Reinforced Plastics Handbook Third edition Donald V. Rosato PlasticSource, Concord, MA, USA
Dominick V. Rosatot Chatham, MA, USA
UK USA JAPAN
Elsevier Ltd, The Boulevard, Langford Lane, Kidlington, Oxford OX5 1GB, UK Elsevier Inc, 360 Park Avenue South, New York, NY 10010-1710, USA Elsevier Japan, Tsunashima Building Annex, 3-20-12 Yushima, Bunkyo-ku, Tokyo 113, Japan
9 2004 Elsevier Ltd. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means: electronic, electrostatic, magnetic tape, mechanical, photocopying, recording or otherwise, without permission in writing from the publishers. First edition 1994 Second edition 1998
British Library Cataloguing in Publication Data Rosato, Donald V. (Donald Vincent), 1947Reinforced plastics handbook.- 3rd ed. 1. Reinforced plastics- Handbooks, manuals, etc. I. Title II. Rosato, Dominick V. III. Murphy, John, 1934 May 23668.4'94 ISBN 1 8561 74506 No responsibility is assumed by the Publisher for any injury and/or damage to persons or property as a matter of products liability, negligence or otherwise, or from any use or operation of any methods, products, instructions or ideas contained in the material herein. Published by Elsevier Advanced Technology, The Boulevard, Langford Lane, Kidlington, Oxford OX5 1GB, UK Tel: +44(0) 1865 843000 Fax: +44(0) 1865 843971 Typeset by Land & Unwin (Data Sciences) Ltd, Bugbrooke Printed and bound in Great Britain by MPG Books Ltd, Bodmin, Cornwall
Contents
Preface and Acknowledgement About the Authors Abbreviations Chapter 1
Chapter 2
INTRODUCTION Overview Commodity and Engineering Plastics Performances Composites Advantages and Limitations Responsibility Commensurate with Ability REINFORCEMENTS
Overview Glass Fibers Long Fibers In-Line Compounding Aspect Ratios Woven Constructions Nonwoven Constructions Glass for Special Reinforcements Glass, Silica, Quartz Fibers Glass Characteristics Glass fiber types Nylon Fibers Polyester Fibers Polyethylene Fibers Hybrid fibers
xv
xix xxi 1
1 14 14 16 18 23 24 24 28 33 34 37 37 37 38 41 41 44 55 55 56 57
iv Contents
Chapter 3
Other Fibers and Reinforcements Overview Natural Fibers Mineral Fibers Forms of Reinforcements Three-Dimensional Reinforcements Surface Tissues Conductive Nonwovens High Performance Reinforcements Aramid Fibers Carbon Fibers Graphite Fibers Boron Fibers Silica Fibers Quartz Fibers Fiber/Filament Characteristics Reinforcement Fabrics and Forms
57 57 59 63 65 65 65 66 68 68 71 75 77 80 80 80 97
PLASTICS Family of Plastics Definitions Thermoplastics Crystalline Plastics Amorphous Plastics Liquid Crystal Polymers Molding Processes Thermoplastic Types Acetals Nylons Polyarylates Polycarbonates Polyesters, TP Polyethylenes Polypropylenes Polystyrenes Polyvinyl Chlorides High Performance Thermoplastics Thermoset Plastics Thermoset Plastic Types Epoxies Phenolics Polyesters, TS Vinyl Esters
109 109 112 113 114 114 115 116 117 117 117 121 121 122 123 124 125 126 126 133 136 136 137 139 148
Contents v
Chapter 4
High Performance Thermoset Resins Specialty Thermoset Resins Crosslinked Plastics Natural Resins Compounding and Alloying Surface Waviness/Low Shrink Profile Concentrates Fillers Additives Recycling Overview Analyzing Materials Detailed Analyses Recycling Technologies Reinforced Thermosets Reinforced Thermoplastics Applications Definitions Value Analysis of Recycling Potential Chemistry of Plastics Thermoset Plastics Thermoplastics Molecular Structures/Property/Processes Viscosities: Newtonian & Non-Newtonian Rheology and Viscoelasticity Viscoelasticity Polymer Structure Viscoelasticity Behaviors Summary
151 154 157 158 158 159 159 159 161 171 171 174 176 180 184 189 190 192 193 193 194 195 199 201 201 203 2O5 208 210
C O M P O U N D CONSTRUCTIONS Overview Compounding Materials Prepregs Sheet Molding Compounds, Thermosets Low Pressure Molding Compounds VE Molding Compounds Sheet Molding Compounds, Thermoplastics Glass Mat Thermoplastics Powder Impregnations Commingled Glass/Thermoplastics Filaments Hot Compaction Technology Bulk Molding Compounds, Thermosets
212 212 214 216 221 229 229 230 231 234 236 236 238
vi Contents
Chapter 5
Bulk Molding Compounds, Thermoplastics Laminar Composites Molding Compounds Factors for Compounding Compounding Basics
242 243 244 247 248
FABRICATING PROCESSES
254 254 261 263 263 269 270 270 271 275 280 280 282 282 283 283 285 287 290 291 292 293 293 293 300 300 301 301 302 303 304 307 307 309 309 310 311
Overview Fabricating Startup and Shutdown Reinforced Thermoplastics Curing Systems Mold Release Processing & Patience Reinforcement Patterns Preform Processes Compression Moldings Compression Transfer Moldings Cold Press Moldings Hot Press Moldings Flexible Plunger Moldings Flexible Bag Moldings Laminates Hand Lay-ups Bag Moldings Vacuum Bag Moldings Vacuum Bag Molding and Pressures Autoclave Moldings Autoclave Press Claves Wet Lay-Ups Spray-Ups Bag Molding Hinterspritzen Contact Moldings Squeeze Moldings Soluble Core Moldings Lost-Wax Moldings Marco Processes Reinforced Resin Transfer Moldings Equipment Mixing Technologies Improvement of Resin Flow and Injection Improved Process Controls Feeding and Cleaning Preform Systems
Contents vii
Automations RTM Melt Resin Filling Monitoring Bladder Molding with RRTM Advanced RTM RTM Molding with Phenolics RTM Molding with Epoxies Autoclave to VARTM Case Histories Infusion Molding SCRIMP Process Injection Moldings Molding Reinforced Thermoplastics Injection-Compression Moldings Vacuum-Assisted Resin Injection Moldings Overmoldings D-LIFT Extruder/Injection Processes Pushtrusion/Injection Processes Injection Molding ZMC Liquid Injection Moldings Pulsed Moldings Pultrusions Continuous Laminations Other techniques Extrusions Pushtrusion/Extrusion Processes Pulsed Melts Thermoformings Reinforced Reaction Injection Moldings RIM Infusion Technology Polyurethane Processes Rotational Moldings Blow Moldings Foams Foamed Reservoir Moldings Syntactic Cellular Plastics Centrifugal Moldings Encapsulations Castings Stampings Cold Formings Comoform Cold Moldings Filament Windings Tape Windings
311 313 314 315 316 317 317 319 320 323 325 329 330 330 331 334 335 336 336 338 340 342 343 345 347 348 348 350 351 352 357 361 364 366 367 367 367 368 369 370 371 371 383
viii Contents
Fabricating RP Tanks Processing, Equipment, Products Filament Winding Terms Calendering Powder Metallurgy Processing Fundamentals Melt Flow Analysis Processing and Thermal Interface Process Control Processing Window Process Control and Patience Processing and Moisture Drying Operations Machines Not Alike Plasticator Melting Operation Screw Mixing Screw Wear Wear Resistant Barrel Barrel Heating & Cooling Method Purging Tools Overview Contact Molds Autoclave Molds Cold Press Molds (low pressure) Resin Transfer Molds Filament Winding Molds Injection and Compression Molds Mold Design for RRIM Assembly/Joining/Finishing Joining, Fastening Adhesive Bonding Joints and Adhesives Consolidations Paintings, Surface Finishing Washing Equipment Solvent Recovery Systems Troubleshooting Repairs Energy Upgrading Plant FALLO Approach
383 385 390 395 397 398 398 399 399 403 406 406 407 408 409 409 413 414 414 415 417 418 418 425 429 429 429 431 433 451 453 459 461 464 465 466 470 470 470 475 476 477
480
Contents ix
Chapter 6
Chapter 7
MARKETS/PRODUCTS Overview Buildings and Constructions Bathtubs Walkways/Bridges/Fences Roofs Infrastructures Plastics Lumber Pallets Heat Resistant Column Transportation Design Concepts Automobiles Buses Trucks Tanks Hopper Rail Car Tanks Highway Tanks Corrosion-Resistant Tanks Underground Storage Tanks Rocket Motor Tanks Cryogenic Fuel Tanks Marine Boats Underwater Hulls Windmills Overview Underwater Blades Fabrication Appliances, Electrical/Electronic Consumer and Other Products Aerospace Aircraft Turbine Engine Fan Blades All Plastic Airplanes Wright Brothers Flying Machine Replica Atmospheric Flights Chemical Propulsion Exhausts
483
DESIGNS
613
Overview Practical and Engineering Approaches Increase Properties
613 620 622
483 485 490 490 491 494 499 501 501 502 5O3 513 528 529 53O 53O 535 536 537 543 543 543 544 554 554 554 557 558 559 561 564 564 585 586 592 593 602
x Contents
Formabilities Surface Stresses and Deformations Design Approaches Design Foundations Theory of Elasticities and Materials Reinforced Plastic Performances Design Detractor and Constrain Design Analysis Processes Design Accuracies Design Failure Theory Design and Product Liabilities Stress-Strain Behaviors Rigidities (EIs) Hysteresis Effects Vibration Suppression" Isolation and Damping Poisson's Ratios Tolerances/Shrinkages Stress Whitening Static Stresses Tensile Stress-Strains Flexural Stress-Strains Compressive Stress-Strains Shear Stress-Strains Residual Stresses Dynamic Stresses Creep and Fatigue Tests Dynamic/Static Mechanical Behaviors Impacts Frictions Rain Erosions Directional Properties Orientation Terms Heterogeneous/Homogeneous/ Anisotropic Properties Facts and Myths- RP Behavior Orientation of Reinforcement Anisotropic RP Design Shapes Bars Columns Euler's Formula Torsional Bars
624 625 626 634 642 643 646 646 651 651 652 652 653 653 655 657 658 660 662 664 670 672 674 675 675 675 689 691 692 694 696 698 700 701 701 701 703 704 704 705
708
Contents xi
Filament Windings Netting Analyses Pressure Hull Structures Springs Leaf Springs Cantilever Springs Torsional Beam Springs Special Springs Sandwiches Design Approaches Optimizing Structures Stiffnesses and Bucklings Structural Foams Finite Element Analyses Constant Stress Applications Prototypes Need for Prototyping Prototype Products Prototype Techniques Prototype Testing and Evaluation Computer-Aided Designs Computer-Integrated Manufacturing Tolerances Computers and People Protect Designs Acceptable Risks Safety Factors Chapter 8
ENGINEERING ANALYSIS
Overview Stress- Strain Analyses Basic Design Theories Fiber Strength Theories Fiber Geometry on Strengths Stress-Strain: Metal and Plastic Metal Design Spheres Tanks Pipes Thermoplastic Pipes RP Pipes Commodity and Custom Pipes
709 710 713 719 720 725 726 727
729 730 737
738 740 744 744 745 745 746 748 754 755 757
758 758 760 761 761 765 765 766 766 768 769 770 771 772 773 775 775 776
785
xii Contents
Chapter 9
Beams Theories RP Beams Ribs Reinforced Foamed Plastic Cylinders and Ribs Plates RP Isotropic Plates RP Non-Isotropic Plates Hybrid RP Plates
789 791 792 795 799 803 804 809 809 814
SELECTING PLASTIC AND PROCESS Overview Influencing Factors Performances/Behaviors Additives Chemical Resistance Color Crazing/Cracking Electricity Electric/Electronic Flame Resistance Impact Odor/Taste Permeability Radiation Temperature Resistance Weathering Moisture Variabilites Testing and Selection Nondestructive Tests Nondestructive Evaluation Experimental Stress Analysis Testing Against Trouble Testing Procedures Computer Software Programs Statistics Software Design via Internet Summation on Selection Materials
817 817 824 826 831 841 841 843 843 843 843 846 846 846 847 847 853 853 855 857 859 861 864 867 869 872 874 874 875 876 877
Contents xiii
Processes Designs Detailed RP Data Sheets
903 926 940
Chapter 10 SUMMARY Overview Global Business Fortunes New Reinforcement Technology Plastic Raw Materials Molding RPs with Profits Predicting Performances Design Verifications Design Demands Costings Technical Cost Models Safety Reinforced Plastic Successes Developments Micromechanics Nanotechnology Successes Fuel Cell's Bipolar Plates Future Product Developments Innovations
997 997 1002 1003 1004 1005 1010 1011 1012 1012 1015 1017 1018 1023 1026 1027 1028 1030 1031 1032
Chapter 11 CONVERSIONS
1035
BIBLIOGRAPHY
1043
INDEX
1051
This Page Intentionally Left Blank
Preface a nd Acknowledgement
The text is organized and written with useful information in the World of Reinforced Plastics to provide a source and reference guide for fabricator, mold maker, material supplier, engineer, maintenance person, accountant, plant manager, testing and quality control individual, cost estimator, sales and marketing personnel, new venture type, buyer, user, educator/trainer, workshop leader, librarian/information provider, lawyer, consultant, and others. It will be useful for those using reinforced plastic (RP) composites as well as those contemplating their use. People with different interests will gain knowledge by focusing on a subject and interrelate across subjects that they have or do not have familiarity. Information and data presented includes some important history, detailed up dates, and what is ahead. As explained throughout this book, this type of understanding is required in order to be successful in the design, prototype, and manufacture of the many different, marketable, fabricated products worldwide. This approach provides potential innovations concerning materials of construction, fabricating techniques, improved products performance to cost, and designing new products. The book provides an understanding that is concise, practical, and comprehensive and that goes from "A-to-Z" on the subject of RP. Its concise information for either the technical or the non-technical reader goes from interrelating and understanding basic factors starting with the materials of construction and plastics melt flow behavior during processing. This third edition has been written to update the subject of reinforced plastics in the World of Reinforced Plastics. By updating the book, there have been changes with extensive additions to over 75% of the 2nd Edition's content. Many examples are provided of processing
xvi Preface and Acknowledgement different plastics and relating them to critical factors that range from product designs-to-meeting performance requirements-to-reducing costs-to-zero defect targets. More information that is basic has been added concerning present and future developments, resulting in the book being more useful for a long time to come. Detailed explanations and interpretation of individual subject matters (3000 plus) are provided using many figures and tables. Information ranges from basic design principles to designs of different size fabricated products by different processes. Throughout the book, there is extensive information on problems and solutions as well as extensive cross-referencing on its many different subjects. This book continues to represent the encyclopedia on RP. Even though the worldwide industry literally encompasses many hundreds of beneficial computer software programs, this book introduces these programs (ranging from operational training to product design to fabricating to marketing). However, no one or series of software programs can provide the details obtained and the extent of information contained in this single source book with its extensive cross references. It is important to recognize that a major cost in the production of RP products, ranging from the design concept to the finished molded product, is that of the materials of construction. They range from 40 to 90% of the total product cost. Thus, it is important to understand how best to use the materials based on the appropriate design approach and processing technique. Design is interdisciplinary. It calls for the ability to recognize situations in which certain techniques may be used and to develop problem-solving methods to fit specific design requirements. Many different examples are presented concerning problems with solutions that may develop in different design approaches, fabricating techniques, etc., up to the final product in use. In the manufacture of products, there is always a challenge to utilize advanced techniques, such as understanding the different plastic melt flow behaviors, operational monitoring and control systems, testing and quality control, and so on. However, these techniques are only helpful if the basic operations of fabricating are understood and characterized, to ensure the elimination or significant reduction of potential problems. What makes this book unique is that the reader will have a useful reference of pertinent information readily available as summarized in the Table of Contents and Index. As past book reviewers have commented, the information contained in this book is of value to even the most experienced designers and engineers, and provides a firm basis for the beginner. The intent is to provide a complete review of all aspects of
Preface and Acknowledgement xvii the RP process that goes from the practical to the theoretical and from the elementary to the advanced. This book can provide people, not familiar with RP, an understanding of how to fabricate products in order to obtain its benefits and advantages. It also provides information on the usual costly pitfalls or problems that can develop, resulting in poor product performances or failures. Accompanying the problems are solutions. It will enhance the intuitive skills of those people who are already working in plastics. From a pragmatic standpoint, any theoretical aspect that is presented has been prepared so that it is understood and useful to all. The theorist, for example, will gain an insight into the limitations that exist relative to other materials such as steel, wood, and so on. Based on over a half century of worldwide production of all kinds of low to high performance RP products, they can be processed successfully, meeting high quality, consistency, and profitability. As reviewed in this book, one can apply the correct performance factors based on an intelligent understanding of the subject. This book has been prepared with the awareness that its usefulness will depend on its simplicity and its ability to provide essential information. With the authors experience gained in working in the RP industry worldwide and in John Murphy's work in preparing the 1st and 2nd editions, we are able to provide a useful book. The book meets the criteria of providing a uniquely useful, practical reference work. The material properties information and data presented are provided as comparative guides; readers can obtain the latest information from material suppliers, industry software, a n d / o r as reviewed in this book's Bibliography section. Our focus in the book is to present, interpret, analyze, and interrelate the basic elements of RP to processing plastic products. As explained in this book, even though there are many reinforcements and plastic materials worldwide, selecting the right reinforcement/plastic requires applying certain factors such as defining all product performance requirements, properly setting up or controlling the RP process to be used, and intelligently preparing a material specification purchase document and work order to produce the product. Extensive selection information is provided. With all types of plastics that include primarily RPs, an opportunity will always exist to optimize its use, since new and useful developments in materials, processing, and design continually are on the horizon requiring updates. Examples of these RP developments are in this book, providing past to future trends in the World of Reinforced Plastics.
xviii Preface and Acknowledgement Recognize that with the many varying properties of the different RPs, there are those that meet high performance requirements such as long time creep resistance, fatigue endurance, toughness, and so on. Conversely, there are RPs that is volume and low cost driven in their use. As explained in this book, each of the different materials requires their specific RP processing procedures. Patents or trademarks may cover information presented. No authorization to utilize these patents or trademarks is given or implied; they are discussed for information purposes only. The use of general descriptive names, proprietary names, trade names, commercial designations, or the like does not in any way imply that they may be used freely. While information presented represents useful information that can be studied or analyzed and is believed to be true and accurate, neither the authors nor the publisher can accept any legal responsibility for any errors, omissions, inaccuracies, or other factors. In preparing this book and ensuring its completeness and the correctness of the subjects reviewed, use was made of the authors worldwide personal, industrial, and teaching experiences that total over 100 years, as well as worldwide information from industry (personal contacts, conferences, books, articles, etc.) and trade associations. The Rosatos 2004
Acknowledgement As the reinforced plastic industry worldwide continues to grow and expand its capabilities material wise, process wise, design wise, and product wise, so does the literature. This Third Edition of the Reinforced Plastics book and the Reinforced Plastics magazine published by Elsevier Advanced Technology provides important information. This Third Edition is a tribute to John Murphy for the excellent work presented in the First and Second issues. Following Murphy's work the Rosatos' continue to provide updates and information on what is ahead.
About the Authors
Donald V. Rosato has extensive technical and marketing plastic industry business experience from laboratory, testing, through production to marketing, having worked for Northrop Grumman, Owens-Illinois, DuPont/Conoco, Hoechst Celanese, and Borg Warner/G.E. Plastics. He has written extensively, developed numerous patents within the polymer related industries, is a participating member of many trade and industry groups (Plastics Institute of America, Plastics Pioneers Association, Society of Plastics Engineers, Society of Plastics Institute, etc.), and currently is involved in these areas with PlastiSource, Inc., and Plastics FALLO. He received a BS in Chemistry from Boston College; MBA at Northeastern University; M.S. Plastics Engineering from University of Massachusetts Lowell (Lowell Technological Institute); Plastics Engineer of Society of the Plastics Engineers and Ph.D. Business Administration at University of California, Berkeley. Dominick V. Rosato since 1939 has been involved worldwide principally with plastics from designing through fabricating through marketing products. They have been used on and in land, ocean/water, and air/space. Products in many different markets worldwide ranged from toys to electronic devices to transportation vehicles to aircraft to space vehicles products. Experience includes Air Force Materials Laboratory (Head Plastics R&D), Raymark (Chief Engineer), Ingersoll-Rand (International Marketing Manager), and worldwide lecturing. He is a past director of seminars and in-plant programs and adjunct professor at University Massachusetts Lowell, Rhode Island School of Design, and the Open University (UK). He has received various prestigious awards from USA and international associations, societies (SPE Fellows, etc.), publications, companies, and National Academy of Science (materials advisory board). He is a member of the Plastics Hall of Fame. He received American Society of Mechanical
xx About the Authors
Engineers recognition for advanced engineering design with plastics. He is a senior member of the Institute of Electrical and Electronics Engineers and licensed professional engineer of Massachusetts. He was involved in the first all plastics airplane (1944/RP sandwich structure). He worked with thousands of plastics plants worldwide, prepared over 2,000 technical and marketing papers, articles, and presentations and has published 28 books with major contributions in over 45 other books. He received a BS in Mechanical Engineering from Drexel University with continuing education at Yale, Ohio State, and University of Pennsylvania.
Abbreviations
AAM ABL ABC abs. ABS AC AC ACA ACC ACCS ACG ACMA ACN ACTC ADC adh. AEC AF AF AFML AFRP A1 AMBA ANFI ANSI ANTEC APC APPR
American Architectural Manufacturers Allegheny Ballistic Laboratory acrylonitrile-butadiene-styrene acetal (see POM) absolute acrylonitrile- butadiene-styrene advanced composite alternating current Automotive Composites Alliance Automotive composites Consortium advanced composite construction system Advanced Composites Group American Composites Manufacturers Association acrylonitrile Advanced Composite Technology Consortium allyl diglycol carbonate (also see CR-39) adhesive acrylonitrile-ethylene-styrene Air Force aramid fiber Air Force Materials Laboratory aramid fiber reinforced plastic aluminum American Mold Builders Association Assoc. of the Nonwoven Fabrics Industry American National Standards Institute Annual Technical Conference (SPE) American Plastics Council, unit of American Chemistry Council Assoc. of Postconsumer Plastic Recyclers
xxii Abbreviations
ARMI ARP ASA ASA ASM ASME ASTM atm B
bbl Be BeCu BF BM BM BMC BO
bpd BPF BPO BS BSI Btu Buna Butyl C C C C CAD CAE CAM CAT cal CAR CAT CBA CCA CCPIA CCV CEO CF CFA
Assoc. of Rotational Molders International advanced reinforced plastics acrylic-styrene-acrylonitrile American Standard Association advanced stitching machine American Society of Mechanical Engineers American Society for Testing and Materials atmosphere boron barrel beryllium beryllium copper boron fiber bag molding blow molding bulk molding compound biaxial-oriented barrels per day British Plastics Federation Benzoyl peroxide British Standard British Standard Institute British thermal unit polybutadiene butyl rubber carbon Celsius Centigrade (preference Celsius) composite computer-aided design computer-aided engineering computer-aided manufacture computer-aided testing calorie (see also C) carbon fiber computer-aided testing chemical blowing agent cellular cellulose acetate China Plastics Processing Industry Assoc. Composite Concept Vehicle chief executive officer carbon fiber chemical foaming agent
Abbreviations xxiii
CFC cfm CFRP CFRTP cg CLTE cm
CM CNC CO CO2 cP CP CPE CPET CPVC Cr CR CR-39 CRP CSM CU
Cu 3-D D 3-D DIN DMC DMC-12 DN DNA DOD DSQ DV DVR DVR DVR E EC EEC E-glass EI EMI
chlorofluorocarbon cubic foot per minute carbon fiber reinforced plastics continuous fiber reinforced thermoplastics center of gravity coefficient of linear thermal expansion centimeter compression molding computer numerical control carbon monoxide carbon dioxide centipoise Canadian Plastics chlorinated polyethylene chlorinated polyethylene terephthalate chlorinated polyvinyl chloride chromium compression ratio diethylene glycol bis-allyl carbonate carbon reinforced plastics continuous strand mat cubic copper three dimension diameter three-dimensional Deutsches Institut fur Normung (German Standard) dough molding compound DeLorean motor car (plastic body) Deutscher Normenausschus deoxyribonucleic acid Department of Defense German Society for Quality design verification design value resource Dominick Vincent Rosato Donald Vincent Rosato modulus of elasticity (Young's modulus) European Community European Economic Community glass fiber modulus (times) moment of inertia (stiffness) electromagnetic interference
xxiv Abbreviations
EP EPA EPS ER EUROMAP EVAL F F FALLO FDA FEA FP FPL fpm FRP FRTP FRTS ft FW g G G gal GDP GF GFRP GLARE GM GM GMRP GMT GNP GP gpd gpm GR GS GSP h H2 HDBK HDPE
epoxy Environmental Protection Agency expandable polystyrene epoxy resin European Committee of Machine Manufacturers for the Rubber & Plastics Industries (Zurich, Swiz.) ethylene-vinyl alcohol copolymer (or EVOH) force Fahrenheit F_ollow ALL Opportunities Food & Drug Administration finite element analysis fluoroplastic Forrest Products Laboratory feet per minute fiber glass reinforced plastic fiber reinforced thermoplastic fiber reinforced thermoset foot filament winding gram giga ( 106) torsional modulus gallon gross domestic product (see also GNP) glass fiber glass fiber reinforced plastic GLAss fiber-REinforced aluminum General Motors glass mat glass mat reinforced thermoplastic glass mat thermoplastic gross national product (GDP replaced GNP in US 1993) general purpose grams per denier gallons per minute glass reinforced glass sphere Generalized System of Preferences hour hydrogen handbook high density polyethylene (also PE-HD)
Abbreviations xxv
HDT
H20 hp HRc Hz I
IDSA IM IM IMM in.
I/o J IF IIS JIT
jsw lv K K
I"
3o
--.
2O
Z W F-
10
.I
TYPICALSTEEL
COMMODITY PLASTICS
0 -100
0 100 200 300 400 500 600 700 800 9 0 0 1 0 0 0
9 9 1500
TEMPERATURE, F ~
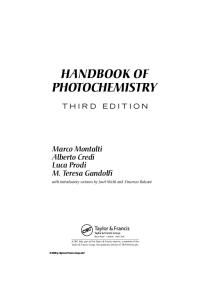
Figure 1.1 Guide on strength vs. temperature of plastics and steel (courtesy of Plastics FALLO)
Table 1.1 Mechanical and physical properties of materials Specific Gravity
Modules of Elasticity
Plastics Reinforced Plastics Wood Steel Aluminum Concrete
Plastics Reinforced Plastics Wood Steel Aluminum Concrete-Stone 0
2
4
6
8
10 I I 100
Strength
0.0
Plastics Reinforced Plastics Wood Steel Aluminum
40 i
20 I 200
50 x 10 e psi
I
300 GPa
Thermal Conductivity 0.5 I
1.0 I
W/m" K
Plastic Foams II Reinforced Plastics II
Wood I Brick I
Glass II Concrete
Concrete 50
I
I
500
100
1150
I
I 200 x 10 3 psi
0
2
4
6
8
10
1000 MPa
Continuous Service Temperature Thermal Expansion
0 Reinforced Plastics WoodChars Alluminum Copper Alloys
steel
Concrete S0 i7-S 100 1~)5i 150x1061n./in.~ I I 100 200unVm~
200 I
400 I
~ 600 I
800 I
1000 I
1800
Table 1.2 Propertiesof RP thermoplastic resins with different amounts of different fibers
Resin Nylon-6,6 Un rein forced 30o/0 glass fibers 30% carbon fibers 40% mineral filler 40% glass-mineral Polypropylene Unreinforced 30% glass fibers 30o/0 glass fibers chemically coupled 40% mica 400/o talc Polycarbonate Un rein forced 30o/0 glass fibers 30% carbon fibers 5% stainless steel Polyesters 30O/o glass fibers (PBT) 30% glass fibers (PET)
Specific gravity
Tensile strength, MPa
Tensile modulus, GPa
1.14 1.39 1.28 1.50 1.49
83 172 227 92 124
2.9 9.0 20.7 5.5 7.6
0.9 1.13 1.13
34 52 83
1.4 5.5 5.9
1.23 1.25
31 29
4.8 3.1
1.20 1.43 1.33 1.27
65 131 152 68
2.4 9.0 17.2 3.1
1.51 1.56
121 158
6.9 8.7
Elongation, O/o 60 4 3 3 3
Flexure/ strength, M Pa
Flexural modulus, GPa
Izod impact notched, Jim
Deflection temperature under load, C
119 248 324 155 207
2.8 9.0 20.7 7.2 9.7
53 107 85 48 64
90 252 263 249 246
11 2.5 2.3
65 110
1.6 4.1 5.5
51 64 107
53 137 151
4 4
48 48
4.1 3.1
37 27
96 76
93 138 220 110
2.3 7.6 15.2 3.1
801 e 160 107 69
132 143 149 146
200 234
8.7 9.1
96 107
206 224
7 2.5 1.8 5 4 3
,,...,.
0 r
c m o
0
4~ m ,
a. Table 1.3 Propertiesof TS polyester RPs with different amounts of glass fiber
a,1 Ill
m ,
Glass Fiber (wt %) Property Specific gravity Specific volume m3/mg x 10-1~ Tensile strength MPa Tensile elongation (O/o) Flexural strength MPa Flexural modulus GPa Compressive strength MPa Heat deflection temperature at ~ Thermal expansion mm/mmK x 10s Water absorption, 24 h (O/o] Mold shrinkage
0
10
20
30
40
50
60
1.14 24.3 8.8 12 83 60 15 103. 4.0 28 4.9 33.8 150 4.5 8.1 1.6 15
1.21 22.9 8.3 13 90 3.5 20 138 6.0 .41 13 89.6 470 1.6 2.9 1.1 6.5
1.28 21.6 7.8 19 131 3.5 29 200. 9.0 .62 23 158.6 475 1.4 2.5 0.9 5
1.37 20.1 7.3 25 172 3.0 34 234. 13 .90 27 186.2 485 1.3 2.3 0.9 4.0
1.46 19.0 6.9 31 214 2.5 42 290. 16 1.10 28 193.1 5OO 1.2 2.2 0.6 3.5
1.57 17.6 6.4 32 221 2.5 46 317. 22 1.52 29 200.0 5OO 1.0 1.8 0.5 3.0
1.70 16.3 5.9 33 228 1.5 5O 345 28 1.93 3O 206.9 5O0 0.9 1.6 0.4 2.0
9,1
=i D., 0" 0 0
1
9I n t r o d u c t i o n
steel consumption doubled, aluminum consumption tripled, and RP shipments grew 15 times (Chapter 6). RP growth unfortunately follows economic recessions such as the last that started during 2001. Important developments have occurred and continue to occur in USA, UK, Germany, Italy, England, Sweden, Japan, and other countries. Throughout this book, examples of past, present and future developments arc reviewed. The past developments continue to provide the basis for present and future developments. For example, in England, the British Standard Institute issued a code for storage tanks and vessels in 1973. It used relatively simple formulas for stresses under service loads and for RP design. These methods could be developed for vehicle components. A significant research effort at the British National Physical Laboratory developed design-analysis methods for anisotropic materials at an intermediate level between a standard formula and full computer analysis. This work concentrated on rectangular plates under various support and loading conditions, and could be applied to RP panel structures that contain components of an approximately rectangular shape such as a car door. Results reported at that time-included work on design procedures for RP plates under flexural loading, on optimum design of laminated glass fiber RP (GFRP) materials, and on an interactive minicomputer program for plate design analysis. During 1941, USA produced bulletins HDBK ANC-17 on reinforced plastics and HDBK ANC-23 on sandwich constructions that included RPs. Based on this type information the all RP sandwich monique constructed airplane was designed and built by the USA Air Force. It flew during 1944. This advanced RP technology of 1944 was demonstrated in the fabricating (hand-lay-up bag and autoclave molding) of this two-seater glass fiber/TS polyester airplane. Later, Grumman built 50 of this type of airplane under A.F. contract (Chapter 6). The term RP refers to composite combinations of resin and reinforcing materials that provide significant property a n d / o r cost improvements than the individual components that can produce products. To be structurally effective, there must be a strong adhesive bond between the resin and reinforcement. Reinforcements usually come in continuous or chopped fiber forms as in woven and nonwoven fabrics. Both thermoplastic (TP) and thermoset (TS) resins are used in RPs (Chapter 3). At least 90 wt% of all RPs use glass fiber (E-type) materials (Chapter 2). At least 55 wt% of all RPs use TPs even with their relatively lower properties compared to reinforced TSs (RTSs). Practically all reinforced TPs (RTPs) with short or long glass fibers arc injection molded at very fast processing cycles; producing
5
Table 1.4 Comparing mechanical properties of glass fiber/thermoset and thermoplastic RPs with different metals
Reinforced plastics (selected)
Glass fiber % Specific gravity Tensile strength MPa 103 psi Tensile modulus GPa 106 psi Elongation % Flexural strength MPa 103 psi Flexural modulus GPa 106 psi Compressive strength MPa 103 psi Izod impedance J/m Ft-I b/i n Hardness Rockwell 1Barcol hardness;2Brinell hardness.
UPSMC
UP hand lay-up
PA66 30% glass
30 1.85
30 1.37
30 1.48
40 1.64
7.75
7.86
8.03
82.8 12.00
86.25 12.50
158.7 23.00
151.8 22.00
448.5 65.00
331.2 48.00
207 30.00 22.0
207 30.00 37.0
1173 1.70 R&DLAB
~
OTHERS
",,, //
MATERIALS~"
> MANUFACTURING
SUPPUERS Figure 1.3 Examples of factors that influence the design challenge (courtesy of Plastics FALLO)
14 Reinforced Plastics Handbook
As reviewed in this book, designing products range from using simple to complex approaches. However and fortunately, people we know did not have to design the human body. The human body is the most complex structure ever "designed" with its so-called 2,000 parts (with certain parts being replaced with plastics) and having recirculating all the blood in the body every 20 minutes, pumping it through 60,000 miles of blood vessels, etc. Thus, the designer of the human body had to be extremely creative; some of us know who designed the human body.
Commodity and Engineering Plastics Of the URPs, about 90 wt% of all plastics can be classified as commodity plastics (CPs), the others being engineering plastics (EPs). The EPs such as polycarbonate (PC) representing at least 50wt% of all EPs; others include nylon, acetal, etc. EPs include most reinforced plastics. The EPs are characterized by improved performance in higher mechanical properties, better heat resistance, and so forth when compared to CPs. The EPs demand a higher price. Just over a half century ago, the price per pound was at 20r and above; at the turn of the century it started at $1.00, and now higher. When CPs with certain reinforcements and/or alloys with other plastics are prepared, they become EPs. Performances
All TP or TS matrix property can be improved or changed to meet varying requirements by using reinforcements. Typical thermoplastics used include TP polyesters, polyethylenes (PEs), nylons (polyamides/ PAs), polycarbonates (PCs), TP polyurethanes (PURs), acrylics (PMMAs), acetals (polyoxymethylenes/POMs), polypropylencs (PPs), acrylonitrile butadienes (ABSs), and fluorinated ethylene propylenes (FEPs). The thermoset plastics include TS polyesters (unsaturated polyesters), epoxies (EPs), TS polyurethanes (PURs), diallyl phthalates (DAPs), phenolics (phenol formaldehydes/PFs), silicones (Sis), and melamine formaldehydes (MFs). RTSs predominate for the high performance applications with RTPs fabricating more products. The RTPs continue to expand in the electronic, automotive, aircraft, underground pipe, appliance, camera, and many other products. Fiber strengths have raised to the degree that 2-D and 3-D RPs can be used producing very high strength and stiff RP products having long service lives. RPs can be classified according to their behavior or performance that varies widely and depends on time, temperature,
1
9I n t r o d u c t i o n
environment, and cost. The environment involves all kinds of conditions such as amount and type of loads, weather conditions, chemical resistances, and many more. Directly influencing behaviors or performances of RPs involve factors such as type of reinforcement, type of plastic, and process used (Chapter 2, 3, and 5). These parameters are also influenced by how the product is designed. Examples of design performances of RPs follow with more details in the other Chapters:
Thermal Expansion URPs generally have much higher coefficients of linear thermal expansion (CLTE) than conventional metal, wood, concrete, and other materials. CLTEs also vary significantly with temperature changes. There is RPs that does not have these characteristics. With certain types and forms of fillers, such as graphite, RPs can eliminate CLTE or actually shrink when the temperature increases.
Ductility Substantial yielding can occur in response to loading beyond the ductility limit of approximate proportionality of most stress-to-strain in URPs. This action is referred to as ductility. Most RPs does not exhibit such behavior. However, the absence of ductility does not necessarily result in brittleness or lack of flexibility. For example, glass fiber-TS polyester RPs do not exhibit ductility in their stress-strain behavior, yet they are not brittle, have good flexibility, and do not shatter upon impact (Chapter 7). The RPs do not shatter upon impact like sheet glass. TS plastic matrix is brittle when unreinforced. However, with the addition of glass or other fibers in any orientation except parallel, unidirectional, the fibers arrest crack propagation. This RP construction results in toughness and the ability to absorb a high amount of energy. Because of the generally high ratio of strength to stiffness of RPs, energy absorption is accomplished by high elastic deflection prior to failure. Thus, ductility has been a major factor promoting the use of RPs in many different applications since the 1940s. Some unreinforced TPs such as polycarbonate (PC) and polyethylene (PE) do yield with ductility prior to failure, exhibiting similar stress-strain behavior to mild steel.
Toughness The generally low-specific gravity and high strength of reinforcement fibers such as glass, aramid, carbon, and graphite can provide additional benefits of toughness. For example, the toughness of these fibers allows them to be molded into very thin constructions. Each fiber has special characteristics. For instance, compared to other fiber reinforcements,
15
16 Reinforced Plastics Handbook
aramid fibers can increase wear resistance with exceptionally high strength or modulus to weight.
Tolerance~Shrinkage RTPs and RTSs combined with all types of reinforcements a n d / o r fillers are generally much more suitable for meeting and retaining fight dimensional tolerances than are URPs. As an example for injection molded products, they can be held to extremely close tolerances of less than a thousandth of an inch (0.0025 cm) or effectively down to zero (0.0%). Achievable tolerances range from 5% for 0.020 in. (0.05 cm), to 1% for 0.500 in. (1.27 cm), to 1/2%for 1.000 in. (2.54 cm), to 1/4%for 5.000 in. (12.70 cm), and so on. Some URPs change dimensions and~or shrink immediately after fabrication or within a day to a month due to material relaxation and changes in temperature, humidity, and~or load application. RPs can significantly reduce or even eliminate this dimensional change after fabrication. When comparing tolerances and shrinkage behaviors of RTSs and RTPs there is a significant difference. Working with crystalline RTPs can be yet more complicated if the fabricator does not understand their behavior. Crystalline plastics generally have different rates of shrinkage in the longitudinal, melt flow direction, and transverse directions. In turn, these directional shrinkages can vary significantly due to changes in processes such as during injection molding (IM). Tolerance and shrinkage behaviors are influenced by factors such as injection pressure, melt heat, mold heat, and part thickness with shape. The amorphous type materials can be easier to balance (Chapter 3).
Composites As reviewed a composite is a combination of two or more materials with properties that the components do not have by themselves. They are made to behave as a single material. Nature made the first composite in living things. Wood is a composite of cellulose fibers held together with a matrix of lignin. Most sedimentary rocks are composites of particles bonded together by natural cement; and many metallic alloys are composites of several quite different constituents. On a macro scale, these are all homogeneous materials. There are steel reinforced concrete, medical pills, and more. Included is RPs. The term composite started to be used in the RP industry during the 1940s. The Society of the Plastics Industry (SPI) during the 1940s
1
9I n t r o d u c t i o n
started the Low pressure Industries Division and shortly there after was called the Reinforced Plastics Division with energetic Charlic Condit at the helm of this growing industry for the SPI. D. V. Rosato during 1950, as a Board Member of the Reinforced Plastics Division of SPI, was finally successful at expanding the name of the Division to Reinforced Plastics/Composite Division (1954). The original product was only glass fiber-TS polyester plastic RPs. In the mean time, other reinforcements and plastics were being used; thus the name change. Other name changes have been made such as the Composites Institute of SPI (1988), etc. It is now a more powerful and useful organization for the RP industry called the American Composites Manufacturers Association (ACMA). Its president is Richard Morrision (Morrision Fiber Glass Co., Ohio, USA). Recognize that composites identify literally many thousands of different material combinations not containing plastics. There arc: aggregate-cement matrix (concrete] aluminum film-plastic matrix asbestos fiber-concrete matrix carbon-carbon matrix carbon fiber-carbon matrix cellulose fiber-lignin/silica matrix ceramic fiber-matrix ceramic {CMC] ceramic fiber-metal matrix ceramic-metal matrix (cermet) concrete-plastic matrix, fibrous-ceramic matrix fibrous-metal matrix fibrous-plastic matrix flexible reinforced plastic glass ceramic-amorphous glass matrix laminar-layers of different metals laminar-layer of glass-plastic {safety glass] laminar-layer of reinforced plastic
laminar-layers of unreinforced plastic metal fiber-metal matrix metal matrix composite (MMC) microsphere glass-plastic matrix {syntactic] particle-ceramic matrix particle-metal matrix particle-plastic matrix potassium nitrate-charcoal-sulfur matrix (blasting powder] plastic adhesive bonding metal-to-metal plastic-coated fabric plastic-plastic (coextruded coinjection, laminated] silver-copper-mercury matrix {dental amalgram) steel-rod-concrete matrix whisker-metal matrix whisker-plastic matrix wood-plastic matrix, reinforced plastic
and thousands more that do not include plastics. At the atomic level, all elements arc composites of nuclei and electrons. At the crystalline and molecular level, materials are composites of different atoms. In addition, at successively larger scales, materials may become new types of composites, or they may appear to be homogeneous. In this review, RPs is considered to be combinations of materials differing in composition or form on a macro scale. However, all of the
17
18 Reinforced Plastics Handbook constituents in the plastic composite retain their identifies and do not dissolve or otherwise completely merge into each other. This definition is not entirely precise, and it includes some materials often not considered composites. Furthermore, some combinations may be thought of as composite structures rather than composite materials. The dividing line is not sharp, and differences of opinion do exist. Thus the name composite literally identifies many thousands of different combinations with very few that include the use of plastics. In using the term composites when plastics are involved the more appropriate term is plastic composite. However, the more descriptive and popularly used worldwide term is reinforced plastic (RP).
Advantages and Limitations As a construction material, RPs provides practically unlimited benefits to the fabrication of products, but unfortunately, as with other materials, no one specific RP exhibits all these positive characteristics. The successful application of their strengths and an understanding of their weaknesses (limitations) will allow producing useful products. With any material, (plastic, steel, etc.) products fail not because of its disadvantage(s). They failed because someone did not perform their material and process selection in the proper manner a n d / o r incorrectly processed the material (Chapter 9). There is a wide variation in properties among the many commercially available materials classified as RPs. They now represent an important, highly versatile group of engineering materials. Like steel, wood, and other materials, specific groups of RPs can be characterized as having certain properties. As with other materials, for every advantage cited for a certain material, a corresponding disadvantage can probably be found in another. Many RPs that are extensively used worldwide are typically not as strong or as stiff as metals and they may be prone to dimensional changes especially under load or heat. Regardless they are used extensively instead of metals because their performances meet product requirements. There are RPs that meet dimensional tight requirements (includes those that meet zero change), dimensional stability, and are stronger or stiffer based on product shape than other materials including steel. In most cases, a basic beam structure can be used in the design of parts. Conventional designs with other materials are based on single rectangular shapes or box beams because generally, in timber and in steel, they are produced as standard shapes. Their use in RP
1
9I n t r o d u c t i o n
components is often accompanied by a wasteful use of material, as in large steel sections. Using RP, the hollow channel such as I- and Tshapes designed with generous radii (and other basic plastic flow considerations during processing) rather than sharp comers, are more efficient on a weight basis. They use less material that might cause a high second moment of inertia. The moment of inertia of such simple sections possibly causing stresses and deflections is a matter of basic calculations using very simple theories (Chapters 7 and 8). Such non-rectangular sections are common in many RP or unreinforced plastic components. Channels, T-sections, and hollow corner pillars are found in crates and stacking containers, and inverted U-sections and cantilevers that are common in parts such as street lamp housings to aircraft structural parts. Where such latitude exists in designing shapes, as is found in RP materials, designs using large amounts of materials are not necessarily the best, nor do they give the best mechanical and physical performance per unit weight of material. For example, sometimes quite minute amounts of material judiciously placed in, as an example, an injectionmolded crate can make an important difference in the behavior of crates when stacked. Processing any plastics, reinforced or unreinforced, into curved panels is relatively easy and inexpensive. Panels fit the structural theory that curved shaped can be stiffer to bend than flat shapes of the same weight. However, to withstand external pressure, a square section component will usually be heavier than one that is circular and of the same volume. Both single- and double-curvature designs are widely used to ensure a more effective use of RP materials. An example of single curvature in a structural element is the RP translucent corrugated roofing panel that is inherently much stiffer than material of the same volume used as a flat sheet. The stiffness of corrugated panels under loading conditions can be calculated. To improve stiffness further, the corrugated panels can sometimes be slightly curved along the length of the corrugations. Double-curved shells can take the form of special domes, be saddle shaped, or use hyperbolic shapes, as featured in architectural design textbooks. These shapes can be made similar in modular forms molded with RP, thereby providing an efficient structural shape with a higher buckling resistance than special shapes of comparative curvature and thickness. Structural benefits are derived from using RP-faced sandwich designs in different shapes. In addition to shape and size, RPs often possess characteristics that
19
20 Reinforced Plastics Handbook
make them desirable from a design engineering approach, such as cost reduction, ease of fabrication, simplified installation, weight reduction, aesthetic appeal, and the potential to be combined with many other useful qualifies. Cost reduction is reviewed throughout this book. The form the RP takes is determined by the designer's conception or product requirements. It has no inherent form of its own so it must be shaped. This provides an opportunity to select the most efficient forms for the application. Shape can help to overcome limitations that may exist in using a lower-cost material with low stiffness. Tanks and vessels are shaped and fibbed to provide added strength and stiffness to oriented RPs in order to meet required stresses at the lowest cost. Their shape is selected for greatest efficiency. Enclosures of all types can be shaped to meet the requirements of its contents. Where electrical properties, particularly high resistivity are important, such as in insulating hangers for high-voltage electrical lines, RPs can be a logical choice compared to glass and other materials. When minimal strength requirements are to be met, URPs may be adequate. In contrast to the high electrical resistivity of most plastics, graphite fibers, and other fiber materials can provide electrically conductive RP materials. The generally low-specific gravity and high strength of reinforcement fibers such as glass, aramid, carbon, and graphite can provide other benefits. For example, the toughness of these fibers allows them to be molded into very thin constructions. Each have special characteristics, i.e., aramid fibers have increased wear resistance. Information on fiber reinforcements are reviewed in Chapter 2. Industry has learned that the high cost of corrosion in manufacturing can be reduced significantly using well-designed and well-applied RPs. There are a number of factors that have a marked influence on the service life of RP equipment that is used in corrosion service environments. These are: 1. the type of matrix plastic 2. the type of reinforcement 3. the sequence of fabrication of layers 4. the controlled distribution of plastic and reinforcement within the laminate 5. the proper design of the laminate to meet the stress requirements of the structure 6. well-controlled fabrication techniques to assure adequate cure (TS) of the plastic system and minimize faults such as voids and pinholes,
1
7.
9I n t r o d u c t i o n
frequently applying a protective surface plastic layer ranging from 10 to 15 mils in thickness.
The importance of the fabrication technique cannot be adequately stressed. In an appropriate application, a well-prepared RP laminate utilizing the proper materials will guarantee satisfactory performance. Laminates or structures containing the correct plastic matrix and reinforcement combination, but made poorly, will generally not meet expectations. Plastic matrices are largely immune to the electrochemical corrosion to which metals are often susceptible. Consequently, they can frequently be used profitably to contain water and corrosive chemicals that would attack metals (such as chemical tanks, water treatment plants, and piping to handle drainage, sewage, and water supplies). Plastics are subject to attack by some aggressive fluids and chemicals. However, not all plastics are attacked by the same materials. It is generally possible, therefore, to select a plastic matrix to meet a particular condition. Some plastics, such as high-density polyethylene (HDPE), are immune to almost any commonly found solvents. A few such as polytetrafluoroethylene (PTFE) are immune to almost any corrosive conditions. Tolerances should not be specified fighter than necessary for economical production. However, after production starts, the target is to mold as 'fight' as possible to be more profitable by using less material, reducing molding cycle time which results in lower fabrication cost. Serviceability limits are considered to determine performance of the product when subjected to service loads and environments. Service conditions represent those maximum or limiting conditions that are expected in service. Examples of serviceability limits that should be considered in the design of RPs include residual deformation, buckling or wrinkling, deflection and deformation, thermal stress and strain, crazing, and weeping. All plastics can be destroyed by fire, like other organic structural materials such as wood. Some burn readily, others slowly and with difficulty. There are those that do not support combustion upon removal of the flame. The URPs and RPs can be rated in standard codes for varying degrees of combustibility, but none is completely resistant to fire. In certain applications, such as aircraft and transportation vehicles, codes specify a time period prior to flame developing. Since fuel, oxygen, and heat are needed for fire, attempts to reduce the flammability of URPs and RPs center upon suppressing one or more of
21
22 Reinforced Plastics Handbook
these factors. The two most common approaches are the incorporation of flame-retardant functional groups in the molecular structure, and the use of additives. Frequently, both of these approaches operate in combination with reactive combustion promoting free radicals given off during combustion. Additives operate in several ways. The mineral types are resistant to fire and absorb heat. Because they are likely to be good heat conductors, they carry heat rapidly away from local hot spots, thus preventing or delaying the possibility of temperatures rising to the ignition point. There is hydrated alumina whose evaporation retards the raising of temperature until the water evaporates. Some chemical formulation additives, such as aromatics, sometimes form char in cellular forms that insulate the substrate against heat and access by oxygen, thus reducing the chance of fire. In addition, other additives and fillers are used to influence the degree of flammability. Smoke and other volatile combustion products may be as important as, or more important than flame. Gases may be completely innocuous, such as water and carbon dioxide generated by hydrocarbons which burn in sufficient oxygen. When oxygen is deficient, toxic carbon monoxide may be generated with organic plastics and other organic materials used extensively. Depending upon their chemical structure, gases may be noxious or toxic, and dense smoke may not be generated. Some of the most effective flame suppressants promote the formation of smoke. Thus, the designer may have to make a choice between flame and smoke. Sometimes the most effective fire retardants diminish the durability of the plastic matrices when the product is exposed to the outdoors. Again, it may be necessary to make a choice between requirements. Highly favorable conditions such as less density, strength through shape, good thermal insulation, a high degree of mechanical dampening, high resistance to corrosion and chemical attack, and exceptional electric resistance exist for certain plastics. There are also those that will deteriorate when exposed to sunlight, weather, or ultraviolet light, but then there are those that resist such deterioration. For room-temperature applications, most metals can be considered truly elastic. When stresses beyond the yield point are permitted in the design permanent deformation is considered a function only of applied load and can be determined directly from the usual static a n d / o r dynamic tensile stress-strain diagram. The behavior of most plastics is much more dependent on time of application of the load, history of loading, current and past temperature cycles, and environmental
1
9I n t r o d u c t i o n
conditions. This dependency relates to temperature, time, and load. Ignorance of these conditions has resulted in the appearance on the market of plastic products that were improperly designed (Chapter 7).
Responsibility Commensurate with Ability Recognize that people have certain capabilities; the USA law says that people have equal rights (so it reads that we were all equal since 1776) but some interrupt it to mean equal capabilities. So it has been said via Sun Tzu, The Art of War, about 500 Bc that now the method of employing people is to use the avaricious and the stupid, the wise and the brave, and to give responsibilities to each in situations that suit the person. Do not charge people to do what they cannot do. Select them and give them responsibilities commensurate with their abilities. People meet an endless succession of challenges in the workplace, at home, and elsewhere. Since this book concerns reinforced plastics, the target is to have qualified people with the willingness to get things done in the World of Reinforced Plastics. These types of people provide strength in the World of RP technology that provides company profits both financially and product performances. This technology is explained throughout this book.
23
Reinforcements
Overview Many combinations of reinforcements and plastics are used by the plastic industry to affect a diversity of performance and cost characteristics. These may be in layered form, as in typical thermoset (TS) polyester impregnated glass fiber mat, fabric and melamine-phenolic impregnated paper sheets, or molding compound form such as in glass fiber or cotton-filled/TS polyester, phenolic, urea, or nylon RPs. Inline compounds are prepared by injection molding or extruding with short and long glass (and other) fibers. As an example, chopped glass fibers (rovings, etc.) can be fed into an injection-molding machine or a single to twin-screw extruder where principally TP is melted and bonded to the fibers providing an excellent mix. All these resulting plastic RPs have many properties superior to the component materials (Chapter 4). Reinforcements can significantly improve the structural characteristics of a TP or TS plastics. They are available in continuous forms and chopped forms having different lengths, or discontinuous in form (whiskers, flakes, spheres, etc.) to meet different properties and/or processing methods. Glass fiber represents the major material used in RPs worldwide. Others provide higher structural performances, etc. The reinforcements can allow the RP materials to be tailored to the design, or the design tailored to the material (Figures 2.1 and 2.2 and Tables 2.1 to 2.3). The large-production reinforcing fibers used today are glass, cotton, cellulosic fiber, sisal, jute, and nylon. Specialty reinforcing fibers are carbon, graphite, boron, aramid, whiskers, and steel. They all offer wide variations in properties, weight, and cost.
2 . Reinforcements 25
Figure 2, I Comparison of specific strength vs. specific modulus of RPs. Specific properties are normalized by RP density (Pa or N/m 3 divided by kg/m 3) Epoxy
60% c a d ~
Steel
S.esl
I~polly
~en
Aluminum
Epoxy Epoxy
Su~in
Figure 2,2 Tensile stress-strain curves for different fiber/epoxy and aluminum and steel materials
Fibers in RPs are primarily used to reinforce a resin by transferring the stress under an applied load from the weaker resin matrix to the much stronger fiber. Plastics provide valuable and versatile materials for use as matrices, but other materials, such as metals, ceramics, and cements, are
Table 2.1
Properties of synthetic and natural-inorganic or organic and metallic fibers
Fiber Synthetic-Inorganic Conventional glass (Type €1 Beryllium glass Quartz (fused silica) Carbon Aluminum silicate Graohite Rock wool Natural-inorganic asbestos Metals and refractories Steel Aluminum Tungsten Ta nta I u rn MoI ybden u m Magnesium Synthetic-organic FI uorocar bon Polyester Acrylic Polya rnide Cellulose acetate Regen era ted ce IiuI ose [rayon] Natural organic Cotton Sisal Wool
sp. GI:
length, in.
Diameter, P.
Tensile strength 1 0 3 , psi
Modulus o f elasticity x 10-6,PSI
Heat resistance, "F
Coeffof linear expansion 2.8 6 5-7 1-3 1-8
2.6
-e b
5-15
400
10.5
2.6 2.2 1.8 2.7 3.9 1.6
-0. b
5-15 8-10 1-100 2-20
280 100-350 20 100-600
12-20 10-25 1-4 2-1 5
6OOc 1500d 1500d 35OOc 6200e 3300d
to 4
2-30
2-20
-
6764'
0.6-4
2.2 2.8
up to 4
1-22
2800d
2-6
2.5
up to 4
1-3
0.02
100-200
2770d
20-25
1-25 4-20 20 5 5-20 6-1 5
200-400 60-90 200 70-90
20-30 10 58 28 42
2920e 1212e 61 50e 5390e 4700e 1200e
8-10 17-20 4.5 6.6 5.4 8-20
20 10-25 10-25 10-40 11-44 10-40
47 100 50 70- 120 25 30-105
17 19 28
50- 100 120 29
7.8 2.8 19.3 16.6 10.2 1.8
-0,b
-0.4
up to 10 UD
-o,b -0. b
up to 1 up to 0.5 up to 0.5 -0, b
2.2 1.4 1.2 1.1 1.3 1.5 1.6 1.3 1.3
up to 2 up to 24 UD to 15
Filament DStaple 'Softens dDecomposes 'Melts Tublimes Wsed up to this temperature
40
6
0.4 -
-
525' 480e 450e 480e 500e 400d 2759 21 29 21 29
i
?
8 P I ! b vl
9
2
I a a
P
U 0 0
x
eN
o
c-
~5
o
o
c-
o
x
r
Table 2.2 Examples of mechanical properties of unidirectional RPs ~
Transverse compressive strength MPa [Ksi) ~
o
~
lnplane shear strength MPa (Ksi)
0
0 I'~
0
0 ~
0
0 qo
.~,
0 O0
0
0 o'~
00
0 I'~
LO
co
0
~
0 I~
LO
0
co
~
0 r'.-
Lr~
0 00
0 0
LO
,--~
0 0
LO
,--
C~l ,~.~ ~ .
o
0
~. W ~. o
0
O eO
0
O cO
0
O O
0
O ~--
0
o
O cN
0
o o '~- c o
O CO
620 (90) 280 (40) 3310 (480) 1380 (200) 1380 (200) 760 (110) 280 (40) 280 (40) 0
O CO
0
O LC~
O O OU
1520 (220) 3530 (510) 1380 (200) 900 (130) 900 (130)
40 (7) 30 (4.3) 70 (10) 41 (6) 41 (6) 41 (6) 20 (3) 20 (3)
0 Q/
~'~'~
O O OU
LO C'q
O CO c~
LO C~I
O CO ~
0 ~
O CW ~
LO C'q
O ~cN
1.0 LO C'xl C'q
qO
O ~C'~
'~" CO
1020 (150) 1240 (180) 1240 (180)
Axial compressive strength MPa (Ksi)
~
o
Transverse tensile strength MPa (Ksi)
O C~ O
0
d o o d o d o d
00 C~I
cO
~-
qO
(9")
cO
~:
CO
OU
r~.
~-
c~
OU
co
~-
0.28 0.34 0.25 0.25 0.25 0.20 0.25 0.25
Axial tensile strength MPa [Ksi)
N~
.tll
Poisson's Ratio 0
r,D
O
5.5 (0.8) 2.1 (0.3) 4.8 (0.7) 4.1 (0.6) 4.1 (0.6) 4.1 (0.6) 4.1 (0.6) 4.1 (0.6)
"B.~
~
~-
0
~
_o
O
0
~
c4
0
.~ ~._
OU
0
~
~
r~
0 _o
~-
c'0
_o
c ~ m ~ ~ v
o
0
o
~
2 (1.8) 5.5 (0.8) 19 (2.7) 10 (1.5) 10 (1.5) 9 (1.3) 9 (1.3) 9 (1.3)
~-
45 (6.5) 76 (11) 210 (30) 145 (21) 170 (25) 310 (45) 480 (70) 480 (70)
cN
E-glass Aramid Boron SM carbon (PAN) UHS carbon (PAN) UHM carbon (PAN) UHM carbon (pitch) UHK carbon (pitch)
~
L~
Transverse modulus GPa [Msi)
E
Fiber
Axial modulus GPa (Msi)
lnplane shear modulus GPa (Msi)
140 (20) 140 (20) 280 (40) 170 (25) 170 (25) 170 (25) 100 (15) 100 (15)
70 (10) 60 (9) 90 (13) 80 (12) 80 (12) 80 (12) 41 (6) 41 (6)
2-Reinforcements 27
28 Reinforced Plastics Handbook Table 2.3 Cost comparison of type fibers and mechanical properties (glass cost = 100)
Structural requirement
Compressive strength Tensile strength Tensile modulus
E-glass
Carbon (1997)
Carbon (2000)
Weight Cost
Weight Cost
Weight Cost
1000 1000 1000
1.00 1.00 1.00
419 267 147
6.91 4.40 3.14
419 267 147
2.88 1.84 1.30
Source: Reinforced Plastics
also used as matrices for fibrous reinforcement composites. For an efficient RP under stress, the elongation of the fiber must be less, and its stiffness modulus higher, than that of the matrix. Stress transfer along the all-important fiber/matrix interface can be improved by use of sizings, binders, or special coupling agents. The diameter of the fiber also plays an important part in maximizing stress transfer. Smaller diameters give a greater surface area of fiber per unit weight, to aid stress transfer in a given reinforcement context.
Glass Fibers Glass fibers, the most widely used at over 90% of all reinforcements with TSs or TPs matrixes, arc available in many forms for producing different commercial and industrial products. They also include parts in aircraft to space vehicles, and surface water to underwater vehicles. The older and still most popular form is E-glass. Other forms of glass fiber are used that meet different requirement such as S-glass that produces higher strength properties. Materials in the form of fibers are often vastly stronger than the same materials in bulk form. Glass fibers, for example may develop tensile strength of 7 MPa (1,000,000 psi) or more under laboratory conditions, and commercial fibers attain strengths of 2,800 to 4.8 MPa (400,000 to 700,000 psi), whereas massive plate glass breaks at stresses of about 7 MPa (1000 psi). The same is true of many other materials whether organic, metallic, or ceramic. Compression wise there are plate glasses that are the strongest of any material (steel, etc.) however very weak under other loads. Acceptance and use of nonwoven fabrics as reinforcement of structural plastics continues to increase. Theoretically only with nonwoven fiber
2 . Reinforcements 29
sheet structures can the full potential of fiber strength be realized. Great advances have been made in developing new fibers and plastics, in new chemical finishes given to the fiber, in methods of bonding the fiber to the plastic, and in mechanical processing methods. Nonwoven fabrics are inherently better able to take advantage of these developments than are woven products. Strength of commercial RPs is far below any theoretical strength. Ordinary glass fibers are three times stronger and stiffer for their weight than steel. Nonwoven glass fiber structures usually have strength about 40 to 50% below that of woven fabric lay-ups. In special constructions, properly treated fibers have produced products as strong as the woven product, better in some cases. RPs are usually applied as laminates of several layers. Many variables are important in determining the performance of the finished product. Some of the important ones arc orientation of plies of the laminate, type of plastic, fiber-plastic ratio, type or types of fibers, and directional orientation of fibers (Chapter 7). Nonwoven fabrics are fibrous sheets made without spinning, weaving, or knitting. They include felts, bonded short to long fiber fabrics, and papers. The interlocking of fibers is achieved by a combination of mechanical work, chemical action, moisture, and heat by either textile or paper malting processes. Still stronger and stiffer forms of fibrous materials are the unidirectional crystals called whiskers. Under favorable conditions, crystal-forming materials will crystallize as extremely fine filamentous single crystals a few microns in diameter and virtually free of the imperfections found in ordinary crystals. Whiskers are far stronger and stiffer than the same material in bulk form. To date their use is limited principally due to special handling requirement during fabrication into RPs and cost. Fine filaments or fibers by themselves have limited engineering use. They need support to hold them in place in a structure or device. This is accomplished by embedding the fibers in a continuous supporting matrix (plastic) sufficiently rigid to hold its shape, to prevent buclding and collapse of the fibers, and to transmit stress from fiber to fiber. The matrix may be, and usually is, considerably weaker, of lower elastic modulus, and of lower density than the fibers. By itself, it would not withstand high stresses. When fibers and matrix are combined into a plastic composite, a synergistic effect occurs; combination of high strength, rigidity, and toughness frequently emerges that far exceed the properties in the individual constituents. Glass fibers are a family of short (staple, chopped, milled), long chopped, or continuous fiber reinforcement, used widely with both TSs
30 Reinforced Plastics Handbook
and TPs for increased strength, dimensional stability, thermal stability, corrosion resistance, dielectric properties, etc. (Figures 2.3 and 2.4). ~IL
HIGHER
~
1
GER
JCONCENTRATIONI / / MORE ~ / ORIENTATI~~
~
~
~
BETTER T FIBERS ~~176 - 150
0.2
360-420 330-380
340-425 360-390 120-160 110-180
65-175 140-190 1.1 0.7
0.4-0.7 0.2-0.5
Glass fiber content [%]
Average specific heat [kJ/(kg x K)]
10-30
1.3 1.1
Processing temperature
Polycarbonate Polycarbonate-GR Poly(ethylene terephthalate) Poly(ethylene terephthalate)-GR Poly(butylene terephthalate) Poly(butylene terephthalate)-GR Polyetheretherketone Polyetheretherketone-G R
PC PC-GR PET PET-GR PBT PBT-GR PEEK PEEK-GR
1.2 1.42 1.37 1.5-1.53 1.3 1.52-1.57 1.32 1.49
Polyamide 6 (nylon-6) Polyamide 6-GR Polyamide 66 (nylon-66) Polyamide 66-GR Polyamide 11 Polyamide 12 Polyamide-imide
PA 6 PA 6-GR PA 66 PA 66-GR PA 11 PA 12 PAl
1.14 1.36-1.65 1.15 1.20-1.65 1.03-1.05 1.01-1.04 1.4
Poly(phenylene sulfide)
PPS
1.64
Poly(etherimide) Poly(ether sulfone) Polyether ketone Polysulfone
PEI PES PEK PSU
1.27 1.6 1.3 1.24
Polyurethane
PUR
1.2
1.85
195-230
20-40
0.9
Phenol-formaldehyde resin Melamine-formaldehyde resin Melamine/phenol-formaldehyde resin Unsaturated polyester Epoxy, epoxide
PF MF MPF UP EP
1.4 1.5 1.6 2.0-2.1 1.9
1.3 1.3 1.1 0.9 1.7-1.9
60-80 70-80 60-80 40-60 ca. 70
170-190 150-165
1.2 1.2-2 0.8-1.8 0.5-0.8 0.2
20-30 30-50 30 30-50 30-35
1.8 1.26-1.7 1.7 1.4 2.4 1.2 _
40 30 .....
30-80
160-180 150-170
160-170
S~
m
m ,
-r 0 "
o o
T a b l e 3 . 6 continued
Material
Symbol
Density [g/cm3]
Glass fiber content [%]
Average specificheat [kJ/[kg x K)]
Processing temperature [~
Mold temperature [~
Shrinkage [%]
Polystyrene Styrene-butadiene Styre ne-a crylo n it ri le Acryl o n itri Ie- b utad ie ne-styre ne Acrylonitrile-styrene-acrylate
PS SB SAN ABS ASA
1.05 1.05 1.08 1.06 1.07
1.3 1.21 1.3 1.4 1.3
180-280 170-260 180- 270 210- 275 230-260
10-40 5-75 50-80 50-90 40-90
0.3-0.6 0.5-0.6 0.5-0.7 0.4-0.7 0.4-0.6
Low-density polyethylene High-density polyethylene Polypropylene Polypropylene-G R Polyisobutylene Poly(4-methyl pen tene- 1)
LDPE HDPE PP PP-GR PIB PM P
0.954 0.92 0.917 1.15 0.93 0.83
2.0-2.1 2.3-2.5 0.84-2.5 1.1 - 1.35 -
160-260 260-300 250-270 260-280 150-200 280- 310
50-70 30-70 50-75 50-80 50-80 70
1.5-5.0 1.5-3.0 1.0-2.5 0.5-1.2 1.5- 3.0
Poly (vinyl chloride) Poly (vinyl chloride) Poly (vinylidene flouride) Polytetra flou roethylene
PVC soft PVC rigid PVDF PTFE
1.38 1.38 1.2 2.12-2.17
0.85 0.83-0.92 O.12
170-200 180-210 250-270 320-360
15-20 30-50 90-100 200-230
90 80-100 80-100
1.9-2.3 0.5-0.7 >0.7
Cellulose acetate Cellulose acetate butyrate Cellulose propionate
CA CAB CP
1.27-1.3 1.17-1.22 1.19-1.23
1.3-1.7 1.3-1.7 1.7
180-230 180-230 180-230
50-80 50-80 50-80
0.5 0.5 0.5
30
30
=~,
m, Ill
I,O
120 Reinforced Plastics Handbook
but also mineral reinforcements and high performance fibers (carbon fiber, etc.). The number of carbon atoms in the monomer differentiates the various nylon types: 6, 6 / 6 are the main types, but there are also 6 / 9 , 6/10, and 6/12. Specialty grades include 11, 12 and 4/6. Each has specialty performances. Nylons are generally a very tough material, with excellent all-round chemical resistance. Heat resistance varies with the molecular count. It is most commonly reinforced with glass fiber, either short or long fiber lengths, in injection molding pellets, adding significantly to mechanical properties. Addition of glass fiber, however, tends to reduce the impact strength of the compound and an elastomeric component is often included to compensate. High fiber loadings are possible, giving particularly good heat resistance. Materials in the nylon family have relatively high moisture absorption, meaning that they require drying before molding. Dimensional stability and tolerances can be affected by moisture pickup in the first few days of service, reaching equilibrium at about 2.7 wt% moisture content in air at 50% relative humidity and about 9-10% in water. Carbon fiber-reinforced PAs may be used for conductive and electrical shielding applications where high mechanical properties are also required, and for applications requiring a measure of internal lubrication, slip and good wear-resistance. Mineral-reinforced PA (with talc or mica) offers very good dimensional stability, and low shrinkage and warpage. Using lower-cost intermediates, glass-reinforced PA 6 / 6 can compete effectively with engineering resins such as PPS, PA 46, PA 6, and the aromatic nylons. Prepregs for RTPs, using a PA 12 powder coating combined with woven webs of glass/carbon and aramid are manufactured. They, and laminates made from them, are characterized by low weight and high chemical resistance. They can be molded as a secondary stage and can be combined with carboxylated rubbers without the use of coupling agents or adhesives. Nylon 6 / 6 is the most widely used, followed by nylon 6, with similar properties except that it absorbs moisture more rapidly and its melting point is 21C (70F) lower. In addition, its lower processing temperature and less crystalline structure result in lower mold shrinkage. Nylon 6 / 6 has the lowest permeability by gasoline and mineral oil of all the nylons. The 6 / 1 0 and 6 / 1 2 types are used where lower moisture absorption and better dimensional stability are needed. Nylons 11 and 12 have better dimensional stability and electrical properties than the others because they absorb less moisture. These more expensive types also are compounded with plasticizers to increase their flexibility and ductility.
3
9Plastics 121
With nylon, toughening and technology advancements super tough nylons became available. Their notched lzod impact values are over 10 J / m (20 ft-lb/in), and they fail in a ductile manner. A new class of semi-aromatic, high- temperature nylons and their compounds has been introduced (Japan's Kuraray Co. Ltd.)called Genestar PA9T. They compete in cost-performance with nylons 6 / 6 and 4 / 6 , other high temperature nylons and polyphthalamides, PPS, and LCP. PA9T is reported as a poly 1,9-nonamethylene terephthalamide. It is described as unique because it is a homopolymer, has semi-aromatic cores, and has a longer (nine-carbon) hydrocarbon chain structure than other high temperature nylons, which are based on PA6T (six-carbon) structures. There are liquid castable monomers that polymerize and become solid at atmospheric pressure. From these nylons complex products several inches thick and weighing hundreds of pounds can be cast with and without reinforcements. Another castable liquid monomer is a moldable transparent material. This amorphous type offers better chemical resistance than other TPs that are transparent. Polyarylates
PARs are aromatic polyesters (amorphous aromatic TP polyester) with a structure similar to that of polycarbonate (PC), which is also reflected in their physical properties. They are tough materials, with good processing characteristics, high heat distortion temperatures, and good resistance to weathering. A related group is polyester carbonates (PEC), or polyarylcarbonates, which are true copolymers (not to be confused with blends of polycarbonate and polyester). They exhibit an excellent balance of properties such as stiffness, UV resistance, combustion resistance, high heat-distortion temperature, low notch sensitivity, and good electrical insulating values. Uses include for solar glazing, safety equipment, electrical hardware, transportation components, and in the construction industry. They are used primarily in electronic/electrical and automotive applications. Polyearbonates
PCs is one of the strongest of TPs, with good overall heat resistance, excellent electrical properties, tough, heat and flame resistant, dimensional stabile, with stands boiling water, and environmentally-friendly. Moreover, they are transparent and resistant to a variety of chemicals (though not to organic solvents). They also have good dimensional stability, moisture pick-up is low and there is good resistance to creep. Outdoor exposure
122 Reinforced Plastics Handbook can cause some discoloration and embrittlement, but this is corrected by additives. Glass-reinforced PCs offer very high tensile strength and modulus, high impact strength, and other properties. Creep resistance, which is already excellent throughout a broad temperature range, can be further improved by a factor of two to three when PC is reinforced with glass fibers. Polyesters, TP The popular thermoplastic polyesters are polybutylene terephthalate (PBT) and polyethylene terephthalate (PET). TP polyesters are in a family of polyesters that has widely varying and important range of properties. There are the two major groups of the TPs (with comparatively high melting points) and the TSs (which are usually typified by a crosslinked structure). TP polyesters are often called saturated polyesters to distinguish them from unsaturated polyesters that are the TSs. Overall the TP polyesters have properties similar to those of nylons, but offering lower moisture absorption and therefore better dimensional stability. The key practical difference between them is in speed of crystallization during processing (which establishes the optimum mechanical properties). PBT shows high speed of crystallization and can give fast molding cycles even at low mold temperatures (65-85C). PET does not reach its optimum properties until the level of crystallinity is raised by special processing and/or the molecules are oriented. For molding to technical component standards, it must be modified to achieve the rate of crystallization at the low temperatures needed for fast cycles. PET matrix in a glass fiber mat TP sheet molding material is produced. A 40 wt% glass-reinforced PET was used by Chrysler for the four exterior body panels of its experimental Compact Concept car (with the comment that it would be possible to produce the resin matrix by chemically recycling waste drinking bottles). Commercially the PBTs are used widely in electrical/electronics applications, for housings, covers and base plates, and for applications involving relatively high heat. For PET, with its more applications where orientation is used to stabilize the melt, for injection/stretch molded bottles for carbonated drinks and for high-performance film for packaging, magnetized tapes, and optical materials. It is injection molded with reinforcements such as glass fiber, provides for useful products, especially for electrical components. Moldings show very good stability and resistance to warpage. PBT is used as a matrix material for RPs, with its crystallization offering high rigidity and tensile strength, low polarity giving high dimensional
3-Plastics 123 stability even at high atmospheric humidities, and a terephthalic acid component giving high thermal stability. Properties are significantly improved by the addition of glass fiber (for example, a 50 wt% fiber addition will boost rigidity and strength to 19,000 MPa), making PBT a potential candidate in applications which have hitherto the province of metals. Despite optimum processing conditions, however, addition of glass fiber to PBTs results in loss of good surface appearance (often described as the glass fiber effect). Technology has been developed by BASF that allows high (up to 50%) reinforcement loadings, without loss of high surface finish when molded, for production of new all-plastics automotive windscreen wiper systems. The key is to modify the crystallization behavior of the matrix PBT, using copolymers to make the whole system more amorphous. This effect is especially pronounced where the lowest temperatures occur during molding, such as the surface of the molding tool. Molding with high glass fiber content and a high surface appearance can be produced. Applications include all-plastic windscreen wiper systems, where it has been possible to integrate parts and reduce the complexity of the component (and eliminate the need for painting), with 30% and 50% glass-reinforced PBTs. Other potential applications include housings for door mirrors and headlamps. Another significant improvement has been made by blending 20 wt% glass fiber (GF) PBT with acrylonitrile-styrcne-acrylate copolymcr (ASA), giving a major improvement in warpage properties and other advantages. The PBT component contributes good mechanical properties and processability while the ASA, due to its amorphous character, is characterized by extremely low warpage. Scanning electron micrographs of the polymer phase show that incorporation of compatibilizers produces a homogeneous dispersion of ASA in the partially crystalline PBT matrix. Warpage, which is normally a problem in crystalline materials, is significantly improved; flow is also improved, giving shorter molding cycles and density is also reduced compared with a standard 20% GF PBT grade, resulting in a cost-saving.
Polyethylenes Also called polythene. Representing the largest used plastic with very little using reinforcements, PEs are of the olefin family with many different formulations [US consumption HDPE 42 wt%, LLDPE 27%, LDPE 20%, EVA 4%, others (VLDPE, MDPE, UHMWPE, etc.) 7%]. By far the largest volumes of these unreinforced materials go into film
124 Reinforced Plastics Handbook for packaging and many other applications. PE is one of the most versatile of plastics. In common usage these translucent, wax-like plastics have no less than 85% ethylene and no less than 95% total olefins. These TPs can be cross-linked by irradiation or chemically resulting in TSs with improved strength and dielectric properties. PEs comes in a range of densities, of which those relevant to RPs are low density PE (LDPE) and high density PE (HDPE). PE is rarely encountered as a matrix for RPs, though it forms a useful neutral carrier for specialty concentrates and master batches, for pigments, conductive/ antistatic compounds, and other specialties. Recent work, however, has produced high-performance PE fibers that are targeted to have a useful role to play in the future, as reinforcing materials (Chapter 2). Polypropylenes PP, by virtue of its increasing value as an injection moldable material with capability of offering useful relatively low cost engineering properties, is now the second most important RTP, in volume terms, after reinforced nylon, and it could possibly overtake this group. Particularly for the automotive and appliance industries (and in reinforced structural foam compounds) PP compounds reinforced with glass fiber, talc or mica are widely used. To make it possible to bond glass fiber to a PP matrix, special chemical coupling materials and technologies have been developed. Long-fiber and continuous fiber reinforcement technology with PP produce molding materials with higher tensile strength and semi-finished materials such as sheet and tape which arc beginning to find applications, mainly in structural parts. Both glass- and mineral-reinforced PPs appear to have greatest potential in the automotive industry, the former for lightweight structural parts such as bumper supports, where the mass-production advantage of injection molding can be utilized, and the latter for many general applications such as interior components, where acrylonitrile-butadienestyrene (ABS) is being partly displaced. A growing advantage of reinforced PP is its facility for recycling, and many producers now have programs to take back used or scrapped parts for recovery and reprocessing. An interesting new material is syntactic TP foam with high thermal insulation properties. It is based on a PP matrix incorporating small hollow glass microsphercs containing inert gases offering good insulating sheath for pipelines conveying hot oil f}om distant wells (Chapter 2). The advanced RP offers a combination of lighmess in weight with high compressive strength and can be formed rapidly into pipeline sheaths.
3. Plastics 125 PP production technology controls the geometry of the molecule by means of sophisticated catalysts, such as metallocenes. While greatly improving the productivity of the process (and minimizing residues that have to be removed from the polymer during production), these highyield catalysts provide a range of PP types, from flexible/elastic to tough/rigid. They are well suited for RPs and to alloying with other plastics, to produce engineering (or at least 'engineered') TPs with improved physical properties, on what is basically an inexpensive PP backbone. Polystyrenes PSs is high volume worldwide consumed plastic principally unreinforced. It is used in many different formulations. PS is noted for its sparkling clarity, hardness, low water absorption, extreme ease of processing general purpose PS (GPPS), excellent colorability, dimensional stability, and relatively low cost. This amorphous TP often competes favorably with higher-priced plastics. It is available in a wide range of grades for all types of processes. In its basic crystal PS form it is brittle, with low heat and chemical resistance, poor weather resistance. High impact PS (HIPS) is made with butadiene modifiers that provide significant improvements in impact strength and elongation over crystal polystyrene, accompanied by a loss of transparency and little other property improvement. Modifications available to the basic GPPS include grades for high heat and for various degrees of impact resistance. There are ignition-resistant polystyrenes (IRPSs). Some examples of members in the PS family are compounds of ABS, SAN, and SMA (styrene maleic anhydride). The structural characteristics of these copolymers are similar, but the SMA has the highest heat resistance. Although it is technically possible to add glass fiber to PSs and styrene copolymers (ABS, etc.), there has been little commercial interest to date, due to the relative cost of additional reinforcement against the limited improvement in performance.
Acrylonitrile-Butadiene-Styrenes Popularly used ABS is an amorphous terpolymer composed of acrylonitrile, butadiene, and styrene. These materials are processed by most methods including injection molding, extruding, and thermoforming. They provide a tough, hard, not brittle, rigid plastic with good chemical, electrical and weathering characteristics, low water absorption, resistance to hot-and-cold water cycles, good dimensional stability, high abrasion resistance, and some grades are easily electroplated. Often considered as a modified PS since its properties resemble PS, except that its
126 Reinforced Plastics Handbook impact strength is much higher. There is only limited use of reinforced grades.
Styrene Maleic Anhydrides SMA is a copolymer of styrene and acrylonitrile, offering good chemical resistance, good impact strength, and high heat distortion temperature, putting it more firmly in the sector of engineering TPs. It competes with PP-glass mat TP particularly when using modified styrene maleic anhydride polymer (mSMA). With injection molding, manufacturer DSM reports cost savings of 15-20% against press-molded PP-RP, for an automobile front fascia. On an annual production of 300,000 moldings, it concludes: investment in molding lines is lower than with RP stamping because of shorter cycle times with injection molding, reject rates are considerably lower, material losses are lower, and by far labor costs are lower. Per part, the average cost was calculated at Dutch guilders (NLG) 31.7 for mSMA compared with NLG 39.1 for PP-RP on 50,000 parts, and NLG 30.1 compared with NLG 37.6, on 300,000 parts per year. For equal stiffness, average wall thickness of the mSMA part was 2.6 mm, compared with 4.2 mm for the equivalent PP-RP part, and both moldings weigh the same, at 4.1 kg.
Polyvinyl Chlorides PVC is one of the major standard plastics. It possesses exceptional flexibility in formulation and processing producing flexible to rigid plastics. Rigid PVC, so-called poor man's engineering plastic, has a wide range of properties for use in different products. It has not been generally seen as a candidate for reinforcement (although in a great many of its applications it forms the matrix for RP products, such as reinforced hose, conveyor belting and heavy-duty fabrics). For processing, it must be compounded with stabilizers and lubricants. A rigid glass fiber-reinforced PVC extrusion compound by Solvay replaced the metal in side-protection strips on the Opel Astra car. The compound was coextruded together with a flexible PVC compound. The compound provided a low coefficient of linear thermal expansion (2.5 x 10 -5 K-1) and good adhesion to the car body. Recycling was facilitated, because the two compounds were compatible and there was no metal insert.
High Performance Thermoplastics While the heat stability of the so-called engineering TPs may be adequate for a large number of general-purpose applications, clearly
3 . Plastics 127
there is a place for materials that, while retaining the processing advantages of TPs, raise the heat stability ceiling. For ease of classification, this level may be taken as a continuous operating temperature of above 180C (356F). Addition of reinforcement raises this level. A group of TPs with performance above this level is characterized also by good mechanical properties and particularly good flammability performance (self-extinguishing, low smoke emission when burning). They can all be reinforced, with glass, carbon, or other higher performance fibers, and are often used in this way Tables 3.7 and 3.8). Examples of these materials follow: Polyetherimides PEIs is amorphous and transparent amber in color, giving high temperature resistance, rigidity, and impact strength. Good long-term creep resistance makes it an alternative to metals in some structural applications. It offers particularly good flammability performance, rated UL V-O at thicknesses as low as 0.010 in. It meets FAA standards for aircraft interiors, and is also useful for medical/pharmaceutical applications and in high-heat electrical,/ electronics components. Reinforced forms include glass- and carbon-fiber versions, and PE1 can itself be drawn into a fiber for use as a reinforcing material. Polyimides The first so-called high-heat-resistant TPs were the PIs family of some of the most heat- and fire-resistant plastics known. They are available in both TPs and TSs. Moldings and laminates are generally based on TSs, though some are made from TPs. PIs are available as laminates and in various shapes, as molded parts, stock shapes, and plastics in powders and solutions. Porous PI parts are also available. Uses include critical engineering parts in aerospace, automotive, and electronics components subject to high heat, and in corrosive environments. Generally, the compounds that are the most difficult to fabricate are also the ones that have the highest heat resistance. They have a density of 1.41 to 1.43, tensile strength of 12,000 psi at 73F, and an elongation of 6.8% at that same temperature. They have a low coefficient of expansion. PIs retain a significant portion of their room temperature mechanical properties f r o m - 2 4 0 to 315C (-400 to + 600F) in air. The service temperature for the intermittent exposure of PIs can range from cryogenic to as high as 480C (900F). Their deformation under a 28 MPa (4.000 psi) load is less than 0.05% at room temperature for 24 hours. Glass fiber reinforced PIs retain 70% of their flexural strength and modulus at 250C (480F). Creep is almost nonexistent, even at high temperatures.
m o
e~
Table 3.7 Comparison of high performance reinforced thermoplastics with 40 wt% glass fiber
m
Polyphenylene Polyether sulphide etherketone Polyphthalamide
Polyimide
Polysulphone
Polyethersulphone/ polyarylsulphone
198
290
274
482
374
435
Continuous use temperature
400-450
400-450
400-450
500-550
300-340
350-400
Heat distortion temperature
500
550
530
640
365
415
Tensile strength
26,000
28,000
36,000
27,500
19,000
23,000
Tensile modulus
2.6
2.6
2.5
2.4
1.7
2.0
Tensile elongation
1.6
2.5
2.0
2.0
1.7
1.5
Flexural strength
37,000
41,000
50,000
37,000
25,000
31,000
Flexural modulus
2.0
1.8
2.3
1.8
1.4
1.6
Glass transition temperature
(Tg)
Impact strength
1.7
2.3
2.2
2.2
1.6
2.0
Specific gravity
1.65
1.61
1.53
1.57
1.56
1.68
.
.
Source: RTPCo.
.
.
.
.
.
.
.
Ill
Polyetherimide 415
Liquid crystal polymer
350-400
400-500
31,000
15,000
500-600
2.0
2.7
43,000
20,000
1.0
1.6
2.3
1.59
1.70
2.1
. . . . . . . . . . . .
"I" :3 0. O" 0
0
410
2.5
Itt
1.2
Table 3,8 Comparison of high performance unreinforced and reinforced thermoplastics
Unreinforced Unit
Polyether sulphone
Polyether imide
Reinforced with 30O/oshort glass fiber Poly-phenylene sulphide
Melting point Glass transition temperature
~ ~ ~ ~
220 428
340 640 215 419
277 531 190 374
Heat distortion temperature UL rating continuous use Tensile strength Flexural Modulus Izod impact strength
~ ~ ~ ~ MPa psi x 103 GPa psi x 106 J/m ft Ib/in
205 401 180 356 85 12.3 2.6 0.37 90 1.68
200 392 170 338 105 15.2 3.0 0.43 50 0.93
135 275 220 428 75 10.8 4.2 0.60 16 0.29
Polyether sulphone
215 419 180 356 160 23.2 10 1.45 90 1.68
Polyether Poly-phenylene im ide sulphide
210 410 180 356 160 23.2 10 1.45 100 1.87
260 500 180 356 135 19.5 11 1.59 22 0.41
m,,. IJl
I,o
130 Reinforced Plastics Handbook
These materials have good wear resistance and a low coefficient of friction, both of which are factors that can be further improved by including additives like PTFE. Self-lubricating parts containing graphite powders have flexural strengths above 69 MPa (10,000 psi.) Their electrical properties are also outstanding over wide temperature and humidity ranges. They are unaffected by exposure to dilute acids, aromatic and aliphatic hydrocarbons, esters, alcohols, hydraulic fluids, Jp-4 fuel, and kerosene. They are, however, attacked by dilute alkalis and concentrated inorganic acids. PIs show good radiation resistance, and retain useful properties after absorbing radiation doses as high as 6.000 megarads. Polyimide laminates curing conditions are 200 psi at 370C for 1 h. Laminates have shown 25% strength retention after 1000 h at 315C. The resins do lose considerable strength in air at service temperatures above 315C. PIs are essentially nonfusible and difficult to fabricate by conventional shaping processes. Parts are fabricated by techniques ranging from powder metallurgy methods to modifications of conventional injection, transfer, compression, and extrusion that include ram instead of screw plastication (Chapter 5). Polyketones PK are crystalline engineering TPs that provide high performing thermal [240-245C (465-475F)], mechanical, chemical, and electrical properties. They are self-extinguishing, with low smoke emission on burning, and hydrolytic stability. They are used in a variety of products with and without reinforcement for the electrical, automotive, aerospace, chemical, and oil industries. They compete for applications with ceramics, glass, metals, thermoset plastics, and heat-tolerant and chemical resistant engineering thermoplastics such as polysulfone, polyimide, polycarbonate, fluoropolymer, and some nylons. The family of PKs, also called polyaryletherketones (PAEKs), consists of polyetheretherketone (PEEK), polyetheretherketoneketone (PEEKK), polyetherketone (PEK), and polyetherketoneetherketone-ketone (PEKEKK). They share similar molecular structures based upon repeating ether and ketone groups in various ratios. Cost of the resins is high but, in RPs with high-performance fibers, there are many applications in the aerospace and defense industries, electrical and atomic installations, and industrial and electronics products. Compounds for injection molding are available, but the major area of application is with thermoplastic prepreg materials, using mats, fabrics and/or continuous fiber.
3
9Plastics
Polyphenylenes The polyphenylcne-based thermoplastics family includes polyphenylcne ether (PPE), polyphenylene oxide (PPO), and polyphenylene sulphide (PPS). They have been one of the most successful groups introduced in the medium/higher range of cost/performance, with good heat stability and particularly good flammability properties. PPEs compounds are characterized by outstanding dimensional
stability, low water absorption in the engineering TPs, broad temperature ranges, excellent mechanical and thermal properties from -46 to 121C (-50 to 250F), and excellent dielectric characteristics over a wide range of frequencies and temperatures. Several injection molded and extrusion grades arc rated UL 94 V-1 or V - O including the glass fiber reinforced compounds. Because of their hydrolytic stability, both at room and elevated temperatures, blended parts in PPE can be repeatedly steam sterilized with no significant change in their properties. When exposed to aqueous environments their dimensional changes are low and predictable. PPEs resistance to acid bases and detergents are excellent. However, it is attacked by many halogenated or aromatic hydrocarbons. Foamable grades have service temperature ratings of up to 96C (205F) in 1/4 in. sections. PPOs was developed in the 1960s but proved very difficult to process until the development of technology to compound it with other polymers, such as polystyrene. Subsequently, as modified PPO, it has become a key engineering TP, largely complementary to ABS. It has good mechanical properties, with good resistance to heat and excellent dimensional stability. Electrical properties are also excellent. Resistance to chemicals is good, but not all-round. It is also known as PPE. Grades with glass and other fiber reinforcements are available. PPSs is one of the more successful of the medium/higher performance TP matrices for RPs. It has high heat resistance, with good strength and stiffness, good mold ability, good electrical properties, and outstanding resistance to chemicals. It is also inherently flame retardant. It is available as standard short and long fiber-reinforced granules, for injection molding, or as compression and extruded sheets reinforced with glass or carbon mat or woven fabrics. The latter form exhibit five to seven times the impact strength of conventional short-fiber granules, absorbing some 10-20 times more energy from impact, which is retained from -40 to 260C (-40 to 500F). Mat-reinforced PPS materials show a metal-like fatigue limit. Creep resistance is excellent.
131
132 Reinforced Plastics Handbook
The chemical resistance of PPS is excellent. It has no known organic solvents at temperatures below 204C (400F) and RPs are not affected by most solvents, lubricants and chemical environments found in oil production, aircraft, and automotive operations (where it is finding an increasing number of applications). Carbonreinforced RPs are also resistant to many strong oxidizing inorganic acids used in the chemical process industry. PPS is inherently flame-resistant, under a range of circumstances. The base resin has an oxygen index of 44 and, without additives, PPS compounds have received an UL rating of V - 0 / S V under the UL 94 test (meaning that they are quickly self-extinguishing and non-dripping). RPs burn with difficulty when exposed to flame and are extinguished immediately the flame is removed. PPS also shows low smoke emission and low toxic gas generation, rating a Number One in the 1977 NASA study of relative fire safety of TPs. PPS RPs also pass the OSU fire safety test required by FAA for materials for use in aircraft interiors. The UL temperature index is 200-240C (392-464F); the highest rating of any RTPs. Good (at least 75%) retention of tensile and impact properties and 55% retention of flexural strength is achieved at 204C (400F) by both carbon and glass-reinforced RPs. The carbon fiber RP also show excellent electromagnetic interference (EMI) and radio frequency interference (RFI) shielding characteristics, without use of additives. High performance injection molding compounds can give attenuation values of 60-70 dB; RPs for stamping, laminates and thermoforming can reach 90-100 dB and above. PPS is available as advanced RPs based on both glass and carbon, with long fibre technology. RPs with glass or carbon mat, are supplied as stampable sheet up to 30 in. wide x 70 mils thick (typical fiber content is 40 wt%, but this can be varied) or reinforced with satin weave glass or carbon fabric, for processing by lamination or thermoforming. Sheets are in 30 in. widths x 0.012 in. thickness. Typical fiber content is 40-60%. PPS RPs are also available as premolded stampable sheet, bar stock, and flat slab stock for machining; preconsolidated laminates of the satin woven fabric RPs are available in 8-ply thicknesses. Polysulphones The polysulphone family of polysulphone (PSU) and polyether sulphone (PES) is a TP based on sulphone derivatives, aiming at high heat-stability. PSU originated in the discovery of a method of producing high molecular weight aromatic polyethers,
3
9Plastics
and the resulting patent is the source of all subsequent commercial processes for derivatives such as polyarylether sulphone and polyarylether ketones. PSUs is characterized by high thermal and oxidative resistance, with high mechanical strength. They are used especially for electrical and electronic applications and for components for medical equipment. PESs is one of the highest-temperature engineering TPs, with a continuous service rating (UL) of 180C (356F). It is selfextinguishing and, when it does burn, it produces little smoke. It finds applications in reinforced and unreinforced compounds in aircraft interiors, medical equipment, household goods and electrical/ electronic components. Blends with polyarylsulphone (PAS) can replace metals, glass, or ceramics in many applications.
Thermoset Plastics When processing thermosets (TSs) heat is applied making them flowable. At a higher temperature they solidify and become infusible and insoluble. Cured TSs cannot be resoftened with heat. Its curing cycle is like boiling an egg that has turned from a liquid to a solid and cannot be converted back to a liquid. They undergo a crosslinking chemical reaction of its molecules by the action of heat and usually pressure (exothermic reaction), oxidation, radiation, a n d / o r other means often in the presence of curing agents and catalysts. In general, with their tightly crosslinked structures there are TSs that resist very high temperatures and provide greater dimensional stability and strength than do most TPs. They are normally used in the liquid state and solidify and harden on curing. With some resins it is possible to part-cure and then hold the prepreg in what is termed the B-stage, for the cure to be completed at a later time (Chapter 4). Cure A-B-C stages for TS polyester and other resins identifies their cure cycle where A-stage is uncured, B-stage is partially cured, and C-stage is fully cured (Figure 3.3). Typical B-stage is TS molding compounds and prepregs, which in turn are processed to produce C-stage fully, cured plastic material products. Different testing procedures used to determine the degree of cure or hardness of the plastics. A very simple, fast, and useful test used since at least the 1940s is the Barcol hardness tester (ASTM C 581). Its values serve as an indication of degree of cure with high values indicating thorough cure and low values indicating incomplete cure. Barcol values will vary from one resin
133
134 Reinforced Plastics Handbook
system to another and will depend on the type and number of surface (veil, etc.) layers. Generally, a well fabricated, well cured laminate will have a minimum Barcol reading of 30.
~,
~
CONSTANT
~ "
Or)
o o
Or) > U..I
! ! !
! I !
I !
I !
MELTING
CROSS LINKING
TIME Figure 3.3 Thermoset A-B-C: stages from melt to solidification
TSs offer high thermal stability, good rigidity and hardness, and resistance to creep. It also means that, once cured, the resin and its RP cannot be reprocessed, except by methods of chemical breakdown. For practical purposes, as it has been done for a century, cured TS resins can be recycled most effectively if ground to fine particles. Then they can be incorporated into TSs and TPs, as cost-effective fillers. TSs has little use as pure resin, but requires addition of other chemicals to render them processable. For RPs, the compounds usually comprise a resin system [with curing agents (catalysts), hardeners, inhibitors, plasticizers] and fillers a n d / o r reinforcement. The resin system provides the binder, to a large extent dictating the cost, properties, dimensional stability, heat, chemical resistance, and basic flammability. The reinforcement influences primarily the effect of tensile strength and toughness. Once a thermoset is compounded for processing, it has a pot life that is also called working life. When the thermoset, has been mixed or compounded with a catalyst, its pot life is the time remaining in a usable condition. It is measured at room temperature or the temperature to be encountered. This term should not be confused with shelf life. Special fillers and additives can influence mechanical properties, especially for improvement in dimensional stability, but they are mainly used to confer specific properties such as flame retardancy, ultraviolet (UV) stability, or electrical conductivity (Table 3.9).
3 . Plastics 135 Table 3,9 Characteristicsand limitations of thermoset RPs Resin t y p e
Characteristics
Limitations
Epoxy
Excellent composite properties Very good chemical resistance Good thermal properties Very good electrical properties Low shrinkage on curing Can be B-staged (prepreg)
Long cure cycles Best properties obtained only with cure at elevated temperature Skin sensitizer
Phenolic
Very good thermal properties Good fire properties (self-extinguishing) B-stage possible Good electrical properties
Color limitation Alkali resistance Contact with foodstuffs
Polyester
Wide choice of resins - easy use Cure at room temperature and elevated temperature Very good composite properties Good chemical resistance Good electrical properties
Emission of styrene Shrinkage on curing Flammability No B-stage possible
Polyimide and Excellentthermal properties polyamide-imide Good composite properties Good electrical properties Good fire properties
Restricted choice of color Arc resistance Acid and alkali resistance
Polyurethane
Good composite properties Very good chemical resistance Very high toughness {impact} Good abrasion resistance
Nature of isocyanate curing agents Color Anhydrous curing No B-stage
Silicone
Very good thermal properties Excellent chemical resistance Very good electrical properties Resistant to hydrolysis and oxidation Good fire properties (self-extinguishing) Non toxic
Lack of adhesion Long cure cycles Can only be cured at elevated temperature
Vinyl ester
Good fatigue resistance Excellent composite properties Very good chemical resistance Good toughness
Emission of styrene Shrinkage on curing Flammability No B-stage
136 Reinforced Plastics Handbook
Thermoset Plastic Types TSs, like TPs, offer a wide range of matrix materials for reinforcement by fibers, flakes, beads, or particulate materials such as talc and mica. They are compounded with reinforcing materials. Among the fibers, glass is the main reinforcement. Examples of these TPs follow: Epoxies They generally provide the highest performance of all TSs. Epoxy resins are characterized by their very high strength (tension, compression, flexural, etc. loadings), very low shrinkages, hard, superior adhesion to other materials, very good electrical properties and chemical resistance, low absorption of moisture, etc. After the TS, (unsaturated) polyester resins, epoxies are the most widely used TS in RPs, complementing them at the higher end of performance. Due to the superior properties of epoxies, they are frequently used with high performance fiber reinforcement, such as carbon, and with high concentrations of glass fiber. Epoxies are versatile resin systems, offering particularly excellent resistance to corrosion (to solvents, alkalis and some acids), high strength/weight ratio, dimensional stability and adhesion properties. They are linear polymers produced by condensing epichlorhydrin with bisphenol A. Other formulations are glycidyl esters (for vacuum impregnation, lamination and casting), glycidyl ethers of novolac resins, and brominated resins. They differ from TS polyesters and vinyl esters because they do not contain any volatile monomer component. Different resins are produced by varying the ratios of the components. The resins are relatively high in viscosity, so that they are usually molded at temperatures in the region 50-100C (120-212F), or dissolved in an inert solvent to reduce viscosity to a point at which lamination at room temperature becomes possible. Curing agents (catalysts, hardeners and/or accelerators) are used, either acting by catalytic action or directly reacting with the resin. With correct additives, they can exhibit outstanding resistance to heat [some up to 290C (550F)] and electrical insulation properties. They can be either liquid or solid in form and can be formulated to cure either at room temperature or with the aid of heat. Heat curing is the more common for situations where maximum performance is required. Epoxies generally cure more slowly than other TSs. They are often used in contact molding, for tooling and pipefitting. A major use is for filament winding. Applications are particularly in aerospace and defense, chemical plant, high-performance components
3
9Plastics 1 3 7
of automobiles, and different industrial structures (circuit boards, tooling surfaces for metals, etc.). Another major use, with or without reinforcement, is as surface-coating materials where they combine toughness, flexibility, adhesion, and chemical resistance to a degree unmatched by almost any other plastic. Phenolics
Phenolics (produced by reacting phenol with formaldehyde/PF) have been the low-cost workhorse since 1907 in the electrical and other industries. They were the original major commercially viable synthetic TS plastic materials. They have low creep, excellent dimensional stability, good water and chemical resistance, heat resistant [up to 150C (300F)], and good weatherability. Fire, smoke, and toxicity properties are particularly good. Phenolic resins are inherently brittle, giving poor impact performance but by adding material such as siloxanc and glass fibers impact significantly increases. Molded black or brown opaque handles for cookware have been familiar applications. Also used as a caramel colored impregnating plastics for wood or cloth laminates, and (with reinforcement) for brake linings and many under-the-hood automotive electrical components since the 1940s. Standard phenolics usually have wood flour filler. Phenolics are formulated with one- or two-stage curing systems. In general, one-stage plastics arc slightly more critical to process. They have a time to temperature to viscosity behavior that has to be followed. Compounds from these resins have been produced with glass, natural, and other fibers since the 1940s (Table 3.10). Principally compression, transfer, and injection molding process them. There are phenolics when processed that release water and others that do not release water. As is typical of many TSs, they are postcured to obtain maximum performance. Table 3.10 Properties of chopped glass fibers reinforced phenolics and TS polyester resins Property Glass content (% wt} Compressive strength (MPa) In-plane shear strength (MPa) Short beam shear strength {MPa) Flexural strength: 16:1 {GPa) Flexural modulus: 16:1 (GPa) Flexural strength: 32:1 (GPa) Flexural modulus: 32:1 (GPa}
ASTM test D-695 D-3846 D-2344 D-790 D-790 D-790 D-790
Note: original values in Imperial units, converted to SI. Source: SPI 48th Annual Conference
Phenolic 76-77 641 39 4-5.5 1.12 45 1.21 48
Polyester 73-74517 41.4 48.3 1.06 48 1.15 5O
138 Reinforced Plastics Handbook
They offer an advantage compared with TS polyesters: a degree of good inherent resistance to heat and combustion. Compared to most other RTSs they have lower mechanical properties. Gradually their use in the past (1907-1930s) almost disappeared because new plastics were developed that out performed them even based on costs. With new developments in preparing phenolics, specialty applications have been developing. Without modification or additive, the typical oxygen index of a low glass content laminate (35 wt%) is higher than 55%, a figure which can be matched by only a few other materials, even when highly loaded with flame-retardant additives (Table 3.11 and 3.12). The resins do not readily ignite, and have no auto-propagation of flame, very low emission of smoke and toxic fumes, low heat release, and no release of flammable vapor. They are claimed to be the only organic construction material capable of meeting the demands of many international fire standards, except where non-combustibility is specified. Table 3.11 Fire performance of phenolic/glass fiber RP compounds
Fire properties measured Test
Flame spread
BS 476 Part 7 Cone calorimeter
Class 1
IMO surface flammability A 16IRes. 653 NT Fire 004
PASS: Bulkhead wall Et ceiling linings
Smoke dynamic
Toxic gases
SEA 182 m2/kg Qe 50 kW/m 2
Light absorption '4-
o
0
o
Im m
I-
e e o
,= .
Paddles~~~-~.~,~
104
m
o
Turbi n~ ~ ~ ~ " ~ . ~ . ~ . ~ . ~
>
.
Compound 9 Constructions 2 4 5
m
__J
103
Propellers at 1.750 rpm or turbines
102
Propellers at 1,150 rpm or turbines
101
104
10 102 103 Mixing-tank volume, gal
1
Figure 4.7
Propellers at 420 rpm or turbines
Examples and performances of compounding equipment
~ Glass fibres
~
Polymer
Gravimetric
weight feeder
()
Vacuum
Granulator
^
Figure 4.8
^
RTP
pellets
Example for producing thermoplastic bulk molding compounds via an extruder {courtesy of FTP Co.)
246 Reinforced Plastics Handbook
Figure 4.9 Popularlyused for compounding are ribbon mixer and Banbury mixer
4. Compound Constructions 247
interest. They include outstanding wear and abrasion resistance with low coefficients of friction properties. Examples include truck wheels, wear plates, liners for equipment handling abrasive materials, and pump impellers.
Factors for Compounding Modern compounding, especially for engineered plastics, may require the addition of a complex range of materials, each with its own characteristics. The sequence in which these arc introduced into the compounder (usually in the hopper or along an extruder plasticator barrel/screw) is fundamentally important. Additives, fillers, and/or reinforcements with their weight and volume, are usually brought in first, but the latest technology, in which polymerization or crosslinking takes place in the extruder, may alter the sequence. When compounding there may often be an adhesion problem between a nonpolar plastic matrix and additive, filler, and/or reinforcement. It is essential to obtain perfect wetting/coating of the particles by the matrix before it can meet its performance requirement. The size and geometry of the particles influence the case with which it can be compounded and the bond strength with the other components. Surface energy influences the polymer/filler interaction, and hence the mechanical properties, particularly of polar plastics. The surface energy of fillers is not measurable directly. High surface energies produce dispersion problems, reducing mechanical properties, but surface energy may be improved to some extent by surface coating. To assist in obtaining a good dispersion of filler/reinforcement in a compound, it may be useful to employ a dispersing agent (reference Murphy). Typical are phosphoric esters of fatty alcohols, used to improve dispersion of alkaline fillers and pigments in TPs, including polyolefins, polystyrenes, and plastisols. The additive can be introduced before the filler is added or can be premixed with the filler. In polypropylene, it is claimed that calcium carbonate loadings can be increased to 70wt% without significant change in mechanical properties, while Charpy impact strength is improved by better dispersion. An aggregate of calcium carbonate with a multiple surface coating allows calcium carbonate to be added directly to TPs during processing. The granulated product can be mixed easily with the TP and fed directly into the extrusion compounding machine. Redispersion is very good. It can be used with all TPs, and in all processes. Dosing ranges from 2 to 15wt%. Abrasion can be serious when using glass fiber reinforcements and mineral fillers. Fillers with alpha-quartz components
248 Reinforced Plastics Handbook have by far high abrasion rate, but heavy and tabular spars and dolomite also show high abrasion compared with some calcium carbonates. The measurement value usually cited is the Mohs hardness scale, but this is not a decisive indicator.
Aggregation of Filters A continuing problem with particulate fillers is that they often will not flow smoothly, but tend to aggregate, leading to irregular distribution of the particles in a compound, with attendant processing problems, poor surface quality, and reduction in mechanical properties. Research has shown that aggregation is determined by the relative magnitude of attractive and separating forces, the most important factors influencing the homogeneity of RPs being the size of the particles, their surface tension, and the shear forces acting on them during homogenization. The extent of aggregation is always determined by the relative magnitude of the forces attracting and separating. In RPs, the most important attractive force is adhesion, while hydrodynamic forces (such as shear) lead to separation of particles. The size and surface tension of the particles strongly influence aggregation. Although the specific surface area tends to give a good indication of the aggregation tendency of filler, the particle size distribution is more important, since individual particles tend to interact with each other. The results obtained also indicate that the properties of the powder and the suspension may yield valuable indirect information about aggregation. The extent of aggregation may be reduced by nonreactive surface treatment and increased shear. Compounding Basics The use of a virtually endless array of materials permits compounding from the raw material suppliers to the fabricators imparting specific qualifies to the basic raw materials (polymers) and expanding opportunities for plastics. Compounding relies on the polymerization chemistry to mechanical mixing to combine a base polymer with modifiers, additives, and other plastics to develop new plastics. Clearly, these many combinations are endless so that new materials are always on the horizon to meet new industry requirements. Examples of these new compounds are two new grades of high heat connector materials introduced by LNP Engineering Plastics, Div. GE Plastics. They have been designed to resist thermal challenges of infrared reflow soldering, offer shrinkage characteristics of widely used thermoplastic polyesters for easy replacement, and are formulated with a halogen-free, flame-retardant package that can be used in ecological
4. Compound Constructions 249
label applications. These glass fiber reinforced plastic (RP) grades, Thermocomp HT Solder UF-1006 RP, and Thermocomp HT Solder ZF-1006 RP, are targeted to replace lower temperature materials used in lead-free solderable connector applications in the computer peripherals, telecommunications, and data communications industries. The ecological impact of printed wiring board manufacturing is coming under increased international scrutiny. Rapid advances in technology mean a large number of electronic devices (cell phones, computers, printers, and other peripherals) are rendered obsolete each year. Incineration or land filling of nonrecycled waste from these devices can potentially cause lead, a major component of conventional solder, contaminate groundwater. Traditional use of halogenated flameretardants, while effective at suppressing the spread of fire, can release toxic, corrosive gases when burned. These risks have resulted in a variety of global legislation that favor lead-free soldering and use of halogen-free flame-retardants. The two new Thermocomp HT Solder compounds feature a matrix of resin blends and 30 wt% glass fiber. The former is based on polyphthalamide resin (PPA), while the latter is a matrix of modified polyphenylene ether (PPE). Both grades offer high heat distortion temperatures of 260C+, excellent dimensional stability, and excellent flame retardancy. Compounding to change and improve the physical and mechanical properties of plastics makes use of a wide variety of materials as reviewed throughout this book. The major and large market for these materials, such as additives, fillers, and reinforcements, continues to expand as the demand for reducing the cost of plastics, plastics to function in wider or extreme markets, and under stricter regulatory regimes continue to expand. Additives They are substances compounded into a plastic to modify its characteristics. They are basically physically dispersed in a plastic matrix without affecting significantly the molecular structure of the TPs. In TS plastics, additives such as crosslinldng; catalyst; and other agents do purposely affect their structure. They are classified according to their specific functions rather than a chemical basis. While some additives have broad applications and are adaptable to many TPs and TS plastics, others are used exclusively with specific plastics (Chapter 3). Examples of classifications are:
1
assist processing (processing stabilizers, processing aids and flow promoters, internal a n d / o r external lubricants, thixotropic agents, etc.)
250 Reinforced Plastics Handbook
modify the bulk mechanical properties (plasticizers or flexibilizers, reinforcing agents, toughening agents, etc.) reduce formulation costs (diluents and extenders, particle fillers, etc.) surface properties modifiers (antistatic agents, slip additives, antiwear additives, anti-block additives, adhesion promoters, etc.) optical properties modifiers (colorants, pigments, dyes, nucleating agents, etc.) anti-aging additives (anti-oxidants, UV stabilizers, fungicides, etc.) and 7
others (blowing agents, flame retardants, etc.)
Examples of only a few additives are carbon black, carnauba wax, coconut shell, coke dust, macerated filler, shell flour, vermiculite, and wax. Many additives, especially those that are conductive may affect electrical properties. Most plastics, which are poor conductors of current, build up a charge of static electricity. Antistatic agents can be used to attract moisture, reducing the likelihood of a spark or discharge. Fillers These low cost fillers, also called extenders, with their many different inert substances (organic and inorganic with low to high molecular weights) are added to plastics principally to reduce costs. They may also improve processing and physical and mechanical properties, particularly hardness, thermal insulation and stiffness. The particles are usually small, in contrast to those of reinforcements.
The mineral fillers are a large subclass of inorganic fillers comprised of ground rocks as well as natural, refined, or synthetic minerals. Commodity minerals are relatively inexpensive and are used mostly as additive extenders. Other fillers, so-called specialty minerals, are usually the reinforcing types. There are also inherently small particle size fillers such as talc and surface chemically modified fillers. The inert filler are those added to plastics to alter the properties of a product through physical rather than chemical means. Examples of a few are alpha cellulose, ash, calcium carbide, calcium carbonate, carborundum, channel black, china clay, coral, coke dust, diatomaceous earth, dolomite [double carbonate of lime and magnesia filler having the formula (CaCO3) and (MgCO3)], ferrite, flint, fuller's earth, glass spheres, hemp, keratin, lampblack, leather-dust, macerate
4. Compound Constructions 251
filler, magnesium carbonate, milled glass, mica, pumice, quartz, sawdust, talc, vermiculite, volcano dust, and wood flour. Importance of fillers is highlighted by the Single Buoy Moorings of Monaco (www.singlebuoy.com) a major supplier of floating production, storage, and off loading systems (FPSO), has turned to polyetheretherketone (PTFE) filled Victrex| plastic to overcome the corrosion problems of bronze components. The plastic bearings and thrust washers in the mooring systems, driving chains, and swivels provide an extended service life (of at least 10 years), significant weight reduction (making them easier to handle), and excellent load beating capabilities. Many of the mooring bearings and thrust washers are large, up to 50 cm (19.7 in.) in diameter. Corrosion resistance in subsea environments is of prime importance, as FPSO's are constructed in open water to facilitate mooring tankers at offshore oil and gas exploration stations without jetties and breakwaters. Unlike bronze components, which can develop severe galvanic corrosion, PEEK beatings and thrust washers provide longterm corrosion resistance and superior wear resistance. PEEK compound requires no external lubrication, another key advantage in this application. Bronze bearings and thrust washers are subject to premature wear and reduced service life should they run dry. (Victrex plc, Victrex Tech. Ctr., Hillhouse Int'l., Thornton Cleveleys, Lancashire FY5 4QD, UK; Phone: +44-1253-897700; URL: www. victrex.com).
Reinforcements They are strong, usually inert materials bound into a plastic to improve its properties such as strength, stiffness/modulus of elasticity, impact resistance, reduce dimensional shrinkage, etc. They include fiber and other forms of material. There are inorganic and organic fibers that have the usual diameters ranging from about one to over 100 micrometers. Properties differ for the different types, diameters, shapes and lengths. Their properties range from very low to very high values. To be effective, the reinforcement must form a strong adhesive bond with the plastic; for certain reinforcements special cleaning, sizing, finishing, etc. treatments are used to improve the bond. Types of reinforcements include fibers of glass, carbon, graphite, boron, nylon, polyethylene, polypropylene, cotton, sisal, asbestos, metals, whiskers, etc. Other types and forms of reinforcements include whiskers, bamboo fibers, burlap fibers, carbon blacks, platelet forms (includes mica, glass, and aluminum), and hemp fibers (Chapter 2).
252 Reinforced Plastics Handbook
Mixing General theory of mixing usually considers a non-random or segregated mass of at least two components and their deformation by a laminar or shearing deformation process. The object of the sheafing is to mix the mass in such a way that samples taken from the mass exhibit minimal variations, ultimately tending to be zero. The three basic principles are: 1
interfacial area between different components must be greatly increased to decrease striation thickness,
2
elements of the interface must be distributed uniformly, and
3
ratio of mix within any unit or the whole is the same.
A mixture can be described in terms of the statistical deviation of a suitable number of samples from a mean, the sample sizes being dependent upon some length, volume, or area characteristics of the mixture or its properties. Types of mixtures and methods of evaluation range from simple to complex systems. There i s the usual dispersive a n d / o r distributive mixing.
Dispersive Mixing It is the mixing of a fluid/plastic melts with a solid/unmelted plastic that exhibits a yield point. It involves the final melting of a plastic or breaking down an additive such as a pigment in the manufacture of a color concentrate. Distributive Mixing Distributive mixing is the commingling of two fluid/plastic melts so that the scale of fluid separation reduces to where another process (diffusion or a chemical reaction) can occur. The mixing is in a laminar flow regime that is characteristic of NEAT plastics (Chapter 3). It is distinguished by the deformation of the fluid interfaces as a result of the applied shear strain. Distributive mixing relates the amount of interfacial area growth to the fluid strain rate, as distinguished from dispersive mixing, that is a function of the magnitude of the stress. The latter accomplishes droplet and agglomerate breakup; the former is the distribution of those components. As an example, it is aimed at achieving thermal and color uniformity where no solids breakdown is required. Mixing Evaluation There are many variables of mixing and the scantiness of criteria for measuring mixing effectiveness exists. Types of mixtures and methods of evaluation range from simple to complex systems. A mixture can be described in terms of the statistical deviation of a suitable number of samples from a mean, the sample sizes being dependent upon some
4 . Compound Constructions 253
length, volume, or area characteristics of the mixture or its properties. For example if color is imparted by adding pigment and homogeneity is measured by visual impression, the characteristic length is the resolving power of the eye, say 0.001 in. A completely mixed compound exhibits pigment streaks no greater than 0,001 in. However, the color value for any given series of samples would appear uniform to a spectrophotometer that integrates over a 1 in. diameter circle even if the streaks were 0.1 in. thick. Likewise, the intensity of color difference between streaks would affect the resolving power of the eye, or spectrophotometcr, and thus the characteristic length. The means of measuring arc varied. In commercial practice, inspection of color homogeneity, streaks or spots of unmixed filler or plastic is visual. Frequently changes in properties, such as tensile strength, modulus, or density arc used to evaluate degree of mixing.
Fabricating Processes Overview Many factors are important in making reinforced plastics (RPs) the success it has worldwide. One of these factors involves the use of the availability of different fabricating processes. All processes fit into an overall scheme that requires interaction and proper control of different operations. Factors such as good engineering product design and selecting the appropriate plastic are very important but only represent pieces of the "pie." Philosophical many different ingredients blend together to produce profitable products. Fabricating is one of the important main ingredients. In addition to fabricating in-house, there is fabricating outsourcing that also requires controls. It is also called contract manufacttt~g or professional services. This term originally was coined to mean buying rather than making parts. Now it encompasses the much broader concept of using outside organizations to replace people, including entire departments and processes, such as data processing, telemarketing, and customer services. Different fabricating processes and materials of construction are employed to produce RP products (fibers and reinforcing additives) that represent about 20 wt% of all plastic products produced worldwide. Injection molding consumes over 75 wt% of all RP materials with practically all of it being RTPs. The processes range in fabricating pressures from zero (contact), through moderate, to relatively high pressure [2,000 to 30,000 psi (14 to 207 MPa)], at temperatures based on the TS or TP plastic's requirements that range from room temperature and higher (Figure 5.1). Equipment may be of simple construction/low cost with labor costs high to rather expensive specialized computer control sophisticated equipment with very low labor costs for the different processes. Depending on their size,
5
9Fabricating
Processes 255
equipment can process small to large parts (Figure 5.2) Each process provide capabilities such as meeting production quantity (small to large), performance requirements, proper ratio of reinforcement to matrix, fiber orientation, reliability/quality control, surface finish, and so forth versus cost (equipment, labor, utilities, etc.). HEAT RISE AT MOLD GATE
MOLD HEAT
I
HEAT
I TEMPI
TS
HEAT RISE I . ~ 1
AT
DUE TO NOZZLE
SCREW
I
l,Sr'
AVl
BARREL TEMR MOLD
COOL
i I
~.........PLASTICIZING -
TP
~ I*-----CURE TIME .....................
C C'Ej
Figure 5.1 Processing temperatures for TS and TP materials Product size r ..... Large part over lsq ft over 5 Ibs
!
! Over250~ thermosets
Low pressure Lamination Filament winding Compression High-pressure Lamination Post form Adhesive bond Machine Pultrusion
Figure 5,2
I
Thermoforin ! Foam I Heat seal I Weld I Rotoform I Blow mold I Adhesive bond I Structural | Foam | Rim I
"!
Iu~
I
I
i
~igh-vl~_ el Compression Transfer Injection Lamination Pultrusion
Guide to product size vs. process
I
[Less than 250~ 1 It_herm~ lastics |
Over 250~ thermosets
Under 250~ 1 hermoplastics I
,,,I
1
Small part f~ less than lsq over 5 Ibs
I
I
]
I
!
I
lL~ :v~
!
! [High-volume]
Casting Machining Low pressure Lay-up Post form Spray-up Resin transfer
1
Injection Blow m o l d Thermoform Extrusion Rotoform Rim
[Low-volume 1
!
Machine Thermoform Compression Casting Rotoform Foam Adhesive bond
256 Reinforced Plastics Handbook
The plastic may be either reinforced TSs (RTSs) or reinforced TPs (RTPs). The RTSs were the first major plastics to be adapted to this technology. The largest consumption of RTPs is processed by different methods such as injection molding, rotationally molding, or extruded on conventional equipment. There are even RTP sheets that can be "cold" stamped into shape using matching metal molds that form the products. It is called cold stamping because the molds are kept at or slightly above room temperature. The sheets, however, must be pre-heated. Designing good products requires some familiarity with processing methods as summarized in Figure 5.3. Based on process to be used, different wall thickness ranges and tolerances exist. Different unreinforced plastics (URPs) and reinforced plastics (RPs) processed meet different shrinkage rates (Chapter 7). The different processes can have different processing capabilities (Chapter 9). Until the designer becomes familiar with processing, a qualified fabricator must be taken into the designer's confidence early in development. The fabricator and mold or die designer should advise the product designer on material behavior and how to simplify the design in order to simplify processing and reducing cost. Understanding only one process and in particular just a certain narrow aspect of it should not restrict the designer. As an example, it is possible to place reinforcement precisely where it will give of its best properties. With closed molding processes, it is important to understand that the compound, whether thermoset (TS) or thermoplastic (TP), must flow inside the mold, usually under the effects of heat and pressure. While flowing, it will tend to align the reinforcement fiber in the direction of the flow, especially with granular TP molding compounds. In the original design of the product, consideration should be taken of the positioning of the material blanks in the mold. When compression molding, bulk molding compound (BMC) and sheet molding compound (SMC), stamping compounds, or injection molding RTP and RTS compounds, ensure that the material flows in such a way as to gain the optimum alignment of the fiber. It is also important to remember that, while the compound is flowing in the mold, it is also undergoing other changes. It could be crosslinking (TSs), or simple cooling (TPs). Anything in the design or mold construction that obstructs the flow will also tend to imbalance curing or cooling, producing molded-in stress, which will usually exhibit itself as warpage. With proper process control, these type problems are eliminated or tolerated. The pre-mixed molding materials contain randomly arranged fibers. They give properties approximately equal in all directions though with
COMPONENTS Hydraulics.
(Pum~. Va~,,N.Cyund~,. Nozzkm
9P i s s , )
PRIMARY MACHINERY . . . . .
.. [ JMATERIAL , SELECTION
f
,,
How to I PROPERTI select I
,
u
t
-
"'"---'1
]
I I I I I I I I
II ~
'
'
IDEAL CHOICE/COMPROMISE
The designer may not be able to reduce stresses by just increasing the part thickness, because thick walls can cause internal stresses during molding that can result in severe distortions and dimensional instability of the RPs (or other materials). The experienced RP designer will recognize and respect the restrictions that are caused by molding a n d / or joining components when adjusting section areas to control stresses; often curved shapes, ribs, etc., can be used. Unfortunately, there are conditions to accept, or restrictions on the use of many handbook equations for RPs and other materials, so it is important that the user be aware of the methods used to obtain them. The term engineering equations refers primarily to those in handbooks and texts by which stress analysis can be accomplished. They can be adjusted to meet product performance for RPs and other materials; this is similar to reviewing definitions in the ASTM terms, where two or more may be given and the user determines which best suits the design situation. The restrictions applied to the change of the classical stress results should be recognized when used in design or analysis. RP parts may exhibit deviations rendering the handbook equations invalid without some modification. Without experience, this approach has risks, so the results should be compared to experimental observations, prototyping evaluations, a n d / o r other validating data.
622 Reinforced Plastics Handbook As an example, designing load-beating products involves selecting suitable materials and specifying the molded shape. An important aspect of shape is its effect on internal stress. With proper fabricating procedures, as the cross-sectional areas are increased for a given load, the stresses are reduced. Design is concerned with the determination of stresses for a given or hypothetical shape, and the subsequent adjustment of the shape, until the stresses are neither so high as to risk failure nor so low as to result in extra use of material that becomes wasted. The basic/simplified equations can be very restricted because of idealizations made in their deviations with regard to the simplicity of any material and the kinematics of the displacements. They are usually used in cases of intermediate difficulty, such as those for which some numerical guidance on internal stress is needed, or when the inherent simplicity of the part or the lack of any need for high precision indicates that relatively elementary analysis approaches are used. Stress analysis involves using the description of part geometry, applied loads and displacements, and material properties to obtain numerical expressions for internal stresses as a function of position in the part. When using these elementary equations, they are a useful first approach, even for those cases where more general treatments are used, such as the finite element or finite difference analyses (FEAs or FDAs) that is used as the next approach. Unfortunately, computational analysis can sometime allow the designer to avoid understanding the real nature of the problem. Many have learned that computer solutions with different materials must be checked carefully for their degree of logic or reason. The elementary analyses, however, do provide one of the most efficient means of verifying computational methods, as they allow a computer solution to be checked against a solution that is known to be correct.
Increase Properties There are different techniques that have been used for over a century to increase properties such as the modulus of elasticity (E) and moment of inertia (/) of products. Orientation or the use of fillers a n d / o r reinforcements such as RPs can be used. There is also the popular and extensively used approach of using geometrical design shapes that makes the best use of materials to improve stiffness even for those that have a low modulus. Structural shapes that arc applicable to all materials include shells, sandwich structures, and folded plate structures (Table 7.5). These widely used shapes employed include other shapes such as dimple sheet surfaces. They improve the flexural stiffness in one or more directions.
7
Table 7.5
9Designs 6 2 3
Examplesof moment of inertia
Moment of inertia I (cm 4)
Section
Ix= lbh3 12
ll! r x
ly=
--b-
\\
i x = ly = Iz =
x
~
b3h 12
1
!
a4
12
z
1= 1 7rr4 = 1 ~d 4 4 64
X
I = 1 ~(R 4 - r4) = 1 ~(D 4 - d 4) 4 64
Y ix = 1 7ra3b 4 ly=
1 ~ab 3
b Y
1 ~ . (A3B - a3b) I x = -~ ly= B
17r. 4
(AB3-ab3)
ix = 1__ (BH 3 - bh 3) 12 B
I3
]3
-
ix = 1 (BH 3 - bh 3) 12
~
B-'~
T
In each example, displacing material from the neutral plane makes the improvement in flexural stiffness. This increases the EI product that is the geometry material index that determines resistance to flexure. The EI theory applies to all materials (plastics, metals, wood, etc.). It is the elementary mechanical engineering theory that demonstrates some shapes resist deformation from external loads.
624 Reinforced Plastics Handbook
This phenomenon stems from the basic physical fact that deformation in beam or sheet sections depends upon the mathematical product of the E and I, commonly expressed as El. This theory has been applied to many different plastic constructions including solid to different sandwich structures. In the case of RPs, emphasis is on the way RPs can be used in these structures and why they arc preferred over other materials. In many cases RPs can lend themselves to a particular field of application only in the form of a sophisticated lightweight stiff structure and the requirements are such that the structure must be of RP. In other instances, the economics of fabrication and erection of a RP lightweight structure and the intrinsic appearance and other desirable properties make it preferable to other materials. Formabilities
Formability into almost any conceivable shape is one of plastics' design advantages. It is important for designers to appreciate this important characteristic. Both the materials and different ways to manufacture products provide this rather endless capability. Shape, which can be almost infinitely varied in the early design stage, is capable for a given volume of materials to provide a whole spectrum of strength properties, especially in the most desirable areas of stiffness and bending resistance. With shell structures, materials can be either single or double curved via the different fabricating processes. There are different design approaches to consider as reviewed in this book and different engineering textbooks concerning specific products. They range from designing an open top cubical box to a complex shape such as an aircraft wing structure. Other examples include the advantage of basic beam structures as well as hollow channel, I-shape, T-shape, etc. They are used to provide more efficient strength-to-weight products and so forth. While this construction may not be as efficient as the sandwich panel, it does have the advantage that it can be molded, pultruded, extruded, etc. directly in the required configuration at a low cost and the relative proportions be designed to meet the flexural, etc. requirements. One of the potential limitations is that generally it imparts increased stiffness in one direction much more than in the other. However processing techniques can be used to develop bidirectional or any other directional properties such as combining pultrusion or extrusion with filament winding. In most cases, plastic products can take advantage of a basic beam structure in their design. Hollow-channel, I-, T-shapes, and cantilever
7
Designs 9 625
beams designed with generous radii (and other basic plastic flow considerations) rather than sharp corners are more efficient on a weight basis in plastics because they use less material, thus provide a high moment of inertia, etc. The moments of inertia of such simple sections, and hence their stresses and deflections, can be easily calculated, using simple engineering equations. Surface Stresses and Deformations
It can be said that the design of a product involves analytical, empirical, a n d / o r experimental techniques to predict and thus control mechanical stresses. Strength is the ability of a material to bear both static (sustained) and dynamic (time-varying) loads without significant permanent deformation. Many non-ferrous materials suffer permanent deformation under sustained loads (creep). Ductile materials withstand dynamic loads better than brittle materials that may fracture under sudden load application. As reviewed, materials such as RPs can exhibit changes in material properties over a certain temperature range encountered by a product. There are examples where control of deflection or deformation during service may be required. Such structural elements are designed for stiffness to control deflection but must be checked to assure that strength criteria are reached. A product can be viewed as a collection of individual elements interconnected to achieve an overall systems function. Each element may be individually modeled; however, the model becomes complex when the elements are interconnected. The static or dynamic response of one element becomes the input or forcing function for elements adjacent or mounted to it. An example is the concept of mechanical impedance that applies to dynamic environments and refers to the reaction between a structural element or component and its mounting points over a range of excitation frequencies. The reaction force at the structural interface or mounting point is a function of the resonance response of an element and may have an amplifying or damping effect on the mounting structure, depending on the spectrum of the excitation. Mechanical impedance design involves control of element resonance and structure resonance, providing compatible impedance for interconnected structural and component elements. As an example view a 3-D product that has a balanced system of forces acting on it,/'1 through F5 in Figure 7.2, such that the product is at rest. A product subjected to external forces develops internal forces to transfer and distribute the external load. Imagine that the product in Figure 7.3 is cut at an arbitrary cross-section and one part removed.
626 Reinforced Plastics Handbook F~
\ CUT
Fs
FORCE VECTORS o
F1
"-"
F4
P
!
S
F4 Figure 7.3 Exampleof stresses in a product
To keep the body at rest there must be a system of forces acting on the cut surface to balance the external forces. These same systems of forces exist within the uncut body and are called stresses. Stresses must be described with both a magnitude and a direction. Consider an arbitrary point, P, on the cut surface in the figure where the stress, S, is as indicated. For analysis, it is more convenient to resolve the stress, S, into two stress components. One acts perpendicular to the surface and is called a normal or direct stress, ~. The second stress acts parallel to the surface and is called a shear stress, r.
Design Approaches Product design starts by one visualizing a certain material, makes approximate calculations to see if the contemplated idea is practical to meet requirements that includes cost, and, if the answer is favorable, proceeds to collect detailed data on a range of materials that may be considered for the new product. The application of appropriate data to p r o d u c t design can mean the difference between the success and failure of manufactured products made from any material. The available plastic test data requires an understanding and proper interpretation before an attempt can be made to apply t h e m to the product design. Details on designing a product can follow a flow pattern as shown in Table 7.6.
Table 7.6 Productdesignflow pattern
i ................
..................
111
_
,
..........
i
I
|
I fill
,
PRODUCT DESIGN "k Flow Pattern * i
9
,,, _
,,
,
,
,,,
iiii
I
i
ii
II
____
I I I
I
J
Project Team Feasabili~ Study
I
--.
Optimize& Document
Optimize Design
l
Produc~on i
II iiii Ii
r ii
i
Preliminary Design Analysis
Product Release
~ _
i
ii
~J
FALLO FOLLOW ALL OPI:::~RTUNIT1ES
l =
Continued
LO
ha ~J
O~ !%1 00
TabJe 7.6
Continued
PROJECTTEAM FEASIBILITYSTUDY ii
I .
.
.
.
i
.
.
.
.
I
.
.
.
.
.
.
.
.
i,
k
,,,
,r ,
J
f-) tl) -o
.
t-h i, f~ -r
.
Identify
"
Specific Functions
i
i Apply available experience
i
i i
_l, ,,,
........
,,,,
Dimensions, structural loads, ElOV't/Industr~ standards, service environments, etc.
. _
....
Manual Approach quantity, cost and production scheduile iii
i
i
il
il
i ,,
,, ,, ,,
=
!
,
II
,
1
Computer Approach
I .........
i i n.
J ill, I
I
!
i
i lliHi
L"i
L
~'Apply Design' "
F.ed..LO FOLLOWALL OPPORTUNITIES
..... Creativity
oo o
P R E U M I N A R Y DESIGN ANALYSIS
FORMULATE PlAN GEOME~IC OR E~:IAPHIC
ENGINEERING ANALYSIS
DRAWINI~
ANL~YSIS
D I M ~
&
TOLERANCES
B11:IL~nJRAL
FABRICATION ANALYSIS;
INTEGRITY
IMAGE MAMPULATION
ENVIRONMENT
SELECTION
MINIMUM WEIGHT~
.JM~4.YSIS AES3HETICS ETC. ' i
,
PROCESS !
~T ~
I
i
9OLID
i
~.IRFAIP.~
|ll
i
- " WIRE
i
r
1 I,
i
i
MECHANICAL SIMULATION
RNITE ELEMENT MOOEUNG
1 FALLO FOLLOWALL OPPORTUNITIES
STATIC
,
I
l
.,4
DYNAMIC i Ill ,,...
L~ Continued
9
Ill
03 I%1 r.D
03 O
Table 7.6 Continued
t'1) ,=,=,
O~,M,ZE ~OES,GN" "!
:3 '-h O .,,r r fl) "qD i 9.1 U,t ,,,,,,,
SETUP ~M:ETY FACTOI:~ TO MEEI" PRO[XICT RJNC'IIOhB
_._L_ PROVIDE i~ET/MLED/ I~i~LJAL ORTHOTI:IORC DRAWING8
~1111111 ~.
I/t
--r9.1 :3 o" o o
i
TOOL T H ~ AN~YgS
TOOLP~T ~ELECTION
r
MELT FLOW ANALYBS
ii
ii
..... ..... MATERIAL
,
SHRINKAt~ ANALYSIS
CYCLE TIME
TOOLS
STANDA.qo PARTS
FALLO FOLLOW ALL ORPORTUNITIES
|
i
9 SERVICE R E m O ~
i
NON STANDARD PARTS
.
ill
~ E L CAPABILITY
,
,
Z
=t
I -1
L~9 su6!sac! L9
ffl
rtl
Z
or-"
~~
o
o
,
,
0
......
1
1
....................
~
m il
~
' i'
...... .....
0"~ W
Table 7.6 Continued i
ii iii
iiii iiiiii
[
i
iii
i
m,
i
OPTIMIZE & DOCUMENT REPRODUCTION !
mmllnlllll u iii
i'I I'D O. "O g.1
iii
II
"r"
UPDATE PLANT PERSONNEL TRAINING
II
DOCUMENT GOOD MAdMUFACTIJRING PRACTICE (GMP) PROCEDURE
ENSURE PRODUCT QUAUTY
!
i
! H ,, ,,
i
,
FINAUZE TESTING & QUAUTY CONTROL
II FALLO FOLLOWALL OPPORTUNITIES
DEVELOP" PRODUCTION COST MODELS
PRODUCT OUTPUT SCHEDULE I ACCOUNTING SCHEDULE I PURCHASING SCHEDULE [ INVENTORY SCHEDULE
I i
DOCUMENTATION FOR MANAGEMENT TO ENSURE MEETING DEUVERY SCHEDULES AND PROFITABIUTY
o. O" O O
!
0 D UCT
. . . . . . . . . . . . . . . .R . . . . .E . . . . L. . . E. . .A .
I
I ,
i
II IIII III
I
I II
i
ii i i
....
ii
I
,, ,,, ,, i,
J i
i i
,,
I
I II
i
,
SET UP VALUE ANALYSIS (VA)
ill
,
, i
i i
i
,
. . . .
i
i
!
i ii ,]
FALLO FOLLOW ALL OPPORTUNITIES
I
ill ii
J i
ENSURE MEETING ALL PRODUCT FUNCTIONS ....
E
S
II
i i i ii
i, i
i !
i
ii
Jl ]1 i i
i i ii
AFTER START OF PRODUCTION, ANALYZE COMPLETE DESIGN (AGAIN) TO CHANGE DESIGN/PRODUCTION/SAFETY FACTORS IN ORDER TO REDUCE COSTS ,,
L
i
,,,,
,
i, H
i
,
,
ii,
:3 W W
634 Reinforced Plastics Handbook There are three important sources of data and information on RPs. Obtain data from products your organization previously fabricated; there is the data sheet compiled by a manufacturer of the material and derived from tests conducted in accordance with standardized specifications. If suppliers' data were to be applied without a complete analysis of the test data for each property, the result could prove costly and embarrassing. Final source is preparing your own test specimens and conducting your own tests. Either one or both specimen preparation and test evaluation could be conducted by an outside source. If the fabricator prepares the specimens a duplicate of the fabricating process to be used will be produced or as close to the process as possible. The amount and degree of testing is usually related to factors such as (1) if a prototype is to be prepared and tested and (2) product requirement such as safety. The nature of RPs is such that an oversight of even a small detail in its properties or the method by which they were derived could result in problems and product failure. Once it is recognized that there are certain reservations with some of the properties given on some data sheets, it becomes obvious that it is very important for the designer to have a good understanding of these properties. Thus the designer can interpret the test results in order to make the proper evaluation in selecting a material for a specific product.
Design Foundations The target of the integration of technological or non-technological subject material in an effective and efficient manner is greatly enhanced by having a visible operational structure ranging from field service studies to analysis by computers. Some type of visibility is a crucial factor in bringing about integration. Visibility helps everyone find out what people are doing and why. With this approach design may be construed as having a central foundation of activities, all of which are imperative for any design. This foundation includes product conceptual design, design specification, detail design, manufacture, and sales. All design starts, or should start, with a need that, when satisfied, will fit into an existing market or create a market of its own. From the statement of the need of a specification, or equivalent, must be formulated for the product to be designed. Once this is established, it acts as the envelope that includes all the subsequent stages in the design. It becomes the theoretical control for the total design activity, because it places the boundaries on the subsequent design approaches.
7
9Designs 6 3 5
Use is made of the optimization theory and its application to problems arising in engineering that follows by determining the material and fabricating process to be used. The theory is a body of mathematical results and numerical methods for finding and identifying the best candidate from a collection of alternatives without having to specify and evaluate all possible alternatives. The process of optimization lies at the root of engineering, since the classical function of the engineer is to design new, better, more efficient, and less expensive products, as well as to devise plans and procedures for the improved operation of existing products. Result of the R&D performed in the field of RPs since the 1940s have resulted in significant improvement in their performance. Examples are shown in Figures 7.4 and 7.5.
---- Ratiotnnsile ~ (psi) to density (Ibs,/cu. In.) x 10# - - - - Ratio tensile modules of elasticity (psi) ~odensity (IbsJcu. In.) x 106
1~P"
~Numinum 1910 Figure
1920 7.4
m
1930
1930
1930
1960
1970
1980
1990
Epo"y 60% c l r l x ~
Steel
El)only 0am
Numi~
Epoxy 30'X, Sore Epoxy
Strain
Figure
/
/
m
Past to future tensile properties of RPs, steel, and aluminum
Stress
/
7 . 5 Tensile stress-strain curves for different materials
2OOO
2010
636 Reinforced Plastics Handbook
To optimize this approach the boundaries of the engineering system are necessary in order to apply the mathematical results and numerical techniques of the optimization theory to engineering problems. For purposes of analysis, they serve to isolate the system from its surroundings, because all interactions between the system and its surroundings are assumed fixed/frozen at selected, representative levels. However, since interactions and complications always exist, the act of defining the system boundaries is required in the process of approximating the real system. It also requires defining the quantitative criterion on the basis of which candidates will be ranked to determine the best approach. Included will be the selection system variables that will be used to characterize or identify candidates, and to define a model that will express the manner in which the variables are related. Use is made of the optimization methods to determine the best condition without actually testing all possible conditions comes with a modest level of mathematics and at the cost of performing repetitive numerical calculations using clearly defined logical procedures or algorithms implemented on computers. This RP activity constitutes the process of formulating the engineering optimization problem. Good problem formulation is the key to the success of an optimization study and is to a large degree an art. This knowledge is gained through practice and the study of successful applications. It is based on the knowledge and experience of the strengths, weaknesses, and peculiarities of the techniques provided by optimization theory. Unfortunately at times this approach may result in that the initial choice of performance boundary/requirements is too restrictive. In order to analyze a given engineering system fully it may be necessary to expand the performance boundaries to include other sub-performance systems that strongly affect the operation of the model under study. As an example, a manufacturer finishes products that are mounted on an assembly line and decorate. In an initial study of the secondary decorating operation one may consider it separate from the rest of the assembly fine. However, one may find that the optimal batch size and method of attachment sequence are strongly influenced by the operation of the RP fabrication department that produces the fabricated products (as an example problems of contaminated surface and other detriments in the product could interfere with applying the decoration). Required is selecting an approach to determine a criterion on the basis of which the performance requirements or design of the system can be evaluated resulting in the most appropriate design or set of operating conditions can be identified. In many engineering applications this criterion concerns economics. In turn one has to define economics such
7
9Designs 6 3 7
as total capital cost, annual cost, annual net profit, return on investment, cost to benefit ratio, or net present worth. There are criterions that involve some technology factors such as plastic material to be used, fabricating process to be used, minimum production time, number of products, maximum production rate, minimum energy utilization, minimum weight, and safety. This review shows what the veteran plastic designer knows that plastic products are often stiffness critical, whereas metal products are usually strength critical. Consequently, metal products are often made stiffer than required by their service conditions, to avoid failure, whereas plastic products are often made stronger than necessary, for adequate stiffness.
Temperature/Time Behavior To design successful RP products meeting factors such as quality requirements, consistency, designated life, and profitability what is needed is understanding and applying the behavior of plastics such as the important factors of service load, temperature, and time at temperature load in optimizing the design. When compared to other materials such as steel and certain other metals their data are rather constant, at least in the temperature range in which plastics are used. The same computations are used, when the design engineer is accustomed to working with metals in order to obtain a plastic product with sufficient strength and deformation under a given load that must not exceed a definite limit for proper performance. One will probably include safety factors of 1.5 to 2 or even more if not to familiar when designing with RPs. That means the designer initially does not utilize the full strength of the material a n d / o r significantly increases product cost (safety factor reviewed at the end of this chapter). The physical and mechanical properties of RPs, including URPs, have some significant difference from those of familiar metallic materials. Consequently in the past those not familiar with designing RP or URP products may have had less confidence in plastics and in their own ability to design with them. Thus, plastic material selection and optimization was confined to the familiar steel materials approach resulting in overdesign, or failures that may have occurred in service. A skilled designer blends knowledge of materials, an understanding of manufacturing processes, and imagination of new or innovative designs. It is the prediction of performance in its broadest sense, including all the characteristics and properties of materials that are essential and relate to the processing of the plastic. To the designer, an example of a
638 Reinforced Plastics Handbook
strict definition of a design property could be one that permits calculating of product dimensions from a stress analysis. Such properties obviously are the most desirable upon which to base material selections. These correlative properties, together with those that can be used in design equations, generally are called engineering properties. They encompass a variety of stress situations over and above the basic static strength and rigidity, such as impact, fatigue, high and low temperature capability, flammability, chemical resistance, and arc resistance. Recognize that there are many stresses that cannot be accurately analyzed in RPs, URPs, metals, aluminum, etc. Thus one relies on properties that correlate with performance requirements. Where the product has critical performance requirements, such as ensuring safety to people, production prototypes will have to be exposed to the requirements it is to meet in service. Loads on a fabricated product can produce different types of stresses within the material. There are basically static loads (tensile, modulus, flexural, compression, shear, etc.) and dynamic loads (creep, fatigue torsion, rapid loading, etc.). The magnitude of these stresses depends on many factors such as applied forces/loads, angle of loads, rate and point of application of each load, geometry of the structure, manner in which the structure is supported, and time at temperature. The behavior of the material in response to these induced stresses determines the performance of the structure. The behavior of materials (RPs, URPs, steels, etc.) under dynamic loads is important in certain mechanical analyses of design problems. Unfortunately, sometimes the engineering design is based on the static loading properties of the material rather than dynamic properties. Quite often this means over-design at best or incorrect design resulting in failure of the product in the worst case. Failure analysis can be related to potential crack growth behavior to prevent fracture. Fracture is a crack-dominated failure mode. For fracture to occur, a crack must somehow be created, then initiate, and finally propagates. The prevention of any of these events will prevent fracture. Cracks can be considered elastic discontinuities that can come from a variety of sources such as internal voids or dirt, a n d / o r surface scratch, embrittlement, or weld line. Cracks can be consequences of faulty design, poor processing, a n d / o r poor handling of raw material, assuming material arrived clean (Figure 7.6). The nature and complexity of applied loads as well as the shape requires the usual engineering calculations. For a simple engineering form like a plate, beam, or box structure the standard design formulas can be used
7
Fiber buckles
Fiber breaks
9Designs 6 3 9
I
Slot/crack
Crock propagation
Adjoining fibers buckles
Adjoining fibers break
I
Crack propagates
Fracture
f Reduced cross section Open surfaces still support during compression half of loading
Fails during tensile half of loading
Figure 7.6 Schematicsof crack propagation in reinforced plastics
with appropriate parameters relating to the factors of short- and longtime loadings, creep, fatigue, impact, etc. and applying the viscoelastic plastic material behavior (Chapter 3). In a product load analysis the structure as a whole and each of its elements together are in a state of equilibrium. These forces could deform the product due to internal stresses of varying types and magnitudes. This action could be immediate or to some timetemperature period based on its viscoelastic behavior and underestimating potential internal stresses. To overcome this situation different approaches are use, as explained in the engineering books. An example is when the cross-sectional area of a product increases for a given load, the internal stresses are reduced, so make it thicker. Design is concerned with determining the stresses for a given shape and
640 Reinforced Plastics Handbook
subsequently adjusting the shape until the stresses are neither high enough to risk fracture nor low enough to suggest that material is being wasted (cosily). With the more complex shapes the component's geometry complicates the design analysis for RPs (and other materials) and may make it necessary to carry out a direct analysis, possibly using finite element analysis (FEA) followed with prototype testing. When structural components arc to be designed using RPs it must be remembered that the standard engineering equations that arc available (Figures 7.7 and 7.8) have been derived under the assumptions that (1) the strains arc small, (2) the modulus is constant, (3) the strains are independent of the loading rate or history and arc immediately reversible, (4) the material is isotropic, and (5) the material behaves in the same way in tension and compression.
4 F
~ , j ~
F(totalload)
,,,4--------- L
(at/oad) [at load)
/ o l
FL.
(at center)
o =
y =
FL= 48EI
(at center)
y =
4Z
(at support)
a - FL
(at load)
y =
FL
8Z 5FL=
384EI
Y
Z FL= 3El
(at supports)
o = FL 8Z
(at load)
y, =
FL=
192EI
I
F (total load)
1
f
Y
(at support)
a - FL 2Z
(at supports)
o =
(at support)
y =
(at center)
y =
FL= 8El
Figure 7.7 Engineeringequations (no= neutral axis)
FL 12Z FL=
384EI
7 A ,. ncl~ 4
f
C= d
2
9Designs 641
c..o 2
I - b__~ ~
b*-b
,2
I-
. t)
..._._
n~ 84
Z= ~
Z-
6
T
hi-
c.~_
do
c-
2
. t)
_.__..
~.._~ 32
do
-;-
I .
#do".
~)
Z.
~cl.4 . ~)
A
4.h~
# .tx~.h~(b.t) f2
Z .
bd: . h.yb . t)
s
-I-
+
c ..~ 2 I -
Z:
I
~///~~//na/~
c - d -
2stP+M,
~'1
Z o.
/
t J"4"I ,,
2(bs+,0
c
jj
_1
d l t § la(b - t)
-'f-id z . L
!
2sl~+ht~
32ol,
I d-c
tcl§ 3
9 na
h
_._ __
__
f
2 d
I .
-
t x P . h2(O .
6d
t)
na
c.b-
2~,s+m,
- --2A-~
j ,
c), Z..#_. c Z"-
I b-c
Figure 7,8 Beamequations
These equations cannot be used indiscriminately. Each case must be considered on its merits, with account being taken of the plastic behavior in time under load, mode of deformation, static and/or dynamic loads, service temperature, fabrication method, environment, and others. The traditional engineering equations arc derived using the relationship that stress equals modulus time's strain, where the modulus
642 Reinforced Plastics Handbook is a constant. The moduli of many URPs are generally not a constant, but most RPs approach a constant. However, as reviewed throughout this book one has to at least take into account the temperature-time effect.
Theory of Elasticities and Materials Engineering wise for RPs there are basic approaches of theory of elasticity and strength of materials. In most engineering problems, both methods assume homogeneous, isotropic solid, linearly elastic material. A very important requirement for both approaches is that equilibrium of loads/forces be satisfied. These conditions being met to a reasonable degree, one would expect the elasticity solution to be superior to the strength of materials. Theories exist that provide a unifying principle that explains a body of facts and the laws that is based on those facts. Strength of material refers to the structural engineering analysis of a part to determine its strength properties. There is also the important empirical approach that is based on experience and observations rather than theory. The basic optimization design theory can be related to the systematic activity necessary, from the identification of the market/user need, to the selling of the successful product to satisfy that need. It is an activity that encompasses product, process, people, and organization. No fine line separates the theory of elasticity from the strength of materials method. The value of one approach over the other depends on the particular application regardless of what material is used (plastic, metal, etc.). In most design or engineering problems, both methods assume homogeneous, isotropic, linearly elastic material. Both methods require that equilibrium of force be satisfied. To determine a 3-D stress distribution using the theory of elasticity, six stress-strain equations and six strain-displacement equations can be used in addition to three equilibrium equations. The unknowns, six stress components and three displacements, may be found for given loading and boundary conditions. If the problem is formulated in such a way that the displacements are not explicitly included, it is necessary to establish compatibility of strains; that is, one must show the material to be continuous in a stressed and unstressed state. An alternative problem formulation assumes a state of stress that satisfies equilibrium of forces and corresponds to the loading and boundary conditions. Compatibility of strains is not necessarily satisfied. The strength of materials approach solves problems that would be very unwieldy using elasticity methods. Because the stress distribution is assumed beforehand, it is apparent that the latter approach would be meaningless if one were required to find the stress concentration due to a hole in a tension
7
Designs 9 643
member or for any problem where one would have no rational basis for assuming a certain distribution. Where the theory of elasticity results in a tractable formulation, the solution is accurate to the degree described in the loading and boundary conditions, and to the degree to which the material approaches the assumed ideal of an homogeneous, isotropic solid. Under these conditions, the elasticity solution would be expected to be superior to the strength of materials approach. However, the strength of materials method may be favorable when an assumed stress distribution accurately portrays the system due to factors such as local yielding. The above review pertains too many, but not all metals, as some have directional properties (nonisotropic) such as drawn steel. In this case, the theory of elasticity is used. With RPs that is isotropic and nonhomogeneous, the same is applied. In fact, recognizing the imperfection of certain metals during processing, this method is still used, using a higher design safety factor. This approach can also be used with RPs to provide some guidelines for the strength of materials approach. Reinforced Plastic Performances
RPs offers certain important structural and other performance requirements. These requirements provide the designer great flexibility and provide freedom practically not possible with most other materials. However, it requires a greater understanding of the interrelations to take full advantage of RPs. It is important to understand that RPs has an extremely wide range of properties, structural responses, product performance characteristics, product shapes, manufacturing processes, and influence on product performances. The usual approach is that the designer is involved in "making the material." RP designed products have often performed better than expected, despite the use of less sophisticated fabricating tools in their design. Depending on construction and orientation of stress relative to reinforcement, it may not be necessary to provide extensive data on time-dependent stiffness properties since their effects may be small and can frequently be considered by rule of thumb using established practical design simplified approaches. When time dependent strength properties are required, creep, fatigue, and other data are used most effectively. The arrangement and the interaction of the usual stiff, strong fibers dominate the behavior of RPs with the less stiff, weaker plastic matrix [thermoset (TS) or thermoplastic (TP)]. A major advantage is that directional properties can be maximized in products by locating fibers
644 Reinforced Plastics Handbook
that maximize mechanical (Chapters 2 and 5).
performances
in
different
directions
When compared to URPs, the analysis and design of RPs is simpler in some respects and more complicated in others. Simplifications are possible since the stress-strain behavior of RPs is frequently linear to failure and they are less time-dependent. For high performance applications, they have their first damage occurring at stresses just below their high ultimate strength properties. They are also much less temperature-dependent, particularly RTSs (reinforced TSs). When constructed from any number and arrangement of RP plies, the stiffness and strength property variations may become much more complex for the novice. Like other materials, there arc similarities in that the first damage that occurs at stresses just below ultimate strength. Any review that these type complications cause unsolvable problems is incorrect. Reason being that an RP can be properly designed, fabricated, and evaluated to take into account any possible variations; just as with other materials. The variations may be insignificant or significant. In either case, the designer will use the required values and apply them to an appropriate safety factor; similar approach is used with other materials. The designer has a variety of alternatives to choose from regarding the kind, form, amount of reinforcement to use (Figure 7.9), and the process vs. requirements.
Figure 7~9
Properties of reinforced plastics based on type and amount of reinforcement
With the many different fiber types and forms available, practically any performance requirement can be met and molded into any shape. However they have to be understood regarding their advantages and limitations. As an example there are fiber bundles in lower cost woven rovings that are convoluted or kinked as the bulky rovings conform to
7
9Designs 6 4 5
the square weave pattern (Chapter 2). Kinks produce repetitive variations in the direction of reinforcement with some sacrifice in properties. Kinks can also induce high local stresses and early failure as the fibers try to straighten within the matrix under a tensile load. Kinks also encourage local buckling of fiber bundles in compression and reduce compressive strength. These effects are particularly noticeable in tests with woven roving in which the weave results in large-scale reinforcement. Fiber content can be measured in percent by weight of the fiber portion (wt%). However, it is also reported in percent by volume (vol%) to reflect better the structural role of the fiber that is related to volume (or area) rather than to weight. When content is only in percent, it usually refers to wt%. As shown in Figure 7.10 they can be isotropic, orthotropic, etc. Basic behaviors of combining actions of plastics and reinforcements have
Figure 7.10
Fiber directional arrangements and property behavior (courtesy of Plastics FALLO)
646 Reinforced Plastics Handbook been developed and used successfully. As an example, conventional plain woven fabrics that are generally directional in the 0 ~ and 90 ~ angles contribute to the highest mechanical strength at those angles. The rotation of alternate layers of fabric to a layup of 0 ~ + 45 ~ 90 ~ and -45 ~ alignment reduces maximum properties in the primary directions, but increases in the + 45 ~ and -45 ~ directions. Different fabric and/or individual fiber patterns are used to develop different property performances in the plain of the molded RPs. Examples are shown in Figure 7.11. These woven fabric patterns can include basket, bias, cowoven, crowfoot, knitted, leno, satin (four-harness satin, eightharness satin, etc.), and twill (Chapter 2). For almost a century many different RP products have been designed, fabricated, and successfully operated in service worldwide. They range from small to large products such as small electric insulators for high voltage cable lines to large 250 ft diameter deep antenna parabolic reflectors to high performance aircraft, boats, and spacecrafts. RPs have been used in all types of buildings, transportation vehicles, different designed bridges, road surfacing such as aircraft landing strips and roads, mining equipment, water purification and other very corrosive environmental equipment, all types of electrical/electronic devices, etc.
Design Detractor and Constrain Designing good products (profiles, moldings, etc.) requires knowledge of RPs that includes their advantages and disadvantages also some familiarity with the processing methods. Until the designer becomes familiar with processing, a fabricator must be taken into the designer's confidence early in the development stage and consulted frequently during those early days. The fabricator and the mold or die designer should advise the product designer on RP materials behavior and how to simplify the design to permit easier processability. Although there is no limit theoretically to the shapes that can be created, practical considerations must be met such as available processing equipment and cost. These relate not only to the part design, but also the mold or die design, since they must be considered as one entity in the total creation of a usable, economically feasible part.
Design Analysis Processes The nature of design analysis obviously depends on having productperformance requirements. The product's level of technical sophistication and the consequent level of analysis that can be justified costwise basically control these requirements. The analysis also depends on the
7
9Designs 6 4 7
0o
~
U
R
E URE
270 ~ 9
90 ~
270 ~
90 ~
// 1
o
0o
~
~,,.~FLEXURE
270 ~
90 ~
180 ~
io ~
based on fiber lay-up directional patterns:
90 ~
180 ~
90 ~
Figure 7.11 Examplesof RPproperties
~FLEXURE
2 7 0 ~.
27.0 ~
1
0o
FLEXURE
A. Properties of style 181 glass fabric; parallel lay-up with 60 wt% glass content B. Properties of style 143 glass fabric; parallel lay-up with 65 wt% glass content C. Properties of style 143 glass fabric; plied at 0 ~ 90 o with 65 wt% glass content D. Properties of style 143 glass fabric; plied at 0 ~ 45 ~ 90 ~ 135 o with 65 wt% glass content E. Properties of chopped glass strand mat; parallel lay-up with 40 wt% glass content
648 Reinforced Plastics Handbook
design criteria for a particular product. If the design is strength limited, to avoid component failure or damage, or to satisfy safety requirements, it is possible to confine the design analysis simply to a stress analysis. However, if a plastic product is stiffness limited, to avoid excessive deformation from buckling, a full stress-strain analysis will likely be required. Even though many potential factors can influence a design analysis, each application fortunately usually involves only a few factors. For example, RTPs' properties are dominated by the viscoelasticity (Chapter 3) relevant to the applied load. Anisotropy usually dominates the behavior of long-fiber RPs and so on. The design analysis processes for metals, URPs, and RPs are essentially the same, however, due to a certain degree of differences; they sometimes appear to be drastically different. Experience of design analysis can be misleading if applied without consideration to RPs behaviors and processes. The design analysis process is composed essentially of the three main steps" (a)
assessment of stress and strain levels in the proposed design;
(b) comparison of critical stress and/or deformation values with
design criteria to ensure that the proposed design will satisfy product requirements and materials limitations; and
(c)
modification of the proposed design to obtain optimum satisfaction of product requirement.
For metallic materials, component design is usually strength limited so that the design criteria in step (b) are often defined in terms of materials strength values, that is, in terms of a maximum permissible stress. Even when the design criterion is avoidance of plastic flow, rather than avoidance of material failure, the criterion is specified by the limiting yield stress. In these cases, step (a) is only required to provide an analysis of the stress distribution in the component, and the strain and deformation distributions are of little practical interest. These conclusions are a consequence of the relatively high stiffness of metals, and the principal exception is the deformation of thin sections that may lead to buckling. A further simplification can often arise if the stress analysis problem required in step (a) is statistically determinate. In particular, this requires that the externally applied constraints (or boundary conditions) can all be expressed in the form of applied loads and not in terms of imposed relative displacements. The stress distribution depends on the applied loads and on the component geometry, but not on the material stiffness
7
9Designs 6 4 9
properties. Thus, it is identical for all materials, whether they be elastic, rigid, or any other form, provided only that the material is sufficiently stiff for satisfaction of the assumption that the applied loads can be considered to be applied to the undeformed, rather than deformed, component geometry. Thus, for metallic materials in many idealized practical situations, the design process is simplified to a stress (but not strain or displacement) analysis followed by comparison and optimization with critical stress values. When the problem is not statistically determinate, the stress analysis requires specification of material stiffness values, but the associated strain and deformation values are usually not required. Since the material behavior is usually represented adequately by linear isotropic elasticity, the stress analysis can be limited to that form, and there are many standard formulae available to aid the designer. For URPs, the emphasis is somewhat different. Due to their relatively low stiffness, component deformations under load may be much higher than for metals and the design criteria in step (b) are often defined in terms of maximum acceptable deflections. Thus, for example, a metal panel subjected to a transverse load may be limited by the stresses leading to yield and to a permanent dent. Whereas a URPs panel may be limited by a maximum acceptable transverse deflection even though the panel may recover without permanent damage upon removal of the loads. Even when the design is limited by material failure it is usual to specify the materials criterion in terms of a critical failure strain rather than a failure stress. Thus, it is evident that strain and deformation play a much more important role for URP than they do for metals. As a consequence, step (a) is usually required to provide a full stress/strain/ deformation analysis and, because of the viscoelastic nature of plastics, this can pose a more difficult problem than for metals. A particular distinction between the mechanical behaviors of metals and plastics (URPs and RPs) is explained in order to avoid a possible confusion that could have arisen from the preliminary review. A typical stress-strain curve for a metal exhibits a linear elastic region followed by yield at the yield stress, plastic flow, and ultimately failures at the failure stress. Yield and failure occur at corresponding strains, and one could define yield and failure in terms of these critical strains. This is not common practice because it is simpler in many cases to restrict step (a) to a stress analysis alone. By comparison, it may appear strange that it was stated that plastics failure criteria are usually defined in terms of a critical strain (rather than stress) and, by comparison with the metals case, switching back from strain to stress may appear to be a minor operation.
650 Reinforced Plastics Handbook
Explanation of this apparent fallacy depends on recognition of the fact that stress and strain are not as intimately related for URPs as they are for RPs and metals. This is demonstrated by a set of stress-strain curves for typical URPs where their loading rates increase. This emphasizes that the stress-strain curve for URPs is not unique, but depends on the loading type, that is, also on time, frequency, or rate. For example, the stress-strain curves obtained at different loading rates and for metals these curves would essentially coincident. However, the behavior of plastics can be very different at low and high rates, and there is no unique relation between stress and strain since this depends also on the loading rate. It is evident that characterization of failure through a unique failure strain cannot be valid in general, but it can be a good approximation in certain classes of situations such as, for example, at high rates or under creep conditions. For RPs, the emphasis and difficulty in the design analysis depends on the nature of the RPs. For a thermoplastic reinforced (RTP) with short fibers, the viscoelastic nature of the matrix remains an important factor, and the discussion given above for URPs is relevant. In addition, there may be a significant degree of anisotropy a n d / o r inhomogeneity due to processing that could further complicate the analysis. For TSs reinforced (RTS) with short fibers (for example, BMC) their may be only a low level of viscoelasticity, anisotropy, and inhomogeneity, and metals-type design analysis may be a reasonable approximation. However, RTSs with long fibers can have a high degree of anisotropy (depends on lay up of reinforcement), and this must be taken into account in the design analysis. When TPs are reinforced with long fibers there may be significant anisotropy and viscoelasticity, and this creates a potentially complex design analysis situation. In all cases, RPs failure characteristics may be specified in terms of a critical strain, and this requires the design analysis to be performed for stress and strain. Long-fiber materials can often be tailored to the product requirements, and therefore materials design analysis and component design analysis interacts strongly. If the component design analysis is statistically determinate (stresses independent of materials properties) then this can be carried out first, and then the material can be designed to carry the stresses in the most efficient manner. However, if the analysis is not statistically determinate, then the component stresses depend on material anisotropy, and material and product design have to be carried out and optimized at the same time. This is also the case if component shape is regarded as one of the variable design parameters. In summary, it can be seen that RPs and URPs design analysis follows the same three steps (a) to (c) as that for metals, but as reviewed there
7 Designs 9 651 are some differences of emphasis and difficulty. In particular, step (a) is usually more substantial for the newer materials, partly because a full stress/strain/deformation analysis is required and partly because of the need to take account of viscoelasticity, inhomogeneity, a n d / o r anisotropy. For long fiber materials, the component design analysis may need to contain an associated material design analysis.
Design Accuracies Also called deviation, it is a concept of exactness. When applied to a method, it denotes the extent to which bias is absent; when applied to a measured value, it denotes the extent to which both bias and random error are absent. Accuracy can refer to freedom from making errors or conformity to a standard. A fabricating system can be very "precise" and have poor accuracy. Manufacturing target of consistent, repeatable fabrication requires more than fight mechanical equipment standards, fight plastic material standards, and precise instruments with fastintegrated control response. However, these conditions can go a long way to meeting the target. What has to be included is calibrating instruments to fixed standards. To achieve accuracy the pressure, temperature, speed, and other control parameters must be calibrated to traceable standards. By measuring against known standards, the accuracy of the measurements can be determined. There can be parameters that cannot be quantified so these will contribute to the variability and limit the accuracy that can be obtained. Variations in molecular weight, pellet size, virgin/recycled mixes, etc. can affect the process. Unfortunately, these variations are not often recognized or easily identified.
Design Failure Theory In many cases, a product fails when the material begins to yield "plastically". In a few cases, one may tolerate a small dimensional change and permit a static load that exceeds the yield strength. Actual fracture at the ultimate strength of the material would then constitute failure. The criterion for failure may be based on normal or shear stress in either case. Modes of failure include excessive elastic deflection or buckling. The actual failure mechanism may be quite complicated; each failure theory is only an attempt to explain the failure mechanism for a given class of materials. In each case a safety factor is employed. However, with proper part design, these failures are eliminated or can be permitted since part performance is met.
652 Reinforced Plastics Handbook There are different design failure theories such as the Griffith theory. It expresses the strength of a material in terms of crack length and fracture surface energy. Brittle fracture is based on the idea that the presence of cracks determines the brittle strength and crack propagation occurs. It results in fracture rate of decreased elastically stored energy that at least equals the rate of formation of the fracture surface energy due to the creation of new surfaces.
Design and Product Liabilities In designing a product, equipment, testing procedure, etc. factors to consider include top management support; product liability recognized by design, production, and other people involved; include all possible safety devices; communicate and document with customer or buyer regarding any potential problems, hazards, etc.; if outside source used for parts check their safety programs with documentation; have a system to collect history of the same or similar part; and when sold get "feedback" on performance and problems with recall system.
Stress-Strain Behaviors The information presented throughout this book is used in different loading equations. As an example stress-strain (S-S) data may guide the designer in the initial selection of a material. Such data also permit a designer to specify design stresses or strains either safely within the proportional/elastic limit of the material. However for certain products such as a vessel that is being designed to fail at a specified internal pressure, the designer may choose to use the tensile yield stress of the material in the design calculations. Designers of most structures specify material stresses and strains well within the proportional/elastic limit. Where required (with no or limited experience on a particular type product material wise a n d / o r process wise) this practice builds in a margin of safety to accommodate the effects of improper material processing conditions a n d / o r unforeseen loads and environmental factors. This practice also allows the designer to use design equations based on the assumptions of small deformation and purely elastic material behavior. Other important properties derived from S-S data that are used include modulus of elasticity and tensile strength.
7 Designs 9 653 Rigidities (EIs) Tensile modulus of elasticity (E) is one of the two factors that determine the stiffness or rigidity (E/) of structures comprised of a material (RPs, etc.). The other is the moment of inertia (/) of the appropriate cross section, a purely geometric property of the structure. Table 7.5 provides examples of moment of inertia. In identical products, the higher the modulus of elasticity of the material, the greater the rigidity and doubling the modulus of elasticity doubles the rigidity of the product. The greater the rigidity of a structure, the more force must be applied to produce a given deformation. It is appropriate to use E to determine the short-term rigidity of structures subjected to elongation, bending, or compression. It may be more appropriate to use the flexural modulus to determine the shortterm rigidity of structures subjected to bending, particularly if the material comprising the structure is non-homogeneous, as foamed or fiber-reinforced materials tend to be. In addition, if a reliable compressive modulus of elasticity is available, it can be used to determine short-term compressive rigidity, particularly if the material comprising a structure is fiber-reinforced.
Hysteresis Effects Hysteresis relates to the relation of the initial load applied to a material and its recovery rate when the load is released. There can be a time lapse that depends on the nature of the material and the magnitude of the stresses involved particularly RTPs. This behavior is typically nonlinear and history dependent. This incomplete recovery of strain in a material subjected to a stress during its unloading cycle is due to energy consumption. Upon unloading, complete recovery of energy does not occur. During a static text this phenomenon is called elastic hysteresis; for vibratory stresses it is called damping. The area of this hysteresis loop, representing the energy dissipated per cycle, is a measure of the damping properties of the material. Under vibratory conditions the energy dissipated varies approximately as the cube of the stress (Figure 7.12). This energy is converted from mechanical to frictional energy (heat). It can represent the difference in a measurement signal for a given process property value when approached first from a zero load and then from a flail scale. They provide examples of recovery to near zero strain. It shows that material can withstand stress beyond its proportional limit for a short time, resulting in different degrees of the hysteresis effect.
654
Reinforced
Plastics Handbook
15
W
a,
0 o
0
.~-,.--'--'~10
.
.
.
"~ 3%
.
r
8 J j, J
L=
s
pS
0
9~
J
J
Q
,,=,
=
5
jP
F ~.
0
.
.
. J" .
.
.
.
.
....
.
4
2 S train, (%)
1
IP
p'
-
X
-I
I ! I I I
T
0
Q
I
Iy
I i I I I
Figure 7.12 Hysteresisrecovery effects (above) and hysteresis loop related to cyclic loading The hysteresis heating failure occurs more commonly in TP type members subject to dynamic loads. An example is a plastic gear. With the gear teeth under load once per revolution, it is subjected to a bending load that transmits the power from one gear to another. Another example is a link that is used to move a paper sheet in a copier or in an accounting machine from one operation to the next. The load may be simple tensile or compressive stresses, but more commonly it is a bending load.
7 Designs 9 655 Vibration Suppression: Isolation and Damping Vibration occurs in any structure that moves or has moving parts. The effects of vibration range from minor annoyance, such as noise in an automobile, to significant damage to the structure or its contents. The simplest way to design around vibration problems is to make the structure more rugged so that it can withstand the vibration without damage. This approach, however, always adds weight to the structure and cost. It often cannot be applied to certain delicate instruments or other sensitive payloads. For example, while it is possible to build an electronics package that can survive the vibration environment of a space launch vehicle, designing a mirror that can withstand the same conditions is a much greater challenge. An alternative approach is to suppress the vibration, reducing its magnitude and thereby minimizing its effects. CSA Engineering (CSA, Mountain View, CA., USA) specializes in designing and building vibration suppression systems for aerospace and industrial applications. The company uses two main approaches to vibration suppression: isolation and damping. Neither eliminates vibration, but both reduce the vibration at frequencies where the structure is most susceptible to damage. Isolation is mainly used to counteract higher frequency vibrations. Special mounts are installed, which prevent the vibration from either moving across certain parts of the structure, isolating individual components, such as instruments, or isolating a vibration source, such as a motor or pump. Damping systems do not isolate the structure from the vibration source, but instead reduce the magnitude of the vibration within the structure. There is damping technologies that are passive and active. In passive systems, vibrations are diverted into special materials or structural components that dissipate the vibration energy as heat. In active systems, an electronic system monitors the response of the structure to vibration, and actuators then move the structure in opposition to the vibration, effectively canceling it out. Active systems can achieve greater performance and control than passive systems, but are much more expensive, take up more space, and require power. Structures vibrate when an applied force varies with time, Cyclic force repeatedly peaks and drops off; the time between peaks is the frequency. Although the dynamic force may not follow a smooth curve with a simple frequency, most forces can be viewed as combinations of sinusoidal cyclic forces and different frequencies. Likewise, the dynamics of a structure can be characterized by discrete resonant frequencies, or modes, each with its own unique shape. Structures react to the entire spectrum of applied force frequencies, but the response to the resonant
656 Reinforced Plastics Handbook
components of the force will be amplified. Suppression systems lower the overall response, but most often, the main goal is to remove the resonant peaks. Resonant responses can lead to many problems, including high dynamic stresses, excessive dynamic motions, and early fatigue failures. Minimizing these effects enables the structure to be fighter. Vibration may cause a stationary object to move out of position or alignment, which would prevent certain instruments, such as optical systems, from operating properly at all. In a design one has to identify the mode(s) to suppress. It usually requires a special type of finite element analysis (FEA), called modal analysis. At CSA detailed FE models use MSC.Nastran (MSC.Software, Santa Aria, CA., USA), running on dual processor HP/Linux machines. Dynamic models typically require less detail than static stress models in order to accurately capture the modal shapes. FE results show the vibrations as strain energy; identifying regions of high strain energy shows where vibration suppression methods should be applied. Damping treatments can be applied directly to the areas of highest strain energy, making them an efficient suppression method, but care must be taken to maintain strength and stiffness requirements. Damping works by putting the strain energy into a system or material that can transform the motion into heat. CSA uses several damping techniques, but it is particularly known for its expertise in using viscoelastic materials (VEMs) (Chapter 3). Adhesives and elastomer-like materials are common VEMs used in damping applications. VEMs reduce the vibration amplitude and peak dynamic stresses; they also delay the reaction to input forces, resulting in a time or phase difference between the peak in the input force and the peak in strain energy. Mathematically, the viscoelastic material is represented by a complex stiffness function. It includes a stiffness component or shear modulus, and a loss modulus or loss factor, which describes the energy loss and phase difference. For any given material, the complex stiffness function varies with both frequency and temperature; VEMs get stiffer as frequency increases, and the loss factor peaks over material-specific temperature and frequency ranges. Because VEMs work by converting motion into heat, they must be free to move. This means that VEMs have a very low stiffness compared to RPs or metals. Used improperly, they can reduce the overall stiffness of the structure. One way to overcome this problem is to bond the VEMs on the face of the RP. The idea is to place the VEM far away from the neutral axis (center) of bending so the strains in the VEM are larger than in the structure. This allows dissipating strain energy while adding significant stiffness to the structure.
7
9Designs 6 5 7
Viscoelastic layers convert strain energy into heat, suppressing the harmful effects; viscoelastic damping systems reduce overall vibration response and remove resonant peaks. Co-curing viscoelastic materials (adhesives, etc.) with RPs reduces the space required by damping suppression systems and cuts manufacturing costs. FEA coupled with materials databases enables selection of materials with optimum damping properties. Poisson's Ratios
Poisson's ratio is a required constant in engineering analysis for determining the stress and deflection properties of materials (RPs, URPs, metals, etc.). It is a constant for determining the stress and deflection properties of structures such as beams, plates, shells, and rotating discs. With plastics when temperature changes, the magnitude of stresses and strains, and the direction of loading all have their effects on Poisson's ratio. However, these factors usually do not alter the typical range of values enough to affect most practical calculations, where this constant is frequently of only secondary importance. The application of Poisson's ratio is frequently required in the design of structures that are markedly 2-D or 3-D, rather than 1-D like a beam. For example, it is needed to calculate the so-called plate constant for flat plates that will be subjected to bending loads in use. The higher Poisson's ratio, the greater the plate constant and the more rigid the plate. When a material is stretched, its cross-sectional area changes as well as its length. Poisson's ratio (v) is the constant relating these changes in dimensions. It is defines as the ratio of the change in lateral width per unit width to change in axial length per unit length caused by the axial stretching or stressing of a material. It is the ratio of transverse strain to the corresponding axial strain below the tensile proportional limits. For plastics the ratio falls within the range of 0 to 0.5. With a 0 ration there is no reduction in diameter or contraction laterally during the elongation but would undergo a reduction in density. A value of 0.5 would indicate that the specimen's volume would remain constant during elongation or as the diameter decreases such as with elastomeric or rubbery material. RTPs range is usually from about 0.1 to 0.4, URPs about 0.2 to 0.4, and natural rubber is at 0.5 (Table 7.7). In mathematical terms, Poisson's ratio is the diameter of the test specimen before and after elongation divided by the length of the specimen before and after elongation. Poisson's ratio will have more than one value if the material is not isotropic.
658 Reinforced Plastics Handbook Table 7.7 Examples of Poisson's ratios Material
Ratio
Aluminum Carbon steel Rubber Rigid thermoplastics NEAT RP Rigid thermosets NEAT RP
0.33 0.30 0.50 0.20-0.40 0.20-0.40 0.20-0.40 O.2O-O.4O
To lera n ces/S h ri n kages
The RTSs (also TS) plastics are usually more suitable to meet fight tolerances than RTPs (also TPs). With amorphous and crystalline RTPs, they can be more complicated tolerancewise if the fabricator does not understand their behavior (Chapter 3). Crystalline plastics generally have different rates of shrinkage in the longitudinal (melt flow direction) and transverse directions when it is injection molded (IM). TPs with reinforcements significantly permit meeting fighter tolerances than those unreinforced thermoplastics (UTPs). Shrinkage changes can occur at different rates in different directions for RTPs, particularly UTPs. These directional shrinkages can vary significantly due to changes in processes such as during IM. Activity is influenced by factors such as injection pressure, melt heat, mold heat, and part thickness as well as shape. The amorphous type melt flow can be easier to balance. Shrinkage is caused by a volumetric change in a material, particularly RTP, as it cools from a molten to a solid form. Shrinkage is not a single event since it can occur over a period of time for certain plastics, particularly TPs. Most of it happens in the mold, but it can continue for up to 24 to 48 hr after molding. This so-called post-mold shrinkage may require a product to be constrained in a cooling fixture to eliminate warpage. Additional shrinkage can occur principally with RTPs when annealing or exposure to high service temperatures that relieves frozenin stress during fabrication. The main considerations in mold design affecting product shrinkage are to provide, for instance, with IM of RTPs, mold cavity shape to allow
7
9Designs 6 5 9
for shrinkage and adequate cooling, proper cooling rate, proper gate size and location, and structural rigidity. Of these three, cooling conditions is the most critical, especially for crystalline TPs. A number of the computer-aided flow simulation programs offer modules designed to forecast product shrinkage (and, to a limited degree, warpage) from the interplay of RP or URP and mold temperatures, cavity pressures, molded part stress, and other variables in mold-fill analysis. The predicted shrinkage values in various areas of the product should be used as the basis for sizing the mold cavity, either by manual input or feed-through to a mold-dimensioning program. All the programs can successfully predict a certain degree of shrinkage. Experience provides useful information. Target is to consider providing an initial cavity on the smaller size so if a molded part is too small all that is required is machining the cavity to enlarge the cavity. To meet tolerances or shrinkages (as with other materials), more is needed to be applied than simple arithmetic. An important requirement is that someone such as the product moldmaker be familiar with plastics behavior and, particularly, its fabrication method. Of course, with experience in a product equal or similar, as with other materials, setting tolerances and shrinkages is automatic. TSs has a much lower shrinkage than TPs. The TSs is also easier to control shrinkage; however, TPs are controllable. When comparing the shrinkage behaviors of URPs with RPs, there is much less shrinkage with RPs. Thus with RPs, tolerances and shrinkages are significantly reduced or eliminated and provide more reliability in ease of repeatability than URPs. TS matrix with all type of reinforcements a n d / o r fillers generally are more suitable to meet fight dimensional tolerances. For example with injection molded products they can be held to extremely close tolerances of less than a thousand of an inch (0.0025 cm) or down to zero (0.0%) such as when using graphite powder fillers. Tolerances that can be met commercially go from 5% for 0.020 in. (0.05 cm) thick, to 1% for 0.500 in. (1.27 cm), to 1/2% for 1.000 in. (2.54 cm), to 1/4% for 5.000 in. (12.70 cm), etc. With a small amount of blowing agent, such as 5 wt%, shrinkage can usually be eliminated or practically eliminated with practically no change in density (Chapter 5 FOAMS). Tolerances should not be specified tighter than necessary for economical production. However, after production starts, the target is to mold as 'fight' as possible to be more profitable by using less material a n d / o r reducing molding cycle time which result in lower fabrication cost. As reviewed there are unreinforced molded plastics
660 Reinforced Plastics Handbook that change dimensions (shrink) immediately after or in a day or a month due to material relaxation and changes in temperature, humidity, a n d / o r load application. RPs can significantly reduce or even eliminate this dimensional change after molding. Using any calculated shrinkage approach provides a guide in simple shapes. For other shapes, some critical key dimensions of the product will, more often than not, not be as predictable from the shrink allowance, particularly if the product is long, complex shape, or tightly toleranced. This situation also exists with other materials when new shaped products are to be produced (steel, aluminum, etc.). Determining shrinkage involves more than just applying the appropriate correction factor from a material's data sheet. Experience and data sheets provide guides (Figures 7.13 and 7.14) (Chapter 9). 20.0
16.0
E
~
\
12.0
8.0
Nylon6 / 6 ~ , ~
r~
4.0
0
5
in
15
20
25
30
35
40
Glass fiber, w t %
Figure 7.13
Thermoplasticcompounds mold shrinkage vs. glass fiber content
Stress Whitening Also called crazing. It is the appearance of white regions in a material when it is stressed. Stress whitening or crazing is damage that can occur when an RP but particularly an unreinforced TP, is stretched near its yield point. Means to eliminate this damage can be used that includes fillers such as milled glass fibers/resin as a gel coating. The surface takes on a whitish appearance in regions that are under high stress. It is
7 3.0
U n r e i n f o r c ~ gradml
Unreinforced nvton 6 (3% moisture)
~. 2.0
~'~ ~
t 2
I 4
Wall thickness, mm
1.5
Unreinforced PST Un rei n forced pol v~:arbonate
1.0
0
9Designs 6 6 1
I 6
. . . . . . . . .
4 1.0
~ I~
.z ,,,.
Glass reinforced nylon 6 (3% moisture) reinforced PST
0.5
~
2
Figure 7.14
30% glass reinforced polycagoonate
4 6 Wall thickness, mm
Mold shrinkage vs. wall thickness comparisons of thermoset plastic compounds
usually associated with yielding. For practical purposes, stress whiting is the result of the formation of microcracks or crazes that is a form of damage. Crazes are not basically true fractures because they contain strings of highly oriented plastic that connect the two surfaces of the crack. These fibrils arc surrounded by air voids. Because they are filled with highly oriented fibrils, crazes are capable of carrying stress, unlike true fractures. As a result, a heavily crazed part can carry significant stress even though the part may appear fractured. It is important to note that crazes, microcracking, and stress whitening represent irreversible first damage to a material that could ultimately cause failure. This damage usually lowers the impact strength and other properties. In the total design evaluation, the formation of stress cracking or crazing damage should be a criterion for failure based on the stress applied.
662 Reinforced Plastics Handbook
Static Stresses This section reviews the static property aspects that relate to short-term loads (Figure 7.15 and Table 7.8). As reviewed with RTPs the TPs being viscoelastic respond to induced stress by two mechanisms" viscous flow and elastic deformation occurs. Viscous flow ultimately dissipates the applied mechanical energy as frictional heat and results in permanent material deformation. Elastic deformation stores the applied mechanical energy as completely recoverable material deformation. The extent to which one or the other of these mechanisms dominates the overall response of the material is determined by the temperature and by the duration and magnitude of the stress or strain. The higher the temperature, the most freedom of movement of the individual plastic molecules that comprise the TP and the more easily viscous flow can occur with lower mechanical performances. Reinforcements in TPs significantly reduce this situation compared to UTPs.
!
i TENSILE ---
,o,o ] Ii
I
O =lC ---CREEP
MODULUS ---
---FATIGUE
FLEXURAL ---
"--TORSION
COMPRESSIVE --SHEAR ---
TORSION --OTHERS ---
I
---RAPID --MOTION
"--COMBINED
STRESSES
---OTHERS
Figure 7. 1,5 Examplesof stresses due to loads (courtesy of Plastics FALLO)
With the longer duration of material stress or strain, the more time for viscous flow to occur that results in the likelihood of viscous flow and significant permanent deformation. As an example when a RTP product is loaded or deformed beyond a certain point, it yields and immediate or eventually fails. Conversely, as the temperature or the duration or
Table 7.8 Examples o f static mechanical properties o f unidirectional fiber/epoxy RPs
Fiber
Axial Modulus GPa [Msi)
Transverse Modulus GPa [Msi)
lnplane Shear Modulus GPa [ M i )
Poisson 5 Ratio
Axial Tensile Strength MPa [Ksi)
E-glass Aramid Boron SM carbon (PAN) UHS carbon (PAN) U H M carbon (PAN) U H M carbon (pitch) UHK carbon (pitch)
45 (6.5) 76 (11) 210 (30) 145 (21) 170 (25) 310 (45) 480 (70) 480 (70)
12 (1.8) 5.5 (0.8) 19 (2.7) 10 (1.5) 10 (1.5) 9 (1.3) 9 (1.3) 9 (1.3)
5.5 (0.8) 2.1 (0.3) 4.8 (0.7) 4.1 (0.6) 4.1 (0.6) 4.1 (0.6) 4.1 (0.6) 4.1 (0.6)
0.28 0.34 0.25 0.25 0.25 0.20 0.25 0.25
1020 (150) 1240 (180) 1240 (180) 1520 (220) 3530 (510) 1380 (200) 900 (1 30) 900 (1 30)
Transverse Tensile Strength MPa [Ksi]
Axial Compressive Strength MPa (Ksi)
Transverse Compressive Strength MPa (Ksi)
lnplane Shear Strength MPa [Ksi]
620 (90) 280 (40) 3310 (480) 1380 (200) 1380 (200) 760 (110) 280 (40) 280 (40)
140 (20) 140 (20) 280 (40) 170 (25) 170 (25) 170 (25) 100 (15) 100 (15)
70 (10) 60 (9) 90 (13) 80 (12) 80 (12) 80 (12) 41 (6) 41 (6)
664
Reinforced
Plastics Handbook
magnitude of material stress or strain decreases, viscous flow becomes less likely and less significant as a contributor to the overall response of the material; and the essentially instantaneous elastic deformation mechanism becomes predominant. Changing the temperature or the strain rate of a RTP may have a considerable effect on its observed stress-strain behavior (Figure 7.16). At lower temperatures or higher strain rates, the stress-strain curve of a TP may exhibit a steeper initial slope and a higher yield stress. In the extreme, the stress-strain curve may show the minor deviation from initial linearity and the lower failure strain characteristic of a brittle material. 10 lo
-- , l day and more .
--1
io s
~ 3
10 6 10 4 10 2
=o o
10 o
10 -2
Creep and
10-4 10 -6
10-1o 10-12
7.16
~ooI ! !1,
~
-'
'1
l! !1
;
', ~,~l.,n,4
I
I I
lO-S
Figure
I I
! j 10 -10
I , 10 -8
sta~testing
I i ~ 10 -6
i III l I I!
sec.to 1.o ~.
i _Rap!d ! ! loading !
I
I
!111 I ! t11! x ! I ! ~ 10 .4 10 -2 10 0 Strain rate, in./in./sec.
! I
I
I !! ~ 10 2
"
~, Disc., etc.
---
"~Mach.--
nmpact I I 10 4
I /
! ,! 10 s
Comparison of different loading rates for different methods of testing (Courtesy of Plastics FALLO)
At higher temperatures or lower strain rates, the stress-strain curve of the same material may exhibit a more gradual initial slope and a lower yield stress, as well as the drastic deviation from initial linearity and the higher failure strain characteristic of a ductile material. There are a number of different modes of stress-strain that must be taken into account by the designer. They include tensile stress-strain, flexural stress-strain, compression stress-strain, torsional stress-strain, a n d / o r shear stress-strain (Table 7.9). Tensile
Stress-Strains
In obtaining tensile stress-strain (S-S) engineering data, as well as other data, the rate of testing directly influences results. The test rate or the
7
9Designs 6 6 5
Table 7,0 Torsional deformation and shear stress formulas F o r m u l a for K in 0 -
Shape
O
K
m
TL n KO
F o r m u l a for S h e a r Stress
16T
rd' 32
rd 3
r
i 6Td
K ~= 1/32r(d 4 -- dl 4)
~r(d ~ - dz 4)
K
"- 2/3 ~rt 3 r
wa3b t K a s ~ a2 + b 2
m r
G ~
K
-
rasXbl3
asffi~+-bi2
[(I
+
q)4
_
GI
v]
b-
K - b4~/~ 8O
O
K -
-
2T tab 2
Ol
bz
watbl2[(I
2T -}. q)4 -- l]
20T N
T
1.09T
2.69b4
. . ab~ [ 1 ~
3T 2 r r t ~-
_
~
(3a +
b4
t.Sb)T
a~-b2 J.---o---~
tit
bxxxxx\xN1 T-"
at: + btz -
K -- 0.140664
t2-" -
ts 'z
9~
4.8T
.o-~----
t--~--4
speed at which the movable cross-member of a testing machine moves in relation to the fixed cross-member influences the property of material. The speed of such tests is typically reported in cm/min. (in./ min.). An increase in strain rate typically results in an increase yield point and ultimate strength.
666 Reinforced Plastics Handbook
An extensively used and important performance of any material in mechanical engineering is its tensile stress-strain curve (ASTM D 638). It is obtained by measuring the continuous elongation (strain) in a test sample as it is stretched by an increasing pull (stress) resulting in a S-S curve. It defines several useful qualities that include the tensile strength, modulus (modulus of elasticity) or stiffness (initial straight-line slope of the curve following Hooke's law and reported as Young's modulus), yield stress, and the length of the elongation at the break point (Figure 7.17). (Modulus of elasticity is also called modulus, Young's modulus, coefficient of elasticity, or E. As Hooke's law states, it is the ratio of stress to strain; documented mathematically during 1678 by Robert Hooke, England. Prior to that year this engineering behavior was understood and put to use since the Roman Empire and prior to the pre-Christian era that in particular includes the Chinese Era.) TENSION
30
ULTIMATE TENSILE STRENGTH
--
F~ 2 9 0 0 0 ..... 6 . Et " ~ - " I~16 " , . o , x ,u ps,
~
~ lO t
0
I 0.000
0.008
0.016
]..
0.024
e---STRAIN, INCHES PER INCH
COMPRESSION
z5 c~
\
~2o
\
~.__ ULTIMATE COMPRESSION STRENGTH
(L
Ec. F.j.c. 25,. ~ . 9 .012
u~ 10
0
0.000
0.OO8
--
I
0.016
,
2.08 x 106 psi
I
0.024
e',- STRAIN, INCHES PER INCH
Figure 7.17
Examples
of tensile and compression stress-strain curves for reinforced plastics
Stress is the force on a material divided by the cross sectional area over which it initially acts (engineering stress). When stress is calculated on the actual cross section at the time of the observed failure instead of the
7
9Designs 6 6 7
original cross sectional area it is called true stress. The engineering stress is reported and used practically all the time. The units of strain are meter per meter ( m / m ) or inch per inch (in./in.). Since strain is often regarded as dimensionless, strain measurements are typically expressed as a percentage. Tensile strength is the maximum tensile stress sustained by a specimen during a tension test. When a maximum stress occurs at its yield point, where the curve deviates from the straight line of the S-S curve, it is designated as tensile strength at yield. When the maximum stress occurs at a break, it is its tensile strength at break. The ultimate tensile strength is usually measured in megapascals (MPa) or pounds per square inch (psi). As an example, tensile strength can range from under 20 MPa (3000 psi) to about 75 MPa (11,000 psi) for URPs to more than 350 MPa (50,000 psi) for RTPs. On an S-S curve, there can be a location at which an increase in strain occurs without any increase in stress. This represents the yield point that is also called yield strength or tensile strength at yield. The yield point can also be identified as the proportional limit; it is the greatest stress at which the plastic is capable of sustaining an applied load without deviating from the straight line of an S-S curve. Some materials may not have a yield point. Yield strength can in such cases be established by choosing a stress level beyond the material's elastic limit. The yield strength is generally established by constructing a line to the curve where S-S is proportional at a specific offset strain, usually at 0.2% (Figure 7.18). Per ASTM testing the stress at the point of intersection of the line with the S-S curve is its yield strength at 0.2% offset.
Yield point
Tensile
(proportio~ //
strength yield
strength
Stress cn Q,I L
" I/ V
AStrain 1
0.2%
.
Strain
Figure 7,18 Selecting a usable yield point and offset strain
668 Reinforced Plastics Handbook
The area under the S-S curve is usually proportional to the energy required to break the specimen that in turn can be related to the toughness of a plastic (Figure 7.19). There are types, particularly the RTSs that are very hard, strong, and tough, even though their area under the stress-strain curve is extremely small.
T u~
Strain
Strain TOUGH MATERIALS
T1
T r
Strain
Strain BRITTLE MATERIALS
Figure 7.19 Areas under the tensile stress-strain curves relate to toughness except for reinforced thermoset plastics
The elastic limit identifies a material at its greatest stress at which it is capable of sustaining an applied load without any permanent strain remaining, once stress is completely released. With RPs the modulus that is the initial tangent to the S-S curve does not change significantly with the strain rate. The softer TPs, such as general purpose polyolefins, the initial modulus is independent of the strain rate. The significant time-dependent effects associated with such materials, and the practical difficulties of obtaining a true initial tangent modulus near the origin of a nonlinear S-S curve, render it difficult to resolve the true elastic modulus of the softer TPs in respect to actual data.
Modulus of Elasticities Many RPs and URPs have a definite tensile modulus of elasticity (E) where deformation is directly proportional to their loads below the proportional limits. Since stress is proportional to load and strain to
7
Designs 9 669
deformation, stress is proportional to strain. Figure 7.20 shows this relationship based on the slope of the stress-strain curve. The left curve is where the S-S straight line identifies a modulus and a secant modulus based at a specific strain rate at point C, which could be the usual 1% strain. Bottom curve secant moduli of different plastics are based on a 85% of the initial tangent modulus. Slope represents tangent modulus - - - , , , , ~ / , , ~
9 f
/~=.=.
~-SIope represents secant modulus at strain C'
o'}
~rtional limit
r
CO
A'
,
,,
Strain
C'
,, r
Tangent modulus
~
85% secant modulus
P
O3
i/ '' /
Strain Figure 7.20 Examplesof tangent moduli and secant moduli
670 Reinforced Plastics Handbook There are plastics such as unreinforced commodity TPs that have no straight region on the S-S curve or the straight region of this curve is too difficult to locate. The secant modulus is used. It is the ratio of stress to the corresponding strain at any specific point on the S-S curve. It is the line from the initial S-S curve to a selected point C on the stress-strain curve based on an angle such as 85% or a vertical line such as at the usual 1% strain. With RPs there can be two or three moduli. Their S-S curve starts with a straight line that results in its highest E, followed by another straight line with a lower E, and so forth. To be conservative providing a high safety factor the lowest E is used in a design however the highest E is used in certain designs where experience has proved success. Interesting straight-line correlations exist of the tensile modulus of elasticity to specific gravity of different materials (Figure 7.21). In this figure, the modulus/specific gravity of RPs with its high performing fibers (graphite, aramid, carbon, etc.) continues to increase in the upward direction.
40x
.~
o
._.L",30
E 8
--
~
,,, 20--'=:'~:E 0
1
1 0 - I ~ J 0
Figure 7,21
0
Spruce I 2
eel
/'ntan~um
Aluminum. Reinforced plastics ,
.
! 4
Specific
I
~ . 6 gravity
I 8
Modulus vs. specific gravity ratio for different materials follows a straight line
Flexural Stress-Strains Flexural stress-strain testing according to ASTM D 790 determines the load necessary to generate a given level of strain on a specimen typically using a three-point load. Testing is performed at specified constant rate of crosshead movement based on material being tested. A solid plastic is usually at 0.05 in./min., foamed plastic at 0 . 1 in./min., etc. Using these
7
9Designs 6 7 1
relationships, the flexural strength (also called the modulus of rupture) and the flexural modulus of elasticity can be determined. Example of flexural modulus of elasticity for URP [true virgin polymer since it does not contain additives, fillers, etc.; a Nothing Else Added To (NEAT) polymer] compared to talc and glass fiber RPs (Table 7.10). Table 7o10 Flexural modulus of elasticity for URP and RPs
UNREINFORCEDPLASTICS Polypropylene neat plastic REINFORCEDPLASTICS Polypropylene plastic/40 wtO/otalc Polypropylene plastic/40 wtO/oshort glass fiber
180,000 psi 575,000 psi 1,100,000 psi
A flexural specimen is not in a state of uniform stress on the specimen. When a simply supported specimen is loaded, the side of the material opposite the loading undergoes the greatest tensile loading. The side of the material being loaded experiences compressive stress (Figure 7.22). These stresses decrease linearly toward the center of the sample. Theoretically, the center is a plane, called the neutral axis that experiences no stress.
COMPRESSIVE STRESS
TENSILE STRESS
Figure 7.22 Tensile-compressive loading occurs on a flexural specimen
In the flexural test the tensile and compressive yield stresses of a RP or URP may cause the stress distribution within the test specimen to become very asymmetric at high strain levels. This change causes the neutral axis to move from the center of the specimen toward the surface that is in compression. This effect, along with specimen anisotropy due to processing, may cause the shape of the S-S curve obtained in flexure to differ significantly from that of the normal S-S curve.
672 Reinforced Plastics Handbook The S-S behavior of plastics in flexure generally follows that of tension and compression tests for RPs. The flexural E tends to be the average between the tension and compression Es. The flexural yield point follows that observed in tension. For the standard ASTM flexural strengths most plastics are higher than their ultimate tensile strengths, but may be either higher or lower than compressive strengths. Since most plastics exhibit some yielding or nonlinearity in their tensile S-S curve, there is a shift from triangular stress distribution toward rectangular distribution when the product is subject to bending. This behavior with plastics is similar to that when designing in steel and also for ultimate design strength in concrete. Shifts in the neutral axis resulting from differences in the yield strain and post-yield behavior in tension and compression usually affect the correlation between the modulus of rupture and the uniaxial strength results. The modulus of rupture reflects in part nonlinearities in stress distribution caused by plastification or viscoelastic nonlinearities in the cross-section. Plastics such as short-fiber RPs with fairly linear S-S curves to failure usually display moduli of rupture values that are higher than the tensile strength obtained in uniaxial tests; wood behaves much the same way. Qualitatively, this can be explained from statistically considering flaws and fractures and the fracture energy available in flexural samples under a constant rate of deflection as compared to tensile samples under the same load conditions. These differences become less as the thickness of the bending specimen increases, as would be expected by examining statistical considerations. The cantilever beam is another flexural test that is used to evaluate different plastics (RPs, etc.) and structures such as beam designs. It is used in creep and fatigue testing and for conducting testing in different environments where the cantilever test specimen under load is exposed to chemicals, moisture, etc.
Compressive Stress-Strains A test specimen under loading conditions located between the two flat, parallel faces of a testing machine is compressed at a specified rate (ASTM D 695). Stress and strain are computed from the measured compression test, and these are plotted as a compressive S-S curve for the material at the temperature and strain rate employed for the test. Procedures in compression testing are similar to those in tensile testing. However in compression testing particular care must be taken to specify the specimen's dimensions and relate test results to these dimensions. If
7
9Designs 6 7 3
a sample is too long and narrow buckling may cause premature failure resulting in inaccurate compression test results. Buckling can be avoided by examining different size specimens or using external supports on the specimen sides. An ideal consideration is a test specimen with a square cross-section and a longitudinal dimension twice as long as a side of the cross-section. At high stress levels, compressive strain is usually less than tensile strain. Unlike tensile loading, which usually results in failure, stressing in compression produces a slow, indefimte yielding that seldom leads to failure of an RP. Where a compressive failure does occur, the designer should determine the material's strength by dividing the maximum load the sample supported by its initial cross-sectional area. When the material does not exhibit a distinct maximum load prior to failure, the designer should report the strength at a given level of strain that is usually at 10%. The compression specimen's ends usually do not remain rigid. They tend to spread out or flower at its ends. Test results arc usually very scattered requiring close examination as to what the results mean in reference to the behavior of the test specimens. Different clamping devices (support plates on the specimen sides, etc.) are used to eliminate the flowering action that could provide inaccurate readings that in turn influence results by usually making them stronger. The majority of tests to evaluate the characteristics of RPs are performed in tension a n d / o r flexure because compression data could be misleading. The result is that compressive stress-strain behavior of many RPs is not well described. Generally, the behavior in compression is different from that in tension, but the S-S response in compression is usually close enough to that of tension so that possible differences can be neglected (Figure 7.23). COMPRESSIVE
TENSILE
0
s _
0
STRAIN
Figure 7.23
0 0
Stress-strain tensile and compressive response tends to be similar
674 Reinforced Plastics Handbook The compressive strength of a URP or a mat-based RTP laminate is usually greater than its tensile strength (unidirectional fiber RTP is usually slightly lower than its tensile strength). However, this is not generally true for RTSs. Different results are obtained with different plastics. As an example the compression testing of foamed plastics provides the designer with the useful recovery rate. A compression test result for rigid foamed insulating polyurethane (3.9 l b / f t 3) resulted in almost one-half of its total strain recovered in one week. Shear Stress-Strains Shear deformation occurs in structural elements such as those subjected to torsional loads and in short beams subjected to transverse loads. Shear S-S data can be generated by twisting (applying torque) to a specimen at a specified rate while measuring the angle of twist between the ends of the specimen and the torque load exerted by the specimen on the testing machine (ASTM D 732). Maximum shear stress at the surface of the specimen can be computed from the measured torque that is the maximum shear strain from the measured angle of twist. The shear mode involves the application of a load to a material specimen in such a way that cubic volume elements of the material comprising the specimen become distorted, their volume remaining constant, but with opposite faces sliding sideways with respect to each other. Basically, shearing stresses are tangential stresses that act parallel to the planes they stress. The shearing force in a beam provides shearing stresses on both the vertical and horizontal planes within the beam. The two vertical stresses must be equal in magnitude and opposite in direction to ensure vertical equilibrium. However, under the action of those two stresses alone the element would rotate. Torsion Stress-Strains Shear modulus can be determined by a static torsion test or by a dynamic test using primarily a torsional pendulum (ASTM D 2236). Also used is an oscillatory rheometer test. The torsional pendulum is applicable to virtually all plastics and uses a simple specimen readily fabricated by all commercial fabricating processes or easily cut from fabricated part. The moduli of elasticity, G for shear and E for tension, are ratios of stress to strain as measured within the proportional limits of the material. Thus the modulus is really a measure of the rigidity for shear of a material or its stiffness in tension and compression. For shear or torsion, the modulus analogous to that for tension is called the shear modulus or the modulus of rigidity, or sometimes the transverse modulus.
7 Designs 9 675
Direct Load Shear Strengths Unlike the methods for tensile, flexural, or compressive testing, the typical procedure used for determining shear properties is intended only to determine the shear strength. It is not the shear modulus of a material that will be subjected to the usual type of direct loading (ASTM D 732). When analyzing plastics in a pure shear situation or when the maximum shear stress is being calculated in a complex stress environment, shear strength equal to half the tensile strength or that from shear tests is generally used, whichever is less.
Residual Stresses It is the stress existing in a body at rest, in equilibrium, at uniform temperature, and not subjected to external forces. Often caused by the stresses remaining in a plastic part as a result of thermal a n d / o r mechanical treatment in fabricating parts. Usually they are not a problem in the finished product. However, with excess stresses, the product could be damaged quickly or after in service from a short to long time depending on amount of stress and the environmental conditions around the product.
Dynamic Stresses For certain products long time dynamic (creep, fatigue, impact, etc.) mechanical load performances in different environments are required. Dynamic loading in the present context is taken to include deformation rates above those achieved on the standard laboratory-testing machine (commonly designated as static or quasi-static just reviewed). These slower tests may encounter minimal time-dependent effects, such as creep and stress-relaxation, and therefore are in a sense dynamic. Thus the terms static and dynamic can be overlapping.
Creep and Fatigue Tests Two of the most important types of long-term material behavior are more specifically creep and fatigue. Whereas S-S behavior usually occurs in less than one or two hours, creep and stress relaxation may continue over the entire life of the structure such as 100,000 hours or more (per ASTM procedures). In many applications, intermittent or dynamic loads arise over much shorter time scales. Examples of such products include chair seats, panels that vibrate and transmit noise, engine mounts and other anti-
676
Reinforced Plastics Handbook
vibration products, and road surface-induced loads carried to wheels and suspension systems of a vehicle. Plastics' relevant properties in this regard are material stiffness and internal damping, the latter of which can often be used to advantage in design. Both properties depend on the frequency of the applied loads or vibrations, a dependence that must be allowed for in the design analysis. The possibility of fatigue damage and failure must also be considered. Mechanical loads on a structure induce stresses within the material. The magnitudes of these stresses depends on many factors, including forces, angle of loads, rate and point of application of each load, geometry of the structure, manner in which that structure is supported, and time at temperature. The behavior of the material in response to these induced stresses determines the performance of the structure (Figures 7.24 to 7.30 and Tables 7.11 and 7.12).
827 "A
t.
:S
Tension
689
= u)
551-" E
:3
_s :i
413 -"
1
276
102
10
....
!
..... !
103
104
!
I
105
I
106
107
Number of Cycles to Failure, N
Figure 7.24
Carbon fiber-epoxy RPs fatigue data
10a
cycles
,.,
Percentof Ultimate Static Strengtt',
107
100
80
60 40 2O Steel
4130
Aluminum 2024-T3
Aluminum 7075-T6
Boror~' Epoxy
Glass Fiber Epoxy
Glass Fiber Epoxy
" E . . . . . . "S'
Figure 7.25
Cafoon Fiber; Epoxy ('Thomel 300)
Aramid Fiber/ Epoxy (Kevlar 49)
High performance fatigue properties of RPs and other materials
Carbon Fiber; Epoxy (HTS)
0---
7
2O0
Maximum Tensile Stress (MPa)
"s ---O-
LongGlass PP ShortGlass PP
---X--~-
ShortGlass Nylon 616 LongGlass PPA
Long Glass Nylon 6/6
150
9 Better long fiber fatigue behavior at Intermediate cycles. 9Similar fatigue behavior at high cycles.
100,
I 0
9Designs 6 7 7
;
100
"I
101
'"h"l
10 =
'' .... I ' J ' " ' l '' ....I ' " ' " l " ' " J " l
103 104 10a 10e
9Polyphthalamide~ Nylon 6/6> Polypropylene
'""
107 10s
Cycles to Failure 1~0
,
,
m
"o'--O--
LongGlass PP Short Glass PP
--](-
Long Glass Nylon 6/6 Short Glass Nylon 6/6
~
100-
Maximum Flexural Stress (MPa)
G l s s s PPA
9Superior long glass fiexural fatigue behavior at all cycles
50-
9Polyphthalamide Nylon 6/6> Polypropylene 0,
104
10 3
102
10e
lC
Cycles to Failure
Figure 7.26
Fatigue endurance of reinforced thermoplastics (A) tensile and (B) flexural (courtesy of LNP) 100
50 '|'.,,----- Glass fiber (initial) t- " ' " Aramid. (initial) 40
ci.
E
.E x r
I
z 8o
'"
j
mi-. 03
~
30
E~
~
i .....
i,9
....
GRAPHITE 60
.
.J
2o
i1
40
o lz
10
RBERG~SS
,,,
Glass fiber
rr Lu 0_[
0
10 3
I 10 4
I 10 s
I 10 6
101
107
Cycles to failure
Figure 7.27
~
lexural fatigue data of woven glass fiber roving/epoxy RPs
| 11
102
I
I II
I
I III
1
I II
10a 104 10s CYCLES TO FAILURE
I
I
II
I
106
Figure 7,28; Fatigue data of 181 glass fiber fabriclTS polyester (fiberglass), steel, graphite fiber fabric/epoxy, and aluminum
I II
10 7
678
Reinforced
Plastics Handbook
Table 7,11 Reinforced thermoplastic short glass and carbon fiber (by weight) compounds fatigue data
Stress at Failure [psi) Cycles to Failure
Fiber Type and Content(O/o) Glass
Carbon
104
105
106
107
SAN
30
-
8,500
7,500
6,500
5,500
Styrene
30
-
8,000
7,000
6,000
5,000
40
-
9,500
7,750
6,500
5,500
20
-
9,000
6,000
5,200
5,000
30 40
-
12,500 14,500
7,000 8,750
5,500 6,100
5,350 6,000
3,500 6,100
Base Resin
Polycarbonate
ETFE copolymer Polysulfone Polyethersulfone
30
-
4,500
3,600
3,500
-
30
9,000
6,300
6,100
30
-
14,000
6,500
5,000
40
-
16,000
7,750
6,000
4,500 5,500
30
-
16,000
7,500
6,000
5,000
40
-
19,000
8,500
7,600
6,200
-
30
22,000
10,000
8,000
6,700
Acetal copolymer
30
-
9,000
7,000
7,000
7,000
Polypropylene
30
-
5,500
4,500
4,500
4,500
Polyphenylene sulfide
-
30
13,000
9,700
9,500
9,500
Nylon 6*
30
-
7,000
6,000
5,750
5,750
Nylon 6/10"
30
-
6,800
5,750
5,600
40
-
8,000
7,000
7,000
5,500 7,000
Nylon 6/6
40
-
6,500 10,500
5,900 9,300
5,300 9,100
5,200 9,100
Nylon 6/6*
-
-
3,400
3,200
3,100
3,100
30
-
8,000
6,500
6,000
5,900
40
-
9,000
7,300
7,000
7,000
-
30 40 -
13,000 15,000 6,400
10,500 10,300 4,400
8,000 8,800 3,900
8,000 8,500 3,700
-
30 Polyester (PBT) Modified PPO PEEK
30
-
11,000
7,200
5,600
5,100
-
30
13,000
9,200
7,400
6,500
30
-
7,200
5,800
4,900
4,750
-
30
18,000
17,500
17,500
17,500
7
9Designs 6 7 9
Increasing e,,.es s
L..
Log time
ISOMETRIC STRESS VS LOG TIME
..
ISOCHRONOUS STRESS VS STRAIN
% Increasing Stra>
I
~
~
Log time
Figure 7,29
,,
J
.,,
Increasing" Time Strain
Examples of different formatted creep vs. log time curves (courtesy of Bayer)
1.00
Unreinforced nylon "q'-'-6/6, 1.250 psi
'
glass !i ber/nylon6/6.5.000ps i
0.75
. / 4 0 % glass fit~qnylon 6/6, 5,000 psi ........ _____,,---
~ 0.5o r
9
~
"~'30% glass fiber/nylon 6/6.2,500 psi
~.~'~"'"~~
~!, Figure 7,30
glass bead/nylon 6/6, 1,250 psi
~rne~)
iir ......
i:~'
Reinforcement and filler inverse effect on flexural creep rate (courtesy of LNP)
680 Reinforced Plastics Handbook Table 7.1 2
Examples of flexural glass and carbon fiber, by weight, reinforced thermoplastics creep data
Base Resin
Fiber Content Stress (Yo) (psi)
Strain (010) Hours 10
100
Apparent Modulus (103 psi)" Hours 1,000
10
100
1,000
Glass- Fiber-Rei nforced Cornposites
ABS
20 40
SAN
20
30 40
Polystyrene
20
40
2,500 5,000 5,000 10,000
0.263 0.520 0.290 0.585
0.288 0.607 0.302 0.61 5
0.325 0.643 0.332 0.660
951 962 1,724 1,709
868 824 1,656 1,626
769 778 1,506 1,515
2,500 5,000 10,000 5,000 10,000
0.277 0.455 0.9 10 0.367 0.558
0.239 0.478 0.956 0.389 0.600
0.271 0.540 1.086 0.402 0.642
1,101 1,099 1,099 1,362 1,792
1,046 1,046 1,046 1,285 1,667
923 926 921 1,244 1,558
2,500 5,000 10,000 5,000 10,000
0.273 0.519 1.090 0.280 0.570
0.301 0.550 1.205 0.290 0.630
0.338 0.585 1.350 0.300 0.690
916 963 917 1,786 1,754
831 909 830 1,724 1,587
740 855 741 1,667 1,449
Polycarbonate
20 30 40
5,000 5,000 5,000 10,000
0.618 0.451 0.312 0.620
0.628 0.462 0.319 0.700
0.654 0.466 0.322 0.710
809 1,109 1,603 1,613
796 1,082 1,567 1,429
764 1,073 1,553 1,408
Polyet he ri m ide
20 40
5,000 5,000 10,000
0.512 0.275 0.554
0.551 0.299 0.559
0.580 0.31 5 0.631
976 1,818 1,805
907 1,672 1,669
862 1,587 1,585
PoIyet hy I e ne
20
2,500
0.796
0.894
0.936
314
280
267
Polysulfone
30 40
5,000 5,000 10,000
0.362 0.290 0.590
0.439 0.340 0.670
0.453 0.340 0.680
1,381 1,724 1,694
1,139 1,471 1,492
1,104 1,471 1,471
Polyacetal
30
1,250 2,500 5,000 5,000 10,000
0.159 0.278 0.546 0.380 0.640
0.182 0.320 0.629 0.480 0.800
0.190 0.337 0.670 0.520 0.860
786 899 916 1,316 1,562
687 781 795 1,042 1,250
658 742 746 961 1,163
40
PoIy propyIene
30 40
5,000 5,000
0.410 0.680
0.460 0.940
0.480 1.130
610 735
543 532
421 442
Polypheny Iene sulfide Nylon 6
30
2,500 5,000
0.190 0.350
0.190 0.350
0.190 0.350
1,316 1,429
1,316 1,429
1,316 1,429
20 30
5,000 5,000 10,000
0.890 0.750 1.533
1.070 0.800 1.892
1.090 0.830 1.933
562 667 652
467 625 528
459 602 517
7 . Designs 681 Nylon 6/10
40
Nylon 616
60 30 40
60 Polyurethane High-impact nylon Polyester (PBl
40 30
30 40
Amorphous nylon 30 Polyester elastomer
30
Polyphenylene oxide
30
5,000 10,000 5,000 2,500 5,000 2,500 5,000 10,000 5,000 10,000 2,500 1,250 2,500 5,000 2,500 5,000 5,000 10,000 2,500 5,000 1,250 2,500 5,000 2,500 5,000
0.550 1.320 0.280 0.340 0.434 0.298 0.380 0.800 0.250 0.560 0.375 0.270 0.482 1.369 0.210 0.41 6 0.278 0.590 0.248 0.640 0.365 0.448 1.460 0.255 0.51 8
0.640 1.450 0.340 0.470 0.617 0.391 0.514 0.960 0.320 0.630 0.481 0.290 0.534 1.719 0.241 0.478 0.284 0.630 0.275 0.678 0.397 0.496 1.550 0.277 0.548
0.680 1.490 0.360 0.490 0.662 0.391 0.528 0.990 0.350 0.640 0.500 0.330 0.679 2.018 0.252 0.502 0.298 0.640 0.324 0.757 0.411 0.538 1.660 0.314 0.625
909 756 1,785 735 1,152 839 1,316 1,250 2,000 1,786 667 463 519 365 ,190 ,202 1,799 1,695 1,008 781 342 558 342 980 965
781 690 1,471 532 810 639 973 1,041 1,563 1,587 520 431 468 291 1,037 1,046 1,761 1,587 909 737 315 504 322 902 912
735 671 1,389 510 755 639 947 1,010 1,429 1,562 500 379 368 248 992 996 1,678 1,562 772 660 304 465 301 796 800
940 1,089 1,253 1,284 2,232 2,092 3,205 2,941 1,064 1,066 1,488 1,330 1,880 1,968 2,273 2,232
880 1,044 1,190 1,219 1,984 2,000 2,976 2,941 1,020 1,030 1,287 1,282 1,785 1,945 2,232 2,058
Carbon-Fiber-Reinforced Composites
Polycarbonate
30
2,500 5,000
Polyet h er imide
20
PoIysu Ifo ne
30
PoIy phe ny I en e sulfide
30
Nylon 6
30
Nylon 616
30
5,000 10,000 2,500 5,000 2,500 5,000 2,500 5,000 2,500 5,000 2,500 5,000 2,500 5,000
40 Polyester (PBT)
30
0.120 0.240 0.367 0.721 0.098 0.224 0.070 0.168 0.221 0.443 0.140 0.334 0.112 0.240 0.084 0.196
0.128 0.251 0.399 0.779 0.112 0.239 0.078 0.170 0.235 0.467 0.168 0.376 0.133 0.254 0.110 0.224
0.129 0.260 0.420 0.820 0.126 0.250 0.084 0.170 0.245 0.485 0.194 0.390 0.140 0.257 0.112 0.243
954 1,104 1,362 1,387 2,551 2,232 3,571 2,976 1,131 1,128 1,786 1,497 2,232 2,083 2,976 2,551
682 Reinforced Plastics Handbook
Designing With Creep Data Creep data can be very useful to the designer. In the interest of sound design-procedure, the necessary long-term creep information should be obtained on the perspective specific RP, under the conditions of product usage. In addition to the creep data, a stress-strain diagram under similar conditions should be obtained. The combined information will provide the basis for calculating the predictability of the plastic performance. The factors that affect being able to design with creep data include a number of considerations. First, the strain readings of a creep test can be more accessible to a designer if they are presented as a creep modulus. In a viscoelastic, material (Chapter 3) the strain continues to increase with time while the stress level remains constant. Since the creep modulus equals stress divided by strain, one thus has the appearance of a changing modulus. Second, the creep modulus, also known as the apparent modulus or viscous modulus when graphed on log-log paper, is normally a straight line and lends itself to extrapolation for longer periods of time. The apparent modulus should be differentiated from the modulus given in the data sheets, which is an instantaneous or static value derived from the testing machine, per ASTM D 638. Third, creep data application is generally limited to the identical material, temperature use, stress level, atmospheric conditions, and type of test (that is tensile, flexural, or compressive) with a tolerance of _+ 10%. Only rarely do product requirement conditions coincide with those of a test or, for that matter, are creep data available for all the grades of materials that may be selected by a designer. In such cases a creep test of relatively short duration, say 1,000 hours, can be instigated, and the information be extrapolated to long-term needs. In evaluating plastics it should be noted that reinforced TPs and TSs display a much higher resistance to creep than do URPs. Finally, there have been numerous attempts to develop formulas that could be used to predict creep information under varying usage conditions. In practically all cases the suggestions have been made that the calculated data be verified by actual test performance. Furthermore, numerous factors have been introduced to apply such data to reliable predictions of product behavior.
Creep and Stress Relaxations As reviewed, viscoelasticity can be related to designing (Chapter 3). In general, this is tractable only if the mechanical behavior is linear, although methods for nonlinear behavior
7
9Designs 6 8 3
have been developed. For example, creep under constant stress relates to applications that are statically obtained and for which the applied loads are constant in time. Here the controlling equations for stress and strain analysis are identical with those for an elastic material, except that material properties are functions of time under load (creep). If the design analysis problem for an elastic material has a specific solution, such as a design equation, then the solution for the viscoelastic material is obtained by replacing the elastic modulus by the creep modulus. In the absence of a specific solution such as a complex component shape, a numerical solution may have to be derived and this must include the material time dependence. In principle, this is straightforward, particularly if use is made of the corresponding principle relating elastic and viscoelastic solutions. However, in practice the numerical calculations may be complex and possibly impractical (as reviewed, judgment is often used). Creep performance may be inferred from the solution of simpler, desired product geometry, or a simple model of creep properties may be used. However, any such model must adequately represent the creep properties of the material, as with models for metals where creep contained in FEA software may not be adequate for plastics, particularly unreinforced TPs. Metals creep is usually approximated by its secondary (constant rate) component, whereas plastics creep is essentially primary creep (decreasing creep rate), one consequence of which is that creep strain for metals is usually plotted against time, but for plastics it is plotted against log time. Stress relaxation under constant strain has been reviewed. It relates to applications which are kinematically evaluated and for which applied displacements are constant in time. Examples are bolted joints or plastics subjected to a mismatch-fit into a much stiffer structure or having a different coefficient of thermal expansion.
Time-Dependent Loads There may be plastic components that are subjected to applied loads or displacements that vary with time. Material and component performance may be a complex interaction between creep and stress relaxation loadings. Where precise equations exist for the corresponding elastic problem, the viscoelastic solutions can be obtained simply by replacing elastic moduli in the equation by time-dependent creep or stress relaxation moduli. This psuedo-elastic approximation has been used. The corresponding results for intermittent loading over relatively long time intervals are reasonably easy to handle in practical design analysis. However, fatigue loads, involving many load reversals and operating over short time scales,
684 Reinforced Plastics Handbook
would be difficult to determine by the creep loading mechanism. It can be approximated by a dynamic form.
Isometric and Isochronous Graphs Creep curves are a common method of displaying the interdependence of stress-strain-time. However, there are other methods that may also be useful in particular applications, specifically isometric and isochronous graphs. An isometric graph is obtained by taking a constant strain section through the creep curves and replotting this as stress versus time. It is an indication of the relaxation of stress in the plastic when strain is kept constant. These data are often used as a good approximation of stress relaxation in a plastic. In addition, if the vertical (stress) axis is divided by the strain, one obtains a graph of the modulus against time. These graphs provide a good illustration of the time-dependent variation of the modulus (Figure 7.29). An isochronous graph may be obtained by taking a constant time section through the creep curves and then plotting stress versus strain. It can also be obtained experimentally by performing a series of brief creep and recovery tests on a plastic. In this procedure, a stress is applied to a plastic test piece and the strain is recorded after a specified time, typically 100 s. The stress is then removed and the plastic allowed to recover, normally for a period of 4 (4 x 100 s). A larger stress is then applied to the same specimen, after recording the strain at the 100 s. time period; then this stress is removed and the material allowed recovering. This procedure is repeated until enough points have been obtained to let an isochronous graph to be plotted. Isochronous data are usually presented in log-log scales. One reason for doing so is that on linear scales any slight, but possibly important, nonlinearity between stress and strain may go unnoticed. Whereas the use of log-log scales will usually produce a relatively straight-line graph, the slope of this gives an indication of the linearity of the material. If the material is perfectly linear, the slope will be at 45 degrees, but if it is nonlinear the slope will be less than 45 degrees. Isochronous graphs are particularly valuable when obtained experimentally, because they are less time consuming and require less specimen preparation than creep curves. Such graphs at several time intervals can also be used to build up creep curves and indicate areas where the main experimental creep program could be most profitable. They are also popular as means of evaluating deformational behavior, because their method of data presentation is similar to the conventional tensile test data.
7
9Designs 6 8 5
Designing with Fatigue Data Fatigue is the phenomenon of having materials under cyclic loads at levels of stress below their static yield strength. Fatigue data are used so the designer can predict the performance of a material under cyclic loads. The fatigue test, analogous to static long-term creep tests, provides information on the failure of materials under repeated stresses. This fatigue behavior is by no means a new problem. The term was applied to the failure of a wooden mast by hoisting too many sails too often in the pre-Christian era. Under a repeated applied cyclic load, fatigue cracks begin somewhere in the specimen and extend during the cycling. Eventually the crack will expand to such an extent that the remaining material can no longer support the stress, at which point the product will fail suddenly. However, failure for different service conditions may be defined differently than just as the separation of two parts. ASTM D 671 defines failure as occurring also when the elastic modulus has decreased to 70% of its original value. The failure effect is generally a loss of toughness, lowered impact strength, and lowered tensile elongation. Failure includes the melting of any part of a specimen, excessive change of dimensions or the warping of the part, and the crazing, cracking, or formation of internal voids or deformation markings. These types of defects all may seriously affect performance strength. URPs are susceptible to brittle crack-growth fractures as a result of cyclic stresses in much the same way as metals. In addition, because of their high damping and low thermal conductivity, TPs are prone to thermal softening if the cyclic stress or cyclic rate is high. Fatigue data are normally presented as a plot of the stress (S) versus the number of cycle's (N) that cause failure at that stress; the data plotted defined as an S-N curve. The use of an S-N curve is to establish fatigue endurance limit strength. The curve asymptotically approaches a parallel to the abscissa, thus indicating the endurance limit as the value that will produce failure. Below this limit the material is less susceptible to fatigue failure (Figure 7.31). The fatigue behavior of a material is normally measured in a flexural but also in a tensile mode. Specimens may be deliberately cracked or notched prior to testing, to localize fatigue damage and permit measuring the crack-propagation rate. In constant-deflection amplitude testing a specimen is repeatedly bent to a specific outer surface strain level. The number of cycles to failure is then recorded. In constant flexural load amplitude, testing a bending load is repeatedly applied to the specimen.
686 Reinforced Plastics Handbook
t NUMBER OF CYCLES TO FAILURE
Figure 7.31
Typical S-N fatigue curve
This load causes a specified outer-surface stress level. The number of cycles to failure is then recorded. Both modes of flexural fatigue testing can be related to the performance of real structures, one to those that are flexed repeatedly to a constant deflection and the other to those that are repeatedly flexed with a constant load. Since fatigue cracks often start at a random surface imperfection, considerable scatter occurs in fatigue data, increasing with the increasing lifetime wherever crack initiation occupies most of the fatigue life of a specimen. When a line of the best fit is drawn from the available data points on an S-N curve, this represents the mean life expected at any given stress level or the stress that would cause, say, 50% of the product failures in a given number of cycles. If sufficient data are available, much more information can be provided when different curves for various percentages of failure are plotted. Where such data are available, reasonable design criteria would be based on some probability for failure, depending on how critical the effects of failure occur. If a large, expensive repair of a complex mechanism would result from the fatigue failure of one product, then a 10 or even 1% probability of failure would be a more likely design criterion than the 50% suggested above. The fatigue strength of most unreinforced TPs is about 20 to 30% of the ultimate tensile strength determined in the short-term test but higher for RTPs. It decreases with increases in temperature and stresscycle frequency and with the presence of stress concentration peaks, as in notched components. ASTM Special Technical Publication No. 91 discusses in detail the important ramifications to be considered in the various statistical aspects of fatigue testing. Most often, the fatigue curves as well as the tabulated values of endurance strengths and endurance limits are based on the 50% probability curve. As a result, designers do not resort to using scatter-band
7
9Designs 6 8 7
curves unless they are involved with a design that takes a statistical approach. The designer requiring information on the highest order of reliability should always contact the plastic manufacturer or run tests.
Heat Generation Since TPs are viscoelastic (Chapter 3), there is the potential for having a large amount of internal friction generated within the plastics during mechanical deformation, as in fatigue. This action involves the accumulation of hysteretic energy generated during each loading cycle. Examples of products that behave in this manner include coil or leaf springs. Because this energy is dissipated mainly in the form of heat, the material experiences an associated temperature increase. When heating takes place the dynamic modulus decreases, which results in a greater degree of heat generation under conditions of constant stress. The greater the loss modulus of the material, the greater the amount of heat generated that can be dissipated. Plastics for fatigue applications can therefore have low losses. If the URP's surface area is insufficient to permit the heat to be dissipated, the specimen will become hot enough to soften and melt. The possibility of adversely affecting its mechanical properties by heat generation during cyclic loading must therefore always be considered. The heat generated during cyclic loading can be calculated from the loss modulus or loss tangent of the plastics. The rate dependence of fatigue strength demands careful consideration of the potential for heat buildup in both the fatigue test and in service. Generally, since the buildup is a function of the viscous component of the material, the materials that tend toward viscous behavior will also display sensitivity to cyclic load frequency. Thus, TPs, particularly the crystalline polymers like polyethylene that are above their glasstransition temperatures, are expected to be more sensitive to the cyclic load rate, and highly crosslinked plastics or glass fiber reinforced TS plastics are much less sensitive to the frequency of load.
Reinforced Plastics In common with metals and URPs, RPs also is susceptible to fatigue. However, they provide high performance when compared to URPs and many other materials. If the matrix is a TP, there is a possibility of thermal softening failures at high stresses or high frequencies. However, in general the presence of fibers reduces the hysteretic heating effect, with a reduced tendency toward thermal softening failures. When conditions are chosen to avoid thermal softening, the normal fatigue process takes places as a progressive weakening of the material from crack initiation and propagation.
688 Reinforced Plastics Handbook
Plastics reinforced with carbon, graphite, boron, and aramid are stiffer than the glass reinforced plastics (GRP) and are less vulnerable to fatigue (Chapter 2). In short fiber, GRPs cracks tend to develop easily in the matrix, particularly at the interface close to the ends of the fibers. It is not uncommon for cracks to propagate through a TP matrix and destroy the material's integrity before fracturing of the fabricated product occurs. With short fiber RPs fatigue life can be prolonged if the fiber aspect ratio of its length to its diameter is large, such as at least a factor of five, with ten or better for maximum performance. In most GRPs, debonding can occur after even a small number of cycles, even at modest levels. If the material is translucent, the buildup of fatigue damage can be observed. The first signs (for example, with glass fiber/TS polyester) are that the material becomes opaque each time the load is applied. Subsequently, the opacity becomes permanent and more pronounced, as can occur in corrugated RP translucent roofing panels. Eventually, plastic cracks will become visible, but the product will still be capable of bearing the applied load until localized intense damage causes separation in the component. However, the first appearance of matrix cracks may cause sufficient concern, whether for safety or aesthetic reasons, to limit the useful life of the product. Unlike most other materials, GRPs give visual warning of their fatigue failure. Since GRPs can tend not to exhibit a fatigue limit, it is necessary to design for a specific endurance, with safety factors in the region of three to four being commonly used. Higher fatigue performance is achieved when the data are for tensile loading, with zero mean stress. In other modes of loading, such as flexural, compression, or torsion, the fatigue behavior can be worse than that in tension due to potential abrasion action between fibers if debonding of fiber and matrix occurs. This is generally thought to be caused by the setting up of shear stresses in sections of the matrix that are unprotected by some method such as having properly aligned fibers that can be applied in certain designs. Another technique, which has been used successfully in products such as high-performance RP aircraft wing structures, incorporates a very thin, high-heat-resistant film such as Mylar between layers of glass fibers. With GRPs this construction significantly reduces the selfdestructive action of glass-to-glass abrasion and significantly increases the fatigue endurance limit. The basic rules to providing fatigue endurance can be summarized. Fiber reinforcement provides significant improvements in fatigue with carbon fibers and graphite and aramid fibers being higher than glass fibers. The effects of moisture in the service environment should also be considered, whenever hygroscopic plastics such as nylon, PCs, and
7
Designs 9 689
others are to be used. For service involving a large number of fatigue cycles in TPs, crystalline-types offer the potential of more predictable results than those based on amorphous types, because the crystalline ones usually have definite fatigue endurance (Chapter 3). In addition, for optimum fatigue life in service involving both high-stress and fatigue loading, the reinforced high-temperature performance plastics such as PEEK, PES, and PI are recommended. Dynamic/Static Mechanical Behaviors
Mechanical tests measure the response or deformation of a material to periodic or varying forces. Generally an applied force and its resulting deformation both vary sinusoidally with time. From such tests it is possible to obtain simultaneously an elastic modulus and mechanical damping, the latter of which gives the amount of energy dissipated as heat during the deformation of the material. Description of material behavior is basic to all designing applications. Many of the problems that develop may be treated entirely within the framework of plastic's viscoelastic material response. While even these problems may become quite complex because of geometrical and loading conditions, linearity, reversibility, and rate independence generally applicable to elastic material description certainly eases the task of the analyst for dynamic and static loads that include conditions such as creep, fatigue, and impact. Many plastic products seen in everyday life are not required to undergo sophisticated design analysis because they are not required to withstand high static a n d / o r dynamic loads. However, one is increasingly confronted with practical problems that involve material response that is inelastic, hysteretic, and rate dependent combined with loading which is transient in nature. These problems include structural response to moving or impulsive loads, all the areas of ballistics (internal, external, and terminal), contact stresses under high speed operations, high speed fabricating processes, shock attenuation structures, seismic wave propagation, and many others of equal importance. From past problems it became evident that the physical or mathematical description of the behavior of materials necessary to produce realistic solutions did not exist. Since at least the 1940s, there has been considerable effort expended toward the generation of both experimental data on the dynamic and static mechanical response of materials (steel, RP, URP, etc.) as well as the formulation of realistic constitutive theories. Interesting is that metals are unique under both dynamic and static loads that can be cited as outstanding cases. The mechanical engineer
690 Reinforced Plastics Handbook
and the metallurgical engineer have both found these materials to be most attractive to study. When compared to plastics, they are easier to handle for analysis. However there is a great deal that is still not understood about metals, even in the voluminous scientific literature available. The importance of RPs and URPs has been growing steadily, resulting in more dynamic mechanical behavior data becoming available since 1940; unfortunately there is always more required. Summarization of all material behaviors can be by classifications. They include: 1
creep, and relaxation behavior with a primary load environment of high or moderate temperatures;
2
fatigue, viscoelastic, and elastic range vibration or impact;
3
fluidlike flow, as a solid to a gas, which is a very high velocity or hypervelocity impact; and
4
crack propagation and environmental embrittlement, as well as ductile and brittle fractures.
Dynamic Loadings Design analysis problems can fall into one of two situations that relate to small and large deformations. Small amplitude deformations associated with product vibration or noise transmission can also be a source of fatigue failure. Linear viscoelastic behavior results in designs that differ from the corresponding elastic analysis in two respects. The material moduli have to be determined at the frequency of vibration; this may be one of the unknowns of the design analysis. With the other difference, the moduli appear in the analysis as complex quantifies where the imaginary part corresponds to the materials' damping characteristics. When the elastic analysis has a specific solution, generation of the viscoelastic solution is straightforward. However, if the elastic analysis employs a computer solution into which elastic modulus data must be substituted, then the corresponding viscoelastic solution is not straightforward due to complex and frequency dependent forms of the moduli. Such an analysis requires special consideration and the use of appropriate designer/engineering capabilities. Design analysis problems with large deformation and strains often require nonlinear design analyses. Component design is difficult due to nonlinear mechanical behavior, component geometry, and loading conditions, and to frequency dependence and material damping. Some of the original work in this area has shown that the first three factors can be analyzed using FEA and a nonlinear elastic model of material behavior. However, inclusion of viscoelastic effects would greatly
7
9Designs 6 9 1
complicate the numerical analysis, and would require the development of an adequate nonlinear viscoelastic model. Progress in this area has been ongoing principally from various internal organizations. There are components that are subjected to a combination of compression and shear, large and small deformations, and static and dynamic loads; the latter may occur over a range of frequencies. Without previous data, a combination of theory and testing is usually employed to model the stiffness and damping properties of the candidate materials with respect to these parameters. The model has a relatively simple form, reducing the amount of testing required for new materials data, and can be used to analyze small amplitude (linear) vibrations that are superimposed on an existing large static deformation. Analysis of large amplitude vibrations would be much more complex.
Impacts Impact loading analysis may take the form of design against impact damage requiring an analysis under high-rate loading or design for acceptable energy absorption, or a comVELOCITY, FT./SEC. bination of the two (Figure 7.32). Impact resistance of a structure is defined 1,000 -- FIRED PROJECTILE as its ability to absorb and dissipate the ~" --BATTED BASEBALL energy delivered to it during relatively , high-speed collisions with other objects --PITCHED BASEBALL without sustaining damage that would . ~ 100 --FOOTBALL HELMET damage its intended performance. --TEN-FOOT FALL .!
_ _
To determine whether failure will occur the acceptable energy absorption case requires an analysis of the stress-strain distribution during the impact loading followed by comparison with materials impact failure data. Whenever a product is loaded rapidly, it is subjected to impact loading. Any product that is moving has kinetic energy. When this motion is somehow stopped because of a collision, its energy must be dissipated. The ability of a plastic product to absorb energy is determined by such factors as its shape, size, thickness, type of material, method of processing, and environmental condi-
_ _
i,: ::~ ~:::~ ~.~ ,: ~ ~
--IZOD IMPACT TEST
9
,
,
--REFRIGERATOR DOOR-SLAM
-HOUSE DOOR-SLAM
'
. . . . .
, i .il i:i 0.1
;~,;~ -- CONVENTIONALTENSILESTRENGTH :'! ,:: .~ 0.01 - Figure 7.32 Rapidloading velocity
692 Reinforced Plastics Handbook
tions of temperature, moisture, a n d / o r others. Temperature conditions affect impact strength. The impact strength of URPs is reduced drastically at low temperatures however, the RPs provide significant improvement in impact strength at low temperature. From a design approach several design features affect impact resistance. For example, rigidizing elements such as ribs may decrease a part's impact resistance, while less-rigid sections may absorb more impact energy without damage by deflecting elastically. Dead sharp corners or notches subjected to tensile loads during impact may decrease the impact resistance of a product by acting as stress concentrators, whereas generous radii in these areas may distribute the tensile load and enhance the impact resistance. This factor is particularly important for products comprised of materials whose intrinsic impact resistance is a strong function of a notch radius. An impact resistance that decreases drasticaUy with notch radius characterizes such notch sensitive materials. Wall thickness may also affect impact resistance. Some materials have a critical thickness above that the intrinsic impact resistance decreases dramatically. There are different methods used to determine the impact resistance of plastics. They include pendulum methods (Izod, Charpy, tensile impact, falling dart, Gardner, Dynatup, etc.) and instrumented techniques. Impact strengths of plastics are widely reported, these properties have no particular design value. However, they are important, because they can be used to provide an initial comparison of the relative responses of materials. With limitations, the impact value of a material can broadly separate those that can withstand shock loading from those that are poor in this response. The results provide guidelines that will be more meaningful and empirical to the designer. To eliminate broad generalizations, the target is to conduct impact tests on the final product.
Frictions Friction is the opposing force that develops when two surfaces move relative to each other. Basically, there are two frictional properties exhibited by any surface; static friction and kinetic friction. The ranges of friction properties are rather extensive. Frictional properties of plastics are important in applications such as machine products and in sliding applications such as belting and structural units such as sliding doors. In friction applications suggested as well as in many others, there are important areas that concern their design approach. It starts in plastic selection and modification to provide either high or low friction as required by the application. There is also determining
7. Designs 693 the required geometry to supply the frictional force level needed by controlling contact area and surface quality to provide friction level. A controlling factor limiting any particular friction force application is heat dissipation. This is true if the application of the friction loads is either a continuous process or a repetitive process with a high duty cycle. The use of cooling structures either incorporated into the products or by the use of external cooling devices such as coolants or airflow should be a design consideration. For successful design the heat generated by the friction must be dissipated as fast as it is generated to avoid product overheating and failure. The relationship between the normal force and the friction force is used to define the coefficient of static friction. Coefficient of friction is the ratio of the force that is required to start the friction motion of one surface against another to the force acting perpendicular to the two surfaces in contact. Friction coefficients will vary for a particular plastic from the value just as motion starts to the value it attains in motion. The coefficient depends on the surface of the material, whether rough or smooth. These variations and others make it necessary to do careful testing for an application that relies on the friction characteristics of plastics. Once the friction characteristics are defined, however, they are stable for a particular material fabricated in a prescribed method. The molecular level characteristics that create friction forces are the intermolecular attraction forces of adhesion. If the two materials that make up the sliding surfaces in contact have a high degree of attraction for each other, the coefficient of friction is high. This effect is modified by surface conditions and the mechanical properties of the materials. If the material is rough there is a mechanical locking interaction that adds to the friction effect. Sliding under these conditions actually breaks off material and the shear strength of the material is an important factor in the friction properties. If the surface is polished smooth the governing factor induced by the surface conditions is the amount of area in contact between the surfaces. In a condition of large area contact and good adhesion, the coefficient of friction is high since there is intimate surface contact. It is possible by the addition of surface materials that have high adhesion to increase the coefficient of friction. If one or both of the contacting surfaces have a low compression modulus it is possible to make intimate contact between the surfaces that will lead to high friction forces in the case of plastics having good adhesion. It can add to the friction forces in another way. The displacement of material in front of the moving object adds a mechanical element to the friction forces.
694 Reinforced Plastics Handbook
In regard to surface contamination, if the surface is covered with a material that prevents the adhesive forces from acting, the coefficient is reduced. If the material is a liquid, which has low shear viscosity, the condition exists of lubricated sliding where the characteristics of the liquid control the friction rather than the surface friction characteristics of the plastics. The use of plastics for gears and beatings is the area in which friction characteristics have been examined most carefully. As an example highly polar plastic such as nylons and the TP polyesters have, as a result of the surface forces on the material, relatively low adhesion for themselves and such sliding surfaces as steel. Laminated plastics (RPs) make excellent gears and beatings. The typical coefficient of friction for such materials is 0.1 to 0.2. When they are injection molded (IM) the skin formed when the plastic cools against the mold tends to be harder and smoother than a cut surface so that the molded product exhibit lower sliding friction and are excellent for this type of application. Good design for this type of application is to make the surfaces as smooth as possible without making them glass smooth which tends to increase the intimacy of contact and to increase the friction above that of a fine surface. To reduce friction lubricants are available that will lower the friction and help to remove heat. Mixing of slightly incompatible additive materials such as silicone oil into an IM plastic is used. After IM the additive migrates to the surface of the product and acts as a renewable source of lubricant for the product. In the case of beatings it is carried still further by making the beating plastic porous and filling it with a lubricating material in a manner similar to sintered metal bearings, graphite, and molybdenum sulfide are also incorporated as solid lubricants. Fillers/reinforcements can be used to increase the thermal conductivity of the material such as glass and metal fibers or spheres. The filter can be a material like PTFE (polytetrafluoroethylene) plastic that has a much lower coefficient of friction and the surface exposed material will reduce the friction.
Rain Erosions As has been reported since the 1940s, when one walks through a gentle spring rain one seldom considers that raindrops can be small destructive "bullets" when they strike high-speed aircraft. These rapid loaded bulletlike raindrops can erode paint coatings, plastic products, and even
7
9Designs 6 9 5
steel, magnesium or aluminum leading edges to such an extent that the surfaces may appear to have been sandblasted. Even the structural integrity of the aircraft may be affected after several hours of flight through rain. Also affected are commercial aircraft, missiles, and highspeed vehicles on the ground, spacecraft before and after a flight when rain is encountered and even buildings or structures that undergo highspeed rainstorms. Critical situations can exist in flight vehicles, since flight performance can be affected to the extent that a vehicle can be destroyed. First reports on rain erosion on aircraft were first reported during WW II when the B-29 bomber was flying over the Pacific Ocean. Aerodynamic shaped RP radar radome wing-type shaped structure on the B-29 was flying at a so called (at that time) high-speed was completely destroyed by rain erosion (D. V. Rosato was a flight engineer on B-29 and worked on this B-29 rain erosion problem). These "Eagle Wing" radome all-weather bomber airplanes were than capable of only flying at a high speed of up to 400 mph. The aerodynamic RP (woven glass fabric/TS polyester) leading edges of the eagle wings and nose radomes were particularly susceptible to this form of degradation and destruction. The problem continues to exist as can be seen on the front of commercial and military airplanes with their black neoprene protective coated RP radomes; the paint coating over the rain erosion elastomeric plastic erodes and then is repainted prior to the catastrophic damage of the rain erosion elastomeric coating. Extensive flight tests conducted to determine the severity of the rain erosion were carried out during 1944. They established that aluminum and RP leading edges of airfoil shapes exhibited serious erosion after exposure to rainfall of only moderate intensity. Inasmuch as this problem originally arose with military aircraft, the U.S. Air Force initiated research studies at the Wright-Patterson Development Center's Materials Laboratory in Dayton, Ohio (D.V. Rosato department directly involved; a physicist actually developed the theory of rain erosion impact damage that still applies). It resulted in applying an elastomeric neoprene coating adhesively bonded to RP radomes. The usual 5 mil coating of elastomeric material used literally bounces off raindrops, even from a supersonic airplane traveling through rain. Even though a slight loss (1%/mil of coating) of radar transmission occurred it was better than losing 100% when the radome was destroyed. To determine the type of physical properties materials used in this environment should have, it is necessary to examine the mechanics of the impact of the particulate matter on the surfaces. The high kinetic energy of the droplet is dissipated by shattering the drop, by indenting
696 Reinforced Plastics Handbook
the surface, and by frictional heating effects. The loading rate is high as in impact and impulse loading, but it is neither as localized as the impact load nor as generalized as the impulse load. Material that can dissipate the locally high stresses through the bulk of the material will respond well under this type of load. The plastic should not exhibit brittle behavior at high loading rates. In addition, it should exhibit a fairly high hysteresis level that would have the effect of dissipating the sharp mechanical impulse loads as heat. The material will develop heat due to the stress under cyclical load. Materials used are the elastomeric plastics used in the products or as a coating on products.
Directional Properties RPs behavior is dominated by the arrangement and the interaction of the stiff, strong reinforcing fibers with the less stiff, weaker plastic matrix. The fiber arrangement determines the behavior of RPs where a major advantage is that directional properties can be maximized. Arrangements include the use of woven with different weaves and nonwoven with different lengths and forms (Chapter 2). Figure 7.33 provides examples relating directional properties to processes. Figure 7.34 provides schematics highlighting the ability to position reinforcements where required.
Figure 7.33 Guide to relating directional properties to processes
7
Schematic representation of laminate lay-ups
Modulus of elasticity of various fibre composites
Effect of fibre orientation in the composite part Figure 7.34 Schematicshighlighting the positioning of reinforcements
9Designs 6 9 7
698 Reinforced Plastics Handbook
Design theories of combining actions of plastics and reinforcement arrangements have been developed and used successfully for about a century. Theories are available to predict overall behavior based on the properties of fiber and matrix. In a practical design approach, the behavior can use the original approach analogous to that used in wood for centuries where individual fiber properties are neglected; only the gross properties, measured at various directions relative to the grain, are considered. This was the initial design evaluation approach used during the 1940s (D. V. Rosato started designing via the previous wood industry knowledge of understanding and using its directional properties). The behavior of RPs is dominated by the arrangement and the interaction of the stiff, strong fibers with the less stiff, weaker plastic matrix. A major advantage is the fact that directional properties can be maximized. They can be isotropic, bidirectional, orthotropic, etc. Woven fabrics that are generally directional in the 0 ~ and 90 ~ angles contribute to the mechanical strength at those angles. The rotation of alternate layers of fabric to a lay-up of 0 ~ + 45 ~ 90 ~ and -45 ~ alignment reduces maximum properties in the primary directions, but increases in the + 45 ~ and -45 ~ directions. Different fabric weaves patterns a n d / o r individual fiber patterns are used to develop different property performances.
Orientation Terms Orientation terms of RP directional properties include the following: Abscissas The horizontal direction in a diagram or curve. Anisotropic Exhibiting different properties when tested along axes in different directions. Balanced In a material where they have equal properties in the warp and filled directions; also called the machine (warp) and transverse (filled) directions Biaxial Also called bi-directional property. Material with their two major axis (horizontal and vertical at 900 to each other) having the highest properties; they could be equal as in a balanced material. Coordinated Reference coordinate system used to describe the properties in the direction of the principal axes (x and y). Crosswise 1. Also called bidirectional or cross-plied laminate. Materials are oriented at 0 ~ and 90 ~ only providing equal highest strengths only in those directions; designated high strength directional properties in the lengthwise direction and at fight angle to the lengthwise direction (transverse direction). 2. It can refer to the cross-themachine direction of a material/product.
7
9Designs 6 9 9
Isotropic Having uniform properties in all directions in the plane of the material (x-y directions). Isotropic, non- Anisotropic is one in which the properties are different in the different directions along the flat plane. It exhibits different properties in response to stresses applied along axes in different directions. Isotropic transversely Material exhibits a special case of orthotropy in which the properties are identical in two orthotropic (or a single plane) dimensions but not the third. Having identical properties in both transverse but not in the longitudinal direction. Machine or lengthwise Refers to product output in the machine direction; 90 ~ to the transverse direction. Materials such as sheet being extruded or RP being pultruded, basically are exiting in the machine inline direction where the direction follows the flow of the plastic from the die. At 90 ~ to this direction is the transverse or crosswise direction. O r d i n a t e The vertical direction in a diagram. O r i e n t e d Applies to the different directional properties that can exist in a material such as reinforced plastic construction. O r t h o t r o p i c Having three mutually perpendicular x-y-z planes of elastic symmetry. Parallel Layers of materials such as oriented film or fabric that are all aligned and stacked in the same position as they were on their respective roll. Planar Lying essentially in a single plane. Quadraxially A four directional layer. Quasi-isotropic The material approximate an isotropic construction by orientation of plies in several or more directions. R h o m b o h e d r a l Having three equal axes with the included angles equal to each other but not equal to 90 ~. Symmetrical It has a stacking sequence of plies below its midplane and is a mirror image of the stacking sequence above the midplane. Tetragonal Having three mutually perpendicular axes; two equal in length and unequal to the third axis. Transverse Also called crosswise direction. Refers to product output at 90 ~ to the machine direction. Materials such as flat sheet, film, or pipe being extruded basically are exiting in the machine inline direction with the transverse at 90 ~ to this direction.
700 Reinforced Plastics Handbook Uniaxial load Condition where a material is stressed in only one direction along the axis or centerline of a component part. Uniaxial state of stress State of stress in which two of the principle stresses are zero. Unidirectional A material where all the strength are substantially all oriented in one direction. U n s y m m e t r i c a l Structure having an arbitrary stacking sequence without midplane symmetry.
Heterogeneous/Homogeneous/Anisotropic Properties Heterogeneous identifies an RP that has properties that vary so that the composition varies from section to section in a heterogeneous mass that has uniform properties. For design purposes, many heterogeneous materials are treated as homogeneous (uniform). This is because a reasonably small sample of material cut from anywhere in the body has the same properties as the body. An unfilled (unreinforced) TP is an example of this type of material. The designer must be aware that as the degree of anisotropy increases the number of constants or moduli required describing the material increases. With isotropic construction one could use the usual independent constants to describe the mechanical response of materials, namely, Young's modulus and Poisson's ratio. RPs are either constructed from a single layer or built up from multiple layers. The properties of each layer are usually orthotropic, which is a special case of anisotropy. Fibers that remain straight in the single layer are desired. However, with many fabrics, they are woven into configurations that kink the fiber bundles severely. Such fabric constructions may be very practical since they drape better over doubly-warped molds than do fabrics that contain predominantly straight fibers. There are fiber bundles in lower cost woven roving that are convoluted or kinked as the bulky rovings conform to a square weave pattern. Kinks produce repetitive variations in the direction of reinforcement with some sacrifice in properties. Kinks can also induce high local stresses and early failure as the fibers try to straighten within the matrix under a tensile load. Kinks also encourage local buckling of fiber bundles in compression and reduce compressive strength. These effects are particularly noticeable in tests with woven roving, in which the weave results in large-scale convolutions. Regardless, extensive use of fabrics is made based on their capabilities. Examples of properties for different E-
7 Designs 9 701 glass fabric constructions and lay-ups with TS polyester plastic moldings have been reviewed in section Design Approaches.
Facts and Myths- RP Behavior It is a fact that the designed directional properties of the nonhomogeneous RPs is to the advantage of a designer when products require directional properties. Therefore, the literature, speakers, and certain designers have stopped stating that one cannot design with RPs and that one can only design with isotropic materials. It is easier to design with "real" isotropic materials that have "real" equal properties in all directions. Molded, URP parts can be isotropic or, depending on how they are processed, can have some orientation because of flow velocity gradients that exist during the melt processing operation. In addition, it is not necessary to state that RPs is assumed to be homogeneous; they are obviously nonhomogeneous (inhomogeneous) but can be prepared close to being homogeneous.
Orientation of Reinforcement The behavior of RPs is dominated by the arrangement and the interaction of the stiff, strong fibers with the less stiff, weaker plastic matrix. The features of the structure and the construction determine the behavior of RPs that is important to the designer. A major advantage is the fact that directional properties can be maximized. They can be isotropic, orthotropic, etc. Basic design theories of combining actions of plastics and reinforcements have been developed and used successfully. Different fabric a n d / o r individual fiber patterns are used to develop different property performances. A microscopic view of an RP reveals groups of fibers surrounded by the matrix. For example, glass fibers at about 0.01 mm (4 x 10 .4 in.) in diameter may comprise from 10 to 90 wt% of the area of a given crosssection. Theories are available to predict overall behavior based on the properties of fiber and resin constituents (Chapter 8). In a practical design approach, the behavior can use the original approach analogous to that used in wood, where individual fiber properties are neglected; only the gross properties, measured at various directions relative to the grain, are considered. This was one of the initial evaluation approaches used during the 1940s.
Anisotropic RP Design RP methods of design analysis differ from those of traditional materials due to:
702
Reinforced Plastics Handbook
(a) the need to take account of isotropy in the component analysis and (b) the need to include material design. Extension of linear isotropic elastic analysis to allow for anisotropy is treated in some standard texts. The range of standard formulae is much more restricted than that for isotropic materials. Some computer software use FEA that include the use of anisotropic elements, so that anisotropic analyses can be used. However, it requires materials data. Thus, although the procedures for isotropic and anisotropic materials are the same, the latter may be limited by available formulae. However, material nonlinearity is less likely to be encountered with RP materials (Figure 7.35). a .......... d f
,
,
~ , s.i~.~t..~r.al stool
-] .....
Cor bonlepoxy
I
I//// 0
..
I
.I
I
2
3
Strain (%)
Figure 7.35
Examples of stress/strain curves for unidirectional RPs and metals
Another factor of anisotropic design analysis is greater dependence of stress distributions on materials properties. For isotropic materials, whether elastic, viscoelastic, etc., static values often result in stress fields which are independent of material stiffness properties. In part, this is due to the fact that Poisson's ratio is the only material parameter appearing in the compatibility equations for stress. This parameter does not vary widely between materials. However, the compatibility equations in stress for anisotropic materials depend on ratios of Young's moduli for different material axes, and this can introduce a strong dependence of stress on material stiffness. This approach can be used in component design, but the product and material design analysis become more closely related. For fixed component geometry, changes in proposed material stiffness properties result in modifications in the way in which loads are carried
7
9Designs 7 0 3
as stresses within the component, and these stresses must be related to the material strength properties. Material design is normally associated with long-fiber RP because of the greater ability to control fiber placement during fabrication. The initial material and product designs with successful solutions usually depend on the designer's judgment and experience rather than on a well-defined rational procedure. New RP designers require the proper backup designers or proper education in designing with RPs that is available from various sources worldwide.
Shapes In addition to what has been reviewed in meeting structural shapes, analyses of product shapes also includes factors such as the size of available processing equipment. The ability to achieve specific shapes and design details is dependent on the way the process operates and plastics to be processed. Generally the lower the process pressure, the larger the product that can be produced. With most labor-intensive fabricating methods, such as RP hand lay-up there is virtually no limit on size (Chapter 5). Based on the usual data on metals, they are considered much stiffer and stronger than plastics. This initial evaluation could eliminate the use of plastics in many potential applications, but in practice it is recognized by those familiar with the behavior of plastics (RPs or URPs) that it is the stiffness and strength of the product that is important, not its material properties. An important requirement concerns meeting dimensional tolerances of shaped products. Reported are different shrinkages for different RPs per standard tests that may have a relation to the designed product. The probability is that experience with prototyping will only provide the true shrinkage conditions of the shaped products. Minimum shrink values are included in the design of tools such as mold cavities and die openings so that if the processed material does not meet required dimensions all that is required is to cut the metal in the tool. If the reverse occurs expensive tool modifications may be required, if not replacing the complete tool. Fortunately, there are occasions where changes in process control during fabrication can be used to produce the required dimensional product.
704 Reinforced Plastics Handbook
Bars Basically a bar identifies shapes such as a column under axial compression and a structure under torsional stress when it is held fast at one end. Columns A column can be identified as having an unbraced length greater than about eight or ten times the least dimension of its cross section. Because of its length, it is impossible to hold a column in a straight line under a load; a slight sidewise bending always occurs, causing flexural stresses in addition to the compressive stresses induced directly by the load. The lateral deflection will be in a direction perpendicular to that axis of the cross section about which the moment of inertia is the least. Thus in a complex shape such an H-column it will bend in a direction perpendicular to its major axis. In a square shape it will bend perpendicular to its two major axes. With a tubular shape it is likely to bend in any direction. The radius of gyration of a column section with respect to a given axis is equal to the square root of the quotient of the moment of inertia with respect to that axis, divided by the area of the section, that is:
k=q . A!=k where I is the moment of inertia and A is the sectional area. Unless otherwise mentioned, an axis through the center of gravity of the section is the axis considered. As in beams, the moment of inertia is an important factor in the ability of the column to resist bending, but for purposes of computation it is more convenient to use the radius of gyration. The length of a column is the distance between points unsupported against lateral deflection. The slenderness ratio is the length e divided by the least radius of gyration k. Various conditions may exist at the ends of columns that usually are divided into four classes. 1
Columns with round ends; the bearing at either end has perfect freedom of motion, as there would be with a ball-and-socket joint at each end.
2
Columns with hinged ends; they have perfect freedom of motion at the ends in one plane, as in compression members in bridge trusses where loads are transmitted through endpins.
7
Designs 9 705
Columns with flat ends; the bearing surface is normal to the axis of the column and of sufficient area to give at least partial fix to the ends of the columns against lateral deflection. Columns with fixed ends; the ends are rigidly secured, so that under any load the tangent to the elastic curve at the ends will be parallel to the axis in its original position. Tests prove that columns with fixed ends are stronger than columns with flat, hinged, or round ends, and that columns with round ends are weaker than any of the other types. Columns with hinged ends are equivalent to those with round ends in the plane in which they have movement; columns with flat ends have a value intermediate between those with fixed ends and those with round ends. Usually columns have one end fixed and one end hinged, or some other combination. Their relative values may be taken as intermediate between those represented by the condition at either end. The extent to which strength is increased by fixing the ends depends on the length of column; fixed ends have a greater effect on long columns than on short ones. There is no exact theoretical formula that gives the strength of a column of any length under an axial load. Different formulas involving the use of empirical coefficients have been deduced, however, and they give results that are consistent with the results of tests. These formulas include the popular Euler's formula, different eccentric formulas, crossbend formulas, wood and timber column formulas, and general principle formulas. Euler's Formula
The Euler's formula developed by Leonard Euler (Swiss mathematician, 1707 to 1783) is used in product designs and also in designs using columns in molds and dies that process plastic. Euler's formula assumes that the failure of a column is due solely to the stresses induced by sidewise bending. This assumption is not true for short columns that fail mainly by direct compression, nor is it true for columns of medium length. The failure in such cases is by a combination of direct compression and bending. Column formulas are found in most machine and tooling hand books as well as strength of materials textbooks. Euler first published this critical-load formula for columns in year 1759. For slender columns it is usually expressed in the following form: F
=
m~2EI I2
=
m~2EA (Ilk) 2
706
Reinforced Plastics Handbook
where F = Collapsing load on the column in pounds, I = length of the column in inches, A = area of the section in square inches, k = least radius of gyration, which = I/A, E = modulus of elasticity, I - the least moment of inertia of the section, m = a constant depending on the end conditions of the column. Euler's formula is strictly applicable to long and slender columns, for which the buckling action predominates over the direct compression action and thus makes no allowance for compressive stress. The slenderness ratio is defined as the ratio of length 13to the radius of gyration k, represented as e/k. When the slenderness ratio exceeds a value of 100 for a strong slim column, failure by buckling can be expected. Columns of stiffer and more brittle materials will buckle at lower slenderness ratios. The constant factor m in Euler's critical-load formula clearly shows that the failure of a column depends on the configuration of the column ends. The basic four types with their respective m are: 1
Both ends pivoted or hinged (m = 1)
2
One end fixed and the other free (m
3
One end fixed and, the other pivoted (m = 2)
4
Both ends fixed (m = 4)
= 1/4)
Table 7.13 shows cross sections of the three common slender column configurations. Formulas for each respective moment of inertia I and radius of gyration k are given. With the above formulas buckling force F can be calculated for a column configuration. Table 7.14 lists values of slim ratios (1/k) for small-nominal-diameter column lengths. Table 7,13
Moments of inertia and radii of gyration MOMENT OF INERTIA I riD'
nr ~
'64 = T ~'~t r
--
F~-4
bh 3 12
nO 4 128
nr ~ =
T
= k
m D. - - mr
4
I1
..,.....
~~
RADIUS OF GYRATION
,
2 = 0.289h
D 5.66
Most failures with the slender columns occur because the slenderness ratio exceeds 100. The prudent designer devises ways to reduce or limit the slenderness ratio.
7
9Designs 7 0 7
Table 7 . 1 4 Slendernessratio Ilk of round columns
Diameter (in.) Column length (in.)
0.031
0.047
0.0625
0.078
0.083
0.125
O. 1875
1.0
128
85
64
51
43
32
21
1.5
192
128
96
77
64
48
32 37
1.75
224
149
112
90
75
56
2.0
256
171
128
102
85
64
43
2.25
288
192
144
115
96
72
48
2.5
320
213
160
128
107
80
53
3.0
384
256
192
154
128
96
64
3.25
416
277
206
166
139
104
69
In the following formula P = axial load; f = length of column; I = least moment of inertia; k = least radius of gyration; E = modulus of elasticity; y = lateral deflection, at any point along a larger column, that is caused by load P. If a column has round ends, so that the bending is not restrained, the equation of its elastic curve is: d2y
El dx2 = - P y
When the origin of the coordinate axes is at the top of the column, the positive direction of x being taken downward and the positive direction of y in the direction of the deflection. Integrating the above expression twice and determining the constants of integration give: p
=
s
E! /2
which is Euler's formula for long columns. The factor s is a constant depending on the condition of the ends. For round ends s 1; for fixed ends s = 4; for one end round and the other fixed s 2.05. P is the load at which, if a slight deflection is produced, the column will not return to its original position. If P is decreased, the column will approach its original position, but if P is increased, the deflection will increase until the column fails by bending. For columns with value off/k less than about 150, Euler's formula gives results distinctly higher than those observed in tests. Euler's formula is used for long members and as a basis for the analysis of the stresses in some types of structural parts. It always gives an ultimate and never an allowable load.
708 Reinforced Plastics Handbook Torsional Bars A bar is under torsional stress when it is held fast at one end, and a force acts at the other end to twist the bar. In a round bar (Figure 7.36) with a constant force acting, the straight line ab becomes the helix ad, and a radial line in the cross-section, oh, moves to the position ad. The angle bad remains constant while the angle hod increases with the length of the bar. Each cross section of the bar tends to shear off the one adjacent to it, and in any cross section the shearing stress at any point is normal to a radial line drawn through the point. Within the shearing proportional limit, a radial line of the cross section remains straight after the twisting force has been applied, and the unit shearing stress at any point is proportional to its distance from the axis.
aM,,
!
Figure 7 . 3 6 Round bar subject to torsion stress
The twisting moment, T, is equal to the product of the resultant, P, of the twisting forces, multiplied by its distance from the axis, p. Resisting moment, T~, in torsion, is equal to the sum of the moments of the unit sheafing stresses acting along a cross section with respect to the axis of the bar. If dA is an elementary area of the section at a distance of z units from the axis of a circular shaft, and c is the distance from the axis to the outside of the cross section where the unit shearing stress is T, then the unit sheafing stress acting on dA is ('rz/c) dA, its moment with respect to the axis is (xz2/c) dA, and the sum of all the moments of the unit shearing stresses on the cross section is f ('rz2/c) dA. In this expression the factor fz 2 dA is the polar moment of inertia of the section with respect to the axis. Denoting this by J, the resisting moment may be written "cJ/c. The polar moment of inertia of a surface about an axis through its center of gravity and perpendicular to the surface is the sum of the
7
9Designs 7 0 9
products obtained by multiplying each elementary area by the square of its distance from the center of gravity of its surface; it is equal to the sum of the moments of inertia taken with respect to two axes in the plane of the surface at fight angles to each other passing through the center of gravity section of a round shaft. The analysis of torsional sheafing stress distribution along noncircular cross sections of bars under torsion is complex. By drawing two lines at fight angles through the center of gravity of a section before twisting, and observing the angular distortion after twisting, it as been found from many experiments that in noncircular sections the sheafing unit stresses are not proportional to their distances from the axis. Thus in a rectangular bar there is no shearing stress at the comers of the sections, and the stress at the middle of the wide side is greater than at the middle of the narrow side. In an elliptical bar the sheafing stress is greater along the flat side than at the round side. It has been found by tests as well as by mathematical analysis that the torsional resistance of a section, made up of a number of rectangular parts, is approximately equal to the sum of the resistances of the separate parts. It is on this basis that nearly all the formulas for noncircular sections have been developed. For example, the torsional resistance of an I-beam is approximately equal to the sum of the torsional resistances of the web and the outstanding flanges. In an I-beam in torsion the maximum shearing stress will occur at the middle of the side of the web, except where the flanges are thicker than the web, and then the maximum stress will be at the midpoint of the width of the flange. Reentrant angles, as those in I-beams and channels, are always a source of weakness in members subjected to torsion. The ultimate/failure strength in torsion, the outer fibers of a section are the first to shear, and the rupture extends toward the axis as the twisting is continued. The torsion formula for round shafts has no theoretical basis after the shearing stresses on the outer fibers exceed the proportional limit, as the stresses along the section then are no longer proportional to their distances from the axis. It is convenient, however, to compare the torsional strength of various materials by using the formula to compute values of x at which rupture takes place.
Filament Windings Filament winding (FW) shapes are principally circular (cylinders, pipes, tubing, etc.) or enclosed vessel (storage tanks, oxygen tanks, etc.). They
710 Reinforced Plastics Handbook produce spherical, conical, and geodesic shapes. The fabricating process permits tightly controlled fiber netting orientation and exceptional quality control in different fiber-plastic matrix ratios required by design (Chapter 5). Structures can be fabricated into shapes such as rectangular or square beams or boxes, longitudinal leaf or coil springs, etc. Filaments can be set up in a part to meet different design stresses. There are two basic patterns used by industry to produce FW structures, namely, circumferential winding and helical winding. Each winding pattern can be used alone or in various combinations in order to meet different structural requirements. The circumferential winding pattern involves the circumferential winding at about a 90 ~ angle with the axis of rotation interspersed with longitudinal reinforcements. Maximum strength is obtainable in the hoop direction. This type of pattern generally does not permit winding of slopes over 20 ~ when using a wet winding reinforcement or 30 ~ when using a dry winding process. It also does not result in the most efficient structure when end closures are required. With end closures a n d / o r steep slopes, a combination of helical and circumferential winding is used. With helical winding, the reinforcements are applied at any angle from 25 ~ to 85 ~ to the axis of rotation. No longitudinal filament need be applied because low-winding angles provide the desired longitudinal strength as well as the hoop strength. By varying the angle of winding, many different ratios of hoop to longitudinal strengths can be obtained. Two different techniques of applying the reinforcements in helical windings are used by industry. One technique is the application of only one complete revolution around the mandrel from end to end. The other technique involves a multi-circuit winding procedure that permits a greater degree of flexibility of wrapping and length of cylinder.
Netting Analyses Continuous reinforced filaments should be used to develop an efficient high-strength to low-weight FW structure. Structural properties are derived primarily from the arrangement of continuous reinforcements in a netting analysis system in which the forces, owing to internal pressure, are resisted only by pure tension in the filaments (applicable to internal-pressure systems). There is the closed-end cylinder structure that provides for balanced netting of reinforcements. Although the cylinder and the ends require two distinctly different netting systems, they may be integrally fabricated. The structure consists of a system of low helix angle windings carrying the longitudinal forces in the cylinder shell and forming integral end
7
9Designs 71 1
closures that retain their own polar fittings. Circular windings are also applied to this cylindrical portion of the vessel, yielding a balanced netting system. Such a netting arrangement is said to be balanced when the membrane generated contains the appropriate combination of filament orientations to balance exactly the combination of loadings imposed. The girth load of the cylindrical shell is generally two times the axial load. The helical system is so designed that its longitudinal strength is exactly equal to the pressure requirement. Such a low-angle helical system has limited girth strength. The circular windings are required in order to carry the balance of the girth load. The end dome design contains no circular windings since the profile is designed to accommodate the netting system generated by the terminal windings of the helical pattern. It is termed an ovaloid: that is, it is the surface of revolution whose geometry is such that fiber stress is uniform throughout and there is no secondary bending when the entire internal pressure is resisted by the netting system. There is the ovaloid netting system that is the natural result of the reversal of helical windings over the end of the vessel. The windings become thicker as they converge near the polar fittings. In order to resist internal pressure by constant filament tension only, the radius of curvature must increase in this region. It can also be equal to one half the cylinder radius when the helix angle a = 0 ~ and equal to the cylinder radius when a -- 45 ~ The profile will also be affected by the presence of an external axial force. In the application of bidirectional patterns, the end domes can be formed by fibers that are laid down in polar winding patterns. The best geometrical shape of the dome is an oblated hemispheroid. Theoretically, the allowable stress level in the two perpendicular directions should be identical. However, the efficiency of the longitudinal fibers is less than that of the circumferential fibers. It is possible to estimate an optimum or length-to-diameter ratio of a cylindrical case for a given volume. The filament-wound sphere design structure provides another example of a balanced netting analysis system (Chapter 5). It is simpler in some respects than the closed-end cylinder. The sphere must be constructed by winding large circles omni-directionally and by uniform distribution over the surface of the sphere. In practice, distribution is limited so that a small polar zone is left open to accommodate a connecting fitting. The netting pattern required generates a membrane in which the strength is uniform in all directions. The simplest form of such a membrane would have its structural fibers running in one direction and
712 Reinforced Plastics Handbook
the other half at right angles to this pattern. This layup results in the strength of the spherical membrane being one-half of the strength of a consolidated parallel fiber system. The oblated spheroid design structure relates to special spherical shapes. Practical design parameters have shown that the sphere is the best geometric shape when compared to a cylinder for obtaining the most efficient strength-to-weight pressure vessel. The fiber RPs is the best basic constituents. Certain modifications of the spherical shape can improve the efficiency of the vessel. One modification involves designing the winding pattern of the fibers so that unidirectional loading can be maintained. In this type of structure, it is generally assumed that the fibers are under equal tension. This type of structure is identified as an isotensoid (Figure 7.37). The geometry of this modified sphere is called oblated spheroid, ovaloid, or ellipsoid.
Figure 7.37
One view shows isotensoid pattern of only fibers. Other view is the completely fabricated vessel (fabricated by D. V. Rosato)
The term isotensoid identifies a pressure vessel consisting entirely of filaments that are loaded to identical stress levels. The head shape of an isotensoid is given by an elliptical integral, which can most readily be solved by a computer. Its only parameter is the ratio of central opening to vessel diameter. This ratio determines the variation of the angle of winding for the pressure vessel. During pressurization the vessel is under uniform strain; consequently, no bending stresses or discontinuity stresses are induced. A short polar axis and a larger perpendicular equatorial diameter characterize the vessel. The fibers are oriented in the general direction of a polar axis. Their angle with this axis depends on the size of the pole
7
9Designs 7 1 3
openings (end closures). For glass fiber-TS polyester RP vessels levels of 200,000 psi (1.4 GPa) can be obtained. The toroidal design structure is a pressure vessel made with two sets of filaments symmetrically arranged with respect to the meridians. The meet two basic requirements: static equilibrium at each point, which determines the angle between the two filaments, and stability of the filaments on the surface, which requires the filaments to follow geodesic paths on the surface. When the equation of the surface is given, these two requirements are generally incompatible. One way to reconcile the correct angularity of the filaments (equilibrium) with the correct paths of the filaments (stability) is to take some freedom in determining the geometry of the surface.
Pressure Hull Structures R&D programs have been conducted for deep submergence hulls. Materials of construction are usually limited to certain type's steel, aluminum, titanium, glass, fiber RPs, and others (Figures 7.38 and 7.39). There is a factor relating material's strength-to-weight characteristics to a geometric configuration for a specified design depth. The ratio showing the weight of the pressure hull to the weight of the seawater displaced by the submerged hull is the factor referred to as the weight displacement ( W / D ) ratio. The submergence materials show the variation of the collapse depth of spherical hulls with the weight displacement of these materials. All these materials, initially, would permit building the hull of a rescue vehicle operating at 1800 m (6000 ft) with a collapse depth of 2700 m (9000 ft). 0
STEEL
IO,CX)O
w
I t
. . . . . . . -------.~-.~
20,000
w
30,000
40,000
0.2
0.3
0.4
0.5
W/D Figure 7.38 Exampleof materials for deep submergencevehicles; depth vs. W/D (weight of sphere/displacement in sea water)
714 Reinforced Plastics Handbook
Figure 7,39
Effect of a pressure-hull and floatation system on vehicle weight
For a search vehicle operating at 6000 m (20,000 ft) with collapse depth of 9000 m (30,000 ft), the only materials that appear suitable are glass and RP. Metals potential do not have sufficient strength-to-weight values. One of the advantages of glass is its high compressive strength; however, one of its major drawbacks is its lack of toughness. Another serious problem is the difficulty of designing and building suitable penetrations and hatches in a glass hull. A solution could be filament winding RP around the glass or using a tough plastic skin. These glass problems show that the RP hull is very attractive on weight-displacement ratio, strength-weight ratio, and for its fabrication capability. By using the higher modulus and lower weight advanced designed fibers (aramid, graphite, etc.) additional gains will occur. The depth limitations of various hull materials in near-perfect spheres superimposed the familiar distribution curve of ocean depths. To place materials in their proper perspective, the common factor relating their strength-to-weight characteristics to a geometric configuration for a specified design depth is the ratio showing the weight of the pressure hull to the weight of the seawater displaced by the submerged hull, a factor referred to as the weight displacement (W/D) ratio. The portions the vehicles above the depth distribution curve correspond to hulls
7
9Designs 71 5
having a 0.5 W / D ratio; portion beneath showing the depth attainable by heavier hulls with a 0.7 W / D . The ratio of 0.5 and 0.7 is not arbitrary, as it may appear, for small vehicles can normally be designed with W / D ratios of 0.5 or less, and vehicle displacements can become large as their W / D approach 0.7. Using these values permits making meaningful comparisons of the depth potential for various hull materials. An examination of data reveals that for all the metallic pressure-hull materials taken into consideration, the best results would permit operation to a depth of about 18,288 m (20,000 ft) only at the expense of increased displacement. The RPs (those just with glass fiber/TS polyester resin) and glass would permit operation to 20,000 ft or more with minimum displacement vehicles (Figure 7.40).
0
ARCTIC ATLANTIC - - - ' PACIFIC
lqlIIi
~
TONGUE OF
THE OCEAN . . . . . ARCTIC . . . . .
..............
Rill
MAXIMUM DEPTH
ATLANTIC . . . . .
.
0.7
MARIANAS TRENCH . . . . . . PACIFIC
HrOTE:"HY'' DENOTES YIELD STRENGTHASSUMEDIN CALCULATIONS l 1_ !_ _ _ 1 L / I _1 _
0
i0
20
30
40
SO
$,000
i ,o,ooo. = ,o.ooo .,ooo~'~ i
~
II
~
,,
_W' !~- t ., LLr,,.T.o.~r i r..o_ I
,L , MEAN DEPTH .....
|m |
! I II,o,ooo I_.......... Il 1,,,000-.. ..................... ~
w
60
70
80
90
35,000 100
PERCENT Of OCEAN LESSTHAN INDICATEDDEPTH
Figure 7.40
Design approach in analyzing use of different materials in an underwater s t r u c t u r e includes only use of glass fiber/TS polyester RP
Complex problems develop when designing hulls. Under varying submergence depths there can be significant movement and working of the hull structure, resulting in movement and working of the attached piping and equipment foundation. These deflections, however slight, set up high stresses in the attached members. The extent of such strain loads must be considered in designing attached components. Structural Details This review concerns the structural behavior of filament wound RP cylinders. Test specimens of thick-walled, unstiffened cylinders with the
716 Reinforced Plastics Handbook
ends restrained by metallic end-closure plates to prevent premature instability failure were prepared. They developed compressive strengths from 1 to 1.2 x 103 MPa (150 to 170 x 103 psi) and an effective modulus of 0.04 x 106 MPa ( 5 x 106 psi) when subjected to hydrostatic pressure loading. These cylinders were filament wound from S-glass roving preimpregnated with an epoxy resin. Similar strength levels have also been realized with flat-specimen tests of 2:1 orthogonal laminates under unidirectional compressive loading (Naval Ship Engineering Center). In realistic pressure hull structures, a stiffening system has to be incorporated into a cylindrically shaped hull to prevent premature instability failure and thereby to assist in utilizing the high-strength properties available in the material. When GRP (glass-reinforced plastics) cylinders were stiffened by ring frames, lower strength levels were observed as a result of localized bending and sheafing stresses induced by the ring frames. Shear failure occurred in the cylindrical shell at the toe of the frame. The importance of considering the shear sensitivity of GRP material can be illustrated by the test results of two identical models in which one of the models incorporated generous fillets at the toe of the frame. Basic dimensions of both models were identical: shell thickness = 0.388 in.; internal diameter = 6.0 in.; frame spacing = 1.544 in.; frame depth = 0.542 in.; flame width = 0.271 in.; number of internal frames - 19. By including the fillets in the structure, the weight-displacement ( W / D ) ratio was increased from 0.524 to 0.544. The model without fillets failed at a pressure of 85 MPa (12,300 psi), whereas the model with fillets failed at a pressure of 111 MPa (16,100 psi); weight-displacement ratio 0.544. The higher collapse pressure of the latter model more than offset the increase in weight of 4% that resulted from incorporating fillets into the hull structure. However, affective strength levels of only 792 to 828 MPa (115,000 to 120,000 psi) were developed. Failures were directly related to the interlaminar shear strength of the material. A concept offering high instability resistance and reducing shear and bonding is the sandwich cylinder with a uniform core of syntactic foam (Chapter 5). Tests have demonstrated that shells of this type can develop stress levels of 1,103 MPa (160,000 psi) in the GRP facings. However, only a marginal increase in static-strength performance over the ring-stiffened cylinders has been achieved because of the relatively low strength-to-weight characteristics of the foam. The simplest method of reducing shearing and bending stresses is to use an unstiffened cylinder. Development of lower density, hollow fiber,
7
9Designs 7 1 7
glass-RP s has made this concept practical for hulls having a collapse depth of or exceeding 10,700 m (35,000 ft), provided that the overall length of the cylinder is four diameters or less. The increase in thickness of the cylinder afforded by the lighter weight, hollow fibers more than offsets the loss of stability due to lower elastic modulus of the RP material. In addition, because of the lower rigidity of the hollow fibers, better compatibility exists between the glass reinforcement and the resin binder. Little or no static strength-weight advantage has been found for the hollow glass cylinder over the ring stiffened cylinder. However, improved cyclic performance and simpler fabrication procedures are anticipated. Still another potential method for alleviating the stiffener problem in cylindrical hulls is to use fibers with a higher modulus than glass fibers. Higher modulus RPs would inherently give rise to hull structures with higher resistance against the instability modes of failure. Lighter frames would be required. Thus, shear and bending stresses would be reduced, and higher structural strength could be obtained. Higher modulus fibers would also lead to more efficient utilization of RP materials for sandwich hull structures. The structures would be more stable and thus less core material would be required. Also, due to the substantial difference between moduli of the facing and core materials, less load would be transmitted to the low-strength core. Calculations indicate that a cylinder with a W / D ratio of 0.44 and made of carbon-filament-RPs with an effective RP modulus of 0.1 MPa (15 x 105 psi) would not require a stiffening system. With this W / D ratio an unstiffened cylinder of semi-infinite length would have an elastic buckling depth exceeding 21,300 m (70,000 ft). At a depth of 12,200 m (40,000 ft) a RP stress of 690 MPa (100,000 psi) would be developed. Present problems with high-modulus, carbon-fiber RPs have been the inability of laminates to take high-compressive stresses. It is recognized that glass-fiber reinforcement can be replaced by superior fiber materials offering high improvements over the upper limit of properties in GRP. As an example the carbon fibers modulus ranges from 0.17 x 106 to 0.34 MPa (25 x 106 to 50 x 106 psi) and tensile strength at 2,760 MPa (400,000 psi). Densities of RPs made from these fibers would only be less than 75% of the weight of GRP. Studies with filament-wound cylinders have been extended to investigation of design details that arise in realistic pressure hulls such as closures, openings, and joints. The entire pressure hull was designed to obtain a collapse depth of 9,150 m (30,000 ft) and to sustain 10,000 excursions to a depth of 4,575 m (15,000 ft) without loss in overall
718 Reinforced Plastics Handbook
strength. The basic ring-stiffened cylinder had a W / D ratio of 52%. It represented the lightest weight hull obtained that satisfied the strength requirements. The stiffening tings were relatively lightweight and in conjunction with the shell provided adequate resistance to premature failure due to overall instability. The ring flame utilized only 19% of the material in the region representing efficient hull design. In the region of the cylindrical hull opening, a thicker shell, larger frames, and greater frame spacing were used. The latter geometry, representing a W / D ratio of 62% and less efficiency, was selected to provide sufficient space for an opening in the shell without interfering with the adjacent frames. The shell was of Sglass filaments; the frames were of the same type of material but utilized a different fiber distribution. The end closures consisted of S-glass cloth lay-ups with a RP strength of 413 MPa (60,000 psi) and were fabricated by a vacuum-bag molding process (Chapter 5). Closures were attached to the cylindrical hull by adhesive-bonded lap joints. A disconnectable transverse joint was incorporated in the cylindrical hull to provide a means of access for equipment and machinery. The openings into the pressure hull, both in the cylindrical section and the closure, were reinforced by 17-4 PH stainless steel fittings designed to carry in-plane shell loads about the opening in both compression and bending. Light flanges were provided to locally support the cut-fiber ends of the shell and thereby to assist in the transfer of highcompressive beating loads into the fitting. One model was tested to failure under static loading. The static model collapsed at a pressure of 83 MPa (12,000 psi). Two other models were subjected to 10,000 cycles to a pressure of 46 MPa (6,700 psi) and then were tested to failure under static loading, resulting in collapse pressures of 76 MPa ( 11,000 psi). It appears that the incorporation of design details is feasible if proper design procedures are employed and adequate sealing methods are utilized in the test. However, weight penalties are imposed on the overall pressure hull due to, the addition of structural details. It was reviewed that the basic ring-stiffened cylinder has a W / D ratio of 0.52; the overall pressure hull, however, has a W / D ratio of 0.65. It is apparent that in order to achieve efficient pressure hulls, attention must be given to concepts and approaches to obtain lightweight, watertight closures, joints, and penetrations.
7
.
Springs .
.
..... LZ-_Y~L_.___.
.
.
". . . . . . . . . . . . . _2__
.
_
.
_22:ZZ-~
.
.
......... _ _ _ _ . L _ _ _ ~ 2 L L
~
__5
..... Z_s
.
.
.
.
_
__.2Z
. . . . .
Z.___-
.
.
_LZ__.~ . . . . . . .
.
.
~___,ZL__Z~\._.__~2
.
.................2;..._2 . . . . . . .
9Designs 7 1 9
.
"" 2ZZLZ__..
.......
__..__Z__5__.Cs
There is a difference when comparing the URP or RP to metal spring shape designs. With metals shape options are the usual torsion bar, helical coil, and flat-shaped leaf spring. The TPs and TSs (URPs) can be fabricated into a variety of shapes to meet different product requirements. An example is TP spring actions with a dual action shape (Figure 7.41). This injection molded stapler illustrating spring design with the body and curved spring section molded in a single part. When the stapler is depressed, the outer curved shape is in tension and the fibbed center section is put into compression. When the pressure is released, the tension and compression forces are in turn released and the stapler returns to its original position.
Figure 7.41 TP Delrin acetal plastic molded stapler {courtesy of DuPont)
Other TPs are used to fabricate springs. Acetal plastic has been used as a direct replacement for conventional metal springs as well providing the capability to use different spring designs such as in zigzag springs, uncoil springs, cord locks with molded-in springs, snap fits, etc. A special application is where TP replaced a metal pump in a PVC plastic bag containing blood. The plastic spring hand-operating pump did not contaminate the blood. RP leaf springs have the potential in the replacements for steel springs. These unidirectional filament wound fiber RPs have been used in trucks and automotive suspension applications. Their use in aircraft landing systems dates back to the early 1940s taking advantage of weight savings, corrosion-resistance, and performances. The 1988 GM-10 (Pontiac Grand Prix, Oldsmobile Cutlass, Buick Regal and Chevrolet Lumina) has a rear transverse RP glass/epoxy leaf spring. This represents the first RP application on a high volume platform vehicle. Over half a million springs were sold each year on this particular model.
720 Reinforced Plastics Handbook Because of the material's high specific strain energy storage capability as compared to steel, a direct replacement of multileaf steel springs by monoleaf RP springs can be justified on a weight-saving basis. The design advantage of these springs is to fabricate spring leaves having continuously variable widths and thicknesses along their length. These leaf springs serve multiple functions, thereby providing a consolidation of parts and simplification of suspension systems. One distinction between steel and plastic is that complete knowledge of shear stresses is not important in a steel part undergoing flexure, whereas with RP design shear stresses, rather than normal stress components, usually control the design. Spring design has been documented in various SAE and ASTM-STP design manuals. They provide the equations for evaluating design parameters that are derived from geometric and material considerations. However, none of this currently available literature is directly relevant to the problem of design and design evaluation regarding RP structures. The design of any RP product is unique because the stress conditions within a given structure depend on its manufacturing methods, not just its shape. Programs have therefore been developed on the basis of the strain balance within the spring to enable suitable design criteria to be met. Stress levels were then calculated, after which the design and manufacture of RP springs became feasible.
Leaf Springs RP leaf springs constructed of unidirectional glass fibers in a matrix, such as epoxy resin, have been recognized as a viable replacement for steel springs in truck and automotive suspension applications. Because of the material's high specific strain energy storage capability compared with steel, direct replacement of multi-leaf steel springs by mono-leaf RP springs is justifiable on a weight saving basis. Other advantages of RP springs accrue from the ability to design and fabricate a spring leaf having continuously variable width and/or thickness along its length. Such design features can lead to new suspension arrangements in which the RP leaf spring will serve multiple functions thereby providing part consolidation and simplification of the suspension system. The spring configuration and material of construction should be selected to maximize the strain energy storage capacity per unit mass without exceeding stress levels consistent with reliable, long life operation. Elastic strain energy must be computed relative to a particular stress state. For simplicity, two materials arc compare, steel and unidirectional glass fibers in an epoxy matrix having a volume fraction of 0.5 for the stress
7
9Designs 7 2 1
state of uniaxial tension. If a long bar of either material is loaded axially the strain energy stored per unit volume of material is given by U = (6212E} (in-lb/in 3)
where 6A is the allowable tensile stress and E is Young's modulus for the material. In Table 7.15 the appropriate E for each material has been used and a conservative value selected for 6A. On a volume basis the RP is about twice as efficient as steel in storing energy; on a weight basis it is about eight times as efficient. Table 7.1 5 Glass fiber-epoxy RP leaf spring design
Material
OA[k$0
U{Ib/in 2)
U/w* (in}
Steel Glass/epoxy
90 60
135 325
470 4880
w = specific weight
The RP has an advantage because it is an anisotropic material that is correctly designed for this application whereas steel is isotropic. Under a different loading condition (such as torsion) the results would be reversed unless the RP were redesigned for that condition. The above results are applicable to the leaf spring being reviewed because the principal stress component in the spring will be a normal stress along the length of the spring that is the natural direction for fiber orientation. In addition to the influence of material type on elastic energy storage, it is also important to consider spring configuration. The most efficient configuration (although not very practical as a spring) is the uniform bar in uniaxial tension because the stresses are completely homogeneous. If the elastic energy storage efficiency is defined as the energy stored per unit volume, then the tensile bar has an efficiency of 100%. On that basis a helical spring made of uniform round wire would have an efficiency of 32% (the highest of any practical spring configuration) while a leaf spring of uniform rectangular cross section would be only 11% efficient. The low efficiency of this latter configuration is due to stress gradients through the thickness (zero at the mid-surface and maximum at the upper and lower surfaces) as well as along the length (maximum at midspan and zero at the tips). Recognition of this latter contribution to inefficiency led to development of so-called constant strength beams that for a cantilever of constant thickness dictate geometry of triangular plan-form. Such a spring would have an energy storage efficiency of 33%. A practical embodiment of this principle is the multi-leaf spring of
722 Reinforced Plastics Handbook
constant thickness, but decreasing length plates, which for a typical five leaf configuration would have an efficiency of about 22%. More sophisticated steel springs involving variable leaf thickness bring improvements of energy storage efficiency, but are expensive since the leaves must be forged rather than cut from constant thickness plate. However, a spring leaf molded of the RP can have both thickness and width variations along its length. For instance, a practical RP spring configuration having a constant cross-sectional area and appropriately changing thickness and width will have an energy storage efficiency of 22%. This approaches the efficiency of a tapered multi-leaf configuration and is accomplished with a material whose inherent energy storage efficiency is eight times better than steel. In this design, the dimensions of the spring are chosen in such a way that the maximum bending stresses (due to vertical loads) are uniform along the central portion of the spring. This method of selection of the spring dimensions allows the unidirectional long fiber RP material to be used most effectively. Consequently, the amount of material needed for the construction of the spring is reduced and the maximum bending stresses are evenly distributed along the length of the spring. Thus, the maximum design stress in the spring can be reduced without paying a penalty for an increase in the weight of the spring. Two design equations are given in the following using the concepts described above. Design formulas have been developed for RP springs.
Automotive and Truck Leaf Springs During the early 1990s the National Composite Center (NCC), Kettering, OH, USA began efforts to forge a new chapter in the leaf spring history. In 2001 NCC plucked this key technology from being shelved by automotive systems supplier Delphi Corp, helped launch a new business and attract the attention of a world-class distributor. The distributorship provides a previously missing link by opening marketing and sales channels that will help move RP leaf springs into mainstream applications for the automotive and heavy-duty truck markets. To better understand the impact NCC's contributions will have on filament winding technology, it is important to look at some of the factors that have influenced its development. The Inland Division of General Motors (GM), which has since become part of Delphi, first delved into RP spring development in 1963. Based in Dayton, Ohio, the company ran a four-year program producing 150 quarter and semielliptic springs. Although the program demonstrated the material's advantages, inability to find a suitable market eventually caused the project to be discontinued. The company revisited its RP spring program
7
9Designs 7 2 3
in 1977 when the transportation industry's interest in fuel economy and mass reduction justified renewing development activity. The industry was looking for a cost effective RP spring with minimum mass capable of resisting corrosion and possessing a high degree of durability. Following lengthy experimentation with a variety of reinforcement and resin candidates, a material combining epoxy resin and unidirectional glass fiber was found to meet market requirements. Delphi called the new material Liteflex| The material possesses high elastic strain properties making it ideal for use as a spring. The process used to produce RP leaf springs involves filament winding resin-impregnated glass fiber rovings over an open mold, and compression molding with heat to cure to a final shape (Chapter 5). Once molded, the spring is machined to allow attachment of the cushions a n d / o r brackets needed to connect the spring to a vehicle or suspension module. Delphi first introduced Liteflex as a rear suspension RP spring for the 1981 Corvette. The 3.6 kg mono leaf transverse spring replaced a 19 kg ten-leaf steel spring delivering a mass reduction of 80%. By 1984, new Corvette models were sporting Liteflex RP springs on both front and rear suspensions. The following year the RP leaf spring made its first appearance on a truck application with GM's Astro Van. It was also the first time the spring was used in a longitudinal configuration. In 1986, Liteflex springs were introduced on rear suspensions of frontwheel drive luxury passenger cars in a constant width, transverse mounted configuration. By 1989 Delphi's annual production rate of RP springs had exceeded one million parts. The early '90s saw a departure from passenger vehicles, as new RP spring applications focused on heavy-duty tractors and trailers. The heavy-duty truck market posed perhaps the most challenging and dramatic use of RP springs. Traditional steel leaf springs had long been considered a replacement part for semi-tractor trailers. The lighter weight, more durable RP springs offered an attractive material choice over the more conventional steel springs. However, to gain market acceptance, the new RP product would need to be a direct retrofit for the steel spring. Width, thickness and length of the RP spring were also key design considerations. Another design challenge involved packaging constraints. For each of these applications, Liteflex springs promised the potential for improved durability, fide, isolation and packaging. Nevertheless, lack of proper distribution channels and the higher cost of the manufacturing process kept the technology from expanding. During
724 Reinforced Plastics Handbook
2000 Delphi's strategic business plan took it in a direction that no longer included its RP springs product line so the company decided to have the intellectual property evaluated. Because Delphi's springs were manufactured with RP material, NCC was selected to participate in the evaluation process. This step led to NCC identifying an opportunity to retain important technology for Dayton. NCC's ability to identify the fight partners and lead negotiations resulted in the purchase of Delphi's RP spring business and its Liteflex trademark. In turn, NCC licensed the Liteflex trademark and intellectual properties to Dayton-based entrepreneur John Prikkel to help him launch a new business. In addition to normal bank financing from National City Bank and gap financing through CityWide Development Corp, funds for the venture were also provided by the Ohio Department of Development (ODOD). In 2001, NCC held a special press conference to introduce Liteflex LLC to local, national and international business communities. The fledgling company began working to grow its RP spring business from the select niche markets previously carved out and leverage it into a much broader application for the automotive and medium- to heavy-duty truck industries. Market potential for the springs was identified by Delphi's research data that showed RP springs for North America's heavy-duty truck industry comprising only 2% of the market; steel held 38% and air suspension systems 60%. NCC's unique partnership with Liteflex retained a revenue stream from the licensing agreement. However, the Center also provided the company with key support services including design development and application. "By teaming with an organization like NCC, a small startup gains the advantage of finding out about opportunities like filament winding technology that they would otherwise never hear about," said Lou Luedtke, president and CEO of NCC. Innovative partnering also gives a relatively unknown entity the credibility and clout they need to secure an audience with critical decision makers. In 2003 Liteflex announced a second strategic joint partnership with ArvinMeritor's Commercial Vehicle Systems Worldwide Suspension Systems business. ArvinMeritor Inc is a $7 billion global supplier of a broad range of integrated systems, modules and components to the motor vehicle industry. The joint venture is expected to double Liteflex's volume of heavy-duty truck springs over the next two years. In addition to RP springs, ArvinMeritor and Liteflex will develop integrated RP suspension systems that meet the heavy-duty truck, trailer and specialty markets' needs for improved tiding suspensions that are also lighter weight. Several new systems are forth coming. The commercialization trail NCC followed to ultimately link Liteflex with
7
Designs 9 725
Arvin Meritor has also fostered a companion project as well. The trio will work to develop suspension components designed with NCC's patented process Litecast TM. This unique casting technology permits metal to be die cast directly to the RP insert to form a suspension link's end attachment. Litecast causes controlled vaporization of the outer resin layer, leaving metal interlocked with the fibers to create a mechanical bond that eliminates end attachment failure. Litecast suspension link assemblies for mediumto heavy-duty trucks offer a weight saving over steel of at least 50% and 10-15% over forged aluminum. Litecast is the only process on the market able to eliminate adhesive bond failure. The technology also eliminates the need for secondary mechanical fastening systems that add cost and reduce the strength of RP parts. For Liteflex and its RP spring business, teaming with ArvinMeritor allows the smaller company to take advantage of ArvinMeritor's engineering and sales expertise, world-class distribution channels and ability to integrate with original equipment manufacturers (OEMs)' designs. NCC will continue in its R&D role by investigating innovative methods to reduce the cost of the RP spring manufacturing process even further while working to link filament winding technology to applications for other commercial markets. (NCC, 2000 Composite Drive, Kettering, O H 45420, USA; tel: 1 937 297 9450; fax: 1 937 297 9440; e-mail:
[email protected]; website: www.co.mpositecenter.org). Cantilever Springs
The cantilever spring (URP or RPs) can be employed to provide a simple format from a design standpoint. Cantilever springs, which absorb energy by bending, may be treated as beams, with their deflections and stresses being calculated as short-term beam-bending stresses. The calculations arrived at for multiple-cantilever springs (that is, two or more beams joined in a zigzag configuration, as in Figure 7.42 are similar to, but may not be as accurate as, those for a single-beam spring. A zigzag configuration may be seen as a number of separate beams each with one end fixed. The top beam is loaded (F) either along its entire length or at a fixed point. This load gives rise to deflection y at its free end and moment M at the fixed end. The second beam is then loaded by moment M (upward) and load F (the effective portion of load F, as determined by the various angles) at its free end. This moment results in deflection Y2 at the free end and moment M2 at the fixed end (that is, the free end of the next beam). The third beam is then loaded by M2 (downward) and force F2 (the effective portion of F1), and so on.
726 Reinforced Plastics Handbook Load on multiple spring
t T Y
T T Figure 7.42 Multiple-cantilever zigzag beam spring (courtesy of Plastics FALLO) The total deflection, y, is the sum of the deflections of the individual beams. The bending stress, deflection, and moment at each point can be calculated by using standard equations. To reduce stress concentration, all corners should be fully radiused. This type of spring is often favored because of its greater design flexibility over the singlebeam spring. The relative lengths, angles, and cross-sectional areas can be varied to give the desired spring rate Fly in the available space. Thus, the total energy stored in a cantilever spring is equal to: Ec = 1/2 Fy
where F = total load in lb, y = deflection in., and E, = energy absorbed by the cantilever spring, in-lbs.
Torsional Beam Springs There are torsional beam springs that absorb energy by twisting through an angle 0 (Figure 7.43) and may thus be treated as a shaft in torsion. A shaft subject to torque is generally considered to have failed when the strength of the material in shear is exceeded. For a torsional load the shear strength used in design should be the published value or one half the tensile strength, whichever is less. The maximum shear stress on a shaft in torsion is given by the following equation:
7
Designs 9 727
Figure 7.43 Exampleof a shaft under torque
where T - applied torque in in-lb, c = the distance from the center of the shaft to the location on the outer surface of shaft where the maximum shear stress occurs, in. and J = the polar moment of inertia, in. 4 (Table 7.5). The angular rotation of the shaft is caused by torque is given by: O=
TL/GJ
where L = length of shaft, in., G = shear modulus, psi = El2 (1 + v), E = tensile modulus of elasticity, psi, and v = Poisson's ratio. The energy absorbed by a torsional spring deflected through angle 0 equals: Et= 1/2M0 x 0
where Mo = the torque required for deflection 0 at the free end of the spring, in-lb.
Special Springs As RP leaf springs find more applications, innovations in design and fabrication will follow. As an example, certain processes are limited to producing springs having the same cross-sectional area from end to end. This leads to an efficient utilization of material in the energy storage sense. However, satisfying the requirement that the spring become increasingly thinner towards the tips can present a difficulty in that the spring width at the tip may exceed space limitations in some applications. In that case, it will be necessary to cut the spring to an allowable width after fabrication. There are special processes such as basic filament winding that can fabricate these type structures. A similar post-molding machining operation is required to produce variable thickness/constant width springs. In both instances, end-to-
728 Reinforced Plastics Handbook
end continuity of the fibers is lost by trimming the width. This is of particular significance near the upper and lower faces of the spring that are subject to the highest levels of tensile and compressive normal stresses. A practical compromise solution is illustrated in Figure 7.44. Here excess material is forced out of a mid-thickness region during molding that maintains continuity of fibers in the highly stressed upper and lower face regions. A further advantage is that a natural cutoff edge is produced. The design of such a feature into the mold must be done carefully so that the molding pressure (desirable for void-free parts) can be maintained.
Figure 7,44 Spring with a practical loading solution
An area of importance is that of attaching the spring to the vehicle. Since the RP spring is a highly anisotropic part especially designed as a flexural element, attachments involving holes or poorly distributed clamping loads may be detrimental. For example, central clamping of the spring with U bolts to an axle saddle will produce local strains transverse to the fibers that in combination with transverse strains due to normal bending may result in local failure in the plastic matrix. The use of a hole for a locating bolt in the highly stressed central clamped region should also be avoided. Load transfer from the tips of the RP spring to the vehicle is particularly difficult if it is via transverse bushings to a hanger bracket or shackles since the bushing axis is perpendicular to all the reinforced fibers. One favorable design is shown in Figure 7.45. It utilizes a molded random fiber RP bracket that is bonded to the spring. Load transfer into this part from the spring occurs gradually along the bonded region and results in shear stresses that arc conservative for the adhesive as well as both RP parts.
7
9Designs 7 2 9
Figure 7~45 Spring has a bonded bracket
Sandwiches A sandwich structure is composed of two skins and a core material. The same or different materials are combined in the form of sandwich construction (Figure 7.46). They can be used in products with an irregular distribution of the different materials, and in the form of large structures or sub-structures. Overall load-carrying capabilities depend on average local sandwich properties, but materials failure criteria depend on local detailed stress and strain distributions. Design analysis procedures for sandwich materials composed of linear elastic constituents are well developed. In principle, sandwich materials can be analyzed as RP structures, but incorporation of viscoelastic properties will be subject to the limitations discussed throughout this book.
Load
Face
Honeycomb co, e V
Figure 7.46
Bondonrmaterial
~ m o | e t ~ J saJ'~Jw~ch structure
Honeycomb core sandwich structure {courtesy of Plastics FALLO]
730 Reinforced Plastics Handbook Structures and sub-structures composed of a number of different components and/or materials, including traditional materials, obey the same principles of design analysis. Stresses, strains, and displacements within individual components must be related through the characteristics (anisotropy, viscoelasticity, etc.) relevant to the particular material, and loads and displacements must be compatible at component interfaces. Thus, each individual component or sub-component must be treated. Load and support conditions for individual components depend on the complete structure (or system) analysis, and are unknown to be determined in that analysis. For example, if a plastic panel is mounted into a much more rigid structure, then its support conditions can be specified with acceptable accuracy. However, if the surrounding structure has comparable flexibility to the panel, then the interface conditions will depend on the flexural analysis of the complete structure. In a more localized context, structural stiffness may be achieved by fibbing and relevant analyses may be carried out using available design formulae (usually for elastic behavior) or finite element analysis, but necessary anisotropy or viscoelasticity complicate the analysis, often beyond the ability of the design analyst.
Design Approaches A structural sandwich is a specially shaped product of a RP in which two thin facings of relatively stiff, hard, dense, strong material is bonded to a relatively thick core material. With this geometry and relationship of mechanical properties, facings are subjected to almost all the stresses in transverse bending or axial loading. The geometry of the arrangement provides for high stiffness combined with lightness, because the stiff facings are at a maximum distance from the neutral axis, similar to the flanges of an I-beam. Overall load-carrying capabilities depend on average local sandwich properties, but material failure criteria depend on local detailed stress and strain distributions. Design analysis procedures and fabricating procedures for sandwich materials composed of linear elastic constituents are well developed and reported in the literature. In principle, sandwich materials can be analyzed as RPs. The usual objective of a sandwich design is to save weight, increase stiffness, and use less expensive materials, or a combination of these factors. Sometimes, other objectives are also involved such as reducing tooling and other costs, achieving smooth or aerodynamic smoothness, reducing reflected noise, or increasing durability under exposure to acoustic energy. The designers consider factors such as getting the loads in, getting the loads out, and attaching small or large load-carrying
7
9Designs 7 3 1
members under constraints of deflection, contour, weight, and cost. To design properly, it is important to understand the fabrication sequence and methods, use of the correct materials of construction, the important influence of bond between facing materials and core, and to allow a safety factor that will be required on original, new developments. Use of sandwich panels are extensively used in building and, construction, aircraft, containers, etc. The primary function of the face sheets is to provide the required bending and in-plane shear stiffness, and to carry the axial, bending, and in-plane shear loading (Chapter 8 BEAMS). In high-performance structures, facings most commonly chosen are RPs (usually prepreg), URPs, aluminum, titanium, or stainless steel. The primary function of a core in structural sandwich parts is that of stabilizing the facings and carrying most of the shear loads through the thickness (Tables 7.16 to 7.24). In order to perform this task efficiently, the core must be as rigid and as light as possible, and must deliver uniformly predictable properties in the environment and meet performance requirements. Several different materials are used such as plastic foam, honeycomb [using RP, film (plastic, aluminum, paper, etc.), balsa wood, etc. Different fabricating processes are used. These include bag molding, compression molding, reinforced reaction rejection molding (RRIM), filament winding, corotational molding, etc.
Table 7.16 Properties and relative cost of structural sandwich cores
Core material
Density (kg/m3)
Shear strength (MN/m 2)
Compressive strength Relative cost (MN/m 2) {for equal thickness}
PVC foam PVC foam End-grain balsa End-grain balsa Aluminum honeycomb Aluminum honeycomb Phenolic honeycomb Phenolic honeycomb Shell GRP core (estimate)
75 190-200 100 180 26 160 29 130 250
0.8 2.7-3.7 1.4 2.5 0.5/0.:] 8.2/4.2 0.9/0.6 5.2/3.6 6.5
1.1 3.7-4.0 6.0 13.0 0.3 14.0 0.9 8.5 15.8/5.2 a
aFiguresshow adjacentcore unit websworking as one and working independently. Source: Shell International Trading.
1.0 0.6 1.7 > 1.7 0.5-0.8
W bo r m
Table 7.17 Examples of rigid plastic foam properties
,
o
r
...........
Property Density, lb./ft. 3 (kg/m3) Tensile strength, psi
ASTM Test
Phenolic ................ Foamed in Syntactic Place Castable
D 1623
2-5 (32-80) 20-54
D 1621
22-85
(MPa)
Comprcssitm strength at 11)% dellcction, psi (MPa)
(0.15-0.59)
Thermal conductivity BTU/in./hr.-ft.A ~ (W/mK)
D 2326
Continuous at 300 225 (149) 0.20-0.22
Coefficient of linear expansion, 10-6 in./in.-~
D 696
(0.29-0.032) 5
Maximum service temperature dry, ~ (~
Polyvinyl Chloride Phenylene Polyethylene Rigid Oxide MediumClosed Foamable Polycarbonate Density Foam Cell Resin
tel Polystyrene Molded
Extruded
2.0 (32) 42-68 (0.29-0.47) 25-40
2-5 (32-80) 180-200 (1.24-1.38) 100-180 at 5% (0.69-1.24)
(0.48-1.90)
165-175 (74-79) 0.17-0.21
200-250 (93-121) 0.15-0.21
8,(XX)-
5O (800) 3,300 (22.7) 5,500
50 (8OO) 5,500 (37.9) 7,500
5.5-7.0 (88-112) 110-210 (0.76-1,45) 2-18
(55.1-89.6)
(37.9)
(51.7)
(0.0.14-0.12) (0.17-0.28)
200 (93.3)
270 (132)
38
25
50-60 (800-960) 10(K) (6.89)
2-4 (32-~) 1,~ (6.89)
13,(XX)
275 (135) 1.0
2.0
(0.14) 100
(0.29) 40-60
180-200 (82-93) 0.32-0.34
(0.046-0.049)
Polyurethane Rigid Closed Cell
1.65-175 (74-79) 0.23
(0.033) 30-40
4-8 (64-130) 90-290 (0.62-2.00) 70-275
(0.024-0.030) (0.022-0.030) 30-40 40
-IO" O O
Table 7.1 8 Propertiesof 1/4"thick thermoplastic structural foam (20% weight reduction)
Property S|~cilic graviiy l)ctl~iioa
.b7
,70
.85
405 346
167 1t 2
189 176
194 187
4.5 9,9 t0
5+2 1,960
9 t ,8~
4.5 2,3~
79,~
14 I, 160
245,~
I ,(X20,~
80~400
2~,321
275,000
l|.3~ V-0
2.800 HB
3,447 HB
V-0
Polycarbonate
Thermoplastic Polyester
~60
.86
,85
.90
! .2
129.6 93.5
187 t 72
205 | 80
280 2~
i2 1,310
4.9 3,900
3.8 3,4~
2 6,100
2,5~,~
235,~
300,~
•,028,~
2,11~,~
261 ,IX~
357,~
4~400 V-0
V-OISV
5,200
5,2L~ V-0/SV
ASTM-D-?92
~ p~i ASTM-D-792 ~F@264 p~i
Iti~i,t fi,'
High Impact Polystyrime w/FR
ABS
Method of Testing
Unit
High Impact Polystyrene
Modified Polyphere ylene Oxide
High Density Polyethylene
Polypropylene
lr162
ilitdct toltd C~ilicieni of
Ihcfril~l
expatt~i~Jn Tensile
T.~n,~,ilc t"ll~ulut Flixur~t
modulus
Compressive stlcntlllt (10% dcformaiioa) Conlt~tlibitiiy r~iing
in~lin.i~ • i0 -~
ASTM-D-696 ASTM- D-638 ASTM-D-638
psi
ASTM-D-7~
ASTM.-D-.695 UL :Sia~id~rd 94"
120,0(K)
l,~0
~J r I/I
I/I
~J W
734 Reinforced Plastics Handbook Table 7.19 Averagepropertiesof rigid and contourableend-grain balsa core materials Property
Units
Density
kg/m 3 Ib/ft 3 W/m-~ Btu-in/h-ft2-~ MPa psi MPa psi MPa psi MPa psi GPa kpsi in/in~ tangential radial longitudinal
Thermal conductivity Tensile strength Shear strength Shear modulus Compressive strength Compressive modulus Linear coefficient of thermal expansion
Rigid and contourable sheet
100-250 6.5-15.5 0.0509-0.0890 0.353-0.617 6.90-23.7 1000-3440 1.85-4.94 268-717 108-312 15,600-45,300 6.52-26.6 945-3850 2.24-7.72 325-1120 10.5 x 10 -6 7.0 x 10 -6 1.7 x 10-6
Source:BaltekCorporation.
Table 7.20 Propertiesof Cell structural phenolicfoam
Compressive strength Flexural strength Tensile strength Thermal conductivity X Linear coefficient of thermal expansion Moisture properties Smoke generation and toxic gas emission Punking Source:Acell Italia.
Standard
Unit
80
120
150
200
UNI 6350
kg/cm2
6.1
7.0
8.2
10.0
UNI 7031
kg/cm 2
4.3
5.0
6.1
8.0
UNI 8071
kg/cm 2
4.2
4.9
5.6
6.0
UNI 7745
0.035
0.037
0.039 0.044
BS 4371, p 3
kcal/ mh~ m/m~
-6 20/40
20/40
20/40
20/40
DIN 52615
p
50
70
90
110
ATS 1000.001 aero-nautical, NF F16-101 railway
passed M1F1
passed passed passed M1F1 M1F1 M1 F1
BS 5946
passed
passed passed passed
7
9Designs 7 3 5
Table 7,21 Typical values of rigid polyurethane foam cores
Apparent density Compressive strength Shear strength E-modulus in compression Shear elongation at break Impact strength Thermal conductivity Maximum operating temperature Water absorption (7d)
Test
Unit
Value
ISO 845 ASTM D 1622 ISO 844 ASTM D 1621 ISO 1922 ASTM C 273 DIN 53 457 ASTM D 1621 ISO 1922 DIN 53 453
kg/m 3 Ib/ft 3 N/mm 2 psi N/mm 2 psi N/mm 2 psi O/o kJ/m 2 ft Ib/in 2 W/mk BTU in/ft2h~ ~ ~ Vol.O/o
60 3.7 0.42 61 0.41 59 20 2900 30 0.9 0.4 0.030 0.208 150 300 2.3
ISO 2581 ASTM C 177
DIN 53 428
Table 7,22 Typical properties of plastic microsphere-cored laminates
Laminate thickness Weight Specific gravity Proportion balsa core a Proportion glass fiber b Flexural stiffness per inch width Apparent flexural modulus Flexural strength Bending moment at failure Tensile modulus Tensile strength Number of layers
Units
A
B
C
D
E
inch Ibf/ft 2 Ib/ft 3 % % Ibf in 2 psi x 104 psi x 104 Ibf in psi x 104 psi x 103
0.36 1.84 61.3 54 20 2946 74.6 2.0 17.31 55 6.59 5
0.31 1.43 56.3 64 17 1593 66.1 1.79 11.01 45.1 5.30 3
0.31 1.66 64.4 51 24 2495 102 2.39 14.99 69.3 9.0 5
0.32 1.72 63.8 49 21 2168 77.8 2.09 14.33 60.7 7.33 5
0.29 2.15 89.4 0 30 1840 91.4 2.47 13.54 110.3 13.8 7
aFiretCorematXW: % relativeto laminatethickness. bO/o relativeto laminateweight. Source:BaltekCorporation.
736 Reinforced Plastics Handbook Table 7 . 2 3 Typical properties of high performance thermoplastic foam cores
Property
Testmethod
Unit
Cross-linked foam:low density
Cross-linked foam:high density
PEI/PES foam
Apparent nominal
ISO 845
kg/m 3
4O-8O
100-200
8O
density
D1621
Ib/ft 3
2.5-5.0
6.25-12.5
Compressive
ISO 844
N/mm 2
0.5-1.4
2.0-4.6
5.0 0.75
strength Tensile strength
D1621 DIN 53455
psi N/mm 2 psi
70-200
290-667
110
0.5-1.9 75-230
2.6-6.0 340-870
Flexural
DIN 53455
N/mm 2
1.9
strength Shear
276
ISO 1922
psi N/mm 2
0.4-1.2
1.6-3.5
0.9
strength E-modulus,
(3 273 DIN 53457
psi N/mm 2
60-160
220-508
130
26-75
110-223
45
compression E-modulus,
D621 DIN 53457
psi N/mm 2
DIN 53457
psi N/ram 2
15,950-32,346 80-188 12,300-27,270
6530
tensile E-modulus,
3900-10,850 29-57 4200-9700
ASTM
psi N/mm 2
modulus Shearing at break Impact strength
(3 ISO 1922 DIN 53453
psi O/o kJim 2 ft Ib/in 2
Thermal conductivity
DIN 5261 (3 177
W/m K BTU in/ft2hoF
0.029-0.033 0.19-0.23
0.038-0.042 0.25-0.27
52 7540 18 2610 30 1.6 0.4 0.035 0.23
Max. operating temperature
DIN 53445
~ ~
65-75 149-167
80 176
190 375
flexural Shear
Sheet dimensions:
12-30 1750-4600 10-30 0.2-0.9 0.007-0.29
38-77 5450-11,170 30-31 1.4-4.0 0.33-1.01
(depending on color)"
width (mm + 10)
760-1330
length (mm + 10) thickness (mm + 0.5)
1025-2850 5/8-10/77
Note: PEI/PESfoam has also passedthe following fire performance specifications: Aircraft: Burn length FAR 25 852/ATS 1000 Smoke density FAR 25 853(a) Toxicity FAR 25 853(a-I) Heat release FAR 25 853(a-I): HRR,HR Railway: DIN 5510 Flammability $4 Smoke density SR2 Drip test ST2 NF 16-101/P92-501 Flammability M 1 Smoke density and toxicity F1
1350 2700 5/10-50/70
7
Designs 9 737
Table 7.24 Comparative material and laminating costs (DM) Balsa sandwich
PVCsandwich
5pherecore 5BC laminate
Balsa (I 5 mm)
35.00
PVC (15 mm)
50.00
UP resin (2.6 kg) Laminate (6 mm) Total
7.8 33.00
UP resin (2.2 kg) Laminate (7 mm)
6.60 38.50
Spherecore
30.00
(15 mm)
75.80
95.10
UP resin (6.0 kg) Laminate (5 mm)
18.00 27.50 75.50
Note: Basedon a resin cost of DM 31kgand laminatecost of DM 5.501kg.
There is also the so-called structural foam (SF) that is also called integral skin foaming or reaction injection molding. It can overlap in lower performance use with the significantly larger market of the more conventional sandwich. Up until the 1980s in the U.S., the RIM and SF processes were kept separate. Combining them in the marketplace was to aid in market penetration. During the 1930s to 1960s, liquid injection molding (LIM) was the popular name for what later became RIM and SF. SF is characterized as a plastic structure with a nearly uniform density foam core and integral near-solid skins (facings). When these structures are used in load-bearing applications, the foam bulk density is typically 50 to 90% of the plastic's unfoamed bulk density. Most SF products (90wt%) are made from different TPs, principally PS, PE, PVC, and ABS. Polyurethane is the primary TS plastic. Unfilled and reinforced SFs represent about 70% of the products. The principal method of processing (75%) is modified low-pressure injection molding. Extrusion and RIM account for about 10% each. Optimizing Structures
In a sandwich design, overall proportions of structures can be established to produce an optimization of face thickness and core depth that provides the necessary overall strength and stiffness requirements for minimum cost of materials, weight of components, or other desired objectives. Competing materials should be evaluated on the basis of optimized sandwich section properties that take into account both the structural properties and the relative costs of the core and facing materials in each combination under consideration. For each combination of materials being investigated, thickness of both facings and core
738 Reinforced Plastics Handbook should be determined to result in a minimum cost of a sandwich design that provides structural and other functional requirements. Sandwich configurations are used in small to large shapes. They generally are more efficient for large components that require significant bending strength a n d / o r stiffness. Examples of these include roofs, wall and floor panels, large shell components that are subject to compressive buckling, boat hulls, truck and car bodies, and cargo containers. Frequently, sandwich constructions also provide an efficient solution for multiple functional requirements such as structural strength and stiffness combined with good thermal insulation, or good buoyancy for flotation. In principle, sandwich materials can be analyzed as RP structures. Structures and sub-structures composed of a number of different components a n d / o r materials, including traditional materials, obey the same principles of design analysis. Stresses, strains, and displacements within individual components must be related through the characteristics (anisotropy, viscoelasticity, etc.) relevant to the particular material; also loads and displacements must be compatible at component interfaces. Thus, each individual component or sub-component must be treated using the relevant methods. Load and support conditions for individual components depend on the complete structure (or system) analysis. For example, if a panel is mounted into a much more rigid structure, then its support conditions can be specified with acceptable accuracy. However, if the surrounding structure has comparable flexibility to the panel, then the interface conditions will depend on the flexural analysis of the complete structure. In a more localized context, structural stiffness may be achieved by ribbing, and relevant analyses may be carried out using available design formulae (usually for elastic behavior) or finite element analysis. But necessary anisotropy or viscoelasticity complicate the analysis, often beyond the ability of the design analyst.
Stiffnesses and Bucklings The primary structural role of the face/core interface in sandwich construction is to transfer transverse shear stresses between faces and core. This condition stabilizes the faces against rupture or buckling away from the core. It also carries loads normally applied to the panel surface. They resist transverse shear and normal compressive and tensile stress resultants. For the most part, the faces and core that contain all plastics can be connected during a wet lay-up molding or, thereafter, by adhesive bonding. In some special cases, such as in a truss-core pipe,
7
9Designs 7 3 9
faces and core are formed together during the extrusion process, resulting in an integral homogeneous bond/connection between the components. Fasteners are seldom used to connect faces and core because they may allow erratic shear slippage between faces and core or buckling of the faces between fasteners. In addition, they may compromise other attributes such as waterproofing integrity and appearance. For RP-faced sandwich structures the design approaches includes both the unique characteristics introduced by sandwich construction and the special behavior introduced by RP materials. The overall stiffness provided by the interaction of the faces, the core, and their interfaces must be sufficient to meet deflection and deformation limits set for the structures. Overall stiffness of the sandwich component is also a key consideration in design for general instability of elements in compression (Figure 7.47).
Figure 7.47 Examplesof buckling modes in sandwich construction
With most typical sandwich constructions, the faces provide primary stiffness under in-plane shear stress resultants (Nxy), direct stress resultants (Nx, Ny), and bending stress resultants (Mx, My) (Figure 7.48). Also as important, the adhesive and the core provide primary stiffness under normal direct stress resultants (Nz), and transverse shear stress resultants (Q~, Qy). Resistance to twisting moments (Txz, Tyz) that is important in certain plate configurations, is improved by the faces. Capacity of faces is designed not to be limited by either material strength or resistance to local buckling. The stiffness of the face and core elements of a sandwich RP must be sufficient to preclude local buckling of the faces. Local crippling occurs when the two faces buckle in the same mode (anti-symmetric). Local wrinkling occurs when either or both faces buckle locally and independently of each other. Local buckling can occur under either axial compression or bending compression. Resistance to local buckling is
740 Reinforced Plastics Handbook
Figure 7.48
Coordinatesystem and stress resultants
developed by an interaction between face and core that depends upon the stiffness of each. Structural Foams
With the structural foam (SF) construction, large and complicated parts usually require more critical structural evaluation to allow better prediction of their load-bearing capabilities under both static and dynamic conditions. Thus, predictions require careful analysis of the structural foam's cross-section. The RP cross-section of an SF part contains an ideal distribution of material, with a solid skin and a foamed core. The manufacturing process distributes a thick, almost impervious solid skin that is in the range of 25% of overall wall thickness at the extreme locations from the neutral axis (Figure 7.49). These are the regions where the maximum compressive and tensile stresses occur in bending. The simple supported beam has a load applied centrally. The upper skin goes into compression while the lower one goes into tension, and a uniform bending curve will develop. However, this happens only if the shear rigidity or shear modulus of the cellular core is sufficiently high. If this is not the case, both skins will deflect as independent members, thus eliminating the load-beating capability of the RP structure.
7
Figure 7,49
9Designs 7 4 1
Loadapplied to a structural foam sandwich
The fact that the cellular core provides resistance against shear and buckling stresses implies an ideal density for given foam wall thickness (Figure 7.50). This optimum thickness is critically important in designing complex stressed parts.
Figure 7.50 Core thickness vs. density impact strength
When the SF cross-section is analyzed, its RP nature still results in a twofold increase in rigidity, compared to an equivalent amount of solid plastic, since rigidity is a cubic function of wall thickness (Figure 7.51).
Figure 7~51 Sandwich and solid material construction
742 Reinforced Plastics Handbook This increased rigidity allows large structural parts to be designed with only minimal distortion and deflection when stressed within the recommended values for a particular foamable plastic. Depending on the required analysis, the m o m e n t of inertia can be evaluated three ways. First approach is where the cross-section is considered to be solid material (without a core). M o m e n t of inertia (Ix) is then equal to: Ix = b h 3 / 1 2
where b = width and h = height. This commonly used approach provides acceptable accuracy when the load-beating requirements are minimal. An example is the case of simple stresses or when time and cost constraints prevent analysis that is more exact. The second approach ignores the strength contribution of the core and assumes that the two outer skins provide all the rigidity (Figure 7.52). The equivalent moment of inertia is then equal to:
--T V////////////,/////,d L
I-
Figure 7 , 5 2
b
.
.
.
.
_!
-I
_1
I
Sandwich cross-section with and without a core
Ix = b(h 3 - h3/12)
This formula results in conservative accuracy, since the core does not contribute to the stress-absorbing function. It also adds a built-in safety factor to a loaded beam or plate element when safety is a concern. A third method is to convert the structural foam cross-section to an equivalent I-beam section of solid resin material (Figure 7.53). The m o m e n t of inertia is then formulated as: Ix = [ bh 3 - (b - b 7)(h - 2
tx)3]/12
where b] = b(Ec)/(Es), Ec = modulus of core, Es = modulus of skin, ts = skin thickness h] = core height
7
-[
, ....
I-
Figure 7.S3
-I
~
~,
9Designs 7 4 3
~//~~/~/~~~m I....[II
l
l [--
b
-1
Sandwich and I-beam cross-sections
This approach may be necessary where operating conditions require stringent load-beating capabilities without resorting to overdesign and thus unnecessary costs. Such as analysis produces maximum accuracy and would, therefore, be suitable for finite element analysis (FEA) on complex parts (Chapter 19). However, the one difficulty with this method is that the core modulus and the as-molded variations in skin thicknesses cannot be accurately measured. The following review relates to the performance of sandwich constructions such as those with RP skins and honeycomb core. For an isotropic material with a modulus of elasticity (E), the bending stiffness factor (E/) of a rectangular beam b wide and b deep is:
El= E(bha/12) In the rectangular structural sandwich with the same dimensions just given whose facings and core have moduli of elasticity Ef and Ec, respectively, and a core thickness c, the bending stiffness factor E1 is: El = {Epol #2)( h 3 - c a) +
(Ec6112) ca
This equation is exact if the facings arc of equal thickness, and approximate if they are not, but the approximation is close if the facings are thin relative to the core. If, as is usually the case, E~ is much smaller than Eft the last term in the equation can be ignored. For asymmetrical sandwiches with different materials or different thicknesses in their facings or both, the more general equation for E1 may be used. In many isotropic materials, the shear modulus G is high compared to the elastic modulus E, and the shear distortion of a transversely loaded beam is so small that it can be neglected in calculating deflection. In a structural sandwich the core shear modulus G, is usually so much smaller than Efof
744 Reinforced Plastics Handbook the facings that the shear distortion of the core may be large and therefore contribute significantly to the deflection of a transversely loaded beam. The total deflection of a beam is thus composed of two factors: the deflection caused by the bending moment alone, and the deflection caused by shear, that is, 6-- ~Jm+ 6s where 6 = total deflection, ~Jm = moment deflection, and 6~-- shear deflection. Under transverse loading, bending moment deflection is proportional to the load and the cube of the span and inversely proportional to the stiffness factor, El. Additional information is in the literature.
Finite Element Analyses This is the most commonly used method for designing fiber RP parts. Specific calculation modules arc offered by some companies, which are able to take into account the characteristic features of fiber RPs (anisotropy, etc.). The type of software available, however, may restrict use of this method. The preconditions for use of specific programs (orthotropy, symmetry to the central plane, two-dimensional stress, etc.) must be established from case to case. Information required for determination of mechanical properties may not always be readily available, but can be calculated from the respective properties of the individual components, fiber, and matrix, on a theoretical basis. If this is not possible, the data required should be determined by means of destructive mechanical tests. After making the calculations, results must be analyzed. For fiber RP parts, special failure hypotheses have been developed, distinguished by type of load (static or dynamic), evaluation of failure type (failure of fiber, matrix, or interface) and preference given to either high strength or maximum strain. As with failure hypotheses for conventional materials, it should be possible to make a comparison between multi axial loading conditions and reference values obtained from uniaxial tests. Finally, the design of the part should be evaluated and the wide range of materials and fiber arrangements, impossible to use a purely theoretical approach and therefore to make physical prototypes (to be reviewed) them to relevant tests (Chapter 9).
assessed. With it is virtually it is advisable and to subject
Constant Stress Applications For constant stress applications, the isochronous stress-strain curve can be used with standard equations by choosing the appropriate "effective
7
Designs 9 745
modulus" considering the range of stresses in the application. This requires engineering judgment where higher stressed parts would typically be analyzed with a lower "effective modulus." The use of this modulus based on the maximum stress in the part should provide a conservative estimate of the time and temperature dependent deflection of the part. When the isochronous stress-strain curve is highly nonlinear or the part geometry is complex, fimte-element structural analysis techniques can be used. Then, the complete nonlinear, isochronous stress-strain curve can be used in a nonlinear finite-element analysis or a linear effective modulus can be used in a linear analysis.
Prototypes Need for Prototyping
Physical prototyping can save time and money. The process of manufacturing a prototype part and testing it under simulated end-use conditions increases the likelihood that the part will meet customer quality requirements, improves time to market, and minimizes the risk to investments in production tooling. The goal is to expose and correct functional shortcomings of the design, evaluating part geometry, material, and fabrication method (including mold flow effects). Prototyping can determine something as simple as whether the entire mold can be easily filled or something as fundamental as whether the material is capable of meeting the application requirements. Prototyping is a worthwhile investment for all but the most elementary of designs. To some degree, computer simulation techniques provide reliable prediction of fiber orientation, polymer orientation, and weld line location. Certain fabricating processes, such as injection molding, can significantly reduce performances or destroy a molded product if a weld line exists in a critical area subjected to loads. A weld line, also called weld mark, flow line, or striate, is a potential defect when two melt flow fronts meet during the filling of an injection mold with chopped fibers and do not properly blend. This action can also occur during extrusion through a die, etc. Under the poorest processing conditions, literally a space could exist. Finite element analysis (FEA) also offers some guidance to design optimization before prototyping. Nevertheless, until these simulation techniques are proven accurate and reproducible for the design in question, judgment and prototyping will be the primary tools for optimizing a design. It may be necessary to repeat prototype part
746 Reinforced Plastics Handbook production, testing, and design modification several times to arrive at the optimum material and geometry. This is needed because judgment is often incomplete and some times incorrect, so that the initial design may produce a part with inadequate properties. In addition, each prototype phase may have a different purpose and require a different approach. In many cases, it is more effective to examine specific property aspects of a component in the early prototype phases, and then simulate actual service later in the evolution of the design. The quickest and economic prototyping process depends on a number of factors, primarily the following: 9 experience of the design engineer, 9 sophistication and precision of the design tools available and the complexity of the design, 9 number of parts to be produced and size of the investment in production of materials and tooling, once the design is finalized, 9 potential cost of a failure to the end user, and 9 intended service life and durability of the product. These factors need to be considered when choosing which properties to examine most carefully and the required confidence level.
Prototype Products For products made of RP, it is possible to manufacture a 3-D model (for appearance, styling and space filling) by any standard technique, such as molding from clay, construction from wood, or machining/ fabrication from solid plastics, such as nylons a n d / o r acrylics. A useful benefit of working with acrylics is that it is possible to make a model that is transparent, which may prove useful in deciding and checking details of assembly and fits. A fundamental question, however, is how to produce a series of prototypes that can be realistically tested, before any major commitment is made to series production. Much depends on the information that is required from the test program (mechanical/load beating properties, heat stability, chemical resistance, etc.). With RPs it is virtually impossible to produce such a prototype without using some form of molding (especially if more than one is required). However, reinforced TS resin products lend themselves to a range of molding processes, from one to literally thousands. This makes it possible to match fairly closely the actual system that will be used in production. It is also possible to produce one-off or a very low volume by one process (which will give certain basic test data), then advancing to small-volume production (to obtain more refined data).
7
9Designs 7 4 7
One must decide whether to make a model of the part or to skip this stage and to attempt actual prototype production with original designed geometry and material. A model part may use a material that behaves like the design material, but does not necessarily have the same exact dimensions as the final design. Next, the part is subjected to an environment, for example, load, heat, or chemical attack that simulates some or all aspects of the application. The choice of prototype technique is best determined by assessing what properties of the product are unknown at the time. What is of greatest interest: stiffness, yield load, or heat distortion temperature? This will help to determine the simplest and least expensive prototyping technique. Techniques for creation of a physical prototype product include the following: 9 injection or compression molding with a low-cost mold, 9 machining from a block of similar material, 9 assembly, for example, by adhesive bonding, of standard shapes, hand-lay-up of a model material, and 9 thermoforming of sheet and other standard shapes. Short fiber RPs are not homogeneous (properties vary from local point to point) nor are they isotropic (properties vary with direction of measurement). Some of the above methods will not reproduce the flow patterns that occur during production molding, so they cannot be used to study properties that are dependent on fiber orientation, such as modulus, yield stress, or stresses induced by shrinkage. In addition, prototypes made from slab or bar stock are based on extrusion grades of the polymers involved, which usually have higher molecular weight than injection molding grades. This, in turn, will often cause the prototype to exhibit better impact strength, creep resistance, and chemical resistance than the molded product. These differences are particularly pronounced with crystalline plastics such as nylon, acetal, and polypropylene. Even the smaller differences observed with amorphous plastics such as polycarbonate and modified polyphenylene ether (PPE) may be critical to a given application. Machining removes the "skin" (often resin-rich) from prototypes parts, introducing further deviation from the production versions. Consequently, injection molding with a low-cost mold is the most reliable technique in designs based on short fiber RPs. Note, however, that prototype molds still introduce another variable: cooling rate. The less similar the cooling rate of the material inside the prototype mold vs. inside the production mold, the less realistic the
748 Reinforced Plastics Handbook fiber orientation-dominated properties of the prototype part will be. This is due to the dependence of skin and core flow effects on cooling rate. The two different types of flow produce markedly different fiber orientations, and their relative thicknesses strongly affect the in-plane properties of molded products. Therefore, the thermal conductivity and the heat capacity of material used for the prototype mold should approximate that of the material used for the production mold (which is usually steel). The economic compromise for a prototype mold material is often aluminum or epoxy filled with aluminum powder. The latter material has a thermal conductivity approaching that of solid aluminum, which is nearly five times that of mold grade steel (and therefore introduces a variant into the prototype process). Either material can be machined into the correct cavity shape; filled epoxy has the additional capability to be cast around a part form. Once the physical prototype is created, it can be subjected to tests and evaluated under some or all aspects of the application environment. Mechanical, chemical, microstructural, electrical, visual, frictional, and combustive properties are usually relevant in some combination. Testing may also be divided into two categories: simulation testing in the laboratory, and service testing where the prototype is placed in actual use. Laboratory testing is more economical where environmental conditions are not complicated by coupling (such as high moisture and temperature accompanying mechanical stress) in the application.
Prototype Techniques Prototype tools, where small quantities (perhaps of 50-100 moldings) are needed for test and evaluation, can be made of materials such as mild steel, aluminum, or epoxy resin tooling compounds. The tool life is limited and there is no long-term alternative to having a correct production tool manufactured. Two quite different prototypes are needed today: 9 for checking styling and geometry, particularly the fit of a component into a larger assembly. This can be a one-off, sculpted in clay, carved in wood, or machined from a block of transparent plastic or soft metal. 9 for testing under real-life conditions of production and use, giving not only further data on geometry but also information on performance (often highlighting aspects which could not have been foreseen in the original design).
7
9Designs 7 4 9
Specialists, such as the UK Warwick Manufacturing Group and the German Fraunhofer Institute for Production Technology and Automation, identify three areas where rapid prototyping is now paying off: 9 proving the design of the part before any metal is cut 9 building working models of complex tools, to ensure that the moving parts operate correctly 9 producing prototypes in realistic quantities for field testing. There are at least 30 different techniques for rapid prototyping, and each has its own niche. Basically, there are two approaches: either remove material or add it. Removing material is the older technology: carving a block of soft metal or plastic such as transparent acrylic. Nevertheless, the carving (or machining) can also be integrated with design data from the computer and some recent developments demonstrate that it can be achieved very quickly. A range of tooling blocks by Advanced Composites Group includes epoxy products with low coefficients of thermal expansion and compatibility with epoxy based laminating systems. It includes blocks for hand carving, for styling where CNC facilities are not available, and for large master models, where it might be beneficial to use a lower cost/ lower mass core block. All blocks can sustain full autoclave pressure over a wide range of temperatures. Polyurethane board can include a low density foam block for applications from styling models to cutter path verification, and styling. Low density master models from which vacuum-consolidated RP tools and components can be produced. Lite System Ltd (LSL), Newfoundland, Canada, has developed a lowvolume mold-making process, using molds direct milled by CNC output from a blank of a substrate coated with a millable medium on the tool face. Using an RP substrate helps keep costs down, creating relatively lightweight mold. The approach minimizes the amount of heavy or expensive milling needed, reducing the number of roughing passes required. Weight will be less than a solid plug milled from the same material, but probably more than a comparable glass fiber mold. Direct milled molds make the advantages of CNC-milled tools available for small volume or one-off production, eliminating the master to save time and labor costs. The method was used to make a wind tunnel for a USA helicopter test program. LSL has also developed Magnum Ceramics Composites, allowing it to mill a plug or master mold and spray up a production tool with ceramic
750 Reinforced Plastics Handbook
composite, giving costs very close to direct milling of a female tool (which is very complex). Low Temperature Milling (LTM) prepregs are also used in prototype tooling. The McDonnell Douglas/NASA X36 tail-less fighter agility research aircraft (unveiled in March 1996) used the LTM 10 (from UK Advanced Composites Group) prepreg for fuselage skins and air inlet/ diffuser sub-assembly, for its ability to cure at 30--40C under vacuum pressure only. Sealed chipboard masters were used to mold LTM prepreg tool skins, supported on a plywood frame. LTM prepregs allow the fabricator to mold direct from the master model, without needing to go through a wet lay-up intermediate stage. A wide range of cure temperatures means accurate tools can be made from a master in almost any material, without needing to allow for expansion or shrinkage. Resins have a Tg (Chapter 3) above 200C and can be used to process high temperature curing epoxy and other aerospace resins. High-speed machining by Japanese companies has developed highspeed machining. Research at Kanazawa University shows that there is little heat build-up and barely any work hardening during high-speed milling. In most cases, the temperature of the work piece does not increase by more than 3C above ambient. The implication is that thinwall sections can be produced, pre-hardened or difficult materials can be cut and intricate patterns can be followed. Yamazaki Machinery subsidiary Mazak Machine Tools has demonstrated how high-speed machining can produce finishes comparable with surface grinding. On HRc 55 tool steels, with coated carbide tooling and with spindle speeds of up to 25,000 revs/min, finishing feed rates of up to 5 m / m i n and roughing feed rates of up to 8 m / m i n , much (if not all) the time spent on hand finishing can be eliminated. Examples of time savings include the forging die for an automotive connecting rod (reduced from 50 h work to less than 20) and, at the other end of the scale, a die for vacuum forming chocolate box trays (reduced from 20 h to just two). Vacuum castings, the more basic processes, such as vacuum casting in silicone molds, also have their place and a range of gun-applied TS polyurethane resins introduced by Axson, France, avoids the need even for the casting machine. Martello Design has developed a polyurethane injection process, Thin-RIM, complementary to its existing vacuum casting method, which allows features and wall sections down to 0.5 mm to be produced. A stage further is the use of low-melting point alloys. Mining and Chemical Products, UK (MCP) has specialized in development of metal
7
9Designs 7 5 1
alloys which melt at low temperature and has continued into complementary plastics systems, with the necessary equipment. Molds for injection molding have been made in one-twelfth of the normal time, with costs down to 10-33 % of conventional levels, ready for molding in a week or less. The process also allows direct use of 3-D models from stereolithography and other rapid prototyping processes as spray-on patterns. Vacuum casting with low melting point alloys is also used. The prototype component is used as a master for a silicone rubber mold for a vacuum-casting machine. Typical is a bench-mounted system from MCP, capable of taking molds up to 400 mm x 400 mm x 320 mm, delivering a shot of up to 800 g in any one of a number of special MCP two-part resins. In conventional mold-making technology standard parts are used for prototype development, and mold-makers have developed simple but valuable systems for building up a mold this way. For example, Protoform, Germany, has developed a system using aluminum building blocks and Nissei, Japan, has developed a multi-impression mold block which allows one cavity to be produced and run in molding trials, before the user is committed to producing the whole mold. Adding material is a newer technology. Current prototyping methods seek to integrate data from a computer with a model-making process such as applying layers of plastic, paper, or wax. The most interesting approaches are bound up with developments in liquid plastics resins and systems to cure them. The stereolithographic (STL) method works with photo-curing polymers, using a laser beam to trace the contours of the 3-D shape on the surface of a bath of liquid polymer, shading the relevant sections. Teijin Seiki, Japan, has developed an acrylic-urethane resin and demonstrated that a mold can be made by STL which can be used to produce over 20 prototypes of the desired product and in the actual resin which will be used for commercial production. Selective laser sintering (SLS) uses a powdered starting material. DTM Corporation, USA, provides superior accuracy and faster production for its Sinterstation 2000 system, which accepts output from industrystandard CAD packages to create soft tooling in polycarbonate or nylon. DTM also claims that direct production of metal tooling can also be achieved with its system, using a special metal powder to produce precision metal parts in a single working cycle, without the timeconsuming detour via master model and follow-up work. The mechanical properties of these sintered metal components are comparable with those of aluminum.
752 Reinforced Plastics Handbook
Other techniques include solid ground curing (SGC), laminated object manufacturing (LaM) and fused deposition modeling (FDM). The latest technology brings mold-making right into the design office (Table 7.25). Literally, a desktop operation is multi-jet modeling (MJM) from 3D Systems, USA, which links with a CAD network but employs 3-D ink-jet printing technology to spray molten TP, and produce a model in about 4: h. Table 7.26 provides examples of specialist suppliers of products and services. Table 7 . 2 5 Rapid prototyping processes Manufacturer
Process name
Material ~ structure generation
3D Systems Inc., Valencia, CA, USA
Stereo lithography Apparatus (SLA)
Photopolymer system; point-by-point irradiation with a HeCd resp. an argon ion laser
CMET,Japan
Solid Object UV Plotter (SOUP)
Photopolymer system; point-by-point irradiation with an argon ion laser
SONY-Japan Synthetic Rubber, Tokyo, Japan
Solid Creater
Photopolymer system; point-by-point irradiation with an argon ion laser
SPARX, Molndal, Sweden
Hot Plot
Self-adhesive film; cutting of the films layer by layer with a thermal electrode
Stratasys Inc., Minneapolis, Wl, USA
Fused Deposition Modelling (FDM)
Thermoplastic filaments (PA, etc.} as well as wax; melting the plastic in a mini extruder
Light Sculpting Inc, Milwaukee, Wl, USA
LSI
Photopolymer system;irradiation of the entire surface with a UV lamp
Mitsui Engr' [-t Shipbuilding Ltd., Tokyo, Japan
COLAMM
Photopolymer system; point-by-point irradiation with a HeCd laser
Cubital Ltd., Herzlia, Israel
Solider 5600
Photopolymer system;irradiation of the entire surface with a UV lamp
DTM Corp., Austin, TX, USA
Sinterstation 2000
Powderized thermoplastics (PA, PC), wax; local melting of the powderized plastic by laser energy
DuPont license to Teijin Seiki,Tokyo, Japan
SOMOS
Photopolymer system; point-by-point irradiation with an argon ion laser
EOS GmbH, Plaegg/ Munich, Germany
STEREOS
Photopolymer system; point-by-point irradiation with an argon ion laser
Helisys Inc., Torrence, CA, USA
Laminated Object Manufacturing (LOM)
Self-adhesive paper and plastic films; cutting of the films layer by layer with a C02 laser beam
7
9Designs 7 5 3
Table 7 . 2 6 Suppliers of tooling products and services Supplier
Product
Advanced Composites Group, UK
Tooling blocks, ancillaries, prepregs, support structures
Australian Fibreglass Supplies, Australia
Tooling gel-coats, ISO NPG polyester for mold laminating, surfacing primers for plug work, mold release systems, waxes, polishes
Brookhouse Patterns, UK
Tooling manufacture, especially for aerospace industry
Donsea Composite, Malaysia
Mold- and pattern-making services
Farecla Products, UK
Finishing compounds for plugs and molds
FET Engineering Inc., USA
Nickel shell tooling
FICI, USA
Parting waxes, mold cleaners, mold glazes
Finish Care Products, USA
Polymer release agents, wax removers, finishing compounds for removal of sanding marks, cutting compounds, surfacing agents (incl. styrene-free grades)
Flex-O-Therm, The Netherlands
CNC-milled patterns, epoxy molds for RTM, pressing and injection molding, prototypes and 3-D visualizations, hydraulic/pneumatic auxiliary machines
Form-Rite Plastics, Australia
Form-Core for stiffening laminates
Franklynn Industries, USA
Water-based release coating
Hawkeye Industries, USA
Marine interior finishes, in-mold surfacing primers for post-painted parts, surfacing plaster plugs and models
Hawk International Distributors, UK
Polyester coatings, tooling gel-coats, finishing systems, mold releases
LSL, Canada
Low volume and prototype molds
Metra, France
Steel molds
MCP- Mining ~ Chemical Products, UK
Low melting point alloys for tooling for plastics molding and resin forming; small machinery
Multistation, France
Rapid prototyping
Plastech Tr, UK
Mold manufacture, training, tooling materials and ancillaries, high temperature core materials, heating and sensor equipment Flexible mold materials and rigid castings resins for composites, incl. silicone and urethane mold components
Polytek Development, USA Rawlson, UK
Consultancy services on product design, pattern-making, tool-making
RW Roll Wolfangel, Germany
Low-cost, rapid RTM tooling
Swancor Industrial, China
Vinyl ester resins for mold-making
Wela, Germany
Heatable laminating molds with Technotex space fabrics
Source: Reinforced Plastics.
754 Reinforced Plastics Handbook Summarizing this subject since the late 1980s, RP has evolved from a tool for making factory molds and dies to a low-volume technique for making finished parts, and even consumer product prototypes. One type of RP machine turns computer models into functional parts by creating thin layer upon layer of powdered metal or plastic, fusing each layer into a solid. This so-called sintering is done by scanning a laser back and forth within the part's often-intricate outline. However, with most such machines, it takes hours to build a large 3-D shape. Behrokh Khoshnevis, a professor of industrial and systems engineering at the University of Southern California, reported on his better idea. Instead of sintering a layer by scanning it with a laser beam, his system quickly fuses the whole layer under an oven-like electric or gas heater. The powder outside the part's outline does not solidify because it gets treated in advance with a special liquid. Khoshnevis says his patented approach can polish off each layer in less than 15 seconds. In addition, it does not need a laser, which can cost tens of thousands of dollars.
Prototype Testing and Evaluation Testing allows isolation of the individual parameters, a useful feature if the application involves a complex and varied environment or if the behavior of the prototype is not predictable. Accelerated simulation of in-service conditions is often feasible by applying environmental factors that are most influential in product lifetime, such as stresses, strains, temperature, and humidity fluctuations; sunlight exposure; and attack by solvents. Several years of service can be simulated in the laboratory in just a few days but requires close attention to validity. For example, mechanical stresses can be applied in a shorter amount of time or at higher values than will occur in service, but only if such foreshortening does not invalidate the test. Applying stresses at a greater rate is valid if the increased rate will not cause a different response in the material due to effects such as self-heating or reduced severity of chemical attack. Using higher stresses than the real application may cause creep, crack initiation, or fracture that would not occur at lower stresses over a longer time and must therefore usually not be attempted. Temperature or humidity fluctuations can be accelerated only to the point of maintaining uniform penetration that is likely in the end use environment. If creep or vibration is expected in service, time-temperature superposition may often be applied to accelerate laboratory testing. This technique mathematically predicts the material's response in service, based on laboratory characterization of the material over a
7
9Designs 7 5 5
range of temperatures (but at low strains). The prototype can then be tested at a lower temperature or rate of stress that will occur in service, and the effect of the same stress applied over a much longer time or the effect of vibration at a higher frequency may be predicted. Service testing, or field trial, includes all aspects of the application environment, notably those that may be unforeseen by the designer, and other variables such as the compounding effects of stress and temperature. For example, vibration may cause self-heating (resulting in altered mechanical properties) that was never anticipated by the designer. These same factors also complicate failure analysis, sometimes to the point that laboratory testing is also needed to establish the cause of part failure. If service testing will require weeks (or months) of data gathering, it is best reserved for cases where environmental conditions are unpredictable or failure analysis should be uncomplicated. These techniques are also useful for production proving during the first runs and for failure analysis if the production design fails to perform in the application.
Computer-Aided Designs .....
i
84
.
i
The computer continues to provide the engineer with the means to simplify and more accurately develop a design timewise and costwise. It provides a better understanding of the operating requirements for a product design, resulting in maximizing the design efficiency in meeting product requirements. The computer is able to convert a design into a fabricated product providing a faster manufacturing startup. Other benefits resulting from the computer technology include ease of developing and applying new innovative design ideas; fewer errors in drawings; good communications with the fabricator; improved manufacturing accuracy; and a faster response to market demand. Many of the individual tasks within the overall design process can be performed using a computer. As each of these tasks is made more efficient, the efficiency of the overall process increases as well. The computer is suited to aid the designer by incorporating customer inputs, problem definitions, evaluations, and final product designs. An example is from Composites Design Analysis (CODA), developed by the UK National Physical Laboratory, that is a Windows-based software
756 Reinforced Plastics Handbook
package to aid engineers in selection of materials and designs for RP parts, allowing new materials and prototype products to be developed. The software may be used for various processing technologies, including hand lay-up, injection molding, pultrusion, and autoclaved prepregs. What may be considered a disadvantage of resin transfer molding (RTM) is said to be its restricted visibility, making it impossible to intervene or check for errors arising during injection. The process can be simulated by a computer program developed by TNO Institute for Industrial Technology, Delft, the Netherlands. The program makes it possible to analyze the RTM process and determine the most accurate positioning of reinforcement and resin. The number and position of resin injection points can be selected, eliminating the need for a series of pre-production runs before correct conditions are obtained. Material SA's Cadwind program for filament winding is one of the longest established programs. It uses the strength requirements for the component to calculate the fiber lay-up on the mandrel, automatically generating the part program for any winding machine. It can also predict laminate thickness, part weight, fiber consumption and production time. It can also calculate structures for elbow or T-joints, permitting automatic production of these shapes. Use and positioning of fiber is optimized, with possible cost savings of up to 30%, and 40% reduction in production time. It can calculate any desired winding pattern and generate the corresponding part program for any winding machine. It offers more flexibility with greater user friendliness and a module structure to meet needs of users. A post processor permits conversion of externally calculated or experimentally generated windings into a part program. Wind for Windows has been developed by Delft University of Technology, The Netherlands. It uses a numerical approach to all elements of filament winding simulation and pattern generation, firstly creating a numerical model of the mandrel with a 3-D modeler. This comprises small triangles forming a fully enclosed surface. The pattern generation engine uses information from the surface of the model, with information from the user, to perform a simulation. When the winding pattern has been completed, post processing is used to reformat the data for the winding machine. Computer-aided design (CAD) uses the mathematical and graphicprocessing power of the computer to assist the engineer in the creation, modification, analysis, and display of designs. Many factors have contributed to CAD technology becoming a necessary tool in the engineering world, such as the computer's speed at processing complex
7
Designs 9 757
equations and managing technical databases. CAD combines the characteristics of designer and computer that are best applicable to the design process. There is also the combination of human creativity with computer technology that provides the design efficiency that has made CAD such a popular design tool. CAD is often thought of simply as computeraided drafting and its use as an electronic drawing board is a powerful tool in itself. The functions of a CAD system extend far beyond its ability to represent and manipulate graphics. Geometric modeling, engineering analysis, simulation, and communication of the design information can also be performed using CAD. For many decades CAD has allowed the designer to bypass much of the manual drafting and analysis that was previously required, making the design process flow more smoothly and much more efficiently. It is helpful to understand the general product development process as a step-wise process. However, in today's engineering environment, the steps outlined have become consolidated into a more streamlined approach called concurrent engineering. This approach enables teams to work concurrently by providing common ground for interrelated product development tasks. Product information can be easily communicated among all development processes: design, manufacturing, marketing, management, and supplier networks. Concurrent engineering recognizes that fewer alterations result in less time and money spent in moving from design concept to manufacture and from manufacturing to market. The related processes of computer-aided engineering (CAE), computer-aided manufacturing (CAM), computer-aided assembly (CAA), computeraided testing (CAT), and other computer-aided systems have become integral parts of the concurrent engineering design approach. Design for manufacturing and assembly methods use cross-disciplinary input from a variety of sources (design engineers, manufacturing engineers, materials and equipment suppliers, and shop floor personnel) to facilitate the efficient design of a product that can be manufactured, assembled, and marketed in the shortest possible period of time. Computer-Integrated Manufacturing
CIM is a computer or a system of computers that coordinates different (parts or all) stages of manufacturing through troubleshooting, which will enable the manufacturer to custom design products efficiently and economically. All equipment and processes that have an effect on productivity, quality control, etc. will be monitored and controlled by a
758 Reinforced Plastics Handbook central computer. The CIM addresses different functional aspects of plant operations that have an impact on productivity and quality.
Tolerances Computer programs developed since the 1980s continually improve and have made it possible to aid in modeling the complex interactions of the many processing factors that include RP properties and behaviors, geometry of the part, tool making quality applied to manufacture of dies or molds, and very important the processing conditions and fluctuations inherent in the equipment and materials.
Computers and People Computers have their place but most important is the person involved with proper knowledge in using and understanding its hardware and software in order to operate them efficiently. The computer basically supports rather routine tasks of embodiment and detailed operation rather than the human creative activities of conceptual human operation. Recognize that if the computer can do the job of a designer, fabricator, and others there is no need for these people. The computer is another tool for the designer, fabricator, and others to use. It makes it easier if one is knowledgeable on the computer's software capability in specific areas of interest such as designing simple to complex shapes, product design of combining parts, material data evaluation, mold design, die design, finite element analysis, etc. By using the computer tools properly, the results are a much higher level of product designing and processing that will result in no myths. A variety of useful techniques continue to be available via software that includes: Acrobat'. Software to render the output of any software package into a neutral form, devised by the Adobe Corp., so that it can be viewed without the software that created the output. Notes:. Forms-based e-mail and database software useful to create shared databases over a wide area network and create workflow applications. EDI: Electronic data interchange, a host of formats standardized by various interest groups under ANSI to exchange commercial information of different types among companies who wish to do business with each other electronically.
Web: The Internet de facto standard, consisting of a transport protocol called HM, a document format description standard called HTML, and a variety of graphic and video standards, so that users can access linked multimedia documents placed on Web servers from anywhere
7
9Designs 7 5 9
in the world. Currently, there are many application packages, such as databases and spreadsheets that are readily accessible using the Web interface, without extra work. PDM: Product Data Management Systems that store information about products, their decomposition structure, and revision history, in order to support a company's manufacturing, inventory control, maintenance, and other technical activities. DMS: Document-management systems that perform much the same as PDMS for the more general class of documents occurring in a company. Also enables fast retrieval by indexes, keywords, document types, and even text search. ISS: An information-sharing system that constructs a model of the information lying in different databases, builds gateways to each of them, and provides a single system image to external users who wish to access data from any of the constituent databases.
Examples of different websites that provide important services include: Reinforced Plastics: www.reinforcedplastics.com Elsevier/RP provides information and answers to questions concerning RPs data, latest research, buyer's guide, etc. I B M Patents Website: http://www.patents.IBM.com The IBM Intellectual Property Network (IPN) has evolved into a premier Website for searching, viewing, and analyzing patent documents. The IPN provides you with free access to a wide variety of data collections and patent information. Federal Web Locator: http://www.infoctr.edu/fwl/ The Federal Web Locator is a service provided by the Center for Information Law and Policy and is intended to be the one stop shopping point for federal government information on the World Wide Web. This site is hosted by the Information Center at Chicago-Kent College of Law, Illinois Institute of Technology. M A A C K Business Services:. A Maack & Scheidl Partnership CH-8804 Au/near Zfirich, Switzerland te1:+41-1-781 3040, Fax:+41-1-781 1569, http://www.MBSpolymer.com. Plastics technology and marketing business service, which organizes global conferences, and edits a range of reports and studies, which focus on important worldwide aspects of polymer research, development, production, and end uses. Provides updates on plastic costs, pricing, forecast, supply/demand, and analysis. Identified early in the cycle are trends in production, products and market segments.
760 Reinforced Plastics Handbook
Material Safety Data Sheets (MSDS): http://www.msdssearch.com/ MSDSSEARCH.COM, Inc., is a National MSDS Repository, providing FREE access to over 1,000,000 Material Safety Data Sheets; the largest centralized reference source available on the Internet. MSDSSEARCH.COM is dedicated to providing the most comprehensive single source of information related to the document known as a Material Safety Data Sheet (MSDS). MSDS SEARCH serves as the conduit between users of MSDSs and any reliable supplier. MSDSSEARCH.COM provides access to 350K MSDSs from over 1600 manufacturers, 700K MSDSs from public access databases, links to MSDS software, services, training and product providers, links to Government MSDS information, an MSDS discussion forum where you can ask questions, and supplies MSDSs directly from manufacturers via search engine.
The Canadian Center for Occupational Health and Safety: CCOHS, 250 Main Street East, Hamilton ON L8N 1H6 Canada, tel: 1-800263-8466 (toll free in Canada only)/1-905-572-4400, Fax: 1-905572-4500, http://www.ccohs.ca/products/databases/msds.html. Promotes a safe and healthy working environment by providing information and advice about occupational health and safety.
Protect Designs Five different methods of protecting your design exist in USA. Each is weighed according to its advantages and disadvantages based on specific needs. They are: contracts/other party agrees not to make, use, etc. without designer's permission; 2
copyrights/protection exists upon creation of design; trade dress/protection when design is either inherently distinctive or has become distinctive; utility patents/protects the functional and structural features of a product; and design patents/protect the ornamental appearance of a product without regard to how it functions.
7
9Designs 7 6 1
Acceptable Risks Many risks people are subjected to can cause health problems or death. Precautions should be taken based on what is practical, logical, and useful. However, those involved in laws and regulations, as well as the public and, particularly, the news media, should recognize that there is Acceptable Risk. This is the concept that has developed in connection with toxic substances, food additives, air and water pollution, fire and related environmental concerns, and so on. It can be defined as a level of risk at which a seriously adverse result is highly unlikely to occur but it cannot be proven whether or not there is 100% safety. In these cases, it means living with the reasonable assurance of safety and acceptable uncertainty. This concept will always exist. Note the use of automobiles, aircrafts, boats, lawnmowers, food, medicine, water, and the air we breathe. Practically all elements around us encompass some level of uncertainty. Otherwise, life as we know it would not exist. Many products and environmental factors are not perfect and never will be perfect. The goal is to approach perfection in a zero-risk society. No product is without risk; failure to recognize this factor may put excessive emphasis on achieving an important goal while drawing precious resources away from product development and approval. A major result of this goal is the excessive waste of money that the public either directly or indirectly pays for. The target or goal should be to attain a proper balance between risks and benefit using realistic factors and not the public-political "panic" approach. People are exposed to many risks. Some pose a greater threat than others do. The following data concern the probability over a lifetime of premature death per 100,000 people: 290 hit by a car while being a pedestrian, 200 tobacco smoke, 75 diagnostic X-ray, 75 bicycling, 16 passengers in a car, 7 Miami/2'qew Orleans drinking water, 3 lightning, 3, hurricane, and 2 fire.
Safety Factors A safety factor (SF) or factor of safety (FS) (also called factor of ignorance) is used with plastics or other materials (metals, aluminum, etc.) to provide for the uncertainties associated with any design, particularly when a new product is involved with no direct historical performance record. SF equals ultimate strength/maximum working stress. There are no hard and fast rules to follow in setting a SF. The most basic consideration is the consequences of failure. In addition to the basic uncertainties of graphic design, a designer may also have to consider additional conditions such as:
762 Reinforced Plastics Handbook
1 variations in material property data (data in a table is the average and does not represent the minimum required in a design); 2
variation in material performance;
3
effect of size in stating material strength properties;
4
type of loading (static, dynamic, etc.);
5
effect of process (stress concentrations, residual stress, etc.); and
6
overall concern of human safety.
RP moldings and, particularly, large structures are often required to work in critical conditions, where failure could have serious consequences. It is good practice in all design to include a factor of safety, which should be based on a reliable knowledge of the material and the operating conditions. Much information of value can be obtained from testing both of the materials and then the product in use. For most applications, this is indispensable. It is important also to be practical in testing, recognizing that figures for specimens produced under laboratory conditions may well be significantly better than for actual parts produced under production conditions (Table 7.27). Statistical analysis, using as many test results as possible, can establish the value of the ultimate stress. The maximum working stress (design stress) may be established by an industry code of practice. Failing this, the designer must decide on a value for F (factor of safety F -- ultimate stress/maximum working stress), bearing in mind the following considerations. The SF usually used based on experience is 1.5 to 2.5, as is commonly used with metals. Improper use of a SF usually results in a needless waste of material or even product failure. Designers unfamiliar with plastic products can use the suggested preliminary safety factor guidelines in Table 7.28 that provide for extreme safety; intended for preliminary design analysis only. Low range values represent applications where failure is not critical. The higher values apply where failure is critical. Any product designed with these guidelines in mind should conduct tests on the products themselves to relate the guidelines to actual performance. With more experience, more-appropriate values will be developed targeting to use 1.5 to 2.5. After field service of the preliminary designed products has been obtained, action should be taken to consider reducing your SF in order to reduce costs. Realistic SFs are based on personal (or others) experience. The SFs can be related to the probable consequences of failure. To ensure no failure
7
9Designs 7 6 3
Table 7.2 7 Exampleof setting up safety factors for RPs
Requirement
Service conditions
Safety factor
Nature of loading Minimum value of F
Static short-term loads Static long-term loads Variable/changing loads Repeated loads Fatigue or load-reversal Impact loads- repeated The less-accurate the estimation the higher must be the value of F Where stress analysis is not possible and/or gross approximations are used a higher value of Fmust be applied Reduction in mechanical properties by the environment is possible. This means using a high value of For using a value of ultimate stress in the known environment in any calculation If failure of the material can harm personnel or damage equipment or be in any way serious a high value of F must be used
2 4 4 6 6 10 Use a high value
Accuracy of estimation of working loads Possibility and accuracy of stress analysis Range of properties given by the proposed molding process
Consequences of failure
Use a high value
Use a high value
Use a high value
Table 7.28 Guide for safety factors
Typeof load
Safety factor
Static short-term loads Static long-term loads Repeated loads Variable changing loads Fatigue loads Impact loads
I to 2 to 5 to 4 to 5 to 10 to
2.5 5 15 10 15 15
where a product could be damaging to a person (etc.) prototype tests should be run at their most extreme service operating conditions. For instance, the maximum working load should be applied at the maximum temperature and in the presence of any chemicals that might be encountered in the end use. Impact loading should be applied at the lowest temperature expected, including what occurs during shipping
764 Reinforced Plastics Handbook
and assembly. The effects of variations in plastic lots and manufacturing conditions must also be considered. In product design there has always been the desire to use less of any material, because the result is usually a lower-cost product. On the other side of the issue is the use of more material to provide for a higher design safety factor beyond what is required. Thus, unfortunately, there are designs using more material than needed, particularly when using RPs. It is inexperience in designing with RPs that causes this problem. Many designers lack the knowledge of at least relating a material's performance to the processing variables that directly influence SFs and the amount of an RP to be used. With the flexibility that exists in designing with RPs, there are different approaches that may be used to reduce part weight, such as applying different shapes like internal ribbing, corrugations, sandwich structures, and orienting or prestrctching. A designer sometimes has an opportunity to use a material that provides no problem in the solid-waste stream or to use a design that lets lowercost recycled plastics be used. In fact, blends of virgin (not previously processed) plastics with recycled plastics could permit the meeting of required product performance requirements. This approach has been used for the past century. However, the designer must take into account the possible lower performances that will occur with recycled plastics (Chapter 3 ). The recycled plastic could have a degree of different contaminants that would eliminate its use in certain devices or products, such as in medicine, electronics, and packaging. However, in certain applications there are designs that permit their use such as three-layer cocxtruded, coinjected, or laminated structures having the contaminated plastic as the center layer, isolated by clean plastics around it. Another method of reducing the quantity of plastics that has been used in certain products is to use engineered plastics with higher performance than the lower-cost commodity plastics. When applicable, this approach permits using less material to compensate for its higher cost. With a thinner-walled construction there could also be additional cost savings, since less processing heat, pressure, and fabricating time cycle is required.
Engineering Analysis Overview The following information applies the elements of design theory applicable to reinforced plastics (RPs). Fibrous RPs differs from most other engineering materials because they combine two essentially different materials, fibers and plastic (resin), into a single material. In this, they are somewhat analogous to reinforced concrete that combines concrete and steel rods, but in RPs, the fibers are generally much more evenly distributed throughout the mass and the ratio of fibers to resin is much higher than the ratio of steel to concrete. In their design, it is necessary to take into account the combined action of fiber and resin. Sometimes the combination can be considered to be homogeneous and, therefore, to be similar to engineering materials like metal but in other cases, homogeneity cannot be assumed and it is necessary to take into account the fact that two widely dissimilar materials have been combined into a single unit. In designing these RPs, certain important assumptions are made. The first and most fundamental is that the two materials act together and that the stretching, compression, and twisting of fibers and of resin under load is the same, that is, the strains in fiber and resin are equal. This assumption implies that a good bond exists between fiber and resin to prevent slippage between them and to prevent wrinkling of the fiber. The second major assumption is that the material is elastic, that is, strains are directly proportional to the stresses applied, and when a load is removed, the deformation disappears. More or less implicit in the theory of materials of this type is the assumption that all of the fibers are straight and unstressed or that the initial stresses in the individual fibers are essentially equal. In practice it
766 Reinforced Plastics Handbook is very unlikely that this is true. It is to be expected, therefore, that as the load is increased some fibers reach their breaking points first. As they fail their loads are transferred to other yet unbroken fibers, with the consequence that failure is caused by the successive breaking of fibers rather than by the simultaneous breaking of all of them. The effect is to reduce the overall strength and to reduce the allowable working stresses accordingly, but the design theory is otherwise largely unaffected as long as essentially elastic behavior occurs. The development of higher working stresses is, therefore, largely a question of devising fabrication techniques to make the fibers work together to obtain maximum strength. Design theory shows that the values of a number of elastic constants must be known in addition to the strength properties of the fibers, resin, and their combination. Reasonable assumptions are made in carrying out designs. In the examples used, more or less arbitrary values of elastic constants and strength values have been chosen to illustrate the theory. Any other values could be used. As more experience is gained in the design of these materials, and as more complete experimental data are forthcoming, the design procedures will no doubt be modified. This review can be related to the effects of environment.
Stress-Strain Analyses Any material when stressed stretches or is deformed. If the fiber and resin in RPs are firmly bonded together, the deformation is the same in both. For efficient structural behavior, high strength fibers are employed, but these must be more unyielding than the resin, therefore for a given deformation or strain, a higher stress is developed in the fiber than in the resin. If the stress to strain relationships of fiber and resin are known from their stress-strain diagrams, the stresses developed in each for a given strain can be computed, and their combined action determined.
Basic Design Theories In designing RPs, as reviewed certain important assumptions are made so that two materials act together and the stretching, compression, twisting of fibers and of plastics under load is the same that is, the strains in fiber and plastic are equal. Another assumption is that the RP is elastic, that is, strains are directly proportional to the stress applied, and when a load is removed, the deformation disappears. In engineering terms, the material obeys Hooke's Law (Hooke's law states, it
8
9Engineering Analysis 7 6 7
is the ratio of stress to strain). This assumption is a close approximation to the actual behavior in direct stress below the proportional limit, particularly in tension, where the fibers are stiff and elastic in the Hookean sense and carry essentially all of the stress. The assumption is probably less valid in shear where the resin carries a substantial portion of the stress. The resin may undergo plastic flow leading to creep or to relaxation of stress, especially when stresses are high (Chapter 7). In this analysis, it is assumed that all the glass fibers are straight; however, it is unlikely that this is true, particularly with fabrics. In practice, the load is increased with fibers not necessarily failing at the same time. Values of a number of elastic constants must be known in addition to strength properties of the resins, fibers, and combinations. In this analysis, arbitrary values are used that are low for elastic constants and strength values. Any values can be used; here the theory is illustrated. Any material, when stressed, stretches or is otherwise deformed. If the fiber and plastic are firmly bonded together, the deformation is the same. Since the fiber is more unyielding, a higher stress is developed in the glass than the plastic. If the stress-strain relationships of fiber and plastic are known, the stresses developed in each for a given strain can be computed and their combined action determined. Figure 8.1 stressstrain (S-S) diagrams provide the basis for this analysis; it provides related data such as strengths and modulus.
I
240 220
J
180 a. 160 0 q,-
._ (/}
a,1 ~-
GO
/
I
200
o 0
60
/
140 120 100
/
80 60
4o
/
/
/
/
/
55"
r
50-
T] t
/
~40 35
/ [
: 30 25
,;i-.!.o.,!. .o ~I,I
B-Ho,d
resln
T o n g e n ! to C
/ ,~, ,o ~l..y
,+'1
i'f"
C I9n l e r m e d i a l e
--,
0
0.5
!-"'
1.0
.
1.5 % strain
2.0
.....
2.5
3.0
0
0.5
1.0
l
1.5
'n '~ 2.0
% strain
Figure 8.1 Analysis of RPs stress-strain curves (courtesy of Plastics FALLO)
768 Reinforced Plastics Handbook These stress-strain diagrams curve A, typical of glass, shows that stress and strain are very nearly directly proportional to each other to the breaking point. Stiffness, or modulus of elasticity, as measured by the ratio of stress to strain, is high. Curve B represents a hard resin. Stress is directly proportional to strain when both are low, but stress gradually levels off as strain increases. Stiffness, or modulus of elasticity, is much lower than that of glass. The tangent measures it to the curve, usually at the origin. Curve C represents a softer resin intermediate between the hard resin and the very soft plastics. Stress and strain are again directly proportional at low levels, but not when the strains become large. Modulus of elasticity, as measured by the tangent to the curve, is lower than for the hard resin. These stress-strain diagrams may be applied, for example, in the investigation of a rod in which half the total volume is glass fiber and half is resin. If the glass fibers are laid parallel to the axis of the rod, at any cross section, half of the total cross-sectional area is glass and half is resin. If the rod is stretched 0.5%, the glass is stressed at an intensity of 345 MPa (50,000 psi) and the resin, if resin B, at 52 MPa (7500 psi), or if resin C, at 17 MPa (2500 psi). If, for example, the rod has a total cross section of one-half square inch, the glass is one-quarter square inch, and the total stress in the glass is 1/4 times 50,000 or 5,675 kg (12,500 lb). Similarly, the stress in the resin, if resin B, is 850 kg (1875 lb), and in resin C is 280 kg (625 lb). The load required to stretch the rod made with resin B is therefore the sum of the stresses in glass and resin, or 6,526 kg (14,375 lb). Similarly, for a rod utilizing resin C, the load is 5,960 kg (13,125 lb). The average stress on the one-half square inch cross section is therefore 198 MPa (28,750 psi) or 180 MPa (26,250 psi), respectively. An analogous line of reasoning shows that at a strain of 1.25% the stress intensity in the glass is 860 MPa (125,000 psi), and in resins B and C it is 87 and 31 MPa (12,600 and 4,500 psi), respectively. The corresponding loads on rods made with resins B and C are 237 and 223 MPa (34,400 and 32,375 lb), respectively.
Fiber Strength Theories The deformation and strength of filamentary structures subjected to combined loading can be theoretically predicted using experimentally determined intrinsic stiffness and strength of the individual constituent layers. In order to have an integrated material and structure design, the gross properties as functions of the micromechanical parameters represent an important issue on the continuing and expanding use of RPs. It has been established, in both theory and experiment, that four principal
8
Engineering 9 Analysis 769
elastic moduli and three principal strengths govern the deformation and strength of unidirectional fiber RPs. With the aid of a yield condition, the initial failure of filamentary structures can be predicted. After the initial failure, the structure may carry additional loads. An analysis of a partially failed or degraded structure can be used to predict the ultimate deformation and strength. With an understanding of the gross behavior of a filamentary structure, a proper assessment of the mechanical and geometric properties of the constituent materials is possible. In particular, the use of fiber strength, the binding resin matrix, and the interface may be placed in a perspective based on the results of a mathematical analysis. They provide accurate guidelines for the design of RPs. A better understanding exists of the elastic stiffness of filamentary materials than of the strengths. The generalized Hooke's law is usually accepted as the governing equation of the linear elastic deformation of RP materials. The simultaneous or sequential modes of deformation and fracture are difficult to describe from the phenomenological standpoint. In general, a strength theory on one criterion will not be sufficient to cover the entire range of failure modes of RP. In addition, fabrication variables and test methods are also known to introduce uncertainties in strength data that makes the verification of theories more difficult. A macroscopic theory of strength is based on a phenomenological approach. No direct reference to the mode of deformation and fracture is made. Essentially, this approach employs the mathematical theories of elasticity and tries to establish a yield or failure criterion. Among the most popular strength theories are those based on maximum stress, maximum strain, and maximum work. Fiber Geometry on Strengths
Various investigators have developed mathematical means for determining the efficiency of glass-fiber RPs. In order to analyze the effect of fiber geometry on strength, the fundamental mechanics of RP theory is reviewed. Relationships have been derived to relate the load distribution in an RP to the properties of the individual materials. The derivations are based on the following: 1
stress is proportional to the strain in both materials; fiber-resin bond is efficient, so that fiber and resin are strained an equal amount under load; fibers are straight, continuous, and aligned with the axis of the applied load; and
770 Reinforced Plastics Handbook material components have isotropic and homogeneous directional properties (Chapter 7). Stress-Strain" Metal and Plastic An explanation is reviewed regarding a particular distinction between the mechanical behaviors of metals and unreinforced reinforced plastics (URPs). The typical stress/strain curve for metal exhibits a linear elastic region followed by yield at the yield stress, plastic flow, and ultimately failure at the failure stress [reinforced thermosets (RTSs) have similar behavior]. Yield and failure occur at corresponding strains. Thus, yield and failure can be called the critical strains. However, it is easier in many products to restrict factor to a stress analysis alone. By comparison, it may appear unjustified to state that plastic failure criteria are usually defined in terms of critical strain (rather than stress), and, by comparison with metal, going from strain to stress may appear to be a limited analysis. This apparent error depends on recognition of the fact that stresses and strains are not as intimately related for URPs as they are for metals. This action is demonstrated by reviewing stress/ strain curves for typical URPs material. This highlights that stress/strain curves for these types of plastics are not unique, but depend on the loading conditions such as time, frequency, a n d / o r rate. Stress/strain curves obtained at different loading rates for metals would be essentially similar. However, the behavior of URPs can be very different at low- and high rates of testing; there is no unique relationship between stress and strain since this also depends on the loading rate. It is evident from examining curves that characterization of failure through a unique failure strain cannot be valid, in general. However, it can be a good approximation in certain analyses, such as at high rates or under creep conditions. For RPs, the emphases and difficulty in the design analysis depends on the type of RP. For a reinforced thermoplastic (RTP) with short fibers, the viscoelastic behavior of the TP matrix is important. In addition, there may be a significant degree of anisotropy a n d / o r homogeneity due to processing which could further complicate the analysis if the designer does not understand the influence of processing. (Recognize that with RPs, a material is being produced; metals and other materials do not require the designer to manufacture the material.) For RTSs with short fibers, such as bulk molding compounds (BMCs), there may be only a low level of viscoelasticity, anisotropy, and inhomogeneity (Chapter 4). However, these RPs with the TS resin
8
9Engineering Analysis 771
matrices and long fibers can have a high degree of anisotropy that is taken into account in the design analysis. When TPs are reinforced with long fibers, there may be significant anisotropy and viscoelasticity resulting in a possible complex design analysis. Regardless, in all cases, RP failure characteristics may be specified in terms of a critical strain. This requires the design analysis to be performed on the actual or simulated processing condition for stress and strain. Having processing knowledge and experience in related testing is very useful in these types of analyses. Long-fiber RPs can often be tailored to the product requirements; materials design and product design analyses interact strongly. If the product design analysis is statically determined (stresses independent of materials properties) then this analysis is carried out first. The next step is designing the RP to carry the stresses. However, if the analysis is not statically determinate, then the component stresses depend on material isotropy, and material and product design have to be carried out and optimized simultaneously. This is also the case if shape is regarded as one of the variable design parameters. Thus, URPs and RPs design analysis follows the same three factors as that for metals, but there are some differences. In particular, factor is usually more substantial for the materials partly because a full-scale stress/strain/deformation analysis is required and partly because of the need to take account of viscoelasticity, nonhomogeneity, and/or anisotropy directional properties. For long-fiber RPs, the component design analysis may need to contain the associated material design analysis.
Metal Design The mechanical behavior of metals in service can often be assumed to be that of a linear, isotropic, and elastic solid. Thus, design analysis can be based on classical "strength of materials" theory extensively reviewed in textbooks and literature. Practically, results may be used in the form of standard formulae, or design charts for a selected class of applications. Such uses are most appropriate to components of simple geometric shapes for which standard solutions exist, or for more shapes that are complex where they can possibly be used for initial approximate design calculations. For the more complex, and shapes that do not exist, the solution of the applicable elasticity equations may require some form of numerical procedure, such as finite element analysis (FEA) or finite difference analysis (FDA). If design analysis involves frequent consideration of similar problems, then the burden on the designer can be reduced by generating a set of solutions presented as a set of design charts. An alternative is to
772 Reinforced Plastics Handbook
provide a method in the form of a computer program for which the design analyst requires minimal familiarity with the design method. However, in critical situations, there may be no alternative to a detailed FEA with evaluation of the manufactured product to ensure meeting performance requirements. Under appropriate conditions, metal design involves plasticity, creep, and geometric nonlinearity. These topics are treated in standard texts and have been put into computer software. However, such complexities are necessarily modeled in a simple technical format.
Spheres Circumferential load in the wall of all the spheres under internal pressure is equal to the pressure times the internal cross-sectional area, and the hoop stress, using the previous engineering assumption, is found to be: fh = pd/at
where 3~ = circumferential load, p thickness.
=
pressure, d
=
diameter, and t
=
It will readily be seen that no matter which section is chosen, provided the plane of the section passes through the center of the sphere, the condition will be the same, and it can be said that the hoop stress will be the same in all directions based on outside radius (R) and inside radius (r). When it is assumed that: ( R2 - r 2) =
27
~rt
it is determined that for wall thicknesses up to approximately 3 inches, the error is negligible. It can also be determined that the percent of error decreases as the inside radius/thickness ratio r/t increases. Table 8.1 provides size vs. weight of RP spheres. For a sphere with the stresses uniform in all directions, it follows that the fibers require equal orientation in all directions. The problem of orientation resolves itself purely into one of practical application of the fibers. In the cylinder, the fibers are specifically oriented to meet any condition of stressing. The simplest method of doing this is to employ a single helical pattern. Theory shows that this is highly sensitive to variations in the longitudinal hoop-stress ratio and also the accuracy of the angle wound.
8
9Engineering Analysis 7 7 3
Table 8,1 Data for 3000 psi glass fiber-epoxy spheres
Copocity, cubic inches
Outside diometer, inches
Nom in o l weight, pounds
Moxim u m weight, pounds
Overo ll length, inches
5O IO0 2OO 3OO 4OO 5OO 65O 88O 1 070 1 325 1 575 1 8O0 2,500 3,200
51/4
1.50 2.50 4.44 6.25 8.06 9.87 12.56 16.00 20.06 24.50 28.75 32.75 44.81 56.50
1.60 2.63 4.62 6.56 8.48 10.35 13.18 16.80 21.07 25.73 30.15 34.42 47.06 59.32
55/8 615/16 81/2 95/8 109/16 115/16 125/16 133/8 143/8 157/16 161/4 1615/16 187/8
61/2 81/8
91/4 101/8 1015/16 1115/16 131/16 14 151/8 157/8 165/8 181/2 20
207/16
The addition of pure hoop windings to the helix gives a theoretical gain in stability with no loss of strength or efficiency. In order to develop the most satisfactory orientation, the winding is performed so those two different helix angles are used.
Tanks Classical engineering stress analysis shows that hoop stress (stress trying to push out the ends of the tank) is twice that of longitudinal stress. To build a tank of conventional materials (steel, aluminum, etc.) requires the designer to use sufficient materials to resist the hoop stresses that results in unused strength in the longitudinal direction. In RP, however, the designer specifies a laminate that has twice as many fibers in the hoop direction as in the longitudinal direction. An example is a tank 0.9 m (3 ft) in diameter (d) and 1.8 m (6 ft) long with semi-spherical ends. Such a tank's stress (s) calculations (excluding the weight of both the product contained in it, and the support for the tank) are represented by the formulas: 5 = pd/2t for the hoop stress
and"
7 7 4 Reinforced Plastics Handbook 5 = pd/4t
for the end and longitudinal stresses
Tensile stresses are critical in tank design. The designer can assume the pressure (p) in this application will not exceed 100 psi (700 Pa) and selects a safety factor of 5. The stress must be known so that the thickness (t) can be determined. The stress or the strength of the final laminate is derived from the makeup and proportions of the resin, mat, and continuous fibers in the RP material. Representative panels must be made and tested, with the developed tensile stress values then used in the formula Thus, the calculated tank thickness and method of lay-up or construction can be determined based on: th =
p d / 2 s h or t h = p d / 4 s h
where th =
100x3 2x
tl
=
112
x 12
200 x 103
th
5 =
= 0.450 in.
0.225 in. (or the same thickness with half the load or stress)
th = hoop thickness tl =
longitudinal thickness
sl = Sh = safety p = d =
longitudinal stress 20 x 103 psi (140 MPa) factor = 5 100 psi (700 Pa) 3ft(O.9m)
Sh = hoop stress
If the stress values had been developed from a laminate of alternating plies of woven roving and mat, the lay-up plan would include sufficient plies to make 1 cm (0.40 in.) or about four plies of woven roving and three plies of 460 g / m 2 (11/2 oz) mat. However, the laminate would be too strong axially. To achieve a laminate with 2 to 1 hoop to axial strength, one would have to carefully specify the fibers in those two right angle directions, or filament wind the tank so that the vector sum of the helical wraps would give a value of 2 (hoop) and 1 (axial), or wrap of approximately 54 ~ from the axial. Another alternative would be to select a special fabric whose weave is 2 to 1, wrap to fill, and circumferentially wrap the cylindrical sections to the proper thickness, thus getting the required hoop and axial strengths with no extra, unnecessary strength in the axial (longitudinal) direction, as would inevitably be the case with a homogeneous metal tank. As can be seen from the above, the design of RP products, while essentially similar to conventional design, does differ in that the materials
8 Engineering 9 Analysis 775 are combined when the product is manufactured. The RP designer must consider how the load-bearing fibers are placed and ensure that they stay in the proper position during fabrication.
Pipes Thermoplastic Pipes Extensive amount of URP pipe is used worldwide to move different types of liquids, gases, and solids. With the different properties of plastics (such as corrosion resistance, toughness, and strength), pipes can be fabricated to handle practically any type of material. A major and important market for URPs is in producing pipe (tube) for use such as on the ground, underground, in water, and electrical conduits. Figure 8.2 provides a method to determine pipe thickness subjected to uniform internal pressure P using the standard engineered thin-walltube hoop-stress equation. View (a) provides an equation that is approximately accurate for t (d/10). However when the wall thickness increases the error becomes large. It is useful in determining an approximate wall thickness, even when condition t (d/lO) is not met. View (b) provides an equation for the maximum hoop stress that occurs on the surface of the inside wall of the pipe. After the thin-wall stress equation is applied, the thick-wall stress equation can be used to verify the design.
(a)
(b)
HOOP STFI
Figure 8.2
Pipe wall thickness determination based on internal pressure
Pipe's exceptional growth in what was a very competitive market is the result of its outstanding performances to costs (includes handling and installation). The total USA pipe market has been in the order of $5 billion per year. About 10 billion pounds of plastics are consumed with
776 Reinforced Plastics Handbook
72wt% of PVC, 23% HDPE, and others that include LDPE, LLDPE, chlorinated PVC, XLPE (PEX), ABS, and PP. Plastic pipe represents about 30% of the dollar share compared to other materials (iron/steel at 45%, copper at 12%, concrete at 8%, aluminum at 4%, etc.). While any plastic material, irrespective of its chemical composition and character, may be made into pipe or tubing, by far the greatest amount of pipe is made from thermoplastics (TPs) that are adaptable to extrusion processes (Chapter 5). Specialty pipe is made in small amounts from TS materials such as phenolic and polyester, but very large of commercial pipe is made from polyethylene, polyvinyl chloride, acrylonitrile butadiene copolymers, and acrylonitrile butadiene styrene types of alloys. Specialty tubing in relatively small amounts is made of acrylates and acrylate copolymers, as well as other transparent materials (Chapter 3). In general, plastic pipe offers advantages over metal pipe because of its resistance to widely varying conditions of environment, lightweight, relatively low cost, ease and economy of installation, self-insulating characteristics, minimum solid deposit tendency, and/or low frictional losses. They provide internal pressure retention capability. RP Pipes
An important product even though it represents a smaller portion of the market is reinforced TS (RTS) plastic; also called reinforced thermoset resin (RTR) according to ASTM standards. Its major material construction is glass fiber with TS polyester plastic that uses fabricating methods ranging from bag molding to filament winding (Chapter 5). These RTR pipes provide high load performance both internally and externally. There is large diameter filament-wound pipes (RTRs) used and accepted in underground burial because they provide conditions such as corrosion resistance and installation-cost savings. Pipe design equations have been used that specifically provide useful information to meet internal and/or external pressure loads. More recently finite element analysis (FEA) has been used to design RP pipes and other structural products. These design approaches utilize performance standards based upon internal pressures and pipes' stiffness. Other requirements must be met such as longitudinal effects of internal pressure, temperature gradients, and pipe bridging. When compared to steel pipes there are similarities and dissimilarities. They both differ from concrete pipe which is a rigid pipe that cannot tolerate bending or deflection to the same extent as RTR and steel pipe. The following review provides information on the design approach and
8
9Engineering Analysis 7 7 7
results of tests conducted on these type pipes (rigid RTR, rigid steel, and flexible concrete). They were buried in trenches under 25 ft of the same dirt and subjected to actual load testing. Specific pressures varied from installation to installation, but the relationship in the way these pipes react to the same burial condition generally remains constants. As shown in Figure 8.3 the load on the surface of the rigid pipe (concrete) is higher at the crown and is transmitted through the pipe directly to the bed of the trench in which the pipe rests and using some side support. The RTR or steel flexible conduit deflects under covering load of earth. This deflection transfers portions of the load to the surrounding envelope of soil that increases the strength of the flexible conduit. Analyzing the type and consolidation of backfill materials is to be considered an integral part of the design process. Because less of a load on the trench bed occurs the trench requires less bedding bearing strength reduce the installed cost. 26 psi Computed
41 = 54.7% 26
26
4,
14 psi
ilil_Iklllll 12 psi i l ~
~11112 psi
t
4.1 psi
t
14 psi
Figure 8.3 Loading (26 psi) rigid concrete pipe (left)and flexible plastic pipe Steel pipe is considered a homogeneous isotropic material (equally strong in both hoop and longitudinal directions) where RTR is an anisotropic material (different strength in both the hoop and longitudinal directions). These directional behavior results in the modulus of elasticity (E) to be equal in all directions for steel and not equal for RTR (Figure 8.4). The RTR pipe structure is shown in Figure 8.5 where the glass fibers arc filament wounded at a helix angle that is at 55 ~ to 65 ~ to the horizontal to maximize hoop and longitudinal stress efficiency. Glass fiber content is at a minimum of 45wt%. An internal corrosion resistant leak proof barrier liner is usually included that is not included in the stress analysis.
778 Reinforced Plastics Handbook EH
EL=E H EL~ E H
EH
Figure 8.4 Directional modulus of elasticity properties of relatively homogeneous isotropic steel pipe {left)and anisotropic RTR pipe
Resin
External Postcoat
Strength Longitudinal Strength Hoop
Structural
Pipe wall Internal Lin~ Cross Section
Figure 8,5
PrescribedWind Angle
Cross-section of filament wound lay up of the RTR pipe
Required is to design a pipe wall structure of sufficient stiffness and strength to meet the combined loads that the pipe will experience in long time service. One design is a straight wall pipe in which the wall thickness controls the stiffness of the pipe. Another way is to design a rib-wall pipe on which reinforcement ribs of a specific shape and dimension arc wound around the circumference of the pipe at precisely designed intervals. As to be reviewed (RIB section) the advantage of a rib wall pipe is that the wall thickness of the pipe can be reduced (also reducing costs) while maintaining or even increasing its overall strength-
8
9Engineering Analysis 7 7 9
to-weight ratio (Figure 8.6). With difficult underwater installations exist a rib-wall pipe design should be considered. RTR Pipe Wall Structures
Straight Wall
Rib Wall
Figure 8.6 Pipe structure with and without ribs Maximum allowable pipe deflection should be no more than 5% using the Figure 8.7 equation where AX = deflection. This value is the standard of the pipe industry for steel conduit and pipe (AWWA M-11, ASTM, and ASME). Deflection relates to pipe stiffness (El), pipe radius, external loads that will be imposed on the pipe, both the dead load of the dirt overburden as well as the live loads such as wheel and rail traffic, modulus of soil reaction, differential soil stress, bedding shape, and type of backfill.
xo,o
_
dl
Maximum 5% Deflection [AXmax ~ SO/o)
by AWWA M-11, ASTM,and ASME
Figure 8.7
Pipe deflection equation
To meet the designed deflection of no more than 5% the pipe wall structure could be either a straight wall pipe with a thickness of about 1.3 cm (0.50 in.) or a rib wall pipe that provides the same stiffness. It has to be determined if the wall structure selected is of sufficient stiffness to resist the buckling pressures of burial or superimposed longitudinal loads. The ASME Standard of a 4 / 1 safety factor on
780 Reinforced Plastics Handbook
critical buckling is used based on many years of field experience. To calculate the stiffness or wall thickness capable of meeting that design criterion one must know what anticipated external loads would occur (Figure 8.8).
l.e-el
Vmeuum L o a d
Figure 8.8
-" j,
"-~
Confined Media
Soil
Buckling analysis based on conditions such as dead loads, effects of possible flooding, and the vacuum load it is expected to carry
As reviewed the strength of RTR pipe in its longitudinal and hoop directions are not equal. Before a final wall structure can be selected, it is necessary to conduct a combined strain analysis in both the longitudinal and hoop directions of the RTR pipe. This analysis will consider longitudinal direction and the hoop direction, material's allowable strain, thermal contraction strains, internal pressure, and pipe's ability to bridge soft spots in the trench's bedding. These values are determinable through standard ASTM tests such as hydrostatic testing, parallel plate loading, coupon test, and accelerated aging tests (Figure 8.9).
Hydrostatic Testing
Parallel Plate Testing
-I:::::3m
Flexural
Figure 8.9
Coupon Testing
I
Tensile
Schematics of tests using strain gauges to obtain stress-strain curves
Stress-strain (S-S) analysis of the materials provides important information. The tensile S-S curve (Figure 8.10) for steel-pipe material
8
9Engineering Analysis 781
identifies its yield point that is used as the basis in their design. Beyond this static loaded yield, point (Chapter 7) the steel will enter into the range of plastic deformation that would lead to a total collapse of the pipe. The allowable design strain used is about two thirds of the yield point. 120
Stress/Strain Curve Mild Steel Pipe
100 90 80
Stress 70 o x 103 PSI 60
SO 40 30 20
~ *--Oesign Value at 213rd Yield Modulus of Elasticity 30(10)~ PSi
10 F 0
Figure 8.10
1000
2000
3000 4000
6000 8000
10,000
Strain x (10)-6 in./in.
Mild steel's tensile stress-strain curve
RTR pipe designers also use a S-S curve but instead of a yield point, they use the point of first crack (empirical weep point) as shown in Figure 8.11. Either the ASTM hydrostatic or coupon test determines it. The weep point is the point at which the RTR matrix (resin) becomes excessively strained so that minute fractures begin to appear in the structural wall. At this point it is probable that in time even a more 100 90
Stress/Strain Curve
80
RTR Pipe
70 Stress O0 (~ x 10 3 PSI SO
/
40
Hoop
10
,
Normal ~ Dqmlgn Slnlin
Slmin to let Crack or
Empirical Weep Point (0.009 in./in.)
Longltudlrml Dlreotlon /5'000 ~10,000 lS,000 ' ~ . Tmrmkmt Strain Deellln StnDin ~ x (10)-6 in./in.
Figure 8.11 RTR'stensile stress-strain curves
20,000
782 Reinforced Plastics Handbook
elastic liner on the inner wall will be damaged and allow water or other liquid to weep through the wall. Even with this situation, as is the case with the yield point of steel pipe, reaching the weep point is not catastrophic. It will continue to withstand additional load before it reaches the point of ultimate strain and failure. By using a more substantial, stronger liner the weep point will be extended on the S-S curve. The filament-wound pipe weep point is less than 0.009 in./in. The design is at a strain of 0.0018 in./in, providing a 5 to 1 safety factor. For transient design conditions a strain of 0.0030 in./in, is used providing a 3 to 1 safety factor. Stress or strain analysis in the longitudinal and hoop directions is conducted with strain usually used, since it is easily and accurately measured using strain gauges, whereas stresses have to be calculated. From a practical standpoint both the longitudinal and the hoop analysis determine the minimum structural wall thickness of the pipe. However, since the longitudinal strength of RTR pipe is less than it is in the hoop direction, the longitudinal analysis is first conducted that considers the effects of internal pressure, expected temperature gradients, and ability of the pipe to bridge voids in the bedding. Analyzing these factors requires that several equations be superimposed, one on another. All these longitudinal design conditions can be solved simultaneously; the usual approach is to examine each individually. Poisson's ratio can have an influence since a longitudinal load could exist (Chapter 7). The Poisson's effect must be considered when designing long or short length of pipe. This effect occurs when an open-ended cylinder is subjected to internal pressure. As the diameter of the cylinder expands, it also shortens longitudinally. Since in a buffed pipe movement is resisted by the surrounding soil, a tensile load is produced within the pipe. The internal longitudinal pressure load in the pipe is independent of the length of the pipe. Several equations can be used to calculate the result of Poisson's effect on the pipe in the longitudinal direction in terms of stress or strain. Equation provides a solution for a straight run of pipe in terms of strain. However, where there is a change in direction by pipe bends and thrust blocks are eliminated through the use of harness-welded joints, a different analysis is necessary. Longitudinal load imposed on either side of an elbow is high. This increased load is the result of internal pressure, temperature gradient, a n d / o r change in momentum of the fluid. Because of this increased load, the pipe joint and elbow thickness may have to be increased to avoid overstraining. The equation shown in Figure 8.12 calculates the longitudinal strain in pipe at the elbow. The
8
9Engineering Analysis 7 8 3
effects of internal pressure, temperature gradient, and change in momentum of the fluid have been combined into this equation. r
"t=
IF t
Where:
Ft
[1-CosO]
E,A
Ft = Total thrust F~ = Pressure ~ Temperature § Change in momentum 11'd2 P .QpV F: = ~ * O'L,A A : l'fdt
OL ' :
Figure 8.12
89 ATELOC
Equation for an elbow's longitudinal tensile strain
The extent of the tensile forces imposed on the pipe because of cooling is to be determined. Temperature gradient produces the longitudinal tensile load. With an open-ended cylinder cooling, it attempts to shorten longitudinally. The resistance of the surrounding soil then imposes a tensile load. Any temperature change in the surrounding soil or medium that the pipe may be carrying also can produce a tensile load. Engineeringwise the effects of temperature gradient on a pipe can be determined in terms of strain. Longitudinal analysis includes examining bridging if it occurs where the bedding grade's elevation or the trench bed's bearing strength varies, when a pipe projects from a headwall, or in all subaqueous installations. Design of the pipe includes making it strong enough to support the weight of its contents, itself, and its overburden while spanning a void of two pipe diameters (Figure 8.13). Ground Level
J
t
Earth
Figure 8.13
2 diameters
Example of a longitudinal tensile load on pipe
When a pipe provides a support the normal practice is to solve all equations simultaneously, then determine the minimum wall thickness that has strains equal to or less than the allowable design strain. The
784 Reinforced Plastics Handbook
result is obtaining the minimum structural wall thickness. This approach provides the designer with a minimum wall thickness on which to base the ultimate choice of pipe configuration. As an example, there is the situation of the combined longitudinal analysis requiting a minimum of% in. (1.59 cm) wall thickness when the deflection analysis requires a 1/2 in. (1.27 cm) wall, and the buckling analysis requires a 3/4 in. (1.9 cm) wall. As reviewed the thickness was the 3/4 in. wall. However, with the longitudinal analysis a % in. wall is enough to handle the longitudinal strains likely to be encountered. In deciding which wall thickness, or what pipe configuration (straight wall or fibbed wall) is to be used, economic considerations are involved. The designer would most likely choose the 3/4 in. straight wall pipe if the design analysis was complete, but it is not since there still remains strain analysis in the hoop direction. Required is to determine if the combined loads of internal pressure and diametrical bending deflection will exceed the allowable design strain. Figure 8.14 (left) shows deflection Ax with only external load. Deflection with external load and internal pressure is shown in Figure 8.14 (fight).
.kt] l ]'$.1,1 Lt/I III
,
Ax
|1 Ax
'It' ,It,
'9,
Figure 8.14
Jill 11
~
t
"e
11 11
Strain analysis in the hoop direction with different loading conditions
There was a tendency in the past to overlook designing of joints. The performance of the whole piping system is directly related to the performance of the joints rather than just as an internal pressure-seal pipe. Examples of joints are bell-and-spigot joints with an elastomeric seal or weld overlay joints designed with the required stiffness and longitudinal strength (Figure 8.15). The bell type permits rapid assembly of a piping system offering an installation cost advantage. It should be able to rotate at least two degrees without a loss of flexibility. The weld type is used to eliminate the need for costly thrust blocks (Figure 8.16).
8 Engineering 9 Analysis 785
Figure 8,15 Pipe fittings using bell-and-spigot joints
Figure 8,16 External and internal weld joints
Commodity and Custom Pipes Glass reinforced plastic (GRP) piping is the material of choice for handling corrosive fluids and is especially suitable when corrosive external conditions exist. Corrosive external conditions are typically caused by corrosive soils or by chemical fumes. In some cases, corrosive external conditions govern the selection of materials. As an example GRP pipe was used for a project requiring many kilometers of large diameter pipe because of the very corrosive soil conditions. The conveyed fluid for this project was flesh water, which is only mildly corrosive, but the external soil conditions were highly corrosive. GRP pipe was the clear choice in terms of external corrosion resistance, weight, ease of installation and price. GRP pipe can be generally categorized as commodity pipe and custom pipe. Both types of pipe have relative merits and fit into different niches within the GRP pipe market. Commodity pipe is made in select sizes up to about 48 in. (but normally 36 in. is the limit). Custom-engineered pipe can be made in virtually any size. Pipe 12 ft in diameter is not uncommon. Commodity pipe is produced in large quantities and the properties are typically fixed in terms of the reinforcement lay up, the liner thickness, the structural thickness, and the resin system. Commodity pipe is designed to suit the mass production process and issues such as resin type and liner thickness are selected to satisfy the commodity market. Commodity pipe is generally lower in cost than custom pipe due to
786 Reinforced Plastics Handbook
mass production and commodity pipe is often an off the shelf' product, resulting in shorter delivery lead times. Custom pipe is custom engineered and custom fabricated for the particular corrosive environment and mechanical and thermal loading. Essential design variables considered during the design of custom pipe are pressure, vacuum, peak temperature, differential temperature, coefficients of expansion, support span, burial conditions (for underground pipe), liner thickness, and resin system(s). An example of what can happed if the correct pipe is not used relates to a large power plant in the southern part of the USA which some years ago suffered a multi-million dollar loss because commodity GRP pipe had been used without proper attention to the essential design variables listed above. Properly engineered and fabricated custom GRP pipe would have performed very well in this service. In this particular power plant, GRP pipe has been blacklisted, which is unfortunate for the GRP industry as a whole. The engineers at the power plant understand that the failures were not due to the use of GRP but to the use of the incorrect GRP product. However, the company management issued a blanket ban against GRP pipe because of the large monetary loses, preventing the engineering department from specifying GRP pipe of any type. The power plant engineers expressed regret that this had occurred and said it will take years to get the ban lifted. They fully understand that customengineered pipe would have performed successfully for many years. Commodity pipe is typically manufactured either by filament winding or centrifugal casting (Chapter 5). In the case of centrifugal casting, glass fibers are chopped and mixed by various means with resin, and centrifugal force is used to keep the pipe against the inside of the mold until the resin solidifies (TP) or cures (TS). For buried pipe, some manufacturers mix sand into the matrix. Sand is a low cost material that builds up the pipe thickness and reduces cost. Centrifugally cast pipe properties are highly resin dependent due to the short fiber lengths, so the long-term properties are significantly lower than long-term properties of custom-engineered pipe. In addition, the strength and stiffness of short-fiber pipe is more sensitive to temperature. The wall thickness is relatively high because the material strength is relatively low. In the case of sand-filled pipe, mechanical strength is very low but wall thickness high because pipe stiffness is proportional to thickness cubed and linear with modulus. It is important to note there are many ways to do filament winding and the resultant properties can vary greatly. Commodity pipe is typically wound at 5 5 ~ (as measured from the pipe axis). Many have been led to
8
9Engineering Analysis 7 8 7
believe 55 ~ is the optimum wind angle for GRP pipe, but this assertion is a half-truth. An angle of 55 ~ is optimum only for pipe subjected to biaxial pressure and manufactured only with single angle helical filament winding reinforcement. A ring joint pipe with thrust blocks is subjected only to hoop pressure while locked joint capped pipe is subjected to biaxial pressure loading. Other winding methods and reinforcement schemes will result in pipe with significantly improved properties over 55 ~ filament wound pipe. However, for commodity pipe, these superior winding techniques are not practical for mass production. The hoop and axial strengths of 55 ~ pipe are dependent to a large degree on the shear strength of the resin. This explains the large ratio of short term to longterm strengths. Long term burst is typically about one-third the shortterm burst pressure because of the resin dependent properties. Another consideration is that winding at 55 ~ is difficult for larger pipe and relatively slow. The carriage speed required for 55 ~ is about four times faster than required for typical custom-engineered pipe. When the carriage speeds become high, the mandrel speed and material application speeds have to be reduced. Turn-around-zones on larger pipe are problematic at 55 ~ in terms of band slippage and the large thickness. Pipe wound at 55 ~ as compared to 65 ~ will result in 4-5 wt% (of the total material weight) extra waste and 25-30% extra winding time. When pipe is wound at high angles, the reduction in waste and improvements in wind time become even more significant. As reviewed, the mechanical properties of centrifugally molded pipe and 55 ~ filament wound pipe are much more resin dependent than typical custom engineered pipe. With centrifugally cast pipe, the tensile properties are very resin dependent because the fibers are chopped into relatively short lengths. It is subjected to creep and time-loss of mechanical properties. In addition, resin properties drop radically with temperature especially near the glass transition temperature. With 55 ~ filament wound pipe, the mechanical properties are a function of the shear strength and stiffness of the resin. The small angles with respect to the axis create a 'scissor' action between the layers that puts the resin in shear. Like tensile properties, resin shear properties are subject to creep and a loss of strength and stiffness at elevated temperatures. The properties of well-designed custom pipe are much more glass dependent than resin dependent. Glass fibers are not subject to creep and, for temperatures up to 200C (the upper limit for GRP pipe), glass fibers do not lose strength or stiffness. By custom designing the pipe laminate, superior axial strength and stiffness can be achieved. This can be used to advantage to increase
788 Reinforced Plastics Handbook
support spans thus reducing costs associated with pipe supports. Custom-engineered pipe can also be designed to be more tolerant of the localized stresses caused by pipe supports. This can be accomplished by the design of the laminate and by the addition of special reinforcements in support regions. Stiffeners are often a very cost effective way to handle load conditions which cause the pipe to buckle and collapse. Examples are vacuum loading, soil loading and traffic loading. Commodity pipe can rarely, if ever, be purchased with stiffeners. However, custom-engineered pipe can be designed and fabricated with stiffeners, taking advantage of the cost savings and better performance that can be realized with stiffeners. The stiffener laminate, the stiffener size, and the stiffener spacing can all be 'fine tuned' for the most efficient and cost effective design. The corrosion liner in commodity pipe is typically fixed and relatively thin as compared to custom pipe. The corrosion liner of commodity pipe is typically 1.25 mm or less. The corrosion liner of custom pipe is determined by the corrosive environment and is typically 2.5 mm or more. Depending on the performance requirements, some commodity pipe has no corrosion barrier at all. With some exception, commodity pipe is made with epoxy resin. Epoxy, while having good properties for mechanical strength and for the commodity-manufacturing environment, is inferior to vinyl ester in terms of corrosion resistance. Custom-engineered pipe can be made with a wide range of resins, including fire retardant vinyl esters, epoxy vinyl esters, isophthalic polyesters, halogenated polyesters, etc. This allows custom pipe to handle a wide range of chemical services at competitive prices. Dual resin systems are possible with custom pipe but not possible for commodity pipe. For example, vinyl ester can be used for the corrosion liner and a fire retardant vinyl ester can be used for the structure. This optimizes the performance of the pipe. The best mechanical properties are found in properly engineered custom pipe. By using large wind angles and axial unidirectional glass, the long-term hoop and axial strengths are significantly higher than either 55 ~ filament wound or centrifugally cast pipe. In addition, the properties are much more a function of the glass reinforcement than the resin. Hence, the pipe properties are much less a function of time under load, cyclic loading, and temperature. The higher and more stable mechanical properties of properly engineered custom pipe typically results in higher design factors. The design factor for commodity pipe is typically 3.0 for internal pressure while it typically ranges from 7 to 10 for custom engineered pipe. Higher design factors result in pipe with greater
8
9Engineering Analysis 7 8 9
tolerance of upset conditions and pipe with a longer mechanical service life. Combined with the typically greater liner thicknesses, customengineered pipe can be expected to have a much longer and more reliable service life. Typically, the only advantages of commodity pipe over custom-engineered pipe are cost savings and off-the-shelf availability. In some cases, the cost savings are realized with custom engineered and fabricated pipe. For mildly corrosive applications where mechanical loading is not severe, commodity pipe is a good choice. However, for corrosion applications where chemical environment, temperature, temperature differential, coefficient of expansion, resin compatibility, available sizes, etc. are important factors, custom engineered and fabricated pipe is the appropriate choice.
Beams A beam is a bar or structural member subjected to transverse loads that tend to bend it. Any structural members act as a beam if external transverse forces induce bending. A simple beam is a horizontal member that rests on two supports at the ends of the beam. All parts between the supports have free movement in a vertical plane under the influence of vertical loads. A fixed beam, constrained beam, or restrained beam is rigidly fixed at both ends or rigidly fixed at one end and simply supported at the other. A continuous beam is a member resting on more than two supports. A cantilever beam is a member with one end projecting beyond the point of support, free to move in a vertical plane under the influence of vertical loads placed between the free end and the support. When a simple beam bends under its own weight, the plastic or fibers in a plastic on the upper or concave side is shortened with the stress acting on them is compression. The fibers on the under or convex side are lengthened, and the stress acting on them is tension. In addition, shear exists along each cross section, the intensity of which is greatest along the sections at the two supports and zero at the middle section. When a cantilever beam bends under its own weight, the fibers on the upper or convex side are lengthened under tensile stresses. The fibers on the under or concave side are shortened under compressive stresses, the shear is greatest along the section at the support, and zero at the free end. The neutral surface is that horizontal section between the concave and convex surfaces of a loaded beam, where there is no change in the
790 Reinforced Plastics Handbook
length of the fibers and no tensile or compressive stresses acting upon them. The neutral axis is the trace of the neutral surface on any cross section of a beam. The elastic curve of a beam is the curve formed by the intersection of the neutral surface with the side of the beam, it being assumed that the longitudinal stresses on the fibers are within the elastic limit. The reactions, or upward pressures at the points of support, are computed by applying certain conditions necessary for equilibrium of a system of vertical forces in the same plane. They are: 1
the algebraic sum of all vertical forces must equal zero; that is, the sum of the reactions equals the sum of the downward loads, and
2
the algebraic sum of the moments of all the vertical forces must equal zero.
Condition (1) applies to cantilever beams and to simple beams uniformly loaded, or with equal concentrated loads placed at equal distances from the center of the beam. In the cantilever beam, the reaction is the sum of all the vertical forces acting downward, comprising the weight of the beam and the superposed loads. In the simple beam each reaction is equal to one-half the total load, consisting of the weight of the beam and the superposed loads. Condition (2) applies to a simple beam not uniformly loaded. The reactions are computed separately, by determining the moment of the several loads about each support. The sum of the moments of the load around one support is equal to the moment of the reaction of the other support around the first support. The fundamental laws for the stresses at any cross-section of a beam in equilibrium are: 1
sum of the horizontal tensile stresses equal sum of horizontal compressive stresses,
2
resisting shear equal vertical shear, and
3
resisting moment equal bending moment.
Bending moment at any cross-section of a beam is the algebraic sum of the moments of the external forces acting on either side of the section. It is positive when it causes the beam to bend convex downward, hence causing compression in upper fibers and tension in lower fibers of the beam. When the bending moment is determined from the forces that lie to the left of the section, it is positive if they act in a clockwise direction; if determined from forces on the fight side, it is positive if they act in a counterclockwise direction. If the moments of upward
8
Engineering 9 Analysis 791
forces are given positive signs, and the moments of downward forces are given negative signs, the bending moment will always have the correct sign, whether determined from the right or left side. The bending moment should be determined for the side for which the calculation will be the simplest. The deflection of a beam as computed by the ordinary formulas is that due to flexural stresses only. The deflection in honeycomb (Chapter 7 Sandwiches) and short beams due to vertical shear can be high, and should always be checked. Because of the nonuniform distribution of the shear over the cross section of the beam, computing the deflection due to shear by exact methods is difficult. It may be approximated by: Ys = M/AEs
where Ys = deflection, inch, due to shear; M = bending moment, lb-in, at the section where the deflection is calculated; A = area of cross section of beam, square inches; and Es = modulus of elasticity in shear, psi. For a rectangular section, the ratio of deflection due to shear to the deflection due to bending, will be less than 5% if the depth of the beam is less than one-eighth of the length. In designing a beam the procedure is: 1
compute reactions;
2
determine position of the dangerous section and the bending moment at that section;
3
divide the maximum bending moment (lb-in) by the allowable unit stress (psi) to obtain the minimum value of the section modulus; and
4
select a beam section with a section modulus equal to or slightly greater than the section modulus required.
Theories
Theorywise in simple beam bending a number of assumptions must be made. They are 1
the beam is initially straight, unstressed, and symmetrical;
2
its proportional limit is not exceeded;
3
the Young's modulus for the material is the same in both tension and compression; and
792
R e i n f o r c e d Plastics H a n d b o o k
all deflections are small, so that planar cross- sections remain planar before and after bending. The maximum stress occurs at the surface of the beam farthest from the neutral surface, as given by the following equation" o = Mc/I = M/Z
where M = bending moment in in./lbs., c = distance from the neutral axis to the outer surface where the maximum stress occurs in inches, I = moment of inertia in in. 4, and Z = I / c , the section modulus in in. 3. This theoretical approach concerns a geometric property. It is not to be confused with the modulus of the material, which is a material property I, c, Z ( C h a p t e r 7). RP B e a m s
The following exercise concerns glass fiber/TS polyester RP beams. They may be homogeneous, isotropic, or nonisotropic depending on their structure. Mat reinforced plates may be considered essentially isotropic and the usual engineering formulas may be applied. RP/nonisotropic structures require suitable modified formulas but otherwise the procedures for computing bending stresses, stiffness, and bending shear stresses are essentially the same as for isotropic materials. Considering two beams of identical overall dimensions, one isotropic and the other non-isotropic may bring out the differences and similarities. Two such cross-sections are laminated of same materials and laminated of different materials. Two such cross-sections are shown in Figure 8.17, views (a) and (b). For each cross-section, it is necessary to know the stiffness factor EI to compute deflection, the section modulus to compute bending stresses, and the static moments of portions of the cross-section to compute shear stresses. For isotropic materials (a) the neutral axis of a rectangular cross-section is at mid-depths, and the familiar formulas are: Moment of inertia I = bd~ ~ , Stiffness factor = El 12 I
bd 2
Section modulus . . . . y 6
for outermost fiber
6M
Bending stress - o = M
- ~
for outermost fiber
VQ 3V Shear stress~ = ~ = bl 2bd
for maximum shear at the neutral axis
8 b
b
A, E
Aa B3 A4 E4 As Es
Neutral axis
d/~"
9Engineering Analysis 7 9 3
Cb)
1.00~'
,F
i" d3 d4
io
z
"axis
wL ~-
IO"
(d)
. ~[w -
"i
+ "! t
f
(c)
E~ -E, -E,-E,-E~--
Figure 8.1 7
5.0 X 3.0 x 1.OX 5.0 X 3.0 X
I(P psi lOe psi 106 psi 10" psi 106 psi
,9= 25,(X10 ,9= 5,(XM) l ~ i a4 - " 40,000 l ~ i a , = ~,IX)O ~fi
Cross-section of: (a)isotropic; (b) reinforced plastic beam made of layers of different materials (c) reinforced plastic beam having properties indicated, (d) simple beam carrying a load
For RPs the neutral axis is not necessarily at mid-depth of a rectangular section, and it must first be found. Neutral a x i s x =
~--~EiAixi XEiAi
in which Ei, Ai, xi are the modulus of elasticity, cross-sectional area (bdi); and distance from some reference line, such as the bottom of the cross-section, to the center of gravity of any particular layer. Stiffness Factor =
~,EI= Eili
in which Ei and Ii are, for any particular layer, the modulus of elasticity and the moment of inertia about the neutral axis. Bending stress o =
MEvy/EI
in which y is the distance from the neutral axis to any point, and Ey is the modulus of elasticity of the layer at that point. The maximum bending stress does not necessarily occur at the outermost (top or bottom) fiber, as it does in isotropic materials. Shear stress 1: =
VQ'/bEI
in which V is the total shear on the cross-section, i: is the shear stress intensity along some horizontal plane, and Q ' is the weighted statically
794 Reinforced Plastics Handbook
moment EiAiy' about the neutral axis of the portion of the cross-section between the horizontal plane in question and the outer edge (top or bottom) of the cross-section. An example of the foregoing is an RP beam [Figure 8.17 (c)] made up of five layers having three different moduli of elasticity, and three different strengths. The neutral axis, found by applying the neutral axis x equation, is 0.415 in from the bottom of the cross-section. Distances from the neutral axis to the centers of the individual layers are computed, and the stiffness factor E1 calculated. This is found to be: El = ~,Eil i = O. 174 x 106 Ib-in 2
Bending stresses are next computed for the top and bottom edges of the cross-section and for the outer edge of each layer, that is, the edge of each layer farther from the neutral axis. From these, the bending moment the cross-section is capable of carrying can be computed. This is most simply done by applying a bending moment M of one in-lb and computing the unit bending stresses. These unit-bending stresses multiplied by the strengths of the individual layers give a series of calculated resisting moments, the smallest of which is the maximum bending moment the beam is capable of carrying without exceeding the strength of any portion of the cross-section. For a unit bending moment M = 1 in-lb, % = Eyy/EI
Plane
y
Ey
a-a b-b c-c d-d
0.385" 0.185" 0.085" 0.115" 0.315" 0.415"
5 3 1 1 5 3
e-e
f-f
oy/in-lb x x x x x x
106 106 106 106 106 106
o
oy/in-lb
=
M
11.1 psi 40,000/11.1 = 3,600 in-lb 3.19 psi 25,000/3.19 = 7,800 in-lb 0.49 psi 5,000/0.49 = 10,200 in-lb
0.66 psi 5,000/0.66 = 9.07 psi 40,000/9.07 = 7.16 psi 25,000/7.16 =
7,600 in-lb 4,400 in-lb 3,500 in-lb
The smallest value is 3,500 in-lb. If, for example, the beam were a simple beam carrying a load W on a 10-inch span, the bending moment at the center of the span would be WL/4. Setting this equal to 3,500 in-lb gives the load Was 1,400 lb. Shear V is W/2 or 700 lb. Using this value, the shear stress intensity at various horizontal planes in the beam may be computed by means of the shear stress equation. For planes b-b, c-c, and d-d, for example:
8 Plane b-b c-c d_d
9Engineering Analysis 7 9 5
EiAi
y'
Q'
"r
1 { 1 2
0.2 x 5 x 106 0.2 x 5 x 106 +0.1 x 3 x 106
0.285" 0.285} 0.135
0.285 x 106 06 0.326 x 1
1150 psi 1315psi
{ 4 5
0.2 x 5 x 106 +0.1 x 3 x 10 6
0.215} 0.365
06 0.324 x 1
1310 psi
Layers
These would be the critical planes because they represent planes between layers of different materials, and consequently the resin alone would largely carry the stress. The shear stress at the neutral axis would be slightly higher and might or might not represent the critical plane, depending upon the structure of the material in the third layer. As is true of all theory respecting laminates such as these, certain assumptions are implicit in the equations given. One of these is that sections plane before bending remains plane after bending; another is that stress at any point can be found by multiplying strain by the corresponding modulus of elasticity. These assumptions may be reasonably valid in the range of working stresses if these in turn lie on the straightline portions of their stress-strain curves. Modulus of rupture figures calculated on this basis is probably more or less meaningless. Depth and form factors may also enter into the picture. For example, there is evidence to indicate that in rectangular cross-sections the resisting moment is not proportional to the square of the depth but is more nearly proportional to the 1.89 power of the depth.
Ribs When discussion problems in minimizing or increasing load-bearing requirements in wall thickness, ribbing is recommended if it is determined that space exist for adding ribs (Figure 8.18 and Table 8.2). If there is sufficient space, the use of ribs is a practical, economic means of increasing the structural integrity of plastic products without creating thick walls. With thinner walls that use ribs when feasible, a major cost saving could develop since processing them reduces processing time and provides more heat uniformity during processing.
796
Reinforced Plastics Handbook
Table 8.2 Analyzing rib and cross-section designs
Geometry
t'--~
Crosssection area, square inches (mm2)
Mximum stress, psi (mPa)
Maximum deflection, inches (mm)
0.0600 (38.7)
6,800 (46.9)
0.694 (17.6)
0.0615 (39.7)
2,258 (15.6)
0.026 (0.66)
0.1793 (115.7)
2,258 (15.6)
0.026 (0.66)
fi_L
r.~./////~...;i
OBIGIIVAL SECTION 0.060
e~i
..... T,
T
.457
..... L Aluminum E = 10.3 I
=
Zinc • 106
E = 2.0 x
0.0049
El = 5.08 x Area Wt/in
I 104
= 0.283 = 0.446
Plastic-PC
in. oz.
=
0.0254
E1 = 5.08 Area Wt/in
I0
\
E =
I = 0.0424
x I0
4
E1 = 5.08 Area
= 0.489 = 2.01
1.2 x I0 ~
oz
Wt/in
x 10
4
= 0.170 = 0.149
oz
Figure 8.18 Comparing a rib design strength wise and weight wise with other materials
8
9Engineering Analysis 7 9 7
Mthough the use of ribs gives the designer great latitude in efficiently tailoring the structural response of a plastic product, fibbing can result in warping and appearance problems. In general, modifying the process a n d / o r redesigning the product eliminate problems. What would be a very complex operation in sheet metal is an attractive option in plastic because the fabrication method permits incorporation of ribs during processing. Ribbing increases part section modulus with minimum weight increase. Table 8.3 Case 6 is indicative of ribbing's mechanical and weight effectiveness showing how the addition of a 1/4 in. wide x 1/2 in. high rib to a 2 in. x 1/4 in. base section provides an increase of 646% in the moment of inertia while adding only 25% to the weight. In most cases, ribbing can be very simply and easily incorporated with minimal weight addition and without a penalty in molding cost. Table 8,3 Examples of ways in using ribs to increase rigidity and reduce weight
Case
Shape
1
-
2
3
4
5
6
Change i_
[...1_'_ I--- ~'-i ;~ :-~i~ ..... ~_~-'~
' i ~
Base
Moment of Inertia
Increase in I
Increase in Weight
Ratio I Wt.
.0026
Double Height
.0208
7000/0
100O/o
7
Add 1/8" WX 1/4" H Rib
.0048
850/0
6.25%
14
Add 1/4" wx 1/4" H Rib
.0064
146O/o
12.5O/o
12
.0118
354%
12.5%
28
.0194
6460/0
250/0
26
Add 1/8" WX 1/2" H Rib
Add 1/4" wx 1/2" H Rib
Handbooks reviewing Stress and Deflections in Beams and Moments of Inertia provide information such as the moment of inertia and
798 Reinforced Plastics Handbook Table 8,4 Structural shapes {ribs, etc.) processed by different methods {courtesy of Owens Corning Fiberglas) Compression molding Sheet Bulk molding molding Preform compound compound molding __
tt
Minimum inside radius, in. (ram)
n
Injection molding (thermoplastics)
Cold press molding
I a
i n
41#
Spray-up and hand lay-up
(1.59)
(1.59)
(3.18)
(1.59)
(6.35)
(6.35)
Yes
Yes
Yes
~s
No
Large
Trimmed in mold
Yes
Yes
~s
No
Yes
No
Core pull & slides
Yes
Yes
No
~s
No
No
Undercuts
Yes
Yes
No
Yes
No
Yes
Molded-in holes
Minimum recommended draft, in./'
Parallel ~
~
~
~/Perpendk:ular
88 to 6" (6.35-152 mm) depth: 1~ to 3" 6" (152 mm) depth and over:.3~ or as required
Minimum practical thickness, in. (mm)
0.05~' (1.3)
Maximum practical thickness, in. (mm)
(25.4)
Normal thickness variation,in.(mm)
Maximum thickness buildup, heavy buildup and increased cycle
o.06e' (1_5)
0.03~' (0.76)
0.35(0.89)
0.08~' (2.0)
0.06~' (1.5)
(25.4)
1"
0.250' (6.35)
0.500' (12.7)
0_500"
(12.7)
No limit
~:0.005
~-0.005
~:0.008
~:o.oos
4-0.01~,
~.oa(y'
(4=0.1)
(4-0.1)
(4=0.2)
(4-0.1)
(+0.25)
(4=0.51)
2-to-1
As req'd.
2-to-1
As req'd.
I"
As req'd. As req'd.
max.
max.
Corrugated sections
~s
~s
~s
~s
Yes
Yes
Metal inserts
Yes
Yes
Not recommended
Yes
No
Yes
Bosses
Yes
Yes
Yes
Yes
Not recommended
Yes
..Ribs
As req'd.
Yes
Not
Yes
Molded-in labels
~s
~s
~s
Raised numbers
~s
~s
Finished surfaces (reproduces mold surface)
Two
Two
Not
recommended
Yes
No
~s
~s
~s
~s
~s
~s
Two
Two
Two
One
recommended
8
9Engineering Analysis 7 9 9
resistance to deflection that expresses the resistance to stress by the section modulus. By finding a cross section with the two equivalent factors, one ensures equal or better performance. The moment of inertia can be changed substantially by adding ribs and other shapes such as gussets as well as their combinations. There are available basic engineering rib-design guidelines. The most general approach is to make the rib thickness at its base minimum to one-half the adjacent wall's thickness. With ribs opposite appearance areas, the width should be kept as thin as possible. In areas where structure is more important than appearance, or with very low shrinkage materials, ribs are often 75% or even 100% of the outside wall's thickness. A goal in rib design is to prevent the formation of a heavy mass of material that can result in a sink, void, distortion, long cycle time, or any combination of these problems. Calculations for engineered proportions/locations of ribs and their cross-sectional shapes are available so that no additional plastic is used. Table 8.4 provides examples of different shapes, including fibbing, applicable to processing RPs. Over designing with more plastics then required could promote high stresses affecting the parts loading capacity. Lengthy equations for the moment of inertia and for deflection and stress are normally required to determine the effect of ribs on stress. There are also nondimensional curves developed to allow quick determination of proper rib proportions and a corresponding program for a pocket calculator or computer will allow for obtaining greater precision when required.
Reinforced Foamed Plastic Frequently cases arise in which ribs are used to reinforce plastic (RP) plates such as in tanks, boat hulls, bridges, floors, etc. The design of ribbed plates such as these is somewhat analogous to reinforced concrete and T-beam design. In view (a) of Figure 8.19, for example, a construction is shown consisting of a plate composed of balanced fabric RP 0.15 in. thick and mat RP 0.05 in. thick, combined with a rib, making a structure whose overall depth is 1.500 in. The rib is formed of a cellular material such as foamed plastic, plus a cluster of resin-bonded parallel fibers such as roving, at the bottom. The mat is carried around the rib and serves to tie the rib and plate together. The plate and rib form a T-beam. The principal design problem is to determine how much of the plate can be considered to be acting as a
800
Reinforced Plastics Handbook
0:!:r
,.,po-o
/
"l ! ~ ! /Lo.eo'Jl
0.05 "--,1 I -
'*l
.
r 9
~, ~
9
"-"'7_ 0.20"
J. . . .
_.
~-;,~ ^..
T-
kO'
5
:
o,,,.
~ t| ,,I / 1.on5"1 / I .
.....
2 39 3 o ~
, ~ .
_~
.
I
Strain
d;,,,;~.,io,
(b) E I =3
0.0.5"
/-"
"
t
....
/
A!
-11~
;o:___.1 o.,,,. (-) "
.
~ ~J
-
/,
,
:;
~
.
,
|
r 1
179
J
.285
i
1
1'
50.000 psi
s,,.. (c) d;slribution 0"! = 2 0 . 0 0 0
psi
(T2 =
psi
5,000 psi
0":3 = 50,000 Psi
A 2 = 4.2 x 0.05 = 0.21 in. 2 E 2 = 1 x 10 6
.
,
~ i
5 x 0.15 = 0.75 ;n. 2 x 10 6
I---
fill,,
psi
A:I = 0.2 x b.8 = 0 . 1 6
in. 2
E 3 = $ x 10 6 psi
Figure 8 . 1 9
Cross-section
o f a rib a p p l i e d
to a plate
flange with the rib, that is, the magnitude of b in Figure 8.19(a). For purposes of illustration, b is taken as 5 in. If the T-beam is loaded in bending so as to induce compression at the top and tension at the bottom, the balanced fabric and the mat will be in compression at the top, and the roving and mat will be in tension at the bottom. Because the roving is much stronger than the mat, it is evident that the mat adjacent to it will break before the roving reaches its maximum stress. That is if the roving were stressed 50,000 psi the adjacent mat would be stressed 10,000 psi, which is double its strength. Consequently, in finding the neutral axis and computing the strength of the crosssection, the mat is neglected on the tension side. Above the neutral axis the mat is in compression, but in order to simplify the computations, only the mat in the flange of the T is considered. The foamed plastic has such a low modulus of elasticity and such low strength that it contributes little to either the stiffness or the bending strength of the T beam. It must, however, be stiff enough to prevent buckling or wrinkling of the mat or the roving. The active elements of the T-beam are therefore as shown in Figure 8.19(b). The flange consists of balanced fabric 5.000 in. wide and 0.150 in. thick plus mat 4.200 in. wide and 0.050 in. thick. The web
8
9E n g i n e e r i n g Analysis 8 0 1
consists of the bundle of roving 0.800 in. wide and 0.200 in. thick. By the application of the appropriate equation, the neutral axis is found to be 1.105 in. from the bottom, or 1.055 in. above the lower edge of the roving. The basic assumptions discussed in the introduction imply that when this beam is bent, strains at any point in both tension and compression are proportional to the distance from the neutral axis, and that stress is equal to strain multiplied by modulus of elasticity. If, for example, the stress in the lower-most roving fiber is 50,000 psi, the stress in the topmost fiber of the flange is 11,250 psi. Similarly, the stresses in the upper edge of the bundle of rovings, at the lower edge of the balanced fabric, and at the upper and lower edges of the balanced fabric, and at the upper and lower edges of the mat in the flange are as shown in Figure 8.19(c). These are all less than the corresponding values of c% ~2, and ~3 listed. The internal resisting moment, or resistance to outside bending forces, can be found by computing the total resultant compression C1 in the balanced fabric, total resultant compression C2 in the mat, finding the distances 12/1 and/2/2 between the lines of action of these two resultants and the line of action of the total resultant tension T in the roving, computing the values C1/2/1 and C2lZ12,and adding. Resultant C1 acts at the centroid of the trapezoidal stress area la, resultant C2 at the centroid of area 2a, and resultant T at the centroid of area 3a. Solving for these centroids, the distance /5/1 is found to be 1.285 in. and distance 12/2is 1.179 in. These are the internal moment arms of the two resultant compressive forces C1 and C2. C1
[(11250 + 7000)/2][5.000
=
C2 = [(2330 + 1850)/2][4.200
x 0.150]
=
x 0.05]
=
Total C =
6840 Ib 440 Ib 7280
A check on the accuracy of the computations is afforded by the fact that Tmust equal C. T = [(40,600 + 50,000)12][0.800
x 0.200]
= 7250 Ib
The initial resisting moment is Cll211+ C2~2: Cl1~ 1 = C202
=
6840 x 1.285 = 8790 in-lb 440 x 1.179 = 520
Mres =
9310 in-lb
Evidently, if the mat in the flange had been left out of the computation (C2E12), the error in the calculated result would have been approximately 5 percent. Omitting the mat in the rib between the flange and the neutral axis affected the result much less.
802
Reinforced Plastics Handbook
If a shear force is imposed on the rib, two critical planes of internal shear stress occur, one at the neutral axis and one at the plane between the mat and the fabric in the flange. Shear stresses are computed, -~.=
Q! bEI
For example, suppose the T-beam is 30 in. long (L) and carries a uniformly distributed load W. Then M = wL/8 = 9310 in-lb and 147= 2500 lb. The maximum shear Vis half the total load or 1250 lb. At the neutral axis the statistical moment Q ' is the weighted moment of the flange or of the roving about the neutral axis; El, is the stiffness factor of flange plus roving; and b is the total thickness of the mat at the neutral axis plus the effective thickness of the cellular filler. This effective thickness may be computed in accordance with the principles set forth on combined action. If, for example, the shear modulus of the cellular core is i/is the shear modulus of the mat-reinforced material, the effective width of the core is 0 . 8 / 1 5 or 0.053 in. The total effective width of the mat and the care at the neutral axis is therefore 0.05 + 0.05 + 0.053 = 0 . 1 53 in. The computed value of Q ' is 0.725 x 106 lb-in, and the value of El is 0.968 x 106 psi. The shear stress intensity in the mat at the neutral axis is: ~rm =
1250 x 0.725 0.153 x 0.968
= 6100
psi
The shear stress i n t e n s i t y in the cellular core is
Tc = 6100/15 = 410 psi
If either ~7~ or T~ is excessive it is necessary to increase the rib thickness at the neutral axis, probably by increasing the thickness of the mat. Properties of the cellular core may not be known well enough or may be too low to warrant inclusion with the mat in calculating shear. If the core is not included, the thiclcness at the neutral axis is that of the mat alone, or 0.10 in. The shear stress Vm then becomes 9400 psi instead of 6100 psi. At the interface between mat and fabric in the flange of the T-beam, the value of Q" is that of the fabric alone. This is found to be 0.720 x 106 psi. The width b is 4.2 in. (neglecting the width of the cellular core). Therefore: ~: =
1250 x 0.720 4.2 x 0.968
= 220
psi
8
9Engineering Analysis 8 0 3
In all probability the shear stress intensity is actually higher adjacent to the rib, and lower near the outer ends of the flange, but in any event it is not likely to be excessive.
Cylinders and Ribs Plastics provides an easy fabricating means to producing cylindrical monocoque constructions without and with ribs such as has been done in different applications that include toys and pipes to automotive bodies, motor trucks, railroad cars, aircraft fuselages and wings, and houses. Its construction is one in which the outer coveting "skin" carries all or a major part of the stresses. The structure can integrate its body and chassis into a single structure. Unreinforced a n d / o r RPs are used. Consider a cylinder (pipe) of inside radius r, outside radius R, and length L containing a fluid under pressure p. The circumferential or hoopwise load in the wall (t = thickness) is proportional to the pressure times radius = pr, and the hoop stress: fh = h o o p w i s e l o a d / c r o s s s e c t i o n a l area =
pr/t or
=
pd/2t
similarly, the longitudinal stress:
fl = pd/4t assuming
Jr ( R 2 - r 2) -
27Jrrt for a thin-walled tube.
This condition of the hoop stress being twice the longitudinal stress is normal for a cylinder under internal pressure forces only. The load in pounds acts on the tube at a distance from one end and a bending moment M is introduced. This produces a bending stress in the wall of the cylinder of:
f6= My/I where y = R and I= moment of inertia. For a cylinder with outside diameter (D) and inside diameter (d): l= ~ (04- d4)/64 in. 4
This stress must then be considered in addition to the longitudinal stress already presented because of internal pressure. If the end closures are in the form of flat plates, bending stresses due to the internal pressure are introduced as:
Fb =
1.25
(pr2/tf)
where te = thickness of end.
804 Reinforced Plastics Handbook
This necessitates the wall of a flat disc-type end being extremely thick compared with a hemispherical end which is found to be the most efficient shape where the stress in the wall is"
pd/4t Figure 8.20 compares the thicknesses and corresponding volumes of the two types of ends for varying values of r (assuming p = 2,000 psi and ultimate stress in the wall material of 100,000 psi). 1.8
1.6
------
, Flat end Hemispherical end
400
1.4 523 cu. in.
300
~, 1.2
.c u c
.c u
.c_.
.u
1.0
.o u
8.2 cu. in.
c
.u_ N 0.8
2OO E
0.6 125.8 cu. in. 0.4
/ 0.2
0
2
4
/
/
/
/
I00
/
2 cu. in.
6 8 Radius, inches
10
12
F i g u r e 8 . 2 0 Cylinder comparison of thickness for a flat end and a hemispherical end
The volume of the flat end is found to be approximately four times the volume of the hemispherical end for any given radius of tube, resulting in increased weight and material cost. Other end shapes such as ellipse will have a volume of weight somewhere between the two, depending on the actual shape chosen.
Plates Methods for the design analysis in the past for plastics were base on models of material behavior relevant to traditional metals, as for
8
9Engineering Analysis 8 0 5
example elasticity and plastic yield. These principles were embodied in design formulas, design sheets and charts, and in the modern techniques such as those of computer-aided designs (CAD) using finite element analysis (FEA). Design analyst was required only to supply appropriate elastic or plastic constants for the material, and not question the validity of the design methods. Traditional design analysis is thus based on accepted methods and familiar materials, and as a result many designers have little, if any, experience with such other materials as plastics (URPs or RPs), wood, and glass. Using this approach it is both tempting and common practice for certain designers to treat plastics as though they were traditional materials such as steel and to apply familiar design methods with what seem appropriate materials constants. It must be admitted that this pragmatic approach does often yield acceptable results. However, it should also be recognized that the mechanical characteristics of plastics are different from those of metals, and the validity of this pragmatic approach is often fortuitous and usually uncertain. It would be more acceptable for the design analysis to be based on methods developed specifically for the materials, but this action will require the designer of metals to accept new ideas. Obviously, this acceptance becomes easier to the degree that the newer methods are presented as far as possible in the form of limitations or modifications to the existing methods discussed in this book. Table 8.5 provides examples of formulas for flat plates. In this table all dimensions are in inches and all logarithms are to the base e (log~ x = 2.3026 lOgl0 x). Symbols are identified as follows-W = total applied load, lb; w = unit applied load, psi; t = thickness of plate, in.; o = stress at plate surface, psi; y = vertical deflection of plate from original position, in.; E = modulus of elasticity, psi; m = reciprocal of Poisson's ratio; g = any given point on the surface of plate; r = distance of q from the center of a circular plate. Positive sign for o refers to tension at upper surface and equal compression at lower surface; negative o is the reverse condition. Positive sign for y concerns upward deflection, negative y is downward deflection, Subscripts r, t, a, and b for o refer to radial direction, tangential direction, dimension direction (a), and dimensional direction (b), respectively. Based on the usual data on metals, they are much stiffer and stronger than plastics. This initial evaluation could eliminate the use of plastics in many potential applications, but in practice it is recognized by those familiar with the behavior of plastics that it is the stiffness and strength of the product that is important, not its material properties.
806 Reinforced Plastics Handbook
Table 8,5
Examples of handbook's stress and deflection engineering formulas for flat plates
~'~rlf~ll OF L O A D
FORMULAS
FOR 8TRF..88 AND D,qn,zenoN
&~D SUPPORT , ,,,
Outer edges flied. At q, r < ro: Uniform load over eoncentric circular arm ofradius ro.
3W
cri --" -- ~
[
,IV [ ( = . l . i )
~lW(mI - I) " -16rEtail ''''-'T"
i
-
a +(re+l)
r~
lo a + ( m + l ) r~ ki
E
--
,']
(3re+l)
ro' r'] ~ -- ( - "1- 3) 4---toz
(8r I + 4tol) log a _ 2rZroz + . _ _ 3rol ro ~ a roi
*'
l
At q, r > re: W - u.wr/
" , = - ~ - ~ ,iW E (m+l) l ~ -ai+ ( m §- 2 4 7mro' u l - - - ~ - ~ ,w
At center: rr " or/-- -- ~ 3W rL
3W(ms - !)
max llt = -- ~ 16rSm~
Uniform load on oo~me~fzi 9circular r i ~ of radius ro.
At l, r < ro:
,,[
rr=~i=--~ I
Ill
re
ro'
]
~d
,it I + ~ 0 1 -J
-- max ~r when ro < 0.588a
_ ~o t ]
)]
,o, (re+l)( 21Og--ro4--~--I =maxawhenr ro: 3W [
>~ T12
llll fill
!
bx
I11i
a2
r
,iI 3
>o'2
T.
al
I I 2
~ = ta~ + t,, 2 + t.3 tb =
0"1
tb~ +
tb2
t - - ta + tb
Figure 8.26 Composite panel with layers aand bof different orthotropic materials oriented at arbitrary angles a and ,6 with respect to applied stresses ~r7, 6r2, and ~:72.
The internal stresses CTla, CT2a, and "u12a and cqo, o2b, and T12b in the individual layers can be found by observing that the sums of the internal stresses in the I and 2 directions must equal the external stresses in these directions, and that the strains must be the same in all layers. The application of the foregoing expressions may be illustrated by a cylindrical pressure vessel as shown in Figure 8.27(a). The wall of this vessel, having an external radius of 5 in., and wall thickness of 0.20 in., may be considered to be a thin plate. It is subjected to an internal pressure of 800 psi. the circumferential stress ~1 and the longitudinal stress c~2 in the wall are calculated: c~7 = pro/t = 19,200 psi c~2 = p r o / 2 t = 9,600 psi
The stresses acting on a small part of the wall are therefore as shown in Figure 8.27(a).
816 Reinforced Plastics Handbook
1
(rl - 19 200 psi
p = 800 psi rt = 5.00 in. ro = 4.80 in.
(.)
tatb
t 19,200 psi
'1
"-->" 9600 psi
9600 psi "
~ o
I
o
~
o
-,4
0"1
0
~
..
,,, _.
07
...
~,1
~
O~
--~
~
O~ - -_~
~
0
o--
---t E
~
_~
a
~"
~.~
~ ~ ~
3
O_
c3 0
O=MELT
TEMPERA TURE
"=
r
Figure 9.4 Glass fiber/nylon RP modulus behavior with increase in temperature (heat deflection temperature under load per ASTM D 648) (courtesy of Bayer)
material's strength and modulus will decrease and its elongation increase with increasing temperature at constant strain. Curves for creep isochronous stress and isometric stress are usually p r o d u c e d from measurements at a fixed temperature. Complete sets of these curves are sometimes available at temperatures other than the ambient. It is c o m m o n , for instance, to find creep rupture or apparent
9
Selecting 9 Plastic and Process 8 5 3
modulus curves plotted against log time, with temperature parameter.
as
a
These curves suggest that it would be reasonable to estimate moduli at somewhat longer times than the data available from the lower temperatures. However, a set of creep-rupture curves from various temperatures would suggest that projecting the lowest-temperature curves to longer times as a straight line could produce a dangerously high prediction of rupture strength, so this approach is not recommended (Chapter 7). As previously reviewed one advantage of conducting complete creeprupture testing at elevated temperatures is that although such testing for endurance requires long times, the strength levels of the plastic at different temperatures can be developed in a relatively short time, usually just 1,000 to 2,000 h. The Underwriters Laboratories and other such organizations have employed such a system for many years. Testing different impact properties at various temperatures produces a plot that looks very much like an elongation vs. temperature curve. As temperatures drop significantly below the ambient temperatures, most TPs lose much of their room-temperature impact strength. A few, however, are on the lower, almost horizontal portion of the curve at room temperature and thus show only a gradual decrease in impact properties with decreases in temperature. One major exception is provided by the glass fiber RPs, which have relatively high Izod impact values, down to at least - 4 0 C (-40F). The S-N (fatigue) curves for TPs at various temperatures show a decrease in strength values with increases in temperature. However the TSs, specifically the TS RPs, in comparison can have very low losses in strength.
Weathering Many plastics have short lives when exposed to outdoor conditions. RPs, particularly glass fiber RPs) can be destroyed if not properly fabricated to eliminate seepage of water between fibers and resin. The better materials to weatherability include acrylic, chlorotrifluorethylene, vinylidene fluoride, chlorinated polyether, black linear polyethylene, TS polyester, epoxy, alkyd, and phenolic (Table 9.19). Some of these plastics have successfully performed outdoors for over a half-century. Black materials are best for outdoor service. Some of the styrene copolymers are suitable for certain outdoor uses. Moisture
For high moisture applications, polyphenylene oxide, polysulfone, acrylic, butyrate, diallyl phthalate, glass-bonded mica, mineral-filled
854 Reinforced Plastics Handbook
Figure 9,5 Compressivestrength of 1/8 in. thick glass fabric laminated flat RPs exposed to outdoor weathering tested at 23(Z(73F) Table 9, I 9 Flexural modulus of glass fiber/TS polyester exposed to different weathering/environment elements
Flexural modulus (106psi) Test conditions Atmospheric pressure and room temperature Low pressure (10-6 torr) at room temperature Low pressure (10-6 torr), ultraviolet (0.036 W/cm 2) and moderate temperature {250~ Atmospheric pressure, ultraviolet (0.036 W/cm 2) and moderate temperature (250oF) Atmospheric pressure, ultraviolet (0.036 W/cm 2) and room temperature Low pressure (10-6 torr} and moderate temperature (250~ Atmospheric pressure and moderate temperature (250oF)
Polyester
Epoxy Phenolic
4.67 4.67 3.84
3.54 3.54 2.14
4.17 4.17 3.94
3.38
2.00
3.86
3.75
3.54
3.68
3.61
2.38
3.96
3.75
2.25
3.81
9
Selecting 9 Plastic and Process 8 5 5
phenolic, chlorotrifluoroethylene, vinylidene, chlorinated polyether chloride, vinylidene fluoride, and the fluorocarbons should be sarisfactory. Diallyl phthalate, polysulfone, and polyphenylene oxide have performed well with moisture/steam on one side and air on the other (a troublesome combination), and they also will withstand repeated steam autoclaving. Long-term studies of the effect of water have disclosed that chlorinated polyether gives outstanding performance. Impact styrene plus 25 wt% graphite and high density polyethylene with 15% graphite give long-term performance in water. The effect of having excess moisture manifests itself in various ways, depending on the process being employed. The common result is a loss in both mechanical and physical properties for hygroscopic (tending to absorb moisture; capable of adsorbing and retaining atmospheric moisture) and nonhygroscopic (collect moisture only on the surface) plastics. During injection molding splays, nozzle drool between controlled shot-size, sinks, and other losses may occur. The effects during extrusion can include gels, trails of gas bubbles in the extrudate, arrowheads, waveforms, surging, lack of size control, and poor appearance. See Chapter 5 Processing and Moisture.
Variabilities There is continuous progress concerning reducing the existing RP material and processing equipment variabilities (as there are for steel and other materials). Target is always to improve their manufacturing and process control capabilities. However, they still exist. To ensure minimizing material and process variables different tests and setting limits on performances are important. Even set within limits, processing the materials could result in inferior products. As an example, the material specification from a supplier will provide an available minimum to maximum value such as molecular weight distribution (MWD). It is determined that when material arrives all on the maximum side it produces acceptable products. However, when all the material arrives on the minimum side process control may have to be changed in order to produce acceptable products. In order to judge performance capabilities that exist within the controlled variabilities, there must be a reference set up to measure performance. As an example, the injection mold cavity pressure profile is a parameter that is easily influenced by variations in the materials. Injection molding related to this parameter are four groups of controls that when put together influences the processing profile:
856 Reinforced Plastics Handbook
1
melt viscosity and fill rate,
2
boost time,
3
pack and hold pressures, and
4
recovery ofplasticator.
Thus, material variations may be directly related to the cavity pressure variation (Chapter 5). Even though equipment operations have understandable but controllable variables that influence processing, the usual most uncontrollable variable in the process can be the RP material. A specific RP will have a range of performances. However, more significant, is the degree of properly compounding or blending by the manufacturer, converter, or in-house by the fabricator is important. Most additives, fillers, a n d / o r reinforcements when not properly compounded will significantly influence processability and molded product performances. A very important factor that should not be overlooked by a designer, processor, analyst, statistician, etc. is that most conventional and commercial tabulated material data and plots, such as tensile strength, are average or mean values. They would imply a 50% survival rate when the material value below the mean processes unacceptable products. Target is to obtain some level of reliability that will account for material variations and other variations that can occur during the product design to processing the RP products. In addition to material variables, there are variables in equipment hardware and controls that cause processing variabilities. They include factors such as accuracy of machining component equipment parts, method and degree of accuracy during the assembly of component parts, temperature/pressure control capability particularly when interrelated with time and heat transfer uniformity in metal components such as those used in molds and dies. These variables are controllable within limits to produce useful and cost efficient products. What is important to appreciate is that during the past many decades' improvements in equipment, as in RP materials, have made exceptional strides in significantly reducing operating variabilities or limitations. This action will continue into the future since there is a rather endless improvement in performance of steels and other materials and methods of controlling such as fuzzy control. Growth is occurring in applying fuzzy logic that in 1981 was based on the idea to mimic the control actions of the human operator.
9
Selecting 9 Plastic and Process 8 5 7
Testing and Selection Testing provides a means for material and molded product selection (evaluating product designs and comparing the evaluation). They yield basic information about RPs, its properties relative to another RP, its quality with reference to standards, and applied to designing with plastics. They are usually destructive tests but there are also nondestructive tests (NDTs). Most of all, it is essential for determining the performance of materials to be processed and of the finished products. Testing refers to the determination by technical means properties and performances. This action, when possible, should involve application of established scientific principles and procedures. It requires specifying what requirements are to be met. Many different tests that can be conducted relate to practically any requirement. Many different tests are provided and explained in different specifications and standards by different organizations (Table 9.20). Table 9 . 2 0 Organizations involved in specifications, regulations, and standards ASTM. American Society for Testing and Materials. UL. Underwriters Laboratories. ISO. International Organization for Standardization. DIN. Deutsches Instut, Normung. ACS. American Chemical Society. ANSI. American National Standards Institute. ASCE. American Society of Chemical Engineers. ASM. American Society of Metals. ASME. American Society of Mechanical Engineers. BMI. Battele Memorial Institute. BSI. British Standards Institute. CPSC. Consumer Product Safety Commission. CSA. Canadian Standards Association. DOD. Department of Defense. DOSISS. Department of Defense Index Et Specifications Et Standards. DOT. Department of Transportation. EIA. Electronic Industry Association. EPA. Environmental Protection Agency. FMRC. Factory Mutual Research Corporation. FDA. Food and Drug Administration. FTC. Federal Trade Commission. IAPMO. International Association of Plumbing Et Mechanical Officials.
IEC. International Electrotechincal Commission. IEEE. Institute of Electrical and Electronic Engineers. ISA. Instrument Society of America. JIS. Japanese Industrial Standards. NADC. Naval Air Development. NACE. National Association of Corrosion Engineers. NAHB. National Association of Home Builders. NEMA. National Electrical Manufacturers' Association. NFPA. National Fire Protection Association. NIST. National Institute of Standards ec Technology {previously the national Bureau of Standards]. NIOSH. National Institute for Occupational Safety ~ Health. OSHA. Occupational Safety ec Health Administration. PLASTEC. Plastics Technical Evaluation Center. PPI. Plastics Pipe Institute. OPL. Qualified Products List. SAE. Society of Automotive Engineers. SPE. Society of Plastics Engineers. SPI. Society of the Plastics Industry. TAPPI. Technical Association of the Pulp and Paper Industry.
858 Reinforced Plastics Handbook
Choosing and testing an RP when only a few existed that could be used for specific products would prove relatively simple, but the variety has proliferated. However, a few basic tests, such as a tensile mechanical test, will help determine which material is best to meet the performance requirements of a product (Chapter 7). At times, a complex test may be required. The test or tests to be used will depend on the product's performance requirements. Examples of tests with their capabilities and limitations will be reviewed. Understanding and proper applications of the many different destructive and NDTs tests can be an endless project. However, they are essential for determining the performance of materials to be processed and of the finished fabricated products. Testing requires specifying what requirements are to be met. To ensure quality control material suppliers and developers routinely measure such properties as molecular weight and its distribution, stereochemistry, crystallinity and crystalline lattice geometry, and detailed fracture characteristics (Chapter 3). They use specialized tests such as gel permeation chromatography, wide- and narrow-angle X-ray diffraction, scanning electron microscopy, and high-temperature pressurized solvent reaction tests to develop new polymers and plastics applications. A different type of evaluation is the potential of a material that comes in contact with a medical patient to cause or incite the growth of malignant cells (that is, its carcinogenicity). It is among the issues addressed in the set of biocompatibility standards and tests developed as part 3 of ISO-10993 standard that pertain to genotoxicity, carcinogenicity, and reproductive toxicity. It describes carcinogenicity testing as a means to determine the tumorigenic potential of devices, materials, a n d / o r extracts to either a single or multiple exposures over a period of the total life span of the test animal. The circumstance under which such an investigation may be required is given in part 1 of ISO-10993. The primary purposes of testing related to shock and vibration are to verify and characterize the dynamic response of the product to a dynamic environment and to demonstrate that the final design will withstand the test environment specified for the product under evaluation. Basic characterization testing is usually performed on an electrodynamic vibration machine with the unit under test hardmounted to a vibration fixture that has no resonance in the pass band of the excitation spectrum. The test input is a low-displacement-level sinusoid that is slowly varied in frequency (swept) over the frequency range of interest. Sine sweep testing produces a history of the response (displacement or acceleration) at selected points on the equipment to
9
sinusoidal excitation displacements.
over the
tested
Selecting 9 Plastic and Process 8 5 9
excitation
frequencies
and
Caution is advised when using a hard-mount vibration fixture, as the fixture is very stiff and capable of injecting more energy into a test specimen at specimen resonance than would be experienced in service. For this reason, the test-input signal should be of low amplitude. In service, the reaction of a less stiff mounting structure to the specimen at specimen resonance would significantly reduce the energy injected into the specimen. If a specimen response history is known prior to testing, the test system may be set to control input levels to reproduce the response history as measured by a control accelerometer placed at the location on the test specimen where the field vibration history was measured. Vibration-test information is used to aid in adjusting the design to avoid unfavorable responses to service excitation, such as the occurrence of coupled resonance. It is a component having a resonance frequency coincident with the resonance frequency of its supporting structure, or structure having a significant resonance that coincides with the frequency of an input shock spectrum. Individual components are often tested to determine and document the excitation levels and frequencies at which they do not perform. This type of testing is fundamental to both shock and vibration design. For more complex vibration-service input spectra, such as multiple sinusoidal or random vibration spectra, additional testing is performed, using the more complex input waveform on product elements to gain assurance that the responses thereof are predictable. The final test exposes the equipment to specified vibration frequencies, levels, and duration, which may vary by axis of excitation and may be combined with other variables such as temperature, humidity, and altitude environments. Nondestructive Tests
N D T examines material without destroying or impairing its ultimate usefiflness. It does not distort the specimen or product and provides useful data. N D T allows suppositions about the shape, severity, extent, distribution, and location of such internal and subsurface residual stresses; defects such as voids, shrinkage, cracks, etc. Test methods include acoustic emission, radiography, IR spectroscopy, x-ray spectroscopy, magnetic resonance spectroscopy, ultrasonic, liquid penetrant, photoelastic stress analysis, vision system, holography, electrical analysis, magnetic flux field, manual tapping, microwave, and birefringencc (Table 9.21). To determine the strength and endurance of a material under stress, it is necessary to characterize its mechanical behavior. Moduli, strain,
oo Q
Table 9.21 Examplesof nondestructive test methods
Method
Typical Flaws Detected
TypicalApplication
Advantages
Disadvantages
Radiography
Voids, porosity, inclusions, and cracks
Castings, forgings, weldments, and structural assemblies
Detects internal flaws useful on a wide variety of geometric shapes; portable; provides a permanent record
High cost; insensitive to thin laminar flaws, such as tight fatigue cracks and delaminations; potential health hazard
Liquid penetrants
Eddy current testing
Cracks, gouges, porosity, laps, and seams open to a surface
Castings, forgings, weldments, and components subject to fatigue or stress-corrosion cracking
Inexpensive easy to apply portable easily interpreted
Flaw must be open to an accessible surface, level of detectability operatordependent
Cracks, and variations in alloy composition or heat treatment, wall thickness, dimensions
Tubing, local regions of sheet metal, alloy sorting, and coating thickness measurement
Moderate cost, readily automated portable
Detects flaws that change in conductivity of metals; shallow penetration; geometry-sensitive
Castings, forgings, and extrusions
Simple; inexpensive detects shallow subsurface flaws as well as surface flaws
Useful for ferromagnetic materials only; surface preparation required, irrelevant indications often occur; operator-dependent
Magnetic particles Cracks, laps, voids, porosity and inclusions
Thermal testing
Voids or disbands in both metallic and nonmetallic materials, location of hot or cold spots in thermally active assemblies
Laminated structures, honeycomb, and electronic circuit boards
Produces a thermal image that is easily interpreted
Difficult to control surface emissivity poor discrimination
Ultrasonic testing
Cracks, voids, porosity, inclusions and delaminations and lack of bonding between dissimilar materials
Composites, forgings, castings, and weldments and pipes
Excellent depth penetration good sensitivity and resolution can provide permanent record
Requires acoustic coupling to component; slow; interpretation is often difficult
a"
Ill m, IJI
-Ta" o o
9
Selecting 9 Plastic and Process 861
strength, toughness, etc. can be measured microscopically in addition to conventional destructive testing methods. These parameters are useful for design and material selection. They have to be understood as to applying their mechanisms of deformation and fracture because of the viscoelastic behavior of plastics. The fracture behavior of materials, especially microscopically brittle materials, is governed by the microscopic mechanisms operating in a heterogeneous zone at the crack tip or stress raising flow. In order to supplement micro-mechanical investigations and advance knowledge of the fracture process, micro-mechanical measurements in the deformation zone are required to determine local stresses and strains. In RTPs craze zones can develop that are important microscopic features around a crack tip governing strength behavior. Plastics fracture is preceded by the formation of a craze zone that is a wedge shaped region spanned by oriented micro-fibrils. Methods of craze zone measurements include optical emission spectroscopy, diffraction techniques, scanning electron microscope, and transmission electron microscopy. Conditioning procedures of test specimens and products are important in order to obtain reliable, comparable, and repeatable data within the same or different testing laboratories. Procedures are described in various specifications or standards such as having a standard laboratory atmosphere [50 _+ 2% relative humidity, 73.4 _+ 1.8F (23 _+ 1C)] with adequate air circulation around all specimens. The reason for this type or other conditioning is due to the fact the temperature and moisture content of plastics affects different properties. Nondestructive Evaluation
The following sections review laboratory NDE, microscopy, and experimental stress analysis methods, which the engineer can use to obtain information about the presence and severity of flaws developed by test or parts when they are subjected to sustain mechanical loading. NDE methods have the advantage that they cause no harm to the specimen; thus the same part can be nondestructively retested or subsequently tested destructively. However, NDE only reveals the location and severity of flaws. The experimenter must judge the importance of each particular flaw. Some times, the importance of a defect is obvious (harmless, or likely to shorten service lifetime, or likely to cause catastrophic failure); otherwise, experimental stress analysis will quantify the severity of the flaw. The defects that arc relevant to the strength of short/long fiber RPs are as follows:
Table 9 . 2 2 Examples of defects detected by NDT methods
Defects
X-ray
Unbond
9
Delamination
9
Neutron
Gamma ray
9
Damaged filaments
9
Variation in resin Variation in thickness
Sonic
Microwave
Penetrant
n
~
m
,
--r-
::3 s 0" 0 0
Undercure Fiber misalignment
Ultrasonic
Temperature differential
Heat, photosensitive agent
9
9
9 9
9
Variation in density
9
9
Voids
9
9
Porosity
9
9
Fracture
9
9
Contamination
9
Moisture
9
9 9
9 . Selecting Plastic and Process 863
9 surface cracks (due to excessive rate of cooling, for example), 9 weld lines (where two plastic flow fronts converge while molding), 9 areas of undesirable fiber concentration (due to undispersed fiber clumps or resin-rich areas), 9 areas of undesirable fiber orientation (such as predominant orientation transverse to the direction of maximum stress, or random orientation where alignment is preferred), and 9 excessive porosity or visible voids (gas bubbles). Materials such as RPs may contain some flaws, which may or may not be a cause for concern. Flaws that grow under operating stresses can lead to structural or component failure, whereas other flaws may present no safety or operating hazards. NDE provides a means for detecting, locating, and characterizing flaws, while the component or structure is in service. NDE methods include vision system, acoustic emission, radiography, microscopy, thermography, infrared spectroscopy, X-ray spectroscopy, Xradiography using metal-coated fibers or tracers, nuclear magnetic resonance spectroscopy, ultrasonic, fluorescent dye penetration/liquid penetrant, photo elastic stress analysis, holography, electrical NDT, magnetic flux field, manual tapping, microwave, and birefringence. Examples of defects detected by various NDT methods are given in Table 9.22. Selection of the NDE method(s) depends on the specific type of material, the type of defect/flaw to be analyzed, the environment of the evaluation, the effectiveness of the evaluation method, the size and thickness of the product, and other factors. The selection should also include the economic consequences of structural failure. However, there are always increasing demands for more accurate characterization of the size and shape of defects that may require available advanced techniques and procedures, and may involve the use of more than one method. It is usually appropriate to begin any evaluation with a microscopic examination (micrography) of the part's structure at a failure point, at the surface, and of several key cross-sections. Using typical magnification scales of 40x to 200x, sliced and carefully polished sections will reveal fiber orientation, porosity, cracking, and crazing. Thus the experimenter may evaluate a product design after fabrication, but before physical testing (to detect any obvious problem areas), as well as after, as an aid in failure analysis. In some design situations, the locations of critical areas of stress are obvious. Proper mold design and choice of part geometry should ensure adequate strength in these areas, but microscopic observation of the
864 Reinforced Plastics Handbook fiber orientation and plastic flows is a prudent precaution. Micrography is typically cheaper than physical testing, often the most cost-effective way to determine the next step early in a product program. Microscopic examination is more often beneficial when examining a part after physical testing. For example, a region that suffered unexpected cracking or complete loss of mechanical integrity may show inappropriate fiber orientation or voids formed during molding. As another example, chemical attack may cause damage in the form of matrix crazing. This insidious damage is most easily detected with micrography. One should examine from one to ten or more locations in a product part. Each location may require one or more sections. Each section is obtained by cutting a small block of material from the part. This is usually accomplished with carbide or diamond saw. The specimen is then embedded in a cylinder of resin for handling convenience. Micrography specimen is then polished until its appearance is adequately smooth under microscopic examination. The smallest remaining scratches should be at least five times smaller than the smallest feature of interest. This will ensure that details, such as crazing, are not obscured or go undetected. Approximate specimen preparation equipment costs range from $2000 to $20,000, while microscope costs are anywhere from $2000 to $40,000. The higher costs are associated with the ability to observe increasingly fine details, stereo viewing, photographic capability, etc.
Experimental Stress Analysis The greatest uncertainty of a design is often whether it will withstand mechanical loads and displacements. Examining critical areas of high stress or strain is most precisely quantified using experimental stress analysis methods. All but the most complex experimental stress analysis techniques are limited to measurement of strain on the surface of the product. The surface is often where stresses are greatest, for example when twisting or bending are present, so most analysis techniques apply. When required, through-the-thickness data may be obtained by "slicing" the product and analyzing the slices separately. The analysis methods are divided into "local" and "filll-field" categories. A local analysis reveals strain only at a point, while a flail-field analysis reveals strain at all points (a strain field). If the important localized stress points are not easily identified, then a technique that gives a flail strain field is far more useful. Precise full-field methods are generally more expensive and time consuming.
9
Selecting 9 Plastic and Process 8 6 5
Common techniques for experimental stress analysis are as follows, in descending order of the resolution and quantity of data they yield: 9 full-field 9 holographic interferometry 9 speckle interferometry (full-field type) 9 photoelastic stress analysis 9 Moire interferometry 9 crackle lacquer coating 9 adhesively bonded strain gages 9 speckle interferometry (single or dual spot type) O 9 optical extensometry (video or laser-based) An inexpensive initial evaluation may be accomplished by placing a crackle-lacquer-coated part under typical environmental loads. After observing the result, the engineer can select from among the above techniques to develop more information. Holographic interferometry measures displacements optically by reflecting light (often a laser source) first off an undeformed product and then off a mechanically deformed one. By superimposing the images as a holograph, fines of equal displacement appear on the product because of interference between laser light reflected by the separate images. The result is a "map" of the displacement field where displacement magnitude and direction are known at every point. Areas of high stress concentration are highlighted by closely spaced interference lines. The displacements can subsequently be transformed into strains and then stresses by computer software. The holograph may be recorded on film, video tape, or a computer. This may be done several times by loading the product incrementally. Holography can accurately and quantitatively measure static and dynamic displacements. Sensitivity is very high, but measurements are time consuming and expensive. Full-field speckle interferometry is similar to holographic interferometry except that the speckles are observed on the specimen surface by illuminating it with laser light or by establishing an optically speckled surface (for example by painting it). Photoelastic stress analysis is a powerful full-field technique where a product part is first covered with a thin film of special, transparent plastic. The layer must be bonded on with a reflective adhesive. The part is then deformed under static conditions and illuminated with polarized light. Viewing the part with a special polarizing optic system
866 Reinforced Plastics Handbook
will visually display lines of equal displacement. The strain field may also be recorded on film or video tape. As with holographic interferometry, the displacement must be transformed to strains and stresses. The method produces accurate, quantitative results. Furthermore, the apparatus is moderately priced at approximately $15,000. Moire interferometry is accomplished by first bonding a clear plastic film, marked with closely spaced lines, to the specimen. A second sheet, similarly marked, is then placed over the first but without bonding or electrostatic coupling. During incremental static loading, the bonded layer deforms while the second, unbonded layer, does not. Consequently, some lines will super-impose while others overlap (the so-called Moire effect). Lines of equal displacement appear which can be photographed or transformed to strains and stresses. The technique is inexpensive (less than $1000 for equipment and materials), but limited in application because significant curvature can not be accommodated. Crackle lacquer coating entails painting the product with a brittle lacquer, then incrementally deforming the part. The lacquer cracks at a known strain and the lacquer will develop easily observed regions of dense cracks when the failure strain of the lacquer is developed during incremental loading. The cracks are perpendicular to the direction of strain, thus providing information on the direction of maximum stress. Such lacquers are commercially available with failure strains from 0.0005 to 0.0008 cm/cm, as determined by temperature and humidity conditions. This technique is inexpensive (about $1000 in equipment and materials) but produces limited information: it only indicates the location and approximate magnitude of stress concentrations. Furthermore, if lacquer cracks appear below routine service loads, an appropriate modification of the design may not be obvious because the relationship between the loading across the entire part and local strains is probably not linear. Crackle lacquer coating analysis, however, is useful for screening evaluations (such as proof loading where it is determined whether the product can sustain a typical service load) or determining suitable placement of strain gauges on parts with complex geometry. The popular adhesively bonded resistance strain gauges provide an accurate, sensitive means of measuring strain at a point. They can be as small as 0.2 by 0.1 7 cm with a gauge length of 0.02 cm, and in rosette configuration can measure strain in two perpendicular directions. With proper attention to technique, one can obtain resolutions of 1 or 2 c m / c m , and record strain from static to 20 kHz transient conditions. Accuracy is typically 4% of the measured strain but can be better than 1% with special procedures. Standard gauges may be used at temperatures
9
Selecting 9 Plastic and Process 867
f r o m - 2 7 0 to +290 C and up to 0.025 c m / c m strain. The apparatus is not expensive (about $3000), but some skill is required to adhesively bond the gauges to the part and make solder connections without causing damage to the gauge or the part. Strain gauges measure inplane strains on surfaces even with curvature as high as 0.03 cm of radius. Strain gauges cannot be feasibly placed over the entire surface of a product, so key points of high stress must be identified before instrumenting the product with gauges. In many cases, these critical areas are easily identified by judgment. Note that similar gauges may be used for sensing surface temperature at a point. This is most useful for product localized heat transfer. Single- or dual-spot speckle interferometry measures motion past a point without the need of physical contact. Using dual spots makes it possible to measure relative displacement by calculating the difference between the motions. Resolution is very high and motions of a wide range of rates may be observed. The product must have a diffuse reflecting surface; it may be necessary to apply an appropriate coating if the product does not already have suitable surface reflectivity. Laser speckle interferometers cost approximately $50,000 and have the disadvantage that only one point is monitored per interferometer. They are most useful in specialized product analyses where high loading rates, high heating rates, or delicate parts are involved. Optical extensometry measures relative displacement of two marks or targets. The resolution and rate of measurement depends on optics and the image algorithm. A basic type of optical extensometry is simple photography, but dedicated electronics and a computer will yield higher resolution and real time data handling. Like speckle interferometry, the noncontacting nature of optical extensometry is particularly suited to tests with temperature fluctuations and delicate parts. Testing Against Trouble
As RPs (and URPs) continues to grow into more diverse applications, testing must adapt to meet new demands. Important in targeting to reduce or eliminate trouble is to set up troubleshooting guides for materials, fabricating products, molded products, plant operation, and so on. As the applications have grown so has the potential for costly field failures. Testing and troubleshooting are understandably more cost effective than finding design or material flaws in the field, particularly in our litigious society. Troubleshooting guides are available from your suppliers and from the literature. Table 9.23 introduces troubleshooting a glass fiber/TS polyester RP injection molding fabricating process.
868 Reinforced Plastics Handbook Table 9.2:3 Troubleshooting RP process Problem
Possible cause
Solution
Nonfills
Air entrapment
Additional air vents and/or vacuum required Adjust plastic mix to lengthen time cycle
Gel and/or plastic time too short Excessive thickness variation
Improper clamping and/ or lay-up
Check weight and lay-up and/or check clamping mechanisms such as alignment of platens
Blistering
Demolded too soon Improper catalytic action
Extend molding cycle Check plastic mix for accurate catalyst content and dispersion
Extended curing cycle
Improper catalytic action
Check equipment, if used, for proper catalyst metering Remix plastic and contents: agitate mix to provide even dispersion
The changing business environment means that most large OEM's now outsource functions that they would normally have retained within their own operations, including some design, assembly, and testing of complete assemblies. Suppliers are now seen as partners and the testing laboratory is a key function. A part supplier today has to perform in a full service role. The testing lab has been integrated into the design process and plays a big role in qualifying and providing test data to validate actual performance. Traditional tensile, compression, and flexural tests are being supplemented by newer and more exacting requirements that include much more action in formability, instrumented impact, pressure, thermal environment simulation, and fatigue and fracture testing that can provide product life prediction. Data from these exhaustive tests are fed back to designers using finite element analysis and to customers as proof of quality. Failure analysis is another key role of the lab to study warranty returns and identify root causes of problems. There are many new industry and customer-specific test methods that must be applied. Many lab managers indicate they never do the same test twice in a month, but have to adapt to changing needs. Software plays a big role in the ability of the lab to quickly change over test methods and data analysis. These
9
Selecting 9 Plastic and Process 8 6 9
factors have created demands for new, more capable testing systems and software from a full-service supplier capable of global support. The total cost is a key issue since the labor and other costs of testing and the use of the test results will far exceed initial equipment costs. The implications of flawed test results, resulting in over-designed products, field failures, warrantee costs, and customer dissatisfaction, overshadow the cost of acquiring equipment to get proper data. The down stream impacts of a less costly, poor quality material, flawed manufacturing process, or design error greatly exceeds the investment of updating lab equipment. Combined with the labor savings of changing test methods, the uses of newer software-based test systems greatly enhance the laboratory's capability. Testing Procedures
In this book many examples of test results have been presented. They all follow the American Society for Testing for Materials (ASTM) and International Organization for Standardization (ISO) unless otherwise noted. For those desiring information on conducting and evaluating tests just contact these organizations. Internet provides a valuable tool for those involved in keeping up to date on standards and testing. ASTM is a worldwide organization that started in the 19th century with headquarters now in West Conshohocken, Penna. (suburb of Philadelphia), USA. It is recognized as a world authority on standards for testing all types of materials that includes plastics. Their annual books of ASTM Standards contain more than seven thousand standards published in sixty-six volumes that include different materials and products. There are four volumes specifically on plastics: 08.01-Plastics I; 08.02-Plastics II; 08.03-Plastics III, and 08.04-Plastic Pipe and Building Products. Other volumes include information on plastics and reinforced plastics (RPs). The complete ASTM index is listed under different categories for the different products, types of tests (by environment, chemical resistance, etc.), statistical analyses of different test data, and so on. ASTM International's Committee D30 on Composites held a joint meeting with the MIL-17 Composite Materials Handbook committee in Charleston, S.C. in late October, 2003 hosting attendees from Germany, Canada, Israel, UK, France, and Spain to increase international participation in D30 standards development. D30 currently has members from 15 countries, plus non-member tech specialists from eight more. D. V. Rosato during the early 1940s was involved in developing MIL-17 (and also MIL-23 on sandwich structures) and
870 Reinforced Plastics Handbook
latter for many decades was involved in up dating different ASTM D standards as well as new standards such as ASTM D 4000. There are different worldwide industry organizations all providing industries voluntary information for the preparation and/or updating testing procedures, specifications, standards, and/or certifications (Table 9.20). They provide updated information to meet different requirements such as aiding processors in controlling product quality, meet safety requirements, etc. In addition to ASTM examples of other important organizations include Underwriters Laboratories (UL), International Organization for Standardization (ISO), Deutsches Instut, Normung (DIN), and Japanese Industrial Standards. Note that previously issued test procedures and standards arc subject to change and being updated periodically. ASTM issues annual publications that include all their changes. In USA there is a government worldwide testing directory that lists that reviews all kinds of testing capabilities including plastics. The National Voluntary Accreditation Program (NVLAP) endorses them. The directory is available from NIST, NVLAP Directory, A124 Building, Gaithersburg, MD 20899. Information on a few of these organizations is presented. ISO is the English abbreviation of the worldwide International Organization for Standardization founded 1946 and headquartered in Geneva, Switzerland. It provides the important mission of promoting the development of a very extensive amount of international standards and the activities that demonstrate compliance with the standards. The following standards define their quality system requirements for firms with varying scope of business requirements. ISO-9000 and ISO-9004 are guidelines that provide insight and interpretation of the requirements of the three main standards ISO-9001 (quality system in design/development to servicing ISO-9002), ISO-9002 (quality system for quality assurance in production and installation), and ISO-9003 (quality system for quality insurance in final inspection and testing). These standards outline easy to understand procedures in meeting their requirements. As an example, ISO-9004 certification involves quality management and quality system element supplier guideline to help determine which elements are addressed by each standard in the series. ISO-10993 standard concerns material biocompatibility testing and occupies a central position in the safety assessment programs for different products. Through the use of such tests, fabricators are able to select materials and manufacturing processes that contribute to the creation of products that are safe for people to use. However, manufacturers and others often fine themselves challenged when they attempt to discover how to develop an appropriate biocompatible testing
9
Selecting 9 Plastic and Process 8 7 1
program. Included in this ISO, with its different parts, is a practical guide to designing sub-chronic and chronic systemic toxicity tests. This ISO cites ASTM document F 1439-92 entitled Performance of Life Time Bioassay for Tumorigenic Potential of Implanted materials. IS0-14000 certification is the first international standard for environmental-quality management. It is not a compliance standard; it consists of voluntary guidelines for constructing a management system from start to finish ensuring setting and meeting objectives for environmental compliance. Plant certification will provide evidence of proactive environmental management and will reduce their exposure to lawsuits and regulatory problems. ISO-14001 is an international, voluntary standard that specifies the minimum elements for an effective environmental management system (EMS). It was published in 1996 by the International Organization for Standardization and adopted as the USA national EMS standard by the American National Standards Institute (ANSI). While third-party registration is not mandated by this voluntary standard, some companies have found independent assessment to be a marketing advantage. In addition, some large companies have mandated third party registration as proof of conformance to the standard. UL is an example of an approval laboratory that industry and the government depends on its exceptionally qualified performance. It identifies a product which has been produced under UL's classification and follow-up service and which bears authorized classification marking of UL as the manufacturer's declaration that the product complies with UL's requirements. The UL's Laboratory Factory Inspection involves visits by a UL's representative to a factory or other facility. Purpose of conducting the examination a n d / o r tests of products is to ensure compliance with UL approved requirement. The examination is the means that shows how the manufacturer exercises its operation to determine compliance with the UL's requirements. On the subject of appliance safety the UL have published more than 450 safety standards to assess the hazards associated with manufacturing appliances. These standards represent basic design requirements for various categories of products covered by the organization. For example, under UL's Component Plastics Program a material is tested under standardized, uniform conditions to provide preliminary information as to a material's strong and potentially weak characteristics. The UL's plastics program is divided into two phases. The first develops information on a material's long- and short-term properties. The second phase uses these data to screen out and indicate a material's
872 Reinforced Plastics Handbook
strong and weak characteristics. For example, manufacturers and safety engineers can analyze the possible hazardous effects of potentially weak characteristics, using UL standard 746C. Products manufactured using concepts in UL Standard 746D provide quick verification of material identification, along with the assurance that acceptable blending or simple compounding operations are used that would not increase the risk of fire, electrical shock, or personal injury. The Standard for Tests for Flammability of Plastic Materials for Parts in Devices and Appliances (UL 94) has methods for determining whether a material will extinguish, or burn and propagate flame. The UL Standard for Polymeric Materials-Short Term Property Evaluations is a series of small-scale tests used as a basis for comparing the mechanical, electrical, thermal, and resistance-to-ignition characteristics of materials. It is the general consensus within the worldwide "fire community" that the only proper way to evaluate the fire safety of products is to conduct full-scale tests or complete fire-risk assessments. Most of these tests were extracted from procedures developed by the American Society for Testing and Materials (ASTM) and the International Electrotechnical Commission (IEC). Because they are time tested, they provide generally accepted methods to evaluate a given property. Where there were no universally accepted methods the UL developed its own.
Computer Software Programs The use of computer software RP programs in design, RP property data, processing fabrication, troubleshooting, and related fields is widespread. It is increasingly important to keep up to date continually with the nature and prospects of new software technologies. Advances in computer technology have made designers quite sophisticated. Mathematical models are used to study stress and strain as well as processing techniques. Computers can apply detailed charts to controlling processes. With all the engineering aids, basic design is intuitive. When a designer is called to design a product to perform certain functions, the concept of the mechanism that will do the job is arrived at by calling on experience and trying different approaches via the computer. Once the design is established and drawings are made, the designer must arrive at the materials of construction. The material selection phase of design, like the concept phase, is based upon accumulated knowledge via literature searches a n d / o r personal design experiences with performance of materials in previous
9
Selecting 9 Plastic and Process 8 7 3
applications. This experience can be obtained directly or indirectly via experience from others. However, the designer must have a basic understanding of the RP material systems and call upon this knowledge to make the material selection otherwise that person is subject to developing problems. Knowledge-based computer selection software systems are available as aids in the selection process, but they can be dangerous if the user does not understand the first principles of the RP material systems that one is using; what the RP properties mean and how they apply to factors such as directional properties with creep, static, and dynamic loads, and so on. Mathematically speaking, stress analysis is a boundary value field problem in which a set of differential equations must be solved, subject to a number of constraints. It is possible to outline the general nature of the problem by means of simple examples that contain most of the concepts used in structures that are more complicated. These types of examples illustrate what is sometimes called elementary or direct approach to stress analysis, which is the approach used in developing many of the stress equations listed in mechanical engineering design handbooks or textbooks. Although both designing and testing have sophisticated software to assist the designer, in the past these areas have remained largely isolated from one another. However, increases in hardware power and availability of special software linked these two disciplines. Programs are available allowing design to take advantage of test data so that testing can benefit design data. Software to link designing and testing comes from several sources. Some vendors of computer-aided design (CAD) software offer test data analysis modules so that information can be easily exchanged and compared. In addition, suppliers of finite element analysis (FEA) and modal-analysis software create ways to use other data in their programs. Modal-testing software typically will allow designers to test prototype changes in a computer, once the original prototyping is done. A computer solution could take as little as 30 seconds, whereas modifying an actual physical prototype might take as long as a week. In a computer-aided testing (CAT) system, the computer is actively involved in testing that takes place in all stages of product development from design to producing the product. It includes factors such as quality control, statistical analysis, and so on. An advantage for CAT is that sensors measuring the characteristics of the prototype or the finished product can exercise the product model to improve its accuracy, or to identify design modifications. In this way, testing
874 Reinforced Plastics Handbook
integrates design and fabrication into development process.
an
ongoing self-correcting
Statistics
Testing, quality control, and statistics can all be integrated. Computers make statistics a more flexible tool and help prevent "cookbooks" (the blind application of the same standard techniques no matter what problem exists). A statistical perspective can be a simple route to substantially increase productivity, quality, and profit. Statistics is concerned with design of efficient experiments and with the transformation of data into information, in other words, by asking good questions and getting good answers. For most people, statistics conjures up endless tables of uninteresting numbers. However, modem statistics have very practical applications and, thanks to computers, is no dreary science of numbercrunching drudgery. Statistical methods should be applied to decision-making at all stages of production that go from incoming materials to outgoing molded products. For example, statistics can help with forecasting; a problem managers face every day: Should raw materials by ordered? Should marketing and advertising techniques be changed? The data used to make these decisions represent random variation as well as real changes. Software
There are many plastic materials. They include thousands for RPs with some being RTSs but most being RTPs. So just reviewing what is available in a relatively small grouping of a specific type such as RPs as well as the constant proliferation of up dated and new types could be considered mind-boggling. With a logical approach, i.e., design wise, engineering wise, production wise, etc., it can become practical. However, for individuals or organizations, it would probably be impossible to manually keep up to date, even for the "veteran". Manual searching (of the past) that, initially, will do the job at a lower cost, becomes phenomenal and expensive. On-line computerized databases cut through this information overload by organizing materials (properties, processing, availability, updated cost, storage conditions, etc.) into a manageable format. These programs not only significantly reduce acquisition time but also add options, such as updates on what is new and those no longer available, etc. Selection of computer hardware should be one of the last steps in the purchase of any computer system. The software provides instructions for the hardware, and without the proper software, the most impressive
9
Selecting 9 Plastic and Process 8 7 5
hardware specifications are meaningless. One would first choose the "correct" software, and then select the appropriate computer that is compatible with the software. An example of software is COFATE (Composite Fabrication Technology Evaluation) from the Composite Materials and Structure Center of Michigan State University. It helps processors narrow the field for choosing from 16 processes: RTM, RIM, structural or reinforced RIM (SRIM or RR1M), prepreg/autoclave cure, hand layup, spray-up, pressure molding, vacuum bag, filament winding, automated tape lay-up autoclave, injection molding, transfer molding, compression molding, blow molding, extrusion, and pultrusion. The system offers a problem-solving computer format known as "structural pattern matching," which helps match the most suitable processing choices to specific part applications. More information on software is in Chapter 7. Design via Internet
As Tom Rodak (Commerx, Inc.) reported in today's time-constrained workplace, you can spend a great deal of valuable time trying to find the information you need to make product design decisions. Unfortunately, not many have the luxury of time. Unforgiving deadlines and customer demands make the ability to find information quickly a necessity. Over the past few years, the Internet has rapidly evolved as an ideal tool for locating this needed data. However, with the incredible vastness of the Internet, knowing where to go is key to success. Currently, a growing number of sites cater to the needs of product designers and engineers. From materials selection and design software to educational programs and article archives, the Internet can provide a great deal of information at the click of a mouse. The Plastics Network from Commerx, Inc. (www. plasticsnet.com) features a Sourcing Center that allows users to search for specific plastics related products and services. The site, which provides secure online ordering, enables users to compare vendors of similar products and services to get the best value. Regarding materials selection there are a number of company-specific sites on the Internet that allow you to search product lines by brand name, intended application, and properties. These include: GE Plastics (www.plasticsnet.com/ge), Bayer Corporation (www.polymers-usa. bayer.com), BASF (www.basf.com), Polymerland (www.polymerland. com), and M.A. Hanna (www.plasticsnet.com/mahanna). When searching for materials from a multiple number of vendors, there are several online material databases to visit. Some offer free access to
876 Reinforced Plastics Handbook
information, while others require a fee for their information. Some of these include: IDES (idesinc.com), and PLASPEC (www2.plaspec.
corn). In addition, the Material Engineering Center at Dow Plastics offers its PAMS (Processes and Materials Selection) system on the Internet to help designers match material and fabrication requirements with product and economic requirements (www. plasticsnot.com/moc). Regarding supplier and product selection in addition to materials selection, there are several sites that allow users to locate and interact with suppliers of products and services. Some of these sites support online ordering as well. Devclopages (www.developages.com) allows users to locate companies that can assist with all areas of product development from design and prototyping through sales and logistics. Regarding articles, educational information, and Networking in addition to sourcing vendors and selecting materials, the Internet makes it easy to locate article archives, register for educational programs, and network with other professionals. Many industry trade associations have Web sites that provide a number of resources for designers. For example, the Web site of the PD3 (Product Design and Development Division) of the Society of Plastics Engineers (www-pd3.org) contains a Design Forum or chat area where users can discuss design challenges and exchange advice. They also provide a schedule of educational programs and links to helpful design articles. The IDSA (industrial Designers Society of America) (wwwidsa.org) provides similar links, as well as opportunities to locate reference materials, job openings, and suppliers.
Summation on selection Comparison information and data (ASTM unless otherwise listed) regarding materials, processes, and designs as well as detailed RP data sheets-TS and detailed RP data sheets-TPs follows. In addition to what follows, comparison information has been presented in this chapter and throughout this book. The information provides guides in the selection procedure. Information has been presented so that selection can be of direct or indirect use.
9 . Selecting Plastic and Process 8 7 7 Materials
Table 9.24 Property guide for unreinforced and reinforced thermoplastics and thermosets vs. metals
PHENOLIC
T
H a
O
S
E
T S
T H E
R
~'I
-~
POLYESTER
EPOXY
~ I
12 UNFILLED
('m J L_
I0 UNFILLED 7 MINERAL
1~ L===I III -
MeLAM,Ne; i ,
! C S M E
T
A
L
S
PSi X t o -~
I O0 I
ff
Z20 ~ i
240 i
260 i
I
, II 60 GLASS I I I
I IiilI 2 4 0
GL~S (FW)
l:S
CELLULOSE
S,UCONE r - - ' oMINERAL UN,,L-,O
30 G~ss
L-
POLYIMIDE . ~ ' , i =
Io UNFILLED
%
ACETAL
; m
IO UNFILLED
~ . ~ 18 GLASS NYLON . / ' m 9 UNFILLED
POLYPROPYLENE
T
I
cE~.~os=
UREA ~ ~
O
L
'
80 a
IO GLASS
POLYCARBONATE ~ m m
A S
60 i
" AsBestos zo GLAss
~.m
M
P
STREN~3TH ,
20 40 .... I a 7.5 UNFILLED 7 MINERAL
' . , . ~ ,o GLAss
E
M
TENSILE
0 I
~ . ~f I i
32 GLASS
II UNFILLED
~ 2 2 GLASS 5 1o U N FSILLALSESD
POLYSULFONE .,,r,mi 1o UNFILLED ~ . ~ 20 GLASS PVC
./'I
'7' UNFILLED
~ . ~ IS GLASS ABS j ' I 7 UNFILLED -'~.~
16 GLASS
SAN . ~ I _ . ~ l o POLYESTER ALUMINUM ZINC DIE CAST BRASS TITANIUM MAGNESIUM DIE CAST GRAY IRON LOW CARBON STEEL
./'I
8 GLASS
8 UNFILLED
~,.mmi
~
UNFILLED 18 GLASS
2
~ ~
4 22 14 I I00
-
2B
I
_ 40
140
continued
878 Reinforced Plastics Handbook Table 9,24 continued
o PHENOLIC
T H E R M 0 S E T S T H E
R
M 0
P L A S T I C S
M E T A L S
9
I
5
MODULUS,PSI IO
I
~'m t.O UNFILLED -~ i.5 MINERAL L ~ z.5 GLASS
I
X I 0 -6
15
?.o
i-
25
3O
!
i
1
POLYESTER r ' = O,5 UNFILLED ~m 1.5 ASeESTOS L ~ Z.5 GLASS m 0.5 UNFILLED EPOXY L ~ .
3.s GLASS 9 GLASS ( FW )
MELAMINE ~'m=-i.o CELLULOSE L ~ 2.4.. GLASS UREA ( m ; 1.5 CELLULOSE SILICONE ( ~
Z.S GLASS
POLYIMIOE " ~L,i l 0.7 UNFILLED ACETAL ~"!! 0.5 UNFILLED L ~ 1.5 GI.J~SS NYLON ( ~ 1 ~ 4 UNFILLED 2.0 GLASS POLYCARBONATE ~" S o.+ UNFILLED Lm 1.5 GLASS POLYPROPYLENE ~'1. 0.1 UNFILLED L i l 0.8 GLA.~ POLYSULFONE J " n 0.4 UNFILLED 1.5 GLASS ~ PVC r'il. 0.4. UNFILLED ~.m 1.9 GLASS ADS f u 0,4 UNFILLED ~=m. I.O GLASS
+A,,,
(:..? ;, UNFILLED ~
POLYESTER (~m~.41.5UNFILLED GLASS ALUMINUM ZINC DIE CAST BRASS TITANIUM MAGNESIUM DIE CAST GRAY IRON LOW CARBON STEEL STAINLESS STEEL
ii
_ IO
~li~mlllmlmml
14.
_6.5 18
-- 30 II
I
I
_28
9 Table
9.24 continued
PHENOLIC
T H E R M 0 S E T S
I
Z
I
I
l
t~
~
EPOXY j
L L
-
~
7
8
9
i
|
i
UNFILLED 92.0 MINERAL 1.9 GLASS
1.4 UNFILLED
NYLON
{
i.6 GLASS I.I UNFILLED I _. 1.7 GLASS I.Z_I.sUNFILLEDGLASS
B
POLYCARBONATE{mmmlml
0
POLYPROPYLENE ~
M E T A L S
I
%
M
P L A S T I C S
6
I
1.5 CELLULOSE
I"amBiBm I.Z (
5
|
1.5 CELLULCSE Z.O GLASS
tit t
\ ,
4
I
I.Z UNFILLED .1.8 MINERAL 1.8 GLASS I 2.1 GLASS ( F W )
MELAMINE ~._
SILICONE
3
1.2 UNFILLED t.B ASBESTOS I 1.8 GLASS
~
UREA-
SPECIFIC GRAVITY
1.3 UNFILLED 1.4 MINERAL GLASS
.....
m
m
R
0
POLYESTER
POLYIMIOE
E
Selecting 9 Plastic and Process 8 7 9
POLYSULFONE PVC SAN
~ ~
L
J'L~ ' ;
~.
; l ~ l l l L ~
~
,.
ALUMINUM
1.4 UNFILLED 1.6 GLASS 1.3 GLASS I.I UNFILLED 1.4 GLASS 1.3 UNFILLED _ 1.5 GLASS
II
ZINC DIE CAST BRASS
STAINLESS STEEL
I.s GLASS
~
POLYESTER ~
TITANIUM MAGNESIUM DIE CAST GRAY IRON LOW CARBON STEEL
0.9 UNFILLED I.P. GLASS 1.2 UNFILLED
IIII III
?..8 I
I
6.5 I
8.5
4.~ IIIII I
__ 1.8
II
II II
h
II
7.1 HI
7.8 LI
_7.9
880 Reinforced Plastics Handbook Table 9~
Properties of thermoset and thermoplastic/glass fiber RPs (SMCs, BMCs, etc.) and unreinforced thermoplastics
Material Glass-fiber-reinforced thermosets (RTS)
Polyester SMC, compression Polyester SMC, compression
PolyesterSMC,compression
Polyester BMC, compression Polyester BMC, injection Epoxy filament wound Polyester, pultruded Polyurethane, milled fibers (RRIM) Polyurethane, flaked glass (RRIM) Polyester spraying/lay-up Polyester, woven roving, lay-up Glass-fiber-reinforced thermoplastics (RTP)
Unreinforced thermoplastics (TP)
Acetal resin Nylon 6/6 Polycarbonate Polypropylene Poly(propylene sulfide) Acrylonitrile-butadiene-styrene terpolymer (ABS) Poly(phenylene oxide] (PPO) Styrene-acrylonitrile copolymer (SAN) Poly{butylene terephthalate) Poly(ethylene terephthalate) Acetal resin Nylon 6/6 Polycarbonate Polyproplylene Poly(phenylene sulfide) Acrylonitrile-butadiene-styrene terpolymer (ABS) Poly(phenylene oxide)(PPO) Styrene-acrylonitrile (SAN) Poly(butylene terephthalate) Poly(ethylene terephthalate)
Glass fiber, Wt.%
Specific gravity
Thermal coefficient of expansion
30.0 20.0 50.0 22.0 22.0 80.0 55.0 13.0
D792 1.85 1.78 2.00 1.82 1.82 2.08 1.69 1.07
D696
23.0
1.17
53.1
30.0 50.0
1.37 1.64
12.0 4.0
25.0 30.0 10.0 20.0 40.0 20.0
1.61 1.48 1.26 1.04 1.64 1.22
4.7 1.8 1.8 2.4 1.1 2.1
20.0 20.0
1.21 1.22
2.0 2.1
30.0 30.0
1.52 1.56 1.41
1.4 1.7 4.7
1.13 1.20 0.89 1.30 1.03
4.5 3.7 3.8 3.2 68.0
1.10 1.05 1.31 1.34
36.0 4.5 6.8 6.7
9.4 6.6 6.6 2.0 5.0 78.0
-
9 Selecting Plastic and Process 88 1
Heat deflection at 7.8Mfa, CO Pfl
Thermal conductivity, (Wlm K) (BTU in/hr.ft.2 ~ f l
Specific
heat,
J/h K)
C177 200+ 200+ 200+ 260 260 200+
8.37 8.37 1.77 6.92
(58.1) (58.1) (12.3) (48.0)
1.26 1.26 1.26 1.26 1.26 0.96 1.17
29
Tensile strength, #Pa (psi) D638 83 36.5 158 41.3 33.5 552 2 07 19.3
(1 2,000) (5,300) (22,900) (5,990) (4,860) (80,000) (30,000)
Tensile modulus, G h (kip/in.*) D638 11.7 11.7 15.7 12.1 10.5 27.6 17.2
(1,700) (1,700) (2,280) (1,750) (1,520) (4,000) (2,490)
(2,800)
30.4
(4,410)
86.2 255
(12,500) (37,000)
6.9 15.5
(1,000) (2,250)
128 159 83 45 152 76
(1 8,600)
(6,500) (22,000) ( 11,000)
8.6 8.3 5.2 3.7 14.1 6.2
(1,250) (1,2001 (750) (540) (2,050) (900)
2.60
(1 8.0)
1.30
161 254 141 132 266 99
2.60 7.97 14.5 3.47 2.42
(1 8.0) (55.3) (100.6) (24.1) (16.8)
1.26 1.21
143 102
6.57 4.54
(45.6) (33.6)
0.84-1.67
100 100
(14,500) (1 4,500)
6.3 8.6
(910) (1,250)
213 216 110
12.1 11.2 2.80
(84.0) (77.7) (19.4)
0.46
131 145 81
(19,000) (21,000) (11,700)
8.3 9.0 2.6
(1,200) (1,300) (380)
75 132 46-60 135 93-104
2.94 2.34 2.10 2.89 1.61
(20.4) (16.21 (1 4.6) (20.1I (11.2)
1.26 1.26 1.88
79 66 34 66 41
(11,400)
(9,600) (4,900) (9,600) (5,900)
2.8 2.3 0.7 3.3 2.1
(400) (330) (100) (480) (300)
0.84-1.36 1.38
54 66 57 59
(7,800) (9,6001 (8,300) (8,600)
2.6 2.8 1.9 2.8
(380) (400) (280) (400)
200+ 200+
100 104 50-85 38-41
(11.0) 1.59 (8.40) 1.21 1.76-2.89 (12.2-20.1) 1.51 (10.5)
1.05
1.46
1.42
(23,100) (1 2,000)
continued
882 Reinforced Plastics Handbook Table 9.25 Continued Material Glass-fiber-reinforced thermosets (RTS)
Glass-fiber-reinforced thermoplastics (RTP)
Unreinforced thermoplastics (TP)
Elongation % Polyester SMC, compression Polyester SMC, compression Polyester SMC, compression Polyester BMC, compression Polyester BMC, injection Epoxy filament wound Polyester, pultruded Polyurethane, milled fibers (RRIM) Polyurethane, flaked glass (RRIM) Polyester spraying/lay-up Polyester, woven roving, lay-up Acetal resin Nylon 616 Polycarbonate Polypropylene Poly(phenylene sulfide) Acrylo n itri le-b uta die ne-styre ne terpolymer (ABS) Poly(phenylene oxide)(PPO) Styrene-acrylonitrile copolymer (SAN) Poly(butylene terephthalate) Poly(ethylene terephthalate) Acetal resin Nylon 6/6 Polycarbonate Polypropylene Poly(phenylene sulfide) Acrylon itri le-buta die ne-styre ne terpolymer (ABS) Poly(phenylene oxide)(PPO) Styrene-acrylonitrile (SAN) Poly(butylene terephthalate) Poly(ethylene terephthalate)
Flexural modulus, GPa (kip/in 2) D 638 0.08 (0.55) 41 (282) 0.25
30.3 (208.9) 2.8 (19.3) 0.72 (5.0) 0.25 (1.72) 27.5 (189.6) 0.25
11.9 (82) 0.6 (4) 0.4(2.8) >0.04 (0.28) 11.3 (78) 0.25
O['11 cz22 t" p
0.25 (0.45) 15.20 (27.4) 0.00525 (0.133) 0.055 (1.52)
0.30 (0.54) 11.0 (19.8) 0.00525 (0.133) 0.055(1.52)
-0.58 (1.04) 16.5 (29.7) 0.0055 (0.140) 0.061 (1.69)
2.5 (4.5) 13.0 (23.4) 0.00525 (0.133) 0.075 (2.07)
-2.0 (-3.6) 32.0 (57.6) 0.00716 (0.181) 0.048 (1.32)
Fbru
0.8 (55)
* In hybrids ** Laminate compression strength cannot exceedGz f 5116-in. (7.9-mm) diameter holes.Strength/diameter correction is (0.6 + 5(DolD)- 0.1(DolD)2),where Do= 5116in. (7.9 mm) and D = actual hole diameter (0.625 < DolD< 2.50) Grossarea stress, W/D = 6
,
a" t'1)
D,.
"0 &} m
,
-r D. o" o o
9 Table 9.32
Nominal notch length, in.
Selecting 9 Plastic and Process 891
Damage propagation of aramid and E-glass fiber RPs using tensile-notched test specimen
Net failure stress, 103 lb./in. 2 Aramid a
Stress concentration factor K
E-glass ~
Aramid
% initial strength retained
E-glass .
.
Aramid
E-glass
84.3
0
35.4
31.3
.
0.25
33.5
26.4
1.06
1.19
. 94.6
0.50
31.3
22.7
1.13
1.38
88.4
72.5
1.00
30.0
21.3
1.18
1.47
84.7
68.1
a - Style 1350 woven roving of Du Pont's Kevlar 49 aramid on either side of 1.5 oz./ft, glass CSM. Resin: Reichhold's 33-072 polyester. b - 24 oz./yd.2 glass fiber WR on either side of 1.5 oz./ft.2 glass CSM. Resin: Reichhold's 33-072 polyester.
Table 9.33 Tensile properties of biaxially oriented PTFEsheeting unreinforced and reinforced
35% Graphite filled Granular PTFE
Biaxially Oriented 25% Glass Fiber Filled fine Powder PTFE
35% Glass Fiber Filled Granular PTFE
-40 32.8
-54 8.6
-40 32
-54 10.9
85
15
6
48
8
23 35.6 450
23 16.8 130
23 6.7 4
23 18.1 280
23 7.6 79 100
Biaxially Oriented Unfilled
Biaxially Oriented 40% Graphite Filled Fine PowderedPTFE
Temperature ~ Tensile Strength MPa
-40 56.8
Break Elongation O/o Temperature ~ Tensile Strength MPa Break Elongation % Temperature ~
100
100
100
100
Tensile Strength MPa
19.3
9.8
4
9. I
3.7
Break Elongation %
380
77
5
240
144
Temperature ~
260
260
260
260
260
Tensile Strength MPa
9
4.9
1.8
3.2
1.5
Break Elongation %
340
42
11
200
108
O0 ~D
Table 9.34 Tensile and impact properties of RPs and URPsbased on type resin
m.
:3
-i,i o
MECHANICALPROPERTIES
I HIGHTENSILESTRENGTH > S x 10 3 psi
I
I
,,,
LOWTENSILESTRENGTH < 5 x 10 3 psi
GLASSREINFORCED > 15x 10 3 psi
STANDARDAND NON-GLASSFILLED > lOx 10 3 psi
Polyester-TS Alkyd Vinyl Ester Nylon (including aromatics) Thermoplastic Polyesters Polycarbonates/AIIoys Polysulfones Polystyrene/Copolymers Epoxy ABS Polyacetal Phenolic Polyimides Melamine
Thermoset Polyester Alkyd Vinyl Ester Nylon {including Aromatics) Polyimides Polyamide-imides {including Aromatics) Polysulfones Polystyrene/Copolymers Epoxy Polyphenylene Sulfide Phenolic Ureas PVC [-t Copolymers
I IMPACTSTRENGTH
2,000 per annum) 9Tooling significantly cheaper than RTM (approx 40% saving) with the possibility of using existing 'open' tooling as starting point 9Tooling can be manufactured in-house with the appropriate training 9Short tooling lead times 9Light weight tooling poses less handling problems 9Very 'scalable' with large structures (>20 m2) being achievable
Against: 9Laminate thickness control less precise than RTM 9Relatively labor intensive and difficult to automate RTM - composite tooling For. 9Relatively short lead times and tooling can be manufactured in house with the appropriate training 9Automation is possible, with good control over process variables 9Rigid tooling allows faster injection and thus shorter cycle times 9Tooling can be produced from a conventional 'pattern' without the need for CAD data
Agoinst: 9Tool life must be carefully balanced against cost 9Tool manufacture must be carefully controlled at all stages 9Tooling must be meticulously maintained to achieve maximum life RTM - metal tooling
For:
9Tool life - very high production numbers possible (> 10,000) 9Balance between tool cost and tool life can render metal significantly cheaper than composite if production numbers are suitable 9Tooling can be cut directly from CAD data without the need for a 'pattern' 9Very fine detail/surface finishes are achievable 9High temperature, pressure and abrasion resistance are inherent features 9Certain shapes can actually be cheaper to produce in metal than as a composite structure
Against: 9Larger structures can be prohibitively expensive either to machine or simply in material cost 9Specialist expertise needed to avoid costly mistakes 9Weight, tool handling infrastructure can add significant cost
Table 9 . 4 8 Molding comparison of resin transfer, open (spray and hand), and compression (mat and sheet)
CompressionMolding
OpenMolding Resin TransferMolding Mold construction
Pressure
FRPI- spray metal, cast aluminum: gusket seal, air vents, self-sealing injection port Pressure feed pumping equipment req'd: mold halves clamped (methods range from clamp frame to pressure pod)
High shear type Continuous strand m a t , preform, woven roving
Part trim equipment Generally expected mold life {parts)
Met-Preform
Hand Lay-up
3,000
I- FRP= Fiberglassreinforced plastics CourtesyOwners-ComingCorps.
SheetMolding Compound
FRP
FRP,spray metal cast aluminum, pinch (land)
Metal, shear edge
High grade steel shear edge
None
Lows pressure press, capable for 50 psi (hydraulic or pneumatic mechanical); resin dispensing equipment not req'd but recommended
Hydraulic press, normal range of 100-500 psi (0.69-3.05 MPa)
Hydraulic:as high as 2,000 psi (138 MPa)
Heated normal range of 225-325~ (107-163~ High shear type
Heated normal rangeof 275-350~ (135-177~
Room temperature
Cure system Resin compounding equipment Reinforcement
Spray-up
Not needed Continuous Chopped strand mat, woven roving roving, cloth Yes 1,000
Continuous strand mat, preform, woven roving
3,000
Continuous strand Continuous roving mat, preform, (specific orentations woven roving for higher strength} With optimum shear edges, minor trimming only 150.000+ 150.000+
1.0 IJl
l-l-
Ill Be
:3
o ~3
0
910 Reinforced Plastics Handbook Table 9.49 Molding comparison of compression and transfer Charecteristic
Compression
Transfer
Molding temperature
I. One step closures: 350-450~ 2. Others: 290-390~
290-360oF
Pressure via clamp
1.2,000-10,000 psi (3,000 optimum on part) 2. Add 700 psi for each inch of part depth
1. Plunger ram at 6,000-10,000 psi 2. Clamping ram having minimum tonnage of 750/0of load applied by plunger ram on mold
Pressure in cavity
Equal to clamp pressure
Very low to maximum of 1,000 psi
Breathing the mold
Frequently used to eliminate gas and reduce cure time
1. Neither practical nor necessary 2. Accomplished by proper venting
Cure time {time pressure is being applied on mold)
30-300 s but will vary with mass of material, thickness of part, and preheating
45-90 s but will vary with part geometry
Use of inserts
Limited because inserts may be lifted out of position or deformed by closing
Unlimited but complicated; inserts readily accommodated
Tolerances on finished products
1. Fair to good: depends on mold construction and direction of molding 2. Flash = poorest, positive = best, semipositive = intermediate
Good: close tolerances are easier to hold
Shrinkage
Least
1. Greater than compression 2. Shrinkage across line of flow is less than with line of flow
9
Selecting 9 Plastic and Process 911
Table 9 . 5 0 Molding comparison of resin transfer, SMC, and injection
Process
Process operation: Production requirement, annual units per press Capital investment Labor cost Skill requirements Finishing Product: Complexity Size Tolerance Surface appearance Voids/wrinkles Reproducibility Cores/inserts Material usage: Raw material, cost
Handlinglapplying
Waste Scrap Reinforcement flexibility Mold: Initial cost Cycle life Preparation Maintenance
RTM
SMC Compression
Injection
5,000-10,000
50,000
50,000
Moderate High Considerable Trim flash, etc.
High Moderate Very low Very little
High Moderate Lowest Very little
Very complex Very large parts Good Gel coated Occasional Skill-dependent Possible
Moderate Big flat parts Very good Very good Rarely Very good Very difficult
Greatest Moderate Very good Very good Least Excellent Possible
Lowest Skill dependent Up to 3 percent Skill dependent Yes
Highest Easy Very low Cuts reusable No
High Automatic Sprues, runners Low No
Moderate 3,000-4,000 parts In factory In factory
Very high Very high Years Years Special mold-making shops Special machine shops
Table 9.51 Molding comparison of stamp steel, compression, resin transfer, injection, and stamped aluminum
Part consolidation Comparable mass Corrosion resistance Resistance to minor impact Tooling cost Raw material cost Stiffness Linear thermal Heat deflection temperature
Stamped Compression steel molded SMC R R I M
Injection molded Stamped thermoplastics aluminum
Baseline Excellent 100% 75% Baseline S u p e r i o r
Very g o o d 75% Superior
Excellent 70% Superior
Baseline
Better
Best
Better
Fair 75% Slight improvement Poor
100% 100% 100% 100% N/A
40% 300% 6% 100%-130% Baseline
60o/o 600% 1% 600%-1000% Poor
60o/o 600% 2% 600%-1000% Poor
100O/o 400% 30% 170%-200% N/A
"This table usedsteel as a standard by which all other processesare compared
912 Reinforced Plastics Handbook Table 9 . 5 2
Molding comparison of PUR-reaction injection and injection
PUR-RIM Plastic temperature, ~ Plastic viscosity, Pa s9 Injection pressure, bar Injection time, s Mold cavity pressure, bar Gates Clamping force, t Mold temperature, ~ Time in mold, s Annealing Wall/thickness ratio Part thickness, typical maximum cm Shrinkage, O/o Unreinforced Reinforced - glass parallel to fiber vertical to fiber Inserts Sink marks around metal inserts Mold prototype, months Mold alterations
Injection molding
40-60 0.5-1.5 100-200 0.5-1.5 10-30 1 80-400 50-70 20-30 30 min. @ 120 ~ 1/0.8 10
200-300 100-1,000 700-800 5-8 300-700 2-10 2,500-10,000 50-80 30-80 Rarely 1/0.3 1
1.30-1.60
0.75-2.00
0.25 1.20 Easy Practically none 3-5 (epoxy) Cost-effective
0.20 0.40 Costly Distinct 9-12 (steel) Costly
Tabte 9 . 5 3 Molding comparison of blow, thermoforming, and rotational
Factor Typical product volume range (cm3) Plastics available Feedstock Raw material preparation cost Reinforcing fibers Mold materials Mold pressure Mold cost Wall thickness tolerance Wall thickness uniformity Inserts Orientation in part Residual stress Part detailing In-mold graphics c:ycle time Labor intensive
Blow Molding
Thermo Forming
Rotational Molding
101-106
5x 10~
limited pellets none yes steel/aluminum >>=,>oooooor
b
b~ o 0
oo
!,0
. b
0
c~
o o
--"
b
b
0
bq
O_ LQ
0 -C~
~
~-- x
~
"~
~
~-
_-h. ~
~
~-~
I
~-~-
""
--i
~-
-....
.-...
..... 9
0
3
0
"O
3
r~ 0
r~ -.-h 0
0 r~
bq
g
::5-
5~
00 a-) E.
o o
o-
f~
f~
f~
9
Selecting 9 Plastic and Process 91 7
Table 9 , 5 9 Comparing unreinforced and reinforced thermoplastic mold shrinkage rates per ASTM D 955
Avg. rate per ASTM D 955 Material ABS Unreinforced 30Ologlass fiber Acetal, copolymer Unreinforced 30% glass fiber HDPE, homo Unreinforced 30Oioglass fiber Nylon 6 Unreinforced 30% glass fiber Nylon 6/6 Unreinforced 15Ologlass fiber + 25% mineral 15% glass fiber + 25% beads 30% glass fiber PBT polyester Un reinforced 30Ologlass fiber Polycarbonate Unreinforced 10Ologlass fiber 30Oioglass fiber Polyether sulfone Unreinforced 30% glass fiber Polyether-etherketone Unreinforced 30Oioglass fiber Polyetherimide Unreinforced 30Ologlass fiber Polyphenylene oxide/PS alloy Unreinforced 30% glass fiber Polyphenylene sulfide Unreinforced 40% glass fiber Polypropylene, homo Unreinforced 30% glass fiber Polystyrene Unreinforced 30% glass fiber
0.125 in. (3.18 mm)
0.250 in. (6.35 mm)
0.004 0.001
0.007 0.0015
0.017 0.003
0.021 N/A
0.015 0.003
0.030 0.004
0.013 0.0035
0.016 0.0045
0.016 0.006 0.006 0.005
0.022 0.008 0.008 0.0055
0.012 0.003
0.018 0.0045
0.005 0.003 0.001
0.007 0.004 0.002
0.006 0.002
0.007 0.003
0.011 0.002
0.013 0.003
0.005 0.002
0.007 0.004
0.005 0.001
0.008 0.002
0.011
0.004
0.015 0.0035
0.025 0.004
0.004 0.005
0.006 0.001
91 8 Reinforced Plastics Handbook Table 9 . 6 0 Detail guides for limits and tolerances of RP vs. Processes
Factor limiting maximum size of product Maximum size, m2 Shape limitations U.S. production volume, articles per year Production cycle time Glass, O/o Strength orientation Strength Wall thickness, mm Minimum Maximum Tolera nce Variations Minimum draft to 15 cm depth over 15 cm depth Minimum inside radius Ribs Bosses Undercuts Holes Parallel Perpendicular Built-in cross Metal inserts Metal edge stiffeners Surface finish Number of finished surfaces Quality of surface Gel-coat surface Surfacing mat Combination with thermoplastic linear Trim in mold Molded-in labels Raised numbers Translucency Tool cost Capital equipment cost
Resin transfer molding
Injection molding
Pultrusion
Reinforced reactioninjection molding
Machine size
Machine size
Materials
Metering equipment
9.3 Moldable 1,000-20,000
9.3 Moldable 50,000-1,000,000
29 Round, rectangular 3,050m
4.6 Moldable 15,000-100,000
10-20 min 15-25 Random Low-medium
15 s to 15 min 20-40 Random Low
10-30 min 30-75 Highly oriented High
1-2 min 5-25 With flow Low
0.76 25
0.76 13-25
Uniform
Uniform
1.6 13 0.3 + 25 Uniform
2.0 13 +0.05 Uniform
10 10 1/2 part depth
10 lo+ 1/2 part depth
0-20 0-20 1.5 mm
1-30 3~ 1/2 part depth
Yes Yes Possible
Yes Yes Possible
No No No
Yes Yes Yes
Yes Yes Yes Yes Yes
Yes Yes Yes Yes Yes
No No No No No
Yes Yes Yes Yes Yes
all
2
2
2
Excellent Yes Yes
Excellent Yes Yes Yes
Fair to good No No No
Excellent No No No
No Yes Yes Yes High High
No Yes Yes Yes High High
No No No No Low Low
Yes No Yes No Low-medium Low-medium
9
Hand lay-up, spraying
Filament winding
Mold size; transport
Selecting 9 Plastic and Process 9 1 9
SMC
BMC
Preform molding
Winding machine
Press rating and size
Press rating and size
Pressrating and size
280 None 1,000
93 Surface of revolution 1,000
4.6 Moldable 103-106
4.6 Moldable 103-106
18.6 Moldable 103-106
3 min to 24 h 20-35 Random Medium
5 min 65-90 Highly oriented Very high
1.5-5 min 15-35 Random Low-medium
1.5-5 min 15-35 Random Low-medium
1.5-5 min 24-45 Random Medium-high
0.76 >38 +0.5 As desired
0.3 50 +0.3 As desired
0.8 6.4 +0.2 Uniform desirable < 3:1
1.5 25 +0.1 As desired
0.8 6.4 +0.1 Uniform desirable -=2 : 1
0-2 o 0-2 o 6.3mm
3o 3o+ 3.1 mm
1-3 o 3~ 1.5mm
1-3 o 3o+ 1.5mm
1-3 o 3~ 3.1 mm
Yes Yes Avoid
No No No
Yes Yes Avoid
Yes Yes No
Not recommended Not recommended No
Yes Yes Possible Yes Yes
Yes
Yes Undesirable Possible Yes No
Yes Undesirable Possible Yes No
Not recommended Undesirable Possible Not recommended Yes
Possible Yes No
All Excellent Yes Yes Yes
Excellent Yes Yes Yes
Very good No No No
Excellent No No No
Very good Yes Yes No
No Yes Yes Yes Low Low
Yes Yes
Yes Difficult Yes No High High
Yes Difficult Yes No High High
Yes Difficult Yes Yes Medium High
Yes Low Low
920 Reinforced Plastics Handbook Table 9.61 Economic comparison of structural foam molding, injection molding, and compression SMC molding
Production Considerations
Structural Foam
InjectionMolding
Sheet Molding Compound
Typical minimum number of parts a vendor is likely to quote on for a single setup
250 {using multiple nozzle equip, with tools from other sources designed for the same polymer and ganged on the platen)
1,000 tO 1,500
500
Relative tooling cost, single cavity
Lowest. Machined aluminum may be variable, depending on quantity required
20 percent more. Hardened-steel tooling
20 percent to 25 percent more. Compression-molding steel tools
Average cycle times for consistent part reproduction
2 to 3 minutes (I14in. nominal wall thickness)
40 to 50 seconds
1112to 3 minutes
Is a multiple-cavity tooling approach possible to reduce piece costs?
Yes
Yes. Depends on size and configuration, although rapid cycle time may eliminate the need
Not necessarily. Secondary operations may be too costly and material flow too difficult
Are secondary operations required except to remove sprue?
No
No
Yes, e.g., removing material where a "window" is required (often done within the molding cycle)
Range of materials that can be molded
Similar to thermoplastic injection molding
Unlimited; cost depends on performance requirements
Limited; higher cost
Finishing costs for good cosmetic appearance
40 to 60 cents per sq. ft. of surface (depending on surface-swirl conditions)
None, if integrally colored; 10-20 cents per sq. ft. if painted
None, if secondary operations such as trimming are not required. Otherwise 20 to 30 cents per sq. ft. of surface
Table 9.62 Properties to cost of RP processes and materials
Molding
Materials
m
Compression molding
Hot press
Cold p r e s s - ~
Stamping - - ~
I RLM
Heat resistance (HDT18.6)~
(74o- 75oo0
Weight ratio 7 {Equiflextural modulus)
Moldability
Paintabilityby baking
1
O~A
>200
|
0.65
o~A
Polyester + GF (BMC)
1.1
1'
1'
@
0.6
I'
Polyester + GF (High-strength SMC)
1.6~4.2
@
1'
Polyester + GF (Resin injection)
0.8
0
150~200
A~x
0.62
A
0.6
|
160
-
0.5
|
0.8
|
215
15
0
> 200
Cost2 (Mold cost) 3
0
(o) t 0
0.4~0.5
(o) |
(|
Polyester + GF (Hand lay-up) PP + GF or sawdust, paper pulp (AZDEL, etc.)
Epoxy + CF (CFRP)
Injection molding
Impact strength
Polyester + GF (SMC)
Nylon + GFTF (STX, etc.) Filament winding
Flexural modulus x 103kg/mm 3
PP + GF, talc (EPDM) AS + GF
0.6,,,0.4
PBT or nylon + GF
1.2~1.4
1'
205~215
Foamed styrene or ABS (+ GF)
2.4~2.5
O~A
80 (100)
|
-
Urethane + GF (RRIM)
0.1~0.2
1'
120~105
o
t
|
-
0.2
A
-
|
0.5
0.5
0
f
(o)
(,0
A
(o)
A~x
(o) @
(-) A
r-lm
,
-o
,,,m
Ill
(o) 0
0.4~0.6 A~x
A~O
(o) o~A
A
(|
-o o VI
Note: I. Ratio basedon sheet metal weight as I 2. Relative comparison for 400-500 kg; 3. Mold cost for sheet metal. Symbols: @ Excellent- 0 Good; A Fair x No good
t,O
922 Reinforced Plastics Handbook Table 9.63 Examplesof limitations of different processes Process
Limitations*
Blow molding
Limited to hollow or tubular parts; wall thickness and tolerances difficult to control; principally used with thermoplastics
Calendering
Limited to sheet materials; very thin films are not possible
Casting
Limited to simple shapes; uneconomical at high volume production rates
Centrifugal casting
Limited to simple curvatures in single-axis rotation; low production rates
Coating
Economics dependent on close tolerance control
Coining
This injection-compression process produces high pressure, stress-free precision parts
Cold-pressure molding
Limited tosimple shapes and few materials
Compression molding
For intricate parts containing undercuts, side draws, small holes, delicate inserts
Encapsulation
Low volume process subject to inherent limitations on materials, which can lead to product defects
Extrusion molding
Limited to sections of uniform cross section; principally used with thermoplastics
Filament winding
Limited to shapes of positive curvature; openings and holes can reduce strength if not properly designed
Injection molding
High initial tool and die costs; not economical for small runs
Laminating
High tool and die costs; limited to simple shapes and cross section profiles
Matched-die molding
High mold and equipment costs; parts often require extensive surface finishing
Pultrusion
Close tolerance control requires care; unidirectional strength
Resin transfer molding
Low mold costs, low pressure molding, two good surfaces providing quick manufacture of wood molds and producing rather complicated small and particularly large parts to rather tight tolerances
Rotational molding
Limited to hollow parts; low production rates; principally used with thermoplastics
Slush molding
Limited to hollow parts; low production rates; limited choice of materials; principally used with thermoplastics
Thermoforming
Limited to simple parts; high scrap; limited choice of materials; principally used with thermoplastics
Transfer molding
High mold cost; high material loss in sprues and runners; and size of products limited
Wet lay-up or contact molding
Not economical for large volume production; uniformity of resin distribution difficult to control; only one good surface; limited to simple shapes
* Theseare general comments;there are manyexceptions basedon availableor new equipmentdeveloped to meet specific processing and performance requirements
Table 9.62 Properties to cost of RP processes and materials
Molding
Materials
m
Compression molding
Hot press
Cold p r e s s - ~
Stamping - - ~
I RLM
Heat resistance (HDT18.6)~
(74o- 75oo0
Weight ratio 7 {Equiflextural modulus)
Moldability
Paintabilityby baking
1
O~A
>200
|
0.65
o~A
Polyester + GF (BMC)
1.1
1'
1'
@
0.6
I'
Polyester + GF (High-strength SMC)
1.6~4.2
@
1'
Polyester + GF (Resin injection)
0.8
0
150~200
A~x
0.62
A
0.6
|
160
-
0.5
|
0.8
|
215
15
0
> 200
Cost2 (Mold cost) 3
0
(o) t 0
0.4~0.5
(o) |
(|
Polyester + GF (Hand lay-up) PP + GF or sawdust, paper pulp (AZDEL, etc.)
Epoxy + CF (CFRP)
Injection molding
Impact strength
Polyester + GF (SMC)
Nylon + GFTF (STX, etc.) Filament winding
Flexural modulus x 103kg/mm 3
PP + GF, talc (EPDM) AS + GF
0.6,,,0.4
PBT or nylon + GF
1.2~1.4
1'
205~215
Foamed styrene or ABS (+ GF)
2.4~2.5
O~A
80 (100)
|
-
Urethane + GF (RRIM)
0.1~0.2
1'
120~105
o
t
|
-
0.2
A
-
|
0.5
0.5
0
f
(o)
(,0
A
(o)
A~x
(o) @
(-) A
r-lm
,
-o
,,,m
Ill
(o) 0
0.4~0.6 A~x
A~O
(o) o~A
A
(|
-o o VI
Note: I. Ratio basedon sheet metal weight as I 2. Relative comparison for 400-500 kg; 3. Mold cost for sheet metal. Symbols: @ Excellent- 0 Good; A Fair x No good
t,O
r 4~
Table 9~65
Guide to process selection based on product size m..
a"
PARTTO BE FORMED
I
I
LARGE PART
SMALL PART LESSTHAN 1 SQ FT LESSTHAN 5 LB
OVER 1SQFT OVER 5 LBS
I OVER 250~
I
I
I
I
LONG LENGTHS
LOW-PRESSURE LAMINATION FILAMENT WINDING COMPRESSION HIGH-PRESSURE LAMINATION POST FORM ADHESIVE BOND MACHINE PULTRUSION
I
THERMOFORM FOAM HEAT SEAL WELD ROTOFORM BLOW MOLD ADHESIVE BOND STRUCTURAL FOAM RIM
I
I EXTRUDE
I
LOW-VOLUME
HIGH-VOLUME
CASTING MACHINING LOW-PRESSURE LAY-UP POST FORM SPRAY-UP RESIN TRANSFER
COMPRESSION TRANSFER INJECTION LAMINATION PULTRUSION
c-
>- .-.ix
Blow Molding
C3_
Injection Molding
E 0
Compression
4.-., c13 o_
Thermoforming Extrusion
I -'~
0
Large
Small Part Size
el" 0 0
LESSTHAN 250~ THERMOPLASTICS
THERMOSETS
I
LARGE AREA
=3=
OVER 250~ F
UNDER 250~ THERMOPLASTICS
THERMOSETS
,,,.,. I/I
I
HIGH-VOLUME
I
INJECTION BLOW MOLD THERMOFORM EXTRUSION ROTOFORM RIM
I
LOW-VOLUME
I
MACHINE THERMOFORM COMPRESSION CASTING ROTOFORM FOAM ADHESIVE BOND
9
Selecting 9 Plastic and Process 9 2 5
Table 9.66 Guide to mold costs in various materials, relative to machined steel molds
Material and technique Steel, machined Aluminum, machined Nickel steel, electro- or vapor-deposited Aluminum, cast Kirksite, cast Zinc, sprayed metal Epoxy, cast (prototyping only)
Relative cost (%) 100 80 70 60 60 40 30
926 Reinforced Plastics Handbook Designs Table 9.67
Examples of processing methods as a function of part design
Process Thermoplastics Injection Injection compression Hollow injection Foam injection Sandwich molding Compression Stamping Extrusion Blow molding Twin-sheet forming Twin-sheet stamping Thermoforming Filament winding Rotational casting Thermosetting Compression Powder Sheet molding compound Cold-press molding Hot-press molding High-strength and sheet molding compound Prepreg Vacuum bag Hand lay-up Injection Powder Bulk molding compound ZMC Stamping Reaction injection molding Resin transfer molding, or resinject High-speed resin transfer molding, or fast resinject Foam polyurethane Reinforced foam Filament winding Pultrusion
Ribs
Vertical B o n e s walls
Spherical Box shape sections
Slides/ cores
Weldable
Y Y Y Y Y Y N Y N N N N Y N
Y Y Y Y Y Y N N N N N N N N
Y N Y Y Y Y N N/A Y Y N Y Y Y
N N N N N N N N Y Y N N Y Y
N N Y Y N N N Y Y Y Y N Y N
Y Y Y Y Y Y N N Y N N Y N N
Y Y Y Y Y Y Y Y Y Y Y Y Y Y
Y Y N N Y
Y Y Y Y Y
Y Y Y Y Y
N N N N N
N N N N N
Y Y N N
N N N N N
N N N
N Y Y
Y Y Y
N N N
N Y Y
N N N
N N N
Y Y Y N Y Y
Y Y Y N Y N
Y Y Y Y N Y
N N N N N N
N N N N Y Y
Y Y Y N N N
N N N N Y N
Y
N
Y
N
Y
N
N
Y Y Y Y
Y Y N N
Y Y Y N/A
Y N Y N
Y Y Y Y
N N N N
N N N N
Note: Y,yes; N, no; N/A, not applicable
Varying Good crossfinish, both sides section
9
9Selecting Plastic and Process 9 2 7
Table 9.68 Design recommendations for selecting an RP process Contact molding, spray-up
Pressure bag
Filament winding
Continuous pultrusion
1/8 N/R** Yes Yes No 0.010 (0.25) 3 (76.2) +0.010 (+0.25) As desired
N/A* N/A Yes N/A No 0.037 (0.94)
Minimum inside, radius, in. Molded-in holes Trimmed-in mold Built-in cores Undercuts Minimum practical thickness, in. (mm) Maximum practical thickness, in. (mm) Normal thickness variation, in. (mm) Maximum buildup of thickness Corrugated sections
1/4 Large No Yes Yes 0.060 (1.5) 0.50 (13) +0.020 (+0.51) As desired
1/2 Large No Yes Yes 0.060 (1.5) 1 (25.4) +0.020 (+0.51) As desired
Yes
Yes
Metal inserts Surfacing mat Limiting size factor
Yes Yes Mold size
Metal edge stiffeners Bosses Fins Molded-in labels Raised numbers Gel coat surface Shape limitations
Yes Yes Yes Yes Yes Yes None
Translucency Finished surfaces Strength orientation
Yes One Random
Random Typical glass percent by weight
Random 30-45
Note:*N/A Not applicable **N/R Not recommended
1
(25.4) +0.005 (+0.1) N/A
Matched die Premix/ molding with molding preform or compound mat 1/32 Yes Yes Yes Yes 0.060
(1.s) 1
(25.4) +0.002
(_+o.o5)
As desired
Circumferential only Yes Yes Yes Yes Bag size Lathe bed length and swing N/R Yes N/R No Yes No Yes Yes Yes No Yes Yes Flexibility Surfaceof of the bag revolution Yes Yes One One Orientation of ply
No Yes No Yes N/R Yes Yes No No Yes No No Constant Moldable cross-section Yes No Two Two Dependson wind
45-60
30-60
50-75
In longitudinal Yes direction No Yes Yes No Pull capacity Press capacity
25
1/8 Yes Yes Yes No 0.030 (0.76) 0.25 (6.4) +0.008 (+0.02) 2 to 1 maximum Yes Yes Yes Press dimensions Yes Yes N/R Yes Yes Yes Moldable Yes Two Directional 30
Table 9~G9
r
Basic overall processing methods as a function of part design
m i ,
Process
Part design
Blow molding
Casting
Compression Extrusion
Major shape characteristics
Hollow bodies
Simple configurations
Moldable in one plane
Limiting size factor Maximum thickness, in. (mm) Minimum inside radius, in. (mm) Minimum draft (deg.) Minimum thickness, in. (mm) Th reads Undercuts Inserts Built-in cores 3 Molded-in holes Bosses Fins or ribs Molded-in designs and nos. Surface finish 7 Overall dimensional tolerance (in./in., plus or minus)
Material >0.25 (6.4) 0.125 (3.18) 0 0.01 (0.25) Yes Yes Yes Yes Yes Yes Yes Yes
Material None
1-2 0.01
Filament winding
Injection
Matched die molding
Rotational
Thermoforming
Transfer compression
Wet lay-up (contact molding)
Simple configurations
Moldable in one plane
Equipment 6 (150) 0.01-0.125 (0.25-3.18) 1 0.01-0.125 (0.25-3.18) Yes NR2 Yes Yes Yes Yes Yes Yes
Mold size 0.5 (12.7) 0.25 (6.4) 0 0.06 (1.5) No Yes Yes Yes Yes Yes Yes Yes
1-2 0.001
4-5 0.02
Moldable in one plane
Hollow bodies
0.01-0.125 (0.25-3.18) 0-1 0.01-0.125 (0.25-3.18) Yes Yes1 Yes Yes Yes Yes Yes Yes
Structure with surfaces of revolution Equipment 3 (76) 0.125 (3.18) 2-3 0.015 (0.38) No NR2 Yes Yes Yes No No5 No
Few limitations
Equipment 0.5 (12.7) 0.125 (3.18) >1 0.01-0.125 (0.25-3.18) Yes NR2 Yes No Yes Yes Yes Yes
Constant cross section profile Material 6 (150) 0.01-0.125 (0.25-3.18) NR2 0.001 (0.02) No Yes Yes Yes Yes4 Yes Yes No
Equipment 6 (150) 0.01-0.125 (0.25-3.18)