./otniJlQ \1 •
'
Teskera.._
19&-;.
..
I
•
'
I
OF THERMAL PO\iVER STATIONS M. 11. P eammoe, 10. M. Jiunon
IIAPOBhiE KOTJl hl TEIIJIOBhiX 8JIEKTPOCTAI-IIJ;MV:I
M. I. Reznikov, Yu. M. Lipov
• Mo ci\Ba Trans la ted fr om the Russinn by Vadim Afanosycv
t}
Mir Pu lJli shers. · Mosco'"
CONTEl\lTS
First published 1985 R evised from the 1981 R ussian edit ion
Preface . . . . . . . . . . . . . Chapter I . Steam Generation at Electri c l'owcr Stations 1.1. The Steam Boiler at a Power . . S tation . . . . . . . . 1.2. Cl assifica tion o f St.oam Bo ile rs 1.3. Flow Di agram o f Steam Prod ucll.on 1.4. Principal. Characteri stics of S team Boilers . . . . . . . •
•
•
•
•
0
0
•
•
•
8 10
10 15
22
Chapter 7. J>ul vcrized Coa l-filed Furnaces . . . . . . . . . 7 .1. P rin cipal Characteris ti cs of Chamber Furn aces . . . . . 7.2. Burners nnd The ir Arrangement 7.3. Dr y-botto m Furnaces . . . . 7 .4. Slagging-bo tt.om Furnaces . .
22
Chapter 8. Gas ond Fuel Oil-fired Fur-
17
21
Chapter 2.
2.1. 2.2.
2.3.
2.1o .
2.5.
Power-producing Fuels and Their Characteristics Kinds and Compositions of Fuels The H ea ting Value and Resolv ed Charac te ri stics o f Fuels . . T echnical Characteristics of Solid Fuels . . . . . . . . Technical Characteri s tics of Fue l Oil and Natural Gnses . . . . !\lain De posits of Foss il Fuels
Chapter 3. Fuel Preparation at P ower Stations . . . . . . . 3.1. Methods of Solid Fuel Combustion . . . . . . . . . . . . 3.2 . Pulverization Sys te ms . . . . 3.3. Charact.oristics of Co al Dus t. Optimal Degree of Pulveriza••·on 3.4. Pulverization Equipment . . 3.5. The Preparation of Fuel Oil and Natural Gas . . . . . . . . "
•
•
•
•
0
•
0
•
0
•
0
•
Chapter 4. Theore tical Principles of Combustion • . . . • • 4.1. The K in otics of Combustion R eaction s . . . . . . . . . . . 4.2. The Mechanisms of Fuel Combustion . . . . . . . . . . . 4.3. Kinetic and Diffusion Regions of Combus tion . . . . . 4.4. The Ignition of Fu el-air Mixture. Combustion F ront . . 4.5. The Burn-off Intensity of Fuel
@ c3ueprOII'3AaTt, 1981 @ English translation, Mir Publishe rs , 1985
Chopter 5. Com bust ion Producls . . 5.1. Tho Compos ition o f Co mbustio n Products . . . . . . . . . . 5.2. Dctcrrnin ntion of Excess Air Rotio for an Operating Boiler . . 5.3. Tox ic Subs tances in W aste Gases and Measures o f Environm ent al Co ntrol . . . . . . . . .
Chapter 6. Effic ie ncy of Fuel Heat Utilization . . . . .. 6.1. The Il ea LBalance ond Efficiency of t ho S team Boiler . . . . 0.2. Analysi s of Heat Losses . . .
25 26 29
31
naces
32 34 9.2.
38 41
9.3.
45
9.4. 9.5.
Characteristics, Parameters and Molion"'Equations o[ Working Fluid . • • Principal Hydrodynamic and Heat-transfer Equations for tho Water-steam Path . . . Characteristics o f Motion of a Steam-water Mixture . . . Regimes o! Steam- water Mi xture Flow . . . . . . . Hydraulic Resi stances . . Thermopbysical Properties of Working Fluid in the Path of a Monobloc Unit . . . . . . •
47 Chapter
47 1 0.1.
50 10.2.
10.3.
59
10.4.
60
10.5.
60 64 65
. .
67 70 77 77
80 85
86 90 90 92
95 96
Chapter 9.
9.1.
56
. .
8.1. Furn ace Design . . . . · . • 8. 2. Fuel Oil Burners . . . . .• 8.3. Combus tion of Natural Gas . . 8.4. Combined Gas-fuolt:Oil Burners
32
54
.
67
t O. Temperature (Conditions
on Be a ling Surfaces . • Classification o~ Heating and Cooling Mod es - . . . . Heat-transfer Cris is in Evaporating Tubes . . . . . . Temperature Cond itions Along the Length of a Channel . Temperature Conditions Around tho Periphery of a Channel Heat Exchange in Steam Generators of Nucle ar Po wer S talions . . . . . . .. . . • • •
Chapter I I. Hydrodynam ics of Open Hydraulic Systems . . . 11.1. Classification of Open Hydraulic S ys tems . . . . . . . .
98
98
100 103 1.05 107
iiO 110 112
118 1.23
124 124
6
I
11.2. Hydrodynamic Stability of Flow in Horizontal Evaporat1-.ng 'l'ubcs - . . . . . . . . 11 .3. Hydrodynamic S tabil ity o( Flow in Vertical Evaporating Tubes . . . . . . . . . . . 11 .4. Maldistribution of HeaL . . . 11.5. Effect of Headers on the Distribution of Working fluid Between Tubes . H .6. Flow P ulsation s . . . . . . Chapter 12. Hydrodynamics of Closed Hydraulic Systems 12.1. Laws of Free Circulation . . 12.2. Calculation of Circulation Circuits . . . 12.3. General Hydraulic Characteristic of Evaporating Tubes and Tts Hole in Estimating the Roliabili ly of Circulation . . . 12.4. Hydrodynamics of Descending Tubes and Its Effect on t he Reliability of Circulation . . Chapter 13. llydrodynamics o f Bu bbling Systems 13.1. Laws of Bubbling . . 13.2. Dynamic Layer in S team Washers . . . .. ... . 13.3. Effect of Non-uniform Heat Helease and I mpuri ties on the Dynamic Two-phase Layer . Chapter 14. Physico-chemical Principles of Behaviou r of Impurities in Work ing Fluid 14.1. Impurities in Feed Water and Their Effect on Equipment 11o.2. Solubility of Impurities in on Aqueous Heat- transfer Agent and Formation of Depos its . . 14.3. Passage of Impurities from Water to Saturated Steam Chapter 15. Waler Condi tions
I
126 130 136
145 145 148
Chapter 19. 19.1.
151 155 157 157 162
162
1.65 165 166 172
Cbapter 16. Processes on lbe F ireside of Heating Sudaces 16.1. Mech anism of Scaling . . . 16.2. Abras ion Wear o f Convective Heating Surfaces . . . . . 16.3. Corrosion of Healing Surfaces Chapter 17. Evaporating Heating S ur faces . . . . . .
19.2. 19.3.
19.4 .
Low-lcmt>erature Heating Surfaces Arrange ment of Low-Lemperaluro Heating Su rfaces . . . . Economizers . . . . . . Air Heaters . . . . . . . . Corrosion Control of Air Heato.rs . . . . . . . . . . . .
Chapter 20. Heat Exchange in Heating Surfaces of Boilers . . . . 20.1. Thermal Characteristics or Wa. . . . . . . . . ter Walls 20.2. Flame Emissivity . . . . . . 20.3. Calculation of Radiant Heat Transfer in a Furnace . . . . 20.4. Radiant Hed Trmsfer in Boiler Flue Ducts . . . . . . . 20.5. Couvcc tive H eal Transfer in Boiler Flue Duels . . . . . . 20.6. Velocities of Gases and Working Fluid in Convective H ealing Surf aces . . . . . . . . . . . . Chapter 21. Layout and Heat Calculation o£ Steam Boiler . . 21.1. Boiler Layout and Structures 21.2. Thermal Diagram of a Boiler 21.3. H eat Calculation of a Boiler
178
15.1. R emoval of I mpurities from
tbe Circuit . . . . . . 15.2. Water Conditions of Oncethrough Boilers . . . . 15.3. Non-scaling Water Conditions . of Dru m-type Boilers . 15.4. Methods for Generating Clean St~am . . .
17 .1. Heat Absorpti on by Evaporating Surfaces and Their Layout 1. 7. 2. Reliable Designs of Water Walls 17 .3. Gas-li ght Water Walls and Meth ods for Enhancing T hei r Heliability . . . . . . . . . . 17 .4. Refractory-faced Water Wails Chapter 18. Steam Supcrhcat.crs and Superheat Control . . . 18 .1. Classification of Superh eaters 18.2. Operation and Reliability of Superheaters . . . . . . . . 18.3. Positioning of S uperheaters . . 18 .4. Superheat T om perature Control
1ld 143
178 180
1.83
192 192
196
198
202
7
Contents
Contents
Chapter 22. Steam Boilers of H ighcapacity Monobloe IUnlts 22.1 . Selection of Boiler Desigp. According to the Type, Capacity md Operating Conditions of Power Station . . . . . . . 22.2. Characteristics of Modern Steam Boilers . . • . . . . . • . . Chapter 23. Stea m Boiler Operation 23.1. Operating Conditions and Characteristics . . . . . • . . . 23.2. Steady Regimes of Boiler Operation . . . . . . . . . . . 23.3. Unsteady Rogimos of Operation Witltin Allowable Loads . . . :!3.4. Starling-up Circuits o[ Monobloc Units . . . . . . . . .
23.5. Shut-down and Load -shedding Regimes . . . . . . : : . . . 23.6. Regimes or Bo1ler fmng and Unit StarLing ...... .
202 203
Chapter 24. Steam Generators of Nuclear Power Stations 24.1. Classification and Characteristics of S team Generators fot· Nuclear Power Statio ns . . . 24.2. Steam Generators \\'i Llt Aqueous . . . . . . . . . . Coolant 24.3. Steam Generators with Liquidmetal and Gaseous Coola~Ls
210 216 217 217 222 223 225 232 232 234 236
2U 246
2lt6 2t,!)
I
251 255 257 260 262 262 270 273 276
276 281
2QO 290 202 294
298
303 306 312
312 314
317
24 .4 Nuclear Reactor as a Steam Generator . . . . . . . . . . ·
321
Chapter 25. l\lelals £or Steam Boilers 25.1. Metal Behaviour at High Temperatures . . . . . . . • . 25.2. Metals for Steam Boilers . . 25.3. Stren..:th Calculations . . • 25/t. Metal Contro l in Operation ll c fere nces • • Index . . •
. ..
•
324
324 327 330 333 335 337
Preface
cesses occurring in the steam boilers many years of lectw·ing a course on of thermal power stali!)ns and steam steam generators of power stations at generators of nuclear power st~t~ons the l\•foscow power engineering instiare discussed in parallel. In addttiOn, tute, which has been initiated by Acadea separate chapter is devoted solely mician M. A. Styrikovich. The authors would like to express to the steam generators of nuclear special tl18nks to their colleagues on power stations. Tho authors have carefully selected tho faculty of steam generators of the illustrations for the book. For power stations at tho 1\'loscow pow~r deeper analysis of the proble~s hei~g engineering inslitule [faculty cha•r studied different types of b01ler cu- Prof. V. S. Protopopov, Dr. Sc. (Eng.)], cuits a~d designs are compared in illu- the reviewers or the book, the faculty strations. In some illustrations, boi- of steam generators at the Saratov lers or their elements are shown in a polytechnical institute [faculty chair simplified form to facilitate the rea- Prof. A. V. Zmachinsky, Dr. Sc. der's understanding of how they func- (Eng.)] and B. I. Shmukler, Cand. tion and the processes which take Sc. (Eng.), for their valuable comments on the manuscript. place in thoro. Tho present book is the result of
PREFACE
' This textbook has been written as a higher-education course in steam boilers for thermal power stations. It presents the theory of the processes which occur in steam boilers, designs of boilers for thermal power stations and steam generators for nuclear power stations, and the operating principles of boilers and steam generators. The material in the book is based on four fundamental principles which are cl osely interrel ated and reflect the current stale of progress in science and technology: (1) the phys ico-chemical processes in the fu el, gas-air , and water-steam paths of modern highcapacity boilers; (2) the correlation between these physico-chemical processes and the design , layout and arrangement of steam boilers and their elements; (3) advanced technological processes and their technical and economical substantiation; and (4) the carrel ation between the processes occurring in boilers and the principles of boiler operation. This method of analysis encourages the optimal selection of technological processes, boiler designs, and operating regimes. At the beginning of the course, we explain the role and place of the steam boiler in the general scheme of electric power production at modern highcapacity steam-turbine power stations, give the classification of steam boliers, describe the functions of the principal boiler elem ents and, in introductory form , the physico-chemical processes which occur in the water-steam, fuel and gas-air paths of boilers. Thus, th e students are immediately introduced to the range of topics which are later discussed in more d etail . A n u mber of chapters are devoted
to power-producing fu els and their characteristics , fu el prepnration for combustion , the theoretical princi pIes of combustion, techn ology of fuel combustion , and effi ciency with which heat is u tilized in steam boilers. Next the hook focuses on the principles of hydrodynamics and the temperature and water conditions in steam boilers. This constitutes the r ange of probl ems r elated to the procc!:ses of steam generation. Having studied the processes of fu el combustion and steam generation, the reader is acquainted with several particular designs of s team boilers and steam boiler elements. Special emphasis is placed on the processes and plants for high and supercritical steam parameters, monobloc units, the uLilization of non-traditional fuel s, and methods for increasing the reliability and efficiency of power plant equipment. Furtheron, the book explains tlw principles, stages and sequence of heat and hydraulic calculations for steam boilers, including data on the application of el ectronic computers and the development of mathematical models of steam boilers. Tho concluding chapters are of a generalized nature and describe certain particular designs of modern steam boilers, trends in their development, and principles of boiler operation. In view of recent progress and perspectives in nuclear power engineering and the construction of high-capacity nuclear power stations, of l arge theoretical and practical interest are data on tho steam generators of nuclear power stations. For the first time in higher-education textbooks, some pro-
9
'# •
11
1.1. Steam Boller at Power Statton Superheated steam
Superheated steam
Waste gases
Waste gases 2_--, J
Fuel
STEAM GENERATION AT ELECTRIC PO\VER STATIONS
Air
Steam to
I
Air
relleater
Steam from relleater
Ash,slo 12
r --
1.1. T he Steam Boiler at a Power Station
I
I 1
I
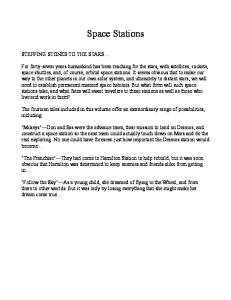
in the Soviet Union comprise the supergrid, which is the highest form of organization of energy p1·oduction. An electr-ic power station is an inThermal power stations. S t eam -turdustrial plan L for generation of electric bine power stations are the:main type energy. In the USSfi and industrially of power stations oper ating on orgadeveloped countries, the major portion nic fuels . They are subdivided into of electric energy is produced at fuel- condensation plants which produce elecfired (thermal) power .~lations which tric energy on ly and heat-and-power utilize tho chemical energy of com- p lants which can prod uce both elecbustion of organic fuels. A certain tr ic energy and h eaL. quantity of electricity is a lso produced Steam-turbine power p lants nrc adat nuclear power stations, a kind of vantageous over othe1· types in tha t thermal stalions which utilize the they permit concentration of an enorenergy of nucl ear ru els , and at hydraulic mous power in a single unit, h ave a power stations which uti I ize tho energy relatively high economic effi ciency a nd of fa lling water. require the lowest capital costs and Irrespective of tho typo of station , short time of their construction. The electric energy is, as a rul e, produced main thermal units at a steam-turbine on a centralized basis, which means power station are a steam boiler and a that individual power stations supply steam turbine (Fig. 1.1). A stea m boiler e nergy to a common power grid, is a combination of heating surfaces and therefore, are combined into po- in which steam is generated from conwer systems which may cover a large tinuously fed water by u t ilizing the territory with a large number of con- heat liberated on combustion of orgasumers . This principle increases the nic fuel which is fed into the boiler reliability of power sup ply to consu- furnace together with the air required mers, decreases the required r eserve for combustion. The water supplied power, reduces the cost of produced into a steam boiler is called feed energy due to more rational load on water. Feed water is preheat ed to the the power stat ions of a system, and saturation temperature and vaporized allows tho use of power plants of higher and the saturated steam thus formed unit powet·. At so me power stations , is further superheated. the centralized principle is empl oyed As fuel is burned, it forms com bufor the supply of heat to consumers in stion prod ucts which serve as a heatthe fo1·m of hot water and low-pressure transfer agent in the h eating surracos steam, as well fot· tho supply of elec- where it giv es up its h eat to tho water tric energy. Electric power stations, and steam which are called th e worelectric and heat power networks and king fluid. On passing the beating consumers m.ake up wha t is called a surfaces, the combustion products ar·e power system. Individual power sy- cooled to a relatively low tem pet·ature stems may be interconnected by high- and ejected from the boil er Lln·ough a tension electric power Jines into a stack into the atmosphere. The stacks power grid. Most of the power grids of high-power stations have a height
1
t
fuel
•
tI
f
10 I I
Ash.stag
W
12 9
!1 8
,----((
6
G
I
I
(a)
f
(6)
t
Fig. 1.1. Principal thermal diagram of (a) condensing station and (b) heat and powe~ station _ team boiler· 2-steam turbine; 3-clcc lrlc genera tor; 4- condcnser; S-;cond.ensate P~P· G-tee~ 8- hlg h-prcs.•ure hetllcr; 9- dcaernlor; 10-mnms \\aler heater, JJ-Indu
~u,;;p. 7-low-pressu re hea ter; ·
s trial stcnm ex lrnctlou; r2- wntcr-treat.rnent plant
of 200-300 m or even more to mi n im ize local concentrations of contaminants i n the air . Solid fuels leave ash and slag on combustion, which are disposed of from the hoi lor pl ant. The superheated steam prod ucod in a boiler is supplied into a steam turbine where its thermal energy is conv erted into mechanical work on the turbine shaft. The latter is connected to an electric generator in which the mechanical energy is transformed into electricity. The waste, or dump, s team is fed from the turbine into a condenser, an ap paratus in wh ich the steam is cooled and condensed by means of cold water supplied from a natural (river, sea, pond) or artificial (cooling tower) water source. At modern condensation power plantswithaunitpowero£150 MW or more, reheat superheating is employed, usually by arranging a single-banlc r eheat superheater (reheater) (Fig. 1.1a). D ouble- banlc reheat superheaters are employed at power plants of a very high power; in this scheme, sleam is returned to the boiler from two interm ediate turbine stages. Reheat s uperh eating increases the efficiency of a turbine and accordingly decreases tho unit steam consumption for power generation; it also diminishes t he moisture content of tho steam in tho low-pressure turbine stages and docreases erosion wear of turbine bl ades.
The condensate is pumped by a condensate pump thro ugh low-p ressure water heaters into a deaerator, where tho condensate is m ade to boil and is freed from oxygen and carbon diox id e that might cause corrosion of the equipment. Water from the deaerator is fed by means of a feed-water pump through a high-pressure water heater and then into the steam boiler. The condensate in low-pressure water heaters and the feed water in high-pressure water heaters are heated by the steam taken off from the turbine; this is called regenerative water heatin g. Th is method increases the efficiency of a steam-turbine plant and decreases the heat loss in the condenser. Thus, the steam boiler of a condensation power plant (Fig. 1.1a) is supplied with the condensate formed hom the steam produced in the unit. Par t of this condensate is lost in the system as leaka.ge. At heat and power stations, anoth er portion of the steam produced is taken off and supplied as process steam to industrial consumers and for domestic p urposes. At cond ensation plants, the steam leakage c.onslitutes only a small fraction of l.he total steam consumption, around 0.5-1 %, and is compensated for by mako-u p water pretreated in a watertreatment plant. At heat and power stations , the quantity of make-up
14
Ch. 1. Steam Generation at Electric Power Station s
f
f8
3
2
1.2. Clau!flcatton of Steam Bo!lerr
J
2
9
J
8
f
3 5
..:: 18~::J==-_j
7
18
7
ters of steam, the unit fu el cons uwption of a combined s team-gns plant is 4-6% lower than that o( a stea mt urbine plant. Tho capital expenditures are also lower by 8-12 %. Combined steam-gas plants wHh nuc14 t lear reactors have a lso boo11 d eve loped t (Fig. 1.11). In this version, the co m(b) bustion chamber is replaced b y n poFig. 1.3. Thermal diagram of a steam-gas wer reactor with n gaseous lleai.-LI'IHISpower plant fer agent, s uch as an inert gas, for 1-alr: t-comprcssor; J - fuel: 4- combuslion chominstance, helium, which allows the ber: S-gas turbine; 0- cxlluust gases: 7-electric generator; a-steam boiler; 9-steam turbine; temperature at the reactor exit to be 10-condcnscr: 11-condcnsntc pump; 12- low-prcssurc heater; IJ-deacrator; u - rccd pump; JSraised up Lo 1 500°C or even m ore. blgh-pressure heater; 10- hc.1t exchanger; 17High-temperature gas-cooled reactors hlgll-prcssure steam boiler; 18-cmcrgcncy waste gns dlsposn I can be employed efficien tly at nuclear power stations with steam tu rbines. unit fuel cons u mption of steam-gas In steam-gas power plan ts operating pl ants is 3-4.% l ower than that of a on nuclear fuels, the steam boiler utisteam-turbine plant with the same lizes t he beat of exhaust gases of gas ini tial steam parameters . turbines . Another scheme (Fig. 1.36) comAnother t.ype or combi ned systems prises a high-pressure steam boiler wilh steam cycle is a rnagnelohydrodyin which fuel combustion and heal namic (MilD) plant. Its ch aracteristic transfer take place at a high pressure feature is that heat is converted into (0.6-0. 7 M Pa). This makes it possible electricity without the use of mato intensify these processes and decrease chines (Fig. 1.5). Atmosph eric ai1· is the dimensions of the boiler and compressed in a compressot·, preheated t bus lo save metal substantially. As in in the boiler to 1 000-1 200°C and fed the previous scheme, the gas turbin e together with fu el in to the combuoperates on the high-temperature heat stion chamber where th e comb ustion of combustion products, i.e. the fumace products form at a tom perature of gases of the high-pressure steam 2 500°C and are ionized. I ntensive gas boiler. The steam generated in the ionization is effected by addi ng comhigh-pressure boiler is fed into a s team pounds of potassium, caesium and turbine. The combustion products from other alkali metals into the combustion the gas turbine are cooled by a part chamber. of the water flow fed for steam geneHot ionized gases (high-temperature ration . With t he same initial parame- plasma). which possess the proper3
,..,. t 7
1.2. Classification of Ste am Boilers
If 0
15
15
f
J - rcactor: 2-comprcssor: J - gns turb ine· 4 electric generator; 5-stenrn jlenerol or; e.:....rcccl pump; 7- condenscr: 8- steom turbine
9
+
17
Fig. 1.4. Combined steam-gas power plant on nuclear fuel
s team in the required quantity which can ensure the specified power of the turbine and the specified steam parameters.
-----· 4
5
8
5
15
19.
14
13 0
12
Fig. 1.5. Principal thermal dia gram o[ MHD power plant J-fuP.I; 2- ionizing see ds· J- hot nlr; 4- combustion c ha mber; o-1\IH]) ci•onnct; 6-electrlc mns -
nets; 7-gas duct; 8-a ir hea ter; 9- hcu Ung sur-
races or steam boiler; JO-cxlt or combustion products; 11-steom boil er; JZ-purflll ; H-condcnsc r; 14-electric generator; JS-slco m turbi ne; JG comprcssor; 17- d.c.-n.c. converter; 18- cnc rg}' lo 1inc; 79- alr
ties of an electtic conductor, arc fed througl1 a nozzle inLo a channel and move in it at a speed of roughly 700 m/s. Powerful perman ent mugnets create a magnetic field in the channel. .A.s plasma moves in the powerful magnetic field, ionized gas particles induce a direct current in an electric circuit which is then converted into an alter nating current. The gas flow l eaves the channel at a temperature of 1 500-2 000°C. This hightemperature heat of the gases is utilized for preheating of the air to be s upplied to the comb ustion chamber and for generation of steam which is fed into a steam turbine. The effi ciency of MHD plants may be as high as 50-60%. Roughly 70-80% of the total electric energy are produced in the MHD ch annel and the remaind er, in the steam power plant. As may be seen from the above pl'inci pal schemes of electric energy prod uct ion at power stations, the steam boiler at a thermal power plant and the steam generator at a nuclear power station are ind is pensabl e units and belong to the basic units of a power plant of practically any power rating. A steam boiler and steam generator are int.P.nded for productiou of
According to the l aws of phase transform atio ns, the production of superheated steam involves the following sequence of processes: preheating of feed water to the sat uration temperature, steam generation, and superheating of saturated steam to the specified temperat ure. These processes can occur only within striclly defined limits and can be effected in three t ypes of heating s urfaces. Water preheating to the saturation temperature is dono in an economizer, the formation of st eam takes place in evaporating Ilealing surfaces , and steam superheating is cat'l'ied out in a superheater. The working flu id in heating s urfaces (water· in the economizer, steamwater mixture i n evaporating tubes, and superheated steam in the s uperheater) must move continuously in order to ensw·e continuous heat removal and maintain the appropriate temperature conditions for the metal of the heating s urfaces. ln this process, water in the economizer and steam in the su perheater come only once in contact wilh the heating surface (Fig. 1.6). The economizer offers hydraulic resistance to the motion of water, which must be overcome by provision of a sufficiently high head in the feed pump. The pressw·e developed by tho feed pump must exceed the press ure at the entry to the zone of steam generation by the magnitude of the hydraulic resistance of the economizer. S imilarly, the motion of steam in the s uperheater is due to a pressure g radien t between the zone of steam gener ation and the steam turbine. The combined motion of water and s team in evaporating tubes, which has to overcome the hydraulic resistance of these tubes, can be effected in various ways. Accordingly, a distinction is made between n atural-
16
Ch. 1. Steam Generation at Electric Power Statlon 1 7
7
J
1.9. Flow Diagram of Steam Production
7
7
J
'·~
9 fO
.
4
p'
s..,
2
2
~
'
s. . "'
4
6 I
6
5 ( q)
6
f
5 (6)
6 1
5
8
-
5 (d)
(C)
Fig. 1.6. Principal schemes of steam generation in boilers (a) nnturul clrculallon;
(b)
mulllplc forced circulation; (c) once-through scheme; (d) combined circulation·
tho ci rculation circuit to be vaporized completely. . Since the process of steam formation occurs continuously and feed water is fed to the drum continuously too, as the steam is consumed, water circulates in the circuit all the time and ils quantity is not changed. The ratio of the mass flow rate or circulating water Gw, kg/s, to the quantity of steam formed per unit time, G,, kg/s, is called the circulation ratio (circulation rate):
1- tccd pump; .11- cconomlzer; J-drum; 4-downtake tubes; 5-hcndc.r · 6- evoporatlng tubes· 7-super~ heater; 8- pump lor multiple forced circulation; 8- mlxcr:' 10- bacl
Long-flarno coal Fiery coal Fiery fat coal Fat coa l Fat coking coa l Coking coal Leaned cuking coal Low-caking coal Lean con i
D
36 and more
Powdered, poorly sin to red
-
GZh
36 and more 31-37
Zh
2'•-37
-
G
KZb K
s ss T
25-33
-
Densely sintered
17-33 14-27
-
17-37
Poorly SIDtered, powde red Poo rly sintered, powdo red
9-17
F12), while medium and heavy grades are used as furnace fuel in boilers and other stationary power plants and in process plants. Depending on their viscosity and other physical characteristics, furn ace fuel oils are subdivided into the following grades: highquality fuel oils 40V and 100V and furnace fu el oils 40 and 100 (40V and tOOV are heavy grades of fuel oil) [9 1. Viscosity of fuel oils is measured in units or kinematic v iscosity (centistokes, eSt) or iu degrees of Engler viscosity (0 E) as measured in an Engler viscometer by.the time of ~l ow of a portion of fuel 01l from a calibrated hole at standard tem perature (80°C for heavy fu el oils). F or normal transportation through pipelines and for fino atomization of fuel oil in burners, ils Engler viscosity should be within 2-3.5°E. The viscosity of fuel oil heavily depends on temperature (Fig. 2.5). Its variations with temperature are due to the presence of paraffinic hydrocarbons in fuel oil. For easy transportation in pipes and for norm al operation of fuel oil pumps, the temperature of fuel oil should be maintained near 60-70°C . Rheologic properties. At low temperatures (10-25°C) viscous fuel oils can stick to the surfaces of vessels, pipes, etc. and remain on them in a l ayer whose thickness is greater with tOO
F ig. 2.5. Effect of temperature on t he viscosity or fuel oil
500 400 JOO
200 150
60 40 ('... ]0
zo
~ 100 . l5 -.;;.. 80 10 .[ 60 .,., 8
t::; 50··-G
It'-' I"
"'"'
t\.
I'\
r--.. I'.)',.
"' ..."'
·~ 20 ~ 15
"'E:~
·"'
M4
e ,1 ..... I
:;;:
J 2.5
50
v
"
"' "r--. " :-..' K "' '
50
70
t\. ......
-
-
2 10
AffOOV
1>\.
40 ~ ~ 1:;
Jo
I'\
,.,_M~O
"
.~
MfOO
80
90
I'\ t\.
r--..
......
r--..
r-._ ...... r-._ r-._ ~'
" " r--..
t'-. 1'\t'
tOO 110 120 fJO 0 'C
30
Ch. 2. Po roer-producing Fuels a nd The ir Characteristics
a lower temperature. T his effect is due to the rheologic property of fuel oil , i. e. to the rearrangemen t in the structure of hydrocarbon molecu les which takes place on a decrease of temperature. Sticking of fuel oil is avoided by heating H to a temperature of 70°C or more. Density. The densi ty of fuel oils is usually measured in relative uni ts, i.e. as tho ratio of the fuel oil density to the density of water at 20°C which is p 20 = 0.99-1.06. Wi th an i ncrease of temperature, the density of fuel oils decreases and can be found by tho formula: P:o 1 -H1 (t - 20)
Pt = (2.12) where Pt • p20 is the relative density of fu el oil at a given temperature and at 20°C and ~ is the coefficient of vol ume expansion of fuel oil on heati ng by 1°C; for fuel oils, ~ = (5.1-5.3) X X 10 - 4 • Ash content:. During processing of crude petroleum, the mineral impurities present in it a1·c mainJy concentrated in heavy fractions and especially in fuel oil. The ash residue remained upon com bustion of fuel oil is not large, not more than 0. 1 % of the dry mass. Fuel oil ash is ch aracter ized by a certain content of vanadium whose concentration may be as high as 50% or even mo1·e. Moisture content. Fuel oils usu ally contain 1-3% water. T heir moisture content can rise substantially (up to 10-15%) in tho course of f uel oil prehealing before pouring it from tank cars, owing to the condensation of lowpressure s team which is used for heat ing. A small concentration of moisture i n fuel oil is favourable for ils atomization i n burners and i mproves t he in flamma bil ity ch arac teristics. W ith an elevated concen tration of moisture, there is a h igh risk of corrosion of convective heating su rfaces; this also increases t he loss of heal with combustion products. S ulphur conte nt. Petroleum and solid fuels contain sulphur in the form of complex sulphur compounds.
W hen petroleum is processed, the major portion of sulphur compounds (70-90%) passes to h igh-boiling fra ctions which are the main components of fuel oil. During combustion of fuel oil or solid fuel, su l phur is oxidized to so~ and a minor portion of i t can form the higher oxide 80 3 (if the1·e is en ough oxygen in the combustion zone), which forms a corrosive medium on low-temperature healing surfaces. The content of sulphur in fuel oils is roughly the same as in solid fuels (Sw = 0.5-3%),' but the corrosive ab ility of the gaseous medium that forms on the combustion of fuel oil is sever al Li mes higher. Th is is due to t he fact that, unlike fuel oil , solid fue ls con t ain certain components in t he ash which can neutralize acid med ia. Congelation temperatu re . T he congelation temperature of petroleum products is the te mperatu re at which they become so thick that. remai n in pl ace and do not flow out for 1 mi nute from a test gl ass inclined at 45°. Highsulphur fuel oils with a high concentration of paraffins (Grades M-100 and M-100V) are characterized by a high congelation tern perature (25-35°C). T he congel ation temperature of fuel oil should be considered properly when sel ecting the schemo of its trans port and storage. F lash point. T he flash point is the tem perature at which a rnixttue of fuel oil vapours and air can be ignited when it comes in contact with an open fl ame. Fuel oil grades used at power stations have a flash point of 90-140°C, while h igh- par affiu ic fue l oil may have a l ower fl ns h poin t, (up to 60°C); the fl ash point, of crude petr oleum is only 20-40°C. In order to av oid fire hazard, prehe:H i ng of f uel oil in open systems s hou ld be carr ied out at tem per atures below i ts fl ash point and in all cases, no t. above 95°C to p revent boili ng of the mo is ture ·which may be presen t in th e bu l k of fuel oil . The basic technical characteri!'t ics o[ natural gases are dens ity, ox plos i· veness and toxicity.
31
2.5. Matn Deposits of Fossil Fuels
Fig. 2.0. Igni tion ranges of gas-air mix lures at 20°C (p = 0.1 MPa)
Ff/.rmulo InfLo.,mmabililglimits, %by volume
Bas Hgdrogen
Hz
f:Jtf/r1de Methane [!IIane Propane
CH
ButontJ
Elhglene Acetglene
C2 H~ 117.7.'77:
'7A
C2H2 I P'Z "// ' / // '//. '// /"/, '////
Na/urul gas IOlust·rurnau gas Coke·oYen gus
1'/ ///. '//, /"//,'1
V///////-
0 20 Jlolvme propor tion
40
liiJ
80
Of !l_OS
ifl !JOS·oir mixture, %
Density. Almost a ll kinds of gaseous fuel are l ighter th an air, so that escaped gases may coll ect under roofs. Before firing a boiler, i t is essential to check that there are no gases in places of their probable accumulation. Various gases are compared by using the concept of rel ative gas density which is the r atio of the density of a gi ven gas u nder standard conditions (0°C, 1 015 Pa) t o the density of air: (2.13)
where Pg and Pa are the densities of gas and air respectivel y under standard conditions, kg/m 3 . Explosive ness. A mixture of a gas and air i n a certain proport ion can expl ode when in contact w ith open fl ame 01· even a spark, i. e. it igni tes and burns at a speed near the velocity of sound propagation. Explosive concentr ations of combus tible gasos i n a ir d epend on the composition and properties of a particul ar gas (Fig. 2.6). In concentrations below the l ower lim it of in.flammability (explosiveness), a gas-air mixture cannot burn. In concentrations above the upper in-
flammab ility Jim i t, a gas-air m i xt.ure burns without explosion . Toxici ty. Tox icity is t he ability of gases to poison the living organisms. l n that respect, carbon monoxide CO and hydrogen sulphide H 2 S are most dangerous. Since all components in natural gas are intermixed evenly, the concentrat ion of harmful gases in air can be determined by the pres ence of methane whose concen tration is measured by methanomeler. The test determines the explosiveness of the gas mixture. Almost all natural gases are odourless. For easier detection of gas leakages and taking proper safety measures, natural gas is odoured before pum pi ng i nto a gas pipeline, i.e. a s ubst ance having a strong smell is added to it . 2.5. Maio Deposits of F ossil Fuels Fossil solid fuels a re dist ributed nvor t,he USSR terri tory extremel y uneven ly. The most developed ind ustriall y regions in the European part of the country aTe not rich in fuel. Of greatest impor tance here is the Do-
I
!
32
3.1. Met hods of Sollo l•'uel Combustion
Ch. 3. Fuel Preparation at Powcr..Stations
netsk coal basin which possesses va- fuel of a high .heating value (around rious grades of coal and anthracite, · 29.3 MJ/kg). Petroleum fields in Tyumen dibut its reserves can no more satisfy the growing demand. Besides, coal strict are being exploited intensiseams are thin and deep-lying which vely. The production of petroleum and makes coal production too expensive. condensed gas in this'region.amounts to The main mass of coals is concen- about 50% of the total production in trated in the Central and West Sibe- the country. ria and Kazakhstan. These coals are Natural gas fields have been found cheaper than Donetsk coal, notwith- in various regions of the country, the standirlg the costs required to trans- most widely known being the Shebeport them to the European regions. l inskoe, Dashavskoe and Gazliyskoe. Further, there are Iarge reserves of Of late, unique gas fields have been brown coals in the Kansko-Achinsky found and are being exploited intenbasin (Central Siberia), with power- sively in Turkmenistan, South Urals ful shallow-lying seams which can be and Tyumen district (Shatlykskoe, produced profitably by open cast te- Orenburgskoe, Medvezhye, Urengoichnique; this is the cheapest fuel in skoe, Yamburgskoe). The gas reserthe USSR. Similar characteristics ves in these fields constitute almost have Ekibastuz coals (East Kazakh- 50% of the total explored reserves of stan). Kansko-Achinsky brown coals natural gas in the country. Large rewill be processed by a complex techno- serves of gas and petroleum have been logy into valuable chemical products, discovered in Komi autonomous dibrown-coal fuel oil and coke breeze, a strict.
FUEL PREPARATION AT POWER STATIONS 3.1. Methods of Solid Fuel Combustion Solid fuel combustion in boiler furnaces can be effected by various methods: flame combustion, cyclone combustion, or fluidized-bed combustion (Fig. 3.1). Flame combustion is the roost popular in modern power engi. neenng. The classification of combustion methods is based on the aerodynamic characteristic of the process which determines the conditions of contact of the burning fuel with an oxidant [58). The capacity of a furnace can be actually increased without limit by burning pulverized coal (coal dust) in a
suspended state in the furnace space. T his is what is called flame combustion (Fig. 3 .1a). In this method, fine particles of fuel are easily moved by the flow of air and combustion products through the section of the furnace. Combustion takes place in the furnace space within a rather short time of the presence of the particles in the furnace (1-2 s). The rate of fue l burning, and therefore, the amount of heat evolved in time, depend on the combus~ion surface. In cyclone combustion, fuel particles go through intensive turbulent motion (Fig. 3.1b). In contrast to flame combustion, the fu el particles are blown
/
\''' ... .
Fuel
,
.·.· . .. . : I ' ;I 0
0
I
I I.. .. . .. . I :. 1r'· · .:' /.lJf •
~:as
co ni ;
•ha les
•
nd
D cpeud e n c~
2.0
.:;-Ciu·J yabiu:-;k coa l gr·ade B: 4- VorkuUl cu al ,g rade G Zh; .s - Karagand;l > TTH, > VcH,· The r atio of volumes Vco:l'H , is 3:1 on the average. The presence of l'cN, in the products of incomplete combustion is indicative of strong deviations from the s pecified conditions of combustion. Let us analyse complete fuel combustion, assuming the combust.ion products have Vco = 0, l'H, = 0, l'cH = 0 and no r esidual oxygen, i.e. V 0 ~ 0 The quantity of air required f~ r th~ complete ~o.m IJustion or 1 kg (1 m3) of fuel to ut1ltze lhc oxygen of the air • In furthe~ di scussion, only uuit volumes and enthalp1es per kg fu el will be used.
+ 11¥-.
2
= l' ROt -1-
n., (5.4)
and the total volume of gases:
6f
the furnace (1-2 s) is not sufficient for the thorough intermixing of fuel and air in ~he large volume of the furnace. For this reason, the actual volume of air that can ensure complete fuel combus tion is always somewhat greater than the theoretical value. The ratio of these volumes is called the excess air coefficient (ratio) m combustion products: a. = TTa/1' 0
(5.6)
The required excess air ratio of a ~ = v~, + v~.o (5.5) furnace, a.1, depends on the kind of fuol, method of combustion, and furIn this case, the volume v~L,O in- nace des ign. High-reactive solid fuels cludes all the water-vapour components with a high yield of volatiles. are igniin combustion products which have ted more easily and burn off more been considered earlier, while the quickly, and therefore, require a lovolume v~. is formed mainly from wer excess air ratio than those having the nitrogen of the air, with a slight a low yield of volatiles. In gas-air addition of t he nitrogen of the fuel mixtures, fuel can be intermixed effewhich evolves from the latter whe n cti vol y with air, for which reason fuel heated together with other volatile oils and gaseous fuels require a still components. lower air excess. The same grade of The volume of dry triatomic gases (uel may require different excess air l' RO· in formulae (5.2) and (5.4) is ratios when burned in various furnaces the ·same and does not depend on (say, in a straight-jet and vortex furwhether the theoretical air volume naco) which difier in effectiveness of V 0 or a greater quantity Va is supplied fuel-air intermixing. for burning*, while the volumes of The rated excess air ratio a.1 can be other components of combus tion pro- found according to the Norms of therducts will change. In this case, the mal calculation of steam boilers by volumes corresponding to the theoreti- considering all the factors involved cal conditions of combustion are m ar- [201. For the various kinds of fuel, it ked by the superscript can us ually be taken within the folloWhen the combustion of fuel is wing limits: complete and there is any excess . • . . • i.15-i.25 fuels quantity of air in the combustion zono, Solid Liquid fuels . . . . . 1.03-i.i • i.e. with l'a > lfO, there forms the Gaseous fuels . 1.05-U same theoretical volume of gases v~. A decrease in the excess air ratio However, the actual gain in tho volume of combustion products is deter- may save energy for driving blowers mined solely by the excess quantity and increase tlte boiler efficiency, but of air 6.l'a = l'" - l'0 and by Lhe its reduction below the rated value water vapours contained in it, 6.V"II,O· a.1 may result in a sharp rise in heat Under real conditions, fuel cannot loss with unburned carbon and a lob e burned completely at Lhe theoreti- wer boiler efficiency. In steam boilers with supercharged cally sufEicient air volume 1'0 s ince the short time the gases are present in [urrtaces , the excess air ratio at the exit from the furnace, a.1 , is equal to i ts value in the burner, a. 11 , and re• The concentrations of CO, and 50s ia atmospheric air are insignificant and disreg- mains unchanged along the whole gas path, since all gas ducts in this case arded in calculations.
·o·.
·62
·· · Ch. 5. Combustion Products Superhealtor
boiler can be found using the formul a:
1 't10C d
Ywg = ~
furnace
.d~r
Fig. 5.1. Inleakage of cold air into boiler
operate under an excess pressure and are made gas-tight (except for the regenerative air heater). In · steam boilers operating at a negative pressure (which is formed by induced-draft fans), cold air from the surroundings can leak into the gas path through untight joints .b~twe~n various elements {cracks and JOints m the lining, places where the tube~ pass through the lining, 'etc.). For th1s reason the volume of combustion produc'ts increases, thus increasing t.he excess air r atio, while the temperature of gases decreases (Fig. 5.1). Inleakage can be found as a fraction of the theoretically required air volume: (5.7) where D. V 1 is the volume of sucked.-in air within a particular i-th heatmg surface of tho boiler. In such a case, the air inl eakage downstream of the i-th heating surfa ce afler the furnac.e will be found as:
Air inloakage may also take place in the furnace proper {D.a:,). Noting this, the excess air ratio in the combustion zone will be: O:com
=
a:, -
/).a;/
( 5·9)
The volume of waste gases downstream of the last heating surfacP. of the
63
5.1. The Compo1ttlon of Combustion Products
+ (a:w&- 1)
yo (5.10}
As may bo seen, it consists of the volume of products of complete combustion V~ and the total excess air t::,. V whose amount increases on t.he patlt of motion of waste gases in Ilue ducts. In turn, the total amoun l of excess air can be divided into two components: !lV x = (~com -1) yo+ ~ D.ciiYo e {5.11) where ~com = O:com is the excess air ratio at the burner exit. . The first term in formula (5.11) lS the excess air that is deliberately added to ensure complete combustion of fu el, and the second term represents harmful air inleakage. The volume of air for complete combustion of solid nnd liquid fuel s is determined by writing down the reactions involved in the combustion of fuel clements [20, 37). In the combustion of carbon and sulphur, the volumes of C0 2 and 80 2 which form Vco and V50 , turn out t o be equal to the volum~ of oxygen consumed in combustion: YRo~ = Vo, an ~, since the volume of nitrogen remams practically unchanged , V,Jg = vo. When the h ydrogen of fu el is burning, the volume of water vapours formed is twice tl•e volume of t~e oxygen consumed. Thus, the theoretical volume of gases, V3, of a fuel con laining hydrogen is alw.nys gt:eater than the theoretically reqmred a1r volume V 0 , even when ' dry' fuel devoid of adventitious moisture is burned. For gaseous fuels, the consumption of oxygen for combustion is calculated for each of the gas components sep~ rately, noting the percent age of the1r concentration in the gaseous fuel. The total volume of air and flue gases is found as the product of the volume calculated for 1 kg (m 3 ) of the fuel by the total consumption of fuel. In addition, the method of resolved thermal characteristics can be used for
~ .., 1·, A-diagram o[ air and comFig. · -·£• v bustion products
kJ/kg I
(a) In operation ni reduced pressure; (b) with rcbarge· .IIH-air heater; Ec- econo· mfzcr: · R FI- rebeat.cr; SH-supcrbealcr; F-lumnce
su
r, at cCr!r
I I I
kJ/kg
I 1/g at cCco
117
I I
I (a)
I
I
r
•c!nstanf
i
I
). at Jah 0
AH
RH
[c
r
SH
(b)
the purpose, in which case the c~lcu lated values are related to the umt of heat liberated by the fuel {1 000 k1 or 1 MJ). The development and application of this method is largely due to the work of Prof. S. Ya. Kornitsky, M. B. Ravich, and Ya. L. Peeker [45). The method is based on the WelterBerebier rule which states that the quantity of heat l!ber.ated on combustion of dry fuel 1s directly proportional .to tho quantity of consumed oxygen, i.e. Q" =a' V 0 , . Thus. with a fuel of the known heating value and moisture content, it is possible to d~ termine the theoretical volume of au for combustion and the volume of combustion products. Tho enthalpy of combustion products is found for the volume of gases obtained on combustion of 1 kg or 1m3 of fuel. I t is denoted as I, kJ/kg or kJ/m 3 • Since the specific heats of various gases are different, enthal pies are calculated separately for each component of flue gases. For i~stance, the on thai py of the theoretical volume of combustion products at a tom-
perature {},
oc,
is:
1~:= (VnozCRot + v~ ~CNz + Vif:oCHtO
+ aa•l•
A1D
100 Ca•h) {}
2
(5.1 ~
where cno , cN,, ca,o are the mean specific volume heats of flue gas components in the temperature. ~ange 0-(}, kJ/(ms. K), ca.1• is the specific beat ?f ash particles, kJ /(kg· K), and a~h 15 the relatively quantity of ash particles carried off by flue gases. The last term in equation (5.12), which characterizes the en thai py of ash particles carried off by flue ga~es, is considered only for the combustiOn of high-ash fuels. The enthalpy of gases at an excess of air a: > 1 can be found by the equation:
I 8 =I~
+ Ma
= I~
+
(a: - 1) Ig (5.13)
wl~ere
J O is tho enthalpy of the theoretical .:olume of air: JOa
=
VOca{)
(5 .14)
Ch. 5. Com brutlon Produ.ctl
64
where c 4 is the volume specific heat capacity of air, kJ/(m 3 ·K). Calculated enthalpies of gases at various temperatures can be plotted as an I, {}-diagram, which is convenient for practical use (Fig. 5.2). 5.2. Determination of E xcess A ir R atio for an Operating Boiler The excess air ratio in the gas path of a boiler plant should be continuously controlled in order to provide the optimal conditions for fuel combustion and to minimize air inleakage. Two such methods of control are currently in use at power stations. The most popular method is to directly measure the residual oxygen in the Uuo gas flow by means of oxygen meters . This method is based on using the magnetic properties of oxygen molecules, a property that is not possessed by other components in a multi- · component gas mixture. The percentage of oxygen can be recalculated into the excess air ratio in the following manner. Neglecting the slight increase in the volume of combustion products due to the liberation of nitrogen from the fuel, it may be taken that t he v olume of dry gases is V dg = V 0 • The residual oxygen in combustion. products can be expressed as a fraction (per cen t) of t he volume of dry gases:
0 - 21 (a. - 1) vo zVdg
As h as been stated earlier, = ex V 0 , and therefore:
0 2 = 21 (a.-i) a.
(5.15) Vdg
=
(5. 16)
and the excess air r atio is: 21 ex = ...,2""1---0""2-
5.9. Tozlc Sub.tances In W ad e Ga1e1
ry corrections should be introduced if the flue gases contain products of incomplete combustion (CO, H 2 ). Another popular method for determining the excess air in combustion products is based on finding the percentage of dry triatomic gases R 0 2 = = C0 2 S0 2 in comb ustion products:
+
R02 =
where 0 2 is the concentration o( oxygen in combustion products, %, as measured by an oxygen meter. This formula h olds true when fuel combustion is complete and air humidity can be neglected. The necessa-
vnos 100
(5.18)
dg
With complete fuel combustion in the stoichiometric ratio (ex = 1) and provided that tho content of hydrogen and oxygen in fuel correspond to the equality Hw = ow/8, all the hydrogen in the fuel is considered to be oxidized by tho oxygen of the fuel , and therefore RO~- =
v 110 2
,,,
100 = 21 %
Rozmnx -- V' VHOz +O.VNz dR x 100 =
v
~o. 100
vdg
(5 .19)
and will depend on the differenc.e between Hw and 0'0 /8. The difference in the concen trations of hydrogen and oxygen can be expressed in terms of tho fuel coefficient ~ For solid and liquid fue ls~ ~ is found by the formula: HID-QID/8
~C"'+O. 375S::'+P
(5.20)
where S::' +P is the sum of organic and pyrite sulphur in the working mass of fuel. Using the fuel coefficient ~, R o~u can be written as follows: 21. RO~nx = t +fi
Solid fuels Fuel oil Natural gas
(5.21)
. •
•
•
.
.
. .
•
•
0
•
. • 18-20% . 1.6-17% 11-13% •
With ex > 1, the volume of dry gases will be: vdg
=
v~ 11
+ ll V
0
and the volume or tri atomic gases is R02 =
Vno
v•dlf +;V 100 (I
i.e. smaller than HO~mx. Since Vno 2 remains unchanged, we have: n.o~nx
dg
In all solid and liquid fuels, however, Hw > o w/8. The residual hydrogen LlH10 = Hw - 0'0 /8 will then be oxidized by atmospheric oxygen and form water vapours. The remaining volume of nitrogen, llVN,. enters the composition of dry gases, and the maximum concentration of dry tr iatomic gases will be less than 21%:
~ =2.37
(5.17)
v
Gaseous fuels contain no oxygen, but their hydrogen conten t is substantially higher, and therefore, R o~u turns out to be much lower than that of solid and liquid fuels. The RO~ax values of various fuels are within tho follow ing limil.s :
H02
lf~c +Ill'a
V~g
v,.
=vo = ex
(5.22)
The accuracy of the excess air ratio ex determined by this method depends on how accurately we k now the R o~ax of the fuel (since tho composition of fuel deli vorcd to a power station is not always perfectly constant) and how accurately tho fluo gases have been sampled and anal ysed for R0 2 • Certain difficul ties in the ap plication of this method for de termin ing ex arise in the combustion of fuels containing carbonates in their mineral portion as .they dissociate thermally with the evolution or an additional, often variable, volume or C0 2 •
5.3. Toxic Substances in W astc Gases and Measures of E nvironmental Control Thermal power s tations consume around 40% of the Lot~ al fuel produced in the world and thus ca n substantially iniluence the environment by ejecting heat and cel'tain harmful polLutants into the atmosphere and water basins. This necessitates systematically protecting tho environment from the harmful effluents of indu5 - 0 1 52 4
65
strial plan ts for the sake of both the present generation and those of the future. Certain components in the gaseous erfluents from power stations arc safe for man; these include water va pours, carbon dioxide, oxygen and nitrogen. Other ingredients are h armful to v arying degrees. Thermal power stations and l argo boil er houses pollute the atmosphere by ejecting nitrogen oxides (NO"' = =NO + N0 2 ), sulphur oxides (SOt+ + S03 ), solid ash par ticles, and vanadium pontoxide V 2 0 5 • Moreover, if combustion is incomplete, flue gases may contain carbon monoxide CO , hydrocarbons, such as CH 4 or C2 H, , benzpyrene C20H 12 , and soot. The length of: Lime the h armful gaseous substances may exis t in the environment ranges from a few hours to a few days. Many are gradually destroyed or transformed into harmless substances under the effect of solar radiation and atmospheric oxygen . Air-borne solid particles (soot, vanadium pentoxide, benzpyrene) may settle and accumulate on the earth's surface and be involved into the circulation of the lower atmospheric layers. By their effect on the h uman organism, harmful substances are divided into a number of cl asses. Vanadium p entoxido and benzpyrene relate to extremely dangerous substances. The former appears in minor quantities on the combustion of fuel oils. Benzpyrene may appear in waste gases on the combustion of any fuel with oxygen deficiency and is also formed on the slow decomposition of soot. Nitrogen dioxide N0 2 and sulphuric anhydride belong to the class of highly dangerous substances. Nitrogen oxides NO, mainly fo nn in the high-temperature zones of the flame. T he y ield of N0 2 constitutes around 10% or the total yield of NOx. Sulphur of fuel mainly burns off to form sulphurous anhydride S0 2 which, like NO, is placed in the third class of harmful substances by their effect on man (moderately harmful substances). Sulphu-
Ch. 5. Co mbu• llon Product.
66
ric anhydride 5 0 3 may form in furnaces from S0 2 at the fin al stage of fl ame burning when t here is an excess of atom ic oxygen or by cat al ysis on the high-t emperature depos its of steam s uperheat ers. Its y ield is 2-5% the vield of SO •. In t.he zone of l ow-tern. p erature heat ing s urfaces, is transformed int o s ulphuric acid vapours and is partially spen t in t he process of low- temperature corrosion (see Ch . 16). The risk f rom the effect of a p articul ar substance on a living organism is det er mi ned as the ratio of the actual concentration of the s ubs tance C, mg/m 3 to the highest perm issible concentr ation (HPC), mg/m 9 , in air a t the breathi ng l ev el:
-
(5.23)
T h is ra tio is called the tox ic ra te of an i- th s ubstance. Tl should always be less than uni ty. 1I air contains a number of harmful subs tances with a s imilar biological effect on th e living organism, its to xicity is enhanced. T herefore, the presence of such substances in air is inadmissible even in concentrat ions n ear tho HPC l evel. In such a case, the t oxic h azard is es timated by adding t ogether th e toxic rates of the individual substances. For waste gases, the additivi ty principle is appli ed t o N0 2 , N O, S0 2 , 5 0 3 , and CO. No t ing this , the addi tivi ty formula of toxic effluents is as follows :
+
c l'\ Os
II PCNo"
+
CN o
HPCNo Csos
Cso.
HPCso 2 Ceo
+ HPCso + HPCco ~ 1
(5.24)
3
I n many cases , benzpyrene is included i nto this formula. For solid (particulate) effluents, the addi ti vity form ula is : Co
HPC 0
The highest p erm issi bl e concen t.rations of selected hnrm ful s ubs ta nces are g iven i n T able 5. 1. Table 5. 1. H ij!hcsl Perrnissiltle Concentrations of Selec ted ll armful Subs tances in ,\ ir, mg/m3
so3
k 1 = C 1/HPC 1
+ HPC. c. +
Cv~os
HPCv,o5
~1 """"'
25)
(5 •
where t he subscr ipts 'a' and 's' stand for 'ash' and 'soot' .
6.1. Heat B ala nce and Efficiency of Sleam B oiler
In inhabi ted a r ras:
Suhs tnnce
..
-
E ~
... 0
Nitrogen dioxide NO: NO Nitrogen oxide Sulphuri c anhyd· so3 rid e Sulphurous nnhydso~ r ide co Carbon monoxide Benzpyrene C,o Ht: Vanad ium pen to- Y:O~ xide Soot (gr it) Dust (ash pa rt icles)
0 .085 0.25 0.30
0.085 0.25
0.50
0.05
3.0
1.0
0 .10
t
x to-e:
0.002 0 .15 0.50
0.05 0. 15
P ower s t ations account for roughly 3/4 of tho total s ui phur oxides ejected i nto the atmosph ere. I n vi ew o[ the increasing indus tr ial utilization of h igh-sulphur fuel oils and solid f uels. reducing the total discharge of s ulphur oxides in the atmosphere is an urgent concern. Si nce the volume concentration of sulphur oxid es in waste gases is rather l ow (around 0 .2%) and th e vol umes of was te gases are enormous, purification of gases from so~ is difficul t to accomplish . I t seems m ore reasonabl e t o purify petro leum fro m s ul phur at petrole um processing· plants or to s ubject fuel oil and h ighsulphur solid f uels before combus tion to a deep thermal processing which can produce gaseous fuel and v al uable liquid prod ucts. In s uch processes, s ulphur compounds can be extracted and collected much m ore easily. Such methods of fuel processing are being used on an ev er i ncreasi ng scale. T he extraction of NO"' from waste g ases involves even 1arger eng ineering d ifficul t ies than th at of S0 2 • This is due to a lower concentration of NO" in gases (which is only 1/2 to 1/5 of t h at of S0 2 ) and the lower chemical ac ti Yily of the N O whi ch is present i n
67
the gases in u much I arger concan tra- ase in the future due to t.lte increasing tion than N0 2 • Around 40% of the power of s t ations and the increMing total quantit y of nitrogen oxides ej e- usc of sol id fuels. l n this res pect, the .cted into the atmosphere is from power problem of how dee pl y to purify flue stations [471. g ases from ash pari icles is growing in l n contr as t to gaseous whoso magnilud e. Fly u.sh formed by the presence in was te gases is uncontrol- comb ustion of solid fuels conLoios a lable and de pe nds only on tbe concen- number c f harmf ul components, s uch tra tion of s ul phur in the fu el, tho ::s fh 10:·ide and arsen ic compounds and concentration of n itrogen oxides in t ile ox tdes Si0 2 and CaO. Ash collewas te gases de pends heav il y on com ·· ction a t. thermal power s ta tio ns is most bus tion org anization in th.e furna ce. oft en carded out in electros tatic preN itrogen oxides are mainl y produced ci pitators. For many fu els wi th an elefrom the at mos pheric oxygen a nd vated content of ash, t he degree of nitrogen in the high-tempera ture com- ash col lectio n must be no less than bus t ion zone (at temper atures a bove 99% . 1 600°C} and by the oxid a tion of th e For the presen t , until efficient indunitrogen of fuel (this reaction can strial pl ants cap ab le of removi ng harmoccur at temperatures below 1 600°C}. ful impurities from fuel or from waste T hus , the main means of r educing the gases are developed, one method of format ion of NOx in fu rnaces are to decreasing the concen tr ati on of toxic reduce the t em peratu re i n t.he com- substa nces in th o l ower atmosph ere is bus tion zone ('I ow-tern pern t.u re ' com- to bu il d tall s tacks up to 320 m high bustion) and li mit the quantity of which can s pr ead flue gases to l arge excess air. It s hould b e noted , howe- distances. With high er stacks. the ver, that with improper operation of concentratio n of harmful impurities in the furnace or burners , these m eas ures the at mos phere at th e earth's s urface m ay resul t in the a ppearance of other decreases in inverse proportion to the equally harmful subs tances (such as square of the stacks ' h eight ratio. soot or benzpyrene). Tall s tacks are n ot, however , a radi Around 20% of the tota l contami- cal l y effeclive means of pr ot ecting the nation of the atmosphere with solid environment from in dus trial effluent; dust p articles falls on ash discharge by they si mply dim i nis h the local con power stations. Th e discharge of solid central ions of harmful s ubs t ances in fractions by power stations may incre- t he lower atmos phere.
so2
EFFICIENCY OF F UEL HEAT UTILIZATION 6. t. The H eat Balan ce and E fficiency or the Steam Boiler T he effi cient u tiliz ation of fuel in s t earn bo ilers is primaril y determined by the foll owing three facto rs :
(1) complete combustion of the fu el i n the boiler furnace; (2) deep cooling of t h e combustion p-roducts during their p assage through the l1 eating surfaces ; and (3) minimization of heat losses to the env ironmen t .
68
The extent to which the heat of the fuel is transferred in the boiler to the working fluid is determined by the boiler's gross efficiency. This is defined as the quant ity of heat absorbed by\the working fluid Q1 , kJ/kg of solid or liquid fuel or kJ /kg of gaseous fuel, related to the available heat of the working mass of fuel, Q::'v. kJ/kg: l]b=
g~ao 100
(6 .1 )
The available heat of burned fuel is dt' t.erroi ned by the general formula:
Q::'o = Q't'
+ Qph + Oaex + Q,b - Qed
(6.2)
where Ql" is the lower heating value of the working mass of fuel, kJ /kg, Qp 11 is the physical heat of solid or liquid fuel before burning, kJ/kg, Oae:r is the quantity of heat absorbed by the supplied air during preheating outside tho boiler (most often in external air h eater·s) kJ/kg , Q,b is the heat of steam' used in steam burners for fu el oil atomization, kJ ; kg, and Ocd is the h eat from the dissociation of carbonates in the mineral mass of fuel, kJ/kg (the last term is applicable only to oil shales). The physical h eat of fuol before burning depends on its temperature Qph = c1t1 (6.3) where c1 is the specific heat of fuel, kJ /(kg K), and t 1 is its temperature,
oc.
The average temperature of solid fuels may range from 0 to 20°C, but may be even sub-zero in winter time. In the combustion of fuel oil, the term Qph m ust always be taken into account since, for atomization, fuel oil is preheated in the burnor up to 100-130°C. The quantity of heat absorbed b y the air for combustion during preheating outside the boiler is fou nd from the formula:
Oau
= ~a V 0 ca (t~ -tea)
(6.4)
where ~ a isr the rela tive~ air q uanti ty passing through a~ heater, c0 is t he
69
6.1. ll eat Balance and Efficiency of Stea m Bo ller
Ch. 6. Efficiency of Fuel Heat Utilization
specific heat of air, tea is the temperat ure of cold air, and t; is its temperature at tho entry to the boiler air heater (or behind the external ai r heater). The heat introd uced by steam for fuel oil atomization is:
Q•b = d,IJ (i,b - i ;)
(6.5)
where d,b is the uni t flow rate of steam for atomization , kg/kg fuel (usually d,u = 0.05-0.1 kg/kg) , i,b is its enthalpy, kJ/kg, and i; is the enthalpy of steam carried off by flue gases at a temperature {}wg. kJ/kg. The quantity of heat that is spent on tho dissociation of carbonates in oil shales is proportional to the quant ity of carbon dioxide that evolves on combustion , CO"f, so that the formula for determining Oed is: Qed = 40.5CQ~d (6.6) To s um this up, the heal available on the combustion of various kinds of fuel can be determined by the following formulae: - for anthracites, coals and brown coals of a low humidi ty and l ow sulphur conten t:
Q•c1'
Qawo --
- for moist brown coals and for coals and fuel oil with a high sulphur content: Q;,"c = Q~ Qph Oae:r; - for fuel oil atomized by steam in burners:
+
+
Q;,", = Q'{' +QPI• +0aex +Q,b; - for natural gas : w _ Q1 . Q01' I , - for oil shales: The heat absorbed by the working fluid (water and steam) in the boiler per kg (or m3 ) of fuel can b e found fro m the formula
+ D; w
Drh ( ""
B
Q, + 0.~~ + Q,,, + Oee (6.8) where Q1 is the heat absorption by
Ot
=
tho working fluid in tho furnace water walls , kJ /kg, Q·.~:· is the heat absorption in tho convective surfaces of superheater, kJ/kg, Q,1, is tho heat absorption in the secondary su perheater, k J /kg, and Qe c is the heat absorption in the economizer, kJ /kg. During boil er operation, some of the available heat is inevitably los t and constitu tes heat losses. The dis t ribution of the heat supplied to a boiler as useful heat and lost heat is the basis for compiling the heat balance of a steam boiler. The h eat balance equation corresponds to steady-stale thermal conditions or boiler operation . It is usually written for 1 kg or 1 m 3 of burned fu el : Q::'v = Or +Qz + Q3+ Q, + Qs+Qa (6.9) ~~h~ ca~t~l~o~
Q::'. = Q't' - Qed·
. )+ QI = DB,,, ("L,. - t/w
where D • h and D rh are the flow rate of fresh superheated steam and s team from secondary superlieating (reheated steam), kg/s, D bw is the flow rate of blow-off water from the boiler drum to maintain the required salt conditions in the circulalion circuit , kg/s, D bw must be considered if it is more than 2% of D.,,; i,., i1w, and i' are respectively, the enthalpy of superheated sleam, feed waler and water at the saturation line at the pressure in the drum, kJ/kg , iri. and i;,, are the enthalpies of secondary superheated steam at the inlet to and outlet from the reheat superheater, k J /kg, and B is tho fuel consumption, kg/s or ro 3 /s. The heat utilized in a boiler can also be expressed in terms of heat absorption by the individu al heating surfaces:
LrJo -
(i!- itw)
,, )
Lrh
(6. 7)
-
D iv iding both sides of equation (6.9) by O::'v and expressing the result as a percentage, we get: 100 = q1 + qz + q3 + q4 + q& + q6 (6.10) Tho typica l items of the boiler h eat balance and their values are given in T able 6.1.
Table 6.L Heat Losses in Steam Boilers Relallvc Joss, %
Heat l oss llem
or Qw at>
Wi th waste gases T hrough i ncornplcte combustion Wi th unburned carbon By cooling through the lining As physico l hea t of removed s lag Sum of heat losses
q. %
4- 7
0-0.5 0.5-5 0.2-1
0-3 6-12
Tho direct calculation of the boiler efficiency by formul a (6.1) may turn out to be insufficiently accurate and involve difficulties in accurate measurement of certain parameters, e.g. m ass fl ow rates of steam and fu el , heating v alue of fuel, and some components or the available heal. The gross efficiency of a steam boiler can be found by the inverse balance method if we know the sum of its heat losses: Tl b = 100 -
+ q3 + q4 + q~ + q,) (q2
(6.11)
The inverse balance method, i.e . determining the boiler efficiency by the sum of heat l osses, gives a more accurate value than the direct balance method, since the sum of beat losses constit utes roughly 1/10 of Q::'. and all its items can be reliably measured. This is the sole m ethod available for estimating the therm al efficiency of now steam boilers at the design stage. lf we know the heat losses and, consequently, the gross boiler efficiency, we can use formulae (6.1) and (6.7) to find the fu el consumption by the boiler, kg/s:
B= D 1 11 (iu - If
wH- Drh (t;h - l~h) +Dbw (i' -iJw) Q;:',TJb
(6.12) The fuel consumption thus obtained is the rated value for calculating the
70
pulverization system of the boiler. In solid fuel-fired boilers, more often than not, fuel is not burned completely, i.e. there is a heat loss with unburned carbon q4 • To find the actual volumes of combustion products and the air flow rate for combustion, the concept of rated fuel consumption is introduced:
Heat loss with waste gases. According to Table 6.1, heat loss through waste gases is the largest item in the heat balance. Its relative magnitude , per cent, can be found by the formul a :
B.= B (1- 0.01q 4 ) (6.13)
where Q2 is the absolute heat loss, kJ /kg:
The gross efficiency characterizes the perfection of operation of a steam boiler proper. Its normal operation, however, depends in addition on a large number of auxiliary machines and mechanisms, which consume a portion of the energy produced by the power plant (station). The use of energy for this purpose is called the auxiliary power consurnption, N oux• of a boiler plant. The auxiliary power consumption includes the power cousumed by forced- and induced-draft fans, feed pumps, pulverizing equipment, blowing devices, and a large number of electric motors in the automatic remote control system. For boilers operating in monobloc units with turbines, the auxiliary power consumption can be found as a percentage of the total power production by the following formula: A
Nau:x
LlTJaux = BQw -n
100
(6 .14)
()1J'ISf
where B is the fuel consumption by the boiler, kg/s, and lJat is the efficiency of power production at the station. In high-capacity boilers, flTJau :x is equal to 4-5%. By subtracting the auxiliary power consumption flTJaux from the gross efficiency of a boiler TJb, we obtain what is called the net boil er efficiency, which characterizes the efficiency of t he boiler plant operation in terms of the electric energy delivered to consumers:
(6.15)
7t
6.2. Analysis of Heat Losses
Ch. 6. Efltctency of Fuel Heat Uttllzatlon
6.2. Analysis of Heat Losses
02 tOO q2 = QW au
(6 .16)
Qz = (fw g - awgf~a) (1 - 0.01q 4 ) (6 .17) Here, I wg is the en thai py of waste gases, kJ/kg, and I~a is the enth alpy of the theoretically required volume of cold air, kJ /kg. The first multiplier in the equation gives the gain in enthalpy of waste gases relative to that of the air suppl ied t.o the boiler (both organized and unorgan ized). The second multiplier is a correction for incomplete combustion of fueL As follows from formula (6.17), the heat loss through waste gases Q2 is determined, first of all, by the enthalpy of waste gases I we• i.e. it depends on their temperature f>wg and their volume which is characterized by the excess air ratio awg· By reducing the temperature of the waste gases by 15-20 deg C, it is possible to decrease q 2 and thus raise the boiler efficiency by roughly 1%. This can be achieved by arranging an additional convective heating surface !J.H c whose dimensions will be the larger, the greater the reduction in the waste gas temperature (Fig. 6.1). It should also
LJH2
Fig. 6.1. Variation of the additional heating surface area in various temperature regions
be noted that f>w 11 depends substantial~y on the temperature of the feed water t 1,0 at the inlet to the "economizer .and the temperature of air at the inlet to the air heater, t~. This can be expressed by the following relationship
and feed water with the temperature of hot air remaining the s ame, the additional expenditures involved can be found as follows :
+
Z = !J.Sah !J.Sec - flSwh !J.Sbt- flStu t:J.S.t (6.20) {61: where !J.Sah and !J.S ec are the costs of A = Cil-1 (t ..!- !J.t) t~+ L\tl th e additional heating surfaces of an Vwg 6l fw • 2 Cil air heater and an economizer, !J.Sb (6 .18) is the extra cost of electric energy for1 where w = L(Vc) 111(l'aca) is the ratio driving the blowers, associated with of the water equivalents of the gases the increased resistance of the air-gas and air in the lower stage of the air path, !J.S •t is the cost for constructing heater , !J.t1 is the temperature gra- a taller stack, !J.Swh is the saving in dient (between gas and air) at the feed water heaters, and flStu is the 'hot end' of tho air heater, and !J.t 2 fuel savings. The optimal" temperature {}':}'J is is the temperature gradient (between gas and water) at the 'cold end' of the found by minimizing the calculated expenditures, which is done by soleconomizer. The recommended minimum values ving the equation: of temperature gradients [20) are 8Z/a{1wg = 0 (6.21) !J.t1 = 30 deg C and !J.t2 = 40 deg C; but. Typical curves of the optimal temsomewhat higher values are usually taken in tho boiler design, since the perature o[ waste gases as functions yalues i ndicated require excessively of the decisive economic factors are l al'gO s urfaces of air h eater and eco- shown in Fig. 6.2. The optimal temnomizer. The ratio o[ water equiva- perature of waste gases depends sublen ts depends on the quality of fuel stantially on the cost and quality of and the excess air ratio in the air fuel, and, firs t and foremost, on its moisture content. When the cost of heater zone. For a particular kind of fuel and the fuel is high, the savings in consumed selected values of !J.t1 , flt 2 and excess fuel can justify the extension of heatair ratio, formula (6.18) takes the ing surfaces and thus allows a lower temperature of waste gases (Fig. 6.2a). form: (6.19) A high moisture content in the fuel increases the volume of combustion As foJlows from t he above, a comp- products and their s pecific heat, since lex engineering-economical approach water vapours possess the highest is essential for selecting the optimal specific heat in these gases. To cool temperature of waste gases f>':fi. A chan- by the same number of degrees flf>we• ge of f>wg will substantially influence waste gases with a high humidity the size of the heating surfaces of the must give up a greater quantity of economizer, air heater and regenera- heat, which requires a further increase tive heaters. This circumstance wi1l in the heating surfaces compared with change the hydraulic resistance of the dry fuel. For the same or lower priced gas and water patlts and the energy moist fuel, extending the heating surconsumption by feed water pumps and faces is not economically feasible, blowers. A probable change in the which means that the optimal temh eight of the stack to better disperse perature of the waste gases will incthe waste gases should also be consi- r ease along with the moisture content of the fuel (Fig. 6.2b). d ered . An i ncrease in the initial parameters Thus, if measures are taken to lower tl1e temperature of the waste gases of steam (pressure and temperature )
+
+
+
72
. , _. _.,
z
J
'
Z•J rouJ/psff ref. v"'' "'Y fa l
Fig. 6.2 . Dct{!rminntion of optimal temperature of waste gases
f-"
8 tO 12
IS
... - "!,IV 0
(a) dependence on the cost or henling surfaces and fue l; J- expend lturcs on bea ting surrn ces: 2 und e'-expendltures on more cxpcns h•c nnd less expenslYc fuel; J and J'total cnlculnted expenditures with more expensive and lebS cxpcnsh'c fuel: (b) dep~ndcnce on the feed wnlcr temperature and the moisture content ot fuel; 4 a nd 4' - llmlts tor dry fuels wi th w• < 0. 7; s and S'-ditto, Cor moi st fuels with w• = 1-5; (c) correlation between the optimal temperature or waslc gnscs. the temperature o r reed water and the cost ot tucl for n s upercrltlca l pressure monobloc unit
flO
150
4.0
~)
24 MPa
can s ignificantly raise th e effi ciency of heat regeneration, which jus tifies a certain incrensc in the feed water temperature . On the other h and , an in crease in the initial pressure of steam incr eases the expenditures on boiler equipm ent as well as energy consumption by the feed water pumps. As shown earlier, an increase in the temperature of feed water, t1w, results in a higher waste gas temperature -ltw 11 , and therefore, in higher cost and lower economic efficiency of the boiler plant. For this reason, thermodynamic possibilities for increasing the efficiency of boiler plants are always restricted. As follows from the calculated relationships (Fig. 6.2c), the effect of t1w 1 on {}'::, is more pronounced with the less expensive fuels. In boiler plant design, practical values of {}w11 are usually taken in the range of 120-160"C. As r egards semi-peak load boiler plauts, which are put in operation only duri ng periods of elevated electric loads, tho problem of m inimizing boiler cost is mo re important than th at of decreasing the waste gas temperature. For this reason, boilers of tbis type are char acterized by lower steam parameters and higher t emperature of waste gases ({}w 11 = 160-200°C}.
'l:s
''
When selecting the optimal was te gas temperature, one shoul d also consider the probable corros ion of lowtemperature heating s urfaces - especially the surface of th e air heater (see Sec. 16.3). To forestall this , boilers to be fired on high-s ulphur fue ls (S10 more than 2%) are des ig ned for a higher lemperature of was t e gases (up to 140-1 60°C) and with additional preheating (to 60-80°C} of the air s upplied to the air heater. Certain meas ures are also t aken to minimize corrosion in the air heater (see Sec. 19.4) . Heat loss by incomplete combustion. The products of combustion m ay contain gaseous combustible componen ts, s uch as CO, H z or CH 4 • Their afterburning beyond the boiler furn ace is practically impossible since tho temperature of gases and the concert trations of the combustible components and oxygen are too low. The h eat th a t m ight be produced by afterburning these components constitutes wh at is known as tbe h eat loss by incomplete combustion Q3 , kJ /kg, or q 3 , %. 1:1. can be calcula t.ed by Lhe I orm u I a 159 1:
q3 = (126.4CO+ 108H2 + 358.2Ci f.)
v dg {100- q.)
"-;:;-;;;---Q:fv
(6 .22)
'
J
a97 O!ltJ 0.99 1 !.Of f.02f.OJ l04 1.03 1.06
Fig. 6.3. Heatlos...<es due to incomplete com·' bustion
where CO, H 2 and CH ~ are tho volu~e concentrations of the products of mcompl ete combustion in dr y gases, %, V is tbe volume of dry gases, m 3 /kg (100-q~) i~ the d_egree of co~ bustion of the sohd portton of fu el, Yo, the nu mbers at tbe symbols of gases are their respective heating val ues, kJ Jm3 divid ed by 100 . On burning gaseous and liquid fuels, the h eat loss by incomplele combustion q 3 = 0-0.5% . With solid fuels, tbis item is, as a rule, ratb~r sma!l and neglected. In boiler pract1ce, th~s item of heat losses is mainly determined by the concentration of CO ~d, to a lesser extent, Hz in combust1~n products. The ap p ear~c_e ~E C~l4 1n combustion products 1s md1cat1v~ of an improperly organized combustl?n. Analysis for incomplete combustwn should always be done for all the componen ts of combustion products since as follows from formula (6.22), even' a slight quanti ty of CH, may h ave a noticeable effect on q3 • Heat loss from incom plete combustion substantially depends on the excess air ratio and boiler load (Fig. 6.3). Thoroughly intermixing the fuel and oxygen (curve 1) ensures t~at h ea t loss by incompl ete combust10n may t ake place only at a < 1. Under real conditions (curve 2), tbe appearance of this loss at a = 1 and full boiler load is indicative of an im proper interm ixing of fuel and air. Incomplete combustion can n?t. t ake place at what is call ed the cnt1cal excess air ratio a which is usually equal to 1.02-1.03 ~~d th us characterizes tho
r:J,
X-
73
6.2. Analv 1 t1 of Beat Losses
Ch. 6. Elftclency of Fu.el Beat UtUtzatlon
aerodynamic perfection of the burner arrangement. With the boiler operating at a reduced load (curve 3), the exit rate of Lhefuel and air from the burner decreases (thus decreasing the energy [or intermixing the fuel and air fl ows) and the temp e~·a~u~e l evel in the combustion zone d_Imtms~es somewhnt, which results In an mcre~sed heat loss from incomplete combustion. H eat loss with unburned carbon. I n the combustion of solid fuels (peat, coals and oil shales), ~he heat _loss with unburned carbon ts essentt_ally the loss with unburned coke parttcles carried oH from the .combustton z?ne b furn ace gases; dunng tl~e short Ltme tl~ey are present in the htgh-tem~era lure zone of the flame, the.se part_tcles evolve volatiles, but rema1~ partially unburned . In the combustiOn of fuel oil and n atural gas, t he unburned ca_rbon loss may b e in the form of soltd particles (which remain upon the evaporation of [uel oil drop~ ets) _or soot particles which c~n form tn h~gh-ten: perature combust10n zones at a deficiency of oxygen (a < 0.6). . . Under normal operating cond1t10n~. the unburned carbon heat loss of solLd fuels q 4 may range from O.?% to 5%, "th the lower values relatmg t o fuels:~th a high yield of volatiles (peat and brown coal), and the higher onesto those of a low reacting ability (~ow yield of volatiles), s uch as anthracite. For coals, q4 = 0.5-2% . The heat l oss q from the combustion of natural gas a~d fuel oil is not high (usually lessthan 0.1 %) and is considered along with q9 , i.e. as tbe sum qs q_4· In chamber-furnace com~ust10n of solid fuels, the heat lo~s "~1t~ un?urned carbon Q~· kJ /kg, ts d1v1ded w_tothe carry-over loss Q~· and_ the loss wa~ .~lag Q.~', the former betng predomi-
+
n ant. . d . db T he carry-over loss 1s_ etermme . Y fino coke particl es whtch are earned of[ (over) by the gas flow from the furnace, channeled through all ~he· boiler flu e ducts and, tog~ther w1th ash particles, are collected m electro-: stnlic precipitators or other types of
8
75
6.2. Analyt ls of H eat Louu
Ch. 6. Efficiency of Fuel Heat Utilization
F ig. 6.7. Heat losses due to external cooling
Anthracite, yc.:J. 5% Senrio11fhrocile, vc· 9% oat, vc. f5 "j. Brown cool, p!4s1.
fi
2
0
Fig. 6.5. EHcct of hot air temperature on heat loss with unburned carbon
Lmta tmtnlN lUlUL45 o(f
Fig. 6.4 . Heat losses with unburned carbon in dry-bottom furnaces
·d ust collectors and discharged to ash ·dumps. The loss with slag is due to the fact that some unburned fu el part.iclos in t.he combustion zone are fu.sod with molten slag and drop onto the furnace bottom. Wh en the optimal fineness of fuel pulverization is obtained and under normal operating conditions of the boiler, the loss q4 depends on excess air and varies widely with changes in the yield of the volatiles (Fig. 6.4). When the excess air ratio is below the ·optimal level, g4 may rise owing to an improper intermixing of fuel and air at the exit from tho burner or to the appearance of an oxygen deficiency zone though t he temperature level developed by the burner is quite high. With a> a 0 pt. the temperature in the combustion zone decreases, resulting in a lower rate of oxidation reactions (see Ch. 4). On the other hand, the volume of combustion products increases, thus diminishing the time the particles are present in the hightemperature zone. These two factors ~re responsible for an increase in the hoat loss with unburned carbon. An elevated value of g 4 in low-reactive fue ls (anthracite, somianthracite) is due to the delayed ignition of ·coke particles and prolonged burning in the diifusion region. These kinds of fuel are, therefore, rather sensitive to variations in operating conditions. As an example, Fig. 6.5 shows the effect
and therefore, the relative heat loss increases:
hailer surfaces and the surrounding air,
oc.
0
0. 2
0.4
0.5
0.8
Fig. 6.6. Variations of unburned carbon heat losses in slagging-bottom furnaces as a function of the degree of non-uniform it v of air distribution between burners at tha · = 400"C
of variations of hot air temperature and Fig. 6.6 shows the effect of a nonuniform distribu.tion of air between the burners on the unburned carbon h eat l oss g4 ; in tho latter figm e, lla. is the relative dev iation of excess air ratio from the rated value. Heat loss by cooling. Since the temperature of the lining and casing of a boiler and of its other elements (such as drum, headers, pipel ines, etc.) is higher than that in the surrounding air, they give up heat to the environment. In general, the heat loss by cooling, Q5 , kJ/kg, can be expressed by the formula:
The heat loss by cooling is the high er, the higher the external temperature of the lining and heat insulation f the boiler. Tho external surfaces of b oilers and boiler elements should be proper!y heat-insulated so that tbru is not higher than 55°C. In rough calculations, the heal flux from the boiler surfaces to the surroundings is taken a t an average level q11 = 200-300 W /m 2 . For boilers with a different power rating, the absolute heat loss lo the surroundings, Q5 , is determined by the ratio F bwlB ,. With increasing boiler power, the absolute heat loss Q5 , k J /kg, and the relative loss q5 , %, b ecome l ower, because the total heat release and the volume of combustion .products increase more quickly than the area o[ exposed boiler surfaces (Fig. 6.7). As is · seen from Fig. 6.7, the heat loss item q5 for high-capacity boilers i s not high. It. is commonly assumed th at. these losses are proportional to the heat absorbed by each heating surface of the boiler and are accounted for by what is called the heat retention coefficient:
(6.23)
where F bw is tho exposed surface area of the walls and the high-temperature elements of the boiler, m~. a, and a, are the coefficients of heal transfer by convection and radiation, kW/(m2 K), and tbw and t,u r are respectively, the average temperature of the
(6. 24)
+
ln this formula , the ratio q5/(llb q~) characterizes the relative beat :loss to the outside. In boilers of a lower capacity, the absolute heat loss through enclosing walls remains virt.ually unchanged,
+
(6.25)
where the subscript (superscript) ·,.· relates to rated values. Heat losses q5 at D < Dr are shown by dotted lines in Fig . G.7. Heat loss with physical h eat or slag. The slag removed from the bottom of a boiler furnace has a rather high t emperature, and therefore, possesses a certain quantity of beat wl1ich is transferred to cooling water in the slag bath and is lost irreversibly. This constitutes the heat loss with the physical heat of slag, Q6 • The relative loss, q6 , can be found by the formu .. la ( %): _ a,, (ct)8 t.A"' (6. 2B)
q6 -
owav
where a, 1 = 1 - a, is the fraction of the total ash that is removed as slag from the furnace, (ct), 1 is the enthalpy of slag, kJfkg, and A"' is the ash con tent in the working mass of fuel. The heat loss q6 can be determined graphically' as in t~e wg~aph in F ig. 6.8, where A' = A !Qt IS the resolved ash content of fuel. The heat loss q6 depends substantially on ~he method of slag removal from the boiler furnace (see Ch. 7). In dry-bottom furnaces, a, 1 = 0.05-0.1 and the temperature of the slag is 600-700°C; in that case and with a rel atively low ash content in the fuel, q6 is insigni-
76
Ch. 6. Efficiency of Fuel Heat Uttllzatlon
7.1. Principal Characteristics of Chamber Furnaces
77
Fig. 6.8. Heat losses wilh physical beat. of removed slags
PULVERIZED COAL-FIRED FURNACES The product ft = ab, m 1 , is the crosssectional area of a furnace through which hot fumnce gases pass at a raIn the furnace the chemical energy ther high speed (7-12 f!!ls) . An e~or of fuel is converted into the beat of mous quantity of heat IS released m a combustion prod ucts as tho pulveri- furnace at the level of the burners, zed fuel (coal dust) is burned iu s us- and the temperature of gases in it pension in the furnace space. Com- increases substantiall y. bustion products give up part of their The principal thermal ch~acterist~c heat by radiation to water walls. Thus of steam boiler furnaces IS what 1s they leave the furnace at a safe tem- called the heat power of furnace, kW: perature which will not cause clinkeQ1 = BQ'{' (7.1) r ing of the subsequent convective heating surfaces. i.e. tho quantity of heat released in A furnace cnn be characterized geo- the furnace at the rated consumption m etrically by its linear dimensions: B, kg/s, of fuel with the beating vafront width a, depth b, and height h1 lue Qr, kJ/kg. Relating the total heat (Fig. 7.1) which arc calculated accor- release in the combustion zone of a d ina to the rated fuel consumption furnace to its cross-sectional area, we and" the thermal and physico-chemical obtain another important charactericharacteristics of the fuel to be used . stic called the heat release rate per unit fu rnace area: q1 = Q1Jt1 (7.2a) 7.1. Principal Characteristics of Chamber Furnaces .
ficant (Fig. 6.8). This heat loss is relevant onl y to high-ash fu els with a resolved ash content A' greater than 2.5. In slugging-bottom furnaces, the temperature of flowing slag is on the average t, 1 = 1 400-1 600°C. The fra ction of ash removed through the furnace bottom also increases up to a, 1 = = 0.15-0.3 in single-shaft furnaces and up to as much as 0.5-0.7 in those with primary cyclone furnaces. I n such cases, the heat loss q6 should be given due consideration. As follows from the analysis of heat losses , some heat l oss items depend significantly and in different ways on the excess air ratio (q 2 , q3 , q4). It is therefore essential to establish the optimal excess air ratio for a furnace which will minimize the total h eat
losses. In this case, the heat loss q~ is related to the excess a ir ratio in the furnace, a. 1 , assuming that inleakages in the flu e ducts are constant: ~t.a. 1 = constant. Figure 6.9a shows a typical curve or heat losses q2 q 3 = I (a.1) in the combustion of natural gas and fu el oil when the beat loss q4 can be neglected. As we can see, the optimal excess a ir ratio in the furnace turns out to be close to a.cr and is always slightly lower than a.cr since the curve q2 = f (a.) is steeper in the zone nea1· a.cr· I n tho combustion of solid fuels (Fig. 6.9b), the heat losses q1 and q~ have a v ital effect on the optimal excess air ratio. In that case, a. 0 p 1 is somewhat smaller than the value ct corresponding to the minimum of q4 •
+
+
lI
)
1:.I
...
I
. - Vi for all solid fuels, and therefore, the furnace height should be determined by the conditions of g.as cooling to the specified torn perature 0/. J n many cases, the required furnace height as found by calculations substantially exceeds the minimum value obtained from its volume (especially with coals that have an elevated value of external ballast), resulting in an excessively high boiler m ass which in turn s ubs tantially increases expenses. On the other hand, as the steaming capac ity of boil er increases, tho furnace volume increases relatively more substantially than the surface area of the wnt er walls. Therefore, the unit surface area of cooling surfaces per m 3 of furnace volume becomes lower,
vrn
which e xpla ins why an increase in boiler capacity i nvolves an increas e in the temperature \tj. The cooling surface area of a boiler can be increased without changing the· furnace dimensions by arranging curtain walls, or platens (Fig. 7 .3) additional tube walls mounted in tho furnace space a nd dividing this into two or more sections. In high-ca pacity boilers wi th a l arge width of furnace, the latter can be divided by platens into nearly rectangular sections, whi ch facilitates fuel combustion and produces a more uniform field of gas temperatures and heat release rates on the water walls. In contrast to conventional water walls on t he sides of a furnace, a curtain wall is heated intensively from both sides and is characterized by a higher heat re lonso rate, which necessitates more careful cooling of the tube metal. The arrangement of c urtain walls can .noticeably roduco the height and volume of t he furnace, bringing bo th c l oser to the m inimal allowable values. Comparable characteristics, with and without a pl aten, for a 300-MW
•
~0
wonobloc boiler plant operating on .ant hracite at the ratod furnace temperature {}i = 1 150oC are given in Table 7 .1.. Table 7 .l. Effect of P laten on Roiler
furnace Cha racteristics •
Ch or nctcr 1st lc
Minimal furnace volume vmln m~ I ' Furnace volume do.sigoed by cooling cond i Lio ns,
,. 1
yc
V/!V/
Without platen
5 190
With platen
5190 6 016
m~
n ratio
Designed furnace heigh t, "'' m
1.63 ,.8.0
1.16
36 .2
To obtain the best ratio between the radiant and convective heat transfer in boil er surfaces, it is advisable to maintain the temperature of furnace gases at the furnace outlet near 1 250°C. For roost solid fuels, however, this is not possible since the gas temperature at the outlot from the iurnaco space to convective heating surfaces must not exceed the softening temperature of ash, t 1 (see Sec. 2.4.). With curtain walls at the furnace outlet, t he temperat ure {}J is usually taken to bo in the range of 1 100-1 200°C and for some clinkering fuels, even in the lower range of 1 000-1 050°C. 7.2. B ur ners and Their A rrangement The desired intensity and completeness of pulverized fuel combustion in the furnace space can be achieved through the proper supply and interm ixing of pulverized fuel (air-borne ·dust) with secondary air in a burner assembly (called simply 'burner' in further discussion). Burners do not ignite the fuel. Their function is to prepare two individual flows, a dustair m i xturo and secondary air, for ignition and active bUI·ning in tho furnace space. To achieve this, part
of the hot furnace gases should be sucked into the fresh dust-air jet to preheat it and the ignited fuel should be intermixed in due time with the secondary air. For this purpose, hot-air and dus t-air flows are introduced into the furnace space at different speeds and with different degrees of turbulization. There are two main types of burner: the straight-flow bumer and the turbulent, or vortex, burner. In a vortex burner, dust-air mixt.ure and secondar y air are fed as whided (turbulized) jets which form a cone-shaped expanding flame in the furnace space (sec F ig. 4.10). Vortex burners have a circular cross section. Tn straight-flow burners, the air-dust mixture and secondary air are blown in as parallel j ets . Their intermixing in the furnace space is ensured mainly by an appropriate arrangement o[ burners on the furnace walls and by providing a particular aerodynamic pattern of jets in the furnace space. Burners of this type may be eil;her circular or rectan gular in cross section. Turbulent burners. The main types of turbulent burners are as follows: (a) two-scroll burners (Fig. 7 .4a) in which two scrolls are provided for whirling the dust-air mixture and second ary a ir; (b) straight-scroll (single-scroll) burners (Fig. 7.4b) in which the dust-air mixture is supplied in a straight flow and spread by a dissector and the secondary air is whirled in a scroll; (c) sct·oll-vane burners (Fig. 7 .4c) with a scroll fot· the dust-air mixture and an axial vane-type whirlor for the secondary air; and (d) vanetype burners in which tho whirling of the dust-air mixture and the secondary air is ef£ected by n xial and tangential vanes. Turbulent burners h ave a throug hput capacity ranging from 1 kg to 3.8 k g reference fuel per second, with their heat power ranging rcspecti vel y from 25 MW to 100 MW. Two-scroll and scroll -vane burners are more popular, th o latter being rnade for a high heat. power (75-100 MW). The
81
7 .2. Burn ers and Their Arrangement
Ch. 7. Pulverl:ed Coal- fired Furnace.
J 11
z (u)
t' 9
(6)
Fig. 7.4. Types of t urbulent pulverized-coal burners (a) two-scroll burner; (b) straight-scroll burner; (c) scroll-vane burner: J-scroll tor fuel-air mixture; J ' tuel-alr mixture inlet pipe; .!!- secondary air scroll; 2 · -secondary air Inlet duct: 3- annular channel !or discharging the tuel-alr mixture into the furnace; 4- ditto. tor secondary air; s - maln fuel otl burner· S tiring fuel oil burner; 6- dlssector at tuel·alr mixture outlet; 7-swirl vanes tor secondary atr; a-admission ot ternary air through axial channel; 9-dlssector adJustment control; JO-swirlcr ot axia l atr flow; JJturnncc lining; A 8 - boundury of ruel-alr mixture ignition; C- suction or furnace gases to flame root
...
principal aerodynamic ch aracteristic of a burner is the vorticity parameter n (see Sec. 4.4.). It ranges from 1.5 to 5, the greater values (n = 3.5-5) relating to the whirling of the secondary air fl ow. Burners with a higher vorticity parameter give a wider jet with a larger angle of expansion and with a l arger zone for recircul ation of the hot gases to the flame root, which ensures quicker fuel preheating and ignition. Burners with an elevated value of n are employed for the combustion of lowr eactive poorly ignitable f uels (with a relatively low yield of volatiles). In vane-type burners, tilting vanes are sometimes employed, making i t poss ible to control burner aerodynamics. Among v arious types of whiders, pro£iled vanes have the least resis tance for the same vorticity parameter and for that reason are employed widely in powerful burners for whirling the dustair mixture and the secondary air. Burners with dissectors (of t he type of Fig. 7 .4b) have a lower vorticiLy param eter n and produce a less expanding jet; they are usod in some cases with fuels with a high yield of volatiles, but the dissector may not function reliab ly und er the action of an intensive radiant heal. flow.
The compl eteness of fuel burning heavily depends on the ratio of the axial velocities of the primary and secondary air flows in a burner. The velocity of the primat·y flow (dust-air mixture) is usually w1 = 16-25 m/s, higher v alues being typical of powerful burners. The optimal velocity of secondary air is w~ = (1.3-1.4.) w1• Turbulent burners can be used with any kind of solid fuel, but are used more widely for low-v olatile grades. Burners of elevated heat power are provided wi th two controlled coaxial channels for secondary air (see Fig . 7.4.c), which make it possible to maintain the required air velocities at reduced loads: at loads less than 70% of the rated val ue, the peripheral channel is closed. Straight-flow burners. Burners of this type turbulize the air flows less substantially than do turbulent burners and produce a long-ranging jet with a low expansion angle and weak intermixing of the pdmary ond secondary flow. Efficient combustion is achieved by making the jets from various burners interact with one another in · the furnace s pace. Straight-flow burners may be either fixed or tiltab I e which facilita los combustion control (Fig. 7. 5a). Burners of recta ngu-
G- 0 1524
I
82
Ch . 7. Pulverized Coal-fired Furnaces
83
7 .2. B urners a nd Their Arrangement
Fig. 7.5. Slmightr-fl ow burners for pulverized coal (a) with lillfng noul~ at the exit ol fuel-air mixture; (b) with ccntrn l channel for hot air; J- s ul'ply or ru ~ l-nir mixture; 2 s upply or 10t air; .7-lur l-air mixture outlet; 4-hot nlr ou t let; s-suction or furnace gases
Fig. 7. 7. Schema tic o[ a burner for three kinds of [uel Numbering as in Fig. 7.4; addillonnlly: 13-annular duct for natural ~as; H - pillCR lor admitting natur11l r;as to burner. arrnn~cd around tlte pri mary ulr c;hnuncl 3; JS natural r:ns to lurnnce; JC-clcctrlc gns Igniter
3 10 ,' j
(a)
1
3
4
.. .... 5~ ;;; ::./\ ::· :.
J
"'
c
(b)
l ar sh ape, especially t hose extended along the height, are char acteri zed by a high injection of the surrounding gaseous medium into the j et sides. For th at reason, such burners with the external mixing of dust-air fl ow {Fig. 7 .5b) possess certain adv an tages over t h ose with internal mixing, particul arly in that they ensure easier ignition. Str aight.-flow burners are, as a r ule, o[ a relatively low tluoughput capacity; in high- 25%). The most popular combustion scheme in d1·y-bottom furnn ces is that with a rising straight-flow flame (Fig. 7.11a and b), which is formed by turbulent burners arranged on the front wall or by straight-flow burners arranged on two walls (opposite arrangement). To fire high-capacity boilers on Siberian brown coals, another combustion scheme is preferred (see Fig. 7 .10) in which a vertical turbulized flame is formed by straight-flow burners arranged in several tiers along the furnace height (see Fig. 7.9c). This scheme decreases the probability of the flame touching the furnace walls and the associated risk of clinkering, while the distribution of the burners along the furnace height (on a length of up to 12 m) results in less heat released at each tier, thus lowering the temperature level in the extended flame core and noticeably diminishing the form ation of harmful nitrogen oxides NO,.. Furnaces with a horizontally turbulized flame, designed by Prof. V. V. Pomerantsev, successfully operate on milled peat and brown coals (Fig. 7.11d). Fine fractions of fuel burn up in the straight portion of the
flame, while tho coarser particles are thrown to tho bottom, entrained by the secondary air jet, and involved into vortex motion until completely burnt off. In dry- bottom furnaces, virtually complete combustion is achieved at nn excess air ratio at the fumace outlet a 1 = '1.15-1.20. Because of the inevitable suction of cold air from the outside (t:J.a 1 = 0.05-0.1), the excess air ratio in burners is somewhat lower: a.b = a 1 - t:J.a1 = 1.05-1.1.
7.4. Slagging- bottom F urnaces To remove sl ag in the molten stale, the temperature of gases at the walls in the lower portion of a furnace should be higher than the temperature of slag fluidity, i.e. {}g > tn. where t/1 = (50-iOOtC is the temperature = t3 of the normal fluid state of slag. Such conditions at the furnace bottom can be provided by moving tho flame core closer to the furnace bottom and by protecting the water walls in that zone with carborundum refractories (facing of water wall tubes). For better attachment of the facing, pins 1012 rom in diameter and 12-15 rom long are first welded onto the tube surface on the fire · side, then the refractory facing is applied (Fig. 7. 13). In the design of heat-insulated water
+
f
Si
7.4. S lagglng-bottom Furnac es
walls proposed at the Ordzhonikidze machine-building works in Podolsk, helically finned tubes are used instead of pinned tubes. The bottom of a stagging-bottom furnace is either horizontal or slightly inclined towards the furnace centre. Tho tubes of tho hoi.Lom arc covered by l.wo or three courses of refractory bricks laid on refractory mortar. One or two refractory-lined holes 500 mm x X 800 rom (slagholes) are left in the bottom centre to pour off molten slag. Thin j ets of molten slag flow over the ouges of the slagholes into the slag bath where they solidify on contact with water.
The fraction of the total ash removed to slag in slagging-bottom furnaces is substantially highe1· than that in drybottom furnaces: a81 = 0.2-0.4. Solidified slag is removed continuously from the slag bath by paddle, screw or rotor conveyers. Slugging-bottom furnaces may have a single shaft (open and semi-open furnace) or two Ol' three shafts. Combustion can be organized in a straightflow flame, intersecting flame jets or by the cyclone principle. The s implest ty pe of slagging-bottom furnace is a furnace with a single
2
ll
J
. ~~--'-7
'
(a)
Fig. 7 .13. Portion of refractory-faced water wall 1- water wall tube; 2-pins bclorc lacing; 3 •·e rractory racing
(!J)
Fig. 7.14. Slaggi.ng-bottorn furnaces with straight-flow flame (a)
s trnir; ht-wall (opcn-shult) lurnace: (b) cons tricte d-section lurnnce
(a)
(6)
rcJ
Fig . 7.i5. Turbulent furnaces with intersecting jets designed at the Moscow power engineering institute; (b) dcsigm:d at the Central boiler nnd turbine insl.itute; (c) gamma- furnace , d > 1 350°C the conditions for the formation of molten slag should be properly calculated. SJ.agging-bottom furnaces are advantageous for the combustion of lowreactive fuels (anthracite, semiauthracite, lean coals), when they e nsure a noticeable reduction of Lhe heat loss wi th unburned carbon, and of fuels with a low tem perature of ash fusion which might cause strong clinkering of the water walls in dry-bottom furnaces.
90
Ch . 8. Gas and Fuel Oil-fired
8.1. Fumace Design
Furnace~
GAS AND FUEL OIL-FIRED FURNACES 8.1. Furnace Design Tho conditions of combus tion of natural gas and fuel oil h a ve much in c ommon , and t herefore, b oth fu els can be burned in furnaces of tho s amo d es ign . In most cases, s uch furn aces a re d esig ned primarily for fuel o il with natural g as as the auxiliary fu el. The combus tion characteristics of fu el oi1 and natural gas are similar in the following res pects: 1. Both fuels contain prac ticnJly no advcntilious moisture and fo rm roug hly the same volumes of combus tion prod uc ts ; therefore, the blowers of a steam boiler can efficien t l y operate irrespective of whether fuel oil or natural gas is being burned in the boiler furnace. 2. Burning of fuel oil and natural g as occurs in the vaporized s tate {homogeneous medium) following the laws of b ranched chain reactions (see Sec. 4.2). The intensity of burning in both cases is determined by the conditions of intermixing, and the hig h est allowable heat release rates of the furnace volume are rather close to each other
(300 kW/m 3 for fuel oil and 350 kW/ma for natural gas). Thus , for the same steam out put of a boiler, the furnace dimens i ons for these two k inds of fuel c an b e taken to be practic ally t he same. 3. Both fuels form almos t no ash on c ombustion (t he ash content of fuel oil Ad is less than 0.3 %), which avoids clinkering of the water walls in the furnace and makes slag-handling facilities unnecessary. In view of this( furnaces for both fu els are made with a horizontal or s lig htly inclined bottom, with m a n-hol es provided for repairs (Fig. 8.1). 4. Since the fuel is in the gaseous (or vaporized ) s t ale, i t c an be more easily intermixed with a ir, which ensures virtually complete combustion at a high heat releas e rate and low excess air ratio a c = 1.02-1.05. For both fuels, air can be preheated to the same temperature (t 11 a = 2503000C), which makes it possible to employ combined gas-fuel· ·oa burners with close values of the volume flow rate of air and almost the same resist ance.
\
~
I
~j
\
.
~ --
~
(a)
(6}
- ''-(C)
(d)
(e)
fig . 8.1. Types of fuel oil-fired furnaces (a) open-type furnace with single-front multi-tier arrangement of b urners: (b) f urnace with constriction and OIIPOSite (double-front) burner nrrongcmcnl; (c) open- type furnace wit b opposite double- tier burner a rrangement: (d) f urnace With oppositf! cyclone primary furna ces; (ly hot air, and a device for air whirling (air register). Depending on tho method of atomization, burners at·e classified as mechanical, steam-mechanical or steam atomizer burners [131. Mechanical burners arc t ho most popular type of fuel oi l burner. Atomization is effected by supplying fue l oil under an excessive pressure (2.54.5 MPa) into tho whirling chamber and ejecting it through a narrow hole, or nozzle (Fig. 8.2a). Fuel oil enters tho whirling chamber through a number of tangential channels and is turbulized into an intensively rotating whirl with the potential velocity distribution: w 1r = w 0 R (8.1) where w 1 is the tangential velocity at a distance r from the axis of the outlet section of the nozzle, w 0 is the vel ocity at the inlet to the tangential chan-
nel , and R is the distance between the axis of the burner and that of the tangential ch annel. The whirled flow has a reduced pressure in the core which is filled with a gas whirl, so that the fuel fl ows from the nozzle through an annular section of a thickness r0 - r;"" where r 0 is the nozzle radius and r; 111 is the radi us of the internal gas whirl. Depending on the ratio of the tangential and axial velocity components, the fuel film at the burner outlet expands at an angle qJ and is disintegrated by the oncoming air flow inl~ numerous droplets which move along a parabolic patlt. The theory of centrifugal burners has been developed by G. N. Abramovich. T he principal characteristics of a b urner are the dimensionless geometric parameter: A = Rrolrtnl (8.2) which is determined by the design characteristics of a burner (see Fig. 8.2); the coefficient of the free crosssectional area ~ = 1 - (rin l/r0) 2 (8.3) the flow rate coefficient ll which correlates the total pressure of the fuel at the inlet to the centrifugal chamber with the energy of the outcoming flow, and the jet expansion angle Cj) (see Fig. 8.2b). T he throughput capacity of a mechanical centrifugal burner, Bm, kg/s, depends in· the first place on the crosssectional area of the ej ecting nozzle. ~
~
....s
rinl
__ j
{
t.O 0.8
--
0.4
0.2
I
1/
0 (a)
. I
•1
2
(a) sclJematic; (b) long i ludlnal scc:Uon through burner Mad; J - lucl oll Inlet; 3- hea d houslnr;; 4- whll'l er; 6- cllssector / 0,
4
Bm = bJJ.fo
V PmPm
(8.4)
wher e b is in addition a numerical factor and Pm is the fuel oil density, kg/m3 . The throughput capacity of powerful centrifugal burners with tho nozzle d iameter d 0 = 4-10 mm may range from 0.83 kg/s t o 4.5 kg/s (3-16 t/h). The burner capacity can be controlled within 60-100% of Lhe rated -value by lowering the fuel oil pressure. Steam-mechanical burners have a wider range of capacity control since at lower loads the fuel oil is atomized by the energy of steam. A burner of this type is essentially a common mechanical oil burner provided with an additional annular channel to .supply steam at t.he pressure p. 1 = = 0.2-0.4 MPa (Fig. 8.3). In Lho burner design shown in tho fi gu re, the centrifugal whirling chamber is replaced by a n axial whirling dev ice with a conical dissector. The steo m flow, whose speed is near tho critical value, penetrates the fu el oi I jet and disintegrates it in to ri no
ff A·
(b)
Fig. 8.2. Principal diagram and main characteristics of a centrifugal mechanical burner !a)
mt, and the fuel pressure Pm•
MPa:
e zn· J
4
Fig. 8.3. Steam atomizer fuel-oil burnet· type 'fKZ-4
1,0 >
..
2
{6)
60
""'
e(it
(a)
2
80
'~ I" t-o.'-
0.6
fuel oil
2
lOfT
/
r
\
rp
~
Burner supporting plane
f
'f
JL
93
Burner~
8.2. Fuel Oll
princopal diagrnrn; (b) cllcct or the geometric cbarac lerisllc or a burner (A) on the tree area coctrlclrn t IU. !low rat e cocrtlclcnt (;l), and Jet expansion angle (<J)
j
2-sleam
inle t;
droplets. The flow rate o[ steam [or atomization is not more than 10% or that of fuel oil. The burner capacity can be controlled within 20-100% of the rated value. Multi-nozzle steam-mechanical oil burners, which form a flat flame, are also in use (Fig. 8.4). In solid-fuel fired boilers, steam atomizer oil burners are employed only at boiler start-up. They are inefficient in long-term operation beA -A
-
( _. '..,_
-1---
.
f.'
A
T
~. /
_
""'
../J
· -+---2
.
·-
Fig. 8.1,. I lead of a Ila t-fl ame burner z- ruel oil lnlt·t; 2-stcam inlet
94
Ch . 8. Gas and Fuel Oil-fired Furnaces
ca use of the high consumptiou of steam for atomization (30-40% of fuel oil consumption). Steam is ejected at a pressure of 0.4-0.6 MPa and disintegrates t ho fuel oi I jet into fin e droplets. The fuel oil can be supplied at a ]ow pressure. Burners of this type are simple in design and ensure fine ato mization of fu el oil even at a rather low preheating temperature (up to 80°C). Startingup burners can usually cover up to 30% of the rated boiler capacity. Due to centrifugal force, fu el oil is ejected from the nozzle of a mechanical burner as a thin llollow cone. The tl1ickness of the initial oil film is {) 1 = 0.56f.Lr 0 , which is 0.5-2 mm. Tho film then expands and breaks into fin e droplets, the largest of which are roughly equa l to the film thickness in diameter. Oil droplets move at n sp eed of 60-80 m/s and arc furth er atomized by the dynamic pressure of the oncoming gaseous medium (air or steam). This process is called secondary atomization. The average diameter of oil dro pJets in mechanical burners is roughly {)a v = 300 flm; il depends propor6 tionally on and i n inverse proportion on p.,;.:&. As may be seen , oi 1 pressure has only a slight effect on the size of the droplets. The burner nozzle diameter d 0 has a somewhat great er influence on t he finen ess of atomization. In steam-mechan ical burners, 60 v = = 50-100 11m and depends on the energy of supplied steam and the efficiency of its utilization for fuel oil atomization . in powerful mechanical burners, the largest oil d I'Oplets may be up to 1.5-2 mm in size. The time for their evaporation and burning is roughly 2 s. H ence, the heat release rul e per unit volur.oe of t he furnace must not be more than 200-250 kW/m 3 so as to ensur e complete fuel combustion (see Fig . 7 .2). It should also be taken iuto consideration thai, larger droplets move in an ascending
a;-
flow more slowly than tho surrounding gases, and therefore. the time· of their presence in the furnace issomewhat longer. ·with the help of steam-m echanical burnm·s , the heat release rate of the furn ace ca n be increased. Controlling the burner throughput capacity. The flow rate of fuel oil supplied for combustion can be vontrolled by two methods: by varying the fuel oil pressure in all operating burners (qualitative rnethod) or by switching some of the burners on and off (quantitati~.;·e method) . As follows from formula (8.4), the first method requires substantial reduction of the initial pressure, since Brn is proportional to p':;, 6 • For instance, to diminish the throughput capacity by 40% (from 100% to GO% of the rated value), the fuel oil pressure must be reduced to 0.37 of theinitial value. On the other hand, a sharp pressure reduction in mechanical burners is inadmissible, since a lower intensity of whirling will result in a thicker oil fi lm, lower velocity at the nozzle outlet, and larger droplets. An increase in the initial pressure of fuel oil will require more· intricate and expensive equipment for oil transport and flow rate control and higher operating exp end itures. For these reasons, the throughput cap acity of mechanical burners is: controlled by using the combined qualitative-quantitative method . When the number of oil burners in a furnace is sufficiently high, the load on the boiler can be diminished by switching off some of the burnersin a group. In such a case, the pressure of fuel oi l supplied to the remaining burners increases, allowing the boiler load to be further controlled by varying the fuel oil pressure. I n high-capacity steam boilers. steam-m echanical burners are more popular, as they ensure proper control in the whole range of operating loadsAtomization of fuel oil can be improved by preheating the fuel to t11 higher temperature (sec Sec. 2.4).
95
8.3. Combrutton of Natllral Gas
8.3. Combustion of Natural Gas An essential feature of natural gas combustion is that the mixture is fo rmed from sharply different volumes of gas and air: combustiou of 1 m 3 of natural gas requires roughly 20 m 3 of bot air. For this reason, the gas supply channel in a burner has a rather small cross-sectional area. Proper intermixing of the gas and air can be ensured only by· introducing the gas into the air flow in the form of thin jets of a high penetrability (the gas velocity is up to 120 m/s while the velocity of pri mary air is only 25-40 m /s) . Gas burners belong to the class of b urners with partial internal mixing, since complete intermixing of gas and air is not effected in the burner proper, but is att ained in the furnace space. As a result, part of the gas in th e high-temperature zones, where oxygen may be deficient , is subjected to thermal dissociation (p yrolysis) with the form ation of soot particles. This is why a gas burner, 1ike an oil burner, form s a sufficiently bright flame, with the highest combustio n temperature appearing at a certain distance from tho burner port, which diminishes the risk of burner burn-up. In most cases, gas is introduced at right angles to the air flow or, in some cases, a t a cert ain a ngle a to the air flow lines (Fig. 8.5). For a
unifo rm distribution of gas in the volume of air, tho dep th of penetration of the individual gas jets must be different. The penetration depth h is the decisive characteristic in calculations; it is determined by t he ratio bot.ween the momenta of a gas jet a nd air flow and char acterizes the distance along the normal from the jet root to the point where its direction becomes coincident with that of the a ir flow
[26]. The depth of jet penetration is determined mainly by the diameter of a jet and by the ratio of ga~ and. air velociti es . With gas h oles bemg onented along the air flow and .arrauge_d in two or three rows, a umform dtstribution of the gas in air flow can be achieved by decreasing the diameter of holes in the direction of air motion (Fig. 8.5c). The principal parameters of a gas burner are as follows: 1. The relative length of the in ternal mixing zone l.,. = Lm1D 0 , where D is the diameter of tho outlet por t ol the burner (Fig. 8.6); it ch aracterizes the conditions of partial internal mixing of flows. 2. The aerodynamic parameter which characterizes the intensity of turbulent mixing:
(8.5}
c
c
(a)
/ / / /////////////////////
Fig. 8.5. PeneLmtion o£ gas jet into drifting air flow (a) single Jet entering an a ir n ow at right angleR: ( b) ditto , entering at an ungle tt < no•: (c ) penetration or multtpac-row en s Jets into nn air !low; h d
98
Ch. 9. Parameter• a nd Motion Eq!UJtlon• of Working Flatt:! ff 1
"
t'
6 5
2
;[8
Fig. 8.10. Gas-fuel oil burner: of throughput capacity of 5.2 t/h fuel oil or 5.54.0 00 mn natural gus for on 800-MW monobloc steam boiler 1. J'-ccntral and peripheral channels lor bot air; 11-reclrc ulating gas chan· ncl; a-corrugated expansion Joint; 4, 6-tru>gcnllul whirling vunes; 6- central channel for natural gas; 7-air seal to pre,•ent furnace gas outbreak rrom the burner; 8- arrungement or water wall tubes around tbe burner port; 9- tucl oll burner channel; JOelcctrlc gas Igniter; 1 J- lmpuloo lines or air pressure control
furnace. Each air box is separated along its length into two sections to channel air into the internal and peripheral channels of burners. An additional box is provided to recirculate the flue gases to the burners . Air flows are whirled by tangential vanes, and the gases enter the furnace in a straight flow and ar e mixed with the expanding flow of secondary air. Natural gas is introduced through the central coaxial cl1annel arranged at an angle of 45° to tho flow axis. The difference in the thermal expansion of the air box with burners and the furnace water walls is absorbed by means of corrugated expansion joints. When changing to gas combustion, the oil burner is switched off automatically and retracted into the central channel. If both fuels are burned
simultaneously, one of them (most often fuel oil) will not be completely burned, because of the different mixing conditions and different ignition times. Gas-oil combiuation burners are designed for furnace operation with the least excess air ratio (a.1 = = 1.02-1.03) in [uel oil combustion. so as to minimize corrosion in thelow-temperature portion of the gas path (in the region o[ air heater). For operation at a low excess airratio, burners and air-supply path elements should be carefully manufactured and assembled so as to avoid a non-uniform distribution of fuel and air between the burners. All fuel nozzles are calibrated, the allowable differ ence in their throughput capacity being not more than 2%.
CHARACTERISTICS, PARAMETERS AND MOTION EQUATIONS OF WORKING FLUID 9.1. Principal Hydrodynamic an d Heat-transfer E quations for the Water-steam Path The hydrodynamic and heat-transfer processes in the water-steam path of a boiler take place in tubular elements. Tube walls possess such pro-
perties as heat conductiv ity, heat cap acity and mass. The surfaces of lubes are in contact with the surroundings on the outside and with the working fluid on tho inside and are thus involved in the processes occurring in these media. The properties of the tube walls antl the procos·
99
9.1. Principal Hydrody namic and Heat-transfe r Equa tions
ses occurring on their surfaces arc included into the boundary conditions of the equations which describe the processes in the water-steam path. These are the equations of material balance, of the balance of energy of the working fluid and surrounding walls, and the equation of motion (or equation of momentum). All these equati ons are discussed in the courses on hydraulics and heat transfer and will not be ·derived h ere. We write these equations in their final forms: -material balance equation:
~+1~ =0 IJz IJ-r:
(9.1)
-equation of the energy balance of the working fluid flow: IJ (Gi)
/Jz
+I
IJ (pt) = /JT:
.
q' n
(9.2)
- equation of the heat balance for channel walls:
This is the equation of motion, or the equation of momentum. Integrating equation (9.4.) between the limits z = 0 (w = w1 , p = p 1}-the beginning of the channel and the end of the channel-in the general case the section z = l (w = w 2 , p = p 2 ) gives an integral form of the equation of motion: w,
dz + t
+ Jp :; dz ±
7•
h
g
0
1
p dh
(9.5)
0
where h = l sin a.. As follows from equation (9.5}, the pressure gradient in the channel, D.p = p 1 - p 2 , is spent on overcoming the following forces which appear in the moving fluid: -friction forces (the proportionality factor k is determined experimentally; it is related to the coefficient of fri ction by the formula k = 'J,./d): I
(9.3) In these equations, G, p and i are, respectively, the flow rate, density, and enthalpy of the working fluid in the channel, f is the cross-sectional area of the channel, z is the coordinate along the direction of motion of the working fluid, qin and qex are the linear heat flux densities on the internal . and external surface of the channel, m is the linear mass of the metal of channel walls (the mass of tube at a length of 1 m), tm and em are the temperature and specific heat of the tube's metal, a. is the coefficient of heat transfer from the wall to working fluid, and II is the internal perimeter of the channel cross section (for a tube, II = nd 1n). The second law of mechanics as applied to the flow of a fluid through channels can be specifically written as follows _ !.J!.. = iJw + w iJw +k wzp a. p /JT: p IJz 2 ± pg sin a. (9.4)
J (wp)dw
Jk w;p dz 0
- forces due to different velocities at the inlet and outlet of the channel , or the acceleration of the flow, i.e. the non-uniform velocity field along the channel length : w,
1
(wp) dw
w,
-forces due to time variations of the velocity field, or the inertia component of the pressure gradient, which is other than zero in transient processes only: II
1p 0
~the
IJw dz /JT:
component of the gravity force, or l1ydrostatic component, which is determined by the 11verage density and by the difference in heights , or levels (it is essentially
the hydrostatic pressure o( a fluid column of height h):
,,
g
~
pdh
0
Thus, the hydrodynamic and heatt ransfer processes that take place i n the water-steam path of a boiler can be described by a set of equations: the equation of mass balance (9.1), equation of energy balance of the working fluid flow (9.2), the equation of heat balance for the heated channel walls (9.3), and the equation of motion (9.4). They can be supplem ented by the equation of state
p = p (p, i)
(9.6)
which relates a thermody namic parameter to two other parameters, and by the empirical relationships for the heat-transfer coefficient a and the coefficient of fri ction, k. The set of equations (9.1) through (9.4) and (9.6) together with the empirical relationships for a and A. represent a closed system: the number of unknowns (G, p, i, tm, and p) is equal to the number of equations (since w = G/fp) . T he exter nal actions on the system: q.," Glnh ilnh and Gout are assumed to be known. Under steady-stale conditions, all derivatives with respect to -r in equations (9.1) to (9.4.) and (9.6) are equal to zero, and all the parameters are functions of the coordinate z only, because of which the fundamental equations take the forms: -eq ua tion of mass conservation
(9.7) -equation of energy conservation d (Gi) Oz
=q
(9.8)
-equation of motion dw wp d:
1
+ rc
w'p 2
.
dp
± pgsma= -Tz (9.9)
- equation of state p = p (p, i)
(9.10)
have in a particular cross section of a steam-generating tube if it occupied that cross section completely:
E quation (9.3) is excluded from the system (9.1)-(9.4.), (9.6), since q1n = = qex = q. As follows from equation (9.7), the mass flow rate under steady-state condi tions is the same in all sections of the channel, i.e. G (z) = constant. Noting this, we obtain from equation (9.8):
m /s, is the velocity t hat s team would have in a particular cross section of a steam-generating tube if it occupied that cross section completely:
(9 .11)
(9.16)
(9 .12)
where G3 is the mass f low rate o[ steam tl•rough the tube system, kg/s, and p" is its density, kg/m 3 •
or
(9 .15)
The resolved velocity of steam w;,
••
The relative velocity of steam Wr, 9.2. Characte ristics of Motion of a Steam-water Mixture The principal characteristics of a steam-water flow are as follows:
The rna1;s velocity wp of a nwdium (wat er, steam or steam-water mixture). The cooling effect o[ a Oow depends on its density p, as well a s on velocity w. The cooling effect of a flow is estimated in terms of the product of these parameters, i.e. through t he mass velocity wp, kg/(m 2 s), which is essentially the mass flow rate per unit area of the tube cross section: G
wp = -
1.01
9.2. Characteristics of Motion of a Steam-water Mixture
Ch. 9. Parameter~ and flioUon Equations of Worlctng F!1~td
100
(9 .13)
1 The circulation velocity w 0 , m/s, is
the velocity of water at the saturation temperature; it corresponds to the flow r ate of the working fluid in tubes: (9.14) where Gm is the mass flow rat e of the steam-water mixture through tho tube system, kg/s (at the entry of water into steam-generating t ubes, G,., = = G10 ) , f is the free cross-sectional area for the passage of tho working fluid, m 2 , and p' is the density of water at the saturation temperature, kg/m3 .
The resolved velocity of water
w~,
m /s, is the velocity that water would
m/s. The actual velocities of water and steam differ from their f low rates, since under the actual conditions of combined motion of wa ter and steam in a mixture they move with different velocities: w. =/= In an ascending flow, steam moves faster than water, w. > w10 ; in a d escending flow, w, < ww; their difference is equal to the relative velocity of steam:
w,,.
(9.17) The relative velocity of steam has a vital effect on the motion of the steam-water mixture (see Sec. 12.1).
The mass steam content, or dryness fraction, x, is the mass fraction of the flow rate of steam in the flow rate of the steam-water mixture at w, = --
The mass water content, or wetness fraction is determined by the formula: 1-
1-
X=
g:
=
~=
(9. 20)
The velocity of steam-water mixture Wm, m/s. Using the expression for the circulation velocit y, we can write: Wo
G8 +G ~ fp' = fp'
Gm
=
(9 21 ) .
( In turn, t he mass flow rates, kg/s, of water and steam are:~
Gw = V10p ' = w~p' f G, = V,p"( = w;p• f where Vw and v. are theJvolume flow r ates of water and steam, m 3 /s. Substituti ng for Gw a nd G, i nto equation (9.21), we obtain: (9.22) The velocity of the steam-water mixture cnn be written as the sum of the volume flow rates of its com-· ponents, w• related to the total cross-sectional area for the passage of flow:
v. + v
w - V....!•:.-+.!.:--V-"w~i m-t~ . or, noting Gw and
Wm
=
. G,,
(9 .23)
Wo
(9.24.)
I + Wo•
Substituting w~ from equation (9.22) into (9.24) gives: (9.25)
IJ)
w·• X=
G,/Gm
(9 .18)
For a flow in thermodynamic equilibrium, the mass steam content can be expressed by the formul a: Itt - t' x = .....
7
:r:
I/
in a flow where wat er and s t eam have the same velocity:
/
_
Pm -
./ l 20
40
50
80 %tOO
Fig. 9.2. Variations of ~.
Pm· With increasing pressure, Pa tends to Pm· The circulation ratio K is an inverse of the mass steam content and is essentially the ratio of the quantity of circulati ng wa ter to the quantity of steam produced for the same time interval (see Sec. 1.2}: K = 1/x (9.41)
9.3. Regimes of Steam-water Mixture Flow f
Fig. 9.3. To derivation of the formula for the density or steam-water mixture
The intensity of heat removal from a heating surface substantially depends on the con ditions, or regimes, of the motion of the steam-water mixture on t hat surface. Under identical conditions, the s t ructure and
I
104
Ch. 9. Parameters an¢ Motion Equations of Working Fluid
·-
-•,_
--. ·a
_ _o _
-a
0
.
• . ..-·-
.... ..
--~~'
'- -' _ G_ a_
-r--·
.
!~..
. . . .
••t
0
!..~
o__o_
•• •
--• -
-.-
(a)
{b)
••
-.!.-
.• '
•
••• •• •
.
••~ : •• • •0 • •
•• • •
• • • ••
•
•••
--~
••
0
.!...!..... 0
•
•
-'-·
...
.-.• ••
.,_qr_.
•
0 0
0
.
.
-·-
•
-
-
'-
(c)
•• • ••
·-. -
(d)
(e)
=
Fig. 9.4. Steam-water mixture flow modes in vertical tubes (a) bubble !low; (b) emu ls ion flow; (c) slug now; (d) dispersed annulnr flow; (c) inverse dispersed annular f low
I
regime of flow are determined by the spatial orientation of the heating tubes, which is used to organize the motion of th e working fluid in steam-generating tubes. Vertical tubes. An adiabatic flow of a steam-water mixture at a low steam content and slow velocity is essentially liquid with rare fine vapour bubbles distributed in it. This is what is called bubble flow (Fig. 9.4a). As the steam content increases and if wp is high, the moving mixture contains a larger number of fine vapour bubbles; this is the emulsion flow, or frothy flow (Fig. 9.4b). At low values of wp, an increase in steam content may result in the coalescence of fine bubbles into larger formations whose size may be comparable with the tube diameter and whose l ength may be many times the diameter. These formations are called 'slugs' and, correspondingly the flow regime is the slug regime (Fig. 9.4c). Behind a slug there is a thin liquid bridge containing fine vapour bubbles. With a further increase in the steam content, water bridges between the slugs disappear and the slugs merge into a continuous vapour column with atomized water droplets in it. This
column moves aloog the tube core and i~ ·surrounded hy a continuous annular water film which moves aloog the tube wall. The water film intensively cools the internal surface of the tube. This is what is called the disperse-annular (wet-wall) flow (Fig. 9.4d). The thickness of the water film depends on the ratio between the flow rates of water and steam. At a high pressure and high steam velociLy, the major mass of the film is broken off and carried as droplets by the steam flow, leaving only a very thin water film on tho wall, which soon evaporates. In heated channels, some specific flow regimes may take place. In film boiling, for instance, a vapour film may separate the liquid from the heat-exchange surface, while liquid fills in the core of the channel; this is called the inverse disperse-annular flow (dry-wall flow), Fig. 9.4e. The flow regimes described above are rather conditional since they gradually change from one typo to another with no distinct boundaries between them. Horizontal tubes. The flow of the steam-water mixture in a horizontal tube is characterized by a non-uniform distribution of structural flow components over the tube cross section. Since steam has a lower density, it moves primarily along the upper tube wall, while the main mass of water is concentrated at the lower wall. The asymmetry of flow relative to the horizontal depends on the velocity of the steam-water mixture and tube diameter. At higher velocities, the flow is less asymmetrical. In steam-generating tubes 30-40 mm in diameter and at relatively high inlet velocities (w > 1 m/s), vapour bubbles form in the initial tube section. They are detached from the tube surface and move along with the liquid (Fig. 9.5a). The vapour bubbles increase in number in the direction of the flow and begin to merge into larger · formations. An ever increasing quantity of steam is involved in the combined motion of
10!)
9.4. H ydraullc Resis.t.ances
•
..
-
(a)
•
(6)
Fig. 9.5. Two-phase flow modes in horizontal tubes at (a) high and (b) low inlet velocity
the two phases, so that at a high steam content the flow in a tube becomes almost axisymmetrical and resembles the; disperse-annular regime in vertical tubes. \Vith a low velocity of water at the inlet to a steam-generating tube (w < 0.5 m/s), asymmetrical motion of water and steam may result in the exposure of substantial portions of the tube surface (Fig. 9.5b). The flow then becomes essentially asymmetrical along the whole length of the tube, with the steam moving along the upper tube wall. In other words, the two-phase flow is separated, as it were, into two individual flows. This flow regime is unstable. With an increase in the flow velocity, waves may form on the separating surface with their tops periodically touching the superheated upper wall. At supercritical pressures, the working fluid is a homogeneous medium . Nonetheless, even with a directed motion of the fluid at supercritical pressure in a horizontal channel, free convection may take place in a transverse direction, resulting in density variation along the height of the flow. This inhomogeneity can be characterized by the motion of a lighter (less dense) medium along the upper surface of a tube and of a heavier (denser) medium, along the lower surface, with no distinct boun-
dary between them. The difference in densities increases with an increase in the vertical size of a channel or of the tube diameter. In tube bends, some portions of the tube surface may be washed less intensively by the fluid than others, which is due to the centrifugal effect by which water is thrown towards the outside surface of a bend, while the tube wall at the inside surface is insufficiently cooled by water. 9.4. Hydraulic Resistances Since tubes offer resistance to the motion of water, steam-water mixture or steam, a pressure gradient forms between any two sections along the length of a tube. The general equation of the total pressure gradient l~ns been given in Sec. 9.1. For practical calculations, it can be written in a more convenient form:
t:..p = t:..p/r
+
t:..p,
+
t:..Poc ±
t:..ph (9.42)-
i.e. the total pressure gradient between any two sections of a heated tube is the sum of pressure gradients due to· fdction, t:..p1,, local resistances t:..p, acceleration t:..Pac• and hydrostatic head t:..p h· The resistance due to friction is caused by the viscosity of the moving:
.• 1 06
Cit. 9. Parameters and Motion Equations of Working Fluid
fluid. For a single-phase isothermal flow in a straight channel of constant -cross section, this term is found from the formula: l
t.p,, =
Ik
whore t.p1, is the resistance due to friction, Pa, A. 0 = A.ld is the resolved friction coefficient, 1/m, l is the length of the channel , m, w is the velocity of the fluid, m/s, and p is the density of the fluid, kg/m 3 • Tho friction resistance for a twophase flow can be principally determined by tho formula for single-phase flows, by replacing the s ingle-phase Jlow velocity by the velocity o.E steamwater mixture wm, provided that tho two-phaseflowcan be considered homogeneous, i.e. obeying the following relationship: (9.44) Noting the law of mass conservation {soe Sec. 9.1), we can write: PmWm
=
pfwo
(9.45)
Noting equation (9.25), formula (9.44) can be re-written as foll ows: t.p,, = "-ol
The pressure loss due to friction for a flow of variable steam content can be determined from the formula: w~ [_1+XI!J - - ( rr p' l!.pfr = "-ol--fp'
(9.43)
• 0
~0
p' [
w+ w; (1 - ~:)] 0
noting equation (9.29):
I!.Ptr = Aol
4- pf [ 1+X(f.- -1) J (9.47)
I 11 most flow regimes, the structure {)[ a two-phase flow differs noticeably from a homogeneous structure (see F ig. 9.4), for which reason correction factor 'iJ is introduced into the last ~qu ation to account for the effect {){ the flow structure. With a constant steam content, we then have: t.p,, = A0 l
4-;P' [1+ x'IJ (f.- -1 )J (9.48)
J
where x is the average steam content in the channel and \~jXJ-IJ>t.:Z:j
"' = --'-....;___ Xf -
Xj
_
where 'IJ 1 and 'i'J are correction factors to account for the effect of the initial and final steam content, x 1 and x 1 , on tho flow structure. Pressure losses due to local resistances are explained by the energy consumption for detachment of the boundary layer from the tube wall and the formation of whirls in the flow. Local r esistances appear in places where the shape or direction of a channel changes; conditionally, they are considered to be localized in a particular section and do not include fr iction resistance. The pressure loss in local resistances to a single-phase flow is determined by a formula similar to (9.43) in which the resolved friction coefficient A.0 = Aid is replaced by the coefficient of local resistance ~~ (it may be found in reference books):
(9.46) {)f,
1)
(9.49)
-
(9.50) For a two-phase flow: [t.p 1 = 1:£{
L4p' [1+x ( :~ -1) J (9.51)
where !;! is a conditional coefficient of local resistance for a steam-water mixture, usually !;; > £1• For a s ingle-phase flow across a tube bundle, the hydraulic resistance is t.p,b =stb
w2
2
1.07
9.5. Thermoph ytlcal Properties of Working Fluid
p
(9.52)
The coefficient !; 1 for a flow across a tube bundle depends on the design of the bundle.
For a two-phase flow:
ilPtb =
s;b ~~ p'[ 1+ x( f.--1)](9.53)
The pressure loss due to acceleration is caused by a change in the volume, and therefore, in the velocity of a flow. It can appear as the steam -content of a fl ow increases due to heating, as the fluid passes through a reduced cross section, or both. The pressure loss due to fl9w accel eration can be found by the· formula: D.Pac
=tot wp dw
(9.54)
wl
For a steady-state flow:
wp = constant Therefore, at p >Per llPac = wp (w, - w 1) = (wp) 2 (v1 - v 1) (9.55) For a two-phase flow, p < p cr· Expressing v1 and v 1 through the mass steam contents: v1 = v' (1 - x1) u·x, u1 = u' (1 -xi) v •x 1 and substituting them into formula (9 .55), we finally have: llPoc = (wp) 2 (u • - u') X \xl - Xt) (9.56) The hydrostatic component of pressure loss for single- and two-phase v ertical· flows is: WtPt
= w 1 p, =
9.5. Tbermophysical Properties of Working Fluid in the Path of a Monobloc Unit Va1·iations of the parameters and physical properties of the working fluid in various sections of the watersteam path of a supercritical-pressure monobloc unit are shown in Fig. 9.6. T he highest pressure of the fluid is at the inlet to the high-pressure water heater, downstream of the feed water pump, Pw 1, and tho lowest pressure is in the turbine condenser, p c· For supercritical-pressure pl ants, this pressure range is from 32 MPa to 0.003 MPa and for high-pressure power plants, from 17 MPa to 0.003 MPa. In the condensate path, which includes a condensate pump, and in the feed water path with a feed water pump, the
t (A I I
+ +
h
t.p,. = g ) p dh =
pgh
---l'- I
''I .
(9.57)
0
For a single-phase flow, p is taken as the average density of the fluid in section h, and for two-phase flows is determined by formula (9.40). When determining the total pressure gradient, l!.p h is assumed to be positive for ascending flows since it increases the total resistance of a tube, and negative for descending flows where it ceases to be a resistance and, {)n the contrary, acts in the direction {)f the flow.
Mtrln
1/iglr· :;;
S11por- , prt.·~-sll ti
!JMior :ylintfe
I
II
"ill
IY
l ow·
Pl'l!~·svriJ
~ -ylri ufpr
..
Y
1!1.
~ ~
"l:l
.§
Y11
Fig. 9.6. Variations of parameters and thermophysical properties of the working flu id in the water-steam path of a supercriticalpressurc monobloc unit
i08
Ch. 9. Parameters and Motion Equations of Working Flulct
pressure of the turbine condensate is raised to a value equal to tho pressure at the inlet. to the high-pressure water heater, which ensures the motion of the working fluid through the entire water-steam path of the boiler. In tho turbine, steam moves due to a pressure gradient between tho inlet, where the pressure is equal to that downstream of tho boiler, and the outlet, where it is equal to the pressure in the condenser. The highest temperature of the working fluid is the temperature of superheated steam and the lowest is that in the condenser. In high-pressure and supercritical-pressure plants, this temperature interval is from 545° to 30°C. Turbine condensate is preheated in the low-pressure water heaters and the deaorator of the condensate path from 30° to 105-165°C aud further in the higl1-pressure water heaters of the feed water path to the feed water temperature t1w (usually 145-270°C). Water pressure in this path varies from p = 0.3-1.0 MPa to 15-17 MPa in high-pressure plants or to 30-32 MPa in supercritical-pressure pl ants. The total pressure gradient in the path, flp = flP ec flPdca flp31, constitutes 20-30% of the pressure of superheated steam. On the other hand, the temperature of the working fluid is raised substantially, from t1w to superheated-steam tomperature t ••. Superheated steam is fed into the turbine with the parameters t,. and p ••· As steam expands adiabatically in tho turbine, its pressure and temperature decrease. In power plants of high and supercritical parameters, the total efficiency is increased by taking off steam from an intermediate stage of t.he turbine (at a pressure of 3-4 MPa and temperature of 290-320°C) and recirculating it back into the boiler where it is reheated, usually to the initial steam temperature, 54SC, in an intermed iate steam superbeater (rehoater). Since t,he working fluid changes its pressure and temperatm·e in the wa-
+
+
ter-steam path or a supercritical monobloc power unit, this involves certain changes in its thermophysical properties. As shown in Fig. 9.6, the water-steam path can be divided in to seven zones in which typical changes in the th ermophysical properties of the working fluid take place. The first zone includes the condensate and feed water path of the power unit with convective and radiationheated economizers. In this zone, feed water pumps create tho highest pressure in the water-steam path needed to produce steam of the required pressure. The working fluid in this zone remains liquid and therefore, its thermophysical characteristics are changed relatively weakly, notwithstanding the high rise in pressure; its dielectric permittivity e, however, decreases to a smoll rraction of its initial value. The most t.yp ical is the second (near critical) zone which is usually located in the boiler furnace. In this zone, the change from water to steam takes place, so that even a small rise in the temperature of the flow causes sharp changes in the thermophysical characteristics: near tho temperature of the highest heat capacity, the enthalpy of tho flow increases sharpl y, while the viscosity ll• heat conductivity A., and, what is especially important, the density p and dielectric permittivity e decrease substantially, though smoothly, not jumpwise. In the third zone, which iocl udes the main superheater, the temperature and enthalpy of the superheated steam increase further, but all other parameters, including density and dielectric permittivity, change less than in the previous zones. In the fourth zone (high-pressure cylinder of turbine), the thermal energy of the superheated steam is converted into mechanical work and its pressure and temperature decrease. Accordingly, the enthalpy and density of the steam decrease, the dielectric permittivity increases somewhat (due to temperature reduction), and tho
109
9.5. Thermophyslcal Properties of W orking Fluid
other properties (heat conductivity, heat capacity' and dynamic. viscosity) continue to decrease smoothly. [n tho fifth zone (reheater), steam temperature is raised again at an almost constant pressure roughly 3.5 MPa, resulting in an appreciable in crease in its enthalpy and slight increase in viscosity and beat conductivity. The dielectric permittivity of steam decreases by 67-80%, whereas the density and isobaric heat ca'pacity diminish only slightly. In the sixth zone (low-pressure cylinder of turbine), the physical parameters of steam are changed in a manner similar to the fourth zone, the only difference being that the pressure changes much more substantially t han in the fourth zone. For that reason, the density of steam decreases roughly to 1/300 or 1/400 o[ its init ial value. Its enthalpy also decreases Sllbstantially, wh ile changes in the other properties are rather s mooth. The seventh zone includes the turbine condenser. The condensing steam hero has constant parameters: pressure 0.003 MPa and a temperature of around 30°C. Only the enthalpy and steam content of the flow are diminished. As steam is condensed fully , the density, heat conductivity, heat capacity, viscosity and dielectric permittivity increase sharply. The specifics of subcritical pressure units are most pronounced in the second zone of the water-steam path, which is within the boiler furnace (Fig. 9.7). This zone is characterized by the conversion of water to steam (boiling); steam generation takes place at a constant temperature t' with two phases: water and steam, existing simultaneousl y (curve 1). For comparison, the figure shows temperature variations in the working flu id at supercritical pressure (curve 2). As may be seen from Figs. 9.6 and 9 .7, the thermo physical characteristics of the working fluid in the zone of high heat capacities at suporcritical pressures vary smoothly (though rapidly), whereas at subcritical pres-
p
Pu
I~ 2'::::,.·..... / / ~ /
/--x-:o
/://
:r:~t
t'
.
~
.....
\
~
'
~ r\Pm \
\
~ r-....
~ ._ '\em
\
....
.I!
-~
"" c::S"l::"
"'til~
:
' :>..,
I
~
._..,. -
f11rnaco ·~ ~ wafer walls ~\,.
•
•"' ~~~ c.a";-
Fig. 9.7. Variations of density p and dielectric permittivity e in evaporating zone
1- lcmperaturc or the working !luid at subcr!tical pressure; B- d!tto, at sul?ercri tical pressure (for compartson)
sures the change from the proper ties of water to those of steam suddenly takes place at the saturation temperature. As seen in Fig . 9.7, as the water to steam transition takes place, tho density of the water, Pw• abruptly changes to that of steam, p., which results in an increase in the enthalpy of the working fluid. Similarly, the dielectric permittivity of water changes abruptly to that of steam. In the zone of constant temperature at the saturation line and constant pressure, bot;h phases (water and steam) co-exist; in the whole range of steam contents of the two-phase flow, 0 < < x < 1. The dot-and-dash lines in tho figure show variations in the density· of the steam-water mixture, Pm, and in its dielectric permittiv ity em along the flow. The thermophysical properties of water and steam are determined by
i10
Ch. 10. Temperature Conditions on Heating Surfaces
\
,1/r
J11alt?r r t?!IID/1
e~
, Pcr,tcr
Fig. 9.8. Effect of pressure on the density of
wn ter aod steam, p, and dielectric pcrmi Uivity e at the saturation li ne
pressure. Figure 9.8 shows v ariations in the density and dielectric permitti-
vity of water and steam; as may be seen, these characteristics are substantially different in a wide range of subcritical pressures, but come closer and closer together in the critical point. The above relationships between the parame~ers and properties of the working £lu id determine the hydrodynamic and heat- transFer processes on heating surfaces and the carry-off by steam of impurities present in water; they also pl ay a v ital part in the formation of deposits on boiler and turbine elemen ls.
TEMPERATURE CONDITIONS ON HEATING SURFACES 10.1. Classification of Heating and Cooling Modes
U A knowledge of temperature distribution in the metal of heating surfaces, which operate under complicated and heavy conditions, is essential for estimating the reliability of a steam boiler. In boilers operat ing on organic fu el , there are three differen t regions of heat transfer. The first region includes the heating surfaces (water walls) arranged in the furnace; they receive heat mainly by radiation. The most important factor of heat transfer in this region is the pattern of distribution of the heat flow along tho height of the furnace (see Fig. 20.2) and over the cross-sectional periphery of waterwall tubes (see Sec. 10.4). The second heat-transfer region comprises the semiradiant heaLing surfaces which are arranged in the boiler zone where radiation from gaseous vo-
lumes is still subst,anLial and the gas temperature is quite high (1 2008000C). This group of heating surfaces includes primarily platens and water walls in the horizontal duct of the furnace. The heating surfaces in the third reg ion receive heat mostly by convection. T his r egion has a r elatively low temperature of combustion products (800-900°C at tho inlet, to the convective shalt and up to 100-150°C at i Ls • outlet) and accommodates convective heating surfaces: an economizer, air heat er, and some superheater banks . These heating surfaces have a small Lube pitch, i .e. small spaces between tubes for Lhe passage of hot gases. Under such cond itions, the fraction of radiant heat transfer from combustion products onto t ubes is not high . In the steam generators of nuclear power st ations , Lwo r egions of heat transfer are usually distinguished. The first r egion includes the heating sur-
1U
10.1. Claulflcatlon of Heating and Cooling .Modes
faces arranged in the reactor core. The heat in the reactor is liberated due to nuclear fission in ·a very restricted volume around the pl ace where nuclear fission occurs. This makes it. possible to ass ume that practically all the heat released by tho core is concentrated in tho volume of fuel elements. The maximum amount of heat released, qmax• through the s1.1rface of fuel elements is in mid-height and the zero value (in the absence of reflectors), a t the end faces. Reflect ors can substantially equalize the intensity of heat released. In the second region, heat transfer takes place by convection at a moderate temperature of the heat-transfer agent (water, liquid metal or gas) . For instance, in a water-healed primary circuit, water Lem perature does not exceed 330-350°C (at a pressure of 13-15 MPa); in ci rcuits heated by liquid metal or gas, this temperature may be higher, up to 700-800°C. Under such conditions, ther e is no immediate danger of tube burn-out should the heat-Lransfer conditions worsen, but the durability of the heating surfaces' metal can be impaired and cause emergency situations. Present-day engineering has made possible the release of enormous quantities of heat in the boiler furnace or the core of a nuclear power reactor. Irrespective of t,he type of power plant, the beat released must be actively r emoved through heating surfaces. This is ensured by the motion of the working fluid at a definite velocity. The motion of the steam-water mixture, and therefore, cooling of the evaporating tubes of steam boilers and steam generators can be organized in a different manner (Fig. 10.1). In free-·c irculation plants , the steamwater mixture moves under the freecirculation head that appears when the tubes heat up. With an increase in load, tho mass fl ow rate at the inlet, to the evaporating tu bes first
c
c'
D/Dr
Fig. 10.i. Effect or boiler load on mass. velocity J - gravlly clrculntlon; t-mulliple forced c irculati on: J-c lrculotlon In once-through boiler; 4-comblned circulation
increases sharply to a maximum value and is then almost stabilized or oven decreases somewhat , since the increasing steam generation at. a high unit volume of steam results in an increased resistance of the Lubes (curve 1 in Fig. 10.1). In mul t iple forced circulat-ion plants, the circulation of the water and steam-water mixture in evaporating tubes is effected b y a circulation pump , so that the mass flow rate of the working fluid is almost constant irrespective of boil er load (curve 2). In once-through boiler plants, tl1e mass flow rate is proporLional to t he boiler load (curve 3). At a low load, the mass fl ow rate may turn out t be inadmissibly low and cause burnout of tubes. For this reason , load shedding is restricted to no less than 30% of the rated load. Curve 4 in Fig. 10.1 depicts the characteristic of a boiler plant in which tho motion of the working fluid is based on the principle of mulLiple forced circulation at low loads and on the once-through principle at high loads. When operating on the principle of mult-iple forced circulation, the mass flow rate is expressed by the sum of the ordinates ab- the mass flow rate corresponding to recircul ation through the steam-generating surfaces, and be- the mass flow rate in the economizer and superheater in once-through operation. With a chan-
Ch. 10. T empera ture Conditfons on Heating Surfaces
112
ge to the once-through operation, the cross section of a tube (noting the mass flow rate is the same in all that heat supply or heat r emov al may the heaLing surfaces of the water-steam b e uneven around the periphery of a path, the ordinate a' c'. Thus, the tube}. comb ined circulation system ensures adequate cooling of all the heaLing 10.2. Heat-transfer Crisis surfaces irrespective of the load. Acin Evaporating T ubes cordingly, fo rced-circul ation singleFor a g iven heat release intens ity, pass motion of water and steam takes place in the economizers and super- the temperature conditions on an evaporating tube are m ainly determiheaters. The thermal conditions in the Lubes ned by the steam content, mass flow of tho steam-water path of a steam rate and pressure of the flow . Various inadequate temperature conboiler or steam generator are established depending on the ratio between ditions which may appear in evapothe quantity of heat s upplied by the rating tubes can resu lt in a substanheat-trans[er agent \.o the outside tial rise in tho temperature of the surface and tho quantity of heat metallic tube wall which carl someremoved by tho working fluid from times cause tube burn-out. One should the inside surface. T he si multaneous differentiate between tho inad equate processes of heat rel ease and heat temperature condition s in bubble El ow removal ensure that any point of a and in disperse-annular flow . With bubble flow of a s team-water heating surface is in the necessa ry t herma l s tate and has a specific mixture having a moderate steam t emperature. The temperatures in va- content, a thick layer of liquid coveL"S rious points of a heating surface form the tube wall (Fig. 10.2a) and the what is called the temperature field . temp erature of the tube is maintained One can distinguish between a tem- at a substantially low level (section perature field along the motion of 1-2). Even with intensive heating, it t he working fluid, i.e. along the length exceeds the saturat ion temperature of tu bes (assuming that t hey are hea- only by a few tens of degrees. As th e working fluid moves and is ted uniformly around their periphery) and a temperatu re field across heated in t he tube, more and more J I
-,
f
f'
2
t - - - -- -
t'- - -
q,
gUll.LLLI.Lj.J.lll.UJJ
. .......... . ... .. . .' . . : . .. ' . .' .. . . .
•
.
,.
(a)
•
.
• t
q2rrrrrn""T"T"i-rrhrTTTTTT1rTTTTT"M u~~~~~~~~
• •
I
(h)
Fig. 10.2_ General pattern of temperatures in a steam-generating lube at (a) bubble Oow and (b) dispersed nnnular Oow of steam-water mixture
10.2. Heat-tran•fer Crl1ll In" Euapor4tlng Tabu
vapour bubbles appear on tho tube walls; they coal esce with .o ne another and may eventually form a continuous vapour film· which will separate the flowing liquid from the heated tube wall and thus sharply impair the conditions of heat transfer. T he effect of a sharp worsening of heat transfer on a change fro m bubble boiling to film boiling is called tho boiling crisis (burn-out conditton.~) and t he corresponding heating · ·t oad is called the critical load qcr· On occurrence of the boiling crisis (point 2), the layer of superheated steam at the heated wall becomes thicker, the heat-transfer coefficient drops down sh arply, resulting in a sharp rise in the wall temperature and often in burn-out of the t ube wall (point 3). These temperature conditions can occur in bubble flow if the heating rate of one of the evaporating tubes is t oo high and a thick layer of steam accumulates oo the superheated tube wall. In disperse-annular (wet-wall) flow, saturated steam with susp!:nded liquid droplets moves in the core of a tube and a water film flows along the tube walls (Fig. 10.2b). Without heating, the thickness of th e liquid film depends on the ratio between the flow rates of water and steam, the quantity of moisture t hat is separated from the flow core and wets the wall, and . the. quantity of moisture r emoved from the wall due to break-off and mechanical carry-off by the steam flow. In heated tubes, the intensity of heating has a strong ,additional effect on the thickness of•'"the water film. A continuous water fil m can still ensure proper heat removal from the heated surface and the wall tempeL·ature can be maintained at an allowable lovel (line 1 ' -2' ). In further heating, the water film becomes thinner owing to ev aporation and break-off, so that only a very thin fil m (micro-film) re mai_ns on the wall. Under a particular heating load, t he microfilm is destroyed and separated into individual islets and streaks whose Iiumbor 8 -01524
113
and size diminish in the course of further vaporization. T hus, a continuous steam layer forms at the wall, while the core of the flow contains ii slightly superheated steam with wator droplets whose concentration decreases gradually in the direction of the flow. Under such condit ions , water dro plets do not roach the tube walls. Besides, on entering a hotter zone of the tube they evaporate. Since vaporization is more intensive at the walls, the water droplots are repulsed from tube walls back into the steam flow. T:Jnder such conditions, heat transfer occurs through a continuous steam layer, i.e. the heat-transfer · c.oefficient decreases sharply and the wall temperature increases (poin t 2' in F ig. 10.2b}, resulti ng in a boiling crisis . In contrasl. to , the previously mentioned case of a boiling crisis at a mode1·ate steam content during a cbange· from bubble to "film boiling, this type of boiling crisis is caused by a · change fro m disperse-annular to disperse flow with a complet e drying out of the liquid film at a high steam content of the £low. This type of boiling crisis can even · take place at a · low h eating load and rel atively high .heattransfer coefficien t as th e liquid phase evaporates almost completely. Since the unit volume of steam is much higher than that of water, the linear velocity of the flow increases substantially. In a boiling crisis when the liquid fil m dries out, the temperature of the tube wall rises less significantly (line 2' -3'), as in tho former case. Boiling cris is in the one-sided heating of evaporating tUbes. We have discussed the mechanism of boiling crisis in an ascending flow of working fluid in vertical tubes heated u niform ly all over their periphery. l n modern powerful steam boilers, th~ main steam-generating surfaces nrc formed by furnace water walls which are unevenly h eated over their periphery. The distribution pattern of the heating load over the periphery of a water-wall tube is shown in
114
Ch. 10. Temperature CondLttons on Heating Surfaces
Fig. 10.3. Heat distribution in a smooth tube heated from one side
10.9: Temperature Conditions Along the Channel
ce-through boilers are shown in Fig. 10.4. In boilers of any type, the temperature of feed water in the economizer, t 1w, is raised to the saturation point (in the limit), so that the heat absorbed by evaporating tubes is almost fully spent on vaporizatioi;I, and the temperature of the steam-water mixture t' remains almost constant. In the superheater. the temperature of steam is further r aised to the rated value t ••. In the economizer section I, the temperature of the flow t1 and that of the tube wall, tt. are below the saturation temperature: t 1 < t' and· t 1 < t'. The thermo physical properties of water in the layer near the walL vary only slightly with temperature. Under such conditions, heat transfer is mainly governed by the laws of convection:
Fig. 10.3. The front side of the tube, which faces the furnace, is heated most intensively and the rear side, (10.1) least intensively. Uneven heating causes transverse circulation of the work- Where ing fluid from the less heated to the o:d Re - wp1d Pr - cptf.Lr u N 1,_'J..!' ! ~lf. ,,, more heated portions of the tube periphery; some heat is also transThe subscript 'f' implies that the· ferred by conduction in the metal wall. These two circumstances en- flow temperature is taken as the decihance the cooling effect of the working sive parameter. For straight channels,. fluid, thus retarding the appearance c = 0.023 . Heat exchange occurs at a temperaof a boiling crisis. For this reason, burn-out conditions in tubes that ture gradient M = t 1 - t1 = qlrzzare unevenly heated across their pe. riphery can appear at substantially /! 3 / J :... higher values of qcr than in those 1>:1 8,8'-.../ / ,-J -c >Sl < which are heated uniformly from all i \ sides. This means that one-sided heat1:>. . ing surfaces can be designed for more ~ . forced heating, q~~ > q~;· (see Fig. l>:t -c >I f-.rcr ' z 10.3). The allowable heating load 2~ J 'B.o' ·C AI to avoid a boiling crisis can also be • increased by artificial turbulization "== "== ,_ of the flow with helical inserts, screw ...., ..... f 1 threading of the internal surface of tss trw t' tubes, etc. (b) (a)