bypass. In the latter case, the tank bottom has to be designed as a distributor for the liquid throughput [3111. Knowledge of both the overall heat transfer coefficient U pertaining under the given conditions and the heat transfer coefficient h, for the cooled wall side are necessary for the evaluation of unsteady-statemeasurements. The latter can be calculated using the relationships given in the VDI Heat Atlas 1994 (ISBN 3-540-62115-6) (VDI: Verein Deutscher Ingenieure). Knowledge of both the quantity of heat removed in time interval At and the driving temperature difference between the cooling down liquid in the tank and the cooling water is necessary for determining U.The heat removed corresponds to the heat taken up by the cooling water in the jacket, less the change in heat capacity of the cooling water in the jacket. The log mean temperature difference in the time interval At is taken as the driving temperature difference. The calculation procedure is explained in detail e.g. in [G14]. 7.1.2
Description According to the DimensionalAnalysis
The target quantity of the transfer process is hi. It depends upon the characteristic diameters of the heat transfer wall (tank diameter D or pipe coil diameter &) and
274
I that of the stirrer d.
7 Intensification of Heat Transfer by Stirring
As material parameters of the system in addition to the density
of the fluid, its thermal properties, heat capacity C, and thermal conductivity k, must also here be taken into account, whereas as process parameter only the stirrer speed n appears:
1.’ and the viscosity p
According to the dimensional analysis, 4 dimensionless pi-numbers result:
{Nu,Pr, Re, D l d }
(7.4)
where hi D Nu = or Nu,
k
Pr
CPP -
k
hi Dc =k
- Nusselt number
- Prandtl number
nd2p
Re- -
-
Reynolds number
The relationship (7.4) can also be derived, if the equation of motion (Navier-Stokes differential equations) are drawn up and dimensionlessly formulated under given boundary conditions (here the continuity and energy equations). W. Nusselt followed this path (1909/1915). The thus derived pi-numbers were later named by H. Grober (1921) after worthy researchers. Due to the temperature dependence of the viscosity, cooling and heating are different in as much as, under otherwise identical stirring conditions, boundary layers are formed with different thicknesses. This fact can, according to a suggestion due to Sieder and Tate [SOS],be taken into consideration with a viscosity term
Note the definition of this viscosity term. The viscosity of the film at the wall pw is related to the viscosity of the bulk of the liquid p. Many authors used the inverse of this term. p w is, however, not a primary independent material parameter, but, as with hi, adjusts itself during the process. Pawlowski, see in [614],had thus proposed the use of the temperature coefficient of the viscosity yo instead of pw,which in connection with the temperature difference AT yields the pi-number yoAT. yo=
to %lo --
O
yo is a material parameter, which, as in the case of the temperature coefficient of
7.2 Heat Transfer Between a Homogeneous Liquid and a Heat Transfer Suface
the density /lo,is largely temperature independent and is related to the reference temperature TO. The following relationship exists between the viscosity terms Vis = p w / p und yoAT: Vis = p w / p = exp{-yo(Tw - T)}
(7.7)
This relationship proves, that the advantage of the quantity Vis = p,/p consists in its being simpler to use; thus the Vis number according to expression (7.5) is retained. In the following section the heat transfer process is considered in a homogeneous Newtonian liquid as a function of stirring conditions and is represented in the pi space {Nu, Pi-, Re, Vis, D / d } .
7.2 Heat Trander Between a Homogeneous Liquid and a Heat Transfer Surface 7.2.1
Flow Range Re = 102-106
In the flow range Re = 102-106 the heat transfer characteristic can be represented to a good approximation in the form
Nu = const Re2f3P r 1 f 3Vis-0.14
(7.8)
There are innumerable studies, which have dealt with the derivation of this relationship for different stirrer types under different installation conditions. Whereas Ackley [l]in 1960 could compare and discuss only 11 studies, Poggemann (4421 in 1979 could already evaluate 77 literature references. Table 7.1 provides a small selection of the heat transfer characteristics for customary stirrer types, heat transfer surfaces and installation conditions. The effect of stirrer shape on heat transfer for classical stirrer types is comparatively small. Of greater effect, on the other hand, is the shape of the heat transfer surface (wall or coil). The numerical values for the constant in expression (7.8) can be taken from Poggemann's evaluation [442],see Table 7.2, whereby the shape of the heat transfer surface only has an effect at low Re numbers. The values for turbine and paddle stirrers [lo71 are summarized in Table 7.3. Durichen [ 1071 found the following relationship for the PFAUDLER impeller:
Nu
= O.3lRe2I3Pr1f3( , ~ ~ / p ) - ' .H' /~D() - 0 , 2 2
(7.9)
The experiments were carried out in two tanks with very different sizes ( D = 455 mm and H I D = 2.4; D = 1.8 m and HID = 1; thus 150 1 versus 6 m3).
1
275
7
intensification of
Heat TranZfer by Stirring
lab. 7.1 Values ofthe constant in the equation Nu = const Re2’3Pr’/3Vis-0.’4 stirrer type and installation
const
beam stirrer with 1 beam D/d = 1.67; b/d = 0.16 no baffles cylindrical coil
W 0.36
two 6-paddle stirrers arranged above another D/d = 2.5; b/d = 0.16 no baffles cylindrical coil
w 0.40
blade stirrer D/d = 2.0 b/d no baffles cylindrical coil
W 0.36 =
6-turbine stirrer 4 baffles D/10 wide (design according Fig. 2.lg) h / D = 0.08-0.33; H/D = 0.66-1.0
re#rence
3 x 102-3 x 105
C 0.78” 2 x 102-1 x 106
C 0.70” 1 x 103-1 x
1.42
blade stirrer D/d = 2.0; b/d = 1.0 4 baffles D/15 wide d/D = 0.25-0.60 b/D = 0.10-0.60;
Re range
lo6
C 0.70”
w 0.80 3 x io2-5 x 105 C 0.70” W 1.31 (const/ D) 0.39(b/D) 0.34
W 0.75b
3 x 10’-4 x lo4
W 1.15 (h/D)0.4(H/D)-0.56
6-turbine stirrer 4 baffles D/10 wide (design according Fig. 2.lg) h/D = 0.05-0.70 d/D = 0.16-0.75;
W 1.01 (h/D)o.’2(d/D)o~”
6-turbine stirrer cylindrical coil Dc-cylinder, dpiF diameter (baffles without effect) d/D = 0.3; 4 / D = 0.03; Ds/D = 0.7 dpipe/D= 0.018-0.036; Dc/D = 0.7
4 x lo2-1 x lo6 C 0.87 C 0.17 (d/D)(&ip,/D)-o.5
propeller stirrer; p = d 4 baffles (Dl10 wide) h/d = 1 P/d = 0.4 - 00 anchor stirrer; Fig. 2.14 D/d = 1.04
W 0.50 2 x 105-9 x lo5 W 0.64 sId(0.285 s/d)-’ 3 x lo2-4 x lo4 W 0.38
w 0.76
5 x 104-8 x 105
+
a after conversion to Rez/’; b with V~S-~.”;W- wall; C - coil; b - blade height; p - pitch; Literature cited in [442].
Due to the liquid circulation caused by the stirrer in the tank, helical coils should only be used with axially operating stirrers (propeller and pitched-blade stirrers),
which are, on the other hand, not suitable for gas dispersion. Thus in bioreactors vertical heat exchange tube bundles are preferably used as baffles (see Fig. 1 . 3 ~ ) . Occasionally, baffles are executed as hollow bodies, so that they can serve as heat exchangers.
7.2 Heat Transfer Between a Homogeneous Liquid and a Heat Transfer Suface
I
277
Approximative values of the constant in expression (7.8) for some common stirrer types Tab. 7.2
stirrer type
const at Re = 10'
turbine and paddle stirrer propeller stirrer blade stirrer anchor stirrer
0.4-1.0 0.5-1.0 0.4-0.8 0.4-0.8
Approximative values of the constant in expression (7.8) for different heat transfer surfaces
Tab. 7.3
const at Re
wessel wall
tube coil
44-75 75-110
= lo3
const at Re = los 900-2000 900-2000
Already in 1953, Dunlap and Rushton [lo51 had reported over the heat transfer of vertical tube bundles in connection with a 4-turbine stirrer. They found a strong difference between cooling and heating, which they correlated with V~S-'.~.The process relationship was as follows:
Nu, = 0.09Re0.65Pro.3 Vi~-'.~(d/0)'.~~(2/B)'.~
(7.10)
Validity range: Re = 103-2 x lo5; Nu, is formed with the tube diameter and B is the number of tube bundles as baffles (B = 2-8). 30 years later, similar experiments were carried out by Havas et al. [188].They found the following process relationship: Nu = 0.126(Re do/d)0~667Pr0~40Vi~~0~16
(7.11)
Validity range: Re = 3 x lo3-5 x lo5; Pr = 4-240; Vis = 0.3-4; do is the outside diameter of the bunched vertical tubes. In an extension of this study [189], the effect of d/D was also investigated. The following relationship was found:
Nu = 0.291Re~667Pr0-40Viso.16 (d/ D)
'.*'
(7.12)
The diameter ratio d/D exerts a paramount effect in the investigated range of d/D = 0.25-0.5. It is not expected, that the number and surface of the baffles exert an influence on the heat transfer. Indeed for a pipe coil and a propeller stirrer such an effect was not found. Thus is it certainly interesting, that Strek [532] established an unequivocal influence of baffle shape upon heat transfer. According to his propositions,
278
I
7 IntensifiGation of Heat Transfer by Stirring
optimally designed baffles have only 85% of the surface of a standard design in the case of pitched-blade and propeller stirrers and only 50-60% in the case of turbine stirrers. In addtion they cover only L / H = 0.25 of the liquid depth and have a bottom clearance of h ' / H = 0.3-0.4. 7.2.2
Flow Range Re
< 102
In the laminar flow range Re < lo2 the heat conduction dominates (which is periodically disturbed by the stirring device rotating past in the neighborhood of the wall) and the effect of density and viscosity disappears entirely. Then the following relationship applies for the heat transfer characteristic: N u = const Pe'Vis-'(d/D)'
Pe = RePr = nd2pC,/k
(7.13)
(Note: pC, expresses the heat capacity per unit volume.) In this range Nagata et al. [ O h ] found for the exponent a of the Peclet number the value a = 1/3 for both anchor stirrers and helical ribbon stirrers. This means that the exponent of the Pr number in eq. (7.9) retains its value, whereas the exponent of the Re number decreases from 2/3 + 1/3. For the same stirrer wall clearance of d / D = 0.95 the helical ribbon stirrer brings about and up to ca. 50% better heat flux,because in the laminar range it is more suitable for homogenization (here: transfer of liquid balls away from the wall). Ishibashi et al. 12301 investigated the heat transfer behavior in a vessel with a single or double helix ribbon stirrer (with an inner and outer helix) and found that:
(7.14)
For a centrically mounted screw stirrer, it was found [230] that: N u = 1.0Re112Pr1/3vis-O.l4
Re = 5-50
N u = 0.65Reo.6Pr1/3Vis-0.14
Re = 5 x 102-2.5 x lo4
(7.15)
Kuriyama et al. [309] proposed the following relationship for the double helix ribbon stirrer for cooling and heating and for different pitches ( p ) and clearances [C = ( D - d)/D]: N u = 0.64Pe1/3(D/d)2/3(p/c)1i3 Vis-0.14
(7.16)
The experimental data of Zlokarnik [614] with an anchor stirrer with d/D = 0.98 can also be interpreted in the range Re = 0.5-100 as N u x Pelf3. However, the
7.2 Heat Transfer Between a Homogeneous Liquid a n d a H e a t Transfer Surface Tab. 7.4 Constant and exponent b of the Vis term in equation (7.17) for cooling and heating in a vessel with anchor stirrer (d/D = 0.98); from [614]
cooling heating
const
b
0.238 0.371
+0.073
-0.020
process relationship was selected instead, which satisfactorily covers the whole Re range: NU = const(RePr1i2+ 4 x 103)2/3Visb
(7.17)
Both the constant and the exponent b of the Vis term exhibit different numerical values for cooling and heating (see Table 7.4). In this study [G14] the comparison between the anchor stirrer and a double helix ribbon stirrer with a pitch of 0.5 for the same d / D = 0.98 established, that the helical ribbon stirrer for Re z 1 provided a Nu value which was approximately double that with the anchor stirrer, but that this superiority had already been lost at Re z 100. Apparently, here the radial flow component is entirely sufficient for heat transfer. The same presentation as in equation (7.17) was also chosen by Frokse and Bohnet [ 1461 for the heat transfer characteristic of a propeller stirrer in a tank with H I D = 1, which was equipped with meander coils for cooling. They found for the Re range Re = 1 x 104-2 x lo6 the analytical expression: Nu = 0.45(RePr‘/2+ 3 x 104)2/3
If considerable intensification of heat transfer is required for Re < 100, a stirrer with a very small wall clearance ( d / D + 1.00) is recommended. Zlokamik [614] found no effect of clearance in the whole Re range for anchor stirrers with d / D = 0.91-0.98, although there was an extremely large increase in heat flow for d / D x 1.0 (without wiper blades!). For cooling this is approximately a factor of 4 higher, whereas for heating it is only approximately a factor of 2 higher. These results can be described by the relationship NU = U ( RePr’”
+ b)2’3
Vise
(7.18)
and the coefficients are summarized in Table 7.5. Penney and Bell [434] investigated the effect of a rotating thin paddle in a heat exchanger ( D = 10.31 cm; L = 56 cm) and they varied the wall clearance: d / D = 0.998; 0.993; 0.972; 0.931. They also found, that turbulent flow conditions prevailed for Re > 400,which were unaffected by the wall clearance of the stirrer blade.
I
279
280
I
7 intensification of Heat Transfer by Stirring Tab. 7.5 Constants a and 6 in equation (7.18) for cooling and heating in a vessel with anchor stirrer at different wall clearances d / D ; from
16'41 d/D
a
6
cooling
z 1.00 0.91-0.98
0.934 0.242
-400 4000
heating
z 1.00 0.91-0.98
0.984 0.358
4000 4000
For this flow range (Re > 400), they determined the following heat transfercharacteristic Nu = 0.123
Pr'r3 Vis-o.'8
(7.19)
This is very similar to the heat transfer characteristic established by Uhl and Vosnick for an anchor stirrer [SSO]: Nu = 0.308Reo."Pr'/3 Vis-O
(7.20)
or that for cooling with an anchor stirrer with d / D = 0.98 according to [614]: Nu = 0.28Re2I3
Viso
(7.21)
For the range Re = 10-200, Uhl and Vosnick [SSO] found the dependence Nu cc Re0.' Pr1I3, whereas Penney and Bell [434] confirmed the expected relationship, Nu a Re113Pr'I3 = Pe1I3,for Re < 100. Figure 7.1 shows the paramount importance of the wall clearance of the stirrer in this Re range. A considerable removal of the boundary layer from the inside wall of the tank is only possible with stirrers with wiper blades. (For the numerical analysis of the three-dimensional flow and thermal behaviour in a scraped-surfaceheat exchanger see [647].) A first review over such stirrers in I4431 brought little of substance. Nagata [0.6] provided the following relationship for helical ribbon stirrers with wipers:
judat [2SO] investigated the heat exchange behavior in a stirred tank (D = 444 mm, H = 1080 mm; H/D = 2.43) with helical ribbon stirrers (d = 340 mm; pitch l),on which one, two or four wiper pairs (number of wipers i = 2; 4; 8) were so mounted on the shafts, that they pressed firmly on the inside wall of the tank upon rotation, as a result of hydraulic forces.
7.2 Heat Tranansfr Between a Homogeneous Liquid and a Heat Transfer Suface
I
281
103
---
----
m
-.
0
u)
5
measurements from [434] Correlationfrom Uhl and Voznick 15501 for anchor stirrers for (D - d)/D = 0.009 0.07
/ / /
-
/
2
7
L
a
I
(D- d)/D
3
z
10’
100-
100
10’
102
103
104
Re
lo5
Fig. 7.1 Effect of wall clearance of a thin blade stirrer in a heat exchanger; from (4341
Figure 7.2 shows the evaluation of these measurements for i 4. It emerged, that the correlation is satisfactory in the laminar range (Re < 10’) and in the turbulent range (Re > lo4): Re < lo2: Nu = 10Pe1i3
(7.23)
Re > lo4: Nu = 0.5Re2I3Pr1/3
(7.24)
In the transition range, spreading with the stirrer speed appears, and indeed all the more strongly, the higher the rotation speed. There is a satisfactory explanation for this circumstance, after Rautenbach and Bolknrath [451]calculated the temperature profile for a stirred tank with a low wall clearance for the laminar flow range according to their modified penetration theory. This theory assumes, that a parallel layered flow exists between the tank wall and the stirrer (similar to Couette flow), but that the liquid occluded by the stirrer is ideally mixed. For the temperature profile this means, that the layer near to the wall is at rest, but the layer near the stirrer at every stirrer blade pass is included and is mixed with the liquid bulk and acquires its temperature. After a certain number of stirrer blade passes a steadystate temperature profile is realized. The calculation of the temperature profile formation with time up to the steadystate shows, that it requires several stirrer blade passes for the stabilization of the heat transfer process and Nu = const to be realized. For a gap width of D - d = 2 mm, up to 20 or more stirrer blade passes may be necessary depending upon the stirrer speed. The stabilization time is longer, the higher the stirrer speed. Unsteadystate measurements of heat transfer in the laminar range and at higher rotation
282
I
7 Intensification of Heat Transfer by Stirring
Fig. 7.2 Heat transfer characteristic o f a helical ribbon stirrer with hydraulic pressing wiper blades (2 wiper blade pairs, i = 4); after I2501
speeds must therefore take this into consideration. An additional Fourier number Fo’, which takes into consideration for the time span At = l / ( i n) between two disturbances, has to k introduced for correlation with the experimental data: a
Fo’ = i n d2 The larger the number of wipers i present, the more pronounced the increase in heat transfer in the laminar flow range. For i = 8 (4wiper blade pairs) the difference compared with the anchor stirrer with d / D = 0.98 is clearly evident, it k i n g approximately a factor of 10 better, see Fig. 7.3. 7.3 Generalized Representation o f the Heat Transfer Characteristic by Including the Stirrer Power Per Unit Volume
In the heat transfer characteristics of the type
7.3 Generalized Representation of the Heat Transfer Characteristic
Re = n d*Ev Fig. 7.3 Comparison o f heat transfer characteristics o f an anchor stirrer with d / D = 0.98 from [614] and the helical ribbon stirrer with hydraulic pressing wiper blades (2 wiper blade pairs, i = 4); after [250]
the constant depends upon both the stirrer type and the installation conditions. In the turbulent flow range its value differs by approximately a factor of 3-5. A generalized representation of the above relationship will be discussed here. Opara [412] assumed expression (7.8) and formulated the Reynolds number with the stirrer power per unit volume as follows: (7.25) (This way of proceeding has nothing to do with the approach [377] of local isotropic turbulence, since it is in no way applicable to the conditions which pertain in the liquid film on the heat transfer wall!) Therelationshipbetween y = N U / ( P ~ ' / ~ Vand ~ Sx~=_) ( P / V ) ( D 4 p 2 / p 3 is ) shown in Fig. 7.4 for several selected stirrer types. The straight line, which preferentially satisfies the individual straight lines in the turbulent flow range, corresponds to the function y = 0 . 3 6 ~ O .From ~ ~ . this it follows that: N u = 0.38(Ne D/d)o.22Re2/' Prli3 Vis"
(7.26)
The expression (Ne Did)'.'' enables a good correlation to be produced in the tur-
284
I
7 Intensification of Heat Transfer by Stirring
104.
3
z
( 4 h )Ne Re3 D/d = 102
105
108
10"
1014
PD4p2
J
1017
Fig. 7.4 Comparative representation of the heat transfer characteristics of 6 conventional stirrer types, whereby the heat transfer characteristics were extended by the power per unit volume; after [412]
bulent flow range. It should be noted, however, that the term ( D / d ) o . 2 2does not reflect reality. For anchor stirrers Nu only increases considerably for D/d -+ 1.00. In addition, it is otherwise not understandable, why an increase in the clearance between the tank wall and the stirrer should increase the heat transfer.
7.4
Effect o f the Vis Term
The temperature dependence of the viscosity of the liquid and thereby the boundary layer thickness upon cooling and heating is taken into consideration with the viscosity term Vis = ,uw/,u. Following the suggestion of Sieder and Tate [505], that experimental data for heat transfer in pipes upon heating and cooling correlated upon inclusion of Vis~'.'~,this expression was also accepted in most research studies over heat transfer in mixing. In studies, which separately investigated the effect of viscosity, it emerged that the exponent of Vis is not constant, but can depend upon the stirrer type, the nature of the heat transfer surface and the nature of the test liquid. Thus Dunlap and Rushton [ 1051 found in heat transfer experiments in bunched vertical pipes, that the differences between cooling and heating had to be taken consideration with V i s ~ ' . ~ .
7.4 Effect ofthe Vis Term 1285
Hruby 12221 found in cooling experiments with a Newtonian oil in the range 0.32 < Vis < 320, that the numerical value of the exponent m in the Vis term depended upon the numerical value of Vis: m=-O.~ISV~SC~.~~
(7.27)
It follows for Vis = 3, that m = -0.20, whereas for Vis = 200, m = -0.14. Hackl [ 1761 found in the range 80 < Vis < 900 a slightly lower value: m
=
-0.265Vi~-~.'~
(7.28)
It follows for Vis = 80, that rn = -0.14, whereas for Vis = 900, m = -0.10. In a later study [175], this circumstance was investigated with two viscous mineral oils (Vis z 1-104) during cooling and it was found, that for Vis = 1-100 the exponent m is larger than -0.14, whereas it takes correspondingly lower values (m = -0.07) for Vis = 102-104. A comparison of these findings is given graphically in Fig. 7.5. The question of the effect of the Vis term was the main reason for Zlokarniks study [614]. Heat transfer was investigated in a stirred tank with anchor stirrer with D l d = 1.02 upon cooling and heating, whereby 8 liquids were utilized, whose viscosities lay between 1 and 10' mPa s and whose temperature coefficients of the viscosity yo, exp. (7.6),varied widely: yo = (1.5-11.2) x
'CC1.
It emerged, that the experimental data for D l d = 1.02 upon cooling could only be correlated poorly with Vis-o.02 and upon heating with V~SO.~'~. Still more sur-
Lit.
m = - 0.215 ( j ~ ~ / p ) - O . O 8
0,16-
0,12--
0,101 100 Fig. 7.5
(Vis)
10'
102
Comparison of the experimental results concerning rn
03
pwip
i04
286
I
7 Intens5cation of Heat Transfer by Stirring Tab. 7.6 Dependence of the exponent M o f the Vis term upon D / d ratio for cooling and heating in a tank with an anchor stirrer; from [614]
cooling heating
D/d = 1.00
D/d = 1.02
D/d = 1.10
0.00 +0.20
-0.02
$0.07
-0.14 f0.02
prising was the result, that the exponent m of the Vis term strongly depended upon the D / d ratio, see Table 7.6. 7.4.1
Taking Non-NewtonianViscosity into Consideration
There are a number of research studies, which have dealt with heat transfer in stirred tanks with non-Newtonian fluids. These were exclusively pseudoplastic liquids, whose viscosity obeys the power law (aqueous CMC, PAA and Carbopol solutions). These studies can be divided into two groups: those, in which non-Newtonian liquids were mainly utilized in the experiments and which used the evaluation framework (see Section 1.5.2)
NU = const Re$Pr$(K/Kw)'md
(7.29)
and those, in which both Newtonian and non-Newtonian liquids were used and hence represented the experimental data in the conventional pi space Nu = const ReaPrbVisC
whereby for non-Newtonian liquids pe5 had to be used instead of p. The first group is not extensive; this is fortunate, since the application of dimensionless numbers, which contain K / K w and m instead of peff,are to be avoided on dimensional analytical grounds. As examples of the evaluation of the data in this space are cited: - anchor stirrer [ 1561:
hd N u = - = 0.374Re:~G7Pr~~33(K/Kw)-0.18 k Boundary conditions: Re:f = 5-4 x lo5; Pr& = 5-2.5 x lo4; K / K w = 0.05-1 - 4-pitched blade stirrer [68]:
Nu
=hD = 1 . 4 7 4 R e ~ ~ 7 0 P r $ 3 3 ( p D w-0.24/rn /~D), k
s = f19.5%
7.4 Effect of the Vis Term
I
287
Boundary condition: Re& = 100-5 x - anchor stirrer [ 1771:
lo3
h D = 0.56Ree, *(1.43/(n+l) Nu = ~ r ~ ~ ~ ~ ( ~ /s =~+20% ~ ) , 0 . ~ ~ m ~ ~ ~ ~
k
Boundary conditions: Re& = 35-6.8 x 10'; Pr& = 2-2.3 x lo4; K/Kw = 0.134.23 The non-uniformity in the definition of Nu and in usage of (K/Kw)eff and m should be recognized, in addition Re& is differently defined in the three studies mentioned. The second group of these studies is more extensive. It deals with different stirrer types under different installation conditions, and a helical coil is occasionally also used as a heat transfer surface. As examples the following studies are cited.
- Propeller stirrer in a vessel with helical coil [509]; heating and cooling: hdC Nu = = 0.258Re,0k62Pr~~2Vi~~~(d/D)o~'(Dc/D)0~s s = 35%
k
Boundary conditions: ReeE = 332-2.6 x lo5; PreE = 12-1110; peff/peff,w = 0.71-1.36; m = 0.53-0.91; K = 5.5 x 10-3-1.8 kg smP2/m;d / D = 0.16-0.49; D c / D = 0.014-0.041. ( D c - coil diameter, d , - tube diameter) - 6-turbine stirrer in the helical coil [ l l O ] ; cooling:
-
Boundary conditions: ReeR = 400-9.2 x lo5; Prer = 4-1.9 x lo3; peff = 6.5 x 10-4-0.28 Pa s; m = 0.5-1; K = 6.5 x 10-4-0.72 kg m-' sm-2;d j D = 0.160.49; D c / D = 0.458, d c / D = 3.9 x ( D c - coil diameter, d, -tube diameter) 6-turbine stirrer in the helical coil [ 1111; cooling:
Boundary conditions: as in [110],but Dc/D = 0.458; 0.625; 0.792
- Two helix ribbon stirrer [311]; cooling and heating: Nu
3
h D = 0.64 [RePr
k
2
F]
V~S-O.~
; clearance c = (D - d); p
- pitch of the helix,
Boundary conditions: c/D = 0.024; 0.048; 0.070; Re = 0.1-200
288
I
7 fntensijcation of Heat Transfer by Stirring
In biotechnology bubble columns equipped with stirrers are currently almost exclusively used, because classic bubble columns cannot realize the necessary mass and heat transfer due to the increasing viscosity of the fermentation medium. Stirred tanks with H I D > 3 with several stirring devices arranged above one another on the same shaft are used, in which the heat transfer proceeds in an increasingly viscous, non-Newtonian, gassed liquid. Kipke [275] investigated heat transfer in gassed CMC solutions, whereby a Gturbine stirrer ( d / D = 0.33) and 2-stage INTERMIG stirrer ( d / D = 0.6-0.7) were compared. He established, that the relationship NuPr-'I3 = f(Re) from Re > lo3 was not appreciably affected by gassing. This also had practically no effect on the hi(P/V) dependence in the range q c / V I 100rni/(rn:/h). On the other hand the difference between a 6-turbine stirrer and an INTERMIG 06 stirrer regarding the stirrer power employed is considerable, the large surface area INTERMIG only requires a tenth of the power per unit volume of the 6-turbine stirrer to achieve the same hi value. Alternatively, for the same P/V value a 45% higher hi value is attained with the INTERMIG stirrer compared with the 6-turbine stirrer. Much the same was found for heat transfer in a gassed xanthan solution [207]. Here a highly viscous non-Newtonian liquid with pronounced viscoelastic properties is concerned.
7.5 Optimization of Stirrers for a Maximum Removal of Reaction Heat
In the optimization of stirrers for an optimum heat transfer, it may not be forgotten, that the removable heat flow Q [kw] increases according to Re2f3oc n2f3, whereas the thereby associated stirrer power ;( stirring heat) increases substantially superproportionally with P [kW] cc n 3 . From this it follows, that there is an optimum stirrer speed, at which a maximum of process heat can be removed, e.g. chemical reaction heat R
RzQ-P
(7.30)
Figure 7.6 illustrates this situation with a concrete example. It shows, that the optimum range with respect to the stirrer speed is very flat, 90% of the maximum value being removed in the range nOpt= 20 min-' & 60%. In their calculation of the optimum conditions (nopt,Rmax), Pawlowski and Zlokarnik [ 4301 applied the following procedure: With Q = hAAT (in the laminar flow range U z h) and B = R/V, the following expression follows from the relationship R = Q - P
B = hAAT/V
-
P/V
Dimensional analytical reformulation of this expression yields:
(7.31)
7.5 Optimization of Stirrersfor a Maximum Removal of Reaction Heat
I
289
Fig. 7.6
Graphical representation of the courses of R Q - P as a function o f stirrer speed for the example given; from [430]
=
5
2
10'
D=2.0m ;V=5.86m3 d = l 8 m ( D l d s l 10) p = 1.000kglm3 /J = 50 kg/(m S) k = 2 W/(m K) C,= 2.ooO Jl(kg K)
5
A=14m2
I 10
20
nopt
nz = N u - (D/d)17;'Re3Ne where
A n, = D2p2kAT p3 D2
It
AT=Z!iOC U=h
30
40
50
60 70
n[min-1]
(7.32) and
D ~ Bv n2 = -kAT A D
(7.33)
If the known functions Nu = Nu( Re, Pr) and Ne = Ne( Re) are incorporated in this relationship for Nu and Ne, the conditions are obtained for the sought optimum, by differentiating this expression with respect to Re and setting its differential equal to zero. The determination of these conditions for the optimum is made easier by the work-sheet in Fig. 7.7. It applies for two anchor stirrers (see Fig. 1.4)with different clearances [ D / d = 1.00 (without wiper blades!) and D / d = 1.101 in the laminar flow range (Re < 100). The geometric parameters A / D H and V I D A for tanks with dished bottoms, which are necessary in utilizing the work-sheet, can be taken from the auxiliary diagram in inset (a) of Fig. 7.7 as functions of the aspect ratio H I D . Since the optimum stirrer speed determined can in practice only seldom be realized, the Re and thereby the rotation speed range is given in the auxiliary diagram in inset (b) of Fig. 7.7, within which 90% of B, [according to expression (7.3111 are attained. Application example for Fig. 7.7: The conditions used were those on which Fig. 7.6 is based. With Pr = 5 x lo4 and the abscissa value U l P r ( H / D ) - ' = 2.82 x lo8, the optimum conditions ReoptPr'/2 = 4.8 x lo3 and the ordinate value (nz),, = 8 x 10' follow from the
290
I
7 lntensifiGation of Heat Transfer by Stirring
!....I 5
Iog
,
I . .
i
.!
D2p2k AT
nl Pr DIH c
. . . . 110' IO'O
5
/3
F
PrDH
Fig. 7.7 Work-sheet for determining the optimal operating conditions for two anchor stirrers according to Fig. 1.4 with different clearances (D/d r 1 .OO - without wiper blades! - and D/d = 1.10) in laminar flow range (Re < 100); application example in text; from [430]
work-sheet, producing nOpto 20 min-' und R,, = BoPtV= 28.5 kW (see the optimum operating point in Fig. 7.6). At this stirrer speed the stirrer power amounts to a.6 kW, which is ca. 20% with respect to the maximum removal reaction heat. From the auxiliary diagram in inset (b) it can be inferred that the stirrer speed interval, in which at least 90% of the maximum achievable value, namely Rw%= 25.6 kW could be removed, lies between 8 and 32 min-'. If more than the determined amount R,, has to be removed, an anchor stirrer with D/d = 1.1can be replaced with one with D/d w 1.0 (no wiper blades), which at slightly smaller optimum stirrer speed ( n = 17 min-') permits the removal of R,, z 60 kW. A further, from an technical viewpoint simpler option for raising R,, consists, however, in choosing a tank with a higher aspect ratio. For H I D = 2 and the same volume ( V = 5.86 m3) as above, a tank diameter D = 1.57 m is obtained. (For the given values of V and H I D the sought D is found with the assistance of the ) auxiliary diagram (a), if the H I D associated product ( A / D H ) ( V / D A ) ( H / D= V / D 3 is generated. Therefore here V / D 3 = 1.52 m. With the new abscissa value IIlPr(H/D)-' = 1.7 x lo8, it follows that the quantity R , o 39 kW at nopt = 19.7 min-'. For H / D = 3 ( D = 1.37 m, d = 1.25 m), R,,, = 45.5 kW can be re-
7.6 Heat Transferfor C/L Material Systems
I
291
moved at nOpt= 20.6 min-l. In our example R,, increases with ( H / D ) ' I 2 . The calculated R,, value of GO 1tW for an anchor stirrer with D/d z 1.00 is first achieved for H I D = 6. In the range Re > 200 (turbulent range with respect to heat transfer) the heat flow merely increases according to R,, cr ( H I D )'I3. An effective increase of R,, is only possible here by increasing AT or by using stirrers with wiper blades. Penney and Koopman [436] dealt with the same problem at the same time. They also developed dimensionless terms, with which n (and P) could be determined for the maximum net heat removal. Their prediction, as regards the effect of stirrer power close to the R,,, value, is that in the laminar flow range the stirring heat P amounts in the range of maximum net heat removal to 20% of this value. In the turbulent flow range this value amounts to 5-20%, depending upon how high the heat flow is through the heat transfer wall. For a overall heat transfer coefficient (without hi) of U x 5 x lo3 W/(m2 h) P,,, should amount to 20% of the maximum net heat removal, for U 2 5 x lo2 W/(m2 h) only 5%. The possibility of increasing the heat transfer by increasing the aspect ratio of the vessel and the jacket zoning is discussed in [669, 6701.
7.6 Heat Transfer for C/L Material Systems
Heat transfer in gas/liquid (G/L) material systems represents a frequently occurring industrial stirring operation, which often causes problems, because chemical reactions between gases and liquids (hydrogenation, chlorination, oxidation etc.) are in fact associated with an extremely high heat of reaction. Even in bubble columns with multi-stage turbine stirrers, which currently represent the standard bioreactor, heat removal is often problematical, here due to the particularly low temperature difference, which often amounts to less than 20°C (because the microorganisms generally do not tolerate process temperatures above 40°C). 7.6.1
Dimensionally Analytical Description
A dimensionally analytical description for this material system is due to Kast [259], who concerned himself with heat transfer in bubble columns. In bubble columns, the process parameter is the superficial velocity V G cc qG/D2, which in a dimensionally analytical treatment assumes the function of a so-called intermediate quantity, because it replaces both of the defining parameters ( 4 and ~ D), see Section 1.6.5.2. After it emerged, that this quantity was of crucial importance for mass transfer in G I L systems in stirred tanks, no doubt existed, that it would in additional to the stirrer speed also be the crucial process parameter in heat transfer. The relevance list for bubble columns is as follows:
292
I
7 Intensification of Heat Transfer by Stirring
In the notation of the dimensional analysis this transforms into the following 3 numbers: { St, Pr, ( R e F r * ) }
(7.35)
where: Stanton number: St
Nu - h = __ - ___
Prandtl number: Pr
= C,p/k
RePr
(ReFr*)
VGPC,
3
!kP !& vg AP
vg
These dimensionless numbers can also be obtained, if the original numbers {Nu, Pr, Re, F r * } are so combined, that the parameter D is eliminated [638]. f i s t [259] found the following relationship for bubble columns:
(7.36)
which for the same material system reduces to the dependence h a uk”. Heat transfer measurements in a stirred tank with a self-sucking hollow stirrer can be represented in the same pi-space, because here due to the Q ( F r ) relationship (see Fig. 4.32), the gas throughput for a given stirrer geometry is not an independent variable, but is coupled with the stirrer speed. Figure 7.8 shows heat transfer measurements in the water/air system in a tank with a hollow stirrer [610/2] in comparison with heat transfer measurements in bubble columns. It emerged, that with additional stirring approximately double as much heat can be removed as in the bubble column alone. In addition h a vkls applies here, which also confirms, that the hydrodynamics in a tank with a hollow stirrer is much more strongly affected by stirring than by self-sucked gas throughput. The parameters superficial velocity V G and stirrer speed n can be decoupled, if the gas is fed in separately under the stirrer (e.g. a turbine stirrer). Then the relevance list (7.34) is expanded by the stirrer speed and the pi space (7.35) by the Reynolds number Re = nd2f v. The measurements of Steiff [521], in which the Reynolds number varied in the range Re = 104-105, are shown in Fig. 7.9. At high gas flux (= superficial velocity) the stirrer contributes little (up to a factor of lS),for lower gas flux it can, however, contribute considerably (up to a factor of 6). For high gas fluxes close to the flooding point it would be advantageous, if the gas were to be distributed uniformly by a perforated plate over the whole cross-sectionalarea of the tank [ 5221.
7.7 Heat Transfer in S/L Systems
I
293
"
1
5
I
lo-'
1
I
I
I
2
Fig. 7.8 Comparison o f the heat transfer characteristic of a mixing vessel with a hollow stirrer with that o f a bubble column (2591.Cooling via meander coils; from [610/2]
For heat transfer during cooling and heating via the tank wall or over a helical coil according to the relationship
table 7.7 [ 5211 provides the compiled constants a and b from a regression calculation for ca. 2.800 measurements.
Tab. 7.7 Numerical values o f a. b and f(Vis) in expression (7.37); validity FrG = 1.6 x 10-9-4 x lo-*; range: Re, = (0-2.2)x 10'; Rec = (0.5-1.6)x Pr = (4-8.25)x lo2;H I D = 1-3. Re, - Re calculated with the stirrer speed; Rec - Re calculated with the superficial gas velocity
lo';
transfkr surfoce
u
b
wall
0.054 0.137
0.79
coil
0.73
+ 0.186 x 10-SRe + 0.164 x 10-5Re
f (ViS) (Re + 103)0~107Vis-0~42 ( R e + 103)0~047vis~0~42
2%
I
7 Intensijication of Heat Transfer by Stirring
3
1/(- .ReFr*)c Pr2
Fig. 7.9 Heat transfer characteristic of a mixing vessel with a turbine stirrer and separate gas supply; heating via the tank jacket; from [521]
7.7
Heat Transfer in S/L Systems 7.7.1
Direct Heat Exchange Ice Cubes/Water
For many years direct cooling with ice cubes was carried out in the chemical industry, if it was necessary to cool a reaction mixture as rapidly as possible (nitration, diazotization, etc.). In this context, it is interesting to know that heat transfer in the system ice cubes/water was evaluated as early as 1969 [53]. It emerged, that the h cc dp1’3 relationship held (where d, is the diameter of the ice cube). 7.7.2 Indirect Heat Exchange for Ap
>0
The heat transfer behavior upon the stirring of a suspension, whose particles have a clearly higher density than the liquid, can be described with the same pi-set as
7.7 Heat Transfer in S / L Systems
I
295
in the case of the pure liquid, if average values are incorporated for the relevant material properties of the S/L system [413]. For determining k,, the well known Maxwell equation is used
(7.38) (7.39)
p s = p c ( l - alv/Y)vs)-1.8
Indices: s denotes suspension; c denotes a continuous phase; d denotes a dispersed phase. yV is the volume fraction of solids in the dispersion; and pvs is the volume fraction of solids after deposition in the sediment. In a tank with a helical coil and a 2-beam stirrer, the validity of this concept was fully confirmed [312]. For dispersions of sand in water (qv = 5; 10; 20%) or precipitated chalk in water and in glycerine/water mixtures (pv = 2-12%), the same heat transfer characteristic was obtained as for water alone: tank wall: Nu, = 0.4GRe:/3Prg/3 Vish0.14
Re = 103-G.3 x
lo5
(7.40)
Re = 103-G.3 x
lo5
(7.41)
helical coil Nu,
= 0.87Re$62Pr:/3 V~S;'.'~
Frobese and Bohnet [ 1461 investigated the heat transfer in a tank with a high aspect ratio ( H I D = 3), which was equipped with meander coils for cooling and three 3-waned stirrers on the same shaft. They used glass beads as solid particles with d, = 68-294 km. They found for qv > 0.1 a different process equation than for qv < 0.1: qv = 0.1-0.3: qv
< 0.1:
Nu, = 0.33Re:I3Prfl3Visro.l4
(7.42)
Nu, = 0.5Re:/3Prb/3 V ~ S ~ O f (q,) .'~
(7.43)
f(%)= exP[-vv/(2Pv 7.7.3 Indirect Heat Exchange at Ap
+ 0.111
=0
In S I L dispersions with A p E 0, the above concept does not apply with averaged material values, as Kwasniak [312] demonstrated on the basis of the material system polystyrene beads (d, = 0.3 mm)/water, see Fig. 7.10. In the left half of the figure the experimental data are evaluated in the above-discussed way for different
296
I
7 Intensification of Heat Transfer by Stirrhg
solid fractions (pv = 10-50%) and compared with straight lines according to (7.40) and (7.41).The discrepancy amounted to up to 300%. The reason for this discrepancy lies in the fact, that in the layer close to the wall a separation of the dispersion occurs, as a result of which an almost homogeneous liquid phase exists in the boundary layer, whose heat transfer behavior corresponds to the physical properties of the continuous phase. If this is taken into consideration by incorporating the values of the continuous phase (index c) for k, h and p, and averaged values of p and p for the dispersion (index s), the following equation is obtained:
( h D / k , ) = const Re~(vs/ac)'/3(p,,,/pcl,)-0 l4 tank wall:
(7.44)
const = 0.46; a = 213
helical coil: const = 0.87; a = 0.62
( - continuous phase, - suspended, dispersed phase, - wall) thereby realizing a considerable, although not complete, correlation of the experimental material, as shown on the right side of Fig. 7.10. It is evident, that in S / L dispersions with Ap x 0, higher N u values occur than in pure liquids or at Ap > 0. This is explained by the rotation of particles close to the wall. In striking contradiction with the above-discussed experimental data, are measurements [ 3581 of heat transfer for suspensions of macromolecular materials (copolymers with d, = 0.1-2 mm and p = 1054 or 1025 kg/m3; yv = 34%) in aqueous polyvinyl alcohol or gelatin solution of comparable density, in which a pitched-blade stirrer with 2 blades (h = 45"; D / d = 2; h/d = 0.1) and an anchor stirrer with D l d = 1.07, h/d = 0.1 were utilized. The tank of D = 300 mm with a hemispherical bottom was not baffled. The result N u , = aRe:Pr:.33Vi~;o.14
Re = 100-2.500
(7.45)
cooling: a = 2.51 and b = 0.33 heating: a = 3.22 and b = 0.36 was initially surprising, because the dimensionless numbers were generated with the material values of the suspension [corresponding to expressions (7.38) and (7.39)]. Still more surprising was, that, in a relatively large Re range, the value of the exponents of the Re number was 0.33-0.36, which usually applied for Re < 100. An explanation for both these findings could be, that, in tanks without baffles, a boundary layer with a different character is formed. (The comparison between pitched-blade stirrers and anchor stirrers established, that the latter provided ca. 10-20% higher heat transfer figures.)
Fig. 7.10 Heat transfer characteristic of a mixing vessel with 2-beam stirrer; material system polystyrenebeads/water; from 13121. d, = 0.3 mm; yv in %: 10 (0); 20 (A); 30 (+); 40 (Y); SO (0). d, = 2 mm; yv: 2096
34
4.0
42
4.4
4,6
L.8
$0
$2 ( 0 ) ;left: upper straight line according to (7.40), lower straight line according to (7.41); right: straight line according to (7.44). Subscripts: disp - dispersion; c continuous phase, w - wall.
3.6
5’4
$6
F
4
298
I
7 intensification of Heat Transfer
by
Stirring
7.8 Heat Transfer in L / L Material Systems
7.8.1
Direct Heat Exchange
For direct heat exchange in an L / L dispersion, Calderbank and Moo-Young [67] determined the following process relationships; see also Section 6.6 and Fig. 6.10. - for unhindered flow and oscillation of droplets:
N u = 0.42Gr‘/3S~1/2
(7.46)
- for hindered flow between rigid droplets and water:
Nu = 0 . 3 1 ( A r S ~ ) ~ / ~ -
(7.47)
for natural convection: NU = 2.0 + 0 . 3 1 ( A r S ~ ) ” ~
(7.48)
7.8.2 Indirect Heat Exchange
Kwasniak [312] investigated the heat transfer behavior in the water/paraffin dispersion with q v = 5-95% oil in water and established, that none of the evaluation relationships for the S / L systems [neither according to expression (7.40) nor according to expression (7.44)] produced a satisfactory correlation. Thereby k , was calculated according to expression (7.38), but p, was calculated according to expression (6.24) (, - emulsion). The higher the volume fraction of the oil was, the more strongly the experimental data deviated from the particular relationship downwards. Only if the paraffin oil forms the continuous phase (phase inversion at q v > 70% oil), can the heat transfer be well described by the relationship according to expression (7.44). From this it was concluded, that the boundary layer is also not free of oil droplets for small volume fractions of the organic phase and that these partially occupy and insulate the wall. If the organic phase forms the continuous phase, the boundary layer consists of two layers, whereby that closest to the wall consisted of a pure oil phase and the outer of the oil/water-dispersion. By addition of a surfactant, the wetting of the wall by oil droplets is avoided and the heat transfer characteristic can be well described by the equation (7.44) incorporating the values k, h and pCwfor water, see Fig. 7.11.
7.9 Heat Transfer in C/L/S Material Systems
I
299
3.2
30
26
2.6 5.0
5.1
5.2
5.3
5.4
5.5
5.6
text. With surfactant, pv in %: 5 (0);10 ( 0 ) ;20 Fig. 7.11 Heat transfer characteristic of a ( A ) . Without surfactant, ro,v in %: 5 (+); 10 mixing vessel with a 2-beam stirrer; material (a); 20 (Y). Subscripts: em - emulsion; system paraffin oil/water; from 13121. Upper straight line calculated according to (7.44); see w - wall; w, w - wall, water
7.9 Heat Transfer in C/L/S Material Systems
Heat transfer in the gas/liquid/solid (G/L/S) material system can be represented in the same framework as that in the G/L material system, see expression (7.36), if the material values of the L/S systems were averaged. It emerged, that the St values in suspensions were slightly lower than in the G/Lsystem alone [523].
Stirring
Theory and Practice Marko Zlokarnik
0Wiley-VCH Verlag GmbH, 2001
8
Mixing and Stirring in Pipes Mixing in pipes is an important variant of stirring and is performed in different ways:
- mixing in a straight, smooth or rough pipe without fittings; - mixing in pipes with addition of the component to be mixed via nozzles (jet mixer) or via side openings (Tee mixer);
- mixing in pipes with flow deflecting fittings, so-called “motionless” or “static” mixers;
- stirring in pipes with pumps and “in-line mixers”. There are mixing operations, for whose execution the natural turbulence of pipe flow completely suffices; to which belong e.g. heat transport in coils and pipes (pipe bundle heat exchangers). The importance of mixing and stirring in pipes is apparent, if several mixing operations are borne in mind, which only permit short residence times: mixing length between the addition of chemicals and measuring points in feedback control systems in pH regulation; mixing of combustible gases with air before entering the combustion chamber or of the warm and cold air before entry into a room; back-mixing-freemicro-mixing for extremely fast, complex reactions (e.g. competitive-consecutive reactions), etc. 8.1 Mixing and Homogenization 8.1.1 Straight, Smooth or Rough Pipes Without Fittings
Already in a relatively early study, Evans [121] had concerned himself with the theoretical treatment of the diffusion process, according to which an injected dye is uniformly mixed in a turbulent pipe flow. He calculated the courses of the standardized concentration GIG, ( ce is the average concentration after molecular mixing) over the standardized radius r l R for a uniform and for a parabolic distribution of diffusion coefficients and compared them with the measured concentration profiles at various distances along the mixing length L,.
8.7 Mixing and Homogenization
I
301
First it was found, that the effect of the pipe roughness on the mixing length followed a law, which had already been established by Taylor [538]: L,/D
x dCf,smoott,/Cfrough
(Cf - friction factor in pipe flow).
The average turbulent Schmidt number (Scbrb = D’/D:,d; D’ is the eddy diffusion coefficient) increases from Sckrb = 0.65 at Re = 1 x lo4 to Scbrb z 1 at Re = (5-10) x lo4. If the homogenization mainly proceeds via flow turbulence, the molecular diffusion is small compared with turbulent eddy diffusion. A parabolic distribution of diffusion coefficients over the radius is assumed, which was also found by other researchers (without any explanation being given for it). The following relationship was found for the mixing length per pipe diameter L,/D, assuming both a logarithmic velocity distribution in the pipe and a central dye injection: 1 x lo7 = 20.5ScturbRe0.’ dCf,smooth/Cf,rough4 x lo4 5 Re I
L,/D
(8.2)
The shortest value of L,/D is attained for d / D = 0.625 (where d is the diameter of the injection needle and D is the pipe diameter). Hiby [204] used a neutralization reaction (NaOH/HCl with phenol red as indicator) for determining the pipe length L , required for homogenization and evaluated the results both according to Danckwerts’s method and also using the decoloration method. The degree of segregation S can be determined with the first method and the mixing length, in which a particular degree of homogeneity is achieved, can be established by the second method; see Section 3.2. The degree of segregation according to Danckwerts [91] represents the ratio of the local variance to the variance at the feed point into the mixer. If this feed consists of two streams, one with the concentration of c1 = 0 and the other with a concentration of c2 = 1, the degree of segregation is as follows [see expression (3.8)]:
SE
~
(c - c y E(1 - c)
+
where E = q 2 / ( q l 4 2 ) and q is the throughput. The degree of segregation has for molecular homogeneity the value of 0, for complete segregation the value of 1. Generally for practical purposes a degree of segregation of S = lop4 is sufficient. In the case of homogenization of equal fractions of acid and alkali (qv = I), added axially and isokineticaly, the following relationship was found for the turbulent flow range Re = (3-17) x lo3:
where m is a weak function of Re:
302
I
8 Mixing and Stirring in pipes
m(Re)
=
1.89(Re- 2300)0.G1Re-1,
and at Re % 6 x lo3 traverses a maximum ( m = 0.044). Then L, z 90D
is necessary, to achieve a relative deviation of 1% or a degree of mixing M = 99.0% (S = lop4).If density differences are present, considerably longer pipe lengths are necessary [0.18, 2041. 8.1.2
Pipes With Jets(Jet Mixers) or Side Feed Inlets (T-Pieces)
The components to be mixed can be added to the main flow in the pipe via one or more feed points via openings (orifices, nozzles, tubes), whereby this addition can proceed axially in the pipe or from the pipe wall (T-piece)at any angle. There are research studies over all these options. 8.1.2.1 Jet Mixers
The components to be mixed should be added into the main flow as a whole, i.e. the reaction partners should not be introduced intermittently via tubes arranged radially around the circumference of the pipe at its beginning: in this way a rapid coarse blending is indeed obtained, but the fine mixing lasts as long as in an empty pipe [181], since it proceeds virtually without energy input. For a good homogenizing action of jet mixers, it is necessary that they exhibit a propulsion jet velocity, which is large compared to the average flow velocity in the pipe. The jet mixer can be arranged e.g. axially as a bundle of nozzles at one pipe end and via them inject a reaction component into the other in the pipe flow. The mixing length L,/D then depends upon the ratio of the momentum of the propulsion jet M, and the total flow Mt. The following relationship was found [ 1811:
In turbulent flow (Re > 5 x lo3) the concentration differences (M = 95%) in the jet mixer have already been considerably reduced after L,/D < 5. Henzler’s experimental data [190, 1911 is presented in Fig. 8.1. The best result (No. 1)was achieved, when both jets collide with one another with equally high energy density. The axially propagated free jet in the mixing pipe sucks in the surrounding liquid. If it sucks in more, than is fed in by the main flow, a back-flow eddy results, which considerably intensifies the cross mixing. Figure 8.2 clarifies this situation, which is taken into consideration by incorporating the back-flow qr in the form of the term for qr/ql:
8.1 Mixing and Homogenization
I
303
Fig. 8.1 Lm/D ratios for M = 0.95 for jet mixer of the given form and different feeding tubule diameters dl and dZ; q1 = q2; Re = 10’-
lo4;from [191].
I
I
4
6
r)
40
Fig. 8.2 Taking into consideration the back flow qr in the determination of L,/D. Re > 5 x lo3, Sc = 0.65-1.04;from
[1911
304
I
8 Mixing and Stirring in Pipes
Fig. 8.3 Geometry and flow conditions upon addition o f a component to be mixed in a 90” T-piece; from [130]
T
This backflow eddy is advantageous for a rapid intermixing in the pipe. It is, however, absolutely to be avoided if competitive-consecutive reactions are to be carried out in a pipe reactor, see Section 8.5.2. Tee Mixer
8.1.2.2
Already in 1930 Chilton and Genereaux established, that feeding a second component in a Tee piece at 90” to the main flow resulted in good mixing. Thereby, the ratio of both velocities u,/u (u,is the velocity at the jet inlet; u is the velocity of the main pipe flow), should be so chosen, that the jet is bent into the pipe axis (“centered jet”), as schematically illustrated in Fig. 8.3. In [130] a concept was formulated, which mathematically described the uptake of surrounding liquid into the free jet (“entrainment model”) and was solved for two cases: the centered free jet having (a) a (Gaussian) bell shape or (b) a cap shape. It emerged, that c,,/c, (the average indicator concentration in the centered jet related to its original orifice value) is inversely proportional to ( u O / v ) ( x / D ) ’ ~whereby ’, x gives the distance down tube axis from orifice, see Fig. 8.3. Thus the following relationship applies:
[
c,,):( co
61
= const
Dependmg on which profile is assumed for the free jet (a orb), different numerical values are obtained for the constant. 0.6 was found for the bell shape, whereas for “cap-shaped’’concentration profiles z 1.O applied. The experimental data conform with the latter. In an extension of this study, it was found, that the optimal u,/u ratio is found at ReD > 4 x lo4, Red > 6 x lo3 and x / D = 4.5. Under these conditions, the following dependence applies for d l D > 0.022:
The homogenizing action of a pipe flow is considerably improved by pipe curvature. In [519] the question was investigated, whether the adhtion of the component to be mixed should be performed on the outer or inner side of the pipe just before the 90” elbow or on the outer side of the elbow. It has been shown. that the
8. I Mixing and Homogenization
I
305
inlet point on the inner side before the curvature was the most favorable point. It is still more important, that the momentum length l M of the jet, with respect to the pipe diameter D, lies in the range IM/D < 0.06. This means, that the second component should be added with such a low velocity, that its jet degenerates into a wall source. The components to be mixed can be added perpendicularly or tangentially to the main flow via one or two injection points. An investigation of these effects [357] has established, that the optimal u,/u ratio remained the same for an individual jet and for two jets at right angles to one another, only in the second case the mixing length is halved, because two independent circularly-shaped jets are formed. For tangential feeding via two inlet points opposite to one another, n/6 rad was determined to be its most favorable position. 8.1.3
Flow Diverting Fittings (“Motionless” or “Static” Mixers)
Static mixers are devices with stationary fittings of the same kind, which bring about mixing by utilizing the energy of the fluid product streams. They are utilized for continuous homogenization and dispersion, for narrowing the residence time distribution and for increasing the heat and mass transfer in all areas of chemical technology. Their advantage compared with stirrers (the “dynamic” mixers) are: utilization in a wide viscosity range, narrow residence time spectrum, easy insertion in the existing pipe system, often no extra space requirements, negligible maintenance and minimal wear, low investment and low operating costs [416]. Several dozen static mixer types are known. A comprehensive review thereover is given in [416,417]. Mixing action is produced in the laminar flow range either by a purposive product control, through cutting and twisting, displacing and deforming or through separating and drifting. Several of these devices are presented in Fig. 8.4: the Kenics mixer, the Sulzer mixers SMV and SMX and the Ross-ISG mixer. The design of a static mixer is in the first instance based on its homogenization characteristic. Since the decrease of the concentration differences proceeds here generally (plug flow assumed) according to a first-order rate law, the homogenization characteristic is either considered as ln(L,/D) = f(Re) or as an exponential decrease in the degree of mixing (see chapter 3.2) with the pipe mixing length Lrn I D. Yet in most cases the degree of segregation (see eq. (3.8)) is not used as a measure of the degree of mixing, but the variance coefficient o/cm, which is defined as the ratio of the standard deviation (T to the average concentration c,. If cm = 0.5, i.e. q1 = q 2 is worked with, the relationship a/c, = 6exists between S and oIc, according to expression (8.3).
306
I
8 Mixing and Stirring in Pipes Fig. 8.4a-d Several types of static mixers: a Kenics mixer; b Sulzer SMV mixer; c Sulzer SMX mixer; and d Ross-ISG mixer; from [416]
d If the required mixing length is known, the required power P can be determined in connection with the pressure drop characteristic using the expression: p = AP4IPp
(8.8)
where ,up is the efficiency of the conveying pump. In contrast with the empty pipe, in which laminar flow first changes at Re = 2.300 into the turbulent flow or into the transition range depending upon the wall roughness, in static mixers the laminar flow changes into the transition range already at Re e 100 as a result of the flow diverting action of the mixing elements, see Fig. 8.5. Therefore, the pressure drop characteristic is only given for Re I 100 by
where Cf is the friction factor for pipe flow. Cf = 2Eu(D/L),see List of symbols.
8. I Mixing and Homogenization
I
307
Fig. 8.5 Pressure drop characteristic Cf(Re) of several static mixers; from [416]
10"
1
10'
lo2
Re = v D h The constant has the numeric value of 64 for empty pipe, as is well known. The following numerical values apply for the static mixers whose characteristics are given in Fig. 8.5: Kenics 450; SMX (LP) 640; SMX (standard) 4000 and SMV 5600; Ross-ISG mixer 1.2 x lo4.The pressure drop of these mixers is, in the laminar flow range, thus about a factor of 7; 10; GO; 90 or 200 higher than in an empty pipe [416]. Kenics Mixer The Kenics mixers [267] are in each case 180" twisted sheet steel elements. Left and right handed helices alternating with one another, the flowing on side of each helix being twisted at 90" compared with the flowing away side of the previous pitch. The ratio between the helix length and the pipe diameter is l / D = 1.5. The mixing proceeds by layer formation. Each helix doubles the number of the layers present, whereby their thickness s for an ideal partitioning is given by s / D = 2" (where n is the number of helices). s / D = 1.45"is found in practice [182]. For creeping flow (Re < 3), it was found that the relative mixing length Lm/D for a given degree of mixing Y depended upon Pe = ReSc:
where Y is a degree of mixing. If a maximum deviation from complete homogeneity of 3% in the thickest layer was allowed, Y = 350.
308
I
8 Mixing and Stirring in Pipes
The L , / D values increased strongly in the range Re > 3. This could be put down to inertia effects, which unfavorably affected the partitioning mechanism. The blending action of Kenics elements is again satisfactory for Re > 500. L,/D = 7.5 = const applies from Re = 5 x lo3 [182]. The effects of injection location, flow ratio and geometry on Kenics mixer performance are described in [667]. This analysis was performed by the aid of CFD code FLUENT/UNS. See also [678]. Sulzer Mixers SMV and SMX [533] The SMV mixer (Fig. 8.4b) consists of corrugated lamellae with open channels, which are so stacked with respect to one another, that the channels cross one another. The folded edges of the sheets include a certain angle to the main flow direction. The angle is the same for all layers but adjacent layers are aligned in opposite direction. The corrugated sheets divert the flow in the direction of their folfed edges. Thus one sheet diverts the fluid to the right and the adjacent sheet to the left. ) consists of a structure of opposing slanting The SMX mixing (Fig. 8 . 4 ~element beams, whose main axis is at right angles and at an angle to the pipe axis. These geometric conditions can be optimally adapted to any task. In Fig. 8.6, the variance coefficientof these mixers is plotted as a function of the L I D ratio for laminar flow and in Fig. 8.7 for turbulent flow. (This measure is invariant with respect to the sample size [loll). The numerical value behind the mixer type in these figures denotes the CfRe constant in expression (8.9). This representation shows, how the mixing length can be shortened by increasing the pressure drop A p I v for a given degree of mixing. For details over the variance
Fig. 8.6 Variance coefficient u/c, of often used static
mixers for laminar flow as a function o f L,/D. The numbers after the mixer type give the numerical value of CfRe according to (8.9); from
0
10
20
30
UD 40 15311
8.2 G l L Mass Transfer
I
309
empty pipe, Re = 8.000
0
1
2
3
1*
5
6
UD 7
Fig. 8.7 Variance coefficient u/c, for an empty pipe, for a Kenics mixer and for the Sulzer mixers SMXL, SMX and SMV (DN 50) for turbulent flow (Re > 5 x 10') as a function of L,/D; from [0.18]
coefficientg/cm for both Sulzer mixers as a function of cm and thus also upon the ratio of the volume streams to be mixed, see [ 1671. Ross-ISC Mixer 14731 This type of mixer represents a further development by Dow Badische Co. [ 601 of the oldest static mixer, the so-called Interfacial Surface Generator of Dow Chemicals. Every mixing element has four drill holes and at the end of each at 90" displaced notches with an angle of 120". The drill holes are so carried out, that the entrance of the external drill holes end at the exit of the inside drill holes and thus produce a dodonrise rotation. By joining together two elements, the notches form a tetrahedral space. Upon flowing through an element, the throughput is distributed over the four drill holes, transferred and turned round. In the tetrahedral space the layers are turned round, compressed and transferred to the new element. 8.2
GI1 Mass Transfer 8.2.1
Mass Tran+r in Pipe Flow
The liquid-side mass transfer of dissolved oxygen to small helium gas bubbles, which moved along in turbulent co-current flow with the liquid horizontal to and perpendicular to the flow, was investigated in [ 2991.
310
I
8 Mixing and Stirring in Pipes
Above Re E v D l v = 2 x lo4 the turbulent inertial forces prevailed over the gravitational forces in the flow, in that approximately the same transport coefficient was found for both bubble movements: (8.10)
where d32 means the Sauter diameter of the bubbles, see eq. (4.51) and (6.8) resp. The exponent of the Re number determined confirmed the results of other studies, but did not correspond with the expectation of its being in agreement with P/V in stirred vessels. Then the exponent would have been 0.67. The Shenvood number vaned linearly with the bubble diameter within the range 0.25-1.25 mm. There are clear indications, that this does not apply outside this range. Below the above-mentioned Re range, however, significant differences were found also in the turbulent range between both bubble movements. The Re values, above which the horizontal and vertical bubble streams were held in equilibrium, could be predicted with a “turbulent” Froude number. 8.2.2
Mass Transfer in Pipes With Static Mixers
Static mixers were also recommended for carrying out reactions in GIL systems. In a coalescence-suppressingmedium, gas dispersion should first take place in small volumes with high local energy dissipation, but the mixing elements should still be arranged over the whole pipe length to accelerate heat transfer. In a coalescencepromoting system, however, an constant energy density should exist over the whole pipe length [ 1681. The following relationship is given in [ 1681 for the dispersion characteristic: d 3 2 / d h = 0.21We-’.’
Reo lS
(8.11)
where d h is the hydraulic diameter of the mixing element, defined as four times the empty volume divided by the wetted surface. For an increasing fraction of the dispersed phase, an equilibrium is established between disintegration and coalescence and damping of the turbulent intensity occurs due to the dispersed gas bubbles. Both lead to an increase in the bubble diameter, which has to be taken into consideration by the factor (1 1 . 7 ~ in ) expression (8.11)[p = q G / ( q L q ~ ) ] . The pressure drop characteristic in the G I L system was determined according to the method of Lockhart and Martinelli 13371, which with minor modification can also be used for non-Newtonian liquids [70]. In these experiments, oxygen was dispersed in water in a Sulzer SMV mixer and the absorption rate monitored. Plug flow was assumed in the evaluation of the experimental data. The results prove the proportionalities
+
kLa x utu,
and
kLa x (Ap/L)p
+
(8.12)
8.3 Heat Transfer
I
311
In contrast to the results with the empty pipe, expression (8.10), it follows that
kLa ic (P/V)0.69
(8.13)
and as mass transfer characteristic
Sh = 6.2 x 10-3Reb22S~1/3 ReL = (3-40) x lo3
(8.14)
8.3 Heat Transfer 8.3.1 Heat Transfer in Pipe Flow
According to Sieder and Tate [SO51 the following relationship applies for the heat transfer in an empty pipe for the laminar flow ( R e I 2.300): N~(p,/p)~""= 1.8b(R~PrD/L)l/~ RePrD/L = 101-104
(8.15)
The effect of the parameter L/D makes itself apparent only up to L/D z 200. For the transition range (Re = 2.320-1 x lo4, Hansen [187] specified the following relationship: N ~ P r - ' / ~ ( p ~ / ,=u O.l2(Re2l3 ) ~ . ~ ~ - 125)
(8.16)
It changes for the turbulent flow range (Re > 1 x lo4) into: ~u~r-'/~(p,/p)~= . ' "0 . 1 ~ ~ ~ 1 ~
(8.17)
It should be remembered, that Sieder and Tate [SO51 used the viscosity term p w / p to correlate heat transfer for cooling and heating, which makes little sense. In each case the boundary layer is completely different also with identical fluids. With the viscosity term ,uw/,u,the effect of the different p( T) behavior of the fluid should be separately taken into account for either heat transfer direction, see Section 7.4. 8.3.2 Heat Transfkr in Pipes With Static Mixers
In the creeping flow range, radial liquid exchange is completely absent in the pipe cross-section,thus static mixers should bring about a considerable improvement in heat transfer. For the Kenics mixer, the following relationships apply in the laminar flow range [416]:
312
I
8 Mixing and Stirring in Pipes
for LID < 30: Nu = 4.G5(RePrD/L)''3
(8.18)
for LID > 30: Nu = 1.44(RePr)"3
(8.19)
A comparison with the empty pipe, expression (8.15),shows, that the improvement of the heat transfer indeed amounts to a factor of 2.5! This means, that the laminar boundary layer hardly decreases, but the removal of heat in the radial direction is indeed improved. This also explains, why already from LID > 30 the effect of this parameter disappears. An increase in heat transfer of only a factor of 2 to 5 in the range Re < 2.300 has also been established for other types of static mixers (SMX and SMXL, BMX-D) [381. For the heat transfer characteristic of the Sulzer SMX-L mixer, the following relatiomhips were determined with respect to Newtonian, non-Newtonian and viscoelastic liquids for the laminar flow range:
(Pe= 5 x lo3-3 x lo4)
(8.20)
Glycerine,88.5% Nu = 0.13Pe0,G3 (Pe = 1 x 104-3 x lo5)
(8.21)
lo5)
(8.22)
CMC, 5%
PAA, 1%
Nu
= 1.40Pe0.38
Nu = 0.104Pe0.63 (Pe = 1 x 104-3 x
The process characteristic of the Sulzer SMX-L mixer is for the 5% CMC solution identical to that for the Kenics mixer for LID > 30, see expression (8.19).The value for glycerine lies about 20% above that €or PAA. The viscoelastic viscosity behavior affected heat transfer negatively. The pressure drop characteristic CfRe = const (for Re < 1 x lo3)has been confirmed for SMX-L, the constant being about a factor of 10 higher than for an empty pipe. If Nu/Nuo = f ( C f / C , o ) is plotted, where the index 0 denotes an empty pipe, the following relationship is found for the range Cf/Cf,o = 5-100:
NU/NUO= 2.0(Cf/Cf,0)~.~'
(8.23)
This means that a 5-fold improvement in heat transfer compared with that in an empty pipe has to be paid for by a 30-fold increase in pressure drop. For a lo-fold improvement in heat transfer, the pressure drop increases by a factor of 390! This, however, says nothing about whether more heat is removed than is added due to the increase in pressure drop. Kalbritz and Bohnet [254] answered this question. They investigated different static mixers (Kenics; Fix-Mix, Ross LLDP; Sulzer SMX and SMXL) in the range Re = 1.8-4 x lo3 and found for the heat transfer:
Re 5 20:
Nu = Cl (PeDI L)
Re > 2 0
Nu = C2(Re
and for the pressure drop:
+ C3)mPr1/3(D/L)"
8.3 Heat Transfer
I
313
Re 2 180
Cf = Kl Rec'
Re = 200-2300:
Cf = K2Rec1+ K3
Re 2 2300
Cf = K4Re~0.25
If the general heat transfer equation
Q = hAAT
is coupled with that for the pumping power expended
an efficiency quantity is obtained E
= Q/(PAT) = hA/qAp
If E is related to EO in an empty pipe and E/Eo = f(Re) is plotted, constant values are produced up to approximately Re = 100, which lie, depending upon the type of static mixer, between E / E o = 0.2 (Sulzer SMX) and 0.6 (Kenics). This means, that all static mixers expend more energy, that they allow to be removed. (The balance for a shell-and-tube heat exchanger leads to considerably more favorable conditions!) A mixing reactor was developed by Hoechst AG at the end of the 1970's, whose square cross-section was filled with meander-shaped heat exchange tubes [382, 3851, see Fig. 8.8. The individual coils of piping are inclined in an opposing sense to the neighboring position, whereby a network results, which is similar to that of the Sulzer SMX mixer. This device has been commercialized by Sulzer AG as the SMR mixer. For 25 mm pipes, inclined at 45" with a distance ratio to each other of s/d = 2.5, the pipe volume fraction amounts to ca. 30% and the volume-related surface to
Fig. 8.8 SMR mixing reactor from Sulzer AC; from
[382,3851
314
I
8 Mixing and Stirring in Pipes
ca. 50 m2/m3.These are values, which approach those of a shell-and-tube heat exchanger. (Its disadvantage, on the other hand, is that no cross-mixing occurs.) The following heat transfer characteristic was determined for the laminar range (Nuand Pe are formulated with the pipe diameter!):
If this relationship is compared with that, which applies for cross-flowed against individual pipes
Nu = 0.55Pe0.33
(8.25)
it emerges, that, in the range Pe = 103-106, the heat transfer in the pipe network is about two- to three-fold better than for a flowed over individual pipe.
8.4
Dispersion in L/L System 8.4.1
Dispersion in Pipe Flow
Kubie and Gardner [ 3021 investigated the equilibrium distribution of droplet sizes and their maximum size d, while carrying out experiments with iso-amyl alcohol/water and n-butyl acetate/water in a long ( L = 4 m) straight pipe and a helical coil pipe (D= 17 and 25 mm), respectively. At the pipe entrance the organic phase was injected through an axial tubule into the center of the pipe into the water phase. The droplet size was photographically evaluated afier a length of 3.75 m. It was assumed, that an equilibrium had already been established by there. For theoretical treatment of the results of the spatial droplet distribution in the gravitational field, details over the eddy diffusivity were still required in addition to the droplet size distribution. The eddy diffusivity is approximately equal to the eddy diffusivity in the bulk of the continuous phase, if the density ratio is about one. If the viscosity of droplets is ignored, the maximum droplet size is given by the Weber number:
According to Hinze and Kolmogorov, the following expression applies in the homogeneous and isotropic turbulence field: u2 = 2(~d,,)"~,
as long I 6 d,
< AE
where 1= (v3/6)'I4, the Kolmogorov length, and 1 E is the length dimension of the
8.4 Dispersion in L/L System
I
315
energy carrying eddy. According to Hinze j.E following result:
Y
0.1D.Hinze [208] also arrived at the
d,,,(p/a)3’s~2’s = 0.725
(8.26)
where c x c, = 2Cp3/D, where Cf is the friction factor of the pipe flow and v is the average flow velocity. The following term for d,,, then results from expression (8.26):
(8.27)
For straight pipes
Cf= 0.076Re-0.25 was worked with and for helical coils ( D , is the helical coil diameter) with Cf = 0.076Re-0.25+ 0.00725(D/D,)0~s
The experimental data, which were obtained for flow velocities of continuous phases of v = 0.4 to 6 m/s, have been evaluated according to expression (8.27). An excellent agreement was found between the measured maximum droplet size and the calculated one, independently of whether a straight pipe or a helical coil was used. 8.4.2
Dispersion in Pipes With Static Mixers
With static mixers shear fields are produced by flow diverting elements. In SMX mixers additional strong stretching forces occur on the cross-flowed against web and through the crossing channels. The representative shear rate in the SMX mixer is therefore greater than in an empty pipe. It was found, that the experimentally determined droplet size agreed well with that calculated according to the theory of biaxial fields (shearing with simultaneous stretching). Streiff [ 5281 found the following dispersion characteristic for the dispersion in the Sulzer SMV mixer of a number of low viscosity material systems (continuous phase: water, dispersed phase: gasoline, kerosene, toluene, cydohexane, air): d32/Dh = 0.21We-o.SRe0.1s
We-0.sRe0.15 - 0.3-10
(8.28)
(We and Re are formulated with the hydraulic diameter Dh of the pipe of the mixing element). In the laminar flow range, it depends upon WeRe; this number combination can by the incorporation of d, be transformed to
316
I
8 Mixing and Stirring in Pipes
(8.29)
where d, can stand for the average (d32) and also the maximum (dmax)droplet size. For the droplet to be able to disintegrate, Welam must be the same size or larger than its numerical value in the continuous phase:
Theoretical stability analysis as well as measurements on individual droplets have shown, that Welamdepends upon the viscosity ratio in the range ,ud/,ucI0.1: Welam,c = O . ~ ( P ~ / P C ) - ~ ' ~
(8.30)
Investigations [126] of the suitability of a SMX mixer for dispersing a material system with extreme viscosity difference (1%silicone oil with 40 mPa s in a polymer melt of 400 Pa s, thus pd/,uc= have resulted in droplet sizes of only a few pm. The required desintegration time t B for this can be calculated using the relationship
The problem accordingly consists of the fact, that an increase in throughput inhances the shear rates and simultaneously reduces the residence time in the mixer. In Fig. 8.9 the Welam/Welam, ratio calculated with d32 and with d, according to expressions (8.29)and (8.30)is plotted against the ratio of the residence time r to the disintegration time t ~The . extent to which the droplet size decreases can be seen from the relationship
Already at z/tB z 20 the maximum droplet size for this material system is reached, which corresponds to the theoretical boundary value Welam x Welam,cfor droplets in a biaxial shear field.
8.5 Micro-Mixing and Chemical Reaction
Chemical reactions, which proceed extremely fast and without considerable heat of reaction, should not be carried out in stirred tanks, but in pipe reactors. This particularly applies for complex reactions of the type competitive-consecutivereactions, in which care must be taken, so that the desired product formed does not come into contact with the educt. Otherwise an undesired secondary reaction would take place, whereby the selectivity would be reduced.
8.5 Micro-Mixing and Chemical Reaction
I
317
100.
(Welarn)32/(Welarn)c average drop diameter
Fig. 8.9 Dependence of the droplet size We~a,/We,,,., upon the ratio of the residence time to the disintegration time; from
I' 261 8.5.1
Tubular Reactor
A pipe reactor (tubular reactor) is much more suitable, when correctly designed (suppression of any back-mixing), for carrying out competitive-consecutive reactions than a stirred tank reactor. Bourne and Tovstiga [43]investigated two questions:
a) Does micro-mixing and a fast reaction proceed in turbulent flow through a pipe in such a way, that they can be related to each other? b) How far can one draw upon the hydrodynamic literature data over turbulence, e.g. in [209, 3211, for the analysis of fast reactions in tubular reactors? In experiments [43]in a laboratory tubular loop reactor a reaction partner (A) was recirculated and the second (B) added intermittently isokinetically via a concentric capillary tube. (An isokinetic bringing together of reaction partners does not mean, however, that in both streams E would be equal). The pipe flow was ~LUbulent and plug flow could be expected. The two reactions proceeded simultaneously. The extremely fast neutralization of aqueous HC1 with aqueous NaOH and phenol red as indicator allowed the reaction zone to be observed visually. The azo-coupling of I-naphthol with diazotized
318
I
8 Mixing ond Stirring in Pipes
sulphanilic acid as a competing parallel reaction, made it possible from the product distribution to determine the local E values. Micro-mixing, according to Batchelor [ 201, occurs close to the concentration micro-scale L B :
LB = ( V D ~ / E ) ’ ’ ~ A concentration micro-scale LB = 1 pm is obtained upon calculation with commonly found values of: v = m2/s, Sc = v / D = lo3,E = 1 W/kg. A mechanistic description of micro-mixing in the case of competitive-consecutive reactions, see Section 1.4.6.3,is able to predict the product distribution Z = PI/P2. Z corresponds completely with the segregation on a molecular level: in complete segregation no PI (desired) is found, in the absence of segregation a maximum of the desired product is present. For a given chemical reaction, the product distribution Z is only dependent upon the “mixing modulus” M:
where = 0.5A= O . ~ ( V ~ / E )1 ’ is / ~the . Kolmogorov micro-scale of turbulence. The neutralization experiments established, that the added component B initially formed a strongly segregated tongue with L/dB = 7.5, before it passes over into a reaction zone, in which ca. 95% of the reaction proceeds. The azo-coupling uncovered strong radial differences in mixing velocities and in the energy dissipation along the pipe. The dissipation rate distribution for different flow velocities and viscosities showed, that these are ca. 3-fold higher in the core of the flow, than those calculated with physical methods. This difference was perhaps due to the way in which the reactants were brought together. The laminar stream of the minor component was introduced isokineticaly via a capillary tube into the turbulent stream of the major component, but additional turbulence may have been produced at the addition point by comparison with the undisturbed turbulent pipe flow. A similar question was pursued in [553].The quality of the prediction of the reaction rate, based on a particular model concept, i.e. that it is only dependent on a single mixing parameter, was examined by neutralization measurements in the NaOH/HCl system in a tubular reactor with coaxial addition of both reaction partners. The tubular reactor was thus operated both isokinetically and as a free-jet pipe reactor. A glass fiber spectrophotometer was used for measuring the NaOH concentration profiles. It was established, that the length of the reaction zone could be well predicted with models, which are based on K / E - or ( Y / E ) ‘I2-timescales. However, the engulfment model according to Baldyga and Bourne [14] provided the best results. If, however, a particularly accurate description of the reaction field is required, this method is unsatisfactory, particularly in the case of the tubular
8.5 Micro-Mixing and Chemical Reaction
I
319
reactor with a free jet. Considerably more complex approaches have then to be developed, which take into consideration the contributions of all turbulence scales. 8.5.2 Tubular Reactor with a Jet Mixer
Liquid discharged through a nozzle produces a free jet which, through its strong sucking action and pronounced velocity gradients guarantees good mixing and a purposeful removal of the desired product out of the reaction zone and thus suppressing the consecutive reactions, particularly, if by appropriate fittings it is ensured that no back-mixing occurs. In [541] the mode of action of free jets in tubular reactors was investigated in connection with a simple fast chemical reaction (neutralization of NaOH with HC1) by a multidimensional numerical simulation of the turbulent flow field with superposition of the reaction kinetics. The study succeeded in describing the I/d = f(cacid/caldi) relationship (where l / d is the length of the jet core, at which complete decoloration occurred, related to the propulsion jet diameter d; ~ , , i ~ / c , ~ ~ ~ ~ i is the concentration ratio of acid in the main flow to alkali in the jet core at the moment of complete decoloration and hence is an excess ratio). From this the smallest length of the jet core was determined, which for the reaction being considered may not be reduced. Homogeneous, isotropic turbulence cannot be assumed in the free jets. The authors in [541], therefore, utilized the PHOENICSprogram (CHAM Ltd.) in connection with the slower diazotization reaction. The constants of the ic/e-turbulence model are adapted to well-known pictures of flow patterns and the turbulent Schmidt number determined to be sc&, = 1. It thereby succeeds in achieving the best description of the decoloration length. The diazotization reaction, which was intensively investigated by Bourne [41], represents a classical example of a competitive-consecutive reaction, see Section 1.4.6.3. It was experimentally investigated in the tubular reactor with jet mixer [293] and evaluated according to the dimensional analysis [638, 6391: k + B -& k P + B -%
A
P (desired) R (undesired)
Since Bourne [41] related the selectivity S to the undesired byproduct R, SR was defined as follows:
SR SE
2R - moles of B consumed in forming R ’ 2R P - moles of B consumed in total
__
+
where the task of reaction management consists of reducing the target quantity SR to a minimum.
320
I
8 Mixing and Stirring in Pipes
In laboratory experiments, glass tubes ( D = 3-25 mm) equipped with convergent nozzles from the firm Schlick (d = 0.3-1.6 mm) produced the propulsion jet of q B . The experimental conditions were kept constant at 20"C,pH = 10 and the molar ratio ( G A q A ) / ( C B q B ) = 1.05, so that only the following relationship could be established: (8.33)
(Ap is the pressure drop in the propulsion jet nozzle, which equals, due to the relationship P = qBAp, to the throughput-related power of the propulsion jet P/qB; p is the viscosity of the liquid; k2 is the rate constant of the 2. order reaction). Experimental conditions were thus realized, in which back-mixing of R with B arose due to the back-mixing eddies in the reaction space. The relationship between the three dimensionless numbers in Fig. 8.10 shows in the first instance, which throughput-related propulsion jet power is required for a high selectivity as regards P (and a correspondingly poor selectivity in R),this finding being scale-independent. Furthermore it shows, that, through simply suppressing back-mixing by appropriate inserts, it is possible to achieve the same selectivity with two orders of magnitude lower throughput-related propulsion jet power. 8.5.3 Tubular Reactor With Static Mixers
In liquids micro-mixingoccurs in three different ways: molecular diffusion, laminar deformation of layers with thicknesses below the Kolmogorov length and mutual occlusion (engulfment) of regions with different compositions, which result in the growth of micro-mixed volumes. Of all the three ways, engulfment represents the rate limiting process. Its time constant is given by T,
= 17.3(v/~)'.'
(8.34)
A fast reaction can already occur at the point of addition, where the meso-mixing can be slower than the micro-mixing. The meso-mixing concerns a length-scale between macro- and micro-mixing. There are differences between the - turbulent dispersion: the feed distributes itself perpendicularly to its flow with a
time constant
Td =
(where Dt is the turbulent diffusivity) and the
- disintegration of larger eddies through convective inertial forces, through which
smaller eddies arise inside larger ones. In [ lG] a model was used, which combines micro-mixing and reaction with the disintegration of eddies by inertial forces. The structure of the model enables the disintegration of larger eddies by convective inertial forces to be quantitatively
8.5 Micro-Mixing and Chemical Reaction
I
321
Fig. 8.10 Selectivity SR of the undesired byproduct R in carrying out a reaction in a tubular reactor with a jet mixer as a function of the concentration ratios cA/cB and the dimensionless throughputrelated propulsion jet power Y CT A p = P / q e for three different throughput ratios q A / q e ; from [638,6391
A
B
0,lO
0.05
0
. . 105 2
,
.
.
5 106 2
.
.
.
5 107 2
.
.
.
.
. 109
CB
*P
cA
k2cAfl
yr-m-
described. Two parameters are required for this, namely the time constant z, for micro-mixing by the “engulfment model”, expression (8.34),and the time constant 7s
= A(~l;/e)’’~
(A = 1-2; A, is the integral concentration scale)
(8.35)
for meso-mixing in the inertial-convective lower region of the concentration spectrum. Some uncertainty exists about the latter. The evaluation of diazotization reactions [41], which were carried out in Kenics and Sulzer SMXL mixers, provide a possible access to this parameter determination. For small throughputs and high viscosities the yield of the desired product was determined by micro-mixing. The power dissipation of 8590% in both mixers indicated, that the engulfment model for micro-mixing prevailed. Faster micro- and meso-mixing was achieved in the Sulzer mixers, because larger pressure drops were also present in them, see Fig. 8.11 and 8.12.
322
I
, *\
8 Mixing and Stirring in Pipes 06
1
-.-.
...................
LL-_._I_..,._,
O
p = 3.60 m Pas, measurement calculaton p = 0.89m Pas, measurement ................ calculation
*
' i2 _- --
yQ
I
04!
\
*
_-__
L
p = 8 90 m Pas. measurement calculation p = 0 89 m Pas, measurement calculation
' 0
0
1
2
q (I/s)
3
Fig. 8.11 Yield YQ o f desired mono-azo dye from 2-naphthol upon conducting the reaction in a tubular reactor with Kenics mixers for two different viscosities and declining rs. Throughput ratios of A:8 = 1 : 3.000. Comparison between measurement and calculation; from (161
1--.
01 02
04
06
08
10
12
4 c;si
16
Fig. 8.12 Yield YQ of desired mono-azo dye from 2-naphthol upon conducting the reaction in a tubular reactor with Sulzer mixers SMXL for two different viscosities and constant TS. Throughput ratios of A:B = 1 :3000. Comparison between measurement and calculation; from [16]
8.6 Modeling o f Mixing Processes in Pipes 8.6.1
Pipe Flow
Brodley [ 561 used the theory of stationary fields for estimating the mixing action in a flow pipe. For central feeding at the beginning of the pipe, he found the following relationship for the decrease of the degree of segregation as a function of time, see expression (8.3): S = 1.28 x 10-5t-3/2 (time t i n [s])
(8.36)
The mixing process in a straight pipe measured by Hartung and Hiby [181] was repeated by numerical simulation and the K-E model [317, 3181, whereby mixing of two liquid streams with different temperatures at a turbulent Schmidt/ Prandtl number of 0.7 was assumed. (Under these conditions the equilizing processes for temperature and concentration are identical.) A very good agreement between measurement and calculation was found. A degree of segregation of S = is attained for Re = 8.000 after x / D = 80, at Re = 16.000 after x / D = 100 (where x is the distance from the addition point). Numerical simulation of the rate of streamline stretching was considered in [468] for the quantitative prediction and mapping of mixing in channel flow. Two different methods for quantification of liquids mixing were developed with the help of Lagrange modeling. Both are based on the determination of the local rate
8.6 Modeling of Mixing Processes in Pipes
I
323
of streamline stretching. The stretching of fluid interfaces leads to the reduction in segregation scale and is therefore a direct measure of the mixing action. The method of particle separation is the simpler of the two, but describes the flows with sufficient accuracy. The method of streamline elements is more accurate. It is therefore more suitable for higher stretching rates. Both techniques were utilized in the study of flow through baffled channels, whereby oscillating flow fluctuations were superimposed on the volume throughput. These instabilities increase the mixing action for constant volume flow. In this flow, above Re = 80 the mixing action is uniformly distributed over the whole flow field. The method applied is also generally applicable for other flow geometries, but requires knowledge of the velocity field. 8.6.2 Pipe With Tee Mixer
In [132] the second moment of the variance coefficient M = ( ~ / iwas ) ~ calculated for a single phase (air) turbulent flow in a pipe with a Tee mixer with the CFD code (PHOENIX,version 1.G) for two distances x / D = 3 and 5 from the addition point and different values of momentum length/pipe diameter ud/(uD). The K-c model utilized contained two additional laws of conservation for the mean kinetic energy K and the dissipation E. The parameter range extended over: 0.026 Id / D < 0.36 and 2 Iu/u i 10. The results show, that the model used reproduces well the existing experimental data and only a few adjustments are necessary to the already existing process relationship, whose constant is ca. 70% lower than the newly acquired one. The relationship between the degree of mixing M,the distance from the injection point and the ratio of the momentum length/pipe diameter ( x / D ) is described by :
M(x / D )4’3
= 0.42[ ud/ (U D ) ] - ~
(8.37)
8.6.3 Pipe With Static Mixers
The turbulent flow and the mixing process in the Sulzer SMV mixer (Fig. 8.4b) were simulated for Re = 4.2 x los with the help of numerical flow calculation by applying the periodic boundary conditions without taking into consideration the wall effects [317, 3181. The calculated velocity vectors in a plane perpendicular to the main flow direction show eddies, which arise at the touching points between two mixer layers. These eddy strings are responsible for local mixing. On the other hand, a deflection of the flow in the direction of the mixer layers occurs. This brings about an extensive mixing of the fluids. In one of the above mentioned studies [317] the flow of a highly viscous medium in the Sulzer SMX mixer, which is suitable for mixing operations in the laminar range, was simulated to obtain information about the velocity distribution and the
324
I pressure drop. The complicated geometry of the individual mixing elements (see 8 Mixing and Stirring in Pipes
Fig. 8.4c),was resolved with the help of an unstructured grid into 270.000 volume elements. For laminar flow the differential equations could be solved exactly, unlike turbulent flow. The calculated pressure drop agreed very well with the measured one. The shear rate in the core of the flow field can be derived from the tensor of the deformation rate. T h i s enables non-Newtonian flow properties to be taken into consideration. In 13701 the pressure drop of the Sulzer SMRX mixer was numerically modeled. In [lo] numerical methods were proposed for analyzing the complex 3-D-mixing, which is based on the method of finite elements. The flow calculation is combined with that of pathlines for a large number of material points. Relevant kinematic variables are then evaluated along these pathlines, which are subsequently subjected to statistical treatment. The numerical methods were applied to the analysis of Kenics mixers, working on the principle that its geometry is periodic in the axial direction, i.e. that the mixer contains an infinite number of elements. Assuming this, the method of finite elements can be carried out on a single wavelength of the geometry. These 3-D calculations enabled the drawing up of concentration maps for the Kenics mixer. They were compared with photographic images of the pipe cross-section of a Kenics mixer, in which clay slurries with different colors were homogenized. A statistical evaluation of the material to be mixed, in which ca. 8000 material points were involved, resulted in good agreement between experiment and numerical calculation. In [211]the flow conditions in a Kenics mixer consisting of six mixing elements were mathematically investigated with a commercially available software packet, in which the path of the mixing elements was followed through the flow field. In this way the residence time distribution, the layer formation and the variance coefficient were determined as a function of the number of mixing elements. The results obtained agreed very well with the published experimental data.
8.7
Stirring in Pipes and Mixing Columns
A centrifugal pump installed in a pipeline as conveying device is an excellent mixing device [39].One or more stirrers can also be incorporated on the same shaft in a short pipe section (“in line blending”) [191, 5871. Tubular reactors with different designs are often used in chemical reaction ingineering as hold-up sections for completing the reaction of the reaction mixture, because they offer a much narrower residence time distribution than tanks in series. In high aspect ratio columns a very narrow residence time distribution can be achieved, by transforming it with partition trays into a multi-stage chamber reactor, see Fig. 8.13. The annular gaps between the trays and the stirrer shaft, represent the only connection between the cells and must be so dimensioned, that backmixing from cell to cell is avoided [ 3881.
8.7 Stirring in Pipes and Mixing Columns Fig. 8.13
Transformation of a tubular reactor in a chamber reactor
In homogeneous not too viscous liquids, a narrow residence time distribution in a column can also be achieved by incorporating a so-called “cellular stirrer”. In such stirrers, wire spanned rings are installed perpendicular and equidistant along the stirrer shaft, see Fig. 8.14.These grid rings produce a circulation flow on both sides of the ring, which is considerably more intensive than that between the cells. A sharply pronounced cellular structure thus arises, see Fig. 8.15. The mass exchange at the boundary surfaces between the individual cells is caused by a locally limited convection and not by molecular diffusion. This mass transfer can be encompassed by a corresponding mass transfer coefficient kL [426]. The cellular reactor fulfills to a large extent the requirements for an ideal plug flow reactor, in
Fig. 8.14 Stirring head in the cellular reactor; from [426] d - ring diameter; h distance between two rings
I
325
326
I
8 Mixing and Stirring in Pipes Fig. 8.15 Cellular flow in the cellular reactor; from [426]; a - rings with spanned wire; b - stirrer shaft; H - cell height; D - pipe diameter
as much as an almost complete radial mixing is associated with a very weak axial dispersion. Through similar representations of the residence time distribution of pipe flow reactors and ideally stirred tanks (CSTR) in series, Pawlowski [427] obtained a mutual association of the equivalent Bodenstein number Boeq 3 vL/DeE.axof the plug flow reactor and the equivalent number Neq of the CSTR in series:
+
Neq= 1 0
.
5 and~ Boeq ~ = J4(N - 1)2 - 1
(8.38)
The following relationship must be obtained for a given geometry (Lld, hld = const) of the cellular reactor:
where Re, is formulated with the superficial velocity of the throughput and Re, is formulated with the stirrer speed. Since for sufficiently large numbers of grid rings Bo no longer depends upon Lid, it is recommended that this extensive formulated pi-number be replaced by the corresponding Peclet number Pe, which posseses an intensive character: Pe
= vd/DeE.ax= f (Re,,
Re,)
(8.40)
For dimensioning of a cellular reactor under optimal conditions, the following two process equations are thus required: Piopt = 5.5Re;.'
(8.41)
8.7 Stirring in Pipes and Mixing Columns
(both relationships for Re, = 0.05-50)
27~Re,,,~,= 8.5Re:45
(8.42)
These results show, that a flow pipe can be easily converted by incorporating a cellular stirrer into a reactor with N 2 50. The Peopt values for cellular flow exhibit the same order of magnitude as those for turbulent pipe flow, although the respective Re, range is shifted about 5 orders of magnitude [427]. P. Todtenhaupt [ 5471 investigated the homogenization characteristic of a stirred column with 5 stirrers on the same shaft and flow from bottom to the top. Turbine, cross-beam,MIG and propeller stirrers were used. The stirred column was provided with round baffles, but did not possess partition trays between the individual stirred sections. Turbine stirrers performed the best and propeller stirrers conveying downwards the worst. For these two stirrer types the following process relationships apply: Turbine stirrer:
L h / D = 5.5ReY'Re;'
0.6 < Re, < 10; 10 < Re, < 200
(8.43)
< 10; 2 0 < Re, < 400
(8.44)
Propeller stirrer:
L h / D = 138Rei.75Re,'
0.4 < Re,
where Lh is the homogenization length; D is the column diameter; Re, = q/(vd); Re, = nd2/v. If the stirrer were only to mix radially and no axial back-mixing were to be caused, the exponent of Re, would approach unity: 8 z r = V/q a L h D 2 / q . Then Lh must be a q . This situation is realized better with turbine stirrers than with propeller stirrers. If this assumption is the starting point for the scale-up of stirred columns, it follows from
L h / D cc Re,/Re,
=
QL= q ~ / ( n d ~ )
(8.45)
that the scale-up basis is the liquid throughput number QL. How the increasing column height and thus the number of stages z correlates with the stirring conditions and the liquid throughput, is shown in Table 8.1, which is valid for the turbine stirrer. Tab. 8.1 Liquid throughput number QLas a function of the number o f stages z in the mixing column with turbine stirrers ( h / d = 0.33; D / d = 0.5); from [547]
number of stages z
2
3
4
5
QL = q d ( n d 3 )
0.065
0.10
0.14
0.18
I
327
Stirring Theory and Practice Marko Zlokarnik
0Wiley-VCH Verlag GmbH, 2001
328
I Literature Surveys as Monographs and in Encyclopedias (listed after the year of publication)
Sterbacek and Tausk: Mixing in the Chemical Industries [Ed.: R.J. Bourne), Pergamon Press, London (1965) 0.2 Holland and Chapman: Liquid Mixing and Processing in Stirred Tanks, Reinhold, New York (1966) 0.3 Mixing - Theory and Practice, Vol. 1 + 2 + 3 (Ed: V.W. Uhl,Y.B. Gray), Academic Press, New York 0.1
(1966, 1967, 1968) DANCKWERTS P.V., Gas-Liquid Reactions, McGraw-Hill,Inc. New York, etc., (1970) 0.5 ZLOKARNIK M., Riihrtechnik in 0.4
Ullmanns Encyklopadie der technischen Chemie, 4. Auflage, Band 2, S. 259-281, Verlag Chemie GmbH, Weinheim/Bergstr&e (1972) 0.6 NACATAS., Mixing - Principles and Application, Kodansha Ltd. Tokyo & John Wiley, New York (1975) 0.7 Verfahrenstechnische Fortschritte beim Mischen, Dispergieren und bei der Wanneiibertragung in Fliissigkeiten, Preprints der VDI-GVC-Tagungin Diisseldorf, 4.-5. 12. (1978) 0.8 Mechanische Verfhrenstechnik 11, Abschnitt 6, S. 120-154: Mischprozesse; (Ed.: H. Schukrt), VEB Deutscher Verlag f i r Gmndstoffindustrie, Leipzig (1979) 0.9 OMshue und Todd in Kirk-Othmer Encyclopedia of Chemical Technology, 3rd ed., vol. 15; Willey, New York (1981) 0.10
Mixing of Liquids by Mechanical
Agitation (ed.: J.j. Ulbrecht, G.K. Patterson), Gordon & Breach Science Publishers, New York, (1985) 0.11 KNEULEF., Riihren, 3. Auflage, Dechema Ffm, (1986) 0.12 ZLOKARNIK M., JUDAT H., “Mixing”, Ullmann’s Encyclopedia of Industrial Chemistry, Vol. B2,25-1/33, VCH VerlagsgesellschaftmbH, Weinheim, (1988) 0.13 LIEPE F., MEUSEL W., MOCKELH.-O., PLATZER B., WEI~CERBER H., Verfahrenstechnische Berechnungsmethoden, Til4: Stofiereinigen infiuiden Phasen, VCH Verlagsges., Weinheim (1988) 0.14 EKATO Handbuch der Riihrtechnik, EKATO Riihr- und Mischtechnik GmbH, D-79 650 Schopfheim, (1990) 0.15 WILKE H.-P., WEBER Ch., FRIESTh., Riihrtechnik, 2. Aufage, Huthig Buch Verlag GmbH, Heidelberg (1991) 0.16 TATTERSON G.B., Fluid Mixing and Gas Dispersion in Agitated Tanks, McGrawHill, Inc. New York, etc., (1991) 0.17 Mixing in the Process Industries (Ed.: N . Harnby, M.F. Edwards, A.W. Nienow), 2nd edition; Butterworth-Heinemann Ltd. Oxford (1992) 0.18 HENZLER H.-J., Continuous Mixing of Fluids, Ullmann’s Encyclopedia of Industrial Chemistry, Vol. 84,561586, VCH VerlagsgesellschaftmbH, Weinheim, (1992) 0.19 TAITERSON G.B., Scaleup and Design of Industrial Mixing Processes, McGrawHill, Inc. New York etc. (1994)
0.20
0.21
Industrial Mixing Technology: Chemical and Biological Applications, AIChE Symposium Series No. 299, Vol. 90, (1994) (Volume editor: G.B. Tatterson) Industrial Mixing Fundamentals W i t h Applications, AIChE Symposium Series
0.22
No. 305, Vol. 91, (1995)(Volume editor: G.B. Tatterson) Mischen und Riihren - Grundlagen und modeme Verj'iahrenfur die Praxis, Tagung Baden-Baden,23.-24. November (1998)
Specialist Literature and Individual Treatments ACKLEYE.J., Film Coeflcients of Heat Transfer For Agitated Process Vessels, Chem. Engng. (1960) Aug. 22, p. 133140 2 ADERANGIN., WASAN D.T., Coalescence of single drops at a liquid-liquid interface i n the presence of surfactants/polymers, Chem. Eng. Commun. 132 (1995), p. 207-222 3 AHMAD S.W., LATTO B., BAIRD M.H.I., Mixing of stratijed liquids, Chem. Eng. Res. Des. 63 (1985) 5, p. 157-167 4 ANDERSON K.E.B., Pressure drop i n idealpuidization, Chem. Eng. Sci. 15 (1961),p. 276-297 5 ARAIK., KONNOM., MATUNACAY., SAITOS., Effect of dispersed-phase viscosity on the m a x i m u m stable drop size for breakup in turbulentpow, J. Chem. Engng. Japan 10 (1977) 4, p. 325-330 6 ARASHMIDM., JEFFREYS G.V., Analysis of the phase inuersion characteristics of liquid-liquid dispersions, AIChE J. 26 (1980) 1, p. 51-55 7 ARMENANTE P.M., ABU-HAKMEH E.A., A novel method for the experimental determination ofthe m i n i m u m agitation speed for complete liquid-liquid dispersion i n agitated liquid-liquid-gas systems, Trans IChemE 72 (1994), Part A, p. 677-685 8 ARMENANTE P.M., Luo C., CHOU T MEDEKJ., Velocity C.-C., F O ~ I., profrles i n a closed, unbafled vessel: comparison between experimental LDV data and numerical CFD predictions, Chem. Eng. Sci. 52 (1997) 20, p. 3483-3492 9 ATKINSP.W., Physical Chemistry, 4th ed., Oxford University Press, 1990 10 AVALOSSE Th., CROCHET J.M., FiniteElement Simulation of Mixing: 2. Three1
Dimensional Flow Through a Kenics Mixer, AIChE J. 43 (1997) 3, p. 588-597 11 AYYAPPANB., KAIAICHELVIP., MURUGESAN T., Suspension of solid particles i n turbine agitated contactors, Bioprocess Engng. 15 (1996),p. 205208 12 BAKKERA,, SMITH J.M., MYERSK.J., How to disperse gases i n liquids, Chem. Eng. Dec. (1994),p. 98-104 13 BALDYGAJ., BOURNEJ.R., Principles of Micromixing, in Encyclopedia of Fluid Mechanics (Ed.: Cheremisinoff) Vol. 1, Chapter 6, S.148/195; Gulf Publ. Company, Houston (1985) 13 a BALDYCAJ., BOURNEJ.R., The effect of micromixing on parallel rections, Chem. Eng. Sci. 45 (1990) 4, p. 907-916 14 BALDYGA J., BOURNEJ.R., ZIMMERMANN B., Investigation of mixing in jet reactors usingfast, competitive-consecutive reactions, Chem. Eng. Sci. 49 (1994) 12, p. 1937-1946 15 BALDYCAJ., BOURNEJ.R., DUBOIS B., ETCHELLSA.W., GHOLAP R.V., ZIMMERMANN B., Jet reactor scale-up for mixing-controlled reactions, Trans IChemE 73 (1995) A, July, p. 497-502 16 BALDYGAJ., BOURNEJ.R., HEARN S.J., Interaction between chemical reactions and mixing on various scales, Chem. Eng. Sci. 52 (1997) 4, p. 457-466 17 BAPAT P.M., TAVIARIDES L.L., Phase Separation Technique for Liquid Dispersions, Ind. Eng. Chem. Fundam. 23 (1984) 1, p. 120-123 18 BAPATP.M., TAVLARIDES L.L.,M R S S Transfer i n a Liquid-Liquid CFSTR, AIChE J. 31 (1985) 4, p. 659-666 19 BARESIA.A., Experimental inuestigation of interaction between turbulent liquid flow and solid particles and its effects on
330
I
Literature fast reactions, Chem. Eng, Sci. 52 (1997)5, p. 807-814 20 BATCHELORG.K., The Theory of Homogeneous Turbulence, Cambridge Univ. Press, London - New York (1953) 21 BARTHOLE J.P., DAVIDR., VILLERMAUX J,, A new chemical methodfor the study of local micromixing conditions in industrial stirred tanks, ACS S y m p . Ser. 196 (1982),p. 545-554 22 BATES R.L., FONDYP.L., CORPSTEIN R.R., An examination of some geometric parameters of impeller power, I&EC Process Design and Devel. 2 (1963)4, p. 310-314 23 BECKMANNG., Anwendung der Ahnlichkeitstheorie bei der Konstruktion uon Polymerisationskesseln,Chem.-1ng.-Tech. 36 (1964)3, p. 169-174 24 BECKNERJ.L., SMITH J.M., Anchoragitated systems:Power input with Newtonian and pseudo-plastic Juids, Trans. Insm. Chem. Engrs 44 (19GG), p. T 224-T 236 25 BEENACKERS A.A.C.M., VAN SWAAIT W.P.M., Mass transfer in gas-liquid slurry reactors, Chem. Eng. Sci. 48 (1993),p. 3109-3139 26 BERTRANDJ., COUDERC J.P., Eualuation of the power consumption in agitation of viscous Newtonian or pseudoplastic liquids by two-bladed,anchor or gate agitators, Chem. Eng. Res. Dev. 63 (1985)7,p. 259-263 27 BEYERVON MORGENSTERN I., MERSMANN A., Bildungfluider Partikeln in ruhenden und stromenden Fliissigkeiten, Chem.-1ng.-Techn. 55 (1983)7,p. 580-581 28 BIEDERMANN A,, HENZLER H.-J., Beanspiuchung uon Partikeln in Riihrreaktoren, Chem.-Ing. Tech.66 (1994)2,p. 209-211 29 BIESECKER B.O., Begasen uon Flksigkeiten mit Riihrern, VDI-Forschungsheft 554,(1972) 30 BIN A.K., Gas entrainment by plunging liquid jets, Chem. Eng. Sci. 48 (1993) 21,p. 3585-3630 (Review artide No. 43) 31 BIN A.K., Mass transfer into afree liquid surface efected by submerged jets,
Chem. Eng. Commun. 133 (1995), p. 145-181 32 BISCHOF F., Untersuchung der Blasenbildung und des Stofuustuusches unter dem EinJuJ oberfliichenaktiuer Substanzen und geloster Gase, PhD Thesis Universitat Erlangen 1994, see also Chem.-1ng.-Tech.65 (1993) 11, p. 1365-1367 33 BITTINS K., ZEHNER P., Power and discharge numbers ofradial-flow impellers. Fluid-dynamic interactions between impeller and ba.es, Chem. Eng. and Process. 33 (1994), p. 295-301 34 BLASINSKIH., RZYSKIE., Mixing of non-Newtonianpuids with turbine, propelk, and paddle agitators, Int. Chem. Engng. 16 (1976)4,p. 751-754 35 BIASINSKIH., NOWICKIJ., RZYSKIE., Mixingpower and mixing times of propekr agitators introduced laterally, Int. Chem. Engng. 20 (1980)1, p. 92-97 36 BOGERD.V., YEOWY.L., Fluid Mechanics, in Ullmann's Encyclopedia of Industrial Chemistry, VCH Verlagsgesellschaft mbH, Weinheim, 1988,Vol. B1, p. 5-25/28 37 BOHNET M., NIESMAKG., Distribution of Solids in Stirred Suspensions, Ger. Chem. Eng. 3 (1980),p. 57-65 38 BOHNET M., KABITZ H., Rohrwirrneaustausckr mit statischen Mischelementenf i r hochuiskose Newtonsche Flussigkeiten, Chem.-1ng.-Tech.60 (1988)11, p. 910-911 39 BOLZERN O., BOURNEJ.R., Rapid chemical reactions in a centriigal pump, Chem. Eng. Res. Des. 63 (1985)5, p. 275-282 40 BOURNEJ.R., Mixing on the molecular scale (Micromixing),Chem. Eng. Sci. 38 (1983)1, p. 5-8 41 BOURNEJ.R., HILBER C., TOVSTIGA G., Kinetics of t k azo coupling reactions between I-naphthol and diazotised sulphanilic acid, Chem. Eng. Commun. 37 (198S),p. 293-314 42 BOURNEJ.R., DELL'AVA P., Micro- and macromixing in stirred tank reactors of diferent sizes, Chem. Eng. Res. Des. 65 (1987)3, p. 180-186
43 BOURNEJ.R.. TOVSTIGA G.. Micro-
mixing and fast chemical reactions in a turbulent tubular reactor, Chern. Engng. Res. Des. 66 (1988) 1, p. 26-32 44 BOURNEJ.R., KUT O.M.. LENZNERJ.. An lmproued Reaction System To Inuestigate Micromixing in High-Intensity Mixers, Ind. Eng. Chem. Res. 31 (1992) 3 , p. 949-958 45 BOURNEJ.R., Yu S., Investigation of Micromixing in Stirred Tank Reactors Using Parallel Reactions, Ind. Eng. Chem. Res. 33 (1994) 1, p. 41-55 46 BRAUERH., Ansatz zur theoretischen Berechnung des Leistungsbedarfs und des Warmeiibergangs beim Riihren, Chem.-1ng.-Tech.39 (1967) 5/6, p. 209-217 47 BRAUERH., THIELE H., Leistungsbedarf und Warmeiibertragung beim Riihren im laminaren Stromungsbereich, Verfahrenstech. 5 (1971) lojll, p. 1-14 48 BRAUERH., SCHMIDT-TRAUB H., Fliissigkeitsbegasungmit Riihrem, Teil 1: Stromungsuorgange und Leistungsbedarf der Ruhrer, Chem.-1ng.-Tech.44 (1972) 23, p. 1329-1332 49 BRAUERH., MEWESD., EinfuJ von Strombrechem auf die Riihrleistung, Chem.-1ng.-Tech.45 (1973) 7, p. 461-467 50 BRAUERH., BOHLMANNJ., Konzentrationsausgleich in RiihrgefiiJlen bei laminarer Stromung, Forschung Ingenieunvesen 60 (1994) 5, p. 85-110 51 BRENNAND.J., LEHRER I.H., Impeller mixing in vessels. Experimental studies on the influence of some parameters and formulation of a general mixing time equation, Trans. Inst. Chem. Eng. 54 (1976) 3, p. 139-152 52 BRENNAND.J., Vortex Geometry in Unbafled Vessels with Impeller Agitation, Trans. Inst. Chem. Eng. 54 (1976), p. 209-217 53 BRIAN P.L.T., HALES H.B., SHERWOOD T.K., Transport $Heat and Mass Between Liquids and Spherical Particles in a n Agitated Tank, AIChE J. 15 (1969) 5, p. 727-733 54 BROOKSB.W., Drop size distribution in a n agitated liquid/liquid dispersion,
Trans. Inst. Chem. Engng. 57 (1979), p. 210-212 55 BROWND.E., PI^ K., Drop size distributions of stirred non-coalescing liquid-liquid systems, Chem. Eng. Sci. 27 (1972), p. 577-583 56 BRODKEYR.S., Fundamentals of Turbulence Motion. Mixing and Kinetics. Chem. Eng. Commun. 8 (1981). p. 123 (invited review) 57 BRODKEY R.S., The Phenomena of Fluid Motion, Adison-Wesley,USA, MA (1967) 58 BRUIJNW., VAN'T RIET K., SMITH J.M., Power consumption with aerated Rushton turbines, Trans. Instn. Chem. Engrs. 52 (1974) 1, p. 88-104 59 BRUININC W.J., JOSTEN G.E.H., BEENACKERS A.A.C.M., HOFMANN H., Enhancement of gas-liquid mass tran$er by a dispersed second liquid phase, Chem. Eng. Sci. 41 (1986), p. 18731877 60 BRUNEMANN H., J O H N G., Mischgiite und Druckuerlust statischer Mischer mit uerschiedenen Bauformen, Chem.-1ng.Tech. 43 (1971) 6, p. 348-354 61 BUCHE W., Leistungsbedarfuon Riihnverken, VDI-Zeitschrifi 81 (1937) 37, p. 1065-1069 62 BURGMANNGleitringdichtungen, Konstruktionsmappe 14, Feodor Burgmann Dichtungswerke GmbH Sr Co., AulSere Sauerlacher Str. 6-10, D-82 502 Wolfratshausen 63 BUURMAN C., RESOORTG., PIASCHKES A., Scaling-up ruksfor solids suspension in stirred vessels, Chem. Eng. Sci. 41 (1986) 11, p. 2865-2871 64 CALDERBANK P.H., Physical rate processes in industrial fermentation; Part I: The Interfacial Area in Gas-Liquid Contacting with Mechanical Agttation, Trans. Instn Chem. Engrs 36 (1958), p. 443-463 65 CALDERBANK P.H., Physical rate processes in industrialfermentation; Part 11: Mass Transfer Coeficients in GasLiquid Contacting without Mechanical Agitation, Trans. Instn Chern. Engrs 37 (1959), p. 173-185 66 CALDERBANK P.H., MOO-YOUNGM.B., The prediction of power consumption in
332
I
Literature
67
68
69
70
71
72
73
74
75
76
77
78
79
the agitation ofnon-Newtonian Juids, Trans. Instn. Chem. Engrs 37 (1959) 3,p. 26-33 CALDERBANK P.H., MOO-YOUNGM.B., The continuous phase heat and masstranger properties ofdispersions, Chem. Eng. Sci. 16 (1961)2,p. 39-54 CARREAU P., CHAREST G., CORNEILLE J.L., Warmeiibergang an nichtNewtonsche fluide in Riihrkesseln beim Heizen und Kiihlen, Can. J. Chern. Engng. 44 (1966)1, p. 3-8 CARREAU P.,PATTERSON I., YAP C.Y., Mixing of oiscolelasticJluids with helicalribbon agitators, Can. J . Chem. Engng. 54 (1976)3, p. 135-142 CHANDRA K.G., KALE D.D., Pressure drop for two-phase air - non-Newtonian liquidjow in static mixers, Chem. Eng. J. 59 (1995),p. 277-280 CHAPMAN C.M., GIBILARO L.G., NIENOWA.W., A Dynamic Response Technique for the Estimation of GasLiquid Mass Transfer Coe$cients in a Stirred Vessel, Chem. Eng. Sci. 37 (1982)6, p. 891-896 Chemineer, Inc.; Concave Disc (CD-6) Impeller P.O. Box 1123, Dayton, Ohio 45401,USA CHENH.T., MIDDLEMAN S., Drop size distributions in agitated liquid-liquid systems, AIChE J. 13 (1967)5, p. 989-995 CHENZ., Ein mathematisches Modell zur Beschreibung der TropfengroJlenverteilung in dispersen Systemen. 102 Seiten, Fortschrittsberichte der VDI Zeitschrift Reihe 3 (1995),Nr. 404 CHOPLIN L., VILLERMAUX J., Viscous Mixing in Polymer Reactors, in [ 171, p. 123-129 CHRISTIANSEN E.B., CRAIGJr. S.E., Heat Transfer to Pseudoplastic Fluids in Laminar Flow, AIChE J. 8 (1962)2, p. 154-160 CHUDACEK M.W., Does your tank bottom have the right shape? Chem. Engng. Oct. 1, (1984) CHUDACEK M.W., Solids Suspension Behuviour in profiled bottom and pat bottom mixing tanks, Chem. Engng. Sci, 40 (1985)3, p. 385-392 CIESZKOWSKI J., DYLAG M., The gas-
liquid interface in a three-phase reactor with a mechanical agitator, Int. Chem. Engng. 34 (1994)4,p. 527-538 80 CIOFALO M., BRUCATOA., GRISAFI F., TORRACA N., Turbulentflow in closed and free-surface unbafled tanks stirred by radial impellers, Chem. Eng. Sci. 51 (1996)14,p. 3557-3573 81 CLARKE S.I., SAWISTOWSKI H., Phase inversion of stirred liquid-liquid dispersions under mass-transfer conditions, Trans. Instn. Chem. Engrs. 56 (1978),p. 50-55 82 CONTIR., SICARDI S., Mass transfer from freely-suspendedparticles in stirred tanks, Chem. Eng. Commun. 14 (1982),p. 91-98 83 CONVERTI A., DELBORCHI M., FERRAIOLOG., SOMMARIVA C., Mechanical mixing and biological deactivation: The role of shear stress application time, Chem. Engng. J. 62 (1996),p. 155-167 84 COOPER C.M., FERNSTROM G.A., MILLERS.A., Performance of Agitated Gas-Liquid Contactors, Ind. Eng. Chem. 36 (1944)6, p. 504-509 85 COOPER R.G., WOLFD., Velocity profks and pumping capacitiesfor turbine type impellers, Canad. J. of Chem. Engng. 46 (1968),p. 94-100 86 COULALOGLOU C.A., Dispersed Phase Interactions in an Agitated Flow Vessel, Ph.D. Thesis, Ill. Inst. Tech., Chicago, IL (1975) 87 COULALOGLOU C.A., TAVLARIDES L.L., Drop Size Distributions and Coalescence Frequencies of Liquid-Liquid Dispersions in Flow Vessels, AIChE J. 22 (1976)2, p. 289-297 88 CURLR.L., Dispersed Phase Mixing. I: Theory and E$&s in Simple Reactors, AIChE J. 9 (1963)2,p. 175-181 89 DANCKWERTS P.V., Sign$cance .f Liquid-Film Coe$cients in Gas Absorption, Ind. Eng. Chem. 43 (1951)6, p. 1460-1467 90 DANCKWERTS P.V., The definition and measurement of some characteristics of mixtures, Appl. Sci. Res., Sect. A 3 (1952),p. 279-296 91 DANCKWERTS P.V., Measurement of molecular homogeneity in a mixture, Chem. Eng. Sci. 7 (1957),p. 116-117
92 DANCKWERTS P.V., The e$ct Of incomplete mixing on honwgeneuous
reactions, Chem. Eng. Sci. 8 (1958), p. 93-102 93 DASP.K., Prediction of Maximum Stable Diameter of Viscous Drops in a Turbulent Dispersion. Chem.-Eng. Technol. 19 (1996),p. 39-42 94 DAVIDR., LINTZ H.-G., VILLERMAUX J., Untersuchung &r Durchrnischung in kontinuierlich betriebenen Reaktoren mit Hi& von chemischen Reaktionen, Chem.-1ng.-Tech.56 (1984)2, p. 104-110 95 DAVIESJ.T., Drop sizes of emulsions related to turbulent energy dissipation rates, Chem. Eng. Sci. 40 (1985)5, p. 839-842 96 DELICHATSIOS M.A., PROBSTEIN R.F., The effect of Coalescence on the Average Drop Size in Liquid-Liquid Dispersions, Ind. Eng. Chem. Fundam., 15 (1976) 2, p. 134-137 97 DENISA., THIBAULT J., LEDUYA., On the Methodsfor the Determination ofthe Oxygen Transfer Coefficientin Mechanically Agitated Vessels, Chem. Eng. Comm. 94 (1990),p. 35-51 98 DESMET G., VERELST H., BARONG.V., Local and global dispersion efects in Couette-TaylorJow; I. Description and modeling of the dispersion effects; 11. Quantitaue measurements and discussion of the reactor performance, Chem. Eng. Sci. 51 (1996)8, p. 1287-1298 and 1299-1 309 99 DICKND.S., Scient$c and Engineering Principks (Ed.: M. Moo-Young), in Advances in Biotechnology, Vol. 1; Turbine agitated gas dispersion: Power, flooding, and hold-up, Pergamon Press (1981),p. 483-488 100 DISTELHOFF M.F., MARQUIS A.J., NOURI J.M., WHITEIAW J.H., Scalar Mixing Measurements in Batch Operated Stirred Tanks, Canadian J. Chem. Engng. 75 (1997)8, p. 641-652 101 DOLLINGE., RAUTENBACHR., Ein inuariantes MischgiitemaJ fir ein- und zweiphasige Zweikomponentensysteme, Chem.-1ng.-Tech. 43 (1971)3, p. 123-128 IM DORNIEDEN M., Indirekte Heizung und
Kiihlung, Ullmanns Encycklopadie der Techn. Chemie, Bd.2, (1972), S. 432-473 103 DOULAH M.S., An E#ect of Hold-Up on Drop Size in Liquid-Liquid Dispersions, Ind. Eng. Chem. Fundam. 14 (1975)2, p. 137-138 104 DUCLA J.M., DESPLANCHES H., J.L., E8ectit.e Viscosity Of CHEVALIER non-NewtoniunJuids in a mechanically stirred tank, Chern. Eng. Cornmun. 21 (1983),p. 29-36 105 DUNLAPJr. I.R., RUSHTONJ.H., Heattransfer coefficientsin liquid mixing using vertical-tube bafles, Chem. Engng. Progr. Symp. Series 49 (1953) 5, p. 137-151 106 DUNNI.J., EINSELEA., Oxygen Transfer Coefficientsby the Dynamic Method, J. appl. Chem. Biotechnol. 25 (1975), p, 707-720 107 D ~ ~ R I C HK.,E N Warmeiibergang an der Innenwand eines Kessels mit ImpellerRuhrer, Chem.-1ng.-Tech. 46 (1974)7, p. 303 108 DYIAG M., WERNER F., MERSMANN A., Fluiddynamische Untersuchung eines konischen Turbinentfihrers, Forschung im Ingenieunvesen 61 (1995)G, p. 149-156 109 ECK B., Technische Stromungslehre, Springer-Verlag(1991),Band 2 110 EDNEYH.G., EDWARDSM.F., MARSHALLV.C., Heat transfer to a cooling coil in an agitated vessel, Trans. Instn Chem. Engrs. 51 (1973), p. 1-9 111 EDNEYH.G., EDWARDSM.F., Heat transfer to non-Newtonian an aerated jluids in stirred tanks,Trans. Instn Chem. Engrs. 54 (1976),p. 160-166 112 E I N E N K E L W.-D., MERSMANN A., Erforderliche Drehzahl zum Suspendieren in Riihnverken, Verfahrenstechnik 11 (1977)2, p. 90-94 113 EINENKELW.-D., Suspendieren uon Feststozen durch Riihren, Fortschr. d. VT 16 (1978),p. 113-126 114 EINENKELW.-D., Fluid dynamics of the suspension process, Ger. Chem. Eng. 3 (1980),p. 118-124 115 EINENKELW.-D., Warme- und Stoffaustauschkoejizientenbeim Riihren von honwgenen fliissigkeiten und
334
I
Literature Suspensionen, Verfahrenstechnik13 (1979) 10, p. 790-793 116 EINENKEL W.-D., Beschreibung der fluiddynamischen Vorgange beim Suspendieren im Ruhnverk, VDIForschungsheft 595 (1979) 117 EINENKELW.-D., Sink- und Umwelzleistungbeim Suspendieren im Riihnverk, Chem.-1ng.-Tech. 67 (3995) 8, p. 1000-1003 118 ELSTNERF., ONKEN U., EinjluJ der Fliissigphase-Eigenscha~enauf den Stofibergang in Gas-FliissigDispersionen, Chem.-1ng.-Tech.52 (1980) 7: p. 597; MS SlG/80 119 ERGUN S.,Fluidflow
through packed columns. Mass transfer rate in packed columns; its analogy to pressure loss, Chem. Engng. Progr. 48 (1952) 2, p. 89/94; 5, p. 2271236 120 ESPINOSA-SOWRES T., BRITO-DELA FUENTE E., TECANTE A,, TANGUY P.A., Power consumption ofa dual turbinehelical ribbon impeller mixer in ungassed conditions, Chem. Engng. J. 67 (1997), p. 215-219 121 EVANSG.V., A Study o f D i N i o n in Turbulent Pipe Flow, Trans. ASME (1967) 9, p. 624-632 122 FALKL., VILLERMAUX J., Numerical scale-up and design of hygh-ejiciency mixenfor control and optirnisation of the yield and selectivity in chemical reactors, Appl. Thermal Engng. 17 (1997) 8-10, p. 845-859 123 FASANO J.B., MILLERJ.L., PASELY S.A., Consider mechanical design ofagitaton, Chem. Eng. Prog. 91 (1995) 8, p. 60171 124 FERNANDES J.B., SHARMAM.M., Airagitated liquid-liquid contactors, Chem. Eng. Sci. 23 (1968), p. 9-16 125 FISCHERA,, Die TropfengroJ3.e inyiissigJiisig Riihrextraktionskolonnen,Verfahrenstechnik 5 (1971) 9, p. 360-365 126 FLEISCHLIM.,STREIPFF.A., Neue Erkenntnisse zum Mischen und Dispergieren uon Fliissigkeiten mit groJen Viskositatsunterschieden in stutischen Mischem, Chem.-Ing. Tech. 62 (1990) 8, p. 650-654 127 FOLSOMR.G., FERCUSONC.K., Jet mixing oftwo liquids, Trans. of ASME 71 (1949), p. 73-77
128 FONDYP.L., BATES R.L., Agitation of
Liquid Systems Requiring a High Shear Characteristic, A.1.Ch.E. J. (1963) 5, p. 338-342 129 FORDD.E., ULBRECHTI.. Bknding of polymer solutions with di@erent rheological properties, AIChE J. 21 (1975) 6, p. 1230-1233 130 FORNEY L.J., KWONT.C., Ejicient Singleget Mixing in Turbulent Tube Flow, AIChE J. 25 (1979) 4, p. 623-630 131 FORNEY L.J., GRAYG.E., Optimum
Design of Tee Mixerfor Fast Reactions, AIChE J. 36 (1990) 11, p. 1773-1776 132 FORNNL.J.,MONCLOVA LA., Numerical Simulation of Pipeline Tee Mixers: Comparison with Data, in (0.201, p. 141-143 133 FORRESTER S.E., RIELLYC.D., Modelling the increased gas capacity of self-inducing impellers, Chem. Eng. Sci. 49 (1994) 24 B, p. 570915718 134 FORSCHNER P., JEKAT H., VETERMANN R., Zweyiigeliges Ruhrorgan mit uerbesserten hydrodynumischen Eigenschaften, Chem.-1ng.-Tech.GO (1988) 6, p. 490-491 135 Fo6r I., TOMES L., The action of a streamfrom a propeller mixer on the bottom ofa mixing vessel, Coll. Czechoslov. Chem. Commun. 32 (1967), p. 3520-3529 136 F O ~ I., T PODIVINSKA J., BALOUNR., The study ofconuectiueflowin a system with a rotary mixer and bafles, Coll. of Czechosl. Chem. Comm. 34 (1969), p. 959-974 137 FO&TI., Pumping capacity ofpropeller mixer, Coll. of Czechosl. Chem. Comm. 32 (1967), p. 3663-3678 und 34 (1969), p. 1094-1097 138 F O ~ T I., VALESOVAH., KUDRNAV., Studies on Mixing XXVII.Liquid circulation in a system with axial mixer and radial bafles, Coll. of Czechosl. Chem. Commun. 36 (1971), p. 164-185 139 FO&T I., PWCEK J., KRLTKY J., DURDIL J., DRBOHLWJ., Turbulent characteristics ofthe uelocityfreld in a system with turbine impeller and radial bafles, Coll. Czechoslov. Chem. Commun. 39 (1974), p. 1810-1822
with suspensions, Chem. Engng. J. 51 (1993), p. 29-39 application offee jets to the mixing of 153 GESTRICH W., PONTOWB., Die liquids in bulk, J. Inst. mechan. Engr. SauerstoflLoslichkeit in wbJ3rigen Sulfit160 (1949), p. 224-232 Losungen mit einer Konzentration bis zu 141 FOURNIER M.-C., FALKL., VILLERMAUX 1.2 mol/l, Chem.-1ng.-Tech.49 (1977) J., A new competiting reaction system 7. p. 564-565 for assessing micro-mixing eficiency 154 GIESEKUS H., Nicht-lineare Efekte beim experimental approach, Chem. Eng. Sci. Stromen uiskoelastischer Fliissigkeiten 51 (1996) 22, p. 5053-5064 durch Schlitz- und Lochdiisen, 142 FOUSTH.C., MACKD.E., RUSHTON Rheologica Acta 7 (1968) 2, J.H., Gas-Liquid Contacting by Mixers, p. 127-138 Ind. Engng. Chem. 36 (1944), 155 GIESEKUS H., Stofl und Warmeiiberp. 517-522 tragung beim Stromen schwach visko143 FRANK-KAMENETZKI D.A., Stofl und elastischer Fliissigkeiten um eine rotierende Warmeiibertragung in der chemischen Kugel, Rheologica Acta 9 (1970) 1, Kinetik, Springer-Verlag (1959), p. 30-38 p. 124 ff. 156 GLUZM.D., PAVLUSCHENKO I.S., 144 FRIEDLANDER S.K., A note on transport Experimentelk Untersuchung des to spheres in StokesJow, AIChE J. Warmeiibergangs beim Riihren nicht7 (1961) 2, p. 347-349 Newtonscher Fliisigkeiten, J. angew. 145 FRINGSH., GmbH & Co KG, JonasChem. (russ.) 39 (1966), Cahn-Str. 6, D-53 115 Bonn p. 2475-2483 146 FROBESE D.-H., BOHNETM., Warme157 GODLESKI E.S., SMITHJ.C., Power iibertragung an Fliissigkeiten und Requirements and Blend Times in the Suspensionen in schlanken RiihrAgitation of Pseudoplastic Fluids, behaltern, Chem.-Ing. Tech. 61 (1989) AIChE J. 8 (1962) 5, p. 617-620 9, p. 758-759 158 GOTOS., SAITO T., Liquid-solid mass 147 FUKUDA T., IDOGAWAK., IKEDAK., transfer in basket type three-phase ENDOH K., Volumetric gas-phase mass reactors, J. Chem. Engng. Japan 17 transfer coeficient in bafled horizontal (1984) 3, p. 324-327 stirred vessels, J. Chem. Eng. Japan 13 159 GRAMLICH H., LAM AD^ S., Vergleich (1980) 4, p. 298-303 emailierter Riihrsysteme zum Homo148 FURCHNER B., MERSMANN A,, Foam genisieren von Fliissigkeitsgemischen, breaking by High Speed Rotors,
[email protected]. 45 (1973) 3, Chem. Eng. Technol. 13 (1990), p. 116-122 p. 86-96 160 GRAUHOFF A,, Uber den Eintrag von 149 GADOONI J., ONKEN U., Zur Kinetik Sauerstof in wabrige Fermentationsder homogen katalysierten Hydrazinmedien mit Hi& selbstansaugender Oxidation, Chem.-1ng.-Tech.58 (1986) Begasungsriihrer, Verfahrenstechnik 15 4, p. 320-321 (1981) 4, p. 2471248; 25lJ255 is0 GBEWONYO K., DIMASID., BUCKLAND 161 GRASSMUCK J., DIN-Normen in der VerB.C., The use ofhydrofoil impellers to fahrenstechnik, (ISBN 3-519-06332-8) improve oxygen transfer eficiency in B.G. Teubner Stuttgart (1989) viscous mycelialfementations, Preprints 162 GRAY M.R., MEHTAB., MASLIYAH J.H., of the Int. Conference on Bioreactor Liquid-side mass transfer coeficients for Fluid Dynamics, GB - Cambridge, liquids ans slurries in a rotating drum, 15.-17. 4. (1986), Paper 21 Chem. Eng. Sci 48 (1993) 19, 151 GEISLER R.K., Fluiddynamik und p. 3442-3446 Leistungseintrag in turbulent geriihrten 163 GRILC V., Minimum impeller speedfor Suspensionen, PhD Thesis TU dispersion oftwo phase liquid systems, Miinchen (1991) Vestn. Slov. Kern. Drus. 26 (1979) 2. 152 GEISLER R.K., BUURMANC., p. 123-135 MERSMANN A.B., Scale-upof the 164 GROBMANN H.G., Dispergieren, necessary power input in stirred vessels 140 FOSSETH., PROSSER L.E., f i e
336
I
Literature Fortschritte der Verfahrenstechnik 18 (1980),p. 171-187 165 GRORMANN H.G., Bdriebszusfande in Riihrwerken beim Dispergieren nicht mischbarer Fliissigkeiten, PhD Thesis TU Munchen (1982) 166 GRORMANN H.G., Dispergieren, Fortschritte der Verfahrenstechnik 21 (1983),p. 163-184 167 GROSZ-ROLL F., Homogenitutselfassung in statischem Mischern, Aufbereitungstech. (1979)1, p. 26-31 168 GROSZ-ROLL F., BAITIC J., MOSERF., Gusifliissig-Stofibergung in statischen Mischem, Verfahrenstech. 17 (1983) 12,p. 698-707 169 GUICHARDON P., FALKL., VILLERMAUX J., Study of Micromixing in a LiquidSolid Suspension in a Stirred Reactor, AIChE Symp. Ser. 90 (1994)299, p. 123-130 170 GUIDA V., OCONER., ASTARITAA., Micromixing and memory in chemical reactors, Chem. Eng. Sci. 49 (1994)24 B , p. 5215-5228 171 CUTWALD S., MERSMANN A., Mechanical Foam Breaking - A Physical Model for Impact Efects with High Speed Rotors, Chem. Eng. Technol. 20 (1997), p. 76-84 172 GYENIS J., ARVAJ., NEMETH L., SteadyState Partick Flow in Mixer Tubes Equipped with Motionless Mixer Elements, in [0.20],p. 144-156 173 HAARDE W., MEWES D., Tomographie auch in der Verfahrensfechnik,Chem. Ind., Dusseldorf(1988) 11, p. 76-83 174 HAARDE W., MEWES D., Das Vermischen mit Hi& von Fliissigkeitsstrahkn, Chem.-1ng:Tech. 62 (1990)1, p. 52-53 175 HACKL A., W I ~ M EW., R Zum Warmeiibergang in innznbeheizten RiihrgefiJen, Chem.-1ng.-Tech. 39 (1967)13, p. 789-791 176 HACKL A,, GROLLW., Zum Warmeiiberganperhaltm zihfliissiger Ole, Verfahrenstechnik 3 (1969)4, p. 141/145 177 HACEDORN D., SAIAMONE J.J., Batch Heat Transfer Coejicients for Pseudoplastic Fluids in Agitated Vessels,I&EC Process Des. Devel. 6 (1967)4, p. 469-475
HAILER R., Riihrbericht l / I I I der IGFarbenindustrie vom 27.10.1931 179 HARRIOTP., Mass transfer to particles, AIChE J. 8 (1962)1, p. 93-102 180 HARRIS L.S., Jet eductor mixers, Chem. Engng. 73 (1966)21,p. 216-222 181 HARTUNC K.H., HIBYJ.W., Beschleunigung der turbulenten Mischung in Rohren, Chem.-1ng.-Tech. 44 (1972)18,p. 1051-1056 182 HARTUNG K.-H., HIBYJ.W., Kontinuierliche Laminarmischung im Kenics-Rohr, Chem.-1ng.-Tech. 47 (1975)7 und MS 220175 183 Han, V.C., NIENOWA.W., Ein neuer, axial fdrdemder Riihrer zum Dispergieren von Gas in Fliissigkeiten, Chem.-1ng.-Tech. 61 (1989)2, p. 152-154 184 HASSAN I.T.M., ROBINSONC.W., Oxygen Transfer in Mechanically Agitated Aqueous Systems Containing Dispersed Hydrocarbons, Biotechnol. Bioengng. 19 (1977),p. 661-682 185 HASSAN I.T.M., ROBINSONC.W., Stirred-Tank Mechanical Power Requirement and Gas Holdup in Aerated Aqueous Phases, AIChE I. 23 (1977)1, p. 48-56 186 HAITAS., J. Soc. Chem. Ind. Japan 35 (1932),p. 1389;and Technol. Repts. Tbhoku Univ. 10 (1932),p. 119 187 HAUSEN H., Darstellung des Warmeiiberganges in Rohren durch uerallgemeinerte Potorzbaiehungen, 2. VDI Beihefte Verfahrenstechnik (1943), 4,p. 91-98 188 HAVAS G., DEAKA., SAWINSKI J., Heat Transfer Coejicients in an Aiqtated Vessel Using Vertical Tube Bafles, Chem. Engng. J. 23 (1982),p. 161-165 189 HAVAS G., DEAKA., SAWINSKI J., The ef& ofthe impeller diameter on the heat transfer in agitated vessels provided with vertical tube baffles, Chem. Engng. J . 27 (1983),p. 197-198 190 HENZLER H.-J., Untersuchungen zum Homogeniskren von Fliissigkeiten oder Gasen, VDI-Forschungsheft 587 (1978) 191 HENZLER H.-J., Eignung uon kontinuierlich durchstromten Mischern zum Homogenisieren, Chem.-1ng.-Tech. 51 (1979)1, p. 1-8 178
HENZLER H.-J., Begasen hohemiskoser Fliisigkeiten, Chem.-1ng.-Tech. 52 (1980)8, p. 643-652 193 HENZLER H.-J., Verfahrenstechnische Auslegungsunterlagen f i r Riihrbehiilter als Fermenter, Chem.-1ng.-Tech. 54 (1982)5, p. 461-476 194 HENZLER H.-J., SCHAFER E.E., Viskose und elastische Eigenschuften uon Fermentutionsbsungen,
[email protected]. 59 (1987)12,p. 940-944 195 HENZLER H.-J., Rheologische Stofeigenschajen - Erklarung, Messung, Erfassung und Bedeutung, Chem.-1ng.-Tech.60 (1988)1, p. 1-8 196 HENZLER H.-J., OBERNOSTERER G., E f i $Mixing Behauiour on Gas-liquid Mass Transfer in Highly Viscous, Stiwed non-Newtonian Liquids, Chem. Eng. Technol. 14 (1991),p. 1-10 197 HENZLER H.-J., BIEDERMANNA., Modelluntersuchungen zur Partikelbeunspmchung in Reuktoren, Chem.Iw.-Tech. 68 (1996)12, p. 1546-1561 198 HERNDL G., MERSMANN A.B., Fluid dynamics and m s s transfer in stirred suspensions, Chem. Eng. Commun. 13 (1981),p. 23-37 199 HERNDL G., MERSMANN A., Fluiddynarnik und Stofibergang in geriihrten Suspensionen, Chem.-1ng.Tech. 54 (1982)3, p. 258-259,MS 980/82 200 HERNDL G., Suspendieren, Fortschr. d. Verfahrenstech. 20 (1982),p. 137-162 201 HEUSCH R., Emulsions, Ullmann’s Encyclopedia of Industrial Chemistry, Vol A9, p. 297-339, VCH, Weinheim (1987) 202 HEWENVAN J.W., BEEKW.J., Vergrotingsregels uoor turbulente uloestofuloestofdispersies in geroerde vaten, De Ingenieur 82 (1970)44, p. Ch 51-Ch 60 203 HEUVEN VAN J.W., BEEK W.J., Power input, drop size and minimum stiwer speed f o r liquid-liquid dispersions in stiwed vessels, Proc. Int. Solvent Extr. Conf. (1977)1, p. 70-81 204 HIBYJ.W., Mischung in turbulenter Rohrstromung, Verfahrenstech. 4 (1970)12,p. 538-543 205 HIBYJ.W., Definition und Messung der 192
Mischgiite inJiissigen Gernischen, Chem.-1ng.-Tech. 51 (1979)7,p. 704709. Englisch in: Fortschritte der Verfahrenstechnik Bd. 17,Abt. B, S. 137/155;VDI-Verlag, Diiseldorf (1979) 206 HILGENSTOCK M., Stromungsanulyse in Riihnverkendurch Computersimulation, Chem.-1ng.-Tech. 67 (1995)1, p. 25-26 207 HIMMELSBACH W., Untersuchungen zum Stoff- und Wamiibergang sowie zur Homogenisierung in geriihrten Fermentem am Beispiel uon Xanthan, Chem.-1ng.-Tech.57 (1985)6, p. 548-549,Synopse 1370 208 HINZEJ.O., Fundamentals ofthe Hydrodynamic Mechanism of Splitting up in Dispersion Processes, AIChE J. 1 (1955)3, p. 289-295 209 HINZEJ.O., Turbulence, 2nd ed., McGraw-Hill, New York 1975 210 HIXONA.W., BAUMS.J., Mass Transfer Coe$cients in Liquid-Solid Agitation Systems,Ind. Engng. Chem. 33 (1941) 4,p. 478-485 211 HOBBS D.M., MUZZIOF.J., The Kenics static mixer: a three-dimensional chaotic pow,Chem. Engng. J. Laus. 67 (1997) 3, p. 153-166 212 HOFER H., MERSMANN A,, Zur Problematik der physikalisch und chemisch bestimmten Phasengrenzflliche in Gas/Fliissigkeits-Kontaktapparaten, Chem.-1ng.-Tech.52 (1980)4, p. 362-363 213 HOFFMANN J., TRALLES S., HEMPEL D.C., Testsystemzur Untersuchung der mechunischen Beanspmchung uon Partikeln in Bioreuktoren, Chem.-Ing. Tech. 64 (1992)10,p. 953-956 214 HOFFMANN J., BUSCHERK.,HEMPEL D.C., Ermittlung uon maximalen Scherspannungen in Riihrbehdtern, Chem.-Ing. Tech. 67 (1995)2, p. 210-214 215 HOFMANN H., BILLW., Geschwindig keitsbestimmende Faktoren bei Reaktionen mit suspendiertem Kontakt, Chem.-1ng.-Tech.31 (1959)2, p. 81-88 216 HOCKER H., Untersuchungen zum Leistungsbedurf und Stofibergang in Riihrreaktoren, PhD Thesis Universitit Dortmund (1978)
338
I
Literature HOCKER H., LANCERG., WERNER U., Stozaustauschbegaster newtonscher und nicht-newtonscherFliissigkeiten in Riihrreaktoren, Chem.-1ng.-Tech. 52 (1980)9,p. 752-753;MS 831/1980 218 HOFKEN M., SCHAFER M., DURSTF., Detailiette Untersuchung des Stromungsfddes inwrhalb eines Sechs-BlattScheibenriihren, Chem.-Ing. Tech. 68 (1996)7,p. 803-806 219 Hollow stirrers, patent literature: 1) DRP Nr. 211 100 vom 26.4.1908 (Farbwerke Hoechst) 2) DRP Nr. 343 401 vorn 30.7.1920 (J.A. Tellmann, Bremen) 3) FP Nr. 838 461 vom 7.12. 1938 (D.-L.Houillon, Paris) 4) DRP Nr. 759 121 vom 5.4.1940 (ZellstoE-FabrikWaldhof, Mannheim) 5) DRP Nr. 905 965 vom 23.4.1953 (ZellstoE-Fabr.Waldhof, Mannheim) 6) USP Nr. 2 542 031 vom 20.2. 1951 (Humfeld, Aeschlimann, Hoffman) 7) USP Nr. 2 609 189 vom 2. 9. 1952 (H. Dering, Utah/USA) 8) DBP Nr. 879 081 vom 23.4.1953 (Zellstoff-FabrikWaldhof, Mannheim) 9) DBP Nr. 920 844 vom 2. 12. 1954 (Farbenfabriken Bayer) 10) DBP Nr. 961 795 vom 28. 3. 1957 (G. Enenkel, A - Linz) 11) DBP Nr. 1 032 719 vom 24.9. 1958 (V. KramarSit, YU Ljubljana) 12) DRP Nr. 682 136 vom 9.10.1939 . (W. Vogelbusch, Wien) 13) DBPa Nr. 1 067 413 vom 22. 10. 1959 (W. Vogelbusch, A- Wien) 14) DBPa Nr. 1 113 210 vom 31. 8. 1961 (W. Vogelbusch, A - Wien) 15) DBP Nr. 2 243 163 vom 2.5. 1974 (H.Frings, Bonn) 16) DAS Nr. 1 262 923 vom 14.3. 1968 (Venot-Pic SA,Avon, Frankreich) 220 HOOCENDORN C.J., D E N HARTOG A.P., Model studies on mixers in the viscous pow region, Dutch in De Ingenieur 77 (1965)17,p. Ch 37/42,and 217
221
222
223
224
225
226
227
228
229
230
231
English in Chem. Eng. Sci. 22 (1967), p. 1689-1699 HRASTE M., HUSNJAK M., Suspension Correlation in the Range of Critical Particle! Vessel Diameter Ratio, Chem. Biochem. Eng. Q 9 (1995)2, p. 105-106 HRUBY M., Relationship between the dissipation of mechanical energy and heat transfer in agitated vessels, Int. Chem. Engng. 7 (1967)1, p. 86-90 HUGHMARK G.A., Power Requirements and Interfacial Area in Gas-Liquid Turbine Mtatzd Systems, Ind. Eng. Chem. Process Dev. 19 (1980), p. 638-641 HUGOP., WIRGESH.-P., Approximations To Calculate Self-Sustained Oscillations ofa Stirred Tank Reactor, Ind. eng. Chem. Fundam. 19 (1980)4, p. 428-435 IBRAHIM S., NIENOWA.W., Power curues andflow patternsfor a range of impellers in Newtonian fluids: 40 < Re < 5 x los,Trans IChemE 73 (1995)Part A, p. 485-491 IDE M.,MATSUJAMA Y., MADAJ., SHINOHARA H., Mechanism ofliquidphase m s s transfer in a liquidjet containig smaU bubbb, Int. Chem. Engng. 19 (1979)4,p. 617-623 I K A Maschinenbau, j a d e & Kunkel GmbH & Co. KG PO Box 1165, D-79216 Staufen IMAIY.,TAKEIH., MATSUMURAM., A simple Na2S03 Feeding Methodfor kra Measurement in Large-Scale Ferntentors, Biotechn. and Bioengng. 29 (1987)6, p. 982-993 IMHOFF K.R., Die Enhuicklung der Abwasserreinigung und des GewasserschutzesSeit 1868,gwfWasser/Abwasser, 120 (1979)12, p. 563-576 ISHIBASHI K., YAMANAKA A., MITSHUISHI N., Heat transfer in agitated vessels with special types of impellers, J. Chem. Eng. Japan 12 (1979)3, p. 230-234 JACKSON M.L., SHENC.-C., Aeration and Mixing in Deep Tank Fermentation Systems, AIChE J. 24 (1978)1, p. 63-71
S.V.. PANGARKAR V.G., Particleliquid mass transfer in three-phase sparged reactors: scale-up effects, Chem. Eng. Sci. 46 (1991)4,p. 919-926 J A E G E R Ph.T., J A N S S E N J.J.M., GROENEWEG F., ACTEROFW.G.M., Coalescence in emulsions containing inviscid drops with high interfacial mobility, Colloids Surfaces A: Physicochem. Eng. Aspects 85 (1994). p. 255-264 JAHODA M., MACHONV., Homogenization of Liquids in Tanks Stirred by multiple Impellers, Chem. Eng. Technol. 17 (1994),p. 95-101 JANSSEN J.M-H., MEIJERE.H., Dynamics of Liquid-Liquid Mixing: A 2Zone Model, Polymer Engng. and Sci. 35 (1995)22,p. 1766-1780 JAWORSKI Z., NIENOWA.W., DYSTER K.N., An LDA Study of the turbulent Flow Field in a b a . Vessel Agitated by an Axiul, Down-Pumping Hydrofoil Impeller, Can. J. chem. eng. 74 (1996) 2, p. 3-15 J E C K N., Statisches Mischen Kontinuierliche ProzeJfihrung in der Schiittgutuerarbeitung, Chem. Prod. (1991)3,p. 33-37 J E N N E M., REUSS M., Modellierung und Simulation der dreidimensionalen, turbulenten Stromung in Riihrkesselreaktoren, Chem.-Ing. Tech. 68 (1996) 3, p. 295-299 J O H N G., Der Leistungsbedarfbeim Begasen uon Fliissigkeiten in bwehrten Riihrbehiiltern, Verfahrenstehnik 3 (1969)9,p. 393-398 JOSHI J.B., Modijlcations to the design of gas inducing impeller, Chem. Engng. Commun. 5 (1980),p. 109-114 JOSHI J.B., PANDIT A.B., SHARMA M.M., Mechanically agitated gas-liquid reactors, Chem. Eng. Sci. 37 (1982)6, p. 813-844 (Review article No. 7) J u L.-K., SUNDARAUJANA., The efect of cells on oxygen transfer in bioreactors, Bioproc. Engng. 13 (1995),p. 271-278 JUDAT H., Leistungs-Charakteristikund Geszhwindigkeitsprojle eines Scheibenriihrersrnit Statomng, BAYERinterner Forschungsbericht (1967) JUDAT H., Der Einfu8 des Riihrertyps
232 JADHAV
233
234
235
236
237
238
239
240
241
242
243
244
auf die Teilchen~o~enverteilung im SystemJiissig/Jiissig, Chem.-1ng.-Tech. 47 (1975)7,p. 303 and VDI-Berichte Nr. 232 (1975),p. 363-369 245 JUDAT H., Zum Dispergieren con Gasen, PhD Thesis T U Dortmund (1976) 246 JUDAT H.,Eignung schnellaufnder Riihrertypen zum Dispergieren von Gasen in niedrig-uiskosen Fliissigkeiten, Chem.-1ng.-Tech. 48 (1976)3, p. 228-229 247 JUDAT H., Riihrleistung beim Dispergieren uon Gasen, eine new Approximation Ne (Qc, Fr, D/d)f;(r den Scheibenriihrer rnit 6 Schaufln, Chem.1ng.-Tech. 48 (1976)10,p. 865-867 248 JUDAT H., Optimale Riihrbedingungen jiu den Stofaustausch im System gasfrmiglfiissig, vt-Verfahrenstechnik 11 (1977)8,p. 467-469 249 JUDAT H., Stoffaustausch Gas/Fliissigkeit im Riihrkessel - eine kritische Bestandsaufnahme, Chem.-1ng.-Tech. 54 (1982) 5, p. 520-521 250 JUDAT H., J O H E N N E K E N U., Wlirmeiibergang in Riihrkesseln rnit wandschabenden Riihrelementen, Jahrestreffen der Verfahrensingenieure, Stuttgart (1991) 251 KABATEK J., DITLP., N O V V., ~ Helax a New Type of Static Mixer. Operation Characteristics and Comparison with Other Types, Chem. Eng. Process. 25 (1989),p. 59-64 252 KAFAROV V.V., GOLDFARB M.J., IWANOWA M.G., Untemcchung d e s Durchmischungsprozessesim System GaslFliissigkeit, Chem. Ind. (russ.) (1954)7,p. 423-428 253 KAFAROV V.V., BABANOVB.M., Phasecontact area of immiscible liquids during agitation by mechanical stirrers, J. appl. Chem. U.S.S.R. 32 (1959)4, p. 810-816 254 KALBITZ H., BOHNETM., EinJuJ statischer Mischer auf den Wanneiibergang und den Druckverlust in Rohrwameaustauschem, Chem.-1ng.-Tech. 63 (1991)3, p. 270-5271 255 KAMIENSKI J., DYIAGM., Fliissigkeitsbegasung rnit einem neuurtigen konischen Turbinenriihrer, Verfahrenstechnik 15 (1981)2,p. 112-114
340
I
Literature KARCZ J., KAMINSKA-BRZOSKA J., Untersuchung des Einjlusses der Schauflkriimmung auf die Riihrleistung, Inz. chem. proces. (Wroclaw) 15 (1994)3, p. 371-378 257 KARWAT H., Verteilung uon Gasen in Fliissigkeiten durch Riihrer, Chem.-Ing: Tech. 31 (1959)9,p. 588-598 258 KASKASA,, Schwimmgeschwindigkeiten in Mehrkomsuspensionen am Beispiel der Sedimentation, PhD Thesis TU Berlin (1970) 259 KAST W., Untersuchungen zum Warmeiibergang in Blasensaulen, Chem.-1ng.-Tech. 35 (1963)11, p. 785-788 260 KAYSER R., Die Entwicklung des Belebungsuerfahrens in den letzten 30 Jahren, gwf -Wasser/Abwasser. 123 (1982)6, p. 303-307 261 UPPEL M.U., SEIBRINCH., Leistungsbedarfund Mischzeit beim Riihren hochviskoser Fliissigkeiten mit dem Wendelriihrer, Verfahrenstechnik4 (1970),p. 470-475 262 UPPEL M.,Enhuicklung und Anwendung einer Methode zur Messung des Mischunperlaufs bei Fliissigkeiten, VDI-Forschungsheft 578,Diisseldorf (1976) 263 KEEYR.B., GLEN J.B., Area-Free MassTransfer Coe$cientsfor Liquid Extraction in a Continously Worked Mixer, AIChE J. 15 (1969)6,p. 942-947 264 KEITEL G.,Untersuchungen zum Stofaustausch in Gas-FliisdgDispersionen in Ruhrschlaufenreaktor und Blasensuuk, PhD Thesis TU Dortmund (1978) 265 KEITELG.,ONKEN U., Errors in the Determination of Mass Transfer in Gas/ Liquid Dispersions, Chem. Eng. Sci. 36 (1981)12,p. 1927-1932 266 KEITEL G., ONKEN U., Zur Koaleszenzhemmung durch Elektrolyte und organische Verbindungen in wiiprigen Gas-Fliissig-Dispersionen, VDI-Berichte Nr. 470 (1983), p. 527-537 267 Kenics Static Mixers; Marketing through Chemineer Ltd, 7 Cranmer Road, West Meadows Derby DE21 6XT,GB 268 KESSENChr., LINDNER J.-P.,
256
Optimiertes Riihrsystem im laminaren Stromungsbereich, Verfahrenstechnik 29 (1995)10,p. 28-30 269 KHAN A.R., RICHARDSON J.F.. Fluidparticle interactions and flow characteristics ofjluidized beds and settling suspensions of spherical particles, Chem. Eng. Commun. 78 (1989), p. 111-130 270 KHANC S.J., LEVENSPIELO., New scaleup and design methodfor stirrer agitated batch mixing vessels, Chem. Eng. Sci. 31 (1976),p. 569-577 271 KIPKE K.D., Mechanische Belastung uon stromungsumlenkenden Einbauten in geriihrten Behiiltem, Chem. Tech. Heidelberg 6 (1977),p. 467-472 272 KIPKE K.D., Riihren von diinnjliissigen und mitteluiskosen Medien, Chem.-1ng.Tech. 51 (1979)5, p. 430-436 273 KIPKE K.D., Hydraulic Forces on Diferent Impeller Types, 3rd Europ. Conf. on Mixing, GB - York (1979), Paper E 1,241-254 274 KIPKE K.D., Erosiuer Verschleij3 uon Riihrorganen, Chem.-1ng.-Tech. 52 (1980)8,p. 658-659 275 KIPKE K.D., Warmeiibergang in begasten nicht-Navtonschen Fliissigkeiten, Chem.-1ng.-Tech. 52 (1980)12,p. 975-976 276 KIPKE K.D., Tropfenuerteilung in geriihrten Fliissi~ifliissi~Dispersionen, Verfahrenstechnik 15 (1981)8, p. 563-566 277 KIPKE K.D., Wene Probleme in der Riihrtechnik, Chem.-1ng.-Tech. 54 (1982)5, p. 416-425 278 KIPKE K.D., Anfahren aus abgesetzten Suspensionen, Chem.-1ng.-Tech. 55 (1983)2,MS 1068/83 279 KIPKE K.D., Suspendieren in einem 21-m3-Behiilter, Chem.-1ng.-Tech. 64 (1992)7,p. 624-627 284 KITTNER R., Mischzeit und Leistungsuergleich uon Strahlmischem, Monatschr. Brauwiss. 37 (1984)8, p. 348-352 281 K K K-Mitteilungen Heft 7, Mai 1961 der AG Kiihnle, Kopp & Kausch, PO Box 1728,D-67207 Frankenthal 28.2 KNEULE F., Die Pr6fing uon Riihrem durch Loslichkeitsbestimmung, Chem.1ng.-Tech.28 (1956)3, p. 221-225
283 KNEULE F., WEINSPACH P.-M.>
284
285
286
287
288
289
290
291
292
293
294
295
Suspendierungfester Korper in Fliissigkeiten, Chem.-1ng.-Tech.35 (1963)10,p. 720-725 KNEULE F., WEINSPACH P.M., Suspendieren uon Feststofiartikeln i m RiihrgefiJ, Verfahrenstechnik 1 (1967) 12,p. 531-540 KNEULE F., ORTNER H., Anlaufiorgange bei Riihnverh, Chem.1ng.-Tech.40 (19G8)8, p. 395-399 KNEULE F., Zur MaJstabsiibertragung beim Suspendieren im RiihrgefiJ3, Chem.-1ng.-Tech. 55 (1983)4,p. 275281 KNOCH A., EinfuJ des nichtNavtonschen FlieJuerhultens auf die churakteristichen GroJ3en eines Riihrprozesses, Chem.-1ng.-Tech.69 (1997)10,p. 1426-1432 Ko~iiiV., FILIP P., CUREVA.G., Hydrodynamics ofa radially dischwging impeller stream in agitated vessels, Chem. Eng. Commun. 27 (1984), p. 313-326 KOLMOGOROVA.N., Die lokale Struktur der Turbulenz in einer inkompressiblen ziihen Fliissigkeit bei sehr groJen REYNoLDsschenZahlen, Samrnelband zur statistischen Theorie der Turbulenz (HerausgebeK H. Goering), Akademie-Verlag, Berlin (1958), S. 71-76 KOLMOGOROVA.N., Die Energiedissipation f i r lokalisotrope Turbulenz, in [289],p. 77-81 KOLMOGOROVA.N., Zur Entartung der isotropen Turbulenz in einer inkompressiblen zahen Fliissigkeit, in [289],p. 147-150 KOLMOGOROVA.N., Uber die Zerstliubung uon Tropfen in einer turbulenten Stromung, in [289], p. 151-156 KORISCHEM B., Homogenisieren mit fliissigkeiten mit Dusen, Diploma TU Dortmund (1987) KOZIOL K., GLOWACKI P., Determination of the Free Settling Parametres of Spherical Particles in Power Law Fluids, Chem. Eng. Process. 24 (1988)4,p. 183-188 KRAUMEM., ZEHNER P., Suspendieren i m Riihrbehlilter - Vergleich unter-
2%
297
298
299
300
301
302
303
304
305
306
307
schiedlicher Berechnungsgleichungen, Chem.-1ng.-Tech.60 (1988)11, p. 822-829 KRAUME M., ZEHNER P., Homogenisieren in geriihrten FestFliissigSystemen,Chem.-1ng.-Tech. 62 (1990)4,p. 306-310 KRAUMEM., ZEHNERP., Konzept zur MaJstabsiibertragung beim Suspendieren im Riihrbehdter ( I ) , Chem.-1ng.-Tech. 64 (1992)3, p. 275-278 KRAUME M., ZEHNERP., Konzept zur MaJstabsiibertragung beim Suspendieren im Riihrbehlilter ( I I ) , Chem.-1ng.-Tech. 67 (1995)3, p. 280-288 KRESST.S., KEYESJ.J. Jr., Liquid phase controkd muss transfer to bubbles in cocurrent turbulent pipeline flow, Chem. Eng. Sci. 28 (1973),p. 1809-1823 KREVELENVAN D.W., HOFTIJZER P.J., Kinetics of Gas-Liquid Reactions. Part I. General Theory, Rec. Trav. Chem. PaysBas 67 (1948),p. 563-586 KREVELENVAN D.W., HOFTIJZER P.J., Graphical design of gas-liquid reactors, Chem. Eng. Sci. 2 (1953)4, p. 145-156 KUBIE J., GARDNER G.C., Drop sizes and drop dispersion in straight horizontal tubes and in helical coils, Chem. Eng. Sci. 32 (1977),p. 195-202 KUBOI R., KOMASAWAI., OTAKET., IWASA M., Fluid and particle motion in turbulent dispersion - 111: Particle-liquid hydrodynamics and mass transfer in turbulent dispersion, Chem. Eng. Sci. 29 (1974),p. 659-668 KUDRJAWIZKIF., BAUERM., Gastransport durch die Oberjliiche geriihrter Flliissigkeiten, Chem.-1ng.Tech. 65 (1993)11, p. 1360-1362 KULICKEW.M.,Fh$uerhalten uon Stofin und Stofiemischen, Hiithig & Wepf,Heidelberg (1986) KURPIERSP., STEIFF A., WEINSPACH P.-M., Zum Wanneiibergang in geriihrten Mehrphasenq&men, Chem.1ng.-Tech. 5G (1984)3, p. 234-235 KURPIERS P., STEIFFA., WEINSPACH P.-M., Zum Warmeiibergang und zur MaJstabsiibertragung in geriihrten Einund Mehrphasenreaktoren mit eingetauchten Heizelementen,Chem.Ing.-Tech. 57 (1985)7,p. 623-633
342
I
Literature KURPIERSP., STEIFF A,, WEINSPACH P.-M., Zum Warmeiibergang “Reaktonvand!-Fluid” in einem geriihrten Ein- und Mehrphasenreaktor beim Einsatz ein- und zweistufger Scheibenriihrer. Chem.-1ng.-Tech.57 (1985) 8, p. 700-701 309 KURIYAMAM., OHTAM., YANAGAWA K., ARAI K., SAITO S., Heat Transfer and Temperature Distribution in an Agitated Tank equipped with Helical Ribbon Impeller, J. Chem. Eng. Japan 14 (1981) 4, p. 323-330 310 KURIYAMA M., INOMATAH., ARAI K.. SAITOS., Numerical Solution for the Flow of Highly Viscous Fluid in Qtated Vessels with Anchor Impeller, AIChE J. 28 (1982) 5, p. 385-391 311 KURIYAMAM., ARAI K., SAITOS., Mechanism of heat transfer to pseudoplasticfluids in an agitated tank with helical ribbon impeller, J. Chem. Eng. Japan 16 (1983) 6, p. 489-494 312 KWASNIAKJ., Wurmeiibergang beim Riihren von Suspensionen und Emulsionen, Verfahrenstechnik 7 (1973) 10, p. 287-292 313 LAITY D.S., TREYBAL R.E., Dynamics of liquid agitation in the absence ofan airliquid interface, AIChE J. 3 (1957) 2, p. 176-180 314 LAM A., SATHYAGAL A.N., KUMAR S., RAMKRISHNAD., Maximum Stable Drop Diameter in Stirred Dispersions, AIChE J. 42 (1996) 6, p. 1547-1552 315 LAMADL S., Auswahl und Auslegung emailierter Riihrerfiir dus Aufivirbeln uon Festsstofen in Fliissigkeiten, Verfahrenstechnik 11 (1977) 2, p. 72-81 316 LAMADB S., Emailierte Riihrer wit CryoLock-Verbindungstechnik, Chem.-1ng.Tech. 59 (1987) 5, p. 411-414 317 LANG E., BORTHJ., DRTINA P., STREIFF F.A., Numerische Stromungsberechnung: Ein Werkzeug zur Analyse des Mischvorganges in statkchen Mischern, Chem.-Ing. Tech. 67 (1995) 1, p. 29-31 318 LANC E., DRTINA P., STREIFF F.A., FLEISCHLIM.. Numerical simulation of thefluidflow and the mixing process in a static mixer, Int. J. Heat Mass Transfer 38 (1995) 12, p. 2239-2250 308
LANCER G., WERNER U., Viskoefastische ETekte beim “laminaren” statischen Mischen, Chem.-1ng:Tech. 68 (1996) 3. p. 283-287 320 LANGNER F., Zur Teilchengroge con 319
Suspensionspolymerisationen, PhD Thesis TU Berlin (1981) 321 LAWNC.J., The Determination of Rate of Dissipation in Turbulent Pipe Flow, J. Fluid Mech. 48 (1971) 3. p. 477-505 322 J A U F H U T ~ E H.D., MERSMANN A,, Die Laser-Doppler-Velocimetrie - ein geeignetes MePcerfahren zur Ermittlung der Stromungsuerhtiftnisse in geriihrten Fluiden, Chem.-1ng.-Tech.56 (1984) 11, p. 862-863 323 LEHMANNJ., PIEHLG.W., SCHULZ R.. Blasenj-eie Zellkulturbegasung mit bewegten, porosen Membranen, BiotechForum 2 (1985) 3, p. 112-117 324 LEHRERL.H., Gas &tation of Liquids, I&EC Process Des. Devel. 7 (1968) 2, p. 226-239 325 LE LAN A., ANCELINO H., Etude du vortex duns les cuiies agities, Chem. Eng. Sci. 27 (1972), p. 1969-1978 326 LESSARDR.R., ZIEMINSKI S.A., Bubble Coalescence and Gas Transfer in Aqueous Electrolytic Solutions, Ind. Eng. Chem. Fundam. 10 (1971) 2, p. 260-269 327 LEWISW.K., WHITMAN W.G., Principles ofGus Absorption, Ind. Engng. Chem. 16 (1924), p. 1215-1220 328 LINEKV., Bestimmung der PhasenGrenzjluche in einem mit mechanischem Riihnverk versehenen Reaktor bei Gasdurchgang, Chem. Eng. Sci. 21 (1966), p. 777-790 329 LINEK V., MAYRHOFEROV~, MOSNEROVA, J., The influence of difusioity on liquid phase mass transfer in solutions ofelectrofytes, Chem. Eng. Sci. 25 (1970), p. 1033-1045 330 LINEKV., VACEKV., Chemical engineering use of catalyzed suljite oxidation kinetics for the determination of mass transfer characteristics ofgasliquid contactors, Chem. Eng. Sci. 36 (1981) 11, p. 1747-1768 331 LI X., CHENG., CHENJ., Simpltjed j-amework for description of mixing with chemical reactions. I: Physical
picture of micro- and macromixing, Chinese J. Chem. Eng. 4 (1996)4, p. 311-321 332 LI X., CHENG., Simplijedframework for description of mixing with chemical reactions. 11: Chemical reactions in the d@rent mixing regions, Chinese J. Chem. Eng. 4 (1996)4,p. 322-332 333 LIEPE F., Untersuchungen zum Stofiereinigen in Jiissiger Phase; Teil 7: Anfahruerhalten uon Riihrwerken, Chem. Techn. 28 (1976)6,p. 337-341 334 LIEPE F., KOSCHEKR., Untersuchungen z u m Stofiereinigen in Jiissiger Phase; Teil 8: Die Aufitellungeines stromungsmechunisch begriindeten Suspendiemdelles, Chem. Techn. 29 (1977)7,p. 378-381 335 LIEPE F., Mischprozesse in turbulenten Stromungen, S. 65 ff in Mechanische VerfahrenstechnikI (Federfiihrender Auto1 H. Schubert). VEB Deutscher Verlag fiir Grundstoffindustrie, Leipzig (1977) 336 LING F.H., ZHANG X., A Numerical study on mixing in the Kenics static mixer, Chem. Eng. Commun. 136 (1995),p. 119-141 337 LOCKHARTR.W., MARTINELLI R.C., Proposed correlation of data for isothermal two-phase, two-component flow in pipes, Chem. Eng. Progr. 45 (1949),p. 39-48 338 LOHMANNT., Mechanische Schaumzerstorung durch Beregnen, Fortschrittsber. VDI, Reihe 3: Verfahrenstech., Nr. 356 (1994) 339 LOHMANNT.,PAHL M.H., Mechanische Schaumzerstorungfststo~altiger Schiiume, Chem.-@-Tech. 65 (1993) 11, p. 1362-1365 340 LOPES DE FIGUEIREDO M.M., CALDERBANK P.H., The Scale-up of Aerated Mixing Vesselsfor Specijic Oxygen Dissolution Rates, Chem. Eng. Sd.34 (1979)11, p. 1333-1338 341 LUCK W.A.P., Zur Struktur des Wassers und der waJ3rigen Losungen, Tenside Detergents 11 (1974)3, p. 145-155 342 LUCK W.A.P., Water in biological systems, Topics in Current Chemistry VOI. 64 (1976),p. 113-180 343 LUONC H.T., VOLESKY B.B., Mechanical Power Requirements of Gas-Liquid
Agitated Systems, AIChE J. 25 (1979)5, p. 893-895 344 L U N D ~ N M., STENBERG O., ANDERSSON B., Evaluation of a method for measuring mixing time using numerical simulation and experimental data, Chem. Eng. Comm. 139 (1995), p. 115-136 345 MACHONV., VLCEKJ., Some Effects of Pseudoplusticity on Hold-up in Aerated, @Wed Vessels, Chem. Engng. J. 19 (1980)1, p. 67-74 346 MANN R., DICKINF.J., WANCM., DYAKOWSKI T., WILLIAMS R.A., EDWARDS R.B., FORREST A.E., HOLDEN P.J., Application ofelectrical resistance tomography to interrogate mixing processes at plant scale, Chem. Eng. Sci. 52 (1997)13, p. 2087-2097 347 MARKOPOULOS J., KONTOGEORCAKI E., Trombenbildung in unbewehten Riihrbehiiltern mit ein- und zweistufger Riihreranordnung, Chem.-1ng.-Tech. 65 (1993)7,p. 839-841 348 MARKOPOULOS J., KONTOGEORGAKI E., Vortex depth in unbafid single and multiple impeller agitated vessels, Chem. Eng. Techno]. 18 (199S), p. 68-74 349 MARKLH., BRONNEMEIER R., WIITEK B., Hydrodynamische Belastbarkeit von Mikroorganismen, Chem.-Ing. Tech. 59 (1987)12,p. 907-917 350 MARQUARDT R., Umlaufhoheruiskoser, Newtonsher und nicht-Newtonsher Fliissigkeiten in Strahl-Schkrufnreaktoren, Verfahrenstechnik 13 (1979) 6,p, 527-531 351 MARQUARDT R., BLENKEH., Umlauf mittel- bis hochuiskoser, Newtonscher und nicht-Newtonscher Fliissigkeaten in Propeller-Schlaufnr~ktoren,Verfahrenstechnik 12 (1978)11, p. 721-726 352 M ~ R Q U EA.L., Z NGWEN C., PONCIN S., WILDG., MIDOUXN., A novel hydrazine oxidation techniquefor the determination ofkLa in gas-liquid and gas-liquid-solid reactors, Chem. Eng. Sci. 49 (1994)24 B, p. 5667-5679 353 MARRUCCIG., NICODEMOL., Coalescence ofgas bubbles in aqueous solutions of inorganic electrolytes, Chem. Eng. Sci. 22 (1967),p. 1257-1265 354 MARRUCCIG., A theory ofcoalescence, Chem. Eng. Sci. 24 (1969),p. 975-985
.iterature
MARTINS., SOUCAILLE P., CONDORET J.-S., Bubblefree gaseous transfer in bioreactors using pevfluorocarbons, Bioprocess Engng. Berlin 13 (1995)6, p. 2931300 356 MARTINT., Gas Dispersion with Radial and Hydrofoil Impellers in Fluids with Diferent Coalescence Characteristics; 240 Seiten, (ISBN 3-89675-104-2) Herbert Utz Verlag, Miinchen (1996) 357 MARUYAMA T., MIZUSHINAT., HAYASHIGUCHI S., Optimum conditions forjet mixing in turbulent pipepow, Int. Chem. Eng. 23 (1983)4,p. 707-716 358 MAT~JIEEK J., SEIDLJ., EICHLERJ., KRSKAF., Der Warmeiibergang beim Ruhren uon Suspensionen makromolekularer Stofe, Chem.-1ng.-Tech. 56 (1984)2,MS 1194/84 359 MAVROSP.,XUEREB C., BERTRANDJ., Determination of3-Dflowfields in agitated vessels by laser-Doppler uelocimetry: Efect ofimpeller type and liquid uiscosity on liquidflow patterns, Chem. Engng. Res. and Des. 74 (1996) A6, p. 658-668 360 MEHTAV.D., SHARMA M.M., Mass transfer in mechanically agitated gasliquid contacton, Chem. Eng. Sci. 26 (1971),p. 461-479 361 MEIERW., HUNKELER R., STOCKER W.-D., Sulzer Mellapack - eine new, geordnete Packungficr StofaustauschApparate, Chem.-1ng.-Tech. 51 (1979) 2,p. 119-122 362 MERSMANN A., Druckuedust und Schaumhohen von gasdurchstromten Flussigkzitsschichten auf Siebboden, VDI - Forschungsheft 491,VDI-Verlag, Dusseldorf (1962) 363 MERSMANN A., EINENKELW.-D., KXPPEL M., Auslegung und MaJstabsvergro$erung von Riihrapparaten,
[email protected]. 47 (1975)23, p. 953-964 364 MERSMANN A., GRORMANN H., Dispergieren in fliissigen Zweiphasensystemen, Chem.-1ng.-Tech. 52 (1980) 8,p. 621-628 365 MERSMANN A., private communication (1998) 366 METZNERA.B., OTTOR.E., @tation of Non-Newtonian Fluids, AIChE J. 3 (1957)1, p. 3-10 355
MEWESD., Handbuch d e s VDIBildungswerkes: Mehrphasenstromungen, VDLVerlag, Diisseldorf (1974) 368 MICHELB.J., MILLERS.A., Power Requirements of Gas-liquid Agitated Systems, AIChE J. 8 (1962)5, p. 262-266 369 MICHIMAK., MATSUON., KAWAKAMI A., TOKUYASU T., OKAS., NAGATANI M., Measurement and correlation of solubilities of oxygen in aqueous solutions containing ribose and rafinose, Fluid Phase Equilibria, Amst. 134 (1997) 1&2, p. 277-283 370 MICKAILY-HUBER E.S., BERTRANDF., TANGUY Ph., MEYERTh., RENKENA,, RYS F.S., WEHRLIM., Numerical simulation of mixing in an SMRX static mim,Chem. Eng. J. 63 (1996),p. 117126 371 MIDOUX N., CHARPENTIER J.-C., Mechanically agitated gas-liquid reactors. Part I: Hydrodynamics; Part 2: Interfacial area, Int. Chem. Engng. 24 (1984)2,p. 249-287 und 3, p. 452-481; French in Entropie 88 (1979),p. 5-38 und 101 (1981), p. 3-31 372 MIGNONE C.F., The Agitation-Step Method for kra Measurement, Chem. Eng. Sci. 45 (1990)6,p. 1583-1587 373 MILLS D.B., BAR R., KIRWAN DJ., Efect ofSolids on Oxygen Transfer in Agitated Three-Phase Systems, AIChE J. 33 (1987)9,p. 1542-1549 374 MLYNEK Y., RESNICK W., Drop size in agitated liquid-liquid systems, AIChE J. 18 (1972)1, p. 122-127 375 MOLAGM., JOOSTEN G.E.H., DRINKENBURG A.A.H., Droplet Breakup and Distribution in Stirred Immiscible Two-Liquid Systems,Ind. Eng. Chem. Fundam. 19 (1980)3, p. 275-281 376 MONTESJ.-L., BOISSONH.-C., F O ~ I., T JAHODA M., VeloGityfreldmucroinstabilities in an axially agitated mixing uessel, Chem. Engng. J. 67 (1997), p. 139-145 377 MOO-YOUNG M., CROSSJ.V., Heat Transfer Rates to Newtonian Fluids in an Anchor-&tated Kettle, Can. J. Chem. Eng. 47 (1969)8, p. 369-373 378 MOOREI.P.T., COSSOR G., BAKERM.R., 367
Velocity distribution in a stirred tank containing a yield stresspuid, Chem. Eng. Sci. 50 (1995) 15. p. 2467-2481 379 MOREIRA J.L. et al., Formation and disruption of animal cell aggregates in stirred vessels: mechanisms and kinetics studies, Chem. Eng. Sci. 50 (1995) 17, p. 274712764 380 MOSERA,. EDLINGERV., MOSERF., Sauerstofiransport und Austauschflachen in 0 1 - Wasser-Dispersionen, Verfahrenstechnik 9 (1975) 11, p. 553-565 381 MOTARJEMI M., JAMESON G.J., Mass transferfrom very small bubbles - the optimum bubble size for aeration, Chem. Eng. Sci. 33 (1978), p. 1415-
391
392
393
394
1423 382 MULLERW.,
383
384
385
386
387
388
389
390
Ein neuer Rohrreaktorfur hochzahe Medien - Versuchsergebnisse und uergleichende Berechnungen rnit statischen Mischern, Chem.-1ng.-Tech. 54 (1982) 6, p. 610-611 MULLERW., Anfahnviderstand bei Sediment im Riihrbehiilter, Chem.-1ng.Tech. 55 (1983) 6, p. 474-476 MULLERW. (TU Dortmund), Untersuchung uon Homogenisieruorgiingen in nicht-Newtonschen Fliissigkeiten rnit einem neuen bildanalytischen Verfahren, VDI-Forschungsberichte, Reihe 3 (1985), Nr. 103 MULLERW., Warmeiibertragung in hochuiskosen Medien, Parfumerie Kosmetik 72 (1991) 8, p. 514-523 MURTI P.S., BAIAKRISHNARAo K., Heat Transfer in Mixersfor nonNewtonian Liquids, Brit. Chem. Eng. 13 (1968) 10, p. 1441/42 MUSCHELKNAUTZ E., HECKENBACH M., Rheologische BetriebsmeJuerfahren, in “Messen, Steuern und Regeln in der chemischen Technik’, Springer Verlag (1980). Abschnitt 10 MYUNG-CHAN J., PENNEY W.R., Backmixing into Reactor Feedpipes Caused by Turbulence in an Agitated Vessel, in [0.20], p. 41-49 NACATAS., Studies on Agitation of Two Immiscible Liquids, Trans. SOC.Chem. Eng. Japan 8 (1950), p. 43-58 NAGATAS., YOKOYAMA T., NAKAH., Empicalformula to estimate the critical agitator speed, Chem. Engng, Tokyo 17 (1953) 4, p. 144-151
395
396
397
398
399
400
401
402
NACATAS.. JAMAMOTO K., YOKOYAMA T., Studies on the power requirement of mixing impellers, Mem. Fac. Engng. Kyoto Univ. 19 (1957) 3, p. 274-290 NARSIMHANG., RAMKRISHNA D., GUPTA J.P., Analysis ofDrop Size Distributions in Lean Liquid-Liquid Dispersions, AIChE J. 26 (1980) 6, p. 991-1000 NEUHAUSO., LANCER G., WERNER U., Mechanische Beanspruchung von Riihrapparaten, Chem.-1ng.-Tech.54 (1982) 11, MS 1048/82 NIJSINGR.A.T.O., HENDRIKSZ R.H., KRAMERSH., Absorption o f C 0 ~in jets and fallingfilms of electrolyte solutions, with and without chemical reaction, Chem. Eng. Sci. 10 (1959), p. 88-104 NIENOWA.W., MILESD., The efect of impellerltank configurations on fluidparticle mass transfer, Chem. Engng. J. 15 (1978), p. 13-24 NIENOWA.W., WISDOM D.J., SOLOMON J., MACHONV., VLCEKJ., 7he efect ofrheological complexities on power consumption in an aerated, agitated vessel, Chem. Eng. Commun. 19 (1983) 4-6, p. 273-293 NIENOWA.W., DRAINS.M., BOYES A.P., CARPENTER K.J., An experimental study to characterize imperfect macromixing in a stirred semibatch reactor, Ind. Eng. Chem. Res. 36 (1997) 8, p. 2984-2989 NISHIKAWAM., MORI F., FUJIEDAS., Average drop size in a liquid-liquid phase mixing vessel, J. Chem. Engng. Japan 20 (1987) 1, p. 82-88 NISHIKAWAM., KAYAMAT., NISHIOKA S., NISHIKAWAS., Drop size distribution in mixing vessel with aeration, Chem. Eng. Sci. 49 (1994) 14, p. 2379-2384 NOVAKV., RIEGERF., Homogenization with helical screw agitators, Trans. Inst. Chem. Eng. 47 (1969), p. T 335-340 NOVAKV., RIEGERF., S C H R E I E R P., OV~ Starting power input for mixing in stopless vessels, Chem. prum, Praha 71 (1996) 6, p. 18-19 OBERNOSTERER G., Sto&bergang und Gasblasenkoaleszenz in begasten waJ3rigen Tensidlosungen, PhD Thesis TU Clausthal (1992); Koaleszenz-
3-46
I
Literature
phanomene im System gasfdi-miglfliissig, Chem.-1ng.-Techn.G3 (1991)9, p. 950-951 403 OGUZH.,Untenuchungen zum Gas1 FliissigStofaustausch in geriihrten Suspensionen, Doktorarbeit, Universitat Oldenburg (1986) 404 OHTAKE T.,HANOT., TAKAGIK., NAKASHIO F., Effect ofviscosity on drop diameter in a w/o emulsion dispersed in a stirred tank, J . Chem. Engn. Japan, 20 (1987)5, p. 443-447 405 OHYAMA Y.,ENDOH K., Power Characteristics of Gas-liquid Contacting Mixers, Chem. Eng. (Japan)19 (1955), P. 2 406 OLDSHUE J.Y., GRETTONA.T., Helical coil heat transfer in mixing vessels, Chem. Engng. Progr. 50 (1954)12, p. 615-621 407 OLDSHOE J.Y., HIRSHLAND H.E., GRETIONA.T., Blending of low-viscosity liquids with side-entering mixen, Chem. Engng. Progr. 52 (1956)11, p. 481-484 408 O'LEARYC.D., FORNEY L.J., Optimization ofln-Line Mixing at a 90" Tee, Ind. Eng. Chem. Process Des. Dev. 24 (1985) 2,p. 332-338 409 ONKENU., SCHALK W., Zur Bestimmung der Phasengrenzfliiche in Gas/ Flussigkeits-Dispersionenmittels der Sulfit-Oxidation, Chem.-1ng.-Tech.49 (1977)7, p. 573 T.O.,BLANCHH.W., Bubble 410 OOLMAN coalescence in stagnant liquids, Chem. Eng. Commun. 43 (1986)416, p. 237-261 411 OPARAM.,Homogenisieren uon nichtNewtonschen Fliissigkeiten im Riihrgefi3, Verfahrenstechnik9 (1975)9, p. 446-449 412 OPARAM., Selection of agitatorsfor heat transfer, J. mech. engng. (SLOLjubljana) 40 (1994)7/8,P. 245-250 G.E., Heat transfer 413 ORRC., DALLAVALLE properties of liquid-solid suspensions, Chem. Eng. Progr. Symp. Series 50 (1954),p. 29-45 414 OTTINOJ.M., Mixing in chemical reactions; a tutorial, Chem. Eng. Sci. 49 (1994)24 A, p. 4005-4027 415 PACEKA.W., NIENOWA.W., MOORE I.P.T., On the structure ofturbulent
liquid-liquid dispersedflows in an agitated vessel, Chem. Eng. Sci. 49 (1994)20,p. 3485-3498 E., 416 PAHLM.H.,MUSCHELKNAUTZ Einsatz und Auslegung statischer Mischer, Chem.-1ng.-Tech.51 (1979)5, p. 347-364 417 PAHLM.H., MUSCHELKNAUTZ E., Statische Mischer und ihre Anwendung, Chem.-1ng.-Tech.52 (1980)4, p. 285-291 418 PAHLM.H., FRANKED., Schaum und Schuumzentorung - ein Uberblick, Chem.-1ng.-Tech.67 (1995)3, p. 300-312 419 PAHLM.H., BRENKEA., LuoY., Power Consumption of Multiple Shaft Agitators, Chem. Eng. Technol. 19 (1996),p. 503-509 420 PAHLM.H., KNOCH A., Hydrodynamische Beanspruchung von Ruhrorganen, Chem.-1ng.-Tech.G9 (1997) 4,p. 446-454 421 PANDITA.B., JOSH1 J.B., Mass and heat transfer characteristics of three phase sparged reactors, Chem. Engng. Res. Des. 64 (1986),p. 125-157 422 PANJA,PHANESWARA RAO D., Measurement ofgas-liquid parameters in a mechanically agitated contactor, Chem. Engng. J. 52 (1993),p. 121-129 E.T.,Fluidmechanical 423 PAPOUTSAKIS damage of animal cells in bioreactors, Trends Biotechnol. 9 (1991)12, p. 427-437 424 PATTERSON G.K., ModeU zur ComputerBerechnung d e s turbulenten Mischens mit gleichzeitigen Reaktionen 2. Ordnung, Chem.-1ng.-Tech.46 (1974) 23 und MS 160174 425 PAWLOWSKI J., Unveroffentlichte rheologische Messergebnisse aus den 1960er Jahren 426 PAWLOWSKI J., Sekundiirer Stromungsuorgang in einem Mischrohr und seine Bedeutung in uerjahrenstechnischer Sicht, Chem.-1ng.-Tech.32 (1960)12, p. 820-824 427 PAWLOWSKI J., Reaktionsrohr mit Cellarstromung und seine VenveilzeitEigenschaften, Chem.-1ng.-Tech.34 (1962)9,p. 628431 J.,Zur Theone der 428 PAWLOWSKI lihnlichkeitsiibertragung bei Transport-
uorgiingen in nicht-Newtonschen StoJien, Rheologica Acta G (1967)1. p. 54-61; Kurzfassung in Chem.-1ng.-Tech. 38 (1966)11, p. 1202-1203 429 PAWLOWSKI J., Die Ahnlichkeitstheorie in der physikalisch-technischer Forschung - Grundlagen und Anwendungen, Springer-VerlagBerlin-HeidelbergNew York (1971) 430 PAWLOWSKI J., ZLOKARNIK M., Optimieren uon Ruhremfir eine maximale Ableitung uon Reaktionswiirme, Chem.-1ng.-Tech.44 (1972)16, p. 982/986 431 PAWLOWSKI J., Verlinderliche StoJigr6$en in der Ahnlichkeitstheorie, Salle + Sauerlander (1991)(ISBN 3-79413301-3) 432 PAWLOWSKI J., Ein Simulationsmodel zur Berechnung von Dispergiervorgangen, Chem.-1ng.-Tech. 73 (2001) 4,363-368 433 PENNEY W.R., BELLK.J., Close-clearance agitators, part 2: Heat transfer coeficients, Ind. Engng. Chem. 59 (1967) 4,p. 47-54 434 PENNEY W.R., BELLK.J., Heat transfer in a thermal processor agitated with a fixed clearance, thin,flat blade, Chem. Engng. Progr. Sympos. Ser. 65 (1969) 92,p. 1-11 435 PENNEY W.R., BELLK.J., The efect of back mixing on the mean temperature dijfmence in an agitated heat exchanger, Chem. Engng. Progr. Sympos. Ser. 65 (1969)92,p. 21-33 436 PENNEY W.R., KOOPMANR.N., Prediction ofnet heat removal capabilitiesfor agitated vessels (and pumped-through heat exchangers), AIChE Sympos. Ser. 118,Vol. 68 (1972),p. 62-73 437 PETERS D.C., SMITHJ.M., Fluidpow in the region ofanchor agitator blades, Trans. Instn Chem. Engr 45 (1967), p. T 360-T 365 438 Pfaudler-Werke, PO Box 1780,D-68 721 Schwetzingen 439 PILHOFER T., MILLERH.D., Photoelektrishe Methode zur Bestirnrnung der Grbjhcerteilung mittekiisperser Tropfen in einem nichtmischbaren Jiissigen Zweistofistem, Chem.-Ing: Tech. 44 (1972)5. p. 295-300
PIATZERB., NOLLG., Gegenwiirtiger Stand der Modellierung dr Stromungscerhiiltnisse in Riihrbehiiltem. Mas&Bautech., Berlin 32 (1983)5. p. 206-210 4-41 PIACEK J., TAVLARIDES L.L., Turbulent Flow in Stirred Tanks. Part I: Turbulent flow in the Turbine Impeller Region, AIChE J. 31 (1985)7,p. 1113-1120 442 POGGEMANN R., STEIFFA,. WEINSPACH P.-M., Warmeiibergang in Riihrkesseln mit einphasigen Fliissigkeiten, Chem.-1ng.-Tech. 51 (1979)10, p. 948-959 4-43 PORTNER R., WERNER U., Untersuchungen zur Homogenisierung struktumiskoser und uiskoelastischer Fliissigkeiten in Riihrbehliltern, Chem: 1ng.-Tech.61 (1989)1, p. 72-73 44.4 PORTNER R., WERNER U., Betrachtungen zur Ejfektiuitiit uon Riihrem bei Homogenisierprozessen in strukturuiskosen und uiskoelastischen Fliissigkeiten, Chem.-1ng.-Tech.61 (1989)3,p. 250-251 445 PORTNER R., IANGER G., WERNER U., Zur dimensionsanalytischen Beschreibung uon Mischprozessen in geriihrten Newtonschen, struktumiskosen und uiskoelastischen Fliissigkeiten, Chem.-1ng.-Tech. 63 (1991)2, p. 172-173 446 PRINCE M.J., BLANCHH.W., Transition Electrolyte Concentrationsfor Bubble Coalescence, AIChE J. 36 (1990)9, p. 1425-1429 447 PRINZING P., HUBNER W., EinJuP der Apparatebauform auf d a s Mischen von Fliissigkeiten, Chem.-1ng.-Tech. 43 (1971)8,p. 519-522 448 PRUD’HOMME R.K., SHAQFEHE., E#ect of Elasticity on Mixing Requirementsfor Rushton Turbine Impellers, AIChE J. 30 (1984)5, p. 485-486 449 RANADE V.V., VAN D E N AKKERH.E.A., A computational snapshot ofgas-liquid pow in bafid stirred reactors, Chem. Eng. Sci. 49 (1994)24 B, p. 5175-5192 450 RANDALLM., FAILEY C.F., The activity coeficient of gases in aqueous salt solutions, Chem. Rev. 4 (1927),p. 271-284 451 RAUTENBACH R., BOLLENRATHF.M., Zum Warmeiibergang in Riihrge@$en an hochzahe Navtonsche und nicht440
348
I
Literature
Navtonsche Substanzen, Chem.-Ing: Tech. 50 (1978)4 452 RANZ W.E., MARSHALL J.R., Ecaporationfrom drops, Chem. Engng. Progr. 48 (1952)4,p. 173-180 453 REHER E.-O., Riihren nicht-Newtonscher Flussigkeiten. Chem. Techn. 21 (1969) 1, p. 14-22 454 REHERE.-O., BRANDTD., BRINK E., Untersuchungen mit dem MIG-Ruhrer f u r Newtonsche und nicht Newtonsche Fliissigkeiten, Wiss. 2. (LeunaMerseburg) 13 (1971)2,p. 150-153 455 REHERE.-O., Riihren nicht-Newtonscher Fliissigkeiten, Chem. Techn. 27 (1975) 6, p. 343-345 456 RENZR., BODEH., MEWESD., Diskontinuieriichs Vemischenuon Fliissigkeitsstrahlen in zylindrischen Behiltern, Chem.-1ng.-Tech.65 (1993) 1,p. 725-726 457 REWATKAR V.B., JOSHI J.B., Efkt of impeller design on liquid phase mixing in mechanically agitated reactors, Chem. Eng. Comm. 102 (1991),p. 1-33 458 REWATKAR V.B., JOSHI J.B., Role of Sparger Design in Mechanically Agitated Gas-Liquid Reactors Part I: Power Consumption, Chem. Eng. Technol. 14 (1991),p. 333-347 459 REWATKAR V.B., JOSHI J.B.,Role of Sparger Design in Mechanically Agitated Gas-Liquid Reactors Part 11: Liquid Phase Mixing, Chem. Eng. Technol. 14 (1991),p. 386-393 460 REWATKARV.B., JOSH1 J.B., Role Of Sparger Design on Gas Dispersion in Mechanically Agitated Gas-Liquid Contacton, J. Canad. Chem. Engng. 71 (1993)4,p. 278-291 461 REWATKAR V.B., DESHPANDE A.J., PANDITA.B., JOSHI J.B., Gas Hold-up of Mechanically Agztated Gas-Liquid Reactors Using Piched Blade Downflow Turbines, J. Canad. Chem. Engng. 71 (1993)4,p. 226-237 462 RICE R.W., BAUD R.E., The Role of Micromixing in the Scale-up of Geometrically Similar Batch Reactors, AIChE J. 36 (1990)2, p. 293-298 463 RICHARDSON J.F., ZAKIW.N., Sedimentation and Fluidization, Part I , Trans. Inst. Chem. Eng. 32 (1954), p. 35-53
DITL P.,N O V ~ V., K Vortex depth in mixed unba&d vessels, Chem. Eng. Sci. 34 (1979),p. 397-403 465 RIEGERF., SINEVIE V., Suspension of solid particles, Collect. Czech. Chem. Commun. GO (1995),p. 916-968 466 RIEGERF., Measurement ofpumping Characteristics of Agitators in Tubes, Chem. Eng. Technol. 19 (1996), p. 240-242 467 RIELLYC.D., BURMESTERS.S.H., Homogenization of Liquids with Different Densities and Viscosities, AIChE Symposium Series No. 299, VO~.90,175-180 468 ROBERTSE.P.L., MACKLEY M.R., The simulation of stretch ratesfor the quantitative prediction and mapping of mixing within a channelpow, Chem. Eng. Sci. 50 (1995)23, p. 3727-3746 469 ROBINSONC.W., WILKEC.R., Oxygen Absorption in Stirred Tanks: A Correlationfor Ionic Strength Effects, Biotechn. and Bioengng. 15 (1973),p. 755-782 470 ROBINSON W., WILKEC.R., Sirnulkaneous Measurement of Interfacial Area and Mass Transfer Coejicients for a WellMixed Gas Dispersion in Aqueous Electrolyte Solutions, AIChE J. 20 (1974)3, p. 285-293 471 RODGERW.A., TRICEJr. V.G., RUSHTONJ.H., E f k t offluid motion on interfacial area ofdispersions, Chem. Eng. Progr. 52 (1956)12,p. 515-520 472 ROMANR.V., TODOSE R.Z., Studies on transfer processes in mixing vessels: suspending of solid particles in liquid by mod$& Rushton turbime agitators, Bioprocess Engng. 15 (1996), p. 221-229 473 Ross, Charles & Son Company/New York; represented by Schwing Verfahrenstechnik GrnbH, Oderstrage 7,D-47 506 Neukirchen-Vluyn 474 RUSHTON J.H., COSTICHE.W., EVERETI H.J., Power Characteristics of Mixing Impellers, Chem. Engng. Progr. 46 (1950)8, p. 395-404 and 9, p. 467-476 475 RUSHTONJ.H., BIMBENETJ.-J., Holdup and Flooding in Air Liquid Mixing, Can. 1. Chem. Eng. 46 (1968)2,p. 16-21 476 SANDE VAN DE E., SMITH I.M., MRSS Transferfiom Plunging Water lets, 464 RIEGERF.,
Chem. Engng. J 10 (1975), p. 225-233 477 SANOY., USUIH.. Interrelations among
478
479
480
481
482
483
484
485
mixing time, power number and dischargeflow rate number in baffled mixing uessels, J. of Chem. Engng. Japan, Tokyo 18 (1985) 1, p. 47-52 SAVINSKY J., HAVASG., DEAKA., Power requirement of anchor and helical ribbon impellersfor the case ofagitating Newtonian and pseudo-elastic liquids, Chem. Eng. Sci. 31 (1976), p. 507-509 SAVINSKY J., DEAKA., HAVASG., Power consumption ofscrew agitators in Newtonian liquids of high uiscosity, Chem. Eng. Sci. 34 (1979), p. 1160-1162 SAWICKI J.E., EARRONC.H., On the Kinetics of Sulfite Oxidation in Heterogeneuous Systems, Chem. Eng. 1. 5 (1973), p. 153-159 SAUTERJ., Die GroJ3enbestimmung uon BrennstofPeilchen, Forschungsarbeiten, No. 279 (1926) SCHEMPP A., Modellierung uon Feststofierteilung und Warmeiibergang in geriihrten Festl Fliissig-Systemen, Fortschr.-Ber. d. VDI-Zeitschrift, Reihe 3 (1996) Nr. 430 SCHIMETZEK R., PFLEGER D., ULONSKA A,, Gasinduzieres Einmischen von Reaktionsstoppern im Behalter mit niediguiskosen Fliissigkeiten, Chem.-1ng.Tech. 69 (1997) 11, p. 1547-1559 SCHINDLER H.D., TREYBAL R.E., Continuous-Phase Mass-Transjer Coeflcients for Liquid Extraction in &tated Vessels, AIChE J. 14 (1968) 5, p. 790-798 SCHLUTER V., YONSEL S., DECKWER W.-D., Korrelation der 02-Sto@bergangskoeflzienten (kLa)in Riihrreuktoren mit niederuiskosen Fermentationsmedien, Chem.-lng. Tech. 64 (1992) 5, p. 474-475
486 SCHLUTER V., DECKWER W.-D.,
Leistungseintrag, Durchmischung und Stofibergang bei Einsatz mehrstufger Riihnverke, &em.-Ing. Tech. 64 (1992) 487
7, p. 644-645 SCHMITZ M., STEIFFA., WEINSPACH P.-M., Zur spezijischen Phasengrenzfache und zum uolumetrischen
Stoffubergangskoejizientenim geruhrten begasten Suspensionsreaktor,
Chem.-1ng.-Tech. 54 (1982) 9, p. 852-853 488 SCHMITZ M., STEIFF A,, WEINSPACH
P.-M., Spezijische GaslFliissigkeits-
Phasengrezflache und uolumetrischer Stofibergangskoefizient in geriihrten Suspensionsreuktoren, Chem.-1ng.-Tech. 57 (1985) 11, p. 984-985 489 SCHNEIDER G., Statische Mischer als
Apparatefiir Gas/Fliissigkeitsreaktionen, Verfahrenstechn.23 (1989) 9, p. 14-20 490 SCHNEIDER T., TODTENHAUPT E., Mischzeiten und Warmeiibergang in Koaxialriihnverken, Chem.-lng. Tech. 491
62 (1990) 3, p. 208-209 SCHONEMANN E., VOMELF.. Die
Mischzeit bei sehr uerschiedenen Mischungsgraden, Chem.-Ing.Tech. 64 (1992) 3, p. 282-284 492 SCHONEMANN E., MENGLER F., HEIN
J., Mischzeitgesetz und Mischmechanismus, Chem.-lng. Tech. 66 (1994) 6, p. 865-868 493 SCHUMPE A,, DECKWER W.-D.,
Vergleich derfotografschen und der Sulfit-Oxidatwns-Methode zur Phasengrenzpachen-Bestimmungin Bhsensiiulen, Chem.-1ng.-Tech. 52 (1980) 5, p. 46-469 494 SCHUMPE A,, The estimation of gas solubilities in salt solutions, Chem. Eng. Sci. 48 (1993) 1, p. 153-158 495 SCHUMMER P., Untersuchungen iiber das Riihren viskoelastischer Fliissigkaten im hminaren Bereich, &em.-1ng.Tech. 41 (1969) 21, p. 1156-1163 496 SCHUMMER P., Rheologische Aspekte in der Verfahrenstechnik, Chem.-1ng.-Tech. 54 (1982) 9, p. 804-808 497 SCHWARTZBERG H.G., TREYBAL R.E., Fluid and particle motion in turbulent stirred tankslnuid motion, p. 1-6; Fluid and particle motion in turbulent stirred tanks/Particle motion, I. & E. Fundamentals 7 (1968) 1, p. 6-12 498 SELKER A.H., SLEICHER C.A., Factors afiting which phase will disperse when immiscible liquids are stirred together, Canad. J. Chem. Engn. 53 (1965) 4, p. 298-301 499 SHAHP.V., RAJA RAO M., Heat Transfer to Agitated Suspensions in Baffled Jacketed, agitated Vessels, Indian J. Technol. 7 (1969) 6, p. 166-173
350
I
Literature 500
501
502
503
504
505
506
507
508
509
510
511
SHAIKH A.A., ZAROOK S.M., An explicit reaction factor for general secondorder gas-liquid reactions, J. of chem. Engng. Japan, Tokyo 28 (1995) 3, p. 346-348 SHAMLOUP.A., GIERCZYCKI A.T., N.J., Breakage of TITCHENER-HOOKER JOGS in liquid suspensions agitated by aibrating and rotating mixers, Chem. Engng. J. and Biochem. Engng. J. Laus. 62 (1996) 1, p. 23-34 SHAMLOU P.A., EDWARDSM.F., Power consumption of helical ribbon mixers in viscous Newtonian and non-Newtonian Juids, Chem. Eng. Sci. 40 (1985) 9, p. 1773-1781 SHINNARR., CHURCH J.M.,Predicting particle size in agitated dispersions, Ind. Engng. Chem. 52 (1960) 3, p. 254-256 SICARDI S., CONTIR., BALDIG., FRANZINO L., Suspension lion Teilchen und Feststo~Fliissigkeits-Sto~bertragung in begasten Riihrreaktoren Synopsis in English, see [82], Chem.1ng.-Tech.53 (1981) 1, p. 67, MS 870/81 SIEDER E.N., TATEG.E., Heat Transfer and Pressure Drop ofLiquids in Tubes, Ind. Engng. Chem. 28 (1936) 12, p. 1429-1435 SIMONE., DIN-Norm-orientierte Standard-Spezijikationenfur Riihnverke, Chem.-1ng.-Tech.66 (1994) 4, p. 485494 SIMONM., FONADEC., Experimental Study of Mixing Performances Using Steady and Unsteady Jets, Can. J. Chem. Engng. 71 (1993) 8, p. 507-513 SKELLAND A.H.P., ULRICH J.A., MACH T.F., Efect ofBa$es on Heat Transfer to Coils in a Propeller-agitated Vessel, Chem. Engn. Symp. Series 61 (1965) 57, p. 97-100 SKELLAND A.H.P., DIMMICKG.R., Heat Transfer Between Coils and nonNewtonian Fluids with Propeller &tation, I&EC Process Des. Devel. 8 (1969) 2, p. 267-274 SKELLAND A.H.P., SEKSARIAR., Minimum impeller speedsfor liquidliquid dispersions in baBed wssels. Ind. Eng. Chern. Proc. Des. Dev. 17 (1978), p. 56-61 SKELLAND A.H.P., Jai Moon Lee, Drop
512
513
514
515
516
517
518
519
520
521
522
523
Size and Continuous-Phase Mass Transfer in &tated Vessels. AIChE J. 27 (1981) 1. p. 99-111 SKELIANDA.H.P., RAMSAYG.G., Minimum Agitator Speed for Complete Liquid-Liquid Dispersion, Ind. Eng. Chem. Res. 26 (1987) 1, p. 77-81 SKELLAND A.H.P., KANEL J.S., Minimum Impeller Speeds for Complete Dispersion of Non-Newtonian LiquidLiquid Systems in Ba$ed Vessels. Ind. Eng. Chem. Res. 29 (1990) 7, p. 1300-1306 SMITH J.M., VAN’T RIET K., MIDDLETONJ.C., Scale-up of&tated Gas-Liquid Reactorsfor Mass Transfer, 2nd European Con[ on Mixing, Paper F4-51/66, Cambridge (1977) SMITH J.M., GOOSENS L.H.J., T h e mixing ofponds with bubble columns, Proc. 4th Europ. Conf. on Mixing, NL-Leeuvenhorst (1982), p. 71-80 SMITHJ.M., Simple Performance Correlationsfor &tated Vesels, Proc. 7th Europ. Congr. on Mixing, BBrugge, 18.-20. Sept. (1991), p. 233-241 SPROWF.B., Drop Size Distributions in Strongly Coalescing Agitated LiquidLiquid Systems, AIChE J. 13 (1967) 5, p. 995-998 SRIDHART., POTTERE.O., Gas holdup and bubble diameters in pressurized gasliquid stirred vessels, Ind. Engng. Chem. Fundam. 19 (1980) 1, p. 21-26 SROKA L.M., FORNEYL.J., Fluid Mixing in a 90” Pipeline Elbow, Ind. Eng. Chem. Res. 28 (1989) 6, p. 850-856 STAUDINGERG., MOSERF., “1OGproz. Suspension” von Feststoffen im Riihrgefii$ - Defrnition und Berechnung, Chem.-1ng.-Tech.48 (1976) 11,p. 1072; Synopse 422176 STEIFFA,, WEINSPACH P.-M., Wiirmeiibergang in geriihrten und ungeriihtten GaslFliissigkeits-Reaktoren. Chem.-1ng.-Tech.49 (1977) 2, p. 157 STEIFF A,, POGGEMANN R., WEINSPACH P.-M., Wiirmeiibergang in Riihrkesseln mit mehrphasigen Systemen, Chem.-1ng.-Tech.52 (1980) 6, p. 492-503 STEIFFA,. WEINSPACH P.-M., Zur
524
525
526 527
528
529
530
531
532
533
534
535
536
Fluiddynamik und zum Wiirme- und Stoji4bergang in geriihrten begasten Suspensionsreaktoren, Chem.-1ng.-Tech. 54 (1982) 5, p. 526-527 STEINW.A., Mischzeit in Blasensaulen und Riihrbehiiltern, Chem.-1ng:Tech. 61 (1989) 3, p. 237-238 STEINBACH H., Uber die Assoziation des Wassers an gespreiteten Filmen Teil VI: Einige GesetzmaJ3igkeiten zwischen Oberflachenlosung und Volumenlosung, Colloid & Polymer Sci. 253 (1975), p. 937-953 Stelzer Riihrtechnik GmbH, PO Box 1453, D-34 404 Warburg STIERM., Mechanische Verfahrenstechnik I, Kapitel 2.4: Partikelgro~enverteilungen (S. 24-56), Springer-Lehrbuch, Springer-Verlag (1992) STREIFF F.A., Anwendung statischer Mischer beim In-line-Dispergieren, Maschinenmarkt 83 (1977) 17, p. 289-295 STREIFF F., Statische Mischer mit groJ3er Anpassungsfiihigkeit, Chem. -1ng.-Tech. 52 (1980) 6, p. 520-522 STREIFF F.A., SCHNEIDER G., Neue Mischverjiahren mit geringem EnergiebedarfjLr Polymerherstellung und -aufoereitung, Chem. Ind. 37 (1985) 7, p. 473-476 STREIFFF.A., Statisches Mischen, in Mischen von Kunststoff- und Kautschukprodukten, S. 351-392; VDI-Gesell. Kunststofiechnik, (1991) STREK, F., KARCZ J., Experimental Determination of the Optimal Geometly of Bafflesfor Heat Transfer in Agitated Vessels, Chem. Eng. Process. 29 (1991), p. 165-172 SULZER, GEBRUDER, AKTIENGESELLSCHAFT, TMV/0480-Mischverfahren CH-8401 Winterthur/Schweiz SUNDARARAJAN A., Ju L.-K., Liquid-flm time constant for kLa measurements in respiring fermentational broths, Chem. Eng. Commun. 131 (1995),p. 161-171 TAKAHASHI K., YOKOTAT., KONNO H., Mixing of pseudoplastic liquid in a vessel equipped with a variety of helical ribbon impellers, J. Chem. Engng. Japan 21 (1988) 1, p. 63-68 TAVLARIDES L.L., Modelling and scaleup of dispersed plase liquid-liquid reactors
537
538
539
540
541
542
543
544
545
546
547
548
(Invited review), Chem. Eng. Commun. 8 (1981), p. 133-164 TAYLOR G.I., The Formation of Emulsions in Definable Field of Flow, Proc. Roy. SOC.A 146 (1934), p. 501 TAYLOR G.I., The Dispersion of Matter in turbulent Flow Through a Pipe, Proc. Roy. SOC.,A, (1954), p. 446-468 TEBEL K.H., ZEHNER P., Ein Konzept der representaticen Viskositat fur Mischprozesse, Chem.-1ng.-Tech.57 (1985) 1, p. 49-51 TEBEL K.H., ZEHNER P., LANCER G., MULLERW., Homogenisieren strukturuiskoser Fliissigkeiten in Schlaufenreaktoren und Riihrkesseln, Chem.-1ng.-Tech.58 (1986) 10, p. 820-821 TEBEL K.H., MAYH.-O., Der Freistrahlreaktor - Ein e#ektives ReaktorDesign zur Unterdriickung uon Selektiuitiitsuerlusten durch schnelle, unenviinschte Folgereaktionen, Chem.1ng:Tech. 60 (1988) 11, p. 912-913 TECANTE A., CHOPLIN L., Gas-Liquid Mass Transfer in Non-Newtonian Fluids in a Tank with a Helical Ribbon Screw Impeller, Can. J. Chem. Engng. 71 (1993) 12, p. 859-865 TETTAMANTI K., HAVAS G., SAWINSKY J., Froude Number and Power Consumption of Mixing, 1-111, Acta Chim. (Budapest) 60 (1969), p. 191204; 71 (1972), p. 445-464; 80 (1974), p. 469-478 THOMAE H., Das turbuknte Stromungsfeeld in einem Riihrkessel, Chem.-1ng.-Tech.42 (1970) 5, p. 317-322 TIPNISS.K., PENNEY W.R., FASANO J.B., An Experimental Investigation to Determine a Scale-up Method for Fast Competitive Parallel Reactions in &tated Vessels, AIChE Symp. Ser. 90 (1994) 299, p. 78-91 TODTENHAUPT E.K., Blasengrojenverteilung in technischen Begasungsapparaten, Chem.-Ing,-Tech.43 (1971) 6, p. 336-342 TODTENHAUPT P.,Homogenisieren lion Fliissigkeiten mit kontinuierlich betriebenen Riihrkolonnen, Verfahrenstech. 10 (1376) 2, p. 73-78 TSCHUOR L., WIDMER F., Charakter-
352
I
Literature
549
550
551
552
553
554
555
556
557
558
559
isierung eines Doppelwellen-Riihrwerks, Chem.-1ng.-Tech.64 (1992)11. p. 1036138 TSUNGIChen, BARRONC.H., Some Aspects of the Homogeneous Kinetics of Sulfrte Oxidation, Ind. Eng. Chem. Fundam. 11 (1972)4,p. 466-469 U H LV.W., VOZNICK H.P., The Anchor Agrtator, Chem. Eng. Progr. 56 (1960) 3, p. 72-77 U H LV.W., WINTERR.L., HEIMARK E.L., Mass Transfer in Large Secondary Treatment Aerators, AIChE Syrnp. Series Vol. 73 (1976),Nr. 167, p. 33-41 ULLRICH H., SCHREIBER H., Riihren in ziihen Fliissigkeiten, Chem.-Ing.-Tech. 39 (1967)516,p. 218-224 VALERIO S., VANNIM., BARRESI A.A., Contribution of different turbulent scales to mixing and reaction between unpremixed reactants, Chem. Eng. Sci. 49 (1994)24 B, p. 5159-5174 VAN DE VUSSEJ.G., Mixing by agitation ofmiscible liquids, Parts I. and If, PhD Thesis TU Delft 1953,S. 44, in Chem. Eng. Sci. 4 (1955),p. 178200 209-220, kurzgefagt in Chem.-Ing.-Tech. 28 (1956)8/9, p. 602-604 VAN DE VUSSEJ.G., Vergleuhende Riihmersuche zum Mischen loslicher Fliissigkeiten in einem 12000 m3Behiilter,
[email protected]. 31 (1959)9, p. 583-587 VAN EDE C.J.,VAN HOUTEN R., BEENACKERS A.A.C.M.,Enhncement of gas to water mass transfer rates by a dispersed organic phase, Chern. Eng. Sci. 50 (1995)18,p. 2911-2922 VAN’T RIETK., SMITHJ.M., The trailing vortex system produced by Rushton turbine agitators, Chem. Eng. Sci. 30 (1975),p. 1093-1105 VAN’T RIETK., BOOMJ.M., SMITH J.M., Power consumption, impeller coalescence and recirculation in aerated vessels, Trans. Instn. Chem. Engrs. 54 (1976).p. 124-131 VAN’T RIETK., BRUIJN W.; SMITH J.M., Real and pseudo turbulence in the discharge streamfrom a Rushton turbine. Chem. Eng. Sci. 31 (1976), p. 407-412
560
561
562
563
564
565
566
567
568
569
570
RIETK., Review of Measuring Methods and Results in Nonuiscous GasLiquid Mass Transfer in Stirred Vessels, Ind. Eng. Chem. Process Des. Dev. 18 (1979)3, p. 357-364 VENUSJ., WOLFK.-H., Zum Stosaustausch Gas/Fliissigkeit in Reaktoren mit mehretagigem Riihrsystem,
[email protected]. 63 (1991)2,p. 168-169 VENKAT R.V. et al., Study of Hydrodynamics in Microcarrier Culture Spinner Vessel: A Particle Tracking Velocimeter Approach, Biotechn. & Bioengng. 49 (1996),p. 456-466 VERMEULEN T., WILLIAMS G.M., LANGLOIS G.E., Intrefacial area in liquid-liquid and gas-liquid agitation, Chern. Engng. Progr. 51 (1955)2, p. 85-94 VERSTEEG G.F., BLAUWHOFF P.M.M., VAN SWMIJW.P.M., The eflect of difisiuity on gas-liquid mass transfer in stirred vessels. Experiments at athmospheric and elevated pressures, Chern. Eng. Sci. 42 (1987)5,p. 11031119 VILLERMAUX J., Mixing in chemical reactors, ACS Symp. Ser. 226 (1983), p. 135-186 VILLERMAUX J., FALKL., FOURNIER M.C., Potential Use ofa New Parallel Reaction System to Characterize Micromixing in Stirred Reactors, AIChE Symp. Ser. 90 (1994)299, p. 50-54 VOITH., MERSMANN A., Mgemeingiiltige Aussage zur MindestRiihrerdrehzahl beim Suspendieren, Chem.-1ng.-Tech.57 (1985)8, p. 692-693 WAALD E K.J.A., OKESONJ.C., The oxidation of aqueous sodium sulphite solutions, Chem. Eng. Sci. 21 (1966), p. 559-572 WACHSEN O., LANGE Ch., REICHERT K.-H., Zur On-line-Bestimmung der Viskositbt uon nicht-Navtoschen Biosuspensionen in geriihrten Fermentern, Chem.-Ing.Tech. 68 (1996)3, p. 268-272 WAGNER M., EinfuJ oberflachenaktiuer Substanzen auf Stoffaustauschmechanismen und Sauerstofiintrag, PhD Thesis TH Darmstadt (1991) VAN’T
571
572
573
574
575
576
577
578
579
580
581
(published in Schriftenreihe WAR 53, Darmstadt 1991) WALZEL P., Zerstiiuben von Fliissigkeiten, Chem.-1ng.-Tech.62 (1990)12,p. 983-994 WEBERM., Unterschiede zwischen bewehrten und unbewehrten Riihrbehsltern im turbulenten Stromungsbereich im Hinblick auf die MaJstabsiibertragung, Chem.-Ing. Tech. 67 (1995) 3, p. 330-333 WEIHRAUCH W., Mehrstufn-lmpulsGegenstromriihrer (MIG) - ein neuartiges Riihrsystem mit eigenen cha-raktenstischen Stromungs&rmen, Ver-fahrenstechnik2 (1968)6, p. 243-246 WEIHRAUCH W., Stromungsformen in Riihrbehiiltern, Aufiereitungs-Technik 10 (1969)1, p. 31-38 WEIIANDP., SICKR., ONKENU., Zur Bestimmungdes volumetrisch StoJTibelgangskoe$zienten in Gas/ Fliissigkeits-Dispersionenmittels Hydrazin-Methode, Chem.-1ng.-Tech. 53 (1981)7,p. 580-581; Englisch in: Mass Transfer with Chemical Reaction in Multiphase Systems, Ed. E. Alper, Vol. 1, S. 351-356; Marinus Nijhoff Publ., The Hague (1983) WEIIANDP., SICKR., ONKENU., Hydrazin-Oxidationsmethode- ein sicheres MeJuerfahren zur Bestirnmung uolumetrischer Stojihergangskoefizienten in Gas/Fliissigkeits-Systemen, Chem: 1ng.-Tech.57 (1985)1,p. 72-73 WEINSPACH P.-M., StoJTibergang im aufsteigenden Fliissigkitsstrorn, Chem.1ng.-Tech. 37 (1965)12,p. 1215-1220 WEINSPACH P.-M., Vergleichde Untersuchungen iiber den Loseuorgang bei der Einzelpartikel und im Haufwerk, Chem.-1ng.-Tech.38 (1966)3, p. 347350 WEINSPACH P.-M., Der Loseuorgang im FlieJbett und i m RiihrgefiJ, Chem.1ng.-Tech. 39 (1967)516,p. 231-326 WEINSPACH P.-M., Fluidisieren und Suspendieren als konkum’erende verfhrenstechnische Grundoperationen, Chem.-1ng.-Tech.40 (1968)18,p. 884889 WEINSPACH P.-M., Hydrodynamisches Verhalten con Suspensionen im
RiihrgefiJ, Chem.-1ng.-Tech.41 (1969) 5+6, p. 260-265 582 WEINSPACH P.-M., Stofftransport zwischen Feststof und Fliissigkeit im langsamlaufnden Ruhnverk, Chem.-1ng.-Tech. 43 (1971)1+2, p. 42-46 583 WEIRH..]., Leckagefreies Sicherheitsriihnverk - Umweltsicher, IndustrieAnzeiger 61 (1991),p. 26-28 584 WEIRGARBER H., Kontinuierliches Mischen in Rohrkitungen rnit bewegten Einbauten, I F 2 CA-Mitt. 9 (1969)4, p. 115-121 585 WERNER U., Modelluntersuchungen an Ruhrwerken und nicht-Newtonschen Fliissigkeiten, Chem.-1ng.-Tech.39 (1967)516, p. 237-242 586 WESSELINGH J.A., Mixing of liquids in cylindrical storage tanks with sideentering propellers, Chem. Eng. Sci. 30 (1975),p. 973-981 587 WESTERTERP K.R., VAN DIERENDONCK L.L., DE KRAAJ.A., Interfacial areas in agitated gas-liquid contactors, Chem. Eng. Sci. 18 (1963), p. 157-176 588 WESTERTERP K.R., Design of agitators for gas-liquid contacting,Chem. Eng. Sci. 18 (1963),p. 495-502 589 WIEDMANN J.A., STEIFFA., WEINSPACH P.-M., Zur Hydrodynumik
uon geriihrten Dreiphasenreaktoren, Chem.-1ng.-Tech.52 (1980)12, p. 990-991 590 WIEDMANN J.A., STEIFF A., WEINSPACH P.-M., Leistungsbedarf; Dispergier- und Suspendiemerhalten uon geriihrten und begasten Suspensionsreaktoren, vt “Verfahrenstechnik“ 14 (1980)2, p. 93-98 591 WIEDMANN, Zum Uberflutungsuerhalten zwei- und dreiphasig betriebener Riihrreaktoren, Chem.-1ng.-Tech.55 (1983)9,p. 689-700 592 WIEDMANN J.A., STEIFFA., WEINSPACH P.-M., Zam Suspendiemerhalten m i - und dreiphasig betriebener Riihrreaktoren, Chem.-1ng.-Tech.56 (1984)11, p. 864-865 593 WIERINGA J.,KIEFTV., Emulsification with static mixers, Chem.-Ing. Tech. 68
(1996)9,p. 137 594 WHITMAN W.G.,
Preliminary experi-
354
I
Literature mental confirmation of the twojilm theory of gas absorption, Chem. Met. Engng. 29 (1923).p. 146-148 595 Xu G.J., LI Y.M., Hou Z.Z., WANC K.. Gas-liquid Dispersion and Mixing Characteristics and Heat Transfer in a Stirred Vessel, Canad. J. Chem. Eng. 75 (1997) 4, p. 229-306 596 YACI H., YOSHIDAF., Gas Absorption by Newtonian and Non-Newtonian Fluids in Sparged Agrtated Vessels, Ind. Eng. Chem. Process Des. Dev. 14 (1975) 4, p. 488-493 597 YAMAGUCHII., YABUTAS., NACATAS., Interfacial area in liquid-liquid agitation, Chem. Engng. (Japan)2 (1964) 1, p. 26-30 598 YOSHIDAF., IKEDAA,, IMAKAWA S., MIURAY., Oxygen Absorption Rates in Stirred Gas-liquid Contactors, Ind. Eng. Chem. 52 (1960) 5, p. 435-438 599 YOSHIDAF., MIURAY., Gas Absorption in Agrtated Gas-Liquid Contactors, I Sr EC Process Des. Dev. 2 (1963) 4, p. 263-268 600 YUAN H.H.S., TATTERSON G.B., Estimation offluid forces in a n agitated vessel, Chem. Eng. Commun. 4 (1980), p. 531-538 601 YUCE S., SCHLEGEL D., Wiirmeiibergang a n nicht-Newtonsche Substanzen in statischen Mischern, Chem.-Ing. Tech. 62 (1990) 5, p. 418-419 602 ZAHRADNIKJ. et al., Tne effect of electrolytes on bubble coalescence and gas holdup in bubble column reactors, Trans IChemE 73 (1995), Part A, p. 341-346 603 Z E H N E RP., Suspendieren von Feststoffen im Strahlschlaufenreaktor, Chem.-1ng.Tech. 52 (1980) 11, p. 910-911 604 Z E H N E RP., Modellbildungfur Mehrphasenstromungen in Reaktoren, Chem.-Ing.-Tech.60 (1988) 7, p. 531539 605 Z E H N E RP., FlussigkeitsiFeststo~ Stromungen in uerfahrenstechnischen Apparaten, VDI-Fortschrittberichte, Reihe 3: Verfahrenstechnik, N. 160 VDI-Verlag,Diisseldorf (1988) 606 Z E H N E RP., Riihren uon ein- und mehrphasigen Reaktionssystemen, in [22]
607
608
609
610
611
612
613
614
615
616
617
618
Z E N ZF.A.. Fluid catalyst design data, Pt. 5: Calculation offluidization rates, Petroleum Refiner 36 (1957) 8, p. 147-155 ZHOUG., KRESTAS.M.. Impact of tank geometry on the maximum turbulence energy dissipation rate for impellers, AIChE J. 42 (1996) 9, p. 2476-2490 ZLOKARNIKM., Untersuchungen a n Hohlriihrern zur Fliissigkeitsbegasung, PhD Thesis RWTH Aachen (1965) ZLOKARNIK M., Auslegung con Hohlriihrern zur Fliissigkeitsbegasung, Teil 1: Bestimmung des Gasdurchsatzes und der Wellenleistung, Teil 2: Ermittlung des erreichbaren Stof- and Warmeaustausches, Chem.-1ng.-Tech.38 (1966) 3, p. 357-366 und 7, p. 717-723 ZLOKARNIK M., Eignung von Riihrem zum Homogenisieren uon Fliissigkeitsgemischen, Chem.-Ing.-Tech.39 (1967) 9/10, p. 539-548 ZLOKARNIK M., JUDAT H., Rohr- und Scheibenriihrer - zwei leistungsfiihige Riihrer zur Flussigkeitsbegasung, Chem.. Ing.-Tech. 39 (1967) 20, p. 1163-1168 ZLOKARNIKM., Homogenisieren uon Fliissigkeiten durch aufsteigende Gasblasen, Chem.-Ing.-Tech.40 (1968) 15, p. 765-768 ZLOKARNIKM., Warmeiibergang a n der Wand eines Riihrbehlilters beim Kiihlen und Heizen im Bereich 10’ < Re < l o s , Chem.-Ing.-Tech.41 (1969) 22, p. 1195-1202 ZLOKARNIKM., JUDAT H., Rohr- und Propelledhrer - eine wirkungsuolle Riihrerkombination z u m gleichzeitigen Begasen und Aufwirbeln, Chem.-1ng.Tech. 41 (1969) 23, p. 1270-1273 ZLOKARNIK M., EinfluJ der Dichte- und Ziihigkeitsunterschiede auf die Mischzeit beim Homogenisieren uon Fliissigkeitsgemkchen, Chem.-Ing.-Tech.42 (1970) 15, p. 1009-1011 ZLOKARNIKM., Eignung uon Einlochboden als Gasuerteiler in Blasensiiulen, Chem.-Ing.-Tech.43 (1971) 6, p. 3291335 ZLOKARNIK M., Trombentiefe beim Ruhren in unbewehrten Behliltern, Chem.-1ng.-Tech.43 (1971) 18, p. 1028-1030
619 ZLOKARNIK M., Riihrleistung in
631 ZLOKARNIK M.. New Approaches in
begasten Fliissigkeiten, Chem.-1ng.-Tech. 45 (1973)10a>p. 689-692 620 ZLOKARN I K M.. Ahnlich keitstheoretische Kriterien zur Dimensionierung ison Flotationszellen, Erzmetall 26 (1973)3, p. 107-113 621 ZLOKARNIK M., EinjluJ einiger stoflicher und celfahrenstechnischer Parameter auf den SauerstoEEintrag bei der Abwasserbeliijlung, Chem.-1ng.Tech. 47 (1975)7, p. 281-282 622 ZLOKARNIK M., Der Schaufelradreaktor - ein spezieller Reaktortypfur Reaktionen im System garfdrmigljliissig, Verfahrenstechnik 9 (1975)9,p. 442445 623 ZLOKARNIK M., Einjihrung in die Problematik des StofFransportes gas,’ Jiissig, in [0.7] 624 ZLOKARNIK M., Sorption Characteristics for Gas-Liquid Contacting in Mixing Vessels, Adv. Biochem. Eng. 8 (1978), p. 133-151 625 ZLOKARNIK M., Scak-up ofsurface Aerators for Waste Water Treatment, Adv. Biochem. Eng. 11 (1979).p. 158180 626 ZLOKARNIK M., Sorption Characteristics ofslot injectors and their dependency on the coalescence behaciour ofthe system, Chem. Eng. Sci. 34 (1979),p. 12651271 627 ZLOKARNIK M., Die Leistungsfihigkeit optimierter Injektoren f i r den Sauersb$eintrag in biologischen Abwasserreinigungsanlagen, Verfahrenstechnik 13 (1979)7/8,p. 601-GO4 628 ZLOKARNIK M., Eignung und Leistungsfihigkeit von Oberflachenbeliiftern fiir biologische Abwassemeinigungsanlugen, Korrespondenz Abwasser 27 (1980)1, p. 14-21 629 ZLOKARNIK M., Eignung und Leistungsfhigkeit con Volumenbelujkmfur biologische Abwasserreini~ngsanlagen, Korrespondenz Abwasser 27 (1980)3. p. 1941209 630 ZLOKARNIK M.: Koaleszenzphanomene im System gasformigljliissig und deren EinjluJ auf den O,-Eintrag bei der biobgischen Abwassemeinigung, Korrespondenz Abwasser 27 (1980)11, p. 7281734
Flotation Processing and Waste Water Treatment in the Chemical Industry, Ger. Chem. Eng. 5 (1982)2, p. 109/ 115 632 ZLOKARNIK M., Scale-up in Process Engineering, Ger. Chem. Eng. 7 (1984); p. 150/159 633 ZLOKARNIK M., Auskgung und Dimensionierung eines mechanischen Schaumzerstorers, Chem.-1ng.-Tech.56 (1984)11, p. 8391844 634 ZLOKARNIK M., Scale-up under Conditions of Partial Similarity, Int. Chem. Eng. 27 (1987)1, p. 1/9 635 ZLOKARNIK M., Tower-Shaped Reactors for Aerobic Biological Waste Water Treatment, Biotechnology (Ed.: H.-J. Rehm und G. Reed), Vol. 2,VCH Weinheim, (1985) 636 ZLOKARNIK M., Design and Scale-up of Mechanical Foam Breakers, Ger. Chem. Eng. 9 (1986),p. 314-320 637 ZLOKARNIK M., BTF Biotech-Forum 4 (1987)Mai-Heft; Editorial (Remarks concerning the terminology in the German chemical and biological process engineering) 638 ZLOKARNIK M., Dimensional Analysis and Scale-up in Chemical Engineering, Springer-Verlag Berlin-HeidelbergNew York (1991) 639 ZLOKARNIK M.,“Scale-up - Modelliibertragung in der Verfahrenstechnik”, WILEY-VCH Weinheim - New York, (2000) 640
641
642
643
644
ZLOKARNIK M., Separation ofactivated sludgefrom pun3ed waste water by Induced Air Flotation (IAF), Water Research 32 (1998)4,p. 1095-1102 ZLOKARNIK M., Problems in the application of dimensional analysis and scale-up of mixing operations, Chem. Eng. Sci. 53 (1998)17,p. 3023-3030 ZOULALIAN A,, VILLERMAUX J., An Experimental Investigation ofthe State ofMixing ofthe Fluid in a Chemical Reactor, Chem. Eng. J. 1 (1970),p. 7678 ZWIETERING Th. N., Suspending ofsolid particles in liquid by agitators, Chem. Engng. Sci. 8 (1958),p. 244-253 ZWIETERING Th. N., The degree of mixing in continuousflow systems,
356
I
Literature Chem. Eng. Sci. 11 (1959) 1, p. 1-15
655
Appendix of recent literature (until the end of ZOOO), refered to in the text (in non alphabetical order)
656
liquid crystal thermographic techniquefor the measurement of mixing characteristics in stirred vessels, Trans IChemE 75 (1997) 11, Part A, p. 746-754 646 BOUWMANSI., BAKKERA,, VAN DEN AKKER H.E.A., Blending liquids of difering viscosities and densities in stirred vessels, Trans IChemE 75 (1997) 11, Part A, p. 777-783 647 BACCARM., ABID M.S., Numerical analysis ofthreedimensional flow and thermal behauiour in a scraped-surface heat exhunger, Rev. gen. de Them., Paris 36 (1997) 10, p. 782-790 648 HEIMA., RZYSKIE., STELMACH J., Diameters ofgas bubbles generated by self-aspirating mixers, Chem. and biochem. Quart. 11 (1997) 3, p. 143146 649 STOVER R.L., TOBIAS C.W., DENN M.M., Bubble coalescence dynamics, AIChE J. New York 43 (1997) 10, p. 2385-2392 650 MAVROSP., NAUDEI., XUEREBc., BERTRANDI., Laser Doppler uelocimetry in agitated vessels: Efkt ofcontinuous liquid stream onflow patterns, Chem. Engng. Res. and Des., Oxford 75 (1997) A8, p. 763-776 651 HAYES R.E., AFACAN A., BOUIANGER B., TANGWP.A., Experimental study of reactive mixing in a larninarflow batch reactor, Trans IChemE 76 (1998) 1, Part A, p. 73-81 652 GUIRAUD P., COSTES I., BERTRANDJ., Local measurements offluid particle velocities in a stirred suspension, Chem. Eng. J. 68 (1997), p. 75-86 653 SCHAFER M., YIANNESKISM., WACHTER P., DURSTF., Trailing vortices around a 45" pitched-blade impeller, AIChE 1. 44 (1998) 6, p. 1233-1246 654 GUILLARD F., TAGARDHC., FUCHSL., A study ofturbulent mixing in a turbineagitated tank using apuorescence technique, Exp. in Fluids 28 (ZOOO), p. 225-235 645 LEE K.C., YIANNESKIS M., A
657
658
659
660
661
662
663
664
665
666
SESSIECQ P., MIERP., GRUYF., COURNIL M., Solid particles concentration profiles in an agitated vessel, Trans IChemE 77 (1999) 11, p. 741-746 MASIUKS., Mixing time for a recaprocating perforated plate agitator, Inz. Chem. Proc. (Polen) 20 (1999),p. 601-612 LANGERG., DEPPEA., Zum Verstiindnis der hydrodynamischen Beanspruchung uon Partikeln in turbulenten Riihrerstromungen, Chem.-1ng.-Tech.72 (2000) 1+2. p. 31-41 DELAPLACE G., LEULIETJ.C., RELANDEAU V., Circulation and mixing times for helical ribbon impellers. Reciew and Experiments, Exp. in Fluids 28 (ZOOO), p. 170-182 NAUDEI., XUEREB C., BERTRANDJ., Direct prediction ofthe flows induced by a propeUer in a n agitated vessel using a n unstructured mesh, Can. J. Chem. Eng. 76 (1998) 6, p. 631-640 MARTINOV M., VLAEV S.D., Comparison of mixing power characteristics for curved blade (NS-60) flat-blade amd hollowblade impellers, Hungar. J. Ind. Chem. (Veszprkm) 27 (1999), p. 179-181 DESHPANDE N.S.,BARIGOUM., Performance characteristics of novel mechuniculfoam brakrs in a stirred tank reactor, J. Chem. Technol. Biotechnol. 74 (1999), p. 979-987 LEE K.C., YIANNESKISM., Turbulence properties ofthe impeller stream ofa mshton turbine, AIChE J. 44 (1998) 1, p. 13-24 LAARI A., KALIAS J., PALOSAARI S., Gasliquid mass transfer in bubble columns with a T-junction nozzlefor gas dispersions, Chem. Eng. Technol. 20 (1997), p. 550-556 GO- S., SPERLING R., LIEPE F., JEMBERE S., Numerical determination of the three-dimensional velocity distribution in a ba@ pitched blade impeller stirred vessel, Chem. Eng. Technol. 20 (1997), p. 596-605 MICHELETS., KEMOUNA., MALLETJ., MAHOUASTM., Space-time velocity correlations in the impeller stream ofa Rushton turbine, Exp. in Fluids 23 (1997), p. 418-426 MANNR., TOGATOROP A,, SENIOR P.R., GRAHAM P., EDWARDSR.B., Evaluating
667
668
mixing in stirred reactors by 3-D visualization: Partial segregationfor dual-fed semi-batch operation, Chem. Engng. Res. and Des.. Oxford 75 (1997) A8, p. 755-762 HOBBS D.M., MUZZIOF.J., Efects of injection location,pow ratio and geometry on Kenics mixer performance. AIChE J. 43 (1997) 12, p. 3121-3132 FORRESTERS.E., RIELLYC.D., CARPENTER K.J., Gas-inducingimpellers design and peformance characteristics, Chem. Eng. Sci. 53 (1998) 4, p. 603615
STEVE E.H., Jacket zoning in reactor scale-up, Chem. Engng., New York 105 (1998) 1, p. 92-95 670 STEVE E.H., Aspect ratio and jacket zoning in reactor scale-up, Chem. Engng., New York 105 (1998) 1, p. 96669
671
98 LI H.Z., FASOL C., CHOPLINL., Pressure drop of Newtonian and nonNewtonianjuids across a Sulzer SMX
static mixer, Chem. Engng. Res. and Des. 75 (1997) A8, p. 792-796 672 KAMIENSKI J., Application of conical turbine impeller to mixing od diphase gas-liquid systems, inz. i apar. chem., Gliwice 36 (1997) 6, p. 14-19 673 SPICER P.T., PRATSINIS S.E., RAPER J., AMALR., BUSHELLG., MAESTERS G., Efec! ofshear schedule on particle size, density, and structure duringflocculutinn in stirred tanks,Powder Technol. Laus. 97 (1998) 1, p. 26-34 674 HOLDEN P.J., WANGM., MANNR., DICKINJ.F., EDWARDS R.B., Imaging stirred vessel macromixing using electrical resistance tomography, AIChE J. 44 (1998) 4, p. 780-790 675 PERONA J.J., HYLTON T.D., YOUNGBLOODE.L., CUMMINS R.L.,Jet mixing ofliquids in long horizontal cylindrical tanks,Ind. and Engng. Chem. Res. Washington DC 37 (1998) 4, p. 1478-1482 676 ZHOUG., KRESTAS.M., Evolution of drop size distribution in liquid-liquid dispersionsfor various impellers, Chem. Engng. Sci.; Oxford 53 (1998) 11, p. 2099-2113 677 KARCZ J., MAJOR M., An e&3 of a ba@ length on the power consumption in an
agitated vessel, Chem. Engng. and Process., Laus. 37 (1998) 3, p. 249-256 678 HOBBSD.M., SWANSON P.D., MUZZIO F.J., Numerical characterization oflow Reynolds numberflow in the Kenics static mixer, Chem. Engng. Sci.; Oxford 53 (1998) 8, p. 1565-1584 679 KOKOTOWSKAJ., RADZIUKIEWICZB.; JAWORSKI Z., KUNCEWICZ Cz., An LDA oflaminarflow o f a Newtonian liquid in the region of afit blade turbine impeller, Inz. chem. i proces. Wroclaw 19 (1998) 2, p. 353-370 680 ARMENANTE P.M., NAGAMINEE.U., Efect of low o$bottom impeller clearance on the minimum agitation speedfor complete suspension of solids in stirred tanks, Chem. Engng. Sci.; Oxford, Frankfurt 53 (1998) 9, p. 1757-1775 681 MURUGESAN T., Dispersed phase hold-up in mechanically agitated gas-liquid contactors, J. of chem. Technol. Biotechnol.,Oxford 72 (1998) 3, p. 221-226 682
683
684
685
686
687
TORREZ C., ANDREC., Power consumption of a Rushton turbine mixing viscous Newtonian and shearthinning liquids: comparison between experiment and numerical results, Chem. Engng, and Technol., Weinheim 21 (1998) 7, p. 599-604 FENTIMAN N.J., HILLN.S., LEE K.C., PAULG.R., YIANNESKISM., A novel projki blade impellerfor homogenization of miscible liquids in stirred vessels, Chem. Engng. Res. and Des., Oxford 76 (1998) A7, p. 835-842 NOURIJ.M., HOCKEY R.M., Power number correlation between Newtonian and non-Newtonianjuidsin a mixing vessel, J. of chem. Engng. Japan, Tokyo 31 (1998) 5, p. 848-852 PASZEK E., Power characteristics of turbine mixers with inclined blades. Pt. 2, Inz. i apar. chern., Gliwice 37 (1998) 4, p. 17-21 PACEK A.W., MANC.C., NIENOWA.W., On the Sauter Mean diameter and size distributions in turbulent liquidlliquid dispersions in a stirred vessel, Chem. Engng. Sci., Oxford 53 (1998) 11, p. 2005-2011 BUTALSKIW., TAKENAKA K., PAOLINI S., JAHODA M., PAGLIANTI A.,
358
I
Literature
688
689
690
691
692
693
694
695
6%
697
TAKAHASHI K., NIENOWA.W., ETCHELLSA.W., Suspension and liquid homogenization in high solids concentration stirred chemical reactors, Chem. Engng. Res. and Des., Oxford 77 (1999) A3; p. 241-247 VIADISAVLJEVI~ G.T., Use ofpolysulfone hollowjibresfor bubbleless membrane oxygenationldeoxygenationof water, Sep. and Purif. Technol., Amsterdam 17 (1999) 1, p. 1-10 DAESCHER M.B., SONNLEITNER B., GEORG A,, Bubblej?ee gas transfer, BioWorld 4 (1999) 6, p. 7-8. 10 FREUDIGB., HOGEKAMP S., SCHUBERT H., Dispersion ofpowders in liquids in stirred uessels, Chem. Engng. and Process., Laus. 38 (1999) 4/6, p. 525532 MONTANTEG., LEE K.C., Liquid and particle mean flow and turbulence levels in a stirred vessel with low impeller clearance, Instit. of chem. Eng., Sympos. Series No. 146 (1939), p. 305316 DEIAPLACE G., LEULIETJ.C., REIANDEAUV., Circulation and mixing timesfor helical ribbon impellers. Review and experiments, Exp. Fluids 28 (2000) 2, p. 170-182 Xu S.-A,, FENG L.-F., Gu X.-P.,WANG K., Hu G.-H., Gas-liquidfloating particle mixing in an agitated vessel, Chem. Engng. and Technol., Weinheim 23 (2000) 2, p. 103-113 RANADEV.V., DESHPANDE V.R., Gasliquidflow in stirred reactors: trailing vortices and gas accumulation behind impeller blades, Chem. Engng. Sci., Oxford 54 (2000) 12, p. 2305-2315 BITTORF K.-J., KRESTA S.M., Active volume of mean circulationfor stirred tanks agitated with axial impellers, Chem. Eng. Sci. Oxford 55 (2000) 7, p. 1325-1335 MYERS K.J., THOMAS A.J., BAKKERA., REEDERM.F., Performuwe ofa gas dispersion impeller with vertically asymmetric blades, Chem. Engng. Res. and Des., Oxford 77 (2000) A8, p. 728730 HARVEY I11 A.D., WESTD.H., TUFILIARO N.B., Evaluation of laminar mixing in stirred tanks using a discrete-
time particle-mappingprocedure, Chem. Engng. Sci. 55 (2000) 3, p. 667-684 698
699
700
701
702
703
704
705
706
707
708
WILLEM., LANGER G.. WERNER U., PDA-Messung der TropfengroJencerteilung beim Fliissig/ Hiissig-Dispergieren im Riihrbehulter. Chem.-Ing.-Tech. 72 (2000) 8, p. 858-862 SOMMER K., 40jahre Dantellung oon Partikel~o~enverteilungen - und immer noch falsch? Chem.-1ng.-Tech.72 (2000) 8, p. 809-812 STAHL WERNERSSON E., TRAGARDH C., Measurements and analysis of highintensity turbulent characteristics in a turbine-agitated tank, Experiments in Fluids 28 (2000), p. 532-545 GERLINGER W., SCHNEIDER K., BOCKHORNH., Direkte numerische Simulation von Mischung und Turbulenz in zweidimensionalen Stromungen, Chem.-1ng.-Tech. 72 (2000) 6, p. 618-621 LOHNER H., BRAUCKHAGEK., Untersuchung der Verformung umstromter Tropfm infliissig/JiissigSystemen,Chem.-1ng.-Tech. 72 (2000) 3, p. 231-234 GIASGOW L.A., Fluid-borne entities in the impeller stream of a Rushton turbine, Can. J. of Chem. Eng. Ottawa 78 (2000) 2, p. 286-292 DISTELHOFF M.F.W., MARQUIS A.J., Scalar mixing in the vicinity of two disk turbines and two pitched blade impellers, Chem. Engng. Sci.; Oxford, Frankfurt 55 (2000) 10, p. 1905-1920 JAWORSKI Z., BU~ALSKI W,, OTOMON., NIENOWA.W., CFD study of homog enization with dual Rushton turbines Comparison with experimental results, Chem. Engng. Res. and Des., Oxford 78 (2000) A3, p. 327-333 MICALE G., MONTANTE G., GRISADFI F., BRUCATOA., GODFREY J., CDF simulation ofparticle distribution in stirred vessels, Chem. Engng. Res. and Des. 78 (2000) A3, p. 435-444 DOHIN., MATSUDA Y.,ITANON., SHIMIZUK., MINEKAWA K., KAWASEY., Mixing in multiple-impeller stirred tank reactors with boiling liquids, Can. J. of Chem. Eng. Ottawa 77 (1999) 5, p. 786-792 DELAPLACE G., LEULIETJ.-C., RONSE
G . , Power requirement when mixing a shear-thickeningjuid with a helical ribbon stirrer, Chem. Eng. Technol. 23 (2000) 4, p. 329-336 709 VASCONCELOS J.M.T., ORVALHO S.C.P., RODRIGUESA.M.A.F., ALVESS.S., Efect ofblade shape on the performance
of six-bladed disk turbine impellers, Ind. Eng. Chem. Res. 39 (2000) 1, p. 203213 710
MONNIERH., WILHELM A.M., HELMAS H., Efect of ultrasound on micromixing inJow cell, Chem. Eng. Sci. 55 (2000), p. 4009-4020
Stirring Theory and Practice Marko Zlokarnik
0Wiley-VCH Verlag GmbH, 2001
Index a
e
Algebraic Stress Model ASM (simulation model) 32 Alpha stirrer 4 Stirrer types Anchor stirrer Stirrer types
Emulsification 244 Energy spectra of the eddies E(k) 25 Engulfment model 44
-f
b Baffle design 2 Blade stirrer --t Stirrer types Bubble-free oxygen supply 150, 162 C
Cellular reactor 325 Coalescence in the G/L system 165 Coalescence in the L/L system 247 Coaxial stirrers + Stirrer types Columns with stirrers -+ Mixing in pipelines Computational Fluid Dynamics (CFD, simulation model) 21, 30,32 Cross-beam stirrer -+ Stirrer types Cryo-Locksystem -+ Stirrer types
d Dankwerts model for micro- and macromixing 40 Degree of mixing 98 Differential 2. order shear stress model DS (simulation model) 31 Dimensional analysis 62 Dispersion in the L/L system 244 Dispersion Characteristics 246 Mass and heat transfer 2G4 Mathematical modeling 267 Scale-up 263 Dome aerators + Gas spargers Droplet diameter, mean (&) 246 Droplet size distributions 253
f
Finite volume elements (simulation program) 31 Flooding point 94 Flow curve -+ Rheology Flowpatterns 7 FLUENT (simulation software) 30 Foam breaking 176 Frame (grid) stirrer i Stirrer types
g Gas bubble diameter 156 Gas hold-up in liquid 153 Definition 154 Process relationships 155 Gas spargers Injectors 201 Sintered and perforated plates 199
h Heat transfer in homogeneous laminar fluid 278 in homogeneous turbulent fluid 275 in non-Newtonianfluids 286 Optimization of the stimng conditions 288 in G/L system 291 in S/L system 293 in L/L system 298 in GfL/S system 299 Helical ribbon stirrer -+ Stirrer types Hollow stirrers 183
Homogenization Characteristics for material systems without Ap and AI' 104 for material systems with Ap und AY 110 for non-Newtonian mixtures 112 for the S/L system 235 Homogenization in storage tanks 122 with liquid jets 123 with propellers 122 through rising gas bubbles 123 Homogenization in pipes emptypipe 300 with jet mixer 302 with Tee piece 304 with static (motionless) mixers 305
i Impeller stirrer (PFAUDLER) --t Stirrer types Injectors 201 Intermediary quantities + Dimensional analysis INTERMIG stirrer (EKATO) -+ Stirrer types Interprop stirrer (EKATO) 4 Stirrer types Isojet stirrer (EKATO) -+ Stirrer types
j jacketed vessel + Vessel wall design Jet mixing in pipes 302
k ha definition 128 determination methods 132 temperature dependence 129 Kolmogorov's Theorie of the turbulence 21 K-e-model (simulation program) 30
I Liquid circulation in the vessel 36
m Magnetic clutch + Shaft sealing devices Macro mixing 20 Manometric Method 133 Mass transfer relationships + Sorption Characteristics Material functions + Rheology M a d o T-Hydrofoil-Impeller Stirrer types Mean droplet/gas bubble diameter 24G Meander coil + Tube coil design Mechanical seal + Shaft sealing devices Mechanical stress on baffles 14
on stirrer heads 14 on particles and on biomaterial 16 Micro-scale of the turbulence 21 Micro mixing and chemical reactions in mixing vessels 40 MIG stirrer (EKATO)+ Stirrer types Mixing columns 324 Mixing in pipes 300 Dispersion in the L/L system 314 Heat transfer 311 Homogenization 300 Mass transfer in the G/L system 309 Micromixing and chem. reaction 316 Modeling of the mixing process 322 Mixing time characteristics -+ Homogenization characteristics Mixing vessels 2 Model theory Scale-up Motionless mixers --* Scale-up --f
n Non-Newtonian liquids + Rheology Nozzles 11 0
Ostwald-de Waele-fluids
+ Rheology
P Paravisc stirrer (EKATO) + Stirrer types Phase boundary layer, volume related a Definition 151 Process equations 152 Phase inversion in L/L systems 244 Pipe aerators (filter cartridges) + Gas spargers Pitched blade stirrer Stirrer types Propeller stirrer -+ Stirrer types Pseudoplastic fluids --t Rheology Pumping capacity of stirrers 34
r Rheology 50 Rushton turbine
+ Turbine stirrer
S
Sauter mean diameter + mean gas bubble/ droplet diameter Scale-up 70 Shaft sealing devices 12 Shear rate + Rheology Shear stress -+ Rheology Sigma stirrer + Stirrer types
362
I
Index
Effect of geometric parameters 233 Homogenous suspension 207 Scale-up rule 231 Suspension characteristics (charact. parameter wss) 217
Sinking velocity of a particle 217 of a particle swarm 217 Sorption Characteristics in G/L systems for coalescence prone material systems 141 for coalescence suppressed material systems 143
for biological material systems 149 for rheological material systems 145 for the pipe flow 309 Sorption Characteristics for the G/L system 138 for the G/L/L system 161 for the S/L system 236 for the S/L/G system 241 Spiral coil + Tube coil design Static mixers 305 Stirrer power in homogeneous Newtonian fluids 76 in homogeneous non-Newtonian fluids 82 in gassed Newtonian fluids 83 in gassed non-Newtonian fluids 90 in L/L dispersions 263 in S/L systems 216 Stirrer types G Surface aerators 190 Horizontal blade-wheel aerators 186 Plunging liquid jet aerators 194 Turbine surface aerators 190 Suspension in the S/YG system 241 Suspension of solids (1-s criterion) 206 Complete suspension 206 Power requirement 216 Scale-up rule 217 Suspension characteristics (charact. parameter 4) 212 Suspension of solids (layer height criterion) 207
t
Tank vibrations 15 Tee piece + Mixing in pipes Toothed disk + Stirrer types Tube bundles + Tube coil design Tube coil design 5 Tube stirrer -+ Hollow stirrers Turbine stirrer -+ Stirrer types Turbine surface aerators 190 Turbofoil stirrer -+ Stirrer types Turbulence, statistical theory of - 21 Two component nozzles + Injectors U
Ultra-Turrax--t Stirrer types V
Vessel wall design 4 Viskosity curve -, Rheology Vortex aeration 39 Vortex formation 36 W
Wawe number k 20
Y Yield stress + Rheology Z
Zeta stirrer (Stelzer) --t Stirrer types 6 Zwietering model for micro- and macromixing 41