Low Energy
j Qjrowin ^
1.1
A R Gonzalez-Elipe F Yubero J M Sam
Imperial College Press
Low
Energy
Ion Assisted ilm Growth
This page is intentionally left blank
Low
Energy
Ion Assisted Film Growth
A 1 Sisiiilei-llipe F Tuber© ImtHuto de Cienca d$ Materiales de Semlla (CSIC-M Sevilla), Spain
J in SUM UniversidodMonoma de Madrid, Spsln
Imperial College Press
Published by Imperial College Press 57 Shelton Street Covent Garden London WC2H 9HE Distributed by World Scientific Publishing Co. Pte. Ltd. 5 Toh Tuck Link, Singapore 596224 USA office: Suite 202, 1060 Main Street, River Edge, NJ 07661 UK office: 57 Shelton Street, Covent Garden, London WC2H 9HE
British Library Cataloguing-in-Publication Data A catalogue record for this book is available from the British Library.
LOW ENERGY ION ASSISTED FILM GROWTH Copyright © 2003 by Imperial College Press All rights reserved. This book, or parts thereof, may not be reproduced in any form or by any means, electronic or mechanical, including photocopying, recording or any information storage and retrieval system now known or to be invented, without written permission from the Publisher.
For photocopying of material in this volume, please pay a copying fee through the Copyright Clearance Center, Inc., 222 Rosewood Drive, Danvers, MA 01923, USA. In this case permission to photocopy is not required from the publisher.
ISBN 1-86094-351-9
Printed by Fulsland Offset Printing (S) Pte Ltd, Singapore
Contents
Foreword
xiii
CHAPTER 1: BASIC CONCEPTS ON THE INTERACTION OF LOW ENERGY ION BEAMS WITH SOLID TARGETS
1
1.1. Introduction
2
1.2. Interatomic interaction
3
1.2.1. Atoms in condensed matter 7.2.2. Interaction of energetic ions with condensed matter: Interatomic potential 1.2.3. Power law approximations to the interatomic potential 1.3. Basic concepts in classical dynamics of binary elastic collisions 1.3.1. Ion energy loss rate 1.3.1.1. Nuclear stopping 1.3.1.2. Electronic stopping
3 6 10 12 14 16 19
1.4. Range of energetic ions in solids
20
1.5. Spatial distribution of deposited energy
25
1.6. Damage induced by ion bombardment
27
1.6.1. 1.6.2. 1.6.3. 1.6.4.
Primary knock-on atoms formation Spikes Thermal spikes Density of the deposited energy
1.7. Sputtering 1.7.1. Sputtering yield 1.7.2. Angular distribution of sputtered atoms 1.7.3. Energy distribution of the sputtered atoms v
27 30 32 33 35 36 38 39
VI
CONTENTS
1.8. Experimental parameters in IAD thin film growth 1.8.1. The ion to atom arrival ratio and the normalized energy concept 1.8.2. Ion momentum transfer
40 41 , 44
References
45
CHAPTER 2: ION ASSISTED METHODS OF PREPARATION OF THIN FILMS
47
2.1. Assistance of film growth with independent ion sources 2.1.1. Evaporation and ion bombardment of the growing film 2.1.2. Laser ablation and ion bombardment of the growing film 2.1.3. Dual ion beam deposition of thin films (DIBS) 2.1.4. Ion beam induced chemical vapour deposition (IBICVD)
47 49 52 55 58
2.2. Ion assisted deposition of thin films without independent ion sources 2.2.1. Ion plating 2.2.2. Ionised magnetron sputtering (IMS) 2.2.3. Filtered vacuum arc deposition (FVAD) 2.2.4. Ionised cluster beam (ICB) 2.2.5. Mass selected ion beam deposition (MSIBD)
60 60 64 66 69 72
2.3. Plasma immersion ion implantation 2.3.1. Plasma immersion ion implantation (PHI) 2.3.2. Plasma immersion ion deposition (PHD)
75 76 78
2.4. Broad beam ion sources 2.4.1. Kaufmann type ion sources 2.4.2. End-Hall ion sources 2.4.3. Filament-less ion sources
80 81 83 85
References
87
CONTENTS
vii
CHAPTER 3: EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
90
3.1. Ion beam effects during film growth
90
3.2. Nucleation and growth of thin films under ion bombardment
92
3.2.1.
Nucleation and growth of physical vapour deposited (PVD) thin films 3.2.2. Effects of ion bombardment on nucleation 3.2.3. Monitoring the surface defects and nucleation processes induced by ion bombardment 3.2.4. Description of Nucleation and Growth processes by analysis of STM/AFM images 3.3. Topography and surface and interface roughness 3.3.1. Grain size 3.3.2. Surface roughness 3.3.3. Step and surface coverage 3.3.4. Surface roughness of thin films grown by IBD 3.3.5. Interface roughness 3.3.6. Monitoring the interface roughness by X-ray reflectometry 3.3.7. Epitaxial growth of thin films 3.4. Interface mixing 3.4.1. Mixing in thick films and bulk materials induced by high energy ions 3.4.2. Interface mixing in IAD thin films 3.4.3. Monitoring interface mixing by TEM/EELS
92 93 96 97 99 99 100 103 103 104 106 108 108 109 110 Ill
3.5. Densification of thin films 3.5.1. Columnar growth in PVD thin films 3.5.2. Densification in IAD thin films 3.5.3. Evolution of density and crystallinity with ion energy and I/A ratio
113 113 114 116
3.6. Defect generation 3.6.1. Formation of defects in IAD thin films 3.6.2. Surface and bulk defects as a function of beam energy
119 119 120
CONTENTS
Vlll
3.6.3. Defects and control of the microstructure of thin films by annealing treatments 3.6.4. Inert gas incorporation
122 123
3.7. Amorphisation, crystallinity and phase transformations 3.7.1. Amorphisation in IAD thin films 3.7.2. Effect of temperature on crystallisation 3.7.3. Amorphisation and phase transformation phenomena. Stabilisation of unstable phases 3.7.4. Monitoring the degree of amorphisation in IAD thin films
128 128
3.8. Compound formation by IAD 3.8.1. Control of stoichiometry in IAD thin 3.8.2. Metastable phases of nitride thin films
130 131 133
films
3.9. Texture development 3.9.1. Monitoring the texture in IAD thin films by XRD: Basic definitions 3.9.2. Texture inPVD thin films 3.9.3. Texture evolution in IAD thin films and process parameters 3.9.4. Models for texture development 3.9.5. Biaxial orientation 3.9.6. Applications of textured thin films
125 126 126
137 137 142 143 147 150 153
3.10. Influence of ion assistance on thin film stress 3.10.1. Basic concepts on stress 3.10.2. Distribution of stress between substrate and thin film 3.10.3. Thermal stress in thin films 3.10.4. Intrinsic stress in PVD thin films 3.10.5. The stress in IAD thin films: Dependence on experimental parameters 3.10.6. Compressive stress in IAD thin films 3.10.7. The stress in IAD thin films: Models
154 154 154 156 156
3.11. Improvement of adhesion in IAD thin
165
References
films
158 161 162
168
CONTENTS
ix
CHAPTER 4: APPLICATIONS OF IAD PROCESSING
173
4.1. Tribological coatings 4.1.1. Hard and wear resistant coatings 4.1.2. Solid lubricant coatings
174 175 177
4.2. Corrosion resistant coatings 4.2.1. Metal coatings 4.2.2. Oxide and nitride coatings 4.2.3. Corrosion protection of magnesium alloys 4.2.4. Zinc and zinc alloys
179 181 182 183 184
4.3. Modification of biomaterials 4.3.1. Fretting wear and damage 4.3.2. Corrosion protective coatings 4.3.3. Hydroxiapatite 4.3.4. Biocompatibility
185 185 186 186 187
4.4. Metallisation of polymers
188
4.5. Optical coatings 4.5.1. Dielectric oxide films 4.5.2. Fluoride thin films 4.5.3. Narrow bandfdters 4.5.4. Rugate 4.5.5. Transparent conducting
films
190 191 196 197 199 201
films
204 205 206 208 209
4.6. Magnetic thin films 4.6.1. Thin metallic 4.6.2. Magnetoresistive materials 4.6.3. Reading/writing magnetic heads 4.6.4. Hard bias magnetic thin References
filters
films
211
X
CONTENTS
CHAPTER 5: DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
216
5.1. Diamond-like carbon
217
5.2. Characterization methods and related properties 5.2.7. Hydrogen concentration 5.2.2. Atomic structure (electron and neutron scattering) 5.2.3. sp3/sp2 bonding fraction (Raman, NMR, EELS/XAS) 5.2.4. Density 5.2.5. Cross sectional structure and in-depth composition (TEM.EELS)
219 220 220 221 224
5.3. DLC deposition methods
228
5.4. Influence of the deposition parameters on the sp3 bonding fraction and related properties 5.4.1. Influence of the ion energy 5.4.2. Influence of the substrate temperature 5.4.3. Influence of other deposition parameter
231 231 234 238
5.5. Stress in DLC
films
239
5.6. Properties and applications of the DLC films 5.6.1. Mechanical and tribological properties 5.6.2. Optical and electronic properties
240 242 243
5.7. Cubic Boron nitride films
245
5.8. Characterization of c-BN 5.5.7. Stoichiometry 5.8.2. XRD diffraction 5.8.3. Phase identification by FTIR spectroscopy and EELS/XAS 5.8.4. Microstructure by TEM
245 246 246 247 250
5.9. c-BN deposition methods
251
5.10. Influence of the deposition parameters
252
227
CONTENTS
xi
5.11. Stress
255
5.12. Properties and applications of c-BN films 5.12.1. Tribological properties 5.12.2. Optical and electrical properties
257 257 258
5.13. Modelling the growth of sp3 bonded materials (ta-C, ta-C:H and c-BN) 5.13.1. The preferential sputtering model 5.13.2. The stress models 5.13.3. Models involving a thermal spike mechanism 5.13.4. Subplantation models
258 260 260 261 262
5.14. Related materials (CNX, B-C-N)
264
References
268
Acronyms List
275
Subject Index
279
This page is intentionally left blank
Foreword
This book deals with the use of accelerated ion beams to assist the growth of thin films. It was recognised as early as the seventies that the bombardment of a growing film with a beam of accelerated ions induces significant changes in its properties and that these changes have many potential applications. The term "Ion beam assisted deposition" (IBAD) and the more general one "Ion assisted deposition" (IAD) were coined to characterise all the procedures of preparation of thin films that, in one way or another, use this type of approach. Since then, the modalities of this technology and its applications, in very different scientific and industrial areas, have expanded to constitute what is now a mature technique, useful for a tailored synthesis of thin films. Within a general perspective, several books and reviews have dealt with the phenomena involved during the IAD of thin films. Itoh's book of 1989 and some review papers by Smidt (1990), Hirvonen (1991) and Ensinger (1994, 1995, 1997) are noted examples of such publications. This literature covers the advances made during the seventies and eighties in the development of IAD techniques. Much research effort has contributed to new developments and to a more thorough understanding of the basic phenomena involved during IAD of thin films, not only providing an empirical perspective on the effects of ion bombardment on thin film properties, but permitting a clear interpretation of these phenomena on an atomistic scale. The present book aims to provide a comprehensive description of the basic phenomena involved in IAD processes, the different techniques of preparation of thin films that can be considered as ion assisted methods, and some of the applications of the prepared thin films in different fields of science and technology. Throughout this presentation, emphasis is put on results which appeared in scientific literature during the last decade, given that the most important contributions made before are properly discussed in these previous publications. This book is written with the intention that it serve as an introductory manual for researchers, post-graduates and engineers from industry with little or no experience in IAD thin films. Nonetheless, some basic principles of the interaction xm
XIV
FOREWORD
of ions with solid targets are also reviewed with the intention of providing a good scientific basis that will permit a sound and justified presentation of results and phenomena. In this respect, it is hoped that the book will also serve to provide researchers active in this scientific area with a general scheme and practical ideas for the improvement of their investigation in this interesting field of material science and technology. The book is divided into five chapters dealing with, respectively, the basic principles of the interaction of accelerated ions with matter; a description of the different techniques relying on the IAD concept; the changes experienced by the thin films when subjected to ion bombardment; some applications of the IAD thin films in different fields of science and technology and a description of the major issues related with two sets of materials for whose synthesis the use of IAD procedures is essential (i.e., c-BN and diamond and related materials). Whenever possible, results by updated methods of characterisation of thin films are included as examples of the possibilities of the IAD procedures. In some cases, this presentation of experimental results is accompanied by a brief presentation of the technique, so that non-experts will also be able to understand the main message of the proposed case. We hope that the reader will find this manuscript interesting and, what would be even more satisfactory for the authors, useful for their own investigations. Finally, we would like to thank Jose A. Rodriguez for his good job preparing the drawings of the different deposition methods included in Chapter 2, and the support provided by the author's research institutions (i.e., CSIC, Universidad de Sevilla and Universidad Autonoma of Madrid).
Seville and Madrid May 2002
CHAPTER 1 BASIC CONCEPTS ON THE INTERACTION OF LOW ENERGY ION BEAMS WITH SOLID TARGETS
The assistance of the deposition of thin films with ion bombardment produces significant modifications in their characteristics and therefore in their final properties. Thus, densification, adhesion to a substrate, intrinsic stress, grain size, texture (preferential orientation of certain crystallographic planes), or even changes in the growing phases can be affected and controlled by ion-assisted deposition (IAD) of thin films. To understand how ion bombardment induces such effects, the physical basis of the interaction of energetic particles with condensed matter needs to be established. By energetic particles we mean those with kinetic energies typical of IAD processes, i.e., from a few tens to a few thousands of eV. Mostly, these particles are ions or at least particles whose kinetic energy is supplied when they are charged, before their interaction with the growing film. Throughout this book we use the term "ion" for the impinging particles that assist the film growth, but we should bear in mind that energetic neutral particles would show similar effects to the corresponding ions. As an energetic ion traverses a solid, it interacts with the electrons and the nuclei of the atoms forming its structure. This interaction results in the deflection of the ion trajectory from its original direction until it stops. The key point is that part of the initial kinetic energy of the ion is shared with the atoms of the solid due to collision events. Ion beam modification of materials can be explained by describing the ion-target atom interactions. Thus, through a proper description of such an interaction, it is possible to estimate the depth reached by the ions or the energy deposited along the ion track in the solid. In this chapter, the basic concepts of the interaction of energetic ions with condensed matter are introduced. The interaction between the energetic ions and target atoms is described through interatomic potentials. Concepts such as the stopping power, range of the penetrating ions, or damage energy are introduced and evaluated within simplified models. In addition, the consequences of the energy transfer of the impinging particles to the solid are also considered. Thus, the 1
2
Low ENERGY ION ASSISTED FILM GROWTH
formation of ion cascades, thermal spikes and the appearance of sputtering will be described. In all cases, we will try to give analytical expressions for the evaluation of the different magnitudes presented. These expressions do not pretend to be exact, but rather to give an indication of the dependencies on the energy and other characteristics of the ions (e.g. atomic/molecular weight, charge) and similar features for the rest atoms in the solid. Readers interested in a more exhaustive description of the interactions are referred to the works Lindhard et al. (1963), Winterbon et al. (1970), Sigmund (1981), Eckstein (1991) or Nastasi et al. (1996).
1.1. Introduction In this chapter, we introduce several magnitudes that enable an analytical description of the interaction between energetic ions and substrate atoms regarding mass transport and energy deposition. The basis of these interactions will be described by the interatomic potential between two particles. The effect of thermal vibrations, the concepts of the binding energy of a set of atoms and displacement energy will be introduced. Other concepts closely related to the description of the interatomic potential, such as screening function and screening lengths, will also be presented. To get a simplified view of the interaction, the so-called power law approach will be considered for the description of the interatomic potential and used extensively throughout this chapter. Binary collisions between impinging ions and rest atoms are always considered. These collisions will be characterised energetically by the so-called reduced energy of each particular collision. The use of this magnitude is convenient to sort out the type of interaction taking place, which in principle depends not only on the actual kinetic energy of the impinging ions, but also on the particular characteristics of the colliding particles. Ion energy losses can be due to "elastic" collisions with the rest atoms of the substrate and to the electronic excitations. These two effects will be quantified by using scattering probabilities or scattering cross sections for each type of interaction.
BASIC CONCEPTS ON THE INTERACTION OF LOW ENERGY ION BEAMS . . .
3
Once the physics of the interactions is established, we will proceed to describe the ion penetration range and damage energy distribution. These two magnitudes will give us a fairly clear idea of the size of the altered layer due to assistance with energetic ions and the expected effects in this altered layer due to the amount of energy deposited. As we will justify, atom relocation is a natural result of the deposited energy, and the damage introduced in the surface will be described by the formation of "spikes" or local atom rearrangements along the ion tracks. As a consequence of the deposition of energy in the altered layer, removal of material from the target (i.e., surface sputtering) takes place. The sputtering phenomena will be discussed and correlated with the energetic of the bombarding ion - target atom interactions. Finally, at the end of this chapter we will also present a description of the parameters that can be controlled in practice during IAD growth of thin films and their correlation with proposed models that justify experimental results obtained by the assisted growth. Throughout this book, we use the units typically considered by the thin film community. Thus, we will express lengths and thicknesses in nanometers (nm), kinetic energies of the particles or deposited energies in electron volts (eV). The mass and charge of the particles involved will be expressed in atomic units.
1.2. Interatomic interaction 1.2.1. Atoms in condensed matter Atoms in solids are located at their equilibrium positions, distributed according to the constraints of interatomic potentials V(r). In a solid at equilibrium, the interatomic potential must have a minimum at an equilibrium distance r0. The actual location of the atoms in a solid is a compromise between the attractive and repulsive forces acting on them. There are several models that have been proposed for the description of the interatomic potential of atoms in solids. Among them, the hardsphere potential, the square-well potential and the more realistic one proposed by Morse (1929) and Lennard and Jones (1924) can be mentioned. The latter can be expressed analytically in the form
4
Low ENERGY ION ASSISTED FILM GROWTH
V(r) =
(1.1) \
r
J
where ch c2, p and q (p > q) are constants. Figure 1.1 shows a schematic representation of the Lennard-Jones interatomic potential V(r). It is composed of positive and negative contributions that represent repulsive and attractive energies, respectively. The repulsive part vanishes more rapidly than the attractive, so that the addition of both contributions results in a minimum for the potential at the equilibrium position r0. Thus, according to this potential, if the distance between the two atoms is smaller than r0 the atoms will experience repulsion, while if r>r0 the atoms will experience attraction.
V(r) ', repulsive energy 10) we recover the Ex dependence typical of Rutherford scattering.
18
Low ENERGY ION ASSISTED FILM GROWTH
Figure 1.8 shows the nuclear scattering cross sections for the different energetic regions considered in this section according to power law potentials (i.e., different m values) compared to that obtained from a full calculation within the Thomas-Fermi model. The electronic stopping cross section, also reported in this figure, will be discussed in next section. 0.5
Se(Jfc = 0.4) S (k = 0.2)
'to 1
0.4-
CO *
0.3
"to 00
1
0.2S (Thomas-Fermi)
0.1
0 . 0 ~ **"" i
1E-3
i i i 11111
0.01
i
i
i 111 i i |
0.1
i
i
i 111111
1
i
i i 111n|
10
reduced energy e Figure 1.8. Reduced nuclear and electronic stopping cross sections versus the reduced energy e, according to Eqs. (1.20) and (1.21).
Note for example that the approach of considering power law interatomic potentials with m = 1/3 is fully justified because in most collisions taking place in IAD processes, £ is smaller than 0.1 (compare the results shown in Figures 1.6 and 1.8). As an example, to get an idea of the importance of the nuclear stopping in IAD thin films, the stopping power calculated according to Eqs. (1.9), (1.16) and (1.20) for 400 eV Ar ions impinging on a silicon substrate is -270 eV/nm (i.e., the impinging ions lose 67% of their original energy in a path of 1 nm). This value indicates that a very shallow penetration of the ions is expected for the energy ranges typical of IAD processes. However, the description of the ion energy losses due to elastic collisions with the target atoms considered in this chapter within a power law approximation, is a very simplified image of the process. There are, in the literature, sophisticated models based on more complete and realistic descriptions of the particular
BASIC CONCEPTS ON THE INTERACTION OF LOW ENERGY ION BEAMS . . .
19
interaction between colliding ions (Ziegler 1985). Our purpose here is only to give simple analytical expressions that enable a fast evaluation of the tendencies expected when changing experimental parameters such as the atomic number of the colliding atoms or the kinetic energy of the impinging ions. Readers interested in a more accurate description of the nuclear stopping cross section are referred to those publications.
1.3.1.2. Electronic stopping In addition to nuclear stopping, it is also important to have estimations of the electronic stopping power, i.e., the energy spent in electronic excitations that do not contribute to atom relocation. Among the different models available in the literature that take into account electronic losses (Nastasi et al., 1996), we will consider here the extensively used Lindhard-Scharff model (Sugiyama 1981), in which the reduced electronic stopping cross section in the low energy regime of interest in IAD can be expressed as Se(e) = ke'/2
(1.21)
where k is the so-called electronic energy-loss parameter given by
72/37l/2
Z,;
k=
Z,2
(
7+ ^ 1
12.6M'2/2(Z2,'3 + Z2/3
f*
(1.22)
In practice, in most cases k takes values between 0.2 and 0.5 (see Figure 1.9). Note that the contribution of the electronic stopping is more important when light energetic ions interact with heavy target atoms. In general, in the low energy regime (i.e., for £ < 0.2) the energy involved in electronic excitations is small compared with the energy spent in nuclear elastic collisions. This is shown in Figure 1.8 where the nuclear and electronic contributions to the stopping cross section are compared. However, since the electronic loss rate increases with the energy of the ion, for collisions characterised by reduced energies £ of the order of 1, both nuclear and electron cross sections have similar values. In these conditions, the electronic stopping may easily account
20
Low ENERGY ION ASSISTED FILM GROWTH
for a considerable amount of the energy otherwise available for atom displacement during IAD processes.
0.8
o• >> • i * 61) U >at s S a © u
*-•
Dfi
0.4
08
t-
a a
0.2
a*
01
o.o-i—.—,—.—i—.—i—.—i—.—,—.—i—.—i—.—I 10 20 30 40 50 60 70 80
Figure 1.9. Electronic energy-loss parameter k for O, Ar and Kr ions, as a function of the atomic number Z2 of the target atoms, according to Eq. (1.22). M2 = 2.2xZ2 has been considered for simplicity.
Following the example of 400 eV Ar bombardment of a Si target mentioned in the previous section, the expected electronic energy loss rate according to Eqs. (1.16), (1.21) and (1.22) is -11 eV/nm, i.e., much less than the -270 eV/nm employed in nuclear elastic collisions.
1.4. Range of energetic ions in solids Until now, we have introduced expressions to estimate the rate at which the kinetic energy of an impinging ion is lost either in electronic excitations or through elastic collisions with the target atoms. As a result of this energy loss, the impinging ion will slow down until it stops completely. The total path R travelled in a solid by the penetrating ion before it stops is known as the ion range. The range that an ion travels in a solid can be calculated from the energy loss rate as
BASIC CONCEPTS ON THE INTERACTION OF LOW ENERGY ION BEAMS . . .
R=C°
(dE)
dE
21
(123)
J
E y dr
j
The main parameters governing the range R are the kinetic energy E of the ion, and the atomic numbers of the ion and atoms in the target. In fact, if we neglect the electronic stopping and make use of the power law approximation, R can be evaluated from Eqs. (1.15), (1,16), (1.20), and (1.23) by the expression R =
0.0796(M,+M2)2 Na2 M,M2
l-mc2m rnlm
where N is the atom density of the target in atoms per nm3, a the interatomic screening distance defined in section 1.2.2, and m and Am are parameters in the power law approximation of the interatomic potential (cf. Table 1.1). Figure 1.10 shows the range R that can be obtained for Ar and O ions travelling in Si and Zr solids as a function of their kinetic energy, according to Eq. (1.24). Note that for a fixed substrate, the heavier the impinging ion, the higher the range R, while for a fixed impinging ion, an increase on the atomic number of the atoms of the substrate Z2 results in an increase of the ion range R. This behaviour is related to the ability of transferring energy in a collision event, and it follows roughly the same dependence as the maximum energy transferred in a single collision event TM introduced in Eq. (1.12). Another conclusion from Eq. (1.24) is that for standard IAD processes (i.e., m = 1/3), R varies proportional to EVi'. Note also that electronic stopping will tend to decrease the actual ranges calculated with Eq. (1.24). It is also worth noting that the range R for low energy ion beams (E < 100 eV) takes values less or around that of 1-2 nm, i.e., a very shallow penetration is expected in these cases, typical of IAD processes. The time t for a primary ion with initial energy E to come to rest can be approached by the ratio of its range R divided by half of its initial velocity, (i.e., t ~ 2Rlv). This gives a time scale of ~10"13 s for the process, i.e., of the order of the lattice vibrations. Then, the approach made previously (cf. section 1.2.2.) that the atoms of the solid are at rest during the interaction with the energetic ions is fully justified.
22
Low ENERGY ION ASSISTED FILM GROWTH
S c M
a U
i i i 11
1000
10000
kinetic energy E (eV) Figure 1.10. Typical ion ranges involving O and Ar ions impinging in Si and Zr substrates, calculated according to Eq. (1.24). Solid lines: m = 1/3; dotted lines m = 1/2.
The range R introduced above refers to the total path travelled by the ions before they stop. From a practical point of view, it is also interesting to know the socalled projected range Rp, i.e., the total path travelled by the ions along the direction of incidence. A schematic representation of the total range R and projected range Rp of penetrating ions in solids is depicted in Figure 1.11.
Figure 1.11. Schematic representation of the total ion range R and the ion projected range Rp .
BASIC CONCEPTS ON THE INTERACTION OF LOW ENERGY ION BEAMS . . .
23
The relationship between R and Rp depends again on the kinetic energy of the impinging ion E, and on the particular atomic numbers of the projectile ion and target atoms. Thus, the ratio Rp/R decreases as the mass ratio A/2/M/ increases. This effect is easily understood if we consider the expected dispersion of the ion trajectories. Heavy ions impinging in light substrates (Mi > M2) will have weaker deflection of their trajectories than light ions impinging on heavy substrates (M/ < Mi). In practice, it has been proposed the following phenomenological expression relating R and Rp (Lindhard et al., 1963)
R
1 + B(M2/M,)
where B takes values of -0.6 for m - 1/3 and -0.33 for m - 1/2. Figure 1.12 shows the ratio R/R according to Eq. (1.25). The behaviour shown in Figure 1.12 is similar to the one reported by Winterbon et al. (1970).
0.0-1 0.1
. 0.2
.— 0.5
1
. 2
.— 5
10
M2/M1 Figure 1.12. Projected range Rp and the total range R as a function of the mass ratio MJM, for m = 1/2 and m = 1/3, according to Eq. (1.25).
In the literature there are other strategies to estimate projected ranges of ions. The most popular is the Montecarlo calculation made by TRIM software (Ziegler 1985). If the reader is interested in the detailed description of TRIM code, or other sources of computer simulation of ion-solid interaction, he should consider the review by W. Eckstein (1991). To make a critical view of Rp values obtained
24
Low ENERGY ION ASSISTED FILM GROWTH
from Eqs. (1.24) and Eq. (1.25), Figure 1.13 shows a comparison between Rp obtained with the TRIM code and that with the previous Eqs. Note that the degree of agreement is in general very good although the electronic losses are not included in Eq. (1.23) and (1.24). According to Figure 1.13, the projected ranges of 0 2 + and Ar+ ions with kinetic energies of 1000 eV in a Si matrix are 2.8 and 3.1 nm, respectively. I I • • |
1
1
1..,.,
,,,l
—,
s •.
I
I
I i-TTiri
r-1 i
i i i ii
10-
10-
s/
ii
,—,—,,1—T
j/gjyX?
4
'•
/jJ^Xfr
U-
o— s\A
p^Ar— Si
1-
100
1000
E (eV)
10000
100
1000
10000
E (eV)
Figure 1.13. Comparison of the projected ranges calculated according to the power law approximations (solid lines) and TRIM simulations (symbols) for several ion —» target systems.
Until now, we have always dealt with monoatomic target materials. In the case of IAD growth of compounds as oxides, nitrides or carbides this is not the case. For a compound AxBy (an oxide for example), it has been proposed a projected range given by
Rp(AxBy)=N
(Rp(A)/NA)(Rp(B)/NB) (yRJA)/NA) + (xRJB)/NB)
(1.26)
where x + y - 1, Rp(A), Rp(B), NA, and NB are the projected ranges and the atomic densities in pure A and B targets respectively, and AT the atomic density of the compound. Another aspect refers to the uncertainty in the determination of Rp. The trajectory of energetic ions in condensed matter is a stochastic process. The
BASIC CONCEPTS ON THE INTERACTION OF LOW ENERGY ION BEAMS . . .
25
projected range Rp introduced before is the most probable value among a distribution of distances for an ion to come to rest. The standard deviation from the mean distance Rp is called the range straggling ARP. This straggling is expected to be small for heavy ions impinging in light targets (i.e., M2I' Mj< 1), but it can increase dramatically as the ratio M2 I M; increases, i.e., when light ions bombard heavy substrates (Winterbon et al., 1970). In many cases, it is a reasonable approach to consider that ARP = 0ARp (Nastasi et al., 1996).
1.5. Spatial distribution of deposited energy As a result of the slowing down of the impinging ions, their initial kinetic energy is deposited along the ion track within the film. The depth profile of the deposited energy is not necessarily identical to the implantation profile. The energy loss rate depending on the position of the ion in its track x is known as the deposited energy depth distribution function FD(x). If we neglect electronic stopping and the atomic displacement threshold, FD(x) can be obtained within the power law approximation by (Winterbon et al., 1970)
FD(x) = ^-{l-X-Jm" D
2mR{
(1.27)
R)
Since Eq. (1.27) does not take into account the displacement threshold, it really refers to the spatial distribution of the energy available to displace atoms. In the case of an IAD process with high-energy ion bombardment (i.e., m - 1/2), FD(x) takes a constant value EJR, i.e., the deposited energy is evenly distributed along the range R. On the other hand, in the more common IAD case of medium and low energy bombardment (i.e., m = 1/3), FD(x) is proportional to (1 - x I R)05, i.e., the energy of the impinging ion is lost preferentially at the beginning of the ion track. This means that in typical IAD processes, the deposited energy is located in the shallower regions as compared with the penetration range of the ions, i.e., at the surface of the bombarded substrates or growing films. Figure 1.14 illustrates the variation of FD(x) with the primary energy of the impinging ions for the cases m 1/2 and m = 1/3. Strictly speaking, previous Eq. (1.27) is only valid for ions slowing down continuously along a straight line. This approach breaks down for M, < M2. Taking
26
Low ENERGY ION ASSISTED FILM GROWTH
1.SE/R^ \ ^ m = l/3 m = l/2 fc."
0.5E/R-
—i
0.0
o.a
0.4
0.6
1
1
0.8
—'
1.0
x/R Figure 1.14. Deposited energy depth distribution function FD(X), i.e., location of the deposited energy versus path travelled by the ion, for high (m = 1/2) and low energy IAD processes (m = 1/3).
into account more realistic trajectories for the ions, Winterbon et al. (1970) found that the mean location of the deposited energy or average depth of damage {FD(x)) = (X) depends on the M21 Mt ratio as it is shown in Figure 1.15. Note that the implantation profile Rp versus R does not coincide with the damage profile (X) versus R, (cf., Figures 1.12 and 1.15). The straggling of the energy profile in the direction parallel (AX 2)m and perpendicular (Y2)m to the ion trajectory are also depicted in Figure 1.15 for the typical energies involved in IAD processes (m = 1/3)
Ma/M, Figure 1.15. Average depth of damage (X) and damage straggling in the direction parallel (E)/E as a function of E for different ion-target systems according to Eq.(l .28)
Another interesting magnitude to quantify the damage induced by particle bombardment is the average number of displaced atoms in a cascade produced by a primary ion (or by a PKA) of energy E. Usually this magnitude is known as the displacement damage function (Nd (E)). For ion kinetic energies lower than the displacement energy, there is no possibility for atom displacement (i.e., (Nd (E)) = 0, if E < Ed). At the same time, as long as the kinetic energy of the ion is greater than Ed, and smaller than 2E/1;, (where 2; accounts for energy losses due to electronic excitations; in practice t, - 0.8-0.9) then (Nd (E)) = 1. On the other hand, for higher energies {Nd (E)) = %v(E)/2Ed, so that in general
(Nd(E))=
0 1 $v(E)/2Ed
(for
0<E<Ed)
(for
Ed<E M+ + G° + e\ where G* refers to Ar or any other excited atom species from the plasma). Much research has been carried out to estimate the degree of ionisation of the metal atoms before arriving at the substrate. The reported values range between 30 and 0.03 %. The most realistic results seem to be of the order of 1% or less. Properties of the thin film (hardness, adhesion, density, etc.) are very much dependent on the degree of ionisation. The ionisation percentage can be changed experimentally by modifying process parameters such as the type of plasma gas or the gas pressure and electrical field strength (Ahmed, 1987). The number of ionised metal atoms plays a vital role in reactive ion plating processes, especially in low temperature reactions aiming at the synthesis of oxide or nitride thin films. Another characteristic of an ion plating
64
Low ENERGY ION ASSISTED FILM GROWTH
process that is very interesting for the control of the thin film properties is the energy distribution of the Ar+ ions in the plasma. Usually, the distribution profile is characterised by an exponential decay of the percentage of ions as a function of their energy. The maximum energy corresponds to the discharge voltage, while the average energy ranges around 10% of that maximum energy value, depending on experimental parameters such as gas pressure, electrical field, etc. In comparison with the aforementioned procedures based on the use of independent ion sources (cf., section 2.1), the energy, momentum and other characteristics of the species involved in the deposition are less controlled in the ion plating methods. This fact stems from the complex energy distribution function of the ions and because other process parameters such as the ion current (i.e., number of ion species impinging on the target) cannot be directly pre-established. By contrast, ion-plating methods usually provide a higher film growth rate and are less size restricted than the methods using independent ion sources where the beam diameter determines the sample size. Here, the plasma volume usually occupies the whole chamber and therefore larger samples can be covered with the species coming from the crucible. Another interesting feature of the ion plating procedures is that deposition may also occur in out of line directions. In fact, according to the schema in Figure 2.9, additional deposition lines are created through the electrical field lines leading to the back or other zones of the substrate. However, we must bear in mind that homogeneity is not preserved in these out of line sample regions.
2.2.2. Ionised magnetron sputtering (IMS) Magnetron sputtering is a widely used method of deposition of thin films that is utilised for a large variety of applications at laboratory and industrial levels (Kelly et al., 2000). High deposition rates, easy scaling, possibility of depositing metals as well as insulator materials and good quality of the deposited films are some of the advantages that have made this method so popular in many fields of thin film research and technology. A magnetron-sputtering device consists of a target (or cathode) plate that is bombarded by energetic ions generated in a glow discharge plasma, situated in front of the target. The bombardment process causes the removal (i.e., "sputtering") of target atoms, which may then condense on a substrate as a thin film. Most species sputtered from the target are neutral atoms. For certain applications, such as, for
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
65
example, the semiconductor industry where high aspect ratio features have to be homogeneously covered (the aspect ratio is considered as the depth/width ratio of the feature) magnetron sputtering does not provide the desired finishing (cf., section 3.3.3). To overcome this problem and to deposit metals into trenches and tracks of high aspect ratio for interconnects in electronics, the classical magnetron sputtering procedure was modified into the so-called "ionised magnetron sputtering" (IMS) method, also known as "ionised metal physical vapour deposition" (IMPVD) (Rossnagel et al., 1993). In IMS, physical sputtering, typically from a magnetron cathode, produces a flux of metal atoms in the direction of the substrate. A secondary plasma, typically inductively coupled (ICP), is produced between the target and the substrate by a radio frequency (RF) driven antenna. A scheme of the experimental set up is shown in Figure 2.10. It consists of a sputtering source, a two turns coil of a large size to generate the plasma and a holder with the substrate placed on it. The holder can be either biased or located behind a series of grids. Both configurations aim to accelerate the ionised metal atoms before they impinge onto the substrate. In the experimental configuration of Figure 2.10, the plasma is sustained by the inert gas (Ar, Ne) used for sputtering. Since the pressure is in the range of some tens of mbar, the sputtered atoms are slowed down and ionised before they reach the substrate. Preferential ionisation of the metal atoms by the free electrons of the plasma occurs because they have an ionisation potential (IP) smaller than that of the inert gas (e.g., IP of Al is 5.98, while that of Ar is 15.75 eV). Depending on the working conditions, ionisation fractions may vary from 10 to 90% of all metal atoms. For a constant pressure of the inert gas, the ionisation fraction increases with the RF power and decreases with magnetron power. After collision with the atoms, the plasma electrons lose a significant part of their energy producing the cooling and, eventually, the complete quenching of the plasma. Magnetron sputtering is considered a physical vapour deposition procedure. The IMS method constitutes a very simple and efficient modification of this well tried method that provides an efficient way of assisting the growth of a thin film with ions formed during the same deposition process. A clear advantage of this procedure is that it only requires a simple modification of a conventional magnetron deposition system consisting of incorporating a RF field within the deposition chamber. A disadvantage in relation to those IBAD methods that incorporate an independent ion source for assistance of the growth process (cf, section 2.1) is that the energy of the ion species and the effective current at the sample position are not well defined and their control is not straightforward. Another problem of the method
66
Low ENERGY ION ASSISTED FILM GROWTH
is contamination. In this respect, a careful adjustment of the working conditions is necessary to avoid the sputtering from the material of the immersed coils.
I F Colli
Vacuum Figure 2.10. Scheme of an IAD experimental set-up combining magnetron sputtering, plasma ionisation and acceleration grids.
2.2,3 Filtered vacuum arc deposition (FVAD) In the aforementioned methods, ion plating or ionised magnetron sputtering, the metal ions reaching the substrate are produced by interaction of vaporised metal atoms with Ar plasma. The vacuum arc deposition method can be considered by itself as another IAD procedure since it involves the accelerated ion species that has been produced by ignition of a vacuum arc. A typical vacuum arc is produced when a high current arc (e.g. hundred Amps) flows between an anode and a cathode after applying a voltage difference between them (typically some tens of volts). This high current intensity first melts and then evaporates the material from the cathode surface. Within the discharge region, a plasma arc is formed with the evaporated
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
67
material. The cathode discharge spot can be regarded as a micron-sized source of a neutral plasma consisting of electrons, metal atoms, metal ions and even micronsized droplets of the cathode material. Table 2.2 lists some typical values of current density, electron temperature, pressure, ion energies, etc. found in an arc discharge (Martin et al. 1992). In terms of thin film deposition, the most interesting features of a vacuum arc are the charge state of the ions (the arc produces multi-charged species), the ion fraction and the ion energy distribution. The actual values of these parameters are strongly dependent on the type of evaporated material and the figures quoted in Table 2.2 should only be taken as an orientation. Table 2.2. Standard parameters of a cathode spot discharge
Parameter Current density Electron density Electron temperature Crater size Ion energy Ion fraction
Range 107-1010Am"2 5-1020 m 3 (Cu) 3-6 eV (Cu) 6-9 eV (Al) 1-20 u.m 25-75 eV 0.1-10
The presence in a vacuum arc of metal atoms and droplets besides ion species makes this technique unsuitable for the preparation of thin films with strict specifications. In particular, particle contamination due to the deposition of the vaporised metal droplets may be deleterious for many thin film properties. To avoid such contamination, several experimental approaches have been developed with the aim of removing the neutrals and micro particles from the vaporised source, while leaving the ionised species unaffected (Martin et al., 1992). The filtered vacuum arc deposition (FVAD) constitutes a very effective procedure for this purpose. A typical experimental set-up is shown in Figure 2.11. It consists of a vacuum arc source composed of a cathode, an anode and a trigger electrode to initiate the arc. A magnetic filter serves to remove the neutrals and the droplets, while only the ionised species can traverse it and reach the substrate holder. Although there are several designs of filters based on different concepts (Sanders et al., 2000), the most popular one is the magnetic filter based on the application of a toroidal magnetic field parallel to the wall of a torous. In a system of this type, the magnetic field forces the charged particles to describe a circular trajectory preventing their collisions with the torous walls. In the presence of a magnetic field, the electrons spiral around the
68
Low ENERGY ION ASSISTED FILM GROWTH
magnetic field lines until they suffer a collision with another particle. If the magnetic field is bent, the electrons follow the curvature. The positive ions are forced to follow the magnetic field lines due to the electric fields developed between electrons and ions. The plasma stays macroscopically neutral. Plasma transport is therefore the result of a combined effect of magnetic and electric fields. Contrary to the charged species, macro particles move along straight trajectories and cannot follow the curvature of the plasma duct.
Figure 2.11. Scheme of an IAD experimental set-up combining vacuum arc evaporation and mass filtering.
The geometrical condition that must be fulfilled for an effective transport of a low-density plasma stream along the toroidal field of a magnetic plasma duct is given by: r/u>l/v0
where
u=(Mcv02)/(ZeRH)
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
69
where u is the velocity of the centrifugal ion drift in the field; M, Z and v0 are the mass, charge and longitudinal velocity of the ions; R is the radius of curvature of the magnetic lines of force; / the length of the toroidal field and r the radius of the plasma duct. Typical ion currents provided with a set-up of this type are in the order of 400 mA, or even higher if a cross electric field is applied to the system. A clear advantage of this method is the high deposition rates attainable with it. A difficulty is that the control of some deposition variables (e.g. ion energy) is not always possible. However, an experimental configuration, such as that in Figure 2.11, offers the possibility of further accelerating the ion species by applying a bias voltage to the substrate. Another alternative is to use an additional ion source to assist the deposition of the growing film by bombardment with the ions supplied by that independent source. This alternative opens the possibility of depositing oxide and nitride materials by assisting their growth with either 02 + or N2+ ions supplied by the ion source. Sometimes, the high ion currents impinging on the substrate in a FVAD set-up may locally heat the growing sample to a high temperature. Besides that, the exact value of the local temperature cannot be determined properly, such heating may have deleterious consequences on the characteristics of the films and may lead to their delaminating or to other undesirable effects. In any case, a precise control of the ion current and other deposition conditions is required for each type of material.
2.2.4 Ionised cluster beam (ICB) In the FAD procedure, the metal ions may have different ion charges and are characterised by a wide energy distribution function. So, it is not always possible to establish a precise correlation between the characteristics of the film and the process parameters. The energies of the ions are in any case small, usually below 100 eV (cf., Table 1.2), except when a biased voltage is applied to the substrate to accelerate charged metal ions before reaching the growing sample. More precise control of the growth process can be achieved with the socalled "ionised cluster beam" (ICB) deposition procedure (Takagi et al., 1975), a review of which has recently been published (Yamada et al., 2001). By this method, metal clusters with about a thousand atoms are ionised, typically with a single charge, and accelerated under the action of an electrical field to energies of some keV. Averaging this energy per each single atom of the cluster yields a small energy
70
Low ENERGY ION ASSISTED FILM GROWTH
per atom, of the order of some eV. Owing to the low energy carried by each atom, the damage produced on the substrate surface is small. Therefore, this method is especially suited to preparing very dense and smooth thin films. Epitaxial growth is also a typical application of this technique. Figure 2.12 shows as an example a molecular dynamic simulation of the interaction of an accelerated 2000 Cu atoms cluster with a Cu(100) surface (Moseler et al, 20(D). The acceleration energy of the cluster is 10 keV and the average energy per atom about 5 eV. During the initial stages of the interaction, the cluster impinges with a very high temperature and pressure over the surface and spreads laterally. Although the initial damage produced at the substrate extends over ten atom layers, relocation and readjustment processes serve to release the accumulated energy. In the end, a well-ordered layer with well-defined interface and little intermixing with the substrate is formed.
Figure 2.12. MD simulation of the interaction of an ionised cluster with a surface. Reproduced from Moseler et al. (2000) with permission.
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
71
A typical experimental set-up for ICBD is shown in Figure 2.13. It consists of an evaporation and cluster formation zone, an ionisation area and an accelerated stage. Initially a metal vapour is ejected into a high vacuum region through a small aperture of a special crucible where metal is vaporised by resistive or electron bombardment heating. The clusters are formed from the metal vapour through adiabatic expansion and atom collision (i.e., cooling wall stage). Then, they become ionised by collision with electrons that are emitted from a filament coil located coaxially in front of the crucible at a negative voltage Va with respect to it (i.e., stage). A negative potential V, is also applied to the substrate to attract the ionised clusters. Under these conditions they reach the sample surface with a kinetic energy of e(Va+Vi). Adjustment of the evaporation and clustering processes to produce a very narrow distribution of cluster sizes is critical for precise control of the thin film characteristics.
Vacuo in Figure 2.13. Experimental set-up for ICBD.
72
Low ENERGY ION ASSISTED FILM GROWTH
The preparation of oxide or nitride thin films by reactive ion cluster beam deposition (RICBD) is also possible by supplying oxygen or nitrogen at the sample position. As for the metal thin films, a typical feature of oxide and nitride thin films prepared by ICB deposition is their smoothness and the possibility of preparing epitaxial thin films grown with a certain preferential orientation of some crystallographic planes (cf., Section 3.9) (Cho et al., 1999). Recently, the experience gained in the preparation of fullerenes and similar carbon clusters has been used to prepare carbon films by ICBD. In this case, fullerenes are directly evaporated and then ionised before impinging on the substrate surface (Maiken et al., 1995). The high vacuum requirements of this technique and the high cost of the overall set-up have limited its use for the preparation of very well defined layer or multilayer structures. An advantage of the technique is that it is compatible with the use of "in-situ" diagnostic methods based on the use of electrons and requiring very strict vacuum conditions. Thus, it is very common to find ICB systems where the growing process of the film can be followed "in-situ" by means of reflected highenergy electron diffraction (RHEED).
2.2.5. Mass selected Ion Beam deposition (MSIBD) This method, also known as Ion beam deposition (IBD), consists of producing ion beams of a given element with very small energy dispersion. The chosen element(s) become incorporated into the substrate where they form a layer (Marton, 1994). This method is usually chosen when well-defined films with good adhesion and controlled characteristics have to be prepared. The most important parameter by this method is the ion energy. Usually it ranges around 100 eV, a value for which sputtering is not yet significant though the sticking probability of the ion species on the surface is high (of the order of the unity, meaning that all the impinging ions will remain on the substrate). Probably the most appreciated effect of the IBD method is that the ions within that energy range can penetrate below the first layer(s) of the substrate where they become incorporated. This feature constitutes the basis of the so-called sub-plantation effect that will be dealt with in detail in section 5.12.3. The growth of the film beneath the surface confers to it interesting characteristics in terms of good adhesion, the possibility of formation of new phases, the production of very smooth surfaces, etc. The reduction of the sputtering yield to a minimum is very important for the achievement of such goals, it also being important that the growth process may occur at sub-surface regions.
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
73
When an accelerated ion approaches a surface there are a series of processes that may occur before and during the incorporation of the element within the layer. Among these processes we can mention affecting the charge exchange, the ion impact and the thin film growth. When an ion species approaches a surface it becomes neutralised at a distance of a few Angstroms from it. Neutralisation is straightforward when the substrate is a ground metal, but it may represent some problems when it is an insulator where charge might be accumulated and eventually produce some arching. As an effect of ion impact the impinging species may either become adsorbed onto the substrate surface, penetrate beneath the surface or be back scattered from the substrate. For the ion energy range used by IBD, back scattering uses to be negligible, while penetration only takes place if the ion energy is above a certain penetration threshold value typical of each material and ion species. For the energy values used in this technique, virtually no collision cascade (cf., section 1.6.1) is produced within the target, but some knock-on and related binary processes that lead to other phenomena such as displacement of atoms and formation of lattice defects. Such processes only occur if the ion species have the minimum energy necessary to produce such displacements once they have penetrated below the surface. The maximum energy transferred in a head-on collision and the minimum kinetic energy of the impinging species necessary to produce atom displacements (i.e., displacement threshold energy, Eth) can be estimated according to Eqns. (1.12) and (1.13) respectively. These equations can be used to estimate the optimum energy values of the ions for the production of thin films by ion incorporation below the surface. If the ions have a kinetic energy Ek<Eth, they can only be stopped within the target lattice by incorporation in interstitial sites. Ions of this nature are optimal for the deposition of high quality films because, even if they penetrate the substrate, they do not create Frenkel pairs involving the formation of atom vacant positions in the lattice. However, for practical reasons, the actual energy of the ions is usually much higher than £,A. Once the ion species have penetrated within the surface, several processes can be involved in the formation of a thin film. First is diffusion towards the surface. Thus, the excess of atoms incorporated in regions near the surface by ion bombardment may diffuse away to the surface to compensate the excess of surface energy. Actually, for the synthesis of many thin films, this process is not desirable because thin films grown on the top of the substrate surface are less dense than those grown in sub-surface regions. Growth of metastable phases can also be
74
Low ENERGY ION ASSISTED FILM GROWTH
hindered if diffusivity is high. A clear example of this is the growth of diamond films for which the substrate cannot be heated during deposition to avoid diffusion of carbon atoms to the surface where they would aggregate as graphite (cf., section 5.23). At present, IBD procedures are still expensive and are mainly used for research purposes to get very good quality model thin films and/or to study basic processes of thin film formation. Nevertheless, some applications have also been reported for the synthesis of GMR reading heads (cf., section 4.7.2). Carbon, metal, semiconductor (Ge and Si) and some compound (SiC, III-V compounds, BN) thin films have been prepared with this method. The experimental set-up required for this procedure consists of the following elements: an ion source, a mass selector element, an ion deflector section and an ion decelerator. These parts are schematically represented in Figure 2.14. The whole system works under UHV conditions. The ions, once they have been produced by the ion source, are massselected (a classic compilation of beam sources for heavy ion production is that of Freeman et al, 1977; other designs for ion sources have been reported by Ensinger, Extractor
Ion sottFce
Mass selector Flight tube
Decelerator Substrate
1®'
II"
it-
it-
IfT
II
Pressure (Torr) Figure 2.14. Scheme of an IBD set-up.
1992). The mass selection section, consisting of a magnetic mass analyser, is required to produce a pure beam of ions for deposition. The need for such a set-up is obvious when metal ions such as C+, Si+S etc., are the selected species for deposition
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
75
and have to be separated from other gas residual ions. Before being mass-selected, the ion beam extracted from the source is accelerated from the source potential (i.e., Us) to the flight tube potential, usually to a few thousand volts. It is therefore necessary to decelerate the beam of ions before it impinges the target. This is done in a combined system consisting of a deflector and a decelerator section. In the deflector section, the ions are separated from any neutralised species present in the beam. Then, deceleration up to ground potential is carried out, either with a magnetic or an electrostatic lens system. The effective kinetic energy of the ions when they reach the target surface is given by the source potential, i.e., Ek-Us/e~. Either the extraction-accelerator or the decelerator parts have to be constructed so that they produce rather mono-energetic ion beams free from any other impurities, neutrals, etc. For some experiments involving the simultaneous deposition of two elements, multiple-source systems have been constructed. They usually consist of two independent lines, in which case the orientation of the substrate towards the lines and the adjustment of the deposition conditions are critical for a precise control of the stoichiometry of the film.
2.3. Plasma immersion ion implantation The plasma immersion ion implantation (PHI) technique was developed in the mid eighties for the surface modification of different materials such as metals, ceramics, etc. Since the thickness of the surface layer that has to be modified by this technique is of the order of several tenths of a nanometer, the energy of the ions must be relatively high. In this respect, this technique presents some similarities the ion implantation methods, where a beam of highly energetic ions (N2+, 0 2 + , Ar+, metal ions, etc.) of some tenths or even hundreds of keV is extracted from an ion accelerator to be implanted within the external layers of a target (Riviere, 1992). However, while the conventional ion implantation is a line of sight method, the PHI technique avoids such restriction and permits implantation and deposition by using a much simpler and less expensive deposition system. In this book dealing with IAD methods, we include a discussion of the PHI procedure because it can be modified to produce not only ion implantation but also ion-assisted deposition of thin films.
76
Low ENERGY ION ASSISTED FILM GROWTH
2.3.1 Plasma immersion ion implantation (PHI) The PHI technique developed by Conrad and co-workers (Conrad et al., 1987) is not a line of sight process and does not require the use of expensive ion accelerators. In principle, no size or shape restrictions exist in PHI. The target piece is placed within a plasma and is pulse biased to a high negative potential (i.e., several tenths of keV) relative to the chamber walls. Plasma ions become accelerated towards the target where they become implanted. High ion implantation doses can be obtained by this procedure. Since the total time of application of the pulses is small compared with the total time of operation, extra heating of the sample is avoided. When a large negative potential pulse is applied to a target piece placed within a plasma, a plasma sheath develops around the target. Acceleration of ion species across the plasma sheath surrounding the target means the line-of-sight restrictions of conventional ion implantation are avoided. Three different stages have been considered in the evolution of the plasma sheath within a pulse (Le Coeur et al., 2000). Figure 2.15 shows a scheme of the evolution of the plasma sheath in relation to the magnitude of the ion current arriving at the target as a function of time. The voltage profile through a pulse is also reported in the figure. The plot shows that, initially, there is a drastic and sharp increase of the current followed by a nearly constant value until the pulse vanishes. During the initial stage of formation of the sheath, electrons are repelled from the target, leaving behind an unbalanced number of positive ions in an ion matrix sheath. These ions become accelerated towards the substrate. The energy distribution of the ions when they reach the surface of the target depends on their initial position within the plasma sheath. As the target collects the ions, new ions are extracted from the plasma and, therefore, the length of the plasma sheath increases. On a longer time scale within the pulse, a steady state is reached (the so-called Child-Langmuir state) and the sheath remains static until the voltage is removed. An interesting magnitude for the operation of the PHI technique is the maximum thickness that the sheath may reach within a pulse. In a first approximation, it can be estimated that the maximum sheath thickness is given by:
g = XJeV0/KTef
(2.1)
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
77
where V0 is the potential of the substrate during the pulse, Te is the electron temperature of the plasma and Xye the electron Debye length. As an example, for V0 = 100 KV the sheath thickness may reach a value of 40 cm. The expected value of the sheath thickness has to be considered for properly scaling the size of the experimental reactor that has to be scaled to contain a plasma volume greater than the sheath region.
Formation of matrix sheath
Sheath expansion
Steady state (Ghild-Langmuir)
Figure 2.15. Evolution of the current and voltage through a pulse in a Pill experiment. The formation process of the plasma sheath is schematically represented.
For good control of the implantation process it is also necessary to know the energy distribution function of the ions. Implantation with almost monoenergetic ions is possible by adequate control of the pulse variables. A condition for monoenergetic implantation is that the transit of ions through the sheath is collisionless. This implies that the mean free path of ions through the plasma is larger than the plasma sheath length. To achieve these conditions, low-pressure plasmas are preferable. The use of ECR plasmas, rather than hot filament plasmas, is recommended for such purposes, especially in the case of the production of reactive plasmas.
78
Low ENERGY ION ASSISTED FILM GROWTH
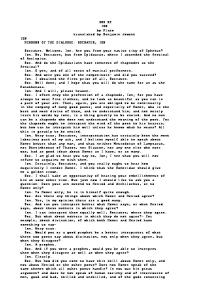
2.3.2. Plasma immersion ion deposition (PUD) Previous considerations apply to the implantation of ions from a plasma gas. The final result is the formation of an implanted layer (of an oxide, nitride, etc.) with an average composition that depends on the chemical characteristics of the plasma. In this sense this technique has to be considered as an implantation rather than a deposition technique. The PHI concept can also be applied by positioning the target within a metal plasma. Under these conditions, implantation of accelerated metal ions takes place during the time of application of the pulse to the target, while deposition of metal species takes place when the sample is not being pulse biased. The interaction of accelerated metal ions during the pulse period with the previously deposited metal layers can be considered as an ion assisted process where phenomena such as energy and ion momentum transfer will contribute to modify the physico-chemical characteristics of the layer. A wide range of material modifications can be obtained by adjusting the implantation/deposition duty cycle and the magnitude of the substrate bias voltage. Moreover, if a reactive gas is introduced into the chamber (e.g. 0 2 , N2), a film of a new compound can be produced. Metal plasmas can be produced very efficiently in vacuum arc set-ups combined with PHI devices. Figure 2.16 shows a scheme of an experimental facility that combines a filter vacuum arc apparatus to generate a metal plasma and a pulsed substrate to induce the implantation of ion species from the plasma (Anders, 1997). Pulse characteristics of the vacuum arc source and the magnitude of the substrate bias are also compared in the figure. It is apparent that each arc pulse can be synchronised with the bias pulses of the substrate. Tuning the two types of pulses can change the overall efficiency of the process. In the pulse scheme of Figure 2.16 the two types of pulses have been adjusted so that biasing the substrate only occurs in the presence of metal plasma. In this way, pure ion implantation takes place without any film deposition. There are other variants for the adjustment of the pulse arc that lead to a large diversity of processes and, conversely, thin film properties. If implantation and deposition phases are alternated during the implantation phase a freshly deposited film is bombarded with energetic ions, thus leading to the formation of an intermixed layer that would be responsible for a superior adhesion of these films. When working with vacuum arc plasma, the sheath formation mechanism proceeds in a similar way to the "conventional" gas plasma version of the PHI technique. However, some peculiarities deserve a specific comment. In these
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
79
plasmas, multiple charged Ion species are very abundant and the overall degree of ionisation is very high, sometimes approaching total ionisation. Under such conditions the ions Impinging on the target will have different energies according to their charge and the sheath thickness Is smaller than In conventional plasma.
High Voltage
Sequences of f tie high visltage pulsing
Vacuum
Figure 2.16. Scheme of an IAD system Integrating a FVA and a pulsed substrate to induce Ion Immersion processes (I.e., PHD).
PHI and deposition has also been attempted by combining magnetron sputtering with pulse biasing the substrate or by evaporation of a metal within a plasma surrounding the substrate (Brown et al., 1999). As an example of the possibilities of this latter technique. Figure 2.17 shows an SEM micrograph of an A320:r2S102 mullite thin film deposited on SiC. The film is prepared by multiple FVA from two vacuum arc sources of Si and Al and by adding some oxygen in the deposition chamber. The high compactness and planarity of that film is apparent in the figure. Perfect control of the stoichiometry of the deposit and an enhanced thin film adhesion are some other features of this type of thin film preparation that was achieved by the synthesis of this mullite material.
80
Low ENERGY ION ASSISTED FILM GROWTH
Figure 2.17. TEM micrograph of a cross section of a AR> r 2SiO- mullitc thin film deposited on SiC by PIID. Reproduced from Brown et al. (1999) with permission.
2 A Broad beam ion sources The development of broad beam ion sources during the seventies can be considered as a critical turning point in the evolution of the ion beam assisted procedures of depositing thin films. The straightforward operations of these sources and their relatively low price have favoured the expansion of their use for the growth of IB AD thin films. In this section, we will review their general principles of operation and comment on the most utilised designs for thin film preparation. The ion beam sources used for IBAD deposition of thin films should provide high current density at relatively low energies in a range that, depending on the source* can span from some tenths to hundreds and sometimes thousands of eV (Ensinger, 1992). A homogeneous lateral beam profile is another desirable characteristic of these sources. Here, we will comment on the design of some typical broad beam sources used for production of low energy ions, as well as some of the more recent advances in the development of this type of device.
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
81
2.4.1. Kaufmann type ion sources This type of ion source was developed by Kaufmann and is now widely used for thin film deposition (Kaufmann et al., 1989). The scheme of operation of this type of broad beam ion guns is shown in Figure 2.18. Basic elements of this source are a cathode and an anode located in a discharge chamber, a solenoid or magnetic field generator, a two-grid system separating the source from the deposition chamber and a neutraliser, usually consisting of an incandescent filament. The working gas, typically Ar or another inert gas, is introduced into the discharge chamber. Then, energetic electrons, emitted from the cathode and accelerated to the anode, strike the atoms or molecules within the discharge chamber. As a result of the electron-atom collisions, a certain number of gas atoms or molecules become ionised. While some of these ions may recombine with the electrons, mainly at the walls of the discharge chamber, other ions may pass through the holes of the first grid (i.e., screen grid) and become accelerated by the second grid (i.e., accelerator grid). The ion beam is formed by the sum of the individual beamlets produced by each hole of the aligned grids. Total beam diameter approaches the diameter of the grid system, although broadening of the beam may occur if it is not properly neutralised. To increase the ionisation probability of the gas in the discharge chamber, a magnetic field is applied between cathode and anode. The function of this field is to confine the high energetic electrons to the discharge chamber, thus limiting their recombination probability at the chamber walls. In this way multiple collisions can occur between the electrons and the gas molecules and high ion density plasma can be confined in the chamber, even for relatively low operation pressures. Owing to the high current density of the ion beam supplied by this type of source, it is necessary to neutralise the beam by injecting electrons into the beam volume. This is the function of the neutraliser, typically an incandescent filament that produces electrons to compensate the positive charge of the beam. Equal arrival rates of electrons and ions at the target surface are achieved in this way. These avoid the generation of undesired charging voltages at the target that might produce the repulsion of the incoming ions and alter their kinetic energy at the sample position. In the case of insulator materials the necessity of neutralising the beam is even more imperious than on metal since undesirable arching may be the only possibility of removing the excess of charge at the sample surface.
82
Low ENERGY ION ASSISTED FILM GROWTH
L
——*
Neutralize!*
Figure 2.18. Scheme of a Kaufinann-type ion source.
Within the source, the plasma potential, and therefore the potential of its ion species, is very close to that of the anode. The ions extracted through the negatively biased grid system acquire a total kinetic energy that is equivalent to the sum of the (positive Vb) anode and (negative, Va) accelerator grid potentials. The negative potential of the acceleration grid not only contributes to accelerate the positive ions but also to repel the electrons produced by the neutraliser. Main operational parameters of this broad beam ion source are the discharge chamber pressure (or conversely the gas flow rate), the cathode emission current, the anode and acceleration grid voltages and the neutraliser current. A critical point for a proper alignment of the beam is that the holes of both the screen and accelerator grids are well aligned. Depending on these parameters, the ion current at the sample position can be modified. The distance between the source and the target also influences the actual current measured at the sample position. It is observed that the ion current decreases with increasing distance from the ion source.
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
83
This is due to charge exchange between the ions and the neutral molecules in the chamber. The mean free path for charge exchange depends on pressure and path length. A typical mean free path value for a beam energy of 400 eV is about 12 mbar-cm This means that at a pressure of 10"3 mbar the mean free path is 12 cm, while for 10"4 mbar is 1.2 m. This type of ion sources is very robust and can deliver mono-energetic ion beams with a high current density in a relatively wide range of energies. They are an ideal choice for the implementation of reliable processes based on the use of Ar or other inert gas ions. However, when it is necessary to handle ions of reactive gases, this source cannot be used because the risk of burning their filaments. Other alternatives to cope with these situations should then be considered (cf., section 2.4.3). Kaufmann-type ion sources are constructed for delivering ion beams of different diameters, from some values as low as 3 cm to several tenths of cm of diameter. Typical ion densities supplied by these sources may reach values up to several mA per cm"2, depending on the acceleration voltage, usually comprised of between some hundred up to more than one thousand Volts. The low pressure of the gas required for operation, in the order of 10"3-10"4 mbar, makes these sources compatible with electron beam evaporator systems (cf., section 2.1.1) or similar devices. They constitute an optimal choice for many IBAD applications.
2.4.2. End-Hall ion sources The end-Hall ion sources are much simpler than those of the Kaufmann's type discussed in the previous section. These sources do not have any grid assembly and are very robust and reliable (Kaufmann et al., 1987). An operational scheme of these sources is shown in Figure 2.19. It consists of a filament acting as a cathode which is supplied with an alternating current, an anode at positive potential and a magnetic field produced by coils or, more typically, by a permanent magnet. When the gas is introduced into the source it becomes partially ionised by interaction with the highly energetic electrons provided by the cathode. The mixture of electrons and ions in the discharge region forms a plasma with an inhomogeneous spatial distribution within the chamber. Since the density of neutral gas molecules sharply decreases the anode downstream, most collisions with the electrons occur in its vicinity. Owing to the application of the magnetic field, plasma conductivity is higher in parallel
84
Low ENERGY ION ASSISTED FILM GROWTH
than in perpendicular directions to the field lines. As a consequence, a large potential variation is found in the axial direction while the potential change is much smaller in the radial direction. Under the action of such an electrical field, the ion species are accelerated both towards the central axis of the source and towards the cathode. This latter acceleration component causes the ion species to leave the source downstream with a given kinetic energy. Meanwhile, due to the action of the radial acceleration component the ions can also cross the axis. If that happens, they can eventually be back reflected by the positive potential on the opposite side of the beam and cross the axis several times before leaving the source. This means that the beam is not collimated and diverges outside the source. This characteristic is critical for the control of the ion density at the substrate position, since it will depend on the sample position in respect to the ion source (i.e., the beam profile is not homogeneous and does not have a constant ion current). Neutralisation of the beam does not require an external filament and usually occurs through the excess of electron emission produced by the cathode. Important operational parameters of this source are pressure (or conversely the gas flow), the cathode current, the anode potential and the magnet current (when a non-permanent magnet is used). The ions generated by a grid-less source have a considerable energy spread. Significant parameters for the characterisation of the operation of a source of this type are the mean energy, the medium deviation of the ion energy (i.e., the dispersion in energy values within the beam) and the spatial dispersion of the ion current. The spatial distribution of ion energies in respect to the axial position can be approximated according to the expression: j=j0cosn6
(2.2)
where j0 is the ion current density on axis, 6 is the angle from the axis and n is a parameter that for the most common experimental set-ups ranges between 1 and 5. The end-Hall sources generate low-energy (only up to some hundreds eV), high current beams of ions. Operational parameters are similar to those of Kaufman type sources (i.e., working pressures about 10"3-10"4 mbar and ion densities values around one mA cm"2). The beam profiles, although depicting an inhomogeneous shape, are well suited for the treatment of broad area surfaces. A clear advantage is that they do not incorporate any grid assembly, thus avoiding maintenance duties related to the substitution of the grids and any possible contamination with the grid
ION ASISTBD METHODS OF PREPARATION OF THIN FILMS
85
material. Owing to its low price, reliability and easy operation, these sources can be recommended for industrial applications.
Figure 2.19. Scheme of an End-Hall ion source.
2.4.3. Filament-less ion sources In both the Kaufmann and end-Hall ion sources, the plasma is generated by an electron beam produced by an incandescent filament acting as a cathode. In the Kaufmann source another incandescent filament placed outside the plasma chamber acts as neutralises of the beam. Under these conditions, only noble gases, and eYentaally nitrogen, can be used to maintain a long-term operation of the source.
86
Low ENERGY ION ASSISTED FILM GROWTH
When trying to use reactive gases, such as oxygen, nitrogen or halogen containing molecules, there may be severe problems due to contamination of the sample by volatile compounds formed by oxidation and corrosion of the filaments. Moreover, a short operational time due to the burning off the filaments is another serious drawback if these sources are fed with reactive gases. Several alternatives have been developed to avoid the use of filaments to generate electrons in the plasma discharge chamber of the source (Ensinger, 1992). Among the different possibilities we can first mention the hollow-cathode ion source. In this case, the plasma discharge is sustained within the source by the electrons produced by a cold-cathode system that are extracted towards the anode by a high voltage difference. Generally, a transverse magnetic field is applied to the chamber to increase the path length of the electrons and therefore their ionisation efficiency. A two-grid system assembly similar to that incorporated in the Kaufmann-type ion sources are also implemented to extract a monoenergetic ion beam from the plasma chamber. Another means of avoiding the use of hot filaments is by generating the plasma by a radio frequency (RF) or a microwave discharge. Figure 2.20. shows a cross section of a broad-beam griddled RF ion source, operating in the MHz regime. It consists of a discharge chamber formed by a cathode and an anode, a coil to generate a magnetic field to sustain the plasma and a two-grid system for ion beam extraction. In alternative designs, a coil applies the RF field and the plasma is sustained in a quartz chamber reactor. Microwave ion sources, operating in the GHz regime, have also been applied to generate the discharge. In this case, the incorporation of suitable magnets permits working under ECR conditions with a much higher efficiency, even at relatively low gas pressures. Operation conditions of filament-less ion sources are similar to those of the Kaufmann and End-Hall ion sources. They can use either inert or reactive gases. However, the need for either RF or microwave generators makes these sources relatively more expensive than other sources only requiring simple DC or AC power supplies.
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
Coil
for
87
Generator
£*rkfs
Figure 2.20. Scheme of a plasma based ion source.
References Ahmed, N.A.G., Ion Plating Technology, Developments and Applications, John Wiley & Sons, Chichester 1987. Anders, A., Surf. Coat TechnoL 93 (1997) 158. Brown, I.G., Anders, A., Dickinson, M.R., McGrill, R.A., Monteiro, O.R., Surf. Coat TechnoL 112 (1999) 271. Le Coeur, F., Pelletier, J., Amal.,Y., Lacoste, A., Surf. Coat TecnoL 125 (2000) 71. Cho, M.-H. et al, J. AppL Phys. 85 (1999) 2909. Conrad, I.E., Eadtke, J.L., Dodd, R.A., Worzola, F.J., Tran, N.C., J. AppL Phys. 62 (1987)4591.
88
Low ENERGY ION ASSISTED FILM GROWTH
Ensinger, W., Rev. Sci. Instrum. 63 (1992) 5217. Espinos, J.P. et al., Adv. Mater., Chem. Vap. Deposition, 3 (1997) 219. Freeman, J.H., Chivers, D.J., Gard, G.A., Temple, W., Ion Beam Studies, Pt IV: The production of Heavy Ion Beams, Chem. Div., AERE Harwell, Oxfordshire 1977. Holber, W., Handbook of Ion Beam Processing Technology. Principles, Deposition, Film Modification and Synthesis; eds. Cuomo, J.J., Rossnagel, S.M., Kaufman, H.R., p. 21. Park Ridge, NJ: Noyes publications, 1989. Hubler, G.K, Van Vechten, D., Donovan, E.P., Kant, R.A., Mater. Res. Soc. Symp. Proc. 128 (1989) 55. Itoh, T., (ed.) Ion Beam Assisted Film Growth, Elsevier, Amsterdam 1989. Kaufmann, H.R., Robinson, R.S., Seddon, R.I., J. Vac. Sci. Technol. A 5 (1987) 2081. Kaufmann, H.R., Hughes, W.E., Robinson, R.S., Thompson, G.R., Nucl. Instr. Meth. in Phys. Res. B 37/38 (1989) 98. Khan, H.R., Frey, H., Surf. Coat. Technol. 116/119 (1999) 772. Kelly, P.J., Arnell, R.D., Vacuum 56 (2000) 159. Kelly, R., Miotello, A., Braren, B., Gupta, A., Casey, K., Nucl. Instrum. Meth. in Phys. Res. B 65 (1992) 187. Konuma, M., Film Deposition by Plasma Techniques, Springer Verlag, Berlin 1992. Lecours, A., Izquierdo, R., Tabbal, M., Meunier, M., Yelon, A., J. Vac. Sci. Technol. B 11 (1993) 51. Maiken, E.B., Taborek, P., J. Appl. Phys. 78 (1995) 541. Martin, P.J., Netterfield, R.P., Bendavid, A., Kinder, T.J., Surf. Coat. Technol. 54/55(1992)136. Marton, D., Film Deposition from Low-Energy Ion Beams, in Low Energy IonSurface Interactions, J.W. Rabalais (ed.), Wiley, Chichester 1994, p. 481. Mattox, D.M., Surf. Coat. Technol. 133/134 (2000) 517. Moseler, M., Rattunde, O., Nordiek, J., Haberland, H., Nucl. Intr. Meth. Phys. Res. B 164/165 (2000) 522. Overwijk, M.H.F, van den Heuvel, F.C., J. Appl. Phys. 74 (1993) 1762. Pulker, H.K., Surf. Coat. Technol. 112 (1999) 250. Riviere, J.P., Nucl. Instrum. Meth. Phys. Res. B 68 (1992) 361.
ION ASISTED METHODS OF PREPARATION OF THIN FILMS
89
Rossnagel, S.M., Methods and Techniques of Ion Beam Processes, in Handbook of Ion Beam Processing Technology, Cuomo, J.J., Rossnagel, S.M., Kaufmann, H.R. (eds.) Noyes Publ., Mill Road, N.J. 1989, p. 362. Rossnagel, S.M., Hopwood, J., Appl. Phys. Lett. 63 (1993) 3285. Sanders, D.M., Anders, A., Surf. Coat. Technol. 133/134 (2000) 78. Shedd, M., Lezec, H., Dubner, A.D., Melngailis, J., Appl. Phys. Lett. 49 (1986) 1584. Takagi, T., Yamada, I., Sasaki, A., /. Vac. Sci. Technol. 12 (1975) 1128. Voevodin, A.A., Donley, M.S., Surf. Coating Technol. 82 (1996) 199. Yamada, I., Matsuo, J., Toyoda, N., Kirkpatrick, A., Mat. Sci. Engin. R 34 (2001) 231. Zhurin, V.V., Kaufman, H.R., Kahn, J.R., Hylton, T.L., J. Vac. Sci. Technol. A 18 (2000) 37.
CHAPTER 3 EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
3.1. Ion beam effects during film growth The interest in assisting the growth of thin films with a beam of accelerated ions stems from the new properties that the ion bombardment confers to the films. In this chapter we will review the most important effects that the ion bombardment produces in IAD thin films. Most of these effects are ballistic; i.e., they are produced by the kinetic energy given up through collisions between the impinging ions and the target atoms in the most external layers of the growing thin film. To have an idea of the magnitude of the possible effects resulting from the interaction of an accelerated ion with a solid target it is interesting to remember that the energy of 1 eV per ion is equivalent to 23.08 Kcal mol 1 , when referred to a mol of ions. Binding energies associated with chemical bonds between two atoms range roughly between 100 and 300 Kcal/mol (i.e., 4.33 and 12.99 eV per single bond). Typical kinetic energies of ions for many IAD methods are in the order of 100-200 eV and above. This means that the accelerated ions have enough energy to induce bond breaking and relocation processes within the atom lattice of the growing film. A second type of effects is of a chemical nature. This effect typically appears by bombardment with reactive ion species (i.e., N2+, 0 2 + , etc.) and usually leads to the formation of oxides, nitrides or other compounds. The process parameters discussed in the previous chapter (i.e., I/A ratio, ion kinetic momentum) (cf., section 1.8), are critical for the effective control of the final properties of the film. In general, the thin film properties can be modified by a precise adjustment of these parameters. In this chapter, we will discuss some fundamental aspects of the changes induced in the composition, structure and microstructure of the films because of their growth under the bombardment with accelerated ions. For convenience, the presentation of these effects will be approached from two different perspectives. Firstly, changes incurred at a microscopical or atomistic scale. Changes in the nucleation of particles during the initial stages of deposition, roughening/smoothing of thin films surfaces and interfaces, epitaxy, mixing at 90
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
91
interfaces, amorphisation or crystallisation processes, texturing of the thin films, etc., are some of the effects that, from this perspective, will be considered in this chapter. In addition, the influence of ion bombardment in modifying the intrinsic stress in thin films and improving their adhesion to the substrates will also be considered here. A second perspective stems from the analysis of macroscopic or extensive properties of the films that become modified as an effect of the ion bombardment and that define their applications and industrial use. Within this perspective, we will consider the modification of properties such as hardness, tribological properties, optical properties, electrical and magnetic properties, etc. We will deal with these potential applications in Chapter 4. Of course, both modification of the structure or microstructure and changes in extensive properties of the thin films originate from atomistic modifications in bonding and growing processes and, therefore, this distinction is somewhat artificial. In fact, the analysis at a microscopic scale of basic atom/ion interactions can be used to explain the observable behaviour of the thin films. Conversely, the determination of macroscopic properties offers a way to contrast models that describe the ultimate structure and microstructure of the films. Moreover, this distinction of properties and effects relies on differences in the experimental methodologies and techniques used to study these different aspects. Whenever possible, characterisation techniques with atomic resolution or describing the spatial distribution of atoms are used in the first instance. By contrast, in the second, measurement of observable properties or the macroscopic behaviour of the film is typically carried out. In this and the following chapter, in addition to some general concepts and models accounting for the changes induced by ion bombardment, we occasionally include a brief description of some experimental techniques used to get information about some of these ion beam effects induced in the films. However, for a more thorough explanation of the principles and applications of these methods, the reader is referred to more specialised books and reviews of thin film characterisation (e.g. Tu and Rosenberg, 1988).
92
Low ENERGY ION ASSISTED FILM GROWTH
3.2. Nucleation and growth of thin films under ion bombardment The formation of a thin film implies the arrival at a substrate of atoms (i.e., adatoms when they become adsorbed onto the surface) or molecules that, by incorporation onto the growing film, give rise to its final structure and define its composition. Several processes may occur with these adatoms. One is desorption, whereby the adsorbed atoms would return to the gas phase. Association with other adatoms to form three-dimensional particles (3D) and/or two-dimensional layers (2D) may also occur. Displacements on the surface, association with surface defects or unsaturated bonding sites, etc. are other processes that have to be taken into account for a proper description of the thin film growth mechanism. As a result of all these processes, a very common stage of thin film growth is the formation of some nuclei particles with these adatoms. These nuclei constitute the seed from which the thin film will continue growing by aggregation of more adatoms and/or by association between several nuclei. The final microstructural characteristics of the thin film will strongly depend on the type, size and concentration of these initial nuclei formed on the substrate. In this section we will review the effects that ion bombardment may induce in this nucleation process and how they may alter the growing mechanism of the film.
3.2.1. Nucleation and growth of physical vapour deposited (PVD) thin films It is well established that in PVD thin films, the nucleation processes at the initial stages of the deposition are critical for the control of the growing mechanism and posterior evolution of the film. Three models typically describe the early stages of deposition of thin films prepared by supplying the material from an evaporation source (Campbell, 1997). According to the Frank-van der Merwe mechanism the deposited thin films grow according to a layer by layer process (i.e., two dimensional, 2D, growth). In this case, a first monolayer of the deposited material is formed before the second layer starts to grow. The process continues in the same way for subsequent monolayers. By contrast, in other systems the deposited material tends to form three-dimensional islands (i.e., 3D growth) from the beginning of the deposition process. This deposition mechanism is known as Volmer-Weber. Another mechanism of deposition is the so-called Stranski-Krastanov. In this case, the formation of a first monolayer of the deposited material is followed by the formation of three-dimensional islands (2D+3D growth). In principle, the occurrence of one or another mechanism depends on the surface and interface
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
93
energies of the substrate and deposited materials. However, experimental conditions such as residual pressure in the evaporation chamber or evaporation rate (i.e., kinetics of the process) may have an influence on the mechanism of deposition. In general, the most usual growth mechanism for metals deposited on insulating (e.g., oxides) or semiconducting substrates is Volmer-Weber (i.e., 3D). The size and number of the initially formed nuclei are critical factors for the control of the final microstructure of the films. Usually, a typical columnar growth mechanism follows the initial deposition steps, and the size and distribution of columns correlates with the size and surface density of the nuclei formed at the initial stages of deposition. In PVD methods, only the temperature or pressure in the deposition chamber can be effectively modified. Since a clear dependence exists between the film microstructure and the temperature of the substrate during the growing process, relatively good control of the thin film microstructure is possible in this method simply by controlling this parameter. Usually, at higher temperatures, higher atom mobility induces the formation of more compact thin films, while the opposite is true at low temperatures (see section 3.5.1 for a more detailed discussion of the mechanism of columnar growth).
3.2.2. Effects of ion bombardment on nucleation Ion assistance during thin film formation strongly affects the number, density and shape of the nuclei formed at the initial stages of deposition. Experimentally, the most commonly encountered situation is an increase in the number of nuclei particles at the beginning of the deposition process. However, the reverse, i.e., a decrease in the number of nuclei particles, has also been observed. In this case, the initial particles are larger. Nucleation is affected by bombardment, firstly because the substrate itself is modified by the ion bombardment and secondly because the island's growth mechanism undergoes different modifications under ion bombardment. We will discuss these two aspects separately. The evolution with time of the nuclei density (n) is a complex function of experimental parameters such as the energy of the ions (E), the current density (I) and the temperature of the substrate (Ts), i.e., dn/dt = J (E, I, Ts)
(3.1)
94
Low ENERGY ION ASSISTED FILM GROWTH
Either with or without ion bombardment, higher temperatures of the substrate lead to an increase in the island size and a decrease in the nuclei density. This is due to an increase of the adatom mobility with temperature. The influence of the parameters associated with the ion bombardment is more difficult to predict. Ion bombardment of the substrate produces a significant amount of surface defects. These defects usually act as centres for nucleation of particles. Therefore, an increase in the nuclei density and a decrease in the size of particles should be expected at the initial stages of deposition. Since the number of induced defects increases with the ion current, an interdependence between the magnitude of this experimental parameter and nuclei density is very often found. However, during the initial stages of deposition other ion beam effects may induce a decrease in the nuclei density and an increase of particle size. Thus, it is recognised that sputtering of the deposited material may lead to the complete removal of the smallest islands. Additionally, the energy supplied by the ion bombardment may favour the diffusion of the adatoms and the dissociation of bigger clusters. Both effects tend to favour the coalescence of the deposited material into a smaller number of bigger islands. In real experiments both tendencies, leading to either an increase or a decrease in the nuclei density and to the associated result of either bigger or smaller nuclei, are acting simultaneously. Sometimes a different final behaviour can be observed by simply making slight changes in the experimental parameters. This is clearly illustrated by the example in Figure 3.1 showing a TEM analysis of the deposition of gold particles on NaCl with and without Ne+ ion assistance (Arnault et al., 1993). Through this experiment it was found that for a gold surface concentration N Au ^ 5xl0 15 cm"2 both cluster density and surface coverage are lowered for the ion-assisted sample compared with the non-assisted one. Therefore, under these conditions, cluster dissolution and/or enhanced adatom diffusivities are predominant and produce a decrease in the number of nuclei on the surface. By contrast, for NAu> 5xl0 15 cm"2, the opposite tendency is observed and a high concentration of very small clusters (covering a surface smaller than 20 nm ) is obtained. Since the ion doses increase continuously with the deposition time, an increase in the number of nucleation sites is then the predominant factor. The different nucleation and particle growth mechanism induced by ion bombardment can have a major influence on the percolation degree of the particles and, consequently, in some thin film properties, such as electrical conductivity. This effect, recognised early by Pranevicius (1979), shows that the surface conductivity
95
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
, 3
MS BEAM ASS!Sl£D •i'uSslsSaiSSPT
tossJv
1 *»lCil»ts
T * t * l >S.!D * • * « » - "
\
ATOMJVfin*" T*Mt&tssarteeragy
9SS»l«i-'t
i1 i i » i;. i:vAj*o&imi*
hC^I>. Figure 3.1. TEM micrographs, distribution of cluster sizes and surface coverage (arrow in the middle) for increasing amounts of Au atoms deposited on NaCl by evaporation (bottom) or ion beam assisted deposition (top). Reproduced from Arnault et al. (1993) with permission.
96
Low ENERGY ION ASSISTED FILM GROWTH
of a growing Al film had a very long induction period before current could flow through the film. This period drastically decreased if the film growth was assisted by ion bombardment. This experiment showed that ion bombardment favours contact between a higher number of smaller particles formed under ion beam bombardment conditions.
3.2.3. Monitoring the surface defects and nucleation process induced by ion bombardment The involvement of surface defects such as nucleation centres of particles has been experimentally determined by STM. In experiments carried out on highly oriented pyrolitic graphite (HOPG), where a carbon or a nickel layer is formed by bombardment with a beam of C+ or Ni+ ions, it was shown that for ion energies above a threshold value of 38.7 eV several types of surface defects were produced (e.g. single and multiple vacancies or single interstitial between two basal planes of graphite) (Durand et al., 1998). Furthermore, it was observed that small carbon or nickel clusters form in close association with such defects. The size, shape and height of these initial nuclei could be monitored using this technique, as could their posterior evolution when increasing the ion doses. For a similar experiment, Figure 3.2 evidences the influence of surface defects in the formation of nuclei. It shows two STM images of Ni particles deposited on HOPG under different experimental conditions. The two images have
(a) Ni-13A1L1 (Ni on virgin HOPG)
(b) M-20F2L1 (Ni onAr* induced defects)
Figure 3.2. STM (100x100 nm) images of Ni films deposited by: (a) evaporation on a virgin HOPG substrate; (b) evaporation on a 100 eV Ar+ irradiated substrate. Reproduced from Durand et al. (2000) with permission.
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
97
been taken for equal amounts of Ni deposited by evaporation on a virgin substrate (a) or on a substrate that has been previously subjected to 100 eV Ar+ bombardment (b). It is clear from the comparison of the two images that on the bombarded substrate the number of nuclei particles increases while their size decreases with respect to the situation of the virgin substrate. This difference must be attributed to the development of nucleation centres around the surface defects generated by the initial ion bombardment treatment.
3.2.4. Description of nucleation and growth processes by analysis ofSTM/AFM images A deeper insight into the growth mechanism of a thin film in its early stages of formation can be obtained by applying the scaling theory to the AFM/STM images of a growing layer (Family et al., 1985). An interesting parameter that can be derived from the STM images is the so-called Dynamic Scaling Function of Roughness (DSFR), a. The usual method to calculate the DSFR divides each STM/AFM image (e.g., formed by 256 x 256 pixels) in smaller images of length L (e.g., of 128 x 128, 64 x 64, ..., 2 x 2 pixels). The specific roughnessCT(L,t), that is the roughness for a specific length scale L at a time t (or, what is equivalent, for a given amount of deposited material), is then obtained by calculating the root mean square (RMS) roughness inside each L x L image and averaging over the ensemble of images of the same size. In this way each image is reduced to one-dimensional function. According to this theory, a given DSFR is characteristic of each type of growth mechanism. For many growth models, the DSFR log-log plots with respect to the specific length (i.e., log a vs. log L) give two distinct regions separated by a crossover length L0. The slope at each point of this log o/log L function, %, is called the roughness scaling exponent and its value for L0 and whose specific value is a measure of the efficiency of the diffusion processes. By contrast, for the region L > Lo, the adsorption/desorption terms are monitored, the slope is % - 0 and the corresponding a value is equivalent to the average roughness of the film. These two regions, where %*0 and %=0, are clearly discerned in the curves presented as an example in Figure 3.3. This figure shows the log-log plots of
98
Low ENERGY ION ASSISTED FILM GROWTH
the DSFR function values deduced from STM images similar to those in Figure 3.2. In this case, the experiment consisted of the formation of a carbon layer on HOPG by direct bombardment (IBD, cf., section 2.2.5) with lOOeV C+ ions (Durand et al. 1998). Each plot in the figure, deduced from the analysis of a given STM image, corresponds to sample situations of increasing ion densities. From a first assessment of the plots it is clear that for the region LLo the thin film roughness reaches its maximum value for densities around 15-20 ions/nm2 to slightly decrease for higher ion dose. This tendency has been interpreted by assuming that for very high ion densities the growth of islands is the prevailing factor controlling the average thin film roughness. Under these conditions, the maximum roughness corresponds to the maximum height of the islands. Above this peak value there is a limitation to the height of islands before they collapse or meet with a neighbouring island and a steady state roughness is reached whatever the ion dose.
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
99
3.3. Topography and surface and interface roughness One of the advantages of assisting the growth of thin films by ion bombardment is that their microstructure can be modified to improve certain properties that are beneficial for the intended applications of the films. In this section we will review some microstructural and morphological changes that can be induced in IAD films. The changes refer to modifications in crystal size and in surface and interface roughness. In section 3.5 we will refer specifically to the densification of IAD films, perhaps one of the most interesting properties of this type of thin films when compared with others prepared by evaporation methods. Proper control of the thin film properties may be critical for their mechanical, optical, electrical or magnetic properties, as it is indispensable in many cases to use IAD processes to get films with the adequate characteristics. As examples that illustrate the great importance of preparing flat thin film surfaces or interfaces, let us mention how critical it is to produce thin films with a low roughness and small grain sizes to decrease the light scattering in optical surfaces or for an efficient control of exchange coupling phenomena in magnetic multilayer systems (cf., Chapter 4).
3.3.1. Grain size It was recognised during the early stages of the development of the IAD techniques that a decrease in crystal size usually occurs when the growth of the thin films is assisted by bombardment with low energy ions (Smidt, 1990). Decrease in grain size is a factor that can contribute very efficiently to the densification of the films. The effect of ion bombardment in decreasing the grain size has been associated with an enhancement of the nucleation rate during the film growth. In section 3.2, the fact that one of the possible effects of ion bombardment during the initial stages of surface nucleation is to increase the number of nuclei by producing surface defects that act as nucleation centres was discussed. In some particular cases it has also been observed that ion bombardment may promote an increase in crystal sizes. This situation would indicate that other phenomena leading to an increase in adatom mobility, due to higher local temperatures or high strain energy, might favour crystal growth. In IAD thin films the crystal size is very sensitive to the beam energy and to the I/A ratio. Thus, for metal thin films a sharp decrease in crystal size for relatively low beam energies up to 60/100 eV is generally observed. The size is
100
Low ENERGY ION ASSISTED FILM GROWTH
not significantly modified for higher energies, provided that the beam energy does not reach values above 10 keV. In fact, for beam energies of the order of some tenths of keV, it is very common to find higher grain sizes. High-energy ions can penetrate deeper into the film and may influence recrystallisation and grain boundary motion in buried regions, where grain size increase may then occur.
3.3.2. Surface roughness One of the expected morphological effects of a decrease in grain size during IAD growth is a decrease in the roughness of the surface of the film. In fact, this is the expected result when small grains form at the surface since, at a first approximation, the roughness of a thin film can be considered equivalent to that resulting from the coalescence of the growing particles that form the film. However, in practice, other factors besides island growth, coalescence and grain size, have to be considered to properly account for the surface roughness of thin films grown under ion bombardment. Smoothing or roughening of thin film surfaces are very complex processes that depend on several factors resulting from the interaction of the energetic ions with the growing film. While some of these additional effects may contribute to the roughening of the thin film surfaces, others contribute to their smoothing. In practice, although in most cases ion bombardment during growth leads to smoother surfaces, there are cases where roughening has been also reported. Basic processes that have to be considered to account for the final thin film roughness are the increase of adatom mobility and the occurrence of sputtering phenomena. In general, an important effect contributing to surface flattening is the increase in adatom mobility induced by the transfer of energy from the ion beam to the growing surface. Thus, low-energy ion bombardment would favour local atomic rearrangements enabling the adatoms to relax into low energy sites at step, terrace or kink positions and, in this way, contribute to surface or interface planarisation. In this respect, it is expected that for equivalent experimental conditions, surface roughness will depend on the mobility of the depositing atoms and that, therefore, higher surface roughness should be expected for the deposition of materials with high activation energies of diffusion. Molecular dynamic simulations have been used to simulate flattening of deposited metal clusters under ion bombardment (Zhou et al., 2000). The results show that the flattening degree, estimated from the number of adatoms in contact with the substrate, depends on the type and energy of
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
101
the ions, the use of Xe instead Ar ions for producing flat surfaces being more efficient. This result has to be associated with the higher momentum transferred by the heavier Xe ions (cf., section 1.8.3). Sputtering is another effect occurring during the ion beam bombardment of a material. Sputtering may contribute to the roughening or flattening of the solid surfaces. Carter (1998) has formulated deterministic smoothing and roughening processes and developed several differential equations to describe the evolution of surface morphology of growing thin films. This analysis predicts that roughening may occur as a result of a variety of sputtering phenomena. Thus, in the absence of any other smoothing or atomic relaxation effect, the stochastic character of the sputtering should contribute indefinitely to surface roughening. However, on a microscopic scale, this tendency can be counterbalanced by different factors contributing to either smoothing or roughening and that they compensate each other. In fact, the sputtering yield is a function of the orientation of the incident ion flux with respect to the surface normal (cf., section 1.7.1). This effect tends to preferentially erode any developing surface tip or asperity and, in this way, contribute to smoothing. An opposite roughening effect stems from the fact that the sputtering yield is larger for troughs than for asperities. An additional sputtering effect leading to smoothing is the creation of recoil atoms parallel to the surface. These recoil atoms moving on the surface tend to maximise neighbour bonding between atoms by saturating low-coordinated atom sites. In this way, they may contribute to a curvature-dependent smoothing process since the concentration of coordination vacancies will be higher for rougher and more curved surfaces. It is also generally recognised that the amorphous character of the deposited material favours the smoothing because in this case a viscous flow mechanism for transport of material on the surface may have a significant importance in decreasing the surface roughness. Present knowledge makes it difficult to predict what the final effect of the ion bombardment on the roughness of a thin film will be. However, there are some empirical observations that can be used to make predictions about the evolution of surface roughness as a function of the actual values of some experimental parameters. It has already been mentioned that a common pattern of behaviour observed under many experimental conditions is an enhancement of roughening for ion bombardment at significant off-normal angles with respect to the surface normal. By contrast, smoother thin film surfaces are commonly obtained for normal ion bombardment. Other experimental parameters that can affect the smoothing are
102
Low ENERGY ION ASSISTED FILM GROWTH
the ion energy and the ion to atom ratio (I/A, section 1.8.2). A decrease in surface roughness is observed for low ion beam energies and high I/A ratios and, in general, when ion flux density approaches the atomic deposition rate or film-growth rate. A problem occurring in this case is that the final thin films turn out to be relatively thinner because of sputtering erosion. Direct determination of surface roughness is possible by AFM. From the analysis of the AFM images, it is possible to estimate a RMS parameter to measure the thin film roughness. As an example, Figure 3.4 shows the dependence of this parameter for Ta2Os thin films grown by DIBS. It is apparent in this plot that ion bombardment produces a sharp decrease in surface roughness for beam energies between 50 and 150 eV. Meanwhile, at higher beam energies, the surface roughness slightly increases, probably because some sputtering processes inducing roughening are more important at these energies (Lee et al., 1997). In this experiment it is also worthy to note that surface roughness was very sensitive to the composition of the ion beam. Minimum roughness was found for a beam composition characterised by an 0 2 /Ar ratio around 0.4/0.6. Lower or higher ratios yielded higher values of the RMS parameter. Incorporation of Ar atoms within the lattice (cf., section 3.6.4), amount of momentum transferred to the growing surface (cf., section 1.8.3) or other subtle effects related to the presence of Ar in the beam must have some influence on
0.5
" C
0.4
PO2=2X10-5Torr
E CO
0.3
44% 0 2 in ion beam
2 rr
0.2 D
0.1
•••••• 0
50
n
• 100 150 200 250 300
Ion beam voltage of the second ion source,Vb2 (V) Figure 3.4. Surface roughness vs. energy of the assisting ions for Ta 2 0 5 thin films grown by DIBS. Reproduced from Lee et al. (1997) with permission.
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
103
the evolution of surface roughness during growth and, therefore, be critical for the determination of the final planarity of the films.
3.3.3. Step and surface coverage Improvement of step and surface coverage and planarisation of surfaces are some of the beneficial effects of ion bombardment in IAD thin films. Surface and step coverage can be improved by ion assistance, even if the zones to be covered are under a shadow area with respect to the evaporation sources. Several factors can contribute to such homogenisation of the distribution of the deposited material when the film is being subjected to ion bombardment. One is the increase in surface mobility of adatoms when the film is ion bombarded. Sputtering from some places and redeposition in others of the thin film material is an additional effect contributing to the redispersion of the deposited material. Dependence of the sputtering yield with the angle of the incoming ions at a particular point of the surface can contribute to surface planarisation since the film will grow further in those zones where the sputtering yield is smaller (cf., section 1.7.1). Usually, ions are incident perpendicular to the macroscopic substrate surface, but oblique at microscopic features, steps, etc. of the surface, contributing differently in each zone to deposition and/or sputtering phenomena. Planarisation of thin films, even if the substrate presents a rough surface and perfect coverage of steps and grooves in zones out of sight of the evaporation source are useful effects for practical applications. This feature is particularly interesting in the microelectronic industry and for the more recent micromachining developments, where complex structures have to be homogeneously covered by the thin film.
3.3.4. Surface roughness of thin films grown by IBD Previous considerations apply to thin films whose growth is assisted by bombardment with inert gas or oxygen or nitrogen ions supplied by an independent ion source. In several methods of deposition of thin films, accelerated species of the thin film material impinge directly on the substrate surface (cf., section 2.2). For
104
Low ENERGY ION ASSISTED FILM GROWTH
these types of deposition procedures, additional ion induced effects have been reported to contribute to surface smoothing. Carbon thin films can be prepared by direct C+ ion bombardment (cf., section 2.2.5). For this synthesis procedure it has been found that below a certain energy of the ion beam, the thin films show rough surfaces and have a graphite character. By contrast, for ion energies higher than 30 eV the thin films become very smooth and the films have a diamond-like character. The sp2 or sp3 character of the carbon bonds in the films is the criterion that is typically considered for the evaluation of the relative graphitic or diamond-like character of the film (for more details see Chapter 5). The so-called subplantation model by Lifshitz et al., (1994) (cf., section 5.12.3) accounts for these observations. Within this model, it is considered that with energies higher than 30eV, the carbon atoms may penetrate the thin film surface and become incorporated in subsurface positions. The subplantation of these atoms provokes a high internal stress and the formation of a dense diamond-like phase. Meanwhile, the growing surface of the film may retain the initial smoothness of the substrate because no layer is growing on the surface, it develops embedded under the first substrate layers instead. By contrast, for energies lower than 30eV, most carbon atoms remain on the target surface, where they tend to form nuclei that coalesce and grow as a graphite thin film. In this case, roughness is the result of the aggregation of material on the substrate surface as in a typical PVD process.
3.3.5. Interface roughness The development of sophisticated optical and electronic devices requires the use of thin film or multilayer structures where a very precise control of the thin film/substrate or layer/layer roughness is required. Even for multilayer structures prepared for mechanical applications, the control of the interface characteristics is very important. A particular case that illustrates the importance of such interface control is that of epitaxial thin films where, at the interface, the atoms of the film have to be in register with those of the substrate. An effective control of the interface smoothing during IBAD can be achieved by an adequate choice of the deposition parameters. As has been discussed previously, when dealing with the surface roughness of thin films, ion energy, I/A ratio and type of projectile have a definitive influence on the interface quality of these systems. Molecular Dynamics has been used to simulate the evolution of interface roughness with these experimental parameters (Zhou et al.,
EFffiCTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
105
2000). Figure 3.5 shows representative atomic structures of an Ni/Cu/Ni multilayer grown by evaporation of the two metals and simultaneous bombardment with Xe+ ions of increasing energy. The simulations clearly show that the interfaces become smoother when the growth of the film is ion beam assisted. An increase in adatom mobility is the main reason for an enhancement in surface and interface smoothing. The simulations in Figure 3.5 also reveal that for higher ion energies some interface mixing may be induced, an effect that can be deleterious for certain applications. In practice smooth and well defined interfaces in IAD thin films or multilayers are produced by using relatively low ion energies, typically below 50 eV, and relatively
(a) Notonbombardment
-*• x t « i f
(b)E».0.boV
(C) EXe ^3MeV
Figure 3.5. Representative atomic structures calculated by molecular dynamics simulations of Ni/Cu/Ni multilayers as a function of assisting Xe ion energy at an ion/metal atom ratio of 2, a metal atom energy of 0.1 eV, a substrate temperature of 300 K and a normal incident angle; a) without Xe ion assistance; b) ion energy of 0.5 eV; c) ion energy of 3.0 eV. Reproduced from Zhou et al. (2000) with permission.
106
Low ENERGY ION ASSISTED FILM GROWTH
low I/A ratios. These experimental conditions aim to increase the adatom mobility, while keeping to a minimum undesired effects such as interface mixing (subplantation of C into graphite may occur already for energies above 38 eV) (cf. section 3.3.3) or sputtering induced roughness that are more important for high energy ion beams. Another beneficial effect of ion bombardment consists of the suppression of the replication by the first layers of the large-scale lateral roughness existing in some substrate surfaces. This effect has been observed on Co/Cu multilayers prepared by low energy ion-assisted deposition where the successive layers were progressively more dense and smoother than the substrate, while they did not present any replication of the substrate roughness (Telling et al., 1998).
3.3.6. Monitoring the interface roughness by X-ray reflectometry Direct observation by TEM is a well known method of proving the quality of an interface between a thin film and the substrate or between the different layers of a multilayer structure. Many examples can be found in literature about the potentialities of this technique for observation of interface quality (De Hosson et al., 2001). However, for practical applications it is sometimes necessary to determine the average roughness over large interface regions, rather than obtaining information restricted to the field of observation of TEM. A suitable technique for the determination of the average roughness at surfaces and interfaces is X-ray reflectometry (Nevot et al., 1980). Besides surface and interface roughness parameters, this technique provides information about the electronic density (which is directly correlated with the atom density of the material and therefore gives information about the compactness of the film) and thickness of the examined layers. X-ray reflectometry spectra are collected by irradiating the thin film surface at very grazing angles below and above the total reflection angle in the X-ray region of the investigated material. The reflected intensity of the X-rays measured as a function of the incident angle gives a typical interference spectrum that can be simulated with a proper model of the thin film structure. Figure 3.6 shows as an example the experimental and simulated reflectivity curves for a TiN thin film prepared by DIBS (Alvisi et al., 1997). The interference pattern (kiessig fringes) results from the interference of the X-ray waves reflected at the air-film and film-substrate interfaces. In this way information about the interface thickness and roughness can be obtained. This technique can be used for characterisation of thin
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
107
films with a thickness able to give rise to interference patterns. For the majority of materials, values around 100 nm can be considered as the highest limit of the thickness of the thin films that can successfully be investigated with this technique. The experimental curve in Figure 3.6 can be well simulated by assuming a thin film structure as that schematically shown in the right part of the figure. The proper simulation of the interference patterns requires the assumption of three values of interface roughness and the corresponding density parameters for the film and interface zones. The best fitting parameters are taken as the actual values of the corresponding magnitudes for the system under investigation. In the present case, besides the central layer of TiN, the assumed layer structure consists of an outer layer of Ti0 2 and a substrate-film interlayer of SiC>2. This structure is realistic since the samples are exposed to air and their surface is likely to be oxidised to Ti0 2 . Meanwhile, the substrate is likely to develop a thin Si0 2 interlayer formed during preparation of the film by oxidation with the residual gases of the deposition chamber and eventual mixing with the material of the thin film.
2nm
^
0"i=1.5nm .O"2=0.7nm
35nm
1.5nm
^—0"3=1.3nm
Figure 3.6. (Left) Calculated (upper) and experimental (lower) reflectivity curves for a 35.0 nm thick TiN film grown on a Si(100) substrate. (Right) The schematic structure of the thin film refers the layer structure and the parameters used for the X-ray reflectivity calculations. Reproduced from Alvisi et al. (1997) with permission.
Besides the determination of the interface roughness, whose values are reported in the scheme of Figure 3.6, it is also interesting that the reflectometry analysis of the 35 nm thick TiN layer provides information about its electron density and, conversely, about its atom density. The electron density obtained in this case was very high (i.e., 1.53-103 nm"2), in agreement with the very compact and dense film structure obtained by using IAD procedures.
108
Low ENERGY ION ASSISTED FILM GROWTH
3.3.7. Epitaxial growth of thin films IAD deposition methods are also used for growing epitaxial thin films or multilayer structures. The use of ion beams is becoming an advanced molecular beam epitaxy (MBE) method where additional energy for the layer growth is provided by accelerating all or a part of the incoming species arriving to the target. The beneficial effects of ionising and accelerating some of the incoming species has been clearly shown by the growth of epitaxial Si layers on a (100) oriented Si substrate by MBE of partially ionised and accelerated Si+ species (Wagner et al., 2001). In this homoepitaxial deposition of silicon on silicon, mixing effects are obviously neglected. The advantages of the ion beam assistance in favouring the epitaxial growth are not restricted to homoepitaxial systems. Thus, heteroepitaxial growth of GaN thin films on c-plane sapphire (i.e., A1203) single crystal substrates has been carried out by nitrogen ion bombardment during Ga evaporation (Gerlach et al., 2000). The crystalline quality of the epitaxial thin film was very much dependent on ion beam characteristics, the highest crystallinity being obtained for beam energies below 50 eV. Again, it is interesting to remember here that low energy values of the ion beams (i.e., below -30 eV) are required to avoid mixing or sub-plantation of impinging ions beneath the first substrate layers (cf., section 5.12.3).
3.4. Interface mixing Atom displacements induced by ion-target collisions may cause a modification of the in-depth distribution of the elements. Mixing effects have as a consequence that the atom distribution does not present sharp profiles at the interface as could be expected for PVD films. This is due to the mixing of layer and substrate atoms (or atoms of two layers when dealing with multilayer structures) that after ion impacts become distributed in the substrate and layer, respectively. While interface mixing has to be reduced to a minimum for the growth of epitaxial or sharp multilayered structures, for other applications interface mixing is advantageous and is promoted to obtain thin films with good adhesion to the substrate. In fact, mixing enhances the adhesion between thin film and substrate, so that delamination can be avoided if an effective atom redistribution occurs at the interface. Basic macroscopic aspects of adhesion will be treated in section 3.11. Here, we would like to stress that in many cases, such as in metal/ceramic, metal/polymers or oxide/polymers systems, atom mixing at the interface is the best procedure to achieve good adhesion. In thin films
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
109
prepared by IAD methods it is possible to get such a mixing already during preparation of the films without any post-deposition treatment (i.e., thermal annealing, etc.), just by selecting the appropriate ion bombardment conditions. In this respect, a significant advantage when trying to deposit metals or oxide thin films on polymers is that deposition by IAD methods is possible at room temperature, a requisite imposed by the stability of the substrate.
3.4.1. Mixing in thick films and bulk materials induced by high energy ions Ion beam mixing in thick films and bulk materials has been widely studied for more than three decades, either experimentally or theoretically (Paine et al., 1989). For these investigations relatively high ion energies (i.e., various tens of keV) have been utilised. Applications which are currently in use and those evolved from these studies are the synthesis of new materials by mixing buried layers or multilayer structures of different compounds. Temperature, ion energy and fluency and mass of ions are effective factors for the control of the extent and efficiency of mixing. In principle a detailed account of this subject is not the subject of this book, mainly dedicated to IAD thin films. However, a brief outline will be included here because some of the basic concepts may be of some interest when using relatively highenergy ions for the synthesis of the films. Mixing effects have been primarily interpreted in terms of ballistic processes: i.e., by considering the efficiency of energy transfer by collisions between the impinging ion and the target atoms, and the consequent atom displacements that derive from such events (nuclear and electronic stopping efficiency) (cf., section 1.3.1). However, it was quickly recognised that the extent of mixing was also a function of the type of materials brought into contact. This material specificity suggested that mixing is a chemical driven process too and that thermodynamic and kinetic factors controlling bond formation should also be taken into account in explaining the formation of new phases during ion mixing. The thermal spike model has been successfully applied to describe chemically driven mixing effects (Mayer et al., 1981). In this model, it is assumed that the local energy deposited in a collision cascade is very high and that, therefore, the local temperature in the volume surrounding the ion tracks may reach very high values. In this way, ion beam interactions can produce similar chemical phases to thermal treatments. By contrast, it is not so clear whether significant thermal transport of mass can occur in the short quenching times (~1 xlO"11 s) following the primary
110
Low ENERGY ION ASSISTED FILM GROWTH
thermal spikes produced by the ion impacts. Thus, it is generally admitted that the mixing processes mainly occur before the energy accumulated in the tracks is thermalised and are a result of the ballistic interactions between the accelerated ions and the target atoms leading to atom displacements out from their original positions. In section 1.8.3, a brief comment was made regarding the influence on mixing of the magnitude of the ion momentum transfer during ion bombardment.
3.4.2. Interface mixing in IAD thin films Interface mixing is commonly observed in IAD thin films, even if the value of the ion energies is much smaller than in the aforementioned experiments with buried layers. The ion-solid collision theories are not very accurate for E'FDN
(3.3)
where D is an effective diffusion coefficient for mixing. It can be determined from experiments with marker systems consisting of a thin layer of an element or compound sandwiched in another material (Paine et al., 1989). t is the bombardment time, (j)' is the ion fluency and FON the deposited nuclear energy per ion and per unit depth. FDN values can be calculated and are conveniently tabulated (Winterbon, 1975). The mixing efficiency function enables the comparison between different experiments or between experiments and theoretical results, since it depends on experimental parameters and on the chemical nature of the elements brought into contact.
3.4.3. Monitoring interface mixing by TEM/EELS Interface mixing during IB AD preparation of thin films can be determined by direct observation and analysis of the interface by means of transmission electron microscopy (TEM). X-ray reflectometry can be also used to determine a macroscopic roughness parameter for the interface that, in turn, can be related with the degree of interface mixing. The combined use of TEM plus the electron energy loss analysis (EELS) of a line profile along an interface may provide a clear view of the mixing processes that occur at an interface during preparation of a thin film (Sohn et al., 2000). Figure 3.7 shows as an example two cross-sectional highresolution TEM images for two carbon films grown on Si (100) by C" ion beam bombardment with energies between 300 and 500 eV. The images reported in this figure show that the interface is severely damaged when using 500 eV C ions, while it is not very much disrupted with 300 eV C" ions. In the latter case the interface is smooth and a well ordered silicon network is clearly seen throughout the interfacial area. The possibility that C-Si bonding formation occurs at the interface can be investigated by following the evolution of the Si L2,3 EELS spectra along a line crossing the interface. This technique also provides quantitative information about the change of the C/Si ratio along the interface. The inset in Figure 3.7 shows a
112
Low ENERGY ION ASSISTED FILM GEOWTH
series of L23 edge spectra taken from the ieterfaciai region for a film grown with 500 eV C ions. This series of spectra can be attributed to metal silicon (Si L23 first peak at 100.1 eV) and to silicon in SiC (Si L23firstpeak between 103.5 and 104.5 eV). In this way, EELS characterisation of the interface demonstrates that carbon was not only mixed with silicon at the C/Si interface as suggested by the TEM micrograph, but also that carbon has formed chemical bonds with the silicon atoms within a substeate region of 2-3 ran. The existence of this intermixed C/Si layer in the 500 eV sample was critical for a good adhesion of thefilm,since for the sample prepared with 300 eV C ions thefilmdelaminated very easily.
Figure 3.7. Cross sectional TEM micrographs of an amorphous carbon film grown on Si (100) substrate viewed along the [110] axis, a) The substrate was bombarded with a 500 eV C* beam, b) The substrate was bombarded with a 300 eV C beam. The inset shows the Silicon L-edge spectra collected at the C/Si interfacial region of the 500 eV modified sample. The interval between each spectrum is 2.1 em. Reproduced from Sohn et at. (2000) with permission.
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
113
3.5. Densification of thin films IAD thin films usually present a high density that, in some cases, may even approach values typical of the corresponding single crystal compounds. This high density is recognised as one of the most characteristic features of thin films prepared by IAD methods.
3.5.1. Columnar growth in PVD thin films Thin films prepared by PVD present a columnar microstructure with a high concentration of voids between columns or within the columns themselves. The open space in these thin films can be a significant fraction of the total volume of the layer and may vary within wide limits depending on the temperature of the substrate, the growth rate, the residual pressure in the chamber and other experimental factors. The columnar structure of PVD films is basically the combined consequence of two factors, the shadowing effects produced by the first grains formed from the initial nuclei and the low adatom mobility under the conditions of deposition. Shadowing prevents the vaporised atoms coming from the source to reach certain zones of the substrate, while their low mobility favours their staying in their arrival positions at the surface rather than moving to occupy the void zones. Temperature and pressure during deposition may strongly affect the characteristics of the columnar growth and the void volume fraction within the film. Such a relationship between microstructure and processing conditions of the film can be viewed in a simplified structure zone diagram (Thornton, 1977). A schematic representation of such diagram as a function of the deposition temperature (Ts) referred to the melting point temperature (Tm) of the material is reported in Figure 3.8. In this diagram different zones are recognised where the crystal and columnar growth mechanisms are controlled by different processes as indicated in the figure (i.e., surface diffusion, grain growth, etc.). In the middle zone II, a typical columnar growth takes place with a significant fraction of void volume between the columns. A clear effect of increasing the deposition temperature in zone III is an increase of the crystal size because of the enhancement of the adatom mobility. The bigger size of the crystals and columns in this zone means that the overall void volume fraction between them decreases with respect to zone II. Moreover, the higher adatom mobility in this zone enables the filling of some void spaces, thus leading to an
114
Low ENERGY ION ASSISTED FILM GROWTH
increase in thin film density. In the I and T zones, the small kinetic energy of the adatoms prevent their diffusion on the surface, so that they practically remain at or close to the positions where they arrive at the surface. In this zone the thin film grows by coalescence of a large number of small crystallites.
Zone I
Zone T
Shadowing
Zone II
Zone III
Surface diffussion
Bulk diffussion; grain growth
Figure 3.8. Evolution of the type of columnar growth as a function of substrate temperature for PVD thin films
3.5.2. Densification in IAD thin films Ion bombardment during thin film growth produces, as an effect, a considerable increase of adatom mobility that, together with other effects that will be discussed latter in this section, provokes a disruption in the columnar growth of the films. Densification is a first microstructural consequence of these changes in the thin film growth mechanism. Another typical effect is the decrease of crystal size, a phenomenon that contrasts with the increase in crystal size observed in PVD films when the substrate temperature increases. Such effects mean that, in general, the microstructure of IAD films falls within zone I of the microstructure diagram in Figure 3.8. In IAD thin films the crystallites become very effectively packed because the enhanced adatom mobility induced by the ion bombardment. A minimum formation of voids or pores between the small crystallites is a differential effect of the densification induced by the ion bombardment.
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
115
The main reason which accounts for densification in IAD thin films is the removal of voids during thin film growth because of enhanced adatom mobility. A possible mechanism for the transfer of ion energy to the target atoms could be that of a thermal spike (cf., section 1.6.2). However, detailed calculations have shown that densification would not occur as resulting from this type of processes. Miiller (1986) and Netterfield et al. (1988) proposed a model based on collisional cascades to explain the enhanced densification of IAD thin films. According to this model, momentum is transferred from the incoming ions to the target atoms while, simultaneously, a series of secondary effects including sputtering, recoil and atom implantation, and diffusion of target atoms from non-stoichiometric regions in the case of oxide samples, are also induced. The contribution to density enhancement of the above-mentioned effects can be visualised by molecular dynamic simulations (Miiller, 1987). Calculations with a 2D structure of Ni atoms show that atom rearrangements produced in a collision sequence lead to a collapse of voids and to a transport of atoms from one point to another of the surface. Thus, it was shown that while recoil events of subsurface atoms may serve to fill some internal voids, the increased mobility of surface atoms results in the filling of surface holes. Both effects lead to a more densely packed microstructure. In addition, the enhanced adatom mobility would also favour the smoothing of the surface. The influence of substrate temperature and kinetic energy of the ions on the void size and thin film density, as well as the tendency of voids to align in vertical tracks has also been simulated by molecular dynamic calculations (Smith et al., 1996). Figure 3.9 shows the results of a calculation that illustrates the influence of the ion energy (expressed in terms of reduced energy e, cf., section 1.2.4) on the growth process of a thin film under ion assistance. It is apparent in this figure that void volume drastically decreases with the energy of the impinging ions. Comparison with similar calculations as a function of the deposition temperature shows a similar trend, thus suggesting that target temperature and kinetic energy of the impinging ions may similarly influence the deposition process. Another interesting feature deduced from these calculations is that the voids remaining in the film define ideal lines which are parallel to the ion beam direction and that connect with some surface imperfections. This interesting result has been explained by reproducing the formation of voids through a mechanism that involves surface holes. When new atoms and ions arrive at the surface there is a certain probability that an atom bridge forms between the walls of surface holes, without the inner part of the hole being filled with new atoms. When a bridge is
116
Low ENERGY ION ASSISTED FILM GROWTH
successfully formed a new void remains embedded within the film in the same vertical location where the hole initially occurred. Successive voids can form in the same direction because the surface imperfection is not completely removed by the formation of the bridge and the process may happen again at the same position at a latter stage of the thin film formation. Of course, with a sufficient supply of energy, this process may lead to a complete filling of the hole and to the removal of any void and surface imperfection.
(a) 5,= 0.10 e
0>) ^,= 0.45e
(d) Ej,= 1.15 s
(c) E b =0.80e
(e) § , = 1.50 8
Figure 3.9. Typical microstructures for films grown at various ion energies (Eb) onto a substrate at a temperature T=0.125 e/k. Calculations correspond to a tridimensional structure of Ni atoms (e= 0.74 eV). Reproduced from Smith et al. (1996) with permission.
3.5.3. Evolution of density and crystallinity with ion energy and I/A ratio Energy and I/A ratio are critical parameters for an enhancement of density in IAD thin films. Experimentally, it is generally found that any increase in the value of any of these two parameters leads to an increase in the density of the film up to reach a
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
117
maximum value. Then, for higher values the density remains constant or decreases slightly. This tendency is schematised in Figure 3.10 for the I/A ratio. The initial increase in density resulting from ion beam bombardment has to be associated with the disappearance of macroscopic voids. Above a certain limit, where most of these voids have already disappeared, other processes start to contribute to a decrease in density. In fact, a further increase of the ion current may induce gradual increases in structural disorder and damage and/or the generation of crystallographic defects. This is illustrated in Figure 3.10 by the curve representing the crystallinity of the film as a function of the I/A ratio. The maximum of the crystallinity and density curves appear at similar I/A values. This common evolution is logical since any increase in adatom mobility should result in atom rearrangements leading to both higher packing density and better structural order. Above the I/A value of the two maximum, accumulation of defects would lead to a progressive decrease in crystallinity, a feature that, for an extreme situation, might result in the complete amorphisation of the lattice. The influence of the accumulation of lattice defects on the density is less pronounced than that of the removal of voids and, therefore, the density only decreases slightly after the maximum.
P bulk
"E 75
3
O
l/A
•
Figure 3.10. Influence of the I/A ratio on the density (p) and crystallinity of IAD thin films.
Experimental investigations looking at variations of thin film properties such as refraction index that are very much dependent on thin film density have confirmed the previous behaviour scheme (cf, section 4.5).
118
Low ENERGY ION ASSISTED FILM GROWTH
In general, an increase in density is also found as the energy of the ions increases. Some models have been developed to estimate the optimum average energy that has to be supplied per deposited atom to achieve a film with the maximum density. These models take into consideration that maximum packing density can be achieved by assuring at least one displacement per condensed particle. The calculated average energies range between 20-30 eV for oxide and nitride materials to 60-80 for metals (Grigorov et al., 1988). For these energies both ion penetration and particle rearrangements would take place at the surface of nearsurface layers while the ion induced defects in these regions could be annealed very efficiently at low deposition temperatures. These predictions rely on the assumption that only the overall amount of energy and momentum transferred to the target atoms are important for the enhancement of the thin film density. However, many experimental results have pointed out that, depending on energy ranges, the actual value of the ion energy rather than the average energy transferred to each adatom is a more crucial parameter for the modification of many thin film properties, among them, its density. Thus, while at low ion energies only atom displacements at the surface should be expected, for higher ion energies penetration within the upper layers would occur and densification would be a near surface rather than a topmost surface process. These considerations are implied in the aforementioned model by Miiller (1986) and Netterfield et al., (1988), where densification takes place below the first monolayer according to a forward-relocation scheme. For certain materials such as c-BN or diamond it has been theoretically and experimentally determined that, for a given I/A ratio, the density of the films reaches a maximum value for a certain critical energy Ec. This energy is of the order of 100 eV and depends on the synthesised material. For these compounds, the evolution of density with ion energy follows a profile similar to that shown in Figure 3.11 (Reinke et al., 1997). It shows a sharp increase in densification that may be associated with the aforementioned phenomena of adatom mobility. However, well above the critical energy Ec, the impinging ions or the relocated atoms have enough energy so as to penetrate beneath the first surface layers (subplantation model, see section 5.12.3). This causes a significant fraction of the ion energy to be lost deeper in positions where the generated defects cannot be healed by newly arriving atoms. As a consequence, a progressive accumulation of lattice defects occurs (i.e., atom vacancies, point defects, atoms in interstitial positions, etc.), with the expected loss of crystallinity and density. This process is more significant for high ion energies and I/A ratios so that, for very high values, a severe amorphisation and decrease of density may occur.
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
119
0.4
0.3
Q.
^ . 0.2
< 0.1
0.0
T
0
100
'
1
200
'
1
300
•
1
400
'
1
500
•
r
600
Ion Energy (eV) Figure 3.11. Densification of c-BN and caitoon as a function of the ion energy.
3.6. Defect generation The generation of structural defects (i.e., point defects, dislocations, etc.) in solids subjected to high-energy ion bombardment has been widely studied (Smidt, 1990 and ref. therein). In general, it is observed that the type and concentration of defects are very much dependent on bombardment conditions, such as type of ions and energy and fluency of the beam. Atom displacements and/or quenching of thermal spike regions are typical mechanisms leading to the generation of defects in solids. In some cases, ion bombardment may also contribute to the removal and healing of defects by supplying the energy required for lattice reconstruction.
3.6.1. Formation of defects in IAD thin films By contrast, in thin films the dependence of defect generation on bombardment and deposition conditions has not been so widely studied as in irradiated solids. The influence of ion beam induced defects in the nucleation processes during the initial stages of IAD thin film formation was discussed in section 3.2. For already grown thin films, a correlation has very often been found between macroscopic properties like conductivity, microhardness, optical properties, etc. and the amount of structural defects remaining in the films after preparation.
120
Low ENERGY ION ASSISTED FILM GROWTH
The defects generated during IAD deposition can be of different types (e.g. vacancies, interstitials, point defects, clusters, dislocations, etc.). The previously mentioned amorphisation and the textural development phenomena that will be discussed in sections 3.7 and 3.9 can be considered as final situations resulting from the accumulation of atom displacement events. Under favourable circumstances it is possible to monitor intermediate situations where point or more extensive defects like dislocations are generated during IAD growth of thin films (Hultman et al., 1987). Thus, for TiN (100) epitaxial films grown by reactive magnetron sputtering with a bias applied to the substrate, the formation of dislocations loops has been observed by TEM. The concentration of this type of defect decreased as the substrate temperature and the bias voltage increased. Thus, the concentration of dislocation loops reached a minimum at intermediate voltage values to increase again for higher voltages. The increase of the energy of the ions must enhance the atom mobility, thereby accelerating the rate at which the defects can be annealed out during deposition. However, above a certain threshold value promotion of line defects is to be expected by the accumulation of point defects that, under such conditions, cannot be healed out at a sufficiently high rate.
3.6.2. Surface and bulk defects as a function of beam energy During deposition of IAD films, ion energy can be given up to the growing layer either at the surface or in the underlying regions. Atom displacements responsible for lattice damage are produced by energy deposition in bulk regions. By contrast, energy deposition at surface regions leads to atom displacements contributing to the packaging and smoothing of surfaces and interfaces (cf., section 3.3). Theoretical analyses have been carried out to determine, as a function of the ion beam energy and mass, the amount of energy deposited in the surface or underlying regions of the films (Ma et al., 2000). Figure 3.12 shows two plots for the energy per ion given up to the surface or the underlying bulk for N* and Ar+ ion bombardment of a series of carbon containing films. It is apparent from this figure that, for both surface or bulk atom mobilities, it is necessary to supply a given threshold energy (indicated in the figure only for surface driven processes). This threshold energy is higher for bulk than for surface mobility, thus resulting in an energy window where it would be possible to enhance surface mobility without affecting the atom positions of subsurface layers. The existence of such an energy window can be of the utmost importance for the preparation of epitaxial thin films where the atom positions of substrate should not be altered (cf., section 3.3.5). Above the threshold of bulk
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
121
atomic mobility, it should be expected that the number of atom displacements induced in the bulk increases and mat, therefore, a more defective thin film is synthesised under these conditions. However, it must be noted that a counterbalance effect of this tendency that consists of the removal of already formed defects by the mobilised atoms is not taken into account in Figure 3.12. 10J ;
-to
2
r
101
*>*'
^g^.
surf, -graphite —
surf, -diamond surf. -SiC bulk - graphite
r
c o
/
(: i i
bulk-SiC
10° r a> 0Jx 10"1
l
22
o •to-4 a. [ a>
a
10"
Targets:
!i i
SiC
;i •1
Incident angle:
481
| i
5
Ion: N*
j «
"jj"
6=60°
Graphite Diamond
j
.>
& m
:
' :i i
38
1
2
c 10" r UJ T3 10-3 r
•'
' :' .'
J
g> a>
i
j
i .
«
(a)
.52....,
101
10J
iry
Incident Energy (eV) 10J
I
; ' — F •••• : 10' . I
: »**.-'.»< ,.--*"^'
surf. - graphite surf. - diamond surf. - SiC bulk - graphite bulk-diamond bulk-SiC
1 /.'
Q-
Targets: Graphite Diamond SiC
S> 10 1
d)
_c
(220)
(311)
1
A
(111)
r
I (200) 1(220)
i
30
......
40
.
1
1
50
60
•
1
—
70
•
i
•
80
Figure 3.21. Idealised X-ray diffraction patterns of a randomly oriented (bottom) and a (100) textured (top) fee metal thin film.
To simplify the calculation, it is also very common to use a coefficient of the degree of orientation R that is defined as:
R =
1
hkl
(3.5)
It
2~i Wi i=i
In this case, no reference of a random material is required. R is always less than one except for thin films where only a given peak (hkl) is detected in the
140
Low ENERGY ION ASSISTED FILM GROWTH
diagram. Such a situation would mean that the film is completely oriented according to that family of planes. An interesting situation is when a family of preferentially oriented planes contains or is perpendicular to a given crystallographic axis. This means that such crystal axes would be either parallel or perpendicular to the thin film surface (e.g., in the (100) textured fee thin film of Figure 3.21 the crystallographic c axis is preferentially oriented parallel to the surface of the sample). To get a more detailed description of the texture of the thin films, the 9/26 scans can be complemented with the recording of the so-called "rocking curves" and "polar plots". According to Figure 3.21, the (200) planes are preferentially oriented parallel to the thin film surface. What usually happens is that besides the series of completely parallel planes detected with the Bragg-Brentano geometry, there are other planes of the same family that forms a small angle ft} with respect to the sample surface. These planes can be detected if the sample is tilted at an angle ft} as indicated in the scheme of Figure 3.22.
Figure 3.22. Arrangement of a family of (hkl) planes parallel to the thin film surface (middle) and forming a certain angle coi with respect to that orientation.
A practical way of getting information about the deviation in the orientation degree of the planes with respect to the sample surface is by recording a "rocking curve". In practice, it is recorded by selecting the angle 0 of the maximum of a diffraction peak and then by tilting the sample by an angle ±co around the horizontal position. The obtained curve resulting from a representation of the intensity of the peaks with respect to the magnitude of the angle ±co is called a "rocking curve" and its width gives information about the degree of orientation of
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
141
this family of planes with respect to the surface of the film. Very sharp rocking curves indicate a high degree of order (i.e., most crystallographic planes of that family are parallel to the surface of the thin film). However, broad rocking curves are proof of the existence of a great number of (hkl) planes whose orientation deviates with respect to the plane defined by the surface of the film. Besides the detection of the families of planes which are oriented parallel to the surface, it can be interesting to get some evidence of the distribution of planes oriented according to other directions and, in particular, whether the crystallites present a biaxial orientation. From an experimental point of view, this situation is similar to that existing in an oriented single crystal, with the obvious difference that pollycrystalline films are composed of many elemental crystallites. It is said that the film has a biaxial orientation when two crystallographic directions of all, or the majority of the film crystallites, have the same orientation. If two crystallographic axes are oriented parallel to the thin film surface, then it is referred to as "in plane " biaxially oriented thin films (cf., Figure 3.29). Biaxial orientation in thin films can be ascertained by recording the so-called "polar plots" of a given family of planes. Recording of a polar plot is carried out by following the intensity of a given diffraction peak as the sample is turned around its azimuthal axis 7 at giving values of the tilting angle (cf., Figure 3.21). With this type of polar plot it is possible to establish whether there are crystallites with their crystallographic planes preferentially oriented according to certain directions with respect to the normal of the film surface. A polar plot is equivalent to a stereographic projection of the crystal direction of a chosen family of planes (h'kT) on another one (hkl). For the analysis of thin films, this latter is generally taken as the planes that are oriented parallel to the sample surface. In a "polar plot", peak intensities are projected on a circular plot according to a cartographic procedure as a function of the angles (j> (or co, see Figure 3.20) and y. An example of such types of polar plots is represented schematically in Figure 3.23 for a diffraction peak of a film where the crystallites are single oriented towards the thin film surface (left) and for a film with biaxially aligned crystallites. In the first case, the polar plot of a given family of planes (h' k' 1') forming a certain angle with respect to the surface but randomly oriented in the other directions renders a ring in the plot. Meanwhile, a biaxially oriented film furnishes four zones of maximum intensity. Each zone is produced by families of planes related by symmetry (e.g., in a cubic system the (1 0 0) planes include the families
142
Low ENERGY ION ASSISTED FILM GROWTH
(1 0 0), (0 1 0), ( 1 0 0) and (0 1 0)). For a perfectly oriented single crystal, such a plot would convert into four points. If the family of planes (h1cT) in the different crystallites were completely random oriented, the polar plot would not give any zone or ring of maximum intensity. The degree of biaxial ordering in a real thin film is higher as these four zones are less spread in the stereographic projection. Spreading of the intensity area would reflect a situation similar to that existing when the rocking curve is broad (i.e., when there is some deviation of the crystal planes parallel to the surface with respect to a perfect horizontal orientation), although in this case, the referred crystal directions form a certain angle with respect to the normal of the thin film surface.
Figure 3.23. Schematic representation of two polar plots of a family of crystallographic planes (hlcT) that form a certain angle with respect to the thin film surface but are randomly oriented in other directions (left) or present a biaxial orientation (right).
3.9.2. Texture in PVD thin films When the substrate temperature during growth is high enough to induce high adatom mobility, PVD thin films normally grow with the most closely packed planes parallel to the thin film surface. Thus, face centred cubic (fee) metals develop a (111) texture, body centred cubic (bec) metals a (110) texture and the hexagonal compact package (hep) metals a (0002) texture. The reason for a preferential orientation of these planes parallel to the surface relies on energetic factors: the adatoms tend to minimise the energy of the system by ordering and aggregating in those crystal planes that have a minimum free energy. However, the extent of the
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
143
preferential orientation is rather limited and very much dependent on kinetic restrictions related to the temperature of the substrate, shadowing effects, arrival rate of evaporated material, etc.
3.9.3. Texture evolution in IAD thin films and process parameters Preferential orientation can be enhanced or modified with respect to the usual situation in PVD films by assisting the growth with ion beams. The evolution of a preferential texturing has been observed for a large variety of thin film materials including metals, oxides, nitrides, etc. Texturing can occur according to one direction (i.e., with respect to the direction normal to the surface of the film). For some compounds and under certain experimental conditions, texturing may also occur for two biaxial "in-plane" directions (i.e., two crystal axis are preferentially oriented with respect to the thin film surface). The degree of preferential orientation is very much dependent on process parameters such as the ion energy or the I/A ratio. Usually, an enhancement of the preferential orientation is achieved as the magnitude of these two parameters increases. In metal thin films, a clear dependence is always found between texture development and ion energy. In this case, it has been argued that one of the factors controlling the preferential growth of a given family of planes is the minimum free energy of the system. According to this criterion, fee metal films tend to develop (111) preferred orientations. However, the development of alternative preferential orientations is also possible, being very much dependent on the ion beam energies and on the efficiency for energy transfer between the impinging ions and the target atoms. For Ni films grown under ion bombardment, it has been shown that the tendency to change the preferential orientation from a (111) to (200) and (220) textures, the latter two with higher surface energies than the former, follows the amount of electronic energy that is transferred by ion bombardment. In an atom collision, the effective nuclear (Sn) and electronic (Se) transferred energies depend on the mass of the two atoms involved in the collision and on the ion energy (cf., section 1.3.1). The energy transferred through these two types of interactions can be calculated analytically or by using the TRIM code (cf., section 1.4). For Ni it has been shown that the Se/Sn ratio increases when the beam energy grows from 400 eV to 10 keV. The aforementioned evolution from a (111) preferential orientation to another characterised by (200) and (220) preferential orientations follows the same trend. Theoretical considerations of ion-atom collisions reveal that in metals the
144
Low ENERGY ION ASSISTED FILM GROWTH
energy transferred through electronic energy losses are easily transformed into thermal energy of the target atoms. Therefore, it is expected that as the Se/Sn ratio increases, the thermalisation of atoms is more favourable and Ni may develop a texture with a higher internal energy associated with less favourable plane orientations (Kuratani et al., 1997). Texturing is also a common effect in IAD oxide thin films. Figure 3.24 shows the 9-28 XRD diagrams of a series of Ce0 2 IBAD films, where it is possible to follow the evolution of the texture of this oxide characterised by developing preferential orientation when subjected to ion bombardment during growth as a thin film. These thin films have been grown by magnetron IBAD by assisting the deposition with ions of energies between 100-300 eV that form an angle of 55° with respect to the substrate normal. It is apparent in the figure that the films become more textured according to the [002] as the ion energy increases. This means that the c crystallographic axis becomes preferentially oriented in a direction perpendicular to the film surface. A high degree of preferential orientation is found for the 300eV film where only the (002) plane diffraction peak is visible in the diagram (Gnanarajan et al., 1999). The progression of the preferential orientation of the thin film structure is also clear from the analysis of the a> scans curves around the (002) peak for each energy of the ion beam (i.e., rocking curves). The curves, shown in Figure 3.24, reveal a clear evolution from an asymmetrical shape at 100 eV ion energy to a symmetrical shape as the ion energy increases to 300 eV. These two sets of results clearly indicate that the ion energy has a positive effect in inducing the preferential growth of the (002) planes parallel to the surface plane. A direct dependence between the preferential degree of orientation and the ion energy has also been found for metal nitrides. Thus, for example, for titanium nitride thin films prepared by nitrogen ion bombardment of evaporated titanium, it has been found that the (200) texturing degree increases in detriment of the (111) orientation as the energy increases from 0.3 to 1 keV (Ensinger, 1995). This tendency finds a relatively flat maximum for ion energies between 1 and 10 keV. Above this energy, the films start to lose very slowly the preferred (200) orientation. This behaviour suggests that the degree of orientation depends on ion energy but not, however, in a simple way.
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
(a)
^15k
145
ff, km beam energy
I
i
3
H
*?10k-
•e s. »
5k-
I 20
-r30
40
50
60
70
80
20 (deg)
Figure 3.24. Effect of ion beam energy on the texture of Ce02 thin films deposited by magnetron IBAD. a) X-ray 0/28 scans; b) CeOa (002) rocking curves. Reproduced from Gnanarajan (1999) with permission.
A common observation made with many compound thin films is that texturing increases up to ion energies around 1000 eV, while above 10 KeV a small decrease in the degree of orientation is generally found. At high ion energies, the structural damage increases while the sputtering yield decreases (cf., sections 3.7 and 1.7.1). These two factors tend to weaken the processes contributing to the preferential orientation and therefore favour certain randomness for atom rearrangements as will be discussed below. This tendency has been commented in the paragraph above when discussing the behaviour of TiN. The ion to atom arrival ratio has also a positive influence in favouring the degree of preferential orientation. Figure 3.25 shows the texture coefficient of the
146
Low ENERGY ION ASSISTED FILM GROWTH
(200) plane for TiN grown under N* ion bombardment for two different energies of the ion beam (Ensinger, 1995). At small I/A ratios, the films exhibit a preferred (111) orientation for 6 keV beam energy. However, a complete texturing according to a (200) orientation occurs for an I/A ratio of around 0.5. A similar type of influence of I/A is also observed for ions of 30 keV, although in this case higher I/A ratios are required to induce a significant degree of orientation. Similar tendencies have been reported for other type of thin films such as metals, oxides, etc. In general, when IBAD films are prepared at low ion irradiation intensities, crystallisation of the most energetically stable plane structure is induced. TiN has an fee structure where the (111) planes are the most densely packed and, therefore, have the minimum free energy. Accordingly, (100) texturing only occurs at higher ion doses. Under these conditions, the growth would be under kinetic control, rather than under thermodynamic control, the stabilisation of structures with higher internal energies therefore being possible. 1.0
TiN N+ / */
6keV a
0.6
S 0.4
*
I
/ './
//
/*"""" ,J»
30keV
/ ..*'
0.0 -—1 0.0
/ 1
1
0.2
1
1
0.4
1
1
1
0.6
1
0.8
L.
,
1.0
arrival ratio l/A Figure 3.25. Orientation coefficient (X-ray diffraction peak height ratio) as a function of arrival ratio I/A of TiN deposited under nitrogen ion bombardment with two different ion energies. Reproduced from Ensinger (1995) with permission.
Another common tendency found in IAD thin films is that heavier ions are more effective that light ions in inducing texturing of the films. This experimental finding stresses the importance of the momentum and electronic energy transfer processes for the control of preferential orientation phenomena. A similar conclusion can be drawn from the observation that in series of compounds where the atomic mass of one of the constituent elements is varied, the degree of
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
147
preferential orientation is smaller for the compounds with the heavier elements (Dong et al., 1998; Zhang et al., 1998). Thus, for example, the texture evolution from a (111) to (200) in preferentially oriented TiN thin films occurs more effectively under Ar+ than N* bombardment, as expected from the atomic masses (40 and 14, respectively), of these two ion species (cf., section 1.8.2). Moreover, for equivalent experimental conditions, the texture coefficient of the (200) planes of titanium nitride is 0.8, while it is only -0.3 for tantalum nitride. A less effective momentum transfer in this latter case because of the higher atomic mass of tantalum is likely to be the reason for the smaller texture coefficient found for tantalum nitride thin films prepared by IAD.
3.9.4. Models for texture development Taking into account the aforementioned evidence relating the degree of preferential orientation to the magnitude of the momentum transferred by the impinging ions to the target, initially accepted explanations accounting for texturing effects during thin film growth rely on the idea of the preferential sputtering of certain planes. Within this scheme, only the planes with the smallest sputtering rate would develop in detriment to those with a higher sputtering probability. This concept was initially formulated by Dobrev (1982) and has been extensively used in the literature to account for the preferential growth of crystal planes in many thin film compounds grown with IAD techniques. The basic idea of this model can be schematically explained by considering that when the impinging ions face a family of planes that define well-aligned channel structures, they can penetrate more deeply into the bulk without undergoing collision events. By contrast, if the ion beam faces a family of planes with a closed packed structure where there are no channels parallel to its direction, collisions will already occur with the first plane atoms. Then, preferential erosion of that family of planes would occur, while the planes with channel structures aligned parallel to the beam direction will be preserved. This idea is illustrated in Figure 3.26 showing a scheme of the atoms of the (111) and (002) planes of CeOz projected on the surface normal to the ion beam direction. Just based on geometrical arguments of occupation of surface, it is clear that the probability of collisions of ions impinging perpendicular to the (111) planes will be higher than that on the (002) planes (note that in the cubic Ce0 2 structure the (002) and (200) planes are equivalent), thus favouring the development of a (002) texture in these thin films. According to the model of preferential sputtering, during the initial stages of nucleation and thin film growth, grains with the more favoured plane orientations
148
Low ENERGY ION ASSISTED FILM GROWTH
can grow relatively undisturbed either in the direction of the ion beam or laterally. The growth according to this lateral dimension is favoured to the detriment of neighbouring grains initially facing unfavourable crystal planes towards the ion beam. According to Dobrev's original suggestion, in a random or only slightly oriented polycrystalline film there will be some crystallites with the most favoured channel directions coinciding with the ion beam direction. In these crystals the energy lost by collisions will be smaller than in the neighbouring crystallites with other orientations. Upon bombardment, the oriented crystallites will remain cooler and will serve as recrystallisation centres of the adjacent regions in an ion beam activated recrystallisation process.
?o®o®o?o? 5®ofo?ofo ®^®^®^®A® •@ # @ # ©% #
°.0.0.0.0.0 o#o#o#o#o#o o o o o o o o o o o o o
Figure 3.26. Projection of the (111) (left) and (002) (right) planes of Ce0 2 on the surface normal to the ion beam direction, respectively, where the small solid circles represent the Ce and the hollow big circles the O atoms, respectively. The dashed circles represent oxygen atoms which are underneath the position of Ce atoms.
Dobrev's model seems to apply rather well to many compounds. In metals, texture development upon ion bombardment can be predicted by considering the simple criteria of minimum free energy of planes and the easiest channelling directions. Thus, for the different metal structures, preferential texturing in IBAD thin films should be expected to occur according to: fee: bec: hep:
(111) (non-bombarded) -> (110), (100), (111) (110) (non-bombarded) -» (111), (100), (110) (0002) (non-bombarded) -»(1 HO), (0002)
Bradley et al. (1986, 1987) proposed a model to explain the development of preferred orientations in IBAD films that relies on the difference in sputtering yields according to different orientations rather than on a reorientation process during crystallisation.
EFFECTS INDUCED BY THE ION ASSISTANCE OF FILM GROWTH
149
Molecular dynamic simulations have been also used to describe preferential growth phenomena in thin films. The calculations confirm the intuitive ideas of the preferential sputtering model outlined above. Figure 3.27 shows the evolution with time of the atomic structure of a bicrystal film grown by IBAD techniques. One of the crystals is oriented with the [111] direction parallel to the z~ axis and the [110] and [112] directions along the x and y axes, respectively. The other crystal is oriented with the [110] direction parallel to the z-axis and the [ 110 ] and [001] directions along the x and y axes (Donget al., 1998). By this calculation the ion beam was oriented perpendicular to the nominal surface. This direction is parallel to the [110] oriented grain, but coincides with the non-channeling [111] direction of another grain. The results of the molecular dynamic simulations depicted in the figure confirm the differences in the growth rate of crystals with channelling and non-channelling directions and the subsequent appearance of shadowing effects of one grain with respect to another. The calculations also reveal that differences in ion damage of the two grains provoke a recrystallisation-like grain boundary migration that favours the growth of the channelling grain in detriment to the non-channeling one. By this calculation, it could also be proven that the sputtering yield from the [110] oriented grains was smaller than that of the [111]
ccs< the film is under tensile stress as indicated by a positive value of
( Y 1-v
(3.13)
5/
J
A/I + kEA
Where A is the rate per unit area with which atoms are added to the growing film and / the ion beam density; A can be expressed as A—d-p, where d is the growing rate in film thickness and p is its atomic density. K is a constant given by K = 0.016 (p E0'5/3, where E0 is a parameter that can be considered as effective excitation energy and would indicate that the ions must have certain energy above a certain threshold value to become effective in producing atom displacements.
1
1
8
1
10
1
1
12
COMPRESSIVE STRESS (GPa) Figure 4.1. Micro-hardness of 1 |im TiN films deposited by IAAD as a function of the compressive stress. Reproduced from Martin et al. (1999) with permission.
It is well known that stainless steel has a very good corrosion resistance, but its wear resistance is relatively poor due to its low hardness. However, it has been found that nitridation of steels by PHI hardens and improves the wear resistance of its surface without losing their high corrosion resistance. The nitrided steel becomes then well suited for tools if the process temperature is controlled appropriately
APPLICATIONS OF IAD PROCESSING
177
(Ensinger 1998). Up to 450°C the corrosion resistance improves significantly due to the formation of a nitrogen expanded austenite phase. However if the PHI method is performed above 500°C chromium nitride precipitates and the expanded austenite phase transforms to martensite, leading to a dramatic reduction in corrosion resistance (Ensinger, 1998). The development and improvement of properties and performance of coatings for tribological applications is occurring in multiple directions. Multicomponents and graded coatings based on the addition of light elements (e.g., B, Al, Si, etc.) to TiN and TiC, e.g., (Ti, Al) N and Ti (B, N), have attracted an increasing interest as a means of obtaining wear protective coatings with higher oxidation resistance at elevated temperatures and an improved performance in machining operations. These coatings produced by cathodic arc and IBAD, are real alternatives to TiN. However, it turns out that the wear behaviour of these coatings strongly depends on the composition and the degree of improvement, as compared with TiN, is highly dependent on the working parameters of the tool. Multi-layers, including soft and lubricating materials, nano-structured multi-layers (i.e., thickness of the order of nm) and nano-crystalline coatings are also being considered as promising developments (Jehn, 2000). Obviously IAD methods are employed in most of those developments, because of the capabilities offered by them of controlling the microstructure of the coating and of performing depositions at low temperatures. Super-hard and low friction DLC coatings deposited at low temperatures are currently of great interest for wear protection and friction reduction. However, their intrinsic stress and poor adhesion limit the coating thickness and therefore, their potential applications (cf., section 5.6). These handicaps are specially pronounced when deposited on soft substrates such as steels.
4.1.2. Solid lubricant coatings Liquid lubricants have been used for centuries to facilitate sliding in machining. However, there is currently an increasing demand for dry machining, just because the presence of liquids is not recommended or it is even forbidden because of environmental reasons. Accordingly, new coatings and deposition methods as well as post-deposition treatments have been developed in recent years. Depending on applications, friction coefficients ranging from 0.4 to 0.01 are commonly desired.
178
Low ENERGY ION ASSISTED FILM GROWTH
Among the most used solid lubricants we find soft metals (e.g., In, Ag, Pb and Au) and lamellar solids of the type MoS2 and WS 2 (Hirvonen et al., 1996). From them, MoS2 is probably the coating that has received the highest attention for vacuum applications. Although usually deposited by magnetron sputtering, ion beam sputtering and IAD methods are also being employed. Due to the preferential sputtering of sulphur some care must be taken to achieve the deposition of stoichiometric M0S2 coatings. Recently, two new coatings have been developed at TEER Coatings using IAD methods, MOST® and Graphit-iC® (Fox et al., 2000, Renevier et al., 2000). The first is a MoS2/Ti composite produced by unbalanced magnetron sputtering or IBAD. It is harder and much more wear resistant and less sensitive to humidity than MoS2. Due to a significant ion bombardment during deposition the structure is amorphous or constituted by very small crystallites. Graphit-iC has been shown to consist of CrC-C multi-layers where the hardness is provided by the ion-bombarded carbon. Apparently, the effect of the Cr incorporation is to reduce the brittleness. In spite of the ion bombardment the bonding is mostly sp2. The wear is poor in dry nitrogen but a small amount of water vapour leads to good wear properties (Renevier et al., 2000). For applications at high temperature, i.e., above 1000°C, there are rather few available coatings. A solid solution of CaF2-BaF2 seems to be a potential candidate. Bhattacharya et al. (1992) have reported the behaviour of IBAD coatings formed by CaF2 and BaF2-CaF2 solid solutions with and without the incorporation of Ag. The best coatings were those with very small-grains obtained with significant ion assistance. Low friction coefficients around 0.3 were determined up to 800°C. Ceramics (e.g., A1203) with a high temperature stability and a high oxidation resistance, constitute also a potential alternative. However, their wear and friction properties hinder their use with common lubricants. Actually, Ag has been suggested as an additive to reduce the friction coefficient and to improve the wear properties of ceramics, even though its adhesion to ceramic substrates is rather poor. Nevertheless, the application of IBAD methods to obtain Ag covered ceramic coatings has shown the possibility of obtaining a significant reduction of wear and good thermal conductivity.
APPLICATIONS OF IAD PROCESSING
179
4.2. Corrosion resistant coatings A common way of preventing corrosion is to coat the material with the appropriate coating. In order to provide adequate corrosion protection, the coating must be uniform, well adhered, pore free and self-healing when physical damage can occur. Electrodeposition of hard chromium on top of a nickel layer is the usual solution to avoid the wear corrosion of steels, stainless steels, copper alloys, etc. exposed to corrosive environments. Due to the presence of cracks these coatings also require some kind of sealing to hinder the corrosion of the substrate. Unfortunately alternative PVD coatings (e.g., CrN, TiN), even with the benefits of avoiding hazardous electrolytes containing Cr, also exhibit micro-pores, which rapidly lead to the corrosion of the substrate. Porosity in electrodeposited and vapour deposited films is, therefore, a well-known failure mode that could be overcome by the more dense and compact IAD films. Improvements in the corrosion and oxidation protection, which are expected from the use of IAD coatings, will be a consequence of their denser microstructure, a better adhesion to the substrate and the capability of reducing their crystallinity and to produce amorphous films. However, up to now only a scarce number of PVD systems for the deposition of metals and oxides on steels are used in practice for commercial applications. Some of them already involve ion beams but only for pre-cleaning purposes. Several groups (Wolf, 1992; Ensinger et al., 1993; Ensinger, 1996; Stippich et al., 1998) have studied IAD coatings for corrosion protection as they can offer low porosity and good adhesion properties as compared with coatings obtained by more conventional methods. Ensinger et al. (1993) have published a comparison of IBAD coatings for wear and corrosion protection with other PVD (sputtering and ion plating) coatings. The concluding remarks of this study pointed out rather clearly that coatings deposited by IBAD at medium energies show better corrosion protection than the coatings deposited by other non-assisted PVD methods. The improvement was especially remarkable when low deposition temperatures were required. The main arguments are a more compact structure and better adhesion of the IBAD coatings. IBAD is presently being commercially used for the production of TiN coatings to protect wet/dry shaver heads and razor blades, from tribological and
180
Low ENERGY ION ASSISTED FILM GROWTH
corrosive attack. Miyano and Kitamura (1994) from Matsushita Electric Works developed a process line for TIN coated razor blades of electrical shavers. The substrate was AISI410 steel, which is first sputter-cleaned and then coated by IB AD with a 0.1 urn thick TiN film. The resulting TiN coated shaver blades demonstrated a better corrosion resistance against sweat. They can even be used for wet shaving and directly cleaned in water. Kiyama et al. (1993) from Sanyo Electric Corp. have reported similar results for ZrN coatings deposited by IBAD on electroformed nickel. Gillette ® has also commercialised a razor blade with a thin a-C: H coating deposited by IAD, which is hard and wear resistant and has a low friction coefficient (cf., section 5.6.1). However, it seems that the largest industrial application of these a-C:H coatings is as wear and corrosion resistant coatings in magnetic devices (e.g., disks, tapes, read/write heads) (Bhushan, 1999). The synthesis, characterisation and applications of DLC films will be discussed in detail in Chapter 5. The success of corrosion resistant TiN coatings deposited by IBAD is mainly due to a reduction in film porosity, as compared with films deposited by PVD or even plasma-based PVD techniques that tend to be columnar and textured. The columnar structure and porosity does not necessarily affect the tribological properties negatively, but is clearly detrimental for corrosion protection. Therefore, reduction of the porosity is a requirement in corrosion resistant coatings. Interestingly, several experimental studies (Ensinger, 1998) have evidenced that this protective effect is significantly enhanced by the use of ions at oblique incidence instead of perpendicular to the film surface. The influence of the ion incidence angle on the texture and microstructure of IBAD TiN coatings has been discussed in section 3.9 and studied in detail by several authors (Ensinger 1996; Alberts et al., 1996; Ensinger, 1998). The behaviour against corrosion was measured by Ensinger (1996) in terms of the critical current densities of the iron dissolution from the substrate through the pores of the coating, as measured by cyclic polarization of the samples in a buffered acetic acid (pH 5.6). The results show that the values of these critical current densities relative to the value measured for the coating assisted at normal incidence (0°) are significantly reduced by the use of Ar+ ions at oblique incidence. Furthermore, considering that the relative values of the dissolution currents are also a measure of the porosity of the coating, the results also show that the lowest porosity is obtained for an incident angle of 40°. This value is in accordance with the conditions observed experimentally for the suppression of the well known (100) columnar texture of TiN films grown at normal ion incidence and a consequent densification of the coating. In fact, Miyano et al. (1994) used 2 keV
APPLICATIONS OF IAD PROCESSING
181
off normal nitrogen ions to assist the deposition of TIN films on blades of electrical razors as mentioned above. IBAD techniques with a variable angle of incidence of the assisting ions seem to be a promising deposition method for corrosion protective coatings. Obviously, an optimisation of the corrosion protection requires an appropriate selection of all the deposition parameters, including I/A and ion energy and angle of ion incidence (Ensinger, 1998 a, Vera and Wolf, 1999). In many cases a good corrosion protection has to be coupled with a good wear performance and low friction coefficient. Unfortunately, very commonly, the conditions that optimise one of the properties do not coincide with those that permit the best of the other, so that a compromise has to be met depending on the application. Thus, it is a rather general result that whereas highly crystalline coatings result in higher hardness and lower friction coefficients than the partially amorphous coatings, the amorphous films give better corrosion protection than columnar crystalline films (Vera and Wolf, 1999).
4.2.1. Metal coatings Ensinger (1996) has reviewed the properties of metal coatings for corrosion protection and the reader is referred to that work for details and specific references. In addition to noble metals (Pt, Au, etc.), which are inert in most environments, other metals (e.g., Al, Cr, Ti) are also used as corrosion protective coatings because of their ability to form a compact natural oxide film which is stable and inert in different aggressive media. This enables them to be deposited without pores and with high adhesion. IAD metallic coatings, such as Al, Cr, Ti, Ta, Nb, alloys like Nb-Cr, or semiconductors like Si and Ge have been tested for corrosion protection of other metals, steels and alloys in different media. The general conclusions are rather similar to those mentioned above for TiN, so that the observation of some improvement on the corrosion protection is explained in terms of better adhesion and a denser structure of the coating (e.g., low porosity). However, it seems that although the IAD methods are able to reduce significantly the number of pores in the coatings, the presence of just a few of them enable the corrosion process to proceed further, and although the corrosion rate is reduced, it is not completely eliminated.
182
Low ENERGY ION ASSISTED FILM GROWTH
The protection of Al-alloys against corrosion can be achieved by the use of pure Al as coating. The sensitivity of these alloys to temperatures above 150-200 °C makes the use of IAD deposition methods highly appropriate. Ensinger et al. (1993) compared the corrosion protection of an Al-alloy by 2 um IBAD and 3 um ion beam sputtered Al films. The corrosion behaviour was studied according to the salt spray test. This test showed that after 500 hours exposure the uncoated alloy showed severe pitting corrosion with pits of up to several tens of um, whereas the coated alloy reduced the corrosion attack significantly. Figure 4.2 shows the average number of pits per unit area and the pit depth of the uncoated aluminium alloy as compared with samples, which were coated with 3 um of sputtered or 2 um of IBAD aluminium. In spite of its lower thickness, the IBAD coating showed the best results after the test, i.e., the shallower pits as well as the lowest number of them.
a. Q
Uncoated IBAD
Sputt
Figure 4.2. Average number of pits and pit depth of an uncoated aluminium alloy after a salt spray test as compared with samples coated with 2 um and 3|im of Al deposited by IBAD or sputtering. Reproduced from Ensinger et al. (1993) with permission.
4.2.2. Oxide and nitride coatings Coatings consisting of oxides (e.g., A1203, Zr0 2 , Cr 2 0 3 , etc.) and nitrides (TiN, ZrN, Si3N4, etc.) have also been proposed for corrosion protection of metals, steels, and alloys. The review by Ensinger (1996) summarises the behaviour of these films as corrosion resistant coatings. As mentioned above, some nitrides deposited by IBAD methods such as TiN and ZrN have found industrial applications.
APPLICATIONS OF IAD PROCESSING
183
Wolf (1992) has reported the behaviour of Al and A1203 coatings deposited by IB AD on 1.7734 steel. A comparison of the corrosion behaviour between the uncoated and 1 |im Al and 1 um A1203 coated steels in 0.1 m NaCl showed that the coated steels reduced significantly the corrosion process with respect to the uncoated steel. Moreover, A1203 showed the more positive potential for pitting corrosion and the process proceeded up to two orders of magnitude slower than for pure Al. In general, it is found that oxide and nitride coatings obtained by IBAD show an excellent corrosion protection of metals, steels and Al-alloys due to their good adhesion and the relatively low number of defects and flaws present in the coating, depending on the thickness and the process parameters such us ion energy, ion angle of incidence and I/A ratio.
4.2.3. Corrosion protection of Magnesium alloys An important area of application of corrosion resistant coatings is the protection of magnesium alloys. Magnesium and its alloys present as advantages their low price, high strength-to-weight ratio and good recycling properties. Magnesium and its alloys have excellent physical and mechanical properties for automotive and aerospace applications (Gray and Luan, 2001), but unfortunately their susceptibility to galvanic corrosion in salt-spray conditions has hindered their use for many of these applications. One method of preventing corrosion is to cover the material with the appropriate coating. There are a number of technologies available for coatings on magnesium and alloys, including electrochemical plating and anodising, conversion coatings and obviously PVD and CVD methods in both the assisted and non-assisted versions. An important advantage of IA-PVD methods is that the deposition temperature can be maintained below 180°C, the stability temperature of many magnesium alloys. Anodisation is one of the conventional methods to produce a mixed MgOMg (OH)2 coating that requires some sealing or painting to reduce the porosity and to improve the corrosion protection. Therefore dense MgO coatings deposited by IBAD could be good candidates for corrosion protection of Mg-alloys. Stippich et al. (1998) have tested 1 urn MgO IBAD coatings deposited on pure Mg, and the AZ91 and AlMgSi0.5 alloys as a function of the energy and angle of incidence of the assisting Ar+-ions. The corrosion behaviour was studied by potentiodynamic
184
Low ENERGY ION ASSISTED FILM GROWTH
controlled current-potential measurements under pitting corrosion conditions and the standard salt spray test. The degree of crystallinity and texture depended on the deposition parameters (i.e., I/A, ion energy, angle of incidence of the ions) and had a strong influence on the performance of the coatings. Those coatings with strong texture obtained at high ion energy (10 keV) gave very poor corrosion protection due to their columnar texture and high porosity. On the contrary, highly amorphous MgO films, assisted with Ar ions at energies 3-5 keV, generally showed a good protection against corrosion. 4.2.4 Zinc and Zinc alloys Zinc coatings are well known to improve the corrosion resistance of steels by a sacrificial cathodic protection mechanism and the formation of a passive barrier that prevents further electrochemical reactions. Magnesium and zinc are commonly used as sacrificial coatings for steel in automotive, building and household applications. The common industrial processes used to deposit these coatings are galvanization and electro-deposition. These are cost-effective processes that allow high efficiencies and low cost. Alloying Zn with Al for galvanisation, and with Ni, Cr and Co for electro-deposition, have lead to significant improvements of corrosion resistance. However, the demand for increased endurance and quality coatings have driven the research to achieve better corrosion and scratch resistance. Although still at a laboratory level, PVD and IBAD techniques have been used for such purposes. IBAD Zn and Zn-Cr coatings deposited on steel have shown good adhesion and corrosion resistance. The corrosion protection was, however, observed to be thickness dependent, with thicker films presenting the best results, thus suggesting that the presence of pores is a determinant in the performance (Sansom et al., 1996; Alonso et al., 1998). Large area coil coating systems equipped with electron beam evaporation and ion beams have found little industrial acceptance, probably because the high speed at which they are commonly run. However, Wolf et al. (2000 and 2001) have recently presented a prototype at a laboratory scale for ion assisted vapour deposition in the coil coating mode. Zn alloy coatings like Zn/Ti, Zn/Cr or Zn/Al were deposited in a coil coater in vacuum by ion assisted e-beam evaporation and compared with 8 um thick electro-galvanized samples. The samples were tested according to die salt spray test. An essential improvement of the corrosion protection was obtained after pre-cleaning the substrates by ion bombardment to enhance adhesion. In addition, the results showed that the steel coated by IBAD
APPLICATIONS OF IAD PROCESSING
185
with 4-6 |am of the different alloys provided better corrosion protection (salt spray test) than the 8 um thick electro-galvanised coatings.
4.3. Modification of biomaterials Biomaterials modification by ion-beam processing to improve the functionality and biocompatibility of some medical implants is becoming widely used. In general, it has been recognised that an adequate surface engineering of biomaterials using ion beams or plasmas leads to better and longer-lived medical implants. Recalling the characteristics of the IAD methods it is clear that ion processing can provide better bio-coatings with higher adhesive strength to the substrate. These beneficial effects are due to better control of the microstructure and chemical composition of the coatings, as compared with more conventional coating methods, e.g., plasma spraying, ion beam sputtering and non-assisted PVD methods. The area of biomaterials is probably where the expansion of the IAD methods has been more significant in the last years, probably because it is in this area where the quality is more important than the price, and where IBAD's unique characteristics are recognised and fully utilised (Cui and Luo, 1999).
4.3.1. Fretting wear and damage Fretting occurs whenever two contact surfaces suffer oscillatory movements of small amplitude for a large number of cycles. It often occurs in mechanical joints of vibrating structures in engines, trains and orthopaedic implants. Usually this phenomenon leads to both wear and fatigue damage. Since it is closely related to wear, corrosion and fatigue, the application of surface modification methods like IAD processing was seen as a way of improving the performance of biomaterials against fretting. In fact, there are some reports on the benefits of using IBAD methods to lower the fretting damage of certain coatings. The base materials most commonly used in biomedical implants are stainless steel, and different Co-. Ni- and Ti-based alloys (e.g., AISI 316L, Ti6A14V, etc.). Ti-alloys like Ti6A14V are widely used due to their high strength to weight ratio, excellent corrosion resistance and exceptional biocompatibility. However, they have a poor fretting wear and fretting fatigue resistance, two shortcomings that have to be improved for those applications (Fu et al., 1998).
186
Low ENERGY ION ASSISTED FILM GROWTH
Several coatings and surface treatments have been suggested in the literature to improve the fretting wear and fretting fatigue resistance of Ti6A14V, e.g., IBAD CrN or CuNiln coatings and surface treatments like shot penning. Fu et al. (1998) have compared these treatments. The corresponding tests showed that whereas the IBAD CrN film exhibited the best fretting fatigue performance, the duplex treatment by shot penning and IBAD CrN exhibited the highest fretting wear resistance. The authors explained the reduction of the friction coefficient in terms of a compressive residual stress induced by the ion bombardment, while the increase of hardness and surface roughness would explain the different fretting performances. By contrast, the IBAD CuNiln coatings gave the poorest fretting performance although this coating yielded the lowest friction coefficient compared with the other treatments. It appears that due to its low hardness the wear rate is the highest. High temperature (550°C) nitridation using a PHI process (Johns et al., 1996) has been shown to yield a substantial improvement in the tribological properties of the Ti6A14V. PHI increased significantly the hardness and wear resistance of the alloy, so that the wear rate was typically reduced by four orders of magnitude compared to the untreated alloy.
4.3.2. Corrosion protective coatings Different ceramic materials, such as A1203, Ti0 2 , Si0 2 and Zr0 2 are usually deposited on the base material as protective coatings against corrosion. In order to improve their adhesion, these coatings are usually deposited by IBAD. In many cases these ceramic coating are also IBAD coated with a thin (50-150 nm) silver layer to reduce the risk of bacterial infections. A comparative study of the behaviour of those ceramics showed that under simulated physiological conditions the pure and silver doped Zr0 2 coating had the best performances, i.e., highest biocompatibility and longest lasting bactericidal properties (Meinert et al., 1998).
4.3.3. Hydroxyapatite Due to its good biocompatibility and enhancement of osseous-integration, hydroxyapatite (Cai0(PO4)6(OH)2) constitutes an important coating material for
APPLICATIONS OF IAD PROCESSING
187
dental and orthopaedic implants. Although the method most frequently used to deposit hydroxyapatite (HAP) is plasma spraying, long-term clinical tests have found adhesion deficiencies, as well as high dissolution rates in aqueous solutions that limit the life of the implant. By contrast, results found in the literature (Cui et al., 1997; Ektessabi, 1997; Kim et al., 1998; Choi et al., 2000) evidence that IBAD is able to promote a higher HAP/substrate adhesive strength than plasma spraying and other conventional methods (e.g., sputtering, electron beam evaporation, laser ablation, etc.). Scratch tests performed by Ektessabi (1997) on 02+-beam assisted sputtered hydroxyapatite coatings on Ti-6A14V and steel showed an improvement of the critical load up to a factor of two with respect to the reference coatings deposited by simple ion beam sputtering (IBS). A hydroxyapatite-based coating in which calcium was partly replaced by silver has also been tested as anti-microbial. The results were similar to those reported for HAP coated with a silver film. In fact IBAD provides the most adequate silver coating on catheters and other implants with respect to the adhesion and antimicrobial behaviour.
4.3.4. Biocompatibility The relationship between surface properties and biocompatibility is a topic of interest in the research and development of biomaterials. Obviously, the surface properties of the material will determine the response of the living tissue to the implant. Corrosion and wear are two important factors to be considered in biomaterials, but tissue and blood compatibility are also required to diminish the cellular damage and blood coagulation. TU6A1-4V alloys and low temperature isotropic (LTI) pyrolitic carbon are widely used in biomedical applications because of their high corrosion resistance and biocompatibility. Owing to these properties, these materials are used in the fabrication of heart valves, hip joints, etc. However, several coatings and surface modifications are also employed to improve their wear and corrosion resistance as well as their biocompatibility. In fact thrombogenic problems, which have to be treated with anti-coagulants, are rather common in patients with implanted heart valves. Wang et al. (2000) have studied the biocompatibility of TiOx films deposited on LTI by IBAD. These authors claim that these coatings improve the blood compatibility of the LTI, both in-vivo and in-vitro tests. The behaviour is
188
Low ENERGY ION ASSISTED FILM GROWTH
explained as due to the presence of Ti and Ti oxidation states at the surface of the coating, which make the surface more polar and reduce the work function (Wang et al., 2000). DLC and CNX films have also been proposed as candidates for this application because their chemical inertness and composition make them biologically compatible. Cui and Li (2000) have reviewed the biocompatibility of DLC and CNX films. In general, the results are rather promising. Both materials, as deposited by IBAD methods, show good adherence, chemical inertness and good biocompatibility towards various cell types.
4.4. Metallisation of polymers IAD processes are highly suitable for coating polymeric substrates where deposition must be done at low temperatures. Many industrial applications of polymers require the deposition of thin metallic films to modify their surface functional properties like electromagnetic shielding, wear protection, gas diffusion barrier, etc. However, the adhesion of inorganic films on the smooth and chemically inert surfaces of polymers is usually poor. In general, improvements of adhesion to levels of peel strength above lN/mm are necessary for many applications and therefore the metal-polymer interface becomes a crucial parameter. The use of IAD methods to improve the adhesion between dissimilar materials was discussed in section 3.11. Specific preconditioning of polymers to make surface coatings ready for industrial applications is usually necessary. The most commonly used preconditioning process is the chemical attack with chromic acid. However, the social demand for clean technologies has stimulated the development of ion beam and plasma assisted processes for the conditioning and metallisation of polymers. Kupfer and Wolf (2000) have shown that ion beam preconditioning with Ar-ions of different energies and fluences leads to the formation of graphitic carbon on the surface of the untreated Poly(phenylene sulfide) (PPS) and hinders the adhesion of the deposited metal. On the contrary, ion beam assisted evaporation of Cu leads to a significant improvement (up to 2.5 times) of adhesion on PPS. Figure 4.3 shows the pull-off strength of IBAD Cu coatings on PPS as a function of the I/A ratio and energy of assisting ions. Interestingly, the improvement of adhesion is only obtained at low energies and low I/A ratios. If the input energy of the assisting
189
APPLICATIONS OF IAD PROCESSING
ions is too high the bonding at the metal/polymer interface becomes weak and the adhesion poor. The main effect of the IBAD process seems to be the formation of chemical bonds at the interface (cf., section 3.11), without affecting the roughness of the substrate. However, an excess of ion bombardment can induce a graphitisation of the interface and therefore a decrease in adhesion.
£
0.02
0.04
0.06
0.08
0.1
0.12
Ion/atom ratio Figure 4.3. Pull off strength of Cu deposited by IBAD on PPS as a function of the I/A ratio for different energies of the Ar-assisting ions. Reproduce from Kupfer and Wolf (2000).
Cu/Teflon and Fe/Teflon are two typical examples which show a negligible adhesion when deposited without the assistance of ion bombardment, either as preconditioning or during the deposition. Low energy pre-sputtering of Teflon is very effective in producing a high strength bond. Only a few seconds of ion bombardment produces a maximum in the adhesion that has been associated with the formation of C-Cu and Fe-C bonds and a graded layer at the interface (Chang et al., 1987). Nevertheless, these results are strongly dependent on the system under study and cannot be generalised. In fact, there are also examples where IBAD treatments have failed to improve the adhesion. As an example of different responses of systems prepared under the same IBAD conditions, we can use the results reported by Loh et al. (1988). These authors have studied the IBAD deposition (assistance with 400 eV Ar-ions) of Cu, Ag and Au films on Plexiglas, Teflon, Kapton and Lexan. As compared with the evaporated films, which do not pass the common scotch tape test on Teflon, but adhere well on Lexan and Kapton and fail on Plexiglas, the coatings deposited by IBAD improved significantly their
190
Low ENERGY ION ASSISTED FILM GROWTH
adhesion on Teflon, did not show any significant improvement on Lexan and Kapton and failed to achieve any adhesion on Plexiglas. Therefore, it can be concluded that each system requires an appropriate and specific treatment to enhance specific mechanisms for adhesion improvement (cf., section 3.11).
4.5. Optical coatings The fabrication of optical coatings remains the area where the use of IAD techniques, e.g., ion plating, DIBS, IBAD, etc., is more extended. Many optical coating companies have incorporated ion beam assisted processes since they experienced that ion bombardment was essential for obtaining properties that are required for several applications of the evaporated films. Some companies are nowadays using these processes for production of optical coatings which are sensitive to the atmospheric moisture or which require low deposition temperatures like heavy metal fluorides. Ion bombardment is being used for pre-deposition conditioning of surfaces of germanium, silicon and other materials which are somewhat resistant to thin film adherence (cf., section 3.11). In addition, IAD has also demonstrated its ability to increase the packing density (defined as the ratio between the volume of the solid part of the film and the total volume of the film), improve the stability and durability, modify the stress and adjust the stoichiometry using reactive ions. Ion assisted coatings are commonly associated with coatings of higher refractive index, free of spectral shifts upon exposure to atmospheric moisture, free of adsorbed water and the corresponding infrared absorption and good adhesion and mechanical properties. Nevertheless, whereas IAD methods have proven highly advantageous for the deposition of high quality dielectric films, in the case of metals and semiconductors, other techniques have resulted in films with similar or better properties. For many semiconductors, the bombardment with energetic particles usually leads to damaged lattices and poorer properties. It is interesting to observe the lack of information regarding the optical behaviour of ZnS obtained by IAD, even though it is the most widely used coating for IR applications. In contrast, the number of reports in the open literature dedicated to the optical behaviour of silica, titania, tantalum pent-oxide and many other oxides deposited by IAD is huge. Another interesting problem in the field of optical coatings is that of the laser damage. Even though it is a very important topic and some progress has been
APPLICATIONS OF IAD PROCESSING
191
made in recent years, the improvement of laser damage thresholds in thin films has not yet been solved. Furthermore, although many attempts have been made using the whole variety of IAD methods, it has not yet been concluded whether the IAD coatings give higher threshold values than the more conventional methods. In fact, it has been found sometimes (Alvisi et al., 1999) that films deposited by non-assisted methods, with lower packing density may have a higher laser damage threshold and better heat dissipation. For details on the influence of the structure of oxide coatings on its laser damage threshold the reader is referred to the review published by Hacker et al. (1996). As a rule, the laser damage threshold always remains well below that of the respective bulk materials. If the well-established benefits of IAD could somehow be associated with a high laser damage threshold, then the process would probably become universally accepted. Excellent reviews of the status of ion assisted techniques (including plasma processes) for optical thin films have been written by Martin (1986), Martin and Netterfield (1986), Gibson (1987), Mohan et al. (1995), Bovard, (1996) and many others. They should be consulted for a more detailed study of different optical materials and effects.
4.5.1. Dielectric oxide films Dielectric oxide films for optical applications are usually deposited by thermal and e-beam evaporation of oxide materials. However, as for many other evaporated films, optical thin films present a series of problems associated with the characteristics of that deposition method, i.e., loosely packed columnar structure, absorption of water, variable optical parameters, etc.. Heating the substrates up to several hundreds °C improves the density and the optical properties, but many times heating is not possible or causes other undesirable effects in the microstructure and morphology of the substrate and film. Therefore, ion beam and plasma assisted processes have found a rapid acceptance for the production of environmental stable dielectric layers and optical filters. The number of reports on the dependence of the optical properties of different dielectric films deposited by IAD methods is very large. Many of the results obtained up to the mid and late 80s have been revised in detail in the reviews by Martin (1986) and Gibson (1987). We will focus here on some general results which demonstrate some of the advantages of using IAD.
192
Low ENERGY ION ASSISTED FILM GROWTH
Figure 4.4 demonstrates the improved environmental stability achieved by using ion beams during deposition of Si0 2 films. The figure shows the evolution of the refractive index of Si0 2 coatings deposited by ion assisted deposition (Ar+ + 0 2 + ) as a function of ion energy per deposited molecule (SiC>2) (Souche et al., 1998). For each coating the refractive index was measured in vacuum and after aging in air. Figure 4.4 shows that ion bombardment induces a densification of the film and the suppression of the porous columnar microstructure shown by those films whose deposition has not been assisted or assisted with very low energy ions (i.e., Ed < 40 eV). The effect is evidenced by the shift of the refractive index shown by the poorly assisted films after aging, which is associated with the uptake of water that normally occurs in porous films upon exposure to the atmosphere. Whereas the films deposited without assistance (Ed=0) or assisted at low energies show a significant increase of the refractive index when exposed to air, the films deposited at energies above 40 eV are dense coatings which do not take in water and have stable refractive index. Similar shifts in the refractive index when the sample is transferred from the vacuum to air have been also reported for other evaporated oxide films (Martin et al., 1986).
. 1.50-
•
Ec=150eV
•
Ec=300eV
1.44-
1.41-
•
*
S4
C § d c
•
1
1.47-
S2 S1
6 1.38100 200 Average deposited energy Ed (eV)
300
Figure 4.4. Dependence of the refractive index of ion assisted Si02 films as a function of the normalised energy per molecule Ed. The films were assisted with ions with two kinetic energies Ec. The open points represent the refractive index after aging in air. Reproduced from (Souche et al., 1998) with permission.
193
APPLICATIONS OF IAD PROCESSING
Figure 4.4 also shows that the refractive index increases rather steeply as the normalised ion energy (Ec x I/M, where M is the net flux of deposited Si0 2 molecules) is increased up to a critical normalised energy of around 40-50 eV. This increase in the refractive index is observed as an increase of density and elimination of the columnar porous structure (cf., section 3.5.2). Beyond that critical value, the refractive index saturates up to 300 eV, which is the maximum ion energy reached in these experiments (Souche et al., 1998). A direct comparison between the dispersion characteristics of S1O2 and Ti0 2 films deposited by IAD and electron-beam evaporation (EBD) as published by Tsai et al. (1997) is shown in Fig. 4.5. This figure clearly shows that the films prepared by reactive IAD have higher refractive indices than those deposited by reactive EBD under similar deposition conditions.
1.49
— 1.47 '.oo. 0
400
Si0 2 ,EBD
••••• Si0 2 ,IAI>
500
600
700
800
>
— Ti0 2 ,EBD TiQ2,IAD O-OOOOOOO-o-OOO-Oo I
400
500
600
700
800
Wavelength (nm) Figure 4.5. Dispersion curves of Si02 and TIO2 films deposited by reactive IAD and electron beam evaporation (EBD). Reproduced from Tsai et al. (1997) with permission.
194
Low ENERGY ION ASSISTED FILM GROWTH
The above described dependence of the refractive index on the assisting ion energy and current density has been observed for many other oxide films (Mohan and Krishna, 1995) and interpreted as evidence that the film density and refractive index could be increased up to values close to the respective bulk values. In many cases, at high energies of the assisting ions, the refractive index is observed to fall due to an excessive damage, preferential sputtering of oxygen or significant incorporation of the assisting ions into the growing film. The existence of a critical energy and I/A ratio, beyond which the refractive index saturates or falls down was clearly stated by Martin et al. (1986) for oxide films deposited by IBAD methods. Although the critical value of the energy for a given I/A ratio and vice versa are obviously dependent on the material, Martin et al. (1986) suggested that assisting ions with energies 300-600 eV and ion/atom arrival rate ratio (I/A) between 0.1 and 0.3 (for ion current densities in the range 200-250 uA cm"2) were ideal for producing oxide films with maximum refractive indices. In some cases, (e.g., Ce0 2 ) the use of energetic oxygen ions allows stoichiometric oxide coatings even at low deposition temperatures (Netterfield et al., 1985). The increase of the refraction index of oxide films deposited by IAD methods has been confirmed in all the oxides investigated using different deposition techniques under adequate deposition conditions. A compilation of values of the refractive indices at 550nm found in the literature for both IAD and EBD deposited dielectric materials is presented in Table 4.1, showing rather clearly that the refractive indices of the IAD films are higher than those for evaporated films. The increase in the refractive index is attributed to an increase in packing density, which is a result of the ion assistance. In general, while evaporated films show a packing density of 0.7-0.8 at room temperature up to 300°C, IAD films can reach packing densities close to 1 (i.e., bulk) depending on the assisting conditions. Using the well known Maxwell-Garnett or Bruggeman relationships within the effective medium approximation (Tompkins, 1993), the pore volume fraction and water filling ratio can be estimated from ellipsometric measurements. In fact, it is rather common to estimate the packing density or the void volume fraction in terms of the refractive index of the film. Figure 4.6 shows the variation of the pore volume fraction of SiC>2 films deposited by ion assisted e-beam evaporation as a function of the energy deposited per Si0 2 molecule Ej as described above. The data have been published by Brunet-Bruneau et al. (1998) and indicate that upon increasing the energy of assistance Ed the volume fraction of voids is significantly reduced until a constant residual volume of 0.05 is reached for Ed >100 eV. A
195
APPLICATIONS OF IAD PROCESSING
comparison of this behaviour with that shown in Figure 4.4 for the refraction index clearly confirms that for Ed 600 eV) the film is damaged and the formation of sp3 bonds hindered. Therefore, we find a broad energy window (50-600 eV) for the deposition of sp3-rich a-C films. An AFM study performed by Lifshitz et al. (1994) has clearly elucidated the energy effect of the C+ species. The AFM images demonstrate that for C+ energies in the range of 30 - 600eV, which is well known to lead to sp3 rich films (i.e., ta-C), the surface remains atomically smooth as a clear indication that the growth process is internal. This internal growth leads to dense films and smooth surfaces. For higher energies the sp3 fraction decreases but the smoothness of the surface remains, except at very high energies around 20 keV, for which the sp3
234
Low ENERGY ION ASSISTED FILM GROWTH
growth is eliminated and surface roughness increases rapidly. If the energy of the carbon ions is too low, i.e., below the threshold at 30 eV, the formation of sp2 is enhanced and that of sp3 inhibited so that the surface evolves to graphitic-like and rather rough as a clear indication that the carbon atoms remain at the surface and that only surface processes are occurring. It is interesting to note that not only the sp3 concentration of the film but a variety of other properties closely related to the sp3 fraction (e.g., nearest neighbour distances and bond angles, plasmon energies, density, stress, optical gap, etc.) present a similar trend with the energy of the depositing species to that shown by the sp3 concentration of the film (Fallon et al., 1993; Weiler et al., 1996; Chhowalla et al., 1997; Siva et al., 1996; Lacerda et al., 2000). As an example, Figure 5.6 shows the variation of sp3 fraction, plasmon energy and stress for ta-C films deposited by FCVA and the evolution of the sp3 fraction, density and stress of taC:H films deposited by a plasma beam source as a function of the bias voltage and ion energy per C atom. The data correspond to values reported by Fallon et al. (1993) (Figure 5.6 a) and Weiler et al. (1996) (Figure 5.6 b) for the respective type of films. In both cases, we observe that these properties are well correlated with each other and pass through a broad maximum at energies around 100 eV. At energies below 90 eV and above 200-300 eV, there is a rapid deterioration of all those properties towards those associated with graphite-like amorphous carbon (i.e., sp3 fraction < 0.4). Figure 5.6 a) shows data from Fallon et al. (1993) that were not included in Figure 5.5, because they show a more rapid decrease of the sp3 content at energies above 100 eV than the general behaviour depicted in that figure. The stress as well as the optical and mechanical properties of these type of films will be discussed in (cf., sections 5.5 and 5.6).
5.4.2. Influence of the substrate temperature It has been observed that the sp3 fraction of both ta-C and ta-C:H films is strongly dependent on the deposition temperature, changing rather sharply to sp2 above a transition temperature between 70 and 300 °C, depending on the ion energy.
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
i*-
31 •
o •
235
o
. » *
a) ••o
c a 2» -
• * o
01
n
6
8"i E $
"
•
o •
S*l H4
1
a
o-a-
O
o.B
M t,
. °•
tS
« 0
CO
a
B. 05
*••
»!
8
O (A
0> U
4
•
hi
?
i
1
i
• •
-** 2 t/1 0
, —i
• — i — i — i - 1 0 0
-ZOO
_i
i
_j
- 3 0 0
Bias Voltage (V)
I -4O0
i -SOO
O
Energy per C atom (eV)
Figure 5.6. a) sp content, plasmon energy and stress of ta-C films deposited by FCVAD as a function of the bias voltage. The energy of the carbon ions is the absolute value of the bias voltage + 20 eV. b) sp3 content, density and stress of ta-C:H films deposited by PBS as a function of the energy per carbon atom. Reproduced from Fallon et al. (1993) and Weiler et al. (1996) respectively with permission.
As pointed out in the previous section, other properties closely related with the sp content show a similar dependence on the substrate temperature. As an example, Fig. 5.7 shows the variation of the sp3 fraction, density and compressive stress as a function of the substrate temperature for ta-C films deposited by FCVA withC ions of 90 eV (Chhowalla et al. 1997). Initially, these properties are found to be independent of the deposition temperature but to fall sharply at a transition temperature of 200 °C. This indicates that the films undergo a transition from ta-C to essentially sp bonded a-C if the substrate temperature is maintained above that transition value. The same trend has been observed for ta-C films deposited by MSIBD (Lifshitz et al., 1994) or pulsed laser ablation (Silva et al, 1996), although the reported transition temperature and sharpness of the transition change depending on the deposition method and the deposition parameters.
236
Low ENERGY ION ASSISTED FILM GROWTH
1
so 0.8
-W"V*
*-V-*"*vx
\
+*
I
u 0.6 S3
0.4 -
• 90 eV
i i
'a CO
0.2 0 /•-»\ 3 'S
i
•
• X
\\
2.5
1
= 4) Q
1? % 0 Sw^
4) h
r
2 0
"".""-•
•-*»—•-»-*-JL.
40 GPa). Unfortunately the high compressive stress of up to 10-13 GPa developed by both types of films limits their thickness to only several hundreds of nm, whereas well adhered films of several um are usually required for most mechanical applications.
5.6.2. Optical and electronic properties Grill (1999) and Lettington (1998) have published extended and recent reviews on the optical and electrical properties of DLC films. Therefore, we only include here a summary of the most relevant properties for completeness. a-C:H films are transparent in the IR, slightly absorbing in the visible and increasingly absorbing as we move into the UV. The index of refraction is found to depend on the preparation conditions and the hydrogen content, so that in principle it can be varied between 1.7 and 2.4 (at a wavelength of 632.8 nm) by changing the deposition conditions. Depending on the deposition system, the reported values of the optical gap (Eg) vary within a wide range even for samples deposited under similar conditions (Grill and Meyerson 1994). Due to its IR transparency a-C:H coatings are being used as antireflective and scratch resistant wear-protective coating for IR optics (wavelength 8-13 um). They have also been used for protection against the scratching of sunglasses lenses made of polycarbonate. The optical properties of ta-C and ta-C:H films deposited by FCVAD and PBS respectively have been studied in detail by Chhowalla et al. (1997) and Weiler et al. (1997). In both types of films the optical gap, the refractive index and the resistivity reach maximum values at an ion energy around 100 eV, in good agreement with a maximum in the sp3 fraction. However, as the optical gap of all forms of DLC are expected to be determined by the gap between the n and the it* states associated with sp2-bonded carbon atoms, we should expect that the gap varies with the sp2 fraction. In fact, this dependence has been observed
244
Low ENERGY ION ASSISTED FILM GROWTH
experimentally by several authors. Such a correlation is clearly evidenced by Figure 5.11, where the optical band gap of different DLC films (i.e., a-C:H, ta-C and taC:H) is found to vary almost linearly with the sp2 fraction, indicating that the gap depends primarily on the sp2 sites and very weakly on the hydrogen content.
o
2.5
•
• •
a.
CB1K
O) • • °
-
•.A
• ta-C • ta-C:H • Aoa-C:H
£ •
D
m
o
o •
CO
*•
A
I-
0.5
0
0.2
0.4 0.6 sp2fraction
0.8
1
Figure 5.11. Optical band gap Eg as a function of the sp2 fraction of different DLC films. Reproduced from Chhowalla et al. (1997) with permission.
In general, DLC films have a band gap which ranges from 1 to 4 eV, but a large number of states in the gap (1021 cm"3) limit rather severely their use and application as amorphous semiconductor (Grill, 1997). The electrical resistivity of DLC films is also generally high, with values ranging between 104 and 108 £2 m, depending on the deposition parameters. Electron field emission of DLC films has been demonstrated experimentally. Both ta-C and ta-C:H have been proposed as low electron affinity materials for the fabrication of large area field emission displays (FEDs). For ta-C films containing a fraction of about 80% of sp bonds, the threshold field for electron emission has been estimated about 107 V/m with the possibility of it being significantly reduced by up to 210 6 V/m by nitrogen doping (0.4 at%). However, a satisfactory explanation of the observed field emission is still lacking (Grill, 1999). Special attention has recently been addressed to the use of DLC and FDLC (fluor-DLC) films as low k materials for inter-connect structures of ULSI circuits to
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
245
improve their performance. By adjusting the deposition conditions, it was shown that DLC films with k values in the range 2.7-3.8 and FDLC with k < 2.8 can be obtained. These materials compared rather well with the value k = 4 of the presently used Si0 2 (Grill, 1999). Obviously, a large effort is being dedicated to optimise properties and to find applications for the DLC materials in general and for ta-C films in particular. However, many such applications have yet to be demonstrated and unfortunately the industrial applications are still rather scarce.
5.7. Cubic Boron nitride films The discovery of the diamond synthesis within a meta-stable regime resulted in an increased effort for the deposition of c-BN under similar conditions. Boron nitride is iso-electronic with elemental carbon and, therefore present similar crystal structures: hexagonal (h-BN), cubic zinc-blende (c-BN) and the wurtzite (w-BN). By contrast with graphite, the h-BN hexagons are arranged on top of each other, while the structure for c- and w-BN completely corresponds to the diamond and lonsdaleite structures of carbon respectively. The c-BN is also known as spharelite or 8-BN. The high density forms of BN correspond to the sp3 bonded structures and include both the cubic phase with a zinc-blende crystal structure (c-BN) and a hexagonal phase with the wurtzite crystal structure (w-BN). The low density phases are sp2 bonded and correspond to the hexagonal (h-BN), rhombohedral (r-BN) and turbostratic phase (t-BN), this latter being a disordered form of h-BN. An amorphous phase of BN is also possible. h-BN, r-BN and t-BN are all sp2 bonded layered compounds, which differ in the stacking arrangement of the hexagonal planes. A detailed structural description of all these phases can be found in Kurdymovetal. (1995).
5.8. Characterisation of c-BN A complete characterisation of the BN films requires, in addition to the determination of the stoichiometry, an unambiguous determination of phases and the corresponding structural characterisation. This requires the utilisation of
246
Low ENERGY ION ASSISTED FILM GROWTH
complementary techniques such as RBS/ERDA, NRA, FTIR, electron and X-ray diffraction, TEM, EELS and many other that have been presented in section 5.2 for DLC films. The reader is referred to the review published by Mirkarimi et al. (1997) and the references therein for details on experiments up to 1997.
5.8.1. Stoichiometry The stoichiometry constitutes an important parameter for the growth of c-BN. It has been demonstrated that the composition must be close to B/N ~ 1 for a successful synthesis of the c-BN phase. The most common methods of determining the stoichiometry and homogeneity of the films are RBS and NRA, although Auger and X-ray Photoemission spectroscopies (AES and XPS) in combination with ion beam sputtering have also been used. However, RBS and NRA are a better choice because the surface analytical spectroscopies (e.g., AES and XPS) give only information about the surface composition and, therefore, the results can be affected significantly if the surface has been modified by exposure to air or ion bombardment.
5.8.2. XRD diffraction Due to the crystalline character of the c-BN phase its identification in the BN films can be realised by XRD by comparison with the diffraction pattern of standard cBN. Table 5.2 summarizes the expected diffraction peaks, the spacing and their relative intensities for both the c-BN and h-BN phases. However, the nanocrystalline (5-100nm) and highly defective character as well as the crystallographic disorder of most of the actual c-BN thin films may lead to weak diffraction intensities and the overlap of peaks from the different phases. All of which makes the identification of the c-BN phase in an actual film difficult and sometimes ambiguous. X-ray diffraction experiments of BN films have also been used to study in plane strains of different structural phases, namely t-BN and c-BN, grain sizes and textures.
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
247
5.8.3. Phase identification by FTIR spectroscopy and EELS/XAS In contrast to the problems usually found in the identification of the sp3 bonded carbon in DLC films, the c-BN phase is easily proven by FTIR spectroscopy. In fact, it is the most common method to establish the presence of c-BN. The frequencies of vibration of the infrared active phonon-modes for the cand h-BN phases are well known and allow a rapid screening to determine the local hybridisation of the B-N bonding. For a highly crystalline h-BN phase the characteristic transversal and longitudinal (i.e., TO and LO) modes appear at 780 cm'1 (out of plane B-N-B bond bending) and 1370 cm'1 (in plane B-N stretching mode). On the contrary, the absorption spectrum of a c-BN single crystal shows a peak at 1060 cm'1, which corresponds to the TO phonon mode, whereas the LO component appears at 1310 cm'1. In the case of poorly crystalline BN thin films the FTIR peaks are shifted with respect to the values mentioned above due to the presence of defects and compressive stress. Table 5.2. Diffraction data from the JCPDS-Internafional Centre for c-BN and h-BN.
c-BN [JCPDS 25-1033]
d(A) 2.088 1.808 1.279 1.090 1.044 0.904 0.830
I 100 2 6 3 1 1 3
hkl 111 200 220 311 222 400 331
h-BN [JCPDS 45-0896]
d(A) 3.33 2.17 1.82 1.67 1.32 1.25
I 100 21 18 6 3 7
hkl 002 100 102 004 104 110
Figure 5.12 shows characteristic FTIR spectra for different BN films, prepared by ion assisted deposition under different conditions of ion energy, ion to atom arrival ratio (I/A) and substrate temperature, whereby the characteristic absorption peaks for both the h-BN and c-BN phases can be identified. The relative concentration of both phases will depend on the relative intensities of the corresponding peaks. Neglecting the differences in width and
248
Low ENERGY ION ASSISTED FILM GROWTH
absorption coefficients, the c-BN content in the film is commonly derived from the ratio of intensities of the main absorption peaks, making use of the formula: '1080
%(c-BN) = horn
+
-xlOO
A390
.3
I
1 £
600 800 1000 1200 1400 1600 1S00 2000
Wavenumber (cm) Figure 5.12. FTIR spectra of BN films grown by BAD on silicon as a function of a) the ion energy, b) temperature of the substrate and c) the ion to atom arrival ratio. Reproduced from Zeitler et al. (1999) with permission.
(5.3)
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
249
Raman can also be used to determine the phase composition of the films. However, due to the nano-crystalline character of the films and the large number of defects in them, the Raman peaks are usually very broad and of difficult analysis. Evidence of sp2 bonds can be obtained by techniques such as electron energy loss spectroscopy (EELS) or X-ray absorption spectroscopy (XAS), as was shown for the characterisation of DLC films. The near edge fine structure of the two (B and N) K edges can be used to determine the content of sp2-bonded material. Figure 5.13 shows characteristic EELS spectra in the transmission mode for h-BN and c-BN at the boron K-edge. The interpretation is rather similar to that presented in section 5.2.3 for DLC films. For the sp2 bonded h-BN film the spectrum of the boron K-edge consists of a sharp peak at 188 eV corresponding to transitions from the Bis to the anti-bonding JI *states and a broader peak due to excitations to the a* anti-bonding states. By contrast, the spectrum for the sp3 bonded material (c-BN) still shows the broad peak associated with the o anti-bonding states but loses the sharp peak at the edge because there are not n '-states in sp3 bonded materials. A quantitative estimation of the sp2 fraction can be done in terms of the relative intensity of the JI peak in a particular spectrum as compared with its intensity in the spectrum of a pure h-BN (100% sp2) reference sample (cf., section 5.2.3).
-d 9
1
1 170
190
210
230
250
Electron Energy Loss (eV) Figure 5.13. EELS spectra at the boron K-edge from h-BN and c-BN films.
250
Low ENERGY ION ASSISTED FILM GROWTH
The large energy difference between the plasmon energy losses in c-BN (-30 eV) and h-BN (-21.5 eV) indicates a large difference of density between these two materials (Feldermann et al., 1999). The actual value for a given film is also used to estimate its density and the c-BN concentration (cf., sections 5.2.3 and 5.2.4).
5.8.4. Microstructure by TEM The microstructure of the BN films can be assessed by transmission electron microscopy (TEM), both using bright/dark field imaging and high resolution observations of the cross sections as well as selected area electron diffraction (SAED). High resolution TEM allows to identify both the sp2 and sp3 bonded nanocrystals of BN films. Regardless of the growth method, the cross sectional TEM pictures of c-BN films reveal a layered structure such as that presented in Fig. 5.14. Figure 5.14 shows the cross section TEM image of a BN film deposited by MSIBD at 350 °C, as reported by Hofsass et al. (1997). The image shows rather clearly the presence of a mixed interface formed by deposited B and N atoms and by Si atoms from the substrate (i.e., Si-B-N) followed by a 10 nm thick layer of a highly textured hexagonal t-BN layer on top of which the nucleation and growth of sp3 nano-crystalline c-BN occurs. The interface layer (t-BN) is textured so that the basal (0002) planes are in the direction perpendicular to the substrate. The TEM image shows that the (111) planes of the c-BN phase which grow on top of the t-BN layer are perpendicular to the substrate or equivalently parallel to the basal (0002) planes of the t-BN interlayer. A detailed observation of this h-BN/c-BN interface also indicates that there is an almost perfect 2:3 lattice matching between the h-BN (0002) and the c-BN (111) planes (cf., inset of Figure 5.14). The formation of the textured turbostratic t-BN layer with the appropriate orientation and inter-planar distance seems to be essential for the nucleation of the c-BN phase (Kester et al., 1994; Medlin et al., 1996; Weissmantel and Reisse, 1999). In addition, it has been found that the surface region of all investigated films is a hexagonal (h-BN) layer with a thickness which depends on the energy of the ions (Park et al., 1997; Hofsass et al., 1997). We should recall here that a similar layered structure including the sp2 surface layer was also observed in the amorphous ta-C and ta-C-H films (cf., section 5.2.5).
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
251
Figure 5.14. TEM micrograph of a BN film deposited by MSffiD at 350 °C and Eton = 500 cV. Reproduced from Hofsiss et al. (1997) with permission.
S3. c-BN deposition methods The synthesis of c-BN under thermodynamic equilibrium requires similar high temperature and pressure conditions as those used to produce synthetic bulk diamond. However, after the successful synthesis of diamond-like carbon films by IAD techniques, Weissmantel (1981) reported the deposition of hard, transparent BN films with a range of properties analogous to those associated with diamondlike carbon films. Ion assisted evaporation was one of the first techniques employed in its synthesis. In fact, Satou and Fujimoto (1983) were pioneers demonstrating that c-BN might be obtained by 30 keV N2+ bombardment of evaporated boron. The resulting films showed the formation of h-BN and some c-BN micro-crystals embedded in a boron rich amorphous phase. Since then, the low pressure synthesis of c-BN thin films has been attempted by many different processes but so far, has only been successful by ion assisted methods, e.g., plasma assisted CVD (PACVB), ion beam assisted evaporation (IBAD), ion assisted pulsed laser deposition (IAPLD), bias magnetron sputtering, mass separated ion beam deposition (MSIBD),
252
Low ENERGY ION ASSISTED FILM GROWTH
filtered vacuum arc deposition (FCVAD), etc. (Mirkarimi et al., 1997 and references therein). c-BN films have mostly been grown by IBAD methods using evaporated or sputtered boron atoms and additional ion bombardment, typically with a mixture of Ar+ and N2+ ions (Inagawa et al., 1987; Ikeda et al., 1990; Watanabe et al., 1991; Kester et al., 1994). In the case of IBAD methods, the key deposition parameters controlling the growth and phase evolution in the BN system are the substrate temperature, normalized ion energy or momentum transfer and ratio of ions to condensed boron atoms (cf., section 1.8). As in the case of the deposition of DLC films, there have been several studies on the growth conditions of c-BN using MSIBD of boron and nitrogen ions (Hofsass et al., 1997). Its major advantage over the IBAD techniques is that both nitrogen and boron are directly deposited as singly charged ions of well defined energy (e.g., a few hundred eV) and no noble gas or other species are involved in the deposition. In this case, the deposition parameters are the ion energy, Eion, the B+/N+ ion flux ratio and the substrate temperature.
5.10. Influence of the deposition parameters The success of the synthesis of c-BN films is clearly determined by the bombardment with energetic particles during film growth. Several groups have studied the influence of the different deposition parameters during the growth of the c-BN phase. Iganawa et al. (1987) were pioneers in observing that the growth of cBN was influenced by the ion mass and that it required a certain flux of ions with enough energy. These results were confirmed in successive experiments by different groups using different techniques. Kester and Messier (1992) studied the relationship between the growing phase and the momentum transfer of the assisting ions (assuming a single head on elastic collision, cf, Eq. 1.47) and established the existence of a narrow window of momentum transfer where the growth of c-BN is possible. The effect of the substrate temperature was also studied and the existence of a threshold temperature was confirmed. Another detailed study by Mirkarimi et al. (1994) on the role of the ions in the formation of c-BN films by IAPLD also showed that the formation of c-BN scales rather well with the total ion momentum, depending on the substrate temperature and the B:N arrival ratio. Many other authors also found that the energy threshold for c-BN growth scaled with E1/2. The
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
25 3
measured dependence is schematically shown as full lines in the form of a phase diagram in Figure 5.15 for B/N=l using the momentum transfer and substrate temperature as parameters.
600
I 500 h
/
/ /
/
/ /
/
/Regipnof / / Res6uttesrine'
/
/
> 400 £ 3002 200 h B
|
s o S
MSIBN /' \ nucleation
100
Hexagonal i
100
C-BN regime;
|
200 300 400 substrate temperature [°C]
500
Figure 5.15. Nucleation regime of c-BN as a function of the momentum transferred to the film atoms and substrate temperature as deposited by IBAD (solid lines) or MISBD (dotted lines) methods. Reproduced from Ronning et al. (2000) with permission.
The schema shows as solid lines the nucleation regime of c-BN for films deposited by IBAD. It is shown that for values of the transferred momentum between 200 and 400 (eV amu)"2, i.e., the region labelled as mixed, both the cubic and hexagonal phases are formed if the substrate temperature is maintained above 100°C and the B/N arrival ratio is close to 1. For values below 200 (eV amu)"2 only h-BN is formed and above 400 (eV amu)1'2 there is no net film growth due to resputtering of the deposited material. These conditions for the momentum transfer can be translated in terms of I/A or normalised energy. For a fixed ion mass and energy above threshold there is a critical I/A value above which c-BN formation is initiated, a window of I/A values for which a large percentage of c-BN is obtained, and a point at which I/A yields a re-sputter rate equal or larger than the deposition rate and no net film growth is observed. The growth of c-BN films by IBAD methods is thus a function of the substrate temperature, ion energy and flux ratio of
254
Low ENERGY ION ASSISTED FILM GROWTH
ions to boron atoms and overall momentum transfer. The experimental results and the phase diagram show that by ensuring the stoichiometry of the films the growth of c-BN is only observed above a momentum transfer threshold of 200 (eV amu) and above a substrate temperature Ts - 100°C. A similar phase diagram has been proposed by Hofsass et al. (1997) in terms of the ion beam energy and substrate temperature for MSIBD deposited BN films. This has been included for comparison in Figure 5.14 as dotted lines after conversion of the ion energy Eion in momentum transfer. Interestingly, Figure 5.14 shows significant differences between both types of deposition methods. Compared with the IBAD films the films deposited by MSIBD show very sharp energy (momentum transfer) and temperature thresholds as indicated by the two perpendicular dashed lines included in Figure 5.15. Furthermore, the phase diagram for MSIBD films does not include any regime for the growth of mixed h-BN/c-BN phase, but conditions above certain thresholds for which growth of pure c-BN occurs. In the case of MSIBD films, both B + and N* ions are deposited simultaneously and, therefore, there is no re-sputter limit and the growth of c-BN is possible even at high energies. In summary, although the mechanisms involved in the nucleation and growth of c-BN are still not completely understood (cf., section 5.13), the growth of c-BN is not a challenge anymore. Its synthesis is possible by fulfilling three conditions regarding the energy of the bombarding ions, the substrate temperature and the composition. The particles impinging onto the growing film should have an energy above a threshold of about 100 eV (momentum transfer above 200 eV1/2 amu"2); the temperature of the substrate should be maintained above 100-125CC during the deposition and the stoichiometry of the growing film should be close to unity (i.e., N/B = 1). In the case of IBAD methods the momentum transfer shows an upper limit of 400 (eV amu)"2 due to re-sputter effects. Hahn et al. (1997) have nicely shown that although the ion bombardment is a general requirement, it seems specially necessary during the nucleation process and can be reduced significantly during growth. In fact, the above mentioned energy and temperature thresholds have been reconsidered due to new experimental results which indicate that these two parameteres are more closely related to the nucleation than to the growth of c-BN. Litvinov and Clark (1997) have shown that once the nucleation of c-BN has been initiated at energies above the corresponding threshold, its growth can be maintained at lower energies down to 60 eV. Using
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
255
IAPLD, McCarty et al. (1996) also observed that once nucleated, the growth of cBN may take place at temperatures as low as 75°C. Even room temperature growth of c-BN has been proven by Feldermann et al. (1999) if the nucleation was first induced under the established conditions, i.e., substrate temperature above 150°C and Eion above 125 eV, and then the substrate temperature is cooled down to room temperature, while the ion energy is maintained above 125 eV. In any case, lowering the growth temperature below the nucleation threshold reduces the size of the growing c-BN crystallites.
5.11. Stress Irrespective of the deposition technique, c-BN is only formed under low energy ion irradiation, which leads to significant compressive stress in the layers (cf., section 3.10). This stress may cause the film to peel off from the substrate for films thicker than around 100 nm, thus hindering industrial applications. In-situ measurements of stress during growth and post deposition treatments have been performed by Fitz et al. (2000) using the cantilever bending principle and a two laser beam deflection approach. The instantaneous stress is calculated from the curvature and the film thickness data. Figure 5.16 shows the evolution of the instantaneous stress during the deposition of c-BN as a function of the film thickness as reported by Fitz et al. (2000). The film was deposited by IBAD using a mixture of N2+ and Ar+ ions to assist the growth (I/A=2, Eion=600 eV and substrate temperature of 600 °C). Figure 5.16 shows a stress development divided into three different regions that can be associated with the layered structure of the films. Firstly, the compressive stress is observed to increase very slightly up to values around 3-4 GPa during the formation of the t-BN layer at the interface with the substrate. For a thickness above 30 nm, when c-BN starts to nucleate and grow, the stress increases more sharply up to values around 7-10 GPa, depending on the deposition parameters. Finally, after coalescence of the c-BN above 40 nm the stress reaches a constant value characteristic of the c-BN layer. Similar in-situ measurements and results have been reported by several groups, confirming both the general behaviour and the quantitative values (Donner et al., 1998; Klett et al., 1999, 2000, 2001).
256
Low ENERGY ION ASSISTED FILM GROWTH
30
40
60
Thickness (nm) Figure 5.16 Instantaneous stress of a growing BN film as a function of the thickness. The nucleation and growth of pure c-BN is indicated by vertical dotted lines. Reproduced from Fitz et al. (2000) with permission.
While growing c-BN is not a challenge anymore, its practical use for commercial purposes is clearly handicapped by such a high compressive stress. Regardless of the method of preparation, the unavoidable ion bombardment causes the build up of such a stress that the achievable film thickness is limited to only a few hundred nanometers. Above that limit, the films tend to delaminate. Deposition methods with reduced stress or stress relaxation methods are, therefore, highly desirable. To achieve this goal, there have been several attempts to deposit buffer layers, growing multilayers, some doping or post-deposition treatments like annealing or irradiation with medium energy ions. Donner et al., (1998) have performed detailed measurements of the in-plane strain of mixed turbostratic/cubic films by X-ray diffraction using synchrotron radiation as well as of its relaxation during thermal annealing. These and other results indicate a massive and irreversible stress relaxation at temperatures above 600°C, without significant changes in the grain size (Mirkarimi et al., 1997; Donner et al., 1998). However, and in spite of all these efforts, the deposition of thick (~1 |jm) films of c-BN has continued to be rarely reported in the literature (Litvinov and Clarke, 1999; Boyen et al., 2000).
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
257
5.12. Properties and applications of c-BN films Cubic boron nitride is a promising material for many applications, e.g., mechanical, electrical, optical, etc. according to its properties. The following sections review some of the properties that confer so a high interest on this material
5.12.1. Tribological properties h-BN is a sp2 bonded layered compound iso-structural to graphite and, therefore, relatively soft. In contrast, the bulk c-BN material show hardness well above 40 GPa and Young's modulus around 800-900 GPa (i.e., c-BN is the second hardest material after diamond). Some advantages with respect to diamond are that c-BN is stable even in air up to 1200K without phase transformation or disintegration and that it does not react with ferrous materials even at 1600 K. This makes c-BN superior to diamond as a wear resistant coating for applications with ferrous materials. Hardness measurements in c-BN thin films are not easy due to the limited thickness of the available films, e.g., just a few hundred nm. In general, nanoindentation is the method most commonly used in the literature. However, as many reports omit the details on the indent depth or the c-BN content in the film, the reported values remain dubious and difficult to compare. McKenzie (1993) has reported a value of 58 GPa by nano-indentation for a 150 nm thick c-BN film at an indent depth of 1 lOnm. For an irradiated t-BN film the measured hardness was 20 GPa at an indent depth of 180 nm. Mirikami et al. (1997) performed also nanoindentation in a 700 nm thick c-BN film at an indent depth of 100 nm, obtaining a hardness of 60 GPa in good agreement with the value reported by McKenzie (1993). Due to its good tribological properties and chemical inertness with ferrous metals even at high temperatures, c-BN could be used in tooling cast irons and high speed steels. In fact, a sintered c-BN cutting tool is available and has been used practically. It has demonstrated its effectiveness in cutting hardened steel even under high cutting speed conditions. However, in addition to its high cost, it shows problems associated with poor ductility and it is difficult to shape adequately for certain applications. There are several reports in the open literature demonstrating
258
Low ENERGY ION ASSISTED FILM GROWTH
the effectiveness of c-BN coatings in improving the resistance and tool life (e.g., Jin et al., 2000). However, due to the small thickness of the film (< lum) and the weakness of the adhesion to the substrate the wear resistance is still insufficient.
5.72.2. Optical and electrical properties h-BN is birefringent and transparent in the visible. By contrast, the sp3 bonded c-BN material is an insulator (108 Q m) with a wide band-gap (Eg~6.4 eV) and many potentially applicable properties. These include a refractive index n = 2.1 (at X = 600 nm) and a high thermal conductivity(~1300 W m'C" 1 at 25°C). Moreover, c-BN appears potentially adequate for a broad range of electronic applications in high power and high temperature electronic devices, since it has the widest energy gap among the III-V compound semiconductors and, in principle, could be bom p- and n- doped. c-BN has been proposed for FET transistors for high power microwave applications. The main problem is that most of the c-BN films consist of too small crystallites with a high density of defects, that induce high optical absorption, lower carrier mobility and an excessive electrical conductivity, for most industrial applications (Mohammad, 2002). Nevertheless, promising advances in the epitaxial growth of diamond/c-BN (Pickett, 1988, Yoshikawa et al., 1991) and the potential applications of this hetero-structure constitutes a strong driving force for the development of practical devices. The condition of negative electron affinity (NEA) of c-BN has also been investigated by several authors (Pryor 1996; Loh et al., 1998), however, the data are still scarce and require confirmation.
5.13. Modelling the growth of sp 3 bonded materials (ta-C, ta-C:H and c-BN) With regard to the growth of both DLC and c-BN films, the large experience accumulated during the last 30 years has led to some well established experimental facts which appear to be intrinsic of the DLC and c-BN growth and should therefore be explained by any model or simulation developed to describe the growth mechanism of these materials in the form of thin films.
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
• •
•
•
259
The synthesis of both DLC and c-BN require the assistance with energetic particle bombardment. DLC and c-BN only nucleate above well defined threshold values for the ion energy. The sp3 fraction in the respective materials shows a rather characteristic dependence on the ion energy. Both c-BN and DLC films show a thin surface layer of sp2 bonded atoms (cf., sections 5.2.5 and 5.8.4). This surface layer proves that the nucleation and growth of these sp3-bonded materials is occurring in the subsurface region at a depth given by the ion range. DLC and c-BN behave differently regarding the influence of the substrate temperature during growth. c-BN nucleates above a well defined threshold value of the substrate temperature and the crystallinity of the films improves by increasing the temperature of the substrate. By contrast, the deposition of amorphous DLC films at any temperature above 150 °C leads to the formation of sp2 structures.
Throughout these years several theoretical models based on preferential sputtering (Reinke et al., 1994, 1995, 1997), compressive stress (McKenzie, 1993, McKenzie et al., 1993, 1996; Mirkarimi et al., 1994) thermal spikes quenching (Hofsass et al., 1998) and subplantation (Lifshitz et al., 1989, 1990; Boyd et al., 1998; Marton et al., 1998) processes have been proposed to describe the formation of both c-BN and DLC films deposited under ion bombardment. In addition .numerous simulations using Monte-Carlo and molecular dynamics methods have been performed to simulate different processes induced by the ion bombardment (e.g., Uhlmann et al., 1998; Kaukonen and Nieminen, 2000), although a straightforward comparison with experimental data is still difficult due to the complexity of the processes involved and the lack of realistic models. All the models consider three different stages with different time scales which correspond to the basic mechanisms of interaction of ions with kinetic energies in the range 10-104 eV: • •
The impinging ions transfer their energy to the target atoms. This stage lasts 10~ - 10_1 seconds as was discussed in section 1.6.2. A rapid thermalisation stage, in which the atoms participating in the collision cascade lose their excess energy to reach thermal equilibrium with the surrounding atoms. This stage is usually treated in the frame of the thermal spike concept.
260
Low ENERGY ION ASSISTED FILM GROWTH
•
A long term relaxation, which includes diffusion processes, chemical reactions, phase transformations and stress relaxation.
The precise mechanisms and detailed events involved in every stage, as well as their role and importance in the whole process, are significantly different for the different models.
5.13.1. The preferential sputtering model The model was developed to explain the growth of c-BN. According to this model (Reinke et al., 1994, 1995, 1997), once some c-BN has nucleated, there are critical sputtering conditions (ion energy and flux) at which h-BN is preferentially sputtered with respect to c-BN. Under such critical conditions of ion assistance the c-BN phase would grow more rapidly or would even be the only growing phase. The nucleation mechanism is considered as an independent process and, therefore, is not included in the model formulation. Initially, the estimation of the critical sputtering conditions showed good agreement with existing experimental results for the energy and I/A ratio, however, as the growth conditions were changed by posterior experiments, especially at low energies, the sputtering model became inconsistent with the experimental results. Furthermore, the sputtering model is unable to explain the presence of a sp2-bonded surface layer, since it clearly predicts that the surface should only consist of c-BN.
5.13.2. The stress models A characteristic feature of both the DLC and c-BN films is the high compressive stress (up to 10 GPa) which evolves during their growth. Therefore, models based on stress induced formation or stress stabilisation of the sp3 bonded phase have been proposed by several authors (McKenzie, 1993; McKenzie et al., 1991, 1993, 1996; Mirkarimi et al., 1994). The main idea is that the compressive stress would be the cause of the formation of these sp3 bonded materials instead of an effect. In fact, the stress model proposed by McKenzie et al. (1991, 1993, 1996) suggested that the stress
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
261
within the material and the high temperature provided by the ion induced spikes could supply the conditions (high P-high T) where c-BN is the stable phase. The compressive stress is considered as due to the accumulation of ion induced defects and atomic penning (cf., section 3.10) and estimated according to the static stress model developed by Davis (1993). This model incorporates a defect production mechanism according to the proposal by Windischmann (1987) and a relaxation process associated with the ion-induced thermal spikes. When applied to the growth of c-BN with (I/A=l) the model predicts (cf., Eq. 3.13) a dependence of the stress on ion energy according to a « E - 1 1 6 , which should decrease as the energy increases due to the enhancement of the relaxation processes (i.e., thermal spike). This behaviour is in clear contradiction with the experimental results which show that increasing the ion energy increases the c-BN content in the film. Later on, Mirkarimi et al. (1994) proposed a more dynamic stress mechanism, which included not only the production of defects but also their annihilation at grain boundaries, so that the residual stress is determined by the corresponding balance of the two processes. Mirkarimi et al. (1994) concluded that the maximum stress should scale with the total momentum of the bombarding ions instead of with the momentum transfer in a single binary collision (cf., Eq. 1.47). In this manner the model accounts for the threshold and window of the total momentum per depositing atom that determine the experimental conditions for the growth of c-BN (cf., section 5.10). The main shortfall of these models is their inability to explain the effect of the substrate temperature on the growth of c-BN. Higher T would allow a more efficient defect relaxation and annihilation and, consequently, less stress in the film. Therefore, if the stress is the controlling factor we would observe a more difficult growth of c-BN as the temperature increases, however, the opposite trend is what is actually observed experimentally.
5.13.3. Models involving a thermal spike mechanism The thermal spike model attributes the formation of DLC and c-BN to the rapid quenching of thermal spikes caused by the ion impact. In this model the thermalisation stage is clearly indicated as the crucial stage. The idea that thermal spikes induced by the energetic ions impinging the film would lead to the
262
Low ENERGY ION ASSISTED FILM GROWTH
appropriate conditions of high T and high P for the formation of the sp bonded metastable structures was first suggested by Weissmantel (1981). Assuming high cooling rates (i.e., 1014-1015 Ks"1), the meta-stable structure could be preserved during its thermalisation. The condition of high pressure would be supplied by the large fraction of trapped species which lead to high local stresses. According to existing formulations of thermal spikes, the local temperature in the thermal spike region can reach (depending on the energy of the ions) the melting temperature of the solid. Under these conditions, the meta-stable sp3 bonded structures (DLC and c-BN) would arise due to local recrystallisation processes within the volume where the increase in density and compressive stress has been induced. Using the existing theoretical formulation of thermal spikes by Seitz and Koehler (1954), Hofsass et al. (1998) have developed a cylindrical thermal spike model for ion deposition of diamond like carbon and c-BN films. The cylindrical spike model is described in detail in Hofsass et al. (1998) and the reader is referred there for quantitative evaluations and a detailed discussion. The model treats the energy dissipation in the frame of cylindrical thermal spikes created by individual ion impacts. Hofsass et al. (1998) have applied the model to the formation of DLC and c-BN. For these two materials the model is able to predict quantitatively the optimum ion energy and the ion energy range for which dense sp3 phases are formed. In any case, the crucial question about the thermal spike model is whether the thermal spikes at the energies considered here are actually able to reach melting conditions in high melting ceramics like BN. In fact, this has been questioned by both molecular dynamics simulations and by experiments performed in h-BN using high energy ions (Collazo-Davila et al., 1999). Moreover, the formation of thermal spikes in very small volumes would not explain the observation of relatively large crystallites in these films. In addition, the existence of a threshold temperature of around 100 °C for the formation of c-BN is difficult to explain for a model that involves thermal spikes where the material would be melted (>1000 °C).
5.13.4. Subplantation models Lifshitz et al. (1989, 1990) introduced the subplantation model to describe the formation of sp3-bonded carbon in DLC films by direct ion beam deposition at energies of several tens of eV up to several keV. The subplantation process consists
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
263
in the shallow subsurface implantation of low energy ions with the sufficient energy to penetrate beneath the substrate surface. The subplantation effect has been qualitatively confirmed by both simulations and experiments and appears to be generally accepted. The subplantation model as proposed by Lifshitz et al. (1989, 1990) neglects the role of thermal spikes during the short term thermalisation stage which is not considered in the formulation. The final structure of the film is determined by the collisional and long term relaxation stages and considers the preferential displacement of sp2 bonded atoms with respect to the sp3 bonded species as the mechanism for the growth of the sp3 bonded species. Based on some TRIM simulations, Lifshitz et al. (1989, 1990) conclude that if the preferential displacement of one bond type with respect to the other is the crucial mechanism, the optimum conditions for the formation of the sp3-bonded phase would occur for energies between 50 and 200 eV, in correspondence with the experimental observations. In this case the formation of the graphitic phase at substrate temperatures above 125°C is attributed to the diffusion of carbon interstitials (accumulated in the subsurface region) during the long term relaxation stage. Robertson (1993) made use of the subplantation ideas from Lifshitz but included the thermal spike concept to describe the dependence of the sp3 content on the ion energy. In either case, the conversion sp2 —• sp3 happens at the penetration depth of the energetic species where the local density and stress increase significantly. The existence of a threshold energy is then a consequence of the fact that ions with energies below that threshold are not able to penetrate below the surface and will stick at the surface forming loose sp2-bonded species. According to Robertson (1993) the dependence of the sp3 content on the ion energy results from a balance between densification of the subsurface region, which leads to an increasing sp3 content and relaxation towards a sp2 bonded graphitic phase within the thermal spike volume. The model was initially able to explain the results reported by McKenzie et al. (1991), but, due to its oversimplifications, it had more difficulties in explaining the more detailed experimental results obtained by MSIBD. The most recent proposal of the subplantation model is a semi-quantitative generalization of the initial model (Lifshitz et al., 1989, 1990) developed by Boyd et al. (1998) and Marton et al. (1998). The model proposes analytical equations to estimate the fraction of ions penetrating the surface and the rates of defect
264
Low ENERGY ION ASSISTED FILM GROWTH
production and radiation enhanced diffusion as the major contributions to the whole process. Below the threshold energy surface growth and surface effects dominate. However, as the energy is increased above threshold, the ions are able to penetrate below the surface. At much higher energies, damage processes become important and have to be considered. The production of sp3 bonded structures is then determined by a balance between subsurface penetration and densification and damage effects of the assisting ions. The incorporation of the production and radiation enhanced diffusion of defects provides also an explanation of the high energy and temperature effects, which are not accounted for by the thermal spike mechanism. The model was able to account for the sp3 fraction of DLC films deposited by MSIBD as a function of the energy of the ions over a broad energy range between 10 eV and 20 keV. The importance of the radiation enhanced diffusion of defects is then associated with the dramatic decrease of both the density and the sp3 content in DLC films deposited at temperatures above 150 °C. It is likely that the present or eventually new analytical models that could be developed will not improve the current understanding of the growth mechanisms of sp3-bonded materials by ion-assisted methods. Therefore, more efforts should be dedicated to perform better MC and MD simulations that have the potentialities to address complex processes like those involved in ion assisted growth methods (Uhlmann et al., 1997; Kaukonen and Nieminen, 2000; Kohary and Kluger, 2001).
5.14. Related materials (CN„ B-C-N) In 1993, P-C3N4 was proposed as a material harder than diamond (Liu and Cohen 1989, 1990). Its synthesis was attempted worldwide using all the available PVD and CVD techniques, including IAD, IBAD, etc. involving nitrogen ion bombardment of a growing carbon film. An extensive review of all these preparation methods has been published by Muhl and Mendez (1999), so that we refer to it for specific references. However, all those attempts to prepare P-C3N4 clearly failed (Matsumoto et al.; 1999). Nevertheless, based on that prediction, and as a consequence of all those attempts, new amorphous carbon nitride films (i.e., CNX) were developed and also intensively investigated. Carbon nitride films (i.e., CNX) with x ranging from near 0 up to around 0.4 have been synthesized by a large variety of techniques, but mostly by IAD and IBAD methods (Muhl and Mendez, 1999). In general, the films deposited at low
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
265
temperature (i.e., 100°C) are amorphous, but at higher temperature a fullerene-like microstructure has been observed by TEM (Sjostrom et al., 1995; Hayashi et al., 1999). From the paper by Hellgren et al. (1999) dealing with films deposited by unbalanced reactive magnetron sputtering, three different structures of CN compounds have been identified depending on the deposition temperature and nitrogen concentration. These structures include an amorphous phase which forms at low temperatures (~100°C), a graphite-like phase which forms at low nitrogen content and high temperatures (> 200°C) and a fullerene-like structure for high temperatures (> 200°C) and nitrogen concentrations above 10 at%. An extension of that phase diagram for ta-C films deposited by FCVA has been done by Kleinsorge et al. (2000). In this case, doping the ta-C films can only be performed at deposition temperatures below 100 °C and nitrogen concentrations below 0.4 at%. Increasing the temperature or the nitrogen content up to 9 at% induces a sp2 clustering although the sp3 content remains inalterable. However, increasing the deposition temperature above 200 °C leads to a graphitic film, whereas nitrogen contents above 9 at% leads to a sp2 bonded matrix transformation, where fullerene-like structures can be observed. As the formation of C3N4 requires a 100% sp3 bonding coordination for carbon and sp2 for nitrogen, there was a considerable interest in obtaining the highest possible incorporation of nitrogen as well as the highest fraction of sp3 bonded carbon. The main techniques used to characterize the chemical structure of the deposited films have been XPS and XAS/EELS combined with other complementary techniques (e.g., IR, Raman, NMR, etc.). In any case, there have been considerable problems in establishing an unambiguous local bonding configuration of the deposited films. The XPS data was rather controversial (Muhl and Mendez, 1999; Hellgrenet al., 1999; Cheng et al., 2000; Quiros et al., 2000) with respect to the assignments of the spectral features to particular bonding structures. Nevertheless, some general agreement was found on the assignment of the two main components observed in the Nls XPS spectrum. They were associated with nitrogen bonded to sp2 and to sp3 coordinated carbons atoms. A third component commonly observed in films with high nitrogen content, is attributed to nitrile groups. In general, the Cls XPS spectrum appears rather broad and featureless, so that its analysis in terms of sp2/sp3 carbon is ambiguous and controversial. To avoid this ambiguity, many studies use XAS or EELS to measure the 7i-states in the Cls absorption edge as an estimation of sp2 and sp1 hybridised carbon (Hellgren et al., 1999; Quiros et al., 2000). Raman spectroscopy has also been widely used, as in the case of DLC films. The spectra present the common G
266
Low ENERGY ION ASSISTED FILM GROWTH
and D bands (cf., section 5.2.3), which are usually analysed in terms of intensities and widths as a measure of the order and the size of the graphitic domains in the amorphous film (Hellgren et al., 1999; Cheng et al., 2000; Muhl and Mendez, 1999). From the corresponding plasmon loss energy (cf., section 5.2.4), the density of CNX films deposited by IBAD has been estimated to be around 2.2-2.5 g cm"3 Other properties of amorphous CNX films have also been evaluated and extensively reviewed (Wang, 1999). The mechanical properties are comparable with those of the amorphous DLC. In fact, deposition of CNX films at temperatures above 200 °C leads to graphite-like films with very poor mechanical properties. However, carbon nitride films grown at low temperatures, with a nitrogen content around 15-20 at %, have shown interesting properties and potential applications. Apparently these films combine high hardness with an extreme elasticity and very smooth surface. Some authors suggest that it is due to a fullerene-like microstructure, which is believed to be promoted by the incorporation of nitrogen. Elastic recoveries of up to 90% and hardness between 20-28 GPa. have been reported by nano-indentation for samples made by different techniques. The smooth surfaces of these films, with friction coefficients as low as 0.1-0.2 under different experimental conditions (Donnet et al., 1999), make these films also appropriate for tribological applications in hard discs of high data storage density. The stress of the films has been measured to be compressive in all the cases. Films deposited by unbalanced magnetron sputtering show a relatively low stress around 1-1.5 GPa independent on the nitrogen content. However those films grown at higher temperatures (350-550°C) show a rapid increase of the initially very low stress (near cero) as the nitrogen content is above 5 at % (Hellgren et al., 1999). In the case of ta-C films doped with nitrogen, there is a continuous stress relaxation as nitrogen incorporates or as the nitrogen ion energy is increased, a feature that has been attributed to the increase of both the sp2 fraction and the defect density in the film (Cheng et al., 2000). The search for new hard materials with pure covalent bonds, where the formation of sp3 hybridisation is of major importance, has focused a lot of effort in the last years. In this context, the system B-C-N seems to involve promising candidates. A schema of the B-C-N ternary phase diagram is shown in Figure 5.17. Main binary compounds have been included in the corresponding sides while the ternary stoichiometric BC2N and BCN have also been included. Ternary BCN cubic structures are expected to combine the properties of c-BN and diamond, e.g.,
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
267
hardness between 40 and 90 GPa and high thermal stability. The system has been the subject of both theoretical (Tateyama et al., 1997; Mattesini and Matar, 2001) and experimental work (Knittle et al., 1995; Solozhenko et al., 2001) and since the super-hard cubic BC2N phase has been synthesised under high T and high P conditions (Solozhenko et al., 2001) the motivation for its synthesis under metastable conditions has increased considerably. Experimentally, BCN materials with different compositions have been produced by a large variety of low pressure methods (CVD and PVD), although its characterization is still scarce. In general only hexagonal soft phases have been obtained, although many efforts have been made to induce the highly dense cubic phases.
Figure 5.17. B-C-N diagram including some relevant compounds.
IAD and IBAD methods have been used to deposit BCN compounds by evaporation, ablation or sputtering of different compounds (B4C, BN + graphite) assisting the film growth with several mixtures of gases (e.g., N2+, N2+ + Ar+, N2+ + Ar+ + CHt-1", etc.) and under different experimental conditions (Yap et al., 2001, Gago et al., 2002). In general only soft, hexagonal ternary (BCxNy) or mixtures of segregated phases (CNX + BNX + BXC) are obtained. Interestingly, Yap et al. (2001) report the deposition of BC2N on Ni at 800°C by assisted PLD of a graphite + BN target. These authors claim that the Ni acts as a sink for carbon at high temperature and therefore prevents the formation of graphite, so that a ternary BCN solution
268
Low ENERGY ION ASSISTED FILM GROWTH
with composition BC2N is obtained. However, the properties of the films were not published. Ternary compounds obtained by evaporation of B4C assisted with a gas mixture of N2+ + Ar+ + CU/ have been characterised by Gago et al. (2002). A hardness of around 35 GPa and friction coefficients of -0.05 were measured for thin films of that material deposited under optimal conditions.
References Adamopoulos, G., Gilkes, K.W.R., Robertson, J., Conway, N.M.J., Kleinsorge, B.Y., Buckley, A., Batchelder, D.N., DiamondRel. Mat.S (1999) 541. Aisenberg, S., Chabot, R., J. Appl. Phys. 42 (1971) 2953. Angus, J.C., Hayman, C.C., Science 241 (1988) 913. Bhushan, B., Diamond Rel. Mat. 8 (1999) 1985. Boyd, K.J., Marton, D., Rabalais, J.W., Uhlmann, S., Frauenheim, Th., J. Vac. Sci. Technol. A 16 (1998) 444. Boyen, H.-G., Widmayer, P., Schwertberger, D., Deyneka, N., Ziemann, P., Appl. Phys. Lett., 76 (2000) 709. Catherine, Y., in Diamond and Diamond-like films and coatings, vol. 266 of NATO Advanced Study Institute, Series B: Physics, ed. Clausing, R. E., Horton, L. L. Angus, J.C., Koidl, P., ( Plenum, N. Y. 1991) p. 193. Cheng, Y.H., Tay, B.K., Lau, S.P., Shi, X., Chua, H.C., Qiao, X.L., Cheng, J.G., Wu, Y.P., Xie, C.S., Diamond Rel. Mat. 9 (2000) 2010. Chhowalla, M., Davis, C.A., Weiler, M., Kleinsorge, B., Amaratunga, G.A.J., /. Appl. Phys. 79 (1996) 2237. Chhowalla, M., Robertson, J., Chen, C.W., Silva, S.R.P., Davis, C.A., Amaratunga, G.A.J., Milne, W.I., J. Appl. Phys. 81 (1997) 139. Chhowalla, M., Diamond Rel. Mat. 10 (2001) 1011. Collazo-Davila, C , Bengu, E., Marks, L.D., Kirk, M. Diamond Rel. Mat. 8 (1999) 1091. Davis, C.A., Thin Solid Films 226 (1993) 30. Davis, C.A., Knowles, K.M., Amaratunga, G.A.J., Surf. Coat. Technol. 76-77 (1995)316.
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
269
Davis, C.A., Knowles, K.M., Amaratunga, G.A.J., Phys. Rev. Lett. 80 (1998) 3280. Donner, W., Dosch, H., Ulrich, S., Ehrhardt, H., Abernathy, D., Appl. Phys. Lett, 73 (1998) 777. Donnet, C , Grill, A., Surf. Coat. Technol. 94-95 (1997) 456. Donnet, C , Fontaine, J., Lefebvre, F., Grill, A., Patel, V. and Jahnes, C , J. Appl. Phys. 85 (1999) 3264. Donnet, C , Martin, J.M., Fontaine, J., Sanchez-Lopez, J.C., Quiros, C , Elizalde, E., Sanz, J.M., Rojas, T.C., Fernandez, A., Surf. Coat. Technol. 120-121 (1999) 594. Fallon, P.J., Veerasamy, V.S., Davis, C.A., Robertson, J., Amaratunga, A.G.J., Milne, W.I., Koskinen, J., Phys. Rev. B 48 (1993) 4777. Feldermann, H., Merk, R., Hofsass, H., Ronning, C , Zheleva, T., Appl. Phys. Lett. 74 (1999) 1552. Feldman, L.C., Mayer, J.W., in Fundamentals of surface and thin film analysis, (North Holland, N.Y., 1986). Ferrari, A.C., Robertson, J., Phys. Rev.B 61 (2000) 14095. Ferrari, A.C., Libassi, A., Tanner, B.K., Stolojan, V., Yuan, J., Brown L.M., Rodil, S.E., Kleinsorge, B., Robertson, J., Phys. Rev. B 62 (2000) 11089. Fitz, C , Fukarek, W., Kolitsch, A., Moller, W., Surf. Coat. Technol. 128-129 (2000) 292. Frauenheim, Th., Jungnickel, G., Stephan, U., Blaudeck, P., Deutschmann, S., Weiler, M., Sattel, S., Jung, K., Ehrhardt, H., Phys. Rev. B 50 (1994) 7940. Friedmann, T.A., Mirkarimi, P.B., Medlin, D.L., McCarty, K.F., Klaus, E.J., Boehme, D.R., Johnsen, H.A., Mills, M.J., Ottesen, D.K., J. Appl. Phys. 76 (1994) 3038. Friedmann, T.A., Sullivan, J.P., Knapp, J.A., Tallant, D.R., Follstaedt, D.M., Medlin, D.L., Mirkarimi, P.B., Appl. Phys. Lett.71 (1997) 3820. Gago, R., Jimenez, I., Garcia, I., Albella, J.M., Vacuum, 64 (2002) 199. Gilkes, K.W.R., Sands, H.S, Batchelder, D.N., Robertson, J., Milne, W.I., Appl. Phys. Lett. 70 (1997) 1980. Golzan, M.M., Lukins, P.B., McKenzie, D.R., Vasallo, A.M., Hanna, J.V., Chem Phys. 193 (95) 167. Grill, A., Surf. Coat. Technol. 94-95 (1997) 507. Grill, A., Thin Solid Films 355-356 (1999) 189.
270
Low ENERGY ION ASSISTED FILM GROWTH
Grill, A., DiamondRel. Mat.% (1999) 428. Grill, A., Patel, V., Appl. Phys. Lett. 60 (1992) 2089. Grill, A., Meyerson, B.S., in Synthetic Diamond: Emerging CVD Science and Technology, ed. Spear, K.E., Dismuke, J.P. (Wiley, NY, 1994). Grossman, E., Lempert, G.D., Kulik, J., Marton, D., Rabalais, J.W., Lifshitz, Y., Appl. Phys. Lett. 68 (1996) 1214. Hahn, J., Richter, F., Pintaske, R., Roder, M., Shneider, E., Welzel, T., Surf. Coat. Technol, 92 (1997) 129. Hakorvita, M., Salo, J., Lappalainen, R., Anttila, A., Phys. Lett. A 205 (1995) 287. Hayashi, T., Matsumuro, A., Muramatsu, M., Kohzaki, M., Takahashi, Y., Yamaguchi, K., Jpn. J.Appl. Phys. 38 (1999) L395. Hellgren, N., Johansson, M.P., Broitman, E., Hultman, L., Sundgren, J.-E., Phys. Rev.B 59 (1999) 5162. Hirvonen, J.P., Koskinen, J., Koponen, I., Likonen, J., Kattelus, H., Nucl. Instr. Methods Phys. B 80 (1997) 1472. Hirvonen, J.P., Koskinen, J., Kankonen, M., Nieminen, R., Scheibe H.J., J. Appl. Phys. 81(1997)7248. Hofsass, H., Feldermann, H., Sebastian, M., Ronning, C , Phys. Rev. B 55 (1997) 13230. Hofsass, H., Feldermann, H., Merk, R., Sebastian, M., Ronning, C , Appl. Phys. A 66(1998)153. Ikeda, T., Kawate, Y., Hirai, Y., /. Vac. Sci. Technol. A 8 (1990) 3168. Inagawa, K., Watanabe, K., Ohsone, H., Saitoh, K., Itoh, A., J. Vac. Sci. Technol. A 5 (1987) 2696. Jin, M., Watanabe, S., Miyake, S., Murakawa, M., Surf. Coat. Technol. 133-134 (2000) 443. Kaukonen, M., Nieminen, R.M., Phys. Rev. B 61 (2000) 2806. Kohary, K., Kluger, S., Phys. Rev. B. 63 (2001) 193304. Kester, D.J., Messier, R., J. Appl. Phys. 72 (1992) 504. Kester, D.J., Ailey, K.S., Davis, R.F., Diamond Rel. Mat. 3 (1994) 332. Kester, D.J., Ailey, K.S., Lichtenwalner, D.J., Davis R.F., J. Vac. Sci. Technol. A 12 (1994) 3074.
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
271
Kleinsorge, B., Ferrari, A.C., Robertson, J., Milne, W.I., Waidmann, S., Hearne, S., Diamond Rel. Mat. 9 (2000) 643. Kleinsorge, B., Rodil, S.E., Adamopoulos, G., Robertson, J., Grambole, D., Fuarek, W., Diamond Rel. Mat. 10 (2001)965. Klett, A., Freudenstein, R., Plass, M.F., Kulisch, W., Surf. Coat. Technol. 116-119 (1999) 86. Klett, A., Freudenstein, R., Plass, M.F., Kulisch, W., Surf. Coat. Technol. 125 (2000) 190. Klett, A., Freudenstein, R., Plass, M.F., Kulisch, W., Diamond Rel. Mat., 10 (2001) 1875. Knittle, E., Kaner, R.B., Jeanloz, R., Cohen, M.L., Phys. Rev. B 51 (1995) 12149. Kukonen, M. and Nieminen, R.M., Phys. Rev. B 61 (2000) 2806. Kurdymov, A.V., Solozhenko, V.L., Zelyabski, W.B., J. Appl. Cryst. 28 (1995) 54. Lacerda, R.G., Hammer, P., Freire, Jr., F.L., Alvarez, F., Marques, F.C., Diamond Rel. Mat. 9 (2000) 796. Lee, S.-T., Lin, Z., Jiang, X., Mat. Sci. Engn. R 25 (1999) 123. Lettington, A.H., Carbon 36 (1998) 555. Libassi, A., Ferrari, A.C., Stolojan, V., Tanner, B., Robertson, J., Brown, L.M., Diamond Rel. Mat. 9 (2000) 771. Lifshitz, Y., Diamond Rel. Mat. 5 (1996) 388. Lifshitz, Y., Kasi, S.R., Rabalais, J.W., Phys. Rev. Lett. 62, (1989) 1290. Lifshitz, Y., Kasi, S.R., Rabalais, J.W., Eckstein, W., Phys. Rev. B 41 (1990) 10468. Lifshitz, Y., Lempert, G.D., Grossmann, E., Phys. Rev. Lett. 72 (1994) 2753. Lifshitz, Y., Lempert, G.D., Grossmann, E., Avigal, I., Uzan-Saguy, C , Kalish, R., Kulik, J., Marion, D., Rabalais, J.W., Diamond Rel. Mat. 4 (1995) 398. Litvinov, D., Clarke, R., Appl. Phys. Lett, 71 (1997) 1969. Litvinov, D., Clarke, R., Appl. Phys. Lett., 74 (1999) 955. Liu, A.Y., Cohen, M.L., Science 271 (1989) 841. Liu, A.Y., Cohen, M.L., Phys. Rev. B 41 (1990) 10727. Loh, K.P., Nishitani-Gamo, K., Sakaguchi, I., Taniguchi, T., Ando, T., Appl. Phys. Lett. 72 (1998) 3023.
272
Low ENERGY ION ASSISTED FILM GROWTH
Lossy, R., Pappas, D.L., Roy, R.A., Doyle, J.P., Cuomo, J.J., J. Appl. Phys. 11 (1995) 4750. Malkow, Th., Bull, S.J., Surf. Coat. Technol. 137 (2001) 197. Marton, D., Boyd, K.J., Rabalais, J.W., Lifshitz, Y., /. Vac. Sci. Technol. A 16 (1998) 455. Mattesini, M., Matar, S.F., Int. J. Inorg. Chem. 3 (2001) 943. Matsumoto, S., Xie, E.-Q., Izumi, F., DiamondRel. Mat., 8 (1999) 1175. McCarty, K.F., Mirkarimi, P.B., Medlin, D.L., Friedmann, T.A. and Barbour, J.C., Diamond Rel. Mat., 5 (1996) 1519. McKenzie, D.R., J. Vac. Sci. Technol. B 11 (1993) 1928. McKenzie, D.R., Muller, D., Pailthorpe, B.A., Phys. Rev. Lett. 67 (1991) 773. McKenzie, D.R., Muller, D., Pailthorpe, B.A., Wang, Z.H., Kravtchinskaia, E., Segal, D., Lukins, P.B., Swift, P.D., Martin, P.J., Amaratunga, G.A.J., Gaskell P.H., Saeed A., Diamond Rel. Mat. 1 (1991) 51. McKenzie, D.R., McFall, W.D., Sainty, W.G., Davis, C.A., Collins, R.E., Diamond Rel. Mat. 2 (1993) 970. McKenzie, D.R., , McFall, W.D., Reisch, S., James, B.W., Falconer, I.S., Boswell, R.W., Persing, H., Perry, A.J., Durandet, A., Surf. Coat. Technol. 78 (1996) 255. Medlin, D.L., Friedmann, T.A., Mirkarimi, P.B., Cardinale, G.F., McCarty, K.F., J. Appl. Phys. 79 (1996) 3567. Mirkarimi, P.B., McCarty, K.F., Medlin, D.L., Wolfer, W.G., Friedmann, T.A., Klaus, E.J., Cardinale, G.F., Howitt, D.G., J. Mat. Res. 9 (1994) 2925. Mirikami, P.B., Medlin, D.L., McCarty K.F., Dibble D.C., Clift W.M., Knapp, J.A., Barbour, J.C., J. Appl. Phys. 82 (1997) 1617. Mirkarimi, P.B., McCarty, K.F., Medlin, D.L., Mat. Sci. Engn. R21 (1997) 47. Mishima, O., in Materials Science Forum: Synthesis and properties of Boron Nitride, ed. Pouch, J.J., Alterovitz, S.A., (Trans. Tech., Brookfield 1990) vol. 5455, p. 313 Mohammad, S.N., Solid State Electronics 46 (2002) 203. Muhl, S., Mendez, J.M., Diamond Rel. Mat. 8 (1999) 1809. Park, K.S., Lee, D.Y., Kim, K.J., Moon, D.W., Appl. Phys. Lett. 70 (1997) 315. Paterson M., Diamond Rel. Mat. 5 (1996) 1407.
DIAMOND-LIKE CARBON AND CUBIC-BORON NITRIDE FILMS
273
Pharr, G.M., Callahan, D.L., McAdams, D., Tsui, T.Y., Anders, S., Anders, A., Ager III, J.W., Brown, I.G., Singh, C , Silva, S.R.P., Robertson, J., App. Phys. Lett, 68 (1996) 779. Pickett, W.E., Phys Rev. B 38 (1988) 1316. Pryor, R.W., Appl. Phys. Lett. 68 (1996) 1802. Quiros, C , Prieto, P., Fernandez, A., Elizalde, E., Morant, C , Schlogl, R., Spillecke, O., Sanz, J.M., J. Vac. Sci. TechnoL, A 18 (2000) 515. Reinke, S., Kuhr, M., Kulisch, W., Diamond Rel. Mat., 3 (1994) 341. Reinke, S., Kuhr, M., Kulisch, W., Kassing, R., Diamond Rel. Mat. 4 (1995) 272. Reinke, S., Freudenstein, R., Kulisch, W., Surf. Coat. TechnoL, 97 (1997) 263. Robertson, J., Adv. Physics 35 (1986) 317. Robertson, J., Prog, in Solid State Chem. 21 (1991) 199. Robertson, J., Surf. Coat. TechnoL, 50 (1992) 185. Robertson, J., Diamond Rel. Mat., 2 (1993) 984. Robertson, J., Thin Solid Films 383 (2001) 81. Ronning, C , Dreher, E., Thiele, J.-U., Oelhafen, P., Hofsass, H., Diamond Rel. Mat. 6 (1997) 830. Ronning, C , Feldermann, H., Hofsass, H., Diamond Rel. Mat. 9 (2000) 1767. Satou, Fujimoto JpnJAppl. Phys 22 (1983) L171. Sattel, S., Robertson, J., Ehrhardt, H., J. Appl. Phys. 82 (1997) 4566. Schultrich, B., Scheibe, H.-J., Drescher, D., Ziegele, H., Surf. Coat. TechnoL 98 (1998) 1097. Schwan, H., Ulrich, S., Roth, H, Ehrhardt, H., Silva, S.R.P., Robertson, J., Samienski, R., Brenn, R., J. Appl. Phys. 79 (1996) 1416. Seitz, F., Koehler, J.S., in Progress in Solid State Physics (Acad. Press, N.Y. 1954), vol. 2. Siva, S.R.P., Xu, S., Tay, B.K., Tan H.S., Scheibe, H.-J., Chhowalla, M., Milne, W.I., Thin Solid Films 290-291 (1996) 317. Sjostrom, H., Stafstrbm, S., Boman, M., Sundgren, J.-E., Phys. Rev. Lett. 75 (1995) 1336. Solozhenko, L., Andrault, D., Fiquet G., Meouar, M., Rubie, D.C., Appl. Phys. Lett. 78 (2001) 1385.
274
Low ENERGY ION ASSISTED FILM GROWTH
Solozhenko, V.L., Dub, S.N., Novikov, N.V., DiamondRel. Mat., 10 (2001) 2228. Spencer, E.G., Schmidt, P.H., Joy, D.C., Sansalone, F.J., Appl. Phys. Lett., 29 (1976)118. Uhlmann, S., Frauenheim, Th., Lifshitz, Y., Phys. Rev. Lett. 81 (1998) 641. Uhlmann, S., Frauenheim, Th., Stephan, U., Phys. Rev. B 53 (1996) 4117. Wang, E.-G., Adv. Mater. 11 (1999) 1129. Voevodin, A.A., Donley, M.S., Surf. Coat. Technol. 82 (1996) 199. Watanabe, S., Miyake S., Murakawa, M., Surf. Coat. Technol. 49 (1991) 406. Weiler, M., Sattel, S., Giessen, T., Jung, K., Ehrhardt, H., Phys Rev. B 53 (1996) 1594. Weissmantel, C , J. Vac. Sci. Technol. 18 (1981) 179. Weissmantel, S., Reisse, G., Thin Solid Films 355-356 (1999) 256. Windischmann, H., J. Appl. Phys., 62 (1987) 1800. Xu, S., Tay, B.T., Tan, S., Zhong, L., Tu, Y.Q., Silva, S.R.P., Milne, W., J. Appl. Phys., 79 (1996) 7234. Yap, Y.K., Wada, Y., Yamaoka, M., Yoshimura, M., Mori, M., Sasaki, T., Diamond Rel. Mat. 10(2001)1137. Yoshikawa, M., Ishida, H., Ishitani, A., Kouzumi, S., Inuzuka, T., Appl. Phys. Lett. 58(1991)1387. Zellama, K., Current Opinion in Solid State and Materials Science 4 (1999) 34. Ziegler, H., Schreibe, H.J., Schultrich, N.B., Surf. Coat. Technol. 97 (1997) 385.
ACRONYMS LIST
a-C
Amorphous carbon
a-C:H
Hydrogenated amorphous carbon
AES
Auger electron spectroscopy
AFM
Atomic force microscopy
AZO
Aluminum zinc oxide
CIB
Cluster ion beam
CVD
Chemical vapour deposition
DC
Direct current
DIBS
Dual ion beam sputtering deposition
DLC
Diamond like carbon
DSFR
Dynamic scaling function of roughness
EBD
Electron beam deposition
ECR
Electron cyclotron resonance
ECWR
Electron cyclotron wave resonance
EELS
Electron energy loss spectroscopy
ERD
Elastic recoil dispersion
EXAFS
Extended X-ray absorption fine structure
FDLC
Fluor-DLC
FED
Field emission displays
FCVA
Filtered cathodic vacuum arc
FCVAD
Filtered cathodic vacuum arc deposition
FET
Field emission transistor
FTIR
Fourier transform infrared
FVAD
Filtered vacuum arc deposition 275
276
Low ENERGY ION ASSISTED FILM GROWTH
GCIB
Gas cluster ion beam
GMR
Giant magnetoresistance
HAP
Hydroxyapatite
HOPG
Highly oriented pyrolitic graphite
I/A
Ion to atom ratio
IAAD
Ion assisted arc deposition
IAD
Ion assisted deposition
IAPLD
Ion assisted pulse laser deposition
IAPVD
Ion assisted physical vapor deposition
IB AD
Ion beam assisted deposition
IBD
Ion beam deposition
IBICVD
Ion beam induced chemical vapour deposition
ICB
Ionised cluster beam
ICP
Inductively coupled plasma
IMS
Ionised magnetron sputtering
IMPVD
Ionised metal physical vapour deposition
IP
Ion plating
ITO
Indium tin oxide
LTI-
Low temperature isotropic (LTI) pyrolitic carbon
MBE
Molecular beam expitay
MC
Montecarlo
MD
Molecular dynamics
MS
Magnetron sputtering
MSIBD
Mass selected ion beam deposition
NMR
Nuclear magnetic resonance
NRA
Nuclear reaction analysis
PACVD
Plasma assisted CVD
ACRONYMS LIST
PBS
Plasma beam source
PUD
Plasma immersion ion deposition
PHI
Plasma immersion ion implantation
PVD
Physical vapour deposition
RBS
Rutherford back-scattering spectroscopy
RF
Radio frequency
RHEED
Reflected high energy electron diffraction
RICBD
Reactive ion cluster beam deposition
RMS
Root mean square
STM
Scanning tunnelling microscopy
ta-C
Tetrahedral amorphous carbon
ta-C: H
Hydrogenated tetrahedral amorphous carbon
TCO
Transparent conductive oxide
TEM
Transmission electron microscopy
TRIM
Transport of ions in matter
UHV
Ultrahigh vacuum
ULSI
Ultra large scale integration
UV-Raman
Ultraviolet-Raman
Vis-Raman
Visible-Raman
XANES
X-ray absorption near edge structure
XAS
X-ray absorption spectroscopy
XPS
X-ray photoelectron spectroscopy
XRD
X-ray diffraction
XRR
X-ray reflectometry
YBCO
YBa2Cu307.5
YSZ
Yttria stabilised zirconia
This page is intentionally left blank
SUBJECT INDEX
Deposition methods Deposition parameters Stress Properties Tribological Optical Electronic C-B-N C/Si thin films Child-Langmuir state Coatings Corrosion resistant
Accelerated neutral molecules, 214 Effects on thin films 92 Adatoms 100 Mobility 114 Mobility and densification Adhesion 108,164 Interface mixing 166 Polymer-metal interface 126 Amorphisation 160 Atom peening 95 Au particles, nucleation Ballistic interactions Biaxial oriented films Cr/CoCrPt films Binary elastic collisions Binding energy Surface binding energy Lattice binding energy Biomaterials Modification Corrosion protection Biocompatibility Bragg's law Bradley's model for texture Broad beam ion sources Carbon nitride CNx Cascade formation c-BN Characterization XRD FTIR EELS/XAS Cross section
90 143,149 274 12 4 5 5 186 186 186 187 137 148 80
Hard Metal Nitride Oxide Optical Solid lubricants Tribological Wear resistant Columnar growth Compound formation by IAD diagram Columnar growth DLC c-BN nucleation C-B-N Cr-N phase diagram Coordination number Corrosion Resistant coatings Biomaterials Magnesium alloys Zinc, zinc alloys
265 34 245 246 247 247 248 250
279
251 252 255 ,260 256 256 257 257 264 111 77 179, 183, 184 ,186 175 181 181 182 190 177 174 175,185 93 ,113 130 113 218 254 268 134 4 179 186 183 184
280
Low ENERGY ION ASSISTED FILM GROWTH
Coulomb potential CrN and Cr2N synthesis Crystallisation Effect of temperature Effect of ion assistance Ti0 2 thin films ZnO thin films AI2O3 thin films
8 216 126 127 128 128 128
Damage Average depth of damage 26 30 Displacement damage function Efficiency 28 27 Ion bombardment 163 Davis's model 119 Defects in IAD thin films 122 CrNx films 120 Surface and bulk 122 Thin film microstructure 119 TiN thin films 122 XRD monitoring of defects 114 Densification 116 Density and crystallinity Subplantation model 118 ,263 218 Diamond like carbon 218 a-C 218 a-C:H 218 ta-C 218 ta-C:H 221 Atomic structure Characterization 220 228 Cross section 225 Density 228 Deposition methods 231 Deposition parameters Ion energy 231 235 Substrate temperature 238 Other parameters
221 Electron scattering Energy loss 223 Plasmon energy 225 Properties 241 Electronic 243 242 Mechanical Optical 243 242 Tribological 222 Sp3 bonding fraction 222 Sp2 bonding fraction Stress 239,260 60 Direct ion assisted deposition 3,28 Displacement energy 147 Dobrev's model 55 Dual Ion Beam Deposition 61 Electron Cyclotron Resonance 51 Electron evaporation source 19 Electronic energy loss parameter 84 End-Hall ion sources Energy 25 Depth distribution function 5 Displacement 41 Normalized Reduced 11 49 Ranges 5 Thermal Transferred in a single collision 14 Epitaxial thin films 70 ,108 108 GaN Evaporation 49 Filament-less ion sources Filtered vacuum arc deposition Frenkel pair Fretting damage Fretting wear Fullerenes
86 66 5 185 185 72
SUBJECT INDEX
GaN epitaxial films Gas adsorption Glow discharge plasma Graded composition Grain size Growth mechanisms
108 52 64 214 99 92
Hard coatings Heat of sublimation Hollow cathode ion source Hydroxyapatite
175 5 86 186
123 Inert gas incorporation 124 Ar in ZrC>2 Compressive stress 124 ,161 Interface mixing 108 Mixing by high energy ions 109 Mixing in IAD thin films 110 Mixing efficiency function 111 Ion Assisted methods 47 72 Beam deposition Beam induced chemical vapour deposition 58 14 Energy loss rate Implantation 76 Ion to atom arrival ratio 42 44 Momentum transfer Plating 60 Sources 80 Velocity 8 Ionised cluster beam 69 Ionised magnetron sputtering 64 Ionised metal PVD 65 Kaufmann ion sources
81
Laser ablation
52
Lennard-Jonnes potential Lindhard-Scharff model Lubricant coatings
281 4 19 177
Magnesium alloys corrosion 183 204 Magnetic films 205 Giant magnetoresistive 207 Hard bias 206 Magnetic heads 205 Magnetoresistive 204 Metallic Magnetron sputtering 64 Mass selected Ion Beam deposition 72 Metallic coating 181 ,204 187 Metallisation of polymers 133 Metastable phases 5 Miller indexes 258 Models of growth of DLC 259 Preferential sputtering 260 Stress models 261 Thermal spike 262 Subplantation Molecular dynamics simulations 105 110 Mixing efficiency 111 Void removal 148 Texturing 197 Narrow band filters 182 Nitride coatings Norgett-Robinson-Torrens model 28 92 Nucleation 96 Ni films 251 c-BN films Optical coatings Dielectric oxide Fluoride Narrow band filters
190 191 196 197
282
Low ENERGY ION ASSISTED FILM GROWTH
Rugate filters Transparent conducting Oxide coatings
199 201 182 ,191
Penning ionisation 62 Phase diagram 134 Cr-N 218 DLC c-BN nucleation 254 CBN 268 Planarisation of surfaces 103 Plasma Discharge 61 Immersion ion deposition, PUD 78 Immersion ion implantation, PHI 76 Sheath 61,77 94 Percolation of particles 141 Polar plots 187 Polymers Potential 4 Lennard-Jonnes Thomas Fermi 8 10 Power law approximation 137 Preferential orientation Primary knock on atoms (PKA) 27 PVD 92 Range Total Projected Reactive ion cluster beam Reflected high energy electron diffraction RF filament-less ion source Rocking curves Roughness Interfaces Scaling theory Sputtering
20 22 72 72 87 140 98 99 97 101
Surfaces Rugate filters Rutherford Backscattering Spectroscopy Scattering Elastic Nuclear Electronic Screening Function Length Smoothing of surfaces Spike formation Sputtered atoms Angular distribution Energy distribution Sputtering Sputtering yield Step coverage Sticking probability Straggling Range straggling Energy straggling Stopping Cross section Electronic Nuclear power Sub-surface implantation Subplantation model Stoney's formula Strain Stress c-BN films Compressive Cr films DLC films
99 199 12,17
12 12 12 9 9 100 30 39 40 36 37 65, 103 72 25 27 15 19 16 15 74 263 155 153 255, 260 160 159 239, 260
283
SUBJECT INDEX
IAD thin films Intrinsic PVD thin films Tensile Thermal Surface defects Ta 2 0 5 thin films Temperature Local Equivalent Texture Coefficient IAD thin films PVD thin films Oxide thin films Nitride thin films Applications Thermal energy Thermal spike
105, 133 130 67 49, 174
153, 158 156 156 160 155 94
TiN thin films TiC>2 thin films Toroidal magnetic field Tribological coatings
102
Wear resistant coatings Windischmann's model
175 159, 162
XANES and amorphisation X-ray reflectometry XRD
130 106, 225 137,,248
35 49 138 142 142 144 145 152 6 32
66
Vacuum arc
YSZ biaxially aligned thin films YSZ buffer layers
150 152
Zinc alloys corrosion ZrN and Zr3N4
184 135