CHEMISTRY FOR PROTECTION OF THE ENVIRONMENT
Other volumes in this series
1 Atmospheric Pollution 1978 edited by M.M...
161 downloads
2646 Views
9MB Size
Report
This content was uploaded by our users and we assume good faith they have the permission to share this book. If you own the copyright to this book and it is wrongfully on our website, we offer a simple DMCA procedure to remove your content from our site. Start by pressing the button below!
Report copyright / DMCA form
CHEMISTRY FOR PROTECTION OF THE ENVIRONMENT
Other volumes in this series
1 Atmospheric Pollution 1978 edited by M.M. Benarie 2 Air Pollution Reference Measurement Methods and Systems edited by T. Schneider, H.W. de Koning and L.J. Brasser 3 Biogeochemical Cycling of Mineral-Forming Elements edited by P.A. Trudinger and D.J. Swaine 4 Potential Industrial Carcinogens and Mutagens by L. Fishbein 5 Industrial Waste Managements by S.E. Jflrgensen 6 Trade and Environment: A Theoretical Enquiry by H. Siebert, J. Eichberger, R. Gronych and R. Pethig
7 Field Worker Exposure during Pesticide Application edited by W.F. Tordoir and E.A.H. van Heemstra-Lequin 8 Atmospheric Pollution 1980 edited by M.M. Benarie 9 Energetics and Technology of Biological Elimination of Wastes edited by G. Milazzo 10 Bioengineering, Thermal Physiology and Comfort edited by K. Cena and J.A. Clark 11 Atmospheric Chemistry. Fundamental Aspects by E. Meszdros 12 Water Supply and Health edited by H. van Lelyveld and B.C.J. Zoeteman 13 Man under Vibration. Suffering and Protection edited by G. Bianchi, K.V. Frolov and A. Oledzki 14 Principles of Environmental Science and Technology by S.E. J@rgensenand I. Johnsen 15 Disposal of Radioactive Wastes by 2. Dlouliy 16 Mankind and Energy edited by A. Blanc-Lapierre 17 Quality of Groundwater edited by W. van Duijvenbooden, P. Glasbergen and H. van Lelyveld 18 Education and Safe Handling in Pesticide Application edited by E.A.H. van HeemstraLequin and W.F. Tordoir 19 PhysicochemicalMethods for Water and Wastewater Treatment edited by L. Pawlowski 20 Atmospheric Pollution 1982 edited by M.M. Benarie 21 Air Pollution by Nitrogen Oxides edited by T. Schneider and L. Grant 22 Environmental Radioanalysis by H.A. Das, A. Faanhof and H.A. van der Sloot
Studies in Environmental Science 23
CHEMISTRY FOR PROTECTION OF THE ENVIRONMENT Proceedings of an International Conference, Toulouse, France, 19-25 September 1983 Organized under sponsorship of The Federation of European Chemical Societies, U n i t e d States Environmental Protection Agency and Ministere FranGais d e I'Environnement b y the l n s t i t u t National des Sciences Appliquees, Universite Paul Sabatier, Toulouse and The Polish Chemical Society
Edited by
1. Pawlowski institute of Chemistry, Maria Curie-Sklodowska University, PI. M. C. Sklodowskiej 3, 20-03 1 Lublin, Poland
A.J. Verdier Ecole Nationale Supgrieure de Chimie, 118 Route de Narbonne, 31077 Toulouse Cedex, Fral
W.J. Lacy US. Environmental Protection Agency, Office of Research and Development, Washington, DC 20460, U.S.A.
ELSEVl E R Amsterdam
1984
- Oxford - New York
- Tokyo
ELSEVIER SCIENCE PUBLISHERS B.V. Molenwerf 1, P.O. Box 21 1, 1000 A E Amsterdam, The Netherlands Distributors for the United States and Canada: ELSEVIER SCIENCE PUBLISHING COMPANY INC. 52, Vanderbilt Avenue New York, N.Y. 10017
Library of Congress Cataloging in Publication Data
Main entry under title: Chemistry for protection of the environment. (Studies in environmental science ; 23) Biblfography: p . Includes indexes. 1. Sewage--Purification-Congresses. 2. Environmental chemistry--Congresses. 3. Pollutants--Enviromental aspects--Congresses. I. Pawlowski, Zucjan. 11. Verdier, A. (Alan) 111. Lacy, W. J. (William J.) IV. Series.
T'D'745.C43 1984 ISBN 0-444-42347-8
628
84-6051
(U.S.)
ISBN 0 4 4 4 4 2 3 4 7 - 8 (V01.23) ISBN 0 4 4 4 4 1 6 9 6 - X (Series)
0 Elsevier Science Publishers B.V., 1984 A l l rights reserved. No part of t h i s publication may be reproduced, stored in a retrieval system or transmitted in any f o r m or by any means, electronic, mechanical, photocopying, recording or otherwise, without the prior written permission of the publisher, Elsevier Science Publishers B.V., P.O. Box 330, 1000 A H Amsterdam, The Netherlands Printed in The Netherlands
V
Lucjan PAWLOWSKI (Ph.D. D.Sc.) is Docent - eq. to Associate Professor of Chemistry and Environmental Science at Technical University of Lublin (Politechnika Lubelska). Born in 1946 in Poland. He received his D.Sc. (1980) in EnvironmentalEngineering, Ph.D. (1976) in Environmental Chemistry both from Technical University of Wroctaw and M.Sc. (1969) in Chemistry from Maria Curie-Sklodowska University. He has adited 2 books, was co-author of 4 books, 78 scientific papers and 39 patents. He is coeditor of an international journal Rective Polymers. He is a chairman of the Division of Environmental Chemistry and Engineering of the Polish Chemical Society. His research interest are directed toward application of chemical methods for recycling of wastes.
Alain J. Verdier (Ph.D.) is Prafessor of Chemistry in Institut National des Sciences Appliquees (INSA) - Toulouse. Born in 1939 in France. He received his Ph.D. (1966) and M.Sc. (1960) in Chemistry both from Paul Sabatier University. He has edited 1 book, was author or co-author of 28 papers and 3 patents. He is a director of the Chemistry Department of INSA. His research interest are directed toward application of chemical methods for wastewater treatment.
William J. LACY (Ph.D.) is a director, Water and Waste Management Monitoring Research, ORD, US EPA. Born in 1928. He received BS (1950) in Chemistry and Ph.D. (1959) in Chemical Engineering from University of Connectitut. He is author or co-author of 149 publications, 2 patents and 4 books, editor 3 text books and contributes t o 5 other books. He serves on the Editorial Advisory Boards of Industrial Wastewater Engineering, Environmental International Journal and Pollution Engineering. He is a president of PTA; Board Director of Mansion House Swim and Tennis Club, Officer in Mari'sion House Yacht Club, Vice President Mount Vernon Citizens Association, Foster Parent (to date 29 childrzn have been under his home care).
This Page Intentionally Left Blank
VII
ADVISORY SCIENTIFIC COMMITTEE A. ABADIE, I.N.S.A., Toulouse, France E. ANGELIER, UniversitePaul Sabatiw, Toulouse, France G. ALEARTS, Katholieke UniversiteitLeuven, Belgium J . BARCICKI, Maria Curie-Sklodowska University,Poland D. BARNES, The University of New South Wales, Sidney, Australia R. BENAIM,I.F.T.S. - Agen, France B. A. BOLTO, CSIRO - Melbourne, Australia W. J. COOPER, Horida International University, Miami, USA U. COSKUNER, Transturk Holdings A S . , Istanbul, Turkey P . DOLEJS, CzechoslovakAcademy of Science, Czechoslovakia J, FONTAN, UniversitePaul Sabatier, Toulouse,France F . EL-GOHARY, National Research Centre, Cairo, Egypt P. GRAMMONT, Duolite International, Chauny, France R. GRINNEL, Boston State University,Boston, USA M. GROMIEC, IMG W - Wmsaw, Poland J. M. HEFTY, Rohrn and Hass, USA L. JACKSON, Dpt of Energy, USA A. L. KOWAL, Technical University of Wroclaw, Poland R. G. LANZA, The University of Texas ar Dallas, USA L. LIBERTI, Instituto di Ricerca Sulle Acoue, Italy K. MELLANBY, Monks Wood Experimental Station, U.K. G . MOUVIER , UniversiteParis WI,France N . L. NEMEROW, University of Miami, USA A. PORANEK, Rivers Stare University,Port Harcourt, Nigeria N. RAMANATHAN, Government of India, Dept. of Environment, New Delhi, India A. RODRIGUEZ, University of Porto, Porto, Portugal L. D. ROLAND, Foster Wheeler Limited, U.K. G. SHELEF, Israel Institute of Technology, Haifa, Israel K . SNIDVONGS, Office of the National Environment Board, Bangkok, Thailand V. SOLDATOV, Academy of Science, Minsk, USSR G. TIRAVANTI, Instituto di Ricerca Sulle Acoue, Italy J. K. WALTERS, University of Nottingham, U.K. T. WINNICKI, Technical University of Wroclaw, Poland M. H . WONG, The Chinese University of Hong Kong, Hong Kong G. YOUSIF SIR EL KAHTIM, University of Khartoum, Khartoum, Sudan
Toulouse, France
Toulouse, France
Toulouse, France
This Page Intentionally Left Blank
IX
CONTENTS
FOREWORD
................................................
1
Chapter I POLLUTANTS IN THE ENVIRONMENT: GENERAL ASPECTS B. A. Bolto, J. Barcicki, Z. Kozak, L. Pawlowski TECHNOLOGY AND THE ENVIRONMENT: ALLIES OR ANTAGONISTS?
D. Blasco THE STATE OF THE ENVIRONMENT - REPORT OF UNEP
......
5
...................
33
G. Alaerts A DIFFERENT APPRECIATION: WATER QUALITY AND TREATMENT IN DEVELOPING COUNTRIES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
41
Chae-Shik, RHO CHEMICAL POLLUTION IN KOREA AN EXPERIENCE O F THE DEVELOPING COUNTRIES
65
C h a p t e r I1 POLLUTANTS IN THE ENVIRONMENT: IMPACT AND CONTROL H. Zimny ECOLOGICAL EFFECTS O F INDUSTRIAL POLLUTANTS AND THEIR EFFECT ON CULTIVATEDPLANTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19
R. F. Holmes, W. J. Lacy MONITORING AND QUALITY ASSURANCE FOR HAZARDOUS WASTE SITE ASSESSMENT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
93
J. M. Bowron, M. L. Richardson CATCHMENTQUALITYCONTROL . . . . . . . . . . . . . . . . . . . . . . . . . .
:.......
F. Y. Saleh, K. L. Dickson, J. H. Rodgers, jr. TRANSPORT PROCESSES O F NAPHTHALENE IN THE AQUATIC ENVIROQMENT .
...
109 119
M. Lamotte, P. Masclet INTERLABORATORY COMPARISON O F QUANTIFICATION O F PAH IN ATMOSPHERIC AEROSOLS BY GAS AND LIQUID CHROMATOGRAPHIES AND BY SHPOL’SKII FLUORIMETRY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
133
J. C. Synnott, S. J. West, J. W. Ross COMPARISON OF ION-SELECTIVE ELECTRODE AND GAS-SENSING ELECTRODE TECHNIQUES FOR MEASUREMENT O F NITRATE IN ENVIRONMENTAL SAMPLES
143
...
X A. Baleix, B. Caussade, J. George, J. Mathieu, A. Reynes, L. Torres STUDY O F MOLECULAR DIFFUSIVITY INFLUENCE ON MASS TRANSFER RATE AT A WATER - ATMOSPHERE INTERFACE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
155
U. Zoller ABU NDANCE O F NONIONIC SURFACTANTS IN ISRAEL MUNICIPAL SEWAGE
16 1
......
C h a p t e r 111 PHYSICOCHEMICAL TREATMENT O F SUSPENSIONS P. Dolejs INTERACTION O F TEMPERATURE, ALKALINITY AND ALUM DOSE BY COAGULATION O F HUMIC WATER . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
169
D. R. Dixon, L. 0. Kolarik MAGNETIC MICROPARTICLES FOR TREATMENT O F NATURAL WATERS AND WASTEWATERS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
179
Sung-bin Wang, K. Y. Chen BITTERNS AS COAGULANTS FOR TREATMENT O F COLOR EFFLUENTS
...
.........
A. M. Dziubek, A. L. Kowal WATER TREATMENT BY COAGULATION-ADSORPTIONWITH DOLOMITE.
........
D. A. Wilms, A. A. Van Haute PRIMARY FLOCCULATION O F WASTEWATER WITH Al,(SO,), AND NaAlO, SALTS RECUPERATED FROM SPENT ALUMINIUM ANODISING BATHS . . . . . . . . . . . . .
..
193
205
21 3
R. J. Francois, A. A. Van Haute FLOC STRENGTH MEASUREMENTS GIVING EXPERIMENTAL SUPPORT FOR A FOUR LEVELHYDROXYDEFLOCSTRUCTURE . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
221
G. Tiravanti, F. Lore, N. Palmisano MEASUREMENT O F THE CHARGE DENSITY O F POLYELECTROLYTES BY A DIFFERENTIAL CONDUCTOMETRIC METHOD . . . . . . . . . . . . . . . . . . . . . . . . . .
235
D. Miskovic, E. Karlovic, B. Dalmacija THE INVESTIGATION O F APPLICATION O F DISSOLVED AIR PRECIPIT+TE FLOTATION IN THE ABSENCE O F COLLECTOR AND FROTHER FOR THE PURIWATION O F WASTEWATER CONTAINING METAL IONS . . . . . . . . . . . . . . . . . . . . . . . . . . .
245
J. Hupka, A. G. Oblad, J. D. Miller HOT WATER PROCESSING O F U.S. TAR SANDS-WATER RECYCLE AND TAILINGS DISPOSAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
253
J. Hupka THE ROLE O F DILUENT IN OILY WATER TREATMENT IN BED COALESCERS
269
......
B. Gutkowski, St. Mydlarczyk, M. Kowalska, J. Hupka SATURATION PROFILES IN COALESCENCE BED . . . . . . . . . . . . . . . . . . . . . . . . .
285
XI C h a p t e r IV PHYSICO-CHEMICAL TREATMENT: ADSORPTION A. Derylo, M. Jaroniec THEORETICAL FOUNDATIONS O F SOLUTE ADSORPTION FROM DILUTE SOLUTIONS ONSOLIDS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
297
P. Lafrance, M. Mazet, D. Villessot SPECIFIC ADSORF'TION O F ORGANIC MICROPOLLUTANTS ONTO ACTIVATED CARBON: A STUDY O F ELECTROKINETIC PHENOMENA DUE TO MULTICOMPONENT SYSTEMS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
313
R. J. Martin, W. J. NG FURTHER STUDIES ON THE USE O F CHEMICALS TO REGENERATE EXCHAUSED ACTIVATEDCARBON . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
329
A. L. Kowal ON UNIT PROCESSES DURING INFILTRATION
343
..........................
Chapter V PHYSICO-CHEMICAL TREATMENT: ION EXCHANGE V. S. Soldatov NEW FIBROUS ION EXCHANGERS FOR PURIFICATION O F LIQUIDS AND GASES
...
35 3
H. Tanaka, M. Nakayama, M. Chikuma, T. Tanaka, K. Itoh, H. Sakurai SELECTIVE COLLECTION OF SELENIUM (IV) FROM ENVIRONMENTAL WATER BY FUNCTIONALIZED ION-EXCHANGE RESIN . . . . . . . . . . . . . . . . . . . . . . . . . . . .
365
J. Hlavay, K. Foldi-Polyfik, J . InczBdy REMOVAL O F ARSENIC FROM NATURAL WATERS
373
.......................
C. Sarzanini, E. Morengo, M. C. Gennard, C. Baioochi, E. Mentasti PRECONCENTRATION AND SEPARATION O F Cr(II1) AND Cr(V1) FROM AQUEOUS SOLUTIONS BY COMPLEX FORMATION-ION EXCHANGE . . . . . . . . . . . . . . . .
...
K. Majewska-Nowak, T. Winnicki THE USABILITY O F POLYSULFONE MEMBRANES FOR REMOVAL O F ORGANIC DYES FROMAQUEOUSSOLUTIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
38 1
387
C h a p t e r VI PHYSICO-CHEMICI L TREA TMENT: OXLDATION A. Poranek, A. MikaGibafa INTENSIFICATION O F THE OXYGENATION PROCESS WITH THE USE O F POLYMERIC DIFFUSERS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
399
T. D. Waite, K. A. Gray OXIDATION AND COAGULATION O F WASTEWATER EFFLUENT UTILIZING FERRATE(V1)ION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
407
XI E. M. Grochulska-Segal, M. M. Sozahski THERMODYNAMIC CRITERIA FOR THE OPTIMIZATION OF IRON AND MANGANESE REMOVALS IN EXPERIMENTAL PROCEDURES
421
N. M. Surida, J. Sugijanto IDENTIFICATION OF TIN FROM TIN-SMELTING REFRACTORY-WASTE AFTER ALKALINESOLVATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
421
Z. Gorzka, M. Kairnierczak, E. Filipiak THE TREATMENT DETERGENTS IN INDUSTRIAL WASTEWATERS ON A PILOT-PLANT SCALE BY CATALYTIC OXIDATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
431
I. Pollo, J. Jaroszyhka-Wolkska ENHANCEMENT OF NITROGEN OXIDES ABSORPTION FROM WASTE GASES USING OZONE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
445
..........................
A. Socha, Z. Gorzka ELECTROCHEMICAL OXIDATION O F ROKAPHENOL N-6 A FLOW ELECTROLYZER
..
45 1
M. Mansour, H. Parlar, F. Korte REMOVAL OF POLLUTANTS FROM THE AQUATIC ENVIRONMENT BY PHOTOOXIDATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
45I
P. Le Cloirec, G. Martin MODELING OF IMMERGED FILTERS IN THE CASE OF AERATED FILTERS
46 3
........
Chapter VII RECYCLLNG OF WASTE MATERLALS AND POLLUTION FREE TECHNOLOGIES J. Z. Nie6ko WASTE-FREE METHOD OF CADMIUM CARBONATE PRODUCTION L. Pawlowski, M. Kotowski, B. A. Bolto, R. McNeill RECLAMATION OF CHROMIUM FROM WASTES
.............
........................
485 491
L. Liberti, A. Lopez, R. Passino APPLICATIONS OF SELECTIVE ION EXCHANGE TO RECOVER MgNH,PO, FROM SEWAGE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
513
M. R. Stevens, M. Parnazari, F. Saavedra REMOVAL OF SILVER FROM PHOTOGRAPHIC SOLUTIONS .
5 25
.................
Chapter VIII PHYSICO-CHEMICALASPECTS OF BIOLOGICAL TREATMENT
W. M. Drew, G. H. A. Holder MICROBIAL SULPHATE REDUCTION
................................
J. Y. Plat, D. Sayag, L. Andre EFFECT OF SOME PHYSICAL PARAMETERS ON COMPOSITING RATE AND YIELD
531
...
553
XI11 D. Barnes, P. J. Bliss, R. B. Grauer, C. H. Kuo, K. Robins TREATMENT O F HIGH STRENGTH WASTEWATERS BY AN ANAEROBIC FLUIDISED BEDPROCESS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
559
P. Le Calve, N. Therien A RESPIROMETRIC STUDY O F THE INFLUENCE O F ALIPHATIC ALCOHOLS ON ACTIVATEDSLUDGES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
569
C h a p t e r IX AIR POLLUTION A. Trier AIRBORNE POLLUTION PROBLEMS IN SANTIAGO CHILE E. M. Bulewicz, C. Juryb, S. Kandefer FLUE GAS DESULPHURISATION USING LIME WASTE
..................
.....................
D. Barreteau, C. Laguerie DESULPHURIZATION O F GAS BY SORPTION O F SO, ON CUPRIC OXIDE DEPOSITED ON ALUMINA PARTICLES IN A FLUIDIZED BED REACTOR . . . . . . . . . . . . . . . . .
585
589
.
B. J. Mayland, L. D. Roland NITROGEN OXIDES EMMISION CONTROL CDL/VITOK ENHANCED ABSORPTION PROCESS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
597
605
Chapter X PANEL DISCUSSION POSSIBLE DIRECTION O F RESEARCH AND DEVELOPMENT RELATING TO CHEMISTRY FOR THE PROTECTION O F THE ENVIRONMENT . . . . . . . .
........
6 15
Author Index
................................................
621
Subject Index
................................................
623
This Page Intentionally Left Blank
1
FOREWORD
The first conference of this series ws organized in I976 at the Maria Curie-Sktodowska University in Lublin, Poland, and was on a national level. During this conference discussions were held on the findings and results of the many Polish-US. funded environmental research projects. However, the great interest aroused in the conclusions and recommendations discussed at that conference stimulated the participants to oRanize the next conference in I9 79, which evolved into one involving international participation. The proceedings of this second conference which contains 32 peer selected papers were published by Pergamon Press in I980. The third multi-national conference in this series w a s organized and held at the MCK University in Lublin, Poland, in 1981. The attendees were a significant group of leading scientists from all of Europe and the USA. The proceedings of this conference, which contains 36 selected peer-reviewed papers, were published by Elsevier in I982 in their well known-series “Studiesin Environmental Science’: During the organizational phase o f the fourth international conference, the Executive Committee decided to change its title for a broader one i.e. ‘CHEMISTRY FOR PROTECTION OF THE ENVIRONMENT’: The basic reason underlying that decision was the comments received from various scientists who indicated that a need existed to provide an international forum for all chemists and chemical engineers involved in environmental protection activities. The title used for the first three conferences, i.e. ‘FHYSICOCHEMICAL METHODS FOR WATER AND WASTEWATER TREAWENT”, was somewhat limiting because it tended to exclude those who utilize chemical processes outside of the conventional water environment. It is realized that any pollution control action t o h y must take into consideration not only the water problems but also proper environmental handling o f the sludge and related air pollution problems, In all these cases chemical processes normally play a highly significant role. It was therefore concluded by the Executive Committee that there is indeed a need to provide a forum for chemical scientists and engineers who are dedicated to the worthy mission of making a cleaner, healthier world for everyone. This fourth conference thus focused on the application of chemical methods for environmental protection and its main purpose was to provide a setting for the exchange of scientific and technical knowledge between those who know chemistry and those who know about environmental problems. In other words, the fourth Conferencewas to help link knowledge of chemistry with the environmental problems to be solved by chemical methods. The Executive Committee hoped that this conference would attract the interest of those talented scientists and engineers currently not involved in such problems, but who might have useful ideas to contribute on how to clean our environment. This fourth conference attracted participants from 34 countries representing all continents and included scientists and engineers from the many developing nations of Africa, Asia and South Afnca. Nevertheless, the biggest contribution to the fourth international
2 conference came mainly from France, Poland and the USA. The participants obtained a good overview on how the chemical processes are used in different countries of the world, and made this scientific conference of special interest and an extremely valuable source of informationand technology transfer, The United States Environmental Protection Agency, through its Office of Research and Development, provided this conference with special funds allowing us to bring wide and diversified scientific representation .from different nations. Therefore, on beharf of all the sponsored particimnts, we would like to thank the US.EnvironmentalProtection Agency for its support. The Executive Committees agree that it is a good idea to organize and continue this endeavor with a similar conference biennial&. The next one, the fifth international conference, will thus be held 9-13 September 1985, at the Gztholic Universi@ of Leuven, Belgium We hope thst this series of scientific conferences will continue to grow, receive more scientific contributions and attract an even wider representation of chemists and chemical engineers from all over the world. LUCJAN PAWLOWSKI ALAIN VERDIER WILLIAM J. LACY Editors
CHAPTER I
POLLUTANTS IN THE ENVIRONMENT: GENERAL ASPECTS
This Page Intentionally Left Blank
TECHNOLOGY AND THE ENVIRONMENT:ALLIES OR ANTAGONISTS? B. A. BOLT0
CSIRO Division of Chemical and Wood Technology, Private Bag 10, Clayton, Victoria 3168, Australia J. BARCICKI, Z. KOZAK
Department of Chemical Technology, Institite of Chemistiy, Maria Cbie-Sklodowska University, 20-031 Lublin, Poland L. PAWLOWSKI Visiting Scientist at CSIRO from Maria &rie-Sklodowska University, 20-031 Lublin. Poland
ABSTRACT The phenomenally rapid development of technology, especially in the 20th century, has enormously increased Man’s ability to produce goods which have enhanced his standard of living. However, this development has also generated a secondary phenomenon, the pollution of Man’s environment. This has had the contrary effect of leading to a deterioration in the quality of life. For much of history, an enhancement in the quality of life arising from new technology has overshadowed its negative effects upon the environment. Recently there has been some doubt as to whether the further development of technology will necessarily guarantee an improvement in the quality of life. The authors discuss the relationship between technology and the main components of the environment, water and air, and its impact on Man’s living conditions. Technology, appropriately used, can be a powerful force for the improvement of the environment. Relevant actions for upgrading the quality of water and air are put forward. The authors also discuss problems arising from the exploitation of energy resources, with particular reference to the surrounding water and air.
1. INTRODUCTION
Actions being taken to protect the environment are similar to those pursued in the development of new technology (which itself contributes to a deterioration in the environment). They ensure a better quality of life for Man by providing him with healthier conditions, both physically and psychologically. Therefore, discussions about which is the more important - new technology or a healthy environment - are senseless as both are essential for the well-being of Man.
6 The rapid development of technology, especially in the 20th century, has increased enormously Man’s ability to produce goods to enhance his standard of living. This ability to produce goods more efficiently has made by it necessary to emphasize marketing. As Man’s basic needs are limited, there has been a great effort to create psychologically a demand for unnecessary goods which are supposed to make for a decent life. This artificial demand, in turn, increases productivity. However, an increase in productivity accelerates not only the exhaustion of raw materials, but also the deterioration of the environment through the discharge of wastes. Some doubt must arise as to whether further increases in consumption really lead to an improvement in the quality of life, especially when there is a natural limitation of the resources necessary to establish consumption at the level reached by developed countries. Therefore, we believe that the protection of the environment, or improvements to the quality of life, require the development of an adequate model of life. This should be done by influencing human needs and priorities rather than by strict regulations. Chemistry plays a particular role amongst the scientific and technological disciplines. It development has had a great impact on the environment, as understood in the broadest terms; surely, the providing of medicines and disinfectants has contributed enormously to an improvement in the control and even the virtual elimination of many diseases, and the development of synthetic fertilizers has increased the efficiency of food production. However, the development of chemistry has also created new non-biodegradable chemicals, previously unknown in nature. Some of these chemicals have seriously interfered with many forms of life on our planet, causing new diseases. Chemistry itself has thus become an important part of the environment, and its influence should be carefully investigated. Of course, chemistry serves also t o preserve the environment from pollution. It provides us with the means of eliminating some of the negative physical influences of our civilization. It is to show this very beneficial role of chemistry in the protection of the environment that we meet here. A lot of detailed chemical processes dealing not only with environmental protection, but also with ways of slowing down the exhaustion of raw materials by recovering them from wastes, wdl be presented during this meeting. Our intention in this paper is to put forward some quite general, strategic aims and how chemical methods may be utilized in achieving these aims.
2. RESOURCES FOR HUMAN NEEDS
Natural, non-renewable resources are continuously being dispersed throughout the world by Man. The total quantity of resources available does note decrease because of this activity, but those resources are transformed from a concentrated into a diluted form so that they become virtually irretrievable. Theoretically it is possible to imagine a process which would allow one to extract the material for further use once diluted. However, apart from economic difficulties there are some natural limitations, such as the amount of energy which would be required. One might think that scientific and technical knowledge would allow Mankind to find substitutes for exhausted materials and this may well be so in many cases. However, it would be irresponsible to totally base our continued existence on such a belief. It is more
7
likely that there will be a natural limit to expansion. Therefore, we need to classify problems and to define some of the more important aims for the development of mankind, not by alarming and frightening people, but by indicating alternative methods of development, each with their positive and negative aspects. Technology’s strongest point is that it may help to solve some of the problems that Mankind is faced with; yet it is also its weakest point in that it may just as easily lead to disaster - it depends on how Man uses technology. Let us look back to the ancient Greek conception of the four ‘elements’: Water, Air, Earth and Fire. This approach emphasizes our present problems. It is likely that the Greek philosophers, living in rather arid areas at a time when there was very limited technology available, were strongly influenced by the major components of their environment. The singling out of Water and Air from the other chemical and mineral resources, which can be considered as combined in the ‘element’ Earth, seems to highlght that these two are of special importance. For many years civilization, with its gradually improving technology, did not realise the importance of Water and Air. These two ‘elements’ had been too freely available. Nowadays they again attract attention, as it has been realized that they are basic items which influence all aspects of our life. Highly developed nations have rediscovered what had been previously found by the Greeks - the vital importance of these two ‘elements’. Since they both deteriorate or become polluted by the indiscriminate redistribution of our general resources, their clean-up should be combined with the recovery of these resources. Decreasing the consumption of resources is equivalent to the preservation of the Greeks’ third ‘element’, Earth. Therefore, it seems that one of the most important requirements of Man’s future activities should be recycling. The implementation of recycling would achieve two goals: (a) the preservation of a pure environment, and (b) a decrease in the use of resources. It is inevitable that our civilization will interfere with both the water and air environment by discharging pollutants to them. Therefore, there is a need for suitable purification techniques. Figure 1 depicts the general recycling concept. From an environmental protection standpoint, the critical part is the separation process which enables either the resource, water or air, to be recycled. However, such processes are energy consuming, and the energy requirement is often the limiting feature of recycling techniques; it is exemplified by the Greeks’ fourth ‘element’, Fire. From the above it can be seen that the influence of technology on the quality of human life, through its different interactions on the environment, may be related to the ancient Greeks’ ‘elements’: Water, Air, Earth (mineral sources) and Fire (energy).
3. THE WATER ENVIRONMENT
Water is one of the most important components of our environment, without which our present life forms could not exist. Its importance has been recognized from the very beginning of human existence, and is strongly depicted in seminal philosophical theories. It was assuredly not chance that led Thales, the Ionian philosopher, to teach that water
8
or a i r
Resource c
b
1) .-
L
P a r t ic ipatiop in civilization s activity
0 L
0 L
W c
W
2
3 0
0
-
u)
L
0)
Polluted water or air + resource
U
L
W
w
0
0
2
W
>
0
0 0
0 W
c
W
I
I I
Suitable separation technology
1
E
I
Fig. 1. Flowsheet for the complete recycling of water or air and a recovered resource.
or moisture is the mineral from which all things evolved. Aristotle, sometime later, included water among the ‘elements’. What further evidence is needed that civilised Man has long recognized the vital role played by water in the affairs of this planet? Perhaps nowhere is this quite SO obvious as in those parts of the world where water is in short supply. Australians, probably above all others, will understand most clearly Landor’s message: we are what suns and winds and waters make us. Although the importance of water was realized very early in Mankind’s history, the impact of water quality on Man’s well being was recognized only recently. However, the knowledge accumulating from everyday experience made Man appreciate the need for water treatment, even in prehistoric times. Quality, as an important attribute of water supply, began to be identified to some extent in ancient Egypt, India, Palestine, Persia, and China, about 2000 BC. The most quoted evidence of this awareness comes from the Sanskrit medical philosophers, whose writings can be paraphrased: Impure water should be boiled, heated by the sun, and filtered through sand and gravel and charcoal. The Chinese resorted to boiling and adding dried leaves of shrubs to improve the taste. Those shrubs are known today as tea plants.
9 Other ancient treatments included sedimentation and storage in metal vessels. Both Aristotle and Hippocrates saw the need to improve water quality for drinking purposes as did others, but no one of that period between 400 and 300 BC knew the real connection between polluted water and health. The problems of water sources, their procurement and distribution remained of paramount interest until the 17th century, although there was some sporadic use of single, double, and even triple filtration about 50 AD, and the Bible refers to infiltration galleries and the use of salts to purify water. More recently, in 1627, Sir Francis Bacon, describing the scientific developments of the previous ten centuries, mentioned several treatment processes for improving water quality: percolation, boiling, distillation, aeration and clarification. Almost 50 years later, Leeuwenhoek invented the microscope and discovered ‘little animals’ in water, but he had no idea of what the discovery meant, and these ‘little animals’ were unknown to Porzio, when he invented his filter in 1685. It seems that the biggest contribution to enhancing the health of the human population was made, not medical doctors, but by sanitary engineers who significantly improved sanitary conditions by the development of healthy water supplies on the one hand, and sewage discharge systems on the other. In this regard the biggest gain was made in the 19th and the first half of the 20th centuries. Even today over a billion people in remote rural areas and in the urban slums of the Third World lack safe drinking water and elementary sanitation facilities. Figures published by the United Nations and the World Health Organization indicate that three quarters of the world’s inhabitants drink something less than potable-quality water. These same agencies report that each approximately 15 million children die from waterborne diseases before reaching the age of five. The problem is not a technical one, as we already know how to purify water to an acceptable level. It is more a problem of economics and politics. The shortage of a natural resource of healthy water, or one which would need only minimal treatment, appears common in poor, over-populated countries which cannot afford to install and operate expensive water treatment facilities. Therefore, there is still a real need for new, more economic methods of water purification. Recently, a new problem has arisen in well-developed countries. Because of the concentration of population in big cities and intensive industrial activity, natural water reservoirs have become more and more contaminated by man-made chemicals. The presence of these chemicals in waterways leads to the disturbance of natural self-purification processes; water from polluted reservoirs can become unsuitable for drinking purposes. The most serious problen is caused by non-biodegradable chemicals which tend to accumulate in the bodies of living creatures. The most dangerous of these chemicals are heavy metals and chlorinated organic compounds. The need for their removal could result in a continuous increase in the cost of providing safe drinking water. Elimination of the negative impact on human health of these new pollutants is clne of the important tasks of today. The implementation of water reuse by communities or industries is expanding; the problem should be recognized so that we caii work out a suitable strategy. One solution is to decrease the influence of industrial activity on the water environment by implementing closed-loop water systems. Such an approach can reduce and even eliminate the quantity of man-made pollutants in natural water systems.
10 3.1. Water in Industrial Systems
The direct consumption of water by industry, in the sense of its conversion to another material, is not hgh. There are only a few processes in which water is an integral component of the product, as for example, in the production of lime from calcium oxide: CaO + H20 S= Ca(OW2 In most systems water is required as the reaction medium, for transportation of materials or for energy production (mainly for cooling), rinsing, etc. In these operations the water is passing through ’unit operations’ and is not actually consumed. It is discharged together with some Chemicals taken up from the ‘unit operation’. The use of water converts it into wastewater, the introduction of which into natural waterways reduces their quality. To eliminate, or at least to minimize, the negative impact of industrial activity on the water environment, all effluents should be purified and preferably recycled.
Production unit
n L 0)
c
0
Wastewater
3
n Q
1 Separation unit
0 ul
3 0)
a
Fig. 2. Flowsheet for the recycling of all the component parts of a wastewater.
Figure 2 shows the most satisfactory way of dealing with wastewater. The use of suitable separation methods allows one to purify wastewater to a stage where it can be recycled as reusable water. The chemicals recovered should be separated in a form which allows them to be recycled to the production system. A crucial point in recycling is the proper,use of separation techniques which will allow the separation of waste streams into usable products. Among the different kinds of industrial wastewaters it is possible to distinguish three groups: - spent processing liquors - rinsing waters - condensates Spent processing liquors, being hghly concentrated wastes arising for example from plating baths, are strong solutions which become contaminated during manufacturing.
11 When the contamination reaches a specified level, the bath has to be replaced by a fresh one. On discharge to the sewer the untreated exhausted baths cause a harmful peak increase in pollution, As the treatment of wastewater is based on the separation of pollutants from water, so plating baths should be considered as solutions to be purified, by separation of the contaminants from the useful bath components. The treated bath, after adjustment of its composition, is then reused in the process. Renovation permits the recycling of the concentrated solution, and avoids the difficulties of disposal of large amounts of pollutants. Dilute industrial wastewater - another typical source of pollution - is formed for example during different rinsing operations by the uptake of chemicals during the rinsing process (whether the chemicals are the raw materials, products or by-products); or during the use of water for cooling or energy production which results in the accumulation of anti-fouling and anti-corrosion agents in the water. A typical example of such a wastewater is the rinsing water coming from metal finishing plants. The concentration of solutions by evaporation produces condensates which may contain several to a few thousand milligrams of solutes per litre. One of the best known examples is the recycling of condensate constituents (water, ammonia and nitrates) from the fertilizer industry, Two kinds of wastewater are encountered: - the condensate from the processing of ammonium nitrate or sulfate which has a pH of 8-9 and contains 200-5000 mg NH3/L and 100-4000 mg NOJL, - the condensate from the processing of ammonia which has a pH of 7-9 and contains 100-3000 mg NH3/L, mostly as the carbonate. Often, up to several hundred milligrams per litre of SO,--, C1-and Si02 are also present. As our aim is not to review all possible cases of recycling, we will merely show how one particular separation technique, namely ion exchange, can be used to ensure resources conservation.
3.1.1. Renovation of Spent Processing Liquors
An example is the renovation of baths used in the metal finishing industry. The contaminating ions originate from the dissolution of metals in acidic media. Typical examples are plating and anodizing baths which may contain up to 400 g Cr03/L. The baths are contaminated with trivalent chromium, formed as a result of the reduction of hexavalent chromium, and other metal ions such as magnesium, aluminium, zinc, copper, nickel and iron which arise from the dissolution of the metal parts being treated. A strongly acidic cation exchanger is able to take up cations from this bath. The flowsheet for a typical bath renovation process is shown in Figure 3. The cations of metals responsible for the deterioration of the bath are taken up by the resin. Once freed of these cations the bath is ready for reuse. After exhaustion the cation exchanger is regenerated with mineral acid. One can treat all analogous exhausted acidic metal finishing baths in a similar manner to chromium baths. For example, a mixture of acetic acid and sodium nitrate is used for the pickling of magnesium sheets. An increase in the magnesium concentration and a decrease in the acetic acid concentration give progressively slower pickling rates and a variation in the nature of the surface produced. An ion-exchange method can be used
12
10%yse -for-2nd-- --part of rogon. 1
I I
Exhausted chromic bath
Ir Treated both
1st fraction o f regen. effluent ( t o sewer 1
Fjg. 3. Flowsheet for the renovation of chromic baths.
for the renovation of the solution (see Figure 4). In this process the magnesium ions are taken up by a strongly acidic cation exchanger, so that the magnesium acetate is converted to acetic acid, ready for reuse. Another example of the purification of a processing solution for reuse is the renovation of cooling water from locomotives. This water contains corrosion inhibitors such as NazCr0,. Normally, locomotives take on water ‘en route’, and this water, which is usually hard, is drained from the engine after return to the workshops; a harmful wastewater is obtained from which chromium and other toxic chemicals must be removed before it is discharged to the sewer. However, instead of regarding the contaminated cooling water as a wastewater, we should consider it as an exhausted processing solution - although much more dilute than that encountered in the metal finishing industries - that can be purified. For this purpose a strongly acidic gel-type cation exchanger in the Na form-can be used. During the passage of such a solution through the ion-exchange bed, all multivalent cations are exchanged for sodium ions. After adjustment of the composition of the treated solution, the latter can be reused as cooling water. Regeneration of the cation-exchange bed is performed with a 10%solution of NaCl, similar to conventional water softening, This method has been in operation at one station in Poland since 1978. The analysis of the resin used in the process (Amberlite IR 120) has not revealed any deterioration greater than that which occurs in conventional water softening. A common feature of the methods presented in this section is the selective removal of
13 Partly exhourted bath
conc.:
cn,coong 20% tcn,coo)z Mg > o NONO,
N
8%
Exhaurtrd bath
conc.:
cn,coon( 10% (CH,CW&Mg 18% No NO, r y 8%
>
Treated both
conc.: CH,COOH
-
28%
NO,6% H NO, > o n NO
Fig. 4. Flowsheet for the renovation of magnesium sheet pickle solution.
ionic species, the presence of which makes further exploitation of the processing solutions impossible. The processes deal mostly with highly concentrated spent liquors. However, as has been shown for the renovation of cooling water from locomotives, this approach can be extended to dilite solutions, where the removal of some impurities is essential fo water reuse.
3.1.2. Recycling of Rinse Water Constituents
To recycle water one has to purify wastewater to a level which permits its reuse industry. From an economic point of view, the recycling of water becomes more attractive when one deals with large amounts, because the cost of the special treatments needed to meet the reuse standard is counterbalanced by the value of the recycled water and the decreased cost for the discharge of wastewater. With small amounts of recovered
14
water is it not easy to obtain this balance. In many cases the design of wastewater purification plants that the use ion exchange can be based on demineralization plants. Frequently, recovery of chemicals is also feasible. The economics of chemical recovery are affected by the value of the chemical itself, the possibility of its reuse within the plant and its concentration. As a general rule a plant can recycle only certain salts. Therefore, the selection of the regenerating agent is determined by the form of salt which can be reused in the plant. For example, the recycling of ammonia in the nitrogen industry requires that sulfuric or nitric acid be used for the regeneration of the cation exchanger, because only ammonium nitrate o r sulfate can be reused in production. Process economics greatly depend on the concentration of the solution recovered in the ion-exchange operation (the regeneration effluent). Usually there is a need for an evaporation step to increase the concentration of the solution. This significantly complicates the process and increases both investment and running costs. In the rinse operation, water flows through a rinsing tank, which washes out chemicals from the manufactured products, and leaves the chemicals in the wastewater. The scheme for recycling wastewater constituents is illustrated in Figure 5. A significant decrease in the amount of wastewater discharged can be obtained by in-plant modification (e.g., counter-current rinsing). However, at least some wastewater will leave the system which has to be treated. The treatments for various rinse waters are discussed below. A typical example of the recirculation of a rinse water is in chrome plating, where in once-through rinse operations, tap water is used. However, this significantly complicates the recovery of chemicals because the water contains ions which will contaminate the recovered solu-
r------
Manufacturing
I I I
I T Rinse water I
-Regen. - - -agent - - -1
+
I
I
+
Ion exchange separation unit
t
- - - - - -concentrated chemicals Recovered
~
1 I Recovered
I
I
Fig. 5. A general flowsheet for the recycling of the components of a rinse water.
15 tions. Therefore, for best operation of a closed-loop rinse system one strictly has to use demineralized water for rinsing. The treatment steps consist of: - the separation of suspended matter - the removal of organic matter - the decationization of the rinse water, followed by - the deanionization of the rinse water. For the separation of suspended and organic matter, one of the established conventional methods can be used without any difficulty. The decationization step is similar to draa- out
Filter (tor suspended and organic matter)
Caustic soda
-torrcgen - - - - -I
Recovered water (demineralized 1
r---
Strongly acidic Cation
Regen I-----
effluent (
waste 1
Fig. 6. Flowsheet for the recycling of the components in the reuse water from chrome plating operations.
16 all operations performed in the decationization of water. A strongly acidic cation exChanger has to be used because of the low pH (< 2) of the rinse water, The flowsheet for a typical process is shown in Figure 6. The regeneration of the exhausted cation-exchange bed is performed in a conventional way, preferably with the cheaper sulfuric acid, but hydrochloric acid can also be used. . The anion-exchange unit is the more important for the recovery of chemicals. There are two possibilities for performing deanionization: with or without the recovery of chromic acid. If one has small amounts of rinse water, it may be simpler not to recycle. In this case regeneration of the anion exchanger is performed with a four per cent solution of NaOH. Chromates present in the regeneration effluent are then reduced to trivalent chromic ions, and after neutralization with lime, the clarified wastewater is discharged into the sewer.Forthe recovery of chromic acid, the regeneration effluent from the anion exchanger, a mixture of NazCr04 and NaOH, has to be decationized with a strongly acidic cation exchanger for conversion of the chromate to chromic acid. This example drag
- out
I I
I I
I I
I I
I I
I I
--------
I for 1st port of reg
Regen e f f l u e n t
------
Fig. 7. Flowsheet for the recycling of the components from nickel plating rinse water.
17
shows that, not only is recycling possible, but there are also opportunities to convert a less usable by-product (NazCrO,) into a more desirable one (chromic acid) by additional treatment of the regeneration effluent with the strongly acidic resin. Another approach to the recirculation of rinse water constituents is the application of ion exchange for the recovery of water and nickel salts from the rinse water coming from nickel plating operations. The flowsheet of a typical process for recycling nickel and water is shown in Figure 7. The nickel is taken up on a strongly acidic cation exchanger in the decationizer part of the ion-exchange plant. Because the regeneration effluent contains too much sulfuric acid, a twostep regeneration is recommended. The first part of the regeneration effluent, rich in nickel sulfate, is neutralized with NiC03 and reused for make-up of the bath. The second part is collected and used for the first part of the regeneration. The decationized effluent is deanionized on an anion-exchange unit and the demineralized water is recycled. The regeneration effluent from the anion exchange unit is discharged as waste.
3.1.3. Recycling of Condensate Constituents
A typical example of recycling water and chemicals from a condensate is the recovery of water, ammonia and nitrates from fertilizer industry effluents. The flowsheets, which show the general rules of application of ion-exchange methods for condensate purification, are presented in Figures 8-10. Full demineralization of the condensates by ion exchange leads to the production of water and concentrated salt. The water is used for make-up of cooling water, or after polishing with a mixed bed is used for boiler feedwater. Decationized condensate from the processing of ammonium nitrate can be used instead of demineralized water for absorbing nitrogen oxides in the processing of nitric acid. The ion-exchange processes used for the recycling of condensate constituents in the fertilizer industry can be arbitrarily and conveniently divided into two parts: the recovery unit and the water polishing unit. This division is artificial. However, it can greatly help in arranging the published data. The main aims of the recovery unit are to achieve a rough separation of water and solutes, and to increase the concentration of the latter to the highest possible level; i.e., to divide the condensate into roughly demineralized water and concentrated salts. The partially demineralized water can be used for some purposes without further treatment. However, for many potential uses such as boiler feedwater, it is too contaminated and a polishing unit is often required. A mixed bed can be used for the polishing step in the manufacture of ammonium nitrate or sulfate. However, polishing of the analogous demineralized condensate from the manufacture of ammonia depends on the chemical composition of the treated condensate, which varies from plant to plant. in some cases the condensate contains only ammonium carbonate, but often significant amounts of chloride and sulfate are present also. Efficient polihng methods are based on processes used for the demineralization of low-salinity waters. In many cases the placement of a weakly basic anion-exchange bed before the mixed bed leads to savings in caustic soda and to prolonged working cycles for the mixed bed. The regeneration of the polishing units should be carried out in the same manner as in conventional demineralization plants. It is also possible to mix the partially demineralized water with water to be deminera-
18 I
r-
I
1
Processing of ammonium nitratr
t
L
1
Condenro te NH,+ + NO;
-
I
I
I I I I I
I I
I I
c-I I
I
o f f luent for regen.
I I
m Weakly bosic
I I I I
’//
exchanger
t e f f I uent
-4 ’
Roughly deminerolized woter
u I
Fig. 8. Flowsheet for the recovery of water, ammonia and nitrates from condensates obtained in the manufacture of ammonium nitrate.
lized in a conventional ion-exchange plant, as all nitrogen plants possess such units for the processing of boiler feedwater as well as for some process requirements. Because the roughly demineralized water has a low salinity it is possible to increase the flow rate through the conventional ion-exchange bed without any loss in quality of the demineralized water produced. Also, the low salinity means that it does not contribute much to the loading of the ion-exchange bed. The use of aconventionalion-exchange plant in this way significantly simplifies the system used for the recycling of condensate constituents.
3.2. Sewage
A very important environmental problem exists because of the rising levels of nu-
19
Condensate NH,* + C0;-
I ---
I I
Regen. effluent to processing nitrate or sulfote
for C02 removal
Roughly demineralized water
Fig. 9. Flowsheet for the recovery of water and ammonia from condensates obtained in the manufacture of ammonium nitrate (variant 1).
trients such as nitrate and phosphate in surface waters. Their presence has caused a serious deterioration in the water quality of many rivers, lakes and reservoirs. Biological growth has been greatly accelerated in many natural waterways, to the extent that eutrophication is commonplace. The reasons for this problem are the increased use of inorganic fertilizers and the expense associated with adequate treatment of domestic and industrial wastes from densely populated cities. Biological methods for the treatment of sewage are well known, but they lead to the mineralization of organics so that the sewage effluent generally contains nitrate and phosphate. More sophisticated and costly biological methods now exist for the removal of both these species. Thkir discharge to the sewer can be reduced by recycling wastewater constituents from the fertilizer industry, as already outlined. By far the larger share of nutrients, however, arises from sewage and fertilizers applied to the land. The latter non-point sources of pollution cannot readily be controlled. Attention has therefore been given to the removal of these materials from sewage effluents by ion exchange. An Italian proposal for the adsorption of ammonium ions on clinophilolite, and of phosphate ions on an anion exchanger, is of interest. As shown in Figure 11, the system
20 Condensate NH3: 140- 270, CO,-- :160-340. CI, No; < 1.6 mg/l
r - - - - - - -1 I
1
I I I I I I
upto 30%
I
I I
ammonium nitrate or
I
rulfote
I I I
I
I I
tL - Roughly
demineralized water
Fig. 10. Flowsheet for the recovery of water and ammonia from the condensates obtained in the manufacture of ammonium nitrate (variant 2).
involves the recovery of these species as MgNH4P04, which is precipitated from the regeneration effluents. Another proposal, from South Africa, uses ammonia and nitric acid to regenerate anion and cation exchangers employed for desalting sewage effluent. The combined regeneration effluents, being rich in ammonium and nitrate ions, and containing some phosphate, are recommended for use as a fertilizer. The reclaiming of water from sewage effluents has received considerable attention. The incremental load of salt which accumulates in domestic wastewater, usually about 400 mg/L, can lead to the production of effluents which are too saline for reuse by industry, especially when the original water supply is already highly mineralized. The salinity is then at corrosive levels. Furthermore, the presence of nutrients may lead to eutrophication problems. The most common application in industry for sewage effluents is as cooling water. The upgrading of these effluents for higher uses has received some study, but the use of ion exchange in this area is a most difficult task, and attempts to use such pro-
21
L Sewage
.....
- -niltoline ~arre- NOCl - --
r
I
Clinopttlolite
I I
I
L
I I
- - - -Regen - - - - - -J effluent
- -No - -CI- -
I
for r e g e n .
'I-----
Ammonia
1 Adjustment of composition p r e c i p i t a t i o n of M g NH4 PO4
A
Effluent ( free of nutrients)
Fert I I i zer M g NHs PO4
Fig. 11. Flowsheet for the recovery of ammonium and phosphate ions from sewage effluent.
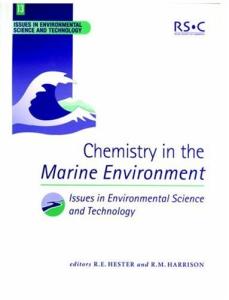
cesses have not yet reached full scale implementation. However, pilot studies have been made in several parts of the world. Resin fouling, especially of anion exchangers, can cause problems, but these are not crucial. For example, it has been found that organic compounds present in the effluent obtained from physicochemical treatment of municipal sewage are adsorbed onto thermally regenerable resins in the cold, and desorbed in the hot regeneration stage. Operation with a trap resin is desirable, as very small amounts (0.2 mg/L) of organic anions akin to humate ions are not thermally desorbed. Magnetic ion exchangers offer a new per-
22
Grafted polymer conta;ning ion exchange groups
-
Cross1inked
Polyvinyl Alcohol
7- Fe, O3
Fig. 12. Diagrammatic representation of a magnetic shell resin.
spective as they can easily withstand high levels of suspended matter when used in truly continuous fluidized-beds. Also they should be less readily fouled because the ion-exchange polymer can be present in an uncrosslinked form which is grafted to the exterior of a magnetic polymeric core, to form an active shell as shown in Figure 12. There is an urgent need for processes which will remove specific pollutants such as heavy metals as part of the sewage treatment system, whether by contact with raw sewage, sewage effluent, or sludge. The high content of calcium and magnesium ions in these wastewaters, often accompanied by ferric ions, makes the equilibrium unfavourable when conventional ion-exchange resins are employed. The innocuous multivalent cations tend to occupy a significant proportion of the ion-exchange sites, to the exclusion of the offending species. Chelating resins have possibilities in this area, and magnetic forms are again an advantage as they may be more easily separated from slurries and sludges. To date, no large scale demonstration of the use of ion exchange in renovating sewage effluents has been conducted for prolonged periods to determine long-term fouling characteristics. Opportunities exist here for the application of ion exchange, as well as membrane processes, which have also been explored in this area.
3.3. General Remarks
We have not reviewed all the known methods for the conservation of water by recycling. The main aim of this presentation is to show that the same technology can be used as is currently employed for the preservation of the water environment. The crucial item is to find suitable efficient methods to separate and concentrate pollutants in ;L form which makes their reuse possible. Many chemical methods of separation have been developed. Ion exchange is one which allows ionic impurities to be separated from liquids and obtained in a more concentrated form. It is similar in efficiency as reverse osmosis, and in some cases, evaporation and precipitation. For the separation of non-ionic impurities a sorption process based o n activated carbon o r a polymeric adsorbent may be feasible. Liquid-liquid extraction may be used for both types of impurities. In general, one may say that technology can provide efficient tools for decreasing or even halting deterioration of the water environment.
23 4. THE AIR ENVIRONMENT
The Earth’s atmosphere, along with water, is the main component of the environment, as evidenced by its selection as one of the ancient Greeks’ four ‘elements’. It forms one common environment for the life of our Planet, is an irreplaceable reservoir of free oxygen and acts as a filter protecting life on Earth against lethal shortwave radiation from space. The Ionian philosopher Anaximenes, 100 years before Empedokles (one of the originators of the four ‘elements’ theory) said that everything that exists has come into being from the air and will turn into air. There is not much overstatement in this pronouncement. In relation to life on Earth, in some respects it is still quite true. According to the belief of a significant part of the scientific community, the Earth came into being from a gaseous dust cloud and the first reaction leading to the formation of an aminoacid took place in the primordial atmosphere. Every living organism has come into being from the air in the sense that changes in the composition of the atmosphere strongly influenced the climate and thus determined the way for biological evolution. In addition, as the 8 S , it is possible, at least Earth’s biomass has the empirical formula C1480H296001480N16P1 in theory, to convert this biomass into a gaseous product. That is, in accordance with Anaximenes it will turn into air. The present composition of the atmosphere allows for the existence of a variety of different biological life forms. However, the influence of the Earth’s atmosphere on living organisms in the past shows that any changes in the atmosphere caused by Man’s activity can affect the present living forms just as strongly. For centuries changes in the composition of the Earth’s atmosphere were relatively slow, and temperature changes were reversible. Most organisms therefore had enough time for adaptation. Although some organisms have disappeared, these changes have not impoverished biological forms on our Planet, as new organisms, better adapted to the changed environment, came into being simultaneously. The extent of atmospheric changes which have occurred in the last few decades are the same as those which have occurred during the past few hundred thousand years. The present changes are not only rapid and profound, they seem to be permanent. If the changes do not yet exceed the biological ability of the organisms to adapt, it seems that this may happen very shortly, as recently the rate of disappearance of some biological varieties and the decrease in population of others has accelerated. As far as the present changes in the composition of the Earth’s atmosphere are concerned, they influence Man mostly by a deterioration in living conditions, which causes among other things problems with new diseases, the so-called ‘civilization diseases’. The consequence of these diseases for Man is not yet known. It is likely that the biological ability of organisms to adapt to fast changes in the Earth’s atmosphere is reaching a limit, so that it is time to change Man’s attitude towards the environment. It seem that it is necessary to set back changes and restore more advantageous conditions for living biological forms. If such changes are not implemented today, tomorrow may be too late. 4.1. Causes of Air Pollution and the Possibility of Prevention
One essential cause of pollution of the air is the tendency to decrease the cost of ma-
24 nufacturing goods by the use of contaminated raw materials without purifying or enriching them before use, For example, a preliminary desulfurization of coal is still very rare. The problem exists particularly in processes where air is used as a source of oxygen. In such cases the nitrogen of the air is a diluent which, after the oxygen has been consumed, is discharged t o the-atmosphere together with some impurities. On approaching close to thermodynamic equilibrium the reaction rate converges to zero so that the intensity of production drops. Therefore, very often attempts to obtain a yield higher than 90 per cent is, from an economic point of view, not justified. As economics are the govering factor, the residual unreacted gases are discharged to the atmosphere. The amount of polluting chemicals is proportional to the amount of gases discharged. Hence the replacement in such processes of air by pure oxygen can lead to a substantial reduction in the amount of gases employed (about four times) and therefore to a decrease in the amount of pollutants discharged to the atmosphere. In some cases, it is even possible to eliminate pollution as recirculation of unreacted gases free of nitrogen can be economic. Often the use of oxygen instead of air can avoid the formation of large amounts of hazardous compounds, as for example in the formation of nitrogen oxides in combustion processes, thus virtually e h i n a t i n g their discharge to the atmosphere. Small quantities can be formed from impurities in the coal. There are two examples which show that the replacement of air by pure oxygen is a solution which may significantly decrease the deterioration of the atmosphere. There is no technological difficulty in implementing such processes as the use of oxygen on an industrial scale is quite common for the production of synthesis gas, for the manufacture of steel by the converter method or for the supply of oxygen in submarines. These examples show that the processes of oxygen production on both large and small scales are well documented. Therefore if oxygen is not employed in processes where its use would decrease pollution of the atmosphere, it is not because there is a technological barrier to the generation of the oxygen, but because its leads to an increase in the cost of production. The choice is only a matter of economics. Therefore implementation of appropriate regulations leading to an increase in the cost of air use, as well as discharge to the atmosphere of gases used in production, would enforce the increased use of pure oxygen for production. The manufacture of pure oxygen itself is free of pollution. It is worthy to note that the world uses about 10 billion tonnes of oxygen for industrial purposes. The generation of this amount of oxygen would require the use of 5 X 10” kWhr of energy, which is equivalent to 610 million tonnes of ‘fuel units’ or to about 20% of the amount of coal used at present. From this, it is apparent that the main limitation to the use of oxygen is an energy barrier, and it does not seem that at present it is possible to assign such an amount of energy for the production of oxygen. Nevertheless, protection of the Earth’s atmosphere requires the wider use of pure oxygen in industry, especially in those processes which are most harmful to the environment. From this point of view there is a need to develop both cheaper and more efficient methods for the generation of oxygen and cleaner, cheaper sources of energy, which would improve the economics of replacing air with pure oxygen. We have seen that energy is a significant component of our environment, which justifies its place as one of the ancient Greeks’ ‘elements’, Fire. Another approach to decreasing the extent of air pollution is to use interstage separation of reaction products. Examples of such technological solutions, where emission of pollutants to the atmosphere is almost e h n a t e d are the multistage Claus’ process for
25
the removal of sulfur compounds from petroleum and the production of sulfuric acid by the contact method with double (interstage) absorption of SO3. From the above, it can be seen that there are two main actions necessary to minimize pollution of the atmosphere: - use of pure oxygen instead of air - interstage separation of reaction products. The processes used for purification of gases discharged to the atmosphere do not very often result in the utilization of the separated impurities, with the result that the pollutants are merely transferred from the air to water or to soil. This does not solve the problem of environment protection. Dusts and fogs are another group of air impurities. Modern techniques provide efficient means for the removal of dust. Therefore, if the present state of removal of a dust from discharged gases is not satisfactory, it is not because of any technological limitation but because of insufficient legislation or lack of enforcement. The ways of protecting the Earth’s atmosphere discussed above require the use of significant amounts of energy, and do not lead to the elimination of COz emissions. An increase in the amount of heat being dispersed in the Earth’s atmosphere and the continuous increase in COz content can lead to a rise in the Earth’s temperature, followed by a change of climate (the so-called ‘greenhouse effect’). However, no-one can say whether such an effect will really occur in the near future and what the consequences will be. Hence the present ideas on counteracting the ‘greenhouse effect’ are closer to science fiction than to real technical solutions. There is no real conception of how to deal with the problem of a constinuous increase in the COz content of the atmosphere, although it cannot be denied that the use of renewable energy resources could ameliorate the effect. 5. THE PROBLEM OF ENERGY
The demand for energy will increase parallel to the growth in population and economic development. One may expect that the consumption of energy in developed countries will grow in proportion to their production capacity and standard of living. This growth seems to be accompanied by an effort to decrease the consumption of energy resources, especially the consumption of oil. In underdeveloped countries, where the majority of the human population is living, to ensure an adequate supply of food as well an improvement in the standard of living, a substantial increase in energy consumption will be necessary. In general, many countries will need an increase in the consumption of energy and even extensive exploitation of new, less convenient sources. Some decrease in energy consumption during the last few years arose from a sharp increase in the price of oil during the early 1970s. It was followed by a rise in almost all prices and initiated a recession in many countries. In underdeveloped regions the increase in oil price halted a lot of economic development programs. 5.1. Structure of and Use of Energy Resources
The most important energy resource is oil. It is not only highly concentrated and easy
26
to transport, but during its processing the products obtained are very convenient materials for chemical synthesis. Thus the production of plastics and synthesis fibres on a large scale was possible only because of the availability of the starting materials from oil. By the end of the 1970s the world wide consumption of energy resources was distributed on a percentage basis as follows: Coal Oil 1979 (actual) 24.5 41.8 2000 (predicted) 23.7 25.2
Natural Gas
Hydroelectricity
Nuclear
Others
17.3
5.1
2.1
9.2
19.2
5 .o
21.0
5.9
According to forecasts, the total energy consumption by the year 2000 will have doubled, and the use of the particular resources will be as above. According to this forecast, the consumption of all kinds of energy resources will increase, but the expansion of oil consumption is going to be substantially slower. The largest use of oil will be in motor fuel and material for chemical synthesis. It is expected that the consumption of coal will have doubled like the consumption of all energy sources and therefore its percentage of the total will be about the same. It is also expected that there will be a sharp increase in the utilization of nuclear power for the generation of electricity and for the supply of heat to large cities. Its total production will have increased about six-fold. It seems that energy supply is a limiting factor in the economic growth of many societies. Mining and converting energy resources to useful forms like electricity or heat require a large financial investment, of which the proportion necessary for the protection of the environment is substantial. Governments, being under considerable economic pressure, do not tend to take serious note of the threat to the environment coming from such processes.
5 . 2 . Environmental Threats from Energy Resources
5.2.1. Oil
During the drilling and tapping of oil wells located in the sea, an accidental out-flow of oil, which is difficult to contro1,can cause damage to biological life in the sea and- result in a local ecological catastrophe. Transportation of oil by ships is another significant threat. Accidents to such vessels may cause enormous damage, especially when they take place close to an urban area, as with the disaster involving an oil tanker close tg the French coast. Apart from the above mentioned threats caused by accidents, there is also substantial pollution of the sea which arises from normal shipping operations. Emulsified hydrocarbons cover the surface of the water close to busy seaways and ports. Oil is spilt during pumping from and into ships, during the cleaning of tankers, etc. These hydrocarbons cause significant damage when deposited on beaches. This is not a consequence of their use, but happens because of thoughtlessness or a lack of protection facilities. The processing of oil in a refinery also threatens the environment because it involves the possibility of hydrocarbons spillage and their discharge with the purified wastewater
27 when the effluent treatment plant is not adequate. The atmosphere becomes polluted with hydrocarbons via evaporation, as well as with combustion gases coming from the burning of excess volatiles. Pollution by carbon monoxide, unbumt hydrocarbons, nitrogen oxides and lead emitted by motors using liquid fuels is a separate issue. The use of petroleum-based fuels, especially those for automobiles, is a substantial consumer of oil. The air pollution generated by these motors becomes a serious problem in big cities. Recently, enormous progress has been achieved in reducing this pollution by improvements in engine design which give greater combustion efficiency, and by the introduction of lead-free gasoline. However, these innovations apply only to well developed countries, so there is still a need to promote them in the less developed countries. Diesel engines, which have a higher thermodynamic efficiency and generate less pollution, are less harmful, but need to be kept in proper tune. They should be more widely used, to run small cars as well as heavy vehicles. A significant amount of fuel oil is used, especially in well developed countries, for the heating of houses, for the production of heat for industry and for electrical power generation. The main pollution coming from the combustion of heating oil is the emission of sulfur dioxide and, if the combustion is not optimized, some amount of unburnt hydrocarbons. The problem of sulfur dioxide emission is serious, as it is mainly responsible for ‘acid rain’, one of the most harmful forms of pollution of the atmosphere. Sulfur dioxide is formed during combustion by oxidation of sulfur compounds such as hydrogen sulfide, sulfides, bisulfides and mercaptans present in the oil. Desulfurization of oil is technologically possible, but the process of desulfurization is expensive and therefore rarely used.
5.2.2. Natural Gas
Natural gas is widely used for municipal purposes, in the steel industry and to a lesser extent in the generation of heat for industry. Another economical way of using it is for the production of synthesis gas, and it is widely used for this purpose. Natural gas very often contains hydrogen sulfide and low molecular weight mercaptans, which are oxidized to sulfur dioxide during combustion. These are harmful to the environment as they are responsible for ‘acid rain’. Therefore desulfurization of natural gas is the only way to protect our environment. It is worth noting that a substantial amount of the sulfur used around the world is obtained from the desulfurization of gas and oil. Some natural gas, especially that having a low content of sulfur compounds, contains mercury, which has to be removed before use as it is very toxic and has the ability to accumulate in living organisms.
5.2.3. Coal
World resources of coal are considered to be several times larger than oil and natural gas resources. The use of coal should be encouraged for the generation of electricity and to produce heat for cities. It is also expected that in future the processes of liquification and gasification of coal will be used on a much larger scale. The economics of the present
28 processes are still unfavourable for the replacement of oil and natural gas by liquid and gaseous products from coal. It seems that coal is and will be the main source of energy to generate electricity and to provide heat for the centralized heating systems of cities. The major usage of coal is for these purposes. The combustion of coal generates two types of air pollution: - ash and dust which are separated from combustion gases by the use of cyclones or electrofilters - sulfur dioxide coming from sulfur compounds present in the coal. Both the amount of dust and sulfur dioxide are determined by the quality of the coal. The amount of dust emitted depends on the mineral content of the coal, which varies from 5 to 30 per cent in hard coal and up to 45 per cent in brown coal. The sulfur is present in the form of pyrites (FeS?), and the total sulfur content varies from 0.8 to 5 per cent. The mass use of coal seems to be limited by the present technological system i.e., problems associated with the mining and transportation of huge amounts of coal and the emission of sulfur dioxide as well as the disposal of ash and dust. Storage of huge amounts of ash has become a serious ecological problem. Some attempts have been made to use the ash for the production of building materials. However, this can create a new problem, as some mdioactive elements, isotopes of U, Th and K, tend to concentrate in the ash. Building materials made with such ash can be radioactive. If we assume that a country is burning 50 million tonnes of coal per year, and the coal contains an average of 1.5 % sulfur, its combustion will generate 750,000 tonnes of sulfur dioxide. This amount after oxidation with oxygen from the air will form 1,100,000 tonnes of sulfuric acid, which will come down with the rain. Desulfurization of combustion gases with alkaline solutions or suspensions, as well as with dry processes utilizing the oxides of calcium or magnesium, require large and expensive facilities because of the huge volume of gases to be treated. One way to bum coal containing sulfur is to use a mixture of powdered coal and the oxides of calcium and magnesium. These oxides combine with sulfur dioxide and form sulphates. Even if this process could be made to work satisfactorily, it does not eliminate a pollution problem for it generates a substantial amount of solid waste. It is also possible to remove sulfur directly from coal. However, it is necessary to use two different methods: one for the removal of inorganic sulfur compounds and the other for organic sulfur compounds. Inorganic compounds of sulfur (pyrites) are removed from powdered coal by the use of sedimentation and magnetic separation techniques It is also possible to oxidize pyrites by a solution of ferric sulfate, when ferrous sulfate and sulfur are formed as the reaction products. Regeneration of the ferrous sulfate is possible by aeration. The removal of organic sulfur compounds is possible by pressurized extraction with suitable fractions of oil in the presence of hydrogen. Under these conditions almost all the sulfur is reduced to hydrogen sulfide, and in addition a substantial part of the coal is transformed into a liquid which can be used as a desulfurized coal, or can be further hydrogenated to produce a lighter fraction of hydrocarbons. Thus the extensive use of coal seems to have significant limitations: costly mining and transportation on one side and pollution of the environment on the other - especially by sulfur dioxide emissions. Resources of coal having a low content of sulfur are limited.
29 5.2.4. Nuclear Energy
Generation of electricity and production of heat by the use of nuclear energy has met with protest from a significant part of society, especially in the well developed countries where the issue is highly controversial. A well made and properly operated nuclear power station is less harmful to the environment than a power station using conventional fossil fuel. Apart from a minimal emission of small amounts of gaseous radionuclides at almost undetectable levels, and a substantial amount of hot water from the cooling system, a nuclear power station does not cause pollution. Nuclear power stations can be a threat to the environment in the case of an accident, as it is possible to get a leakage of radioactive elements to the environment which could not happen with any other kind of power station. Also, it is possible to pollute the environment during processing of the exhausted nuclear fuel if particular care is not taken, and during storage of radioactive waste. Radioactive isotopes of long life are produced by the nuclear reactions which take place. Radioactive waste can hence be of potential harm to the environment for many generations. Its disposal is the most serious problem confronting the industry. At the beginning of the development of nuclear energy, the radioactive waste was immobilized in concrete containers and buried in the ocean bed. However, this method is not safe as the cbncrete containers corrode and leakage of the radioactive materials is possible. A more recent and safer method consists of placing the waste in containers made of a special glass which are stored underground in old salt mines. It is worth mentioning that a futuristic proposal has been made to send radioactive waste into space, towards the sun. Nevertheless it seems that rapid development of the use of nuclear energy faces a major problem in the disposal of nuclear waste.
6. THE IMPACT OF CHEMISTRY ON THE ENVIRONMENT
We have been talking mostly about the application of chemical methods for the protection of the environment. Frequently, pollutants are generated by plants using chemical processes for the manufacture of goods. We have emphasised the positive side of chemistry in providing methods for the neutralization of various wastes. Now we would like to glance at the role of chemical products in Man’s life. The number and variety of chemical products used in every day life is growing rapidly. For their manufacture, new chemicals are sometimes used which have unknown or detrimental health effects. Regulation of the use of chemical products in everyday life is even more difficult than regulation of industrial activity, because there are too many products and a great variety of items. In addition, people having a lack of awareness of this danger often have a strong need to use the chemical products. Because a lot of chemical products are very appealing they attract attention. To a certain degree it is like primitive societies who used to exchange their gold for trinkets with the early European explorers. Attempts to introduce effective ways of prohibiting the use of products known to be hazardous, such as tobacco and drugs, are examples of unsuccessful control by legislation. A typical example of a threat to the environment coming from chemicals can be seen from the history of the use of pesticides. The introduction of a new pesticide onto the
30 market is determined by the ratio of its cost of manufacturing and use to the expected profit. If the profit is hgher and the research of 2-3 years does not show a detrimental effect on the health of Man, the use of a particular pesticide is considered justified. Very often the grounds on which a decision to use a chemical is made are subjective and controversial. After such a short research period it is hard to determine unequivocally whether or not a chemical has mutagenic and/or carcinogenic properties. To find such effects often requires a time equivalent to a few generations of the species, and the results obtained from experiments on animals surely do not indicate that the chemical will have the same effect on Man. The permissible content of chemicals in our environment is based, in essence, on Paracelsus’ belief that everything and nothing is poison, as a poisonous effect depends on the dose. However, taking into account present day knowledge of the accumulation of poisons in organisms and of the existence of highly active substances like pheromones, one molecule of which can initiate a physiological reaction even in quite complicated organisms, it is hard to say what the long term influence will be of the new chemicals being brought into contact with Man. Therefore a belief that the present permissible dose of a substance is ‘safe’ may not be fully justified. In the same way, some doubt may arise when we look through the so-called ‘safe conditions of use’ of a chemical. For example, it was ‘scientifically’ established that when the land-based spraying of chemicals was carried out, the diffusion of chemicals was contained within a zone of 300 m radius. It was later found, however, that the chemicals could be smelt several hundred metres distant from the safe zone, and were eventually detectable by chemical means at distances some thousands of kilometres from their point of use. Therefore, there is a need to establish strict procedures for the acceptance of new chemicals for common use. It seems that from the above standpoint the following items are of special importance: - to better understand the toxicology of the environment - t o introduce into school curricula, mandatory lessons on problems of the environment (both of the threat to the human population and how to prevent deterioration of the environment) - to establish one uniform regulation on an international level which describes the procedure for accepting new chemicals for common use - to make up a balance sheet of gains and losses in the use of a particular chemical, taking into account as well the long term effects of possible mutagenic, teratogenic or carcinogenic properties in order to prevent ‘suicide by instalment’.
I. A FEW LAST WORDS
As one can see it is not easy to give a simple answer to the question are technology and the environment allies or antagonists? It seems that the development of technology, for all its consequences, has improved the quality of life by making Man’s existence richer and more meaningful. In this sense technology has not been an antagonist to the environment. However, some doubt arises as to whether this will remain so. It seems that we are at a stage where it is not clear whether the further development of technology will really improve our quality of life or cause it to deteriorate because of
31 the environment becoming less healthy. Pollution in some parts of the world has reached a level close to ecological catastrophe. In these places the new, very modern goods which the people have do not compensate for the deterioration in their way of life caused by pollution. Therefore, it seems necessary to influence the existing model of human life, so that we balance the commonly called ‘standard of life’, depicted by possession of goods (both necessary and unnecessary), against the quality of the environment. It would be difficult, if not impossible, to have both a continuously growing consumption of goods and a healthy environment. The most obvious limitation is the finite amount of mineral resources available. But more serious is the energy limitation, as the transformation of energy from available fossil fuel resources into usable forms contributes significantly to the deterioration of our environment. The pollution load will be even higher when poorer quality energy resources of t h s type are used. We have not discussed renewable energy sources here, including those derived from biomass and solar systems. These are certainly less polluting sources, but are capable of meeting only a minor fraction of our energy needs. Anti-pollution measures are inseparably bound up with an increased consumption of energy. We have already quoted the example of pollution of the atmosphere being decreased significantly by replacing air as a source of oxygen with pure oxygen. Such a move requires a great amount of energy to be consumed, the production of which is not pollution free. In general, to decrease the pollution generated during the production of usable forms of energy from fossil fuels an additional consumption of energy is necessary. Therefore, to ensure that processes are less polluting, only a part of our energy resources would be used for direct human needs and the rest for antipollution measures. Also, they would not eliminate the ‘greenhouse effect’. Therefore, in answer to our question as to whether technology and the environment are allies or antagonists we reply with some hesitation that they are still allies provided that Man will use his present knowledge, developed and strengthened by technology, more for the production of the essentials of life than for the generation of more and more, less and less necessary goods, so that a balance can be kept between manufacturing requirements and the quality of the environment.
This Page Intentionally Left Blank
33
THE STATE OF THE ENVIRONMENT REPORT OF UNEP
Prepared by ENVIRONMENT LIAISON CENTRE*
ABSTRACT Hazardous wastes that endanger human life and health, acid rain which is damaging soil and water over large areas of industrialised countries, and the potential environmental impact of hardnessing the energy of plants through the so-called energy farms, are the issues analysed in this year’s state of the environment report prepared by the Nairobi based United Nations Environment Programme (UNEP).
1. HAZARDOUS WASTE
It has been estimated that over five million chemical substances have been identified; about 70,000 of these are marketed, maybe only half of them in quanity. Several thousand new ones are found every year, and about a tenth of the new discoveries reach the market. For example, the total production of synthetic organic chemicals rose more than 50% in the past decade. Those chemicals have brought immense benefit to society, but they have also brought new dangers, largely through the wastes generated in their manufacture. Tens of millions of tons of toxic or otherwise hazardous substances enter the environment every year. One of the most worrying features of the problem is that very little is known about the long term consequences of exposure to the chemicals. We know now that over longer periods some can cause cancer, delayed nervous damage, malformations in unborn children, and mutagenic changes. Many other chemicals are likely to have similar effects, but because these take time to show and their causes are hard to pinpoint, we do not yet know which substances are the dangerous ones. The situation is made even more difficult because, once they are in the environment, chemicals spread in a very complex way and may be converted into other substances which have different effects. Until recently, many hazardous wastes were disposed of without proper evaluation of the environmental consequences such as fires, explosions, air, water and land pollution, contamination of food and drinking water, damage to people and harm to plants and animals. In practice, most of the things that could go wrong have indeed occurred, and in
* The editors like to express appreciation to Mr Delmar Blasco, Executive Officer, Environment Liaison Centre, Nairobi, who made this report available for readers of this book.
34
fact, the incidents that have hit the headlines are probably only a few of those that have actually taken place. Perhaps one of the most notorious incidents was that of the “Minimata Disease” in Japan, where discharge of methylmercury to the sea caused the contamination of the fish, which in turn caused neurological disorders to nearly two thousand people; about 400 of them have died. In the USA an area of at least 30 square miles was contaminated with wastes from manufacture of defoliants, pesticides and chemical warfare agents, causing irrigated crops to die and livestock drinking from the wells to perish. Also in the USA, at Love Canal, people have to be evacuated from homes built on a former dump containing pesticides, chemicals used in the making of plastics and the sludge from the bottom of stills. In the Netherlands, drums of paint solvent were included in rubble used to reclaim land on which houses were built; here also, people had to be evacuated and in both cases decontamination measures cost tens of millions of dollars. These incidents may seem anecdotal and devoid of any statistical significance. This is a faor reflection of the truth. There is a lack of information on the magnitude and frequency of such incidents. Many authorities speculate that the full extent of the problem has yet to be revealed. They point to the damaging incidents that have been reported and the fact that they have only been discovered when things have gone badly wrong. Sometimes the discoveries have been by chance. Incidents may well go unreported unless someone has diligently investigated them. The major actions taken to deal with the problem are the national laws for controlling the disposal of hazardous waste now in force in the developed countries and international agreements on limiting marine pollution either from disposal at sea (the London Convention) or from discharges from the land (the Paris Convention). These conventions on pollution of the sea have been supplemented by regional agreements where countries bordering particular seas like the Baltic the North Sea and the Mediterranean make possible more effective action to solve their local problems. On land, there have also been major clean-up operations on hazardous waste sites in a few developed countries. The laws have in general laid down that the disposal of hazardous waste should be approved by regulatory authorities, either on a case-by-case basis or through general regulations. They have brought about a marked improvement, by setting standards where few existed before. Companies have had to pay greater disposal costs, and this has encouraged them to save money by introducing better ways of dealing with wastes. They have increasingly included good waste management in the overall design of new processes, and chosen ones that generate as little waste as possible. They have paid more attention to using waste as a resource, reclaiming materials and fuels from them for rereuse. They have even begun waste exchange schemes, where companies advertise their wastes for scale to other firms that can use them as raw materials. And they have increasingly separated out and segregated different types of waste so that they can be reused or disposed of more economically. The immediate need is to make sure that the laws are enforced in a cost-effective and environmentally sound way. Some developed countries have still to create an effective enforcement system staffed with adequately trained people. Developing countries following the same legislative path may have greater problems in recruiting the right staff. International organisations could consider publishing manuals and providing training facilities
35 though these should be directed at dealing with the actual wastes generated in developing countries rather than at establishing comprehensive theoretical principles. The lack of trained staff is only part of the problem. There are so many companies carrying out so many operations with hazardous waste that even well-staffed authorities cannot guarantee full inspection. In the United States of America, for example, there are about 57,000 firms licensed to generate the waste, 14,000 licensed to transport it, and another 14,000 facilities licensed for disposal. Much, therefore, depends on the integrity and competence of firms - reinforced by the fear that they will lose their licences if they are caught misbehaving. As e.:t controls have tightened in many countries, chemical industries have had to pay more for getting rid of their wastes. Some have been tempted to avoid these extra costs by moving their operations or exporting their wastes to countries where the laws are less strict, or less strictly enforced. These countries could well become international dustbins, and end up with the same sort of problems that brought the strict legislation in the first place. There have even been a few cases where companies have shipped waste to another country, ostensibly for storage, and then abandoned it. Waste from the Netherlands ended up in the United Kingdom in this way, and wastes from the USA have been stored in a warehouse in Mexico. Developing countries would be particularly vulnerable to such pollution exports. Companies setting up in developing countries often stipulate that their processes must remain a secret. If they insist that the composition of their wastes should also be cloaked in secrecy the countries may never know exactly what hazardous substances, in what quantities, have been put into their disposal sites - and will find it almost impossible to control the situation. In fact, so much secrecy can rarely be necessary and, if companies do insist on it, countries should require them to give assurances about the hazards posed by their wastes, and to accept financial liability for the problems caused. Disposal practices and the degree to which they are controlled differ widely among developed countries. This is no doubt a reflection of differing public attitudes to the risks of environmental contamination by low levels of chemicals with largely unknown longterm effects. The differences are important enough economically to affect industry’s costs. So there is a threat that some chemical processes and some hazardous wastes may be moved to less demanding locations, including developing countries which may not be fully equipped to control these polluting activities. Hazardous waste can easily be slipped across frontiers. National definitions of it differ. It can be shipped, without difficulty, under labels which fail to inform customs officers what it consists of (there is no international agreement on how wastes-should be characterised), and it is very difficult for them to carry out checks. So the export of hazardous wastes is a distinct possibility - and incidents caused by careless disposal may follow.
2. ACID RAIN
Without the 110,000 cubic kilometres of rain that fall each year, the continents would be barred. Yet now the rain in parts of the earth has taken on a new and threatening complexity. It mixes in the air with pollution from burning fossil fuels - particularly in power sta-
36 tions, factories and motor vehicles - and brings down dilute sulphuric and nitric acid. This is killing fish and other water life, and corroding buildings, including some of the world’s most important ancient monuments. It may also damage forests and cmplands, and possibly pose a substantial threat to health. Acid rain is not a new phenomenon; what is new is the realisation that it is an international problem. The air of towns like Machester has been largely cleaned, partly by building tall chimneys at power stations and factories, which push pollution hgh into the air. These chimneys have made things better locally, by dispersing the pollutants, but aggravated the international difficulties. For the sulphur and nitrogen compounds emitted by burning fossil fuels can be blown thousands of kilometres by the winds, to cause acid rain in countries far from their points of origin. Acidification is an environmental problem, or becoming one, in parts of Europe and North America. Around five to ten million square kilometres of these continents are affected. Similarly, polluted areas are likely to exist elsewhere in the world, especially around large urban and industrial conglomerations. We do not yet know where they are, because so far no evidence on them is available. Industrial regions of the world suffer much more acidic fall-out than they did before the industrial revolution. This is because power plants, some industrial processes, vehicles and homes emit sulphur and nitrogen compounds, mainly from the burning of fossil fuels, and have greatly increased the amount of them in the environment. Natural processes also put sulphur and nitrogen compounds into the air besides manmade sources. Nobody knows precisely how much they contribute around the globe. Estimates vary between 78 and 284 million tons of sulphur a year in the form of sulphur oxides, and between 20 and 90 million tons of nitrogen a year in nitrogen oxides. In comparison, man emits between 75 and 100 million tonnes of sulphur a year. So, despite the differences in estimates natural sources, it can be concluded that man-made and natural emissions of sulphur are, globally, of the same order of magnitude. Burning coal provides about 60 per cent of the man-made emissions, burning petroleum products gives rise to another 30 per cent, and various industrial processes acount for the remaining 10 per cent. Approximate estimates indicate that burning fuel in electric power stations and industry provides almost three quarters of sulphur emissions in the European Economic Commission countries. Like sulphur oxide pollution, pollution from nitrogen oxides is also of the same order compared to natural sources. Fossil fuel combustion yields about 20 million tons of nitrogen a year which have already caused environmental problems on a regional and local basis in industrialised countries. Not all the pollution is acid rain, is sulphuric and nitric acid dissolved in precipitation. Some of it happnes when the sulphur and nitrogen oxides themselves fall out on the land, in what is known as “dry deposition”. In general this tends to be the main form of tHe pollution near its source, and the longer the gases stay in the air, the more likely they are to go through the complex changes that will turn them into acid rain (or wet deposition), to fall perhaps thousands of kilometres from where they began their journey. Wet deposition rates are fairly well known, but dry deposition is harder to calculate and rates remain more uncertain. Both types of deposition can be intercepted by vegetation canopies. The canopies of evergreen forests, in particular, can be subjected to high deposition rates. Each country gets part of its acid fall out from its own pollutants, but receives the rest
37
on the winds from neighbouring countries. EMEP has worked out estimates of how much sulphur is emitted, and how much deposited, in individual European countries. This reveals which of them are “net importers” and which “net exporters” of air pollutants. Lakes and rivers were the first victims of acid rain to become evident. Hundreds of lakes in parts of Scandinavia, the north-east USA, south-east Canada and south-west Scotland have turned acid. Parts of these areas are particularly vulnerable because their soil and bedrock offer little protection against acidic rain.They are made up of minerals like granite, gneiss and quartzrich rocks which contain little lime and do not weather easily, and therefore can do little to neutralise the acid when it falls. In Sweden, damage to fisheries attributed to acidification has been observed in 2,500 lakes, and is assumed to have taken place in another 6,500 where signs of the process have been found. Meanwhile, out of 5,000 lakes scattered over 28,000 square kilometres of southern Norway. 1,750 have lost all their fish and 900 others are seriously affected. In Canada, nearly 20 per cent of all the lakes that so far have been examined in Ontario have either been turned acid, or are extremely sensitive to the process. Between 30 and 60 per cent of the lakes in various areas of south-west Quebec are considered to be sensitive or hghly sensitive. And in Canada’s Atlantic provinces many lakes have been turned 10 to 30 times more acid during the past two decades. Similar situations have been observed in the north-east of the USA. As the water becomes more acid, the amount of aluminium in it starts to increase rapidly. Concentrations as low as 0.2 milligrams per litre of the metal in acid water kill fish. Large-scale fish kills have been recorded in some Swedish lakes, and these have been attributed to aluminium poisoning rather than to h g h acidity alone. At the same time, phosphates, which nourish phytoplankton and other aquatic plants, attach themselves to the aluminium and become less available as a nutrient. So increasing aluminium levels may reduce primary production on which all other water life depends. As the water gets more acid still, other metals, like cadmium, zinc, lead and mercury also become increasingly soluble. Several of them are hghly toxic, and some may be taken up by water life through food chains, though little evidence of this is available so far. Soils are normally much better able to resist acidification than lakes, rivers and streams, and so can take much more acid without noticeable ecological drawbacks. The acidification of soils is not merely due to acid deposition; it arises from a natural process as well as the result of biological processes within the soils. Normally, the acids thus produced are neutralised during the weathering of mineral soil particles but, depending on the composition of the soils, their capacity to neutralise more than a definite amount of acidity is limited. Acidification may cause nutrients like potassium, magnesium, calcium and other micronutrients to leach more rapidly out of the soil, decreasing soil fertility. Aluminium concentrations would rise, just as they do in water, thus damaging plants and reducing the availability of phosphorus to them. As in water too, metals like cadmium, zinc, lead, mercury, iron and manganese would spread through the environment more readily with acidification. Acid fall-out does seem to have a distinct effect on soil microbiology, chemistry and fauna - but the effects on the growth of plants, including trees, are far less clear. Indeed, depositions of nitrogen may’ even have a fertilising effect and increase productivity significantly, at least in the short term.
38 In the Federal Republic of Germany, on the other hand, 7.7 per cent of the forest area has been reported in 1982 to be damaged (7.5 per cent of the damage being light, 19 per cent medium and 6 per cent heavy) by a wasting disease due to the consequences of deposition and accumulation of air pollutants (20). In addition, trees have suffered more storm damage and experienced regeneration difficulties. These forests receive much more fall-out than Scandinavian ones because they are close to cities and big industrial areas, such as the Ruhr, with many polluting sources. As well as the health of important ecosystems, human health may also be put at risk by pollution. HI& concentrations of sulphur dioxide, nitrogen oxides and dust have long been known to be harmful. This issue is only marginally related to the problem of acid rain, since such concentrations are usually only found close to the sources of pollution, and sulphur oxide levels in many European and North American cities have been decreasing recently. Other, indirect, health hazards are suspected. These would be caused by the metals like lead, copper, zince, cadmium and mercury released from soils and sediments by increased acidification. They can get into groundwater, rivers, lakes and streams used for drinking water, and be taken up in food chains leading ultimately to man. The release of cadmium in particular may give rise to a growing problem as acidity increases, as normal levels in human food are already close to the acceptable daily intake. Acid water may also cause galvanised steel and copper water pipes to release metals, and it seems that the risk arises as soon as the acidity of the water rises above normal. Most drinking water in industrialised countries, however, is supplied by public water works which eliminate this problem with proper treatment techniques but much remains to be done in developing countries. Meanwhile, acid accelerates corrosion in most materials used in the construction of buildings, bridges, dams, industrial equipment, water supply networks, underground storage tanks, hydroelectric turbines and power and telecommunications cables. It can also severely damage ancient monuments, historic buildings, sculptures, ornaments and other important cultural objects. Some of the world’s greatest cultural treasures, including the Parthenon in Athens and Trajan’s Column in Rome, are being eaten away by acid fall-out. The damage to water can be alleviated by adding lime to lakes, rivers and streams and/ or their catchment areas. Many chemicals such as caustic soda, sodium carbonate, slaked lime, limestone, or dolomite can be used to counteract the acidity. Slaked lime and limestone are the most popular. Sweden began a liming programme in the autumn of 1976, and by the summer of 1982 about 1500 Swedish lakes had been limited at a total cost of about $ 15 million. Liming alleviates some of the symptoms of acidification, but it is no real cure, is not practicable for many lakes and running waters, and does not attack the causes of the problem. It should, however, be considered as an interim measure which offers some defence until the emissions of pollutants can be reduced to a satisfactory level, Liming can also be used to counterbalance the increasing acidification of cropland. Lime and calcium-poor soils for centuries. The cost of the extra liming needed to offset acid fall-out in Europe ranges from less than $ 1 to about $ 10 per hectare a year. The only lasting solution is to reduce the emissions of the pollutants in the first place. Apart from the effect that strict controls would have in protecting waters and forests,
39 they could save millions of dollars by avoiding corrosion. The Organisation for Economic Co-operation and Development (OECD) made a first attempt in 1981 to find a way of quantifying corrosion costs. This came up with estimate that strict emission control measures in 13 European countries could save about $ 1.2 billion in corrosion costs every year. But the report acknowledges that this is a very approximate figure and more work is being carried out to improve the estimates. The easiest way to control the pollution is to use fuels that are low in sulphur; but this will not be feasible for long because the world supply of these fuels is believe to be limited. A more permanent solution is to use other sources of energy instead of fossil fuels, and to improve energy conservation. Many users could reduce their energy consumption, and technical improvements could ensure that various processes burned fuel more efficiently. These measures will help cut down emissions of sulphur and nitrogen oxides, but, obviously, acidity of rainfall will not be reduced to agreed acceptable levels unless work is done to remove sulphur from fossil fuels, emission gases, or both and such work is therefore likely to acquire increasing importance in the future. It may also be necessary to remove nitrogen oxides from emission gases. Removing sulphur from fuel and gases creates waste products - solids and slurries which have to be disposed of properly to avoid water, groundwater, or soil pollution. Naturally, this problem grows as emission controls are increased. According to preliminary calculation by OECD, it costs a total of some $800, on average, to stop a ton of sulphur from getting into the air. More recent estimates suggest that the costs may be somewhat higher. If north-western and southern European countries were to cut their annual sulphur emissions by about half (around 5.9 million tons) within the next 10 to 25 years by controlling the emissions of conventional power stations, it would cost them about 10 per cent of the total cost of producing their electricity. OECD has also made estimates of the benefits resulting from emission controls, as part of a methodological study. These suggest that the benefits would outwegh the costs, but the uncertainties surrounding the estimates are so wide that they cannot be used to provide a quantitative and reliable evaluation of the balance between costs and benefits. There are, moreover, other factors that complicate such analyses. One - common to many other instances of damage to shared natural resources - is that the countries which would benefit from the reduced pollution would often be different from those that would have to bear the cost of cutting it back. Another is that all the estimates of benefits assume that the damage caused by acid rain can readily be reversed if enough pollution control is implemented - and in reality this may not be so. It might be a long time before the ecological damage, in particular, began to be reversed. Unfortunately, scientific information on the recovery process is extremely scanty. Furthermore, there must be more effort to research and developed ways of improving energy conservation, environmentally appropriate technologies for producing heat and power, and techniques for removing sulphur from fossil fuels and gaseous emissions. So far the acidification of the environment has been seen a regional problem, restricted to parts of Europe and North America. Other industrialised areas are almost certainly exposed to the same problem, but there is too little information to assess it. Besides, the problem may well spread to new areas as a result of rapid industrialisation and the growth of cities in other parts of the world, particularly developing countries. So it is important
40
that areas affected by acid deposition and susceptible to damage from acidification are identified as soon as possible. If they are, the damage could be mitigated, or even avoided, at a minimum cost to society by initiating research, and applying what we already know about pollution control and environmentally appropriate energy production technologies at an early stage. In the near future the crucial issue is whether countries are ready to take measures needed to cut back emissions to an acceptable level. The consensus reached by the Ministerial Conference on Acidification of the Environment, held in Stockholm in June 1982, was extremely encouraging about this. Representative o f 21 countries agreed that urgent action should be taken under the Convention of Long-Range Transboundary Air Pollution, including: a) establishing and implementing concerted programmes to reduce sulphur and, as soon as possible, nitrogen oxide emissions; b) using the best technology available that is economically feasible to reduce these emissions, taking account of the need to minimise the production of wastes and pollution in other ways; c) supporting research and development of advanced control techniques; d) developing and implementing energy conservation measures further; e) developing the North American monitoring programmes and EMEP further, through better geographical coverage, improved data on emissions, standardising sampling and measurement techniques, and improved modelling, among other measures.
3. ENERGY FARMS
There is an enormous amount of biomass on the globe; every year natural productivity adds enough energy to meet at least ten times all the world’s commercial energy demands, in theory. In practice, of course, it is very unevenly distributed around the world, and in some regions the reserves are being rapidly dissipated because they are being burned faster than they can be replaced by growth. In practice, too, biomass must be economic to harvest and turn into fuel. Almost any crop produced by farmers anywhere in the world, whether its main use is for food, animal feed, fibre or other products, can technically be turned into some form of energy. But in most cases it would not be economic, practical, or even sensible, to do this. Many countries are seeking to solve these problems by paying special attention to energy. Fuel crops can be fast growing trees, conventional crops, or water plants - any plSnts, or mixture of plants, which are more valuable as fuel than as anything else. Many countries have recently been paying a good deal of attention to wood plantations. A recent assessment by F A 0 and UNEP shows that plantations of wood lor industry, fuelwood, charcoal, other products and soil protection, cover about 2.7 million hectares in Indonesia, 2.6 million in India, 400,000 in Bangladesh, 300,000 in the Philippines and over 200,000 in Thailand. Plantations were also under way in Sri Lanka, Pakistan, Malaysia, Nepal, Burma and Brunei. Some suitable tree species for energy farms have already been identified. One importing group of them is the tropical legumes, which automatically provide their own fertiliser by “fixing” nitrogen from the air. As they grow they therefore actually improve the
41
soil. Leucaena leucocephala - the giant “ipil ipil” is one variety - is the best known member of the family. It is particularly bountiful, for it also produces high protein seeds and foliage which makes, an excellent animal feed supplement and green fertiliser. Other tropical legume trees, such as various acacia, calliandra and sesbania species, also grow fast. So do some trees from other families; eucalyptus and casuarina trees are among the most promising. Fast growing trees like these are enormously productive if they are well matched to local condotions. Many species will produce more than 20 cubic metres of wood per hectare every year when grown on reasonably good soil. In exceptional cases leucaena, eucalyptus and several other species are reported to have produced as much as 50 cubic metres per hectare a year. Once the wood is harvested it can be used to generate heat, steam or electricity. “Ipil ipil” plantations have already been established in the Philippines to produce electric power. They are intended to fuel several stations with a total capacity of 200 megawatts by 1987 - and by the year 2000, 700,000 hectares of wood plantations and 2,000 megawatts of electricity are planned. In Tamil Nader, India, 11,500 hectares of casuarina trees would provide fuel for a power plant generating 100 megawatts. Alternatively, wood can be turned into charcoal, gas or liquid fuel. None of these uses is new. Chrcoal has been produced since the dawn of civilisation; some say that making it was the first chemical process ever discovered by man. Relatively large eucalyptus energy farms (8,000 hectares), delicated to charcoal production for steel mills, have been in operation since the early 1950s in Argentina and Brazil. Wood alcohol was used as a liquid fuel for most of the eighteenth and part of the nineteenth centuries. Kerosene and other fuels took its place; but now there is new interest in it, mixing with gasoline for motor fuel. Making gas from wood and chrcoal is another old technology that is being revived. Several European countries and Japan had projects for fuelling engines with the gas before the Second World War. By late 1941, 70,000 cars in Sweden alone used it, as did 55 per cent of the trucks and 70 per cent of the buses. Farm equipment also made good use of it. After the war most vehicles switched to gasoline because it was a better and more convenient fuel. Now the gas is coming into its own again in several countries, particularly in the countryside. In the Philippines, for example, the process is used to run fishing boats, water pumps and some public service vehicles, and to produce electricity. Wood may be the most obvious and widely used form of “green energy”, but it is far from being the only one. Some plants, for example, produce materials like hydrocarbons, some of which are the main constituents of oil and natural gas. Once again, this has been known for centuries - pre-Colombian civilisations in Latin America systematically cultivated trees which produced liquid that could be made into rubber. Even today the natural rubber tree, hevea braziliensis, is much the best known of these plants. Its latex is no use for energy farming, since it is made up of hydrocarbons of a very heavy molecular weight; hydrocarbons of lower molecular weight are needed for fuel. Some studies have shown, however, that many species of plants may produce just what is required. Bushes of the euphorbia group seem to be particularly promising. Experiments with two species (euphorbia lathyris and euphorbia tirucalli) have shown that they can yield between 17 and 36 barrels per hectare a year. Better still, many of the 8,000 or so known species in the family will grow on semi-arid land, which means that they can be cultivated where many
42 other plants will not flourish, and can be particularly useful in developing countries that are prone to droughts. Other plants, including soya beans, sunflowers and groundnuts, also produce oils. Most of them can be used to fuel diesel engines without further processing, either by the themselves or blended with diesel fuel. But such “peanut power” or “beanzal” is unlikely to do much to replace diesel, because the oils cost much more and are, of course, wanted for food. Some crops contain sugars and starches that can be turned into fuel by fermentation. Sugar cane and sweet sorghum are the main sugar crops, and both grow fast in good conditions when farmed by modern agricultural methods. Fifty tons of sugar cane will grow each year per hectare in Brazil, and yields may go up to as much as 120 tons per hectare per year as they do in Hawaii. Sweet sorghum will produce an annual crop of about 45 tons per hectare. Both their sugars can be directly fermented to produce ethanol, a form of alcohol. Sugar cane will produce about 3,600 litres of alcohol per hectare and sweet sorghum about 3,500. Cassava (mandioca) - a subsistence crop in many developing countries - is the primary starch crop of interest. It has many advantages. It tolerates poor soil and adverse weather conditions much better than the sugar crops mentioned above, and unlike them, it does not need h g h levels of fertiliser or pesticides to give good yields. About ten to twelve tons of cassava are produced per hectare each year - and this can be turned into about 2,160 litres of alcohol. Sometimes even soft, green herbaceous plants may be a viable source of “green energy”. Some tropical and savannah grasses, ideally adapted to their conditions, grow extremely fast. Elephant grass (Napier Grass) is one notable example. Not only land crops but water plants as well, can be farmed for energy. At present, plants like water hyacinth (eichhornia crassipes) and duckweed (species of the genus lemna) are a major environmental problem in many countries because they spread and clog up lakes and waterways. So harvesting them for animal feed or energy would be a happy solution. Seaweeds can be found too. Large scale seaweed farms are already moored near the Japanese and Chinese coats, producing the food that has been a delicacy in the Orient for centuries. The open oceans are much the biggest under-used part of the world’s surface, and so plans for farming them for energy, as well as food, are receiving considerable attention. Experiments on growing kelp (macrocystic) for fuel have reported yields of as much as 90 tons per hectare a year. Ocean energy farms would be strange looking structures, enormous offshore platforms with long spokes and ropes sticking out of them. The kelp would grow on these protuberances, fed by nutrient-rich water specially pumped up from great depths. It would then be harvested, and like the fresh-water energy crops, turned into methane. The Ocean Farm Project, California, foresees that there will be a vast demonstration sea farm, covering some 40,000 hectares, by the end of the century. All energy production presents practical and environmental problems, and “green power”, for all its attractiveness, is no exception. Conditions have to be right for growing energy crops. When they are, the energy farms could absorb resources needed for food production. Energy crops could improverish the soil and destroy important wildlife habi-
‘
43 tats. Some could use up more energy to grow and harvest than they would ever produce, and others could cause pollution and possibly affect the climate. Trees, of course, are much the most important energy crop, and they present the most immediate problems. They are a renewable resource, provided they are managed and conserved properly - but, as the steady advance of the deserts and the retreat of the tropical forests bear witness, this rarely happens. Feasible ways of using wood for energy will vary from to country, and there are many different approaches. Countries that have large existing forests merely need to harvest and manage them on a sustained yield basis for a new use - fuel. Others will need to develop new plantations, and this takes capital, energy and land. Environmental protection is an important part of any successful plan for energy farms because, despite appearances, growing trees is not always benign. The whole process of producing wood for fuel can cause environmental problems, from preparing the sites and planting the trees to managing the forests with fertilisers and pest controls, from cutting the wood and coverting it to energy to burning the fuel and disposing of its wastes. Intensive tree farming might improverish the soil in the long term by removing nutrients and organic matter from it. This process which, it is feared, could be caused by the shorter growing times and more thorough harvesting of modern methods, would, of course, cause productivity to decline as the soil grew poorer. Intensive harvesting will remove many times more nutrients than conventional methods. Soil erosion and leaching can also follow felling, with far-reaching consequences. The result again, is that the soil becomes poorer as it loses nutrients, and productivity eventually declines. Once good, nourishing soil is lost, natural processes can take several thousands of years to replace it. Wildlife habitats can also be changed. Usually there is merely a temporary shift after felling when species that like open areas replace their neighbours from the forest until new planted trees grow up. The effects are much more severe when the habitats of endangered species are totally eliminated, so that they can never return. Whatever the crop, whether wood or anything else, it is important t o work out how much net energy it produces. This is because the crops themselves consume energy as they are produced, transported, turned into usable fuel, stored and distributed. Several studies have shown that sugar cane shows the best energy balance sheet in ethanol production, followed by sweet sorghum and cassava. All of them produce more energy than they consume. (It should be noted that the net energy balance for producing ethanol from the same crop will vary from place to place depending on what techniques are used to grow and convert it and how much energy they use). When ethanol is produced from corn, on the other hand, there is a net energy loss, generally because a great deal of energy is used to grow the crop. Besides all the energy needed to turn sugar cane into ethanol can be provided by burning its own by-products, while cobs and stalks provide at most a third of the energy needed to d o the same for corn. Many countries do not view energy production in strict economic terms. They see dependence on other countries for energy supplies and the chronic balance of payment deficits incurred by buying expensive fuel from abroad as major threats to their social and economic development and indeed, to their political stability. So some countries promote domestic energy production even though it costs more than buyling fuel on international markets, as long as the bulk of the money invested is in their own currencies and the pro-
44 jects are expected to produce, a net balance of payments surplus. This climate favours the development of biomass energy programmes, as the Brazilian alcohol production programme shows. In strict microeconomic terms no ethanol should be used as fuel in Brazil today, because it is much more expensive than gasoline. Recently there has been concern that energy crop plantations may absorb agricultural resources that would otherwise be devoted to food production. In Brazil, sugar cane agriculture has expanded to some degree at the expense of food cropland because incentives were given to ethanol production when sugar prices were low (before 1980).The United States faces a rather different situation. Producing ethanol from crops like corn there poses no direct competition to its food supplies, because about 60 per cent of its corn is fed to animals and there is surplus grain; but some argue that it will mop up grain that could otherwise be provided as aid to impoverished third world countries, or that it will affect international trade. Ethanol production can be very polluting. Every cubic metre of the fuel produced from sugar cane generates 12 to 13 cubic metres of effluent into inland or coastal waters, they can cause as much pollution. in terms of biological oxygen demand, as the sewage produced by 6,000 to 6,500 people in one day. The potential impact of this pollution is so great that strict measures to control the discharge of this effluent, called stillage, must be used from the start. Discharging stillage is, anyway, causing waste in more senses than one, for it can be a valuable raw material. It is normally not contaminated by diseasecarrying organisms or toxic compounds, so recovery of mineral and organic substances from it is a potentially attractive undertaking. It is technically feasible to turn it into methane gas to provide energy for the ethanol-producing process or other means, or to convert it into marketable products like fertilisers or feed additives. Water energy farms present a different set of problems. Growing water hyacinth or duckweed on public lakes or streams would be unpopular, because they are thought to be such objectionable weeds. Artificial ponds would be expensive to make, particularly since vast areas of them would be needed, though they would provide new sanctuaries for a great variety of water life and birds. Using salt marshes and coastal lagoons, in direct contrast, would be cheap but could well be environmentally destructive. They are hghly important ecological systems, providing both valuable wildlife refuges and vital stages in food chains on which much ocean life depends. Ocean farms may have other undersirable effects. Pumping huge amounts of cold water, rich in nutrients and supersaturated in dissolved carbon dioxide, to bathe and fertilise the seaweed could change the temperature patterns and chemical balance of the water, the network of life, and the direction of currents both in the immediate area of the farm and in its surroundings. An immediate consequence of this is cooling of the air and increasing cloudiness naar the farm. These changes in turn could cause regional climate changes and even affect the climate of the whole globe. The process will also release large quantities of carbon dioxide which could also influence the climate. Many countries have recently given proper recognition to the importance of developing renewable sources of energy, and both developed and developing nations are giving special attention to harnessing it from biomass. France, for example, gives “green energy” a high priority and is concentrating research on energy crops like coppices, Dona reed, sweet sorghum and water hyacinths. It expects to get fuel equal to 4 million tons of oil
45 a year from biomass by 1990. Energy plantations are being intensively researched in Sweden, and special plantations of willow (salix) and popular (populus) trees are expected to produce 20 tons of dry material per hectare a year. Ireland claims to be a world leader in rapid-harvest forestry, and some 400,000 hectares will be planted there by the year 2000. Alcohol is already being produced in the United States, mainly from corn, and extensive research and development work is being done there on energy farms, especially wood plantations and ocean farm systems. A great deal of activity is also under way in developing countries. Many countries, including Chma, Kenya, the Philippines, the Republic of Korea, the Sudan and Thailand, have reafforestation programmes aimed at producing new firewood as fast as it is used. The Philippines is also one of the countries giving considerable attention to energy farms using fast-growing species. Co-operation between countries over fuelwood plantations is remarkably strong. Other developing countries have recently embarked on alcohol production programmes similar to the Brazilian sugar cane one. Colombia, Cuba, Kenya and the Philippines are among those that have made a start, though the Brazilian programme remains much the largest.
This Page Intentionally Left Blank
47
A DIFFERENT APPRECIATION : WATER QUALITY AND TREATMENT IN DEVELOPING COUNTRIES
G. ALAERTS
Institute of Industrial Cbemistry, Katholieke Universiteit Leuven, de Croylaan 2, Hsverlee, Belgium
ABSTRACT The term “developing” indicates here the process in which a traditional, village-scale technology and its cultural environment evolve into large-scale, sophisticated structures. Three basic differences distinguish the perception of water quality in developing countries from that in developed countries: the notion of waste which has nothing objectionable in a traditional culture because it is fully reused, the mystical connotation of pure water, and the more static conception of life. Developing countries feature three distinct zones on their territory, each with its own level of education, technical facilities and needs. Depending on the zone, water treatment methods must be advanced and efficient, or simple and reliable. In each case, care has to be taken to integrate the facility in the existing social-cultural pattern.
1. INTRODUCTION
Development is a controversial term with different definitions depending on the usage one wants to make of it, and carrying sometimes emotional connotations. It is certainly not suited to describe a complete society however; here it will be used to indicate the process in which a traditional, village-scale technology and its corresponding cultural environment evolve into large-scale and sophisticated structures at a nations level. The notion development is closely linked to modern technical capabilities, but still has to be strongly relativized. The modern brand and level of technology represent only one stage in a longer process. To secure the survival and expansion of previous and contemporary societies, certain other levels of technology and know-how had to be generated before. Although matters like agriculture, personal hygiene, etc. look obvious to us now, they are in fact fairly complicated and marked at the momenr of their development many centuries ago an impressive advance for society. Secondly, even apart of the so-called industrialized countries, many fundamental differences arise between developing countries or even between regions of one such country, as far as the attitude towards technology and environmental quality is concerned. The Third World is far more heterogeneous than the two other Worlds; there are no two countries or provinces with the same historical, cultural or economical background. Hence each country features its own. degree
48
of development, requires its own approach and poses its own characteristic problems and possibilities. Just because of this heterogeneity, solidarity between and mutual interest of developing countries remain, generally speaking, minimal. On the contrary, similar particularities between now industrialized countries (Europe, North America and to a lesser extent Japan) have been smoothed out two to three centuries ago by some largescale political projects, the creation of the civil state and the gradual absorption of the international technological culture. Technology is a culture indeed: it not only specifies the model of the car and TV-set, but it irrevocably promotes a.0. communication and health, and organizes our way of living and, to some extent, of thinking. Presenting a complete discussion of matters related to environment and water quality in the developing countries is by consequence impossible. However, in this contribution it is tried to discern some basic similarities that exist between most developing countries and at the same time deviate from customs in the industrialized countries. For practical reasons only, many examples are taken from one country, Indonesia, but this should not derogate from their general relevance. The perception of water quality will be treated here as a particular case of a broader issue: the functioning of modem technology in a traditional society. 2. CULTURAL DIFFERENCES
A traditional society can show strong positive or negative feelings towards a newly introduced piece of technology. Technology is a foreign object, and expected or suspected to affect the habits of the village and its hierarchical equilibrium; it may render some customs suddenly superfluous (e.g. hauling clean water over a long distance) and create new tasks and opportunities (e.g. a change in farming techniques after the introduction of irrigation). It is often not acknowledged that such novelties are fully interpreted in terms of the local people’s own habits and experience, and not in terms of the scientific knowledge and ideals of those who introduced them. Even in a locality where water is scarce, a new public water supply has certainly not always the same positive meaning as to the people in the capital who planned and financed it. In addition, in many cultures one doesn’t give or receive valuable things from a foreigner just for free. Before, everything in the village was made by and for the villagers themselves. The sudden erection of a water supply, although forming part of the central government’s sanitation programme, disturbs the usual course of things; it will remain a foreign body used with restriction only (in any case: not in the proper way), unless the programme was thoroughly prepared with the villagers beforehand, their real needs accurately assessed and their eventual lack of motivation countered. During the implementation of a regional water supply prpgramme in South Sumatra (Indonesia) government officials of the capital visited a rather isolated village to inquire into their needs. On the question whether clean water was available, a negative answer was given. After a few months a long expensive pipe supplied the village with good quality water from a distant open well. However it turned out that the village actually didn’t need this kind of water (the village owned two deep wells near its border) but irrigation water. The village headman knew that irrigation water could be adduced through a canal system but didn’t realize the same can be done with drinking water; from the beginning on he interpreted the Officials’ proposal the wrong way.
49
Whether a project for the improvement of the environment or hygiene will be successful depends on many variables. A large part of them have only local implications. At the general level one important factor may be added to the ones mentioned before. Traditional communities in fact live fairly isolated from their neighbours as well as from the administrative centre(s) of the country. This not only holds for what are called primitive cultures (tribes) but also for well developed towns offering full housing, complicated farming techniques and local, small-scale industry, and that are accessible by car and via television. Yet each town has its peculiar local hierarchy, organization and habits developed over many centuries (in Indonesia called adat). The resulting rules (laws) and priorities for that specific town may deviate considerably from the prevailing official standards in the country. An ever present government, representative for the country and with continuous authority over the complete territory, is only a modern concept, closely linked to a technocratic state organization. The same particularism is also met in cities: they consist of a ”modern”, cosmopolitan backbone but at least three quarters of its population live in the mosaic of small districts organized like villages (in Indonesia the kampung, consisting of 50 to 200 families). Although so many differing cultures are involved, it is possible to discern three basic attitudes that affect the appreciation of water, hygiene and the environment in general. They are related to the notion of waste, the definition of water, and the static conception of life in traditional societies. I
2.1. The Notion ”Waste”
”Waste” can be defined either the economical or hygienic way. As long as the hygienic connotation doesn’t play a role, like in traditional communities, waste as such is not recognized. It doesn’t exist in terms of something objectionable, but as a valuable product with its specific place in the natural (mainly agricultural) cycles. The consumer of waste enjoys the same social esteem as its producer. Almost every kind of waste is reused in some way or another. This is obvious in the small-scale, traditional rural communities. Organic garbage from the kitchen is used elsewhere, e.g. as cattle-fodder; human and animal excrements are utilized as fertilizer, and the latter in dried form also as firing and as construction material. Excrements can also be discharged directly isfhkponds asis the case e.g. in Central Java (Indonesia). Especially in China, Korea and Japan, night-soil collection is a highly developed technique and socially respected. Real waste, i.e. which cannot be used again somewhere, doesn’t exist. Waste production and its consumption are part of a balanced closed circuit, in which waste is solely considered an economical asset, not some end product. Of course, this is only possible because previously personal hygiene rules have been adapted unconsciously so that potentially hazardous waste like faecal matter, is kept just far enough to eliminate risks. 2.1.1. Unhygienic Waste in the City
The habit of not recognizing waste is taken along by the new inhabitants of the rapidly growing cities, together with other rural customs. This enforces the village-like character
50
of the city’s districts. However, as the traditional consumers of waste are absent, garbage tends to pile up. It forms breeding places for disease carrying animals (mosquitoes, flies, rats, etc.), obstructs roads and clogs drainage canals expected to conceal and convey the garbage. In addition, a city with its higher living standard produces disproportionally larger amounts and new forms of garbage. The waste doesn’t fit anymore into an economical closed loop, although it still keeps its neutral connotation; after some time however it becomes an annoyance and gets recognized as unhygienic. In short, it becomes real ”waste”, something to be carefully discarded. The same reasoning holds for human excrements. In the rural context (low production, high demand) its economical value conceded its hygienically unfavourable characteristics, but in a densily populated city’ this situation is different. Nevertheless, it appears to be very difficult to alter the deep-rooted attitude which considers faecal matter harmless: provided personal hygiene is maintained and the excrements are out of sight (e.g. under the water surface); the invisible relationship bacteria - faeces - water pollution - disease is arduous to demonstrate. This fact may explain why millions of people in developing countries don’t object to live under ostentatively unfavourable conditions. Even if they are aware of the causal relation with high child death rate and disease incidence (for Surabaya: infant (0-1 year old) death rate is app. 50°/00 as compared to 6 to 10 for industrialized countries [2]) the traditional habits and knowledge would hardly incite to search for an explanation and a remedy (see also 2.3). Beside the economical and hygienic definition of waste, a third, superhygienic approach appeared recently in developed countries. Its rationale seems less clear-cut from the scientific point of view and not devoid of emotional fear for any kind of contamination. It is reflected (especially in the U.S.) a.0. in relatively high disinfectant dosage in drinking water supply [3], the rule to chlorinate each wastewater treatment effluent and the extensive measures in private and public toilets to eliminate the last living germs. Apart from the consideration that near-sterilization of the environment might weaken man’s natural immunity system, this approach also hurts on economical and feasability restrictions. Similarly, it has been shown tentatively [4]for the case of some West European countries that waste has been increasingly defined over the last three centuries in terms of growing individual privacy.
2.1.2. Waste Recycling
Whatever its hygienic implications, solid or liquid waste retains its Value as an economical asset. In industrialized countries recycling aims at reducing the cost of the waste treatment, safeguarding the environment as well as responding to the economicalethical call to refrain from squandering the earth’s resources. These motives are more or less integrated in one major government policy. In developing countries on the other hand, the In the City of Surbaya (Indonesia) population density ranges from 47,000 to 180 personslkm’ in various districts, with an overall average of 5,500 [ 11.
51
initiative for the collection and dumping of garbage is often mainly left to the city districts. The system functions at a variable degree of success. The contribution of the municipality is restricted to providing some official dump sites and maybe the transportation of locally collected garbage. But even if the natural balanced cycle between waste production and consumption is disturbed, large fractions of the waste remain economically attractive. Without formal organization, individuals start recuperating and selling them to primarily small-scale industries and workshops. This process is further enhanced by (1) the contrast between the high and low incomes’, the first producing vast quantities of waste containing parts that however little their value, still may provide a subsistence income for the scavenger, and (2) low prices of the salvaged matter when compared to unused raw materials, especially when simple, cheap commodities are to be produced (cans, lamps, belts, tools, etc.). The scavenging, transportation and selling is organized through an elaborate though informal network in which thousands of individuals cooperate, compete, in short: do business. There’s also room for specialization; at one place can buy salvaged tyres and other rubber products, and at other places bottles or cans of specified size. It has been shown [6] for a.0. Cairo, Istambul, New Delhi and Seoul that the waste of the 10 to 20% richest inhabitants provides a living for 1 to 2% of their fellow townsmen. A World Bank mission sent to Addis Abeba to investigate the solid waste problem had to report that no problem existed as everything got recycled [7]. Of course, beside the aristan-like salvaging some materials are collected in an industrial way (scrap metal, glass, etc.). In Surbaya ( 1 9 7 9 , 1,029 ton refuse is produced daily by 2.5 million inhabitants and its industry; 34%is dumped in an organized way, 35% littered or burned on the spot, 6% turned into compost and 25% salvaged [8].
2.1.3. The Objectionable Waste
The salvaging of solid refuse at least partially relieves the local environment, and in fact continues to strip waste of its second connotation as an unhygienic, thus objectionable matter. Yet solid waste sooner or later piles up and cannot be ignored anymore. Liquid waste on the contrary is more easily flushed away and forgotten. Again, the link between waste and unhygienic conditions is not obvious. Rural areas in tropical countries are characterized by low population density, high temperatures and, often, many water streams. The cities themselves constituted far smaller agglomerations as well two to three generations ago. The three factors mentioned guarantee rapid oxidation of the organic matter and dying-off of pathogenicaganisms. Together with the described recycling methods, this contributes to conceal the relation between domestic wastewater and diseases. Obnoxious long-distante effects caused by faecal matter are not recognized (i.e. outside a perimeter of a few metres diameter around the individual). As an example, in Indonesia few Nould care about tens of thousands of people defecating directly into the drainage canals in a densely populated
* In 1980 the official average income of the residents of Surbaya was 37,000 Rp/month (app. 400 Rp/US $) with 11% of the population earning less than 12,000 Rp [ S ] . However, because of lack of control of both very high and very low incomes (street dwellers) it would probably be correct to estimate that 10% of the richest earn more than 100 times the income of the 10%poorest.
52
Fig. 1. It is estimated that 61% of the population of the City of Surabaya makes use of its open drainage canals for the often combined purpose of bathing and defecating. People are convinced that “out of sight is harmless”, yet their personal hygiene standards are strict (note the clean underwear).
Fig. 2. Swimming boys some 50 m downstream of the spot where the previous picture was taken (at the right: a local uncontrolled garbage dump).
city, yet the left hand is considered impure because used to cleanse (with water) a persons posterior; it is very impolite to shake hands or eat with (Fig. 1-2). Personal cleanliness is an earmark of a.0. all South-East Asian countries [ 9 ] . Even today in large cities the self-purification capacity in the open waterways is such that hygienic effects of the domestic wastewater can be ignored if one cares, like in
53 the rural tradition, for his own quarter only. As an example, Surbaya (1976) counts app. 2.5 million inhabitants and 1,500 km of open waterways, of which 80%are shallow drainage canals. The estimated BOD-load is 500 g Oz/s (domestic: 380 g/s); roughly 100 g/s is removed by auto-purification [lo]. 0.2% of the city inhabitants discharge into a sewerage, 37% evacuate into a septic tank (most of them leaching cesspools however), 2% has access to public bathdtoilets and 60% makes daily use of the drainage canals. It is expected that these figures will only slowly improve. Under these conditions water quality is still much better than would be expected. BOD in the major parts of the city rarely exceeds 50 mg 02/1, to attain 300 to 400 mg/l only in the lower reaches of the canals (usually coinciding with poor quarters). Total coli count per 100 ml is 5 . lo5 and lo7 resp. Obviously some contagious diseases are endemic (cholera, typhus, etc.) but confmed to the poor districts; larger outbreaks which may have a shock effect rarely occur. Partly because of the discontinuous social tissue of the city and partly because of lack of education this unfavourable health condition is not fully acknowledged. Another well-studied example of high selfepuration is the Ganges [ 11 1.
2.2. The Mystic Meaning of Clean Water
The fascination for water is a constant in every culture. In traditional societies it is often regarded as a direct gift from God, an interpretation supported by the fact that rain falls down from the sky. In almost every mythology water is one of the elements, together with earth and fire. Water makes crops grow, which is especially essential to e.g. South Asia’s wet agriculture, and nourishes people. Pure water is the sole means to cleanse the body completely. The metaphysical step from physical cleansing to spiritual purgeing is easy to make. Rituals in which water is used as a symbol for the purgeing of the soul are found in every religion (bathing in the Holy Ganges for Indian Hindus, ritual washing for Moslems, baptism for Christians). The discovery of the beneficient qualities of clean water together with the establishment of personal hygiene rules at a certain stage of mads development, must have had a revolutionary meaning. This may explain why those civil prescripts of common sense so often were corroborated by religious laws. In Ancient Java (up to the 16th century) and stiU in Bali, Hinduism is considered the agama tirta, or water religion. Temples were frequently located near wells, and the numerous public bathing places with a semi-religious signification played an important role in everydays life (Fig. 3). The prodigious surfacing of a spring, the perfect clarity of pure water, its organoleptic qualities, this all contributed to the mystification. The low and well-spread organic pollution load in combination with the self-purification capacity of the surface waters, could hardly affect this propitious image until a few decades ago. This attitude still determines the appreciation of water ”which cannot be treacherous’: It is a logical part of a consistent philosophical system in which not a relation between a cause and its consequence is sought, but a link (though not a fully intelligible one) between Nature, Man and their Creator is accepted. Traditionally speaking water may be regarded as the life bringing element, precious and capricious at the same time. On the other hand, a technically educated person doesn’t see Water, but H,O. He analyzes its composition and proposes standards to which the water should comply. Springs and
54
Fig. 3. A still respected semi-religious public bathing place near Bedulu on the island of Bali, Indonesia (Buddhist-Hindu, 13th-15th century).
rain suddenly have their own physical cause and origin. Whereas previously water was to be taken as it came, now it becomes a quantifiable system to be put to use. It is not regarded anymore as pure and purifying per se. but as an object to be understood and managed.
2.3. Other Cultural Factors
On the basis of the preceding consideration one might conclude that an education programme for the improvement of the local environment should mainly consist of courses at an appropriate level to make clear causes and consequences of pollution and to provide remedies. As a matter of fact this approach has proven ineffective, as was experienced by the first one and a half decade of development cooperation, because it tried to change only a small portion of a large complex machinery. Indeed, many other cultural customs are affected too by this kind of development because they are all interrelated and support each other. It should be understood that development intrinsically means changing of the complete existing oulture. Hence each single education project covering a particular subject hurts on the more fundamental concepts in that culture, like those defining mans place with respect to Nature. In the industridzed countries a major philosophical axiom is based on change and a linear concept of history, in which old turns into new (though it is admjtted that
55 Tab. 1. A brief comparison of some important attitudes between traditional (“developing”) and industrialized (“developed”) countries. The descriptions are only very rough indications, ~~~~
~~~~~
Attitude in traditional society
Attitude in industrialized society
Nature is incomprehensible and animate
Nature consists of interrelated phenomena and deterministic processes
Coincidence has always a supernatural reason
Coincidence is a matter of stochastic processes
Thorough study and accuracy are less important
Thorough study and accuracy are very important
Form is very important
Content is very important
Decisions largely based on subjective criteria like status, hierarchical position and social relation, at the expense of efficiency etc.
Decisions usually based on objective criteria like efficiency, capability, scientific approach, at the expense of the human dimension
Social pressure for taking responsibility for the own family or group
Social pressure for taking responsibility for the large society or the nation
”history repeats itself ’). Traditional societies on the other hand would rather consider history as a cyclic happening, creating nothing really new; their principal activity, agriculture, follows the seasonal cycle (see also the reincarnation theory). By consequence their basic attitude towards Nature is definitely static. Man has to adapt himself to the condition of Nature and should not interfere in its course. At its best he can ask favours through veneration and gifts. Even if nominally Moslem, many Indonesians are still guided by animistic or Hindu principles especially when it concerns the direct relationship with the surrounding nature. North American Indians, just like many other cultures, attribute a soul to objects that are considered inanimate in e.g. Christian and Moslem tradition; not only plants but also earth are thought to possess a spirit and hence cannot be owned or bought by man. The existing culture patterns in developing countries rather call for meditation and acceptance; those in the industrialized countries appeal to creative action and change. Obviously, the reference pattern in developing countries is closely related to the rural experience. This experience also determines which kind of social hierarchical organization wiU be appropriate; in most industrialized countries several types of structures are recognized, some very sophisticated (family, state, factory, etc.), but in developing countries the model of the enlarged family and small-scale community is applied in almost every case. Some of the typical differences generated this way are indicated in Table 1. Another reference to the rural experience of developing countries is the very limited time perspective, i.e. the capability or wish to look into the future and prepare for tomorrow. For the case of Java (Indonesia) for instance, it has been“ascertained [12] that the attention of the farmers wadis exclusively oriented towards the present in order to provide enough food, and with a fatalistic attitude regarding future. The priyayi’s (aristocrat) interest on the other hand is primarily confined to the past aiming at the safeguarding of the traditions. This contrasts sharply with the habits of industrialized countries where planning for the future is considered extremely important; present, past and future are explored in a scientific, objective manner. The foregoing factors also determine convictions on health and death, and affect the existing demeanour towards hygiene and environmental quality. In traditional societies
56 the diagnosis of an ailment is based on external appearences; symptoms of the disease are not reduced to natural causes. Illness is the result of the intervention of spirits or magical forces and healing must be attempted by the medicine man through contact with that other world. Death is not a natural event but the consequence of the action of higher powers. One accepts death and is aware of fitting into a certain all-embracing structural pattern [13]. How to explain hygiene to people guided by a maybe rather extreme interpretation of Hinduism (the honestly living poor will reincarnate in a more prosperous person) or Islam (fatalism)? People organizing their life in accordance with their traditional customs are equally convinced of the value and absolute validity of these customs, as are ”developed” people convinced of the validity of their scientific model. Culture acts as a reference grid through which natural phenomena and social behaviour are interpreted. It also governs one’s perception of water quality, his wish for action and, together with economical and technical constraints, the kind of technology appropriate to solve the problems.
3. APPLICABLE TECHNOLOGIES IN WATER TREATMENT
Most developed countries already posses a history as a rather centrally organized nation. Such a nation is not defined by consanguinity or tribal links,but by the objective concept of the sovereign territory; in principle its inhabitants are all equal for the Law. Because this state structure has since long become integrated in its inhabitants daily life, the country looks homogeneous from a technical point of view: education follows everywhere the same standards, the same law is operative over the whole territory, economical activity is well spread, etc. The expectations regarding water quality are essentially the same in each part of the country, and so are the means to build and operate water treatment facilities. A similar technocraticldemocratic experience lacks in developing countries, conferring to them a more heterogeneous appereance. Three areas can be discerned: (1) priority zones, featuring technical approaches of almost the same standard as in developed countries, (2) the much larger zones where an intermediate technology has to be practiced, and ( 3 ) the largest zone where physical constraints and the lack of education of the population prohibit a classical technical approach. 3.1. The Priority Zones
These zones cover part of the capital and one or two other major cities, as well as the larger industrial complexes. Here only technical and economical criteria determine which type of water or wastewater treatment will be required. High-standard technology is usually available in the form of imported technology and goods; nevertheless most developing countries restrict as much as possible the consumption of their foreign currency reserves for this purpose, and simultaneously stimulate local industries and know-how. Therefore, when treatment plants are designed and constructed by foreign companies,theyusually must join a local contractor and utilize locally made machinery, electrical appliances, etc. This often requires special adaptation and not always improves the plants reliability.
57
Highly qualified staff personnel and trained technicians are readily available nowadays; nonetheless, efforts are still necessary to ensure the plants reliability and efficiency without resorting too much to complicated control methods or treatment principles. This is partly due to the fact that, though well trained, staff personnel often lacks an appropriate specialization, or is not allowed to become thoroughly acquainted with only one part of the total plant because of understaffing or because of social habits (see 2.3). Expensive and complex hard-ware and soft-ware control systems are to be avoided if the expected loss of efficiency is only small. They are preferably substituted by simple and unquestionable rules of thumb. This is especially true if their malfunctioning or faulty usage would reduce efficiency severely. The supply of spare parts or a reparation by a hired specialist may proceed slower and less well organized than expected; these priority zones are indeed only isolated islands of technology, still closely linked to the rest of the country. The consequence for water and wastewater treatment is a need for techniques that combine high efficiency and relatively low investment and operation cost, in which the cheap labour plays a favourable role. The level of sophistication will depend on local conditions, but very often slightly outdated but cheaper installations will be preferred (cheaper because of lower royalty rights, or because constructed "second-hand" by a less expensive contractor and consultant). This approach may e.g. result in the purchase of a rapid multi-layer filter operated at only 90% of its optimal capacity because the backwash programme is not fully computerized (due to expected repair problems and a shortage of trained electronicians). In another case an ionexchange unit has to be installed which will be fded with either the new resin X or the classical resin Y , far cheaper but less efficient in its regeneration creating problems of disposal of the regeneration brine. Such a situation would strongly favour resin X in developed countries, but in developing countries resin Y would be preferred because discharge regulations are less tight (and too often not enforced because of pragmatic economic priorities) and the buffer capacity of the environment not yet exhausted. It should be noted however, that industry usually is concentrated on a small fraction of the territory; this adds to the sharp contrast between the rapidly decreasing environmental quality near those industrial and urban zones, and the untouched environment of the remaining 99%of the territory. Because capital is still very scarce, old plants are kept in function much longer than would be the case elsewhere. This policy often concurs with a, though not particularly creative, yet very careful maintenance by the selected operators who are trained to be responsible for only a limited and well defined task.
A remarkable example of stage-wise technical development is provided by the drinking water treatment facility of Surbaya which is composed of three plants. Plant I is of simple though effective classical design; its main body was erected in 1922, supplying from 1935 on 0.35 m3/s [14]. Because personnel was carefully selected and trained it is still in perfect working order. In 1976 its capacity was increased to 1 m3/s by introducing a sinuous open flocculation canal (length 80 m) after the alum addition and rapid-mix, installing tilted PVC-tubes or corrugated asbestoscement plates in the 4 rectangular settlers @till manually cleaned), and increasing the loading and backwash frequency of the 96 rapid sand filters. A tripling of the flow could thus be reached with relatively simple measures and locally available material. Capital investment was low and the additional operational
58 cost marginal (some more energy, and much more but still cheap manpower for cleaning the settlers). Surabaya’s Plant I1 is of typical Degremont design and erected in 1963-1969; it supplies 1 m3/s. A higher level of technology is introduced, maybe slightly too high for being convenient at that moment. It is made up of (apart from large presedimentation tanks like in Plant I and 111) 4 treatment lines each consisting of a circular pre-clarifier (in fact used as a preflocculator because of the high suspended solids load in the form of very fine clay particles), an Accelator or up-flow clarifier after in-line alum addition, and rapid sand filters. As is the case with Plant I, filters are designed to be backwashed at a fned time interval; this was previously set at 12 h but could recently be raised to 24 h. Head loss nor effluent turbidity are monitored, keeping installation and operation confined to the essentials at the expense of fairly high in-plant water losses (10 to 13%). Finally, Plant I11 is a compact direct-filtration unit constructed in 1981 and designed to deliver 1 m3/s as well. The filters have multi-layer beds and are surface- and backwashed; they require the addition of alum and organic polyelectrolyte. Influent turbidity was reduced by 90 to 99% to app. 20 Ntu through the prevision of an alum flocculation in the already existing large presedimentation basins. This plant features typical high-rate technology, which nevertheless was mastered by its operators in a short period. However, here again backwashing takes place at a set frequency (once per 12 h). Between the previous and the new plant a shift from civil to mechanical construction, and from many low quahfied personnel to few hghly qualified, is patent. Also, more parts had or still have to be imported (e.g. the polyelectrolyte). Whether this type of plant is the most appropriate under the given conditions can hardly be predicted. At present quality of the combined effluent is good with turbidity ranging between 0.1 and 0.5 Ntu; at the end of the dry season however, quality deteriorates drastically.
3.2. The Intermediate Zone
This second zone covers smaller cities, some industrial estates and in fact also large parts of the cited major city(ies) (Fig. 4). In contrast to the priority zones, both technology users and the consumers of its products prone to follow from time to time traditional attitudes which are not always compatible with sound management. Nevertheless most kinds of water treatment and, to a lesser extent, wastewater treatment facilities can be supplied, installed and operated, provided their technology is not sophisticated. Electronic control devices, high-rate techniques, high investment and high operation cost (mainly for power, qualified maintenance, imported chemicals, etc.) are less desirable than in the priority zones. The design of the plant should aim at reliability rather than at high efficiency. Although they are often well operated in practice, the number of critical spots in the equipment and the number of operational problems that require a good knowledge of the fundamentals, should be restricted. Standardized and fully detailed instructions are necessary. Partly because the area in and around such cities is less densely populated and because industrialization has not yet reached a hgh concentration, people fail to recognize industrial or domestic wastewater and its consequences. This attitude enhances uncareful water use and indiscriminate wastewater evacuation without any re-use or treatment.
59
Fig. 4. Contrasts in the city. Approximately 30% 0.f Surbaya’s city dwellers receive (mainly) water from their private tap, 40% buy it from vendors (picture) or public hydrants and 30% depend on shallow wells 1141. The vendor system is a socially efficient; system, creating an income for thousands of people. 37% of the wells are positive as for presence of coli bacteria, with a maximum found in a random sample of 3,000/100 ml[14].
Whereas concern for environment quality is steadily growing in the priority zones, here drinking water supply is still the top priority. With the financial and technical restrictions mentioned above, treatment plants consist of the elementary purification steps, designed in a conservative way and sacrificing some versatility and efficiency to operational reliability. In addition design and construction of such plants can often be fully handled by local contractors and consultants. The scheme flocculation with alum/settling/fdtration is most common (Fig. 5). Rapid-mix is carried out by a propeller or turbine-type mixer, or by a waterfall or hydraulic jump (often combined with a flow measuring weir). Flocculation is brought about by the turbulence in a sinuous canal or labyrinth. Although requiring more surface because less deep than a paddled flocculator in order to facilitate cleaning, its efficiency is almost as high and its maintenance far easier (no moving parts); obviously flow variations should be restricted. Settling tanks are usually rectangular and cleaned manually. Tilted plates may improve their performance when required. Filters are single-layer rapid sand filters, usually operated at a d e c h ing rate; by situating the filter bed app. 2 m below the water level @ the settler, simple filters can be operated at a constant rate (2 to 4 m/h) and increasing head. Those plants are most often constructed in reinforced concrete and lined brick work; they are open and cover a large surface. Recently, relatively cheap and uncomplicated package plants have been introduced, delivering some 0.02 m3/s, and mainly consisting of inland manufactured components, possibly under licence. Future diversification and optimalization of these plants will definitely contribute to the increase of technological know-how of the concerned factories as well as to the service of the public. At several reserach institu-
60
Fig. 5 . A not complicated yet very efficient water treatment facility at Bangkalan, Indonesia. The rapid-mix is followed by a flocculation labyrinth, settlers and rapid sand filters (output app. 0.2 m3/h).
tions efforts are made to upgrade en reshape existing techniques in function of a higher reliability combined with low-cost operation [e.g. 15-1 71. The increasing amount of wastewater will further deteriorate the environments quality during the next decade. As most of the industries located in these areas are agro-industries discharges are mainly of organic nature and almost exclusively suited for biological treatment. The high ambient temperature favours lagooning and anaerobic digestion with biogas . recovery. Up to now, one of the major obstacles on the path of development has not been mentioned yet, i.e. the uncontrolled population growth, especially in the urban settlements. This puts a heavy burden on the financial and technical capabilities of the country. In Indonesia e.g. (population growth rate in 1982: 2.1%),even the recent heavy funding of the drinking water supply programme cannot avoid that proportionally the number of people enjoying good water supply in the urban areas recedes temporarily (Fig. 6 ) .
3.3. The Third Zone Isolated Rural Areas
Areas that are not in direct contact with the two previously described zones are essentially rural and very much characterized by the traditional customs and attitudes described above. Capital is not avadable for traditional economy is based on the barter-trade, and has to be injected by the Central or Regional Government. As already shown waste problems are absent or not recognized; an exception is constituted by e.g. timber felling, wood processing or mining. The effort of the Government to raise the drinking water supply in inspired by public health motives only as the local conditions don’t allow for a return o n investment; neither does the facility pay itself off indirectly by improving the local economical activity.
61
~
-
.
80
I
t o t a l u r b a n i r u r a l = 100 %
Lo
m
-E
60 TJ
> ar L
m
3
0 -
40
m
-
U
-
- - 20
m
c 0
C
0 c
m -
20
A u r a l
10
2
a 0
a 0 1950
I
60
70
80
90
Fig. 6. Evolution of water supply capacity in Indonesia [18]. Urban population growth off-sets the important supply increase in absolute terms.
Although the Government may be convinced of the value of a better water supply, the local community very often remains suspicious and must be thoroughly convinced of its benefits. An important culture gap exists between the rural, traditional people and the ”educated” Government officials and engineers; the latter often act in a condescending manner. Misunder standings and by consequence partial failure of the projects are very common. The local community not only has to be trained on how to maintain the system but also on how to use it properly. Faucets at public hydrants are frequently broken down to make the water run freely (often considered a sign of wealth) or to use its components elsewhere. Broken pipes are most often not repaired by the community, which abandons the public taps and resorts to using the water now freely flowing in the gutter . In the Javanese village N. [ 191, situated in a dry region, five large rain water collection tanks were constructed to provide the village with good quality water nearby instead of the water of a distant, muddy river. All technical aspects concerning the maintenance were extensively discussed and rehearsed with a selected group of the inhabitants. After a year the system was still in perfect condition, but the water appeared to be excessively turbid. This was explained by the villagers by claiming that they were so used to the mud flavour in their drinking water that they regularly filed the tanks partially with ordinary soil. In a Central African country a small dam had to be built for river erosion control as well as irrigation and potable water supply. Its finishing was delayed several times due to sabotage acts, probably by people from the surrounding villages. A staff member of the project went to those villages and after careful investigation found out that a sacred bush inhabited by the ancestral spirits was situated in the midst of the area to be flooded by the reservoir. Patient negotiations eventually led the villages sorcerer to ask the spirits permission to move them, in which they agreed. Shortly afterwards they were officially escorted to their new bush, outside the threatened area. The dam’s construction could be finished without further difficulties. Both examples demonstrate that such technological initiatives are considered foreign,
62
not part of the local identity. They are looked upon as cumbersome, magical or as symbols of wealth, rarely as tools to be used and managed. They can only succeed in their aims if they are carefully integrated beforehand into the local cultural tissue with its peculiar convictions, habits and hierarchy. The new facility should be fully incorporated in the already existing daily life. To insure a good functioning each project has to be followed up and the population guided; drop-andgo formulas are ineffective. Obviously such guidance may take many generations before results are visible. The installations are abviously of the simplest but sturdy design aiming at hgh reliability and self-support. Transportation costs in this zone are often prohibitively high, so preferably locally found or produced building material is to be used. Sometimes a separate power supply has to be provided, either in the form of a generator, wind mills, water rams, etc. Very often no treatment at all is provided and the water is pumped from the well, lake or river directly into the distribution system via a central reservoir. In other regions rain water collection tanks form the best solution. If the water is really of too low a quality simple and cheap adaptations can be proposed. A slow sand filter frequently proves to be an effcaceous solution both in terms of the water quality improvement and the social integration of its operational requirements.
4. CONCLUSION
The upgrading of public hygiene and environmental quality in developed countries has become a major concern at present, and runs parallel with increased efforts for a generalized better education. However, awareness of environmental quality requires certain attitudes; similarly, the motivation for improvement presupposes several traditional customs and priorities that allow such change. In most developing countries these attitudes are found to a limited extent only. By consequence, a successful development project should not only include the factual training or the mere explanation on how to run and maintain the facility, but has to aim as well at a gradual shift in some of the community’s attitudes through a prolonged and adapted education. Inevitably its culture and other customs will also be affected; it is mandatory that simultaneously measures are taken to prevent some kind of a loss of identity. The notion development, as it has been used here, is a very relative one. Between the developing countries many individual differences appear; this also holds often to the various ethnic groups in one country. The rate at which development is going on is obviously almost impossible to assess, though impressive progress was and is being made in several countries. Yet it is very difficult to compare for instance Central African and South-East Asian nations. It has to be reminded also that the development of the industrialized countries is an historic process as well which in fact was initiated not too long ago, and has not yet halted its evolution either. Wastewater treatment, contrary to the drinking water supply, is certainly no priority in developing countries. Public sensitivity to uncontrolled discharging is poor and the cost for treatment often prohibitively elevated. In connection with its agreindustries, occurrence of wastewaters with a high organic load is frequent; lagooning and anaerobic digestion seem to be very appropriate. Industrial water treatment and recycling use imported techniques which should also be adapted to the local economical, technical
63
and cultural constraints. However, water treatment is usually confined to drinking water supply which should also be designed and introduced according to existing cultural habits and knowlegde. Each aspect of its operation, maintenance and usage should be compatible with the social-cultural tissue of the locality. Non-technical criteria may become more decisive in design than its mathematical aspects. There is no doubt that progress is made in most parts of the world. However, within each country the evolution doesn’t proceed at the same rate for all areas. It may be feared that the already existing contrast between the urban priority zones and the rural areas will further exacerbate and once overshadow the problems related to the presently existing gap between the North and South hemisphere.
REFERENCES
1 City Monographic Survey, Surabaya Development Planning Board and Airlangga University, 1974 (in Indonesian). 2 Health Services Plan through Public Health Centers, East Java Provincial Health Dept., 1974 (in Indonesian). 3 Committee Report, J. Am. Water Wks.Ass., 1 (1983), 51-56. 4 A. Corbin, Le miasme et la jonquille, Ed. Aubier, Paris, 1982. 5 J. M. Soeroto and I. D. P. Sukarda, Problems of Solid Waste and Environmental Sanitation, Kotamadya Daerah Tingkat I1 Surabaya, Surabaya, 1980, p. 6 (in Indonesian). 6 D. Miller, Forum du Dkvelopment, 6 (1982), 35. 7 Consultants NV De Koninckx, Antwerp. Personal communication (1981). 8 Surabaya Water, Wastewater, Drainage and Solid Wastes, Vol. IV, Program for Handling Solid Wastes, Camp, Dresser & McKee Inc., Surabaya, 1976. 9 E. F. Lowry, J. Am. Water Wks. Ass., 12 (1980), 672-677. 10 McDonald, Sir M. and Partners, Brantas Pollution Study, Directorate General of Water Resources Development, Jakarta, 1976. 11 R. Chopra (Ed.), The State of India’s Environment 1982, Centre for Science and Environment, New Delhi, 1982, p. 23-26. 12 R. M. Hadjiwibowo, The Degree of Fit Between Business and a Given Culture, Regional Seminar on Business and Culture in South and South-East Asia, lakarta, 1976, p. 14. 13 W. Brand, Differential Mortality in the Town of Bandung, in W. F. Wertheim et al. (Ed.), The Indonesian Town, W. Van Hoeve Ltd., The Hague, 1958, p. 264-273. 14 Surabaya Water, Wastewater, Drainage and Solid Waste, Vol. 11, Water Supply Master Plan, Camp. Dresser & McKee Inc., Surabaya, 1976, Ch. 2-4. 15 Small Community Water Supplies, International Reference Centre for Community Water Supply and Sanitation, The Hague, 1981. 16 H. T. Mann and D. Williamson, Water Treatment and Sanitation-Simple Methods for Rural Areas, 2nd rev. ed., Intermediate Technology Publications, London, 1979. 17 J. N. Kardile, Aqua, 1 (1981), 226-229. 18 Perpamsi, Aqua, 6 (1981), 26-29. 19 A. Weka, JurnalTeknik Penyehatan (Journal of Sanitary Engineering), 1 (19+32), 20-23. 20 Buletin IATP. Jawa Timur (Bulletin of the Indonesian Sanitary Engineering Ass., East Java Chapter), 1 (1982), 42.
This Page Intentionally Left Blank
65
CHEMICAL POLLUTION IN KOREA AN EXPERIENCE OF THE DEVELOPING COUNTRIES
CHAESHIK, RHO
Site & Environment Department, Nuclear Safety Center Korea Advanced Energy Research Institute, Soeul,Republic of Korea
ABSTRACT This report summarizes the results of environmental surveys cmried out in connection with chemical pollution in Korea since the latter half of the 1960s. There is substantial air pollution in the larger industrial cities. However, less readily observed but potentially more serious is the deteriorating quality of surface water and soil, and potential hazards to inshore waters. Although pollution in Korea’s main rivers has not yet caused major problems, the definite trend of worsening water quality could lead to this and have a great social and political impact. To ensure lasting improvements in environmental quality as well as maintaining economic growth and well-being, Korean environmental scientists have played a vital role in recommending and imple menting a national environmental programms. It is hoped that the Korean experience of preserving our environment will be widely acknowledged and used as a reference for studying environmental problems, particularly in the developing countries.
1. INTRODUCTION
Korea, as a nation, has been committed to massive industrialization since 1962, and has mobilized its full capacity of both human and national resources for rapid economic growth. Economic development, which achieved a miraculous expansion and modernization through four Five-year Economic Development Plans, has already contributed significantly to the nation-wide environmental deterioration. As a matter of fact, environmental pollution is a function of population and economic growth. Korea, with its high population density is no exception. After the independence in 1945 there were about 25 million people inhabiting the Korean peninsula. The population in the southern half of the country was estimated as 20 million in 1949, and increased to 38 million by 1981 with a mean annual growth rate of 1.6 percent. On the other hand, the gross national product (GNP) rose from 1,220 billion in 1962 to 44,770 billion (equivalent to about $ 62 billion), and the per capita national income
66 increased from about $A0 in 1960 to more than $ 1,636 in 1981, 37 and twenty fold increases over the early 1960s values, respectively. This amounts to an almost 10 percent annual growth rate of the GNF' since the beginning of the Economic Development Plans. This extraordinary economic. growth, despite insufficient development capital and technology as well as an almost complete dependence on imported industries, shows that Korea is a dynamic nation with the potential to become a self-sufficient industrialized country. However, as economic growth accelerates and industries concentrate in large cities, many poor rural dwellers move to the larger cities out of economic necessity. This rapid influx of population naturally increases the demand for water, energy, transportation, and the volume of solid waste. This generates various environmental problems; air pollution related to energy and motor vehicles, and water pollution to sewage and industrial waste. For example, Seoul, the nations capital, the center of political and economic decisionmaking and education, has attracted people from almost every part of Korea. Currently, Seoul contains approximately 20 percent of the Korean population with an average population density of slightly over 13,000 per km2 in its 627 square kilometer area. Seouls population, rose from slightly over 3 million in 1962 to 8.9 million in 1982. In fact, the city has been almost doubling in size every ten years since 1945, and this rapid population growth (with an average annual growth rate of 2.74 percent) has not slowed significantly. Likewise, the number of motor vehicles in Seoul increased from 38,000 in 1969 to 300,000 in 1982, about eight fold increase over the 1969 value. Approximately 28.5 percent of the Gross National Product (45 percent in 1969) and 55.8 percent (20.1 percent in 1976) of total export business was generated in metropolitan Seoul and its surrounding areas in 1982. Nevertheless, Seoul with its rapid growth rate is facing enormous problems, such as public health, transportation, housing, and above all many environmental problems. In addition to environmental deterioration due to urban growth, the impact of industrial development on the Korean living environment has also accelerated at an alarming rate. According to survey made in 1982, Korean industry discharges 2,293,000 m3 of industrial waste water per day and 3,255,000 m 3 of total fuel combustion pollutants per day. Consequently, air pollution (NO,, SO,, and heavy metals) and water pollution are very high in comparison with rural and residential areas away from the industrial bases and urban areas. Frequently, reports are heard which allege that massive fish kills taking place in coastal waters and estuaries are caused by industrial effluents which contain acids, alkali, and other toxic organic and inorganic constituents.
In Korea, major rivers and streams have been rapidly polluted for the last fifteen years, and an adequate, high-quality water supply has been a focus of the national developme nt plan. The increasing trend of heavy metal concentrations in rivers and coastal waters and in the air over industrial areas is also alarming. In this paper, the author will place an emphasis on chemical pollution with special reference to heavy metal pollution in Korea.
67 Tab. 1. Monthly Average Concentrations of Chemical Constituents in the Nakdong River Year Constituent Mercury Arsenic Copper zinc Cadmium Lead ABS
c1-
PO, -P NH, -N NO, -N NO3 -N BOD COD
1978
1979
-
ND
ND < 0.03 0.007-0.011 0.018 -0.029 ND < 0.001 ND < 0.010 0.1 -0.7 13.4-18.2 0.05 2 -0.092 0.46-1.87 0.013-0.017 0.3-1.0 2.3-3.7 7.0-12.1
< 0.1
-
0.005 -0.01 5 0.015-0.028 ND < 0.001 ND < 0.016 0.3-0.9 7.5 -18.1 0.095-0.164 0.77-3.54 0.012-0.027 0.4-0.7 1.9-5.4 6.4-1 1.8
1980 ND < 0.1 0.006-0.009 0.013-0.030 ND < 0.001 ND < 0.001 0.1-0.4 8.5 - 14.6 0.08-0.014 0.84-3.31 0.010-0.036 0.4-0.7 1.1-4.4 5.7- 14.5
Unit: mg per liter, except for p g per liter for mercury
2. CHEMICAL POLLUTION IN KOREA
In Korea, the magnitude of environmental pollution has warranted serious national attention since the latter half of the 1960s. Perhaps, a report entitled ”A Study on Public Nuisance” was the first comprehensive report which dealt’ with not only pollution inventories by sources, but also with levels of water pollution in the Han River as well as with the exhaust gases and noise problems from various types of automobiles [l]. A report entitled ”A Study on the Water Pollution of the Han River in Seoul City”, was also published by Kwon et al. [2] in which the results of an annalysis of the physical parameters (turbidity, temperature, etc.), chemical pollutants (pH, alkalinity, chloride), Biochemical Oxygen Demand and other measures of sewage wastewater were reported based on Standard Methods for the Examination of Water, Sewage and Industrial Waste, APHA, AWWA, AFIWA of 1955. Since Lee [3-41 published his two papers pertaining to water quality of the Han River in 1969 and 1970, respectively, quite a few papers of similar nature have been published. ”A Study on the Pollution of Seoul Han River” [5] and ”Studies on Stream Pollution by Industrial Waste Water” [6], are examples. From 1978 to 1980, a comprehensive Water Quality Survey at the Nakdong River Basin was carried out by the authors laboratory of the Korea Atomic Energy Research Institute. It was undertaken to provide basic information for the preservation of water quality in the Nakdong River from which more than one third of the national water demand is taken. The resultshave been published annually as a series of research reports [7-91 of the Korea Atomic Energy Research Institute and was also published as an integrated summary report [lo]. According to the survey, the upstream water quality is quite good and clean, while an eutrophication was evident in the water downstream due to the stagnant flow of the river itself (Table 1).
68
10
8 6
5 4 3 2
J
s'
iodang
-
loc
2
6
Ok
Z a
.-6
5
+ 0, 2
4 3
a,
u
r
0
2
0
cn
:I0a 6
5 4
3 2
I o-#
Gueui
Lr '3 75
73 75 Year
Fig. 1. Increasing Trend of ABS Concentration in the Han River and its Tributary Streams
Since 1973, the level of Akyl Benzene Sulfonate (ABS) in the Han River has been monitored by several institutes [ 111. The deterioration of mainstream water quality due to ABS appears to become heavier as the river passes through the city, as is clearly shown by the summary of annual mean values in Fig. 1. This figure also revealed that the main drainage network is incomplete, which results in many of the tributary streams within the City of Seoul being heavily polluted. There was an enormous increase in the annual production rate of ABS from 402 tons per annum in 1966 to 31,892 tons per annum 1975, approximately an eighty fold increase. These figures have effectively been utilized in a series of campaigns against its use, and in August 1980 the Government put a ban on the production and use of ABS. Lee et al. have undertaken a series of studies on the biological conversion and removal of environmental pollutants. They surveyed the residue levels of organochlorine in-
69 Tab. 2. Heavy Metal Contents in Food Stuffs in Korea (ppm) Heavy Metal Sample
Year
AS^
1968
10.20
Rice
1970
0.20-0.34
1971
1973
t 0.09 (0.17) 0.1 3-0.20 (0.25) 0.15 -0.40
1968
t 0.02
1972
Chinese Cabbage
1970 1972 1973 1974
0.12-0.40 (0.05) t 0.12 (0.01) t 0.06 (0.01) t 0.03
Hgb (0.23) 0.14-0.36 (0.14) 0.05 -0.27 (0.05) 0.02-0.08 (0.02) t 0.05 (0.04) 0.02-0.07 (0.01) 0.01-0.02 (0.04) t 0.03 (0.01) t 0.06 (0.03) t 0.07
cu
Pb
Cd
-
-
ND
(1.25) 1.0-1.6 (1.72) 0.89-3.09 (1.45) 0.12- 3.5 0 (0.83) 0.65-1.05
(0.29) 0.18-0.40
ND
-
ND
-
(0.52) 0.3 1-0.60 (0.57) 0.33-0.86 (0.35) t 0.76 (0.05) 0.02-0.14
(0.22) 0.10-0.54 (0.21) 0.09-0.45 (0.41) 0.06-0.91 (0.02) t 0.03 (0.07) t 0.29 (0.12) t 0.20
ND ND -
ND ND ND (0 t 0.01
a the highest natural concentration: 0.24 ppm t 13. For simplicity, we decided to use 10 ml additions of 10 M hydroxide. By fixing all the volumes used in measurement, it is possible to provide for direct readout on a digital meter or a calibration curve. -1(
I
I
I
I
E
REPRODUCIBILITY: 5 RUNS OF 10-3 M SAMPLE -15.8 f 0.3 m\’
1(
SLOPE = 57 mV
Fig. 1. Standard ammonia electrode calibration in 1.0 M KOH.
Calibration curves (Fig, 2) were generated, within the above constraints, using both ammonia and nitrate standards. The reproducibility values indicated were obtained using nitrate standards, and are about the same for ammonia standards. They include contributions from temperature, volume error, ammonia loss, etc., so are representative of what a user could expect to achieve. The range for nitrate is adequate for wastewater analysis but would need improvement for low level measurement as in the case of most drinking water samples. Reducing the level of P. N. TiC13 (Fig. 3) does not, of itself, solve the problem. More work is being done to tailor a low level method and results will be reported at a later date. The ‘method’, at this point, seemed simple, reasonabIy fast, and adaptable to direct readout, so we began testing on environmental samples.
146
1
f
1
I
-50 E
(mV) 2
1.8mV
-
0-
0.83M KOH - 1.67% TiCI,
+ 50 .o1
I .1
w-r
NH, STANDARDS
0-0
NO,
I 10
I
1
STANDARDS
I
100
-
lo00
(N]. mglL
Fig. 2. Comparison of NO; and NH, as calibration standards.
1 /" 1
1.0M KOH 1.8% TiCI,
/"
7"
*/-*
1.0M KOH
0.2% TiCI,
I .01
I
.l
I 1 (NO,--N]. mglL
I
10
J 1
Fig. 3. Effect of TiCl, concentration on nitrate determination.
4. SAMPLE CHARACTERIZATION
Samples were collected from a variety of natural and processed waters as described briefly in Table 1. These were intended, primarily, to provide matrices with which to compare methods of analysis, both directly and by spike recovery (recovery of known
147 Tab. 1. Description of Samples ~
~~
~~
Approximate Concentration WlL Sample
Source
C. R.
Tidal River Sampled Upstream Fresh Water Pond Qcean Sampled At Shore Municipal Water SUPPlY Waste Treatment Clarifier Effluent Waste Treatment Clarifier Effluent
J. P. W. B. T. W.
F. E. D. M.
NO;
NH,
Cl-
200 gmF3 doses, above which TOC and COD, removal efficiencies are no longer dependent of their initial concentration in the water. As can be seen from the plots of Fig. 2, TOC and COD, removal tends asymplotically to certain values which are referred to as non-removable concentrations (Cn). The values of Cn, calculated from the equations of the relation Ce = f(D) for an assumed coagulant dose of 1000 gm-3, are C;foc = 5.6 gm-3 and CEOD, = 4.0 gm-3 as 02, this accounts for some 40 percent of the initial TOC and COD, concentrations. Analyzing TOC and COD, concentrations removed per unit mass of dolomite as a function of equilibrium concentrations (C,) permitted respective curves to be plotted. The shape of the curves is similar to that of the BET multilayer adsorption isotherms. In these considerations the effect of Mg(OH)z precipitated from water at pH > 11 on TOC
210
and COD, removal efficiencies is insignificant as compared to the amounts af Mg(OH)* entering the water together with the dolomite dose. Based on the assumption that the solution contains certain amounts of C,, and that the process of TOC and COD, removals satisfies the model of multilayer adsorption, a
generalized equation of the BET isotherm was derived. The final formula with the introduction of Cn has fhe form:
where:
X
of grams of solute adsorbed per gram of dolomite at adsorbate concentration C,) Xm - number of grams of solute adsorbed in forming a complete monolayer on the adsorbent surface K - constant expressing the energy of interaction with the surface C o - initial adsorbate concentration Ce - equilibrium adsorbate concentration Cn - non-removable adsorbate concentration. - adsorption capacity (number
Figure 3 gives the isotherms of adsorption for TOC and COD, along with respective equations. The calculated correlation coefficients are 0.997 and 0.916 for TOC and COD,, respectively. Having these in mind, it may be concluded that the removal of organics by coagulation-adsorption with dolomite obeys the model of multilayer adsorption and can be described by adsorption isotherms.
n nn
equilibriun concentration
lo .g$
Fig. 3. Adsorption isotherms for TOC and COD,. Co values as in Fig. 2.
11
a
21 1 4. CONCLUSIONS
The experimental results show that dolomite prepared in an appropriate manner is an effective coagulant which may be successfully employed in the treatment of surface waters. In this method, the process of water softening has been combined with the coagulation-adsorption process. The optimum dose of coagulant depends on the alkalinity level in raw water, but only if turbidity and coloured matter content are moderately hgh. Optimum dolomite doses range from 100 to 400 gm-3, depending on initial alkalinity. With these doses, hgh degrees of decolorization and clarification are achieved; TOC and COD, removal efficiencies may be almost complete. In dolomite coagulation optimum pH varied from 10.2 to 10.8 and was lower than that recommended for lime coagulation with precipitation of magnesium. Dolomite coagulation conducted at optimum pH has the inherent advantage that the quantities of COz required for recarbonation are considerably lower than those needed in hgh-lime coagulation, and magnesium present in the water will not be precipitated. The main mechanism governing TOC and COD, removals is adsorption both on CaC03, which has been precipitated in the course of the process, and on Mg(OH)2, which enters the water together with the dolomite dose. The non-removable fractions persisting in the water after completion of the dolomite coagulation-adsorption process were up to 40 percent of the initial TOC and COD, values. TOC and COD, removal efficiencies can be plotted as isotherms of adsorption, and may be described by a generalized equation of BET isotherm. The overall efficiency of adsorption on CaC03 and Mg(OH), was found to be considerably lower than that on typical activated carbons. Coagulation-adsorption involving dolomite as coagulant can be successfully applied to the treatment of surface waters irrespective of their hardness and initial magnesium concentration. Current studies of dolomite coagulation-adsorption deal with the application of sludge blanket clarifiers, the modification of the Mg(OH)2 structure, and the management of precipitation sludges.
REFERENCES
1 2 3 4 5 6
M.E. Flentje, J. Am. Wat.Wks. Ass., 17,1927,253-260. A. P. Black and C. G. Thompson, Grant Project 12120 ESW, EPA, 1971. C. G. Thompson, J. E. Singley and A. P. Black, J. Am. Wat. Wks. Ass., 64, 1972, 11 -20. C. G. Thompson, J. E. Singley and A. P. Black, J. Am. Wat. Wks. Ass., 64, 1972, 93-100. J. Leentvaar and M. Rebhun, Water Res., 16,1982,655-662. B. Dziegielewski, A. M. Dziubek and A. L. Kowal, in L. Pawlowski (Ed.), Physicochemical Methods for Water and Wastewater Treatment, Pergamon Press, Oxford and New York, 1980, pp. 283-289. 7 A. M. Dziubek and A. L. Kowal, in P. S. Hansen (Ed.), Proc. Int. C o d . Coal Fired Power Plants and the Aquatic Environment, Copenhagen, 1982, pp. 330-338. 8 A. M. Dziubek and A. L. Kowal, Government Project PR 7 - 03.04.02.02.120., Inst. of Env. Prot. Engng., Wroclaw Technical University, 1980 (in Polish).
This Page Intentionally Left Blank
213
PRIMARY FLOCCULATION OF WASTEWATER WITH Alz(S04)S AND NaAlOz SALTS RECUPERATED FROM SPENT ALUMINIUM ANODISING BATHS
D. A. WILMS and A. A. VAN HAUTE Institute of Industrial Chemistly, Katholieke Universiteit Leuven de O o y h 2, B-3030 Heverlee, Belgium
ABSTRACT The coagulation effect of aluminium (10g/m3 A13+as 50 mol% Al,(SO,), and 40 mol% NaA10,) for treatment of sewage has been examined during two months at a wastewater treatment plant for 350,000 p.e. in Antwerp. Half of the wastewater was treated in the classical way (presettling and activated sludge), whereas to the other half of the incoming stream primary flocculation was applied. After primary treatment, the average removal efficiencies for BOD, COD, suspended solids and phosphates were 13, 5, 26 and O%, compared to 40,36,60and 72% when A13+was added. The biological effluent also was significantly better than in case no flocculation was applied. A total production of 140 g of sludge per ms of wastewater handled was found in the conventional process, and of 170 g when 10 g A13+/m3 was added. Provided sewage treatment plants have spare capacity for handling the excess sludge, application of aluminium salts from the anodising industry is especially interesting for these plants that are temporally or constantly overloaded.
1. INTRODUCTION
In 1978 S. Wajc developed a process for treating the concentrated spent baths of the aluminium anodising industry in order to recuperate technical pure aluminium sulphate and sodium aluminate, both as concentrated solutions. The scope of our study is to investigate the benefits of applying these aluminium salts as flocculants in the physicochemical pretreatment of wastewaters. The feasability and the optimal conditions (dosis, pH of flocculation, composition of the mixture of aluminium salts) for primary flocculation of domestic wastewater have been studied as a first stage in a number of jar tests and in a series of continuous runs on a pilot plant scale [l]. From these experimental results and from economical considerations [2] it was concluded that the optimal A13' dosis was about 10 g/m3, and that if an appropriate mixture of acid aluminium sulphate and alkaline sodium aluminate was used, there was no need to correct pH, which is advantageous in practice. To test these optimum conditions on a full scale, a sewage treatment plant has been searched that can easily be adapted in such a way that the whole treatment is splitted up in two equal parallel parts: one half of the installations would work in the classical
214 way, whereas in the other half the normal pre-sedimentation stage would incorporate a flocculation step. In cooperation with the engineering office De Koninckx, N.V., of Antwerp, which also designed the necessary adaptations, the sewage treatment station "Schijnpoort" in Antwerp was chosen. This treatment plant has a design capacity of 350,000 p.e., the actual BOD-load is 365,000 p.e., whereas the hydraulic load has increased in time to 600,000 p.e. or 90,000 m3/day. The conventional system consists of a presetthg, biological treatment with activated sludge and aeration by mammouth rotors. The waste activated sludge is added to the incoming sewage so that it is withdrawn together with the primary solids. The mixed waste sludge is thickened, digested anaerobically, press-filtered and incinerated. During the runs, that lasted almost two months, the concentrated solutions of recuperated aluminium sulphate and sodium aluminate were pumped from two 25 m3 containers by two metering pumps to the inlet channel before the primary settling tanks of one half of the plant. As the pumping rate was made proportional to the incoming flow, a constant dosis of 10 g A13'/m3 wastewater has been applied during the whole experimental period, and a constant composition of 60 mol% A12(S04), and 40 mol% NaA10, has been installed. The impact of dosing A13' salts on the treatment efficiency could be evaluated by comparing the quality of the primary and secondary effluent in both parts of the plant. Therefore 24 h mixed samples have been taken daily on 5 points: one sample of the incoming sewage (common for the two parts of the plant) and separately for both parts a sample of the effluent after primary and one after biological treatment.
2. RESULTS
2.1. Water Treatment
Table 1 shows the averages of the experimental results of the jar tests, the pilot plant runs as well as the runs on fill scale. One can see that there is a great similarity between the results from the three kinds of experiments, which is very important since from it one may conclude that the optimalisation of the parameters can be done perfectly well on laboratory scale, which is a much more convenient way. In a large number of jar tests the specific influence of the composition of the flocculant (pure aluminium sulphate, pure sodium aluminate or mixtures of both salts), of the flocculant dosis and of the pH of flocculation, have been investigated. As can be seen from Fig. 1, the effluent quality of a wastewater flocculated with an equimolar mixture of aluminium sulphate and sodium aluminate, improves on increasing the flocculant dosis. Generally speaking, the greatest effect is obtained by applying the smallest dosis. For COD-removal there is no much gain in increasing the dosis above 20 g/m3 A13+, whereas the removal of suspended solids and of phosphates decrease further by increasing the Aldosis. The amount of sludge produced increases steeply with the Aldosis too. The influence of Aldose and flocculation-pH on COD remoyal has been studied on a number of wastewater samples. Both AI,(SO,), and NaAlO, salts have been studied
215 Tab. 1 . Effect of A13+(10 g/m3 as 60 mol% Al,(SO,), and 40 mol%NaAlO,) on removal of BOD, COD, TSS and Phosphorus from sewage effluent: comparison of data BOD
COD
TSS
Po:-
In Out Removal In Out Removal In Out Removal In Out Removal (mg/l) % (mg P/1) (mg/l) % (mg/l) % ~~
JarTests
without withA13+ Pilot Plant without withA13+ Schijnpoort without withAP+
243 243 249 249 299 299
226 137 329 148 260 180
7 44
80 80
0
66
41 13 40
125 68 46 149 141 5 149 95 36
66 115 115
76 27 107 27 85 46
5 66 0
59 26 60
41 37 37 8.3 8.3
12 29 16 11 2.3
72 23 58 0
72
and the results are shown in Eig. 2. Here CODf stands for the COD-value of the filtered wastewater: a COD/CODf ratio < 1 means that the effluent after flocculation has a lower COD than can be obtained by filtration. From this one can see that the influence of pH is most pronounced at low dosis of flocculant, and that for a given flocculation-pH and a given dosis the COD-removal with aluminium sulphate is generally 10 to 20% better than with sodium aluminate. The influence of Aldose and flocculation-pH on removal of suspended solids is shown in Fig. 3. Here also the lowest TSS-values after flocculation are obtained with the highest Al-dosis and at the lower pH-values. NaAlO, seems to perform better than Al,(SO,),, except at pH 9. Although pure aluminium sulphate gives better results than sodium aluminate, the application of a mixture of both aluminium salts is considered since both aluminium compounds are wasted in the aluminium anodising industry, and since the application of aluminium sulphate alone may necessitate a pH-correction. Based on the pilot plant results a mixture of 60 mol% aluminium sulphate and 40 mol% sodium aluminate and a dosis of 10 g A13+/m3have chosen for plant operation. As shown in Table 1: The COD removal efficiency by sedimentation alone was on average 13% whereas by primary flocculation the COD removal efficiency varied between 23 and 61% with an average of 40%. A similar result was observed for the BOD removal: the efficiency varies between 23 and 69% with an average of 36%, to compare with 5% removal by sedimentation alone. The average removal of suspended solids by sedimentation was 26%, whereas by flocculation this varies between 39 and 89%, with 60%as an average. By sedimentation there was no removal of orthophosphates observed; with the addition of 10 g/m3 A13' 57 to 97% of the phosphates are precipitated, with an average or 72%. 2.2. Sludge Production
As the flocculation of raw wastewater with A13'-salts results in an important increase in the removal of COD, suspended solids and orthophosphates, it is evident that the amount of sludge produced will increase too.
216
01
I
I
I
5
10
1
15 20
I
I
30
40
1
80 g/m3 AI
'+
Fig. la. Reduction of COD as a function of the A13+dosis
I
I
5
10
l
l
15 2 0
I
30
1 40
Fig. lb. Reduction of TSS as a function of the A13+dosis
i
0
9,m3 A I ~ *
217
30-
25
-
20-
15
-
5-
Fig. lc. Reduction of ortho-phosphates as a function of the A13+dosis Sludgo .mount
, g/m3
ao-
300-
200-
OL
I
I
5
10
I
1
15 20
1
I
30
40
Fig. Id. Sludge production as a function of the A13+dosis
1 bo g ~ m AP 3
218
Fig. 2a. Ratio of COD after flocculation to COD after filtration as a function of flocculation pH and dosis NaAlO,
-
Fig. 2b. Ratio of COD after flocculation to COD after filtration as a function of flocculation pH and dosis Al,(SO,),
-
219
Fig. 3a. Suspended solids after flocculation as a function of pH and dosis Al,(SO,),
Fig. 3b. Suspended solids after flocculation as a function of pH and dosis NaAlO,
First, there is the production of an extra amount of "chemicd sludge" in the form of aluminium phosphate and aluminium hydroxide. Then an extra amount of primary sludge is formed, that is the difference between the suspended solids load of the incoming sewage and of the effluent from the primary settling tanks. On the other hand, due to the increased removal of organic material by flocculation, there is a reduced production of excess activated sludge. Plant scale experiments confirmed that there is an excess production of sludge; by
220 addition of 10 g/m3 A13’ the amount of sludge produced is 20% higher than produced by the conventional treatment. The amount of sludge per m3 of the wastewater is: conventional primary W m 3) excess activated sludge (g/m3) chemical sludge (dm’) Total
Wm’)
30 110 -
flocculation with 10 g/m3 Al’+
70 60 40
-
-
140
170
3. CONCLUSIONS
Primary flocculation of wastewater with 10 g/m3 A13+,as a mixture of 60 mol% aluminium sulphate and 40 mol% sodium aluminate results in: - 30%more removal of BOD in the first stage - at least 35%more removal of COD in the primary settling - a removal of 70% or more of the orthophosphates. In the conventional primary treatment the phosphate removal is practically zero. The production of a better primary effluent makes it possible to decrease the volume of the aeration tank by at least 30%. The energy consumption also decreases of approx. 30%. This means for a sewage treatment plant of 100,000p.e. an energy saving of 500,000 kwh per year, which is, by all means, not negligible. Primary flocculation may also be advantageously applied in cases where a treatment plant is systematically overloaded: the provision of a primary flocculation, which does not mean an important investment, can give the plant a relief so that an effluent can be produced that again meets the required standards. In both cases one must be able to handle the extra amount of sludge. For the dose of 10 g/m3 A13+ this represents approximately 20% more sludge, compared with the conventional treatment.
REFERENCES
G. Alaerts, D. Wilms, A. Van Haute, Alkaline and acid A13++it3 in the flocculation of water and wastewater, In: Physico-chemical methods for water and wastewater treatment, L. Pawlowski Ed., Elsevier Scient. Publ. Co., 1982, p. 43-53. G. Alaerts, E. Missine, D. Wilms,A. Van Haute, Economical comparison of BOD-removal from wastewater by physico-chemical flocculation, biological and combined treatment, In: Physicochemical methods for water and wastewater treatment, L. Pawlowski Ed., Elsevier Scient. Publ. CO., 1982, p. 31-41.
22 1
FLOC STRENGTH MEASUREMENTS GIVING EXPERIMENTAL SUPPORT FOR A FOUR LEVEL HYDROXYDE FLOC STRUCTURE
R. J. FRANCOIS and A. A. VAN HAUTE
Katholieke Universiteit Leuven, Institute of Industrial Chemistry de Croylaun 2, B-3030 Heverlee, Belgium
ABSTRACT A literature survey about floc structure research is given. In this investigation, hydrolysing metal salts were used during the coagulation-flocculation of very diluted kaolinite suspensions. The different experiments are briefly described and explained. The influence of the kinetic process parameters o n the floc strength is used to prove the validity of a four level organisation of hydroxyde floc aggregates. The different levels of organisation are: primary particles, flocculi, flocs and floc aggregates. The bonds between the particles are elastic. The influence of the kinetic process parameters on the floc structure is deduced as well.
1. INTRODUCTION
Only a limited number of investigations treat the problematic nature of floc structure. A plurality of those investigators are active in the domaine of rheology. A short review of the different investigations will be given below and summarized in Table 1. By computer simulation Vold [ 11 obtained a rigid floc structure on three levels. Flocs were formed by successive random addition of individual spherical particles. No internal rearrangements occurred. The particles not included in the core formed projecting tentacles which gave the total floc a rough surface and a mean extent about five particle diameters larger than the core diameter. Those tentacles could entangle to form weak aggregates. Vold controlled the obtained shape with the shape of flocculated unstable silica colloids in organic solvents. Sutherland [2] demonstrated that in Volds model the random addition of the primary particles was not truly random. After a correction of the errors, Volds model was found unable to fit the experimental findings. The predicted floc density didn’t increase for flocs larger than 500 units. Using Smoluchowski’s rate equation for perikinetic flocculation, Sutherland [3] treated flocculation as a series of random collisions between primary particles and particle clusters. This mechanism leads to an open network since the bonds are considered as rigid. The previous “Single Smoluchowski Model” was modified by Sutherland [4]. He modified the random rotation of the clusters and chose the col-
222 Tab. 1 . Survey of different investigations on floc structure. (a: volume fraction) Authors
Type of suspension
Type of used data
M. J. Vold [ I ]
Silica sols in organic solvents 0.00475 Carbon Black suspension Kaolinite suspension @kaolinite = 0.005 @floes = 0.0395-0.0515 @aggregates = 0.325 -0.175 Iron hydroxide flocs with kaolinite
Computer simulation
Aluminium hydroxyde flocs with kaolinite
Floc density measurements
Different suspensions in water and organics
Energy dissipation
@ =
D. N. Sutherland [3,4] A. S. Michaels, J. C. Bolger [6, 71
A. L. Lagvankar, R. S. Gemmel[8] N. Tambo, Y. Watanabe [9, 101 B. A. Firth, R. J. Hunter [ l l ] T. G . van de Ven R. J. Hunter [I21 R. J. Francois, A. A. Van Haute (this work)
Computer simulation Sedimentation experiments Plastic flow behaviour
Floc density measurements
0 = 0.022-0.15
Aluminium hydroxyde flocs with kaolinite @kaolinite = 0.0000283 @aggregates < 0.005
Floc strength measurements
lision sequence in a slightly different manner. Instead of using the same collision rate for all the particles, he altered it for each pair of aggregates. The different cluster models all were in qualitative agreement with experiments on carbon black suspensions [5]. Michaels and Bolger [ 6 , 71 used a multilayer floc model for fitting experimental data of sedimentation and plastic flow of concentrated kaolinite suspensions. The observed phenomena were explained satisfactorily. More direct experimental indications for a multi-level floc structure are found in the floc density - floc diameter relationships as measured by Lagvankar and Gemmel[8] for iron hydroxyde flocs and by Tambo and Watanabe [9, 101 for aluminium hydroxyde flocs. The first group found a discontinuity for a floc diameter of about 1.1 to 1.3 mm. For a floc smaller than that diameter, the Vold model gave a good prediction. The other group found a discontinuity with transition diameters between 4 and 100 pm, depending on the ratio of aluminium added to the quantity of solids in suspension. Similarly to Michaels and Bolger [7], Firth and Hunter [ 111 used a Bingham model to describe the flow of an electrically charged colloidal sol. The flow can be represented by three parameters (Figure 1): the point at which the flow curve becomes linear ( G o ) , the Bingham yield value (TB) and the slope of the linear curve, the Bingham viscosity ( 7 7 ~ ) . They compared the single particle model, the hard floc model and the elastic floc model with experimental results. Only an elastic floc could give a satisfactory flow pattern. So, the unit of flow can’t be a single sphere or a hard non-deformable floc. A detailed calculation of the energy dissipation in a flowing sol exhibiting plastic behaviour shdwed again the validity of the previous statement. Van de Ven and Hunter [12] perfected the previous calculations. They also defined an elaborated four level floc structure. A floc aggregate is composed of flocs. These closed packed flocs consist of a number of flocculi which are formed at the highest rate of shear to which the system was ever subjected. The bonds between the different parts are elastic.
223
=0
G
Fig. 1. Schematic plot of shear stress T versus shear rate G for coagulated sols.
2. PRESENT WORK 2.1. Experimental Set-up and Methods
A coagulation-flocculationprocess consists of three steps: a coagulation of the suspended solids, a flocculation of the destabilized particles and an elimination of the formed floc aggregates. Besides the raw water properties, the process is strongly influenced by the kinetic process parameters: duration of the rapid mixing and slow mixing phase and the energy input during the different phases. In the experiments discussed below, the slow mixing phase is always long enough to form full-grown flocs. Two groups of experiments are developed. The first group consists of sedimentation experiments. For a given set of flocculation conditions one obtains a floc mixture with an average floc diameter. In relation to the dosage there is a variation of the floc dimensions as shown in Figure 2. A change of one of the variables has an impact not only on dosage 1 and diameters 1 and 2, but also on floc build-up time and sludge production. An extended review of the obtained results and a detailed description of the experiment can be found in reference 13. For the second group of experiments one has used the same flocculator as in the previous experiments. So, the experimental conditions are exactly the same in both investigations. For these experiments dosage 2 is used (dosage 2 = 0.80 * dosage 1). The floc diameters and their distribution were measured each 15 seconds with a Malvern Particle Sizer type 2200. In this group, three types of experiments were executed, For a given set of process parameters, the floc growth was measured. An example is presented in Figure 13. From such an experiment one obtains information about floc build-up time, coagulation kinetics and floc growth [ 141. The coagulation and orthokinetic flocculation have first order kinetics [ 15, 161:
dN = -(Yo dt
4 * (du/dz)
n
-
N
A graphical example is shown in Figure 11.
224
A diuter 1
3-----------w
! i 1 diut.r2
-----
I
I
I i
I I
I
&*age
1
2
dosage 1
D
dosage ( A l l
Fig. 2. Schematic graph of the influence of the dosage on floc diameter.
Knowing the build-up time for a given set of process parameters, one can start investigating the floc strength. Full-grown flocs are broken by a known shear stress, expressed by the velocity gradient (G). After rupture the fragments are allowed to regrow. A series of such experiments provides information about the floc strength. Examples are shown in Figure 3 and 15. The last type of experiments will be referred to as the stripping experiments. The fullgrown flocs are subjected to a discontinuous increase of the velocity gradient. The fractured parts are measured. All the dimensions of the flocs, used in this text, are volume based medium values. There is no need to search for the maximum diameter since in a flocculated suspension one has a floc population. The properties of the suspension are rather due to the statistical properties of the whole population than to that of the largest floc [17]. Nevertheless, whether one uses the maximum floc diameter or one uses the volume medium average floc diameter, one obtains the same trends for the floc strength relation between floc dimension and velocity gradient in the suspension (d = a G-b). This was photographically observed by Leentvaar [ 181. It's beyond the scope of this paper to produce a survey of floc strength results obtained. Only those relevant to support the model for the floc structure will be given.
-
Tab. 2. Standard conditions of the different process parameters during the experiments Standard conditions Raw water conditions: - a 75 mg/l suspension of kaolinite in distilled water -temperature: 25°C - pH: 7.0 Kinetic conditions : - time of rapid mixing: 60 seconds - velocity gradient (Grapid) during rapid mixing: 389 s-' - velocity gradient (Gslow) during slow mixing: 34 s-'
225
The experiments which will be discussed in the following section were all executed under the “standard conditions”, as given in Table 2.
3. RESULTS AND DISCUSSIONS
The discontinuity in the slope of the diameters after rupture and diameters after regrow vs G value during the rupture (Fig. 3) is strong evidence for a non-homogeneous floc structure. So, apart from the primary particles, a floc must be organized in at least two other levels. In stripping experiments it is observed that for G values smaller than that of the bending point (k220 s-l) only large floc fragments are formed (> 80 pm). At larger G values also small fragments are observed. When one measures in detail the small fragments during a stripping experiment, then one observes that primary particles and some very small fragments are formed only at G r u p w values hgher than the Grapg value of the floc formation. This is a good indica-
+ dimebars
after
regrow
100..
T +diameters a f t e r
rupture
30 10 60 80 100
200
400 600 800 1000 2000
Fig. 3. Diameters after rupture and regrow vs Grupture
Tab. 3. Fragments measured after a Grupture of 221 s-’ . The Grapid value during the floc growth was 1018 s-’ Upper and lower diameter for the different detection rings (pm)
Fragments measured after a Grupture = 221 s-’
5.8 7.2 9.1 11.4 14.5 18.5 23.7 30.3 39.0 50.2
constant quantity of non-coagulated primary particles empty empty empty empty 0.183 vol% fraction I empty 2.138 vol% fraction I1 1.231 vol% fraction 111 3.147 vol% fraction IV
1.2 5.8 7.2 9.1 11.4 14.5 18.5 23.7 30.3 39.0
226
d ~ M t i 0 I l
I
0
10
20
30
40
._
50
60
urn
Fig. 4. Schematic survey of the methodology.
tion for the existence of flocculi as proposed by van de Ven and Hunter [ 121. From such measurements one can determine the dimension of the flocculi. An example is given in Table 3 and Figure 4. From fraction (I) it is clear that a single flocculus has a diameter between 18.5 p m and 14.5 pm. If so, a doublet must have a diameter between 37 pm and 29 pm and a triplet between 55.5 p m and 43.5 pm. The measurements show only possible triplets (fraction IV) in the range 39 p m to 50.2 pm. So, it is clear that a triplet has a diameter between 43.5 pm and 50.2 pm. Thus, a single flocculus is limited in diameter to between 14.5 pm and 16.73 pm, with a high probability of being smaller than 15.15 p m because vol % fraction (11) > vol % fraction (111). Some more results are shown in Table 4 and Figure 5. This demonstrates also the influence of the velocity gradient during the formation of the flocculi. A similar effect on the dimensions of the aggregates has been observed (Figure 6 ) . The dosage decreases for a decrease of the Grapavalue. Nevertheless increases the aggregate dimension. Both observed curves (Figures 5 and 6) can be explained by the concept of the elastic floc. Vadas et al. [19] demonstrated that an increase of the velocity gradient resulted in more spherical aggregates. He used for his experiments 2 pm diameter polyvinyl toluene latex spheres in water and biconcave 8 pm diameter human red cells in plasma. Mason [20] obtained analogous results with elastomer threads. Tomi and Bagster [21] used a structural frame analysis computer program to calculate the forces in elastic links between nodes. Four nodes composed a regular tetrahedron. The regular tetrahedra together formed a chain or a spherical aggregate. The maximum tension as a function of the number of nodes in the different configurations is given in Figure 7. The larger the aggregates, the higher the stresses in the bonds. The stresses are larger in chains than in compact aggregates. Although a chain will have less nodes than a comTab. 4. Flocculus diameter, as influenced by the rapid mixing energy Grapid ( P I )
Flocculus diameter
Floc diameter (pm)
280 3 89 542 696 843 1018
18.5 pm < flocculus < 19.5 pm 14.5 pm < flocculus < 15.15 pm 10.1 pm < flocculus < 11.35 pm 11.8 pm < flocculus < 14.5 pm 14.5 pm < flocculus < 16.73 pm 14.5pm < flocculus < 16.73 pm
175.7 192.12 166.9 167.84 187.33 204.15
227
0
250
750
lo00
1250
Fig. 5. Flocculus diameter, as influenced by the rapid mixing energy.
pact aggregate in a fixed shear field, nevertheless both aggregates will have about the same dimensions. This is demonstrated in Figure 8. This graph is calculated from data of Figure 7, assuming that the nodes are flocculi with a diameter of 15 pm and that the flocculi touch each other. The chain aggregates, formed at lower Grapa, are large because of their linear shape. The compact aggregates, formed at high Grapd, are large because of the large number of particles per aggregate. With intermediate Grapid values one can expect more tortuous aggregates with intermediate dimensions. Tortuous flocculi can be expected to interwine better than linear or spherical ones. Thus, flocculi formed at intermediate Grapd values can group themselves better. This explains Figure 9. The number of flocculi per floc is calculated by dividing the volume of a floc (Table 4) by the volume of the corresponding flocculus. For this, one can use Tambo's [ 101 equation relating floc porosity to floc diameter to calculate the volume of solids in the large floc. The differences in shape do not interfere further with the combination of flocs to form floc aggregates. This is proved by Figure 10. From Figure 3 it is already known that floc aggregates are completely disrupted in flocs at G r u p m values of more than 221 s - l . The graphs of Figure 10 show that a constant ratio of the floc diameter to the floc aggregate diameter exists except for the lowest Grapd value of 280 s-l. This exception is probably due to insufficient mixing, as demonstrated by the different reaction constant (k) for that small Grapavalue (Fig. 11). Sufficient mixing depends not only on the G value but also on the duration of the mixing phase. No rapid mixing at all (t = 0 s ) yields very different results: the flocs are smaller (ref. 13, Figures 12 and 14), the floc build-up time is longer (ref. 13) and the reaction constant is smaller (ref. 14). This is self-evident because of the flocculi, the building stones of the structure, are formed at the w e s t G value to which the system is subjected. For mixing times of 30 seconds or longer, one observes a constant average floc dia-
228
0
2 50
500
750
1000
Grapid
Fk.6. Influence of GIapid on dosage,
(0).
diameter, (m) and diameter,
1250
(2) (A).
meter for very high G r u p m values. This means that the build-up of flocculi does not take more than 30 seconds. For G r u p b e values between 221 s-l and 696 s-l only mixing times of more than 150 seconds display a constant floc diameter. Mixing times of 60 and 30 seconds seem to result in more resistant flocs. An explanation for this is that mixing times of more than 120 seconds disturb the growth of flocs to floc aggregates [ 2 2 ] . Figure 13 demonstrates the temporary arrest of floc growth for a rapid mixing time of 30 seconds, the growth of the flocculi is the same, only the growth from floc to floc aggregate can be disturbed. So, it is clear why there isn't a constant rupture factor for the rupture of floc aggregates to flocs and why the flocculus diameter is the same for rapid mixing times of more than 30 seconds. Although the flocculi who are the building units of the structure have the same dimensions and shqe, nevertheless the recovery capability of the flocs formed by them is not the same (Figure 14). A final kinetic variable is the Gsbw value. Three series of experiments were carried out. Gslow values of 21 s-' , 34 s-' and 54 s-l were tested. After rupture, the floc frag-
229 200 100
60 40
20 10
6 4
2 1 1
2
4
10
6
20
40 60
100 200 400 100 1000
nurnbc,r of n o d e s
Fig. 7. Maximum tension in the elastic links between the nodes vs number of nodes. Results from reference 21, for spherical aggregates ( 0 ) and chains (m).
ITmax k
.c 1
I
a00
100
60 4u 20
10
6 4
2 1
20
40
60
80
100
dinwnsions
200 (
Fig. 8. Diameters ( 0 ) of a spherical aggregate and length of a chain (m) vs the maximum tension in the elastic links between the nodes.
230
rl
7
0 0 rl 0 44
W
0
Fig. 9. Influence of Grapid on the number of flocculi per floc.
0
2 50
500
750
1000
Grapid k3-l) Fig. 10. Velocity gradients during rapid mixing vs rupture factors.
diameter after rupture diameter after undisturbed grow legend of the symbols : + Gmpture 100 S-' 0 Grupture 221 s-' 0 Grupture 389 C' 0 Grupture 696 s-' A Grupture 1018 S-' Grupture 1398 s-' rupture factor =
1250
23 1
1E-2 6E-3 4E-3 2E-3 c,
$ 1E-3 u1
8
6E-4 4E-4 2E-4 1E-4t 0
2 50
I
1
1
500
750
1000
I 1250
-1
Grapid
Fig. 11. Grapid vs constants, reaction constant k
-
E 1
(’
.,
destabilisationfactor a0 A.
350 300
cn ru
250
:200 bd
2 4J
3” 150 bd
ru 0
100
bd
2 8
50
; 0 “ 0
0
50
100
150
200
250
300
350
400
time of rapid mixinq ( s )
Fig. 12. Time of rapid mixing vs diameter of ruptured flocs. The key is the same as in Fig. 10.
232 300
di ln-
Fig. 13. Floc growth vs coagulation-flocculation time for a rapid mixing time of 300 seconds.
Fig. 14. Time of rapid mixing vs diameter of the regrown flocs. The key is the same as in Figure 10.
233
diameters after regrow
,diameters a f t e r rupture
30 40
60 80 100
200
400 600
1000
Gdes trucc ion ( s
-1
2000 1
Fig. 15. Diameters after rupture and diameter after regrow vs Gmpture for flocs formed under different slow mixing conditions. Legend of the symbols: 0 Gslow 21 s-' 0 Gslow 34 S-' A Gslow 54 s"
ments were allowed to regrow under a G value of 34 s-'. The dimensions of both the ruptured and the regrown flocs are the same (Figure 15). This agrees completely with the four level elastic floc model. Only the aggregation of flocs to aggregates is influenced by the slow mixing energy input. Differences in floc aggregates are only noticable at Gruptm values smaller than the Gsbw value. There seems to be no difference once an aggregate is disrupted with aGmpture larger than G slow.
4. CONCLUSIONS
Aggregates formed as a result of a coagulation-flocculation process have a four level structure: primary particles, flocculi, flocs and floc aggregates. The bonds in the complete structure are elastic. This model is now proved to be also valid for flocs formed during coagulation-flocculation processes in extremely dilute suspensions, and with the use of hydrolysing metal salts. A constant number of flocculi form a floc. If the nature of the flocculus is changed, then the number of flocculi in a floc changes. There is also a constant number of flocs in a floc aggregate. This number increases with a decrease of the mixing intensity during the formation of the aggregates and vice versa. A disturbance of the growth also influences the ratio number of flocs per floc aggregate.
234 NOMENCLATURE empirical constants in the floc strength relation diameter (pm) velocity gradient (s-') reaction constant (s-' ) force proportionality constant number of primary particles number of primary particles at time 0 seconds number of primary particles at time i seconds time (s) largest force in a structure, either t e n d or compressive of all orientations orthokinetic collision efficiency, destabilisation factor (-) Bingham viscosity link length shear stress Bingham yield value volume fraction
REFERENCES
1 M. J . Vold, J . Coll. Sci., 18 (1963), pp. 684-695. 2 D. N. Sutherland, J. Coll. Interf. Sci., 22 (1966), pp. 300-302. 3 D. N. Sutherland, J. Coll. Interf. Sci., 25 (1967), pp. 373-380. 4 D. N. Sutherland, I. Goodarz-Nia, Chem. Eng. Sci., 26 (1971), pp. 2071-2085. 5 A. I. Medalia, Carbon, 7 (1969), pp. 567 e.v. 6 A. S . Michaels, J. C. Bolger, Ind. Eng. Chem. Fund., 1 (1962), pp. 24-33. 7 A. S . Michaels, J. C. Bolger, Ind. Eng. Chem. Fund., 1 (1962), pp. 153-162. 8 A. L. Lagvankar, R. S . Gemmel, J. Am. Wat. Wks. Ass., 9 (1968), pp. 1040-1046. 9 N. Tambo, Y. Watanabe, J. Japan Wat. Wks. Ass., 397 (1967), pp. 2-10; 410 (1968), pp. 14-17; 445 (1971), pp. 2-9. 10 N. Tambo, Y. Watanabe, Wat. Res., 13 (1979), pp. 409-419. 11 B. A. Firth, R. J. Hunter, J. Coll. Interf. Sci., 57 (1976), pp. 248-275. 12 T. G. van de Ven, R. J. Hunter, Rheol. Acta, 16 (1977), pp. 534-543. 13 R. J . Franpois, A. A. Van Haute, G . C. Winderickx, Proc. Water Filtration, Antwerp, April 21-23, 1982, K. VIV Antwerp 1982, pp. 1.55-1.64. 14 R. J. Francois, Proc. Dag der Jongeren, Leuven, April 20, 1983, V.C.V.-Tijdingen special edition, 8 pages (in dutch). 15 T. R. Camp, P. C. Stein, J. Bost. SOC.Civ. Engrs., 30 (1943), pp. 219-237. 16 M. von Smoluchowski, Z. Physik. Chem., XCII (1917), pp. 129-168. 17 J. D. Pandya, L. A. Spielman, Proc. IUTAM-IUPAC symp. on Interaction of Particles in Colloidal Canberra (Australia), March 16-21, 1981, 38 pages. 18 J. Leentvaar, M. Rebhun, Proc. Water Filtration, Antwerp, April 21-23, 1982, K. VIV Antwerp 1982, pp. 1.45-1.54;Wat. Res., 17 (1983), pp. 895-902. 19 E. B. Vadas, H. L. Goldsmith, S. G. Mason, J. Coll. Interf. Sci., 43 (1973), pp. 630-648. 20 S. G. Mason, J. Coll. Interf. Sci., 58 (1977), pp. 275-285. 21 D. Tomi, D. F. Bagster, Chem. Eng. Sci., 30 (1975), pp. 269-278. 22 R. J. Franpois, A. A. Van Haute, Proc. 29th International Congress of Pure and Applied Chemistry, Cdrsptq kzng 5 4 Q ,19%3(&sj.iwJ>, .
235
MEASUREMENT OF THE CHARGE DENSITY OF POLYELECTROLYTES BY A DIFFERENTIAL CONDUCTOMETRIC METHOD
G. TIRAVANTI, F. LORE, N. PALMISANO
Water Research Institute, CNR, 5 Via De Blasio, Bari, Italy
ABSTRACT The reaction between two polyelectrolytes of opposite charge proceeds via the formation of a polyelectrolyte complex (PEC) which precipitates near the isoelectric point. During this reaction equivalent amount of counter-ions are released in the solution, making the indication of the end point by conductometric titration possible. An electronic device has been developed in order to carry out a differential titration. The method has been successfully applied to determine, at different pH values, the charge density and the degree of ionization of many cationic polyelectrolytes usually applied in wastewater treatment. The comparison at neutral pH with the colorimetric method gives results which agree between *3%. The proposed method requires a careful control of the temperature (* 0.01"C); it is more precise and accurate than the colorimetric one, and can be applied to dilute solutions in the whole pH range.
1. INTRODUCTION
The water soluble ionic polyelectrolytes with high molecular weights (1-10 Millions) are useful for many processes, as water quality control, sludge conditioning, corrosion control, oil/water separation, etc. In these processes the polyelectrolytes are used to neutralize suspended impurities and to agglomerate them into larger masses for rapid solid-liquid separation by sedimentation, flotation, centrifugation, etc. In spite of this great interest, many information are lacking on the part of the manufacturers, including the type of polymer or copolymer, the concentration of active sites, the degree of ionization, the molecular weight and the intrinsic viscosity under specified conditions. The knowledge of these data is particularly important in order to develop rational procedures for the selection of the material and of the optimum dosage for a particular task. Most often polymer selection and dosage are made by means of empirical data obtained from ,jar-test*, experiments, whose results are not always reliable and transferable to a plant design. In particular, polyelectrolytes are used in water treatment either as primary coagulants or in addition to metal salts. In these cases the knowledge of the value of the polyelectrolyte charge density allows the prediction of its behaviour, on the basis of the mechanism of surface charge neutralization and subsequent adsorption of colloidal particles. Generally the electrophoretic mobility is considered to be a useful
236 tool in determining the charge characteristics of colloidal particles, for coagulant dosage control. However, the system under study is often constituted by several kinds of different colloids, including the nature, shape, and size of the particles, having different electrophoretic mobilities. This implies a measurement of an ,,average,;migration velocity, which, on the other hand, is not easily determinable as it requires experience, time, sophisticated equipment and specialized personnel. A different approach was followed by Kawamura and Hanna [ 11 and by Wang and coworkers [2]. They study a colloidal titration technique, for determining the charge density of colloids, in which a positive colloid reacts stoichiometrically with a negative standard colloid forming a precipitate polyelectrolyte complex (PEC) at the isoelectric point, using the toluidine blue (TB) as indicator. The end-point, determined by the metachromatic color change of TB from light blue to bluish purple, is well defined during the direct titration of positive colloid suspensions with PVSK (potassium polyvinylsulphate). The charge density of negative colloids can be determined by an indirect method, where a known excess of a positive colloid must be added first and then back-titrated with PVSK, otherwise the color change at the end-point is indistinct. The application of this technique has some limitations as it cannot be applied to hghly colored wastes, to dilute solutions, and to acidic or alkaline media, conditions quite frequent in wastewater treatment. In this paper a differential conductometric method has been developed to indicate the end-point of the collid titration, following a modified version of the method reported in [3]. The principle of the method is based on the release of the counterions of the polyelectrolytes during the PEC formation, according to the reaction: R-OSO;K+
+ R'-NH;Cl--+
R-OS03-NH3-R'
+ K' + C1-
These ions increase the electrical conductivity of the solution, until the equivalence point is reached; further addition of the reagent, having lower conductivity, gives rise to a decrease in conductivity. The equivalence point can be determined, as usual, by plotting the differential conductivity values as a function of the volume of the reagent; the points thus obtained can be interpolated by two straight lines intersecting at the equivalence point. The value of the charge density of the polyelectrolyte under study is easily calculated if the charge density of the standard colloid is known. Colloid charges are most conveniently expressed in terms of meq/g of positive or negative charge. 2. EXPERIMENTAL 2.1. Apparatus
The electrical conductivity was measured at 1000 Hz with a conductometer CDM3 by Radiometer, Copenhagen. A water thermostated (+O.Ol"C) glass cell with 2 platinum electrodes of about 0.5 cm2 each at a distance of about 0.4 cm from each other served as a measuring cell. Differential conductometric measurements were carried out making use of an operational amplifier, connected to the conductometer as reported in Fig. 1. This arrangement
237 allowed the reset of the conductivity of the initial sample, so that only the variations related to the addition of the reagent were measured. An automatic titration apparatus, with a microburette (accuracy 0.001 ml) was used.
2.2. Reagents
1. Stock (Potassium Polyvinylsulfate) PVSK solution, 0.01 M. Dissolve 1.622 g of salt (Eastman Kodak, Cat. No. 8587, or Serva Feinbiochemica, Cat. No. 33426) on a 100% active bases in 1 1 of distilled water. This solution must be standardized with Polybren solution. 2. Toluidine Blue4 solution (TB), 1000 mg/l. Weight 1.000 g of Toluidine Blue 0 (Eastman Kodak, Cat. No. C1756) on a 100% active basis. Dissolve in distilled water and dilute to 1 1.1 .OO ml = 1.OO mg Tb. 3. Stock (1,5dimethyl-l,5diazaundecarnethylenepolymethobromide) Polybren solution, 0.01 M.Weight 1.871 g of salt (Ega-Chemie, cat. No. 10,768-9) and dissolve in 1 1 of distilled water.
2.3. Polyelectrolytes
The cationic polymers used in this study are listed in Table 1. The number-average molecular weights and active ingredients are also reported. The aqueous solutions of these polymers were prepared just before use at concentration of 1 g/l.
2.4. Procedure
Place 400 ml of distilled water into the thermostated glass cell, gently stir (-300 Hz) by mechanical means, and add 2000 ml of a solution of cationic polyelectrolyte at 1 g/l. The pH of the solution is adjusted to the desired value with small additions of HCl or NaOH 0.1 M. Wait until the temperature of the solution reaches a constant value, by measuring it with an accuracy of +O.Ol"C. The initial value of the conductivity is reset making use of the potentiometer a (see Fig. 1) which controls the offset voltage so that Vo = Vr. Start with the automatic titration by adding the standard polyanion PVSK 0.01 M, previously adjusted to the same pH value of the solution under study. Record the differential titration curve. The same procedure is applied to anionic polyelectrolytes, the only difference beeing the titrant solution which, in this case, can be either the standard Polybren solution 0.01 M or every previously standardized polycatkn.
3. RESULTS AND DISCUSSION
PVSK made by two different firms (Eastman and Serva) have been standardized by colorimetric and conductometiic titrations. A solution of Polybren 0.00582 M (20.00 ml
Fig. 1. Electric lay-out of the differential conductometric method for measuring the charge density of polyelectrolytes. VR conductivity meter output VO offset voltage VU (VR-VO) differential voltage output a) variable potentiometer b) high stability power supply NS conductivity meter A.O. operational amplifier mV voltmeter REC recorder
in 400 ml of water) was used as standard polycation. Table 2 shows experimental data obtained from the comparison between both reagents. From these data the degree of esterification of PVSK Kodak and Serva has been estimated to be 92.2% and 76.6%, respectively. The concentration of potassium determined on both theoretical 0.01 M PVSK solutions gave results which, in the case of Kodak only, were in good agreement with those obtained with the conductometric titration. PVSK Kodak was then chosen as standard polyanion, due to its greater degree of esterification and the lower conductivity of its aqueous solutions. Fig. 2. shows an example of differential conductometric curve obtained for the polyelectrolyte Primafloc C7, titrated with the PVSK 0.0092 M solution at pH 7. The first branch of the graph reflects the appearance of ions having greater conductivity, but after the end point has been reached the graph becomes almost horizontal, since the excess of aqueous PVSK is not appreciably ionized. The accuracy of the method is better than 2%. The precision is demonstrated by the following example. Ten determinations of the charge density of the Primafloc C7 at pH 7 gave a mean value of 3.32 k0.08 meq/g, with a standard deviation of 2.5%. The kinetics of the reaction between polyelectrolytes of opposite charge is rather fast: it has been verified by rapidly adding 11.0 ml of PVSK 0.00654 M solution to a Primafloc C7 aqueous solution (20.0 ml at 1 g/l in 400 ml water). The reaction, followed
Tab. 1. Characteristic and charge densities of cationic polyelectrolytes ~~
~~
~
Polymer
Pro deflo c Cl O-I05
Praestol 444K
Praestol 523K
Praestol 4233
Ecoclar AR-8017
Primafloc c7
Nymco 540
Reference Supplyed by
14 I Prod e co
15 1
181 Nymco
> 106 solid Polyacryl amide
> lo6 liquid Polyamine
4.106 solid Polyacryl amide
PH (a) Specific conductivity (b) Cationic charge fraction Charge density (c)
3.75 32.0 100% 3.74 kO.09
4.4 35.0 100% 3.10 f 0.08
5.5 16.6 50% 2.25 2 0.05
I51 Chem. Fab. Stockhausen U
W
> 0 0 W
U
- Cd
20
& 8 -
-
I
I
20
I
I
10
I
I
I
60 TIME
Ni DBS I
I
80
I
100
I
I
120
Cscc3
Fig. 3. Kinetics of recovery o f metal hydroxides in the presence of DBS and ethanol
249
80 n
s
U
> a
60
W
>
LO
0 0 W
0-
20
WITHOUT DBS AND ETHANOL
ETHANOL
30
60
T IM E
90
120
Csccl
Fig. 4. Kinetics of recovery of Cu(OH), in absence and in presence of DBS and ethanol
Although the flotation rates of Cu(OH), and hydroxides mixtures id the absence of collector and frother are lower than in their presence, our results differ in a qualitative sense, from those on investigation of precipitate flotation carried out to the present. We showed that the application of the dissolved air technique can be fairly successful, though no collector and frother are present in the system. Further, the use of dispersed air flotation gave no satisfactory results [ 11, 121. The above findings can be explained by the following facts. When the dissolved air flotation technique is applied, the size of the air bubbles formed is smaller than are obtained with the dispersed air technique. This was confirmed by measuring the bubble diameters after photographing then by means of an MBR-1 microscope (Optlkomekancheskoe obedinenie Leningrad). The average air bubble diameter was obtained by a statistical treatment of the measurement results. Under the experimental conditions of the m, while the average air bubble diadissolved air technique it had a value of 4.38 X meter in dispersed air flotation was 7.47 X 10 m [ l l]. This difference in size of the air bubbles can be explained by the difference in flotation conditions. In the dispersed air flotation, by bubbling air through the porous plate, an overpressure is formed. Due to it the larger air bubbles, moving with a higher velocity, are formed. Contrarily, in the dissolved air technique, during decompression of the pulp, the smaller air bubbles are formed spontaneously and their upward velocity in the flotation cell is considerably smaller than in the previous case. Also, the processes in precipitate flotation of the hydroxide mixture and Cu(OH), by dissolved air technique proceed by a mechanism differing from that in dispersed air flotation. Formation of the particle-bubble complexes in dissolved air flotation can be explained in two ways [ 16, 171: by attaching the resing air bubbles to the particles in the solution; by separation, i.e. ‘precipitation’ of the bubbles directly on particle surface from the air saturated solution. ~
-
250 In contrast to this, precipitate flotation by dispersed air proceeds according to a collision mechanism. Formation of the particle-bubble complex by collision is generally less probable compared to the above mentioned ways. Also, the probability of re-dispersion of the already floated aggregates back into the pulp is higher when the process is going according to the collision mechanism, than in dissolved air flotation. The concentration degrees of the individual metals from their hydroxide mixture for flotation carried out in the absence and in the presence of DBS and ethanol are given in Table 1 and Table 2 , respectively. The percentages of the solutions passing into the foam are also given. The concentration degrees were calculated with respect to the maximum recovery as the ratio of metal (or DBS) concentrations in the foam and in the floated solution. The basis for calculation were the results shown in Figures 2 and 3. It is evident from Table 1 that the concentration degrees of copper and iron are hghest, and they, at same time, show the best recovery. Further, chromium and zinc have somewhat lower concentration degrees, while cadmium and nickel exhibit the lowest values, which is in agreement with their recoveries. Concentration degrees of the metals are higher in the presence of DBS and ethanol (Table 2 ) , than in the absence o f collector and frother (Table 1). At the same time, the percentage of the floated solution passing into the foam is in this case half as large, compared to the runs in the absence of surfactant. The results presented in Table 3 show the concentration degree of Cu(OH)? and percentage of the solution passing into the foam in flotations with and without DBS and ethanol. They were calculated on the basis of the results given in Figure 4. It is evident (Table 3) that the percentage of the solution carried in the foam is higher when flotation Tab. 1. Concentration degrees of metal hydroxides and percentage of solution in foam; flotation without DBS and ethanol Hydroxidesof
Cu
Zn
Cr
Conc.degrees
116.5
73.3
78.6 51.1
% of foam
Cd
Ni
Fe
45.3
119.3
3.4
Tab. 2. Concentration degrees of metal hydroxides and DBS, and percentage of solution in foam; flotation in the presence of DBS and ethanol ~~
Hydroxidesof(andDBS)
Cu
Zn
Cr
Cd
Ni
Fe
DBS
Conc. Degrees
242.2
147.3
244.2
32.4
44.8
234.9
43.2
% of foam
1.9
Tab. 3. Concentration degrees of Cu(OH), and percentage of foam in absence and in presence of DBS and ethanol
Without DBS and ethanol DBS + ethanol
Conc. degree
% of foam
250.7 359.3
16.1 11.3
25 1
of Cu(OH), was carried out in the absence of collector and frother, which is in agreement with the results in Table 1 and Table 2 . In the absence of collector and frother the Cu(OH), particles, as well as the particles of metal hydroxides in their mixtures, are more hydrophillic, causing thus a larger amount of water molecules to be brought up to the top of the flotation system. This then leads to a higher percentage of solution in the foam. This also means a decrease of the concentration degree for Cu(OH), in the foam, if flotation is carried out in the absence of collector and frother. In Figure 5 is illustrated the influence of pH on Cu(OH), flotation without DBS and ethanol. The optimal separation was achieved at pH 8, while at pH 6 the process had the lowest efficiency. This can be explained by the fact that at a pH near 8 copper is already precipitated quantitatively, while at pH 6 the precipitation process is just starting. The results obtained are in agreement (in a qualitative sense, only) with our former results on the pH dependence of Cu(OH), flotation [ l l , 121. But the recoveries achieved here, especially those at lower pH values, are higher than those obtained before. This is due to the above mentioned differences between mechanisms of dissolved and dispersed air flotation. The separation process of Cu(OH), in the absence of DBS and ethanol at pH 6 showed a linear dependence of the recovery on the flotation time, This corresponds to an empirical equation of the type y = ax + b. The same process at pH 7, 8 and 9 followed power law dependence of the recovery on time, expressed by an empirical equation of the type y = axb'. Table 4 contains the a and b' values for the kinetics of Cu(OH), separation at different pH values. It is evident that the highest separation rate for Cu(OH), was at pH 8, which corresponds to the optimal flotation conditions. The dependence of concentration degree for Cu(OH), and the percentage of solution passing into the foam on pH values are given in Table 5. The maximum concentration degree at pH 8 corresponds to the highest recovery of Cu(OH), at the same pH value. In view of the hydrophilic properties of Cu(OH), at the maximum recovery, the maximal amount of the foamate, corresponds also to the same pH value.
.
80
6
U
60
LO 20
30
60 T IME
90
120
[scc]
Fig. 5. Dependence of flotation of Cu(OH), on pH in absence of DBS and ethanol
252 Tab. 4. Dependence of flotation rate constants from pH values in absence of DBS and ethanol PH
6
7
8
9
Constants (%/set.)
0.12
2.53
2.62 2.55
Tab. 5 . Dependence of concentration degrees of Cu(OH), and percentage of foam on pH values
PH
6
Conc. degree % of foam
70.6 67.1 250.7 16.1 2.0 10.6
7
8
9 78.0 13.6
As a conclusion, it could be said that the results of these investigations indicated the possibility of their practical application for purification of the wastewaters containing metal ions. Further investigation will be carried out on actual wastewaters.
REFERENCES
1 R. S. Baarson, C. L. Ray, Precipitate flotation, a new metal extraction and concentration technique, American Institute of Mining, Metalurgical and Petroleum Engineers Symposium, Dallas, 1963. 2 F. Sebba, Ion flotation, Elsevier, Amsterdam, 1962. 3 A. I. Macnev, Ochistka stochnikh vod flotaciej, Budiveljnik, Kiev, 1976. 4 D. J. Wilson, E. L. Thackston, Foam flotation treatment of industrial wastewaters: Laboratory and pilot scale, EPA-600/2-80-138, June 1980. 5 R. Lemlich, Adsorptive bubble separation techniques, Academic Press, New York, 1972. 6 T. A. Pinfold, Separation Science, 5 (1970) 379-384. 7 D. Bhattacharya, J. A. Carlton, R. B. Grieves,A. I. Ch. E. Journal, 17 (1971) 419-424. 8 R. B. Grieves, S. M. Schwarz, J. Appl. Chem., 16 (1966) 14-17. 9 K. S . Kalman,G. A. Ratcliff, Canad. J. Chem. Eng., 49 (1971) 626-632. 10 L. Dobrescu, V. Dobrescu, Epurarea apelor uzate prin flotatie, Ministerul agriculturii, industriei alimentare, silviculturi si apelar, Bucuresti, 197 1. 1 1 D. Miskovid, The recovery of metal precipitates and surfactants by flotation, Ph. D. Thesis, Faculty of Sciences of Novi Sad, Yugoslavia, Novi Sad 1977. 12 E. Karlovid, The recovery of heavy metal hydroxides from metal finishing industries wastewaters by flotation with surfactants, M. Sc. Thesis, Faculty of Sciences of Novi Sad, Yugoslavia, Novi Sad 1977. 13 A. N. Clarke and D. J. Wilson, Foam flotation: Theory and applications, Marcel Dekker, New York 1983. 14 IUPAC, Tables of spectrophotometric absorption data of compounds used for the colorimetric determination of elements, Butterworth, London, 1963, p. 148. 15 AmericanF’ublic Health Assocciation, Standard methods for the exanlination of water and wastewater, XI1 Edition, New York 1965, p. 296. 16 V. I. Klassen, An Introduction to the theory of flotation, Butterworth, London, 1963, pp. 89-138. 17 I. L. Schmidt, J. A. Hajnman, A. V. Proskujakov, Zh. Prikl. Khim, 4 3 (1970) 2553-2558.
253
HOT WATER PROCESSING OF US.TAR SANDS WATER RECYCLE AND TAILINGS DISPOSAL
J. HUPKA, A. G. OBLAD Department of Fuels Engineering J. D. MILLER
Department of Metallurgy and Metallurgical Engineering University of Utah, < Lake City, Utah 84112-1I83
ABSTRACT Tailings disposal and water recycle are vital factors for the industrial development of a hot water process for the recovery of bitumen from US. tar sands. Based on batch laboratory experiments, with 4 to 12 kg tar sand charge, tailings sedimentation behaviours are presented and discussed for tar sand samples originating from six U.S. deposits. Recycle of 90% of the water is possible after 10-20 minutes clarification assuming 10% solids content in the flotation cell. Sand and silt, which make up about 95 -99% of the total quartz minerals present in five domestic tar sands (with the exception of McKittrick), settle completely (40% porosity with water saturation). Very fine particles (< 25 pm) which amount to up to 10% of the tailings stream still retain about 30 wt% water after 2 weeks of thickening.
1. INTRODUCTION
Future energy demand may be the development of technology dedicated to the production of synthetic crude oil from alternate fossil fuels such as coal, oil shale, and tar sands (oil sands). Heavy oil reserves in tar sand deposits in the world are estimated at one and a half times those of light oil [l]. In the USA, about 85 per cent of all known tar sand resources are located in Utah [ 2 , 31. Of the above-ground recovery technologies of bitumen from oil sands, the hot water separation process ( W P ) appears to be the most promising for separation of bitumen from sand and has been used industrially for the past fifteen years in Canada [4, 5 , 6 , 71. One of the weak points in the water processing of tar sands is the application of large amounts of water, part of which may be lost with the spent sand, creating the additional problem of tailings disposal. This concern is compounded by the limited water resources available for industrial development in arid regions such as Utah. Athabasca tar sands
254 Lumps of mined tarsand
Tailings
10 mesh
C LAR IFICATI0 N 5 30 min 506OOC
I
LT’1 50-60 O C
Slime ’L
D ILUENT RECOVERY
d ih e nt
further proccessing
I
w
WATER 8 SAND SE PARAT I0N
THICKENING (ponds)
’ -
SKIMMING Water for recycling Sand for land reclamation or. further utilization
Fig. 1. Process flow sheet for bitumen recovery from tar sands.
contain a significant amount of fine clay minerals which after easy processing remain suspended indefinitely. This problem attracted special attention to the ”tailings problem” [8, 9, 10, 11, 121 and even fostered the opinion that hot water separation should be abandoned due to difficulties associated with tailings treatment and disposal. However, not all tar sands contain such clay minerals which would diminish their value as feed for hot water processing. US. tar sands are substantially less than those of Canada. The U.S. tar sands seem to contain a smaller amount of clay minerals. In this regard, the potential of US. tar sands as an energy resource is under intensive investigation for bitumen
255
SAND GRAIN
FINE SAND BITUMEN AQUEOUS PHASE
Fig. 2. Tar sand pulp after digestion.
recovery by many methods [ 131. In this paper the question of tailings disposal and water recycle in the H W P of U.S. tar sands is considered in terms of the impact of these processing steps on the environment.
2. STRATEGY AND ENVIRONMENTAL CONSIDERATIONS IN HOT WATER PROCESSING OF TAR SANDS
Tar sands are deposits of consolidated or unconsolidated clastic sediments (e.g., sandstone, limestone, diatomite) that have pore spaces partially or completely saturated with a heavy, tar-like hydrocarbon mixture known as bitumen. Similar to heavy oil, tar s a n d i t u m e n i s a member of the petroleum family of organic substances that cannot be economically recovered by the relatively simple techniques used for recovery of lightcrude oil [ l , 141. As discussed elsewhere [15 J tar sands, which contain bitumen of viscosity less than lo3 Pas at 90°C with the mineral matter composed mostly of quartz sand, can be processed with high recovery using a hot water separation technique. A moderate temperature process (SO-60°C) developed at the University of Utah is especially promising because of significant energy savings. A flow sheet of this process, applicable for many tar sands and independent of the bitumen grade and bitumen viscosity, is shown in Fig. 1 . A drawing of the tar sand pulp after digestion is presented in Fig. 2. The bitumen is completely disengaged and separated from sand grains. The bitumen particles have a hydrophobic character which accounts for easy recovery by flotation. Large bitumen droplets float within the first 20 seconds. The small bitumen droplets require a longer flotation time. The sand particles are clean and largely liberated from the bitumen phase. The tailings stream contains sand and varying amounts of suspended fines (depending on the tar sand deposit). The behaviour of this suspension is the subject of our investigation, and discussion of experimental results are presented in the next sections. Tailings disposal behaviour, based on 4 to 12 kg batch experiments, is discussed for the sand deposits described in Tab. 1 . Residual water present in the tailings must be entirely recovered or eventually removed from the sludge by evaporation in order to avoid penetration to ground water. Environmental problems connected with tar sands processing can be related to three
256 Tab. 1. Characteristicsof tar sand samples used in separation tests
Origin of tar sand
Bitumen content (wt%)
McKittrick (CA) 13.2* Asphalt Ridge (UT) 11.5 9.5 Sunnyside (UT) 11.0 Wyoming I 3.7 M. West VII 5.8 M. West VIII
Bitumen viscosityfPas)
Fine sand < 100 pm content
50°C
90°C
(wt%)
Sand alkalinity** (pH)
1 .o 48 1500 43 25 24
0.1 1.2 18 1.2 1.0 0.8
35 8 25 43 12 11
8.8 8.3 7.7 7.8 7.7 7.8
* toulene extract, but due to diatomaceous earth content a few additional percents of organic material are adsorbed and not included ** pH of aqueous extract of sand after bitumen extraction with toulene basic areas [8, 16, 17, 18, 191: air, water and land. In the not water processing of tar sands air pollutants include sulfur in various compounds, particulates, hydrocarbons, carbon monoxide and products of combustion [20]. Land-surface contamination is due to the amount of area needed for mining or processing operations [17]. Surface-water or ground-water contamination, however, as a result of accidental leakage or spillage, as well as deliberate discharge of tailings slurry, is the greatest threat for the environment. In a study that involved the discharge of tailings sludge into a small part of a river in northern Alberta, Canada, a 60% reduction in the standing stock of benthic invertebrates occurred throughout a four-week period in the immediate area of spillage. The tailings sludge was characterized as at thikslurry of inorganic particles in the clay, mixed with globules of tar-like hydrocarbon material suspended in an aqueous solution of variety of organic and inorganic compounds. The material affected the benthic invertebrates and other aquatic life in two basic ways: (1) through the toxic effects due to the organic and inorganic compounds, and (2) by covering breathing, feeding or living surfaces with fine particulates. It was recommended that appropriate measures be established to prevent the addition of oil sands tailings sludge, be either accident or design, to lakes or rivers because the tailings sludge constituted a principal hazard to the aquaric communities.
3. TAILINGS TREATMENT
3.1.Water Loss and Mass Balance
Hot water separation of bitumen from tar sands involves a large amount of process water, a part of which is discarded with the damp sand discharge, provided that fine mineral particles settle well. In solvent extraction processes, water loss with sand discharged is a problem of similar importance when solvent is recovered from spent sand by steam stripping or hot water displacement. Assuming that water completely flls all free spaces between sand particles and the porosity is 40%, the theoretical loss of water depends on tar sand grade. For 10% tar sand grade water loss with sand is 2.2 bbl H,O/ bbl bit.
257
Fig. 3. Water mass balance for Sunnyside tar sand processing. Intrinsic water present in the ore has been ignored.
By filtration (e.g., belt filter), about 75% of this water can be removed which makes the loss significantly smaller (0.6 bbl H,O/bbl bit for 10% bitumen in tar sand). An inherent assumption in the case of filtration is made that residual bitumen and fine sand will not permanently clog the filter cloth. Spills and/or evaporation may also significantly contribute to overall water loss when appropriate precautions are not considered. Any improvements in the process resulting in higher recycle ratio will importantly influence processing costs. Water balance for laboratory experiments carried out for 4 kg charge of tar sand is presented in Fig. 3. Flotation is the unit operation which requires the largest amount of water. In the present laboratory set-up the flotation separation is accomplished at 10% weight solids. Experiments with a 15 dm3 capacity reactor and 12 kg charge of tar sand has shown that the solids present during flotation can be increased to 30% with no significant decrease in bitumen recovery.
258 3.2. Sand Sedimentation
The first step in tailings treatment - screening and recycle of middlings (see Fig. 1) is aimed at the recovery of undigested feed material. Undigested aggregates are characteristic of consolidated sandstone [21] but also may appear under certain conditions in the unconsolidated tar sand. The next important steps in tailings treatment are : - fast separation of sand from water in settler of residence time not longer than 0.5 to 2.0 hours (clarification), and - water removal from sand in tailings ponds (thickening). These two unit operations, though very similar in basic principles, differ significantly in the final objective which is intended to be achieved. Preliminary seetling aims at as much water recycle as possible, thus avoiding a dilute sludge thickening in settling ponds. Tailings discharge to ponds for final sedimentation will cool down to ambient temperature, which means significant energy loss. Tailings ponds periodically filled with sand slurry should serve for sand dewatering to final water content below 15-20 weight %. This value corresponds to nearly complete water saturation of the sand. The last unit operation in tailings treatment is oil removal from the surface of tailings ponds. Residual diluted bitumen (oil) always accompanies the tadings stream directed for thickening. Part of the oil is released and floats to the surface. This slick creates a threat for aquatic birds, slows down water evaporation (though this may be beneficial in some circumstances), and may cause secondary contamination of sand when water is recovered through the drainage system. Unlike Athabasca tar sands [22], tailings from Utah tar sands separation contain only 0.6% and less bitumen in laboratory scale [23] and below 0.4% in pilot plant operation [24] due to low clay content. Investigations of sand sedimentation in tailings water have accompanied most hot water separation experiments. Two-liter 50 cm cylinders and Imhoff Cones served as laboratory settlers. Content of solids in water was within the 10-30% level. Two types of sedimentation behaviour were observed in these experiments which are characterized by the drawings in Fig. 4. The type of settling designated as "A" pertains to fines which easily coagulate and form large flocs. Middlewest U.S. (M. West) tar sands are an example of such settling behaviour. At the beginning of sedimentation, Zone 11 is the most voluminous, but after about 30 minutes Zone I (supernatant zone), containing nearly clear water (< 100 mg/l), prevails. In group B in Fig. 4, another behaviour of sand during sedimentation is presented. This type of settling was observed for most Utah tar sands. Fine solid particles flocculate slowly and settle as tiny flocs. Zone I1 does not exist at a l l in the very beginning. However, after several minutes it is noticeable and increases slowly during the first 60 minutes, despite occurring compression. Residual concentration of sand in Zone I gradually decreases, reaching, after two hours, values close to those obtained for Type A. Settling curves describing fines content in Zone I (Sunnyside, Asphalt Ridge and Wyoming tar sands) or the velocity of compression of Zone I1 (M. West tar sands) are presented in Figs. 5-7. Fast clarification of the aqueous phase was found for all tar sands tested at given processing conditions. Procesing temperature, kerosene application in the pretreatment step, and even 30% solids in the flotation cell (instead of 10%) have only a minor effect on the settling time. Higher concentration of solids in the flotation cell
259
A.
ZONE 1 I (Vz) ZONE Ill (V,) 1min
5 min
20 min
v, =v,+v,+v,
>
120 min
( V -Votume)
B.
ZONE I (V,l
ZONE I I (V,)
Z O N E I I I (Vs) 20 min
5min
1min
> 120 min
Fig. 4. Settling behaviour of sand in tailings from hot water processing of tar sands.
I
I
I
I
1
I
A 7OoC 00
0
ASPHALT RIDGE
6OoC 30"hSOLIDS 55OC 107LSOLlDS
00
0
0
20
40
60
80
100
120
SETTLING TIME, rnin Fig. 5 . Change in fine sand content in Zone I during Sunnyside and Asphalt Ridge tar sand tailings sedimentation.
260
800
d
600
a
PROCESSING TEMPERATURE. o 37OC 25’/0 KEROSENE A 86OC NO KEROSENE
I
I
I
I
I
20
40
60
80
100
120
SETTLING TIME, min Fig. 6. Change in fine sand content in Zone I during Wyoming I tar sand tailings sedimentation.
PROCESSING TEMPERATURE 1
I
I
0
20
I
40
0
620C]MWESTVII 55OC
0
55OC M.WEST Vlll
I
1
60 80 TIME, min.
Fig. 7. Seetling curves for tailings from M. West tar sands.
1
100
1
1
1 I 120
261
+30
+ 20 0 Sand,Sunnyside + Dispersed kerosene
+10
> E
0 -1 0 Bitumen
-20
\
-30 0
a
-4 0
Q I-
-50
N
-6 0
w
-70
+
-+-++--+F-
Sand II
I
l
l
I
I
I
I
I
l
l
Fig. 8. Zeta potential curves for fine particles present in tailings from hot water processing in tar sands.
automatically results in a smaller flow to be treated. Therefore, the size of settlers is the same as for more diluted tailings. Only the residence time varies. Tar sands from various deposits contain different amounts of fine sand and different mineralogy. This fact, besides changing solids concentration is tailing water, influences the settling behaviour of tailings. Nevertheless, tailings from tar sand which contains less fine sand should not necessarily settle faster than tailings from tar sand of higher fines content as can be seen in Fig. 5 for Sunnyside and Asphalt Ridge ore. Tailings from McKittrick tar sand showed a combined settling mechanisms. Most fine sand is aggregated in large flocs and settles in 15 minutes forming Zone 11. Zone I1 after 15 minutes undergoes only small volume changes. The residual content of fines in Zone I is much higher than for other tar sands and remains as high as 500 mg/l after 2 hours sedimentation. These fine particles of colloidal dispersion require 6-12 hours to reach a concentration of less than 100 mg/l. The ability of suspended fine particles to aggregate can be directly related to the surface charge. Electromobility of mineral particles from domestic tar sand tailings is much lower than for Athabasca tar sands. For well-settling Sunnyside and Wyoming tailings the zeta potential as below -25 mV, while for Athabasca tailings it is -45 mV and -65 mV (pH = 7-8) as presented in Fig. 8. Lower surface charge accounts for easier flocculation and faster sedimentation of fines in the tailings from the H W P of U.S. tar sands. Kerosene addition in the process may hinder the flocculation process to some degree, as can be seen in Fig. 6 . The surface charge on kerosene droplets suspended in centri-
262 fuged aqueous phase from the flotation cell is higher than for Ties originating from
HWP of U.S. tar sands. Eventual kerosene adsorption on tailings sand can be responsible for slower sedimentation; therefore, excessive addition of diluent to the ore in the pretreatment step should be avoided. Clarification rates in Zone I indicate how much water can be recycled to the process in a short period of time. Sand settling in Zones I1 and I11 provides preliminary data with respect to tailings thickening in tailings ponds. Effective dewatering, especially of very fine and colloidal sand from Zone I1 will determine the size of tailings ponds and the ultimate land reclamation system. For Athabasca tar sands, tailings occupy up to 30% larger volume than the original ore due to water adsorption by clay components [9]. When the slurry is used for refilling excavation pits the pit volume is insufficient and some extra space for tailings is required. Study of thickening of domestic tar sand tailings reveals that water content in Zones I1 and I11 should not cause difficulties similar in scale to those experienced with Athabasca tar sands. Experiments were performed in the following way; after 2 weeks of thickening in laboratory conditions, water from Zone I was allowed to drain through Zone I1 and Zone I11 by means of a drip valve at the bottom of the cylinders. When Zone I had disappeared, water content was determined in the slime from Zone I1 and coarser sand in Zone 111. The results for Sunnyside tar sand indicate that water content in Zone I1 was 32 wt% after 1 hour percolation time and 29 wt% after 24 hours percolation time. Residual saturation of sand with water was 168% after 1 hour and 153% after 24 hours percolation time. Coarse sand in Zone 111 was saturated in 104% which corresponds to 20 wt% water content. Saturation was independent on percolation time. The flow rate measured for our experimental cylinders containing approximately a 2 cm thick slime layer and 10 cm thick sand layer was 6 m3/mZh. The data have shown that coarse sand does not tend to retain excessive amounts of water, unlike the very fine sand forming Zone 11. Microscopic analysis revealed that mineral particles found in Zone I1 are smaller than 25 pm, most of them being in the 5-10 pm region. Clay particles, making up to 1-2% of the total sand, are below 2 pm and remain attached to the surface of larger grains which consist of 95% quartz and oligoclase. Sand in Zone I1 retains about 30% of water after 2 weeks of thickening and several hours of dripping under the influence of gravity. The weight ratio of sand in Zone I1 to sand in Zone I11 is approximately 1:6 for Sunnyside tar sand and smaller for other tested tar sands (relatively less sand is contained in Zone 11). Therefore, it can be concluded that the total volume of dewatered tailing slurry should not occupy a larger space than the original ore. An exception may be the McKittrick deposit. Due to the diatomaceous earth content, Zone I1 is very voluminous for this tar sand and retains much more water. Further study on settling behaviour for McKittrick tar sand, eventually with flocculants application, is necessary. Tailings ponds with drainage systems are recommended for other domestic tar sands in which the mineral part is mostly composed of quartz sand. Thickening in tailings ponds probably will take several weeks, as data in Fig. 9 indicates. A drainage system should reduce this period several times and a study on this problem is in progress. Due to relatively fast water percolation such ponds can be used periodically for: slurry filling in and dewatered sand removal cycles.
263
Preliminary investigation of properties of tailings produced in the Enercor* pilot plant (50 bbl per day of bitumen), while operating at low alkalinity, confimied our expectations about the amount of water which can be recycled and sand utilization for land reclamation. Alkalinity of the aqueous phase during processing was consistently within the pH range of 7.5-8.6. Such alkalinity is mainly a result of the presence in the ore of carbonate minerals and only 0.5-2.0 g of Na,CO, per kg of tar sand were added in some experiments. Nevertheless, a highly alkaline process mode can be used for bitumen recovery from selected tar sands [26]. High alkalinity induces the release of a substantial amount of surface active compounds which in turn facilitates bitumen disengagement from the sand. For less viscous bitumen with extraction proceeding at elevated temperature, (95"C), n o diluent has to be used prior to or during digestion and flotation. However, the tailings treatment may face serious difficulties due to slow sand settling, lack of colloidal fines flocculation and strong water retention in Zone I1 (see Tab. 2 for data on Asphalt Ridge tar sand).
3.3. Dissolved Organic Compounds and Water Recycling
The presence of organic compounds in the aqueous phase, dissolved from bitumen, was observed indirectly by the change in color of the aqueous solution originating from the digester and from the flotation cell. The color intensity of the aqueous solution is a function of the temperature of digestion, penetration time and alkalinity. With increasing temperature and alkalinity the color of the aqueous phase changes from light yellow (temperature 50-60°C and pH = 8.4) to dark brown (temperature 90-95°C and pH > 10). The chemical composition of bitumen for specific tar sands determines the color shade and intensity. In Tab. 3, the processing conditions are correlated with total organic carbon content (TOCC) for Sunnyside and Wyoming I tar sands. Surface tension of the aqueous phase changes only slightly with increasing content of dissolved organic compounds, which means that these compounds do not exhibit strong surface activity in higher concentrations. Samples of air, digester water and bulk bitumen were collected during some experiments which were carried out at a processing temperature of 50°C. These samples were analyzed for benzene solubles and polynuclear aromatic hydrocarbon (PNA) content [27]. Standardized analytical methods were used to deterfnine the benzene solubles and PNA. Benzene solubles and PNA identification in the samples of air and digester water were neghgible. Bulk bitumen samples contained a relatively large quantity of benzene soluble compounds and nine different PNA's were identified [27]. Since potentially carcinogenic PNA's were identified in the bulk bitumen, further research is necessary to determine the hazards both apparent and potential in the production of synthetic fuel from tar sands. From an industrial hygiene standpoint, very little research has been carried out by those interested in tar sand commercialization as judged by available literature published [ 17,281.
* Enercor - a corporation engaged in tar sand development located in Salt Lake City, Utah. The pilot plant was based on University of Utah hot water extraction technology.
264
100 0
z - 80 t-
Z w + t
A
10
~
Settling time of coarse sand 0.5-1.0 Zone 111 (min) Final formation of stable 1-2h Zone I1 Water content in Zone 11 (wt%) 2 hours 90 1 day 15 14 days 34 Residual fines content in Zone I (mg/l) 2 hours 220 24 hours < 10
0.5-1.0
- 14days Zone 1 &I1 cannot be distinguished clearly 99
91
> 500
- 100 stable colloid
A high water recycling ratio may cause accumulation of fine sand and dissolved organic compounds in the aqueous phase. Data presented in Tab. 4 reveal, however, that separation efficiency expressed by the coefficient of separation is comparable tb that with fresh water. Increase of dissolved organic compounds, leached from the bitumen, as well as a moderate increase in the amount of fines in the aqueous phase, does not affect the process. All water, with the exception of that discarded with dump sand, was recycled in the Enercor pilot plant through the entire operation time. No deleterious side effects resulting in inferior separation efficiency were observed.
265 Tab. 3.Properties of the aqueous phase from hot water processing of Sunnyside and Wyoming I tar sands Digestion time: 15 min Flotation time: 10 min Percent solids in reactor: 75 Percent solids in flotation cell: 10 Diluent used: kerosene Feed size: < 5 mm Na,CO, addition: 0.75 g/kg t.s. Processing temperature CC)
Penetration time (hours)
71 72 72** 77 64* 38
0 3 6 16 100 16
Alkalinity (pH)
Surface tension (mN/m)
Reactor
Flot. cell
8.3 8.4 8.1 8.3 8.4 7.9
8.4 8.4 8.4 8.4 8.3 8.3
7.5 8.4 8.5
8.6 8.0 8.4
Reactor
Total organic carbon
Flot. cell
Reactor
Flot. cell
62 64 61 55 53 62
160 190 320 390 600 145
19 18 27 38 61 17
55
306 95 120
28
Sunnyside
86** 58** 37**
60 70 58 54 51 58
Wyoming I
0 0.5 22
43 56 56
-
67
-
15
* feed size: 7-3
** no Na,CO,
mm added
Tab. 4.Water recycling tests in hot water separation of Asphalt Ridge tar sand Processing temperature: 50°C Diluent addition: 20% (with respect to bitumen) Tailing settling time: 1 hour (90% water recycled) Number of times recycled Fresh water
I I1 I11
X
Akalinity (pH)
Surface tension (mN/m)
Digestion
Flotation
Digestion
Flotation
Coefficient of separation*
8.4 8.3 8.4 8.4 8.5
8.1 8.0 8.1 8.2 8.2
49 51 46 49 50
62 64 65 64 63
0.91 0.89 0.90 0.92 0.91
* measure of process efficiency, percent of the feed which undergoes perfect
separation
4. FINAL COMMENTS AND CONCLUSIONS
The low level of clay content in domestic tar sands allows optimistic predictions with facilities. Our laboratory respect to tailings disposal and water recycle experiments support such promising expectations. Tailings from domestic tar sands contain 0.2-0.6% bitumen whereas tailings from Athabasca tar sands have 0.9-1.1%
266 bitumen [29]. One has tb bear in mind, however, that results from Athabasca tar sands processing were obtained on a commercial scale, whereas domestic tar sands were processed only a batch laboratory set-up or in a pilot plant. Water recycle and tailings disposal seemed simple and not worthy of great attention before the opening of the first commercial-scale plant in Canada [30].Today, after 16 years of operation, the tailings problem is the greatest of the entire hot water technology and is still waiting for a successful solution, though numerous patents and papers suggest vital improvements. The promising results with water recycling and tailing thickening obtained in the present work should therefore be viewed cautiously. On the basis of the laboratory experiments the following conclusions can be drawn: - Natural flocdation and settling of fine particles in a low alkalinity environment is fast and after 10-20 minutes 90% of the water can be recycled. Residual concentration of sand in recycled water is lower than 500 mg/l. - Two mechanisms of fine sand sedimentation were observed according to its ability to form large flocs. - Thickening of coarse sand in settling Zone 111 resulted in complete sedimentation, while fine sand in Zone I1 retained about 30% of water. Nevertheless, the total volume of dewatered tailing sand should not be larger than the original tar sand ore. -Water recycle had no deleterious effect on the separation efficiency despite the slight increase of dissolved and suspended matter in the recycled aqueous phase.
ACKNOWLEDGEMENT
We acknowledge gratefully the funding for this work by the US. Dept. of Energy (Laramie Energy Technology Center) contract # RE-HS20-82LC10942 and the University of Utah.
REFERENCES
1 2 3 4 5 6 7
W. Bonse, Erdoel-Erdgas-Zeitschrift,7 (1) (1981) 19. C. Q. Cupps, L. C. Marchant, World Oil, Sept. 1979, 73. L. C. Marchant, D. Jackson, Engineering and Mining J., June 1981, 130. N. Berkowitz, J. G. Speight, Fuel, 5 4 (1975) 138. L. Gabinet, Canadian Petroleum, May 1981,28. J. Muir, Canadian Petroleum, May 1981, 40. G. L. Baughman, “Oil Sands” in Synthetic Fuels Data Handbook, Cameron Engineers, Inc., Denver 1978, USA, p. 259. 8 C. W. Bowman, G. W. Govier, Tenth World Energy Conference, 19-24 Sept. 1977, Istanbul. 9 F. W. Camp, Can. J. Chem. Eng., 55 (1977) 581. 10 M. B. Hocking,G. W. Lee, Fuel, 56 (1977) 325. 11 A. Thomas, Canadian Petroleum, April 1981, 51. 12 E. S . Hall, E. L. Tollefson, Can. J. Chem. Eng., 6 0 (1982) 812. 13 P. M. Kohn, G. Parkinson, W. P. Stadig, Chemical Eng., April 1983, 18. 14 R. J. Byramjee, Oil Gas J., 81 (27) (1983) 78. 15 J. Hupka, J. D. Miller, A. Cortes, Transactions AIME, accepted for publication. 16 S. S. Penner, S. W. Benson, F. W. Camp, J. Clardy, J. Deutch, A. E. Kelley, F. X. Mayer, A. G. Oblad, R. P. Sieg, W. C. Skinner, D. D. Whitehurst, Energy, 7 (7) (1982) 567.
267 17 J. I. Daniels, L. R. Anspaugh, Y.E. Ricker, G. J. Rotariu, Health Impacts of Different Sources of Energy, International Atomic Energy Agency, Vienna, 1982, p. 595. 18 E. Lbsz16. Ambio, 10 (5) (1981) 254. 19 S. Aronoff, G. A. Ross, W. A. Ross, Photogrammetria, 38 (3) (1982) 77. 20 A. Kumar, Environ. Sci. Technol., 13 (6) (1979) 651. 21 J. Hupka, A. G. Oblad, J. D. Miller, to be published. 22 C. E. Denis, M. A. St., Kessick, Can. J. Chem Eng., 60 (1982) 675. 23 J. Hupka, J. D. Miller, SME-AIME Annual Meeting, 14-18 Feb. 1982, Dallas, Texas, USA, Preprint No. 8283. 24 K. Hatfield, J. D. Miller, A. G. Oblad, Seventh Symposium of the Rocky Maountain Fuel Society, Feb. 19-21, 1982, Salt Lake City, UT, USA. 25 C. W. Bowman, Seventh World Petroleum Congress, Mexico City, 1967, Proceedings Vol. ;, p. 583. 26 J. E. Sepulveda, J. D. Miller, Mining Eng., 30 (9) (1978) 1311. 27 M. C. Geraci, M. S. thesis, University of Utah, 1983. 28 W. H. Calkins, J. F. Deye, R. W. Hartgrove, C. F. King, D. F. Krahn, Fuel, 62 (1983) 857. 29 E. S. Hall, E. L. Tollefson, Energy Processing, 72 (1980) 39. 30 E. D. Innes, I. V. D. Fear, Seventh World Petroleum Congress, Mexico City, 1967, Proceedings, VoL 3, p. 633.
This Page Intentionally Left Blank
269
THE ROLE OF DILUENT IN OILY WASTE WATER TREATMENT IN BED COALESCERS
J . HUPKA
Department of Fuels Engineering University of Utah Salt Lake City, UT.84112, USA
ABSTRACT Periodic or continuous kerosene injection into an oily waste water stream has been shown to cause liberation of a coalescer bed from accumulated oil and suspended matter. Thus the lifetime of the bed was extended several times with respect to an unregenerated one, without a decrease of coalescence efficiency.
1. INTRODUCTION
Mathematical approaches to evaluate the filtration coefficient proposed by various authors [ 1 - 41 describing a steady state coalescence process do not show direct dependence of the coalescence efficiency on the viscosity of the dispersed phase. A general assumption, however, lies at the basis of these models, which is that viscosity of the dispersed phase is close to that of the continuous phase. The continuous phase is usually water, liquid fuels or hydrocarbon solvents, which means that liquids of low viscosity are expected to be involved in separation in a coalescer bed. There are only a few reports in the literature on the dependence of filtration coefficient on oil viscosity [4, 5, 61 indicating generally hardly any influence of dispersed phase viscosity on the coalescence effectiveness. An assumption can therefore be made on the basis of existing models describing performance of bed coalescers, that diluent dispersion should ungergo coalescence in the same degree as droplets of heavy oil. The capacity factor of the coalescer depends strongly, however, on the oil viscosity. The relationship between capacity factor and oil viscosity presented in Fig. 1 is based on many laboratory experiments and field tests. Although operating conditions and breakthrough time varied for different experiments, the decrease of the capacity factor with increasing oil viscosity can be seen clearly. For coalescer beds formed from very fine and densely packed fibres the capacity factor may even not exceed 10 for light oil of viscosity close to that of water. The present work focuses on the coalescence in bed efficiency for O/W dispersions when korosene as diluent is applied as the process aid. The coalescer bed is formed from granular and fibrous material preferentially wetted by the dispersed phase.
270 2. DILUENT APPLICATION IN THE PROCESS
Hydrocarbon solvent used for heavy oil dilution can be blended with the O/W emulsion (dispersion) stream by means of an agitated tank preceding the coalescer separator [7] or injected into the emulsion a moment prior to its entry into the coalescer bed [8]. Both techniques are presented schematically in Fig. 2. Diluent application during oily water treatment in coalescers can involve two different strategies of bed regeneration: 1. Continuous diluent addition in amounts depending on oil content and viscosity. 2. Periodic diluent addition according to maximal and minimal pressure drop across the bed. In the first method diluent prevents excessive deposition of heavy oil in the bed because coalescemce and dilution occur simultaneously. Diluent is introduced into the waste water as long as it contains heavy oil. In the second method oil is allowed to build up in the bed until maximal pressure drop across the bed is obtained. From this moment diluent is added into the emulsion until the head loss in the bed decreases to its minimum value. Pressure limits are necessary to avoid irreversible clogging of the bed with oil (maximum limit) and to sustain a residual saturation of the bed with oil (minimum limit) necessary for continuation of effective coalescence. Numerical values for maximal and minimal pressure drop vary due to coalescer bed properties and processing parameters. Another regeneration technique may be considered involving coalescer bed washing with an organic solvent [9, lo]. A significant volume of solvent is used during bed regeneration and coalescer is not fed with emulsion at that time. Such a process is not presented in this work. Backwashing of the bed with clear water and steam application were briefly discussed earlier [8]. 3. FLOW OF O/W DISPERSION AND DILUTION CONDITIONS IN COALESCER BED
A coalescer bed formed from granules or fibres has a different structure (see Tab. 1) which determines coalescence efficiency and should influence the extent of oil dilution when hydrocarbon solvent is injected into the O/W dispersion. A single-phase flow through porous media, assuming that there are no fluid-bed interactions, can be described by the following equation : 1c dp
p=---
dx
...@
where :
Q
v=-
A
apparent fluid velocity
k
bed permeability
P
viscosity o f the flowing liquid
dP dx Q A
pressure gradient in the direction of flow volumetric flow rate cross-sectional area of the bed
(1)
27 I
0.01 0.1 OIL VISCOSITY [Pa
0.001
1.o 53
Fig. 1. Capacity factor vs. oil viscosity.
5- -7 COALESCE Oil R
@
AGITATED TANK
-
ggj
Water
1
>
-
0 and B, = 0 for j = 2, 3, ..., J it beconies the classical Freundlich isotherm (F) corresponding to an exponential energy distribution (2) when B, < 0 and B, = 0 for j = 1, 3, ..., J it becomes a Dubinin-Radushkevich-type equation (DR) relating t o an asymmetrical quasigaussian energy distribution (3) when B, < 0 and Bj = 0 for j = 1, 2, ..., J and j # n it becomes the Dubinin-Astakhov equation (DA). All o f these special forms of eqns. (1) and (4) were obtained by assuming that adsorption
3 00 of all solutes is characterized by identical energy distribution functions, which are shifted on the energy axis only. In the theory of liquid adsorption on heterogeneous surfaces, another method [17, 201 was also proposed for deriving the isotherm equations. It was first used by Jaroniec [17, 201 who obtained the following form of Langmuir-Freundlich (LF) equation:
Equation (5) corresponds to a symmetrical quasigaussian energy distribution. For the parameter m equal to unity, the Langmuir-Freundlich isotherm becomes a Langmuir-type equation, which gives the following relationship:
where ni ( c l , c 2 , ..., c n ) is the adsorbed amount of the i-th solute from an n-component mixture of solutes, and nF(cl + c2 t .... + c,) is the adsorbed amount of the i-th solute from the single-solute dilute solution. Equation ( 6 ) , similar to a thermodynamic relationship used in mixed-gas adsorption [22], may be very useful in studies of adsorption from dilute solutions asa heterogeneity test. In the case of experimental systems fulfilling eqn. (6) a Langmuir-type isotherm may be used. However, a system for which experimental points deviate from the theoretical relationship (6) ought to be characterized by an isotherm equation involving energetic heterogeneity of the adsorbent surface. The relationships presented in this paper describe the behaviour of multi-solute dilute solutions in contact with a solid. In addition, they have a special mathematical form they contain parameters characterizing adsorption from single-solute dilute solutions. This fact makes possible the prediction of adsorption from multicomponent solutions by using data for suitable single-solute adsorption systems. Such a procedure eliminates the time-consuming measurement of multi-solute adsorption. The usefulness of the proposed isotherm equations in such studies was discussed in earlier papers [ 10-13, 15, 161. The main difficulty in the use of the above procedure is a correct selection of the single-solute isotherm equation. The following method of such adjustment may be proposed: (1) In the first stage of this procedure the experimental system is investigated by means of the heterogeneity test relationship (6), (2) when the experimental points do not fulfil the relationship (6), the energy distribution function is calculated by using a general method. Knowledge of the distribution function shape makes possible selection of a simple isotherm equation giving best representation of the experimental data. The usefulness of this procedure is demonstrated for two dilute aqueous solutions of phenol and p-nitrophenol adsorbed on activated carbon B 10 at 293 K [23]. Firstly, the
301 above experimental systems were investigated by using the heterogeneity test (6). In the case of adsorption from a dilute solution containing two solutes, the relationship (6) becomes:
The results obtained by means of the relationship (7) are shown in Fig. 1. Evident deviations of the experimental points from the straight line predicted by eqn. (7) are observed. This means that the system must be described by the isotherm equations involving energetic heterogeneity of the adsorbent. Next, the energy distribution functions for both single-solute systems were calculated by using the known procedure of Jaroniec [ 24, 251. The shapes of these functions are presented in Fig. 2. In the case of both systems, the distribution functions are quasigaussian with a widening in the direction of higher energies. This indicates that a DR-type equation may be a most favourable for describing the above systems, because this relationship corresponds to such a distribution function. The above conclusions have been confirmed by additional numerical calculations made for four isotherm equations: Langmuir (L), Langmuir-Freundlich (LF), Dubinin-Radushkevich (DR) and classical Freundlich (F). Table 1 contains the values of the ratios of the standard deviations SD for different relationships to the minimal standard deviation SD,h. It follows from Table 1 that DR equation gives the best representation for the above data, whereas, in the case of Langmuir isotherm great deviations of the experimental points from the theoretical isotherm are observed. The LF equation also shows a good fit to the experiment, but worse in comparison to the DR relationship. As was expected, the Freundlich isotherm gives a poor agreement with the experimental data.
Fig. 1 . T h c linear relationship (7) for adsorption of phenol (1) + ynitroplienol(2) from dilute aqueous solution o n activated carbon B 10 at 293 K.
302
f (a
02
0.2 01
0
2
4
-€
6
Fig. 2 . Energy distribution functions f(e) characterizing the energetic heterogeneity of the activated carbon B 1 0 in relation to dilute aqueous solutions of phenol (-) and p-nitrophenol (---).
Tab. 1. The ratios of the standard deviations SD/SDmin for different isotherm equations calculated for single-solute adsorption from dilute aqueous solutions o n activated carbon B 1 0 at 293 K
phenol p-nitrophenol
0.0206 0.0240
21.80 13.76
1.11 1.19
1.00 6.53 1.00 3.30
SD - thc standard deviation calculated for a given adsorption system and a givcn isotherm SDnlin - minimal value of SD chosen from the standard deviations for a givcn adsorption system
W
-
number of cxperimcntal points
One may conclude that the proposed procedure for selecting the best isotherm equation may be useful in practice. Figs. 3 and 4 present the linear forms of the DR isotherm for the systems investigated: for single-solute systems: -
(- In @i)1’2 = B i1’2 RT In Xi
for bi-solute system:
-
Bi1’2
RT In ci
303 [-
(0,
+ 02)]1/2 = B1'*
RT In F1 - B'12 RT In (cl
+ KZ1 c2)
(9)
where B i and B are the heterogeneity parameters for single- and bi-solute systems, respectively. In both types of systems a good agreement between the experimental points and the theoretical straight lines is observed.
8
4
0
ln c;
4
Fig. 3. Thc linear relationship (8) for adsorption of phenol (a) and p-nitrophenol(0) from dilute aqueous solutions o n activated carbon B 10 at 293 K.
Fig. 4. The lincar relationship (9) for adsorption of phenol (1) aqueous solution o n activated carbon B 10 at 293 K. o - lo^ conccntration range 0 - high concentration range
+ p-nitrophenol(2) from dilute
3. MULTILAYER EFFECTS
Many experimental data indicate that the process of niultilayer formation on an adsorbent surface occurs frequently in adsorption from dilute solutions [7-6-18]. However.
304 this problem is rarely studied. A first approach to the description of such adsorption systems has been made by Hansen et al. [26, 271 and Schwuger [28], based on the BET-type equation. A relationship analogous to the Harkins-Jura isotherm was also used to describe adsorption from dilute solutions [ 291. Nevertheless, all these attempts are only an automatic adaptation of the gas adsorption isotherms to liquid adsorption and they neglect the specificity of the liquid/solid systems. Quite recently, multilayer single-solute adsorption was discussed by Jaroniec and Dqbrowski [30, 311. They postulated the use of the generalized Toth isotherm for describing adsorption systems containing dilute solutions [30]. In the next paper [31] they derived new isotherms for single-solute adsorption on heterogeneous solids using the BET-type relationship as the local isotherm in the integral equation. In this paper another approach to multilayer adsorption from dilute solutions will be presented. These considerations are based on the previously published theory of multilayer adsorption from multicomponent solutions over the whole concentration range [32]. Applying this model to adsorption from dilute solutions, the following relationship is obtained for the adsorption isotherm on a homogeneous surface:
In the above equation r is the number of adsorption layers and L(:) is proportional to the constant characterizing the transfer of the i-th solute molecule from the bulk phase to the k-th adsorption layer with the simultaneous transfer of a solvent molecule from the surface space to the solution. These constants are equal to:
L(r) = Kf-1) 1
(12)
1
where Kim)is proportional to the constant describing the transfer of the i-th solute molecule from the (k + 1)-th to the k-th adsorbed layer with the simultaneous transfer of a solvent molecule from the k-th to the (k + 1)-th layer. Taking into account studies of multilayer gas adsorption on heterogeneous solids [33] we assume that adsorbent heterogeneity exerts considerable influence on the formation of the first adsorbed layer only and may be neglected in the process of formation of the higher layers. Applying the method described in the papers [ 17, 201 the following form of the isotherm for multilayer multi-solute adsorption on heterogeneous adsorbents may be obtained:
j = 1'
J
J'
j=1
J
This relationship corresponds to a symmetrical yuasigaussian distribution of adsorption energies.
305
In
-10
-8
-6
-4
-2
Ln (c/col
0
Fig. 5. Theoretical isotherm eqn. (13) calculated for two values of the parameter m: 1.0 (-) 0.5 (......) and r = 1 , 3 , 5, 7.
and
Fig. 5 present the results of model calculations performed using eqns. (12) and (13) for the case of single-solute adsorption from dilute solution on homogeneous (m = 1) and heterogeneous (m = 0.5) surfaces. The theoretical curves, plotted in logarithmic scale, correspond to the monolayer isotherm equation (r = 1) and multilayer ones (r = 3, 5 , 7). The initial parts of the curves, corresponding to the region of monolayer formation, show greater adsorption on a heterogeneous surface than on a homogeneous surface. However, in the region of multilayer formation the heterogeneous effects are very small. These results are in a good agreement with the assumption of the proposed model limitation of the influence of adsorbent heterogeneity to the first adsorption layer only. Recapitulating, it may be stated that the model of multilayer adsorption reproduces the experimental multilayer isotherms and may be useful in their interpretation.
4. DIFFERENCES IN THE MOLECULAR SIZES O F SOLUTES
Although many experimental studies show that differences in cross-sectional areas of the solutes exert a significant influence on the adsorption equilibrium, theoretical investigations of liquid adsorption are usually carried out by assuming equality of their cross-sectional areas. Recently Jaroniec et al. [34, 35 J proposed a simple model for adsorption from dilute solutions involving energetic heterogeneity of the solid as well as the differences in molecular sizes of the solutes. They obtained a relationship defining the dependence between the adsorbed amounts and concentrations of two solutes. This relationship may be presented in two linear forms:
3 06 and In ( n i / c y ) = rn In Ki:
+ s In ( n j / c J ” )
(16)
where s is the ratio of the cross-sectional areas of the i-th and j-th solutes and KTi is the constant proportional to the equilibrium constant K i j (see eqn. (3)). where a proportionality factor contains quantities resulting from recalculation the mole fractions of solutes in both phases t o the numbers of moles ni, nj and concentrations ci, cj. The usefulness o f the proposed model for the description of the adsorption systems is examined by using the following experimental data: A p-chlorophenol(1) + plienylacetic acid (2) B p-nitrophenol (1) + o-phenyl phenol (2). These substances were adsorbed on activated carbon B 10 at 293 K [ 1 3 ] . Tab. 2. Parametcrs 111, s and I n K , characterizing adsoiption from bi-solute aqucous solutions o n activated carbon B 10 at 293 K ~
System
s
A
0.97 0.73 0.70 0.92
B
-4
in
In K,,
SD
1.60 -1.01
0.16 0.20
-2
0
2 0
a
I
Fig. 6 . The lincar relationship (15) for adsorption of p-chlorophenol(1) + phenylacetic acid (2) (a) and p-nitrophenol (1) + o-phenyl phenol (2) ( b ) from dilute aqueous solutions o n activated carbon B 10 at 293 K.
Table 2 contains the values of the parameters s, ni and In K:2. The linear relationships (15) and (16) are presented in Figs. 6 and 7. Now, we shall discuss the values of the para-
307
0
2
6
Fig. 7 . The linear relationship (16) for adsorption of p-chlorophenol(1) + phenylacetic acid (2) (a) and p-nitrophenol ( 1 ) + o-phenyl phenol (2) (b) from dilute aqueous solutions on activated carbon B 10 at 293 K.
meters m and s for both investigated systems. In the case of the system A the parameter s is close to unity and m is equal to 0.73. This means that heterogeneity effects play an important role and can not be neglected in the description of this adsorption system, whereas the role of differences in the solute sizes is very small. However, in the case of the system B the parameter s should be taken into consideration, but the heterogeneity effects play a smaller role (m = 0.92).
5 . DISSOCIATION EFFECTS
The influence of pH on adsorption from solutions was noticed some time ago [36,37]. A first attempt at the quantitative description of the dependence of adsorption on the pH of the solution was proposed by Getzen and Ward [38, 391, who considered this problem on the basis of the Langmuir equation. They treated a solution of a weak electrolyte as a bi-component system. However, Baldauf et al. [40], applying the same concept, used the modified Freundlich isotherm to include the effect of pH on adsorption. Rosene and Manes [41] discussed this problem on the basis of the Polanyi potential theory. The most advanced attempt at the description of adsorption from dilute solutions of weak organic electrolytes was presented by Muller et al. [42]. These authors presented a model to predict the influence of pH on adsorption, including energetic heterogeneity of the solid as well as surface charge. They considered an exponential energy distribution to characterize the adsorbent heterogeneity. Our discussion of the adsorption process from dilute solutions of the weak electrolytes takes into consideration the solid heterogeneity only, ignoring surface charge. Let us consider a simple model of adsorption from a dilute solution of an organic acid for example. The reactions representing the fundamental processes are the following: - the dissociation process in the bulk solution
K,.
RH - R
-
+ H+
308 where K a is the dissociation constant
and CH+ is the concentration of H’. - the adsorption of R-
(R-)* + (w)’
KR
* (R?’ + (w)’
(19)
In the above the superscripts ‘1’ and ‘s’ refer to the bulk phase and the adsorption space, ‘W denotes a molecule of solvent and K R is the equilibrium constant defined as follows:
- the adsorption of RH
KRH
( R H ) ~+ ( w ) ~ * ( R H ) ~+ (w)’ where K R H is the equilibrium constant defined by:
The total adsorption in the system investigated is the sum of the surface coverages of the ionized and neutral forms:
The total adsorption of both forms of the weak electrolyte may be expressed in terms of the total concentration c of the solute:
The concentrations of the two forms of the solute depend on pH as follows: C R = [a /
(1
-(-
a)] c
c ~ ~ = c / ( a) l +
(‘5)
where a = K, / C H
Putting the dependences (25) in the relationship ( 2 3 ) , the following form of the isotherm equation for adsorption from the dilute solution of a weak electrolyte on a homogeneous solid may be obtained:
The parameters KR and KRH in the above equation are the equilibrium constants for adsorption of the ionized and neutral solute forms, respectively. Their values may be obtained experimentally in the range of very low and high pH values, where only the ionized or neutral molecules exist in the solution. In this way, the eqn. (26) gives rise to the possibility of calculating the adsorption from solutions of different pH. Equation (26) may easily be generalized to the case of adsorption on heterogeneous solids by applying the method described earlier [ 17, 201:
(-1” 9=
1
1 +a
(KF a m +KgH
cm
The above relationship gives rise to computational possibilities analogous to eqn. (26).
6 . NOMENCLATURE ratio of dissociation constant and concentration of hydrogen ions heterogeneity parameter of eqn. (4) total concentration of ionized and neutral forms of concentration of hydrogen ions
eak electrolyte
concentration of solute i in dilute solution
sa tura tin:: concent rat ion of solute concentration of ionized form of \\.eak electrolyte concentration of neutral form of weak elcctrolytc concentration o f solvent adsorption energy of solute i exprcssed u.ith respect to adsorption encrgy of solvent characteristic energy of distribution function of adsorption energies dissociation constant Langmuir-typc constant, proportional to equilibrium constant of adsorption proccss of solute i equilibrium collstilllt reprcscnting compctitivc cliaractcr ot‘ adsorption preexponential factor in cqn. ( 3 ) constant conncctcd with charactcristic cncrgy of di,iriburion function equilibrium coiibtant describing transition of molcculc o f solute i fi-om ( k laycr of adsorption ,pace cquilibrium constrlnt defined by cqn. (20) cquilibrium constant defined by cqn. ( 2 2 )
+
I ) laycr to k-th
310 - constant connected with characteristic energy o f distribution function - constant connected with characteristic energy of distribution function - constant characterizing exchange of molecule of solute i from bulk phase with solvcnt molecule from k-th adsorbed layer m , ni’ - heterogeneity parameters of eqn. (1) - number of solutes in dilute solution n adsorbed amount of solute from single-solute solution n* - adsorbed amount o f i - t h solute from n-component mixture (eqn. (6)) ni - adsorbed amount of i-th solute from single-solute system (eqn. (6)) nT ~
I
- number of adsorption layers
R
-
-
S
T X
-
x,
universal gas constant ratio of molecular sizes of solutes i and j temperature variable expressed by eqn. ( 2 ) constant of eqn. (4) connected with minimum value of adsorption energy
adsorption energy total relative adsorption of n solutes from dilute solution relative adsorption of solute i from dilute solution 0i -- relative adsorption of ionized form of weak electrolyte OR @RH - relative adsorption of neutral form of weak electrolyte E
0
i k
-
1 R
RH S
vv
7.
solute adsorbed layer - bulk phase - ionized form of \\ eak electrolyte - neutral form of weak clcctrolytc -
- adsorption space - solvent
IIEFERLNCES
1. C. J. Kadkc and J . M. Prausnitz, J . Cheni. Phys., 57 (1972) 714-722. 2. C. J. Radkc and J. M. Prausnitz, AIChF J ., 18 ( 1 972) 76 1-768. 3. A. L. Meycrs and J . M. Prausnitz, AIChE J., I 1 (1965) 121-132. 4. M . Manes, in I . H. Suffet and M. J. MLGuire (Eds.), Activated Carbon Adsorption of Organics from the Aqueous Phase, vol. 1, Ann Arbor Science: Ann Arbor, Michigan, 1980, pp. 43-64. 5 . G . Belfort, Environ. Sci. Technol., 1 3 (1979) 939-946. 6. W. Melander and Cs. Horvith, in I. H. Suffet and M. J. McCuire (Eds.), Activated Carbon Adsorption of Organics from the Aqueous Phase, vol. 1, Ann Arbor Science: Ann Arbor, Michigan, 1980 131’. 65 -89. 7. M. Jaroniec, A. Patrykiejco and M. Bor6u-ko, in Progress in Surface and Membrane Science, vol. 14, Academic Press, Nem York, 1981, pp. 1-67. 8. Ch. Shcindorf, M. Rebhun and M. Sheintuch, J . Colloid Interface Sci., 79 (1981) 136-142. 9. M. Okazaki, H. Kape and R. Toei, 1. Chcni. Eng. Jap., 1 3 (1980) 286-291. 10. M . Jaroniecand M. Dcryto, Chcm. Ilngng. Sci., 36 (1981) 1017-1019. 11. A. Derylo and M. Jaroniec, Przem. Chcm., 6 0 (1981) 43-45. 12. M . Jaroniec and A. Derylo, J . Colloid IntcrFace Sci.. 84 (1981) 191-195.
31 1 13. A. Deryko and M. Jaroniec, C h c m Scripta, 19 (1982) 108--115. 14. M. Jaroniec, J. Colloid Interface Sci., 86 (1982) 588-589. 15. M. Jaroniec and A. Deryko, in 1.Pawkowski (Ed.), Physicochemical Methods for Water and Wastewater Treatment, Elsevier, Amsterdam, 1982, pp. 361-368. 16. M. Jaroniec, A. Deryko and A. W. Marczewski, Mh. Chem., 114 (1983) 393-397). 17. M. Jaroniec, J . Rcs. Inst. CatalysisHokkaido Univ., 26 (1978) 155-162. 18. M. Borbwko, M. Jaroniec, J. O k i k and R. Kusak, J. Colloid Interface Sci., 69 (1979) 311-317. 19. M. Borbwko, M. Jaroniec, and W. Rudzihski, 2. Phys. Chenue, Leipzig, 260 (1979) 1027-1032. 20. M. Jaroniec, J. O k i k and A. Derylo, Acta Chiin. Acad. Sci. Hung., 106 (1981) 257-265. 21. A. W . Marczcwski and M. Jaroniec, Mh. Cheni., in press. 22. D. M. Young and A. D. Crowell, Physical Adsorption of Gases, Butteru.orths, London, 1962, p. 402. 23. F. A. DiGiano, G. Baldauf, B. Frick and H. Sontheimer, Cheni. Engng. Sci., 33 (1978) 16671673. 24. M. Jaroniec, Surface Sci., 50 (1975) 553-564. 25. M. Jaroniec, A. Deryko and J. Czarniecki, Przeni. Chem., 61 (1982) 463-465. 26. Y. Fu, R. S. Hanscn and F. E. Bartell, J. Phys. Chem., 52 (1948) 374-387. 27. R. S. Hansen, Y . Fu and F. E. Bartell, J. Phys. Chem., 53 (1949) 769-785. 28. M. J. Von Schwuger, Koll. Z . , 234 (1969) 1048-1052. 29. K. P. Iyer and N. S. Wariyar, J. Inst. C h e m , Calcutta, 44 (1972) 111-116. 30. A. Dqbrowski, M. Jaronicc and J. T6th, J . Colloid Interface Sci., in prcs,. 31. M . Jaroniec, A. Dqbrowski and J. Toth, Cheni. Engng. Sci., in press. 32. M. Jaroniec, J. OScik and J. Deryko, Mh. C h e m , 112 (1981) 175-185. 33. M . Jaronie and W. Rudzihski, Acta Chim. Acad. Sci. Hung., 88 (1976) 351-362. 34. M. Jaroniec, Thin Solid Films, 81 (1981) L97-199. 35. M. Jaroniec, A. Deryko and A. W. Marczwski, Chem. 1:ngng. Sci., 38 (1983) 307-311. 36. J . J . Kipling, J . Chem. Soc., part 2, (1948) 1493-1499. 37. W. J . Weber and J. C. Morris, J . Sanit. Eng. Div., ASCE, 90 (1964) 79-86. 38. I:. W. Cetzcn and T. M. Ward, J. Colloid lnterface Sci., 31 (1969) 441-452. 39. T. M. Ward and F. W. Getzen, Environ. Sci. Tcchnol., 4 (1970) 64-67. 40. G. Baldauf, B. Frick and H. Sontheimer, Vom Wasscr, 49 (1977) 315-326. 41. M. R. Rosene and M. Manes, J . Phys. Cheni., 81 (1077) 1651-1657. 42. G. Miiller, C. J. Radke and J . M. Prausnitz, J. Phys. Chem., 84 (1980) 369-376.
This Page Intentionally Left Blank
313
SPECIFIC ADSORPTION OF ORGANIC MICROPOLLUTANTS ONTO ACTIVATED CARBON : A STUDY OF ELECTROKINETIC PHENOMENA DUE TO MULTICOMPONENT SYSTEMS
P. LAFRANCE, M. MAZET and D. VILLESSOT
Laboratoire de Gdnie Chirnique Appliqud aux Daitements des Eaux, Universite' de Lirnoges 123, rue Albert Thomas, 8 7060 Lirnoges Cedex, France
ABSTRACT Activated carbon adsorption is an important unit operation for the removal of micropollutants found in water supplies. Most of the adsorption studies that have been reported concern thc effectiveness of adsorption for removing a single solute from pure solution or a selected pollutant from a well-defined heterogeneous system. However, little has been done to investigate the physico-chemical factors responsible for adsorption affinities and capacities from multicomponent equilibria on activated carbon. The purpose of this study is to examine the adsorption specifity from two binary systems of pollutants in the micromilar concentration range. Experimental data showed an enhancement of adsorption capacity an anionic surfactant (sodium dodecyl sulphate) by cations (Na' and Ca2'), and an inhibition of adsorption capacity of 2-naphtol by sodium dodecyl sulphate. The influence of co-adsorption on the apparent adsorptive capacities for the single solutes is discussed in terms of surface potential changes of carbon particles during simultaneous adsorption of ionic compounds in solution. It is shown that a specific adsorption of one solute over another can be enhanced by electrostatic interactions due to the ionizable functional groups on the carbon surface and ion adsorption from solution. Complexation of the anionic surfactant to a bivalent cation surface species provides a cooperative adsorption on the hydrophilic sites of the carbon. Competitive adsorption and non-competitive adsorption of 2-naphtol by the anionic surfactant could illustrate the dependance of the adsorption equilibria on the interactions between species adsorbcd on the carbon surface.
1. INTRODUCTION
Adsorption onto activated carbon provides an effective technique for the removal of organic matter from domestic and industrial wastewaters, and also for final purification of drinking water. Developed as an important physico-chemical process for micropollutant recovery, the use of granular activated carbon (GAC) in large-scale adsorption plants can be improved by a fundamental exploration of chemical interactions at the solid-solution interface. The performance of activated carbon as an adsorbent is not only related to the specific surface area adsorption, the pore volume and pore-size distribution of GAC particles, but
314 also to the adsorption affinities for the single dissolved solutes. Furthermore, mutual effects of the adsorbates on the carbon surface properties, and interactions between micropollutants in bulk solution or adsorbed on the surface sites, can effect the adsorption selectivity of organic compounds found in water supplies. The mechanisms of co-adsorption from mixed aqueous solutions have had little study in the water treatment literature. Therefore, it is essential in the design of an adsorption technique that appropriate considerations should be given to interactions between the components of a multisolute system and a contact bed of GAC. The purpose of this study is to investigate the adsorption specificity from two binary systems of pollutants in the micromolar concentration range. Laboratory experiments showed an enhancement of adsorption capacity of an anionic surfactant (sodium dodecyl sulphate) by metal ions (Na’ and Ca”), and a reduction o f adsorption capacity of 2-naphtol by sodium dodecyl sulphate. This paper describes the experiments which were performed in order to assess the effects of co-adsorption on the apparent adsorption capacities of the single solutes, and the electrokinetic properties of carbon particles. Adsorption is described in terms of ultimate quantity of substsnce adsorbed as deduced by Langmuir isotherms, and surface potential changes of powdered activated carbon by zeta potential measurements. The influence of specific sites of adsorption and electrostatic interactions on the co-adsorption of solutes at the carbon interface is discussed.
2. EXPERIMENTAL METHODS 2.1. Material and Analysis
The adsorbent used throughout this study was Chemviron Filtrasorb-400 active carbon, which is marketed for use in water purification. The carbon granules are manufactured in 0.4-1.7 mm in diameter (12 X 40 U.S. Standard mesh size), with a BET-N2 surface area of approximatively 1200 mz /g. To prepare the powdered carbon for the experiments, the granules were mechanically ground and sieved to < 50 pm. Experiments showed that drying of this fraction at 150°C for 3 hours did not affect the adsorption capacity of the powdered carbon. The adsorbates that were used in the first binary system included reagent-grade NaCl and CaClz. A technical grade sample of sodium dodecyl sulphate (SDS) was purified twice by crystallization in anhydrous ethanol and found to be 2 99.5% pure in terms of elementary analysis. Colorimetric determination of the surfactant concentration was carried out by benzene extraction with crystal violet and was read at 605 nm. The second binary system of pollutants included the purified salt of dodecyl sulphate and reagent-grade 2-naphtol. Individual concentrations of 2-naphtol were determined by ultraviolet spectrophotometry at 224 nm (1 cm cell length), using a BECKMAN model 25 apparatus. The chloroform extraction with Caminoantipyrine and colorimetric determination at 460 nm did not improve the detection level of 2-naphtol. Stock solutions and working solutions of the experimental systems were prepared with distilled water at pH = 4.5-5.0.
315 2.2. Adsorption Isotherms
The adsorption isotherm tests consisted of mixing a solution containing a known concentration of one or more solutes with several weighed amounts of powdered activated carbon in 1 liter of distilled water. Batch studies were performed at room temperature with continuous stirring of the samples. A contact time of 3 hours was allowed to ensure an apparent adsorption equilibrium, related to the rapid surface transfer of the adsorbates to the carbon macropores. These apparent equilibrium isotherms. called "pseudo-isotherms", account only for that fraction of the adsorption capacity utilized in the initial rapid adsorption period. After equilibration the powdered carbon was removed by filtration through fiberglass filter paper, and the concentration of the adsorbate was measured. In the first bisolute batch. a constant initial concentration of SDS ( 1 .O mg . 1 ) was mixed with different concentrations of the second solute, Na' or CaZ+.After simple filtration of the binary system, no change of pH and no loss of SDS by precipitation, as ionic strength changed, were observed. The second bisolute batch contained a constant initial concentration of 3-naphtol (1.0 mg . 1-') with different concentrations of SDS as co-adsorbate. After equilibration, the extent of adsorption for SDS (first binary system) and 3-naphto1 (second binary system) was determined and the ultimate adsorption capacity for the carbon calculated using the Langmuir model for individual components.
-'
2.3. Electrophoretic Measurements
The zeta potential ({) value of activated carbon particles was obtained directly using a Pen-Kem LAZER ZEE METER model 500 apparatus. Measurements were carried out on a batch of 40 mg . 1-' suspension of activated carbon in distilled water, containing different concentrations of one or more solutes. Some variation of the zeta potential value can occur with time for the carbon suspension blank, and determinations on agitated samples were made at initial contact time and after 3 hours contact time, at room temperature. The zeta potential data were corrected for all temperature changes and expressed at a reference temperature of 20"C, according to the Pen-Kem instructions.
3. RESULTS AND DISCUSSION
The Langmuir equation was used to describe single-solute adsorption from dilute aqueous solutions [ 1-31. The ultimate adsorption capacity is then obtained at the intercept, r,', of the straight line by plotting the reciprocal adsorption density,F'versus the reciprocal equilibrium concentration of the solute. 3.1. Adsorption Isotherms for Individual Solutes
The adsorption capacity for the anionic surfactant is determined in distilled water, in tap water, and in two solutions of varying pH (Figure 1).
316 2.0
1.8
I
," 1.6 2
-E ?--
I
1.L
0 distilled
water
tap
1.2
1 .o
0
A
p H = 9.8
v
p H = 4.0
1
1
I
1.0
2.0
3 .O
(SDSI-'
watet
1
4.0 (pM)-'
L 5 .o
Fig. 1. Lanpnuir isotherms for SDS adsorption o n activated carbon. Effect of pH and water mineralization.
Langmuir pseudo-isotherms for SDS in distilled water (conductivity = 2 pS * cni-') and tap water (conductivity = 75-80 pS . a n - ' ) show sinular values of ro,approxiniatively 0.70 niM/g. However, isotherm plots showed that micromolar quantities of SDS ( S 1.O mg . 1 - I ) will be preferentially eliminated in distilled water. For dilute aqueous solutions of anionic surfactant, the effect of pH on the carbon efficiency is limited in constant ionic strength media of 80 pS . cm-' . Thus, only a minor decrease of the ultimate adsorption capacity value, from 0.78 mM/g to 0.76 niM/g, is obtained for a pH change from 4.0 to 9.8. The difference observed between isotherm plots for pH values of 4.0 and 9.8 is in accord with the adsorption behavior of typical organic pollutants, resulting from repulsive electrostatic interactions between their polar or negatively charged groups and the anionic surface functions on the carbon [4-51. The Langniuir pseudo-isotherm for 2-naphtol (K, = 1.17 . lo-'' at 20" C) in distilled water is presented in Figure 2. The ultimate adsorption capacity for 3-naphtol is 1.70 mM/g (UV method) with a carbon contact time of 3 hours, and 2.95 mM/g after an adsorption equilibrium time of 3 days. Such results corroborate the influence of slow adsorption kinetics (internal diffusion of the adsorbate to macropores of the carbon) on
317
0.8
0.6
0 .L 7
I
L
0.2
'l 3 days
-
1 -
0 C.=1.0
mgil
o Co=l.O
mg/l
G-aminoant.
-
C0=2.0 m g / l 1 U . V .
A
method
method
Co=l.Omg/l I
0 0
~~~~
0.2
~
1
I
0.L
0.6
( 2 - n a p h t o l 1-1
I
0.8
1 .o
IpM 1-l
Fig. 2. Langmuir isotherms for 2-naphtol adsorption o n activated carbon.
the extent of adsorption isotherm parameters [6]. This kinetic-determining step of the adsorption process greatly affects the predictive evaluation of GAC contactors performance [7-81. For identical carbon quantities, a much slower approach t o a true adsorption equilibrium will be observed for higher initial concentrations of the solute [6]. Isotherm data obtained for a fixed time of 3 days show a decrease of the apparent adsorption capacity with an elevation of the initial concentration of 2-naphtol. The slow uptake capacity for micropollutants illustrates the difficulty in defining the attainment of true equilibrium in activated carbon isotherm studies. Batch co-adsorption of organic compounds present in heterogeneous systems can induce modifications of the isotherm equilibrium parameters found for the single solutes. Since the linear form of experimental pseudo-isotherms established for single-solute systems was satisfactorily conserved in the presence of a co-adsorbate, we will consider the variation of Po parameter for one micropollutant simultaneously adsorbed with a promotor compound, and an inhbitor compound of adsorption.
3.2. Adsorption from Bisolutc System
The first binary system concerns adsorption efficiency of SDS onto activated carbon. This was considerably improved by Na' ions and Ca2' ions as co-adsorbates. Many re-
318
>
10
1.0
8
0.9
7 0
E
-
6
.
a
d
4
0.7
2
0.6
0
0.5 0
0.02
0.04
0.06 CNi3'
0.08
0.1 0
(Mi
Fig. 3. Effect of sodium ion concentration on maximum adsorption capacity of SDS (a), and
Fig. 8. Effect of calcium ion concentration onf-potential of activated carbon particles. o initial contact time; 0 3 hours contact time (broken line: with derivation of the carbon suspension blank).
tional sites of the carbon. The difference observed between ultimate adsorption capacities for SDS alone and SDS in a binary system with cations, could then represent the restriction to the SDS adsorption caused by ionic surface groups of the carbon. Since calcium ions are the potential-determining ionic species in the binary system, it is quite possible that CaZ+will be first preferentially adsorbed, to allow a calcium-surfactant complexe formation on the surface of the carbon. The formation of (DS)Ca’ and (DS)z Ca species, with increasing ionic strength of the solution, could then lead to a sequential adsorption (probably competitive between all transitory (DS)2nCa, associates) of different forms of surfactant, free or complexed with cations [ 121. Thus, micromolar concentrations in CaZ+ions will provide a cooperative co-adsorption of monomers and subsequently dimers of anionic surfactant onto activated carbon. In the binary system SDS/2-naphtol, the modification of the zeta potential of carbon particles by SDS co-adsorption, is presented in Figure 10. In such a system with a molar ratio SDS/2-naphtol< 1.0, it can be seen that the zeta potential change in the presence of a constant initial concentration of 2-naphtol is more pronounced than that obtained with SDS alone. According to [5],the fixation of phenolic compounds onto activated carbon is expected to proceed by donor-acceptor interactions through the 7-r-electron of the aromatic rings of the system. This “charge-transfer’’ complex of the nonspecific n-bonding can be
3 24
12
Q
6
2
0
Fis. 9. Effect of calcium ion conccntration 011 C1> C4H4> OCH,
It is interesting to compare this progression with that for decreasing adsorption capacities which is presented as follows.
NO,
> C,H,
and C1> OCH,
> CH,
332
-t- 2-Nitrophenol
-.......=-......- 2 - Chlorophenol
.-.-
--*--..-.. 22-..-“Q
*
‘0
A
1
o-cresot Naphthol Melhoxyphenol
---_--2
3 -Boiling
4
5
6
7
Time (hours 1
Fig. 1. Effect of Boiling o n Adsorbates.
The two progressions may be seen to be fairly similar. This would suggest that the efficiency of regeneration by boiling water was influenced to a certain degree by the initial adsorption capacity of the carbon for the adsorbate; low adsorption capacities in turn resulted in low desorption capacities. This trend was observed in the studies on the mono-substituted benzene compounds [2]. N. B. Previous work by Al-Bahrani and Martin [5] compared the adsorption of the five substituted phenols using the activated carbon CAL supplied by Chemviron Ltd; adsorption capacities decreased in the order of C4H,
> OCH, > C1> CH, and NO,
when monolayer capacities were compared on a mass basis (mg/mg carbon), and in the order of C4H4 and OCH,
> CH, > C1> NG,
when monolayer capacities were compared on a molar basis (mole/g carbon). The two carbons, CAL and Filtrasorb 400, had been thought to be virtually identical [8, 91 and, therefore, the difference in the adsorption capacity progressions for the five substituted phenols by the two carbons was Surprising. Studies on the selection of a particular commercial activated carbon for a particular treatment problem have stressed the need for access to pore distribution and other data on adsorptive powers [4, 91. The solubilities of the various compounds in water appeared to have no influence over the REs achieved, as the order of decreasing solubilities in water shows. C1> CH,
> OCH, > NO, > C4H4
333 Some correlation between REs and molecular weights does appear to be shown however. Molecular weights decrease in the following order.
C,H,
> NO, > C1>
OCH,
> CH,
With the exception of '-naphthol. a polycyclic compound, this is a sinular progression to that of the RE values; the 'regenerating efficiency of boiling water decreased with decrease in molecular weight of the adsorbate being desorbed. Results for the monosubstituted benzene coni2ounds, excepting the relatively highly water-soluble phenol. showed a similar correlation [ 2 ] . It is possible that tlie smaller molecules, in penetrating further into the micropores of the carbon, are more difficult to remove. Comparison of the adsorption of the five substituted phenols and justification of the differences were very difficult [ 5 ] ; solubility, polarity and hydrogen bonding were all observed to be of significance but in an unpredictable way. It must be concluded that the desorption of these compounds is similarly difficult to compare and tiiat the differences are siniilarly difficult to justify. What can be stated with certainty is that the introduction of a second benzene ring (i.e. in effect the addition of C,H,), OCH,, C1. CI1, or a NO, group to phenol improves its adsorption and hinders its desorption. 4.3. Oxzdzsitzg Agcnrs. The exhausted carbon samples were regenerated with SO nd of the selected regenerants. The oxidising agents, potassium pernianganate, potassium dichromate and sodium hypochlorite, were used in concentrations sinular to those employed by Johnson et al. [ 101 and Beccari et al. [ 1 I ] . The treated carbon was then rinsed with three SO nd rinses of boiling distilled water. The results obtained are presented in Table 1. Tab. 1. Osidisinp Apcnts and thcir R E s RE ( 7 r ) for carbon exhausted \\it11 Rcgcnerant
2-naphthol
2-metlioxyplienol
2-chlorophrnol
o-creeol
2-nitrophenol
10% KMnO, 10% K , C r l O . 0.35% NaOCl
26.2 18.6 35.0
6.6 2.4 8.4
1.2 9.9 6.2
11.3 -7.5 -26.3
20.6 17.6 27.5
The REs achieved were low and in some cases negative; a negative RE indicated that the carbon not only failed to adsorb the organic from solution in the re-exhaustion phase, but furtliermore, desorption from the carbon took place giving a lugher equilibrium solute concentration at the end of tlie phase than at the beginning. Similar results (i.e. low REs and, in some cases, negative REs) were recorded for the mono-substituted benzene coinpounds [2]. In examining these results, it is necessary not only to consider the effects of the oxidising agents on tlie absorbates, but also their effects on the adsorbent itself. Treatment with oxidising solutions will increase the concentration of surface oxides on the surface of the carbon. These surface oxides inhibit adsorption. The formation of these surface oxides and their role in tlie inhibition of adsorption have been discussed in earlier studies by Martin and Ng [ 2 ] . In attempting to consider the chemistry of the re-
334 actions betweeen the reagents and the organic adsorbates, it is virtually impossible to allow for the contribution of the chemical role of the carbon surface with any degree of certainty. One of the most important chemical properties of phenols in general is their susceptibility to electrophilic substitution; this susceptibility to attack by electrophilic reagents such as oxidising agents is significantly influenced by the nature of the phenol [ 121. The presence of electron-releasing groups such as OCH,, CH, or another b e m n e ring should facilitate ease of attack whilst the presence of electron-viithdrawing groups such as NO, and C1 should have a deactivating influence. From knowledge of ionization constants (Appendix 1 lists the adsorbates used in this study, together with their relevant properties including pK, data; Appendix 2 lists the regenerants used, again with relevant properties) and from general organic chemistry principles of relative reactivities, it is likely that the order of susceptibility to attack by the oxidising agents may be represented by the following progression. OCH, and C4H, > CH,
> C1>
NO,
Table 1 clearly shows that the efficacy of desorption of the five organic compounds does not follow this progression. Other factors must therefore have an influence. It is possible that the greater penetration of the smaller molecules into the micropores of the carbon prevented ready access of, and subsequent reaction with, the oxidising agents. In general, the trend in Table 1 for decreasing RE values supports this possibility, and is as follows. C4H4> NO,
> OCH, > C1> CH,
This order is very similar to that for decreasing molecular weights. Thus, incomplete oxidation of the smaller adsorbates would have resulted; some adsorbate molecules would have remained within the carbon pores. The negative RE values for o-cresol would indicate the release of the retained adsorbate during the re-exhaustion phase. A second factor is the possibiiitv of sterjc hindrance arising 2s a consequence of the oxidation of the adsorbate by the oxidising agent; capillary condensation of oxidation products within the pores would mean a loss in available surface area for the organic compound of interest in the subsequent re-exhaustion phase if not effectively removed by rinsing with water at the end of the regeneration phase. These oxidation products could be organic or inorganic and could hinder the adsorption of the organic compound of interest by competitive adsorption [3, 71 or by physical sterichindrance [2]. It is of course possible that the products of reactions between regenerant and adsorbate could be more desorbable than the parent adsorbate; such a phenomenon has been observed in previous studies by the authors [2], although the poor RE values in Table 1 would indicate that this did not take place here. Of the three reagents, it is thought that oxidation by potassium permanganate would have been the most effective in attacking the substituted phenols and causing structural changes; the extent of these changes and the nature of the organic oxidation products are not easily predicted [ 131.
335 Appendix 1
- Characteristicsaf
adsorbates
Compound
M. W t .
Solubility in water at 20" C approx. (g/lOOg H,O)
2-Naphthol 2-Methoxyphenol 2Chlorophenol oCresol 2-Nitrophenol Phenol
144.19 124.15 128.56 108.15 139.11 94.11
0.068 1.85 2.80 2.50 0.20 9.30
Dipole moment 1.30-1.53 1.30-1.43 1.41 -1.54 3.10 1.55 1.7 3 ~
Ionization constant pKa 9.5 1 9.98 8.10 10.20 7.17 9.89
Footnote (a) Dipole moment data taken from Transactions of the Faraday Society, 30, (1934), Appendix. (b) Ionization constant data taken mainly from 'Handbook o f Chemistry and Physics', 53rd. edition (1972).
Appendix 2
- Characteristics
of organic regenerants
Compound
M.Wt.
B. Pt. ("C)
Formic acid Acetic acid Propionic acid n-Butyric acid iso-Butyric acid n-Valeric acid iso-Valeric acid ti-Hexanoic acid Dichloromethane Chloroform Carbon tetrachloride Met hano 1 Ethanol 1Propanol 2-Pro panol 1-But ano I 2-B u t an01 Acetone Benzene n-Prop ylaniinc Ethanolamine n-But ylamine Triethylaniine
46.03 60.05 74.08 88.11 88.11 102.13 102.13 116.16 84.93 119.38 153.82 32.04 46.07 60.10 60.10 74.12 74.12 58.08 78.11 59.11 61.08 73.14 101.19
100.7 1 17.9 141.0 163.5 153.2 186.1 176.7 205.0 40.0 61.7 76.5 65 .O 78.5 97.4 82.4 117.3 99.5 56.2 80.1 47.8 170.0 77.8 89.3
Solubility in water a t 20" C approx. (p/IOOgH.O) m
m m m
20.0 3.7 4.2 1.1 2.0 0.82 0.08 m m
m m
7.9 12.5 m
0.07 m m m
14.0
Footnote Solubility data and boiling point data taken from ti\ o main sources (a) 'Lange's Handbook of Chemistry', 12th edition (1979). (b) 'Handboakof Chemistry and Physics', 5 3 rd edition (1972).
336 The use of potassium permanganate invariably resulted in the formation of a brown precipitate of insoluble manganese dioxide; this inorganic reaction product could have blocked carbon pores, and in particular the micropores in which the adsorption predominantly takes place. Without exception, the five substituted phenols proved less amenable to desorption from carbon by the action of the three oxidising agents than did phenol [2]. It should be stated, however, that the far greater water-solubility of phenol makes any comparison somewhat artificial.
4.3. Car6oxyhc A C I ~ SThe . exhausted carbon samples were regenerated with 25 ml of the selected regenerants. The results obtained are presented in Table 2. The trend for decreasing RE values may be represented by the following progression. C4H, > NO,
> C1>
OCH,
> CH,
Tllis order corresponds to that for decreasing molecular weights of the adsorbates. Tab. 2. Carboxylic Acids and their REs ~~~~
-
~~
RE(%) for carbon exhausted with Regenerant
2-naphthol
2-methoxyphenoi
2-chlorophenol
67.7 92.7 84.1 79.9 73.2 70.1 75.6 56.1
32.9 30.5 27.5 17.4 13.2 16.2 12.6 -1.8
41.9 51.6 51.1 52.6 50.9 41.2 41.8 26.6
o-cresol
2-nitrophenol
~~
Formic acid Acetic acid Propionic acid n-Butyric acid iso-Butyric acid n-Valcric acid iso-Valeric acid n-Hexanoic acid
29.1 17.2 31.3 23.9 20.9 5.2 -3.1 -11.9
75.6 82.5 80.6 81.1 71.9 73.7 69.6 41.0
The studies on the mono-substituted benzene compounds [2] showed that the RE of an organic regenerant was, in general, dependent on its molecular weight; the higher the molecular weight was, tlie less effective it was as a regenerant. Furthermore, the relationship between the molecular weight of the adsorbate and that of the organic regenerant was observed to be of significance; it was found desirable to use a regenerant of molecular weight smaller than that of tile adsorbate so that physical displacement could be facilitat ed. The results for tlie straight-chain acids are presented in Figure 2. Beyond the first three acids in the homologous series, the REs of the acids generally decline with increase in molecular weight of acid. The molecular weights of the substituted phenols are, with the exception of o-cresol, larger than the molecular weight of the highest acid in the range of acids employed, and therefore the adsorbate/regenerant size relationship is not as sensitive a factor as it was in the case of the mono-substituted benzene compounds of molecular weights comparable with those of the middle and higher acids.
-
Chenucal reactions between the substituted phenols and the carboxylic acids were unlikely to have occurred.
337
.
- -
\
--- 2-Naph tho1 2-Nitrophenol
\
...........-.........-2-Chlorophenol ..- ..-.. -..- 2-Methoxyphenol Cresol
.-.-.o-
............u.....*%._
-..
-
>.
.-
a
e
a
-201 0
20
-
\ ' I
60
40
80
100
Molecular Weight of
120
Acid
Fig. 2. Carboxylic Acid M.Wt./RE Relationships.
4.4. Amines. The exhausted carbon samples were regenerated with 25 nil of the selected regenerants. The results obtained are presented in Table 3. The trend for decreasing RE values may be represented by the following progression.
C4H4> C1> NO, and OCH,
> CH,
This order approximates fairly closely to that for decreasing molecular weights of the adsorbates . Tab. 3. Amines and their REs RE(%) for carbon exhausted with Regenerant
2-naphthol
2-niethoxyphenol
2-chlorophenol
o-cresol
2-nitrophenol
nPropylaniine E thanolamine n B u tylamine Tr ie t hylaminc
83.1 63.4 12.7 54.1
44.4 33.9 36.3 28.1
54.3 55.6 53.1 45.1
43.6 5.3 51.9 -3.0
42.6 44.6 34.8 40.2
In general, the lower the molecular weight of the amine regenerant, the more effective it was as a regenerant. Ethanolamine and n-propylanine have very similar molecular weights (61 and 59 respectively), but the results show that etlianolamine, for three of the five adsorbates, was significantly less successful than n-propylanune. A similar observation was made in the studies on the mono-substituted benzene compounds [ 2 ] . It is thought that the presence of the OH group in etlianolanine exerted an adverse effect on the efficiency of ethanolanine as a regenerant.
338 The molecular weights of the regenerants were all smaller than those of the adsorbates and thus the adsorbate/regenerant size relationship is not likely to be of significance here. Chemical reactions between the substituted phenols and the amines were unlikely to have occurred. The success achieved by an organic regenerant is partly governed by its ease of removal at the end of the regeneration phase; carry-over of regenerant into the re-exhaustion phase reduces the adsorption capacity per unit weight of carbon for a susequent application of adsorbate. Rinsing with hot water was employed at the end of tile regeneration phase; for ease of removal, the regenerant should be readily water-soluble. As the watersolubility data in Appendix 2 show, the solubilities of the amines (including that of triethylamine) are sufficiently high to ensure ease of removal with aqueous rinses, and it is therefore thought unlikely that amine carry-over was of any significance. In the application of the carboxylic acids. it is possible that the higher acids (valeric and hexanoic acids) were carried over into the re-exhaustion phase because of their relatively low water-solubilities; acid carry-over could have reduced RE values for the adsorbates under study. 4.5. Hydrochloric Acid and Sodium Hvdroxide. The exhausted carbon samples were regenerated with 50 ml of the selected regenerants. The concentrations of the reagents are similar to those employed by Beccari et al. [ 111. The results obtained are presented in Table 4. Chemical reactions between the substituted phenols and HC1 were not likely. Tab. 4. HCI and NaOH and their REs RE(%) for carbon exhausted with Regenerant
2-naphthol
2-rnethoxyphenol
2-chlorophenol
o-cresol
2-nitrophenol
10%HCI 6M NaOH
35.0 66.1
22.2 26.3
28.4 36.4
-27.6 5.2
1.4 72.4
Experimental studies by Martin and Iwugo [ 141 have confirmed that for those organic compounds which possess acidic or basic properties in solution, adsorption is at its strongest in the pH region which yields the highest proportion of undissociated molecules. Thus, the acid conditions afforded by the application of hydrochloric acid would have encouraged the adsorption of the phenols, thereby discouraging subsequent desorption; the low RE values were therefore expected. Chemical reactions between the substituted phenols and NaOH undoubtedly took place; phenols are converted into their salts by aqueous hydroxide solutions because of the acidic nature of the phenols. The formation of the water-soluble sodium salts meant that desorption was facilitated. Sodium hydroxide has been shown to be commercially effective in the regeneration of GAC exhausted with phenol [15]. Later tests with other adsorbates showed that weaker solutions of sodium hydroxide ( 1 M and 3M solutions were evaluated) were more effective, sometimes considerably so, compared to the strong 6 M solution reported here. It is likely that adsorption of hydroxyl ions (arising from dissociation of the sodium hydroxide in aqueous solution) interfered with the adsorption
339
of the organic compounds [ 2 , 61; the use of weaker hydroxide solutions avoids excessive interference by hydroxyl ions thereby permitting more effective regeneration. Just as the superiority of NaOH as compared with HCl was expected for the particular adsorbates under study, so also was the order of decreasing RE values achieved with NaOH. This order is represented as follows. NO,
> C4H, > C1> OCH, > CH,
The stronger the substituted phenol acidity is, the more complete will be its conversion to the sodium salt of the parent phenol. The order of ascending pKa values is represented as follows (the smaller the numerical value of pKa, the stronger is the acid to which it refers). NO,
< C1< C4H4< OCH, < CH,
The similarity of the two progressions is readily apparent. The position of 2-naphthol in the progression of RE values was somewhat more elevated than had been expected. It is probable that the molecular weight and structure of 2-naphthol limited its penetration into the micropores, thereby making the adsorbate more accessible to reaction with the sodium hydroxide regenerant.
4.6. Chloromethanes. The exhausted carbon samples were regenerated with 25 ml of the selected regenerants. The results obtained are presented in Table 5. Tab. 5.Chloromethanes and their REs RE(%) for carbon exhausted with Regenerant
2-naphthol
2-methoxyphenol
2-chlorophenol
o-cresol
2-nitrophenol
Dichloromethane Chloroform Carbon tetrachloride
81.4 12.1
45.5 35.1 9.1
55.3 48.4 31.7
43.3 31.3 -4.5
19.9 19.4 34.3
39.3
In common with the carboxylic acids and amines the efficacy of the chloromethanes as regenerants appeared to be influenced by their molecular weights; increasing molecular weight of cliloromethane corresponded to a decrease in RE values. This influence of molecular weight of regenerant is clearly shown in Figure 3. Further examination of the results in Figure 3 reveals that the adsorbate/regenerant size relationship is a sensitive factor. The molecular weights of the adsorbates cover the range 108-144 which is entirely within 85 and 154, the molecular weights of dichloromethane and carbon tetrachloride respectively. For four of the five adsorbates, a sharp drop in RE occurs on reachmg a chloromethane regenerant with a molecular weight larger than that of the adsorbate. Because the molecular weight of o-cresol falls between those of dichloromethane and chloroform, a more significant difference was expected in the use of CH,Cl, and CHC1, to regenerate carbon exhausted with o-cresol. The trend for decreasing RE values my be represented by the following progression.
100
---- 2-Naphthol 2- Nitrophenol .......................... 2 - Chlorophenol .._.._.._.._.2 - Methoxyphem
00 R E (%)
t
-Cresol
.-.-.-o
60-
40. 20 -
N
3 N
I
V
0-
1
,
1
-20
100
80
120
140
160
Fig. 3. Chloromethane M.Wt./RE Relationships.
C,H, and NO,
> C1>
OCH,
> CH,
Again, the parallel between decreasing molecular weights and decreasing RE values may be noted. Chemical reactions between the adsorbates and the chloromethanes were unlikely to have occurred.
4.7. Acetone and Benzene. The exhausted carbon samples were regenerated with 25 1111 of the selected regenerants. The results obtained are presented in Table 6. Tab. 6. Acetone and Benzene and their REs ~~_______ ~
~~~
~
RE(%) for carbon exhausted uith Rcgenerant
2-naphthol
2-methoxyphenol
2-chlorophenol
o-cresol
2-nitrophenol
Acetone Benzene
85.4 13.2
44.2 22.7
55.7 41.8
42.9 1.5
81.1 55.3
The superiority of acetone as a regenerant compared with benzene was also observed in previous studies by the authors [ 2 ] .It could be argued that this superiority arises from the smaller molecular size and weight of acetone, thereby giving superior penetrating and adsorbate-displacing powers. As the molecular weight of benzene is well below those of the adsorbates, it is thought unlikely that this factor is significant. The difference in water-solubilities of the two regenerants is more likely to be the reason for the difference in results achieved with acetone and benzene. Insufficient removal of benzene when the
341
carbon was rinsed with hot water at tlie end of the regeneration phase is thought to have been responsible for tlie lower results, the water-solubility of acetone is such that the acetone would have been very efficiently removed at the end of the regeneration phase. The residual benzene would have adversely affected the adsorption of the organic compound under study in the re-exhaustion phase; the presence of benzene was detected by gas-liquid chromatography when the re-exhaustion solution was analysed for the equilibrium concentration of the residual solute. Whilst there are numerical differences between the RE values obtained with acetone and benzene for each adsorbate, it is significant that the order of decreasing RE values is identical for each solvent; this order is as follows. C4H, > NO,
> C1>
OCH,
> CH,
Once again, the parallel between decreasing molecular weights and decreasing RE values is exhibited. Chemical reactions between the adsorbates and the two regenerants were unlikely to have occurred.
4.8. Alcohols. The exhausted carbon samples were regenerated with 25 nd of the selected regenerants. The results are presented in Table 7. The trend for decreasing RE values may be represented by the following progression. C4H4> NO,
> C1> OCH, > CH,
The RE values achieved by the alcohols showed no obvious correlation with their molecular weights. Tab. 7. Alcohols and their REs
RE(%) for carbon exhausted nit11 Regenerant
2-naphthol
2-nicthoxyphenol
2-chlorophenol
o-cresol
2-nitrophenol
Methanol Ethanol 1-Propanol 2-Propanol 1-Butanol 2-Butallol
79.1 74.4 11.5 67.5 64.5 63.4
31.4 36.3 42.1 30.4 31.4 33.9
50.6 52.8
25.4 27.6 34.6 10.4 20.1 11.9
61.1 66.8 65.4 63.6 68.2 63.1
-
53.1 56.2 66.0
The results show that for the isomers of the higher alcohols, the straight-chain isomer was generally more effective than the branched-chain isomer. The results for the isomers of the higher carboxylic acids also show the superiority, in general, of the straight-chain isomer. It is possible that the more linear isomer would more easily gain access into the micropores of the carbon and dislodge the adsorbate molecules held therein. Previous regeneration studies by Martin and Ng [2] showed that the same range of alcohols achieved very high RE values with carbon samples exhausted with phenol: RE values between 90 and 100% were recorded.
342 Chemical reactions between the adsorbates and the alcohols were unlikely to have
occuned.
5. SUMMARY
The results of the studies may be summarized as follows. 1. Organic chemical regenerants with solubilising powers were found to be generally much more effective than inorganic chemical regenerants with oxidising powers. 2. The success of inorganic regenerants used to induce high or low pH conditions was found to be dependent on the type and properties of the adsorbate; the pH effect on the dissociation of the adsorbate together with the possibility of chemical reaction between adsorbate and regenerant were of importance. 3. In general, the efficacy of the organic regenerants within a group decreased as their molecular weights increased; the smaller the regenerant, the further it could penetrate into the micropores of the carbon and displace the adsorbate. 4. For the adsorbates studied, there was a marked correlation between decreasing molecular weight of adsorbate and decreasing RE value; the smaller the adsorbate, the further it could penetrate into the micropores of the carbon thereby resisting displacement by the regenerant.
REFERENCES 1 F. J. Guymont, in M. J . McCuire and I. H. Suffet (Eds.), Activated Carbon Adsorption oforganics frDm the Aqueous Phase, Vol. 11, Ann. Arbor Science, Michigan, 1980, Chapter 23, 531-538. 2 R. J. Martin and W. J. Ng, in Proc. 1st. Int. Conf. Industrial Pollution and Control, Vol. I, Singapore, December 15-17, 1982, pp. 39. 3 R. J. Martin and K. S. Al-Bahrani, Wat. Res., 11, 1977, 991-999. 4 R. J. Martin and K . 0. Iwugo, Publ. Hlth. Engr., 7, 1979, 176-182. 5 K . S. Al-Bahrani and R. J. Martin, Wat. Res., 10, 1976, 731-736. 6 R. J . Martin and K . S. Al-Bahrani, Wat. Res., 12, 1978, 879-888. 7 R. J. Martin and K . S. Al-Bahrani, Wat. Res., 13, 1979, 1301 -1 304. 8 G. Wallcr, personal communication, 1979. 9 R. J. Martin, Ind. Eng. Chem. Prod. Res. Dev., 19, 1980, 435-441. 10 R. L. Johnson, F. J. Lowes, R. M. Smith and T. J. Powers, United States Public Health Service Publication No. 999-WP-13, 1964. 11 M.Beccari, A. E. Paoliniand G. Variali, Effl. Wat. Treat. J., 17, 1977, 287-294. 12 R. T . Morrison and R. N. Boyd, Organic Chemistry, Allyn and Bacon, Boston, 1959. 13 J. Burdon, pcrsonal communication, 1983. 14 R. J . Martin and K. 0. hvugo, Wat. Res., 16, 1982, 73-82. 15 K . J. Himmelstein, R. D. Fox and T. H. Winter, Chem. Engng. Prog., 69, 1973, No. 11, 65-69.
343
ON UNIT PROCESSES DURING INFILTRATION
A. L. KOWAL
Institute of Environment Protection Engineering, Technical University of Wroclaw 50-370 Wroclaw. Poland
ABSTRACT Ground water infiltration is cmployed in municipal water supply and also in industrial when high quality water or constant temperature are needed. Phenomena taking place during infiltration fall into the following groups of unit processes: biochemical, chemical, physicochemical and physical. All of these unit processes are discussed in detail, and their contribution to water quality changes during infiltration is shown.
1. INTRODUCTION
Infiltration is usually defined as a water treatment process which has some additional advantages over other treatment methods. They are the following: alimentation of ground water, equalization of chemical composition, possibility o f water storage in the ground, make-up o f ground water resources and equalization of water temperature. Of these factors, the equalization of water temperature is unique, since it cannot be achieved in any other technology. The possibility of water storage in the ground is likewise advantageous, because this water may be used for many purposes, especially when high pollution levels d o not permit intake of surfaces waters. In addition to the advantages mentioned, of equal importance from the technological point of view is that each o f the unit processes involved in infiltration contributes t o the improvement o f water quality. Changes in quality take place both in the infiltration basin during percolation from the basin bottom t o the ground water level, and in the ground during a horizontal flow t o the infiltration water intake. The phenomena taking place during infiltration fall into the following groups of unit processes: biochemical, chemical, physicochemical and physical (Fig. 1).
2. PROCESSES OCCURING IN INFILTRATION BASINS
Biochemical processes involved in infiltration are the most intensive in the infiltration
344 UNIT
PROCESSES
4&----infiltration boSm bottom
sludge
L ground
water
7
Fig. 1. Unit processes involved in water infiltration.
basins, in the bottom sludge layer and in the aerobic layer situated in the ground immediately beneath the basin. This intensity tends t o decrease in the anaerobic layers of the ground, and the decrease becomes more pronounced during flow through the ground, which is due t o the loss o f substrate, and the decreasing number o f microorganisms. The intensity of the process varies with water temperature, following seasonal patterns, this is particularly evident in infiltration basins as well as in the predominantly aerobic layer situated immediately beneath the basin and extending t o a depth of at most 3.0 m. The intensity of bioche~nicalprocesses decreases with depth to approach zero in the lowest parts of' the ground. Biochemical phenomena occurring in infiltration basins are quite the same as those observed in shallow ponds. The presence o f plankton is o f utmost importance there. A shallow basin having a depth less than 3.0 m is exposed to solar radiation from top to bottom. As the water usually contains sufficient amounts o f nutrients, plankton blooming may often be very intensive. Algae blooming frequently leads to oxygen supersaturation of the water (up t o 225 percent), which has a favourable effect on the depth of the aerobic layer in the ground. Excess oxygen and elevated water temperature bring about an acceleration of biological processes in the pond, in the bottom sludge and in the ground layer beneath the bottom of the pond. Algae blooming is responsible for the depletion of carbon dioxide followed by decomposition o f bicarbonates and precipitation of calciuin carbonate. In infiltration basins pH may rise even to a level pf 10.0. Calcium carbonate content in bottom sludge is markedly higher in summer than in winter. Under these conditions, also heavy metals are precipitated to the bottom sludge in the form of
I
345 sparingly soluble hydroxides. In the winter months, both calcium carbonates and heavy metal hydroxides may dissolve and penetrate into the deeper layers of the ground [ 1 , 21. In addition to natural suspended solids and calcium carbonates, detritus is an essential component of the bottom sediments. The degradation of organics present there, leads to an evident increase of permanganate COD in the water infiltering into the subbottom layer. Although in this situation the harvesting of algal populations seems to be best suited, propagation of fish in order to maintain the biological balance in the basin has the advantage of greater ease in producing the effect required. This is because plankton consumption by fish approaches 30 kilograms for each 1.0 kilogram increment in weight. Moreover, plankton organizms both live and dead have a high ability of adsorbing radionuclides, heavy metals and biocides [3, 4, 51. Fish feeding with plankton will therefore be a successive step in the process of making toxic substances more concentrated. Another process of significant importance in the standing water environment is that of photodecomposition, and one of the principal factors affecting the length of its course is light penetration. Thus, in summer, photodecomposition of nitrosoamines may be completed in a period of several hours or, at most, of several days. In winter, the presence of ice cover will limit light penetration, extending the decomposition process even to several months [ 6 ] .Except for fluorantene, most of the PAHC compounds are subject to photodecomposition. The standing water basins receive inflow of surface waters carrying suspended matter. On the other hand, the basin produces its own suspensions of dead plankton, which settle in the bottom part. Hence, maintaining biological equilibrium in a standing water body becomes a problem of great significance. Suspended matter present in the pond is subject to complete sedimentation. The incoming suspended solids are retained by sedimentation or filtration. To prevent silting-up of the bottom, it is necessary to remove the inflowing suspended matter by pre-sedimentation or filtration, silting-up by dead plankton may be avoided by fish propagation in the basin. In some instances, this pre-treatment procedure does not differ from routine practices employed in the treatment of surface waters. But the choice of the method depends not so much on the silting-up problem, as on the desired quality of infiltration water. Thus, for infiltration purposes it is sufficient to use waters of second-class purity, whereas a conventional coagulation-filtration system requires first-class purity water. Pretreatment is especially recommended when the infiltration water has t o be transported through a pipe system over a long distance from the point of intake to the infiltration area. But in that particular case, of importance is the problem of pipeline protection. The time of water retention varies with time of operation. After completion of the cleaning procedure (removal of bottom sediments) the incoming water percolates through the bottom of the pond and forms a pool at the inflow, until the silting-up the bottom reappears. Then, as the silting-up increases, so does the water table of the pond to reach its maximum value at a given period of time. The depth of the water varies from 1.5 to 3.0 m. With this depth and with an infiltration rate ranging from 0.1 to 0.5 m/day. the residence time may vary from several minutes at the onset of operation up to several tens of days. I t follows that the effect of the processes occuring in the pond on water quality will depend on the time of residence. This points to the necessity of successive cleaning and operating at least three basins. Such a system enables an optimum utilization of the processes that occur in the basin.
346 Infiltration basins can be considered almost ideal for equalizing the chemical composition of the water as it percolates over the whole surface area of the bottom. The equalization rate increases with the increasing time of water flow in the basin. Assuming that the water composition does not change during infiltration, the quality of infiltrated water may be evaluated on the basis of equalization in the ground and mixing with ground water. The process of equalization can be described by mathematical models. An extended residence time may be disadvantageous, because in the summer season water in a shallow pond warms more rapidly than in deep basins. 3. PROCESSES OCCURRING IN THE GROUND AND IN THE BOTTOM SEDIMENTS
Percolating the pond bottom, water leaves the solid matter conrained in it to form a layer of bottom sediments before entering the ground. Although the formation of bottom sediments is considered disadvantageous from many aspects [7], their sorbing capacity may counteract some of the limitations. As the bottom sediment layer and the top soil provide aerobic conditions, the organic substances present, stimulate growth of proteolytic and nitrifying bacteria [8]. In the ground layers where oxygen absorbed by the water is sufficient to facilitate this process, nitrification is initiated. Thus, while ammonia nitrogen and oxygen are depleted, the concentrations of nitrates and carbon dioxide continue to increase. COD behaves in the following manner: increases in the ground layer adjacent to the bottom sediments and then decreases rapidly. Biochemical phenomena occuring in ground layers, where aerobic processes are predominant, resemble those taking place in slow-sand filters. With ground stratification there is a gradual decrease of dissolved oxygen, which create favourable conditions for denitrification and brings about a considerable drop in the concentration of total nitrogen. Reports on the investigation of the Wroclaw water supply system indicate [9, 101 that total nitrogen measured after infiltration varies from 0.4 to 0.7 mg N/dm3 which is the average from many years’ measurements, and there exists no relationship between these values and those measured prior to infiltration when total nitrogen ranged from 0.7 to 6.2 mg N/dm3. As shown by these data, total nitrogen concentration has decreased substantially. Thls decrease should be attributed to the interaction of a number of unit processes, like denitrification, sorption, ion exchange, and dilution with ground waters which exhibit low concentrations of nitrogen compounds. This was not so in the case of slow-sand filtration, yielding a good balance of nitrogen compounds (without any loss whatsoever), which persist in the effluent of the filter bed in the form of nitrates. The thickness of the serobic ground layer depends on the content of dissolved oxygen, on the level of water pollution (permanganate COD, dichromate COD, BODS, TOC), as well as on the infiltration rate, and may vary from several tens of centimeters to several meters. The intensity of biochemical processes in the ground is temperature-dependent, yet the differences are in the main negligible, so the factor of flow duration is claimed to be of greater importance. The survival rate for bacteria and viruses in the ground is also a function of temperature, and increases when water temperature decreases. Penetration of microorganisms to the intakes of infiltration water depends primarily on the filtrability of soil and ground. In general, this filtering capacity is sufficient to provide bacteria free water meeting sanitary regulations. Pathogenic organisms are retained and they die out.
347 The distance over which microorganisms are transported in the soil is influenced by the variation in the table of ground waters. These water table variations are also responsible for the change of redox potential in the soil layer in which they occur. Thus, favourable conditions are created for iron and manganese removals. Investigations are reported on the intensive growth of fungi which has been observed in summer under the floor of an infiltration basin in Poznan [ 111. This was due to the accumulation of organics during winter when biochemical processes were inhibited by decreased temperature. In unsaturated subbottom layers biochemical processes develop more intensively than they do in a saturated layer. However, the infiltration rate is higher in a saturated layer. Adsorption on bottom sediments and in the ground layer has an advantageous influence on water quality. Soils consisting of dusty sand and clays are characterized by good sorption and ionexchange capacity but, at the same time, they are hardly permeable, thus decreasing the infiltration rate. Bottom sediments in an infiltration basin have all of the properties typical of a good sorbent. Determinations for bottom sediment samples show enrichment with heavy metals, organics and refractants [7]. The layer itself is in the most part only several centimeters thick, and its organic zone creates advantageous conditions for biodegradation, which initiates occurrence of desorption phenomena. It is therefore advisable to remove the bottom sedinients as frequently as possible in order to prevent wash-down of the adsorbate. A physical factor indicating the efficiency of the infiltration process is the ability to retain micropopullutants. The adsorption of hydrophobic compounds in soil is stronger that that of hydrophylic substances, which remain in the solution. Very strong hydrophobes are, e.g., DDT and PCB. Since chlororganic compounds are difficult to remove by infiltration [12], it does not seem advisable to employ chlorination as a prior step. Chlororganic solvents are also amongst chemical substances characterized by a high stability [ 131, they are resistant to biodegradation and sorption in the ground. On the contrary, other manmade organics entering the soil along with the infiltration water are easily sorbed and biodegraded. In order to determine which of the two process is predominant it is necessary either to perform experiments with a given sorption-ion exchange complex or to assess the resistance to sorption and biodegradation. Heavy metals can be removed by precipitation (in the form of sparingly soluble hydroxides), by ion-exchange with the minerals occurring in the ground, and by sorption [14, 151. The principal factors contributing to the predominance of one the processes over the remaining two are the following: redox potential of the complex, composition of the minerals present in the soil [16, 17, 181, and composition of the infiltration water. It may also be expected that ammonium ions present in the soil will be subject to sorption and that they can be exchanged with calcium ions contained in the minerals. Hydrolysis of minerals brings about an insignificant yet noticeable increase in the hardness of the infiltration water. However, under certain conditions, when ferric sulphides occurring in the soil are oxidized to ferric sulphates with evolvement of sulphuric acid, thus contributing to a decrease of pH, water hardness may increase rapidly together with the concentrations of sulphates and iron compounds. For these reasons, I recommend chemical analyses of soil and bore-hole samples (especially determinations of the forms in which iron
348
-16
-12
-8
-4
0
8
4
temperature,
12
16
20
i
OC
Fig. 2. Plots of air and water temperatures measured prior to, and after, infiltration in the area of Legnica Water Works in 1975; (1) air temperature, (2) water temperature in the basin, (3) water temperature in the well.
0
C
water
8
temp
12
20
16
in the well,
OC
Fig. 3. Relationship between water temperature in the well (after infiltration) and in the basin (before infiltration) for 1975.
349 and manganese may occur), and estimates of the resistance of the two compounds t o oxidation and dissolution. The equalization o f water composition, which takes place in the soil. is interfered with by the mixing of infiltering and ground waters. When the difference of chloride concentrations between the two types of water is significant, they will be determined analytically at the intake. Equalization of water temperature is a unique phenomenon. which cannot be achieved in any other treatment technology. In the area of infiltration water intakes for the city of Legnica. air temperature, water temperature in the infiltration pond and water temperature in the principal well were measured after infiltration during a period o f two years. Measurements were performed every day at 7.00 a.m. The results obtained in 197.5 are plotted in Fig. 2 (frequency distribution o f water temperature). As shown by this figure. the median temperature o f infiltration water in the principal well amounts t o 7.75"C and is slightly higher than that in the basin. Figure 3 gives the relationship between water temperature in the pond and in the well. The lowest temperatures measured in the basin and in the well are 1°C and S°C, respectively, whereas the highest temperatures measured there are 2 1OC and 15" C, respectively. As shown by these data, the degree of equalization is significant. Similar values of minimum and maximum temperatures o f infiltration water were measured in the area of the Poznan Water Works in 1969 [8]. Great differences between actual and median temperatures indicate that the percentage of surface water in the ground water nlixture is very high. 111the area o f the Legnica infiltration intakes, even though the percentage o f surface water nught have been high, no unfavourable changes were found in the physicochemical and bacteriological composition o f the water at the point o f intake. 4. CONCLUSION
1. Since infiltration has a nuniber of inherent advantages, it is one of the treatment methods which should receive serious attention in engineering practice, the more so as the process may employ second-class purity water. 2 . A rapid short-term decrease in the quality of the infiltering water, which can soiiietimes be observed, would be more than outweighed by the advantage of equalizing the composition o f the water, and by the influence of the unit processes involved in infiltration. 3. Periodical increase o f water pollution has no dramatical influence on the infiltration intake, because the inflow to the infiltration basins may be stopped. Water stored in the basins and in the ground sufficiently supplies the wells in the emergency period. 4. Infiltration is a unique method of equalizing the temperature of the delivered water. which has not been achieved so far in any other treatment technology. 5. lnfiltration consists of a number o f unit processes. Their effect should be considered for each of them separately, and re-examined with each change of conditions. 6. When the infiltration process involves highly polluted water, the soil acts as an overloaded sorption bed with sorption front moving toward the wells. In the summer months fungi can grow in the sub-bottom ground layer and decompose the excess o f adsorbed organic matter.
350 REFERENCES
1 A. L. Kowal, Composition of bottom sludge in infiltration basins, Technical University of Wroclaw (in preparation). 2 M. Blaiejewski, Environment Protection Engineering 6 (1980) pp. 362-382. 3 C. E. Cushing, Limnology and Oceanography 12, 1967. 4 U. Bauer, Uber das Verhalten von Bioziden by der Wasseraufbereitung unter Desondere Beriicksichtigung der Langsamsandfiltration. Veroff. des Inst. fur Wasserforschung GmbH der Dortmunder Stadtwerke A.G. Nr 19, 1972. 5 L. J. Goldwater, Scientific American, 224, 1971. 6 G. Dure, L. Weil, K.B. Quentin, Vom Wasser, 1978. 7 Micropollutants in river sediments. WHO Copenhagen 1982. 8 S. T. Kolaczkowski, S. Spandowska, Osterreichische Wasserwirtschaft 24 (1972) pp. 238-246. 9 A. L. Kowal, A. Serwach, Effectiveness of infiltration as compared to slow sand filtration. Technical University of Wroclaw (in preparation). 10 A. L. Kowal, Proc. of Int. Symposium Ground Water Recharge, May 14-18, 1979, Dortmund, pp. 71 -72. 11 M. BlGejewski, Sztuczna infiltracja w uzdatnianiu w6d powierzchniowych. Research Institute for Environmental Development (RIED), Warszawa 1982. 12 G. J . Piet, Zoeteman B.C.J. JAWWA July 1980. 13 W. Kohn, JAWWA 70 (1980), 326-331. 14 T. Maruyama, S. Hannah, J. M. Cohen, J.W.P.C.F. 47 (1975), 962-975. 15 U. Forstner, G . Muller, Schwermetalle in Fliissen und Seen. Berlin - Heidelberg - New York 1974. 16 M. Schmitzer, S. J . M. Shinner, Soil Science, vol. 102/6, p. 361. 17 M. Schmitzer, S. J. M. Shinner, Soil Science, vol. 103/4, p. 247. 18 E. Jargenson, Water Research 1975/2, p. 163.
CHAPTER V
PH YSICO-CHEMICALTREA TMENT:ION EXCHANGE
This Page Intentionally Left Blank
353
NEW FIBROUS ION EXCHANGERS FOR PURIFICATION OF LIQUIDS AND GASES
V. S. SOLDATOV
Institute of Physico-Organic Chemistry of the BSSR Academy of Sciences, 220603 Minsk,USSR
ABSTRACT The application of ion exchange fibres opens new possibilities in technology of purification of air and water. Their main advantages are: a high rate of an ion exchange process (caused by small diameters of monofilaments ranging from 3 t o 25 mcm), low and easily controlled resistance to the flow of liquids and gases, the possibility o f using in a variety of physical forms, such as column filters, conveyer belts, thin layers etc. The present communication is a review of studies performed in the author's laboratory on the properties and possible application of some new fibrous ion exchangers for the environment protection. They are strong acid, strong and medium base exchangers based on different industrial fibrous matcrials. The characteristics of their ion exchange properties, osmotic, thermal and chemical stability, mechanical strength and structure have been studied. It has been shoh n that in niany processes concerned with the environment protection the fibrous exchangers have great advantages compared to traditional ion exchange resins.
1. INTRODUCTION
The fibrous ion exchangers and sorbents can be efficiently used for purification o f liquids and gases and are of great importance for environment protection. During recent years they draw attention of researchers and practicians. A number of studies in this field continuously increases. The recent monographs [ 1 --31 give a clear representation of the modern state in this branch of science. The fibrous ion exchangers can be produced in tlie form of filaments, cloths o r nonwoven materials, which opens many possibilities for tlie ion exchange technology. Alondside with the traditional column processes, it is possible t o use ion-exchange fibers in the form of continuous conveqer belts, devices combining tlie functions of mechanical and ion-exchange filtefs, thin flat layers etc. A small diameter of the monofilaments (3-25 mcm for tlie commercial fibers) provides a high rate of the ion exchange and high efficiency of tlie ion exchange apparatuses. The commonly used ion exchangers with granules of tlie same size have a diqensity corresyondin;: to 700--300 mesh. The application of such materials could provide very good parameters for the ion exchange processes. how ever. their usage is liardly possible in large-scale processes due to high resistance of the ion exchange filters t o the flows of
354 liquids and gases. This difficulty is eliminated when the ion exchange fibers are used since the resistance of a layer is easily controlled by density of the fiber packing in a filter and may be predetermined according to the engineering requirements. We consider the fibrous ion exchangers as having valuable properties specific to microspherical ion exchangers but deprived of their shortcomings. The fibrous ion exchangers are very promising in the environment protection where it is necessary to treat large volumes of water or air containing impurities in low concentrations. In spite of the valuable properties mentioned above, up till now the fibrous ion exchangers have not found a wide application in the ion exchange engineering and are not produced commercially in quantities. There are some reasons for that: - the assortment of fibrous ion exchangers is very scarce; in particular, there are no good methods for production of the most widespread ion exchangers, strong-base and strong acid ones; - exchange capacity of fibrous ion exchangers is substantially smaller compared to the granulous ones; mechanical strength. osmotic and chemical stability of ion-exchange fibers are often not high enough to realize their potential advantages; - technology of synthesis of ion-exchange fibers and their application are not developed enough and their physico-chemical, selective and other properties are insufficiently studied. During the recent five years in the Laboratory of Ion Exchange and Sorption, the intensive studies have been carried out aimed at the development of methods for preparation of fibrous ion exchangers of various types and the search for the fields of their efficient application. As a result of these studies, rather simple methods have been developed for preparation of the fibrous sulphonic-type cation exchangers (the analogues of Dowex-50). strong base anion exchangers (the analogues of Dowex-1), weak base and medium base anion exchangers, and weak acid cation exchangers with complexing properties. In the present paper the following ion exchange materials will be discussed: the strong base (conventionally named SBF), the medium base (MBF), and the strong acid (SAF) fibers. The SAF and the SBF exchangers are based on graft copolymers of polystyrene and polypropylene. The MBF exchangers have been synthesized by chemical modification of acrylic fibers. The main part of the present work has been carried out on the ionexchange fibers with a monofilament thickness from 20 to 40 mcm. All these materials have been used in various textile forms depending on a concrete problem to be solved. Filaments, cloths, non-woven materials or staple have been used in a variety of experiments. ~
2. PROPERTIES OF THE FIBROUS ION EXCHANGERS
The most important properties of the developed ion-exchange fibers are given in Table l*. Below these properties will be discussed in more detail.
* The SBF exchangers have been synthesized and investigated by A. Shunkevich and 0. Popova: the SAT: - by A. Shunkevich and A. Pokrovskaya: the MBT: - by G . Serseev and A. Shunkevich. The data in this paper are published \I ith the pcrniission of the authors.
355 Tab. 1 . Properties of fibrous ion exchangers Ion Functional exchanger group
SA F SB F MBF(1) MBF(I1)
-so ; -N(CH,): -NH; =NH; ENH
Exchange optimum mg-cqv/g
3.5 3.2 9
5 -7
Capacity Swelling maximum g/g opt.
4.6 4.4 11 11
0.8 0.8 1 .o 1.5
Tensile strength kg/mm’ opt. 9
1s 18 15
Elastisity modulus kg/mm’
Elongation at rupture %
200 2 00 200 600
18 45 40 28
+
Some examples of the potentiometric titration curves are given in Fig. 1. A strong base and a strong acidic nature of the SBF and the SAF as well as polyfunctionality of the MBF are clearly seen. The exchange capacity and the swelling of the SAF and the SBF can be varied in a wide range by changing the amount of graft polystyrene which can reach 600% relative to the mass of the polypropylene fiber. These parameters can be also controlled by other conditions of the synthesis. A degree of sulphonation is usually about 1 sulphonic group per phenyl ring. At the same time more than one (up to 1.3) trimethyl ammonium group per phenyl ring can be incorporated in the fibrous graft copolymers. Therefore, the exchange capacity of the strong base fibers are often higher than that of the commercial granulous resins of the same chemical type. No special means have been used to prepare the ion exchange fibers of an equal thickness. Only commercially available fibers have been used as the initial materials. After chemical modification the scatter of the monofilament diameters was observed to increase compared to that of the initial material. Nevertheless, the scatter is much smaller than in the case of fractionated granulous resins generally used in industry. (See Table 2 ) .
Fig. 1. Potentiometric titration curves for the fibrous ion exchangers in the 1 N solutions of KC!. pH is a function of a quantity of milligram equivalents of HCl(K0H) per gram of the H+(OH-) exchanger: 1 - SAF; 2 - SBF; 3 - MBF(I1).
Tab. 2. I f f e c t of a quantity of the grafted polystyrene on the propertics of ion exchatigc fibcrs
Ion exchatigcr E xch a npc
Graft cd co po lymcr
Ion exchanger SAT:
SBT:
_______~______
AP*
D iamct er mcm
Tensile st rcng t h kg/nirn'
Elongat ion %'
capacity mg-eqv/g
g/g
Diarnctcr mcni
0 104 171 263 104 350
22 f 1 34 + 1 34 f 3 42 + 2 34 + 1 44k3
50.8 23.1 20.1 18.5 23.1 15.0
36 34 60 37 34 31
3.25 3.38 4.10 3.13 3.58
1.2 3.2 0.9 0.4 0.6
49+3 50 + 4 54 i s 41 + I 50 * ?
Swelling
Tensile strcngth kg/mrn'
9.6 5.7 7.2 7.6 10.4
Breaking strcss kg
18.1 11.2 10.5 I 0.0 20.4
Elonpa t io t i %
18 10 20 ~
22
357
Fig. 2. Microphotograph of the SBFC1- sample with 173% of grafted polystyrene A magnification of 900 power.
0
b
0.2
0.4
-
0.6
0.0
-
1.0
-
" +
Fig, 3. Selectivity coefficients for K f - H' exchange on thc SAF exchangers (1-3) and the KRC-10 granulous resin (4). Water sorption, g H , O per g H*: 1 - 2.3; 2 - 1.2; 3 - 0.7;4 - 1.0.
The tensile strength of the ion exchange fibers is high enough to allow their textile reprocessing. Neither destruction of the fibers nor a loss in the exchange capacity has been observed after repeated bending or drying and changing in their swelling. Table 2 also illustrates mechanical properties of the air-dry fibers on the base of polypropylene in the H' and C1- forms. It is seen that the specific tensile strength and elastisity of the fibers decrease with increasing exchange capacity. It is to be noted that a decrease in the specific tensile strength is mainly due to an increasing thickness of filaments after the grafting of polystyrene and its further chemical modification. The breaking stress of the fibers does not substantially vary with increasing capacity. It shows that mechanical
358 8
I
.
0
0
. 42
.
-
Q4
.
.
a6
.
_
_
0.8
-X
. t.0
No;
Fig. 4. Selectivity coefficients for NO; - C1-exchange on the SBF exchangers (1-4), Dowex-1x4 (5). Water sorption, g H,O per g Cl-: 1 - 1.09; 2 - 0.80; 3 - 0.36; 4 - 0.26; 5 - 1.08.
4ol 'G
I
/
Fig. 5. Sorption of methylene blue as a function of time by the SAF (1) and KPC-4 resin (2). Water sorption: SAF - 2.3 g H,O/g H+;KPC4 - 1.99 g H,O/g H+.
strength of the ion exchange fibers of this kind is provided by the polypropylene skeleton. The structure of the ion exchange fibers based on polypropylene strongly depends on a preparation procedure of the initial graft copolymers. It can be more or less dense providing different mechanical and osmotic stability of the fibrous exchangers. All the exchangers described in the present paper are macroscopically homogenous materials. The grafted polystyrene is regularly distributed in the volume' of the polypropylene fibers. Nevertheless, the observation in an optical microscope indicated a stripped structure with a period of about 5-6 mcm. A typical example of such a structure can be seen in Fig. 2. The nature of this phenomenon is under investigation. The X-ray diffraction analysis showed that the graft copolymers have a domain structure, the linear dimention
359
Fig. 6. Chromatohraphic separation on the fibrous exchangers against granulous resins. The experimental conditions: bed height, 16 cm; diameter, 0.8 cm; flow rate, 2.15 ml/min. a) K' - Cs separation. Eluent - 0.4 N HCl. 1. SAF. Capacity, 3.25 mg-qv/g H'; water sorption, 1.2 g H,O/g; filament diameter, 49 3 mcm, a quantity of the exchanger in the column, 3 g. 2. SAF' Capacity, 2.02 mgeqv/g H '; water sorption, 1.2 g H,O/g; filament diameter, 3 1 mcm; a quantity of the exchanger in the column, 2.3 g. 3. Dowex-50x2, 100-200 mesh (a partice diameter is 75-150 mcm), a quantity of theresin in the column, 1.5 g; b) C1- - Br- separation. Eluent - 0.4 N KNO, for Dowex-1x2 and 0.6 N KNO, for the SBF. 1. SBF. Capacity, 3.13 mg-eqv/g C1-; water sorption, 0.42 g H,)/g; filament diameter, 41 1 mcm; a quantity of the exchanger in the column, 3.1 g. 2. Dowex-1x2, 100-200 mesh (apartlole diameter is 75-150 mcm)
*
*
*
.
360
.-
r, hours
Fig. 7. Breaktgrough curves for SO, adsorbed from the air by ion exchangers. The experimental conditions: flow rate, 7 m/min; Co = 200 mg/m3 ; the bed height, 8-9 mm; relative humidity, 80%. Thc dashed line shows MPC (10 m&/m3)for SO, in tllc air. 1 - VION KH-I, the commercial fibrous ion , commercial n c a k base anion exchanger; 3 - SBF; 4 - AV-17x8, exchanger; 2 - A H - 5 1 1 ~ 8 / 1 0 0 the the granulous strong base anion exchanger; 5 - MBF(I1); 6 - MBF(1).
,
hours
Fig. 8. Breakthrough curves for H, S absorbed from the air. T h c experimental conditions: flow rate, 3.6 m/min; H , S concentration, (C,) - 1000 mg/m3; relative air humidity, 85%; the bed height, 10 cm. The dashed line indicates MPC of H I S in the air. 1 - MBF(I1); 2 - AV-17: 3 - SBF.
of the domains being in the range of 50-3-00 8. The propylene matrix preserves its crystalline structure. The strong acid and strong base ion exchange fibers have such an inert base as propylene, therefore their chemical stability under common temperature conditions towards strong acids, bases and oxidants is similar to that of the ordinary styrene-divinylbenzene resins. Some difference becomes evident at high temperatures when the polystyrene
36 1 Tab. 3. Capacity of ion exchangers to SO2 and H: S. The experimental conditions are given in the captions to Fig. 7 and 8 Moisture capacity %
Capacity to 0, , mg/g
Ion exchanger
Total exchanger capacity mg-eqv/g
a;
a;*
AB-17x80 H B OHXH-I MBF MBF (amine) MBF (amine)
4.13 6.00 4.31 9.6 9.02
60.2 65 .O 60.0 51.7 51.6
125 62 135 115 157
218 144 206 294 278
Capacity to H , , mg/g a;
a r
50
81
-
-
103
141 28
-
4
matrix starts melting and destructing (> 170'C). Shunkevich and Prokopchuk have performed a careful investigation o f therniostability and thermomechanical properties o f fibers of this type and came t o a conclusion that they can be used in the same temperature range and under the same conditions as the granulous styrene divinylbenzene resins. The ion exchange selectivity o f the fibrous exchangers towards inorganic ions appeared t o be rather close t o that of the styrene divinylbenzene resins with the same swelling; however, complete agreement was not observed (Figs. 3, 4). Fig. 5 gives some information on the kinetic properties and permeability of the fibrous exchangers towards large ions. Martsinkevich and Pokrovskaya showed that the fibrous ion exchangers based on polystyrene fibers can be successfully used for chromatographic separation of inorganic ions (see Fig. 6 ) .
3. SORPTION OF ACID GASES FROM AIR
This series of studies have been carried out by Elinson and Tsigankov. The strong and medium base fibers in the form o f staple have been tested for absorption o f acid gases: S O 2 . H,S etc. Figs. 6. 7, 8 reproduce breakthrough curves for SOz and H2S absorbed from air by the fibrous ion exchangers against those for the granulous ion exchange resins, the columns being of the same size. The data on breakthrough capacity, some characteristics of ion exchangers and the experimental conditions are summarized in Table 3. It is evident from the above data that the fibrous ion exchangers can be efficiently used for air purification from S O 2 . The SBF ion exchanger does not practically yield in capacity t o its granulous analogue. The MBF(I1) ion exchanger substantially exceeds other ion exchangers in capacity. At the same time this ion exchanger is inefficient for air purification from H 2 S . In this case the SBF ion exchanger offers the best properties. It is a valuable feature o f the SAF exchangers that their breakthrough capacity towards the gases studied is practically independent o f the SO2 and H z S concentration in the air, their contents may be much lower than MPC (maximum permissible concentration).
362 4. SORPTION OF IONS FROM WATER SOLUTIONS
The fibrous strong base and strong acid ion exchangers as well as their granulous analogues can be successfully used for the environment protection. Again, it is their advantage that they display a higher rate of absorption and desorption which makes it possible to increase the flow rate through the columns. The possibility of using strong acid and strong base granulous resins in this field has been widely discussed it is unnecessary to give additional comments. At the same time, the application of new medium base exchangers, MBF, opens some new possibilities that are illustrated by the following examples. 4.1. Removal of Cr(V1) from Waste Waters of the Electroplating Baths
Pestrak and Bulatskaya studied the application of the MBF exchangers for treatment of the waste water discharged after washing some chrome-plated industrial goods. The water composition was typical for that kind of industries. It contained the following ions: Cr3+,Cr", Ca*+?C1-, K'. The experiments were carried out on both model solutions and a real waste water. The MBF sample of the total exchange capacity, 7.2 mg-eyv/g, was used in the form of staple in the columns, 10.6 cm high and 1.9 cm in diameter. The flow rate was 25.5 ml/min or 5.4 m/h. The parameters chosen were specific to a commercial installation used for the same purpose. The industrial methods applied in the Soviet Union for treatment of the Cr(V1)-containing waste waters (4) involve the removal of Cr3+ by the sulphonic-type cation exchanger, (KU-2), and the extraction of anions of CrO:-(Cr, O;-) by the strong base anion exchanger, (AV-17). After the anion exchanger saturated, chromium anions should be washed out by OH- or CO:-. The strong base exchangers have high selectivity to the chromate and bichromate ions, and a large excess of a strong alkali solution is required for the regeneration of the anion exchange column. (See Table 4). The weak base resins cannot be used due to their intensive oxidation and destruction in the course of regeneration. Fig. 9 illustrates the breakthrough curves of Cr(V1) absorbed by the MBF resin from the waste water against the AB-17 commercial resin. Table 4 gives some additional information on the characteristics of these processes. It is seen that the NBF sorption capacity is 4 times as high as that of AV-17 (0.250 g Cr/g resin and 0.060 g Cr/g resin, respectively). The use of the fibrous ion exchangers makes it possible to intensify the process by increasing a flow rate; no change in the dynamic activity of the MBF has been noticed when the flow rate increased by a factor of two. Regeneration of the columns with the MBF exchanger is much easier than that with AV-17. Several times smaller Table 4 Ion exchanger type
Breakthrough capacity g Crh+ / g ion cxchange
mgeqv NaOH/g ion exchanger for regeneration
M BF AV-17 EDE-lOP*
0.250 0.063 0.067 0.150
17 5 00 65 decompose
AH-31*
* the commercial weak base anion exchangers
363
Fig. 9. Breakthrough curves for the Cr(V1) sorption from waste water. Flow rate, 25.5 ml/min (5.4 m/h). Column dimensions: d = 1.9 cm; 11 = 8 . 3 cm. The MBF(1) mass, 6.2750 g; the AV-17 mass, 3833 g. 1 - AV-17; capacity, 3.45 mg-eqv/g; 2 - MBF(I), capacity, 6.50 mg-eqv/g.
amounts of alkali a t lower concentrations are required in this case. The MBF exchangers were not destructed in the chromium (VI) solutions. The origin of the MBF stability is not clearly understood at present. We have observed a change in colour (from yellow t o grey-green) after a continuous contact of the exchanger with the Cr(V1)-solutions. At the same time, n o decrease in the exchange capacity towards chromium anions have been detected. Even a small increase in capacity has been observed during 10 complete cycles of the sorption-desorption processes. The nature of this phenomenon is under investigation.
4.2. Selective Removal of Complexing Cations from Water Solutions
It has been established that the MBF exchanger analogous t o many weak base exchangers can absorb the complexing cations such as Cu2+,Ni”, Coz+ etc. The sorption runs fast and can be efficiently controlled by pH of the solution. Fig. 10 presents the sorption of Cu2+,Ni” and Coz+ plotted against pH of the solutions. All the cations are absorbed from the 0.01 N solution in 1 N NaCl. A possibility o f the selective removal of these cations from aqueous solutions is seen from the figure. These problems are of actual importance for many industries dealing with electrodeposition, metal etching etc.
5. CONCLUSIONS
The fibrous ion exchangers described in the present paper can serve as an efficient means for air and water purification. They feature a uniform structure, a small monofilament diameter, a high capacity, chemical and thermal stability, satisfactory strength.
364
45
0
Fig. 10. Equilibrium sorption of Cuz*, Ni’’ and Co” ion exchangers from the 0.01 N solutions of their chlorides in 1 N NaCl as a function of pH. 1 - Cu2’, 2 - Ni2’, 3 - Co”.
The ion exchange filters on the base of the fibrous ion exchangers have a high rate of sorption combined with weak resistance to the flows of liquids and gases.
ACKNOWLEDGEMENTS
The author would like to thank A. A. Shunkevich, G. I. Sergeev, I. S. Elinson, V. I. Tsigankov, A. I . Pokrovskaya, 0. P. Popova, R. V. Martsinkevich, A. F . Pestrak, N. G. Bulatskaya, V. A. Litvinenko for presenting the experimental data and technical assistance in peparing the paper.
REFERENCES
1 M. P. Zverev, Chemosorption Fibers (Russ.), M., Khimiya, 1981, p. 191. 2 L. A. Volf (Ed.), Fibers with Special Properties (Russ.), M., Khimiya, 1980. 3 I. N. Ermolenko, E. D. Buglov, I. P. Lyubliner, S . P. Dovgilev, New Fibrous Sorbents for Medical Application (Russ.), Minsk, Nauka i Tekhnika, 1978, p. 215. 4 T. G. Suslina, S. I. Chagina, V. B. Vojtovich, R. F. Kambarova, Ion Exchange Purification of AcidBase Sewage of the Eletsk Tractor Hydraulic Unit Plant (Russ.), Teoriya i Praktika Sorbtsionnykh Protsessov, Voronezh, 1976, Vol. 11, p. 96.
365
SELECTIVE COLLECTION OF SELENIUM (IV)FROM ENVIRONMENTAL WATER BY FUNCTIONALIZED ION-EXCHANGE RESIN
H . TANAKA
Faculty of Pharmaceutical Sciences, Kyoto University, Sakyo-ku, K y o t o 606, Japan M. NAKAYAMA
Department of Industrial Chemistry, Kumarnoto University, Kurokami. Kumamoto 860, Japan
M . CHIKUMA Chest Disease Research Institute, Kyoto University, Sakyo-ku, K y o t o 606, Japan
T. TANAKA Megi College of Pharmacy, Nozawa, Setagaya-ku, Tokyo 154, Japan
K. ITOH Environmental Pollution Research Institite, c i t y of Nagoya, Minami-ku, Nagoya 45 7, Japan
H. SAKURAI Faculty of Pharmaceutical Sciences, Tokushima University, Shomachi, Tokushima 770, Japan
ABSTRACT A versatile method for the preparation of useful functional resins for the collection of various kinds of environmental pollutants has been developed. Common ion-exchange resins could be converted into the functional resins by the simple treatment with somc reagents, which possess terfunctional property; namely selective reactivity with a metal ion, anion or organic compound which we want to collect o n the functional resin, capability of counter-ion-exchange with ion-exchange resins and strong physical adsorption t o ion-exchange resins. As an example of the new functional resin, bismuthiol-I1 resin, which is effective for the selective collection of selenium (I\?, is presented. Collection of selenium (IV) was found t o be based on the formation of selcnotrisulfide from mercapto group of the reagent. Elution of selenium (IV) was achieved by concentrated nitric acid, cysteine and penicillamine. Application of bismuthiol-I1 resin to the collection of selenium (IV) from some environmental water samples gave reasonable results.
366 1. INTRODUCTION
We have developed a simple and versatile method for the preparation o f functional resins for various purposes by the conversion of commonly used ion-exchange resins. Ion-exchange resins can be converted into various functional resins by treatment with some reagents wliiclt possess terfunctional property, namely capabilities of a highly selective reaction with the substance, which we want to collect on the functional resin, ion-exchange reaction with the ion-exchange resin and further strong physical adsorption to the ion-exchange resin matrix. Our idea of the preparation of the functional resin is illustrated in Fig. 1. We have developed some useful resins for the collection of mercury [ l ] , silver and fluoride [?] by the use of the terfunctional reagent and an anion-exchange resin. This paper deals with the collection of selenium(1V) by the use of bisniuthiol-11 and azothiopyrinsulfonic acid (ATPS) (Fig. 2 ) as terfunctional reagents and conimonly used anion-exchange resin, as an example of the development and application of the terfunctional reagent and the functional resin. Selenium is an element which has been widely
A N I O K - EXCHANCE RESIP;
TERFI:NCTIONAL REA2ENl' O ( = F L Y C T I O N A L GRDI'P)
EXC!iANCE
I'L'NCT InNAL
RESIN
RESIS
Fig. 1. Preparation and regeneration of anion-exchange resin functionalized - ~-physical intcraction.
N----- N
Fig. 2. Terfunctional r e g e n t .
\I
ith terfunctional rcagcnt.
,LD
367 used in industry and has attracted keen interest in both biological essentiality and high toxicity. Some sorbents, such as XAD-resin [3] and activated carbon [4] have been used for the collection of selenium of very low concentration from water samples. but these sorbents lack in selectivity. In an attempt t o develop a new functional resin for the selective collection o f selenium(1V) by the use o f a terfunctional reagent and an ion-exchange resin, we have examined the applicability of the reagents mentioned above. Further, application of the functional resin to the collection o f selenium from environmental water samples has been investigated.
2 . I X P E RIM ENTAL 2.1. Preparation of Functional Resin
The anion-exchange resin (Amberliie IRA-400. 100-200 mesh) was added to the solution of the terfunctional reagent and the mixture was shaken 3t 30' for about 1 hour. The resin was separated by filtration, washed with water and methanol. air-dried. and stored in a refrigerator. The resin. on which 0.2 mmole of bismuthiol-11 per one gram of the anion-exchange resin was loaded. was used unless otherwise stated. 2 . 2 . Detcrmination of Selenium
Selenium(1V) in solution \ + a s clcterniined by thc fluorometric method b! thc use of 2.3-dianinonaplitlialene with a Shimadzu spectrofluoropliotometer RF-500.
Bismutliiol-II resin (50 mg; bismutliiol-I1 0.20. 0.30. 0.60 and 1 .O ininole per one gram of resin) was shaken with excess o f selenium(1V). fl).drochloric acid concentration o f this sample solution was adjusted by the addition of 5 M hydrochloric acid prior to the shaking with the resin. The amount o f seleniuin(1V) left in solution was deterininzd. 2.4. Adsorption Isotherm
Bismuthiol-II resin (100 mg) was shaken with 50 ml o f 0.3 M hydrochloric acid solution containing known amounts of selenium(1V) for 5 hr at 30'. After equilibrium was reached, aliyuots of the solution were taken and the concentration of selenium(1V) left in the solution was determined by fluorometry. 2.5. Elution of Sclcnium(1V) Adsorbed o n Bisniutliiol-I1 Resin
Method 1: Bismuthiol-I1 resin (200 mg) was shaken with 50 ml of 0.3 M hydrochloric acid solution containing 100 pg of selenium(1V) for 5 hr at 30°. Bismuthiol-I1 resin
368 which adsorbed completely selenium(1V) was packed in a glass column (0.7 cm diameter). The column was eluted with 20 ml of 6-13 M nitric acid. The aliquots of the eluate were taken and the concentration of selenium(1V) was determined by fluorometry after adjustment of pH value of the solution to 1 with ammonium hydroxide solution. Method 11: Bismuthiol-I1 resh (100 or 200 mg) was shaken with 50 ml of 0.3 M hydrochloric acid solution containing 100 or 500 pg of selenium(1V) for 5 hr at 30'. Bismuthiol-I1 resin which adsorbed completely selenium(1V) was packed in a glass column (0.7 cm diameter). Aqueous solution of cysteine or penicillamine (20 ml) was passed through the column at a flow-rate of 1.0 ml/min, and the column was washed with 50 ml of distilled and demineralized water. Solution of 10 M nitric acid (20 ml) was continuously passed through the column, and the amount of selenium in eluate, which corresponds with the amount of selenium remaining on the resin, was determined.
2.6. Collection of Selenium(1V) by Column Operation
A column (1.0 cm diameter) was packed with bismuthiol-I1 resin to a height of 5.0 cni. After the column had been washed with 100 ml of distilled and demineralized water, 10 mg/l selenium(1V) solution in 0.3 M hydrochloric acid was passed through the column at a flow-rate of 1.O ml/min. The concentration of selenium(1V) solution passed through the column was determined by fluorometry. The resin was washed with 50 ml of distilled and demineralized water. Selenium(1V) adsorbed on the resin was eluted with 0.1 M penicillamine at pH 5 (flow-rate: 1.0 ml/min). After washing the column with 50 ml of distilled and demineralized water, 10 mg/l selenium(1V) in 0.3 M hydrochloric acid was again passed through the column for the examination of the capacity of the regenerated resin in repeated use.
3. RESULTS AND DISCUSSION
The exchange-capacity for bismuthiol-I1 was found to be 3.1 mmole/g-resin. When bismuthiol-I1 reacted with the anion-exchange resin in the chloride form, the ratio of chloride ion released to bismuthiol-I1 adsorbed on the resin was about 1 : 1 . This result indicates that bismuthiol-I1 was bound to the anion-exchange resin with its thiolate ion by the ion-exchange reaction. Bismuthiol-I1 was found to be retained on the resin, even when the resin was exposed to 0.1, 0.5 and 1.0 M sodium chloride solution. This strong fixation of bismuthiol-I1 on the resin is attributed to some physical interaction between bismuthiol-I1 and the ion-exchange resin. The binding capacity for selenium(1V) in 0.5 M hydrochloric acid is shown in Fig. 3. The time required for 50% uptake of selenium(1V) was less than 20 min. Upon adsorption of selenium(1V). the color of the resin changed from light brown to pale yellow, The binding-capacity for selenium(1V) increased linearly with the increase of bismuthiol-I1 loaded, and the binding-ratio of selenium(1V) to bismuthiol-11 on the resin was about 1 : 4. The reaction between bismuthiol-I1 and selenium(1V) can be expressed as fo 110ws.
369
0.251
Amount of Bismuthiol-U exchanged , mmolelg-resin Fig. 3. Binding capacity of bismuthiol-I1 resin for selenium (IV).
4 RSFI ‘t H, SeO 3 -* RS-Se-SR + RS-SR + 3 H, 0 (RSH: free form of bismuthiol-11) Complete adsorption of selenium(1V) below pH 2 can be attributed probably to the formation of selenotrisulfide on bismuthiol-11 resin. The binding capacity of selenium(1V) in the presence of metal ions was determined from the amount of selenium(1V) left in the solution. Except for copper(l1) and chromium(VI), the effect of the coexistence of the metal ion was found to be slight as shown in Fig. 4.
x
L
c
>
0 U
a
t 0
1
1 1
1
50 Concentration of metal ion, mq/( 10
Fig. 4. Effect of metal ion on recovery of scleniuni (IV). c Cu(ll), Cr(VI), 0 Fe(III), 0 Zn(II), x Mn(I1).
370 U
a4 D
5
10-
v)
U
.$
a
h
a
4
2;.
v
alm
m -
0
1:
Y3E + C
Y
0
E
a
0.1
1
1
I
1
Equilibrium concentration of Se(N), mg I I Fig. 5. Adsorption isotherms for selenium (IV) in 0.3 M hydrochloric acid. Concentration of sodium chloride: o 0 M, 0 0.5 M.
The adsorption isotherm for selenium(1V) in 0.3 M hydrochloric acid is shown in Fig. 5. Two adsorption isotherms obtained in the solution of different ionic strength gave agreement. Bismuthiol-11 resin is expected to be applicable to the collection of trace amounts of selenium(1V) from sea water, based o n the results shown in Fig. 5. Two possibilities can be taken into account in the elution of selenium(1V) adsorbed and the regeneration of the resin as follows. Method I: (resin-bisniuthiol-11-selenium) (resin) bismuthiol-11 + selenium Method 11: (resin-bismuthiol-11-selenium) (resin-bismuthiol-11) selenium where the solid state is designated in parentheses. Seleniuni(1V) was eluted completely with 8 M nitric acid by method 1. When cysteine or penicillamine was used as eluting agent, satisfactory results were obtained by method I1 as shown in Fig. 6. In this case, the formation of selenotrisulfide with these thiols was supported by the result of 77Se n.1n.r. study on the reaction product of this reaction [5]. In the case of method 1, the anion-exchange resin is regenerated and the eluate can be applied to the fluorometric determination of selenium(1V) directly after the proper pH adjustment. In the case of method 11, bismuthiol-11 resin is regenerated and the eluate can be applied to the fluorometric determination of selenium(1V) after the digestion. The collection of selenium(1V) by the column operation with bismuthiol-11 resin, and with that regenerated gave good results as shown in Fig. 7. The method presented here gave reasonable results in the collection of selenium(1V) from some environmental water samples taken from several points in the Japanese sea coast and river, as shown in Table 1. When ATPS loaded resin was used, the collection of selenium(1V) was not satisfactorily high. However, complete collection of selenium(1V) was achieved when ATPS was added to the sample solution which contains selenium(1V) and the reaction product was adsorbed to the ion-exchange resin [6].
-
-+
+
+
37 1
\
,-" >5
5 500
V al
m
0 - 1
I
II
1
I
I
- 1
Fig. 6 . Elution of selenium o n bismuthiol-I1 resin with thiols. o 0.1 M penicillamine, 0 0.05 M cysteine.
Effluent volume ,
ml
Fig. 7. Break-through curves for selenium (IV). Bismuthiol-11 resin: (I) bismuthiol-I1 0.2 mmole/g-resin, (11) regenerated r a i n \\ith 0.1 M penicillaminc at pH 5. Column: 1 0 x 5 0 mm. Selenium (IV) solution: 10 mg/l Se(1V) in 0.3 M HCI. Flou rate: 4 0 ml/hr.
I n conclusion, selective and effective collection of seleniuin(1V) was achieved w i t h bismuthiol-I1 resin. The method presented here may be valuable for the practical technology dealing with environmental water based on the following several points. Uismuthiol-I1 is synthesized easily from phenylhydrazine and carbondisulfide and commercially available. Bismuthiol-11 resin can be prepared and recovered easily and used repeatedly. Bismuthiol-11 resin was found to be stable for several months on the resin and selenium
372 Tab. 1. Determination of selenium (IV) in environmental water
Shirakawa River, Kokai, Kumamoto October, 1982 Shirakawa River, Kokai, Kumamoto March, 1983 Amakusa Basin, Amakusa, Kumamoto November, 1982 Ise Bay, Nagoya, Aichi December, 1982
0.075 0.099 0.016 0.06 3
(IV) adsorbed on the resin was confirmed to be stable for about three weeks. The reaction is rapid enough for the column operation, although detailed kinetic study has not yet been carried out. The molecular design and the choice of the terfunctional reagent which is highly reactive with the substance to be collected on the resin may lead to the development of the functional resins useful for the collection of various hazardous substances in the chemical protection of environment.
REFERENCES
1 M. Nakayma, M. Chikuma, H . Tanaka and T. Tanaka, Talanta, 29 (1982) 503-506. 2 H . Tanaka, M. Chikuma and M. Nakayama, in J. Albaiges (Ed.), Proc. 2nd Int. Congress, Analytical Techniques in Environmental Chemistry, Barcelona, November 23 -25, 1981, Pergamon Press, Oxford, 1982, pp. 381 -388. 3 Y . Sugimura and Y. Suzuki, J . Oceanogr. Soc. Jap., 33 (1977) 23-29. 4 H. J . Robberecht and R. E. Van Grieken, Anal. Chem., 52 (1980) 449-453. 5 H. Sakurai, in preparation. 6 M. Nakayama, M. Chikuma, H. Tanaka and T. Tanaka, Talanta, in press.
373
REhlOVAL OF ARSENIC FROM NATURAL WATERS
J . HLAVAY, K . FOLDI-POLYAK, J . INCZEDY
Institute for Analytical Chemistry, University of Chemical Engineering, P.O. Box 158, VeszprPm 8201, Hungary
ABSTRACT Use of some new adsorbents for arsenic removal from synthetic and dcep wcll waters was studied. Adsorbcnts were prepared from titanium dioxide, aluminium oxide and their mixtures, respcctively, as porous support materials and were treated chemically by frcshly precipitating iron (111) hydroxide onto their surfaces. The breakthrough capacities at 0.05 mg As/dm’ concentration ranged betwcen 3.15 and 8.68 mg As/g adsorbent. In laboratory experiments up t o 3100 BV synthetic solution spiked with 2.5-2.9 nig As(III)/dm3 can be loaded o n t o the column without reaching thc maximum permissible limit. For regeneration of the spent adsorbents, 30-40 BV of 1 M NaOH solution was used. In field experiments deep well water containing high amounts of humic acids, iron ions and dissolved gases was purified and the safe operation limit could be kept during the 20-22 days continuous cxhaustion period. Presumably, arsenic is removed by adsorption but chemisorption and occlusion can also occur.
1. INTRODUCTION
In certain geographical areas drinking water is contaminated with arsenic in concentrations high enough t o pose long term health hazards. Such contamination is believed to arise from natural leaching of arsenical rocks by the percolating water. In their survey McCabe et al. [ 11 found that 0.5%of the treated water samples exceeded the 0.01 mgfdm3 recommended limiting concentration and 0.2% of the samples exceeded the 0.05 nig/bm3 maximum permissible limit for drinking waters. More than 18,000 community water supplies in the USA were investigated in this survey. Similar problems were encountered in other parts of the world i.e. in Cordoba, Argentina, in Nova Scottia, Canada, and in Taiwan [2]. I n natural waters inorganic a r s e n i c is p r e s e n t as a r s e n i t e a n d a r s e n a t e . I n o x y g e n a t e d waters, arsenic acid species ( H 3 A s 0 4 , H2 AsO;) are stable while under mildly reducing conditions, arsenious acid species (H3 A s 0 3 , H2 AsO; and f-1AsOi-) become stable. The chemistry of arsenic in the aqueous environment has been reviewed in great detail [3]. Arsenic (111) is more toxic than arsenic (V), therefore, knowledge of the dominant arsenic species in drinking water is a very important analytical task.
374 Technologies used to remove arsenic from drinking water supplies have been summarized b y Patterson and Minear 141. Mostly chemical processes were successfull, in particular those including coagulation and precipitation with ferric salts and lime. Ion exchange and adsorption methods have also been used, but their application for large scale water purification is limited [5- lo]. The aim of our work was to develop new adsorbents and to investigate their characteristics and capacities for removal of arsenic ions from drinking water.
2. I~:XI’ERIMLNTAL
2.1. Prcparation ot‘ the Adsorbents
Adsorbents were prepared from porous supports after chemically treatment of their surface. First, granules of 0.5 ~ - .O1 mm particle size were formed from titanium dioxide, alutiiiaiutn oxide and their mixtures in different ratio, respectively. then iron (111) hydroxicie was freshly precipitated onto the surface of the particles. The resulting iron (111) hydroxide impregnated porous adsorbents were dried at room temperature. packed into xi ion-exchange coluiiin and washed with water t o remove the excess reagent. In one case, titanium dioxide and freshly precipitated iron (If I) hydroxide were mixed and granulated. Thus, not only the surface of the support material, rather inside o f the granules contained as well a great amount o f iron (111) hydroxide [ 171. Support inaterials were prepared from titanium and aluminium oxides as follows: 10052 titanium dioxide, 100% y-alumina and their 1 t o 1 mixture, respectively. The preparation metliod and the symbol of the adsorbents are summarized in Table 1. Tab. 1. Prcpxation nictliod and synibol of different adsorbents Raib material
Preparation
Sy ntbo1
TiO: TiO? 50% TiO, -50’2 Al,O, AI20 ,
TiO: -iron (Ill) hydroxide mixed TiO: -iron (111) hydroxide on surface Support-iron (Ill) hydroxide o n surface Al:O,-iron (111) hydroxidc 011surface
TIM TIS 50-50 TAlS AIS
Laboratory studies were carried out with 3.0 cni i.d. X 10 cni and 3.1 ciii i.d. X 15 ciii columns. The adsorbent bed volumes (BV) were 50 and 80 m i 3 , respectively, and the columns were operated in a downllow mode. The exhaustion flow rates ranged from 5 to 10 BV 1 1 - l . Synthetic solutions were prepared from tap water spiked with As(1ll) in the range of 0.1 3.9 m g / d m 3 . The stock solution was kept in a flask flushed with N, and resealed after each use t o prevent oxidation. Fresh stock solution was prepared daily and kept stoppered. I n field experiments drinking water from a deep well containing high amounts of dissolved gas, Iiuiiiic acids, ammonia, iron and manganese ions was purified. The water contained mostly As(V) ions in an average concentration of 0.2 mg/dni3. For these field experiments 9.5 cm X 92 cni columns were used and the adsorbent bed volume was
375 4 dni3. Tlie columns were operated in downflow mode during exhaustion and u p f l o ~ mode during regeneration. Regeneration of the spent adsorbents was carried out by 1 M NaOH solution. The regenerant flow rate was similar t o that used in the exhaustion process. After treatment with NaOH solution, t h e adsorbents were backwaslied with t a p water until neutral pH was reached.
2.2. Aiialy t ical Proced tire
Samples for determination of the adsorbent capacity were taken daily. A spectrophotometric method using the silver diethyldithiocarbamate (SDDC) complex of arsine was applied for the determination of arsenic in the 1-100 pg range. Arsenic is reduced to arsine by granular zinc in hydrochloric acid and arsine reacts with SDDC in pyridine. Tlie adsorbance of the red coloured coniplexisreadat 5 3 3 nni [ 2 ] .
3 . RESULTS AND DISCUSSION
It is known that colloidal iron (111) hydroxide is a good scavenger of arsenic ions. and can be used for the purification of waters [ 11-13]. According to the precipitation method. iron (111) chloride is added t o the water, iron (111) hydroxide tlocs are formed and a high amounts o f sludge have to be disposed. The arsenic content of this sludge can be as high as 0.5% w/w [ 11 1, so the sludge is a potential toxic pollutant. Disposal of toxic pollutants is a great problem all over the world. In our adsorption processes the granules are chemically treated o n their surface and colloidal iron (111) hydroxide is formed there. Freshly precipitated iron (111) hydroxide effectively adsorbs or chcmisorbs arsenic. The great advantage o f our method is that no sludge is produced and tlie adsorbents can partially be regenerated. Precipitation of arsenic froiii the spent regenerant will be discussed later.
3.1. Laboratory Experiments
First, the titanium-dioxide-iron (111) hydroxide mixed (TIM) and titanium-dioxideiron (111) hydroxide o n surface (TIS) adsorbents were compared. The results of tlie exhaustion experiments are shown in Fig. 1. Breakthrougli concentration (0.05 nig As/dm3) was reached after loading 15 10 BV and 3080 BV drinking water onto the TIM and the TIS columns, respectively. The breakthrough capacity of TIM adsorbent was about 35% of that of the TIS adsorbent. This means that colloidal iron (111) hydroxide can effectively remove arsenic from drinking water if it is freshly precipitated onto the surface of the support. The adsorption capaand therefore the operation efficiency of the adsorbent is much less when city iron (111) hydroxide is granulated with titanium dioxide. In further experiments, only the surface treated adsorbents were used. -
-
376
Fig. 1. Exhaustion experiment on TIM and TIS adsorbents. Influent As(II1) conc: 2.50 mg As/dni3 for TIM and 2.94 mg As/dm3 for TIS; flow rate: 5 B V h'l , pH =7.21; breakthrough capacity: 3.15 mg As/g TIM and 8.68 rng As/g TIS.
A 5050TAIS AIS
IS00
lB00 2000 loxh-g[Bv]
I:&. 2. Lxhaustion cxpcrimcnt o n 50-50 TAIS and AIS adsorbents. Influent As(II1) conc: 3.97 nig As/dni3 for 50-50 TAIS and 3.48 mg As/dm3 for AIS; flow rate: 10 BV 11.' : breakthrough capacity: 4.22 mg As/g 50-50 TAIS and 3.48 mg As/g AIS, pH = 7.23.
377 The results o f exhaustion experiments carried o u t with 50-50 TAIS and AIS adsorbents are summarized in Fig. 2. In this case, the influent As(II1) concentration was considerably increased (up t o 4 mg As/dm3) and the flow rate was doubled. The effect of higher arsenic concentration and flow rate can be seen o n t h e breakthrough volumes, i.e. 990 BV for tlie AIS and 1360 BV for tlie 50-50 TAIS adsorbents. These are much lower than the 3030 BV values for the TIS adsorbent but, considering tlie experimental conditions, the 4.22 mg As/g 50-50 TAIS and 3.48 nig As/g AIS breakthrough capacities are high enough t o justify their use in field experiments.
3.2. Regeneration Study
The efficiency and the simplicity of the regeneration process is a very important factor in water purification techniques. Spent adsorbents were regenerated by 1 M NaOH of a flow rate of 5 BV h-' . The results of the regeneration are shown in Table 2 . Tab. 2. Regeneration of spent adsorbents
Adsorbent
Adsorbed
Regcnerant
Back\vash water
As deaorbed (nig)
As(lI1) mg/dm3
BV
dm3
BV din3
1 M NaOH
Water
30 40 40 30
1.5 2.0 3.2 1.5
90 50 40 40
11.79 157.82 314.38 143.96
6.57 4.26 2.46 0.65
TIM 213.8 473.21 TIS 50-50 TAIS 545.44 194.37 AIS
4.5 2.5 3.2 2.0
Rcgeiicrat ion efficiency Total %
18.36 8.59 162.08 34.25 316.84 58.09 144.61 74.40
It can be seen that adsorbed arsenic could be removed by 30-40 BV regenerant but tlie recovery efficiency was poor. Even excess regenerant could not rcmove more As from the adsorbent. In their experiments, Shigetonii et al. 171 used 0.5 M NaOH solution as rcgenerant to remove the adsorbed arsenate from the polyacrylamide-bound hydrous iron (111) oxide. Regeneration efficiency is not quoted. except that the original adsorption capacity could not be achieved in successive treatments. The renioval tneclianism was not discussed either. Considering tlie efficiency of the laboratory scale regeneration process it can be concluded that not only adsorption has taken placc. I t is known that at high pl4 the surface of iron (111) hydroxide is negatively charged and anions can be desorbed 1141. Arsenic is removed froni drinking water by adsorption and simultaneous other processes. Fergusan et al. 1151 gave no answer whether arsenic adsorption can be e'xplained solely in terms of molecule-surface interactions o r whether other niechanisni. e.g. precipitation or occlusion, are also operative. They used amorphous ferric and aluminium hydroxide precipitates in adsorption experiments where the precipitates and arseniccontaining samples were stirred in a flask at 25 +0.SoC. Their conclusion, concerning the removal meclianisni, was drawn only from tile adsorption experiments because n o regeneration or desorption experiments were done. Our regeneration results (in which regenera-
378 tion efficiency ranged between 8.5%-74.4%) suggest that part of the arsenite is bound by molecule-surface interactions, the rest b y other mechanisms. Since similar adsorbents, i.e. titanium-dioxide o r aluminium-oxide chemically treated by iron (111) hydroxide o n its surface, have not been used yet, comparison o f o u r results with literature data is difficult. Further experiments are needed to confirm these results and conclusions.
3.3. Field Experiments
The average ionic composition of the deep-well water used in the field experiments is listed in Table 3. It should be pointed o u t that there is an unusally high concentration of humic acid, iron ions and dissolved gases in this water. No pretreatment steps were carried o u t o n the water t o be purified before its loading onto the columns. Tab. 3. Average ionic composition of a dcep well water Coiiiponent
Conccnt ration (mg/dni3 ) 45 -70 40 -70 2,2-2,6 11,5-22 10-18 0.3-4.2 0.05-1.0 3s -37 0,2-0,6 Y,2-13,2 45-55 7,6-8,05
Two exhaustion and a regeneration experiment were carried out in a 72 days continuous investigation. Siniilarly to the laboratory experiments, 1 M NaOH was used as a regenerant solution in 35 BV in both cases. Only two adsorbents, the TIS and the AIS, were used in the field experiments. The results of this study are shown in Table 4. The first exhaustion cycle lasted 37 days while the second, after regeneration, 35 days. Comparing the operation of the two adsorbents, the TIS shows a higher removal efficiency and can be used safely for more than 20 days (1250-1300 BV of treated water) without reaching the 0.05 mg As/dni3 breakthrough limit. The removal efficiencies were not as high as measured with synthetic solutions but since adsorbents were exli’austed more after they had reached the breakthrough levels. the average As concentrations in the effluent seem t o be low enough to warrant trying the adsorbents in pilot plant scale tests. I n the adsorption process discussed earlier. not only arsenate and arsenite ions but great amounts of humic acids of large molecular weight were removed from the water. Humic acids form many complexes with metal ions present in natural water, and these
379 Tab. 4. Results of the field experiments AIS
TIS Adsorbents ~~~
~
1. set
2. set*
1. set
2. set*
37 9.04 2.5 1
35 8.46 2.50
37 9.16 2.48
35 10.4 3.08
~
Experimental time (d) Loaded volume (m’) Flow rate (BV/h) Influent As conc. average (mg/dm3) Effluent As conc. avcrage (mddm’) Removal efficicncy (%) BV for 0.05 mg/dm’ breakthrough conc. Exhaustion time for breakthrough (d) Regeneration efficiency %
0.165
0.281
0.074 56.7
0.094 65.9
1250-1300 20-22 41.9
0.189
0.285
0.077
5 8.0
0.145 48.0
750-800
1000
400
12
17 30.2
8
* after regeneration are also adsorbed by iron (111) hydroxide freshly precipitated onto the surface of a support. In the field experiments the amount of humic acid of natural water decreased in a range of 25-35% due t o adsorption. Therefore, the adsorption sites can be blocked by humic acid molecules decreasing the possibilities of arsenic ion adsorption. In the second set of the experiments even less favorable results were obtained. Since the regeneration was far from complete (41.9% for TIS and 30.2% for AIS) the safe operation period was only 12 and 8 days, respectively. This means that this regeneration process is not suitable for a long operation period. Development of new regeneration method is in progress and the results will be discussed in the near future. It is known that the removal of arsenic ions from waters by adsorption is a pH dependent process [14]. Since the pH of drinking water does not change widely, the pH of the treated synthetic solutions and deep well water was not adjusted. The initial pH of water was kept and the final pH of the purified solution was recorded. No significant pl-l change was noted during the exhaustion processes. The economy of our adsorption process has not been established yet. Experiments were carried out only to develop this new idea, i.e. the use of chemically treated adsorbents for the removal of arsenic ions from water. Compared t o the coagulation and precipitation processes one advantage is immediately apparent: no excess sludge is produced. The high amount of arsenic in the small volume of the regenerant solution might be removed by lime precipitation [16]. Backwash water is also needed t o reach the original pH of the adsorbent but much less of it is needed than for the backwash of the filter bed in the coagulation technique. There is a patent pending for the process discussed here [ 171.
REFERENCES 1 L. J . McCabe, J . M . Synions, R. D. LCCand G . G. Robeck, J . Anier. Water Works Assoc.. 62, 1970. 670.
2 Environmental Health Criteria 18, Arsenic, WHO, Geneva, 1981, 44. 3 J. F. Ferguson and J. Gavis, Water Research, 6, 1972, 1259. 4 J . W. Patterson and R. A. Minear, Wastewater Treatment Technology, 2nd Ed. Illinois Institute for Environmental Quality Document 73-1, February, 1973. 5 Sato, H., Shigeta, S. and Uchida, H., Jpn, Kokai Tokkyo Koho 80 08 843, 22 Jan. 1980. 6 E. Bellack, J . Amer. Water Works Assoc. 63, 1971, 454. 7 Y . Shigetonii, Y. Hori and T. Kojima, Bull. Chem. SOC.Jpn. 53, 1980, 1475. 8 C. M. Elson, D. H. Davies, and E. R . Hayes, Water Research 14, 1980, 1307. 9 J , H. Gulledge and J . T. O’Connor, J. Amer. Water Works Assoc., 65, 1973,548. 10 S. K. Gupta and K. Y. Chcn, J . of Water Poll. Control Federation, 50, 1978, 493. 11 M. Csanady and B. Kelemen, J . Hungarian Hydrological Society 26, 1982, 378. 12 K. Kermer, I. Roske, Acta Hydrochim. Hydrobiol., 5, 1977, 55 1. 13 I. Roske, K. Kermer, Acta Hydrochim. Hydrobiol., 7, 1979, 115. 14 J. I. Morgan and W. Stumrn. in 0. Jaag (Ed.) Advances in Water Pollution Research 1st. edn. Vol. 1. Perganion Press Inc., 1965, p. 103. 15 J. F. Fergusan and M. A. Anderson, in A. J. Rubin (Ed.), Chemistry of Water Supply, Treatment and Distribution. Ann Arbor Science Publisher Inc. 1974, p. 137. 16 L. M. Magnusen, T. C. Waugli, 0. K. Galle and J. Bredfeldt, Science 168, 1970, 389. 17 J. Hlavay et al. Patent pending (1982).
38 1
PRECONCENTRATION AND SEPARATION OF Cr(III) AND Cr(VI) FROM AQUEOUS SOLUTIONS BY COMPLEX FORMATION-ION EXCHANGE
C. SARZANINI, E. MARENGO, M. C. GENNARO, C. BAIOCCHI and E. MBNTASTl
Istituto di Chimica Analitica, Universita di Torino, Via P. Giuria 5, 101 25 Torino, Italy
ABSTRACT A preconcentration and separation procedure for Cr(II1) and Cr(V1) has been developed. 1,2-dihydroxybenzene-3,5disulphonic acid (Tiron) is an effective chelating agent for Cr(II1) and, in addition, allows the adsorption of the resulting complex on anion-exchange resin through the interaction of the -SO; groups which are not involved in the coordination act. The elution of aqueous samples containing mixturcs of Cr(II1) and Cr(V1) through an anionexchange resin (pH 5) will result in the adsorption of Cr(V1). The recovered solution is then treated with Tiron and brought to pH 9. Elution will produce the adsorption of Cr(II1) in the form of its Tiron complex. After fixation, the adsorbed species are eluted with the appropriate reagent (HC10, solution for Cr(II1) and NH,CI solution, brought to pH 8, for Cr(V1)). According t o the described procedures, solutions of t h e two analytes at ppb levels, wcre concentrated by a factor of lo', as tested by AAS, with yields of 104 + 9 and 94 +8%, respectively for Cr(II1) and Cr(VI).
1 . INTRODUCTION
The separation and determination of metals ions at trace levels including the same species in different oxidation states, is important both environmentally and geochemically. A method has been described for the preconcentration of Fe, Cu, Pb, Cd, Ca and Mg [ 13 based on the formation of metal-l,2-dihydroxy-3,5-benzenedisulphonic acid complexes and their subsequent adsorption onto an anion-exchange macroporous resin. We report here a detailed investigation on the applicability of this method to the preconcentration and determination of Cr(II1) and Cr(V1). Chromium exists in solution mainly in two oxidation states Cr(II1) and Cr(V1). The first is the more stable and in the presence of non-complexing anions (e.g. C104) exists as Cr(Hk0)l' and its hydrolysis products [2], chromium (VI) undergoes a series of eyuilibria [3-51.
* Work supported by
the National Research Council of Italy.
382 Already considerable attention has been devoted t o the separation and determination of chroniium at trace levels, extraction procedures are preferred [6] and preconcentration steps have also been described for neutron activation analysis [7]. A determination of Cr(I1l) and Cr(V1) by anion exchange was performed by Cresser and Hargitt [8] at 0.5 ppni levels. 2 . EXPI-RIMENTAL
2.1. Appararus. A Perkin Elmer 2380 atomic absorption spectrophotometer was used with air-acetylene burner, and a chromiuni hollow cathode lamp operated at 25 mA. 2.2.Reagetzts. The resin, macroscopus Bio-Rad AC MP1 100-200 mesh, was used in the nitrate form. Chromium (111) and (VI) solutions were prepared from analytical reagent-grade chromium (111) chloride and potassium dichromate (1,000 pg Criml) and these stock solutions. after appropriate dilution, showed identical absorbances in the air-acetylene flame. Demineralized and doubly distilled water from quartz (DDW) was used throughout. The disodium salt of 1.2-dihydroxy-3,5-benzenedisulphonic acid (Tiron) was purchased from C. Erba as reagent grade chemical (RP). 2.3. Procedure. The glass column (8 mni i d . borosilicate glass tube 30 cni height) was slurry loaded with the proper amount (1 g) of resin suspended in DDW. The desired volume of sample was added, when required, with 5 ml o f 0.050 M Tiron; the pH was adjusted t o the appropriate value and the solution was passed through the column at a constant flow 10 ml/min ensured by a rotary vacuum pump and by-pass flowmeter. After fixation the metals were released by elution with 10 in1 o f reagent (see below). The concentration of the investigated metal ion was measured in the eluate in order to evaluate the recovery efficiency. In order t o obtain the best precision and accuracy in the spectroscopic determinations, solutions with or without Tiron, for Cr(II1) and Cr(V1) respectively, have been used for zeroing and dilution. Blanks were periodically run following the same procedure with unspiked solutions. Each experiment was conuucted in triplicate. Between runs the column did not need t o be reslurried and was washed with saturated NaN03 solution in order t o remove the free ligand and repeatedly washed with DDW. Glassware, polythene and polypropylene laboratory materials were cleaned and washed according t o suggested procedures [9]. 3. RESULTS AND DISCUSSION
The half-life of the exchange of co-ordinated water for chromium (111) has been reported [ 101 t o be 40 hr with rate constants ranging from [ 1 1 1 2 lo-' t o 4.8 . 10 set' [lo]. For this reason a preliminary study was made t o define thc optimutn pH and reaction time o f Cr(I1I)-Tiron eluting solution, using 100 nil solutions of 1 ppiii concentration. In Fig. 1 the behaviour o f retention yield is reported for samples cluted after 2 Iirs of reaction. At pH 9 the recovery yield was 96.0 -+2.7%1 and a t thc uiiie pll witti elution performed immediately after the ligand addition, 94.5 &0.5%.Tliis dciiionstrates that the recovery is unaffected by the reaction time. '
383
100
80
60
8 d 3
40
20
0
3
5
7
PH
Fig. 1. Uptake efficiency (u.c. %) for prcconcentratioii and recovery ofCr(ll1) as a t'unction of p H : with ( 0 ) or \\ itllout ( 0 ) rccycliiig tiic first elution.
In order to optimize the anion-exchange the same experiments weic performed by recycling the solution after the first elution. The recovery resulted 98.3 50.5% and 98.7 +0.3% at pH 9 and 8 respectively. thus showing the effectiveness of the recycling procedure. The release of Cr(lI1) immobilized on the resin involves the Cr(II1)-Tiron complex dissociation. To this purpose the reagents reported in Table 1 have been tested and the results are reported. The lower recovery obtained with HCI and H,S04 may well be due to competitive complex formation with the stripping reagent. Thus HCIO: has been used as the reagent and was preferred t o N H 0 3 , which, even if it showed good yields, might have attacked the polymeric structure of the resin. 3.1. Cr( VZ). Since Cr(V1) is stable in the form o f anionic species its adsorption on the anion exchange resin is effective in the absence o f any reagent. In order to determine the
3 84 Tab. 1. % Cr(II1) recovery efficiency, as a function of the stripping reagent concentration
% Recovery efficiency
Reagent H,SO, HCI HNO, HCIO,
1M 2M 1M 2M
60.9 73.3 89.2 96.0
pH conditions for highest recovery efficiency experiments on 100 ml aliquots of chromate solution (1 .O ppm) were performed at pH 2, 5 and 9. Table 2 reports the uptake efficiens obtained by monitoring Cr(V1) recovered from the resin with the appropriate stripping reagent (see below). Tab. 2. Preconcentration efficiency of Cr(V1) at different pH's; stripping reagent NH,CI 2M at pH 8 Adsorption PH
% Uptake recovery
No. measurements
2 5 9
91.6 * 1.8 99.2 k0.2 99.2 c 1.7
3 6 3
An increase in yield is observed between pH 2 and 5, while the yield remained unaffected above pH 5. This behaviour may be clearly correlated with the presence of equilibria such as:
which makes the anion exchange interaction less efficient below pH 5. Table 3 reports the results obtained with the different stripping procedures. As can be seen 2.OM N b C I previously brought to pH 8 was found the most effective reagent. Satisfactory results have been also achieved with 1 M NaCl solutions but these were avoided in order to reduce the Na' interference in the spectroscopic determinations. Measurements were conducted also in solutions containing either Cr(II1) and Cr(V1) Tab. 3. % Cr(V1) recovery efficiency, as a function of the stripping reagent and concentration
% Recovery efficiency
Reagent HCI NaCl NH,Cl NH,C1
-
2M 2M 1M 2M pH 8
89.5 102.4 80.4 99.2
at a concentration of 0.1 ppin in the presence of a high salinity (NaCl 0.5M) which resembles sea water. The results, which appear satisfactory, are: Cr(II1) pH 9 88.5 +0.3% Cr(V1) pH 5 67.6 *0.7% Table 4 reports the results obtained on mixtures of Cr(II1) and Cr(VI), Tab. 5 collects some data obtained on solutions of low concentration (0.005 ppm). For these experiments the following procedure has been adopted: the solution (1 1) was first brought to pH 5 and eluted through the resin in order to recover Cr(V1). The appropriate volume of Tiron solution was then added to the eluate, which was subsequently brought to pH 9. Elution on the anion exchange resin allowed the recovery of Cr(II1). Tab. 4. Preconcentration efficiency of Cr(II1) and Cr(V1) mixtures Added pg/ml
Found* pg/ml
Cr(II1) 0.05 0.10 0.10
Cr(II1) 4.76 t.0.13 8.97 t.0.02 9.38 kO.01
Cr(V1) 0.10 0.10 0.05
Cr (VI) 9.49 50.04 9.49 +0.52 4.86 k0.17
* Mean
and standard deviation for 3 samples (preconcentration 100 fold).
Tab. 5. Preconcentration efficiency of Cr(II1) and Cr(V1) mixtures at ppb levels Added ng/ml
Found* ng/ml
Cr(II1) Cr(V1) 5.00 5.00 Recovery %
Cr(II1) 5.22 k0.47 104.4 t. 9.3
Cr(V1) 4.72 +0.38 94.40 + 7.6
*
Mean and standard deviation for 3 samples (preconcentration 100 fold).
REFERENCES 1 C. Sarzanini, E. Mentasti, M. C. Gennaro and C. Baiocchi, Ann. Chini. (Rome), accepted for pubblication. 2 K. Emerson and W. M. Gravcn, J . Inorg. Nucl. Chem., 1 1 (1959) 309. 3 W. G. Davies and J . E. Prue, Trans. Faraday SOC.,51 (1955) 45. 4 J . D. Neuss and W. Rieman 111, J . Am. Cheni. SOC.,56 (1934) 2238. 5 J . Y . Tong and E. L. King, Trans. Faraday SOC.,51 (1955) 1045. 6 V. M. Rao and M. N. Sastri, Talanta, 27 (1980) 771. 7 J. F. Pankow and G . E. Janauer, Anal. Chini. Acta, 69 (1974) 97. 8 M. S. Cresser and R . Hargitt, Anal. Chin. Acta, 81 (1976) 196. 9 R. V. Moore, Anal. Cheni., 54 (1982) 1890. 10 1. P. Hunt and H . Taube, J. Cheni. Pliys., 1 9 (1951) 602. 11 R. E. Dickerson, H. B. Gray and G. P. Haight, Jr., Chemical Principles, 2nd edn., Bcnjanun, Mcnlo Park, 1974, p. 796.
This Page Intentionally Left Blank
387
THE USABILITY OF POLYSULFONE MEMBRANES FOR REMOVAL OF ORGANIC DYES FROM AQUEOUS SOLUTIONS
K. MAJ EW SKA-NOWAK
Institute of Environment Protection Engineering, Technical University of Wroclaw Wybrzeie Wyspialiskiego 27, 50-370 Wroclaw, Poland T. WINNICKI Rivers State University of Science and Technology, Chem./Petrochem. Department P.M.B. 5080 Port Harcourt, Nigeria
ABSTRACT Polysulfone membranes were synthesized and their separation properties were studied to check the usability of this type of membranes in decolorizing aqueous solutions of organic dyes by ultrafiltration. The membranes were prepared from 15-percent (wt.%) polysulfone solution in dimethylformamide and formed o n a glass support. The casting solution had different initial temperatures. The membrane thickness was between 50 and 115 pm. Experiments were carried o u t under static conditions and involved six organic dyes having molecular weights between 291 and 1048.2. The dye concentration in the aqueous solution was 100 gm-3. The pressure applied Mas varied between 0.5 and 2.5 MPa. Separation propcrties of the membranes were found to be better with thinner membranes and lower temperatures of the casting solution. The membranes are capable of retaining 100 percent of organic dyes (of a molecular weight of above 800) irrespective of the casting parameters and of the pressure applied. The volume flows of dye solutions through the membranes varied from 0.05 t o 0.20 1n3m-’ day-’ (at 2.5 MPa) dcpcnding on tlic casting parametcrs.
1. lNTRODUCTION
Conventional treatment methods w h c h have been used so far to remove hardly degradable organic dyes from industrial wastewaters, actually do not yield satisfactory decolorization effects. Thus, the need for more efficient techniques has directed the attention of many investigators to the application of membrane processes (such as ultra- or hyperfiltration), which involve the selective action of semipermeable membranes to separate organic dyes from aqueous solutions. Membrane processes not only permit an abatement in the pollution load, but they also allow for the reuse of the water purified via this route and for recovery of some other valuable substances. At the present time, polysulfone membranes are accepted as being the most promising among the
388 variety of types employed, because they may be used in a very wide range of pH [l], as well as at elevated temperatures (up to 378 K) [2]. Our preliminary results have shown that polysulfone membranes perform very high removal ability (from 90 to 100 percent) toward some high-molecular-weight dyes (e.g., direct meta black of molecular weight of 781.2) [3]. The investigations reported in this paper, being the continuation of our previous studies, are aimed at final evaluating the utility of polysulfone membranes in ultrafiltration decolorizing and concentrating aqueous solutions of organic dyes.
2. EXPERIMENTAL 2.1. Preparation of Polysulfone Membranes
The casting solution containing 15 wt.% of P 3500 aromatic polysulfone (Union Carbide) dissolved in dimethylformamide (DMF) was prepared according to the procedure described by Koenst and Mitchell [4]. The membranes were cast by means of a typical device consisting of a leveled glass sheet and movable frame with two micrometric screws fixed to it with their upper ends and to a casting knife with the lower ones. The screws were used to control the distance between the knife edge and the glass surface and, consequently, the membrane thickness. The frame was moved slowly along a leveled bench by means of a small electric motor and the knife spread the solution uniformly on the glass surface. The speed of the frame movement was also controlled. Based on the previous results [3], membranes 50-1 15 pm thick were cast at four different initial temperatures of the casting solution (303, 318, 333, and 348 K) and then the membranes were left at room temperature for 60 seconds to evaporate the solvent from their surface.
2.2. Testing Device
The polysulfone membranes prepared according to the method described above were tested under static conditions and without stirring a feed solution at the membrane surface. The testing device (Fig. 1) was a pressure apparatus (2) made of stainless steel. The membrane sample (1 1) of an effective surface area of 15.9 cmz was fixed in the lower part of the apparatus and supported by a porous PVC sinter. The solution t o be tested was fed to the apparatus in its upper part through an inlet pipe (3). To obtain and maintain the pressure value required, nitrogen was supplied from a cylinder (7) and passed through a reducing valve (6) to an inlet (4).
2.3. Testing Method
Each experimental cycle was preceded by conditioning the membrane samples. In this process distilled water was passed through the membrane under a pressure of 2.5
389
Fig. 1. Apparatus for membrane testing under static conditions: (1) outlet of permeate; (2) pressure apparatus; (3) stub pipe for solution supply; (4) stub pipe for gas supply; (5, 6) reducing valves; (7) gas cylinder; (8) needle valve; (9) receiver; (10) rubber gasket; (11) membrane; (12) filter paper; (13) sinter;(l4) grid.
MPa, until a steady volume flow was achieved, which usually occurred after a period of 30 to 80 h. Model solutions of selected organic dyes (Table 1) of concentration of 100 gm-3 were used to examine the separation properties of the membranes. The ultrafiltration tests were carried out under the following pressures: 0.5, 1.0, 1.5, 2.0, and 2.5 MPa (after steady state conditions had been achieved). Dyes concentrations in the model solutions were measured colorimetrically at respective wavelenghts, Amax, (Table 1) using a Carl-Zeiss-Jena Spectrophotometer.
Tab. 1. Characterization of the selected dyes used in the ultrafiltration tests Dye
Molecular weight
Amax, nm Symbol of dye
Direct Red 79 (C.I.* 29065) Direct Green 81 (C.I.* 30315) Reactive Yellow Eriochrome Black T Acide Orange 52 (C.I.* 13025) Methyl Red
1048.2 878.1 593.6 461.0 327.0 291.0
555 390 430 560 485 495
* Colour Index
DR DG
RY EB A0 MR
390
100
-
8060-
4020-
c
= 100
0 C .-
.-E
------
80-
d
a,
604020.
303 3i8 333 348 temperature of casting solution, K Fig. 2 . Elimination coefficient versus temperature of casting solution plots for various dyes: DR (1); DG ( 2 ) ; RY (3); EB (4); A 0 ( 5 ) ; and MR (6). Measurements were performed at 0.5 MPa (A); 1.5 MPa (B) and 2.5 MPa (C) for 65 pm thick membranes.
3. RESULTS AND DISCUSSION 3.1. Effect of the casting solution temperature on the membrane selectivity
The membranes tested had a thickness of 65 pm. It was observed that increasing the temperature of casting solution decreases the elimination coefficient. This tendency becomes more pronounced for the higher pressures applied as well as for the lower molecular weight of the dyes tested (Fig. 2). It is worth noting that the high-molecular-
39 1
40
\s
20 A
c
0 .c
k
20-
B
0 -
.100.-E
A
aJ
80 60
\
-
I
- \
40 20 P
40
80 I00 120 membrane thickness, Dm
60
Fig. 3. Elimination coefficient versus membrane thickness plots for various dyes: DR (1); DG (2); RY (3); EB (4); A 0 (5); and MR (6). Measurements were performed at 0.5 MPa (A); 1.5 MPa (B), and 2.5 MPa (C) for membranes cast from a solution at 318 K.
weight dyes (above 8003 were eliminated in 95-100 percent by all of the membranes, irrespective of the pressure applied, while those having low molecular weight (helow 400) were hardly retained by the membranes, if at all. The obtained results indicate that raising the temperature of the casting solution leads to an increase of the average diameter of the membrane pores. It seems that the mechanism governing the membrane separation in this process can be explained in terms of a porous flow model, in which the membrane is considered as a "molecular sieve". According to this model, particles of high-molecular-weight dyes are assumed to be greater in size than the pore diameter in the membrane. Particle size
392
.a-
u-
a, 0
A
0.5
1.5
0.5
1.5
25 1
Q5
1.5
1.5 p r e s s u r e , ~ p a
25
2.5
Fig. 4. Elimination coefficient versus pressure plots for membranes prepared from casting solutions having various temperatures and for various dyes: 303 K (A); 318 K (B): 333 K (C); and 348 K (D); DR ( 1 ) ; DC (2); R Y (3), EB (4); A 0 (5); and MR ( 6 ) . Membrane thickness: 65 pni.
of low-molecular-weight dyes is considered to be comparable with the pore diameter in the membranes cast from solution having an initial temperature of 303 or 3 18 K, and to be much smaller than the pores occurring in the membranes cast at higher initial temperatures (333 or 348 K) of the polysulfone solution. 3.2. E f f e c t of Membrane Thickness on Separation Properties
This effect was studied by utilising the membranes cast at the same initial temperature of 318 K and six different thicknesses: 50, 60, 70, 8 5 , 100, and 115 pm. It was found that the elimination coefficient tends to decrease with increasing membrane thickness. This effect is enhanced as the pressure acting on the membrane is increased and molecular weight of the dyes decreased (Fig. 3 ) . It should be pointed out that high elinlination coefficients (95-1 00 percent) were obtained for high-molecular-weight dyes with membranes of a thickness equal to, or less than 100 pm, irrespective of the pressure applied. The results also indicate that the membrane thickness affects its pore size which is greater for thicker membranes.
393
A
C
Y I
I
B
I
D
pre ss u r e
, MPa
Fig. 5. Elimination coefficient versus pressure plots for membranes of various thicknesses and for various dyes: 50 pm (A); 60 pm (B); 70 p m (C); 85 p m (D); 100 pin (E): and 115 pm (F); DR (1): DG (2); RY (3); EB (4); A 0 (5); and MR (6). Temperature of casting solution: 318 K.
Assuming that the porous flow model is valid for the process studied we may draw conclusions similar to those presented in the previous paragraph. Particle size of highmolecular-weight dyes is apparently greater than the pore diameters in all of the membranes. Particle size of low-molecular-weight dyes is comparable wirh the membrane pore size when the membrane thickness falls between 50 and 70 pm and is much smaller when the membrane are thicker than 80 pm. 3.3. Relationship Between the Selectivity of the Membranes and the Pressure Acting Upon Them
The dye elimination coefficients obtained for the selected membranes by the pressure
394
Fig. 6. Elimination coefficient versus molecular weight of dye plots for membranes prepared from casting solutions o f various temperatures: 3 0 3 K (1); 3 1 8 K (2), 333 K ( 3 ) ; and 348 K (4). Measurements were performed at a pressure of 2.5 MPa for 65 pni thick membranes.
Fig. 7. Elimination coefficient versus molecular weight of dye plots for selected membranes of various thicknesses: 50 pm (1); 8 5 pni ( 2 ) ; and 115 pm (3). Measurements were performed at a prcssure of 2.5 MPa for membranes prepared from casting solution having a temperature of 3 1 8 K.
tests were plotted as a function of the pressure applied (Fig. 4 and 5). As shown by these plots, the assumed porous flow model is valid for the high-molecular-weight dyes; the elimination coefficients measured for them are essentially constant and pressure-independent. The situation becomes more complexed when the low-molecular-weight dyes (below 400) are tested. The pressure-dependent elimination observed for these dyes makes the applicability of the porous flow model less evident. Some efforts are made to develop another model and to verify it experimentally.
395 3.4. Elimination Characteristics
The elimination characteristics of pblysulfone membranes (i.e., the relationship between the elimination coefficient and the molecular weight of the dye) were plotted on the basis of the experimental results, as well as on the preliminary results previously reported [3]. Some of the characteristics obtained for the selected membranes are given in Figs. 6 and 7. The shape of the curves gives an indication of the pore size distribution in the membrane. Steep plots indicate that difference among pore sizes is less pronounced, i.e., the pore size distribution is comprised within a very narrow range. The elimination characteristics allow to determine the values of the nominal molecular weight limit (NMWL), i.e., the lowest-molecular-weight compound being completely retained by the membrane. The increase in the membrane thickness and in the temperature of the casting solution shifts the elimination characteristics to the higher NMWL values. Depending on tne casting parameters of the membrane tested, the NMWL values obtained are between 700 and 1500.
3.5. General Characteristics of the Polysulfone Membranes
A previous study [3] showed that the transport properties of polysulfone membranes determined for distilled water increase with increasing the casting solution temperature, membrane thickness, and pressure acting upon the membranes. In the present study the membrane permeabilities in relation to the organic dyes solutions (Table 1) were also determined. Thus, the volume flows of the dye solutions (under a pressure of 2.5 MPa) were by some 15 to 25 percent smaller than that of distilled water (obtained under the same pressure) and ranged from 0.05 to 0.20 m3m-'day-' depending on the casting parameters. Considering the results presented in this paycr together with those reported previously [3] it can be stated that the membranes cast from a solution which has an initial temperature of 318 K are the most promising. If their thickness is equal to, or less than, 100 pni, they can yield 95 to 100 percent elimination of high-molecular-weight dyes (above 700). Polysulfone membranes 90 to 100 pin thick exhibit the best transport properties; at a pressure of 2.5 MPa the flow ranges from 0.12 to 0.14 m3m-'day-' [3].
4 . CONCLUSIONS
1 . Polysulfone membranes cast on a glass surface can be used for removing organic dyes from aqueous solutions by ultrafiltration. The membranes are able to retain completely the dyes having a molecular weight higher than 800. 2. The separation properties of polysulfone membranes depend on the casting parameters. When the temperature of the casting solution and the thickness of the membrane increase, the selectivity decreases. The pressure acting on the membrane has no significant effect on the degree of elimination for high-molecular-weight dyes (above 700); in the case of low-molecular-weight dyes, tile increase in the pressure applied decreases the eliniina t ion coefficient .
396 3. Polysulfone membranes cast from a solution which has an initial temperature of 3 18 K are the most promising. If their thickness is equal to, or less than, 100 pm, they can yield 95 to 100 percent elimination of high-molecular-weight dyes (above 700). Polysulfone membranes 90 to 100 pm thick exhibit the best transport properties.
ACKNOWLEDGEMENT
The authors thank the Union Carbide for providing them with samples of polysulfone. The authors also thank the Research Programme ”Environment Protection” for the financial support.
REFERENCES 1 D. Spatz and R. H. Fricdlander, Rating of chemical stability of U.C. RO/UF membrane materials, Water and Sewage Works, 2 (1978), 36-40. 2 I. K. Bansal, Reverse osmosis and ultrafiltration of oily and pulping effluents, Ind. Wastes, 5 (1977), 32-37. 3 K . Majewska, T. Winnicki and J. Wihiewski, Ultrafiltration of dyes by polysulfone membranes, in: L. Pawlowski (Ed.), Studies in Environmental Science 19, Proc. 3rd Int. Conf. Physicochemical Methods for Water and Wastewater Treatment, Lublin, Poland, Sept. 14-19, 1981, Elsevier Sc. Publ. Co., Amsterdam and New York, 1982, pp. 321-331. 4 1. W. Kocnst and E. Mitchell, Method of casting tubular polysulfone ultrafiltration membranes in sand modules, U.S. Patent 4,038,351, 26 July 1977.
CHAPTER VI
PHYSICO-CHEMICAL TREA TMENT: OXIDA TION
This Page Intentionally Left Blank
399
INTENSIFICATION OF THE OXYGENATION PROCESS WITH THE USE OF POLYMERIC DIFFUSERS
ALOJZY PORANEK
River State University of Science and Technology, Port Harcourt, Ngeria ALICJA MIKAGIBALA
Environment Protection Engineering Institute, Technical University o f Wroclaw, Poland ABSTRACT A new method of manufacturing plastic diffusers is discussed. Thrce po\vdered polymers, polymethyl methacrylate (PMMA), polystyrenc PS, and polyethylene (I’E 110 LD), \\ere chosen for the sintering process in order to obtain tabular diffusers. Pressure drop, oxygenation capacity (OC) and oxygen absorption efficiency (OAE) were tested and compared \\ it11 the same properties of two commercially available diffusers, HKP 600 and Brandol 600. Diffusers madc of PS were tested in pilot-plant experiments.
1. INTRODUCTION
Oxygenation plays an important role in the treatment o f municipal sewage, industrial wastewaters, and drinking water (in an ozonization process). This is a unit process in which oxygen is subject to diffusion through the bubble-liquid interfacial surface. Uptake of oxygen by a liquid phase, e.g. water o r wastewater, depends directly on the interfacial surface area and time of contact between air bubbles and the liquid phase. Both the factors are related to the diameter of air bubbles. For example, a diffuser generating 2 mm diameter bubbles makes for the interfacial surface area six times as large as a diffuser generating bubbles of a 1 2 mm diameter. Small diameter air bubbles ascent in the liquid at a slow rate, thus bringing about a longer contact time. Oxygenation involving small-diameter bubbles has become widely used throughout the world. A detailed account of various air diffusers and oxygenation systems has been given by Morgan and Bewtra [ 11 and Pasveer and Sweeris [ 2 ] . In this paper, the application of some porous plastic materials to the design of air diffusers and their basic properties such as oxygenation capacity (OC), oxygen absorption efficiency (OAE), and pressure losses are discussed. The study presented here has been initiated and carried out at the Institute of Environment Protection Engineering, Technical University of Wroclaw, with the aim to developed a technology of air diffuser production on the basis of porous plastic materials [3, 41.
400 2. PREPARATION O F PLASTIC DIFFUSERS
Four fundamental demands are usually made upon diffusers: high porosity, small pore diameter, low resistance to flow and good mechanical properties. Although there are a number of porous materials, polymers seem t o have tlie most hopeful possibilities. Four our eyperiments chosen were three polymeric materials: pol) methyl metliacrylate (PMMA). polystyrene (PS) - both prepared by a domestic form - and polyetliylene (PE 110 LD) made by Plastic Coating Company. The experimental diffusers were tubular in shape and had been sintered in a steel form (Fig. 1). A certain portion of tlie
Fig. 1. Steel form for the sintering of diffusers: 1 tered polymer, 6 - bottom of tlic form.
-
screw, 2 - cover, 3
-
core. 4 - female, 5
-
sin-
pc,lymer was placed in such a form, which was shaken so as to achieve the apparent density rcquired. The form was thenheated in an oven with automatic temperature control. After completion of the sintering process, tlie steel form was cooled for 20 minutes at room temperature and dismantled t o ren:ove the diffuser. The experimental diffusers thus obtained had a length of 0.50 ni, an outside diameter o f 0.07 ni and an internal diameter o f 0.05 in. The sintering parameters depended on the type of the polymer. They are listed in Table 1. Process temperature may vary from glassy to breakdown. Sintering temperature and time are strongly interrelated and they may be changed in the ranges shown in Table 1. A detailed account o f the technological parameters for sintering powdered polymers is given in References [3, 4, 6 and 71.
Tab. 1. Sintcring Parameters ~~
~
~~~
~~~
Type of polymer
Apparent density kg/m3
Average pore size 10.' ni
Sintering temperature K
Sint cr ing time
PMMA PS PE 1 1 0 L D
800 800 500
40 48 28
423-453 398-420 383-398
48 48 4
11
40 1 3. BASIC PROPERTIES O F THE DIFFUSERS AND METHODS OF DETERMINING THEM
A further step was to determine the resistance t o air flow. tlie oxygenation capacity (OC) and the oxygen absorption efficiency (OAE). Pressure losses were measured for wetted and not wetted diffusers. The pressure tneasuring niethod is shown schematically in Fig. 3. Pressure drop for the rate o f air flow through the diffuser between 0 and 20 m 3 / h was read twice: once with no diffuser mounted t o the measuring set. and once after attachement of the diffuser. The difference in pressure drop with and without diffuser for these same air flow rates was assumed t o be tlie pressure loss of tlie diffuser.
Fig. 2. Mcasurement of pressure loss o f diffusers: 1 - manometer.
-
compressor, 2
-
rotamcter, 3
-
diffuser,
4
The Pasveer method [ 3 , 51 was used to measure OC. The experiments were run in a 1 m diameter aeration tank filled up with 1 ni3 of tap water. The experimental tube was installed at a submergence depth of 1 in. For this study the water was deoxygenated by adding sodium sulphite in solution with cobalt sulphate as catalyst in an amount o f g C 0 + ~ / n 1 ~Increase . of oxygen concentration in tlie deoxygenated water was measured for various air volume flow through the diffusers. The CO and OAE values were calculated on the basis of measured results. Hence,
OC = 36.1
~
1 t, - t i
log
cS
- cO
~
C, - C t
’
4-K283 KT
oxygenation capacity, g 0, /m3 11 time, 11 diffusion constants oxygen concentration in water after deoxygenation, g 0, /m3 oxygen concentration in water at saturated condition, g 0 2 / m 3 oxygen concentration in water at measured time, g 0,/ni3
402 The OAE value was calculated as a percentage ratio of oxygen absorbed in water t o total oxygen passed through the diffuser. The experiments were run for unfractionated pulverized PMMA, PS, PE 110 LD, and for HKP 600 (OY Nokia Company, Finland) and Brandol 60 (Schumacher Company, FRG) commercially available tubes, 0.50 m long, with a diameter of 0.067/0.050 m and 0.070/0.040 m for HKP 600 and Brandel 60, respectively.
4. PILOT PLANT TESTING
The diffusers were tested in the biological system of a small wastewater treatment plant involving a volume flow rate of 70 m3/d (Fig. 3). The total volume of the aeration
excess sludge treated wastewaters Fig. 3. Schcme of pilot plant: 1 - crusher, 2 - aeration tank, 3 - secondary clarifiers, 4 contact chamber, 5 - sludge stabilizing tank.
-
chlorine
tank was 11.2 m 3 ( 4 x 0.8 x 3.5 m), whereas the volume of wastewater treated in the tank amounted to 8.5 m 3 . In this tank were installed six tubular diffusers (0.07 x 0.05 x 0,50 m) made of unfractionated PS. The submergence depth was 3 m. Like laboratory investigations, these tests involved tap water to fill the tank and the Pasveer method to measure the OAE for different values of air flow through the diffusers. The OAE values for that kind of diffusers are gathered in Table 2 . Tab. 2. Oxygen Absorption Efficiency of Diffusers Made of Unfractionated PS at a Submcrgence Depth of 3 m (in water) Rate of air flow through the diffuser Nm’/h 4 7
10
Oxygen absorption efficiency 74
13.7 12.5 13.0
The pilot-scale experiments aimed at answering the question whether or not PS diffusers are applicable to the aeration of municipal sewage in a biological treatment plant. Measurements were carried out over a period of three months. During that tiine the work of this type of diffusers was found to be good. The technological parameters of the pilot plant are given in Table 3 .
403 Tab. 3. Technological Parameters of Biological Pilot Plant Avcrage wastewater flow rate m3/d
Air flow rate Nm3/li
Sludge BOD, of loading wastekgBOD, /dry water sludge g o,/n13
Oxygen concentrationin tank
BOD, treated wastes
go,/n13
go,/n13
Average decrease of BOD %
55-60
55 -65
0.4-0.5
2-3.5
18-20
80-90
150-500
5. RESULTS AND DISCUSSION
Experiments were conducted for air diffusers made of unfractionated powdered polymers. For comparison, some experimental series were run with HKP 600 and Brandol 60 tubes. Resistance to air flow was measured for each of the diffusers under study, both ‘dry’ and submerged (Figs. 4 and 5). The values of pressure loss in submerged tubes d o not include the hydrostatic pressure. Of the air diffusers studied, PMMA tubes, both submerged and dry, exhibited the highest pressure losses. This could be expected because, compared to PS and PE 110 LD, powdered PMMA sliows a higher hydrophilicity and, eventually, a better water absorption capacity. The lowest pressure loss was measured in dry Brandol 60 tubes, which is due t o the greater average pore diameter ( I 80 x m according to suppliers’ technical literature). I11 submerged Brandol 60 tubes, the increment in pressure loss with the increasing air flow rate is more rapid tlian in tlie remaining diffusers under test. Again, this can be attributed to the high hydrophilicity o f the material used. Pressure losses in dry PS and PMMA diffusers have more or less the same values. This is also true for PE 110 LD and HKP 600 tubes. No significant difference was observed in tlie pressure loss b e m e n submerged PS and HKP 600 diffusers (Fig. 5). Submerged PE 110 LD tubes show the lowest pressure losses. They are due to the hetero-
hPa
10
5
0 4
8
12
16
2 0 Nm3/h
Fig. 4. Pressure loss of not \vetted diffusers: 1 - unfractionatcd PMMA, linc 2 - unfractionatcd PS, linc 3 - unfractionated PE, line 4 HKP 600, linc 5 - Brandol 60, 70/40. ~
404
h Pa
50 40
30 20
4
8
12
16
2 0 Nmsh
Fig. 5. Pressurc loss of wetted diffusers: line 1 - unfractionated PMMA, line 2 - unfractionated PS, line 3 - unfractionated PE, line 4 - HKP 600, line 5 - Brandol60, 70/40.
geneous structure of the diffusers, which should be attributed to some manufacture problems. OC values are shown in Fig. 6 Figure 7 presents the relationship between OAE and the rate of air flow through a tube mounted in the tank at a submergence depth of 1 ni. The highest OAE and OC values were obtained for HKP 600 and PMMA diffusers. This is to be attributed t o the properties of PMMA and probably t o the small pore diameters in the HKP 600 tubes (in the suppliers’ technical literature no information is given about the average pore diameter). While OC and OAE obtained for PS and Brandol 60 diffusers had approximately the same values, the values o f these properties for PE 110 LD tubes were very low because of the inhomogeneity o f their structure, whicli is due to some manufacture problems. Pilot-scale experiments involved PS diffusers which are characterized by low pressure losses and relatively good oxygenation properties. The OAE values measured for this kind of diffusers are given in Table 3. As shown by this table, OAE values obtained under pilot-scale conditions are proportionally higher than those determined by laboratory experinents, which could be expected, considering the difference in the submergence depth. Another behavioral feature o f the OAE values is that they d o not decrease when the rate o f air flow through the diffuser increases. This is likely to be due to the shape of the aeration tank and a better mixing of water at higher air flow rates. Under pilot plant conditions, unfractionated PS diffusers exhibited good oxygenation properties and enabled oxygen concentration in the aeration tank to be kept on the level desired throughout the experimental run. Although the duration of the pilot-scale experiments was too short t o substantiate the usability o f the air diffusers in the aeration o f municipal sewage, the results obtained so far (Table 2) seem to be promising. Hence,
405
250 L
YE
200
21 5 0 UI
0 0
100
50
2
r,
6
8
1 0 Nm3/h
Fig. 6 . Oxygenation capacity of diffusers at a submergence depth of 1 m (in water): line 1 - unfractionated PMMA, line 2 - unfractionated PS, line 3 - unfractionated PE, line 4 - HKP 600, line 5 Brandol60, 70/40.
2
4
6
8
10 Ndlh
Fig. 7. Oxygen absorption efficiency in terms of iar tloa pcr dii!'i:w:r ;it a subiiicrpencc depth of 1 ni (in vater): line 1 - unfractionatcd PMMA, line 2 - unfraction;ited I'S, linc 3 - unfractionated PE, line 4 HKP 600, line 5 - Brandol 60, 70/40. ~
406
there is hope that further investigations will support these expectations. It is interesting to note that PS and PMMA are found to be highly resistant to the action of oxygen and ozone. Having these in mind, there is no doubt that they may be successfully applied to oxygenation processes involving pure oxygen or ozone.
6. CONCLUSIONS
1. Of the three materials tested (PMMA, P S and PE 110 LD), P S is best suited for the manufacture of air diffusers, because this polymer accounts both for the low pressure loss and for the good oxygenation capacity of the diffuser. 2. Diffusers made of polystyrene exhibit good oxygenation properties and enable the technological parameters of the biological treatment process to be maintained on the levels desired. 3. Diffusers made of polystyrene or polymethyl methacrylate have the inherent advantage that they are highly resistant to the action of oxygen and ozone. It can therefore be expected that they will be successfully applied to the oxygenation of water or wastewater employing either of the two oxygenizing agents.
REFERENCES
1 . P. F. Morgan and J . K. Bewtra,JWPCF, 10 (1960) 1047-1059. 2. A . Pasveer and S: Sweeris, JWPCF, 9 (1965) 1267-1274. 3. A. Mika-Gibala, A . Poranek, T. Winnicki, et al., Report of the Inst. of Envir. Prot. Engng, Technical Univ. of Wroctaw, PWr 1-15/K-333/78 (1978). 4 . A . Poranek, T. Winnicki, et al., Report of the Inst. of Envir. Prot. Engng, Technical Univ. of Wroctaw, PWr I-15/P-32/79 (1979). 5 . J . Kurbiel, Oznaczanie rzeczywistej zdolnoki urzqdzeri napowietrzajqcych do natleniania, in: V1 Conference ,,Postgp Techniczny w Oczyszczaniu Sciekow”, Arkady, Warszawa, 1979. 6 . A . Mika-Gibala, T . Winnicki, et al., Report of the Inst. of Envir. Prot. Engng, Technical Univ. of Wroclaw, PWr 1-15/K-221/76 (1976). 7. J . Malczewski, A. Mika, Tworzywo spiekane z polichlorku winylu. Otrzymywanie w skali laboratoryjnej i wkakiwoki. Pr. nauk. Inst. Technol. Org. PWr, 1 9 (1975) 3-20.
407
OXIDATION AND COAGULATION OF WASTEWATER EFFLUENT UTILIZING FERRATE (VI) ION
T. D. WAITE and K. A. GRAY Department of Civil Engineering University of Miami, Coral Gables, Florida 331 24
ABSTRACT For the past several years our laboratory has been developing the technology for thc usc of fcrratc (VI), [FeO:-], in water and wastewater treatment schemes. TWOproperties of fcrratc (VI), \vliich arc displayed by its oxidation and coagulation reactions, indicate that ferrate (VI)could be an cffective multi-purpose treatment chemical. Studies evaluating the reaction of fcrratc (VI) with various organic compounds have been reviewed. In addition t o being a selective oxidant of organic compounds, ferrate (VI) has been demonstrated to reduce THM potential and oxidize a model USEPA priority pollutant. Data has been collected under a number of different scenarios to illustrate the effectiveness of ferrate (VI) as a coagulant of turbid water systems, including secondary effluent. Current research is aimed at defining solid phase formation with ferrate ion decay in order to elucidate the mechanism of coagulation in colloidal systems. Comparative studies have been conducted which evaluate the efficiency and effectiveness of ferrous, ferric, and ferrate salts in destabilization of a model colloid.
1. INTRODUCTION
For the past several years our laboratory has been developing the technology for the use of ferrate (VI), [FeO:-], in water and wastewater treatment schemes. Ferrate (VI) has many appealing characteristics including its strong oxidizing potential (Ea = 2.3 V) and concomitant formation of reduced iron species which will act as coagulants of suspended materials. In addition, the solid phase formed, when ferrate (VI) is reduced, is a good scavenger of metals and anions such as phosphate. The above properties indicate that ferrate (VI) could be an effective multi-purpose treatment chemical for water and wastewater. This paper will discuss two properties of ferrate (VI), i.e., oxidation and coagulation reactions, as these properties are the most important for water and wastewater treatment. The disinfection capacity of ferrate (VI) has been described in detail in earlier publications.
2. FERRATE CHEMISTRY
Iron in its familiar forms exists in the +2 and +3 oxidation states; However, in a
strong oxidizing environment it is possible t o obtain higher oxidation states of iron. Compounds o f iron (IV), (V) and (VI) have been isolated as the metal salts of ferric acid, however, ir is the hexalent form of iron t!iat is o f interest for water treatment. This seemingly exotic form of iron has been of interest t o analytical chemists since 1841 when Fremy [ 11 first synthesized potassium ferrate. By 1925 a wide variety of metallic iron (VI) salts had been synthesized. It was not until 1948, however, that procedures were developed whereby a stable, crystalline solid of high purity could be synthesized, and analyzed for its iron (VI) content [ 2 , 3, 4, 51. As a result of work by Sclireyer, physical chemists and kineticists have been able t o establish the structure for iron (VI) ferrate and find evidence t o support its existence [6, 71. Although ferrate chemistry is in a state of infancy, several U.S. patents are currently held that relate to the use of ferrate in aqueous solutions. Three of these patents include: removal of color from industrial electrolytic baths [8]. use in making catalysts for the Fischer-Tropsch process [9, l o ] , and purification of hemicellulose [ 111. Ferrate (VI) ion has the molecular formula FeOi- and is a powerful oxidizing agent through the entire pH range. Wood [7] has reported the redox potential of ferrate to vary from -2.2 V to --0.7 V in acid and hase, respectively. The standard electromotive force for the half reaction is: F e 3 ' + 4 H z O + F e O ~ - + 8 H ' + 3e-.E0=-2.2+0.03V
(1)
Latimer [l?] gives a calculated potential estimate for the reaction Fe(OH)3
+ 5 0 H - - + FeO:-+
4 H z 0 -k 3 e - o f E, =-0.77 L0.03 V
Nearly 30 metallic salts of ferric acid (FeOz-) have beeii prepared, but only a few of these compounds are found t o yield a highly pure and staole product. As a matter of interest, ferrate compounds containing Ag, Al, Zn,Cr, Cu, Co, Pb, Mn. Ni. Hg, or T1 have been synthesized by double decomposition of B a F e 0 4 , and the correspondin6 metal nitrate in aqueous solution [ 131. For example: BaFe04
+ 2A1(N03)
+
Ba(N03)z
+ Alz FeO4
(3)
It is difficult to isolate most of these compounds from solution as they are subject t o decomposition at 3OoC, and react rapidly with COz while being dried in air. Of more practical interest are the metal ferrates which form either stable solutions o r stable crystalling solids. These compounds vary widely in their aqueous solubilities. Lithium, sodium, calcium, and magnesium ferrate are reported to be extremely soluble and can be synthesized by double decomposition with alkali metal perchlorate (MCIO,) and potassium ferrate [14]. Products vary in purity from 15% to 69%. Another procedure developed by Schreyer, et al. [4]. employs wet chemical oxidation of Fe (111) by hypochlorite, follwed by chenlical precipitation of F e O i - with KOH, forming K z FeO, . Recrystallization results in a high purity crystalline solid. This method was utilized in generating the potassium ferrate for experiments in this study. Aqueous solutions of ferrate ion have a characteristic violet color much like that of permanganate. Spectroscopic analysis of visible spectra of aqueous ferrate solutions show
409 one maximum peak at 505 nm and two minima at 390 nm and 670 nm. The molar extinction coefficient as determined by Wood [7] is 1070 *30 in lo-.' M NaOH. Potassium ferrate decomposes in aqueous solution generating hydroxide ion and molecular oxygen. The overall decomposition of ferrate (VI) ion in aqueous medium is described by Equation (4): 2Fe0,2-+ 3 H 2 0 + 2FeO(OH)
+ 3/2 O2 + 4 0 H -
(4)
The decomposition rate is strongly dependent on pH, initial ferrate concentration, temperature, and to some extent on the surface character of the hydrous iron oxide formed upon decomposition. Ferrate is most stable in strong base with two regions of maximum stability, one at pH 10-1 1 and the other in solutions greater than 3 M in base [7], although this is highly dependent on the initial Fe(II1) [IS]. Studies on the stability of ferrate in aqueous solution have shown that dilute solutions of ferrate are more stable than concentrated solutions [16]. Wagner, et al. [17], found 1.9 . M ferrate solutions to be only 37.4% decomposed after three hours and 50 minutes at 25OC. Ferrate decomposition rate has also been found to decline markedly in the presence of phosphate, and at low temperatures [7, 16, 171.
-
20
LO [minute]
30 Time
50
60
Fig. 1. Effect of various salts on ferrate (VI) stability (from Ref. 2).
Figure 1 illustrates the effects of several salts, and ferric hydroxide on ferrate (VI) stability. Other solute domains probably exist in the presence of SO:-, F - and dissolved or colloidal organic matter, and these groups can form stable complexes with Fe(II1) which may also alter the decomposition rate of K2 F e 0 4 . Ferrate reacts rapidly with most inorganic reducing agents under both acid and basic conditions. Reactions involving inorganic ammonia have been studied in detail, and oxida-
410
tion o f ammonia appears t o have a n optimum conversion in the pH range 9.5 t o 11.2, although losses t o the gaseous phase might be suspected at the higher pH. Strong [ 181 reported the degree o f conversion of ammonia t o increase as the molar ratio of ferrate to ammonia became greater, and as temperature was increased. Murmann [ 141 reports a pseudo first order rate constant for ferrate oxidation of NH3 t o be 7 .0 . sec-' at pH 10.6 and 2.5 . lo-* sec-' at pH 9.0.
3. OXIDATION OF ORGANICS
Iron (11) and iron (HI)enter into a wide variety of reactions with organic compounds which can include complexation, chelation, precipitation and oxidation-reduction. Although some work has been completed which evaluates these reactions, and provides some insight into mechanisms, the extent of organo-iron (VI) interactions is still largely unknown. The degree of oxidation of amino acids by FeO: - varies with initial ferrate concentration [ 141. Cystine and glycine react completely with excess ferrate forming C 0 2 and N 2 . When the amino acid is in excess, a variety of oxidation products are generated. Most sugars, and glycol are slowly oxidized t o organic acids. Certain organo-ferrate (VI) reactions have been studied, and in one study oxidation of organics by ferrate (VI) was evaluated by monitoring the disappearance of substrate using gas chromatohraphy [19]. Tests were conducted over a pH range of 2 t o 10.5 at 2OoC. A wide variety of substrate t o ferrate molar ratios were examined, utilizing the following substrates: benzene, allybenzene, chlorobenzene and 1-hexene-4-01. The data were evaluated in terms o f pH dependency, effect of substrate-ferrate molar ratio, and synergistic effects in two substrate systems. Ferrate was found t o significantly reduce the concentrations of allybenzene and chlorobenzene, while benzene and 1-1iexene-4-ol were converted by about 50% t o products. The range of maxima for per cent oxidation of substrates for reactions occuring below pH 8 are shown in Table 1. The oxidations are deTab. 1, Oxiddtion of Organic Substrates by Ferrate (VI) at pH values < 8 (from Ref. 19) Coinpound
% oxidation
Benzene Chlorobenzene Allylbenzene 1-hexene-4-oi
18-47 23-76 85-100 32-55
pendent on S : Fe(V1) molar ratios, where an excess of ferrate is shown to be most effective in reducing substrate concentrations. Molar ratios of s:Fe(V1) greater than 1 : 3 did not significantly enhance conversions. This points to the formation of products such as organic acids, rather than complete oxidation t o C 0 2 . It is possible that more complete oxidation of substrates would be obtained with multi-stage additions of ferrate. Studies evaluating the reaction of ferrate (VI) with phenol have also been undertaken. Variable ratios of ferrate (VI) t o phenol were investigated at variable pH; then, per cent
41 1
103
Secondary effluent FeOZ-added in phosphate buffer *--TOC -609
90
(initial 12 ng/L) [initial 12 8 mg/L)
80
70 0
c
60 al
a
$ 50 40
30
20
Ot
I
L -t
8
I
:2 16 20 24 FeO?dose [mg./L a s Fe:
-
Fig. 2. Oxidation of TOC and BOD in sccondary cfflueiit wit11 ferrate (VI).
removal o f phenol, and COD were determined. The following conclusions were made from tlie study: 1) There is a general increase in ferrate reactivity with increasing pH. 9) Initial ferrate (VI) concentration is an important factor at high ferrate t o phenol ratios. 3) The relative ratio of phenol to phenolate species (C, H, OH/C, H5 0-) regulates reactivity as the ionized species reacts more readily with ferrate (VI). 4) Efficient phenol oxidation occurs when tlie ferrate (VI) to phenol molar ratio is > 10.
412
1
-Unfiltered (TOC = 17 porn) &-Filtered ( T O C = l L ppm) Chiorme 30 ppm PH
'
8.5
Contact Time 4Hrs 25
/
6 20-
/*
c
0
3
D Q)
CK
15-
< O
10-
/r
//
Fig. 3. Oxidation of THM precursors with ferrate (VI).
Ferrate (VI) in concentrations of less than 10 mg/l as Fe is also able to oxidize biodegradable organics (BOD) in domestic secondary effluent. Figure 2 shows data from an experiment where ferrate (VI) was added at different concentrations t o a secondary effluent with a total carbon content of 13 mg/l and a BOD o f 12.8 mg/l. It can be seen that all of tlie biodegradable carbon was oxidized by ferrate (VI), and approximately 35% of the TOC was removed. It should be noted here that no filtration o f the effluent after ferrate (VI) addition was attempted; therefore TOC and BOD removals are due t o oxidation only. It is anticipated that even greater removals could be achieved if the coagulation capacity of ferrate (VI) were taken into account. Preliminary studies have also been undertaken t o evaluate the ability of ferrate (VI) t o oxidize organic precursors o f trihaloniethane (THM). Water samples were collected from the Fox River wliich is located in Northern Illinois (U.S.A.). The water samples which were analyzed averaged 48 turbidity units (TU), pH = 8.5, and TOC = 17 nig/l. The effect of ferrate (VI) o n trihalonietlime potential was examined at several Fe0:- doses. Ferrate was applied 30 nlinutes prior t o chlorination. In all tests a dose of 30 ppm chlorine was used which represented the approximate demand of the raw water. Trihaloniethane concentrations were measured four hours following chlorination. Figure 3 shows a summary of the experimental data. Ferrate (VI) was able to reduce THM potential up t o approximately 25% in this system. The data indicate that no optimum ferrate (VI) did exist, so it is somewhat difficult to interpret the results. It should also be pointed out that the reduction in formation of THM shown here is due entirely to oxidation of precursors. There was no filtration of the samples, thus, no removal due
413
to coagulation was measured, In addition, the amount o f chlorine added was held constant at 30 ppm even though ferrate (VI) was added. Because the ferrate (VI) would normally perform most o f the disinfection, very little chlorine would have t o be added after ferrate (VI) treatment. This would further reduce THM formation in treated secondary effluents. The above data indicate that ferrate (VI) is a selective oxidant of organic compounds, and may have use as an oxidant of toxic organics in waste streams. One recent study has evaluated ferrate (VI) oxidation of one of the 129 priority pollutants listed by the USEPA [20]. Naphthalene was selected in this study as a model compound, and was reacted with ferrate (Vl) at different molar ratios. Table 2 below shows a summary of the data, and it can be seen that ferrate (VI) was an efficient oxidizing agent for the model priority pollutant. Tab. 2. Oxidation of Naphthalene by Ferrate (VI) (from Ref. 20) Perccntage Removal Molar Ratio Perratc/Naphthalenc
N a p h t h a l e n e (nig/L) 100 320 1000
10 20 30 40 60
22 43.5 63.2 15.5
82.2
40 66 16 83.5 95
46 90 100 100 100
4. COAGULATION
The removal of turbidity is also a major objective in water and wastewater treatment. In natural waters turbidity is largely the result of discrete, negatively charged particles and macromolecules which are stabilized by charge repulsion. Coagulation is the process where the surface chemistry of colloids is modified to pernlit aggregation and subsequent removal by gravity settling. The mechanism of coagulation can involve a number of reactions, but in general, two distinct phenomena probably occur: (a) the potential energy of repulsion is reduced; and (b) particles become enmeshed in a precipitate as it is formed [21]. A great deal of research has been conducted o n iron (11) and iron (111) coagulation which has promoted a widely accepted theory describing the probable n~echanismof colloid destabilization. It has been clearly established that salts of iron and alunlinium undergo hydrolysis in aqueous solution. In turn, the resultant aquometal complex will undergo polynierization by successive elimination of coordinated water molecules by Iiydroxide groups. The extent of polymerization is pH dependent. Under conditions uhich exceed the solubility limit of the metal hydroxide, these various polynuclear hydrolysis products may be considered soluble kinetic intermediates in the gradual precipitation of the metal hydroxide [??I. It has been shown that polynuclear hydroxo-metal complexes are readily adsorbed at the liquid-solid interface, and are more effective than non-hydro-
414
lyzed ions in destabilizing colloids. Although these intermediate metal species could be regarded as indifferent electrolytes producing coagulation by double layer compression, this is thought to be less significant than the reduction of zeta potential [21, 231. If similar reasoning is applied to the iron (VI) system, it is plausible that coagulation may involve a greater variety of intermediate hydrolytic species, and possibly, species of greater net, positive charge. It is known that the ferrate (VI) ion rapidly decomposes in acid solution, and its stability increases with increasing pH above 7 [16]. Although the kinetics of Fe5+ and Fe4' formation have never been specifically defined, differences in both the mechanism of precipitation of solid iron and the coagulation behavior between ferrate (VI), iron (IlI), and iron (11) systems would provide a basis for inferring the existence of such intermediate species. Preliminary studies have demonstrated that ferrate (VI) will effectively coagulate turbid water systems. Coagulation jar tests have been carried out on lake water systems to which bentonite clay was added to increase initial turbidity. The results of these tests are presented in Figure 4 which illustrates final turbidity values for a range of ferrate (VI) dose. These data demonstrate a general trend that turbidity removal increases with ferrate (VI) dose to an optimum value of 5 mg/l Fe0:- as Fe. Beyond this minimum, turbidity removal decreases with increasing ferrate dose. When ferrate was added in phosphate buffer the turbidity was reduced by 95%, while for the carbonate buffer and distilled water applications, the turbidity was reduced 79% and 84% respectively. It appears that the presence of phosphate has a positive effect on
1
0
-b
FeO:-odded
in carbonate bLffer
4
-.-
Fee:-added
:n distil,ed w a t e r
!,
Lake W a t e r Bentonite CLay 2Fe04 added in phosphate Duffer
06.1
In
2 05aJ
1
z. 0" 4 -\ L
0
\
ul
-n 0 3 - \ 0
L
~
T__
6
.r-
8
.
7
-
12 16 20 2L FeOZ- dose I r n g I L as F e l
Fig. 4. Coagulation bentonite augmented lake water by ferrate (VI).
r
41 5 ferrate (VI) ability to destabilize colloids. I n order to further investigate this phenomenon, coagulation tests were performed on the lake water and bentonite clay system using the optimum ferrate dose (5 mg/l Fe0;- as Fe) with varying amounts of orthophosphate (0-10 mg/l as P). In the presence of increasing amounts of orthophosphate, turbidity removal improved. The enhanced efficacy of ferrate (VI) in the presence of phosphate may be due to a combination of phenomena; e.g. ( 1 ) the stabilization of the ferrate (VI) ion in the presence of phosphate, due to its chelation of Fe3+,which otherwise accelerates the decomposition of Fe6+; and (2) the formation of a mixed hydroxo-phosphatometal precipitate, which enhances colloid enmeshment or coprecipitation. Comparative coagulation jar tests were carried out on the lake water and bentonite clay system using iron (11) and iron (111) salts. At low coagulant dose, i.e., up to 10 mg/1 as Fe, ferrate and ferrous iron remove turbidity more efficiently than ferric iron. At the optimum ferrate dose of 5 mg/l as Fe, greater turbidity removal is achieved with ferrate than with either ferrous or ferric iron. In order to accomplish the same degree of coagulation, a coagulant dosage greater than 15 mg/l as Fe must be used with both ferrous and ferric iron. Furthermore, at ferrate doses greater than 8 mg/l as Fe, the final turbidities of the coagulated system increase with increasing ferrate dose. This behavior contrasts the trend of increasing turbidity removal with increasing dose at low ferrate concentrations and at all tested doses of iron (11) and iron (111). The ferrate system exhibits either colloid restabilization or the formation of a stable hydrous iron oxide colloid with increasing ferrate concentration. Data collected from a small (10 l/h) bench-scale pilot plant also indicated that ferrate can be an effective chemical for suspended solids removal in tertiary treatment of secondary effluent [24]. The pilot facility included a flash nux reactor, where potassium ferrate, of 90% or greater purity, was added, a flocculation unit, and a sedimentation clarifier. The residence time in the flash mix unit was approximately two minutes, and in the three chambered flocculation unit, approximately 45 minutes. The total sedimentation time in the final clarifier wzs four hours. The plant was operated at steady state
--
t
Ferrate concentratlon
Orng/L
2Q/L
o-.- Cmg/L
6mg/~ 8 mg/L c.....1.0 mg/L c..-
'\.
v)
U
L C
-H!%lVG
Fig. 5. Coagulation of secondary effluent in a pilot treatment plant.
416 throughout testing. Figure 5 shows suspended solids removal through the bench-scale pilot plant at various ferrate doses. Despite the variability of secondary effluent quality, the data demonstrate that the pilot system operated optimally at a ferrate dose of 8 mg/l with approximately 86% suspended solids removal. Better than 80% solids removal was observed in all tests utilizing ferrate in concentrations greater than 6 iiigil. However, higher ferrate dosages seemed t o contribute to the turbidity of the effluent stream. This turbidity was not measurable in the solids deternunation, and was obviously due to the formation of colloidal iron from ferrate addition. The behavior of ferrate in water systems with a wide array of organic and inorganic constituents is extremely complex, as a combination of oxidation, coagulation, and precipitation reactions occur. In order t o focus singly on ferrate’s coagulative capabilities. current research is investigating the behavior of ferrate in a defined colloidal system, buffered at various pH and maintained at constant ionic strength. The objective of this new research is t o consider the operative behavior of ferrate (Vl) decay in coagulation in contrast to t h e behavior of iron (11) and iron (111) salts. Since, in practice, the solubility limit o f metal hydroxide is normally exceeded by the dosage of metal salts required t o destabilize colloids, careful consideration has been given to the kinetics of hydrous iron oxide generation for iron (VI), iron (HI), and iron (11) salts. Therefore, an approach has been developed to consider the decay of the ferrate ion, and the precipitation of the resultant metal hydroxide in comparison t o the iron precipitation reactions of iron (11) and iron (111) salts. F o r equivalent dosages of iron, the rate of turbidity generation is believed to reflect the duration of soluble iron species, intermediate t o the formation of iron hydroxide. The formation of hydrous iron oxide with time, as measured by light scattering, has been studied at a variety of iron salt doses and pH. The appropriate dose of iron was added t o one liter of biocarbonate buffer adjusted t o the specified pH and ionic strength. After disper;ing the dose throughout the volume, a small aliquot was transferred to a sealed vial where iron precipitation and sedimentation was followed under quiescent conditions. Data from experiments conducted for potassium ferrate. ferrous sulfate, and ferric nitrate at doses of 15 mg/l as Fe are presented in Figure 6. These results reflect the rate o f generation of an insoluble phase in aqueous solution, buffered at pH 7. If the turbidity profile of iron (111) is regarded as a standard illustration of the hydrolysis, olation, and precipitation of the ferric ion, then comparison between this and profiles similarly developed for iron (11) and iron (111) will demonstrate any differences in the reaction kinetics of iron hydrolysis. Although turbidity measured by light scattering represents the net result of solid iron formation, coagulation, and sedimentation, the formation of solid iron is considered to be the predominant mechanism in iron (11) and iron (Vl) systems within the first few minutes o f turbidity monitoring. Figure 6 shows that a ferric salt generated a maximum m u n t of turbidity within 30 seconds o f the salt addition. Flocs were visible immediately, and throughout the rest of the analysis, turbidity was seen to decrease, due to the flocculation and settling o f the hydrous iron oxide. The turbidity profile of the same dose of ferrous salt in the buffered aqueous system describes behavior different from that o f the iron (111) system. The Fe” must undergo oxidation to Fe3+ prior to hydrolysis, polymerization, and precipitation of an insoluble iron. Under atmospheric conditions at pH = 7 significant oxidation o f iron (11) takes approximately 20 minutes [25]. However, t h e turbidity profile in Figure 6 may reflect t h e competitive for-
41 7
15mg/L a s Fe pH 17
50 -
0-
x-0-.-
Fe(NO3I3 Fe S O 4 . 7H20 K 2Fe O4
-z 3 5 x
c
30-
i
+? 3
/
I-
25. 20
-
0
i
/
5
10
15
rime [ m i n u t e ] Fig. 6. Formation of insoluble phase by different iron salts.
mation of a ferrous carbonate complex due to the use of a sodium bicarbonate buffer. Visible flocs were not observed for the first 60 minutes of monitoring, although the color of the system deepended with time. The iron (11) system generated an iron colloid which was stable for approximately two hours, at which time fine flocs became visible and rapidly settled. The ferrate (VI) system demonstrated turbidity formation distinct from both the iron (11) and iron (111) systems. Decomposition of the ferrate ion occurred within the first 3.5 minutes, and fine flocs were observed after the first minute of monitoring. Initially, turbidity increases at a rate slightly greater than that of the ferrous system, but this rate slows after two minutes and an iron colloid is formed. This colloid was observed to be stable for approximately 90 minutes before significant settling occurred. Figure 7 reports data collected from colloid destabilization experiments. A colloidal silica suspension was developed, buffered at pH 7, and maintained at constant ionic
418
\
\
\
/
-s
100
- 90 a,
c
5 80
E"
f
\
\
70
\
1 ,
c
{
60
f ?
50
40 30 20 10
t
10
20
LO 30 Time [ m l n u t e l
50
60
Fig. 7. Destabilization of a silica colloid by different iron salts.
strength. Colloidal destabilization was determined for each iron salt at 15 mg/l as F e and measured as the amount of turbidity remaining in the systems at various times. After the addition of each salt, t o one liter of colloid suspension stabilized over 24 hours, the system was rapidly mixed for one minute, slowly flocculated for 30 minutes, and allowed t o settle for 30 minutes. Ferrate (VI) achieved the greatest amount of turbidity removal, 89% after 30 minutes of settling, while ferrous and ferric salts produced 76% and 58% removal, respectively. It is thought that ferrate accomplished the largest degree of colloid destabilization because o f the greater coagulating efficiency o f soluble species intermediate to its decay t o Fe3'. The 20% decrease in turbidity within one minute of ferrate addition may be due t o the surface activity of these species. After the initial flash mixing, turbidity increased t o a constant level throughout flocculation. This increase reflected the growth o f metal colloid flocs. The iron (11) system, which generated a great deal of turbidity in the ab-
419 sence of the silica colloid, showed a very small, initial decrease,in turbidity and a large increase in turbidity with flocculation. Throughout flocculation very large flocs were visible. The iron (111) system, which had demonstrated immediate hydrous iron oxide formation and gradual settling, behaved similarly under colloidal destabilizing conditions. There was no increase in turbidity with flocculation, and the least amount of silica turbidity was removed. In fact, only in the system destabilized with iron (111) was the white silica colloid still visible after 30 minutes of settling. In conclusion, both ferrate (VI) and iron (11) were better coagulants than iron (111) for this test system. This may be due to the duration of soluble species and the lesser rate of solid iron generation. Also, ferrate (VI) was observed to remove more turbidity from this model colloid system than iron (11). There may have been some diminishment in the coagulation ability of the ferrous salt due to the interference of the bicarbonate buffer. However, most of the iron (11) is believed to have been oxidized to iron (111) under the conditions of this experiment. It one considers the behavior of iron (11) and iron (VI) in buffered aqueous systems, it may be that the stability of the solid iron generated by iron (11) and iron (VI) is mediated by the variety of soluble iron species intermediate to the transition to ferric hydroxide. It may be those differences in the nature of the soluble species generated by ferrate and ferrous salts that also mediates coagulation efficiency. It is also interesting to note that even though a large amount of turbidity was generated by the iron (11) system it did not effectively coagulate the silica colloid. These observations support the theory that the most efficient mechanism of coagulation proceeds via adsorption of soluble aquometal species at the colloid surface.
REFERENCES 1 E. F. Freniy, Coiiipt. Rend. 12, 23, 1841. 2 J. M. Schreyer, L. T. Ockernian and G. W. Thompson, Anal. Chcm., 22, 1950, 691. 3 Inorganic Synthesis, 4, 1953, 164. 4 J. M. Schreyer, et. al., Anal. Cheni., 22, 1951, 1426. 5 J. M. Schreyer, et. al., Jour. Anier. Cheni. SOC., 73, 1951, 1379. 6 H. J. Hrostowski and A. B. Scott, Mourn. Chcm. Phys., 18, 1950, 105. 7 R. H. Wood, The Heat, Free Energy and Entrophy of the Ferrate (V1) Ion, Journ. Amcr. Chcm. SOC.,80, 1958, 2038. 8 J. M. Schreyer, USP, 2,536,703, 1951. 9 M. A. Mosesnian, USP 2,470,784, 1949. 10 M. A. Mosesnian, USP 2,455,696, 1948. 11 J. B. Harrison, USP 2,728,695, 1965. 12 W. M. Latinier, Oxidation Potentials, Prentice Hall, N.Y., 1952. 13 L. Lozana, Acido ferric0 e ferrati (VI), Gazz. Chim. Ital., 55, 1925, 468. 14 R. K. Murmann, The Preparation and Oxidation Propcrtics of Fcrrate (FeO;.), NTIS Publication PB-2 3 8-057, 1974. 15 R. G . Hairc, A Study of thc Deconiposition of Potassium Ferratc (Vl) in Aqueous Solution, Doctoral Abstracts, 1965. 16 J. M. Schreyer and L. T. Ockernim, Stability of Ferratc (Vl) Ion in Aqueous Solution, Anal. Cliem., 24, 1950, 1498. 17 W. F. Wagner, J . K. Gump and E. N. Hart, Factors Affecting the Stability of Aqueous Potassium Ferrate (V1) Solutions, Anal. Chcm., 24, 1952, 1397.
420 18 A. W. Strong, An Exploratory Work on the Oxidation of Ammonia by Potassium Ferrate (VI), NTIS Publication PB 231873,1973. 19 T. D. Waite and M. Gilbert, Oxidative Destruction of Phenol and Other Organic Residuals by Iron (VI) Ferrate, J. Water Poll. Contrl. Fed., 1978, p. 543. 20 S. Deluca, A. C. Chao and C. Smallwood, Removal of Selected Pollutants with Potassium Ferrate, Proc. of 13th Mid-Atlantic Conf. on Indust. Waste, ed. by C. P. Huang, Ann Arbor Sci. Pub., 1981. 21 C. O’Melia and W. Stumm, Aggregation of Silica Dispersions by Iron (111), J. Colloid and Interface Sci., 23, 1967, 437. 22 C. R. O’Melia, “Coagulation and Flocculation”, in Physicochemical Processes, W. J. Weber, Jr., New York: Wiley-Interscience, 1972. 23 G. R. Wiese and T. W. Healy, Adsorption of AI(II1) at the TiO, -H,O Interface, Jour. Colloid and Interface Sci., 51, 1974, 434. 24 T. D. Waite, Feasibility of Wastewater Treatment with Ferrate, ASCE J. of Environmental Engg. Div., 105, 1979, 1023. 25 J. T. O’Connor, Iron and Manganese, in Water Quality Treatment, AWWA, New York, McGrawHill, 1971.
421
THERMODYNAMIC CRITERIA FOR THE OPTXMIZATION OF IRON AND MANGANESE REMOVALS IN EXPERIMENTAL PROCEDURES
E. M. GROCHULSKA-SEGAL, M. M. SOZANSKI
Institute of Environment Protection Engineering, Technical University of Wroclaw, SO-370 Wroclaw, Poland
ABSTRACT Presented are methods of determining an optimum technology for the processes of iron and manganese removals. The methods do not involve mathematical models of the processes under study. They take into account not only some relationships determined by electrochemical equilibrium curves redox potential-pH for Fe-H,O and Mn-H,O systems, but also the criterion of maximum decrease. Such methods may be of utility in the planning of experiments, as well as in the process design.
1. INTRODUCTION
The technological processes in which iron and manganese are removed have the disadvantage of being complex and troublesome. This is because the water to be treated contains a great number of substances (such as Fez', Mn", H z C 0 3 , HCO;, Cog, SO,, C1-, OH-, Ca2+, Mg2+, Fe(OH), , Mn(OH)z, to name just a few), which react with one another during the treatment process. A separate study of these unit reactions (both chemical and electrochemical) is insufficient to enable either the identification or the optimization of the complex treatment technology. However, recently the application of electrochemical thermodynamic methods has made it possible to describe the mechanism governing the processes of interest. In these methods the direction of the reactions can be predicted in terms of the redox potential Eh and pH of the water. These two parameters indicate the content of the elementary particles that are active in the chemical and electrochemical reactions under study. Despite its great usefulness in describing the mechanisms of iron and manganese removals, the redox potential has been inadequately appreciated so far in the planning of the experiment and in process design. In the studies reported in this paper, the redox potential was used for determining the optimum technology of iron and manganese removals. 2. GENERAL REQUIREMENTS FOR THE OXIDATION OF IRON AND MANGANESE
The equilibrium of the oxidation reactions for iron and manganese may be represented
422
2
0
2
4
6
8
10
12
1416
Fig. 1. Iron-water (A) and manganese-water (B) systems at 25°C: a, b = lines describing the thermodynamic zone of water stability; full lines indicate the equilibrium state for substances on both sides; numben in circles refer to respective equations in the quoted literature: 0, -2, -4 and -6 denote the and mol d m - ) , activity of the metals of interest in a dissolved form, which is lo", respectively.
423 graphically in the Eh = f(pH) system. In this way we can determine the regions of relative predominance for ions or particles occurring in simple (as [Fe”] S [Fe3’]) and complex forms, as well as the regions for the relative thermodynanuc stability of the solid phase e.g. Fe(OH),, M n 0 2 . The plots describing the relationships among Eh, pH, activity of ions (predominantly of Fe”, Mn”, Fe3+,Mn3+,Mn4’) and the solid phase generated by them are given in Fig. 1 [ I ] . From these plots it is seen that: for pH < 2 and Eh > t0.771 V iron occurs in the form of Fe3+, - i n ground waters which usually have a pH lower than 7.0 and a redox potential between -0.440 and +0.771 V, iron takes the form of Fe2’; - the conditions for the conversion of the bivalent form of iron Fe” to the sparingly soluble compound Fe(OH), are given by the equations -
Eht, = 0.271 -0.0591 pHt, Ehtw = 1.057-0.1773 pHt,
(1) -
0.0591 log [Fe2’];
(3
- in natural waters manganese appears in the form of Mn” ions, and the region of Mn” occurrence in the pH, Eh coordinate system is significantly larger than that of Fez+ occurrence ; - the oxidation conditions for manganese are described by the equations
Eht, = 1.014-0.0591 pHtw Eht, = 1.443-0.1773 pHt,
(3) -
0.0591 log [Mn”].
(4)
The equilibrium plots presented here determine the iron-pure water and manganesepure water systems. In the presence of pollutants the stability of individual iron and manganese forms will be subject to variations. In ground waters such changes are primarily due to the presence of carbon dioxide and sulphur compounds. The effects of various concentrations of dissolved C 0 2 and sulphur compounds on the Eh = f(pH) relationship are reported in the literature [2]. As shown in this paper, increasing the concentrations of carbonates brings about an increase in the region of thermodynamic stability for FeCO, at the cost of the region for Fe(OH),. This phenomenon, however, is disadvantageous in that the oxidation of iron to Fe(OH)3 will be rendered difficult, thus making the technology of iron removal a troublesome operation.
3. CRITERION FOR OPTIMIZING THE PROCESSES OF IRON AND MANGANESE REMOVAL
Optimization criteria are given for the following cases: (1) the cost of reagents required for increasing the redox potential, Eh, by a unit value is identical to the cost of reagents required for increasing pH by a unit value, and ( 2 ) the cost of increasing the redox potential by one umit is alpha times higher than the cost of increasing pH by one unit. The optimum solution to the problem of iron removal is to carry out the process perpendicular to the straight line between Fe(OH)2 and Fe(OH)3, or between Fe” and
424 Fe(OH), . Thus, to determine the direction of the process, it is necessary to formulate the equation o f the line which is perpendicular to the straight line intersecting the point of the pH and redox values for raw water (pH,, and Eh,, , respectively). Hence, while for Equ. (1) the expression to describe the perpendicular line takes the form
for Equ. (2) it becomes
In this way we obtain a set of equations which includes the equation of the equilibrium line and the equation of the line which is perpendicular to the latter. The solution t o this set gives the values of the coordinates of point pHt,, EhtIv, which define the pH and redox potential of the water after treatment, respectively. The points of coordinates pH,,, Eli,, and pHt,, Eht, indicate the optimum direction for the process of iron removal from ground waters. For the case described by Equ. ( l ) , pHt, and Elit, may be written as
pH,,
Eht, =-5.89 .
+ 3.46 . lo-,
+ 0.27
Eh,,,-
(8)
respectively. For the case defined by Equ. ( 2 ) , pHt, and Eht, take the form pHt, =0.9696 pH,,
-
0.1716 Eh,,
+ 3.041.
Ehtw =-0.1719 pH,,
-
lg [Fez’]
1.014.
Ehrw
-
5.73.
(9)
lg [Fe”]
(10)
respectively. The calculated values of pHt, and E h t , are the final points for the process of optimum iron removal. But when the costs of reagents for pH and Eh increment differ from one another, we cannot fail to take into account the following equation
Thus, we obtain a set consisting of Equ. (1) and Equ. (1 1). The solution t o this set becomes
a pH,, PHtw =
u -5.91
Eht, =
-
+ 0.271
Eh,,
+ 5.91 . . lo-*
(Y
pHrw (Y
+ 5.91 . + 5.91 .
Ehrw
-
1 . 6 . lo-’
+ 0.271
(13)
425 The solution to the set incorporating Eyu. (2) takes the form
a pHrw - E h , ,
-
PHt, =
Eht, =
5.91 . lo-’ lg [Fez’]
+ 1.057
a + 0.1773
+ 0.1773 Eh,, + 1.048. lo-’
-0.1773 a pH,,
a
- 5.91 .
lg [Fe”]
+ 0.1773
lg [Fe2’]- 0.1874 -
+ 1.057
(15)
The final point pHtw, Eht, obtained via the above route lies along the optimum direction of the process of iron removal, adequate to the difference in the costs of reagents between pH and Eh increments. Like iron removal, the process of removing manganese involves a set of equations to describe the optimum directions. They are the following: pHt, = 0.9965 pH,,. Eht,, =-5.89
-
. lo-’ pH,,
pHt, = 0.9696 pH,, Eht, = 4 . 1 7 1 9 pH,,
-
+ 5.944
5.862 . lo-’ Eh,,,
+ 3.46 .
0.1716 Eh,,
+ 3.042. lo-’
Eh,, -
1.014.
Eh,,
-
lo-’
(16)
+ 1.0105
(17)
*
lg [Mn2’]
+ 0.2476
5.73. lo-’ lg [Mn”]
+ 1.399
(18)
(19)
As shown by the relations presented in this paper, the optimum directions for iron and manganese removals are identical. There is only a shift in the optimum direction at the beginning of the process of manganese removal, as compared to the removal of iron. Thus, ApH = 1.014 . lo-’ (log [Fez’] AEh = 5.73 . lo-’ (log [Fez’]
~
-
log [Mn”])
log [Mn”])
+ 6.62 . l o - * , and
+ 0.3742.
(70)
(21)
Note that Eyus. (20) and (21) were determined for a = 1.
4. SUMMARIZING COMMENTS
The theoretical Eh = f(pH) plots represent ideal thermodynamic conditions, and they are of utility only in approximate estimations of the Eh and pH values defining the requirements for iron and manganese removals. It follows that the derived optimum directions for the processes of iron manganese removals are also approximate. To give a full answer to the question of whether or not the knowledge of the redox potential enables a better understanding of the mechanisms governing the removals of iron and manganese (and, consequently, permits the optimization of the processes), it is necessary to develop
426
accurate and simple methods of measurement. This is likewise true for the redox potential measurements in the aquiferous layer, i.e., before the ground waters enter the surface of the ground. Adequate methods of determining the optimum processes of iron and manganese removals are of particular significance, when high-cost and troublesome treatment technologies have t o be employed. This is so when iron and manganese occur in combinations with organic substances.
REFERENCES
1 M . Pourbaix, Electrochemical Corrosion: Lectures, PWN, Warsaw, 1978 (Polish translation). 2 J. D. Hem, Equilibrium chemistry of iron in ground water, Principles and Applications of Water Chemistry, John Wiley, New York, 1967.
427
IDENTIFICATION OF TIN FROM TIN-SMELTING REFRACTORY-WASTE AFTER ALKALINE SOLVATION
N. M . SURDIA
Chemistry Department, Institute of Tecflnology,Bandung (ITB), Indonesia J. SUGIJANTO
Directorate of Mineral Resources, .Bandung, Indonesia
ABSTRACT Chrome magnesite refractories arc used in tin smelters. Tin is obtained by reduction of cassiterite with coal in a smelter made of magncsite refractories at around 1100-1400°C. At this high tcmpcrature and with increasing time, tin diffuses into the refractory material. After about a year the tincontent in the refractory waste was about 1076, which was dctermined by X-ray Fluorcsccncy and Atomic Absorption Spectroscopy. The solubility of tin \vas small within a pH range of 3.5-9.0, so the solvation had been tried out in a NaOH solution using some oxidizing agents, e.g. KNO, and NaNO,. The variables examined wcre tlie type of oxidizing agents, concentration of NaOH, and temperature. However, the tin recovered was only 35-45% of the total. So to get more information on the type of tin in tlie refractory material, identification had been carried out by X-ray Diffraction Techniques (XRD) and Scanning Electron Microscopy (SEM).
1. INTRODUCTION
In nature, tin deposits occur as cassiterite, SnO,, which has a tetragonal crystal structure. The pure metal can be obtained by reduction of the tin ore with coal in a smelter made of chrome magnesite refractories at around 1 100-14OO0C, or by reduction with hydrogen at 700-800°C. Within 1 0 months, working at that high temperature, causes 1/3 of the refractories to be erroded, and tin diffuses into the refractory material. At the refractory-waste, one can observe clearly the presence of tin at the surface by Scanning Electron Microscopy. After about a year, the tin-content in the refractory-waste was about lo%, which was determined by wet analysis, X-ray Fluorescence Spectrometry, and Atomic Absorption Spectroscopy. In an attempt for tin-recovery, the refractory-waste was solvated in a sodium hydroxide solution using some oxidizing agents, e.g. KNO, and NaNO,. The variables examined were
428
the type of oxidizing agents, concentration of NaOH, and the temperature, to be able to find the optimum condition of solvation. However, the tin recovered was only 35-45% of the total. Several methods had been tried out in tin-recovery, but the results were not as one would expect. So in order to get more informations about the kind of deposit, some characterizations with X-ray Diffraction Spectrometry and Scanning Electron Miscroscopy were carried out.
2. THEORETICAL BACKGROUND 2.1. Solvation of Tin
Tin as an element has amphoteric properties and it has three allotropic modifications, i.e. face-centered a-tin, which changes at 18°C to tetragonal @in, and at 161°C changes into rhombic, brittle y-tin [l]. Its solubility is low within the range of pH 3.5-9.0. Due to its amplioteric behavior, tin can be dissolved either in strong acids or in strong bases. Tin dissolves readily in warm hydrochloric acid to form stannous chloride. Then Sn(I1) can be oxidized into Sn(IV) in the presence of oxidizing agents like peroxide [ 2 ] . The method of tin solvation in hydrochloric acid has been used to determine yuantitatively tin and the other elements in the refractory sample. For recovery purposes, the use of hydrochloric acid is not favourable, because most metallic ions besides tin are soluble in acid, so that these ions might interfere the purity of tin obtained by the electrolytic process in tin recovery. Instead of hydrochloric acid, an alkaline solution can be used. Normally, virgin tin is not very easily soluble in a caustic solution, so the addition of oxidizing agents will promote solvation and will change tin completely into Sn(1V). The equation for the oxidation of tin by NO; is as follows:
The dissolved tin can exist as Sn0; or as Sn (OH),. Factors influencing the solvation of tin and its compounds are, among others, the concentration of alkali, type and concentration of oxidizing agents, and temperature.
2.2. Elcctrolytic Pioccss of Tin-Recovery [ 3 I
After tin has been dissolved, pure tin can be obtained after electrolysis using iron as anode and stainless steel as cathode, at which tin will be deposited. The equation for recovering the tin is as follows:
-
- ekctrolyds
Sn(0H);
Sn + 2 0 H - + 2 H 2 0 +O,
Tin is passive between pH 3.5-9.0 due to the formation of a tin dioxide layer on the surface, which is blue-black colored. At a pH < 3.5 tin is active and it will dissolve, and
429
at the same time iron will dissolve too. At a pH > 13 iron is passive and the deposition of tin can be controlled. For that reason electrolysis is carried out in alkaline solution. To increase the rate of diffusion of ions toward the cathode, electrolysis is carried out at higher temperatures, e.g. about 65-80°C. Factors influencing the electrolytic process are the current density, and the temperature. The greater the current density and the hgher the temperature, the finer the crystals, and so the better quality of deposit obtained.
2.3. Characterization of the Tin Deposit by Scanning Electron Microscopy 141
One of the methods used in characterizing the deposited tin is by Scanning Electron Miscroscopy (SEM). When a focused electron beam impinges on a specimen surface, elastic and inelastic scattering may occur. In inelastic scattering, the moving electrons lose energy and loosely bound electrons are ejected, forming secondary electrons with energy less than 50 eV. These secondary electrons are very useful in getting topographical informations of a surface. However, with this technique tin and other heavy elements can not be distinguished from the lighter ones, like Ca, Mg, and so on. Elastic scattering on the other hand, have higher energies, and may occur as single or multiple scattering. Multiple scattering may result in a large change of direction of the impinging electron beam. This is the process of backscattering. The total number of electrons backscattered depends on the atomic number of the sample. As the atomic number increases, more electrons will be backscattered, with means that heavier elements will give a brighter image. So backscattered electrons can be used to reveal the chemical composition of the surface (COMPO technique). COMPO technique can not give any qualitative or quantitative informations of the deposit. This can be obtained by the Energy Dispersive Spectrometry (EDS technique), which is based upon the fact that when electrons of sufficiently high energy bombards an atom, they will generate X-rays, which are characteristic of the element bombarded. Scanning Electron Microscopy, however, can not give the kind of compounds formed, which can only be characterized by X-ray diffraction technique. So this technique has to be done too.
3.1:XPERIMENTAL PROCEDURE AND RESULTS 3.1. Analysis of the Refractory-Waste
Qualitative analysis has been done by emission spectrography. The instrument used consisted of a Standard Varisource, Jarrel Ash, Division Serial No. 1514-75-3 Cat. No. 42651, a 1.5 meter Wards worth Grating Spectrograph model 78-090, and a 19-300, 311 Series Arc Spark Stand. The most important elements found were Fe, Mg, Ca, Cr, Sn, Ti, Mn, Zr, Sb and Ni. For the quantitative analysis 2 g of a 200 mesh powder of the refractory waste was mixed with 4 g Na,CO, and 8 g Na,O,. The mixture was fused and later on dissolved in
430 Tab. 1. Quantitative Analysis of Refractory Waste Wet Analysis
Atomic Absorption Spectrometry Percentage of element (%)
Type of oxide SiO ALO3 Fez 0, MgO CaO TiO, H2O Cr20,
2.56 5.31 15.97 57.10 1.67 0.17 0.47 5.73
Percentage of Element Element (%) Mn Ni cu
0.22 0.015 0.002
Tab. 2. The influence of NaOH concentration in the solvation of tin Concentration of NaOH (%)
Sn percentage (with KNO,)
Sn percentage (with NaNO,)
5 10 20 30 40 50
0.34 1.19 1.17 1.21 1.23 1.23
0.40 1.06 1.06 1.09 1.13 1.13
Tab. 3. Tin Analysis after Solvation in NaOH solution by AAS method Temperature of solvation
Percentage of Sn (with KNO,)
Percentage of Sn (with NaNO,)
75°C 80°C 85°C 90°C
2.26 2.45 2.20 2.23
0.83 0.73 0.90 0.83
HCI, and afterwards filtered. The precipitate is treated with HF to dissolve silicates and this solution is mixed with the first one. All elements are determined from the final solution by wet analysis. For Mn, Ni, and Cu, Atomic Absorption Spectrometry was used (see Table 1). The total percentage of elements obtained by wet analysis is 88.98%, and by Atomic Absorption Spectrometry is 0.237%. Assuming that the elements present are totally loo%, then the tin content in the original refractory waste is 100%- (88.98 + 0.237)% = 10.78%. 3.2. Solvation in Sodium Hydroxide Solution
Two grams of sample were dissolved in 250 ml solution. The concentration of solution
43 1
kn03 12
1.o
0.8
0.6
C
W.
0.4
x
0.2
0
10
20 30 40 50 C o n c e n t r a t i o n o f NaOH (%)
Fig. 1 . The influence of NaOH concentration in the solvation process
c
5.0
I
50
60
70
80
temperature ' 9 0 ~ )
Fig. 2. The influence of temperature in the solvation process
100
432 Tab. 4. Expcrimental XRD data of Refractory Material (d values in A) Original refractory
Refractory waste
Wastc after solvation ( + KNO,)
Waste after solvation (+ NaNO,)
2.07 A 2.106 2.31 2.49
1.492 A 1.595 1.731 2.017 2.065 2.433 2.501 2.56 4.18
2.106 A 2.32 2.49 4.67
2.106 A 2.32 2.43 2.49 2.55 4.79
Tab. 5. Theoretical XRD data of tin, tin compounds, and some silicates (d values in A) &tin
SnO,
MgSn(OH),
MgO
NaMg,Cr Si,O,,,
donathite
1.484 1.659 2.017 2.063 2.793 2.915
1.498 1.593 1.765
2.07 2.33 2.44 2.14
1.489 2.106 2.431
2.08 2.30 2.50
2.077 2.086 2.502
was varied and the oxidants used were KNO, and NaNO,, 0.25 g respectively (see Table 2 and Fig. 1). The optimum concentration of NaOH found was 10%. Two grams of sample were dissolved in 250 ml 10% NaOH solution. Then the temperature of the solution was varied (see Table 3 and Fig. 2). The best temperature for KNO, as oxidant was 80-85"C, while for NaNO, there is nearly no influence, so the same temperature range can be taken.
3.3. Analysis of Tin after the Solvation Process
After solvation of refractory waste in NaOH solution, tin is supposed to be dissolved in solution, and so the amount of tin dissolved is determined by AAS techniques and the amount of tin left at the refractory material is determined by X-ray Fluorescence methods. The atomic absorption spectrometer used is AAS model A-66, and the X-ray fluoresceme spectrometer is the Phillips type. The results of tin analysis from solution can be seen at Table 3. From these results one can conclude that KNO, as oxidant is better than NaNO,. Quantitative analysis by X-ray Fluorescency (XRF) is done by the internal standard method with a standard of tin ore that contains 74.8% SnO, or 58.92% Sn. By this technique it was found that the amount of tin not soluble in 10% NaOH solution was 5.82% with KNO, as oxidant and 7.31% with NaNO, as oxidant.
433
Fig. 3. SEM image of the surface of the refractory waste
3.4. Characterization of the Tin Deposit at the Refractory Waste
To get more informations about the type of tin deposit at the refractory material, X-ray Diffraction patterns ( X R D ) were taken from the rerfactory material before and after being used in the smelters. XRD patterns were also taken from the refractory material after the solvation process in 10% NaOH solution. The patterns were made using a Cu tube with K, = 1.542 A. These data were compared with the XRD file data [8,9, 101and the results are given at Tables 4 and 5 . Comparing the experimental d values with the XRD file data shows that tin can exist as 0-tin, SnO,, and MgSn(OH), at the refractory material. However overlap with refractory coniponents may occur. Further on, 0-tin is absent in the refractory waste that has been solvated in NaOH solution, which means that 0-tin is soluble in alkali, but not the other tin compounds. To make sure that tin and its compounds are present in the refractory material, investigation with a scanning electron microscope type Jeol CX-100 was carried out (see Fig. 3 and 4). Fig. 3 is SEM image of the surface of the refractory waste, which however does not give any informations about the presence of tin. Using backscattered electrons, a brighter image of the metal is obtained (Fig. 4). The pictures were taken at a potential of 4 kV and a magnification of 500X.
434
Fig. 4.COMPO technique of the refraetory waste
4:DISCUSSION AND CONCLUSIONS
1. In an attempt for tin-recovery from refractory-waste of tin smelters, the tin adhering at the chrome magnesite refractory has been tried to be dissolved in a NaOH solution. 2. The variables of the solvation process, i.e. concentration of NaOH, type of oxidizing agent, and temperature, has been determined. Two oxidizing agents have been used, i.e. KNO, and NaNO,. It was found that the most suitable condition for solvation was a 10% NaOH solution with KNO, as oxidant at a temperature of 80-85°C. 3 . The elements present in the original refractory material have been determined qualitatively and quantitatively by emission spectrography, wet analysis, and atomic absorption spectroscopy. It was found that the tin content was 10.78%. 4. The tin content at the used refractory was determined by X-ray Fluorescency, and the tin content present in the alkaline solution was determined by atomic absorption spectroscopy. The tin recovered was only 34-45% of the total tin present at the refractory waste. 5. The possible types of compounds formed at the refractory material were examined by X-ray Diffraction Spectrometry, and it was found that tin was present as 0-Sn, SnO,, and MgSn(OH),. 6. To identify the tin at the refractory material, several pictures of its surface were made by Scanning Electron Microscopy (SEM). The composition of the surface could only be identified by using backscattered electrons in the SEM (COMPO technique). The Energy Dispersive Spectrometry (EDS) device could identify the tin present.
43 5 REFERENCES 1 E. S. Hedges (Ed), Tin and its Alloys, Edward Arnold Publ. Ltd., London, 1959. 2 C. L. Mantell, Tin, its Mining, Production, Technology, and Applications, 2nd edn., Reinhold Publ. Corp., New York, 1949. 3 N. M. Surdia, Asiah Hussain, T. Surdia, Salim, and Buchari, in Murray Moo-Young and Grahame J . Farquhar (Eds), Proc. 1st Int. Symp. Waste Treatment and Utilization, Waterloo, Canada, July 5-7, 1978, Pergamon Press, Oxford, 1979, pp 141-147. 4 J. I. Goldstein and H. Ykawitz (Eds), Practical Scanning Electron Microscopy. Electron and Ion Microscope Analysis, Plenum Press, 1977. 5 A. I. Vogel, A Textbook of Quantitative Inorganic Analysis, 3rd edn., Longnian, London, 1971, pp 864-870,503-506. 6 F. Sutton, A Systematic Handbook of Volumetric Analysis, 1st edn., J. & A. Churchill Ltd., London, 1935, pp 353-358. 7 W. W. Scott, Standard Methods of Chemical Analysis, 5th edn, Van Nostrand Comp. Inc., New York 1959, pp 954-974. 8 J. H. Fang and F. D. Bloss, X-ray Diffraction Tables, Southern Illinois University Press, Carbondale and Edwardsville, 1966. 9 Powder Diffraction File Search Manual Hanawalt Method Inorganic Compounds, Publication SMH-27, Southern Illinois University Press, Carbondale and Edwardsville, 1977. 10 Selected Poi\.der Diffraction Data for Minerals, 1st cd., Joint Committee on Powder Diffraction Standards, Pensylvania, 1974.
This Page Intentionally Left Blank
437
THE TREATMENT OF DETERGENTS IN INDUSTRIAL WASTEWATERS ON A PILOT PLANT SCALE BY CATALYTIC OXIDATION
Z. GORZKA, M. KAZMIERCZAK, E. FILIPIAK
Institute of General Chemistry, Technical University of Eodi, 90-924 t d d i , Poland
ABSTRACT A method for the treatment of detergents and other toxic organic substances occurring in industrial wastewaters in high concentrations has been worked out. The wastes being treated contained detergents with non-ionic surface active substances (NSAS) addition products of ethylene oxide with alkylophenols in concentrations up t o ca 70,000 mg/dm3, and also oils and grease from washing operations. Large quantities of impurities in the wastes are confirmed by the values of COD u p t o ca 123,000 mg 0, /dm3. In the method described, aqueous solutions of the wastes are evaporated from the surface of a vaporizer packing at a temperature of ca 500°C and then the organic substances are oxidized t o CO, and H,O over a copper-zinc catalyst in t h e presence of excess air at a temperature of 400-500°C. The reduction of the impurities obtained in t h e pilot plant installation, expressed as the change of NSAS and COD values, was 97% o n average. The installation was heated electrically and was able t o treat the wastes continuously at a flow rate of ca 1.2 m 3 / 2 4 h. The heat of the gaseous products of the reaction is used for preheating the air and wastes. O n the basis of the results of investigations of the pilot plant over one and a half years, a material and energy balance o n the system has been worked out. The consumption of electrical energy for the reduction of 1 kg of COD from the wastes was betwecn 10 and 50 kWh.
1. INTRODUCTION
Detergents belong to a group of organic materials which can pose a great threat to the aqueous environment. Their use is continually increasing making necessary more and more effective methods of waste disposal. One of the reliable methods is the thermalcatalytic oxidation of organic substances contained in industrial waste waters [ 1-41. A prototype installation for the thermal-catalytic oxidation of used waste waters containing non-ionic detergents from washing baths was constructed in 1981 in the Factory of Transport Equipment in Kalisz. Baths are used in this plant for washing metal parts. They contain surface-active substances of the ethoxylated alkylophenols type, and also both anticorrosive and antifoaming agents. Used baths contain, in addition, considerable amounts of oils and greases removed from the metallic parts.
43 8 The wastes treated in the installation were characterized by great variations in composition. The concentration of non-ionic surface active substances (NSAS) ranged from 5,000 to 70,000 mg/dm3. The concentration of organic substances measured as chemical oxygen demand (COD) ranged from 8,500 to 123,000 mg O2 /dm3 and the residue after calcination at 550°C was from 1.5 to 15 mg/dm3.
2. DESCRIPTION OF THE INSTALLATION
The installation, shown diagrammatically in Fig. 1 was constructed according to the design worked out by a team consisting of the workers of the Teclmical University of t d i and the Factory of Transport Equipment [ 5 , 61. According to the design specification the maximum values of the parameters were: flow rate of the wastes 50 dm3/h, air flow rate 35 m3/h, temperature of the evaporator 500°C and temperature of the reactor 400°C. Tlie major items of the waste treatment installation are: - evaporator made of acid-proof pipe 450 mm in diameter filled with Rashing rings, heated by an electric furnace of 52 kW power, - reactor made of acid-proof pipe 250 mm in diameter, containing 75 kg of Cu-Zn catalyst, heated electrically by a furnace of 35 kW power. An oxide catalyst containing 49% Cu and 20% Zn in the form of tablets 6 X 8 nim was used, - air heater constructed as a cross - flow heat exchanger with a heat exchange area of 2.7 ni2, - wastes heater built of a ribbed pipe placed inside the duct through which the waste gases flow. Heat exchange area 3.4 m2. The rig is operated in the following way (Fig. 1). The air, heated in the air heater AH, is passed to the evaporator E. Simultaneously the wastes, heated in the wastes heater WH, are delivered to the upper part of the evaporator E. The evaporated wastes, together with the air, flow through the reactor R. The waste gases leaving the reactor heat the air and the wastes in the heaters AH and WH, and then are discharged outside through the chimney. The installation described is a prototype device enabling measurement of temperature and pressure to be made at many points, and also allowing easy observation of the surface of the packing in both the evaporator and the reactor.
3. RESULTS OF THE INVESTIGATIONS
Tlie main problem of the methods described is high energy consumption caused by the neccessity of evaporating the water contained in wastes. The specific energy consumption decreases with increasing flow rate of the wastes, as shown in Fig. 2. It foliows that it is desirable to deliver as much of the wastes per unit of time as can be evaporated in the evaporator. At a flow rate of 50 dm3/h, the energy consumption was 1440 kWh/m? Further increase in the flow rate would result in lowering the temperature of the evaporator and then in flooding the packing. The energy consumption is also affected by the concentration of organic substances in the wastes. Fig. 3 presents the dependence of electrical energy demand on the COD
439
Fig. 1. Schematic diagram of the installation for the thermal-catalytic destruction of detergents.
I m
$8mx C"
.-0
6000-
4-
E
2 C
4000-
0 0
x
iaJ? 2oco
C W
0
0.01
0.02 Flow
0.03 0.04 0.05 r a t e , n$'h
Fig. 2 . Dependence of the specific energy consumption o n the f l o ~rate of the wastes. The COD of the wastes n a s 20,000 mgO, /dm3
440
I
40
1
I
I
100 120 Chemical oxygen demand, kg OZ/m3
60
80
-
Fig. 3. Dependence of the electrical energy demand o n the concentration of organic substances in the wastes. Flow rate of the wastes 50 d m 3 /h, air flow rate 35 m’/h.
1
40
1
1
1
I
100 120 Chemical oxygen demand, k g O2&
60
80
-
Fig. 4. Spccific consumption of clectrical energy as a function of the concentration of organic substances in the u astes. Flo\i rate of the tvastes 50 d m 3 /11, air flow ratc 35 i n 3 /h.
44 1
Fig. 5. Heat balance on the installation for thermal-catalytic oxidation of detergents, kWh/m”
of the delivered wastes. As the COD increases from 20,000 mgQ/dm3 to 120,000mg0,/dm3 the energy consumption decreases by about 25%. With higher concentrations of organic substances greater amounts of energy are produced in their oxidation, and thus there is a lower consumption of electrical energy. Fig. 4 presents the specific energy consumption expressed as kWh/kg COD as a function of the COD of the wastes from the baths. For adequately high concentrations of organic substances the energy consumption decreases to about 10 kWh/kg COD.
442
The costs of energy, that amount to above 40% of operating costs of installation described, decrease therefore to ca 5 zlotylkg COD (zloty - Polish monetary unit, energy price in 1981). Operating costs of biological purification plant for municipal wastes were 10-50 zloty/kg COD [7]. Thus the costs of treatment by means of thermal-catalytic oxidation, are competitive in relation to those calculated for biological methods of treatment. The method described also has a considerably higher reliability. The process of catalytic oxidation is stable even when substantial changes occur in the composition of the wastes to be treated. The degree of reduction of the impurities obtained in the installation, expressed as the change of NSAS and COD values, is 97% on the average. It seems interesting that slightly higher degrees of conversion were obtained for greater initial concentrations of organic substances in the used baths and for higher flow rates of the wastes. Thus it seems advantageous to use high flow rates of the wastes containing organic substances in high concentrations.
4. HEAT BALANCE ON THE INSTALLATION
Fig. 5 shows the heat balance on the installation for thermal-catalytic oxidation of the used washing baths wastes. The data presented in the Sankey diagram were obtained for the following parameters: flow rate of the wastes 50 dm3/h, air flow rate 38 m3/h, temperature of the evaporator 5OO0C,temperature of the reactor 400°C, COD of wastes from the baths 20,000 mgO, /dm3. The installation described is relatively small and that is why heat losses are rather great (above 40%) and heat recovery is inconsiderable (ca 7%). Greater reactors would be characterized by better utilization of energy.
5. CONCLUSIONS
Investigations carried out in the pilot plant installation for treatment of the used wastes from the washing baths confirmed the effectiveness and reliability of the method of thermal-catalytic oxidation. However, if this method of treatment of wastes is to be economically justified several conditions must be satisfied. The wastes must contain toxic organic substances in high concentrations. It is inadmissible to dilute the wastes with waste waters with low concentrations of organic substances. Too low a flow rate of the reactants should also be avoided. Equipment of the type described is particularly useful as a preliminary treatment plant for the treatment of wastes before mixing them with the entire factory wastes. In the case of the installation described it proved possible to treat 50 dm3/h of the used washing baths wastes which had a COD ranging from 40,000 to 120,000 mg O 2/dm3 and an NSAS ranging from 10,000 to 70,000 mg/dm3. Energy consumption ranged from 1200 to 1700 kWh/m3 of the wastes or from 10 to 50 kWh/kg COD. As can be seen the cost of treatment for organic substances by thermal-catalytic oxidation per kg of COD is comparable with the costs of biological treatment. However, in order to judge the profitability of the two methods the waste water economics of the whole plant should be analysed.
443 Application of this reliable method of treatment of detergents allowed washing of the metallic parts with aqueous solutions instead of the previously used preparations containing organic solvents which are more expensive and more troublesome to use.
REFERENCES B. Borkowski, Water Research 115 (1967) 367-385. H. Quillmann, Chem. Ind. XXV/August (1973) 447-8. M. A. Walsh, J. R. Katzer, Ind. Eng. Chem. Proc. Des. Develop. 1 2 , 4 (1973) 477-481. Z. Gorzka, K. Janio, M. Kaimierczak, Materiaty Zjazdu Naukowego PTCh oraz STIPCh, Toruri 1974, p. 319. 5 Z. Gorzka, M. Kaimierczak, Physiochemical Methods for Water and Wastewater Treatment, Pergamon Press, Oxford and N. York, 1980, p. 175. 6 Z. Gorzka, E. Filipiak, R. Nowak, M.Kaimierczak, Sprawozdanie Instytutu Chemii Ogolnej, Politechnika todzka, 1978. 7 W. Motoniewicz, T. Sedzikowski, T . Bonikowski, Mate oczyszczalnie Sciekow, Arkady, Warszawa 1979.
1 2 3 4
This Page Intentionally Left Blank
44 5
ENHANCEMENT OF NITROGEN OXIDES ABSORPTION FROM WASTE GASES USING OZONE
1. POLL0 and J . JAROSZYNSKA-WOLINSKA
Technical University, Lublin, Poland
ABSTRACT The absorption of nitrogen oxide from diluted gases using ozone as compared u i t h absorption in the presence of oxygen has been studied. The nitrogen oxide concentration varried bet\\ een 0.05 inol 1 1 1 ~and ~ 0.5 in01 nC3 and ozone to NO ratio between 0 and 1.0. In the experiments a packed tower laboratory reactor was used. The tilass transfer coefficient for the \\~holcoxydation-absorption process increased \%hen ozone was used in excess (2.6 times). This makes it possible to absorb near 90% NO, even by relatively short contact times.
1. INTRODUCTION
The use of ozone for the removal o f nitrogen oxide from waste gases found application in last ten years. The have appeared several patents that use the processess of nitrogen oxide oxidation with absorption [ 1-41. The strong oxidant ozone, accelerated tlie oxidation, the slowest stage of absorption in nitric acid manufacturing. The oxidation of nitrogen monooxide by oxygen is a very slow third order reaction, and at concentrations normally encountered the absorption time and volume of absorber would be prohibiting. In the presence of ozone the equilibrium state is shifted, the oxidation is much faster and then nitrogen oxides in water as well as in nitric acid of higher concentrations can be treated. When using ozone, there is no problem with the disposal of the waste liquid [4]. Although ozone is expensive, there is interest in tlie details o f a sequential process, including the oxidation by ozone (and oxygen) as well as the absorption in water phase. In our laboratory we are working on this problem. some results have been published [5-81. In this paper we should like to present some new experimental data, that extends the conclusions we have reported t o date. The goal of the research has been to determine effect of ozone at different concentrations on the whole process kinectics. 2. EXPERIMENTAL
The experiments have been performed in a fixed bed column with water as sprinkling liquid. The nitrogen monooxide was formed by action of sulphuric acid on sodium ni-
446 trite in presence of iron -11, into a stream of pure nitrogen. A regulated concentration of NO, containing no NO, was obtained. This gas was mixed with oxygen-ozone inmediately before the inlet of the column. Nitrogen oxides were photometrically determined at the entrance on the exit of gas, as well as on the exit of sprinkling water. In the presented paper we have demonstrated a new form of Shenvood's equation, through experimental results.
3. RESULTS
The device used (Fig. 1) consisted of an ozone generator, the nitric oxide producer and feeder, an ozone-nitric oxide mixer, situated on the inlet of a laboratory packed
1 ozone generot 3 Pump 4 heat exchanger 5 absorber 6 ventilator
-I Fig. 1 . Schema of experimental set up
column absorber, sprinkled by water at a contact flowrate. The following parameters were varried: the nitric oxide concentration on the input, the ozone to nitric oxide ratio, the rate of gas flow (the nitrogen as diluting gas). The temperature during all experiments was constant 2 0 ° C , several experiments were conducted at elevated temperature to verify the value of the Schmidt's number. The results for two column heights of packing and the dependences of the mass transfer coefficient on the O3 to NO molar ratio at the inlet of the column are shown in Figs. 2 and 3. From the experimental data the total rates of absorption and then the rates of absorption per unit of area have been calculated. The mass transfer coefficient for each experiment the absorption process has been deduced. The total process has been analyzed using dimensional analysis and theory o f similarity. The concentration of oxidizing agents was taken into account. It contained two components: oxygen at high concentration that varied only slightly and ozone at low concentration that varied over a large range. The number of units, used for expressing the properties of gas, the parameters of flow, the concentrations of components and geometry of column, has been taken into account
447
~~-
0.3
0.6
0.9
1.2
Fig. 2. The dependence of mass transfer coefficients from the ratio of ozone concentration to nitric oxide concentration for different conditions t , = 12.5 t, = 19 t , = 31.5 contact times (s) concentration of CNO = 0.2 curve 1 4 7 nitric oxide (mol/mJ) CNO = 0.1 curve 2 5 8 CNO = 0.025 curve 3 6 9 heights of packing h = 0.14 m
0.3
0.6
0.9
1.2
Fig. 3. The dependence of mass transfer coefficients from the ratio of ozonc concentration to nitric oxide concentration for different conditions t , = 36 t: = 54 t,* = 90 contact times (s) concentration of nitric oxide (n101/m3) CNO = 0.5 curve 1 4 7 CNO = 0.1 curve 2 5 8 CNO = 0.05 curve 3 6 9 heights of packing h = 0.39 ni
448 and compared with the number of indispensable dimensions. According to the theory the final equation should contain five dimension-less terms. The form of this equation is similar to the other one, used for physical absorption, but containg one more term. This term express the oxidant to nitrogen oxide ratio. Coefficients and indexes were computed by linear correlation to experimental data. It is impossible to introduce a simplex, in the form of concentration ratios with a common index. As expected the proposed form limits, to some extent the validity of the equation over a larger range of parameters values. The theoretical equation has the from: a b c d Sh = A . R e . Sc . S1 . S, where: Sh = (k . de)/6
-
k de
Sherwood’s number
- mass transfer coefficient kg/m2 s
l/a’ per m2/m3 of packing 6 diffusion NO, coefficient dynamic kg/ms Re Reynold’s number - Schmidt’s number sc S1 = h / d e h - heigthofpacking s2 = ( c u t / c N O ) : c u t , c03,CO, CNO - nitric oxide concentration Cut - oxygen and ozone concentration
a’
~
~
The coefficients x, y, s, were optimized and were found using the experimental data for mixtures of oxygen and ozone. The following values for the coefficients for the packed reactors were:
A=0.22, a=0.43, s = 0.35
b =0.33,
c = -0.43,
d =-0.22
and
x = 2.7,
y =0.35,
Hence, the equation describing the process which takes place in packed reactors will be: 043
Sh = 0.12 Re
033 -043
Sc
S,
-022
S,
whcre: the value C u t in the parameter S, is described by a function
449 4. CONCLUSIONS
The process of diluted oxides sorption in presence of ozone in a water sprinkled packed tower has been studied. The mass transfer coefficient was 2.6 times greater, when ozone was used in subsoichiometric quantities to NO, as compared to the case with 02. The resulting equation contains an unconventional term, describing the effect of oxidizing agents.
REFERENCES Okabe T., Jap. Patent 7384,796 1974. Piechelauri E., USSR Patent 394 300 1974. Diemer P., DDR Patent 2123993 1972. I. E. Kuznetsov and T. M. Troickaya, Zascita vozdusnogo basseyna ot zagraznien3a wrednymi wieszczestwami chimiczieskich predprijatij, Chimia, Moskva, 1979. I. Pollo and J. Jaroszyhska-Wolihska, Information-Atmosphere Protection, Dresden DDR, 4, 73, 1978. I. Pollo and J. Jaroszyhska-Wolihska, ibid., 1, 53, 1982. I.' Pollo and J. Jaroszyhska-Wolihska, Proc. Symp. Chemical Pathways in the Environment, 1980, Paris-Palaiseau, p. 7. I. Pollo and J. Jaroszyhska-Wolihska, Proc. Symp. Chemical Technology Chemical Cybernectics, 1982, Wroclaw - Poland, Works of Technical University, 24, p. 113.
This Page Intentionally Left Blank
451
ELECTROCHEMICAL OXIDATION OF ROKAPHENOL N-6IN A FLOW ELECTROLYZER A. SOCHA, Z. GORZKA Institute of General Chemistry, Technical Uniqersity of t o d i , 90-924 t o d z , Zwirki 36 (Poland)
ABSTRACT Rokaphenol N-6 is the name commonly used in Poland for 18-p-nonylphenyl-3,6,9,12,15,18-hexaoxaoctadecan-1-01. This compound belongs to the group of non-ionic surface active substances (NSAS). Detergents containing NSAS of this type are toxic in the aqueous environment and their biodegradation is very slow. The lack of effective methods for treatment of waste waters containing NSAS at higher concentrations has led us to investigate this subject. For electrooxidation platinum and oxide electrodes (RuO, 40% and TiO, 60%) have been used. It was found in batch experiments that electric charge is most effectively used for oxidation of Rokaphenol N-6 in the range of substrate concentrations 160 to 500 mg/dm3. The flow of an electric charge greater than 0.025 Ah through the electrolyzer produces, in fact, a constant degree of oxidation about 90% in the batch experiments. Similar results were obtained by oxidizing Rokaphenols N-8, N-14 and detergent Roksol IT. Parameters for oxidation in the flow electrolyzer were the optimum parameters determined in the batch experiments. The flow rate of electrolyte in the 100 cm3 electrolyzer varied from 0,35 to 5 cm3/min. A current density of 0.025 A/cmz, a temperature of 313 K and a NaCl concentration of 10 g/dm3 were used. These parameters allow obtaining of about 80% degree of conversion in the flow electrolyzer. The products of Rokaphenol N-6 electrolysis show much lower toxicity to aquatic organisms and do not inhibit the growth of algae.
1. INTRODUCTION
Rokaphenol N-6 is the name commonly used in Poland for 18-p-nonylphenyl-3,6,9, 12,15,18-hexaoxaoctadecan-l-ol. This compound is a product of the addition of ethylene oxide (EO) to nonylphenol (NP). It belongs to the group of non-ionic surface active substances (NSAS). Ethoxylated alkylphenols belong to the group of so called hard detergents, highly resistant to biodegeneration. Commonly known and so far applied methods of treatment of industrial waste waters are not useful for concentrated solutions of NSAS (0.1 to 1 g/dm3). It appeared that the method of electrochemical oxidation would considerably lower NSAS concentrations. Use of a platinum electrode at a current density of 0.025 A/cm2 and an electrolyte NaCl concentration not lower than 5 g/dm3 gave 90% conversion of the substrate [ 11. Salinity of the waste waters with sodium chloride in concentration higher than 5 g/dm3 is quite often in factories producing or using detergents.
45 2 When oxide electrodes (RuO, 40% and TiO, 60%) are used as anodes and the above mentioned parameters held constant, the efficiency of the reaction can be increased and the electric energy consumption decreased to about 10 kWh/kg of the oxidized substrate ~ 231. , This paper presents the results of further investigations which aimed at: - determination of the effect of substrate concentration on the degree of conversion - oxidation of Rokaphenol N-8 and N-14, and Roksol IT - oxidation of Rokaphenol N-6 in a flow electrolyzer. 2. METHODS
In order to carry out the above tasks a glass electrolyzer with separated electrode areas was used. The diaphgram was foam glass of G-2 type. The volume of the electrolyte was 100 cm3. Oxide electrodes were used as anodes. The concentration of the substrate was determined by a colorimetric method and the degree of conversion was calculated from the difference in NSAS concentrations before and after the reaction [4]. The optimum parameters found previously were used [2, 31. 3. RESULTS AND DISCUSSION
The dependence of the degree of conversion a on the electric charge Q was determined
Gc 1 100
[ O/O
80.
6 0.
40
20.
1 0.03 0.05 Q [ A h l
Fig. 1. Dependence of the degree of conversion on the charge Q for different initial concentrations.
453 for different initial concentrations of NSAS ranging from 86 to 800 mg/dm3. The results of these measurements are presented in fig. 1 . Using the first Faraday law the apparent electrochemical equivalent k and apparent number of electrons n taking part in the reaction were calculated for two charges: Q = 0.05 Ah equal to 18 C and Q = 0.01 Ah equal to 36 C. The results of these calculations are presented in Table 1. The degree of conversion a, presented in Table 1 was estimated from the difference in concentrations: initial one NSAS C o and concentration of NSAS after the time of reaction t - C t according to the formula: ~
a = (C0
-
C,) lOO/C0
Knowning the value a from the experiments, the mass of oxidized NSAS-mox has been calculated for given Co and Q. From the estimated value of m,, the number of moles of the oxidized NSAS - N and the values k and n have been obtained. Tab. 1. Change in the number of electrons n and electrochemical equivalent k at a defined charge Q depending on the initial concentrdtion Co. m,, - NSAS oxided, N - number of moles oxided CO
Q=0.005
mg/dm’
%
86 160 286 376 648 800
53 43 24 18 13 15
mg
4,558 6,880 6,860 6,710 8,420 12,000
0,95 1,42 1,42 1,40 1,74 2,48
Ah = 36 C
Q = 0.01
Ah=18C
19,80 13,12 13,16 13,34 10,72 7,52
mg/C
%
1%
0,253 0,382 0,381 0,376 0,468 0,668
72 76 44 34
6,19 12,160 12,584 12,784 14,260 24,000
-77 30
mg/C
1,28 2,51 2,60 2,64 2,95 4,96
29,17 14,85 14,35 14,12 12,66 7,52
0,172 0,338 0,350 0,355 0,396 0,667
It can be seen from the calculations and fig. 1 that the degree of conversion of Rokaphenol N-6 in the range of concentrations from 160 to about 500 mg/dm3 increases almost proportionately to the increase in the amount of charge up to 0.01 Ah. If the charge changes from 0.01 Ah to about 0.025 Ah, this proportionality slowly decays. Above a charge of 0.025 Ah the degree of conversion depends little on the charge and initial concentration. When solutions of initial NSAS concentration lower than 160 mg/dm3 are used chlorine and oxygen are evolved. Incomplete consumption of the charge for oxidation of NSAS takes place, resulting in changes in k and n values. In the concentration range from 160 to 500 mg/dm3 NSAS, the charge flowing through the system is used to a maximum degree for oxidation of Rokaphenol N-6. This is in agreement with the view that the presence of organic compounds susceptible to oxidation xonsiderably decreases the evolution of oxygen ahd chlorine [ 5 ] . In the concentration range NSAS from 160 to 500 mg/dm3 practically constant values k and n are observed for the charges investigated. i n considering the dependence of the degree of conversion on the amount of charge it should be noted that, under the conditions of the experiments carried out, the potential of the electrode under study changed during the reaction fig. 2. As can be seen from the fig. 2, after about 20 mins of reaction time i.e. after the charge about 0.01 Ah has flowed, the potential of the electrode changes.
1V l SCE
0.05A
I/0
------1
10
30
50
t
[min]
-
Fig. 2. Changes in the potential of the electrode during electrolysis for different current intensities.
This indicates the occurrence of another reaction, the progress of which is not controlled analytically. Then the change in the degree of conversion of the investigated compound is small. It should thus be concluded that when a charge greater than 0.01 Ah flows through the electrolyzer, it is used also for another electrolytic reaction, uncontrolled analytically, other than the reaction of oxygen or chlorine evolution. This results in a less than proportionate increase in the degree of conversion of the substrate in relation to the increase in the charge above 0.01 Ah. During electrolysis of NSAS solutions in the concentration range from 500-800 mg/dm the value k increases and n decreases. This may indicate a so called ‘shallow’ oxidation of the investigated compound. As for Rokaphenol N-6, the dependence of the degree of conversion of Rokaphenol N-8 and N-14 and the detergent Roksol IT on the amount of charge has been determined. The main components of Roksol IT are Rokaphenols. On the basis of these experiments we have estimated the dependence on the number of etoxyl group EO of the electric charge consumption needed to obtain a given degree of conversion of Rokaphenol. If the concentration of the substrate is expressed in mg/dm3, an increase in the number of ethoxyl groups from 6 to 8 i.e. going from Rokaphenol N-6 to N-8 is accompanied by a considerable increase in the electric charge needed to obtain the same degree of oxidation. For an increase in EO from 8 to 14, the change in the charge needed is small. The high efficiency of electro-oxidation of Rokaphenol N-6 in a batch apparatus led us to begin investigations of oxidation of this compound in a flow electrolyzer. The initial parameters of the reaction carried out in a continuous way were the optimum parameters estimated from the batch experiments. The parameters and conditions were as follows: current density 0.025 A/cm2, temperature 3 13 K , concentration of sodium chloride 10 g/dm3, and the volume of electrolyte 0.1 dm3. Initial concentration of NSAS in all the measurements was 484 mg/d.m3. For investigations of continuous oxidation, the same electrolyzer as for the batch experiments was used. A known volume of electrolyte was supplied and drained gradually by means of a pump. The flow rate of the electrolyte was selected so as to obtain different times of retention - shorter and longer than in the
A
45 5
t
8 0-
60-
40-
1
I
I
I
I
1
2
3
4
-
5 vlcqrninl
Fig. 3. Dependence of the degree of conversion of Rokaphenol N-6 o n the flow rate of the electrolyte.
batch method. The electrolyte flow rate was thus varied over the range from 0.35 to 5 cm3/min, corresponding to retention time of 285 and 20 mins, respectively. Fig. 3 shows the change in the degree of conversion of Rokaphenol N-6 depending on the electrolyte flow rate. The degree of conversion decreases from 80 to about 40% as the flow rate increases from 0.35 to 5 cm3/mi11. A tenfold increase in the flow rate results in about a fifty percent decrease in the degree of conversion. It was found that in order
0.06
0.0 8
Oi l 0
0.i2
J [A]
Fig. 4. Dependence of the degree of conversion of Rokaphenol N-6 on the current intensity at the electrolyte flow rate v = 5 cm3/min.
456 to prevent a lowering of the degree of oxidation, current greater than 0.125 A should flow through an electrode of 2 cm2 surface area fig. 4. Application of the flow rate 5 cm3/min allows three electrolyzer volumes per hour to be treated with a degree of conversion of Rokaphenol N-6 greater than 70% when current intensity higher than 0.125 A is employed. This products of oxidation of Rokaphenol by electrolysis in electrolyte solution were subjected to a test for toxicity. It was found that the toxicity to aquatic organisms of the products of oxidation of Rokaphenol N-6 is about one-seventieth that of the substrate and that the growth of algae is not inhibited [ 6 ] . The authors acknowledge financial support for this work by a grant MRI-11 from University of t o d i .
4.REFERENCES 1 2. Gorzka, K. Jasihska, A. Socha, Physicochemical Methods for Water and Wastewater Treatment, Pergamon Press, Oxford and N. York, 1980, p. 163. 2 Z. Gorzka, A. Socha, Zeszyty Naukowe P.S. z. 91 (1979) 97-106. 3 Z. Gorzka, A. Socha, Polish Patent No. 118222, 1 3 January 1983. 4 W. Hermanowicz, Fizyczno-chemiczna badanie wody i Sciekbw, Warszawa 1976. 5 G . Kortum, Elektrochemia, Warszawa 1970, p. 569. 6 Z. Gorzka, A. Socha, E. Kwiatkowska, Gaz, Woda i Technika Sanitarna, 11 (1980) 321 -323.
45 7
REMOVAL OF POLLUTANTS FROM THE AQUATIC ENVIRONMENT BY PHOTOOXIDATION
M. MANSOUR, H. PARLAR and F. KORTE Gesellschaft fur Strahlen- und Umweltforschung mbH Miinchen, Institut fur Okologische Chemie, 0-8050 Freising-Attaching and Technische Universitat Miinchen, Institut fur Chemie, 0-8050 Freising-Weihenstephan, W. Germany
ABSTRACT Since degradation under the influence of natural light is an important process in the environment, we have investigated the photooxidation of some organic compounds in aqueous hydrogen peroxide (30%) exposed to UV light (A > 290 nm). Photolysis of hydrogen peroxide yields 'OH, which reacts with most classes of chemicals and thus is of special importance in their degradation. The possible reaction mechanism is discussed, and the photodecomposition rate of H:O: in water is estimated.
1. INTRODUCTION
Chemicals introduced into the environment by human activity can cause ecological effects in manifold ways. It is necessary therefore to have methods for quantitatively determining the persistence of chemicals in water t o obtain an ecotoxicological assessment of these chemicals. Persistent substances present difficult problems during effluent treatment, because they are decomposed only very slowly biologically and can not be removed satisfactorily by the physical and chemical means often used. Among possible simple methods for eliminating chemicals from effluent, photo-induced oxidation in aqueous hydrogen peroxide deserves special regard, since it can produce a complete breakdown to harmless or at least biologically degradable compounds. Our experiments showed a complete degradation o f certain organic environmental chemicals in aqueous hydrogen peroxide, thus allowing an assessment of the technical possibilities; we devoted these studies t o this model reaction o f photo-oxidatively eliminating from water organic compounds which are difficult to destroy biologically. The use o f H2 O 2 during photooxidation of indust rial effluent is one possibility, along with other special technical processes, for converting polluted into usable water. It is well established that hydrogen peroxide and ozone, in water irradiated by UVlight, are especially suitable for decomposing environmental chemicals [ 11. It is also known that OH radicals are very reactive towards organic chemicals in water and the atmosphere [?I. They possess a great affinity for electrons and react with a variety of
45 8 Tab. 1. Rate constants for the reaction of OH radicals in water (KoH)(in L/mol, sec)
'OH
Substrate
Ozone
5.1 '10' 3 . 6 . lo9 3.0. lo9 -9.0. lo9 1 . 2 . 10'" 9 . 0 . 10' 1 . 8 . 10'"
Methanol Benzene Toluene Styrene pCresol NH, Phenol
[4] [4] [4] [6] [4] [6] [8]
3.0. lo-? 1 . 7 . lo-' 1 . 0 . lo5 1.0 20.0 .20.0
[5]
[S] [7] [7] [6] [6]
chemical classes by abstraction of a hydrogen atom or by addition to a carbon-carbon double bond to form water and an alkyl radical (Table 1). A comparison of OH with OR and OOR shows OH to be the most effective [3]. Decomposition of H 2 0 2 into radicals is effected by light and is faster at higher pH values. The rate of decomposition of H 2 0 2 into OH radicals thus depends on pH and on the nature and concentration of impurities in the water (Fig. 1). We have investigated the effect of H 2 0 2 on the oxidation of benzene and determined the rate and the product distribution accurately. The decomposition rates of H 2 0 2 were greater than those of benzene. Thus, the observed variation in the rate of decomposition of H 2 0 2 with its concentration shows the presence of a hydrogen peroxide decomposition system that is initiated by OH or other radicals formed by decomposition of the substrate (Fig. 2 ) . The concentration of H 2 0 2 altered only little during the early stages of the reaction, so it may be considered to be constant in this first phase, while the second reaction phase proceeds faster as the initial ratio of substrate to hydrogen peroxide increases. At approximately equal initial substrate and H2 O2 concentrations the reaction slows progressively with time. Higher concentrations of H 2 0 2 also cause the reaction to slow down.
1001
l
0:
V
I'
60
120
I'
180 240
Irradiation time (min)
Fig. 1 . Photodecomposition of 0.532 mol H,O, in l W m l aqueous solution at 25°C.
459
100
+
c L
: 90d
-5
80-
0 I0
m 0 $’
-
70-
0
a x
60-
0
I 01 0.2 0.3 0.4 0.5 0.6 0.7 Hydrogenperoxide(mol)
Fig. 2. Photodegradation rate of 9.2 . lo-’ M Benzene solutions at pH 4.6 and pH 2.3 under h 2 290 nrn in distilled water after 3 hours.
0
1
2
3
Irradiationtime ( h o W
Fig. 3. Photodegradation of 2.45 . lo-’ M Benzene in the presence of 0.53 ml H,O, in 1000 ml distilled water (0)and tap water ( 0 ) under h 2 290 nm.
Investigations at varying pH under selected experimental conditions gave almost twothirds decomposition of the HzOz after 140 minutes. At pH 3.9 the HzOZ decomposition and the oxidation of organic compounds take place quickly (Fig. 3). At pH 2.5 the H z 0 2 reaction rate depends on the organic substrate and its behaviour in aqueous solution. The influence of oxygen and nitrogen on the decomposition was investigated, and it was found that increasing concentrations of oxygen accelerate the H 2 0 z breakdown in comparison with rates after flushing with nitrogen. In order to test whether the OH radicals and other oxygen species can react with model compounds, We
460 held a constant number of parameters: reaction time, molar ratio of H 2 0 2 to substrate and temperature (Tab. 2). The highly chlorinated compounds PCB and cyclodiene insecticides react at slightly different rates. Tab. 2. Photooxidation of organic compounds in aqueous hydrogen peroxide with ultra violet light Substrate dis appearcnce % h
h
Substrate
Concentration of substrate
Concentration of hydrogen peroxidc (mole)
Photoreaction time (inin)
290nn1
Initial pH
Methanol Allylalcohol Benzene Toluene pCresol Phenol Dimethylphthdate
2.15 2.70 1.17 1.80 3.50 2.80 2.87
0.53 0.49 0.57 0.62 0.51 0.42 0.45
180 180 240 300 300 180 300
38.5 41.8 58.6 45.4 60.3 49.7 25.4
10.75 14.85 25.4 18.2 22.3 21.5 7.4
5.3 5.9 6.3 6.5 5.2 5.9 6.7
2. MATERIALS AND METHODS
30% hydrogen peroxide and UV light of wavelengths greater than 290 nm were used in the present work. The only waters used were tap water and distilled water. The experiments were conducted in a thermostated glass cylinder. To improve mixing the reaction solution was flushed with a stream of nitrogen. A Philips HPK 125 lamp giving 17 . mol quanta per hour was employed. The lamp was surrounded by a Pyrex (borosilicate glass) cooling jacket and was immersed to about 95% of its lenght in the reaction solution, which was cooled to 20-2SoC. The solution was stirred by a magnetic stirrer. Hydrogen peroxide concentrations were measured spectrophotometrically and titrimetrically [9]. We used a Pye Unicam SP8-100 spectrophotometer to determine the absorption coefficient. Our experience has shown that the individual compounds could be analysed by direct injection of the water sample into the gas chromatographs without i! sample work-up if the concentration is high enough. In many cases, however, enrichment was performed by extraction with suitable solvents. The gas-chromatographic conditions were selected to match whatever compound was to be analysed. In selecting suitable GC columns, special attention must be devoted to seeing that substances of different polarity give well-resolved peaks. A gas-chromatograph (Carlo Erba Fractovap 2450) equipped with a flame ionisation detector and coupled to a 1 mV recorder (Linseis L 6501) with an electronic integrator (Hewlett Packard 3881 A) was employed. The columns used were 2 X 3 mm ID. Glass columns packed with Tenax GC 60/80 mesh gas-chrom for the determination of methanol, ally1 alcohol, benzene and toluene and 1% SP 1240 deactivated for acidic compounds on SO/ 100 supelcoport for the determination of p-cresol and phenol. 3% SE-30 was used for dimethyl phthalate. The carrier gas was nitrogen (GC grade) at a flow rate of 30 ml/min. Quantitation was based on external standards using the authentic compounds in the analytical solvent.
46 1 The column temperature was programmed from 80 to 120°C at boC/mi11., with the flame ionisation detector at 2SO°C. Nitrogen carrier gas flow was 40 ml/min. All solvents were o f analytical reagent quality and were obtained from E. Merck, D-6100 Darnistadt, F.R.G.; hydrogen peroxide (30%) was obtained from Fluka, D-7910 Neu-Ulm, F.R.G.; Dimethyl phthalate and pcresol, both from Fluka AG, CH-9490 Buchs, Swiss, were of the highest available purity (> 99%). The standards were prepared by dissolving the substance in 15 nil water and mixing well to give concentrations of 0.06 and 0.03 mg/nil. A standard curve was obtained by analyzing the solutions. For the dark reaction a solution of 100 nd destilled water at pH 4.5 of p-cresol(3.1 g) and H 2 0 2 (0.53 ml) was allowed t o stand in the dark, purged with N 2 , for 24 hours. The reaction mixture was extracted twice with 50 ml cyclohexane. the extract was concentrated to 0.5 ml and analysed by gas chromatography. The analysis indicated 86-94% of the p-cresol remained unreacted. Sinlilar reactions in the dark at pH 1.5 and pH 8.9 showed 89% and 84% o f the p-cresol, respectively, t o remain.
REFERENCES
1 W. C. Schuinb, C. N . Satterficld, and R. L. Welitworth (1955) Hydrogen peroxide, ACS Monograph No. 128, Chapter 8, Reinhold Publishing Co., N e n York. 2 H. Taube, ‘Photochemical Reactions of Ozone in Solution’, Trans. Faraday SOC.,53, 1957, p. 656-665. 3 T. Mill, D. G. Hendry, and H. Richardson, Science 207, 1980, p. 886. 4 M. Anbar, and P. Neta, hit. J. Appl. Rad. Isotopes 18, 1967, p. 493-523. 5 T. W. Nakagawa, L. J . A n d r e w , and R. M. Keefcr, J . Am. Cheni. SOC.82, 1960, p. 269-276. 6 J . Hoign6, and H. Bader, Vom Wasser 48, 1977, p. 283-304. 7 D. G. Williamson, and R. J . Cvetanovik, J. Am. Chem. Soc., 90, 1968, p. 3668-3672; 4248-4251. 8 C. 1.: Adams, J . W. Boag, J . Currant, and B. D. Michael, Pulse Radiolysis, Ed. M. Ebert ct al., AcadeniicPress, New York (1965), p. 131-144. 9 A. 1. Vogel, ‘A Text-Book of Quantitative Inorganic Analysis’ 2nd edition (1955) p. 283-284, Longman, Green, and Co., New York.
This Page Intentionally Left Blank
463
MODELING OF IMMERGED FILTERS IN THE CASE OF AERATED FILTERS
P. LE CLOIREC, G. MARTIN Laboratoire Chimie des Nuisances et Gtnie de IEnviroiiment ENSCR Avenue du Gentral Leclerc F 35000 Rennes, France
ABSTRACT The proposed modcling relies on the associated study of the: hydrodynainics of the filters used - kinetics of compound degradation. We first of all determined the effective average residential time in biological aerated filters. It was found to depend both o n the void factor E , that varies with the biomass, and on the space p taken up by the water depending o n the amount of air flo\\.ing into the filters (F). The \\,riters proposed the following formula: -
e = E ( X ) @(I?)
V/Q
The second step was to drew up a balance of the weight factor on the dispersion theory, and on series of pcrfectly mixcd reactors, \ye thus obtain a good correlation between the values comported with thc model and the experimental findings on a pilot unit treating a mixture of cthanol and ammonia nitrogen of concentration 20 n1gl-l and 5 nig1-l .
1. INTRODUCTION
The use of fxed biomass fiters in water treatment tends to develop fast. Media may be plastic or clay fdter, or activated carbon. The fdters concerned may be two phases (water-media) or three phases (water-media-gas) as is the case of denitrification or activated carbon biological filters aerated in the mass [ 11. Modeling of these systems have recently been proposed [ 2 ] . The ELMALEH model [3, 41 introduces degradation of substrate proportional to the biomass in the reactor. The flow of oxygen at the biofilm-liquid interface is proportional to the concentration of oxygen and degradation agents. By plotting and resolving the balance of the different elements, it is possible to dimension the units however certain discrepancies between theory and experimental results may appear, for instance with regard to the dissolved oxygen. The GRASMICK model [ S , 61 is more complex than the previous one, taking into account the resistance to diffusion inside the biofilm. It is a fact that the degradation speed at the biofilm-liquid interface reaches an asymptote when the thickness of the bio-
464 film varies between 60 and 150 p m depending on the substrates and the techniques used [7, 81. However the notion of effective thickness is introduced, limiting the thickness of the biofilm to the possibility of diffusing air inside the biomass. GAID [9] and MARTIN [lo] introduce interaction between the substrate, the media and the bacteria. The different balance equations take account of the building up of activated carbon in the pores followed by the diffusion from the pores to the bacteria. These phenomena are put forwards after analysis with a radioactive substrate [ I I , 121. The model brings up the advantage of activated carbon when the influent to be treated contains a lot of biodegradable and adsorbable matter. The models thus proposed assume plug flow conditions when considering the various parameters. We begin with studying the hydrodynamic parameters of used biological filters (using activated carbon) by measuring residential time distribution. The second step will consist in determining the degradation speed of substrates contained in the filters feed water. We shall then use these two studies to model the phenomena observed.
2. ANALYTICAL METHODS AND EQUIPMENT
The filter flow scheme used during testing is shown in Fig. 1. Characteristics of this assembly are : - column diameter 0.06 m - media height 0.80 m - type of media "Picactif" activated carbon - granulometry 1-1.5 mm porosity mesoporous - specific area 1200 m2g-' - hydraulic load 5-10 mh-' ~
out let
pump
Fig. 1 . Pilot unit schematic diagram.
465 Air is blown into the mass of activated carbon at flow rates between 10 and 100 lh-' . The feedstock is compoused of ethanol at 20 mgl-' and ammonia chloride 5 nigl-' , to which 1 mgl-' of potassium phosphate is added. Due to the presence of air and these biodegradable substrates a growth of biomass appears on the media after two weeks. In order to remove this the filter is regulary washed and the resumption of biological treatment is then quite quick (0.5-2 hours). The used substrates are not adsorbed by the activated carbon [12]. The ethanol is analysed by gas chromatography: - column Tenax - detector flamme ionization - furnace temperature 90" C - injector temperature 300" C - detector temperature 300" C - gas N2 vector pressure 1.5 bar The Nessler method enables the ammonia to be determined.
3. DETERMINATION OF HYDRODYNAMIC PARAMETERS 3.1. Average Residential Time
The average residential time in a reactor is expressed as follows:
V reactor volume Q flow rate.
In aerated biological filters, this formula cannot be applied as it stands. In fact, the real volume of the passing fluid is less than in an empty reactor owing to the presence of the filter media, tho biomass and the air. We propose to define this as a relation that embraces all these parameters.
3.1.1. Influence of Filter and Biomass
The real residential time of the fluid in a non aerated filter is defined as:
E,
void percentage
In biological filters the grains of media are covered by bacteria either dispersed or in the futur of a biological slime that influences the void factor ( E ) . We determine the ratio between E and the biomass quantified in terms of volatile dry solids (VDS).
466
2
4
6
x
m M
Fig. 2. Variation of void factor with biomass.
The activated carbon beds are fed in a continuous process with an ethanol mixture (up flowing air and water). When the biomass on the media has sufficiently developed, the head loss on the reactor is measured. Then the media is washed and the VDS it carries is counted. Measuring the loss of head fines the void factor by application of Leva's equation [ 131.
AP/H = ( 2 f U2/d) [ ( l
-
~ ) ~ - " / ( y e~3-)"]
In the operating velocity range, the Renyold's factor Re = dUp/p is less than 10. The flow is laminar: n = 1 and f = 100/Re. The shape factor y is determined by the following relation y = 4.87 v231 0
V volume of the grain Assuming that the increase biomass on the media does not affect the shape factor we find y = 0.74. Variations in the void factor with biomass are shown in Fig. 2. In filters operating at average or higher load, the concentration of bacteria is between 0 and 2 mg VSS per gram of media. These limits a feasible linear variation between E and X can be assumed according to the following formula: E
= 0.035 X
X E
e0
+ eo
biomass mg VSS per gram of media void factor void factor in clear filter.
467 3.1.2. Influence of Aeration
The reactors are fed by an up flowing stream, hence it can be assumed that all the voids between the grains are wet. When the reactor is aerated, a part of this space is taken up by the air and a part by the water. The welted fraction can be devided into two parts: the part due to internal retention Pi i.e. the fraction of water contained in the pores, and the fraction of water fixed at the points of contact between the granular media. The fraction due to dynamic retention fld consisting of the liquid moving through the filter
is determined by the simultaneous weighting of dry and wet media. We had an average value of pi = 0.30. Pd is measured by collecting liquid at the bottom of the column after stopping the infeed. Different measurements have been effected in the ratio of F (air flow rate/water flow rate). pi
Fig. 3. Variation of residential time according to air delivery.
The result of as a function of F are shown in Fig. 3. During our experiments F is between 0 and 4 and p is then linear, corresponding to the following formula :
p=p0
- 0.027 F
Po 1 in immerged filters and when F = 0. Both tests enable the average residential time in an aerated biological filter to be calculated by the relation :
468
E(X) P(F) V Q
is the void factor depending on the biomass present on the media is the wet fraction of the filter volume depending on the rate of aeration is the useful volume of empty filter is the average inlet flow rate.
3.2. Retention Time Distribution (RTD)
The average residential time, as previously defined is an overall parameter. In effect, each molecule entering the reactor has its own specific residential time. A distribution can be defined having a formula similar to :
Written the following limits J ( 0 ) = Q for 0 = O J ( 0 ) = 1 for 0 - + %
3.2.1. Measuring the RTD
Measurement is performed with the help of a weakly concentrated inert tracer so as not to disturb the current. We use sodium chloride detected at inlet and outlet by a conductometric cell. We proceed by stepped injection. The equation governing the tracer concentration at the inlet (C,) and the concentration (C) has the following form:
J(0) = (C/Co) step The reponse curves are given in Fig. 4 with the two extreme cases that may be encountered : - plug flow characterized by an identical residential time for all particles - “perfectly mixed” flow in which residential times are unspecified and the composition is assumed to be uniform at all points.
3.2.2. Interpretation of Response at One Inlet Step
Several modelizations are proposed for the interpretation of velocity distribution curves: we have applied two feasible models: - dispersion model - perfectly mixed multi-stage model.
Ir/
469
inlet
Fig. 4. Measuring the RTD. __-- Outlet of a perfectly mixed reactor - - _-- - Outlet of a plug flow reactor Outlet of a real reactor - Step input
__
3.2.2. Dispersion Model
The axial and radial dispersion through a filter bed is described by the following differential equation: -Div(-Dgrad
C
+ UC)=(6C/6t)
(111-1)
Like several other authors, we assume the influence of radial dispersion to be negligible [ 181. In these conditions: We obtain the following equation: (111-2) With the following conditions:
C = O atZ>O C = Co at Z < 0
t=O t =0
The resultion of the differential equation 111-2 gives the fcXowing relation :
erf: error function erf(Y) = 2/dr J-:
e-"
dx
Peclet factor Pe = UL/DL
0.75
Fig. 5. Determination of the number of stages.
c/", 0.75
k5
0.2 5
Fig. 6. Determination of Peclet's factor.
47 1 3.2.2.2. Model for Perfectly Mixed Multi-Stage Reactor
In this model, it is assumed that the actual reactor is composed of N series-mounted stages, each with its own response, of velocity distribution in a perfectly mixed reactor. The J reactor balance is expressed as: Cj-1 Q
-
(I I 1-4)
CjQ= Uj(dCj/de)
dCj/dK + N(Cj/F) = (NCj - 1 ) / F
(111-5)
hence :
(111-6) This equation is integrated for each stage, giving:
C/Co = 1 - e
[ l + N O / & + 1/2(NO/&)’
+ . . . + 1/(N
-
I)!
(Ne/F)N-’]
(111-7)
3.2.3.Deterniination of Peclet’s Factor and the Number of Stages
Equations 111-3 and 111-7 enable us t o obtain a set of curves J(O) = f(O/e) for the different Peclet factor or stage numbers. We used a microprocessor Apple I1 for this purpose. The average residential time is determined, taking into account both aeration and the biomass present on the media. The comparison of these ideal curves with those obtained experimentatly makes it possible to approach the number of percently mixed reactors to be mounted in series in order to stimulate the hydrodynamics of the reactor under study. This reactor is covered by biomass and aerated in order to obtain a complete simulation of the column in which the degradation of the ethanol and the assimilation of the ammonia nitrogen is effected. Fig. 5 and 6 show the real life curves that allow us to propose the following parameters: N 8 stages 1/Pe 0.075. It will be noticed that the dispersion model graphs are more difficult t o match with real curves than the perfectly mixed stage curves. 4. KINETICS 01: SUBSTRATE ELIMINATION
In order to modelize treatment on the filters we need the degradation kinetics of the added substrates. We have studied more particularly the removal o f ethanol and ammonia. 4.1. Equipment and Methods Used
The experimental apparatus consisted of small 20 cm reactors containing 10 to 50 g
472
buffer
1
Fig. 7. Experimental apparatus for the kinetics determination.
of activated carbon (see arrangement on Fig. 7). A pump was provided t o recirculate feedstock from a buffer tank. The volume of the latter and of the pipings was assumed to be negligible. It is possible to inject air into the system. The media is civered with a certain layer of biological slime, the thickness of which is measured with a microscope fitted with a micrometric eye glass. The ambient temperature is 180°C.
4.2. Ammonia Elimination Kinetics
Experimental results enable us to put forward a 1/2 order kinetic relation for elimination of ammonia. This corroborates results found by various writters [ 19, 201. - [d(NHi)/dt] = K(NH;)O5
(IV-1)
The results are presented in Fig. 8. We obtain the following equations for different values of F (air flow rate/water flow rate ratio) C : NH,' concentration
I
1
Fig. 8. Ammonia ion elimination kinetics.
473
I
k
Fig. 9. Variation of ethanol removal speed depending on the thickness of the biological film.
F=O
-
(dC/dt) = 0.25 C o 5
(IV-2)
F=l
-
(dC/dt) = 0.525 C o 5
(IV-3)
2